


TITELTHEMA 16 Verpacken, Kennzeichnen und Markieren · Hintergründe, Meldungen und...
68
Additive Manufacturing „Wir sparen bis zu 60 % Kosten“ Peter Hofmann, Protoform Jahrgang 7 | Ausgabe 4 | Mai 2011 | ISSN 1860-9414 | 69029 | €11,- www.devicemed.de 10 SPECIAL | Laser Technologien für Medizin, Geräte und Fertigung 56 Auftragsfertigung Feinste Schnitte mit Licht und Wasser 32 TITELTHEMA 16 Verpacken, Kennzeichnen und Markieren
Transcript of TITELTHEMA 16 Verpacken, Kennzeichnen und Markieren · Hintergründe, Meldungen und...
Additive Manufacturing„Wir sparen bis zu 60 % Kosten“ Peter Hofmann, Protoform
Jahrgang 7 | Ausgabe 4 | Mai 2011 | ISSN 1860-9414 | 69029 | €11,- www.devicemed.de
10
SPECIAL | LaserTechnologien für Medizin,Geräte und Fertigung 56
AuftragsfertigungFeinste Schnitte mit Licht und Wasser 32
TITELTHEMA
16 Verpacken, Kennzeichnen und Markieren
Das perfekte künstliche Knie. Integrierte Silikonmaterialien
sorgen für Festigkeit, Beweglichkeit, Zuverlässigkeit und
bedeuten Freiheit und Freude für Menschen mit Handicaps.
Bald könnte diese patentierte Idee dank der Fortschritte in
Wissenschaft und Medizintechnik Wirklichkeit werden.
Bei Nusil widmen sich unsere Wissenschaftler ganz der Aufgabe,
den Erfindern beim Erfinden zu helfen. Darum sind wir ein
führender Anbieter von implantierbarem Silikonen geworden.
Ob für dauerhafte oder vorläufige Implantate, große oder
kleine Mengen, Sie können auf NuSil zählen. Denn wir
bieten präzise, kundenspezifische Entwicklungen, basierend
auf beinahe 30 Jahre Erfahrung im Gesundheitswesen und
umfangreichen Kenntnissen in den Genehmigungsverfahren.
Was? Wann? Wo? Vertrauen Sie auf die Kompetenz vonNusil.
Echter Schnee.
Künstliches Knie.
Freiheit durch Silikone.
NuSil Technology.
Sie brauchen das technisch noch Machbare?www.nusil.com/dmEurope +33 (0) 4 92 96 93 31USA +1-805-684-8780©2010 NuSil Technology LLC. Alle Rechte vorbehalten. DM0410-HC

www.devicemed.de | Mai 2011 | DeviceMed
Editorial
Anpacken und VerpackenDie Wirtschaftsprüfungsgesellschaft Ernst & Young, liebe Leserinnen und Leser, hat ihren aktuellen Medizintechnik-Report vorgelegt. Positive
Wachstumszahlen prognostiziert Spectaris; der BVMed fordert die Ein-
führung eines Innovationspools, so dass Medizinprodukte schneller in den
Markt eingeführt werden können (s. Szene
S. 6 ff.). Jenseits der politischen und wirt-
schaftlichen Rahmenbedingungen können
Technologien wie Additive Manufacturing auf
Fertigungsebene dazu beitragen, die Markt-
einführung erheblich zu beschleunigen – mehr
dazu ab Seite 10 ff.
Themenwechsel: Bei dem Stichwort
Verpackung denken wir häufig an Folien und
Blister für Hilfsmittel wie Stents, Kanülen oder
Herzschrittmacher – Produkte, die mit dem
Körper des Patienten in Berührung kommen
oder sogar in diesen implantiert werden. Sie
werden so verpackt, dass sie steril am Ort ihrer
Anwendung ankommen. Aber auch technische Geräte, die in Krankenhäu-
sern oder Arztpraxen installiert werden – OP-Leuchten beispielsweise – sind
äußerst empfindlich und müssen dennoch unversehrt am Zielort ankom-
men. All diese Aspekte finden Sie in unserem Titelthema Verpacken, Kenn-zeichnen und Markieren ab Seite 16 behandelt.
Die Kennzeichnung von Medikamenten- oder Medizinprodukteverpa-
ckungen sichert die Rückverfolgbarkeit der Produkte. Unser Laser-Special greift diesen Punkt ab Seite 56 erneut auf: Laser eignen sich, Geräte, Instru-
mente und Implantate bedarfsgerecht zu beschriften. Aber sie können noch
viel mehr: Sie sind einsetzbar in der Fertigung und, wie ein Artikel über das
Fraunhofer IPT demonstriert, sogar im OP selbst (Seite 58 f.).
Besuchen Sie uns an der Sensor+Test 2011,Stand 12-511!
Mit herzlichen Grüßen
Kathrin Schäfer, Redakteurin
Hintergründe, Meldungen und MarktübersichtenVor dem Hintergrund des Themas Rückverfolgbarkeit gibt es wohl kaum eine Branche, in der das Kennzeichnen, Markieren und Verpacken so wichtig ist wie in der Medizintechnik. Lesen Sie, welche Herausforderungen und Lösungsmöglichkeiten es gibt
Maßgeschneiderte Verpackung schützt OP-Leuchten 16
Reinraumverpackungen beugen Kontaminationen vor 20
Datamatrix-Codes kennzeichnen Pharmaverpackungen 22
Markt Verpacken, Kennzeichnen und Markieren 24 +31
Marktübersicht Kennzeichnen und Markieren 26
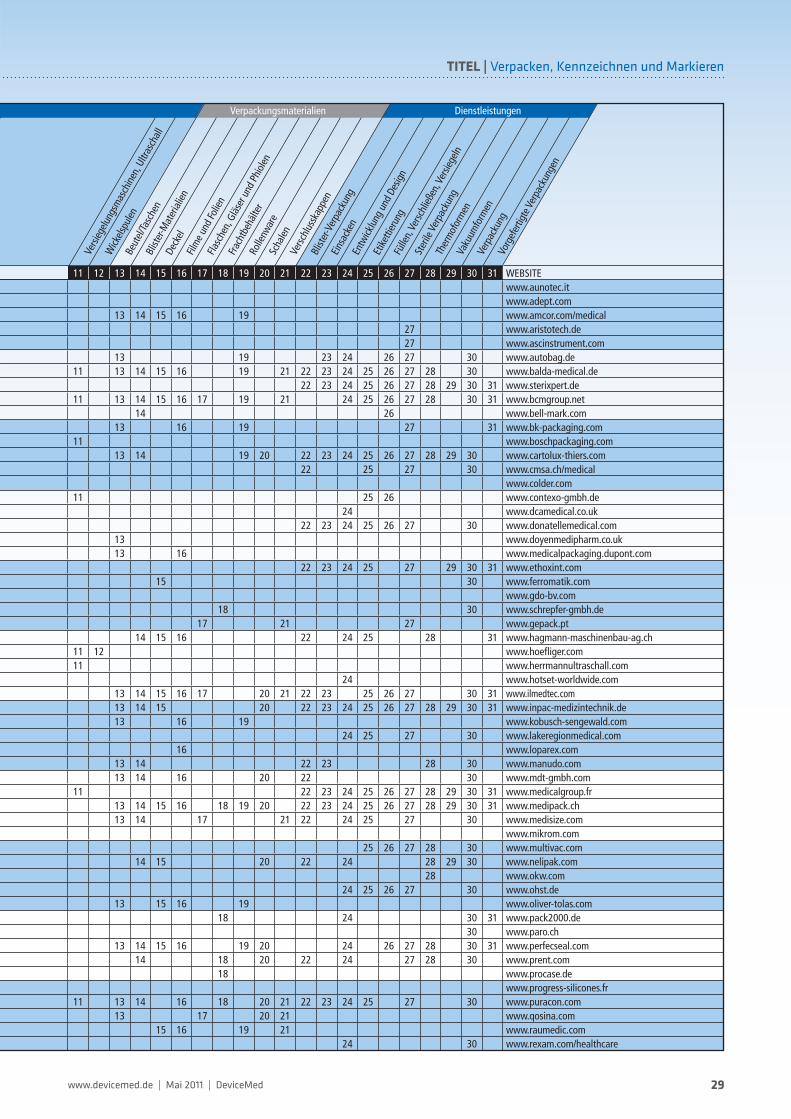
Marktübersicht Verpacken 28
4
Inhalt
Standards
b Editorial 3b Szene 6b Firmenverzeichnis 65b Vorschau 66b Termine 66b Impressum 66
Additive Manufacturing„Wir sparen bis zu 60 Prozent Kosten“Peter Hofmann, Protoform Hofmann 10
Werkzeugbau mit Kupferpulver 12
Markteinführungen mit Rapid-Prototyping deutlich beschleunigen 14
DeviceMed | Mai 2011 | www.devicemed.de
Titel: Verpacken, Kennzeichnen und Markieren

OEM-KomponentenOpenBus-Technologie vernetzt Kranken- und Pfl egebetten 46
Optische Sensoren zur Detektion von Flüssigkeiten 48
Markt 50
Management
Es piept – Audio-Design medizintechnischer Produkte 52
Aktuelle Serie (Teil 4): Der Start – Achillesferse bei Entwicklungsprojekten 54
Markt 55
Auftragsfertigung
Feinste Schnitte mit Licht und Wasser 32
Markt 34
FertigungseinrichtungDentallabore brauchen durch-gängige Prozessketten 36
Flexibles Messsystem für die Werkstattumgebung 40
Markt 42
Inhalt
SPECIAL | LaserLasertechnik für Therapeutik und Diagnostik 56
Minimalinvasive Eingriff e mit dem Laser nähen 58
Eine für beides: Lasermaschinezum Markieren und Gravieren 60
Laser bearbeiten Mikro- und Nanostrukturen 62
Markt: Produkte und Systeme 64
www.devicemed.de | Mai 2011 | DeviceMed

6
Szene
DeviceMed | Mai 2011 | www.devicemed.de6
Baaske Medical ist ab sofort ISO-zertifiziert. Geschäftsführer An dreas Baaske hat Anfang April von der Dekra die offizielle Urkunde zur bestandenen ISO-Unternehmensprü-fung nach der EN ISO 9001:2008 Norm entgegengenommen.
Andreas Baaske (im Bild vorne): „Die bestandene Unternehmensprü-fung bestätigt uns nun auch offiziell, dass unser bisheriges Vorgehen im
„Klare Perspektiven für medizintechnische Innova-tionen“ fordert der BVMed in seinem neuen Jahres-bericht ein, der kürzlich in Berlin vorgelegt wurde. „Die Rahmenbedingun-gen am Innovationsstand-ort Deutschland für die Entwicklung und Vermark-tung moderner Medizin-technologien müssen ange-sichts des sich verschärfen-den Wettbewerbs in einer globalisierten Welt konti-nuierlich analysiert und – wenn erforderlich – weiter angepasst werden“, so der BVMed-Vorstandsvorsitzen-de Dr. Meinrad Lugan (Bild) in seinem Vorwort.
Zu den anzustrebenden Verbesserungen gehören aus Sicht des BVMed die Einrich-tung eines Innovationspools,
BVMed-Jahresbericht fordert klare Perspektiven
Genehmigungspflicht von Klinischen Prüfungen macht Produkte sicherer
Ein Jahr nach Einführung der Genehmigungs-pflicht von Klinischen Prüfungen bei Medizinpro-dukten zieht das Bundesinstitut für Arzneimittel und Medizinprodukte (BfArM) eine positive Bilanz. Mussten Hersteller zuvor ihre Studien bei der Landesbehörde lediglich anzeigen, hat das BfArM seit Inkrafttreten der 4. MPG-Novelle am 21.03.2010 wichtige Einflussmöglichkeiten auf wissenschaftliche und technische Qualitätskriteri-en. Nach dem neuen Verfahren sind bisher über 250 Klinische Prüfungen beantragt worden.
BfArM-Präsident Prof. Dr. Walter Schwerdtfe-ger erklärt: „Mit den neuen Kontrollmöglichkei-ten kann das Bundesinstitut für Arzneimittel und Medizinprodukte die Sicherheit von Patientinnen und Patienten deutlich stärken. Zugleich ist die Aussagekraft von Studienergebnissen jetzt wesentlich besser. Das wirkt sich auch positiv auf die Sicherheit von Medizinprodukten aus.“
Antragstellern bietet das BfArM bereits im Vorfeld die Möglichkeit zur Beratung. So kön-nen Anträge besser vorbereitet werden und das Genehmigungsverfahren kann reibungsloser ablaufen. Ein umfassender Erfahrungsaustausch zwischen allen Beteiligten ist für den Herbst 2011 geplant: Im Rahmen der Veranstaltungsreihe „BfArM im Dialog“ lädt das Bundesinstitut Her-steller und andere Akteure ein, gemeinsam weite-re Optimierungsmöglichkeiten zu diskutieren.
www.bfarm.de
um medizintechnische Ver-fahren schneller den Patien-ten zur Verfügung stellen zu können. Eine weitere wichti-ge Kernforderung bleibt die Beibehaltung des Prinzips „Erlaubnis mit Verbotsvorbe-halt“ im Krankenhausbereich und bei gleichen personellen und strukturellen Vorausset-zungen die Ausdehnung die-ses innovationsfreundlichen Prinzips auf den ambulanten Bereich. Der BVMed spricht sich für eine gemeinsame strategische Ausrichtung von Industrie, Wissenschaft und Politik zu Forschung, Entwicklung und Innovati-on in der Medizintechnik in Deutschland aus.
Der Jahresbericht 2010/11 enthält neben einem Markt-überblick der MedTech-Bran-che umfassende Informa-tionen rund um die Ent-wicklungen und Trends der Medizintechnologie. Er kann kostenlos beim BVMed angefordert oder im Internet heruntergeladen werden.
BVMed-Bundesverband MedizintechnologieD-10117 Berlinwww.bvmed.de
Bereich Handel und Service mit medizinisch genutzter Infor-mationstechnik, PC-Systemen und Zubehör einem hohen Qualitätsstandard entspricht.“ Das Angebot des Unterneh-mens richtet sich sowohl an medizinische Einrichtungen als auch an Lieferanten, Fachhändler und Hersteller, die im Bereich Medizintechnik oder Informationstechnik unterwegs sind. Mit ihren Produkten möchte die Lübbecker Firma zur elektrisch sicheren Infor-mationstechnik in Patienten-nähe beitragen.
Baaske Medical GmbH & Co KGD-32312 Lübbeckewww.baaske-medical.de
Baaske Medical ist jetzt ISO-zertifiziert

7
Szene
www.devicemed.de | Mai 2011 | DeviceMed 7
Das Schweizer Netz-werk Medical Clus-ter plant vom 12. bis 13. September die Fachveranstaltung „Meet the Expert – Medical Manufactu-ring“ in Solothurn. Die zweitägige Fach-veranstaltung soll
Fachleuten und Experten aus der Produktion von medizin-technischen Geräten, Instrumenten und Implantaten eine Plattform zum Informationsaustausch bieten.
Hersteller und Inverkehrbringer führen in ihren Referaten aus, welche Rahmenbedingungen neue regulatorische Anfor-derungen mit sich bringen und was dies für die Zusammen-arbeit mit externen Zulieferern bedeutet. In ihren Praxisbei-spielen zeigen Zulieferun-ternehmen, wie sie mit den ständig steigenden Anforde-rungen in der Medizintechnik umgehen.
Vom 04. bis 06. Oktober findet in München der Kon-gress „MedConf 2011“ statt. Die Tagung behan-delt u.a. das neue Medi-zinproduktgesetz (MPG), Auswirkungen gesetzli-cher Rahmenbedingungen der EU oder der FDA sowie Methoden und Techniken des Software Engineerings. Veranstalter ist die Health-care Knowledge GmbH. Die VDI-Gesellschaft Technolo-gies of Life Sciences tritt als Verbandspartner auf. Beide rufen zur Abgabe von Vor-tragsangeboten zu folgen-den Themenschwerpunkten auf: Aufbau der Dokumen-tenlandschaft, Software-Architektur, Risikomanage-
Medical Cluster CH-3014 Bern www.medical-cluster.ch
Veranstaltung zur Produktion von medizintechnischen Geräten
MedConf 2011: Vortragsvorschläge bis 28. Mai einreichen
Omron – ein weltweit führender Anbieter im
Bere
ich
der
NIB
P-T
echn
olo
gie
OEM NIBPModules
M3600 und M1200 sind in sich geschlosseneModule zur nichtinvasiven Blutdruckmessung(NIBP), die mit der für eine komplette Messungerforderlichen Hard- und Software ausgerüstetsind.
� Smart InflationTM: Ermittelt automatisch denfür den jeweiligen Patienten benötigtenManschettendruck und steuert das Aufblasender Manschette entsprechend
� Dynamic Linear Deflation (patentiert):Ermöglicht genaue, aber schnellereMessungen
Problemlos in neue oder bestehendemedizinische OEM-Systeme integrierbar
Omron – sichere Hightech-Produkte für OEMsvon Medizintechnikanwendungen
Semiprofessionelle AusführungM1200
Ausführung für denEinsatz im Krankenhaus
M3600
Sichere, schnelle undangenehme Blutdruckmessung
www.components.omron.eu
ment und Qualitätsmanage-ment beim Software- und Systementwurf, Normen und Gesetze, Fehler bei der Software-Entwicklung, Usa-bility Engineering, modell-getriebene Entwicklung und Vorgehensmodelle. Wei-terhin können der Einsatz von Software Engineering Methoden und Werkzeu-gen in konkreten Projekten der Medizintechnik vorge-stellt werden. Vortragsvor-schläge können bis zum 28. Mai elektronisch eingereicht werden.
VDI-Gesellschaft Technolo-gies of Life SciencesD-40468 Düsseldorf www.medconf.de

8
Szene
DeviceMed | Mai 2011 | www.devicemed.de
Ernst & Young präsentiert Medizintechnologie-ReportDie Wirtschaftsprüfungsgesellschaft Ernst & Young hat jüngst auf Einladung der Bio-Regio Stern Management GmbH und der Medical Valley Hechingen Akademie den aktuellen Medizintechnologie-Report „Pulse of the Industry“ vorgestellt. Der jährlich erscheinende Bericht liefert Zahlen und detaillierte Analysen zur Leistungsfähigkeit der Branche
Diese ist nach wie vor sehr erfolgreich, muss sich jedoch
auf neue Herausforderungen ein-stellen. Heinrich Christen, EMEIA Medical Devices Leader und Part-ner bei der Ernst & Young Ltd., war zur Präsentation des Berichts aus Zürich angereist (Bild 1). Das Werk erscheint seit 2009 jähr-
lich unter dem Titel „Pulse of the Industry“ und liefert detail-lierte Analysen sowohl der glo-balen Perspektiven als auch der aktuellen Leistungsfähigkeit der Branche.
Die Mitarbeiterzahl ist nahezu konstantDie weltweite Krise ist zwar auch an dieser Branche nicht spurlos vorbei gegangen, mani-festierte sich jedoch in erster
Linie in den USA. Mit Blick auf notwendige Einsparmaßnahmen wies Christen darauf hin, dass „die Unternehmen immer noch genug Speck haben, um abzu-nehmen.“ Die Zahl der Mitar-beiter in europäischen Medizin-technikunternehmen ist nahezu konstant geblieben. Bezüglich
der Zahl von Medizintechnikun-ternehmen steht Deutschland im europäischen Wirtschaftsraum, nach Großbritannien und Israel, an dritter Stelle. Allein 120 sind es in der BioRegion Stern. Die Unternehmen sind überwiegend im Segment der orthopädischen bzw. der kardio-vaskulären Pro-dukte tätig. Sie sind nach wie vor gut aufgestellt. Im Gegensatz zu den USA, die lediglich ein Wachs-tum von ein Prozent verzeichne-ten, erreichten die europäischen
Medizintechnikunternehmen ein Wachstum von acht Prozent. Auch die Ausgaben für Forschung und Entwicklung wurden hier um vier Prozent erhöht. Aber auch die Europäer stehen einer Reihe von Herausforderungen gegenüber: die Dynamik der internationalen Märkte, die sich verändernden
staatlichen Regularien sowie der stark steigende Kosten-, Preis- und Wettbewerbsdruck.
Den aktuellen Bericht „Pulse of the industry“ bietet Ernst & Young Interessierten online als PDF-Download an.
8
„Die Medizintechnologie-Branche muss sich auf neue Herausforderungen einstellen“
Heinrich Christen, Ernst & Young
BioRegio Stern Management GmbHD-70174 Stuttgartwww.bioregio-stern.de
Szene
OEMFor additional information contact +1 727-937-2511 | [email protected] | www.oscor.com
straight ������ REINFORCED
Catheter shafts now available in BULK
Die deutsche Medizintechnik-Industrie zeigt sich weiterhin wachstumsstark und optimistisch. Mit einem Branchenum-satz von rund 20 Milliarden Euro konnten die Unterneh-men im vergangenen Jahr ein Plus von 9,4 Prozent verbu-chen. Auch für das laufende Jahr rechnet der Branchen-verband Spectaris mit einem deutlichen Wachstum in einer Größenordnung von rund acht Prozent.
Der deutliche Zuwachs in 2010 resultierte maßgeblich aus einem Anstieg des Auslandsumsatzes um zwölf Prozent auf 12,8 Milliarden Euro. Der Inlandsumsatz der rund 1.150 deutschen Hersteller konnte ebenfalls zulegen und lag mit 7,2 Milliarden Euro um fünf Prozent über dem Vorjahreser-gebnis. Von der Entwicklung profitierte auch die Beschäftig-tenzahl, die mit 89.200 Mitarbeitern um 2,5 Prozent über dem Vorjahresniveau lag. Für das laufende Jahr sind die Erwartungen positiv: Beim Inlandsumsatz rechnet Spectaris mit einem Plus von rund fünf Prozent. Die Prognose des Aus-landsumsatzes liegt bei plus zehn Prozent. Davon ausgehend erwartet der Verband positive Beschäftigungsimpulse und geht von einem Mitarbeiter-zuwachs von drei Prozent aus.
Spectaris Industrieverband D-10117 Berlinwww.spectaris.de
Neue PI-Website Medizintechnik
Medizintechnische Applikationen profitie-ren von piezobasierten Produkten – vom einfachen Piezoelement zur Ultraschaller-zeugung bis zum Sechsachs-Positioniersys-tem. Im Internet finden Interessierte nun einen Überblick über Anwendungen und geeignete Produkte. Animierte Darstellun-gen und ergänzende Texte erläutern die Funktionsweise der Piezoelemente.
www.pi-medical.ws
Spectaris rechnet mit neun Prozent Wachstum
10
Additive Manufacturing | Rapid Manufacturing
DeviceMed | Mai 2011 | www.devicemed.de
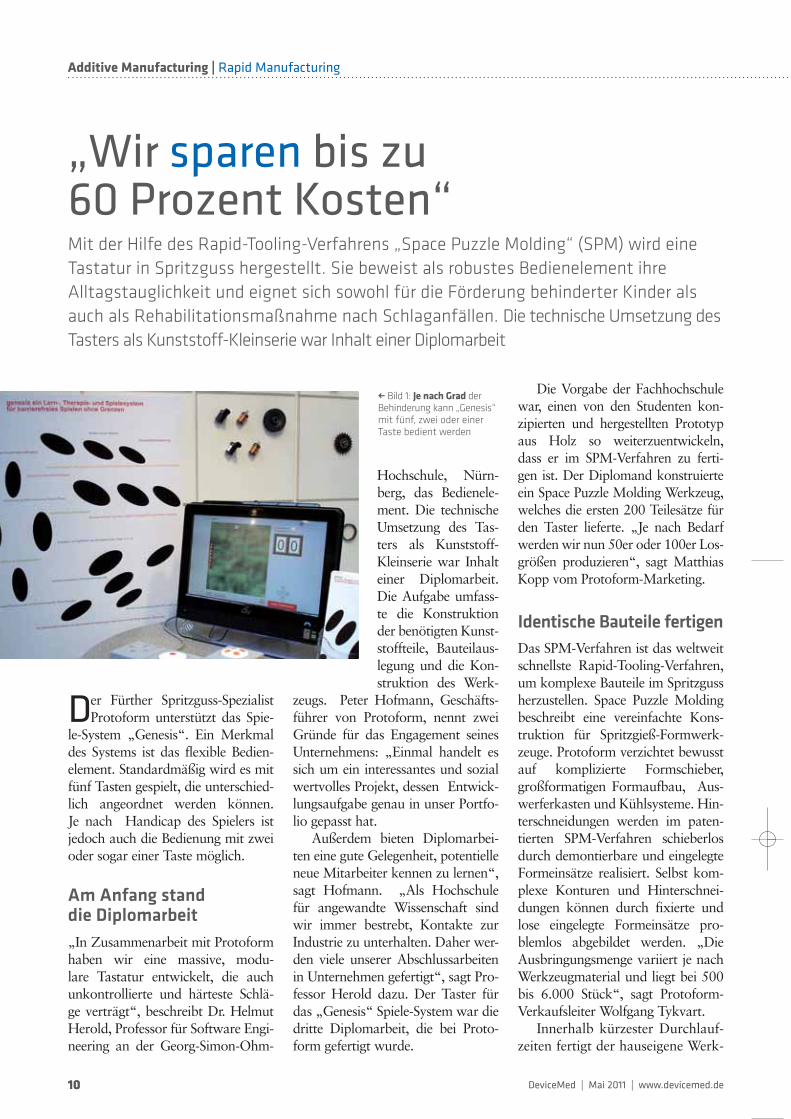
„Wir sparen bis zu 60 Prozent Kosten“Mit der Hilfe des Rapid-Tooling-Verfahrens „Space Puzzle Molding“ (SPM) wird eine Tastatur in Spritzguss hergestellt. Sie beweist als robustes Bedienelement ihre Alltagstauglichkeit und eignet sich sowohl für die Förderung behinderter Kinder als auch als Rehabilitationsmaßnahme nach Schlaganfällen. Die technische Umsetzung des Tasters als Kunststoff-Kleinserie war Inhalt einer Diplomarbeit
Der Fürther Spritzguss-Spezialist Protoform unterstützt das Spie-
le-System „Genesis“. Ein Merkmal des Systems ist das flexible Bedien-element. Standardmäßig wird es mit fünf Tasten gespielt, die unterschied-lich angeordnet werden können. Je nach Handicap des Spielers ist jedoch auch die Bedienung mit zwei oder sogar einer Taste möglich.
Am Anfang stand die Diplomarbeit„In Zusammenarbeit mit Protoform haben wir eine massive, modu-lare Tastatur entwickelt, die auch unkontrollierte und härteste Schlä-ge verträgt“, beschreibt Dr. Helmut Herold, Professor für Software Engi-neering an der Georg-Simon-Ohm-
Hochschule, Nürn-berg, das Bedienele-ment. Die technische Umsetzung des Tas-ters als Kunststoff-Kleinserie war Inhalt einer Diplomarbeit. Die Aufgabe umfass-te die Konstruktion der benötigten Kunst-stoffteile, Bauteilaus-legung und die Kon-struktion des Werk-
zeugs. Peter Hofmann, Geschäfts-führer von Protoform, nennt zwei Gründe für das Engagement seines Unternehmens: „Einmal handelt es sich um ein interessantes und sozial wertvolles Projekt, dessen Entwick-lungsaufgabe genau in unser Portfo-lio gepasst hat.
Außerdem bieten Diplomarbei-ten eine gute Gelegenheit, potentielle neue Mitarbeiter kennen zu lernen“, sagt Hofmann. „Als Hochschule für angewandte Wissenschaft sind wir immer bestrebt, Kontakte zur Industrie zu unterhalten. Daher wer-den viele unserer Abschlussarbeiten in Unternehmen gefertigt“, sagt Pro-fessor Herold dazu. Der Taster für das „Genesis“ Spiele-System war die dritte Diplomarbeit, die bei Proto-form gefertigt wurde.
Die Vorgabe der Fachhochschule war, einen von den Studenten kon-zipierten und hergestellten Prototyp aus Holz so weiterzuentwickeln, dass er im SPM-Verfahren zu ferti-gen ist. Der Diplomand konstruierte ein Space Puzzle Molding Werkzeug, welches die ersten 200 Teilesätze für den Taster lieferte. „Je nach Bedarf werden wir nun 50er oder 100er Los-größen produzieren“, sagt Matthias Kopp vom Protoform-Marketing.
Identische Bauteile fertigenDas SPM-Verfahren ist das weltweit schnellste Rapid-Tooling-Verfahren, um komplexe Bauteile im Spritzguss herzustellen. Space Puzzle Molding beschreibt eine vereinfachte Kons-truktion für Spritzgieß-Formwerk-zeuge. Protoform verzichtet bewusst auf komplizierte Formschieber, großformatigen Formaufbau, Aus-werferkasten und Kühlsysteme. Hin-terschneidungen werden im paten-tierten SPM-Verfahren schieberlos durch demontierbare und eingelegte Formeinsätze realisiert. Selbst kom-plexe Konturen und Hinterschnei-dungen können durch fixierte und lose eingelegte Formeinsätze pro-blemlos abgebildet werden. „Die Ausbringungsmenge variiert je nach Werkzeugmaterial und liegt bei 500 bis 6.000 Stück“, sagt Protoform-Verkaufsleiter Wolfgang Tykvart.
Innerhalb kürzester Durchlauf-zeiten fertigt der hauseigene Werk-
10
a Bild 1: Je nach Grad der Behinderung kann „Genesis“ mit fünf, zwei oder einer Taste bedient werden

Additive Manufacturing | Rapid Manufacturing
raue Oberfläche gewünscht, dem-entsprechend wurde erodierbares Material ausgewählt.
Die Handhabung von Holz auf Kunststoff übertragenDie Handhabbarkeit des Holzproto-typs ist vor der Umsetzung als Kunst-stoff-Bedienelement in 30 Einrich-tungen der Caritas sowie in regiona-len Einrichtungen getestet worden. „Die Rückmeldungen waren sehr positiv, weshalb keine wesentlichen
zeugbau kostengünstige und voll funktionsfähige Spritzgießform-werkzeuge für die Herstellung seri-enidentischer Bauteile im Original-Kunststoff. „Durch das ausgefeilte SPM-Werkzeugkonzept können bis zu 60 Prozent bei den Mate-rial- und Fertigungskosten einge-spart werden“, verdeutlicht Peter Hofmann. Als Material für den „Genesis“-Taster wurde bruchsi-cheres ABS in grau gewählt, um auch grobmotorischer Behandlung standzuhalten. Zudem war eine
Änderungen erforderlich waren“, berichtet Professor Herold. Als wei-teres großes Anwendungsgebiet für „Genesis“ nennen die Entwickler die Geriatrie. Schlaganfall-Patienten können in der Rehabilitationsphase davon profitieren. Daneben wird das Spiel in Diagnose und Therapie bei Alzheimer- und Parkinsonerkran-kungen eingesetzt.
„Durch das ausgefeilte Werkzeug-konzept generieren wir einen hohen Kostenvorteil“Peter Hofmann, Protoform K. Hofmann GmbH
100%-Kontrolle von Serienteilenin der Medizintechnik
Vester Elektronik GmbH | Otto-Hahn-Straße 14 | D-75334 StraubenhardtTelefon: + 49 (0)7082/9493-0 | Telefax: + 49 (0)7082/9493-22 | e-Mail: [email protected]
www.vester.de
Automatisierte Prüfsystemeder VIDEOcheck-Baureihe
n Digitale High-End-Bildverarbeitung auf modernsterPC-Technologie, netzwerkfähig
n als kompakte und bedienerfreundliche Stand-Alone-Ausführung oder zur Integration inProduktionslinien
n Makro-Softwaretools für einfache Bedienungn Statistiksoftware und CAQ-Schnittstellen Reproduzierbare Messgenauigkeit im Bereich
<0,01 mm (abhängig von Teilegröße)n von der Teilebevorratung bis zur Verpackung
alles aus einer Hand
Namhafte Teileproduzenten der Branchen Auto-mobil, Telekommunikation, Elektro- und Medizin-technik vertrauen auf die Leistung der Vester-VIDEOcheck-Systeme.
n Blechexpo | Stuttgart | 06. - 09.06.2011
©Nexxus@
Indu
strie
werbu
ng.de25
56-51|0
3.20
11
Protoform K. Hofmann GmbHD-90766 Fürthwww.protoform.de

12
Additive Manufacturing | Rapid Tooling
DeviceMed | Mai 2011 | www.devicemed.de
Werkzeugbau mit KupferpulverBisher war es nicht möglich, das Verfahren des selektiven Laserschmelzens (SLM) auch auf Kupferlegierungen anzuwenden. Nun aber haben Forscher am Fraunhofer-Institut für Lasertechnik ILT das Verfahren so modifiziert, dass sie die technischen Probleme lösen konnten. Die neue Methode bietet vor allem im Werkzeugbau für den Kunststoffspritzguss große Vorteile
Rapid Manufacturing tritt in der Fertigung gerade einen Siegeszug
an – auch in der Medizintechnik. Mit dem Fertigungsverfahren kön-nen digitalisierte Konstruktionsdaten direkt und schnell in Werkstücke umsetzen. Im Bereich der Metalle eignet sich das selektive Laserschmel-zen (Selective Laser Melting, SLM), kompliziert geformte Bauteile herzu-stellen, die mit konventioneller Tech-nik nur unter höchstem Aufwand oder gar nicht produzierbar wären.
SLM ist wie Drucken in 3DDafür werden die Werkstücke unter Einsatz eines Laserstrahls schicht-weise aus einem pulverförmigen Werkstoff aufgebaut. Das Ganze funktioniert im Grunde wie ein Drucker in drei Dimensionen.
Wegen der hohen Wärmeleit-fähigkeit von Kupfer und Kupfer-
legierungen war es bisher jedoch nicht möglich, SLM auch auf diese Werkstoffe anzuwenden. „Um die hohe Wärmeabfuhr und den geringen Absorptionsgrad des Kupfers während des Aufschmel-zens zu kompensieren, setzen wir anstelle der zur Zeit beim SLM üblichen 200-Watt-Laser einen Laser mit 1.000 Watt Leistung ein“, erklärt Projektleiter David Becker. „Versuche mit der Kupfer-legierung „Hovadur K220“ zeigen bereits hervorragende Ergebnisse“, so Becker weiter. Die Dichte der Werkstücke betrage nahezu 100 Prozent und das Verfahren sei bereit für den industriellen Einsatz.
Gerade die große Wärmeleitfä-higkeit prädestiniert Kupfer und seine Legierungen für viele Anwen-dungen. So sorgen Einsätze aus derartigen Materialien in Stahl-werkzeugen für den Spritzguss zur
Herstellung von Kunststoffteilen für eine besonders schnelle Wär-meabfuhr an kritischen Stellen.
Schneller zu besseren KunststoffspritzgussteilenMit SLM ist es möglich, diese Kupfe-reinsätze zusätzlich mit konturnahen Kühlkanälen zu versehen, in denen ein Kühlmittel fließt (Bild 1). Durch die gleichmäßige und schnelle Abküh-lung im gesamten Werkzeug werden Taktzeiten und Verzug minimiert. Demnächst wollen die Forscher noch einen Schritt weiter gehen und sogar reines Kupfer zu dichten Bauteilen verarbeiten. Dessen Wärmeleitfähig-keit ist noch einmal fast doppelt so hoch wie die von „Hovadur K220“.
12
Fraunhofer-Institut für Lasertechnik ILTD-52074 Aachenwww.ilt.fraunhofer.de
a Bild 1: Schichtweise aus Kupferpulver aufgebaut kann dieser Werkzeugeinsatz mit internen Kühlkanälen gefertigt werden, die anders kaum zu realisieren wären. Das verbessert den Spritzgussprozess
Dank Fort Wayne Metals istMartin Stoltz wieder in Höchstform.
Allerdings ist das nicht Martin Stoltz.
Stattdessen sehen Sie hier ein Agenturbild eines Herren, der Kopf und Kragen riskiert, um auf dieSpitze eines großen Felsen zu gelangen. Martin Stoltz ist ein dreifacher Vater und achtfacher Großvater,der leidenschaftlich gern schreinert, preisgekrönte Tomaten züchtet und bei jeder Gelegenheit mitseinen Enkelkindern spielt. Aufgaben, bei denen er stets zu Höchstform aufläuft.
Genau darum geht es uns bei Fort Wayne Metals: ganz normalen Menschen dabei zu helfen, einerfülltes Leben zu führen. Indem wir die innovativsten und hochwertigsten medizinischen Drähte fürorthopädische Anwendungen herstellen, die der Markt zu bieten hat. Und zwar nach den präzisenindividuellen Anforderungen unserer Kunden. So trägt Fort Wayne Metals jeden Tag dazu bei, Lebenzu retten und Menschen zu ihrer alten Höchstform zu verhelfen.
Weil wir ausschließlich medizinische Drähte herstellen und weil wir der Marktführer sind, denkenHersteller medizinischer Geräte an einen Namen, wenn es um Menschenleben geht: Fort Wayne Metals.
USA: +1.260.747.4154EUROPA:+31 40212 7828
www.fwmetals.de

14
Additive Manufacturing | Rapid Prototyping
DeviceMed | Mai 2011 | www.devicemed.de
produzierten Teile waren mitun-ter grob, schwer und unpräzise. Außerdem dauert der Herstellungs-prozess sehr lang. Nur die Techno-logie von Objet Geometries Ltd. war in der Lage, präzise Geräteteile hervorzubringen, die mit elektro-nischen Komponenten ausgestat-tet schnell in die klinischen Tests geschickt werden konnten (Bild 1a). Der Medizintechnikhersteller entschied sich für den 3D-Printer „Eden350“. Die produzierten Teile sind leicht und langlebig und wei-sen eine exakte und glatte Oberflä-che auf (Bild 1b).
Die Investition in den 3D-Prin-ter hat sich in weniger als einem Jahr gerechnet. „Im Schnitt haben wir den Herstellungsprozess unse-
14
Bild 1a: Präzise Modelle mit sehr guter Oberflächengüte werden mit der Hilfe von Rapid-Prototy- ping hergestellt
Bild 1b: Die auf einem 3D-Drucker produ- zierten Teile sind leicht und langlebig und wei- sen eine exakte und glatte Oberfläche auf. Das Ver-fahren ermöglicht dem Hersteller, über Nacht funk- tionierende medizinische Geräte für klinische Tests herzustellen
Ivivi Technologies entwickelt Geräte für die nicht invasive Elektrothera-
pie. Zum Beispiel werden mit ihnen Schmerzen und Schwellungen behan-delt, indem sie entzündungshem-mende Reaktionen auslösen. Zudem entwickelt der Spezialist Elektrothe-rapiegeräte für den kardiologischen, neurologischen und orthopädischen Bereich sowie zur Behandlung von nicht heilenden Wunden wie Druck- und diabetische Geschwüre.
Kleine Stückzahlenwirtschaftlich herstellenDa das Einsatzspektrum der Elek-trotherapiegeräte so vielfältig ist, muss das Unternehmen regelmäßig kleine Stückzahlen für klinische Tests herstellen. Dafür vergingen früher Monate für die Planung, Ent-wicklung und Produktion. Das war nicht nur teuer, sondern die Zeit
bis zur Marktreife war lang. „Wir waren auf externe Ressourcen ange-wiesen. Häufig dauerte es Monate, um einen einzigen sehr teuren und extrem empfindlichen Prototypen herzustellen. Der musste dann auch meistens noch ein paar Mal geän-dert werden, bis wir das Produkt für den klinischen Test perfekt hat-ten“, erklärt Andre A. DiMino von Ivivi Technologies. „Uns war klar, dass wir intern eine schnellere und effizientere Lösung brauchten. Wir waren gespannt, ob Rapid Prototy-ping uns helfen konnte.“
Die Investition hat sich schnell amortisiertDas Medizintechnikunternehmen hat schnell herausgefunden, dass Rapid-Prototyping die Prozesse nachhaltig verbessert. Allerdings: die im 3D-Printing-Verfahren
Markteinführungen mit Rapid-Prototyping deutlich beschleunigenDie Herausforderung: Medizinische Geräte, die für klinische Tests benötigt werden, sollen schneller hergestellt werden. Die Lösung: Mit der Hilfe von 3D-Drucksystemen verkürzt sich der Fertigungsprozess um mehrere Wochen. Die Rapid-Prototyping-Anlage sorgt für hoch genaue Prototypen
Additive Manufacturing | Rapid Prototyping
tem überhaupt, mit dem gleichzei-tig verschiedene Modellmateriali-en verarbeitet werden können. Die Materialien können unterschied-liche mechanische und physikali-sche Eigenschaften aufweisen. Mit dieser neuen Technologie können noch effizienter Medizintech-nikgeräte hergestellt werden, die
rer Geräte für klinische Tests um fünf bis sechs Wochen verkürzt“, so DiMino. Doch das System bietet noch weitere Vorteile: Prototypen können schneller und besser entwi-ckelt werden. Über Nacht sind Ände-rungen möglich. Außerdem werden die Beziehungen zu den wichtigsten Vertriebspartnern verstärkt.
Verschiedene Materialienauf einem ModellDas System bietet außerdem eine schnelle und kostengünstige Methode, um maßgeschneiderte Produktionswerkzeuge wie Vor-richtungen und Aufsätze zu kon-struieren und herzustellen, und um klinische Tests abzuschließen, ohne auf externe Dienstleister zurückzugreifen. Derzeit erwägt der Medizintechnikhersteller, auf den 3D-Printer „Connex500“ umzurüsten. Es ist das erste Sys-
sowohl starre Elektronikgehäuse als auch weichere Komponenten umfassen, die für den Komfort des Patienten wichtig sind.
Objet Geometries GmbHD-77836 Rheinmünsterwww.objet.com
Detailgetreue 3D-Modelle
Als Pioneer der Inkjet-basierten Rapid-Prototyping-Systeme, die Modelle aus feinschichtigen Photopolymeren aufbauen, konzentriert sich Objet Geometries Ltd. auf die Entwicklung, die Herstellung und den weltweiten Vertrieb von 3D-Druckern. Hinzu kommen Materialien, die mit der PolyJet- oder der PolyJet-Matrix-Technologie verarbeitet werden, um ultradünne Schichten aufzubauen. Die 3D-Drucker-Produktfamilie „Eden“ sowie der 3D-Drucker „Alaris30“ basieren auf der PolyJet-Technologie. Die Produkt-familie „Connex“ baut auf der PolyJet-Matrix-Technologie auf, mit deren Hilfe sich zahlreiche Modellwerkstoffe gleichzeitig drucken und aus so genannten „Digital Materials“ Verbundmaterialien erzeugen lassen. Alle 3D-Drucker verwenden die „FullCure“-Materialien, die exakte, saubere, glatte und detailgetreue 3D-Modelle ermöglichen.

Maßgeschneiderte Verpackung schützt OP-Leuchten Nicht nur kleinteilige Medizinprodukte wie Katheter oder Stents, auch größere und vor allem empfindliche Medizingeräte wie OP-Leuchten wollen sicher verpackt sein. Individuell für die jeweiligen Produkte entwickelt, sorgen exportfähige Schutz- und Komplettverpackungen dafür, dass ihr Inhalt die Reise zum Einsatzziel schadlos übersteht
Der sauerländische Hersteller Trilux entwickelt und ver-
treibt unter anderem hochwerti-ge Leuchten für Operationssäle. Bisher verpackte das Unterneh-men zwei Typen seiner hochwer-tigen OP-Leuchten, die weltweit exportiert werden, mit Styro-por und Luftbeuteln. Dies war nicht nur umständlich und zeit-intensiv im Handling, sondern gewährleistete auch keinen opti-malen Produktschutz. Überdies ließ sich diese Verpackung nicht raumsparend stapeln.
Daher suchte Trilux nach einer exporttauglichen wie schnell nutz-baren Komplettlösung. Diese sollte vollständigen Produktschutz bieten und gleichzeitig dem hochwertigen Produktimage der Leuchten besser
entsprechen. An dieser Stelle kam die Firma Pack 2000 ins Spiel.
Eine Komplettlösung ist gefragtDie Landshuter Verpackungsspezi-alisten entwickeln für ihre Kun-den maßgeschneiderte Schutz- und Komplettverpackungslösungen mit Mehrwert. Sorgsam zu schützen-de Produkte wie Medizintechnik, IT-Großgeräte, Elektronik oder Maschinenbauteile stehen dabei auf der Tagesordnung. Karl-Heinz Gutland, Produktionsleiter bei Tri-lux: „Für uns war bei der Aus-wahl des Verpackungsdienstleisters ganz entscheidend, dass Pack 2000 nicht nur den Produktschutz im Blick hat, sondern auch verringerte
Material- und Prozesskosten sowie vereinfachte Verpackungsprozes-se.“ Zum Dienstleistungsange-bot der Landshuter gehören denn neben Analyse und Entwicklung einer individuellen Verpackungs-lösung auch Musterbau und Pra-xistests sowie Packschulungen, Automatisierungs- und Logistik-konzepte.
Schon bei der Entwicklung an die Verpackung denkenKai Kettler, zuständiger Berater bei Pack 2000: „Mit Trilux besteht seit langem ein sehr partnerschaftliches Verhältnis, so dass wir bei neuen Produkten bereits in der Entwick-lungsphase gemeinsam beginnen, ein Verpackungskonzept zu ent-
g Bild 1: Der Unterboden des Umkartons liegt flach. Darauf wird ein PE-Polster platziert, auf das die OP Leuchte positioniert wird
g Bild 2: Mit einem weiteren PE-Polster wird die Leuchte fixiert
TITEL | Verpacken, Kennzeichnen und Markieren
16 DeviceMed | Mai 2011 | www.devicemed.de

TITEL | Verpacken, Kennzeichnen und Markieren
Innenverpackung (Bild 1-3). Dabei lassen sich beide Leuchtentypen in der gleichen Verpackung verpa-cken. PE-Schaumpolster schützen die Leuchten nach allen Seiten vor Stößen (Bild 4). Durch Ausbrech-technik lassen sich diese Polster an die unterschiedlichen Typen ganz einfach anpassen. Der Umkarton setzt sich aus drei Teilen zusam-men (Bild 5), so dass die 20 Kilo-gramm schweren Geräte nicht über hohe Ladekanten gehoben werden müssen, sondern einfach auf dem Unterteil des Kartons positioniert werden können. Die Außenwän-de des Umkartons bestehen aus einem Ring, der erst zum Schluss über die Innenverpackung gestülpt wird. Der Umkarton wird durch Klemmverschlüsse aus Kunst-
werfen. Im Fall der OP-Leuchte kreisten unsere Überlegungen schnell um einen Systemcontainer, in dem alle Einzelteile sicher fixiert sind und der gegebenenfalls auch für den Hin- und Rückversand der Produkte genutzt werden kann.“ Die entsprechende Verpackung entstand in knapper Projektlauf-zeit: Nach vier bis sechs Wochen wurden die ersten Verpackungen beim Kunden angeliefert und über ein halbes Jahr hinweg laufend weiter optimiert.
Flexibel und stoßfestFür Trilux entwickelten die Lands-huter eine Komplettlösung aus einem nassfesten Umkarton und einer schützenden PE-Schaum-
g Bild 3: Auf dieses PE-Polster wird ein Beipack aufgelegt. Ein weiteres Polster schützt den Arm der Leuchte, zwei zusätzliche sorgen für die Polsterung nach oben
b
www.devicemed.de | Mai 2011 | DeviceMed

TITEL | Verpacken, Kennzeichnen und Markieren
stoff verschlossen und muss so nicht mehr zusätzlich durch Bän-der oder Klebeband gesichert wer-den (Bild 6).
Individuelle Lösungen sparen KostenDie Senkung der Gesamtkosten ist ein wichtiger Aspekt bei der Suche nach der richtigen Verpackungslö-sung. Denn der Löwenanteil der Verpackungskosten entfällt bei Standardverpackungen „von der
Stange“ nicht auf Packmittel, son-dern auf die Folgekosten, die ent-stehen, wenn Verpackungslösun-gen nicht auch Logistik und Lager-kosten sowie Aufwendungen für
Transport, Handling und Personal berücksichtigen. Ganzheitliche, auf den jeweiligen Spezialfall zuge-schnittene Verpackungslösungen sind deshalb kostengünstiger und helfen zugleich, Transportschäden oder Reklamationen zu vermeiden.
In der Luft, im Wasser und auf dem LandDank der neuen Lösung konnte die Verpackungszeit pro Leuchte von 30 auf zwölf Minuten redu-
ziert und damit die Lohnkosten um 60 Prozent gesenkt werden. Neben dem hundertprozentigen Produktschutz spiegelt die hoch-wertige Verpackung nun auch die
Hochwertigkeit der Geräte wie-der. Die Verpackung ist stapelbar und damit raumsparend – und so bestens geeignet für den Transport per LKW, Schiff und Luftfracht. Dabei werden die Verpackungs-bestandteile flach angeliefert und die Polster erst beim Verpacken mit nur wenigen Handgriffen zu einem Formteil aufgestellt.
Pack 2000 Verpackungssysteme GmbHD-84034 Landshutwww.pack2000.de
g Bild 4: Anschließend werden die Außenwän-de des Umkartons in Form eines Rings über die Innenverpackung gestülpt
d Bild 5 und 6: Auch der Deckel des Umkartons ist zunächst flach. Die Ecken werden aufgefaltet und mit Kunststoffverschlüssen sicher verschlossen. So wird kein zusätzliches Verschlussmaterial benötigt und die OP-Leuchten sind für den Export bereit
18 DeviceMed | Mai 2011 | www.devicemed.de
Im Frachtraum von Flugzeu-gen sinkt während des Flu-ges der Luftdruck, wodurch sich die Verpackung ver-formt und aufplatzt. Doch beim Transport von Plastik-kanülen darf kein Schmutz in den Verpackungsblister eindringen. Schreiner Pro-Tech, ein Geschäftsbereich der Schreiner Group, hat eine spezielle atmungsakti-ve und dennoch staubdich-
Atmungsaktive SchutzfolieFür sichere Flugzeugtransporte
te Abdeckungslösung ent-wickelt. Die Spezialfolie ist äußerst reißfest, schützt vor kleinsten Schmutzpartikeln und ist zugleich luftdurchläs-sig. Um das mehrfache Öff-nen und Wiederverschließen der Schutzfolie zu ermögli-chen, ist der Rand der Folie mit einem Spezialklebstoff versehen worden. Dadurch lässt sich die Abdeckung für die Entnahme der Kanülen
mehrmals öffnen und schließen.
Aufgebracht wird die Schutzfolie vom Kunden in einer eigenen Verpackungslinie in Reinraumumgebung. Durch die vollautomatische Verar-beitung des Materials läuft das Verschließen der Blister prozesssicher ab. Dank Belüf-tungsfunktion der Schutzfolie bleiben die Blisterverpackun-
gen während des Flugtrans-ports unbeschadet und die hygienische Handhabung der Kanülen wird sichergestellt.
Schreiner Group GmbH & Co. KGD-85764 Oberschleißheimwww.schreiner-protech.de

Dichtungslösungen von Designerqualität für die Medizin
Wir akzeptieren jetztCopyrights ©2011 Apple Rubber Products, Inc. Alle Rechte vorbehalten.
Apple Rubber fertigt maßgefertigte Dichtungslösungen jeder Form und Größe nach kundenspezifischen Vorgaben. Unsere Produktionsanlagen in den USA verfügen über einen Reinraum der Klasse 10.000, der höchste Qualitätsstandards
erfüllt. Große und kleine (~1.000 Stück) Serien können wir innerhalb weniger Wochen, nicht Monate, liefern. Teile und Dichtungen sind sowohl in amerikanischen als auch in metrischen Maßen lieferbar. Teilerückverfolgung und vollständige
Dokumentation sind selbstverständlich. Kaufen Sie Qualität „made in USA“ – direkt bei Apple Rubber.
@applerubber
Apple Rubber besuchen
Scannen Sie diesen Code mittels QR Reader ein – Ihr internetfähiges Telefon führt Sie direkt
in die Welt von Apple Rubber.�
www.applerubber.com +1.716.684.6560
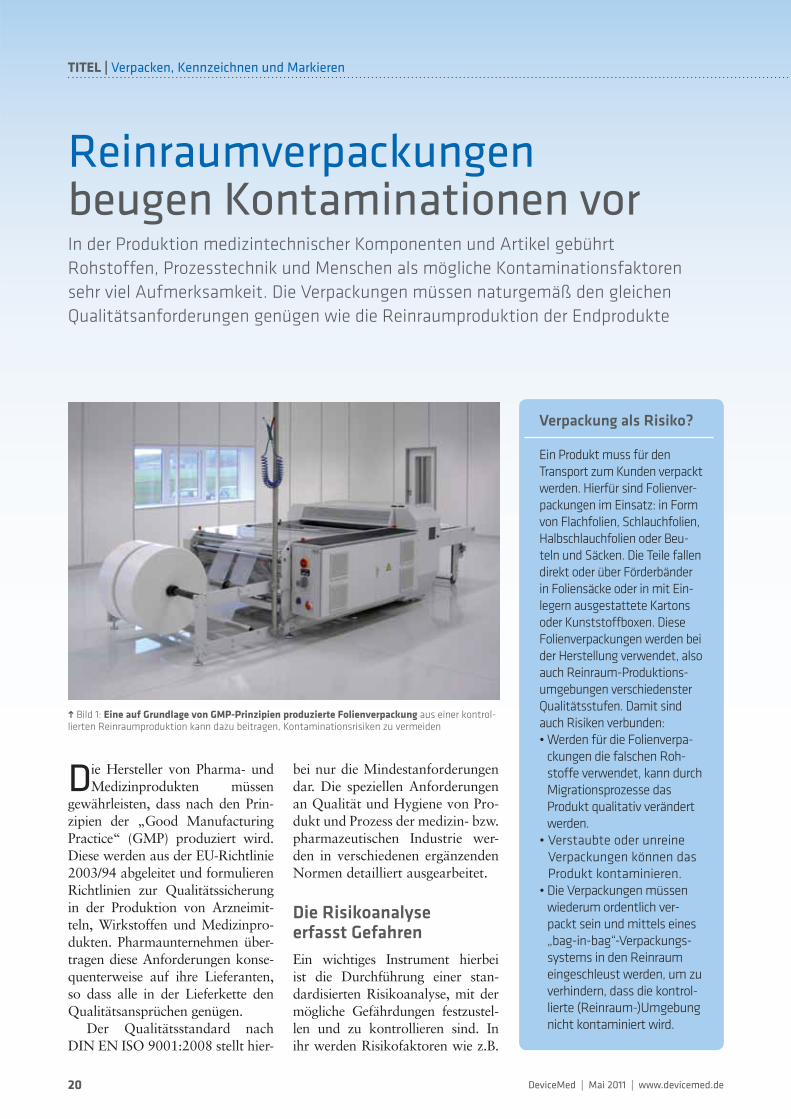
Reinraumverpackungen beugen Kontaminationen vorIn der Produktion medizintechnischer Komponenten und Artikel gebührt Rohstoffen, Prozesstechnik und Menschen als mögliche Kontaminationsfaktoren sehr viel Aufmerksamkeit. Die Verpackungen müssen naturgemäß den gleichen Qualitätsanforderungen genügen wie die Reinraumproduktion der Endprodukte
Die Hersteller von Pharma- und Medizinprodukten müssen
gewährleisten, dass nach den Prin-zipien der „Good Manufacturing Practice“ (GMP) produziert wird. Diese werden aus der EU-Richtlinie 2003/94 abgeleitet und formulieren Richtlinien zur Qualitätssicherung in der Produktion von Arzneimit-teln, Wirkstoffen und Medizinpro-dukten. Pharmaunternehmen über-tragen diese Anforderungen konse-quenterweise auf ihre Lieferanten, so dass alle in der Lieferkette den Qualitätsansprüchen genügen.
Der Qualitätsstandard nach DIN EN ISO 9001:2008 stellt hier-
bei nur die Mindestanforderungen dar. Die speziellen Anforderungen an Qualität und Hygiene von Pro-dukt und Prozess der medizin- bzw. pharmazeutischen Industrie wer-den in verschiedenen ergänzenden Normen detailliert ausgearbeitet.
Die Risikoanalyse erfasst Gefahren Ein wichtiges Instrument hierbei ist die Durchführung einer stan-dardisierten Risikoanalyse, mit der mögliche Gefährdungen festzustel-len und zu kontrollieren sind. In ihr werden Risikofaktoren wie z.B.
g Bild 1: Eine auf Grundlage von GMP-Prinzipien produzierte Folienverpackung aus einer kontrol-lierten Reinraumproduktion kann dazu beitragen, Kontaminationsrisiken zu vermeiden
Verpackung als Risiko?
Ein Produkt muss für den Transport zum Kunden verpackt werden. Hierfür sind Folienver-packungen im Einsatz: in Form von Flachfolien, Schlauchfolien, Halbschlauchfolien oder Beu-teln und Säcken. Die Teile fallen direkt oder über Förderbänder in Foliensäcke oder in mit Ein-legern ausgestattete Kartons oder Kunststoffboxen. Diese Folienverpackungen werden bei der Herstellung verwendet, also auch Reinraum-Produktions-umgebungen verschiedenster Qualitätsstufen. Damit sind auch Risiken verbunden:
ckungen die falschen Roh-stoffe verwendet, kann durch Migrationsprozesse das Produkt qualitativ verändert werden.
Verpackungen können das Produkt kontaminieren.
wiederum ordentlich ver-packt sein und mittels eines „bag-in-bag“-Verpackungs-systems in den Reinraum eingeschleust werden, um zu verhindern, dass die kontrol-lierte (Reinraum-)Umgebung nicht kontaminiert wird.
20 DeviceMed | Mai 2011 | www.devicemed.de
TITEL | Verpacken, Kennzeichnen und Markieren

TITEL | Verpacken, Kennzeichnen und Markieren
maverpackungen begonnen. Als Lieferant für Folienverpackungen werden maßgeschneiderte Konzepte mit den Kunden entwickelt (Bild 2).Die intensive Zusammenarbeit wird unterstützt durch regelmäßige Kun-denaudits, um das Qualitätsniveau permanent zu verbessern. Die GMP-Prinzipien werden durch Umsetzung von DIN 15378 (Primärverpackun-gen für Arzneimittel) und DIN 15593 (Hygienemanagement bei der Herstellung von Lebensmittel-verpackungen) angewandt – von der Auftragsannahme über die Produk-tion bis zum Versand. Das bedeutet: Reinraumproduktion, Hygienema-nagement, Pest Control, Risikoana-lyse, Rückverfolgbarkeit und Doku-mentation.
Reinraumproduktion Klasse 8 Mit einer weiteren Ausbaustufe der Reinraumproduktion Klasse 8 im Jahr 2010 verfügt das Unternehmen über die Kapazitäten und Techno-logien, um Hersteller der pharma-zeutischen und medizintechnischen Industrie mit Pharmaverpackungen zu beliefern. Dabei werden die Pro-dukte sowohl als Primär- und als Sekundärpackmittel eingesetzt.
Rohstoffe, Personal, Luft, Logistik oder Materialfluss erfasst. Der Risi-kofaktor Verpackung wird nicht selten unterschätzt.
Verpackungen im Reinraum herstellenIn vielen Unternehmen sind bereits Verpackungsspezifikationen erstellt worden. Großer Wert wird dabei auf Verpackungsvorschriften und Labe-ling gelegt. An das Verpackungs-produkt – z.B. Polybeutel – werden bis auf übliche Toleranzangaben zur Abmessung kaum präzise qua-litative Anforderungen hinsichtlich Sauberkeit, Partikelfreiheit, Hygiene oder Rohstoff formuliert. Ein „zu-Ende-denken“ im Rahmen einer Risikoanalyse muss dieses Problem-feld jedoch aktiv behandeln.
Letztlich müssen die eingesetzten Verpackungen die gleichen qualitati-ven Anforderungen erfüllen wie das Produkt. Nur eine auf Grundlage von GMP-Prinzipien produzierte Folienverpackung aus einer kontrol-lierten Reinraumproduktion kann dazu beitragen, diese Risiken zu ver-meiden (Bild 1). Ein absolut reines, partikelarmes und kontrolliertes Produktionsumfeld ist die Grund-voraussetzung für die Qualität der Verpackungsprodukte. Aus diesem Grunde hat die Strubl KG Kunst-stoffverpackungen schon vor Jahren mit einem Geschäftsbereich Phar-
Strubl KG Kunststoffverpackungen
www.strubl.de
a Bild 2: In der Reinraum-konfektion werden Beutel und Säcke kundenspezifisch produziert und verpackt
MICRO-EPSILON Messtechnik94496 Ortenburg · Tel. 0 85 42/[email protected]
www.micro-epsilon.de
WEGSENSORENBLUE LASER
Für höhere Genauigkeit auf organischen Objekten
Erstmalig verfügbar in der Standardserie optoNCDT 1700BL:
� Präzise Abstandsmessung z.B. auf Haut, Transplantaten usw.
� Ideal zur Geräteintegration
� Neue Technik für medizinische Anwendungen
� Blau-violette Laserdiode (405 nm)
� Weg- und Abstandsmessung von 20 mm - 1000 mm
SENSOR+TEST / Nürnberg07.06.2011 - 09.06.2011Halle 12 / Stand 12/219
www.devicemed.de | Mai 2011 | DeviceMed
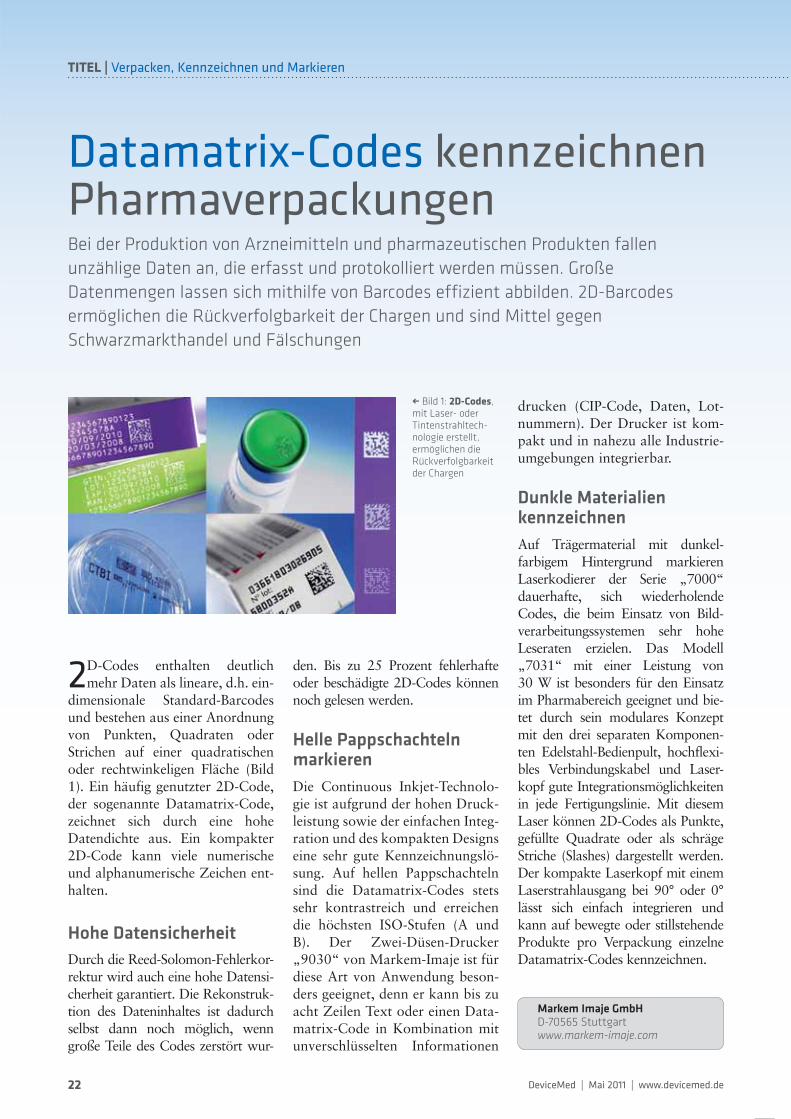
Datamatrix-Codes kennzeichnen PharmaverpackungenBei der Produktion von Arzneimitteln und pharmazeutischen Produkten fallen unzählige Daten an, die erfasst und protokolliert werden müssen. Große Datenmengen lassen sich mithilfe von Barcodes effizient abbilden. 2D-Barcodes ermöglichen die Rückverfolgbarkeit der Chargen und sind Mittel gegen Schwarzmarkthandel und Fälschungen
2D-Codes enthalten deutlich mehr Daten als lineare, d.h. ein-
dimensionale Standard-Barcodes und bestehen aus einer Anordnung von Punkten, Quadraten oder Strichen auf einer quadratischen oder rechtwinkeligen Fläche (Bild 1). Ein häufig genutzter 2D-Code, der sogenannte Datamatrix-Code, zeichnet sich durch eine hohe Datendichte aus. Ein kompakter 2D-Code kann viele numerische und alphanumerische Zeichen ent-halten.
Hohe DatensicherheitDurch die Reed-Solomon-Fehlerkor-rektur wird auch eine hohe Datensi-cherheit garantiert. Die Rekonstruk-tion des Dateninhaltes ist dadurch selbst dann noch möglich, wenn große Teile des Codes zerstört wur-
den. Bis zu 25 Prozent fehlerhafte oder beschädigte 2D-Codes können noch gelesen werden.
Helle Pappschachteln markierenDie Continuous Inkjet-Technolo-gie ist aufgrund der hohen Druck-leistung sowie der einfachen Integ-ration und des kompakten Designs eine sehr gute Kennzeichnungslö-sung. Auf hellen Pappschachteln sind die Datamatrix-Codes stets sehr kontrastreich und erreichen die höchsten ISO-Stufen (A und B). Der Zwei-Düsen-Drucker „9030“ von Markem-Imaje ist für diese Art von Anwendung beson-ders geeignet, denn er kann bis zu acht Zeilen Text oder einen Data-matrix-Code in Kombination mit unverschlüsselten Informationen
drucken (CIP-Code, Daten, Lot-nummern). Der Drucker ist kom-pakt und in nahezu alle Industrie-umgebungen integrierbar.
Dunkle Materialien kennzeichnenAuf Trägermaterial mit dunkel-farbigem Hintergrund markieren Laserkodierer der Serie „7000“ dauerhafte, sich wiederholende Codes, die beim Einsatz von Bild-verarbeitungssystemen sehr hohe Leseraten erzielen. Das Modell „7031“ mit einer Leistung von 30 W ist besonders für den Einsatz im Pharmabereich geeignet und bie-tet durch sein modulares Konzept mit den drei separaten Komponen-ten Edelstahl-Bedienpult, hochflexi-bles Verbindungskabel und Laser-kopf gute Integrationsmöglichkeiten in jede Fertigungslinie. Mit diesem Laser können 2D-Codes als Punkte, gefüllte Quadrate oder als schräge Striche (Slashes) dargestellt werden. Der kompakte Laserkopf mit einem Laserstrahlausgang bei 90° oder 0° lässt sich einfach integrieren und kann auf bewegte oder stillstehende Produkte pro Verpackung einzelne Datamatrix-Codes kennzeichnen.
Markem Imaje GmbHD-70565 Stuttgartwww.markem-imaje.com
a Bild 1: 2D-Codes, mit Laser- oder Tintenstrahltech-nologie erstellt, ermöglichen die Rückverfolgbarkeit der Chargen
TITEL | Verpacken, Kennzeichnen und Markieren
DeviceMed | Mai 2011 | www.devicemed.de22

SPS | iQ Platform | MMI | Frequenzumrichter | Servo / Motion | Roboter | Schütze/Schalter
Investition.
Fürs Leben.
In der Automation und der Medizintechnik ist Hightech nicht mehr wegzu- denken. Kommen beide Bereiche zusammen, wird es besonders anspruchsvoll. Aktuelles Beispiel ist eine Mitsubishi Electric Lösung, bei der präzise SCARA- und Knickarmroboter in der Reinraumproduktion von lebensrettenden Oxygenatoren eingesetzt werden. Anlagenverfügbarkeit 100 %! Darüber hinaus sorgt in der Medizintechnik auch die iQ Platform regelmäßig für Höchstleis- tungen: bei der Vernetzung und Echtzeit-Kontrolle aller Produktionsebenen, bei der Synchronisierung von Verpackungsprozessen und bei der Reduktion der Betriebskosten. Was Ihnen das Leben insgesamt etwas leichter macht.
Detaillierte Infos: www.mitsubishi-automation.de | Tel. 02102 486-2525

24 DeviceMed | Mai 2011 | www.devicemed.de
TITEL | Verpacken, Kennzeichnen und Markieren
Zur „Interpack“ prä-sentiert Automated Packaging Systems (APS) das Beutelverpackungs-system „FAS Sprint Revo-lution“. Es verarbeitet voll- oder halbautoma-tisch bis zu 22 laufende Meter Kettenbeutel pro Minute mit bis zu 6,8 kg
Produktgewicht je Beutel. Ein 150 cm langer Ladebereich gestat-tet die manuelle Befüllung der Beutel, aber auch die Kombination des Verpackungssystems mit Zuführ-, Wiege- und Zähleinrichtun-gen für den automatischen Betrieb. Die Anbindung an periphe-re Maschinen oder an ERP-Systeme erfolgt über entsprechen-de Schnittstellen. Ein Touchscreen ermöglicht die Bedienung des gesamten Systems und die Darstellung der Betriebsparameter.
Für die bedarfsorientierte Herstellung von Luftpolsterfo-lie präsentiert das Unternehmen ferner das Luftpolstergerät „FastWrap“. Das tragbare System produziert bis zu 16 lau-fende Meter Luftpolsterfolie oder -schlauch direkt am Verpa-ckungsort. Damit lässt sich die raumintensive Lagerhaltung von Luftpolsterfolie komplett einsparen. Zu den Neuentwick-lungen gehört schließlich eine Verpackungsmaschine für Hochleistungsfolien, die bis zu 80 Beutel pro Minute befüllt. So lassen sich sogar sterilisier-bare Beutel aus medizinischem Papier problemlos verarbeiten.
Beim Verpacken von Steril-produkten können Fehler bei einer automatischen Zufüh-rung nicht toleriert werden. Eine nachgeschaltete manu-elle Kontrolle ist aber unter Umständen mit dem beste-henden Kostendruck nicht ver-träglich. Inpac Medizintechnik hat daher optische Bilderken-nungs- und Verarbeitungssys-teme in die Prozesse integ-riert. Hierdurch ist es möglich, kontinuierlich die Produkte in
Der Hersteller ProCase ist spezialisiert auf die Entwick-lung und Herstellung stabi-ler Produktverpackungen, die einen sicheren Transport garantieren. Die Fertigung der Verpackungen erfolgt nach Produktmaß. Dies muss nicht teurer sein als ein Stan-dardprodukt. Die Verwen-dung von CAD-Software ermöglicht eine kosteneffi-ziente Herstellung. Im Inne-ren werden die Hightech-Geräte millimetergenau von Schaumstoff ummantelt. Das Verrutschen der Teile wird verhindert, Stöße und Erschütterungen wirksam aufgefangen. Die Handha-
SterilverpackungMit automatischer Kontrolle
TransportverpackungenSchützen Medizingeräte sicher
Siegeldeckel: Klebstoff gezielt auftragen
Bei den exklusiv bei Oliver-Tolas Healthcare Packaging verfügbaren teilbeschichteten „Tyvek“-Siegeldeckeln ist es möglich, den Heißsiegelklebstoff ausschließlich auf die zur Versiegelung erforderlichen Bereiche auf-zutragen. Das gewährleistet eine sehr gute Porosität, verkürzt die Sterilisationszeiten und verhindert, dass Klebstoff mit dem Produkt selbst in Kontakt kommt. Zusätzliche Verpackungselemente sind nicht erfor-derlich. Die teilbeschichtete Rollenware ist mit einer Reihe von thermogeformten Kunststoffen siegelfä-hig und für Sterilisationsverfahren mit Ethylenoxid und Strahlen geeignet. Die Siegeldeckel bieten sehr gute Warmnaht- und Schälfestigkeit sowie einen einheitlichen Klebstofftransfer.www.oliver-tolas.com
Automated Packaging SystemsD-38122 Braunschweigwww.autobag.de
der Verpackung bezüglich ver-schiedener Fehlermerkmale zu prüfen. Prüfmerkmale sind beispielsweise die Vollständig-keit der Produkte, die lagerich-tige Platzierung sowie even-tuelle Beschädigungen und Fehlstellen an den Produkten. Eine intelligente Steuerung und Kopplung ermöglicht es, im Fehlerfall den gesamten Prozess zu stoppen und die Fehlerursache zu ermitteln. Ein wertvoller Nebeneffekt der automatischen Kontrolle ist, dass auch kontinuierlich der Prozess mit jedem einzelnen Produkt dokumentiert und aufgezeichnet wird.
Inpac Medizintechnik GmbHD-75217 Birkenfeldwww.inpac-medizintechnik.de
bung ist zudem arbeitsge-recht und kundenorientiert gestaltet. Alle Transportsiche-rungen werden ohne Werk-zeuge geöffnet, was das Be-und Entladen erleichtert.
ProCase GmbHD-63897 Miltenbergwww.procase.de
KleinteileverpackungVoll- oder Halbautomatik für Beutel
TITEL | Verpacken, Kennzeichnen und Markieren
26 DeviceMed | Mai 2011 | www.devicemed.de
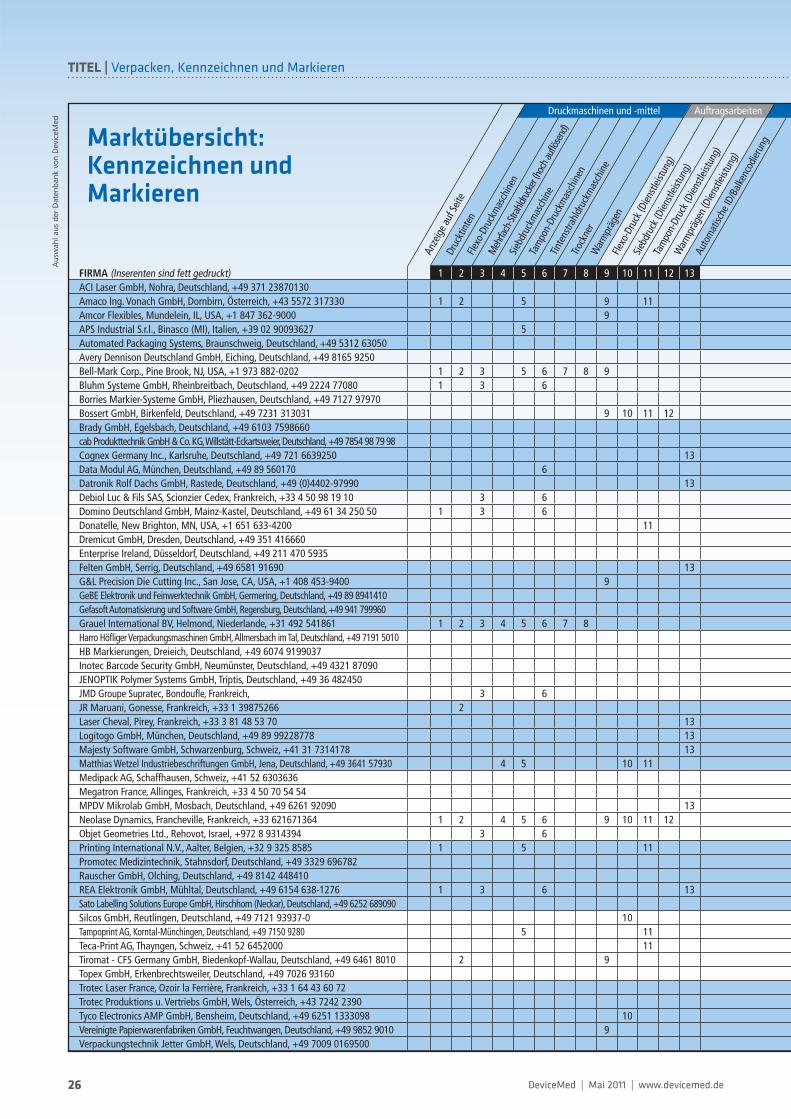
FIRMA (Inserenten sind fett gedruckt) 1 2 3 4 5 6 7 8 9 10 11 12 13ACI Laser GmbH, Nohra, Deutschland, +49 371 23870130Amaco Ing. Vonach GmbH, Dornbirn, Österreich, +43 5572 317330 1 2 5 9 11Amcor Flexibles, Mundelein, IL, USA, +1 847 362-9000 9APS Industrial S.r.l., Binasco (MI), Italien, +39 02 90093627 5Automated Packaging Systems, Braunschweig, Deutschland, +49 5312 63050Avery Dennison Deutschland GmbH, Eiching, Deutschland, +49 8165 9250Bell-Mark Corp., Pine Brook, NJ, USA, +1 973 882-0202 1 2 3 5 6 7 8 9Bluhm Systeme GmbH, Rheinbreitbach, Deutschland, +49 2224 77080 1 3 6Borries Markier-Systeme GmbH, Pliezhausen, Deutschland, +49 7127 97970Bossert GmbH, Birkenfeld, Deutschland, +49 7231 313031 9 10 11 12Brady GmbH, Egelsbach, Deutschland, +49 6103 7598660cab Produkttechnik GmbH & Co. KG, Willstätt-Eckartsweier, Deutschland, +49 7854 98 79 98Cognex Germany Inc., Karlsruhe, Deutschland, +49 721 6639250 13Data Modul AG, München, Deutschland, +49 89 560170 6Datronik Rolf Dachs GmbH, Rastede, Deutschland, +49 (0)4402-97990 13Debiol Luc & Fils SAS, Scionzier Cedex, Frankreich, +33 4 50 98 19 10 3 6Domino Deutschland GmbH, Mainz-Kastel, Deutschland, +49 61 34 250 50 1 3 6Donatelle, New Brighton, MN, USA, +1 651 633-4200 11Dremicut GmbH, Dresden, Deutschland, +49 351 416660Enterprise Ireland, Düsseldorf, Deutschland, +49 211 470 5935Felten GmbH, Serrig, Deutschland, +49 6581 91690 13G&L Precision Die Cutting Inc., San Jose, CA, USA, +1 408 453-9400 9GeBE Elektronik und Feinwerktechnik GmbH, Germering, Deutschland, +49 89 8941410Gefasoft Automatisierung und Software GmbH, Regensburg, Deutschland, +49 941 799960Grauel International BV, Helmond, Niederlande, +31 492 541861 1 2 3 4 5 6 7 8Harro Höfl iger Verpackungsmaschinen GmbH, Allmersbach im Tal, Deutschland, +49 7191 5010HB Markierungen, Dreieich, Deutschland, +49 6074 9199037Inotec Barcode Security GmbH, Neumünster, Deutschland, +49 4321 87090JENOPTIK Polymer Systems GmbH, Triptis, Deutschland, +49 36 482450JMD Groupe Supratec, Bondoufl e, Frankreich, 3 6JR Maruani, Gonesse, Frankreich, +33 1 39875266 2Laser Cheval, Pirey, Frankreich, +33 3 81 48 53 70 13Logitogo GmbH, München, Deutschland, +49 89 99228778 13Majesty Software GmbH, Schwarzenburg, Schweiz, +41 31 7314178 13Matthias Wetzel Industriebeschriftungen GmbH, Jena, Deutschland, +49 3641 57930 4 5 10 11Medipack AG, Schaffhausen, Schweiz, +41 52 6303636Megatron France, Allinges, Frankreich, +33 4 50 70 54 54MPDV Mikrolab GmbH, Mosbach, Deutschland, +49 6261 92090 13Neolase Dynamics, Francheville, Frankreich, +33 621671364 1 2 4 5 6 9 10 11 12Objet Geometries Ltd., Rehovot, Israel, +972 8 9314394 3 6Printing International N.V., Aalter, Belgien, +32 9 325 8585 1 5 11Promotec Medizintechnik, Stahnsdorf, Deutschland, +49 3329 696782Rauscher GmbH, Olching, Deutschland, +49 8142 448410REA Elektronik GmbH, Mühltal, Deutschland, +49 6154 638-1276 1 3 6 13Sato Labelling Solutions Europe GmbH, Hirschhorn (Neckar), Deutschland, +49 6252 689090Silcos GmbH, Reutlingen, Deutschland, +49 7121 93937-0 10Tampoprint AG, Korntal-Münchingen, Deutschland, +49 7150 9280 5 11Teca-Print AG, Thayngen, Schweiz, +41 52 6452000 11Tiromat - CFS Germany GmbH, Biedenkopf-Wallau, Deutschland, +49 6461 8010 2 9Topex GmbH, Erkenbrechtsweiler, Deutschland, +49 7026 93160Trotec Laser France, Ozoir la Ferrière, Frankreich, +33 1 64 43 60 72Trotec Produktions u. Vertriebs GmbH, Wels, Österreich, +43 7242 2390Tyco Electronics AMP GmbH, Bensheim, Deutschland, +49 6251 1333098 10Vereinigte Papierwarenfabriken GmbH, Feuchtwangen, Deutschland, +49 9852 9010 9Verpackungstechnik Jetter GmbH, Wels, Deutschland, +49 7009 0169500
Anze
ige a
uf Se
iteDr
uckt
inte
nFle
xo-D
ruck
mas
chin
en
Meh
rfach
-Strah
ldruc
ker (
hoch
aufl ö
send
)
Siebd
ruck
mas
chin
e
Tam
pon-
Druc
kmas
chin
en
Tinte
nstra
hldr
uckm
asch
ine
Trock
ner
War
mpr
ägen
Flexo
-Dru
ck (D
ienstl
eistu
ng)
Siebd
ruck
(Dien
stleis
tung
)
Tam
pon-
Druc
k (Di
enstl
eistu
ng)
War
mpr
ägen
(Dien
stleis
tung
)
Auto
mat
ische
ID/B
alken
codi
erun
g
Druckmaschinen und -mittel Auftragsarbeiten
Aus
wah
l aus
der
Dat
enba
nk v
on D
evic
eMed
Marktübersicht: Kennzeichnen und Markieren
/medical
SchmierfreieMedizintechnik.Ab 24h.
plastics for longer life® Tel. 02203-9649-897 Fax -334igus® Bestell-Service: Mo. - Fr. 8-20 Uhr Sa. 8-12 Uhr
iglidur® Polymer-Gleitlager ... schmier-, wartungsfrei ...10.000 Artikel ab Lager, 30 Werkstoffe ... für Physio -therapie, Diagnostica, Elektromedizin, Labortechnik, ...
®
Folien und Beutelaus dem Reinraum
Primär- und Sekundärverpackungfür Pharma / Medizintechnik
Folien, Schläuche, Beutel, Säcke und Spezial-
produkte in individuellen Ausführungen
Reinraumproduktion ISO Class 8Top-Qualität, GMP-Prinzipien, ISO 9001,
Hygienemanagement zur Vermeidung von
Kontamination in der Reinraum-Prozesskette
T o p - Q u a l i t ä t z u f a i r e n P r e i s e n !
27www.devicemed.de | Mai 2011 | DeviceMed
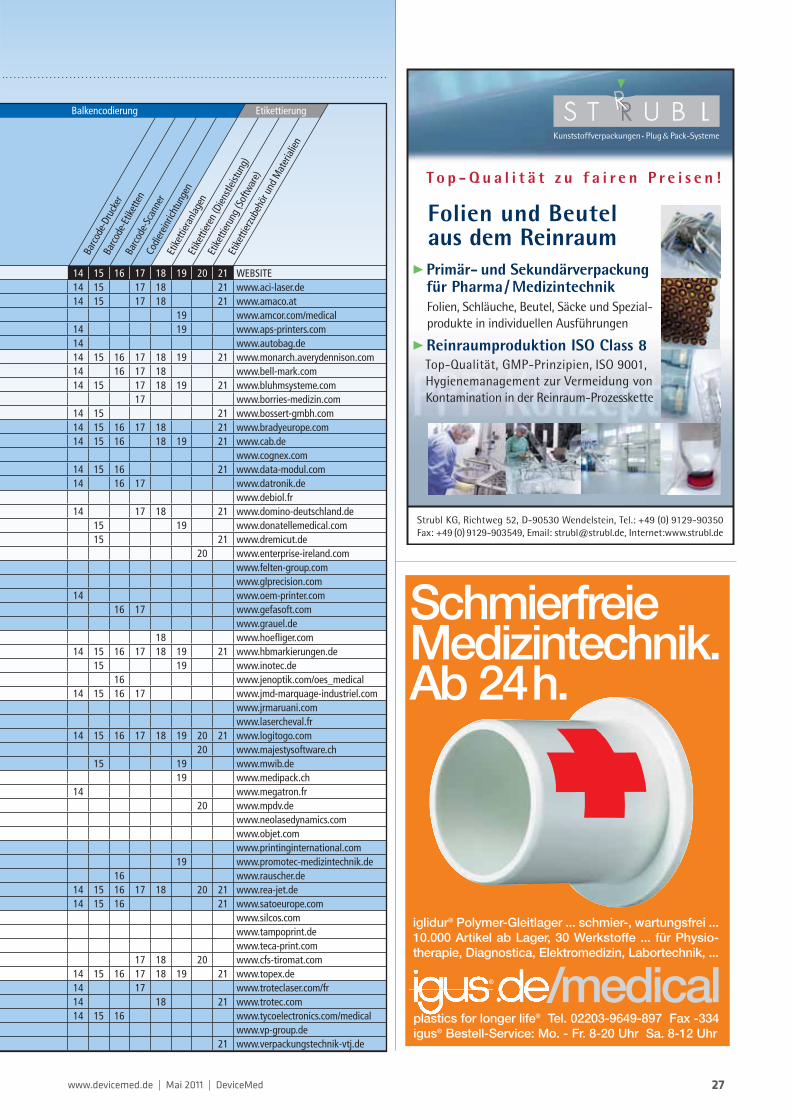
14 15 16 17 18 19 20 21 WEBSITE14 15 17 18 21 www.aci-laser.de14 15 17 18 21 www.amaco.at
19 www.amcor.com/medical14 19 www.aps-printers.com14 www.autobag.de14 15 16 17 18 19 21 www.monarch.averydennison.com14 16 17 18 www.bell-mark.com14 15 17 18 19 21 www.bluhmsysteme.com
17 www.borries-medizin.com14 15 21 www.bossert-gmbh.com14 15 16 17 18 21 www.bradyeurope.com14 15 16 18 19 21 www.cab.de
www.cognex.com14 15 16 21 www.data-modul.com14 16 17 www.datronik.de
www.debiol.fr14 17 18 21 www.domino-deutschland.de
15 19 www.donatellemedical.com15 21 www.dremicut.de
20 www.enterprise-ireland.comwww.felten-group.comwww.glprecision.com
14 www.oem-printer.com16 17 www.gefasoft.com
www.grauel.de18 www.hoefl iger.com
14 15 16 17 18 19 21 www.hbmarkierungen.de15 19 www.inotec.de
16 www.jenoptik.com/oes_medical14 15 16 17 www.jmd-marquage-industriel.com
www.jrmaruani.comwww.lasercheval.fr
14 15 16 17 18 19 20 21 www.logitogo.com20 www.majestysoftware.ch
15 19 www.mwib.de19 www.medipack.ch
14 www.megatron.fr20 www.mpdv.de
www.neolasedynamics.comwww.objet.comwww.printinginternational.com
19 www.promotec-medizintechnik.de16 www.rauscher.de
14 15 16 17 18 20 21 www.rea-jet.de14 15 16 21 www.satoeurope.com
www.silcos.comwww.tampoprint.dewww.teca-print.com
17 18 20 www.cfs-tiromat.com14 15 16 17 18 19 21 www.topex.de14 17 www.troteclaser.com/fr14 18 21 www.trotec.com14 15 16 www.tycoelectronics.com/medical
www.vp-group.de21 www.verpackungstechnik-vtj.de
Barco
de-D
ruck
erBa
rcode
-Etik
ette
nBa
rcode
-Sca
nner
Codi
erein
richt
unge
n
Etike
ttier
anlag
enEt
iketti
eren
(Dien
stleis
tung
)
Etike
ttier
ung
(Sof
twar
e)
Etike
ttier
zube
hör u
nd M
ater
ialien
Balkencodierung Etikettierung
28
TITEL | Verpacken, Kennzeichnen und Markieren
DeviceMed | Mai 2011 | www.devicemed.de
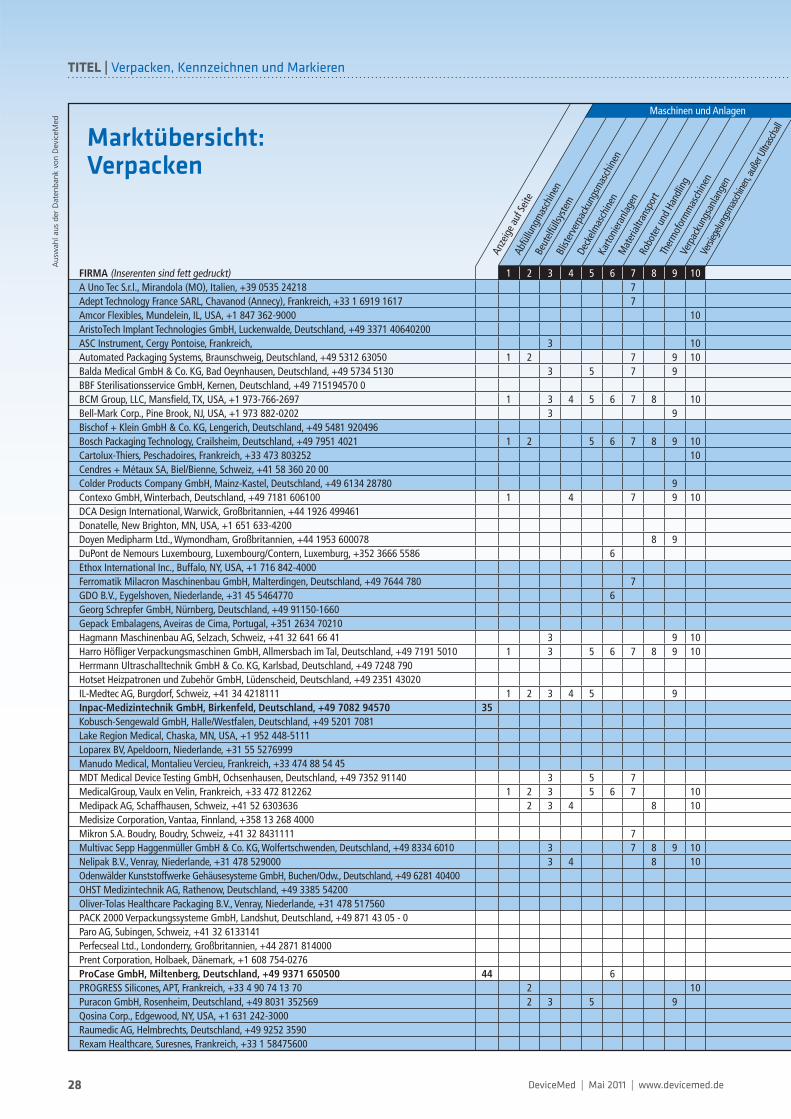
FIRMA (Inserenten sind fett gedruckt) 1 2 3 4 5 6 7 8 9 10A Uno Tec S.r.l., Mirandola (MO), Italien, +39 0535 24218 7Adept Technology France SARL, Chavanod (Annecy), Frankreich, +33 1 6919 1617 7Amcor Flexibles, Mundelein, IL, USA, +1 847 362-9000 10AristoTech Implant Technologies GmbH, Luckenwalde, Deutschland, +49 3371 40640200ASC Instrument, Cergy Pontoise, Frankreich, 3 10Automated Packaging Systems, Braunschweig, Deutschland, +49 5312 63050 1 2 7 9 10Balda Medical GmbH & Co. KG, Bad Oeynhausen, Deutschland, +49 5734 5130 3 5 7 9BBF Sterilisationsservice GmbH, Kernen, Deutschland, +49 715194570 0BCM Group, LLC, Mansfi eld, TX, USA, +1 973-766-2697 1 3 4 5 6 7 8 10Bell-Mark Corp., Pine Brook, NJ, USA, +1 973 882-0202 3 9Bischof + Klein GmbH & Co. KG, Lengerich, Deutschland, +49 5481 920496Bosch Packaging Technology, Crailsheim, Deutschland, +49 7951 4021 1 2 5 6 7 8 9 10Cartolux-Thiers, Peschadoires, Frankreich, +33 473 803252 10Cendres + Métaux SA, Biel/Bienne, Schweiz, +41 58 360 20 00Colder Products Company GmbH, Mainz-Kastel, Deutschland, +49 6134 28780 9Contexo GmbH, Winterbach, Deutschland, +49 7181 606100 1 4 7 9 10DCA Design International, Warwick, Großbritannien, +44 1926 499461Donatelle, New Brighton, MN, USA, +1 651 633-4200Doyen Medipharm Ltd., Wymondham, Großbritannien, +44 1953 600078 8 9DuPont de Nemours Luxembourg, Luxembourg/Contern, Luxemburg, +352 3666 5586 6Ethox International Inc., Buffalo, NY, USA, +1 716 842-4000Ferromatik Milacron Maschinenbau GmbH, Malterdingen, Deutschland, +49 7644 780 7GDO B.V., Eygelshoven, Niederlande, +31 45 5464770 6Georg Schrepfer GmbH, Nürnberg, Deutschland, +49 91150-1660Gepack Embalagens, Aveiras de Cima, Portugal, +351 2634 70210Hagmann Maschinenbau AG, Selzach, Schweiz, +41 32 641 66 41 3 9 10Harro Höfl iger Verpackungsmaschinen GmbH, Allmersbach im Tal, Deutschland, +49 7191 5010 1 3 5 6 7 8 9 10Herrmann Ultraschalltechnik GmbH & Co. KG, Karlsbad, Deutschland, +49 7248 790Hotset Heizpatronen und Zubehör GmbH, Lüdenscheid, Deutschland, +49 2351 43020IL-Medtec AG, Burgdorf, Schweiz, +41 34 4218111 1 2 3 4 5 9Inpac-Medizintechnik GmbH, Birkenfeld, Deutschland, +49 7082 94570 35Kobusch-Sengewald GmbH, Halle/Westfalen, Deutschland, +49 5201 7081Lake Region Medical, Chaska, MN, USA, +1 952 448-5111Loparex BV, Apeldoorn, Niederlande, +31 55 5276999Manudo Medical, Montalieu Vercieu, Frankreich, +33 474 88 54 45MDT Medical Device Testing GmbH, Ochsenhausen, Deutschland, +49 7352 91140 3 5 7MedicalGroup, Vaulx en Velin, Frankreich, +33 472 812262 1 2 3 5 6 7 10Medipack AG, Schaffhausen, Schweiz, +41 52 6303636 2 3 4 8 10Medisize Corporation, Vantaa, Finnland, +358 13 268 4000Mikron S.A. Boudry, Boudry, Schweiz, +41 32 8431111 7Multivac Sepp Haggenmüller GmbH & Co. KG, Wolfertschwenden, Deutschland, +49 8334 6010 3 7 8 9 10Nelipak B.V., Venray, Niederlande, +31 478 529000 3 4 8 10Odenwälder Kunststoffwerke Gehäusesysteme GmbH, Buchen/Odw., Deutschland, +49 6281 40400OHST Medizintechnik AG, Rathenow, Deutschland, +49 3385 54200Oliver-Tolas Healthcare Packaging B.V., Venray, Niederlande, +31 478 517560PACK 2000 Verpackungssysteme GmbH, Landshut, Deutschland, +49 871 43 05 - 0Paro AG, Subingen, Schweiz, +41 32 6133141Perfecseal Ltd., Londonderry, Großbritannien, +44 2871 814000Prent Corporation, Holbaek, Dänemark, +1 608 754-0276ProCase GmbH, Miltenberg, Deutschland, +49 9371 650500 44 6PROGRESS Silicones, APT, Frankreich, +33 4 90 74 13 70 2 10Puracon GmbH, Rosenheim, Deutschland, +49 8031 352569 2 3 5 9Qosina Corp., Edgewood, NY, USA, +1 631 242-3000Raumedic AG, Helmbrechts, Deutschland, +49 9252 3590Rexam Healthcare, Suresnes, Frankreich, +33 1 58475600
Anze
ige a
uf Se
iteAb
füllu
ngm
asch
inen
Beut
elfül
lsyste
mBl
ister
verp
acku
ngsm
asch
inen
Deck
elmas
chin
enKa
rtoni
eran
lagen
Mat
erial
trans
port
Robo
ter u
nd H
andl
ing
Ther
mof
orm
mas
chin
en
Verp
acku
ngsa
nlan
gen
Versi
egelu
ngsm
asch
inen,
auße
r Ultr
asch
all
Maschinen und Anlagen
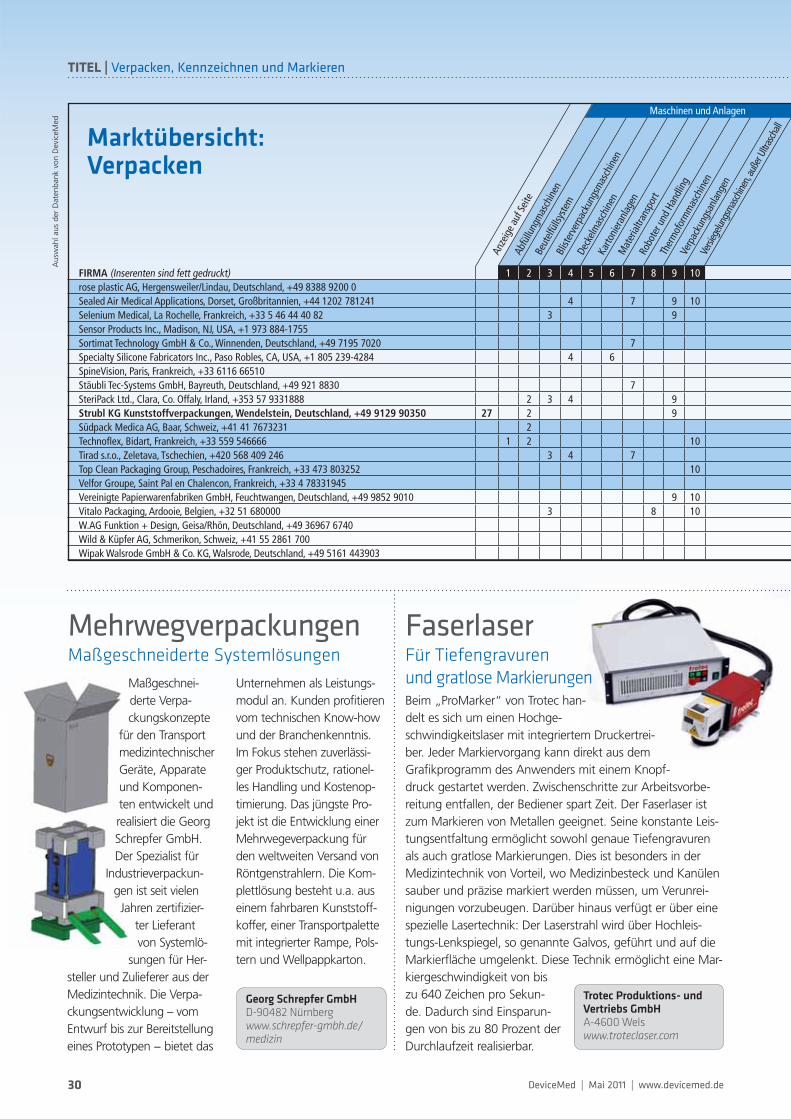
Marktübersicht: Verpacken
Aus
wah
l aus
der
Dat
enba
nk v
on D
evic
eMed
29
TITEL | Verpacken, Kennzeichnen und Markieren
www.devicemed.de | Mai 2011 | DeviceMed
11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 WEBSITEwww.aunotec.itwww.adept.com
13 14 15 16 19 www.amcor.com/medical27 www.aristotech.de27 www.ascinstrument.com
13 19 23 24 26 27 30 www.autobag.de11 13 14 15 16 19 21 22 23 24 25 26 27 28 30 www.balda-medical.de
22 23 24 25 26 27 28 29 30 31 www.sterixpert.de11 13 14 15 16 17 19 21 24 25 26 27 28 30 31 www.bcmgroup.net
14 26 www.bell-mark.com13 16 19 27 31 www.bk-packaging.com
11 www.boschpackaging.com13 14 19 20 22 23 24 25 26 27 28 29 30 www.cartolux-thiers.com
22 25 27 30 www.cmsa.ch/medicalwww.colder.com
11 25 26 www.contexo-gmbh.de24 www.dcamedical.co.uk
22 23 24 25 26 27 30 www.donatellemedical.com13 www.doyenmedipharm.co.uk13 16 www.medicalpackaging.dupont.com
22 23 24 25 27 29 30 31 www.ethoxint.com15 30 www.ferromatik.com
www.gdo-bv.com18 30 www.schrepfer-gmbh.de
17 21 27 www.gepack.pt14 15 16 22 24 25 28 31 www.hagmann-maschinenbau-ag.ch
11 12 www.hoefl iger.com11 www.herrmannultraschall.com
24 www.hotset-worldwide.com13 14 15 16 17 20 21 22 23 25 26 27 30 31 www.ilmedtec.com13 14 15 20 22 23 24 25 26 27 28 29 30 31 www.inpac-medizintechnik.de13 16 19 www.kobusch-sengewald.com
24 25 27 30 www.lakeregionmedical.com16 www.loparex.com
13 14 22 23 28 30 www.manudo.com13 14 16 20 22 30 www.mdt-gmbh.com
11 22 23 24 25 26 27 28 29 30 31 www.medicalgroup.fr13 14 15 16 18 19 20 22 23 24 25 26 27 28 29 30 31 www.medipack.ch13 14 17 21 22 24 25 27 30 www.medisize.com
www.mikrom.com25 26 27 28 30 www.multivac.com
14 15 20 22 24 28 29 30 www.nelipak.com28 www.okw.com
24 25 26 27 30 www.ohst.de13 15 16 19 www.oliver-tolas.com
18 24 30 31 www.pack2000.de30 www.paro.ch
13 14 15 16 19 20 24 26 27 28 30 31 www.perfecseal.com14 18 20 22 24 27 28 30 www.prent.com
18 www.procase.dewww.progress-silicones.fr
11 13 14 16 18 20 21 22 23 24 25 27 30 www.puracon.com13 17 20 21 www.qosina.com
15 16 19 21 www.raumedic.com24 30 www.rexam.com/healthcare
Versi
egelu
ngsm
asch
inen
, Ultr
asch
all
Wick
elspu
lenBe
utel/
Tasc
hen
Blist
er-M
ater
ialien
Ster
ile Ve
rpac
kung
Vorg
efer
tigte
Verp
acku
ngen
Ther
mof
orm
en
Deck
elFil
me u
nd Fo
lien
Flasc
hen,
Gläs
er u
nd P
hiol
en
Frach
tbeh
älter
Rolle
nwar
eSc
halen
Versc
hlus
skap
pen
Blist
er-V
erpa
ckun
gEin
sack
enEn
twick
lung
und
Des
ign
Etike
ttier
ung
Vaku
umfo
rmen
Fülle
n, Ve
rschl
ießen
, Ver
siege
ln
Verp
acku
ng
DienstleistungenVerpackungsmaterialien
Maßgeschnei-derte Verpa-ckungskonzepte
für den Transport medizintechnischer Geräte, Apparate und Komponen-ten entwickelt und realisiert die Georg Schrepfer GmbH. Der Spezialist für
Industrieverpackun-gen ist seit vielen Jahren zertifizier-
ter Lieferant von Systemlö-
sungen für Her-steller und Zulieferer aus der Medizintechnik. Die Verpa-ckungsentwicklung – vom Entwurf bis zur Bereitstellung eines Prototypen − bietet das
MehrwegverpackungenMaßgeschneiderte Systemlösungen
FaserlaserFür Tiefengravuren und gratlose MarkierungenUnternehmen als Leistungs-
modul an. Kunden profitieren vom technischen Know-how und der Branchenkenntnis. Im Fokus stehen zuverlässi-ger Produktschutz, rationel-les Handling und Kostenop-timierung. Das jüngste Pro-jekt ist die Entwicklung einer Mehrwegeverpackung für den weltweiten Versand von Röntgenstrahlern. Die Kom-plettlösung besteht u.a. aus einem fahrbaren Kunststoff-koffer, einer Transportpalette mit integrierter Rampe, Pols-tern und Wellpappkarton.
Beim „ProMarker“ von Trotec han-delt es sich um einen Hochge-schwindigkeitslaser mit integriertem Druckertrei-ber. Jeder Markiervorgang kann direkt aus dem Grafikprogramm des Anwenders mit einem Knopf-druck gestartet werden. Zwischenschritte zur Arbeitsvorbe-reitung entfallen, der Bediener spart Zeit. Der Faserlaser ist zum Markieren von Metallen geeignet. Seine konstante Leis-tungsentfaltung ermöglicht sowohl genaue Tiefengravuren als auch gratlose Markierungen. Dies ist besonders in der Medizintechnik von Vorteil, wo Medizinbesteck und Kanülen sauber und präzise markiert werden müssen, um Verunrei-nigungen vorzubeugen. Darüber hinaus verfügt er über eine spezielle Lasertechnik: Der Laserstrahl wird über Hochleis-tungs-Lenkspiegel, so genannte Galvos, geführt und auf die Markierfläche umgelenkt. Diese Technik ermöglicht eine Mar-kiergeschwindigkeit von bis zu 640 Zeichen pro Sekun-de. Dadurch sind Einsparun-gen von bis zu 80 Prozent der Durchlaufzeit realisierbar.
Georg Schrepfer GmbHD-90482 Nürnbergwww.schrepfer-gmbh.de/medizin
Trotec Produktions- und Vertriebs GmbHA-4600 Welswww.troteclaser.com
TITEL | Verpacken, Kennzeichnen und Markieren
30 DeviceMed | Mai 2011 | www.devicemed.de
FIRMA (Inserenten sind fett gedruckt) 1 2 3 4 5 6 7 8 9 10rose plastic AG, Hergensweiler/Lindau, Deutschland, +49 8388 9200 0Sealed Air Medical Applications, Dorset, Großbritannien, +44 1202 781241 4 7 9 10Selenium Medical, La Rochelle, Frankreich, +33 5 46 44 40 82 3 9Sensor Products Inc., Madison, NJ, USA, +1 973 884-1755Sortimat Technology GmbH & Co., Winnenden, Deutschland, +49 7195 7020 7Specialty Silicone Fabricators Inc., Paso Robles, CA, USA, +1 805 239-4284 4 6SpineVision, Paris, Frankreich, +33 6116 66510Stäubli Tec-Systems GmbH, Bayreuth, Deutschland, +49 921 8830 7SteriPack Ltd., Clara, Co. Offaly, Irland, +353 57 9331888 2 3 4 9Strubl KG Kunststoffverpackungen, Wendelstein, Deutschland, +49 9129 90350 27 2 9Südpack Medica AG, Baar, Schweiz, +41 41 7673231 2Technofl ex, Bidart, Frankreich, +33 559 546666 1 2 10Tirad s.r.o., Zeletava, Tschechien, +420 568 409 246 3 4 7Top Clean Packaging Group, Peschadoires, Frankreich, +33 473 803252 10Velfor Groupe, Saint Pal en Chalencon, Frankreich, +33 4 78331945Vereinigte Papierwarenfabriken GmbH, Feuchtwangen, Deutschland, +49 9852 9010 9 10Vitalo Packaging, Ardooie, Belgien, +32 51 680000 3 8 10W.AG Funktion + Design, Geisa/Rhön, Deutschland, +49 36967 6740Wild & Küpfer AG, Schmerikon, Schweiz, +41 55 2861 700Wipak Walsrode GmbH & Co. KG, Walsrode, Deutschland, +49 5161 443903
Anze
ige a
uf Se
iteAb
füllu
ngm
asch
inen
Beut
elfül
lsyste
mBl
ister
verp
acku
ngsm
asch
inen
Deck
elmas
chin
enKa
rtoni
eran
lagen
Mat
erial
trans
port
Robo
ter u
nd H
andl
ing
Ther
mof
orm
mas
chin
en
Verp
acku
ngsa
nlan
gen
Versi
egelu
ngsm
asch
inen,
auße
r Ultr
asch
all
Maschinen und Anlagen
Marktübersicht: Verpacken
Aus
wah
l aus
der
Dat
enba
nk v
on D
evic
eMed

Foliendirektdrucker Thermal-Inkjet-Technologie für den ReinraumMultivac Marking & Inspection stellt auf der „Interpack“ den Foliendirekt-drucker „MR296TI“ vor, eine Verfahr-einrichtung mit dem Drucksystem „Wolke m600“. Der Drucker wird auf einer „R 145“ gezeigt, einem Kom-paktmodell für das Tiefziehverpacken; diese ist im „Clean Design“ gestaltet.
Die prozesssichere und rein-raumtaugliche Verpackungslösung eignet sich speziell für Anwendungen im medizinischen und pharmazeutischen Bereich. Der „MR296 TI“ ist ein Thermal-Inkjet-Drucker, der sich für mehrspurige Verpackungslösungen eignet. Ohne den Umweg über ein Etikett wird die Druckinformation direkt auf die Verpackungsfolie aufgedruckt. Der Drucker ist mit einem Druckwerk „Wolke m600“ ausgestattet. Seine „HP Thermal Inkjet Technologie“ ermöglicht eine sehr gute Kennzeichnung von Papier und „Tyvek“, einem papier-vliesartigen Faserfunktions-textil, in einer Auflösung von bis zu 600 dpi.
Verpackungsrohstoff mit schützendem Weichmacher
Mit „Hexamoll Dinch“ bietet BASF einen Weichmacher an, der speziell für sensitive Anwendungen wie beispiels-weise Medizinartikel geeignet ist. Aufgrund seines sehr guten toxikolo-gischen Profils und seiner niedrigen Migrationsrate, die durch Untersu-chungen des Fraunhofer Institutes für Verfahrenstechnik und Verpackung belegt werden konnte, ist der Rohstoff u. a. für Dichtungsringe von Schraub-verschlüssen geeignet. Er hat zudem eine Empfehlung des Bundesinstitutes für Risikobewertung (BfR) erhalten. www.basf.com
Multivac Marking & Inspection GmbH & Co. KGD-32130 Engerwww.multivac.com
TITEL | Verpacken, Kennzeichnen und Markieren
31www.devicemed.de | Mai 2011 | DeviceMed
11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 WEBSITE24 30 31 www.rose-plastic.de
13 14 15 16 19 20 26 28 29 30 www.sealedair.com13 14 21 22 25 26 30 www.selenium-medical.com
11 www.sensorprod.comwww.sortimat.de
13 22 23 24 25 26 27 28 29 30 31 www.ssfab.com30 www.spinevision.com
www.staubli.com13 14 15 16 19 22 23 24 25 26 27 30 www.steripack.ie13 16 19 26 30 31 www.strubl.de
15 16 31 www.suedpack-medica.com13 23 24 27 30 www.technofl ex.net
15 21 22 27 28 30 31 www.tirad.cz14 15 20 22 23 24 25 26 27 28 30 www.topcleanpackaging.com
13 14 15 20 21 22 23 30 www.velfor-plast.com12 13 14 15 19 22 25 26 27 30 31 www.vp-group.de
11 14 15 19 20 22 27 28 29 30 www.vitalo.net20 24 30 31 www.wag.de
21 26 27 29 www.wildkuepfer.ch13 16 19 27 30 31 www.wipak.de
Versi
egelu
ngsm
asch
inen
, Ultr
asch
all
Wick
elspu
lenBe
utel/
Tasc
hen
Blist
er-M
ater
ialien
Ster
ile Ve
rpac
kung
Vorg
efer
tigte
Verp
acku
ngen
Ther
mof
orm
en
Deck
elFil
me u
nd Fo
lien
Flasc
hen,
Gläs
er u
nd P
hiol
en
Frach
tbeh
älter
Rolle
nwar
eSc
halen
Versc
hlus
skap
pen
Blist
er-V
erpa
ckun
gEin
sack
enEn
twick
lung
und
Des
ign
Etike
ttier
ung
Vaku
umfo
rmen
Fülle
n, Ve
rschl
ießen
, Ver
siege
ln
Verp
acku
ng
DienstleistungenVerpackungsmaterialien

32
Auftragsgfertigung | Kleinstteile
DeviceMed | Mai 2011 | www.devicemed.de
Feinste Schnitte mit Licht und WasserIm Laserfeinscheiden und Wasserstrahl-Microcutting realisiert dieser Spezialist dünnwandige Klein- und Kleinstteile in höchster Präzision. Außerdem wagt er sich auch an anspruchsvolle Geometrien und neue Werkstoffe heran. Das macht ihn zu einem interessanten Partner – unter anderem für die Medizintechnik
Ein zarter Hauch von Blech: Nur 20 μm schmal sind die Spalten in
der gerade mal 0,05 mm „dicken“ Edelstahl-Platine. Die Durchmesser ihrer Bohrungen erreichen kaum 0,2 mm und die Stegbreiten liegen bei etwa 0,05 mm.
Filigrane Teile in höchster PräzisionSolche superfiligranen und dabei hochpräzisen Klein- und Kleinst-teile (Bild 1) gehören zu den Spezi-
alitäten des Zulieferers LK Mecha-nik im mittelhessischen Heuchel-heim. Sie entstehen bereits seit einigen Jahren im Laserfeinschnei-den und seit Anfang 2011 auch im Wasserstrahl-Microcutting. Für beide Verfahren hat sich das Unternehmen mit der erforderli-chen Hightech-Anlagentechnik ausgestattet. Es ist damit in der Lage, eine große Auswahl ver-schiedener Werkstoffe zu bearbei-ten. Die Palette reicht hier von Edelstahl über NE- und Hartme-
tall bis hin zu Kunststoff, Kera-mik, Carbon und PKD. Auch Ver-bundmaterialien, Chipträger und Silizium werden geschnitten.
Feinschneiden in PerfektionMit der Möglichkeit – je nach Tei-legeometrie oder Werkstoff – auf zwei ultrapräzise Feinschneid-Technologien zugreifen zu können, ist das Unternehmen ein prädesti-nierter Zulieferer beispielsweise für Hersteller in der Medizintechnik (Bild 2). Denn gerade hier werden Kleinstbauteile und Miniaturkom-ponenten mit extremen Anforde-rungen an Form- und Wiederhol-genauigkeit benötigt.
Während die Laserschneid-Anlage des Unternehmens für die Feinstbearbeitung dünner Bleche, winziger Formteile und komple-xer 3D-Geometrien zum Einsatz kommt, liegt der Schwerpunkt beim Wasserstrahl-Microcutting auf 2D-Bauteilen, die keinerlei Wärmeeinbringung vertragen.
Schonende Bearbeitung ohne WärmeeintragDenn der Vorteil des verwendeten Wasserstrahl-Feinschneid-Verfah-rens liegt − im Vergleich zur kon-ventionellen Wasserstrahltechnik − nicht allein in den erheblich feineren, präziseren und wiederholgenaueren Konturenschnitten; vielmehr schont
32
Bild 1: Laserfeinschneiden – hauchdünn die Edelstahl-Platine, winzig die Durchmesser ihrer Bohrungen. Solche hochfiligranen und -präzisen Kleinstteile herzustellen, gehört zu den Spezialitäten dieses Dienstleisters
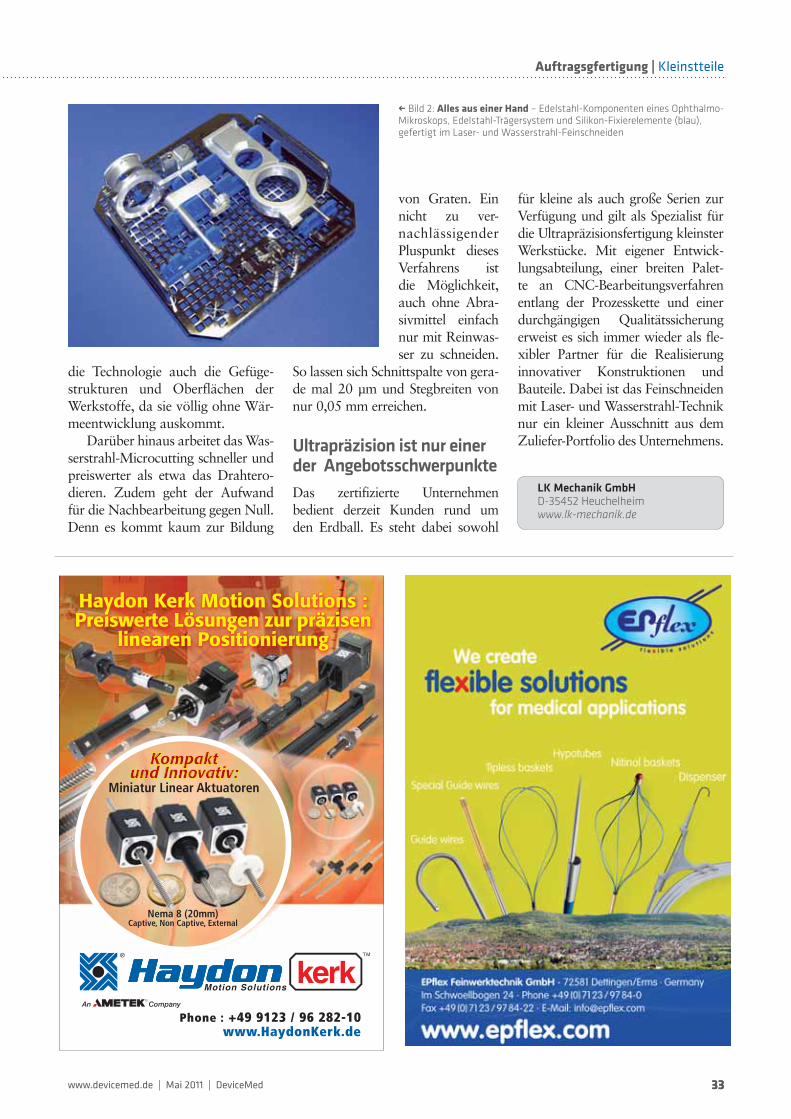
33
Auftragsgfertigung | Kleinstteile
www.devicemed.de | Mai 2011 | DeviceMed
von Graten. Ein nicht zu ver-nachlässigender Pluspunkt dieses Verfahrens ist die Möglichkeit, auch ohne Abra-sivmittel einfach nur mit Reinwas-ser zu schneiden.
So lassen sich Schnittspalte von gera-de mal 20 μm und Stegbreiten von nur 0,05 mm erreichen.
Ultrapräzision ist nur einer der AngebotsschwerpunkteDas zertifizierte Unternehmen bedient derzeit Kunden rund um den Erdball. Es steht dabei sowohl
die Technologie auch die Gefüge-strukturen und Oberflächen der Werkstoffe, da sie völlig ohne Wär-meentwicklung auskommt.
Darüber hinaus arbeitet das Was-serstrahl-Microcutting schneller und preiswerter als etwa das Drahtero-dieren. Zudem geht der Aufwand für die Nachbearbeitung gegen Null. Denn es kommt kaum zur Bildung
für kleine als auch große Serien zur Verfügung und gilt als Spezialist für die Ultrapräzisionsfertigung kleinster Werkstücke. Mit eigener Entwick-lungsabteilung, einer breiten Palet-te an CNC-Bearbeitungsverfahren entlang der Prozesskette und einer durchgängigen Qualitätssicherung erweist es sich immer wieder als fle-xibler Partner für die Realisierung innovativer Konstruktionen und Bauteile. Dabei ist das Feinschneiden mit Laser- und Wasserstrahl-Technik nur ein kleiner Ausschnitt aus dem Zuliefer-Portfolio des Unternehmens.
33
LK Mechanik GmbHD-35452 Heuchelheimwww.lk-mechanik.de
a Bild 2: Alles aus einer Hand – Edelstahl-Komponenten eines Ophthalmo-Mikroskops, Edelstahl-Trägersystem und Silikon-Fixierelemente (blau), gefertigt im Laser- und Wasserstrahl-Feinschneiden

34 DeviceMed | Mai 2011 | www.devicemed.de
Auftragsfertigung | Markt
Die nach ISO 13485 zertifi-zierte Bovimed GmbH fer-tigt Medizinprodukte wie Stechhilfen, pharmazeuti-sche Applikationssysteme wie Pulver-Inhalatoren und in-vitro-Diagnostika für die Mikrobiologie. Die mikrobio-logischen Produkte werden in einem Reinraum der Klas-se C gefertigt. Die Herstel-lung und Autoklavierung der Medien, die aseptische Befüllung und die Kenn-zeichnung der Produkte sind unmittelbar hintereinander geschaltete Prozesse. Die Konfektionierung und Ver-
Das französische Unterneh-men Union Plastic liefert Son-deranfertigungen und kann auf viel Erfahrung mit Projek-ten im Bereich Bluttransfer, Dialyse, Chirurgie, Atemmes-sung, Diagnose und Standard-komponenten zurückblicken. Es ist seit vielen Jahren für Kunststoffspritzgussproduk-te bekannt und verfügt über 70 Spritzguss- und Montage-anlagen nach dem neuesten Stand der Technik, die in ISO-
Das kunststoffverarbeiten-de Familienunternehmen SLS Kunststoffverarbeitungs GmbH & Co. KG fertigt in wachsendem Umfang auch Zulieferteile für den Einsatz in der Medizintech-nik. Eine besondere Stärke ist dabei die Realisierung anspruchsvoller Hartweich-Materialverbunde über die Co-Extrusion. Aber auch Produkte oder Bauteile mit hohen Stabilitätsansprüchen stehen immer öfter auf dem Tagesprogramm des Unternehmens. Antistatik-
DienstleistungenRund um die Medizintechnik
KunststoffspritzgussFür Medizin und Diagnostik
Maßgeschneiderte KunststoffverarbeitungAnspruchsvolle Hart-Weich-Verbundteile
Mikrospritzgussteile aus dem Reinraum
Aufgrund der zunehmenden Miniaturisierung ste-hen auch die Medizintechnik-Zulieferer vor immer größeren Herausforderungen. Gerade im Bereich der Katheterherstellung erfüllen kleinste Bauteile aus Kunststoff die geforderten Ansprüche. Medi-Globe Cardioplast fertigt Mikrospritzgussteile < 0,1 g – durch den Einsatz von speziellen Techniken auch unter Reinraumbedingungen (ISO 7). Neben Ein- und Mehrfach-Werkzeugen werden Werkzeuge für Einlegeteile eingesetzt, die in der Regel im eigenen Werkzeugbau hergestellt werden. Das Unterneh-men fertigt entsprechend der ISO 13485 und erfüllt seit vielen Jahren die Anforderungen der US FDA für „Good Manufacturing Practice“ (GMP).www.cardioplast.de
Klasse 7-, 8- und 9-Reinräu-men mit einer Gesamtfläche von 6.000 m2 untergebracht sind. Alle Betriebsabläufe sind ISO 13485 zertifiziert. Das Unternehmen verstärkt sein Angebot mit einer wis-senschaftlichen IQ-OQ-PQ Qualifizierung.
Union PlasticF-43140 Saint-Didier- en-Velaywww.union-plastic.com
Warenträger für empfindli-che Elektronik-Komponen-ten, Transportmagazine zur automatisierten Bestückung von Zahnbürstenköpfen sind Beispiele für erfolgreich abgeschlossene Entwick-lungsprojekte. Das Unter-nehmen verarbeitet sowohl H-PVC, W-PVC und ASA als auch PE, PP, PS, SB, ABS sowie verschiedene Blends.
SLS Kunststoffverarbei-tungs GmbH & Co. KG D-66994 Dahn www.sls-kunststoffprofile.de
packung der Systeme erfolgt bei einer Tochterfirma. Auf-grund der Temeraturemp-findlichkeit der Produkte läuft die gesamte Prozess-kette bis zum Kunden unter konditionierten Bedingun-gen ab, Produkt-Sterilisatio-nen werden extern durchge-führt. Die Funktionskontrolle erfolgt in einem mikrobiolo-gischen Labor der Schutzstu-fe 2. Mess-/Prüfinstrumen-te und diverse Sonderma-schinen werden dabei von einer weiteren Tochterfir-ma konzipiert und gebaut. Den Anforderungen an die Kennzeichnung und an län-der- und kundenspezifischen Verpackungsvarianten wird dabei zunehmend Rechnung getragen.
Bovimed GmbHD-94491 Hengersbergwww.bovi.de

36
Fertigungseinrichtung | CNC-Bearbeitung
DeviceMed | Mai 2011 | www.devicemed.de
Dentallabore brauchen durchgängige ProzesskettenNoch klingt es wie Zukunftsmusik: Ein Mundscanner macht den leidigen Abdruck beim Zahnarzt überflüssig. Die Daten werden anschließend digital ans Zahnlabor verschickt, das den Zahnersatz passgenau fertigt. Ausgereifte Softwaresysteme und Fünfachsbearbeitungszentren mit modernster Steuerungstechnik spielen in dieser automatisierten Prozesskette die Hauptrolle
Zu den Kernthemen der Den-taltechnik gehört unter ande-
rem die Herstellung verschiedener Arten von Zahnersatz – von Kro-nen über Brücken bis hin zu Teil- und Vollprothesen und Inlays. Dabei handelt es sich grund-sätzlich um Einzelteile, die ganz individuell an die Anatomie der jeweiligen Patienten anzupassen sind. Die Automatisierung solcher Prozesse schien deshalb lange Zeit
tem für die Fertigung vorbereitet werden (Bild 1).
Die komplexen und stets unter-schiedlichen Zahnformen stellen höchste Anforderungen an die Bear-beitungsmaschinen sowie deren Steuerung. Aus diesem Grund kom-men häufig Fünfachs-Bearbeitungs-zentren mit Steuerungen „Sinume-rik 840D sl“ von Siemens zum Ein-satz, mit denen nahezu naturgetreue Implantate hergestellt werden kön-nen. Dementsprechend ist auch die CAM-Software gefordert. Sie muss Strategien für das angestellte Fräsen und das Fünfachs-Simultanfräsen ebenso zur Verfügung stellen wie eine zuverlässige Kollisionskontrol-le und -vermeidung (Bild 2). „NX CAM“ von Siemens sowie „Hyper-dent“ von OpenMind haben sich dahingehend schon vielfach am Markt bewährt.
Die Materialkosten bleiben im FokusUm den Umgang mit der CAD/CAM/CNC-Prozesskette für Zahn-techniker möglichst übersichtlich zu gestalten, kooperiert Siemens zudem mit der Millhouse GmbH im hessi-schen Hofheim. Das Unternehmen hat mit „CAMFlow V7“ eine Bran-chenlösung entwickelt, die sämtliche Leistungsmerkmale von „Hyper-dent“ und „Sinumerik 840D sl“ nutzt. Die Workflowmanagement-
36
kaum denkbar und galt, sofern sie denn doch technisch zu realisieren sei, zumindest als völlig unrentabel.
Die Dentalbranche ist in Bewegung
Doch immer mehr Zahnlabore erkennen, dass Zahnersatz pro-
duktiver und präziser gefräst werden kann. Das Herstellen
des Formwerkzeugs wird dadurch ebenso überflüs-sig wie das Gießen. Sogar die aufwändigen Anpas-
sungsarbeiten per Hand entfallen weitgehend. Damit
nicht genug: Die schnelle und siche-re Prozessabwicklung kann schon früher beginnen. Anstatt einen Abdruck zu nehmen und das dar-aus modellierte Positivmodell zu scannen, sind bereits heute manche Zahnärzte in der Lage, die relevan-ten Daten mit einem Mundscanner in der eigenen Praxis zu ermitteln. Diese werden dann digital an das Zahnlabor geschickt, wo sie mit einem geeigneten CAD/CAM-Sys-
a Bild 1: CNC-gesteuerte Bearbeitungs-zentren sind in der Dentaltechnik klar
auf dem Vormarsch. Sie ersetzen zunehmend die aufwändige Hand-arbeit (Bild: DMG )

37
Fertigungseinrichtung | CNC-Bearbeitung
www.devicemed.de | Mai 2011 | DeviceMed
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING & CONSULTING
www.maenner-group.com
männer Präzisionsformen fürPharma und Medizintechnik:
Langlebig. Wirtschaftlich. Wartungsfreundlich. Für große Produktionsvolumen.
FÜR PHARMA UND MEDIZINTECHNIK
Solutions for Plastics
„Dank moderner Automatisierungs-technik und durchgängiger Prozess-ketten gehören unangenehme Abdrücke beim Zahnarzt bald der Vergangenheit an“Sabine Fietz, Siemens AG
Lösung „CAMFlow V7“ unterstützt und begleitet die Zahntechniker vom digitalen Auftragseingang über die Produktion bis hin zum Manage-ment von Forderungen.
Sie lässt sich intuitiv von einem klassischen PC aus bedienen und stellt dem Zahntechniker eine an seine Anforderungen angepass-te Benutzeroberfläche zur Verfü-gung. Erfahrungen in der Praxis zeigen, dass damit vom Daten-eingang bis zur Fräsbahnberech-nung häufig nicht mehr als eine Minute vergeht. Nach Prüfung des Datenmodells schlägt „CAMFlow V7“ automatisch eine optimierte Anordnung der Objekte auf dem zu verwendenden Rohling vor. So wird die bestmögliche und Kos-ten sparende Materialnutzung erreicht, was besonders beim Ein-satz der teuren Materialrohlinge oder bei Werkstoffen wie Gold, Titan oder speziellen Keramiken sehr wichtig ist.
Die Millhouse-Software spei-chert verschiedene relevante Infor-mationen wie Verbrauchsstatus, Größen, Palettenplatz, Skalierung und Chargennummer. Als nächstes übergibt sie die Daten an „Hyper-dent“ und leitet die Berechnung des Fräsprogramms unter Berück-sichtigung aller notwendigen Rah-mendaten ein. Schließlich lässt sich auch die Maschine direkt über „CAMFlow V7“ steuern. b

38
Fertigungseinrichtung | CNC-Bearbeitung
DeviceMed | Mai 2011 | www.devicemed.de
nieure Rundungsfehler in der Soft-ware aus und gewährleisten höchste Präzision in der Bahnführung. Letzt-lich spiegelt sich dies in maximaler Werkstückgenauigkeit wider.
Ein weiteres Feature des „Sinu-merik-MDynamics“ sorgt für die im Dentalbereich ebenso wichti-ge hohe Oberflächengüte: Basis dieses Technologiepakets ist die Bewegungsführung „Advanced Surface“, die unter anderem eine optimierte „Look-ahead-Funkti-on“ und einen neuen Kompressor beinhaltet. Dank dieser Entwick-lungen lassen sich reproduzierba-re Ergebnisse mit exakter Kontur-genauigkeit und in höchster Bear-beitungsgeschwindigkeit erzielen. Eine intelligente Ruckbegrenzung schont die Mechanik der Maschi-ne und ermöglicht trotz höchster Dynamik ein sanftes Beschleu-nigen und Abbremsen der Ach-sen. Positiver Nebeneffekt: Die Maschine wird geschont und ihre Lebensdauer verlängert.
„Advanced Surface“ beinhal-tet noch einen wesentlichen Fort-schritt: die automatische Harmo-nisierung der Geschwindigkeits-profile benachbarter Fräsbahnen. Dies führt zu bestmöglicher Ober-
Umfangreiche Kenntnisse über Maschinenbedienung und -steue-rung sind dabei nicht notwendig.
Die Qualität stimmtEine solche Lösung ist nicht zuletzt dank der Offenheit der „Sinume-rik-CNC“ möglich. So konnten die Entwickler bei Millhouse die Technologiekompetenz und sämt-liche Funktionalitäten der Steue-rung nutzen. Um das Einrichten der Maschine besonders einfach zu gestalten, haben Siemens-Ingenieure diverse Messfunktio-nen im „JOG“-Betrieb verbessert. Animierte Hilfebilder erklären anschaulich unterschiedliche Para-meter und unterstützen so bei der Anwendung und Programmierung, was die Einrichtzeiten verkürzt.
Bei der Bearbeitung von Zahn-ersatz ist hohe Genauigkeit und Oberflächengüte von großer Bedeu-tung. Die Prozessortechnik und Softwarearchitektur der „Sinume-rik 840D sl“ gewährleistet dies. Sie sind nicht zuletzt auch Basis der 80bit-Nano-Genauigkeit, die nicht nur in der CNC, sondern auch im „Sinamics“-Antrieb erreicht wird (Bild 3). Dadurch schließen die Inge-
flächenqualität beim Vorwärts-/Rückwärts-Abzeilen von Kontu-ren und Freiformflächen.
SMS, E-Mail und Video-überwachung informierenDank dem in „CAMFlow V7“ inte-grierten Job-Management sind die Mitarbeiter der Zahnlabore jederzeit in der Lage, sich einen Überblick über die laufenden Programme mit Status der Bearbeitung und Rest-laufzeit zu verschaffen. Die zudem vorhandene Überwachungsfunktion erleichtert es, die Maschinen auch in der Nacht und am Wochenen-de zu betreiben. Die Überwachung berücksichtigt jede einzelne Kompo-nente der Prozesskette. Der verant-wortliche Bediener muss dabei nicht ständig vor Ort, sondern lediglich in Bereitschaft sein. So kann er sich via E-Mail oder SMS über den Maschi-nen- und Auftragsstatus informieren und im Störfall sofort benachrich-tigen lassen. Eine optionale Video-überwachung sorgt für zusätzliche Prozesssicherheit.
Siemens AGD-91056 Erlangenwww.siemens.com
g Bild 2: Wichtig für die Umsetzung von gescannten Dentaldaten: Die etablierten CAD/CAM-Softwareprodukte stellen Strategien für das angestellte Fräsen und das Fünfachs-Simultanfräsen ebenso zur Verfügung wie eine zuverlässige Kollisionskon-trolle und -vermeidung
g Bild 3: Zahnersatz muss mit höchster Präzision und Oberflächen-güte hergestellt werden. Siemens unterstützt die eingesetzten Bearbeitungszentren mit technischen Features wie der 80bit-Nano-Genauigkeit und „Sinumerik MDynamics“ (Bild: DMG)

High tech solutions for
medical technology
Messe Düsseldorf GmbH Postfach 1010 0640001 DüsseldorfGermanyTel. +49(0)211/45 60-01Fax +49(0)211/45 60-6 68www.messe-duesseldorf.de
16 – 18 Nov 2011Düsseldorf Germany
www.compamed.de
in combination with:

40
Fertigungseinrichtung | Qualitätssicherung
DeviceMed | Mai 2011 | www.devicemed.de
Flexibles Messsystem für die WerkstattumgebungRenishaw stellt ein neues vielseitiges Messsystem vor, das gleichzeitig für mehrere Werkstücke vorprogrammiert werden kann. Konzipiert für Einsätze direkt in der Werkstattumgebung, verspricht es Anwendern Zeit- und Kostenvorteile
Die patentierte Konstruktion von „Equator“ in Leichtbauweise
ermöglicht schnelle Messungen zur Prüfung von Großserienteilen (Bild 1). Dafür kann das wiederholge-naue Messsystem mit einfachem Tastendruck bedient werden und sekundenschnell zwischen Werk-stücken wechseln oder Werkstücke von mehreren Maschinen anneh-men. Das System ist daher bestens für vielseitige Fertigungsprozesse
geeignet, wie sie bei der Herstellung medizin-technischer Produkte an
der Tagesordnung sind.
Schnell und wieder-hol genau messenDie Installation des neuen Messystems kann in nur wenigen Minuten erfol-gen. Direkt danach können bereits Messungen von bei-spielsweise Werkstückände-rungen oder neuen Werk-stücken in einem Bruchteil der bisher üblichen Zeit
stattfinden. Dafür wird das Messsystem einfach mit DMIS, einer weit
verbreiteten Program-miersprache nach allgemei-
nem Industriestandard, neu konfiguriert.
Das „Equator“-System ist mit zwei verschiedenen Softwarever-sionen erhältlich: einer program-mierbaren Version für Produk-tionstechniker sowie einer kos-tengünstigeren Version für die Werkstattumgebung, auf der Pro-gramme ausgeführt, jedoch nicht vom Bediener geändert werden können. Beide Softwarepakete enthalten die intuitive Benutzer-
software „Modus Organiser“, die nur wenig oder überhaupt kein Training erfordert. Zudem kön-nen Techniker über die program-mierbare Version „Modus Equa-tor“ schnell Messroutinen für jedes Werkstück erstellen.
Prozesse sicher kontrollierenDie wiederholgenaue Messtechnolo-gie des „Equator“-Systems beruht auf dem herkömmlichen Vergleich von Fertigungsteilen mit einem Referenz-teil. Das „Re-Mastering“ erfolgt so schnell wie das Messen eines Werk-stücks und gleicht jegliche thermische Einflüsse der Werkstattumgebung sofort aus. Durch einfaches „Re-Mas-tering“ werden die Bezugspunkte des Systems bei Temperaturänderungen neu festgelegt, sodass es wieder bereit für den wiederholgenauen Vergleich mit dem Referenzteil ist.
Die Referenzteile müssen dabei nicht teuer sein, wie die herkömmli-chen, kundenspezifischen Messvor-richtungen. Anwender nehmen ein-fach ein Fertigungsteil und messen es an einem Koordinatenmessgerät (KMG), um die Abweichungen des Merkmals von den Sollvorgaben aus CAD oder Zeichnungen zu ermitteln. Die Ergebnisse jedes KMG, das mit KMG-Programmiersoftware betrie-
40
e Bild 1: Mit seiner parallelen Kinematikstruktur vereint „Equator“ sehr hohe Scangeschwindigkeiten mit beein-
druckenden Wiederholgenauigkeiten bei der Vermessung medizinischer Bauteile

41www.devicemed.de | Mai 2011 | DeviceMed
Fertigungseinrichtung | Qualitätssicherung
ben wird, können für eine direkte Verarbeitung mit der „Equator“-Software konfiguriert werden.
Die kalibrierte Absolutgenauigkeit des KMG kann damit für das Werk-stattsystem übernommen werden. Dadurch ist die Rückführbarkeit der Messungen auf kalibrierte Bezugs-
41
„Wir öffnen den Flaschenhals bei der Inspektion von Teilen“
Über die Vorzüge des neuen Messsystems für die Hersteller medizintechnischer Bauteile hat „DeviceMed“ mit Annette Kärcher, Leiterin Marketing der Renishaw GmbH, gesprochen.
Frau Kärcher, inwiefern ist das gleichzeitige Vor-programmieren für mehrere Werkstücke bei der Herstellung medizintechnischer Produkte relevant?Gerade für die Medizintechnik, in der oft eine hundertprozentige Inspektion vorgeschrieben ist, birgt diese neue Flexibilität ein enormes Einsparpotenzial. Denn die Anwender können auf eine Reihe von Messvorrichtungen verzich-ten. Ein weiterer Aspekt ist die Zeitreduktion für die Inspektion. Sollte die Qualitätssiche-
rung bisher auf Koordinatenmessgeräten (KMG) erfolgt sein, so ist das nun nicht mehr in diesem Umfang notwendig. Nur noch das Masterteil muss auf einem KMG gemessen werden, alles andere kann „Equator“ schnell und direkt neben der Fertigungsstätte erledigen.
Wird damit endlich eine längst fällige Lücke im Markt geschlossen?Auf jeden Fall. Bisher hatten Unternehmen für die Inspektion ihrer Bauteile die Wahl zwischen einer starren und je nach Komplexität auch sehr teuren Messvorrichtung oder einer Koordinatenmessma-schine. „Equator“ nutzt die Vorzüge der vorgenannten Systeme, um Anwendern größtmöglichen Mehrwert zu bieten. Unsere Lösung ist kompakt und kann wie eine Messvorrichtung in der Werkstattum-gebung eingesetzt werden, ist dabei aber fast so flexibel wie eine Koordinatenmessmaschine.
Damit scheint die neue Technologie vor allem zur Prüfung von medizin-technischen Großserienteilen geeignet.Die größten Vorteile bietet „Equator“ generell in der spanenden Bearbeitung von Großserien. Für die Medizinbranchen ist das Sys-tem von daher optimal platziert, da hier auch noch bei Serienteilen die Anforderung an eine hundertprozentige Inspektion besteht. Diese Inspektion war in der Vergangenheit oftmals der Flaschen-hals der Fertigung. Diesen Flaschenhals können wir nun schnell und einfach auflösen.
Gibt es auch schon erste Applikationen in der Medizintechnik? Derzeit liegt der Schwerpunkt unserer Installationen noch in der Automobil-, Luft- und Raumfahrtbranche. Es gibt aber auch schon erste Kunden aus der Medizinbranche – allerdings vermehrt in Süd-europa und hoffentlich auch bald in Deutschland.
„Unser Messsystem bringt die Vorteile von KMGs in die Werkstatt-umgebung, Annette Kär-cher, Leiterin Marketing, Renishaw
Renishaw GmbHD-72124 Pliezhausenwww.renishaw.de
systeme gewährleistet. Die echte Pro-zesskontrolle mit Programmen zur statischen Prozessregelung (SPC) ist möglich.

42 DeviceMed | Mai 2011 | www.devicemed.de
Fertigungseinrichtung | Markt
42
Ein chromatischer Weiß-lichtsensor ergänzt das Multisensorik-Messgerät „O-Inspect“ von Carl Zeiss. Damit lassen sich Bautei-le messen, die weder mit einem Tastsensor noch mit einer Kamera erfasst wer-den können. Dazu gehö-
ren besonders sehr kleine und empfindliche Werkstücke, die zugleich über eine transparente, glänzende oder kontrastar-me Oberfläche verfügen. Spiegelungen oder fehlende Kontras-te, welche die korrekte Fokussierung einer Kamera erschweren können, spielen künftig keine Rolle mehr. Durch die Erweiterung des Gerätes um einen chromatischen Weißlichtsensor lassen sich selbst solche Werkstücke mit höchster Präzision messen.
Das Werkstück wird mit gebündeltem weißem Licht bestrahlt. Eine spezielle Optik mit chromatischer Aberration im Messkopf spaltet das Licht anschließend in seine Spektralfarben auf. Ein Spektrometer analysiert das reflektierte Licht und stellt fest, bei welcher Farbe dessen Intensität am größten ist. Von der Spektral-farbe kann das Messgerät auf den Abstand zwischen Sensor und Oberfläche schließen – und leitet daraus die genaue Topografie des Bauteils ab. Dargestellt werden die Ergebnisse mit der CAD-basierten Mess-Software „Calypso“. Sie ermöglicht umfassende Messungen zu Maß, Form und Lage bei konsequenter Benut-zerführung und macht Abwei-chungen für den Nutzer einfach sichtbar und quantifizierbar.
Das Unternehmen Crea-form Deutschland hat auf der Messe „Control“ Lösun-gen für 3D-Inspektion und 3D-Sanning vorgestellt. Spe-ziell das messarmlose porta-ble Abtastsystem „Handy-Probe“ wird bei der Bauteil-
zu-CAD-Prüfung, Kon-formitätsbewertung von 3D-Modellen, Erstteilprüfung, Ausrichtung und Werkzeug-zertifizierung eingesetzt. Mit dem Dual-Kamera-Sensor „C-Track“ können hochpräzi-se Messungen durchgeführt werden, wobei der Sensor oder auch das Bauteil ohne Präzisions- oder Trackingver-lust im Messprozess bewegt
Die Produktreihe der volu-metrisch exakten Dosier-pumpen von ViscoTec Pum-pen- und Dosiertechnik GmbH ist um den Dispenser „3VMP36“ erweitert wor-den, der Volumenströme bis zu 7,8 l/min in hoher Pro-zessgenauigkeit bewältigt. Das System basiert auf dem Prinzip einer Exzenterschne-ckenpumpe, deren Geo-metrie so optimiert wurde, dass diese als hochexaktes volumetrisches Dosiersys-tem genutzt werden kann.
Multisensor-MessgerätFür kleine Werkstücke
3D-MesstechnikenFür zuverlässige Prozesse
DispenserGroße Mengen exakt dosieren
Individuelle Trocknungssysteme
Das Unternehmen Harter hat sich auf Entwicklung, Fertigung und Vertrieb von Trocknungsanlagen spe-zialisiert. Mit seinem Kondensationsverfahren „Air-genex“ hat es bereits über 700 Trocknungsanlagen in verschiedenen Bereichen der Industrie platziert. Mit „Airgenex.med“ wurde nun auch ein Trocknungs-system für Projekte in Medizintechnik und Pharma realisiert. Anwendungsbeispiele sind Infusionsbeutel nach der Sterilisation oder Transfereinheiten nach der Reinigung. Auch Produktionsanlagen für oberflä-chenveredelte Diagnostikinstrumente und Implanta-te sind bereits mit dem Trocknungssystem ausge-rüstet. Es handelt sich um individuelle Lösungen, die auf die Bedürfnisse der Kunden angepasst werden. www.harter-med.de
Carl Zeiss AGD-73447 Oberkochenwww.zeiss.de
werden kann. Diese Funkti-on erweist sich im Praxisein-satz und in Fertigungsbe-reichen als nützlich, da sie die Messdatenerfassung in schwer zugänglichen Berei-chen sowie die Messung in vibrierenden Umgebungen
ohne starre Einrichtung ermöglicht. Außerdem steht der 3D-Scanner „MetraScan“ im Fokus. In Kombination mit dem portablen Abtast-system lässt sich diese Lösung für ein brei-tes Spektrum nutzen.
3D-Scanner werden häufig zum Modellieren dreidimen-sionaler Modelle eingesetzt, die für zukünftiges 3D-Ren-dering genutzt werden kön-nen. Hierfür bietet das Unter-nehmen die Produktlinie „Handyscan 3D“ an.
Creaform Deutschland GmbHD-70771 Leinfelden-Echterdingenwww.creaform3d.com
Aufgrund seiner Bauweise ist der Dispenser besonders wartungsfreundlich und die ventilfreie Rotor-/Sta-tor-Technik zudem äußerst verschleißarm. Besonders geeignet sind die Systeme für hochviskose, abrasive, hoch gefüllte oder scher-sensitive Materialien.
ViscoTec Pumpen- und Dosiertechnik GmbHD-84513 Töging a. Innwww.viscotec.de

43www.devicemed.de | Mai 2011 | DeviceMed
Fertigungseinrichtung | Markt
www.medizintechnik-zulieferer.deDer direkte Weg zu Ausrüstern, Dienstleistern & Zulieferern der Medizintechnik.
powered by DeviceMed
Nach dem erfolgreichen Auftakt von „Metal meets Medical“ auf der „Metav 2010“ hat der Verein Deutscher Werkzeug-maschinenfabriken (VDW) das Thema Metallbearbeitung in der Medizintechnik jüngst mit einer eigenständigen Konferenz weitergeführt. Rund 100 Besucher haben sich am 17. März in Karlsruhe eingefunden, um zu erfahren, was die aktuellen Trends sind. „Ziel der Veranstaltung ist, die Vertreter zweier innovativer Branchen zusammenzubringen – die Hersteller von Medizintechnik und die Hersteller von Werkzeugmaschinen nebst deren peripherer Einrichtungen“, so Carl Martin Welcker, ehemaliger VDW-Vorsitzender, in seiner Begrüßung.
Besonders spannend dürften für die Teilnehmer die Ausfüh-rungen von Key Note-Speaker Prof. Dr. Rainer Bader (Bild) vom Universitätsklinikum Rostock gewesen sein. Als Chirurg mit Medizintechnik-Diplom konnte er alle Facetten der Implantatt-echnologie anschaulich erläutern. Seine Kernforderung: „Obers-tes Ziel müssen sichere Produkte in der klinischen Anwendung sein.“ Dafür gelte es, vier elementare Kriterien zu erfüllen: Funk-tionalität, mechanische Stabilität, biologische Verträglichkeit und natürlich Konformität mit dem Medizinproduktegesetz.
Metal meets MedicalRund 100 Besucher auf der ersten Konferenz am 17. März 2011 in Karlsruhe
Auf den Einführungsvortrag von Prof. Dr. Bader folgten acht praxisorientierte Fachvorträge entlang der gesamten Prozess-kette: von Forschung und Entwicklung, über verschiedene Pha-sen und Verfahren der Produktion bis zur Qualitätssicherung sowie der Umsetzung der regulatorischen Anforderungen. Die nächste Gelegenheit, „Metal meets Medical“ wieder live zu erleben, wird es wohl vom 28.2. bis 3.3.2012 auf der „Metav 2012“ in Düssel-dorf geben. (rei)
Verein Deutscher Werkzeug-maschinenfabriken e.V. (VDW)D-60325 Frankfurtwww.vdw.de
44
Fertigungseinrichtung | Markt
DeviceMed | Mai 2011 | www.devicemed.de
Mit dem Präzisions-Ferti-gungszentrum „FZ 08K S Magnum five axis” mit 2-Achs-Schwenkrundtisch der Chiron-Werke GmbH & Co. KG können Werkstü-cke aus Gold, Platin, Titan, Edelstahl, Cobaltchrom, Glaskeramik und Zirkonoxid prozesssicher, wirtschaftlich und schnell gefertigt wer-den. Es lassen sich in einer Aufspannung u. a. kleine und komplizierte Implanta-te und Dentalinstrumente mit hoher Oberflächenquali-tät μ-genau bearbeiten. Das Zentrum verfügt über einen 2-Achs-NC-Rundtisch mit
Die Soldaten der Bundeswehr sind ein-satzabhängig mit speziellen Autoinjekto-ren ausgerüstet. Da diese unterschiedli-chen äußeren Bedingungen ausgesetzt sind, muss ihre Qualität regelmäßig über-prüft werden. Dies gilt ebenso für die ent-sprechende Langzeitbevorratung. Um das Qualitätsmonitoring zu verbessern und die Prüfkosten zu senken, setzt die Bundes-wehr eine Prüfmaschine von Zwick ein. Sie ermöglicht die automatische Bestimmung von Auslösekraft und -zeitpunkt, Ejektions-zeit und -geschwindigkeit sowie Länge der ausgefahrenen Injektionsnadel und des Wirkstoffprofils.
Bislang sind Messungen von Auslösezeitpunkt und Dauer des Ausstoßes der Wirkstofflösung nur manuell erfolgt. Auch eine Prüfung an 2-Kammer-Autoinjektoren soll möglich sein. Um dies zu erreichen, ist eine Prüfmaschine mit einem spe-ziellen Probenhalter und einem Karussell zur Aufnahme des Wirkstoffes entwickelt worden. Dieses Karussell wird bei der Prüfung eingesetzt. Nach dem Auslösen des Injektors und dem Auffangen wird das Mischungsverhältnis im zeitlichen Verlauf auswertbar. Wesentliche Parameter wie Auslösezeitpunkt, Ejek-tionszeitpunkt und die Länge der ausgefahrenen Nadel werden mit zwei Lasern gemessen. Die Auswertung der gesammelten Daten erfolgt über eine eigens entwickelte Software.
5-Achs-BearbeitungFür kleinste Präzisions-Werkstücke
PrüfsystemFür Autoinjektoren der Bundeswehr
einem Schwenkbe-reich von ±120° und einer Drehoption für bis zu 6.400 U/min und – dank sei-ner Torque-Antriebs-technik – über eine hohe Dynamik. Damit gelingen bei kurzen Taktzeiten feinste Strukturen, komplexe Ober-flächen, kleinste Bohrungen, Nuten, Taschen, Passungen und Geometrien.
Für eine automatisierte Ferti-gung und gesteigerte Effizi-enz ist die Baureihe um eine Roboterzelle erweiterbar. Der Roboter ist in das Bear-beitungszentrum integriert und wechselt die Werk-stücke in rund 2 s. Er ent-nimmt einem Speicher mit bis zu 24 Paletten Rohteile und legt die Fertigteile dort wieder ab. Hauptzeitparallel und ohne die Fertigung zu verzögern werden die Palet-ten ausgetauscht.
Sandvik Coromant Deutsch-land stellt Kugelschaftfräser für die Schlichtbearbeitung vor. Sie eignen sich beson-ders zum Profilfräsen von mittelharten bis harten Stahl-komponenten und sind in Durchmessern von 0,1 bis 12 mm erhältlich – vor allem für Anwendungen, bei denen hohe Präzision entscheidend ist. Die Werkzeuge beste-hen aus feinkörnigem Voll-hartmetall und haben eine ultraharte mehrlagige PVD-Beschichtung. Eine Beson-derheit ist die spezielle Geo-
Chiron-Werke GmbH & Co. KGD-78532 Tuttlingen www.chiron.de
met-rie des
Fräsers, die mit einer stabilen Schneidkan-te einen gleichmäßigen Ver-schleiß ermöglicht. Darüber hinaus sorgt die lange Ver-jüngung des Werkzeugs für eine gute Zugänglichkeit – vor allem beim Fräsen von tiefen Taschen.
Sandvik Coromant Deutschland D-40549 Düsseldorfwww.sandvik.com
KugelschaftfräserFür die Kleinteilebearbeitung
Zwick GmbH & Co KG D-89079 Ulm www.zwick.de

www.devicemed.de | Mai 2011 | DeviceMed
Fertigungseinrichtung | Markt
Die Adresse für Laserbearbeitung
Laserschweißen Laserauftragsschweißen Laserschneiden Laserbohren Laserbeschriften Spanende Bearbeitung Biegeaufgaben Komplette Baugruppen-
fertigung
ww
w.b
bw-l
aser
tech
nik.
de
BBW-Lasertechnik GmbHD 83134 Prutting [email protected]. ++49 (0)8036 90820-0
Nutzen Sie BBW-Lasertechnik auch als Entwicklungspartner für fertigungs -gerechte Konstruktionen. Zertifiziert nach ISO 9001 sowie ISO/TS 16949. Profitieren Sie von umfassendem Know-how und intensiver Verfahrensforschung.
Ihr Partner für schwierige Fertigungsaufgaben: innovativ – zuverlässig.
LASERTECHNIK
5 mm
5 mm
5 mm
5 mm
„Apps“ haben längst die Welt der Smartpho-nes erobert. Die Idee der kleinen Anwendungspro-gramme hat GFOS nun auf die Softwaresysteme in der Produktion übertra-gen. Im Fertigungsumfeld fallen sehr große Daten-mengen an, die von einem MES ständig online verar-beitet werden, um Rück-meldungen an ERP-Syste-me wie SAP zu liefern oder
Zur Korrektur von Seh-schwächen hat das briti-sche Unternehmen Adlens anpassbare Brillen zu einem erschwinglichen Preis ent-wickelt. Zielmarkt sind die sogenannten Entwicklungs-länder. Mittels Software von SolidWorks wurde ein vierschichtiges Brillenglas konstruiert, das sich ohne Augenoptiker oder -arzt auf die richtige Stärke einstellen lässt. „Dank der Software konnten wir neue Konstruk-tionen schnell und einfach bewerten. Unter Verwen-dung von 3D-Daten wur-den Konzepte visualisiert,
MES-AnwendungsprogrammeApps für die Produktion
CAD und PDMSorgen für den richtigen Durchblick
die Daten für Leistungsana-lysen nutzbar zu machen. Hier setzt die Idee der „Apps in der Produkti-on“ an. Die erfassten, verarbeite-
ten und verdichteten Daten lassen sich über eine Web-anwendung jederzeit und überall verfügbar machen.
Beispielsweise erlaubt eine Webanwendung, belie-bige Prozessgrößen in Apps zur Anzeige zu bringen. Die visuell ansprechend auf-bereiteten Informationen können beliebige, online berechnete Kennzahlen aus der laufenden Produk-tion sein oder auch einfa-
che Zustandsmeldungen auf Basis der SAP-Auftrags-daten. Dabei wurden die Webanwendung grafisch wie ein Cockpit aufgebaut. Über die Visualisierung als Tacho- oder Thermome-ter können die angezeigten Daten relativ zu den jeweili-gen Grenzwerten angezeigt werden. Hat der Nutzer sei-ne Auswahl an Kennzah-len getroffen und die Ver-dichtungstiefe pro Anzeige definiert, kann das perso-nenspezifische Kennzahlen-Cockpit ständig auf seinem Desktop laufen. Der Nutzer ist so stets über die aktuel-len Daten informiert.
GFOS GmbHD-45356 Essen www.gfos.com
Prototypen entwickelt und Komponenten hergestellt. Insbesondere half uns die Software, die Interaktion der einzelnen Produktkompo-nenten nachzuvollziehen“, gewährt Produktdesigner
Alex Edginton Einblicke in den Entwicklungsprozess.
SolidWorks Deutschland GmbHD-85540 Haarwww.solidworks.de

46
OEM-Komponenten | Antriebstechnik
DeviceMed | Mai 2011 | www.devicemed.de
OpenBus-Technologie vernetzt Kranken- und Pflegebetten76 Betten im Krankenhaus Maria Hilf in Krefeld lassen sich jetzt über Bluetooth an ein Multi-Media-Terminal anschließen. Damit sind sie in ein bestehendes Netzwerk eingebunden. Die Basis: moderne Antriebs- und Steuerungstechnik. Von ihr profitieren Patienten, Pflegepersonal und Krankenhausbetreiber gleichermaßen
46
Möglich wird die Vernet-
zung eines Klinikbet-tes mit der „OpenBus“-Techno-logie des Unternehmens Linak. Vor etwa 20 Jahren hat es begonnen, mit seinen elektrischen Antriebssys-temen die Bettenverstellung kom-fortabler zu machen. Nun folgt der nächste große Schritt: Die Steuerun-gen für die Verstellsysteme bieten mit der offenen Kommunikations-plattform viele Erweiterungsmög-lichkeiten. Mit dieser Technik ist das Krankenhaus auch für künftige Anforderungen gerüstet (Bild 1).
Mehr Komfort für Patienten und PersonalDie Alexianer Krefeld GmbH hat in einem deutschlandweit einzig-artigen Pilotprojekt die 76 Betten
der Wahl-l e i s t u n g s -
stationen mit einer Bluetooth-Schnittstelle ausstatten lassen, um die Bettensteuerung über das vorhandene „Multimedia-Bed-side-Terminal“ kabellos umzu-setzen. Damit ist ein Klinikbett erstmals in einem Krankenhaus in ein bestehendes Netzwerk eingebunden. Der Patient kann über seinen Terminal fernsehen, im Internet surfen, Essen bestel-len und nun auch direkt aus der Liegeposition sein Bett verstellen. Für den Patienten bedeutet das einen wesentlich höheren Komfort (Bild 2). Für das Pflegepersonal ist der Anschluss des Bettes über die Bluetooth-Schnittstelle einfach und sicher (Bild 3). Das Multime-
dia-Terminal erkennt automatisch das Bett. Eine kurze Bestätigung reicht aus und das Bett lässt sich vom Patienten bequem am Termi-nal verstellen.
Was jedoch so einfach und bequem in der täglichen Nutzung ist, bedurfte einer langen und intensiven Umsetzungsphase, in der zahlreiche Firmen eng zusam-men gearbeitet haben. Hersteller der Klinikbetten ist die Firma Stie-gelmeyer. Die Antriebstechnik und die Steuerung der Betten stam-men von Linak. Xevit zeichnete verantwortlich für die Hardware, wie Terminal und Netzwerk; das Unternehmen Mgate program-mierte die Software für die Mul-timedia-Terminals. Das gesamte Projekt wurde vom Betreiber des Krankenhauses, der Alexianer Krefeld GmbH, und den betei-ligten Partnern unter Berücksich-tigung der IEC 80001-1 abge-stimmt. Mit der Integration des Medizinproduktes „Bett“ in das bestehende Netzwerk einer Klinik muss ein Prozess beschrieben und über eine Risikoanalyse geprüft werden. In Krefeld ist erstmals ein Projekt unter diesen Vorgaben umgesetzt worden. Am 15. Feb-ruar wurde mit der Übergabe der Dokumente die erste Phase des
a Bild 1: Die Vernetzung der Betten bietet viele Möglichkeiten, die Prozesse in einem Klinik- oder Pflegealltag zu verbessern. Dafür schafft das „OpenBus“-System die Grundlage
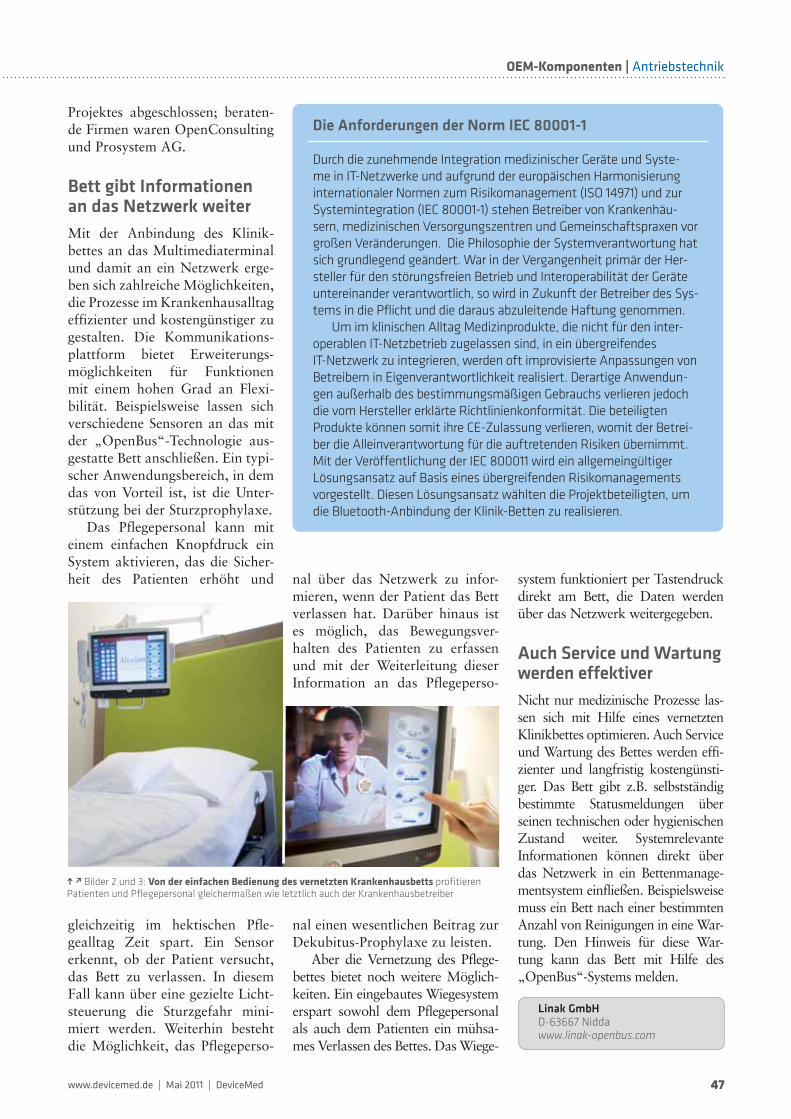
47
OEM-Komponenten | Antriebstechnik
www.devicemed.de | Mai 2011 | DeviceMed
nal über das Netzwerk zu infor-mieren, wenn der Patient das Bett verlassen hat. Darüber hinaus ist es möglich, das Bewegungsver-halten des Patienten zu erfassen und mit der Weiterleitung dieser Information an das Pflegeperso-
nal einen wesentlichen Beitrag zur Dekubitus-Prophylaxe zu leisten.
Aber die Vernetzung des Pflege-bettes bietet noch weitere Möglich-keiten. Ein eingebautes Wiegesystem erspart sowohl dem Pflegepersonal als auch dem Patienten ein mühsa-mes Verlassen des Bettes. Das Wiege-
Projektes abgeschlossen; beraten-de Firmen waren OpenConsulting und Prosystem AG.
Bett gibt Informationen an das Netzwerk weiterMit der Anbindung des Klinik-bettes an das Multimediaterminal und damit an ein Netzwerk erge-ben sich zahlreiche Möglichkeiten, die Prozesse im Krankenhausalltag effizienter und kostengünstiger zu gestalten. Die Kommunikations-plattform bietet Erweiterungs-möglichkeiten für Funktionen mit einem hohen Grad an Flexi-bilität. Beispielsweise lassen sich verschiedene Sensoren an das mit der „OpenBus“-Technologie aus-gestatte Bett anschließen. Ein typi-scher Anwendungsbereich, in dem das von Vorteil ist, ist die Unter-stützung bei der Sturzprophylaxe.
Das Pflegepersonal kann mit einem einfachen Knopfdruck ein System aktivieren, das die Sicher-heit des Patienten erhöht und
gleichzeitig im hektischen Pfle-gealltag Zeit spart. Ein Sensor erkennt, ob der Patient versucht, das Bett zu verlassen. In diesem Fall kann über eine gezielte Licht-steuerung die Sturzgefahr mini-miert werden. Weiterhin besteht die Möglichkeit, das Pflegeperso-
system funktioniert per Tastendruck direkt am Bett, die Daten werden über das Netzwerk weitergegeben.
Auch Service und Wartung werden effektiverNicht nur medizinische Prozesse las-sen sich mit Hilfe eines vernetzten Klinikbettes optimieren. Auch Service und Wartung des Bettes werden effi-zienter und langfristig kostengünsti-ger. Das Bett gibt z.B. selbstständig bestimmte Statusmeldungen über seinen technischen oder hygienischen Zustand weiter. Systemrelevante Informationen können direkt über das Netzwerk in ein Bettenmanage-mentsystem einfließen. Beispielsweise muss ein Bett nach einer bestimmten Anzahl von Reinigungen in eine War-tung. Den Hinweis für diese War-tung kann das Bett mit Hilfe des „OpenBus“-Systems melden.
47
Linak GmbHD-63667 Niddawww.linak-openbus.com
g d Bilder 2 und 3: Von der einfachen Bedienung des vernetzten Krankenhausbetts profitieren Patienten und Pflegepersonal gleichermaßen wie letztlich auch der Krankenhausbetreiber
Die Anforderungen der Norm IEC 80001-1
Durch die zunehmende Integration medizinischer Geräte und Syste-me in IT-Netzwerke und aufgrund der europäischen Harmonisierung internationaler Normen zum Risikomanagement (ISO 14971) und zur Systemintegration (IEC 80001-1) stehen Betreiber von Krankenhäu-sern, medizinischen Versorgungszentren und Gemeinschaftspraxen vor großen Veränderungen. Die Philosophie der Systemverantwortung hat sich grundlegend geändert. War in der Vergangenheit primär der Her-steller für den störungsfreien Betrieb und Interoperabilität der Geräte untereinander verantwortlich, so wird in Zukunft der Betreiber des Sys-tems in die Pflicht und die daraus abzuleitende Haftung genommen.
Um im klinischen Alltag Medizinprodukte, die nicht für den inter-operablen IT-Netzbetrieb zugelassen sind, in ein übergreifendes IT-Netzwerk zu integrieren, werden oft improvisierte Anpassungen von Betreibern in Eigenverantwortlichkeit realisiert. Derartige Anwendun-gen außerhalb des bestimmungsmäßigen Gebrauchs verlieren jedoch die vom Hersteller erklärte Richtlinienkonformität. Die beteiligten Produkte können somit ihre CE-Zulassung verlieren, womit der Betrei-ber die Alleinverantwortung für die auftretenden Risiken übernimmt. Mit der Veröffentlichung der IEC 80001 1 wird ein allgemeingültiger Lösungsansatz auf Basis eines übergreifenden Risikomanagements vorgestellt. Diesen Lösungsansatz wählten die Projektbeteiligten, um die Bluetooth-Anbindung der Klinik-Betten zu realisieren.
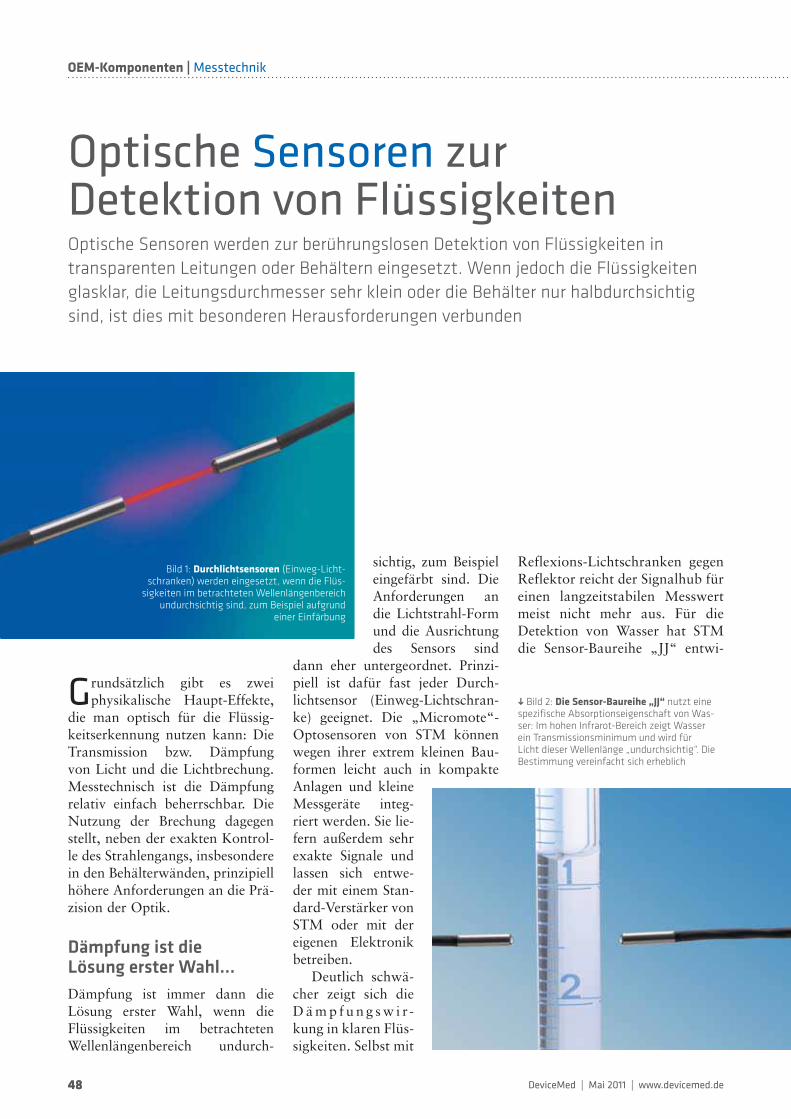
48
OEM-Komponenten | Messtechnik
DeviceMed | Mai 2011 | www.devicemed.de
Optische Sensoren zur Detektion von FlüssigkeitenOptische Sensoren werden zur berührungslosen Detektion von Flüssigkeiten in transparenten Leitungen oder Behältern eingesetzt. Wenn jedoch die Flüssigkeiten glasklar, die Leitungsdurchmesser sehr klein oder die Behälter nur halbdurchsichtig sind, ist dies mit besonderen Herausforderungen verbunden
Grundsätzlich gibt es zwei physikalische Haupt-Effekte,
die man optisch für die Flüssig-keitserkennung nutzen kann: Die Transmission bzw. Dämpfung von Licht und die Lichtbrechung. Messtechnisch ist die Dämpfung relativ einfach beherrschbar. Die Nutzung der Brechung dagegen stellt, neben der exakten Kontrol-le des Strahlengangs, insbesondere in den Behälterwänden, prinzipiell höhere Anforderungen an die Prä-zision der Optik.
Dämpfung ist die Lösung erster Wahl…Dämpfung ist immer dann die Lösung erster Wahl, wenn die Flüssigkeiten im betrachteten Wellenlängenbereich undurch-
sichtig, zum Beispiel eingefärbt sind. Die Anforderungen an die Lichtstrahl-Form und die Ausrichtung des Sensors sind
dann eher untergeordnet. Prinzi-piell ist dafür fast jeder Durch-lichtsensor (Einweg-Lichtschran-ke) geeignet. Die „Micromote“-Optosensoren von STM können wegen ihrer extrem kleinen Bau-formen leicht auch in kompakte Anlagen und kleine Messgeräte integ-riert werden. Sie lie-fern außerdem sehr exakte Signale und lassen sich entwe-der mit einem Stan-dard-Verstärker von STM oder mit der eigenen Elektronik betreiben.
Deutlich schwä-cher zeigt sich die D ä m p f u n g s w i r-kung in klaren Flüs-sigkeiten. Selbst mit
Reflexions-Lichtschranken gegen Reflektor reicht der Signalhub für einen langzeitstabilen Messwert meist nicht mehr aus. Für die Detektion von Wasser hat STM die Sensor-Baureihe „JJ“ entwi-
48
h Bild 2: Die Sensor-Baureihe „JJ“ nutzt eine spezifische Absorptionseigenschaft von Was-ser: Im hohen Infrarot-Bereich zeigt Wasser ein Transmissionsminimum und wird für Licht dieser Wellenlänge „undurchsichtig“. Die Bestimmung vereinfacht sich erheblich
Bild 1: Durchlichtsensoren (Einweg-Licht-schranken) werden eingesetzt, wenn die Flüs-
sigkeiten im betrachteten Wellenlängenbereich undurchsichtig sind, zum Beispiel aufgrund
einer Einfärbung

49
OEM-Komponenten | Messtechnik
www.devicemed.de | Mai 2011 | DeviceMed
sionsminimum und wird für Licht dieser Wellenlänge „undurchsich-tig“. Die Bestimmung vereinfacht sich damit drastisch.
… auch in kleinen, rohförmigen BehälternDurch die Mikro-Bauformen der „Micromote“-Sensoren „JJ“ lässt sich die Dämpfung auch in sehr kleinen rohrförmigen Behältern noch als Messeffekt nutzen. Selbst wasserhaltige Dämpfe liefern ein-deutige Signale. Der Hauptvorteil dieses Verfahrens ist jedoch seine Zuverlässigkeit auch bei milchigen, halbtransparenten Behältern, wie z.B. Kartuschen oder Schläuchen aus PE oder ähnlichen Kunststof-fen, selbst wenn sich im Lauf der Betriebszeit eine Verschmutzung oder Vergilbung einstellen sollte.
Lichtbrechung ist anspruchsvollerIm Gegensatz dazu die Brechung. Man nutzt sie in der Regel bei kla-ren Flüssigkeiten, wenn Dämpfung nicht mehr ausreichend zuverlässig funktioniert. Brechung basiert auf dem Unterschied in den optischen Dichten (Brechzahlen) von Luft und Flüssigkeit, wenn man die Wirkung der Behälterwand einmal vereinfa-chend vernachlässigt.
Beim Übertritt von Luft in Flüs-sigkeit erfährt der Lichtstrahl eine seitliche Ablenkung, so dass er, bei geschickter Anordnung, den Emp-
fänger nicht mehr erreichen kann. Am besten funktioniert dieser Effekt für sehr exakte Lichtstrah-len, wie zum Beispiel von einer Laser-Lichtschranke. Ein weiterer Vorteil des Lasers ist, dass man den Weg des Lichtes bei der Aus-legung und der Einrichtung einer Anordnung gut beurteilen und relativ leicht optimieren kann.
Hierfür bietet STM beispiels-weise spezielle Laser-Gabeln vom Typ „GLSK“ an, die grundsätzlich auch für die Erkennung anderer transparenter Objekte eingesetzt werden können (Bild 3).
49
STM Sensor Technologie Muenchen GmbHD-85579 Neubiberg www.stmsensors.de
g Bild 3: Laser-Gabelsensoren können für die Erkennung transparenter Objekte eingesetzt werden
Flüssigkeitsdetektion in Schläuchen und Rohren
Sind Ein-trittsfläche und/oder die Aus-trittsfläche des Licht-strahls an der Behäl-
terwand gekrümmt, wie es zum Beispiel bei Rohren und Schläuchen der Fall ist, steigen die Anforderun-gen an den Lichtstrahl und an seine Ausrichtung zusätzlich (Bild).Die seitliche Ablenkung der reinen Brechung und die Wirkung von Krümmungen können sich addieren und so den Messeffekt vergrößern, sich bei ungünstiger Strahlführung aber auch gegenseitig aufheben. Der Querschnitt des Rohrs kann in ungünstigen Fällen sogar wie eine zylindrische Linse wirken und den Strahl so bündeln, dass selbst mit dem Objekt „Flüssigkeit“ im Strah-lengang mehr Licht auf den Emp-fänger trifft als im freien Lichtstrahl. Für die Flüssigkeits-Detektion in Schläuchen hat STM die Präzisions-Schlauchsensoren vom Typ „TS“ entwickelt.
ckelt (Bild 2), die eine spezifi-sche Absorptionseigenschaft von Wasser nutzt. Im hohen Infrarot-Bereich zeigt Wasser ein Transmis-

50
OEM-Komponenten | Markt
DeviceMed | Mai 2011 | www.devicemed.de
Speziell zum effizienteren Ein-koppeln von LED-Licht in Glas-faserbündel entwickelt, ist das „LEDgine“ Optikmodul von Schott ideal zum Beleuchten eines Aktiv-durchmessers von 3,0 bis 6,0 mm. Dies macht es zu einer sehr guten Wahl für medizinische Anwendun-gen, bei denen häufig Lichtleiter mit kleinem Durchmesser ver-wendet werden. Das gekapselte „LEDgine“, das LEDs und Fokussieroptik enthält, bietet einen integrierten Lüfter, der durch die Kühlung eine lange Lebens-dauer gewährleistet. Der kundenspezifische Anschlussadapter und die noch kleinere Bauform des Moduls ermöglichen eine einfachere Integration in Endnutzer-Systeme.
Die Lichtquelle besteht aus weißen Hochleistungs-LEDs, die auf den Eingang des Lichtleiters durch eine speziell ent-
Der neue „LynxDrive“ Kompaktantrieb von Har-monic Drive besteht aus einem hochpräzisen Getrie-be der Baureihe HFUC, einem neu entwickelten AC-Servomotor mit kon-zentrierter Wicklung sowie einem Mess-System für die Drehzahl- und Lageerfas-sung. Optional ist eine ausfallsichere Halte-bremse verfügbar.
Bei der Entwicklung des AC-Servomotors wurde besonders auf Kompaktheit, hohe Leis-tungsdichte und sehr gute Gleichlaufeigenschaften geachtet. Der sinus-kom-mutierte AC-Servomotor besitzt über einen wei-ten Drehzahlbereich einen gleichförmigen Drehmo-mentverlauf. In die Motor-wicklung integrierte Tempe-ratursensoren schützen den
OptikmoduleVerbinden LED-Licht und Faseroptik
Leichter Servoantrieb Für Positionieranwendungen
Testplattform für ein-gebettete Software
Die Qualitätssicherung eingebetteter medi-zinischer Software ist Voraussetzung für die Zulassung von Medizin-produkten. Hierfür bietet IT Power Consultants die werkzeugverbindende Testplattform „Contino-Prova“ an. Sie ermöglicht entwicklungsbegleitend ein durchgängiges Testen. Verschiedene Werkzeuge für zum Beispiel Bus-Simulation, Hardware-Ansteuerung, Monitoring oder Debugging können über Services angebunden und über eine einheitliche Benutzeroberfläche fern-gesteuert werden.www.continoprova.de
Motor vor Überlastungen in der Anwendung.
Der Servoantrieb ist zum Betrieb an marktüblichen Servoverstärkern für 230 bis 400 VAC geeignet,
insbeson-dere auch für den Betrieb am ebenfalls neuen volldi-gitalen Servoregler „Yukon-Drive“ der Harmonic Drive AG. In anspruchsvollen Anwendungen zur Positio-nierung arbeiten die beiden Baureihen in Kombination sehr zuverlässig und präzise.
Harmonic Drive AG D-65555 Limburgwww.harmonicdrive.de
wickelte Optik fokussiert sind. Der hohe Wirkungsgrad des Sys-tems erzeugt eine sehr intensi-ve und homogene Lichtfläche. Die separate Steuerelektronik hat einen niedrigeren Energiever-brauch und ermöglicht so durch Verwendung wieder aufladba-rer Batterien mobiles Arbeiten. Temperatur überwachung der LED-Leiterplatte schützt vor Über-
temperatur und garantiert eine lange Funktionsfähigkeit. Die externe Trigger-Option kann genutzt werden, um schnelle Bewegungen sichtbar zu machen. Betrieben von Konstant-strom kann die Lichtintensität der LEDs stufenlos zwischen 0 und 100 Prozent gedimmt werden.
Schott AGD-55127 Mainz www.schott.com
Der Servoantrieb ist in drei Baugrößen und sechs Untersetzungen zwischen 30:1 und 160:1 verfügbar. Damit wird ein Drehmo-
mentbereich von 27 bis 647 Nm bei Drehzahlen bis zu 217 min-1 abgedeckt. Cha-rakteristisch sind seine kompakte Bauform und das
geringe Gewicht. Niedrige Eigenträg-
heitsmomente sowie hohe Beschleunigungsdreh-momente sorgen für hohe Dynamik und niedrige Posi-tionierzeiten. Die Antriebs-oberflächen sind korrosions-geschützt.
51
OEM-Komponenten | Markt
www.devicemed.de | Mai 2011 | DeviceMed
Im Bereich Steuerungen ergänzt Faul-haber sein Produktprogramm um zwei Speed Controller. Die über Soft-ware parametrierbare PI-Regler-Serie ermöglicht es, mit einem Regler uni-versell entweder bürstenbehaftete Gleichstrommotoren (DC) oder elektronisch kommutierte Antriebe (BL), auch mit integ-rierten Hallsensoren, zu betreiben. Der regelbare Drehzahlbe-reich liegt, je nach Betriebsart, zwischen 50 und 60.000 U/min.
Die Eigenschaften der Controller kann der Anwender für seine Zwecke frei umprogrammieren. Die Software „Motion Manager“ ermöglicht das in der gewohnt ein-fachen Umgebung. So sind Strombegrenzung, Reglerpa-rameter, Fixdrehzahl, Encoderauflösung, Sollwertvorgabe über PWM-Signal sowie die maximale Drehzahl ebenso variabel einstellbar wie der Betrieb der DC- und BL-Moto-ren mit oder ohne Sensor. Die Steuerungen sind sowohl in gehäuster Version als auch in Platinenausführung verfüg-bar und mit geringem Ver-drahtungsaufwand in vielen Anwendungen einsetzbar.
Die Anforderungen an Ver-bindungselemente steigen umso mehr, je kleiner Ver-bindungslösungen dimensi-oniert sind. Für die Medi-zintechnik bietet Ejot kun-denspezifische Lösungen an. So können z.B. „Ejot Delta PT“-Schrauben für die Direktverschraubung in Thermoplaste mit 1 mm Nenndurchmesser herge-stellt werden. Das Verarbei-tungsspektrum reicht dabei von der Hand- bis zur auto-matisierten Verschraubung. Beispielhaft sei hier die Montage von medizinischen Kleingeräten genannt.
Durch den Einsatz selbst-formender Schrauben wird so auch bei kleinstem Bauraum eine sehr hohe
Speed Controller Universell kombinierbar
MikroschraubenSparen Bauraum in Kleingeräten
Flacher Piezo-Scanningtisch mit großem Hub
Mit der Serie „PXY AP“ stellt Piezosystem Jena den nach eigenen Angaben flachsten Piezo-Scanningtisch seiner Klasse vor. Seine besonders große Innenöffnung ist für die flexible Aufnahme von Proben oder Modulen konzipiert. Als Neuheit ermöglicht „VTR select“ die Kombination unterschiedlicher Hubbereiche von 24 bis 700 μm individuell für jede Achse. Die Verwendung eines bi-direktionalen Antriebsdesigns für Zustell- und Rückführbewegungen erlaubt dabei, vorgewählte Posi-tionen auch unter Volllast mit Nanometergenauigkeit in Millisekunden anzufahren. www.piezojena.de
Dr. Fritz Faulhaber GmbH & Co. KGD-71101 Schönaichwww.faulhaber.com
mechanische Fes-tigkeit der Verbin-dung erreicht. Die gewindeformen-de Eigenschaft der Ejot-Kleinstschrau-ben erspart weiter-hin den zusätzlichen
Arbeitsgang des vorherigen Gewindeschneidens in das Bauteil, welches sich bei kleineren Schraubendimen-sionen ungleich schwieriger darstellt als bei größeren Abmessungen. Es entfällt der sehr hohe Werkzeug-verschleiß, der bei metri-schen Schraubverbindun-gen aufgrund des vorher notwendigen Gewinde-schneidens entsteht. Mik-roschrauben von Ejot sind für Verbindungen von Kunststoffen, Leichtmetal-len und Stahlwerkstoffen erhältlich.
Ejot GmbH & Co. KGD-57319 Bad Berleburg www.ejot.de

52 DeviceMed | Mai 2011 | www.devicemed.de
Eine typische medizinische Geräuschkulisse setzt sich
aus personalbedingten Arbeitsge-räuschen, Betriebsgeräuschen sowie den unterschiedlichen vorgeschriebe-nen Alarm- und Warnsignalen der jeweiligen Geräte zusammen. Letz-tere stellen wichtige Absicherungs-maßnahmen für das medizinische Personal und die Patienten dar – sofern sie richtig ausgelegt sind.
Informieren statt verwirrenIn einem medizinischen Gerätepark signalisieren, warnen oder alarmie-ren akustische Zeichen verschiedene Veränderungen des Patientenzustan-des, so z.B. den Herz-Lungenzustand oder die kontinuierliche Medika-mentenzufuhr. In den Situationen visueller und haptischer Auslastung wird der Hörkanal vom medizini-schen Personal zur zusätzlichen Pati-entenbeobachtung genutzt. Er unter-stützt die multimodale Interaktion und erleichtert dadurch Arbeitsab-läufe und Entscheidungsprozesse.
Kognitiv betrachtet sind die meisten Funktionsklänge medizin-technischer Geräte derzeit so gestal-tet, dass sie vom medizinischen Personal zu Beginn mit hohem Auf-wand gelernt werden müssen und je nach Informationsdefizit zu Fehlern
führen. Aus Patientensicht irritie-ren die Töne oft mehr, als es den Geräteherstellern bewusst ist. Dies hängt einerseits mit den technischen Auswahlkriterien zusammen, ande-rerseits aber auch mit den angewen-deten Audio-Design-Ansätzen.
Gutes Audio-Design steigert den InformationsgehaltBis dato werden in medizintechni-schen Geräten fast ausschließlich symbolische Einzeltöne und Melo-dien zur auditiven Darstellung ver-wendet. Diese sind ungelernt nahe-
zu bedeutungslos und daher nur bedingt einsatztauglich. In anderen Mensch-Maschine-Kommunikati-onssystemen werden daher längst auch ikonische Zeichen (Audito-ry Icons) verwendet, welche einen direkten Bezug zum Inhalt her-stellen. So steht beispielsweise das „Auditory Trash Icon“ von Com-puter-Betriebssystemen mit seinem Geräusch von Papierzerknüllen ikonisch für Datenmüll.
Eine weitere Klangquelle sind die Betriebsgeräusche medizinischer Geräte, die einen direkten Verweis auf die Betriebstauglichkeit ermög-
52
IEC Norm und Empfehlung zu auditiven Warn- und Alarmsignalen
Vorgaben nach IEC 60601-1-8 (Internationaler Medical Auditory Alarm Standard):– Einzelklang: Frequenzbereich 150 bis 1.000 Hz– Akkordklang: Vier harmonische Töne im Bereich 300 bis 4.000 Hz,
Lautstärkepegel innerhalb ±15 dB des Grundtones – Melodien: Die Spezifikation erlaubt die Verwendung von mehreren
akustischen Warnsignalen, wenn diese eine Variation der Grund-tonfrequenz aufweisen. Damit können auch Melodien verwendet werden. Empfohlen wird eine Reihe an Melodien für die Warn- und Notfallfunktion. Empirische Untersuchungen haben jedoch einige Schwächen hinsichtlich der Merkfähigkeit und des Informationsge-halts dieser Vorschläge ergeben
Hörbeispiele finden Sie unter med.audity.info
Es piept – Audio-Design medizintechnischer ProdukteMedizinisches Personal und Patienten sind einer Vielzahl von akustischen Reizen ausgesetzt, die eine nicht zu unterschätzende psychologische Wirkung ausüben. Gerätehersteller tun daher gut daran, diese mit Bedacht auszuwählen
Autor | Rainer Hirt
Management | Usability
Bild
: iS
tock
/ e
not-
polo
skun

53
Management | Usability
www.devicemed.de | Mai 2011 | DeviceMed
Für Aufnahmen von Sprache oder Geräuschen eignen sie sich nicht.
Als die am häufigsten verwen-dete Lautsprecherbauart bietet sich die elektrodynamische Schallwand-lertechnik für mittlere bis hohe Frequenzen an. Dabei gilt: je grö-ßer die Fläche, desto tiefere Töne können erzeugt werden. Verglichen mit der Piezotechnik lassen sich damit informationshaltigere Audio-Design-Ergebnisse realisieren.
Eine weitere Lautsprechertech-nik, welche verhältnismäßig kosten-günstig und platzsparend einsetzbar ist, ist die Biegewellenwandler- oder DML-Technologie (Distributed Mode Loudspeaker). Sie ermöglicht, die Geräteoberfläche zum Schwingen anzuregen und sie somit als Lautspre-cher zu verwenden. Sinnvoll sind hier-bei Flächen ab 30 bis 40 cm2, wie sie z.B. Monitore bieten. Bisher gibt es im medizintechnischen Produktbereich jedoch noch keine Referenzbeispiele. Anwendung findet diese Technolo-
lichen. Diese gilt es so gut es geht zu vermeiden. Dort wo Geräusche jedoch nicht zu verhindern sind (Motoren etc.), kann es sinnvoll sein, über verschiedene Möglich-keiten von Produktakustik-Design nachzudenken und Betriebsgeräu-sche bewusst mit Informations-mehrwerten zu versehen.
Stand der Technik in der MedizintechnikIn den meisten medizintechnischen Geräten werden derzeit piezoelek-trische oder elektrodynamische Schallwandlertechniken verwendet. Piezo-Schallwandler sind durch ihre günstige Herstellung, Robust-heit und flache Bauform in vielen medizintechnischen Geräten als Tonerzeuger verbaut. Da sie meist eine relativ schlechte, hochfrequen-te Klangqualität aufweisen, sind sie praktisch nur zur Wiedergabe von einzelnen Signaltönen geeignet.
gie dagegen vor allem in Museen als Auditory Display über Kunstwerke.
Die Qualität der Tonausgabe Die Qualität der Tonausgabe wird vor allem von Lautstärke und Bandbrei-te des abgedeckten Frequenzbereichs beeinflusst. Dabei ist die Lautstärke von der Dynamik der Lautsprecher abhängig. Des Weiteren sind die Leis-tung des Netzteils und das Bauraum-verhältnis relevante Lautstarkenpara-meter. Die Höhe der Niederspannung und die Impedanz des Lautsprechers sind weitere Einflussgrößen. Die Bandbreite ist derweil zuständig für die wahrgenommene Klangfarbe der Tonausgabe. Dabei bestimmt der Laut-sprecher die tiefen Frequenzen und die Abtastrate die maximale Tonlänge.
53
„Alle medizinischen Geräte geben zeitweise akustische Signale ab. Sie signalisieren aber nur selten wirklich lebensbedrohliche Zustände“Rainer Hirt, Audity
Rainer Hirt, Managing Partner bei AudityD-78462 Konstanzwww.audity-agentur.com
Vendor Managed Inventory (VMI) in Richtung Kunde und Lieferant ist Teil unseres Leistungsversprechens. Eine optimierte Time To Market Ihr Kundennutzen.
WILD - seit 40 Jahren One Stop Shop Partner für die Entwicklung und Produktion (opto-)mechatronischer Systeme. Wir entwickeln und produzieren Ihre Produkte.
Sie träumen von VMI?Wir nicht.
54
Management | Projekte
DeviceMed | Mai 2011 | www.devicemed.de
Der Start – Achillesferse bei Entwicklungsprojekten
Entwicklungsprojekte in der Medizintechnik unterliegen
besonders strengen Dokumentati-onspflichten. Nachlässigkeiten in
diesem Punkt rächen sich schnell, allerspätestens beim Genehmi-gungsverfahren. Projektprofis legen deshalb in der Startphase eines Pro-jekts exakt fest, welche Dokumen-tationsaufgaben das Team hat und wie es diese Aufgaben handhaben muss. Zudem holen sie sich früh beim sogenannten „Project Office“ Unterstützung und Hilfe.
Dokumentation früh planenDie Dokumentation muss vollstän-dig, transparent und nachvollzieh-bar sein. In den allermeisten Medi-zintechnikunternehmen schreiben Richtlinien exakt vor, wie zu doku-mentieren ist. Der Projektmanager muss das Reglement dem Team bekannt geben – und seine Mit-arbeiter durch Schulungen auf die Dokumentationspflicht vorbereiten. Viele Projektprofis achten zudem früh darauf, dass sie nicht durch ungeschickte Planung die spätere Dokumentation unnötig aufblähen. So beschränken sie die Zahl der Pro-jektanforderungen, die in die Doku-mentation eingehen, zudem beschrei-ben sie die Anforderungen an das Projekt anfangs nicht zu detailliert. Denn im Laufe des Projekts müssen sie umfangreich nachweisen, wie sie
jede Anforderung erfüllt haben oder weshalb sie Anforderungen verän-dern mussten. Stattdessen halten Pro-fis die präzisen Rahmendaten ihres
Vorhabens im Lasten- und Pflichten-heft festgehalten, zwei Dokumente, die nicht in die Produktdokumenta-tion eingehen.
„Project Office“ zur UnterstützungDie Startphase eines Projekts umfasst viele Managementaufga-ben. Deshalb holen sich viele Pro-jekt-Profis früh ein „Project Office“ an die Seite. Diese „Servicestellen“ helfen nicht nur die Startphase zu meistern, sondern übernehmen auch während des Projekts viele Steuerungsaufgaben: Terminlisten nachhalten und auf Verspätungen aufmerksam machen, Präsenta-tionen für die Geschäftsführung vorbereiten sowie Projektberichte verfassen, Meilenstein-Abnahmen vorbereiten und das Projekt doku-mentieren. Zudem coachen viele „Project Offices“ auch Teamleiter und Projektmanager – und geben kompetent Hilfe bei Konflikten.
54
„Die Dokumentation muss vollständig, transparent und nachvollziehbar sein“Dr. Dagmar Börsch
Entwicklungsprojekte starten (Teil 4 der Serie)
Dieser Beitrag ist der letzte Teil einer vierteiligen Serie über den richti-gen Start von Projekten. In den vorange-gangenen Ausgaben hat Dr. Dagmar Börsch bereits zahlreiche Tipps gegeben, wie die Weichen für Projekte von Anfang an auf Erfolg gestellt werden. Wer diese verpasst hat, findet die Teile 1 bis 3 zum Nachlesen im Internet.serie.devicemed.de
Dr. Dagmar Börsch Unternehmensberaterin und Geschäftsführerin der Project Solutions GmbHD-67059 Ludwigshafenwww.projectsolutions.de
15
www.devicemed.de | Januar/Februar 2011 | DeviceMed
Management | Projekte
das Ergebnis genau aussehen? Profis befragen darüber hinaus diejenigen, die später das Projektergebnis nut-zen werden – gewissermaßen die Kunden ihrer Auftraggeber. Zudem halten sie sich mit eigenen Lösungs-vorschlägen zurück und stellen offe-ne Fragen. Es geht darum, möglichst viele Informationen herauszukitzeln.
Die Ziele definierenIm nächsten Schritt leitet das Team aus den Anforderungen präzise Projektziele ab. Entscheidend sind handfeste, nachprüfbare Fakten, an denen der Erfolg später gemes-sen werden kann. Bewährt hat sich das sogenannte „Quality func-tion deployment“. Ein Team mit Experten erörtert die verschiede-nen Anforderungen quasi „durch die Brille“ unterschiedlicher Dis-ziplinen, bis sie zueinander pas-sen. Was bedeutet beispielsweise die Anforderung, dass das Display eines Geräts gut erkennbar sein muss, für Software, Design oder die Entwicklung von Platinen? Wie kann die Anforderung, das Gerät müsse „handlich sein“, mit der geforderten Akkutechnik in Einklang gebracht werden? Wich-tig dabei: Ein geschulter Mode-rator leitet diesen interdisziplinä-ren Dialog, damit das Team die Anforderungen aus wirklich jeder Expertenperspektive betrachtet.Mit dem Kernteam ziehen sich Projektmanager dann zur Planung zurück. Sie zerlegen ihr Projekt in seine Einzelteile, setzen
Arbeitsergebnisse zu einem pro-duktionsreifen Gerät zusammen-gefügt werden.
Kompetenz früh ins Team holenProjektprofis stemmen die Start-phase ihres Projekts nicht allein. Sie bilden möglichst früh ein Kernteam aus projekterfahrenen Spezialisten, die möglichst alle für das Projekt erforderlichen Fach-gebiete abdecken. Dabei vermei-den sie einen typischen Fehler bei der Mitarbeiterauswahl: Statt in Namen oder Positionen zu den-ken, beschreiben sie in Kompe-tenzprofilen genau das erwartete Fachwissen und die Erfahrung. In diesen Profilen sollten „weiche“ Anforderungen beschrieben sein, also etwa Stichworte zu Team-fähigkeit, Führungskompetenz, Kreativität oder der Fähigkeit, Aufgaben anhand von Vorgaben akribisch zu bearbeiten.
Die Anforderungen klären In der Regel sind Projektaufträge ungenau formuliert. Das Team muss selbst nachforschen, was es genau erreichen soll – also die Anforde-rungen klären und die Projektziele definieren: Was erwartet der Auf-traggeber von dem Projekt, wie soll
es anschließend wieder zusam-men und entwickeln ein fundier-tes „Drehbuch“. Profis wechseln dabei immer wieder den Blick-wechsel und folgen der „Adler-Wühlmaus“-Regel. Sie betrachten quasi aus dem Blickwinkel der Wühlmaus jedes Detail und prü-fen dann aus der Vogelperspekti-ve des Adlers, ob alle Details im Gesamten gut zusammenpassen.
Machbarkeitsphasen reduzieren die RisikenImmer mehr Projektmanager schie-ben bei der Projektvorbereitung eine sogenannte Machbarkeitsphase ein. In dieser Phase experimentiert das Team mit Technologien, es simuliert und testet Lösungswege für Kon-struktionsprobleme. Erst danach beginnen sie mit der eigentlichen Realisierung sowie mit dem Bau von Funktionsmodellen und Prototypen. Der Vorteil: Diese Phase erspart dem Team später aufwändige Änderun-gen und mindert das Risiko, ent-scheidende Technologie-Weichen falsch zu stellen. Experten empfeh-len übrigens, für die Machbarkeits-phase ein Team aus kreativen, kom-munikationsfreudigen Mitarbeitern einzusetzen, die interdisziplinäre Zusammenarbeit gewohnt sind.
15
„Die ersten Tage und Wochen eines Projekts müssen einer festen Choreographie folgen“Dr. Dagmar Börsch, Project Solutions
a Der Start ist die Achillesferse beim Projekt-management. Wer hier Fehler macht, setzt von Beginn an den Erfolg aufs Spiel
Dr. Dagmar Börsch Unternehmensberaterin und Geschäftsführerin der Project Solutions GmbHD-67059 Ludwigshafenwww.projectsolutions.de
���@,22��27A28����� �$����B�&C���1#&.���&�!���0����11128
14
DeviceMed | Januar/Februar 2011 | www.devicemed.de
„Dieses Projekt stand von Anfang an unter einem schlechten Stern“, seufzt der
Projektmanager eines 300-köpfigen Entwicklungsteams. Das Entwicklungsprojekt
schob eine Bugwelle von Problemen vor sich her
Autorin Dr. Dagmar Börsch
Der Start – Achillesferse
bei Entwicklungsprojekten
Die Benutzeroberfläche für das
Labordiagnosegerät ließ sich
nur „sperrig“ bedienen. Die Pro-
duktionskosten für die innovativen
optischen Messsensoren überstie-
gen das Geplante bei Weitem. Und
das neuartige Display ließ sich nicht
präzise genug ins Gehäuse einpas-
sen. Zudem fehlten über Monate
geeignete Spezialisten für die Kon-
struktion mechanischer Bauteile,
und das Top-Management forderte
obendrein kurz vor der Serienreife
Änderungen am Funktionsumfang.
Projektschwierigkeiten
in der Startphase
Kein Wunder, dass der Projektma-
nager der Verzweiflung nahe war.
Dabei lassen sich viele Schwie-
rigkeiten und Komplikationen
vermeiden – durch sorgfältige
Vorbereitung des Projekts. „Die
Frühphase entscheidet maßgeblich
über den späteren Erfolg, sie ist
die Achillesverse“, erklärt Profes-
sor Heinz Schelle von der Univer-
sität der Bundeswehr, München.
Die ersten Tage und Wochen
eines Projekts müssen daher einer
festen Choreographie folgen.
Projektmanager müssen in die-
ser Frühphase einen bestimmten
Katalog von Management-Auf-
gaben bearbeiten. Beispielsweise
planen sie sorgfältig die Kommu-
nikation im Team, analysieren die
Erwartungen und Wünsche von
Interessengruppen („Stakeholder-
management“), wählen geeignete
Mitarbeiter für das Team aus
und wappnen sich gegen Projek-
trisiken. „Doch viele Teams star-
ten mit dem, was ihnen beson-
ders gut liegt – beispielsweise mit
technischen Herausforderungen“,
kritisiert Projektberaterin Doris
Grethen die gängige Praxis. Nicht
zuletzt müssen Spezialisten unter-
schiedlicher Disziplinen fehlerlos
zusammenarbeiten. Ihre Arbei-
ten müssen koordiniert und ihre
14
Teil 1 der Serie
„Projekte richtig starten“
Eine Studie des Fachver-
bands GPM Deutsche Gesell-
schaft für Projektmanage-
ment e.V. weist nach: Am
häufigsten scheitern Projekte
an mangelhafter Zieldefiniti-
on, an schlechter Kommuni-
kation und an Widerständen
von außen. Der Keim für
diese Schwierigkeiten liegt
allein in der Startphase eines
Projekts.
Dieser Beitrag ist Teil 1 einer
vierteiligen Serie über den
richtigen Start von Projekten.
In den kommenden Ausgaben
gibt Dr. Dagmar Börsch wei-
tere Tipps. Wer darauf nicht
warten mag, findet die Teile 2
bis 4 schon heute im Internet.
serie.devicemed.de
Bild
: iSt
ock/
mor
ganl
Management | Projekte
7 28 ���� �$����
B�&C���1#&.���&
�!���0����11127
:<042022111226:
8

55www.devicemed.de | Mai 2011 | DeviceMed
Management | Markt
55
Jeden Donnerstag neu:eNews vonWoche für Woche das Neueste für Hersteller medizintech-nischer Produkte. Dazu jeden ersten Dienstag im Monat ein Update des DeviceMed-Einkaufsführers und bis zu zehn zusätzliche Sonder-eNews zu besonderen Anlässen.
Abonnieren Sie gleich online unter:www.devicemed.de/kostenloser-newsletter Keine
Kosten
DeviceMed
www.transort.de
Neuer Weg 557392 OberhennebornFon 0 29 71 - 96 11- 0Fax 0 29 71 - 96 11- 22e-Mail [email protected]
ww
w.r
ied
elu
nd
eich
ler.d
e
Rückenprobleme?Das war gestern!Lasten bis 250 kg -heben, drehen, transportieren –schnell, rationell und rückenschonend!
Vermeiden Sie langfristige Rückenprobleme Ihrer Mitarbeiter!
Fordern Sie noch heute unseren neuen Produkt katalogmit vielen Anwendungsbeispielen an!
Anders als bei herkömmli-chen CAQ-Lösungen, wel-che oftmals einer monoli-thisch gewachsenen Soft-ware weiterentwickelte Funktionen hinzufügen, setzt Babtec Informations-systeme auf „BabtecCAQ R6“. Die Lösung basiert vollständig auf Microsoft NET-Technologie. Mit seiner 3-Schicht-Architektur ist
CAQ-SystemFür alle Unternehmensgrößen skalierbar
ERP-CheckElf Leitlinien für die Praxisdas System ska-
lierbar und wächst mit allen Unter-nehmensgrößen – vom mittelständi-schen Fertiger bis zum Konzern mit Produktionsstand-orten in aller Welt.
Die Entwicklungs- und Produktionszyklen werden immer kürzer, während die Produktqualität immer höheren Anforderungen unterworfen ist. Hier setzt die nachhaltige Prozess-unterstützung der neuen Version an. Ein zentrales Aufgabenmanagement mit integriertem Workflowsys-tem gewährleistet die rei-
bungslose Zusammenar-beit über alle Abteilungen und Standorte hinweg. Das CAQ-System beweist sei-ne Zukunftsfähigkeit bei-spielsweise mit der FMEA, die neue Dimensionen der ganzheitlichen Qualitäts-planung und -sicherung eröffnet. So schafft die Software eine intuitive Pro-zessunterstützung für die kontinuierliche Verbesse-rung von Produkten und Prozessen.
Aus aus der ERP-Projekt-praxis heraus hat Epicor elf Leitlinien entwickelt: Der „ERP-Fitting-Check“ soll Unternehmen dazu dienen, die wirtschaftlich- und wett-bewerbsrelevanten Aspekte von ERP-Systemen sichtbar zu machen und für sich zu bewerten. Dafür wurden sowohl Erfahrungen aus ERP-Projekten eingebunden als auch Marktbeobachtun-gen von Industrie-Analysten wie der Aberdeen-Group.
Babtec Informations-systeme GmbH D-42285 Wuppertal www.babtec.de
Epicor Software Deutschland GmbHD-60314 Frankfurt www.epicor.de
56 DeviceMed | Mai 2011 | www.devicemed.de
Effizientere und damit kostenre-duzierende Methoden in der Dia-
gnostik und der Therapeutik kön-nen in Zukunft dazu beitragen, eine „Zwei-Klassen-Medizin“ zu verhin-dern. Vom 23. bis 26. Mai 2011 wid-met die „Laser World of Photonics“ in München daher der Biophotonik erneut einen eigenen Ausstellungs-bereich und setzt den Fokus auf die neuesten optischen Technologien für die Bio- und Lebenswissenschaften.
Die Zukunft der Biophotonik Einer der großen technologischen Trends in der Biophotonik ist die Optimierung der bildgeben-
den Verfahren für die Diagnos-tik durch moderne, Laser-basierte Analysegeräte. Diodenlaser wer-den in der Zellvermessung einge-setzt, Femtosekundenlaser ermög-lichen neuartige Vorsorgeuntersu-chungen in der Onkologie, und auch in der Erforschung alters-bedingter Krankheiten greift man auf Laser-basierte Mehrphotonen-mikroskope zurück.
„Die Zukunft der Biopho-tonik liegt in der Kombination verschiedener Bildgebungsverfah-ren“, erklärt Prof. Dr. Franz Pfeif-fer vom Lehrstuhl für Biomedi-zinische Physik der Technischen Universität München. „Das wird die Möglichkeiten der Visualisie-
rung stark erweitern, man wird ohne operative Eingriffe den gan-zen Körper sehen und sehr viel besser die krankheitsauslösenden Mechanismen erforschen können. Dazu werden verstärkt Laser-basierte biomedizinische Analyse-geräte verwendet.“
Laser für die DiagnostikSchon heute helfen Laser-basierte Diagnosemöglichkeiten Krank-heiten und Anomalien frühzeitig zu erkennen und zu behandeln. Besonders in der Krebsvorsorge bietet die Biophotonik Möglich-keiten, die eine erhebliche Verbes-serung gegenüber den herkömm-
56
Lasertechnik für Therapeutik und DiagnostikDer demografische Wandel konfrontiert die Gesundheitssysteme vieler Industrienationen mit den Herausforderungen einer immer älter werdenden Gesellschaft. Besonders in den Bio- und Lebenswissenschaften versprechen die zukunftsweisenden Fortschritte der optischen Technologien Lösungen für diese Herausforderungen
SPECIAL | Laser

57
SPECIAL | Laser
www.devicemed.de | Mai 2011 | DeviceMed
Auch im therapeutischen Bereich ermöglicht diese Technologie Ver-besserungen, beispielsweise in der Augenheilkunde.
Laser unterstützen die TherapeutikAuch für die Therapeutik, z.B. in der Onkologie und der klinischen Chirurgie, zeigt die „Laser World of Photonics 2011“ zukunfts-weisende Technologien. „Bei der Strahlenbehandlung von Tumorpa-tienten ist bereits heute die bildge-führte Strahlentherapie etabliert“, erläutert Professor Wilkens vom Fachgebiet „Advanced Techno-logies in Radiation Therapy“ der Technischen Universität München. „Langfristig werden verbesserte Bildgebungstechniken eine zuver-lässige Erkennung von Tumoren im Frühstadium ermöglichen, so dass Strahlentherapien früher und damit wirkungsvoller eingeleitet werden können. Laser-getriebene Quellen für Röntgen- und Teil-chenstrahlung könnten dabei eine entscheidende Rolle spielen.
Aber auch in der Endoskopie bietet die Anwendung von Lasern neue Möglichkeiten – unter ande-rem für narbenlose Operations-techniken. Die sogenannte Natural Orifice Translumenal Endoscopic Surgery (NOTES) ist eine innova-
lichen Untersuchungsmethoden versprechen. Das Unternehmen JenLab präsentiert auf der „Laser World of Photonics“ seinen kürz-lich mit dem „Prism Award“ aus-gezeichneten Laser-Tomographen. Durch einen Femtosekundenlaser dringt ein Laserstrahl fokussiert in das Gewebe des Patienten ein. Die dadurch angeregten Fluoreszen-zen der angestrahlten Zellen las-sen Rückschlüsse auf deren Eigen-schaften zu und ersetzen damit eine herkömmliche Biopsie.
Mit Laser gegen AlterskrankheitenEin wichtiges Instrument der kli-nischen Diagnostik ist die Zell-analytik mittels Fluoreszenz-Mik-roskopie, mit der auch Krankhei-ten wie Parkinson und Alzheimer erforscht werden. Die Fluoreszenz-Mikroskopie basiert auf optischen Signalen von Zellen, die mit einem Laser angestrahlt werden. Diese optischen Signale geben Auf-schluss über die Eigenschaften der Zellen. „Der Grundgedanke der meisten Life-Science-Anwendun-gen ist die Anregung von Fluo-reszenzfarbstoffen und -proteinen mit Lasern“, erläutert Dr. Mat-thias Schulze, Direktor Marketing des Laser-Messsystemeherstellers Coherent in Santa Clara/USA.
57
tive Operationstechnik, die endos-kopische Eingriffe durch natürli-che Körperöffnungen ermöglicht und damit besonders schonendes Operieren erlaubt. Vorgestellt werden diese Anwendungen wäh-rend der Messe im Praxisvortrag „Biophotonik & Life Sciences, Laser Diagnostik und Therapie in der Medizin“.
Messe München GmbHD-81823 Münchenwww.world-of-photonics.net
Kongress fokussiert Anwendungen
Der „World of Photonics Congress“ ergänzt den Ausstellungsbereich Biophotonik und Life-Sciences durch vier fachspezifische Vortragsreihen in den Themenfeldern Laser-Diagnostik und Laser-basierte Therapeutik. Als Dialogplattform zwischen den Disziplinen Medizin, Biochemie und Physik ermöglichen die Praxisvorträge des Kongresses den Schulterschluss zwischen Entwicklern und Anwendern. Besonders die Bildgebende Diagnostik mit Laser-basier-ten Instrumenten steht 2011 im Fokus der Vorträge. Als wissenschaftliche Veran-staltung befasst sich auch die „European Conferences on Biomedical Optics“ (ECBO 2011) mit dem Thema. Sie findet vom 22. bis 26. Mai 2011 im Rahmen des „World of Photonics Congress“ stattwww.photonics-congress.com

58
SPECIAL | Laser
DeviceMed | Mai 2011 | www.devicemed.de
Minimalinvasive Eingriffe – mit dem Laser nähenOperationen mit dem Endoskop sind anspruchsvoll. Vor allem das Vernähen des Gewebes und das Setzen der Knoten bei eingeschränkter Bewegungsfreiheit sind kompliziert. Ein neues, minimal-invasives Nähinstrument vereinfacht den Vorgang: Die Fäden werden künftig nicht mehr verknotet, sondern per Laser verschweißt
Operationen im Bauchraum wer-den immer häufiger minimal-
invasiv durchgeführt. Allerdings fordern diese Eingriffe Ärzte beson-ders heraus. Vor allem das Nähen, also das Verbinden von Gewebe mithilfe von Nadel und Faden, ver-langt großes Geschick und Finger-spitzengefühl. Das Durchstechen des Gewebes und das Knüpfen von Knoten gestalten sich oftmals schwierig – schließlich müssen die Ärzte auf engstem Raum mit sehr eingeschränkter Bewegungsfreiheit operieren. Anders als beim Nähen von Textilien muss nach jedem Stich ein Knoten gesetzt werden – ein aufwändiger Vorgang, der den Patienten belastet und bei dem eine Reihe von Komplikationen auftreten können. Ist die Naht zu stark gespannt, besteht die Gefahr einer Minderdurchblutung. Zudem können die Fäden ins Gewebe ein-schneiden und Gefäße abschnüren. Schlimmstenfalls stirbt das Gewebe
sogar ab. Ist die Naht hingegen zu locker gespannt, kann es zu Blutun-gen an den Wundrändern kommen.
Das Nähen vereinfachenBislang hängt das korrekte Ein-stellen der Nahtspannung wei-testgehend von der Erfahrung des
Operateurs ab. Den optimalen Wert muss er subjektiv einschät-zen – und das bei jeder Operati-on aufs Neue. Auf eine reprodu-zierbare, standardisierte Einstel-lung kann er nicht zurückgreifen. Künftig soll ein minimal-invasives Nähinstrument das Nähen verein-fachen (Bild 1). Die Forscher des
58
Wie funktioniert das neue Verfahren?
Zunächst verschaffen sich die Chirurgen durch ein schmales Rohr (Trokar) einen Zugang zum Bauchraum. Nachdem sie mit der Nadel das Gewebe durchstochen haben, ziehen sie die Fadenenden mit der Operationszange durch den Trokar heraus und legen sie in die Hülse ein. Durch Herabschieben der Hülse durch den Trokar und gleichzeitiges Spannen der Fäden lässt sich eine definierte Spannung in der Naht ein-stellen. Liegt der gewünschte Spannungszustand vor, werden die Fäden per Laser mit der Hülse verschweißt. Der Laser befindet sich am Ende des Nähinstruments, der Laserstrahl wird über die Lichtleitfaser durch das Instrument geschickt. Überschüssiges Nahtmaterial wird hinter der Hülse abgeschnitten. Abschließend ziehen die Chirurgen das Nähinstru-ment durch den Trokar heraus. Die Hülse verbleibt nach dem Verschwei-ßen im Bauchraum.
Bild 1: Ein minimal-invasives Nähinstrument soll künftig das Nähen vereinfachen. In einem neuen, halbautomatisierten Verfahren ermög-licht es dem Chirurgen, die Fäden mit vorher definierter Fadenspannung zu verbinden

SPECIAL | Laser
www.devicemed.de | Mai 2011 | DeviceMed 59
wir bei einer Nahtspannung von null bis fünf Newton und einer Bestrahlungszeit von 0,1 Sekun-den erzielt“, sagt der Experte. Im Laufe dieses Jahres sollen auch schon die präklinischen Untersu-chungen am Universitätsklinikum in Aachen starten. Zunächst wird das Nähinstrument für minimal-invasive Eingriffe im Bauchraum eingesetzt. Der Forscher ist jedoch
Fraunhofer-Instituts für Produk-tionstechnologie IPT in Aachen haben es im Rahmen des InnoNet-Projekts „Die Naht“ entwickelt.
Ein halbautomatisiertes, neues VerfahrenIn einem neuen, halbautomati-sierten Verfahren ermöglicht das Nähinstrument dem Chirurgen, die Fäden mit einer vorher defi-nierten Fadenspannung zu verbin-den. Das verkürzt nicht nur den Nähprozess, sondern beschleunigt außerdem auch die Wundheilung. „Mit unserem neuen Gerät las-sen sich die Geweberänder schnell und sicher verbinden, da es auto-matisch für die optimale Naht-spannung sorgt. Der Chirurg muss sich nicht mehr darum kümmern. Künftig entfällt auch das mühse-lige Verknoten der Fadenenden, diese werden einfach per Laser verschweißt“, erklärt Dipl.-Ing. Adrian Schütte, Wissenschaftler am Fraunhofer Institut für Pro-duktionstechnologie (IPT).
Vorbild war das LaserschweißenDie Verfahrensidee basiert auf dem Prozess des Laserschweißens von Kunststoffen. Dabei werden zwei thermoplastische Fügepart-ner per Laserenergie aufgeschmol-zen und miteinander verbunden. „In unserem Fall ist der Faden einer der beiden Fügepartner, der andere ist die Hülse. Sie befindet sich in der Spitze des neuen Näh-instruments, das einen Durchmes-ser von zehn Millimetern hat“, so Adrian Schütte.
In Labortests konnten der Wissenschaftler und sein Team gemeinsam mit den Projektpart-nern von „InnoNet“den Nähvor-gang bereits erfolgreich durchfüh-ren. „Die besten Ergebnisse haben
davon überzeugt, dass es sich auch für Schlüssellochoperationen am Herz anpassen lässt.
Fraunhofer-Institut für Produktionstechnologie D-52074 Aachen www.ipt.fraunhofer.de
Micro and PrecisionManufacturing
Register now
www.themanufacturingevent.com
www.mmliveuk.comSupported by:
Headline Sponsor:
7 Events3 Days1 Venue
� Free Admission� Free Seminars� Parking Paid For
Investing in Manufacturing
[ Micro Machining ]
Micro Moulding
Micro Tooling
Micro Inspection
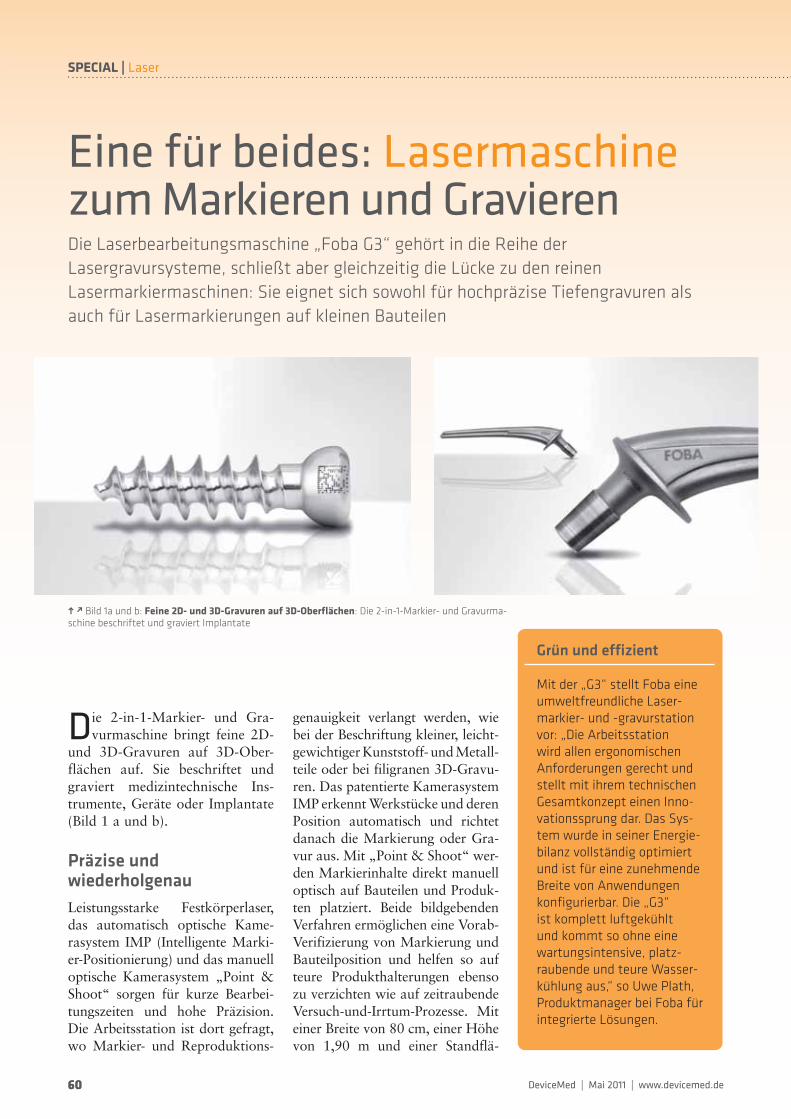
60
SPECIAL | Laser
DeviceMed | Mai 2011 | www.devicemed.de
Eine für beides: Lasermaschinezum Markieren und GravierenDie Laserbearbeitungsmaschine „Foba G3“ gehört in die Reihe der Lasergravursysteme, schließt aber gleichzeitig die Lücke zu den reinen Lasermarkiermaschinen: Sie eignet sich sowohl für hochpräzise Tiefengravuren als auch für Lasermarkierungen auf kleinen Bauteilen
Die 2-in-1-Markier- und Gra-vurmaschine bringt feine 2D-
und 3D-Gravuren auf 3D-Ober-flächen auf. Sie beschriftet und graviert medizintechnische Ins-trumente, Geräte oder Implantate (Bild 1 a und b).
Präzise und wiederholgenauLeistungsstarke Festkörperlaser, das automatisch optische Kame-rasystem IMP (Intelligente Marki-er-Positionierung) und das manuell optische Kamerasystem „Point & Shoot“ sorgen für kurze Bearbei-tungszeiten und hohe Präzision. Die Arbeitsstation ist dort gefragt, wo Markier- und Reproduktions-
genauigkeit verlangt werden, wie bei der Beschriftung kleiner, leicht-gewichtiger Kunststoff- und Metall-teile oder bei filigranen 3D-Gravu-ren. Das patentierte Kamerasystem IMP erkennt Werkstücke und deren Position automatisch und richtet danach die Markierung oder Gra-vur aus. Mit „Point & Shoot“ wer-den Markierinhalte direkt manuell optisch auf Bauteilen und Produk-ten platziert. Beide bildgebenden Verfahren ermöglichen eine Vorab-Verifizierung von Markierung und Bauteilposition und helfen so auf teure Produkthalterungen ebenso zu verzichten wie auf zeitraubende Versuch-und-Irrtum-Prozesse. Mit einer Breite von 80 cm, einer Höhe von 1,90 m und einer Standflä-
60
g d Bild 1a und b: Feine 2D- und 3D-Gravuren auf 3D-Oberflächen: Die 2-in-1-Markier- und Gravurma-schine beschriftet und graviert Implantate
Grün und effizient
Mit der „G3“ stellt Foba eine umweltfreundliche Laser-markier- und -gravurstation vor: „Die Arbeitsstation wird allen ergonomischen Anforderungen gerecht und stellt mit ihrem technischen Gesamtkonzept einen Inno-vationssprung dar. Das Sys-tem wurde in seiner Energie-bilanz vollständig optimiert und ist für eine zunehmende Breite von Anwendungen konfigurierbar. Die „G3“ ist komplett luftgekühlt und kommt so ohne eine wartungsintensive, platz-raubende und teure Wasser-kühlung aus,“ so Uwe Plath, Produktmanager bei Foba für integrierte Lösungen.

61
SPECIAL | Laser
www.devicemed.de | Mai 2011 | DeviceMed
nen je nach Anforderung zwischen der X/Y-Kreuz-tischversion mit 300mm-Verfahrweg, der X-, Y- und Z-Achsen oder der
630mm-Drehtellervariante mit 200mm-Schottwand wählen (Bild 2 a und b). Zum Standard-Liefer-umfang der einphasigen Maschine
che von 1,4 Quadratmetern ist die „G3“ kompakt und passt durch jede Standardtür. Der hochfeste Maschinenrahmen und wiederhol-genau justierbare Achsen machen Bearbeitungsschritte reproduzier-bar und sorgen für dauerhaft feh-lerfreie Markierungen.
Ergonomisches DesignDen Bedürfnissen verschiedener Bediener trägt das ergonomische Design des Stehsitzarbeitsplat-zes Rechnung: Der Eingabetisch mit Tastaturauflage und Monitor ist höhenverstellbar, der Moni-tor schwenkbar. Die Einstellung der Achsen ist einfach über das serienmäßige Handrad vorzuneh-men. Die Arbeitsstation ist damit komplett manuell oder vollauto-matisch einstellbar. Die intuitiven Bedienoberflächen zur Gravur und Beschriftung, „Foba EMC“ und „Foba MarkUS“, sorgen für eine flexible und rückverfolgbare Handhabung.
Modulprinzip: Individuell konfigurierbarDie Markier- und Gravurma-schine kann dank des modularen Aufbaus kundenspezifisch zusam-mengestellt werden. Der in das Laserklasse-1-Gehäuse zu integ-rierende Laser ist – abgestimmt auf die jeweilige Anwendung – frei wählbar, wobei sich Foba-Faserla-serbeschrifter sowie die Graustu-fenmarkierlaser „Foba DP10GS“ (Vanadat) und „Foba DP30FGS“ integrieren lassen. Anwender kön-
61
gehört die Lasermarkier-Software „Foba MarkUS“, optional erhält-lich ist die Lasergravur-Software „Foba EMC“. Die „G3“ kann um eine Schwenkachse und Mantel-drehvorrichtung auf bis zu fünf Achsen erweitert werden. Damit lässt sie sich den jeweiligen Marki-er-/Gravuraufgaben anpassen.
a Bild 2 a und b: Die Markier- und Gravurmaschine gibt es in X/Y-Kreuztischversion mit 300mm-Verfahrweg, X-, Y- und Z-Achsen oder 630mm-Drehtellervariante mit 200mm-Schottwand
Foba Laser Marking + Engraving /Alltec GmbHD-23923 Selmsdorfwww.fobalaser.com

62 DeviceMed | Mai 2011 | www.devicemed.de
Laser bearbeiten Mikro- und NanostrukturenDie Herstellung von Mikro- und Nanostrukturen gewinnt in der Medizintechnik an Bedeutung, sei es für Elektroden von Herzschrittmachern, feinmechanische Komponenten für Implantate oder Analytik- und Diagnostikprodukte. Lasertechnologien, wie die Bearbeitung mittels Excimer- und Ultrakurzpulslaser, verdrängen traditionelle Herstellungsmethoden
Autoren | Mandy Gebhardt, Yves Rausch
Die Technologie der minimal invasiven Chirurgie erfor-
dert die Fertigung von immer kleineren und genaueren Werk-zeugen. Beispiele hierfür sind elektrische Zuleitungen, elektri-sche Anschlüsse sowie verschie-denste Katheter und Endoskope. Diese bestehen häufig aus einem Metallkern, ummantelt mit einer Kunststoffbeschichtung.
Excimer-Laser schaffen Strukturen…Die Herstellung solcher Geräte kann zum Beispiel mittels Exci-merlasern erfolgen. Aufgrund der
sehr hohen Absorptionskoeffizi-enten der ultravioletten Strahlung in organischen Materialien wird selbst mit geringen Pulsenergi-en die Ablationsschwelle leicht erreicht. Durch die relativ kurze Pulsdauer wird außerdem eine Beeinflussung des umliegenden Materials durch thermische Belas-tung fast vollständig vermieden. Das Metall bleibt dabei unbe-rührt, da seine Ablationsschwelle wesentlich höher als die Schwelle des Kunststoffs liegt.
Die Eindringtiefe beträgt lediglich wenige Nanometer pro Puls. So ist es möglich, hochprä-zise Strukturen im Inneren des
62
Wendelbohren vermei-det Unzulänglichkeiten
Das so genannte Wendel-bohren wird angewandt, um qualitativ hochwertige Mikrobohrungen in Metallen oder Keramiken herzustel-len. Im Vergleich zu anderen Laserbohrstrategien wird dabei der Laserstrahl relativ zum Werkstück in Rotation versetzt. Unzulänglichkei-ten im Strahlprofil werden dadurch ausgemerzt. Insbe-sondere in Kombination mit einem Ultrakurzpulslaser lassen sich qualitativ ein-wandfreie Mikrobohrungen mit glatten Wandungen und nahezu ohne hitzebe-einflusste Zone in nahezu jedem Material generieren.
SPECIAL | Laser
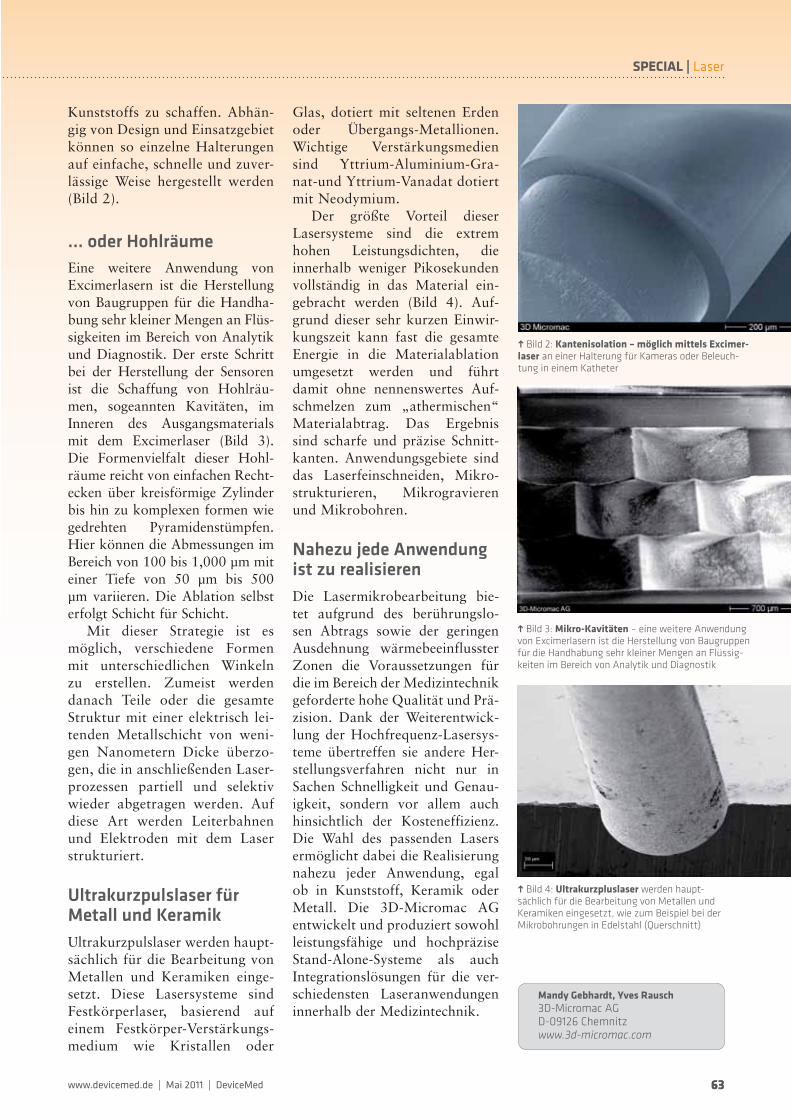
63
SPECIAL | Laser
www.devicemed.de | Mai 2011 | DeviceMed
Glas, dotiert mit seltenen Erden oder Übergangs-Metallionen. Wichtige Verstärkungsmedien sind Yttrium-Aluminium-Gra-nat-und Yttrium-Vanadat dotiert mit Neodymium.
Der größte Vorteil dieser Lasersysteme sind die extrem hohen Leistungsdichten, die innerhalb weniger Pikosekunden vollständig in das Material ein-gebracht werden (Bild 4). Auf-grund dieser sehr kurzen Einwir-kungszeit kann fast die gesamte Energie in die Materialablation umgesetzt werden und führt damit ohne nennenswertes Auf-schmelzen zum „athermischen“ Materialabtrag. Das Ergebnis sind scharfe und präzise Schnitt-kanten. Anwendungsgebiete sind das Laserfeinschneiden, Mikro-strukturieren, Mikrogravieren und Mikrobohren.
Nahezu jede Anwendung ist zu realisierenDie Lasermikrobearbeitung bie-tet aufgrund des berührungslo-sen Abtrags sowie der geringen Ausdehnung wärmebeeinflusster Zonen die Voraussetzungen für die im Bereich der Medizintechnik geforderte hohe Qualität und Prä-zision. Dank der Weiterentwick-lung der Hochfrequenz-Lasersys-teme übertreffen sie andere Her-stellungsverfahren nicht nur in Sachen Schnelligkeit und Genau-igkeit, sondern vor allem auch hinsichtlich der Kosteneffizienz. Die Wahl des passenden Lasers ermöglicht dabei die Realisierung nahezu jeder Anwendung, egal ob in Kunststoff, Keramik oder Metall. Die 3D-Micromac AG entwickelt und produziert sowohl leistungsfähige und hochpräzise Stand-Alone-Systeme als auch Integrationslösungen für die ver-schiedensten Laseranwendungen innerhalb der Medizintechnik.
Kunststoffs zu schaffen. Abhän-gig von Design und Einsatzgebiet können so einzelne Halterungen auf einfache, schnelle und zuver-lässige Weise hergestellt werden (Bild 2).
… oder HohlräumeEine weitere Anwendung von Excimerlasern ist die Herstellung von Baugruppen für die Handha-bung sehr kleiner Mengen an Flüs-sigkeiten im Bereich von Analytik und Diagnostik. Der erste Schritt bei der Herstellung der Sensoren ist die Schaffung von Hohlräu-men, sogeannten Kavitäten, im Inneren des Ausgangsmaterials mit dem Excimerlaser (Bild 3). Die Formenvielfalt dieser Hohl-räume reicht von einfachen Recht-ecken über kreisförmige Zylinder bis hin zu komplexen formen wie gedrehten Pyramidenstümpfen. Hier können die Abmessungen im Bereich von 100 bis 1,000 μm mit einer Tiefe von 50 μm bis 500 μm variieren. Die Ablation selbst erfolgt Schicht für Schicht.
Mit dieser Strategie ist es möglich, verschiedene Formen mit unterschiedlichen Winkeln zu erstellen. Zumeist werden danach Teile oder die gesamte Struktur mit einer elektrisch lei-tenden Metallschicht von weni-gen Nanometern Dicke überzo-gen, die in anschließenden Laser-prozessen partiell und selektiv wieder abgetragen werden. Auf diese Art werden Leiterbahnen und Elektroden mit dem Laser strukturiert.
Ultrakurzpulslaser für Metall und KeramikUltrakurzpulslaser werden haupt-sächlich für die Bearbeitung von Metallen und Keramiken einge-setzt. Diese Lasersysteme sind Festkörperlaser, basierend auf einem Festkörper-Verstärkungs-medium wie Kristallen oder
63
Mandy Gebhardt, Yves Rausch3D-Micromac AGD-09126 Chemnitzwww.3d-micromac.com
g Bild 2: Kantenisolation – möglich mittels Excimer-laser an einer Halterung für Kameras oder Beleuch-tung in einem Katheter
g Bild 3: Mikro-Kavitäten – eine weitere Anwendung von Excimerlasern ist die Herstellung von Baugruppen für die Handhabung sehr kleiner Mengen an Flüssig-keiten im Bereich von Analytik und Diagnostik
g Bild 4: Ultrakurzpluslaser werden haupt-sächlich für die Bearbeitung von Metallen und Keramiken eingesetzt, wie zum Beispiel bei der Mikrobohrungen in Edelstahl (Querschnitt)

64
SPECIAL | Laser
DeviceMed | Mai 2011 | www.devicemed.de
Ob ein chirurgisches Besteck-tablett, Reagenzgläser, Gehäuse aus Kunststoff oder 50 OP-Werkzeuge in
der Größe eines Skalpells: Der „zing“-Flachbettlaser der
Marke „cameo“ von Hagemann ver-fügt über ein geräumiges Bearbei-tungsfeld und kann medizinisches
Zubehör unterschiedlichster Materi-alien einzeln oder gesammelt kennzeichnen und markie-ren. Der Laser ist mit allen gängigen Softwareprogrammen
Mit dem „Commander6“ hat das Fraunhofer-Institut einen hochpräzisen und flexiblen Mikromanipulator zur auto-matisierten Justage miniaturi-sierter optischer Komponen-ten entwickelt. Beim Aufbau von Lasersystemen müssen Komponenten häufig in ver-schiedenen Winkeln präzise zueinander ausgerichtet und justiert werden. Bei größeren optischen Systemen gelingt dies, indem die Komponen-ten in verstellbaren Fassun-gen von Hand auf optischen Bänken montiert und ein-gestellt werden. Die zuneh-mende Automatisierung der Montage immer kleinerer optischer Systeme erfordert es jedoch inzwischen, dass
Ein sicherer Schweißprozess, erprobte Verfahren zur Vali-dierung schon beim Schweißen und die Reinraumeignung sprechen für den Laser in der Herstellung medizinischer Güter. Ein Anwendungsgebiet, in dem alle Anforderungen zusammenkommen, ist die Mikrofluidik. Hygiene, Parti-kelfreiheit und exakte Schweißgeometrien sind Grundvor-aussetzungen für diese Technologie – und entscheidende Argumente für das Laser-Kunststoffschweißen.
Mit einer Spezi-alversion der „LQ-Vario“ reagiert LPKF auf die wachsende Nachfrage. Diese fle-xible und kompakte Laserschweißanlage ist speziell für die wirt-schaftliche Bearbei-tung von Klein- und Mittelserien ausgerüs-tet. Ein präziser Faser-laser sorgt für feinste Schweißnähte von nur 70 μm, wie sie in der Mikrofluidik erforderlich sind. Darüber hinaus unterstützt das Unternehmen Interessenten mit umfassendem Know-how bezüglich Materialien, Spann- und Zustelltechnik. Mit einem Laser mit spezieller Wellenlänge lassen sich auch Mikrofluidik-Schweißungen mit transparent-transparenten Fügepartnern ohne Absorberzusatz herstellen. Zudem hat das Unternehmen Verfahren entwickelt, die die Qualität solcher Nähte bereits im Pro-zess sicher dokumentiert.
FlachbettlaserFürs Kennzeichnen und Markieren verschiedenster Materialien
Laser-KunststoffschweißenIn der Mikrofluidik
Mikromanipulator Optikmontage mit sechs Freiheitsgraden
Bauteile durch hochgenaue Justageinstrumente ausge-richtet und fixiert werden.
Der kompakte „Com-mander6“ deckt mit sei-nen sechs Freiheitsgra-den große Verfahrbereiche bei gleichzeitig sehr hoher Bewegungsauflösung und Wiederholgenauigkeit ab. Er eignet sich daher beson-ders für die hochpräzise, automatisierte Optikmon-tage, z.B. zur aktiven Justa-ge von Resonatorspiegeln oder Fast-Axis-Kollimations-linsen für Laserdioden.
Fraunhofer-Institut für Produktionstechnologie IPT D-52074 Aachenwww.ipt.fraunhofer.de
kompatibel. Das Beschriften von medizinischem Gerät ver-läuft damit so einfach wie über einen normalen Drucker.
Außerdem werden weitere Lasersysteme geboten, deren Markiertechniken von der dauerhaften Tiefengravur über hochsterile Anlassbeschriftung bis hin zum Laser-Bonding-verfahren reichen, bei dem die Beschriftung oder Kenn-zeichnung unter Einsatz eines Reaktionsmittels extrem langlebig auf die Oberfläche „gebrannt“ wird. Alle Laser-systeme markieren einfach per Knopfdruck.
Franz Hagemann GmbH & Co. KGD-28816 Stuhrwww.f-hagemann.de
LPKF Laser & Electronics AGD-30827 Garbsenwww.lpkf.com

65
SPECIAL | Laser
www.devicemed.de | Mai 2011 | DeviceMed
Die auf Präzisionslaserbear-beitungen spezialisierte Firma Createch stößt mit der Inves-tition in die Ultrakurzpuls-technologie in ein Tätigkeits-gebiet vor, welches bis heute kaum industriell bearbeitet werden konnte. Speziell wenn sehr feine Konturen in harten Werkstoffen gefertigt werden müssen, bietet die Laserbe-arbeitung mit Pulslängen im Pikosekundenbereich große Vorteile. Durch die sehr hohe Leistungsdichte in einer Puls-dauer von 0,000000000001 s werden Werkstücke kaum thermisch belastet. Createch betreibt mit einer Eigenent-wicklung die weltweit wahr-scheinlich einzige Maschine,
Ultrakurzpulslaser Für die Bearbeitung harter Materialien mit höchster PräzisionUltrakurzpulslaser hat sich
schnell im Markt etabliert
Vor weniger als einem Jahr hat Rofin den Femtosekundenlaser für den Einsatz in der medizintechnischen Produktion vorgestellt. Diese Lasertechnik hat sich seither schnell im Markt etabliert. Mit ihrem minimalen Wärmeeintrag und der sehr guten Schnittqualität bieten Fem-tosekundenlaser große Vorteile bei der Stentherstellung, besonders bei empfind-lichen Materialien und filigranen Struk-turen oder bioresorbierbaren Polymeren. Wärmebedingte Materialveränderungen oder Verformungen bleiben aus, aufwän-dige Nachbearbeitungsschritte entfallen.www.rofin.com
3D-Micromac AG ................................................... 62Alltec GmbH - Foba Laser Marking + Engraving ...60AMA Service GmbH ...............................................17Apple Rubber Products Inc. .................................19Audity .....................................................................52Automated Packaging Systems .......................... 24Baaske Medical GmbH & Co.KG.............................. 6Babtec Informationssysteme GmbH ................... 55BASF AG ................................................................. 31BBW Lasertechnik GmbH .................................... 45BioRegio Stern Management GmbH ..................... 8Bovimed GmbH Medizintechnik und Pharmazeutische DL ............................................ 34Bundesinstitut für Arzneimittel und Medizinprodukte..................................................... 6Bürkert GmbH & Co. KG ........................................15BVMed Bundesverband Medizintechnologie e.V. ... 6Carl Zeiss Industrielle Messtechnik GmbH .......... 42Chiron-Werke GmbH & Co. KG ..............................44Creaform Deutschland GmbH .............................. 42Createch AG ........................................................... 65CSA Group ............................................................. 25Dr. Fritz Faulhaber GmbH & Co. KG .......................51Ejot GmbH & Co. KG ...............................................51EPflex Feinwerktechnik GmbH ...........................33Epicor Software Deutschland GmbH ................... 55Fort Wayne Metals Research Products Corp. .....13Franz Hagemann GmbH & Co. KG ................. 57, 64Fraunhofer-Institut für Lasertechnik ................... 12Fraunhofer-Institut für Produktionstechnologie IPT ...........................58, 64Georg Schrepfer GmbH ......................................... 30
GFOS GmbH .......................................................... 45Harmonic Drive AG ................................................ 50Harter Oberflächen- und Umwelttechnik GmbH ... 42Haydon Kerk Motion Solutions ...........................33HEGER GmbH Leiterplatten-Schnellservice .......61Igus GmbH..............................................................27Inpac-Medizintechnik GmbH .........................24, 35Interconnect Devices Inc. IDI ...............................49IT Power Consultants ............................................ 50Linak GmbH ........................................................... 46LK Mechanik GmbH ...............................................32LPKF Laser & Electronics AG ................................ 64Männer Solutions for Plastics ..............................37Markem Imaje GmbH ............................................22Maxon Motor AG .................................................. 68Medical Cluster .........................................................7Medi-Globe CardioPlast GmbH ............................ 34Messe Düsseldorf GmbH ..................................... 39Messe München GmbH ........................................ 56Micro-Epsilon Messtechnik ..................................21Mitsubishi Electric Europe B.V. ........................... 23Multivac Marking & Inspection GmbH & Co. KG ... 31NuSil Technology LLC .............................................2Objet Geometries GmbH .......................................14Oliver-Tolas Healthcare Packaging B.V. ................ 24Omron Electronic Components Europe ................7Oscor Inc. ................................................................. 9Ostbayerisches Technologie-Transfer-Institut e.V. (Otti) ...................................................41PACK 2000 Verpackungssysteme GmbH .............16Pekago Covering Technology | Pekago Kunststoffe ..............................................51
FirmenverzeichnisPhysik Instrumente (PI) GmbH & Co. KG ............... 9Piezosystem Jena GmbH .......................................51ProCase GmbH ................................................24, 44Project Solutions GmbH ....................................... 54Protoform K. Hofmann GmbH ..............................10PTF Pfüller GmbH & Co. KG ....................................5Rapid News Publications plc .............................. 59Renishaw GmbH ...................................................40Rofin Baasel Lasertech ......................................... 65Sandvik GmbH Geschäftsbereich Coromant .......44Schott AG .............................................................. 50Schreiner Group GmbH & Co. KG ...........................18SellersMedia ............................................. 43, 55, 67Sensirion AG ............................................................3Siemens AG ........................................................... 36SLS Kunststoffverarbeitungs GmbH & Co. KG .... 34SolidWorks Deutschland GmbH .......................... 45Spectaris Industrieverband .................................... 9STM Sensor Technologie Muenchen GmbH ........48Strubl KG Kunststoffverpackungen ............. 27, 20TransOrt GmbH ..................................................... 55Trotec Laser GmbH ................................................ 30Union Plastic ......................................................... 34VDI Verein Deutscher Ingenieure e.V. ......................7VDW Verein Deutscher Werkzeugmaschinenfabriken eV ........................ 43Vester Elektronik GmbH ....................................... 11ViscoTec Pumpen- u.Dosiertechnik GmbH ......... 42Wild GmbH ............................................................53Zwick GmbH & Co. KG ...........................................44
Inserenten fett gedruckt
Createch AGCH-4901-Langenthalwww.createch.ch
welche über einen Picosekun-denlaser mit drei Wellenlän-gen verfügt und somit in der Lage ist, die unterschiedlichs-ten Werkstoffe zu bearbei-ten. Angesprochen werden Branchen,die Bearbeitungen im μm-Bereich anstreben, wie dies in der Medizintech-nik der Fall ist. Grundsätzlich können alle Materialien, die eine hochpräzise Bearbeitung erhalten sollen, bearbeitet werden – auch hochtempera-turfeste Materialien Hastelloy, Wolfram Saphirglas und Hart-metall sind geeignet.
Vorschau
66 DeviceMed | Mai 2011 | www.devicemed.de
Termine, Termine, Termine
Nächste Ausgabe: 15. Juni 2011TITEL | SterilisationDampf, Plasma, Gammabestrah-lung etc. Es gibt viele Möglichkei-ten, medizintechnische Produkte zu sterilisieren. Das Titelthema der kommenden Ausgabe stellt verschiedene Verfahren, Anlagen und Dienstleister vor
ManagementIn kaum einer anderen Branche werden
Prozesse und Produkte so streng überwacht wie in der Medizintechnik. „DeviceMed“ zeigt, wie die branchen-
spezifischen Zertifizierungen und Audits erfolgreich bewältigt werden
SPECIAL | BetriebstechnikEine produktive Fertigung ist ohne effiziente Betriebstechnik kaum mög-lich. „DeviceMed“ schaut daher hinter die Kulissen und stellt Produkte und Lösungen aus den Bereichen Ener-gieversorgung, Arbeits- und Umwelt-schutz, Instandhaltung etc. vor
Und vieles mehr...
Datum/Ort Veranstaltung Beschreibung
12. - 13. MaiLyon, Frankreich
Implantswww.implants-2011.com/en
Messe und Konferenz für die Orthopädiebranche
12. - 18. MaiDüsseldorf
Interpackwww.interpack.de
Fachmesse der internationa-len Verpackungsbranche
18. - 21. MaiTuttlingen
Chiron Open House 2011www.chiron.de
Ausstellung mit Fachvorträgen
23. - 24. MaiBayreuth
Implantatewww.otti.de
Einsatzbereiche, Materialien und Beschichtungen
23. - 26. MaiMünchen
Laser World of Photonicsworld-of-photonics.net
Weltleitmesse und Kongress der Photonic
24. - 25. MaiErfurt
Rapid.Techwww.rapidtech.de
Fachmesse und Anwender-tagung für Rapid-Technologie
24. - 27. MaiLausanne, Schweiz
EPMTwww.epmt.ch
Fachmesse für Mikro-technologien und mehr
26. MaiMalterdingen
Hausmesse Ferromatikwww.ferromatik.com
Ausstellung mit Fachvorträ-gen und After Work Party
6. - 9. JuniStuttgart
Blechexpowww.blechexpo-messe.de
Internationale Fachmesse für Blechbearbeitung
Bild
: iS
tock
/ Y
uri_
Arc
urs
Bild
: To
p C
lean
Pac
kagi
ng
Bild
: W
eidm
ülle
r
SellersMediaOtto-von-Guericke-Ring 3A65205 Wiesbaden, Germany
IMPRESSUM JAHRGANG 7 AUSGABE 4 Mai 2011
REDAKTIONChefredakteur: Peter Reinhardt [email protected]: Kathrin Schäfer [email protected]Übersetzungen: Maja Schröder [email protected] in dieser Ausgabe: Dr. Dagmar Börsch, Mandy Gebhardt, Rainer Hirt, Yves Rausch
VERLAGVerleger/Inhaber: Douglas Sellers [email protected]: Briggette Jaya [email protected] Melanie Rossel [email protected]: Jason Sellers [email protected]: Kössinger AG, Schierling In Deutschland gedrucktAufl agenmeldung: Mitglied der Informa-
Verbreitung von Werbeträgern e.V. (IVW), Berlin. Unsere aktuellen Aufl agenzahlen fi nden Sie auf www.ivw.de.
ANZEIGENVERKAUF Information, Beratung, ServiceAnzeigenberatung: Daniela Listemann [email protected] Joseph Heeg [email protected] Britta Solloway [email protected] Gisselbrecht [email protected] Cloutier [email protected] Anzeigenverwaltung: Briggette Jaya [email protected] Rossel [email protected] Nr. 7 gültig ab 01.01.2011
ABONNEMENT-SERVICEDeviceMed erscheint mit 10 Ausgaben pro Jahr. Das Jahres-abonnement kostet € 79,00 inkl. MwSt. und Versandkosten (Ausland: € 115,00 inkl. MwSt. und Versandkosten). Das Abonnement ist jederzeit kündbar. Es bedarf einer schriftli-chen Kündigung beim Verlag unter obiger Adresse.
Information: Tel.: 06122 [email protected]
Online abonnieren: www.devicemed.de/abo
Eine Haftung für die Richtigkeit der Veröff entlichung kann trotz sorgfältiger Prüfung nicht übernommen werden. Sowohl die Zeitschrift, als auch alle in ihr enthaltenen Beiträge und Abbildungen sind urheberrechtlich geschützt. Ein Nachdruck oder eine sonstige Verwertung der Inhalte, auch auszugswei-se, ist nur mit schriftlicher Genehmigung des Verlags zulässig.Namentlich gekennzeichnete Beiträge geben nicht zwingend die Meinung der Redaktion wieder. Mit der Annahme oder Veröff entlichung eines Manuskripts, geht das unbeschränkte
te Manuskripte übernimmt der Verlag keine Haftung.Geschützte Warenbezeichnungen, Handelsnamen, Ge-
Kennzeichnung kann nicht geschlossen werden, dass es sich um freie Bezeichnungen handelt, die von jedermann benutzt werden dürfen.Bei allen Aktionen im Heft ist grundsätzlich der Rechtsweg ausgeschlossen.Erfüllungsort und Gerichtsstand ist Wiesbaden.Copyright © 2011 SellersMedia
Als internationaler Fachverlag für die
B-to-B-Kommunikation ist SellersMedia
Spezialist für den Aufbau erfolgreicher
Kommunikationsplattformen und die
Organisation von Events. 1999 wurde
mit dem Fachmagazin European Tool &
Mould Making eine internationale Platt-
form für den Werkzeug- und Formenbau
präsentiert; 2005 folgte mit DeviceMed
Erfolgreicher Fachverlag seit 1999das erste deutschsprachige Fachmagazin
nebst Online-Plattform für die Medizin-
technik, das inzwischen mit DeviceMed
France auch in Frankreich vertreten ist.
Jüngstes Produkt im Verlagsportfolio ist
Nachhaltige PRODUKTION - Zukunft jetzt!
2010 startete mit metal meets MEDICAL
das erste erfolgreiche Event. Dieser Be-
reich soll weiter ausgebaut werden.
www.etmm-online.comwww.devicemed.dewww.devicemed.fr
www.nachhaltigeproduktion.de
SellersMedia
Otto-von-Guericke-Ring 3A
65205 Wiesbaden
Tel.: +49 (0) 6122 95590
SellersMedia Publikationen:

maxon EC-4pole Das Powerpaket.
maxon-Antriebe in Humanoidrobotern.
Wenn es drauf ankommt.Auch in Androiden kommen unsere Antriebssysteme zum Einsatz. Die stecken z.B. in Hand-, Arm-, Hüft- und Beingelenken und sorgen dafür, dass sich Serviceroboter nicht nur im Film präzis bewegen.
Androide wie HUBO 2 vom Korea Advanced Institute of Science and Technology (KAIST) werden immer beweglicher. Sie können gestikulieren, Hände schütteln, laufen, ja sogar springen. Dafür braucht es energieef-fiziente und dynamische DC-Antriebe – z.B. den bürstenlosen maxon EC-4pole.
Das maxon-Produktprogramm ist modular aufgebaut und besteht aus: bürstenlosen sowie bürstenbehafteten DC-Motoren mit eisenloser maxon-Wicklung, Flachmoto-ren mit Eisenkern, Planeten-, Stirnrad- und Spezialgetrieben, Istwertgebern und Steuer-elektronik.
maxon motor ist der weltweit führende Anbieter von hochpräzisen Antrieben und Systemen bis 500 Watt. maxon motor steht für kundenspezifische Lösungen, höchste Qualität, Innovationskraft und ein weltweites Vertriebsnetz. Testen Sie uns: www.maxonmotor.com
![MARGREITER TECHNIK · 2019. 9. 4. · [ ]Anheftpistolen ]Heftklammern TMARGREITER TECHNIK Kennzeichnen - Verpacken - Plombieren - Prägen Die Heftpistole “’Dragonfish 02” ist](https://static.fdokument.com/doc/165x107/60db6ea43bd0315dce4f6dfb/margreiter-technik-2019-9-4-anheftpistolen-heftklammern-tmargreiter-technik.jpg)
















