Untersuchungen zur Beeinflussung der Gefügefestigkeit von ... · 2 E. Möller und B. Borchers:...
28
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate ____________________________________________________________________________________________________________________ PTS-Forschungsbericht www.ptspaper.de 22.08.03 1 Untersuchungen zur Beeinflussung der Gefügefestigkeit von Papieren durch ein Einbringen von Stärkemodifikaten in Verbindung mit einer mechanisch- thermischen Oberflächenumformung E. Möller und B. Borchers Zusammenfassung Erfahrungen aus früheren Projekten, die einerseits aus anwendungsorientierten For- schungsarbeiten zur Verwendung von Weizenmehlen bei der Papierherstellung resultierten und andererseits aus viel versprechenden Ergebnissen über die mechanisch-thermische Oberflächenumformung von Papier mittels harter Stahl- und elastischer Kunststoffwalzen bei Temperaturen bis 250 °C in unserem Technikum abgeleitet wurden, legten es nahe, beide Wege zu kombinieren. Im Rahmen dieser grundlegenden, anwendungsorientierten Untersu- chungen war insbesondere dem gesteigerten Einsatz des nativen Weizenproteins, des Vital- klebers aus dem Weizenkorn (= Gluten), Beachtung zu schenken. Dieses Protein, das nor- malerweise bei der Herstellung von Weizenstärke isoliert und gewonnen wird, sollte in Kom- bination mit Stärke als Zusatz zur Faserstoffsuspension verarbeitet werden und nach der Trocknung in einem anschließenden Oberflächenumformungsprozess zur Steigerung der Papierfestigkeit und Glätte führen. Neben der möglichst homogenen Verteilung der Additiv-Kombination aus Stärke und Gluten im Faserstoff muss diese anschließend mit möglichst hoher Retention auf den Faser- und Füllstoffen in feiner Verteilung gefällt werden, um anschließend die gewünschte Wirkung im Endprodukt Papier zu erzeugen. Eine optimale „Lösung“ des Glutens in Wasser ist unter den gegenwärtig in der Papierindustrie anzutreffenden pH-Werten in der Stoffsuspension äußerst schwierig und eine effektive Retention nur unter Einsatz spezieller, teurer Fällungsagenzien möglich. Versuche auf der Technikumpapiermaschine erlaubten eine Fertigung der geplanten Modell- varianten unter Einsatz von Stärke/Mehl-Gluten-Mischungen auf der Basis von Zellstoff bzw. Recyclingfaserstoff. Die Versuche zur Oberflächenumformung dieser Papiere im Glättwerk zeigten, dass eine Verbesserung der Festigkeit in z-Richtung (Spaltfestigkeit) in gewissem Umfang nur bei Recyclingfaserstoff realisiert werden kann. Die bessere Festigkeitsentwick- lung im System Recyclingfaserstoff/Stärke/Gluten gegenüber den Modellvarianten Zell- stoff/Stärke/Gluten wird sowohl auf das grundsätzlich niedrigere Festigkeitspotenzial des Recyclingfaserstoffs als auch auf eine eventuell höhere Affinität des hydrophoben Glutens zum hydrophoben Ligninanteil in der Recyclingfaserstoffkomponente zurückgeführt. Summary Experience gained from earlier application-oriented studies into the use of wheat flour for pa- per production as well as the promising results of pilot-scale tests on the thermo-mechanical treatment of paper surfaces using inflexible steel and elastic plastic rolls and temperatures up to 250°C suggested a combination of these two approaches as a worthwhile subject for further research. Initial practice-related studies focused on the increased use of native wheat protein (gluten), the vital adhesive in the grain, which is usually isolated during starch produc- tion. The combined addition of gluten and starch to the suspension and subsequent dedi- cated surface treatment of the dried paper were expected to yield strength and smoothness gains. To achieve these effects in the paper, the additive combination must be homogeneously dis- tributed in the suspension, and finely dispersed and precipitated on fibres and fillers to obtain a high retention. However, the pH levels prevalent in papermaking today hardly permit an op- timum “dissolution“ of the protein in water, and its efficient retention can only be ensured by means of expensive precipitating agents. Pilot paper machine trials led to the successful production of the envisaged paper samples from chemical pulps and recycled fibres, using different mixtures of starch/gluten. Subse-
Transcript of Untersuchungen zur Beeinflussung der Gefügefestigkeit von ... · 2 E. Möller und B. Borchers:...

E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
1
Untersuchungen zur Beeinflussung der Gefügefestigkeit von Papieren durch ein Einbringen von Stärkemodifikaten in Verbindung mit einer mechanisch-thermischen Oberflächenumformung E. Möller und B. Borchers Zusammenfassung Erfahrungen aus früheren Projekten, die einerseits aus anwendungsorientierten For-schungsarbeiten zur Verwendung von Weizenmehlen bei der Papierherstellung resultierten und andererseits aus viel versprechenden Ergebnissen über die mechanisch-thermische Oberflächenumformung von Papier mittels harter Stahl- und elastischer Kunststoffwalzen bei Temperaturen bis 250 °C in unserem Technikum abgeleitet wurden, legten es nahe, beide Wege zu kombinieren. Im Rahmen dieser grundlegenden, anwendungsorientierten Untersu-chungen war insbesondere dem gesteigerten Einsatz des nativen Weizenproteins, des Vital-klebers aus dem Weizenkorn (= Gluten), Beachtung zu schenken. Dieses Protein, das nor-malerweise bei der Herstellung von Weizenstärke isoliert und gewonnen wird, sollte in Kom-bination mit Stärke als Zusatz zur Faserstoffsuspension verarbeitet werden und nach der Trocknung in einem anschließenden Oberflächenumformungsprozess zur Steigerung der Papierfestigkeit und Glätte führen. Neben der möglichst homogenen Verteilung der Additiv-Kombination aus Stärke und Gluten im Faserstoff muss diese anschließend mit möglichst hoher Retention auf den Faser- und Füllstoffen in feiner Verteilung gefällt werden, um anschließend die gewünschte Wirkung im Endprodukt Papier zu erzeugen. Eine optimale „Lösung“ des Glutens in Wasser ist unter den gegenwärtig in der Papierindustrie anzutreffenden pH-Werten in der Stoffsuspension äußerst schwierig und eine effektive Retention nur unter Einsatz spezieller, teurer Fällungsagenzien möglich. Versuche auf der Technikumpapiermaschine erlaubten eine Fertigung der geplanten Modell-varianten unter Einsatz von Stärke/Mehl-Gluten-Mischungen auf der Basis von Zellstoff bzw. Recyclingfaserstoff. Die Versuche zur Oberflächenumformung dieser Papiere im Glättwerk zeigten, dass eine Verbesserung der Festigkeit in z-Richtung (Spaltfestigkeit) in gewissem Umfang nur bei Recyclingfaserstoff realisiert werden kann. Die bessere Festigkeitsentwick-lung im System Recyclingfaserstoff/Stärke/Gluten gegenüber den Modellvarianten Zell-stoff/Stärke/Gluten wird sowohl auf das grundsätzlich niedrigere Festigkeitspotenzial des Recyclingfaserstoffs als auch auf eine eventuell höhere Affinität des hydrophoben Glutens zum hydrophoben Ligninanteil in der Recyclingfaserstoffkomponente zurückgeführt.
Summary Experience gained from earlier application-oriented studies into the use of wheat flour for pa-per production as well as the promising results of pilot-scale tests on the thermo-mechanical treatment of paper surfaces using inflexible steel and elastic plastic rolls and temperatures up to 250°C suggested a combination of these two approaches as a worthwhile subject for further research. Initial practice-related studies focused on the increased use of native wheat protein (gluten), the vital adhesive in the grain, which is usually isolated during starch produc-tion. The combined addition of gluten and starch to the suspension and subsequent dedi-cated surface treatment of the dried paper were expected to yield strength and smoothness gains. To achieve these effects in the paper, the additive combination must be homogeneously dis-tributed in the suspension, and finely dispersed and precipitated on fibres and fillers to obtain a high retention. However, the pH levels prevalent in papermaking today hardly permit an op-timum “dissolution“ of the protein in water, and its efficient retention can only be ensured by means of expensive precipitating agents. Pilot paper machine trials led to the successful production of the envisaged paper samples from chemical pulps and recycled fibres, using different mixtures of starch/gluten. Subse-
2 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
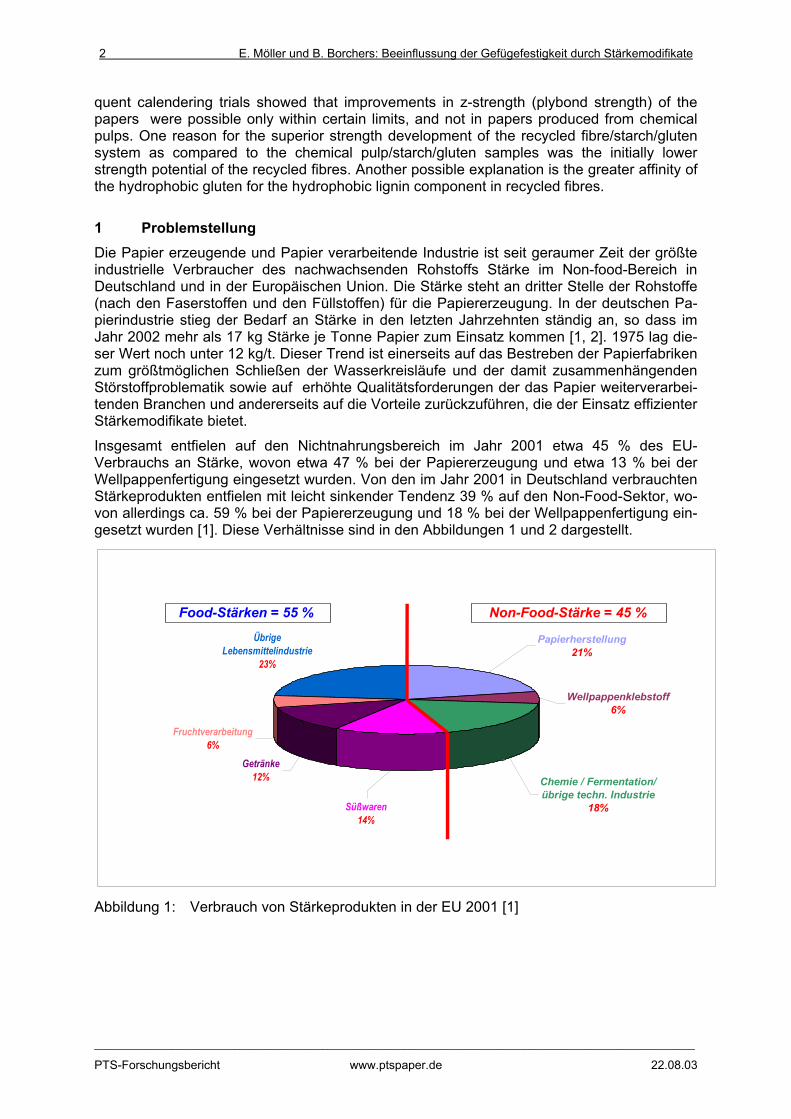
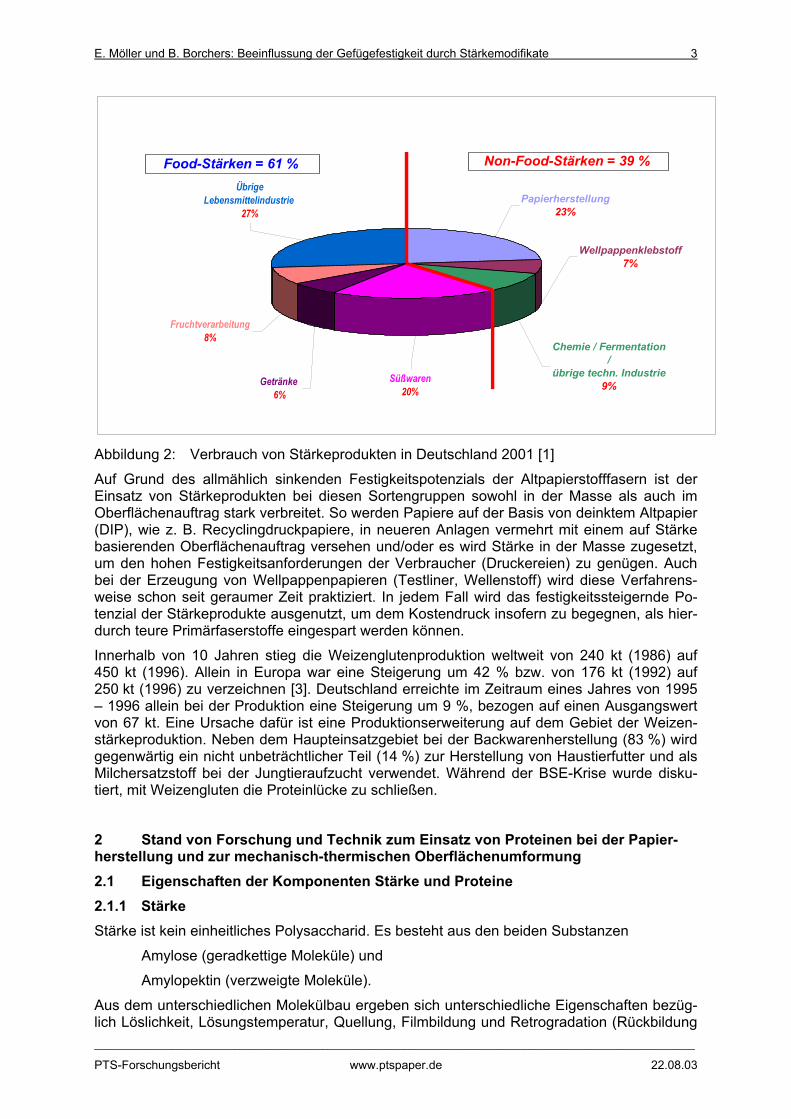
quent calendering trials showed that improvements in z-strength (plybond strength) of the papers were possible only within certain limits, and not in papers produced from chemical pulps. One reason for the superior strength development of the recycled fibre/starch/gluten system as compared to the chemical pulp/starch/gluten samples was the initially lower strength potential of the recycled fibres. Another possible explanation is the greater affinity of the hydrophobic gluten for the hydrophobic lignin component in recycled fibres. 1 Problemstellung Die Papier erzeugende und Papier verarbeitende Industrie ist seit geraumer Zeit der größte industrielle Verbraucher des nachwachsenden Rohstoffs Stärke im Non-food-Bereich in Deutschland und in der Europäischen Union. Die Stärke steht an dritter Stelle der Rohstoffe (nach den Faserstoffen und den Füllstoffen) für die Papiererzeugung. In der deutschen Pa-pierindustrie stieg der Bedarf an Stärke in den letzten Jahrzehnten ständig an, so dass im Jahr 2002 mehr als 17 kg Stärke je Tonne Papier zum Einsatz kommen [1, 2]. 1975 lag die-ser Wert noch unter 12 kg/t. Dieser Trend ist einerseits auf das Bestreben der Papierfabriken zum größtmöglichen Schließen der Wasserkreisläufe und der damit zusammenhängenden Störstoffproblematik sowie auf erhöhte Qualitätsforderungen der das Papier weiterverarbei-tenden Branchen und andererseits auf die Vorteile zurückzuführen, die der Einsatz effizienter Stärkemodifikate bietet. Insgesamt entfielen auf den Nichtnahrungsbereich im Jahr 2001 etwa 45 % des EU-Verbrauchs an Stärke, wovon etwa 47 % bei der Papiererzeugung und etwa 13 % bei der Wellpappenfertigung eingesetzt wurden. Von den im Jahr 2001 in Deutschland verbrauchten Stärkeprodukten entfielen mit leicht sinkender Tendenz 39 % auf den Non-Food-Sektor, wo-von allerdings ca. 59 % bei der Papiererzeugung und 18 % bei der Wellpappenfertigung ein-gesetzt wurden [1]. Diese Verhältnisse sind in den Abbildungen 1 und 2 dargestellt.
Papierherstellung21%
Wellpappenklebstoff6%
Chemie / Fermentation/übrige techn. Industrie
18%
Übrige Lebensmittelindustrie
23%
Fruchtverarbeitung6%
Getränke12%
Süßwaren14%
Food-Stärken = 55 % Non-Food-Stärke = 45 %
Abbildung 1: Verbrauch von Stärkeprodukten in der EU 2001 [1]
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
3
Übrige Lebensmittelindustrie
27%
Fruchtverarbeitung8%
Getränke6%
Süßwaren20%
Chemie / Fermentation /
übrige techn. Industrie9%
Wellpappenklebstoff7%
Papierherstellung23%
Non-Food-Stärken = 39 %Food-Stärken = 61 %
Abbildung 2: Verbrauch von Stärkeprodukten in Deutschland 2001 [1] Auf Grund des allmählich sinkenden Festigkeitspotenzials der Altpapierstofffasern ist der Einsatz von Stärkeprodukten bei diesen Sortengruppen sowohl in der Masse als auch im Oberflächenauftrag stark verbreitet. So werden Papiere auf der Basis von deinktem Altpapier (DIP), wie z. B. Recyclingdruckpapiere, in neueren Anlagen vermehrt mit einem auf Stärke basierenden Oberflächenauftrag versehen und/oder es wird Stärke in der Masse zugesetzt, um den hohen Festigkeitsanforderungen der Verbraucher (Druckereien) zu genügen. Auch bei der Erzeugung von Wellpappenpapieren (Testliner, Wellenstoff) wird diese Verfahrens-weise schon seit geraumer Zeit praktiziert. In jedem Fall wird das festigkeitssteigernde Po-tenzial der Stärkeprodukte ausgenutzt, um dem Kostendruck insofern zu begegnen, als hier-durch teure Primärfaserstoffe eingespart werden können. Innerhalb von 10 Jahren stieg die Weizenglutenproduktion weltweit von 240 kt (1986) auf 450 kt (1996). Allein in Europa war eine Steigerung um 42 % bzw. von 176 kt (1992) auf 250 kt (1996) zu verzeichnen [3]. Deutschland erreichte im Zeitraum eines Jahres von 1995 – 1996 allein bei der Produktion eine Steigerung um 9 %, bezogen auf einen Ausgangswert von 67 kt. Eine Ursache dafür ist eine Produktionserweiterung auf dem Gebiet der Weizen-stärkeproduktion. Neben dem Haupteinsatzgebiet bei der Backwarenherstellung (83 %) wird gegenwärtig ein nicht unbeträchtlicher Teil (14 %) zur Herstellung von Haustierfutter und als Milchersatzstoff bei der Jungtieraufzucht verwendet. Während der BSE-Krise wurde disku-tiert, mit Weizengluten die Proteinlücke zu schließen.
2 Stand von Forschung und Technik zum Einsatz von Proteinen bei der Papier-herstellung und zur mechanisch-thermischen Oberflächenumformung 2.1 Eigenschaften der Komponenten Stärke und Proteine 2.1.1 Stärke Stärke ist kein einheitliches Polysaccharid. Es besteht aus den beiden Substanzen Amylose (geradkettige Moleküle) und Amylopektin (verzweigte Moleküle). Aus dem unterschiedlichen Molekülbau ergeben sich unterschiedliche Eigenschaften bezüg-lich Löslichkeit, Lösungstemperatur, Quellung, Filmbildung und Retrogradation (Rückbildung
4 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
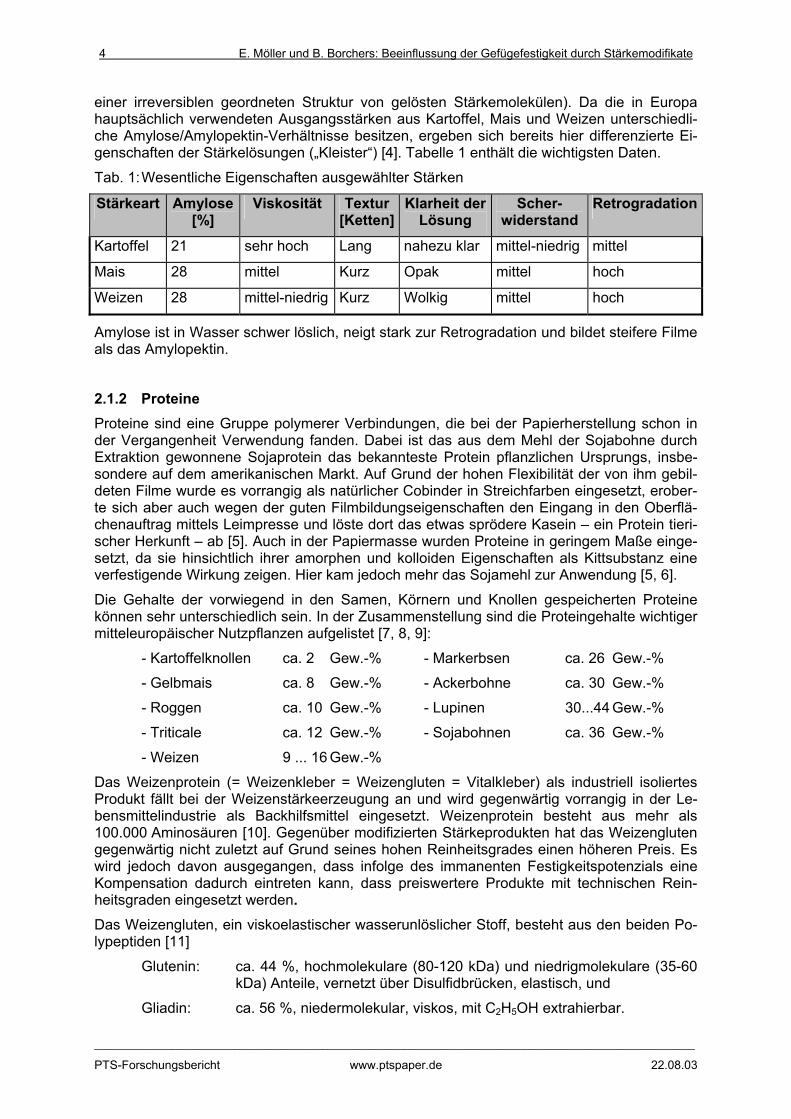
einer irreversiblen geordneten Struktur von gelösten Stärkemolekülen). Da die in Europa hauptsächlich verwendeten Ausgangsstärken aus Kartoffel, Mais und Weizen unterschiedli-che Amylose/Amylopektin-Verhältnisse besitzen, ergeben sich bereits hier differenzierte Ei-genschaften der Stärkelösungen („Kleister“) [4]. Tabelle 1 enthält die wichtigsten Daten. Tab. 1: Wesentliche Eigenschaften ausgewählter Stärken
Stärkeart Amylose[%]
Viskosität Textur[Ketten]
Klarheit derLösung
Scher-widerstand
Retrogradation
Kartoffel 21 sehr hoch Lang nahezu klar mittel-niedrig mittel
Mais 28 mittel Kurz Opak mittel hoch
Weizen 28 mittel-niedrig Kurz Wolkig mittel hoch
Amylose ist in Wasser schwer löslich, neigt stark zur Retrogradation und bildet steifere Filme als das Amylopektin.
2.1.2 Proteine Proteine sind eine Gruppe polymerer Verbindungen, die bei der Papierherstellung schon in der Vergangenheit Verwendung fanden. Dabei ist das aus dem Mehl der Sojabohne durch Extraktion gewonnene Sojaprotein das bekannteste Protein pflanzlichen Ursprungs, insbe-sondere auf dem amerikanischen Markt. Auf Grund der hohen Flexibilität der von ihm gebil-deten Filme wurde es vorrangig als natürlicher Cobinder in Streichfarben eingesetzt, erober-te sich aber auch wegen der guten Filmbildungseigenschaften den Eingang in den Oberflä-chenauftrag mittels Leimpresse und löste dort das etwas sprödere Kasein – ein Protein tieri-scher Herkunft – ab [5]. Auch in der Papiermasse wurden Proteine in geringem Maße einge-setzt, da sie hinsichtlich ihrer amorphen und kolloiden Eigenschaften als Kittsubstanz eine verfestigende Wirkung zeigen. Hier kam jedoch mehr das Sojamehl zur Anwendung [5, 6]. Die Gehalte der vorwiegend in den Samen, Körnern und Knollen gespeicherten Proteine können sehr unterschiedlich sein. In der Zusammenstellung sind die Proteingehalte wichtiger mitteleuropäischer Nutzpflanzen aufgelistet [7, 8, 9]:
- Kartoffelknollen ca. 2 Gew.-% - Markerbsen ca. 26 Gew.-% - Gelbmais ca. 8 Gew.-% - Ackerbohne ca. 30 Gew.-% - Roggen ca. 10 Gew.-% - Lupinen 30...44 Gew.-% - Triticale ca. 12 Gew.-% - Sojabohnen ca. 36 Gew.-% - Weizen 9 ... 16 Gew.-% Das Weizenprotein (= Weizenkleber = Weizengluten = Vitalkleber) als industriell isoliertes Produkt fällt bei der Weizenstärkeerzeugung an und wird gegenwärtig vorrangig in der Le-bensmittelindustrie als Backhilfsmittel eingesetzt. Weizenprotein besteht aus mehr als 100.000 Aminosäuren [10]. Gegenüber modifizierten Stärkeprodukten hat das Weizengluten gegenwärtig nicht zuletzt auf Grund seines hohen Reinheitsgrades einen höheren Preis. Es wird jedoch davon ausgegangen, dass infolge des immanenten Festigkeitspotenzials eine Kompensation dadurch eintreten kann, dass preiswertere Produkte mit technischen Rein-heitsgraden eingesetzt werden. Das Weizengluten, ein viskoelastischer wasserunlöslicher Stoff, besteht aus den beiden Po-lypeptiden [11]
Glutenin: ca. 44 %, hochmolekulare (80-120 kDa) und niedrigmolekulare (35-60 kDa) Anteile, vernetzt über Disulfidbrücken, elastisch, und
Gliadin: ca. 56 %, niedermolekular, viskos, mit C2H5OH extrahierbar.
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
5
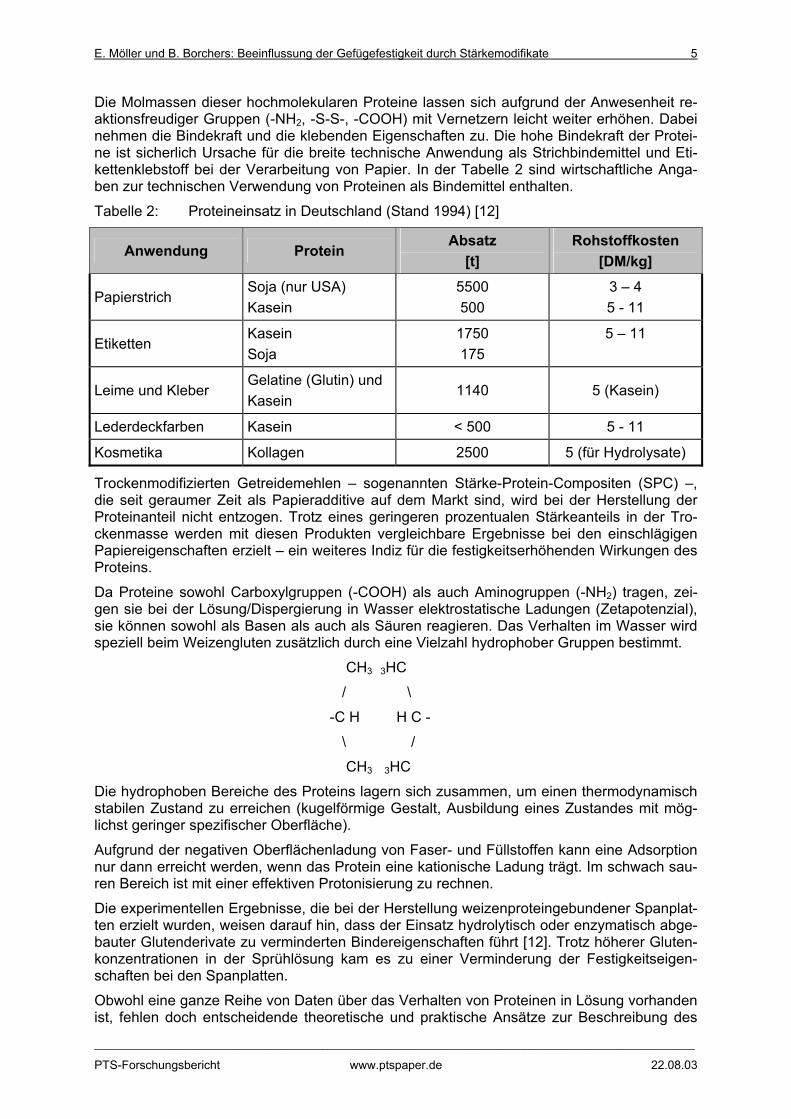
Die Molmassen dieser hochmolekularen Proteine lassen sich aufgrund der Anwesenheit re-aktionsfreudiger Gruppen (-NH2, -S-S-, -COOH) mit Vernetzern leicht weiter erhöhen. Dabei nehmen die Bindekraft und die klebenden Eigenschaften zu. Die hohe Bindekraft der Protei-ne ist sicherlich Ursache für die breite technische Anwendung als Strichbindemittel und Eti-kettenklebstoff bei der Verarbeitung von Papier. In der Tabelle 2 sind wirtschaftliche Anga-ben zur technischen Verwendung von Proteinen als Bindemittel enthalten. Tabelle 2: Proteineinsatz in Deutschland (Stand 1994) [12]
Anwendung Protein Absatz [t]
Rohstoffkosten [DM/kg]
Papierstrich Soja (nur USA) Kasein
5500 500
3 – 4 5 - 11
Etiketten Kasein Soja
1750 175
5 – 11
Leime und Kleber Gelatine (Glutin) und Kasein
1140 5 (Kasein)
Lederdeckfarben Kasein < 500 5 - 11
Kosmetika Kollagen 2500 5 (für Hydrolysate)
Trockenmodifizierten Getreidemehlen – sogenannten Stärke-Protein-Compositen (SPC) –, die seit geraumer Zeit als Papieradditive auf dem Markt sind, wird bei der Herstellung der Proteinanteil nicht entzogen. Trotz eines geringeren prozentualen Stärkeanteils in der Tro-ckenmasse werden mit diesen Produkten vergleichbare Ergebnisse bei den einschlägigen Papiereigenschaften erzielt – ein weiteres Indiz für die festigkeitserhöhenden Wirkungen des Proteins. Da Proteine sowohl Carboxylgruppen (-COOH) als auch Aminogruppen (-NH2) tragen, zei-gen sie bei der Lösung/Dispergierung in Wasser elektrostatische Ladungen (Zetapotenzial), sie können sowohl als Basen als auch als Säuren reagieren. Das Verhalten im Wasser wird speziell beim Weizengluten zusätzlich durch eine Vielzahl hydrophober Gruppen bestimmt.
CH3 3HC / \ -C H H C - \ / CH3 3HC
Die hydrophoben Bereiche des Proteins lagern sich zusammen, um einen thermodynamisch stabilen Zustand zu erreichen (kugelförmige Gestalt, Ausbildung eines Zustandes mit mög-lichst geringer spezifischer Oberfläche). Aufgrund der negativen Oberflächenladung von Faser- und Füllstoffen kann eine Adsorption nur dann erreicht werden, wenn das Protein eine kationische Ladung trägt. Im schwach sau-ren Bereich ist mit einer effektiven Protonisierung zu rechnen. Die experimentellen Ergebnisse, die bei der Herstellung weizenproteingebundener Spanplat-ten erzielt wurden, weisen darauf hin, dass der Einsatz hydrolytisch oder enzymatisch abge-bauter Glutenderivate zu verminderten Bindereigenschaften führt [12]. Trotz höherer Gluten-konzentrationen in der Sprühlösung kam es zu einer Verminderung der Festigkeitseigen-schaften bei den Spanplatten. Obwohl eine ganze Reihe von Daten über das Verhalten von Proteinen in Lösung vorhanden ist, fehlen doch entscheidende theoretische und praktische Ansätze zur Beschreibung des
6 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Verhaltens von Proteinen bei der „Lösung“, bei der Fällung und der anschließenden Struk-turbildung und Fixierung mittels Denaturierung, Vernetzung oder chemischer Reaktion. Die Ursache ist sicher in der hohen Molmasse und der dreidimensionalen Struktur und nicht in den Herstellungsbedingungen zu suchen. Dabei darf nicht vergessen werden, dass es sich beim nativen Gluten um einen „Vitalkleber“ handelt, also um ein Naturprodukt, dem eine gro-ße Variabilität sich ändernder, vielfältiger Eigenschaften innewohnt. 2.2 Anwendung von Stärke und Protein bei der Papierherstellung und –veredlung 2.2.1 Stärkeeinsatz beim Oberflächenauftrag Etwa 70 % der von der europäischen Papierindustrie verbrauchten Stärkeprodukte kommen in Leimpressen oder Filmpressen zum Einsatz. Aus Gründen der Verarbeitbarkeit wird die Anwendung enzymatisch oder oxidativ in der Papierfabrik abgebauter nativer Stärken oder leicht modifizierter SPC bevorzugt. Die beiden Abbauverfahren gestatten es, den Abbaugrad und damit die Viskosität der entstehenden Stärkelösungen in breitem Umfang zu variieren. Der oxidative Abbau verändert die chemischen und kolloidchemischen Eigenschaften durch Bildung polarer Gruppen an den Glucoseeinheiten. Die physikalischen Eigenschaften der Stärkefilme werden dabei gegenüber der nativen Ausgangsstärke kaum geändert. Der en-zymatische Stärkeabbau mit dem Enzym α-Amylase führt zu kurzkettigen Oligosacchariden. Die chemischen und physikalischen Eigenschaften der abgebauten Stärkefilme unterschei-den sich bei geringen Abbaugraden ebenfalls kaum von den spröden Filmen der nativen Ausgangsstärken. Chemisch modifizierte Stärken, wie Stärkeester und Stärkeäther bilden in Abhängigkeit vom Modifizierungsgrad weichere Filme. Diese Filmeigenschaften werden beim Stärkeauftrag auf das Papier übertragen. Bei einer an die Papierfertigung anschließenden Oberflächenumformung (z.B. Glättung) im Superkalander, Softkalander oder Maschinen-glättwerk verhalten sich die Filme modifizierter und nicht modifizierter Stärken deshalb unter-schiedlich. Der spröde Stärkefilm wird zerbrochen, insbesondere von den harten Stahlwalzen der herkömmlichen Maschinenglättwerke, ein weicherer Film ist leichter verformbar. Damit ändern sich für den Anwendungszweck relevante Eigenschaften, wie Festigkeiten, Steifig-keit, Porosität, Bedruckbarkeit und Glätte des Papiers. Beeinflusst wird dieses Verhalten au-ßerdem durch die Auftragsmengen – sie liegen bei ca. 1 bis 5 g/m² - und die Verteilung der Stärke über den Papierquerschnitt. Als Auftragseinrichtungen für den Oberflächenauftrag werden vorzugsweise Leimpressen und Filmpressen innerhalb der Papiermaschine verwendet. Die Auswahl der Auftragseinrich-tungen ergibt sich aus den Papiermaschinenbedingungen. Bei Maschinengeschwindigkeiten > 800 m/min bereitet der Betrieb von Leimpressen oft Schwierigkeiten. Hier ist der Einsatz anderer Aggregate erforderlich. Filmpressen können problemlos mit höheren Arbeitsge-schwindigkeiten bis um 1.500 m/min mit hoher Gleichmäßigkeit des Stärkeauftrages gefah-ren werden [13].
2.2.2 Einsatz von Stärkeprodukten in der Papiermasse Etwa 16 % der Gesamteinsatzmenge an Stärke werden in den Ländern der EU dem Faser-stoff in der Masse zugesetzt. Die Zugabemengen betragen etwa 0,6 - 2 % otro bezogen auf Faserstoff. Die Anwendung dualer Stärkesysteme erlaubt die Zugabemenge auf etwa 6 % zu erhöhen, ohne den Wasserkreislauf der Papiermaschine zu belasten. Damit können ähnlich hohe Einsatzmengen wie beim Oberflächenauftrag erreicht werden. Nach einer Überschlags-rechnung wird mit dieser Stärkemenge eine komplette Belegung der vorliegenden Fa-ser/Füllstoff-Oberfläche erreicht. Die Stärke ist beim Massezusatz gleichmäßig über dem Papierquerschnitt verteilt. Bei den Stärken oder SPC für den Masseeinsatz handelt es sich in der Regel um kationisch modifizierte Produkte. Die Zugabe kationischer Stärkeprodukte erfolgt im Dickstoffbereich (z. B. Papiermaschinen-bütte) über Dosierpumpen. Vor der Blattbildung muss eine ausreichend lange Zeit zur Reak-tion mit Faser- und Füllstoffoberflächen gegeben sein. Kationische Stärken erhöhen die Füll-stoffretention, binden Störstoffe und verbessern die Papierfestigkeiten.
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
7
2.2.3 Einsatz von Proteinen bei der Papierherstellung Zur Herstellung gestrichener Papieren wurden früher Bindemittel aus Naturprodukten ver-wendet. Dazu gehören Kasein, Stärke, Sojaprotein, Tierleim (Knochen, Knorpelgewebe), Al-ginat und Cellulosederivate [14]. Es wird besonders auf die hohe Bindekraft des Kaseins hingewiesen. Die Proteine wurden fast ausschließlich zur Oberflächenbehandlung von Pa-pier und Karton verwendet. Um die Verträglichkeit mit den anionischen Pigmenten in Leim-präparationen und Streichfarbenformulierungen zu garantieren, erfolgte meist eine Lösung im alkalischen pH-Bereich. Voraussetzung für die Verwendung von Proteinen bei der Herstellung und Verarbeitung von Papier ist ihre rückstandsfreie „Lösung“ oder Dispergierung. Gluten lässt sich entweder en-zymatisch oder mittels Alkalien in einen Zustand überführen, der für eine Anwendung bei der Papierherstellung in Frage kommen könnte. Beide Methoden führen zu einer Verminderung der Molmasse. Daraus resultiert jedoch auch ein Bindekraftverlust. 1989 wurden experimentelle Untersuchungen über den Einsatz von acyliertem Weizenkleber als Cobindemittel in Papierstreichfarben mitgeteilt [15]. Ausgehend von der Feststellung „Weizenkleber kann in nativer Form aufgrund seiner strukturbedingten Eigenschaften nicht für technische Applikationen genutzt werden“ [ebenda] wird hier das Gluten nach einer Acy-lierung als ein möglicher Cobinder für die Papierstreicherei vorgestellt. Die Schwierigkeiten bei der Verarbeitung des Weizenklebers werden auf die komplexe 3-D-Struktur des Proteins und die Vielfalt der enthaltenen Aminosäuren zurückgeführt. Eine Anwendung von Weizengluten oder seinen Derivaten als Zusatz zu einer Faserstoff-suspension (Massezusatz) mit dem Ziel einer Festigkeitssteigerung war im ausgewerteten Literaturfundus nicht nachweisbar. Während unter den verfahrenstechnischen Bedingungen beim Oberflächenauftrag auf Papier (Strich, Oberflächenleimung) bis auf das verdampfte Wasser alle Bestandteile der Präparationslösung auf dem Papier verbleiben, müssen bei ei-nem Einsatz in der Stoffsuspension folgende Verfahrensschritte nacheinander ablaufen:
1. Homogene Verteilung des gelösten bzw. dispergierten Glutens in der Stoffsuspensi-on,
2. Quantitative und feinteilige Retention der dispergierten Füllstoffe und Additive ein-schließlich des Glutens auf den Faserstoffen (auch unter dem Einfluss einer hohen Scherung (z.B. an der Stofflippe, auf dem Sieb oder in der Pressenpartie)).
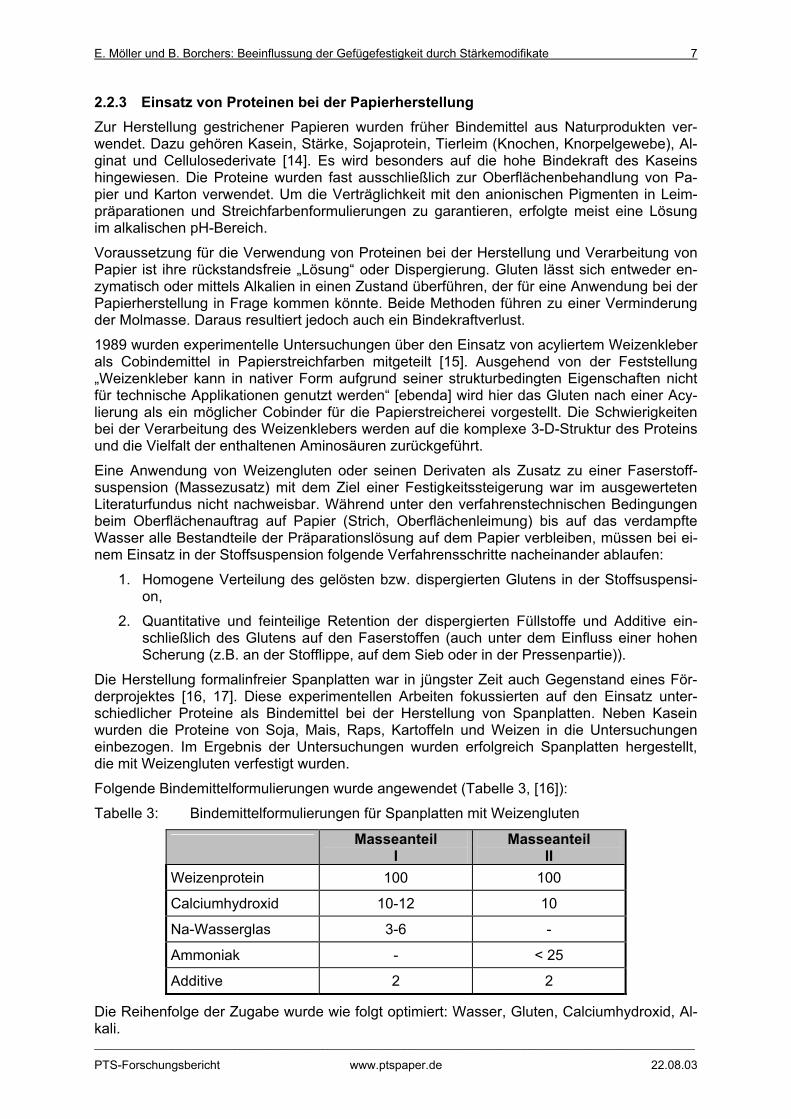
Die Herstellung formalinfreier Spanplatten war in jüngster Zeit auch Gegenstand eines För-derprojektes [16, 17]. Diese experimentellen Arbeiten fokussierten auf den Einsatz unter-schiedlicher Proteine als Bindemittel bei der Herstellung von Spanplatten. Neben Kasein wurden die Proteine von Soja, Mais, Raps, Kartoffeln und Weizen in die Untersuchungen einbezogen. Im Ergebnis der Untersuchungen wurden erfolgreich Spanplatten hergestellt, die mit Weizengluten verfestigt wurden. Folgende Bindemittelformulierungen wurde angewendet (Tabelle 3, [16]): Tabelle 3: Bindemittelformulierungen für Spanplatten mit Weizengluten
Masseanteil I
Masseanteil II
Weizenprotein 100 100
Calciumhydroxid 10-12 10
Na-Wasserglas 3-6 -
Ammoniak - < 25
Additive 2 2
Die Reihenfolge der Zugabe wurde wie folgt optimiert: Wasser, Gluten, Calciumhydroxid, Al-kali.
8 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Der Anteil des Wassers in der Mischung geht aus folgendem Beispiel hervor [17]: Masseteile Masseteile - Weizenprotein 100 - Wasserglas 5 - Wasser 280 - Borax 1,5 - Calciumhydroxid 10
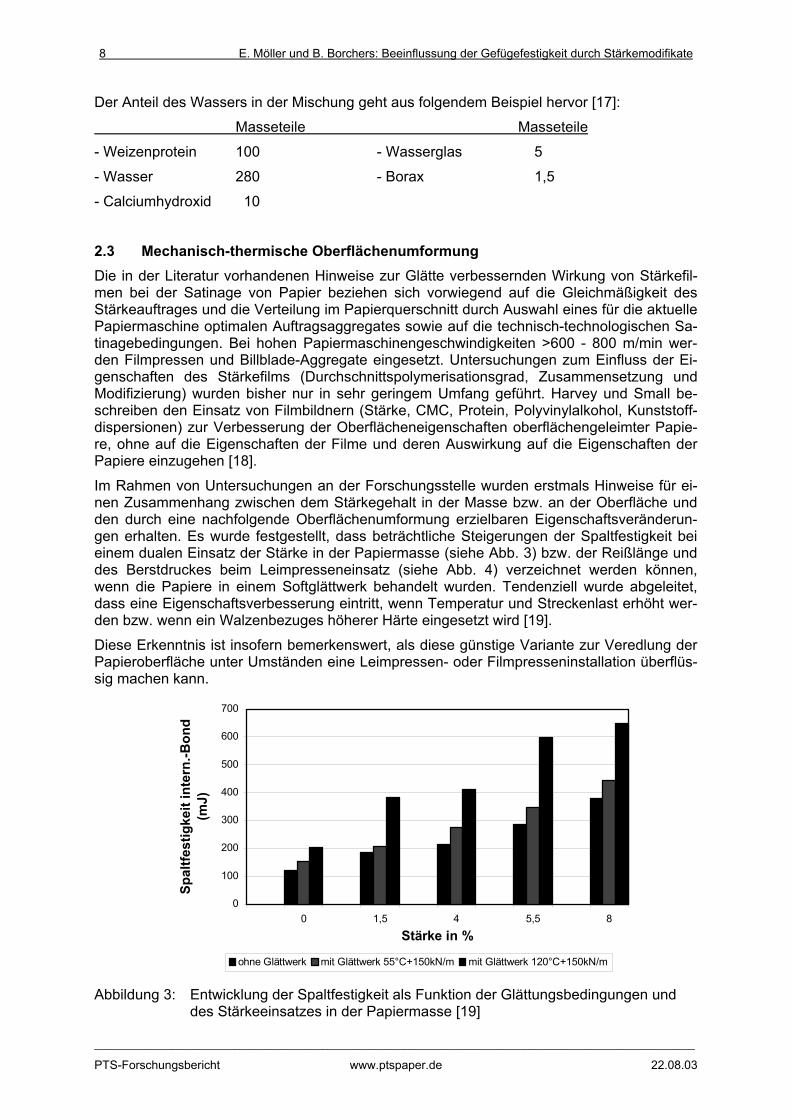
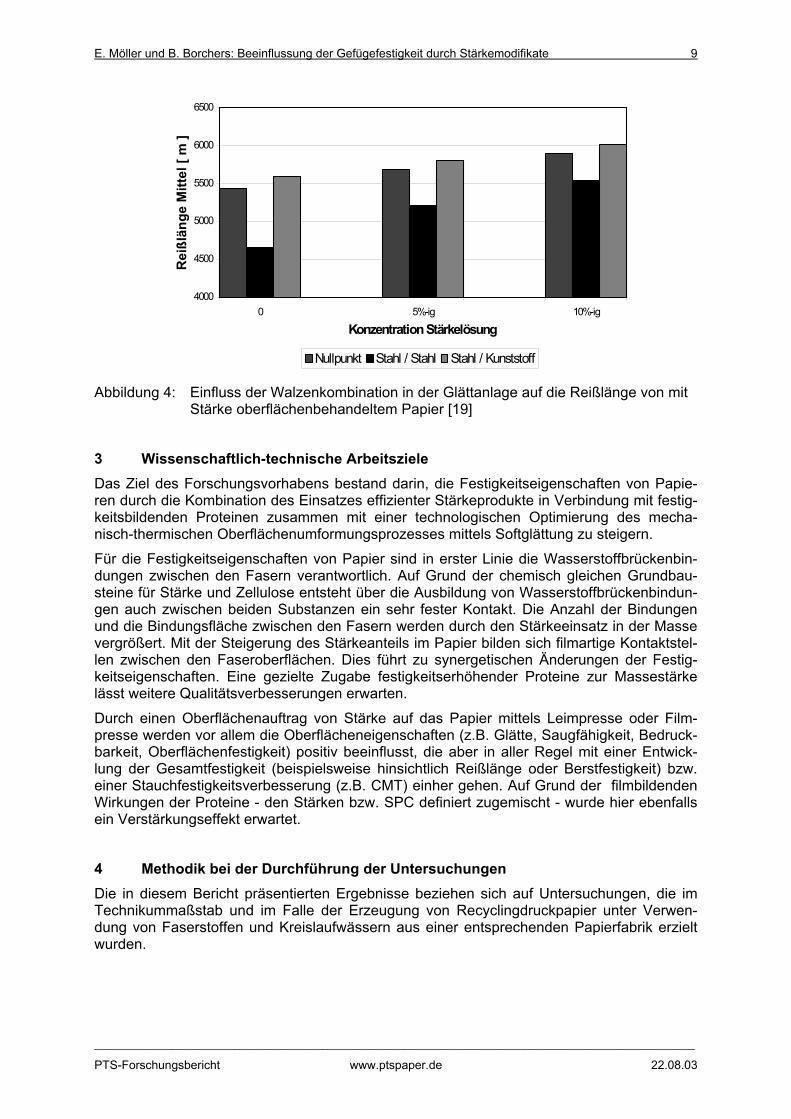
2.3 Mechanisch-thermische Oberflächenumformung Die in der Literatur vorhandenen Hinweise zur Glätte verbessernden Wirkung von Stärkefil-men bei der Satinage von Papier beziehen sich vorwiegend auf die Gleichmäßigkeit des Stärkeauftrages und die Verteilung im Papierquerschnitt durch Auswahl eines für die aktuelle Papiermaschine optimalen Auftragsaggregates sowie auf die technisch-technologischen Sa-tinagebedingungen. Bei hohen Papiermaschinengeschwindigkeiten >600 - 800 m/min wer-den Filmpressen und Billblade-Aggregate eingesetzt. Untersuchungen zum Einfluss der Ei-genschaften des Stärkefilms (Durchschnittspolymerisationsgrad, Zusammensetzung und Modifizierung) wurden bisher nur in sehr geringem Umfang geführt. Harvey und Small be-schreiben den Einsatz von Filmbildnern (Stärke, CMC, Protein, Polyvinylalkohol, Kunststoff-dispersionen) zur Verbesserung der Oberflächeneigenschaften oberflächengeleimter Papie-re, ohne auf die Eigenschaften der Filme und deren Auswirkung auf die Eigenschaften der Papiere einzugehen [18]. Im Rahmen von Untersuchungen an der Forschungsstelle wurden erstmals Hinweise für ei-nen Zusammenhang zwischen dem Stärkegehalt in der Masse bzw. an der Oberfläche und den durch eine nachfolgende Oberflächenumformung erzielbaren Eigenschaftsveränderun-gen erhalten. Es wurde festgestellt, dass beträchtliche Steigerungen der Spaltfestigkeit bei einem dualen Einsatz der Stärke in der Papiermasse (siehe Abb. 3) bzw. der Reißlänge und des Berstdruckes beim Leimpresseneinsatz (siehe Abb. 4) verzeichnet werden können, wenn die Papiere in einem Softglättwerk behandelt wurden. Tendenziell wurde abgeleitet, dass eine Eigenschaftsverbesserung eintritt, wenn Temperatur und Streckenlast erhöht wer-den bzw. wenn ein Walzenbezuges höherer Härte eingesetzt wird [19]. Diese Erkenntnis ist insofern bemerkenswert, als diese günstige Variante zur Veredlung der Papieroberfläche unter Umständen eine Leimpressen- oder Filmpresseninstallation überflüs-sig machen kann.
0
100
200
300
400
500
600
700
0 1,5 4 5,5 8
Stärke in %
Spal
tfest
igke
it in
tern
.-Bon
d (m
J)
ohne Glättwerk mit Glättwerk 55°C+150kN/m mit Glättwerk 120°C+150kN/m
Abbildung 3: Entwicklung der Spaltfestigkeit als Funktion der Glättungsbedingungen und des Stärkeeinsatzes in der Papiermasse [19]
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
9
4000
4500
5000
5500
6000
6500
0 5%-ig 10%-ig
Konzentration Stärkelösung
Rei
ßlän
ge M
ittel
[ m
]
Nullpunkt Stahl / Stahl Stahl / Kunststoff
Abbildung 4: Einfluss der Walzenkombination in der Glättanlage auf die Reißlänge von mit Stärke oberflächenbehandeltem Papier [19]
3 Wissenschaftlich-technische Arbeitsziele Das Ziel des Forschungsvorhabens bestand darin, die Festigkeitseigenschaften von Papie-ren durch die Kombination des Einsatzes effizienter Stärkeprodukte in Verbindung mit festig-keitsbildenden Proteinen zusammen mit einer technologischen Optimierung des mecha-nisch-thermischen Oberflächenumformungsprozesses mittels Softglättung zu steigern. Für die Festigkeitseigenschaften von Papier sind in erster Linie die Wasserstoffbrückenbin-dungen zwischen den Fasern verantwortlich. Auf Grund der chemisch gleichen Grundbau-steine für Stärke und Zellulose entsteht über die Ausbildung von Wasserstoffbrückenbindun-gen auch zwischen beiden Substanzen ein sehr fester Kontakt. Die Anzahl der Bindungen und die Bindungsfläche zwischen den Fasern werden durch den Stärkeeinsatz in der Masse vergrößert. Mit der Steigerung des Stärkeanteils im Papier bilden sich filmartige Kontaktstel-len zwischen den Faseroberflächen. Dies führt zu synergetischen Änderungen der Festig-keitseigenschaften. Eine gezielte Zugabe festigkeitserhöhender Proteine zur Massestärke lässt weitere Qualitätsverbesserungen erwarten. Durch einen Oberflächenauftrag von Stärke auf das Papier mittels Leimpresse oder Film-presse werden vor allem die Oberflächeneigenschaften (z.B. Glätte, Saugfähigkeit, Bedruck-barkeit, Oberflächenfestigkeit) positiv beeinflusst, die aber in aller Regel mit einer Entwick-lung der Gesamtfestigkeit (beispielsweise hinsichtlich Reißlänge oder Berstfestigkeit) bzw. einer Stauchfestigkeitsverbesserung (z.B. CMT) einher gehen. Auf Grund der filmbildenden Wirkungen der Proteine - den Stärken bzw. SPC definiert zugemischt - wurde hier ebenfalls ein Verstärkungseffekt erwartet. 4 Methodik bei der Durchführung der Untersuchungen Die in diesem Bericht präsentierten Ergebnisse beziehen sich auf Untersuchungen, die im Technikummaßstab und im Falle der Erzeugung von Recyclingdruckpapier unter Verwen-dung von Faserstoffen und Kreislaufwässern aus einer entsprechenden Papierfabrik erzielt wurden.
10 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
4.1 Papierherstellung auf der Technikum-Papiermaschine 4.1.1 Masseeinsatz mit nativem Weizengluten Für die Versuche an der Technikumpapiermaschine kam eine 50:50-Mischung aus Langfa-ser- und Kurzfaserzellstoff (Gemischtmahlung) mit einem Mahlgrad von 37 SR aus einer Pa-pierfabrik zur Anwendung. Diese Faserstoffsuspension mit einer Stoffdichte von 3 % wurde mit Leitungswasser auf 0,3 % verdünnt (Endvolumen ca. 1.500 l). Folgende Varianten wurden durchgeführt:
Variante Bezeichnung, End-pH-Wert ____ 1 Reiner Faserstoff, pH = 6,1 2 + 10 %-iger Gluten-Zusatz im Dünnstoff, pH = 6,2 3 + 10 % Gluten + 10 %-iger Zusatz von Glutardialdehyd (bezogen auf Gluten), pH = 6,1 4 + 10 % Gluten + 10 % Glyoxal P (bezogen auf Gluten), pH = 5,7
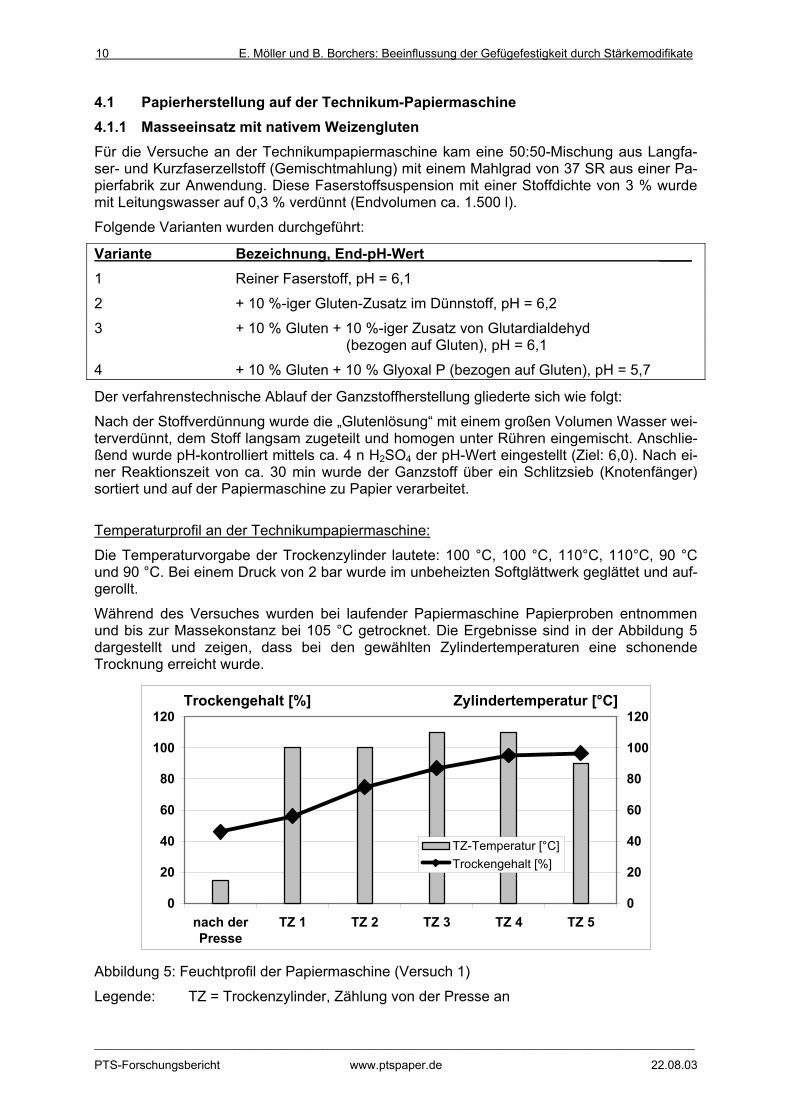
Der verfahrenstechnische Ablauf der Ganzstoffherstellung gliederte sich wie folgt: Nach der Stoffverdünnung wurde die „Glutenlösung“ mit einem großen Volumen Wasser wei-terverdünnt, dem Stoff langsam zugeteilt und homogen unter Rühren eingemischt. Anschlie-ßend wurde pH-kontrolliert mittels ca. 4 n H2SO4 der pH-Wert eingestellt (Ziel: 6,0). Nach ei-ner Reaktionszeit von ca. 30 min wurde der Ganzstoff über ein Schlitzsieb (Knotenfänger) sortiert und auf der Papiermaschine zu Papier verarbeitet. Temperaturprofil an der Technikumpapiermaschine: Die Temperaturvorgabe der Trockenzylinder lautete: 100 °C, 100 °C, 110°C, 110°C, 90 °C und 90 °C. Bei einem Druck von 2 bar wurde im unbeheizten Softglättwerk geglättet und auf-gerollt. Während des Versuches wurden bei laufender Papiermaschine Papierproben entnommen und bis zur Massekonstanz bei 105 °C getrocknet. Die Ergebnisse sind in der Abbildung 5 dargestellt und zeigen, dass bei den gewählten Zylindertemperaturen eine schonende Trocknung erreicht wurde.
0
20
40
60
80
100
120
nach derPresse
TZ 1 TZ 2 TZ 3 TZ 4 TZ 50
20
40
60
80
100
120
TZ-Temperatur [°C]Trockengehalt [%]
Trockengehalt [%] Zylindertemperatur [°C]
Abbildung 5: Feuchtprofil der Papiermaschine (Versuch 1) Legende: TZ = Trockenzylinder, Zählung von der Presse an
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
11
Bestimmung der Protein-Retention bei der Blattbildung im Technikum Von den gefertigten Papiermustern wurden Stickstoffbestimmungen (Kjeldahl, Doppelbe-stimmungen) durchgeführt (Tabelle 4). Tabelle 4: Stickstoffgehalte der gefertigten Papiermuster
Variante Stickstoffgehalt [%]
Glutenretention [%]
1 - Faserstoffe 0,025
2 - Gluten 0,40 27
3 - Gluten + Glutardialdehyd 0,44 30
4 - Gluten + Glyoxal P 0,44 30
Bei der Berechnung der Retention wurde von einem Zusatz von nativem Gluten in einer Hö-he von 10 % ausgegangen. Ausgehend von einem Stickstoffgehalt des reinen nativen Glu-tens mit 13,68 % und einer Zusatzmenge von 10 % berechnet sich der theoretische Stick-stoffgehalt des Ganzstoffes (Faserstoff + Glutenzusatz) in einer Höhe von 1,368 % N. Dieser Wert diente als Bezugsgröße für die Berechnung der Glutenretention in der Tabelle 4.
4.1.2 Masseeinsatz von Stärke-Gluten-Mischungen In Analogie zu dem alleinigen Einsatz von nativem Weizengluten wurden auf der Techni-kumpapiermaschine auch Papiere gefertigt, bei denen Mischungen aus Gluten mit Maisstär-ke bzw. Weizenmehl zur Anwendung kamen. Folgende Faserstoffe wurden verwendet: Zellstoff: 30 % Eukalyptus-Sulfatzellstoff
70 % Kiefer-Fichte-Sulfatzellstoff Entwässerungswiderstand: 26 SR
DIP: Deinkter Faserstoff (DeInked Pulp) aus einer Papierfabrik nach der Stoffsortierung ohne chemische Additve.
Folgende kationisch modifizierten Produkte kamen beim Einsatz in der Faserstoffsuspension zur Anwendung:
Produkt Substitutionsgrad Konzentration der Lösung kat. Maisstärke DS = 0,049 1,64 %
kat. Weizenmehl DS = 0,05 1,66 %
Zur Stofflösung und –verdünnung wurde in beiden Fällen Leitungswasser verwendet. Der DIP wurde lediglich kontinuierlich im Stofflöser aufgeschlagen. Die Stoffaufbereitung für die Versuche an der Technikumpapiermaschine wurde wie folgt vorgenommen: Beide Faserstoffe wurden nach der Dispergierung auf die erforderliche Stoffdichte von 0,3 % mit Leitungswasser verdünnt und bei erhöhter Rührgeschwindigkeit mit Gluten und Stärke vermischt. Der besseren Verteilbarkeit wegen, wurden die abgemessenen Additve direkt vor der Zuteilung zum Stoff mit ca. dem doppelten Volumen Wasser verdünnt und so in die Rührtrombe gegeben. Beim Einsatz der Additvkombinationen wurde in jedem Falle zuerst das alkalisch gelöste Gluten und danach die Stärke bzw. das Weizenmehl dosiert. Nach ei-ner Homogenisierungsphase von ca. 5 min wurde mit ca. 4 n Schwefelsäure der pH-Wert auf 6 bis 6,3 eingestellt. Dieser Gutstoff wurde sofort nach einer Reaktions-/Flockungszeit von 10 min auf der Technikumpapiermaschine verarbeitet. Folgende Varianten wurden bei den Zielprodukten Schleifrohpapier (S) bzw. Graphisches Recyclingpapier (G) auf der Papiermaschine gefertigt:

12 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Variante Erläuterung S0 bzw. G0 Faserstoffmischungen ohne Zusätze S1 bzw. G1 Faserstoff + 2 % kat. Maisstärke S2 bzw. G2 Faserstoff + 2 % kat. Maisstärke + 10 % natives Gluten + 1 % Glutardialdehyd S3 bzw. G3 Faserstoff + 2 % kat. Maisstärke + 5 % natives Gluten + 0,5 % Glutardialdehyd S4 bzw. G4 Faserstoff + 2 % kat. Weizenmehl S5 bzw. G5 Faserstoff + 2 % kat. Weizenmehl + 10 % natives Gluten + 1 % Glutardialdehyd S6 bzw. G6 Faserstoff + 2 % kat. Weizenmehl + 5 % natives Gluten + 0,5 % Glutardialdehyd
Die Bezeichnung wurde bei allen Abbildungen wie folgt gewählt: und = Papiere aus reinem Faserstoff _____ und = Papiere mit Maisstärke-/Gluten-Zusatz - - - und o = Papiere mit Weizenmehl-/Gluten-Zusatz In den grafischen Darstellungen wurde der Variantenbezeichnung der auf der Technikumpa-piermaschine gefertigten Papiere der Buchstabe L für die auf der Oberfläche behandelten Papiere zugefügt.
4.2 Einsatz von Weizengluten bei der Oberflächenbehandlung auf der Technikum-Leimpresse
4.2.1 Aufbereitung der Stärkeprodukte und Herstellung der Präparationslösung Die Aufbereitung der Stärkeprodukte erfolgte in einem beheizbaren Rührbehälter, der die di-rekte Zufuhr von Dampf über ein Bodenventil erlaubte. Nach der Dispergierung der erforder-lichen Stärkemenge in Wasser wurde durch Einleiten von Dampf die Temperatur auf 95 °C gesteigert und anschließend während 20 Minuten weiter beibehalten. Anschließend wurde die Konzentration der Lösung bestimmt und die Stärke sofort weiter verarbeitet. Das zur Oberflächenbehandlung der Papiere in der Leimpresse verwendete modifizierte Weizenmehl war säurehydrolysiert (neutral eingestellt) und musste vor der Applikation nur aufgekocht und nicht mit einem Reagenz abgebaut werden. In eine Wasservorlage (8 l) wur-den mittels Rührwerk 960 g handelsübliches Weizenmehl zur Oberflächenanwendung einge-tragen. Durch Direkteinleiten von Dampf wurde die Suspension auf < 100 °C erhitzt, und nach einer Nachheizzeit von weiteren 20 min der Abbau abgeschlossen. Zur Verarbeitung wurden die Lösungen (ca. 15 l) mit einer Temperatur von 60 bis 70 °C in den Arbeitsbehälter der Leimpresse überführt und bei einer Temperatur von 60 °C gehalten (Thermostat). Der Trockengehalt der verkleisterten Stärkelösungen wurde anschließend durch Trocknung bei 105 °C bis zur Massekonstanz bestimmt: Variante Trockengehalt [%] Weizenmehl 5,4 Weizenmehl für die Mischung mit Gluten 5,0
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
13
4.2.2 Lösung des Weizenproteins Für eine Anwendung des nativen Glutens während des Herstellungsprozesses von Papier muss es zuvor in eine geeignete Applikationsform überführt werden. Es ist notwendig, zu-mindest einen Teil der Bindungen im Protein aufzubrechen. Für die vorliegenden Zwecke kam nur eine einfache Dispergierung bzw. kolloide Lösung ohne chemische Modifizierung in Frage. Lösungsmittel wurden ausgeschlossen. Während das enzymatisch abgebaute Gluten leicht in Wasser löslich ist, mussten umfangreiche Versuche zur Lösung des nativen Glutens durchgeführt werden. Eine Lösung unter Zusatz alkalischer Agenzien wurde nur bei effizien-ter Rührung erreicht. Während bei technischen Prozessen oft auf Kneter und Extruder zu-rückgegriffen wird, wurden bei unseren Versuchen vorzugsweise Hochleistungsrührer vom Prinzip des Ultra-Turrax oder der Dispermat- bzw. Dissolverscheibe angewendet. Für die Versuche im Technikum zum Einsatz des nativen Glutens wurde folgende Arbeits-weise angewendet:
1,0 kg natives Gluten wurden mittels kräftigem Rührwerk (Dissolverscheibe ∅ = 7 cm, 0,75 kW, 900 – 3000 U/min) in 7,5 l Wasser rasch dispergiert. Anschließend wurde sofort ei-ne Slurry aus 110 g Calciumhydroxid (Ca(OH)2) in 500 ml Wasser zugefügt und bei mittlerer Drehzahl die „Lösung“ des Glutens vervollständigt. Nach ca. 5 min wurden nacheinander das Wasserglas (50 g) und die Boraxlösung (Na2B4O7*10 H2O) (15 g in 100 ml) unter Rühren zu-gefügt. Die „Lösung“ wurde anschließend durch zwei Siebe mit unterschiedlicher Maschenweite von nicht dispergierten Teilchen befreit. Der Anteil von nicht dispergiertem Gluten war vernach-lässigbar. Die Präparationslösung aus modifiziertem Weizenmehl + Gluten wies einen Feststoffgehalt von 7,7 % auf.
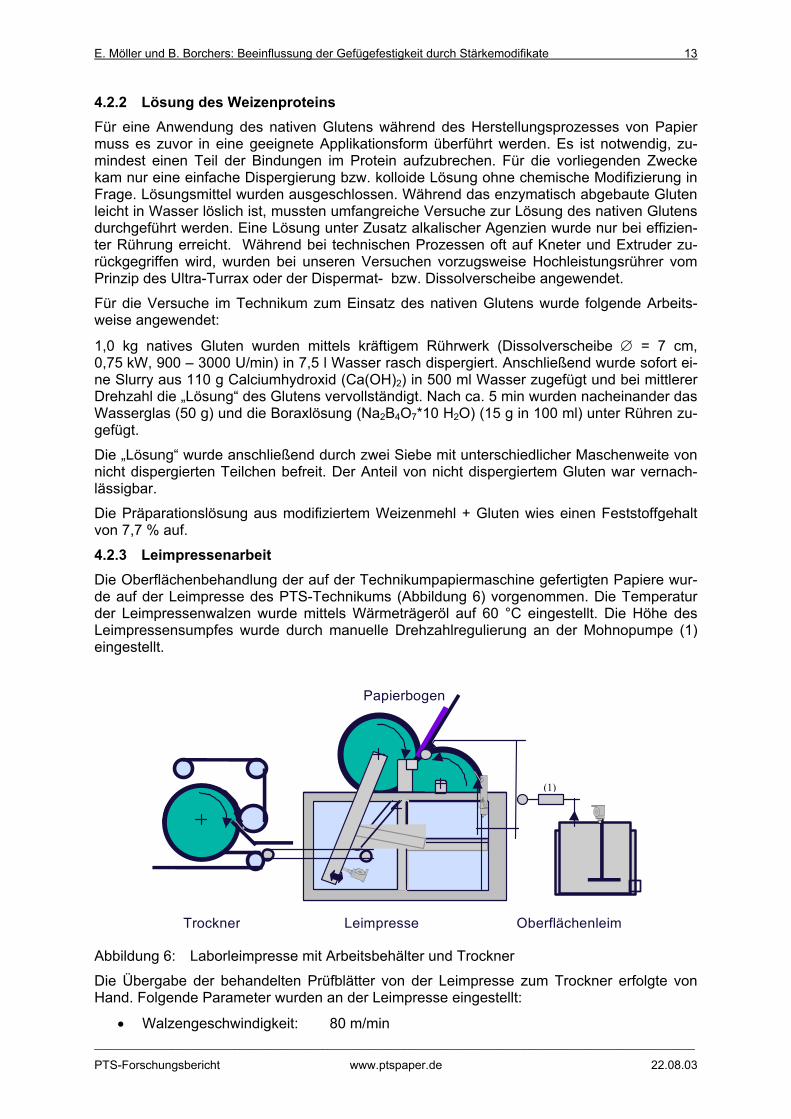
4.2.3 Leimpressenarbeit Die Oberflächenbehandlung der auf der Technikumpapiermaschine gefertigten Papiere wur-de auf der Leimpresse des PTS-Technikums (Abbildung 6) vorgenommen. Die Temperatur der Leimpressenwalzen wurde mittels Wärmeträgeröl auf 60 °C eingestellt. Die Höhe des Leimpressensumpfes wurde durch manuelle Drehzahlregulierung an der Mohnopumpe (1) eingestellt.
Papierbogen
LeimpresseTrockner Oberflächenleim
(1)
Abbildung 6: Laborleimpresse mit Arbeitsbehälter und Trockner Die Übergabe der behandelten Prüfblätter von der Leimpresse zum Trockner erfolgte von Hand. Folgende Parameter wurden an der Leimpresse eingestellt:
• Walzengeschwindigkeit: 80 m/min

14 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
• Walzentemperatur: 60 °C • Anpressdruck: 2 bar
Beim Trocknen wurden folgende Prozessparameter gewählt:
• Walzengeschwindigkeit: 2,5 m/min • Zylindertemperatur: 140 °C • Anpressdruck: 2 bar
Folgende Varianten wurden gefertigt:
Bezeichn. Erläuterung S 0 Zielpapier „Schleifrohpapier“, ohne Zusätze, Vergleich SL 1 + LP-Weizenmehl SL 2 + LP-Weizenmehl + 50 % alkalisch gelöstes natives Gluten G 0 Zielpapier „Grafisches Recyclingpapier“, ohne Zusätze, Vergleich GL 1 + LP-Weizenmehl
GL 2 + LP-Weizenmehl + 50 % alkalisch gelöstes natives Gluten
Die Mischungsangaben Weizenmehl / Gluten beziehen sich auf otro Produkte. Für die Bezeichnungen in den Diagrammen wurden folgende graphische Zeichen gewählt: und = Papiere ohne Oberflächenbehandlung (OL) _____ und = Papiere mit OL (säurehydrolysiertes, neutral eingestelltes Weizenmehl) und = Papiere mit OL (Weizenmehl + Gluten)
4.3 Arbeiten an der Glätteinrichtung Wie bereits beschrieben (Punkt 0) sollte die in früheren Arbeiten gewonnene Erkenntnis, be-stimmte Festigkeiten Stärkemodifikate enthaltender Papiere durch eine Oberflächenumfor-mung mit Softwalzen positiv beeinflussen zu können, auf dieses Projekt übertragen werden. Hierzu wurden Softwalzen mit zwei verschiedenen Bezügen eingesetzt. Parameter Bezug 1 Bezug 2 Bezugshärte (ShD) 91 92 Bezugsdicke (mm) 13,1 12 In Vorversuchen wurden die für eine Oberflächenumformung der im Rahmen des Projekts untersuchten Papiere optimalen Prozessparameter ermittelt: Fixe Parameter: Nipdurchgänge 2 (1x je Seite) Variable Parameter: Walzentemperatur (°C) 50 / 150 (1. Ziffer in Grafiken)
Linienkraft (kN/m) 100 / 200 (2. Ziffer) 4.4 Eigenschaftsbewertung der Papiere Für die Bewertung der Papiereigenschaften unter dem Einfluss des Stärkezusatzes zur Mas-se oder durch Oberflächenauftrag und die nachfolgende Behandlung im Softglättwerk wur-den folgende Prüfungen durchgeführt:
• Bruchkraft, Reißlänge und Bruchdehnung nach DIN EN ISO 1924 - 2 • Durchreißwiderstand (Elmendorf) nach DIN EN 21 974 • Rohdichte nach DIN EN 20 534 - 93
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
15
• Luftdurchlässigkeit (Bendtsen) nach DIN 53 120 T1 • Gefügefestigkeit (Spaltfestigkeit, Internal Bond) nach TAPPI UM - 403 • Reflexionsfaktor (Weißgrad) nach DIN 53 145 T1, T2 • Opazität nach DIN 53 146
5 Ergebnisse und Diskussion Oberflächeneinsatz von Stärke/Mehl + Gluten 5.1.1 Glutengehalt im Papier Für die Untersuchungen wurden die Papiere verwendet, die ohne einen Zusatz von Additiven (Stärke, Gluten) auf der Technikumpapiermaschine gefertigt wurden. Aufgrund der Schwie-rigkeiten, die bei der Leimpressenbehandlung auftraten (Schaumbildung im Sumpf), wurde die Aufnahme der Präparationslösung über den Stickstoffgehalt im behandelten Papier ab-geschätzt. Tabelle 5 enthält die Ergebnisse. Ausgehend von einem Stickstoffgehalt von 13,68 % N2 für die vorliegende native Weizenglutenprobe wurde der Glutengehalt des Pa-piers über den Stickstoffgehalt berechnet. Tabelle 5: Oberflächeneinsatz Gluten: Glührückstand und Stickstoffgehalt
Variante Glührückstand [%]
Stickstoffgehalt [% N]
Glutengehalt [%]
S 0 (Rohpapier) 0,32 0,042 0,30
SL 1 0,35 0,078/0,064 0,52
SL 2 0,59 0,23/0,22 1,64
G 0 (Rohpapier) 6,33 0,068/0,045 0,41
GL 1 6,13 0,062/0,83 0,53
GL 2 6,16 0,26/0,30 2,04
Die Ergebnisse zeigen, dass die Papiere trotz starker Schaumbildung im Leimpressensumpf natives Gluten in einer Menge von ca. 2 % aufgenommen haben. Dabei fällt der Stickstoff-gehalt bei der Papiersorte höher aus, die aus Recyclingfaserstoffen gefertigt wurde. Als Ur-sache können die hydrophoberen Oberflächeneigenschaften der ligninhaltigen Holzstoffe im Recyclingfaserstoff angenommen werden.
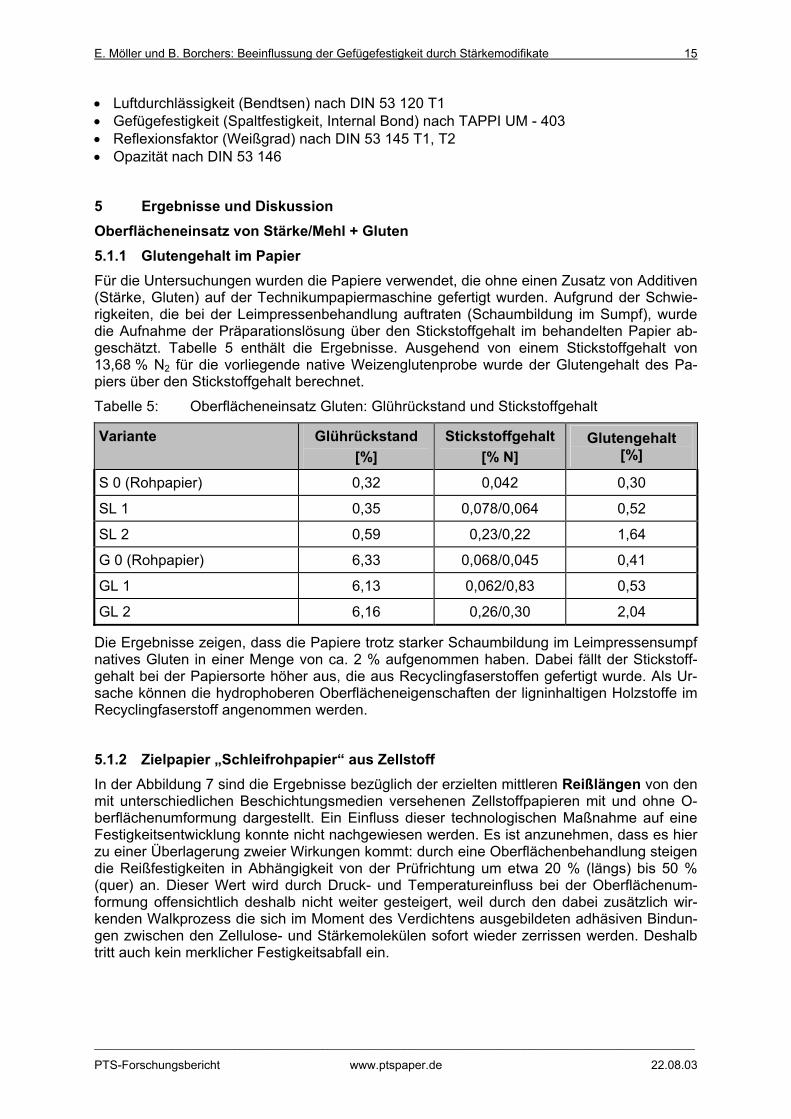
5.1.2 Zielpapier „Schleifrohpapier“ aus Zellstoff In der Abbildung 7 sind die Ergebnisse bezüglich der erzielten mittleren Reißlängen von den mit unterschiedlichen Beschichtungsmedien versehenen Zellstoffpapieren mit und ohne O-berflächenumformung dargestellt. Ein Einfluss dieser technologischen Maßnahme auf eine Festigkeitsentwicklung konnte nicht nachgewiesen werden. Es ist anzunehmen, dass es hier zu einer Überlagerung zweier Wirkungen kommt: durch eine Oberflächenbehandlung steigen die Reißfestigkeiten in Abhängigkeit von der Prüfrichtung um etwa 20 % (längs) bis 50 % (quer) an. Dieser Wert wird durch Druck- und Temperatureinfluss bei der Oberflächenum-formung offensichtlich deshalb nicht weiter gesteigert, weil durch den dabei zusätzlich wir-kenden Walkprozess die sich im Moment des Verdichtens ausgebildeten adhäsiven Bindun-gen zwischen den Zellulose- und Stärkemolekülen sofort wieder zerrissen werden. Deshalb tritt auch kein merklicher Festigkeitsabfall ein.
16 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Reißlänge, Mittelwerte [103m]
0
2
4
6
8
10
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 250/200
Bezug 2150/100
S 0 SL 1 SL 2
Abbildung 7: Oberflächenbehandeltes Papier aus Zellstoff bei unterschiedlichen Varianten
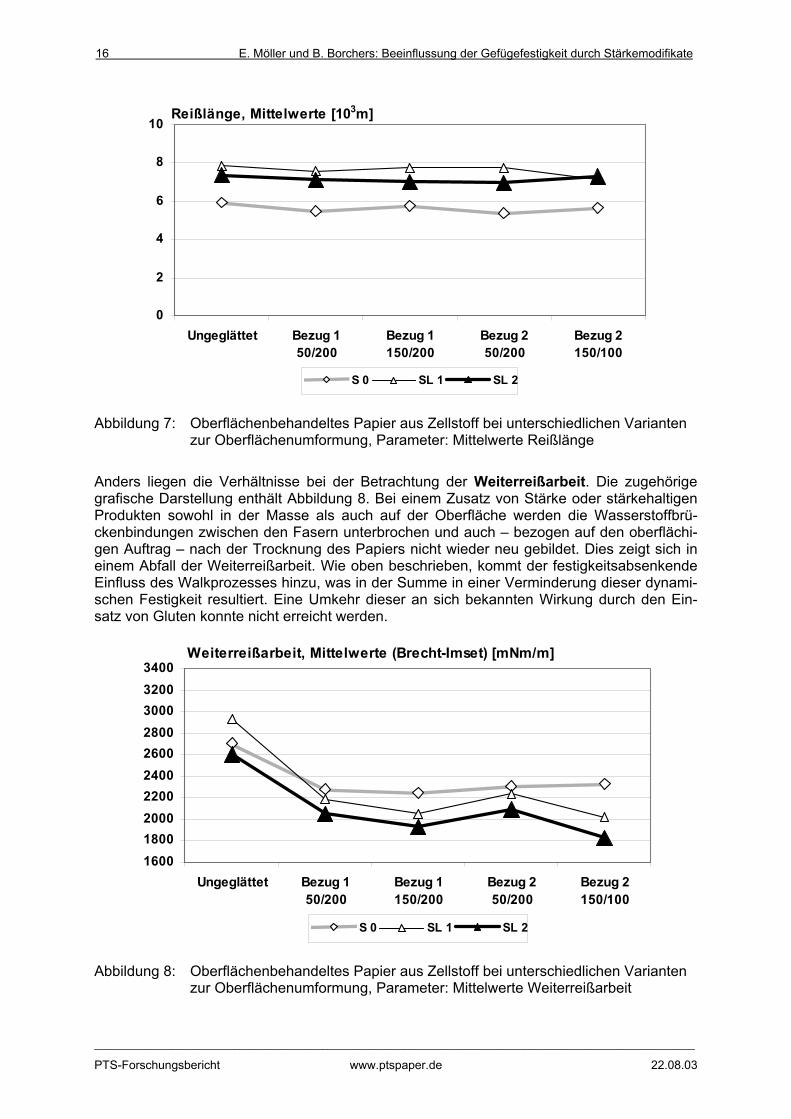
zur Oberflächenumformung, Parameter: Mittelwerte Reißlänge Anders liegen die Verhältnisse bei der Betrachtung der Weiterreißarbeit. Die zugehörige grafische Darstellung enthält Abbildung 8. Bei einem Zusatz von Stärke oder stärkehaltigen Produkten sowohl in der Masse als auch auf der Oberfläche werden die Wasserstoffbrü-ckenbindungen zwischen den Fasern unterbrochen und auch – bezogen auf den oberflächi-gen Auftrag – nach der Trocknung des Papiers nicht wieder neu gebildet. Dies zeigt sich in einem Abfall der Weiterreißarbeit. Wie oben beschrieben, kommt der festigkeitsabsenkende Einfluss des Walkprozesses hinzu, was in der Summe in einer Verminderung dieser dynami-schen Festigkeit resultiert. Eine Umkehr dieser an sich bekannten Wirkung durch den Ein-satz von Gluten konnte nicht erreicht werden.
Weiterreißarbeit, Mittelwerte (Brecht-Imset) [mNm/m]
1600180020002200240026002800300032003400
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 250/200
Bezug 2150/100
S 0 SL 1 SL 2
Abbildung 8: Oberflächenbehandeltes Papier aus Zellstoff bei unterschiedlichen Varianten
zur Oberflächenumformung, Parameter: Mittelwerte Weiterreißarbeit
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
17
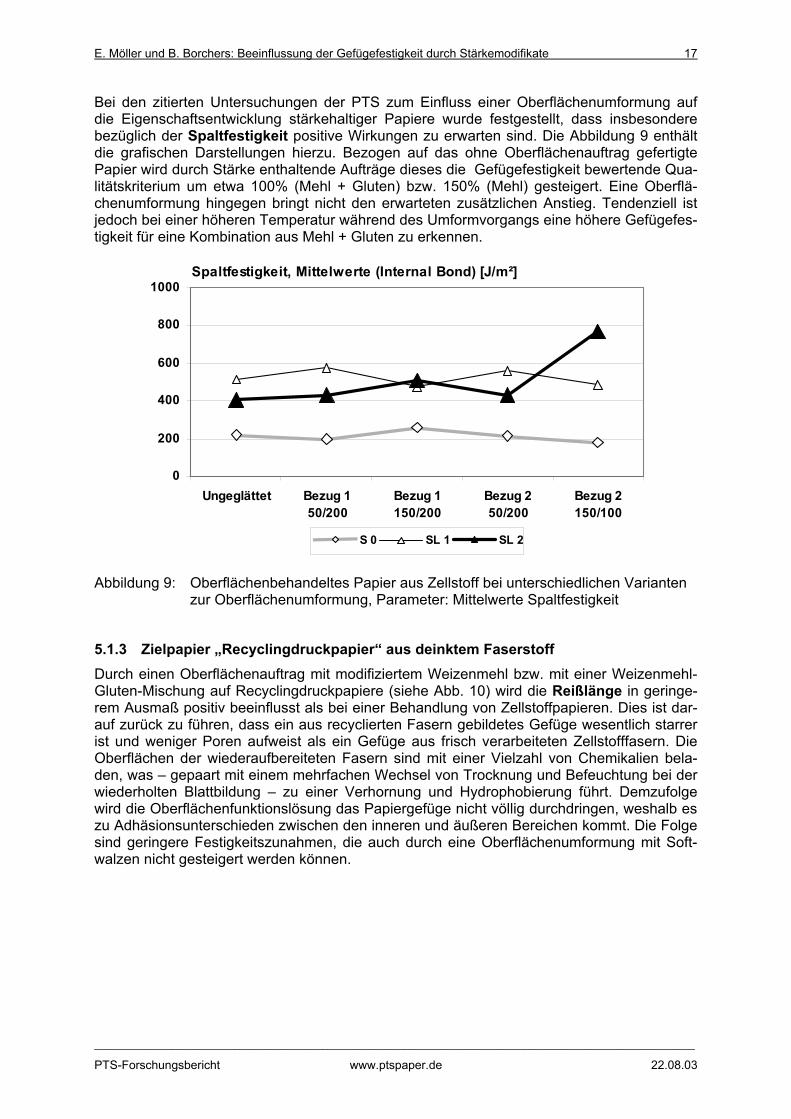
Bei den zitierten Untersuchungen der PTS zum Einfluss einer Oberflächenumformung auf die Eigenschaftsentwicklung stärkehaltiger Papiere wurde festgestellt, dass insbesondere bezüglich der Spaltfestigkeit positive Wirkungen zu erwarten sind. Die Abbildung 9 enthält die grafischen Darstellungen hierzu. Bezogen auf das ohne Oberflächenauftrag gefertigte Papier wird durch Stärke enthaltende Aufträge dieses die Gefügefestigkeit bewertende Qua-litätskriterium um etwa 100% (Mehl + Gluten) bzw. 150% (Mehl) gesteigert. Eine Oberflä-chenumformung hingegen bringt nicht den erwarteten zusätzlichen Anstieg. Tendenziell ist jedoch bei einer höheren Temperatur während des Umformvorgangs eine höhere Gefügefes-tigkeit für eine Kombination aus Mehl + Gluten zu erkennen.
Spaltfestigkeit, Mittelwerte (Internal Bond) [J/m²]
0
200
400
600
800
1000
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 250/200
Bezug 2150/100
S 0 SL 1 SL 2
Abbildung 9: Oberflächenbehandeltes Papier aus Zellstoff bei unterschiedlichen Varianten
zur Oberflächenumformung, Parameter: Mittelwerte Spaltfestigkeit
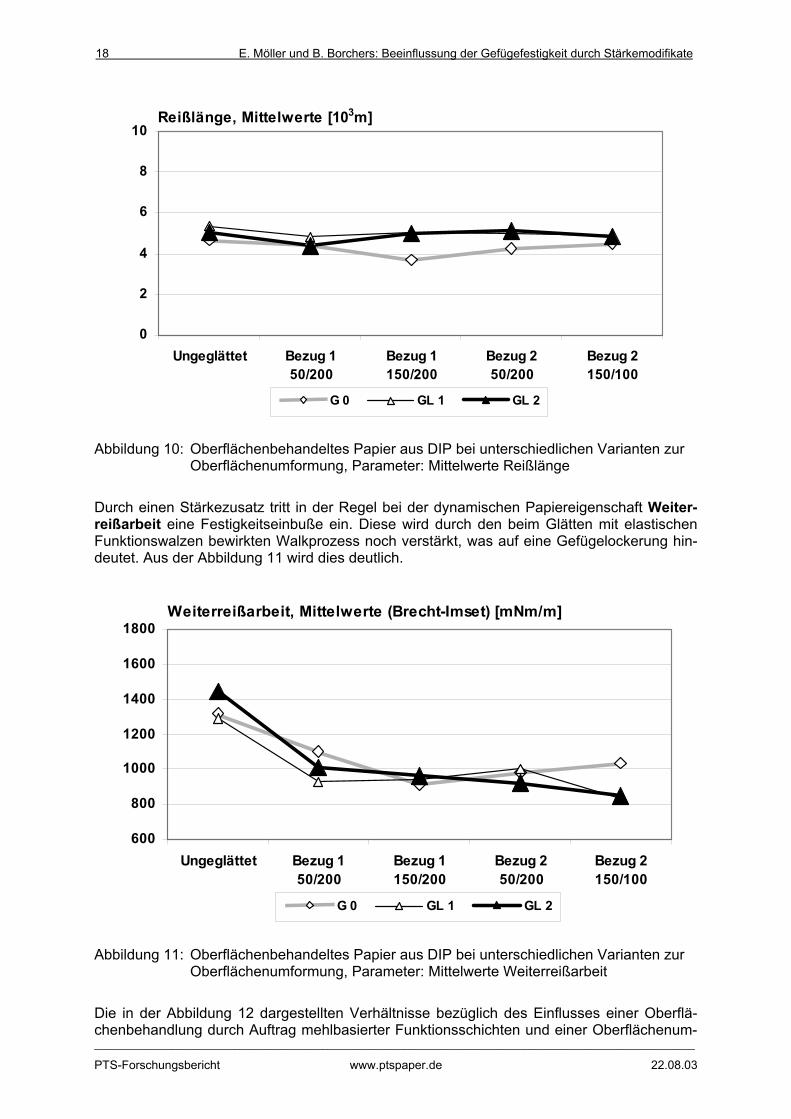
5.1.3 Zielpapier „Recyclingdruckpapier“ aus deinktem Faserstoff Durch einen Oberflächenauftrag mit modifiziertem Weizenmehl bzw. mit einer Weizenmehl-Gluten-Mischung auf Recyclingdruckpapiere (siehe Abb. 10) wird die Reißlänge in geringe-rem Ausmaß positiv beeinflusst als bei einer Behandlung von Zellstoffpapieren. Dies ist dar-auf zurück zu führen, dass ein aus recyclierten Fasern gebildetes Gefüge wesentlich starrer ist und weniger Poren aufweist als ein Gefüge aus frisch verarbeiteten Zellstofffasern. Die Oberflächen der wiederaufbereiteten Fasern sind mit einer Vielzahl von Chemikalien bela-den, was – gepaart mit einem mehrfachen Wechsel von Trocknung und Befeuchtung bei der wiederholten Blattbildung – zu einer Verhornung und Hydrophobierung führt. Demzufolge wird die Oberflächenfunktionslösung das Papiergefüge nicht völlig durchdringen, weshalb es zu Adhäsionsunterschieden zwischen den inneren und äußeren Bereichen kommt. Die Folge sind geringere Festigkeitszunahmen, die auch durch eine Oberflächenumformung mit Soft-walzen nicht gesteigert werden können.
18 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Reißlänge, Mittelwerte [103m]
0
2
4
6
8
10
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 250/200
Bezug 2150/100
G 0 GL 1 GL 2
Abbildung 10: Oberflächenbehandeltes Papier aus DIP bei unterschiedlichen Varianten zur
Oberflächenumformung, Parameter: Mittelwerte Reißlänge Durch einen Stärkezusatz tritt in der Regel bei der dynamischen Papiereigenschaft Weiter-reißarbeit eine Festigkeitseinbuße ein. Diese wird durch den beim Glätten mit elastischen Funktionswalzen bewirkten Walkprozess noch verstärkt, was auf eine Gefügelockerung hin-deutet. Aus der Abbildung 11 wird dies deutlich.
Weiterreißarbeit, Mittelwerte (Brecht-Imset) [mNm/m]
600
800
1000
1200
1400
1600
1800
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 250/200
Bezug 2150/100
G 0 GL 1 GL 2
Abbildung 11: Oberflächenbehandeltes Papier aus DIP bei unterschiedlichen Varianten zur
Oberflächenumformung, Parameter: Mittelwerte Weiterreißarbeit Die in der Abbildung 12 dargestellten Verhältnisse bezüglich des Einflusses einer Oberflä-chenbehandlung durch Auftrag mehlbasierter Funktionsschichten und einer Oberflächenum-
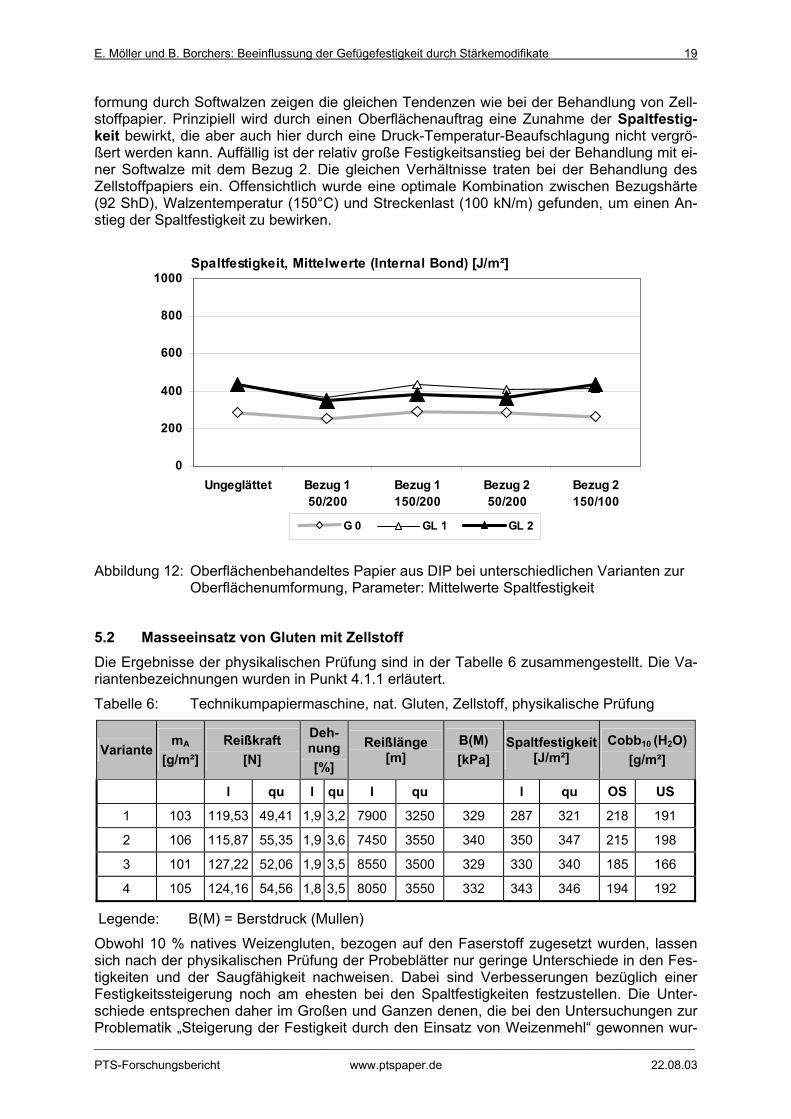
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
19
formung durch Softwalzen zeigen die gleichen Tendenzen wie bei der Behandlung von Zell-stoffpapier. Prinzipiell wird durch einen Oberflächenauftrag eine Zunahme der Spaltfestig-keit bewirkt, die aber auch hier durch eine Druck-Temperatur-Beaufschlagung nicht vergrö-ßert werden kann. Auffällig ist der relativ große Festigkeitsanstieg bei der Behandlung mit ei-ner Softwalze mit dem Bezug 2. Die gleichen Verhältnisse traten bei der Behandlung des Zellstoffpapiers ein. Offensichtlich wurde eine optimale Kombination zwischen Bezugshärte (92 ShD), Walzentemperatur (150°C) und Streckenlast (100 kN/m) gefunden, um einen An-stieg der Spaltfestigkeit zu bewirken.
Spaltfestigkeit, Mittelwerte (Internal Bond) [J/m²]
0
200
400
600
800
1000
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 250/200
Bezug 2150/100
G 0 GL 1 GL 2
Abbildung 12: Oberflächenbehandeltes Papier aus DIP bei unterschiedlichen Varianten zur
Oberflächenumformung, Parameter: Mittelwerte Spaltfestigkeit
5.2 Masseeinsatz von Gluten mit Zellstoff Die Ergebnisse der physikalischen Prüfung sind in der Tabelle 6 zusammengestellt. Die Va-riantenbezeichnungen wurden in Punkt 4.1.1 erläutert. Tabelle 6: Technikumpapiermaschine, nat. Gluten, Zellstoff, physikalische Prüfung
Variante mA
[g/m²] Reißkraft
[N]
Deh-nung[%]
Reißlänge [m]
B(M) [kPa]
Spaltfestigkeit [J/m²]
Cobb10 (H2O) [g/m²]
l qu l qu l qu l qu OS US
1 103 119,53 49,41 1,9 3,2 7900 3250 329 287 321 218 191
2 106 115,87 55,35 1,9 3,6 7450 3550 340 350 347 215 198
3 101 127,22 52,06 1,9 3,5 8550 3500 329 330 340 185 166
4 105 124,16 54,56 1,8 3,5 8050 3550 332 343 346 194 192
Legende: B(M) = Berstdruck (Mullen) Obwohl 10 % natives Weizengluten, bezogen auf den Faserstoff zugesetzt wurden, lassen sich nach der physikalischen Prüfung der Probeblätter nur geringe Unterschiede in den Fes-tigkeiten und der Saugfähigkeit nachweisen. Dabei sind Verbesserungen bezüglich einer Festigkeitssteigerung noch am ehesten bei den Spaltfestigkeiten festzustellen. Die Unter-schiede entsprechen daher im Großen und Ganzen denen, die bei den Untersuchungen zur Problematik „Steigerung der Festigkeit durch den Einsatz von Weizenmehl“ gewonnen wur-
20 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
den. Obwohl sich beim Auftropfen von Wasser rein visuelle Unterschiede bezüglich des Pe-netrationsverhaltens beobachten ließen, konnte bei der Messung der Oberflächensaugfähig-keit nach COBB kein wesentlicher Unterschied bestimmt werden.
5.3 Masseeinsatz von Stärke/Mehl + Gluten 5.3.1 Zielpapier „Schleifrohpapier“ aus Zellstoff Auf der Technikumpapiermaschine wurden die in Punkt 4.1.2 aufgeführten Varianten gefer-tigt. Die Prüfdaten für den Glührückstand (575 °C) und die Stickstoffbestimmung nach Kjeldahl sind in der Tabelle 7 enthalten. Tabelle 7: Ergebnisse: Glührückstand und Stickstoffgehalt der Papiere
Variante Glührückstand [%]
Stickstoffgehalt [% N]
Glutengehalt [%]
S 0 0,32 0,042 0,30
S 1 0,32 0,096/0,056 0,56
S 2 0,38 0,55/0,56 4,05
S 3 0,36 0,32/0,32 2,34
S 4 0,30 0,040 0,29
S 5 0,39 0,68/0,70 5,05
S 6 0,37 0,43/0,43 3,14
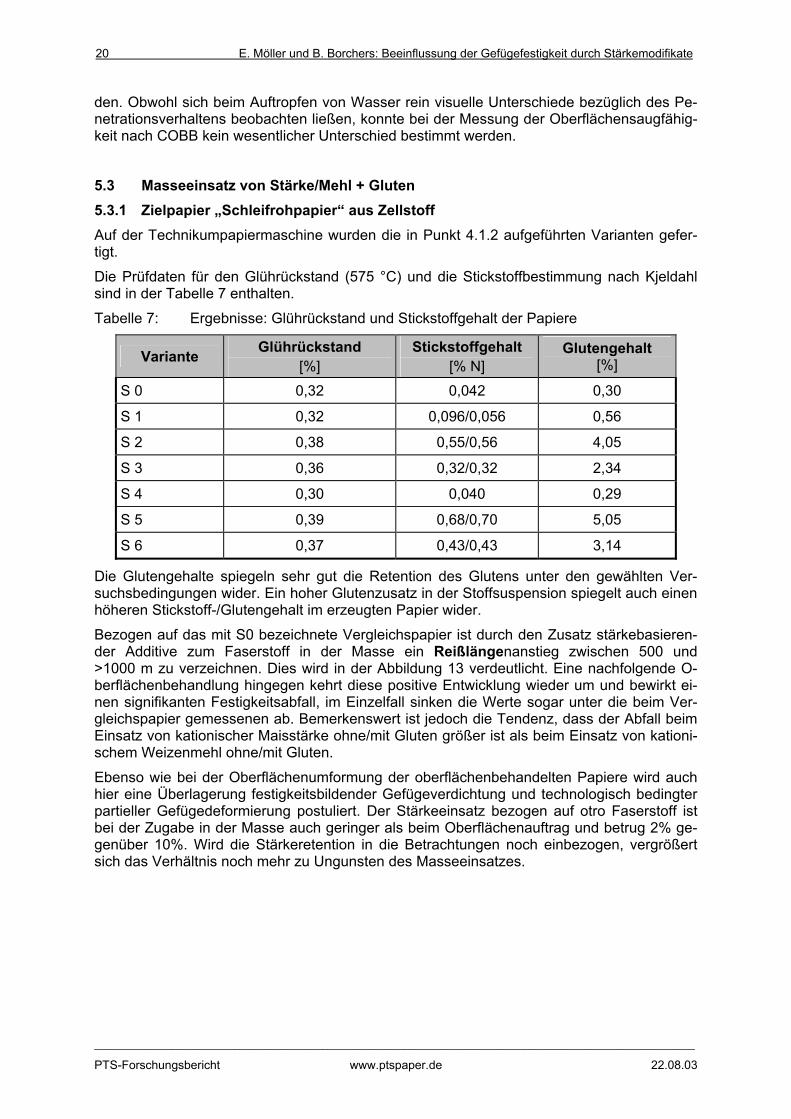
Die Glutengehalte spiegeln sehr gut die Retention des Glutens unter den gewählten Ver-suchsbedingungen wider. Ein hoher Glutenzusatz in der Stoffsuspension spiegelt auch einen höheren Stickstoff-/Glutengehalt im erzeugten Papier wider. Bezogen auf das mit S0 bezeichnete Vergleichspapier ist durch den Zusatz stärkebasieren-der Additive zum Faserstoff in der Masse ein Reißlängenanstieg zwischen 500 und >1000 m zu verzeichnen. Dies wird in der Abbildung 13 verdeutlicht. Eine nachfolgende O-berflächenbehandlung hingegen kehrt diese positive Entwicklung wieder um und bewirkt ei-nen signifikanten Festigkeitsabfall, im Einzelfall sinken die Werte sogar unter die beim Ver-gleichspapier gemessenen ab. Bemerkenswert ist jedoch die Tendenz, dass der Abfall beim Einsatz von kationischer Maisstärke ohne/mit Gluten größer ist als beim Einsatz von kationi-schem Weizenmehl ohne/mit Gluten. Ebenso wie bei der Oberflächenumformung der oberflächenbehandelten Papiere wird auch hier eine Überlagerung festigkeitsbildender Gefügeverdichtung und technologisch bedingter partieller Gefügedeformierung postuliert. Der Stärkeeinsatz bezogen auf otro Faserstoff ist bei der Zugabe in der Masse auch geringer als beim Oberflächenauftrag und betrug 2% ge-genüber 10%. Wird die Stärkeretention in die Betrachtungen noch einbezogen, vergrößert sich das Verhältnis noch mehr zu Ungunsten des Masseeinsatzes.
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
21
Reißlänge (Mittelwerte) [km]
4,5
5,0
5,5
6,0
6,5
7,0
7,5
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
S 0 S 1 S 2 S 3 S 4 S 5 S 6
Abbildung 13: Einfluss unterschiedlicher Oberflächenumformungen Glutenhaltige Papiere: Parameter Reißlänge (Mittelwert)
Deutlicher als bei der Reißlänge ist der Festigkeitszuwachs durch den Einsatz von Stärke-produkten bei der Spaltfestigkeit zu sehen (Abbildung 14, ungeglättet). Eine Oberflächen-umformung mittels Softwalzen verschiedener Bezüge bei Variation von Walzentemperaturen und Streckenlasten führt tendenziell zu einem leichten Absinken dieser Papiereigenschaft. Ein Anstieg beim Einsatz von kationischem Weizenmehl bei den mit Bezug 2 geglätteten Papieren ist jedoch auch hier zu verzeichnen.
Spaltfestigkeit (Mittelwerte) [J/m²]
100150200250300350400450500550600
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
S 0 S 1 S 2 S 3 S 4 S 5 S 6
Abbildung 14: Einfluss unterschiedlicher Oberflächenumformungen
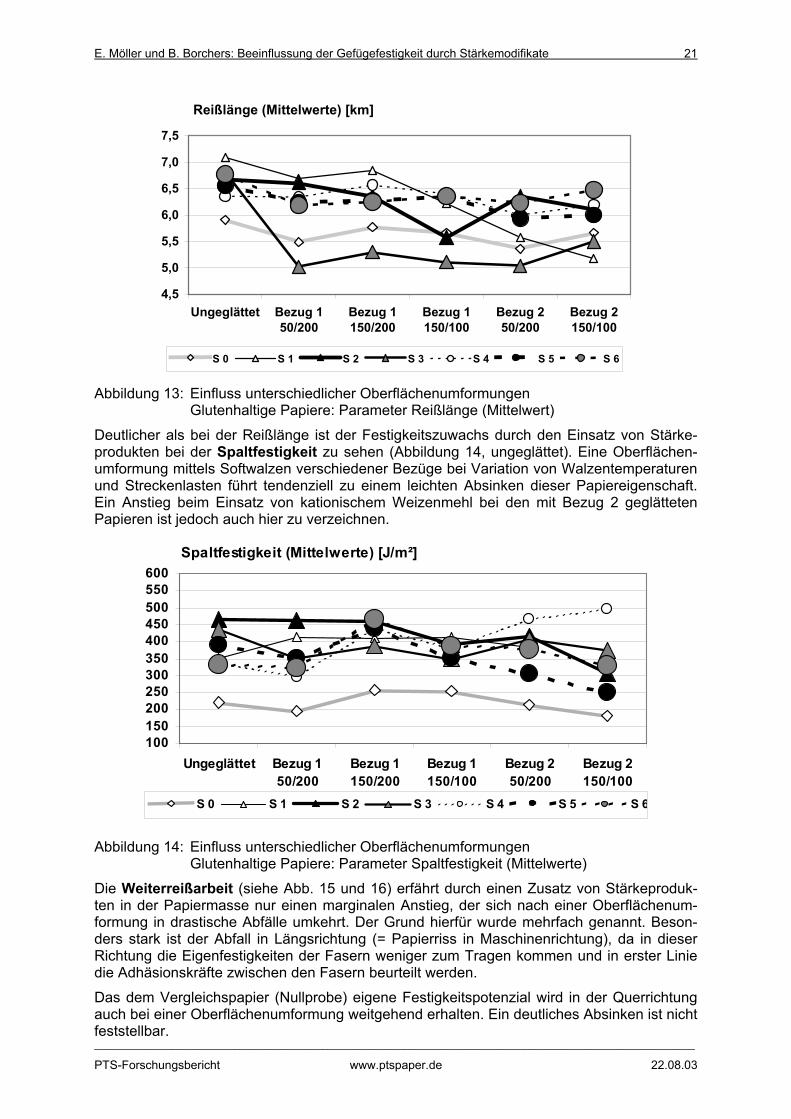
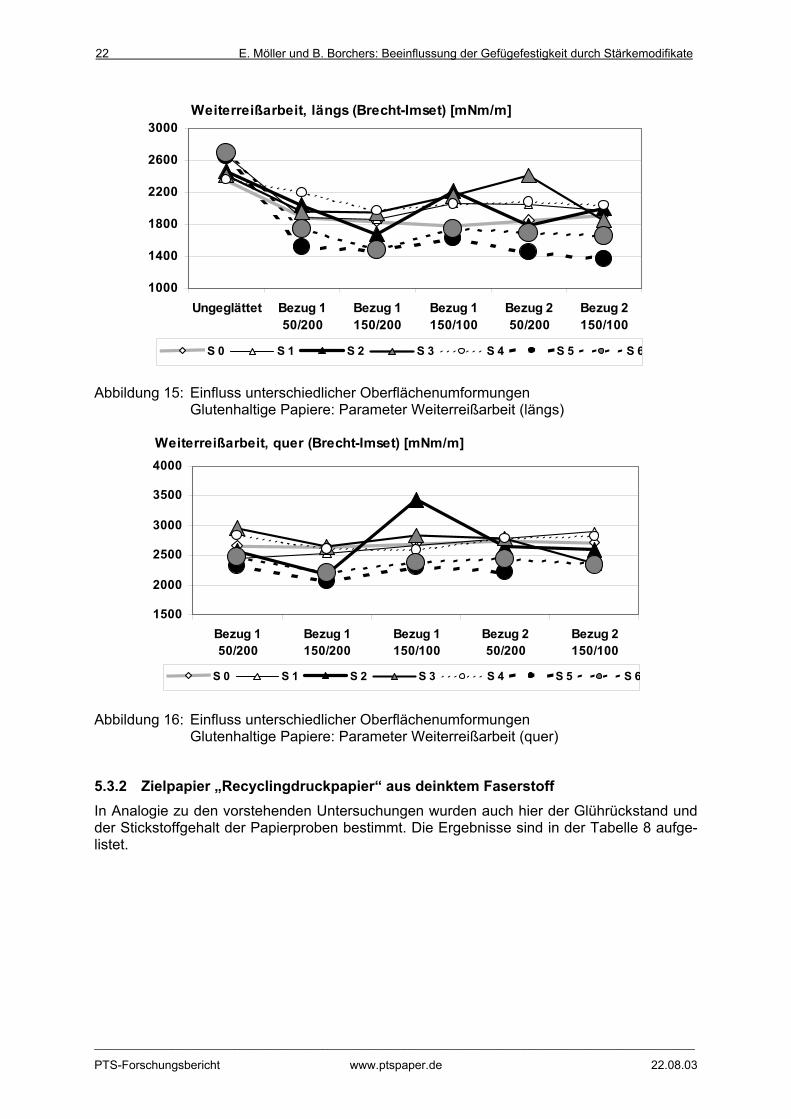
Glutenhaltige Papiere: Parameter Spaltfestigkeit (Mittelwerte) Die Weiterreißarbeit (siehe Abb. 15 und 16) erfährt durch einen Zusatz von Stärkeproduk-ten in der Papiermasse nur einen marginalen Anstieg, der sich nach einer Oberflächenum-formung in drastische Abfälle umkehrt. Der Grund hierfür wurde mehrfach genannt. Beson-ders stark ist der Abfall in Längsrichtung (= Papierriss in Maschinenrichtung), da in dieser Richtung die Eigenfestigkeiten der Fasern weniger zum Tragen kommen und in erster Linie die Adhäsionskräfte zwischen den Fasern beurteilt werden. Das dem Vergleichspapier (Nullprobe) eigene Festigkeitspotenzial wird in der Querrichtung auch bei einer Oberflächenumformung weitgehend erhalten. Ein deutliches Absinken ist nicht feststellbar.
22 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Weiterreißarbeit, längs (Brecht-Imset) [mNm/m]
1000
1400
1800
2200
2600
3000
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
S 0 S 1 S 2 S 3 S 4 S 5 S 6
Abbildung 15: Einfluss unterschiedlicher Oberflächenumformungen
Glutenhaltige Papiere: Parameter Weiterreißarbeit (längs)
Weiterreißarbeit, quer (Brecht-Imset) [mNm/m]
1500
2000
2500
3000
3500
4000
Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
S 0 S 1 S 2 S 3 S 4 S 5 S 6
Abbildung 16: Einfluss unterschiedlicher Oberflächenumformungen
Glutenhaltige Papiere: Parameter Weiterreißarbeit (quer)
5.3.2 Zielpapier „Recyclingdruckpapier“ aus deinktem Faserstoff In Analogie zu den vorstehenden Untersuchungen wurden auch hier der Glührückstand und der Stickstoffgehalt der Papierproben bestimmt. Die Ergebnisse sind in der Tabelle 8 aufge-listet.
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
23
Tabelle 8: Glührückstand und Stickstoffgehalt der Papierproben
Variante Glührückstand [%]
Stickstoffgehalt [% N]
Glutengehalt [%]
G 0 6,33 0,045/0,068 0,41
G 1 9,30 0,049/0,053 0,37
G 2 8,38 0,70/0,69 5,08
G 3 9,05 0,39/0,40 2,86
G 4 9,72 0,94/0,1 0,71
G 5 8,52 0,70 5,12
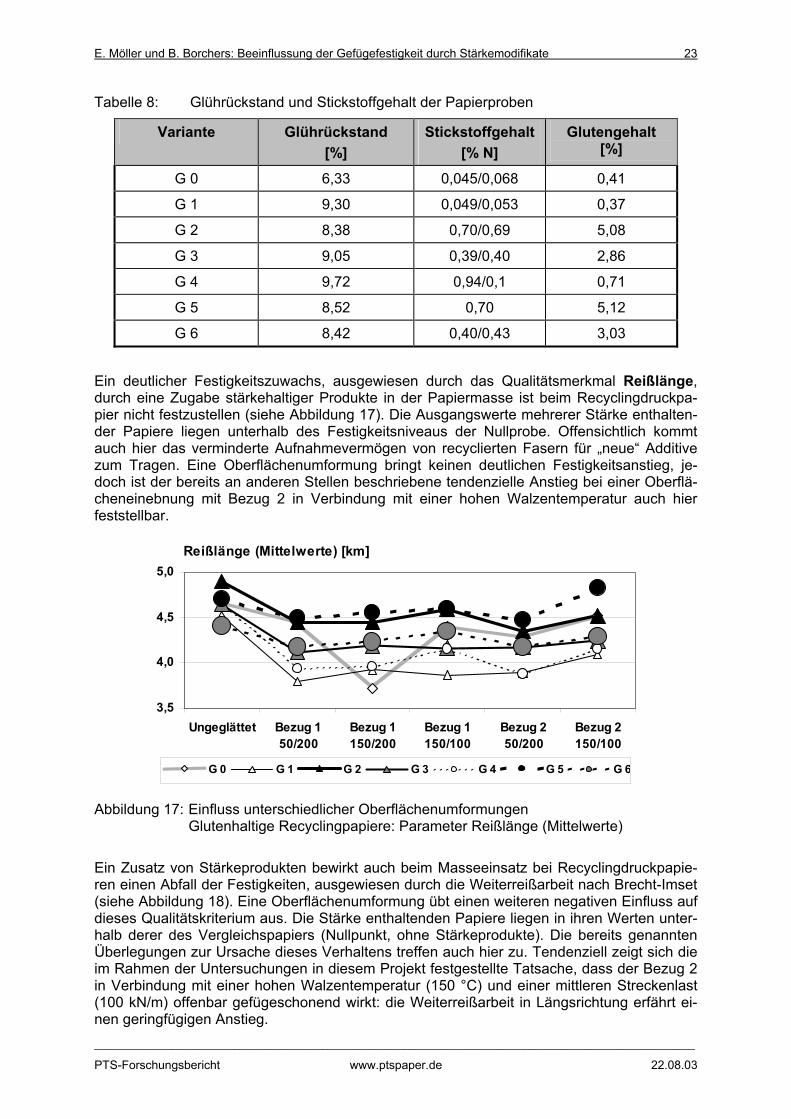
G 6 8,42 0,40/0,43 3,03 Ein deutlicher Festigkeitszuwachs, ausgewiesen durch das Qualitätsmerkmal Reißlänge, durch eine Zugabe stärkehaltiger Produkte in der Papiermasse ist beim Recyclingdruckpa-pier nicht festzustellen (siehe Abbildung 17). Die Ausgangswerte mehrerer Stärke enthalten-der Papiere liegen unterhalb des Festigkeitsniveaus der Nullprobe. Offensichtlich kommt auch hier das verminderte Aufnahmevermögen von recyclierten Fasern für „neue“ Additive zum Tragen. Eine Oberflächenumformung bringt keinen deutlichen Festigkeitsanstieg, je-doch ist der bereits an anderen Stellen beschriebene tendenzielle Anstieg bei einer Oberflä-cheneinebnung mit Bezug 2 in Verbindung mit einer hohen Walzentemperatur auch hier feststellbar.
Reißlänge (Mittelwerte) [km]
3,5
4,0
4,5
5,0
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
G 0 G 1 G 2 G 3 G 4 G 5 G 6
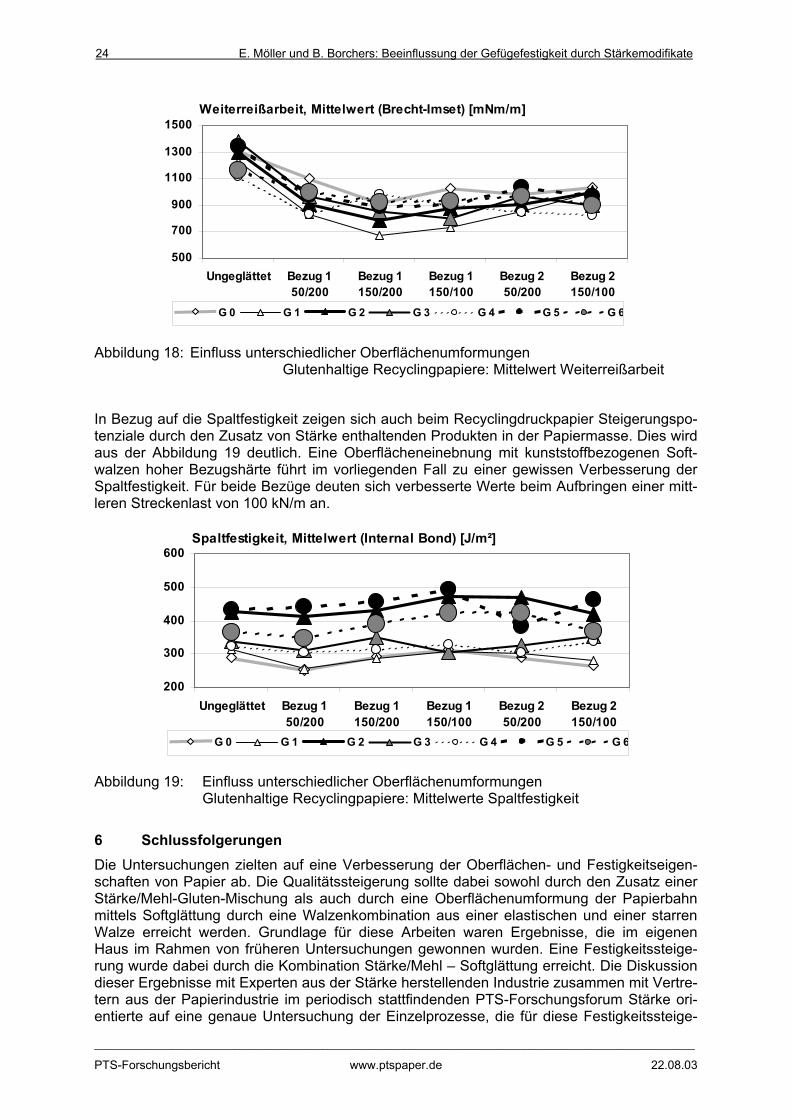
Abbildung 17: Einfluss unterschiedlicher Oberflächenumformungen Glutenhaltige Recyclingpapiere: Parameter Reißlänge (Mittelwerte) Ein Zusatz von Stärkeprodukten bewirkt auch beim Masseeinsatz bei Recyclingdruckpapie-ren einen Abfall der Festigkeiten, ausgewiesen durch die Weiterreißarbeit nach Brecht-Imset (siehe Abbildung 18). Eine Oberflächenumformung übt einen weiteren negativen Einfluss auf dieses Qualitätskriterium aus. Die Stärke enthaltenden Papiere liegen in ihren Werten unter-halb derer des Vergleichspapiers (Nullpunkt, ohne Stärkeprodukte). Die bereits genannten Überlegungen zur Ursache dieses Verhaltens treffen auch hier zu. Tendenziell zeigt sich die im Rahmen der Untersuchungen in diesem Projekt festgestellte Tatsache, dass der Bezug 2 in Verbindung mit einer hohen Walzentemperatur (150 °C) und einer mittleren Streckenlast (100 kN/m) offenbar gefügeschonend wirkt: die Weiterreißarbeit in Längsrichtung erfährt ei-nen geringfügigen Anstieg.
24 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Weiterreißarbeit, Mittelwert (Brecht-Imset) [mNm/m]
500
700
900
1100
1300
1500
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
G 0 G 1 G 2 G 3 G 4 G 5 G 6
Abbildung 18: Einfluss unterschiedlicher Oberflächenumformungen
Glutenhaltige Recyclingpapiere: Mittelwert Weiterreißarbeit In Bezug auf die Spaltfestigkeit zeigen sich auch beim Recyclingdruckpapier Steigerungspo-tenziale durch den Zusatz von Stärke enthaltenden Produkten in der Papiermasse. Dies wird aus der Abbildung 19 deutlich. Eine Oberflächeneinebnung mit kunststoffbezogenen Soft-walzen hoher Bezugshärte führt im vorliegenden Fall zu einer gewissen Verbesserung der Spaltfestigkeit. Für beide Bezüge deuten sich verbesserte Werte beim Aufbringen einer mitt-leren Streckenlast von 100 kN/m an.
Spaltfestigkeit, Mittelwert (Internal Bond) [J/m²]
200
300
400
500
600
Ungeglättet Bezug 150/200
Bezug 1150/200
Bezug 1150/100
Bezug 250/200
Bezug 2150/100
G 0 G 1 G 2 G 3 G 4 G 5 G 6
Abbildung 19: Einfluss unterschiedlicher Oberflächenumformungen Glutenhaltige Recyclingpapiere: Mittelwerte Spaltfestigkeit
6 Schlussfolgerungen Die Untersuchungen zielten auf eine Verbesserung der Oberflächen- und Festigkeitseigen-schaften von Papier ab. Die Qualitätssteigerung sollte dabei sowohl durch den Zusatz einer Stärke/Mehl-Gluten-Mischung als auch durch eine Oberflächenumformung der Papierbahn mittels Softglättung durch eine Walzenkombination aus einer elastischen und einer starren Walze erreicht werden. Grundlage für diese Arbeiten waren Ergebnisse, die im eigenen Haus im Rahmen von früheren Untersuchungen gewonnen wurden. Eine Festigkeitssteige-rung wurde dabei durch die Kombination Stärke/Mehl – Softglättung erreicht. Die Diskussion dieser Ergebnisse mit Experten aus der Stärke herstellenden Industrie zusammen mit Vertre-tern aus der Papierindustrie im periodisch stattfindenden PTS-Forschungsforum Stärke ori-entierte auf eine genaue Untersuchung der Einzelprozesse, die für diese Festigkeitssteige-
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
25
rung im Papier verantwortlich sind. Es wurde vermutet, dass die beiden Bestandteile des Weizenmehls, also Stärke und Gluten, nach dem Einbringen in das Papierfaservlies eine sy-nergistische Wirkung entfalten. Es wurde angenommen, dass native oder gering derivatisier-te Stärke eine feste fixierte Bindung im Vlies erzeugt. Das Gluten mit seinen elastischen Ei-genschaften sollte dabei die dynamischen Festigkeiten zwischen den Fasern ausbilden. Ob-wohl die Ergebnisse des vorliegenden Forschungsvorhabens die Tatsache der Festigkeits-steigerung durch die Kombination Stärke/Gluten/Softglättung in Ansätzen bestätigen, muss festgestellt werden, dass eine Klärung des Zusammenwirkens keinesfalls erreicht wurde. Während die Stärke sehr leicht und effektiv durch einen Verkleisterungsprozess in eine opti-mal verteilbare Applikationsform für die Zuteilung zum Faserstoff einschließlich der Fixierung auf den Faserstoff überführt werden kann, gibt es dagegen erhebliche Schwierigkeiten bei der Anwendung des Glutens. Für diese Wahl sprach weiterhin der Sachverhalt, dass alkalisch dispergierte Proteine wie Sojaprotein, Kasein und Gluten als Kleber, Bindemittel und Filmbildner seit langem auch im industriellen Bereich angewendet werden. Dabei ist die Verwendung sowohl als Binder zur Oberflächenbehandlung als auch beim Streichen von Papier durchaus Stand der Technik. Bei diesen Anwendungen verbleibt das Gluten aber immer im stark alkalischen Milieu. Beim Einsatz von alkalisch gelöstem Gluten in einer Faserstoffsuspension liegen aber ganz ande-re verfahrenstechnische Bedingungen vor. Während die Verteilung des alkalisch dispergier-ten Glutens in der Stoffsuspension problemlos gelingt, ist eine Adsorption/Fällung unter den gegenwärtig üblichen pH-Bedingungen im Wasserkreislauf einer Papiererzeugungsanlage nur mittels zusätzlichem Fällungsmitteleinsatz (Gerbstoffe, ...) realisierbar. Dieser pH-Bereich ist gegenwärtig durch den vorzugsweisen Einsatz von Kreide als Weißpigment bei der Papiererzeugung bedingt. Bei der Art der Aufbereitung scheint sich eine Wasser-in-Öl-Dispersion zu bilden, wie sie auch bei der Emulgierung von Harzsäuren in Kaseinat-Lösungen bei Temperaturen von ca. 80 °C beobachtet wird. Dies spricht dafür, dass auch das Gluten wie viele andere Proteine ein ausgesprochenes hydrophobes Verhalten besitzt. Da sich mit einer pH-Absenkung von ca. pH 12 bis in den Neutralbereich gleichzeitig die hydrophoben Eigenschaften verstärken, ist damit zu rechnen, dass dadurch eine feste Bindung zwischen den hydrophilen Faserstof-fen und dem Gluten über die Ausbildung von Wasserstoffbrückenbindungen unterbunden wird. Zusätzlich zu diesem Verhalten sind noch die Veränderungen der Tertiärstruktur des Glutens zu beachten. Während im alkalischen pH-Bereich ein Aufbruch/Entfaltung der globulären Proteinstruktur angenommen werden kann, wird im sauren Bereich bzw. am isoelektrischen Punkt eine Knäuelstruktur vorgefunden. Ein langgestrecktes Proteinmolekül mit ionisierter -COO--Gruppen ist dabei sicher effektiver zur Brückenbildung mit hydrophilen Faserstoffen befähigt als ein hydrophobes Knäuel. Beim Vergleich der Ergebnisse über die Adsorption des alkalisch gelösten Glutens an den beiden Faserstoffen Zellstoff und Recylingfaserstoff (DIP) zeigt sich, dass die Glutenadsorp-tion am letztgenannten höher ist, als am reinen Faserstoff. Ursache dafür könnten hydropho-be, ligninbedeckte Holzstofffasern im DIP-Faserstoff sein. Es kann angenommen werden, dass auf den Holzstoffen diese hydrophoben Bereiche für die gesteigerte Festigkeit verant-wortlich sind. Nach der Oberflächenumformung dieser Papiere wurden daher auch die effek-tiveren Festigkeitssteigerungen bei diesem Sortiment nachgewiesen. Im Ergebnis der Bearbeitung des Forschungsprojekts wurden eine Reihe neuer komplexer Fragen aufgeworfen. Zunächst müsste das Verhalten von Proteinen in wässrigen Lösungen geklärt werden. Daraus abgeleitet wird eingeschätzt, dass erst nach Klärung chemisch analytischer Eigenschaften der Glutenprodukte, die immer auch im Zusammenhang mit den strukturellen Funktionen des Proteinmoleküls gesehen werden müssen, weitere Arbeiten zum Einsatz von Weizengluten als Zusatz zur Stoffsuspension im Rahmen der Papierherstel-lung zweckmäßig erscheinen.
26 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
Danksagung Die in diesem Bericht präsentierten Ergebnisse wurden im Rahmen des AiF-Forschungsprojekts 12714 BR gewonnen, welches vom Bundesministerium für Wirtschaft und Arbeit gefördert wurde, wofür an dieser Stelle ausdrücklich gedankt sei.
Ansprechpartner Dr. Eckehard Möller Dr. Bernhard Borchers Tel. +49-3529 – 551 640 Tel. +49-3529 – 551 622 [email protected] [email protected] Papiertechnische Stiftung PTS Pirnaer Straße 37 D-01809 Heidenau Fax +49-3529 – 551 899
Literaturverzeichnis 1 N.N. Zahlen & Fakten zur Stärke-Industrie, Ausgaben 1999 und 2002 Bonn: Fachverband der Stärke-Industrie e.V. (Hrsg.) 2 N.N. Papier 2002 – Ein Leistungsbericht der deutschen Zellstoff- und Papierindustrie Bonn: Verband deutscher Papierfabriken e.V., Bonn (Hrsg.), Juni 2003 3 BERGTHALLER W. New uses of wheat gluten and non-starch components Proceedings of the International Wheat Quality Conference 1997 Manhattan, Kansas, USA, 1997, 285 – 301 4 SWINKELS Ir. J. J. M. Industrial Starch Chemistry Foxhol: AVEBE b.a. International Marketing and Sales 5 PLACZEK L. Chemische Produkte für die Papierfabrikation Heusenstamm: P. Keppler Verlag KG, 2. Aufl. 1967, 277 S. 6 HENTSCHEL H. Chemische Technologie der Zellstoff- und Papierherstellung Berlin: VEB Verlag Technik Berlin, 1959, 516 S. 7 N.N. Römpp-Lexikon Chemie Stuttgart, New York: Georg Thieme Verlag, 10. Aufl.1996 – 1999 8 GOTTSTEIN D. Persönliche Mitteilungen aus der Hochschule Anhalt (FH), Bernburg Fachbereich Landwirtschaft / Ökotrophologie / Landespflege
E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03
27
9 JEROCH H., FLACHOWSKY G. und F. WEISSBACH (Hrsg.) Futtermittelkunde Jena, Stuttgart: Gustav Fischer Verlag, 1993 10 DERKSEN T.P., J.M. VEREIJKEN u. P. KOLSTER Biopolymers for technical applications: The versatility of proteins, S. 153 - 159 in: H. Eierdanz (Hrsg.), Perspektiven nachwachsender Rohstoffe in der Chemie Weilheim: Verlag Chemie, Wiley 1996, 11 BONK M. Chancen für die Nutzung pflanzlicher Proteine http://www.inaro.de/Deutsch/ROHSTOFF/Proteine.htm Naturwissenschaftliche Rundschau 12/99 12 LUCK A. u. A. BORCHERDING Abschlussbericht: Evaluierung der technischen Verwertungsmöglichkeiten für die Nebenprodukte aus der Ölerzeugung aus Raps (Förderkennzeichen 10618 A) Freising: Fraunhofer-Institut für Verfahrenstechnik und Verpackung, 1995 13 SIMONS K. P. Leimpresse und Stärke - Praktische Erfahrungen Wochenblatt für Papierfabrikation 115, 1004 - 1005 (1987), Nr. 22 14 WULTSCH F. Hilfsmittel und ihre Anwendung in der Papiererzeugung Biberach/Riß: Güntter-Staib-Verlag, 1966 15 KERSTING H.J., W. KEMPF Acylierter Weizenkleber als Cobindemittel in Papierstreichfarben Starch/Stärke 41, 420 – 423 (1989), Nr.: 11 16 KEHR E. u. H.-J. SIRCH Entwicklung, Herstellung und Prüfung von Spanplatten unter Einsatz von natürlichen Bindemitteln (Förderkennzeichen 22 V2526) Dresden: Institut für Holztechnologie Dresden GmbH, 1998 17 KEHR E., H.-J. SIRCH u. S.ZINDER Werkstoff aus Holzspänen und Bindemitteln für einen Einsatz im Bauwesen und Möbelbau sowie Verfahren zu seiner Herstellung Offenlegungsschrift DE 198 43 493 A1, 23.3.2000 18 HARVEY R.D. und T. SMALL Oberflächenleimungsmittel Chemische Papierhilfsmittel: ein praktischer Ratgeber Grain Processing Nr. 90 PEr 70, S. 81 - 91 (1992) 19 RITTER K., FIEHN G. und H. FORKEL Einfluss eines Stärkeauftrages auf die Oberflächenumformung von Papier München: Papiertechnische Stiftung (PTS), 43 S. PTS-Forschungsbericht PTS-FB 16/98

28 E. Möller und B. Borchers: Beeinflussung der Gefügefestigkeit durch Stärkemodifikate
____________________________________________________________________________________________________________________
PTS-Forschungsbericht www.ptspaper.de 22.08.03