
Verfahren und Rechtsschutz bei der Anerkennung und ... · AA 112015 verfahren SVG
V 4 – Anwendung elektrochemischer Verfahren zum Abbau von organischen Stoffen und zur Chlorerzeugung
1. Einleitung
Aufgrund der hohen Frachten industrieller Abwässer ist ein effektiver Abbau notwendig, um
die gesetzlichen Vorgaben für Abwassereinleitungen in Gewässer oder kommunale Kläran-
lagen nach der Abwasserverordnung (AbwV) bzw. Rahmen-Abwasser-Verwaltungsverord-
nung laut §7a des WHG (Wasserhaushaltsgesetz) einzuhalten [Nisipeanu, 1995]. Vor allem
die gefahrlose Entsorgung von – v. a. mit persistenten organischen Stoffen (POPs) – hochbe-
lasteten Industrieabwässern stellt Unternehmen vor erhebliche Herausforderungen.
Häusliches Abwasser wiederum wäre als Brauch- und Betriebswasser für viele Anwen-
dungszwecke (v. a. im Sanitärbereich als Toilettenspülwasser, für Bewässerungs- und
Reinigungszwecke etc.) interessant. Jedoch weist konventionell gereinigtes Abwasser eine
Vielzahl pathogener Keime, wie Bakterien, Protozoen und Viren auf. Daher ist eine direkte
Nutzung dieser Wässer für viele Zwecke ausgeschlossen oder aufgrund der potentiellen
Gesundheitsgefährdung nur unter erheblichen Einschränkungen möglich [Popp, 1998]. Eine
befriedigende Reduzierung von Pathogenen ist nur durch eine erweiterte Abwasserbehand-
lung möglich, die spezielle Desinfektionsverfahren beinhaltet.
Mit den so genannten Advanced Oxidation Processes (AOPs: weitergehende Oxidations-
verfahren), welche in den letzten drei Jahrzehnten entwickelt und untersucht wurden, stehen
innovative Verfahren für die Wasseraufbereitung zur Verfügung.
Unter AOPs versteht man Verfahren, welche die gezielte Bildung von hochreaktiven Ra-
dikalen, meist Hydroxylradikalen, beinhalten. Aufgrund des hohen Redoxpotentials (2,80 V)
sind Hydroxylradikale in der Lage, persistente organischer Schadstoffe abzubauen, wobei die
Reaktionen nicht selektiv sind. Zu den weitergehenden Oxidationsverfahren, die unter
gemäßigten Bedingungen (Normaldruck bzw. -temperatur) durchgeführt werden können,
zählen:
• kombinierte chemische Verfahren, wie das Peroxonverfahren (O3/H2O2)
• photolytische Verfahren, wie die Nutzung der VUV-Strahlung und von UV-
Kombinationsverfahren (UV/O3; UV/H2O2)
• katalytische Verfahren, wie die Fenton-Reaktion (FeII/H2O2/H+)
• photokatalytische Verfahren, wie die Photokatalyse mit Titandioxid oder die
photochemisch beschleunigte Fenton-Reaktion (FeII/H2O2/UV)
• physikalisch Methoden, wie Radiolyse, Sonolyse u. nichtthermische Plamatechnik.
1
Die elektrochemischen weitergehenden Oxidationsprozesse (EAOPs) versprechen ein hohes
Anwendungspotential, da lediglich durch die Nutzung des elektrischen Stroms, welcher über
Elektroden in das zu behandelnde Wasser eingebracht wird, der gewünschte Reinigungseffekt
erzielt wird. Dadurch ergeben sich zahlreiche Vorteile, wie:
• in-situ Erzeugung von kurzlebigen, primär gebildeten OH-Radikalen und sekundären
Oxidationsmitteln aus Wasser und Wasserinhaltsstoffen vor Ort
• keine Notwendigkeit einer externen Chemikalienlagerung
• Gewährleistung eines jederzeit sicheren Abbaus der Schadstoffe (CSB-Abbau), auch bei
schwankender Abwasserqualität (Trübung, pH-Wert, Leitfähigkeit),
• einfache und bequeme technische Handhabung (simple Regelung- und Steuerung)
• geringer Platzbedarf und gute Integrierbarkeit in bestehende Behandlungsanlagen
• moderate Investitions- und Betriebskosten (Wartungsaufwand, Energieverbrauch)
• Desinfektionswirkung (Abbau kritischer Bakterien, Protozoen und Viren) mit Wirkungs-
depot (durch sekundäre, langlebige Oxidantien).
Die steigenden Forschungsaktivitäten auf dem Gebiet der EAOPs sind vor allem mit der
Entwicklung dimensionsstabiler Elektrodenmaterialien verbunden. Permanentelektroden, die
mit dünnen Bordotierten Diamantfilmen beschichtet sind, weisen eine außerordentliche che-
mische und mechanische Stabilität auf.
Für die industrielle Anwendung ist die Widerstandsfähigkeit gegenüber
• Korrosion und Verschleiß in sauren und stark oxidierenden Medien
• Foulingprozessen
• chemischen, elektrochemischen, mechanischen, thermischen Einflüssen
• Zerstörung durch Strahlungsprozesse sowie oberflächenaktiven Substanzen, wie
beispielsweise Proteinen,
ein Vorteil dieses Elektrodenmaterials.
Damit besitzen die auch als Bordotierte Diamantelektroden (BDD-Elektroden) bezeichneten
Elektroden unter hohen Strombelastungen Lebenszeiten von drei bis vier Jahren [Debus,
2004]. Diamantelektroden können außerdem sowohl als Kathode als auch als Anode
verwendet werden. Durch Umpolung werden Carbonatschichten, die sich nach Langzeit-
2
Elektrolysen auf der Oberfläche bilden können, elektrochemisch entfernt. Die Lebenszeit
dieser Elektroden wird im Gegensatz zu Mischoxidelektroden - aktivierte Titananoden, die
mit einer Platinschicht überzogen oder mit Iridiumoxid (IrO2) und/oder mit Rutheniumoxid
(RuO2), welche mit weiteren Metalloxiden wie Zinndioxid (SnO2) oder Titandioxid (TiO2)
gemischt sind, beschichtet sind - durch diese Methode nicht verkürzt.
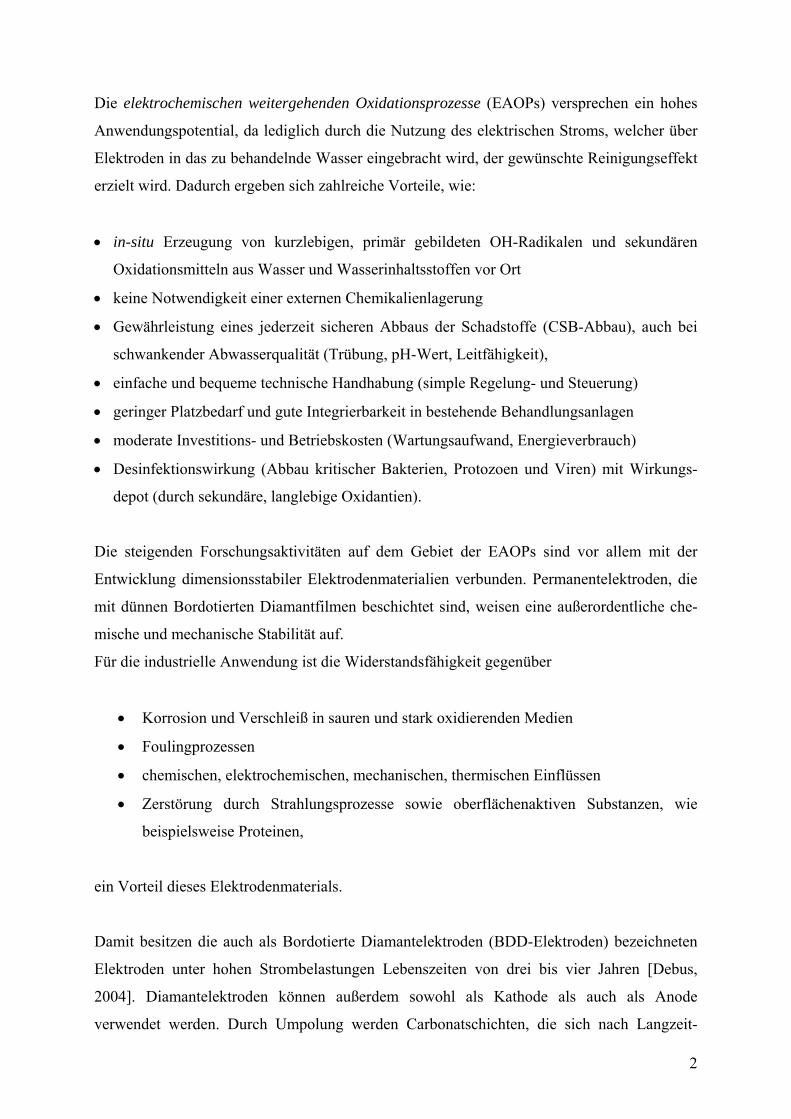
Weiterhin zeichnen sich Diamantelektroden durch die bisher größte bekannte Überspannung
für die Sauerstoffentwicklung mit 2,7 bis 2,9 V vs. SHE und Wasserstoffentwicklung mit -1,3
bis -1,5 V vs. SHE aus [Tröster et al., 2002]. Damit wird das größte Potentialfenster von ca.
2,8 V im Vergleich zu herkömmlichen Elektrodenmaterialien, wie Platin- oder Mischoxid-
elektroden, erzeugt [Abb. 1]. Ursache für die hohe Überspannung ist die Inertheit der Dia-
mantoberfläche gegenüber der Adsorption von Stoffen [Alfaro et al., 2006]. Daher laufen
elektrochemische Prozesse, welche adsorbierte Intermediate involvieren, gar nicht oder ki-
netisch gehemmt ab. So beinhaltet beispielsweise die Sauerstoffbildung die Adsorption eines
Sauerstoffatoms an der Elektrode. Dieser Schritt wird durch das Fehlen geeigneter Adsorp-
tionsplätze auf der BDD-Elektrodenoberfläche erschwert. Dadurch wird die Sauerstoffbil-
dung gehemmt und es resultiert eine hohe Überspannung. Dadurch können OH-Radikale mit
Stromausbeuten von nahezu 100 % anodisch erzeugt werden. Gleiches gilt für die Wasser-
stoffbildung.
-1,5 -1 -0,5 0 0,5 1 1,5 2 2,5 3
elektrochemisches Potential [V]
BDD
Pb/Sn (93/7%)
MOX
Pt
OH*-Generierung
Abb. 1: Elektrochemisches Potentialfenster verschiedener Elektrodenmaterialien (die linken Werte repräsentieren die Wasserstoffbildung und die rechten die Sauerstoffbildung)
3
H2O
H+ + e-m CO2 + n H2O
R
2 HSO4-
S2O82-
+ 2 H2O
1/2 O2
BDD( Oads)
BDD
BDD( OH)
H+ + e-
O2O3
H2O2
a)
b)
c)
d)
e)
f)
g)
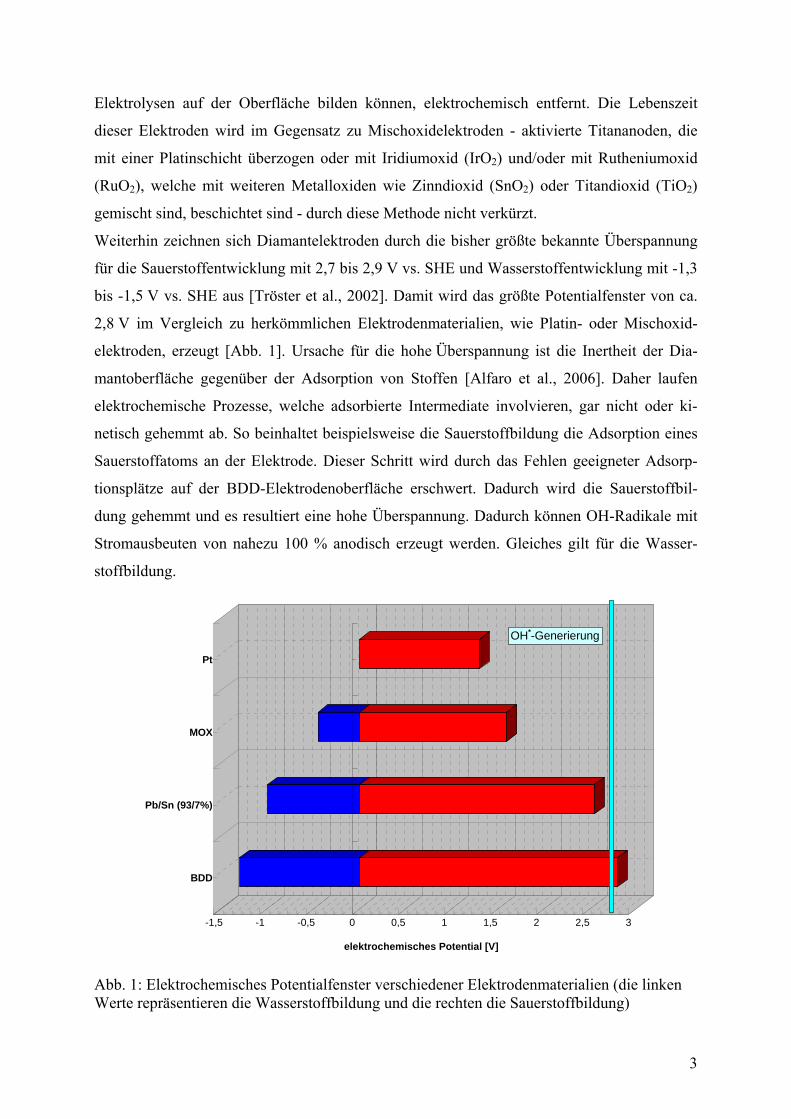
Abb. 2: Möglicher Reaktionsmechanismus an der BDD [in modifizierter Form von Michaud et al., 2003]
Nicht nur gelöste, sondern auch in Wasser emulgierte, nicht wasserlösliche organische
Verbindungen können mit diesem Verfahren beseitigt werden. Marselli et al. (2003)
entwickelten einen Mechanismus für die Schadstoffoxidation an der BDD-Elektrode. Dies ist
schematisch in Abb. 2 dargestellt.
Ausgangsreaktion ist die Wasserzersetzung an der bordotierten Diamantelektrode (Glg. 1) und
die damit verbundene Bildung des Primäroxidationsmittels, der •OH-Radikale.
2H O OH H e+ −→ • + + (Glg. 1)
Die erzeugten Radikale können verschiedene Reaktionswege eingehen. Die Oxidation der organischen Verbindungen R nahe der Elektrodenoberfläche zu Kohlendioxid und Wasser ist für die elektrochemische Abwasserreinigung von großer Bedeutung. Dieser Vorgang wird auch als elektrochemische Verbrennung bezeichnet (Glg. 2).
2 2OH R m CO n H O• + → + (Glg. 2.)
Allgemein beschreibt man die vollständige Oxidation einer organischen Verbindung mit
Glg. 3.
2 2
4 24 2x y z
x y z yC H O O x CO H O+ −⎛ ⎞+ → +⎜ ⎟⎝ ⎠
2 (Glg. 3)
Die elektrochemische Verbrennung der organischen Verbindung durch die an der Anode
gebildeten •OH-Radikale wird durch Glg. 4 ausgedrückt.
( )2(2 ) 4 2 (4 2 )x y zC H O x z OH x CO x y z H x y z e+ −+ − • → + + − + + − (Glg. 4)
4

Die für die Oxidation benötigte Konzentration von Sauerstoff, die der Konzentration des
eingesetzten Oxidationsmittels äquivalent ist, entspricht dem Chemischen Sauerstoffbedarf
(CSB) in mol O2/m³. Die Konzentration c der organischen Verbindung in mol/m³ kann somit
nach Glg. 5 mit Hilfe des CSB ausgedrückt werden.
( )4( )
4 2x y zc C H O CSBx y z
=+ −
(Glg. 5)
Die maximal mögliche Stoffmenge n an gebildetem Sauerstoff bzw. oxidierenden
Hydroxylradikalen kann bei einer Stromeffizienz von 100% unter Verwendung der
FARADAY-Gleichung (Glg. 6) berechnet werden.
I t n z F⋅ = ⋅ ⋅ (Glg. 6) I – Stromstärke in A t – Zeit in h z: Anzahl der Elementarladungen; z = 4
F – FARADAY-Konstante, F = 26,8 Ah/mol = 96.485,3 As/mol
Ersetzt man die Stoffmenge durch den Quotienten aus Masse m und molarer Masse M(O2)
erhält man die maximale Eliminierungsrate kElim.
2lim
( )E
M OmkI t z F
= =⋅ ⋅
(Glg. 7)
Wenn diese OH-Radikale vollständig zur Oxidation der gelösten organischen Verbindungen
verbraucht werden, kann ein CSB-Abbau von maximal 298,5 mg O2/Ah erreicht werden.
Verfahrenstechnisch werden Elektrolysezellen unter galvanostatischen Bedingungen (Elektro-lysestromstärke dient als Regelgröße) diskontinuierlich als Batchreaktor oder kontinuierlich als Durchflusszellenreaktor betrieben. Der Stofftransport (turbulente Strömung), der Elektrodenabstand, die eingebrachte
Stromdichte i sowie die CSB-Konzentration des Abwassers beeinflussen die Energieeffizienz
des elektrochemischen Verfahrens maßgeblich. Die Abbaukinetik der elektrochemischen
Oxidation wird durch folgenden Verlauf, der durch zwei Bereiche gekennzeichnet ist (Abb.
3), charakterisiert.
Im stromkontrollierte Bereich reagieren alle elektrochemisch generierten OH-Radikale mit
organischen Molekülen, wodurch eine Stromeffizienz von 100 % erreicht wird. Der CSB-
Abbau weist eine konstante Reaktionsgeschwindigkeit auf, so dass dieser Bereich einen
linearen Bereich aufweist. Die angewandte Stromdichte iappl liegt unterhalb einer sogenannten
Grenzstromdichte ilim. Wenn diese (iappl) die Grenzstromdichte übertrifft, gewinnen parasitäre
Nebenreaktionen immer mehr an Bedeutung. Daraus resultiert eine abnehmende Strom-
effizienz, die durch ein exponentielles Abbauverhalten gekennzeichnet ist.
5

Abb.3: Kinetik des elektrochemischen CSB-Abbaus mit der BDD-Elektrode
Mittelfristig wird der Abwasserparameter CSB, dessen Bestimmung sich zeit- und
chemikalienintensiv gestaltet, durch die Bestimmung des TOC (Total Organic Carbon)
ersetzt. Die Relation zwischen dem CSB und dem TOC in Abwässern liegt i. d. R. bei ca.
CSB : TOC ≈ 3 : 1. Vorteile der TOC-Bestimmung liegen im hohen Maß der
Automatisierbarkeit, im breiteren Bestimmungsbereich und geringeren Querempfindlich-
keiten begründet.
Der Abbau der organischen Verbindungen steht weiterhin in Konkurrenz zur Sauerstoffent-wicklung, die eine Nebenreaktion der Hydroxylradikale darstellt (Glg. 8). Der Sauerstoff wird durch die Entladung bzw. durch die Rekombination der Radikale gebildet. Die Elektro-denoberfläche hat dabei keinerlei Einfluss auf die Reaktion.
2
12
OH O H e+ −• → + + (Glg. 8)
Zusätzlich zur Sauerstoffentwicklung gibt es weitere Reaktionen, die mit dem radikal-
vermittelten Abbau in Konkurrenz stehen. Hierbei ist vordergründig die elektrochemische
Generierung weiterer so genannter „sekundärer“ Oxidationsmittel wie z.B. freies Chlor,
Wasserstoffperoxid, Peroxodisulfat und Ozon zu nennen.
Diese Spezies stellen nicht nur starke Oxidationsmittel, sondern auch sehr gute Germizide
dar. Demzufolge eignet sich die elektrochemische Behandlung von Wässern nicht nur zum
6
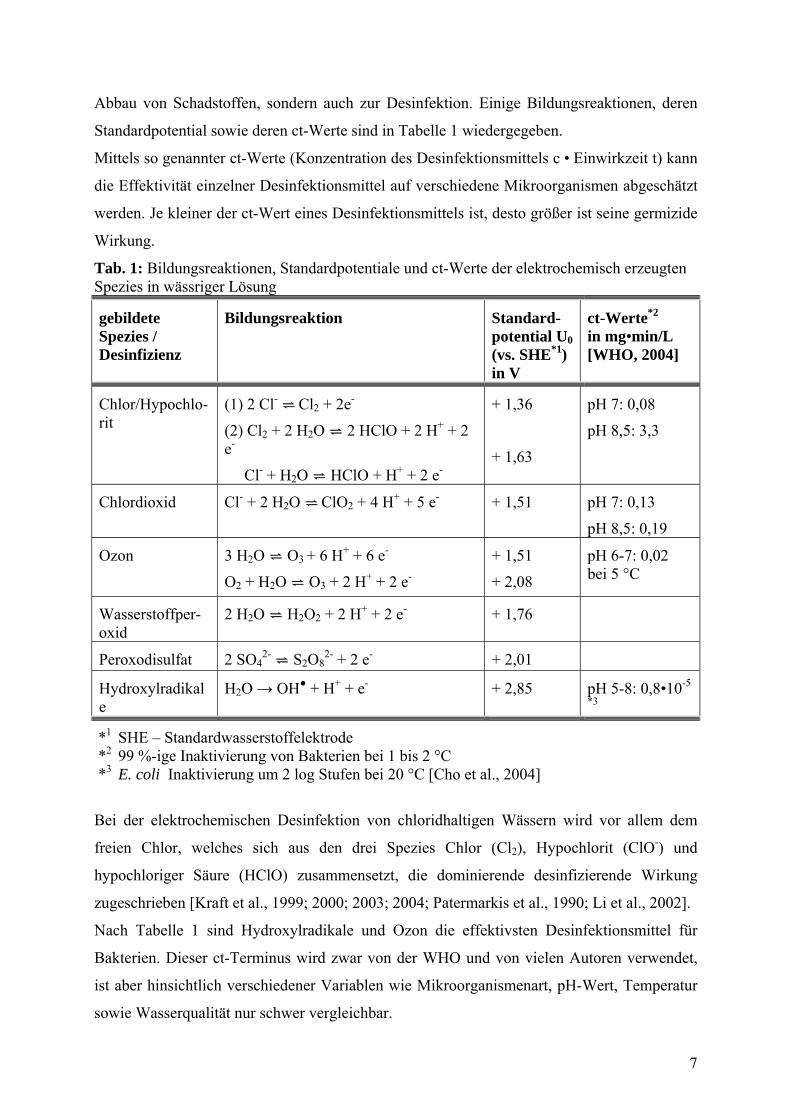
Abbau von Schadstoffen, sondern auch zur Desinfektion. Einige Bildungsreaktionen, deren
Standardpotential sowie deren ct-Werte sind in Tabelle 1 wiedergegeben.
Mittels so genannter ct-Werte (Konzentration des Desinfektionsmittels c • Einwirkzeit t) kann
die Effektivität einzelner Desinfektionsmittel auf verschiedene Mikroorganismen abgeschätzt
werden. Je kleiner der ct-Wert eines Desinfektionsmittels ist, desto größer ist seine germizide
Wirkung.
Tab. 1: Bildungsreaktionen, Standardpotentiale und ct-Werte der elektrochemisch erzeugten Spezies in wässriger Lösung
gebildete Spezies / Desinfizienz
Bildungsreaktion Standard- potential U0
(vs. SHE*1) in V
ct-Werte*2 in mg•min/L [WHO, 2004]
(1) 2 Cl- Cl2 + 2e-
(2) Cl2 + 2 H2O 2 HClO + 2 H+ + 2 e-
Cl- + H2O HClO + H+ + 2 e-
+ 1,36
+ 1,63
pH 7: 0,08
pH 8,5: 3,3
Chlor/Hypochlo-rit
Chlordioxid Cl- + 2 H2O ClO2 + 4 H+ + 5 e- + 1,51 pH 7: 0,13
pH 8,5: 0,19
Ozon 3 H2O O3 + 6 H+ + 6 e-
O2 + H2O O3 + 2 H+ + 2 e-
+ 1,51
+ 2,08
pH 6-7: 0,02 bei 5 °C
Wasserstoffper-oxid
2 H2O H2O2 + 2 H+ + 2 e- + 1,76
Peroxodisulfat 2 SO42- S2O8
2- + 2 e- + 2,01
Hydroxylradikale
H2O → OH● + H+ + e- + 2,85 pH 5-8: 0,8•10-5
*3
*1 SHE – Standardwasserstoffelektrode *2 99 %-ige Inaktivierung von Bakterien bei 1 bis 2 °C *3 E. coli Inaktivierung um 2 log Stufen bei 20 °C [Cho et al., 2004]
Bei der elektrochemischen Desinfektion von chloridhaltigen Wässern wird vor allem dem
freien Chlor, welches sich aus den drei Spezies Chlor (Cl2), Hypochlorit (ClO-) und
hypochloriger Säure (HClO) zusammensetzt, die dominierende desinfizierende Wirkung
zugeschrieben [Kraft et al., 1999; 2000; 2003; 2004; Patermarkis et al., 1990; Li et al., 2002].
Nach Tabelle 1 sind Hydroxylradikale und Ozon die effektivsten Desinfektionsmittel für
Bakterien. Dieser ct-Terminus wird zwar von der WHO und von vielen Autoren verwendet,
ist aber hinsichtlich verschiedener Variablen wie Mikroorganismenart, pH-Wert, Temperatur
sowie Wasserqualität nur schwer vergleichbar.
7
Die elektrochemische Desinfektion mittels BDD-Elektrode rückt derzeit in den Fokus
wissenschaftlicher Untersuchungen. Diese besitzt für die Abwasserwiederverwendung in
dezentralen Systemen ein hohes Marktpotential, da vor allem durch das freie Chlor ein
Depoteffekt realisiert werden kann. Dadurch wird die Wiederverkeimung des behandelten
Abwassers verhindert und es besteht somit die Möglichkeit dieses als Brauchwasser zu
nutzen. Konkurrenzverfahren in der dezentralen Abwasserbehandlung, wie Membranfiltration
und UV-Bestrahlung, sind dazu nicht in der Lage.
Problematisch bei der Anwendung dieser Technologie ist die Bildung von unerwünschten
Desinfektionsnebenprodukten. Hierzu zählen die organischen Trihalomethane (THM) und
Adsorbierbare Organisch gebundene Halogene (AOX) sowie die anorganischen Risikostoffe
Chlorat und Perchlorat.
Gegenwärtig finden die elektrochemischen Verfahren zum Abbau von organischen Schad-
stoffen sowie zur Desinfektion aufgrund der zuvor genannten zahlreichen Vorteile erfolgreich
Anwendung in der:
• Aufbereitung von Abwasser aus der Automobilindustrie
• Herstellung von industriellem Kreislaufwasser
• Galvanotechnologie zur Reinigung von Chrombädern
• Desinfektion von Trinkwasser (u. a. in Wohnmobilen) und Swimmingpoolwasser
• Herstellung von ultrareinem Wasser für pharmazeutische, kosmetische und me-
dizinische Zwecke.
2. Aufgabenstellung/Zielstellung
Mit Hilfe der Diamantelektrodentechnik soll der TOC-Abbau in einem Modellwasser
simuliert werden.
Weiterhin soll die elektrochemische Erzeugung von freiem Chlor in einem Modellwasser hin-
sichtlich des wasserspezifischen Parameters Chloridgehalt sowie der verfahrensspezifischen
Parameter Stromdichte und Ladung untersucht werden.
3. Geräte
• Rührplatte
• 250 mL und 1 L Becherglas mit Magnetrührfisch
• Diamantelektrodenzelle
• Eppendorfpipetten (0,1-1000 µL, 1-5 mL)
• TOC-Gläschen
8

• Glaspipetten
4. Chemikalien
• Kaliumhydrogenphtalat (Merck)
• Natriumchlorid (Merck)
• Natriumsulfat (Merck)
• Kaliumnitrat (Merck)
• HCl-Lösung (1 mol/L)
• DPD-Reagenz
• Phosphatpufferlösung pH = 6,5
• Kaliumjodid (Merck)
5. Durchführung
5.1 Elektrochemischer TOC-Abbau mittels Diamantelektrodentechnik
Für die Simulation des TOC-Abbaus an Diamantelektroden werden 500 mL Modellwasser,
welches eine Kaliumhydrogenphtalatkonzetntration von 1 g/L sowie eine Kaliumnitrat-
konzentration von 0,05 mol/L aufweist, hergestellt. 250 mL dieses Wassers werden in ein
Becherglas mit Rührfisch gegeben und die Diamantelektroden mittig in dieses platziert. Unter
Rühren (ω = 900 rpm) und Kühlung wird bei einer Stromstärke von 3 A der TOC-Abbau
realisiert. Es werden in regelmäßigen Abständen Proben für die TOC-Analytik genommen
und mit 40 µL 1 M HCL Lösung angesäuert. Dies ist in Tabelle 2 in Punkt 6.1 zusam-
mengefasst.
5.2 Elektrochemische Generierung von freiem Chlor
Die elektrochemische Generierung von freiem Chlor erfolgt in zwei Modellwässern mit
unterschiedlicher Chloridkonzentration. Hierzu werden zwei Modellwässer mit jeweils einer
Chloridkonzentration von 100 mg/L und 500 mg/L hergestellt. Zur Einstellung der
Leitfähigkeit werden dem Modellwasser mit der niedrigen Chloridkonzentration zusätzlich
0,5 g Natriumsulfat zugesetzt. Für jeden Versuch werden 250 mL Modellwasser verwendet.
Die Elektroden werden mittig in das Becherglas platziert und unter Rühren (900 rpm) bei der
jeweiligen einzustellenden Stromstärke Proben zur photometrischen Chlorbestimmung
genommen. Dies ist in den Tabellen 3 bis 7 in Punkt 6.2 zusammengefasst.
9
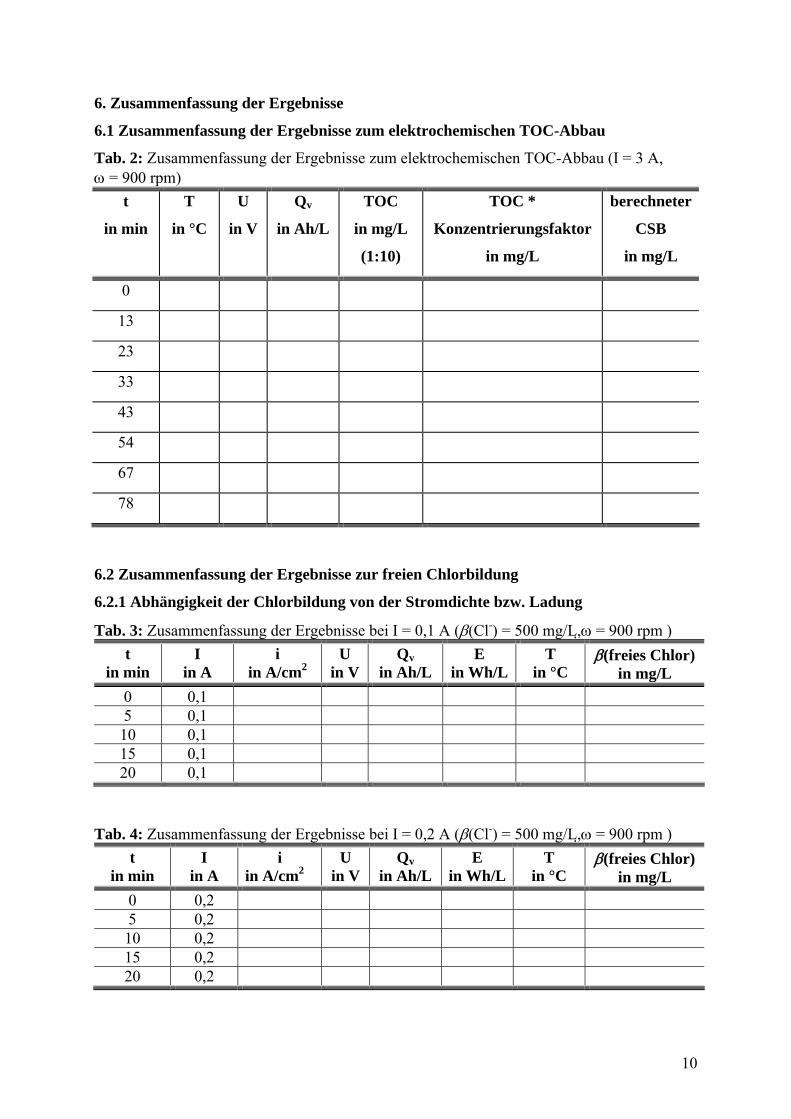
6. Zusammenfassung der Ergebnisse
6.1 Zusammenfassung der Ergebnisse zum elektrochemischen TOC-Abbau
Tab. 2: Zusammenfassung der Ergebnisse zum elektrochemischen TOC-Abbau (I = 3 A, ω = 900 rpm)
t
in min
T
in °C
U
in V
Qv
in Ah/L
TOC
in mg/L
(1:10)
TOC *
Konzentrierungsfaktor
berechneter
CSB
in mg/L
in mg/L
0
13
23
33
43
54
67
78
6.2 Zusammenfassung der Ergebnisse zur freien Chlorbildung
6.2.1 Abhängigkeit der Chlorbildung von der Stromdichte bzw. Ladung
Tab. 3: Zusammenfassung der Ergebnisse bei I = 0,1 A (β(Cl-) = 500 mg/L,ω = 900 rpm ) t
in min I
in A i
in A/cm2U
in V Qv
in Ah/L E
in Wh/LT
in °C β(freies Chlor)
in mg/L 0 0,1 5 0,1 10 0,1 15 0,1 20 0,1
Tab. 4: Zusammenfassung der Ergebnisse bei I = 0,2 A (β(Cl-) = 500 mg/L,ω = 900 rpm ) t
in min I
in A i
in A/cm2U
in V Qv
in Ah/L E
in Wh/LT
in °C β(freies Chlor)
in mg/L 0 0,2 5 0,2 10 0,2 15 0,2 20 0,2
10
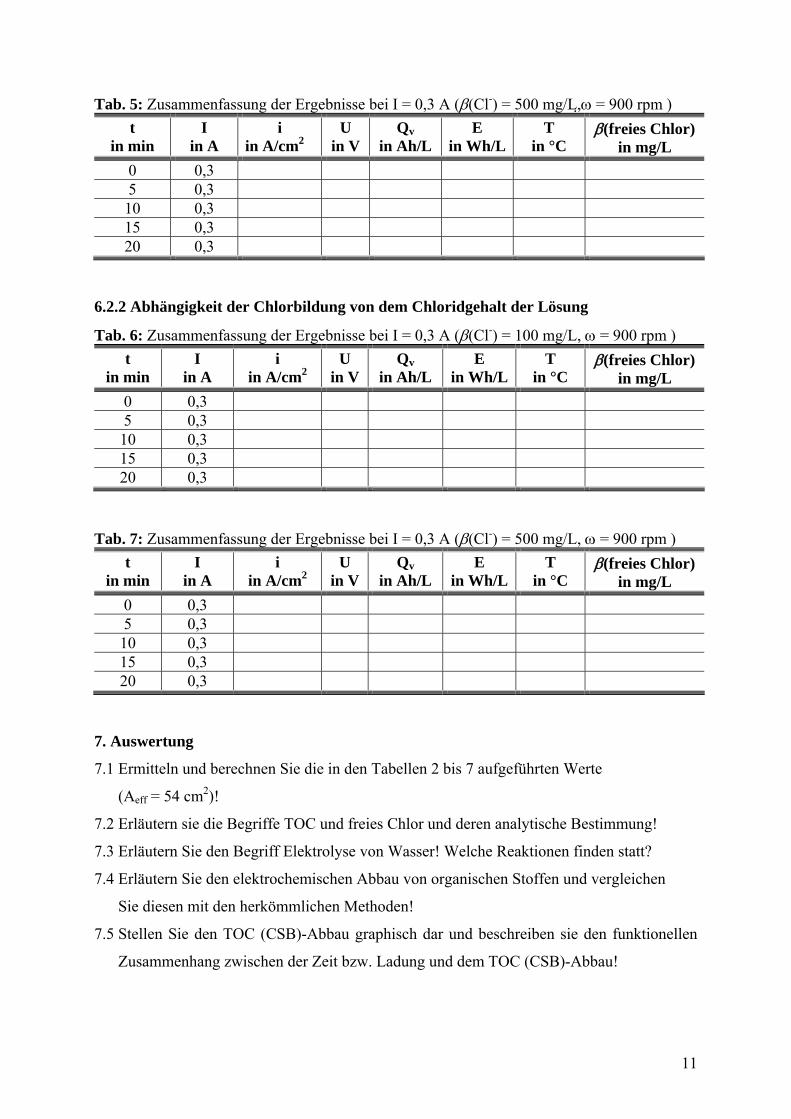
Tab. 5: Zusammenfassung der Ergebnisse bei I = 0,3 A (β(Cl-) = 500 mg/L,ω = 900 rpm ) t
in min I
in A i
in A/cm2U
in V Qv
in Ah/L E
in Wh/LT
in °C β(freies Chlor)
in mg/L 0 0,3 5 0,3 10 0,3 15 0,3 20 0,3
6.2.2 Abhängigkeit der Chlorbildung von dem Chloridgehalt der Lösung
Tab. 6: Zusammenfassung der Ergebnisse bei I = 0,3 A (β(Cl-) = 100 mg/L, ω = 900 rpm ) t
in min I
in A i
in A/cm2U
in V Qv
in Ah/L E
in Wh/LT
in °C β(freies Chlor)
in mg/L 0 0,3 5 0,3 10 0,3 15 0,3 20 0,3
Tab. 7: Zusammenfassung der Ergebnisse bei I = 0,3 A (β(Cl-) = 500 mg/L, ω = 900 rpm ) t
in min I
in A i
in A/cm2U
in V Qv
in Ah/L E
in Wh/LT
in °C β(freies Chlor)
in mg/L 0 0,3 5 0,3 10 0,3 15 0,3 20 0,3
7. Auswertung
7.1 Ermitteln und berechnen Sie die in den Tabellen 2 bis 7 aufgeführten Werte
(Aeff = 54 cm2)!
7.2 Erläutern sie die Begriffe TOC und freies Chlor und deren analytische Bestimmung!
7.3 Erläutern Sie den Begriff Elektrolyse von Wasser! Welche Reaktionen finden statt?
7.4 Erläutern Sie den elektrochemischen Abbau von organischen Stoffen und vergleichen
Sie diesen mit den herkömmlichen Methoden!
7.5 Stellen Sie den TOC (CSB)-Abbau graphisch dar und beschreiben sie den funktionellen
Zusammenhang zwischen der Zeit bzw. Ladung und dem TOC (CSB)-Abbau!
11

7.6 Definieren Sie den Begriff Desinfektion, erläutern Sie 2 physikalisch-chemische Desin-
fektionsverfahren und stellen Sie diese der elektrochemischen Desinfektion gegenüber.
Nennen Sie Vor- und Nachteile dieser Verfahren!
7.7 Welche Desinfektionsmittel können elektrochemisch im Modellwasser erzeugt werden?
Formulieren sie entsprechende Reaktionsgleichungen!
7.8 Beschreiben Sie den Einfluss der Stromdichte bzw. Ladung auf die Chlorproduktion und
stellen Sie diesen graphisch dar!
7.9 Wie hoch ist die Chlorproduktion bei dem minimalen und maximalen Energieeintrag?
7.10 Beschreiben Sie den Einfluss des Chloridgehaltes auf die Chlorproduktion und stellen
Sie diesem graphisch dar!
8. Literatur
Alfaro, M. A. Q.; Ferro, S.; Martinez-Huitle, C. A.,; Vong, Y. M.
Boron Doped Diamond Electrode for the Wastewater Treatment, J. Braz. Chem. Soc., 17 (2), 2006, 227-236
Kraft, A.
Anodische Oxidation zur Wasserreinigung und -desinfektion, WLB Wasser, Luft und Boden, 9, 1999, 42-46
Kraft, A.; Stadelmann, M.; Blaschke, M.; Kreysig, D.; Sandt, B.; Schröder, F.; Rennau, J.
Electrochemical water disinfection Part II: Hypochlorite production from potable water,
chlorine consumption and the problem of calcareous deposits, J. Appl. Electrochem., 29, 1999, 895-902
Kraft, A.; Wünsche, M.; Stadelmann, M.; Kirstein, W.
Einsatz von Diamantelektroden für die elektrolytische Wasserreinigung und –desinfektion durch Anodische
Oxidation, Galvanotechnik, 91(2), 2000, 335-339
Kraft, A.
Elektrochemische Verfahren zur Wasserbehandlung, Vom Wasser, 102 (3), 2004, 3-40
Patermarkis, G.; Fountoukidis, E.
Disinfection of water by electrochemical treatment, Water Research, 24 (12), 1990, 1491-1496
Marselli, B.; Garcia-Gormez, J.; Michaud, P.-A.; Rodrigo, M. A.; Cominellis, C.
Electrogeneration of hydroxyl radicals on boron doped diamond electrodes, J. Electrochem. Soc., 150, 2003, D
79
Tröster, I.; Schäfer, L.; Fryda, M.; Matthée, T.
Electrochemical advanced oxidation process using DiaChem elektrodes, Water Science and Technology, 2002,
49 (4), 207-212
Nisipeanu, P.
Wasserrechtliche Grundlagen. In: J. Bever, A. Stein und H. Teichmann (Herausgeber): Weitergehende
Abwasserreinigung, Seiten 1-22, Oldenbourg Verlag, München Wien, 1995
Popp, W.
Disinfection of secondary effluents from sewage treatment plants – requirements and applications. Eur. Wat.
Man. 1 (2), 1998, 27 – 31
12
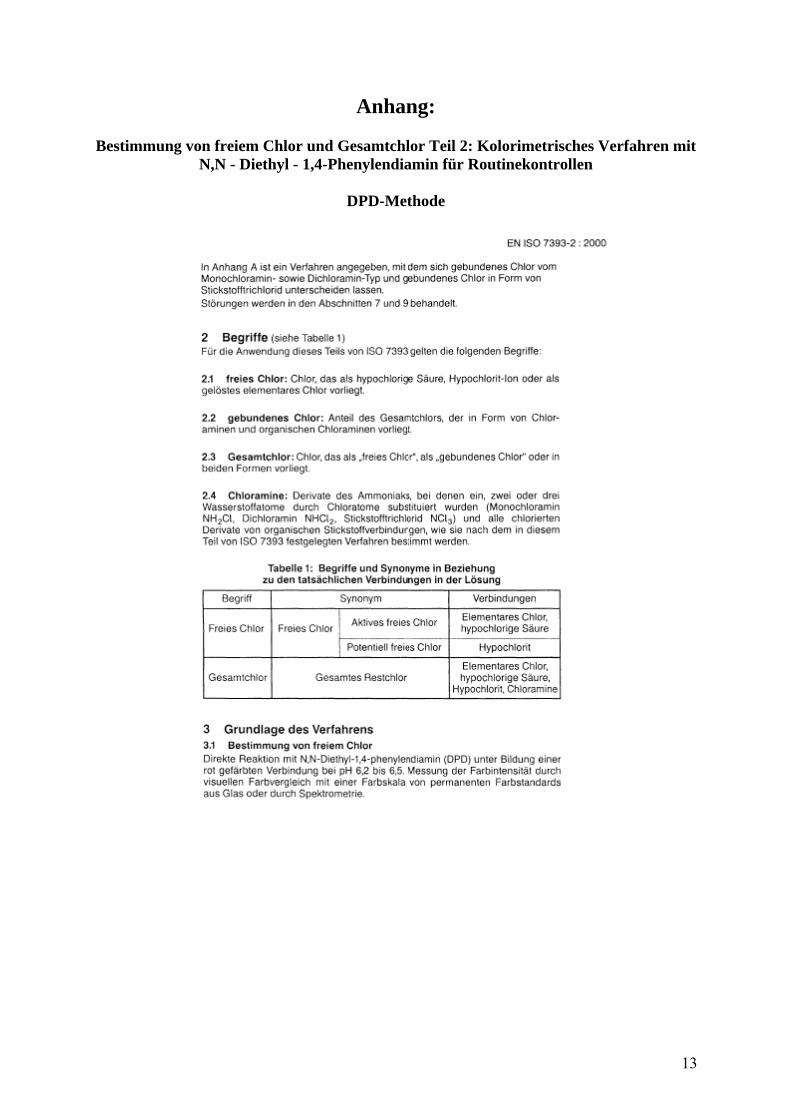
Anhang:
Bestimmung von freiem Chlor und Gesamtchlor Teil 2: Kolorimetrisches Verfahren mit N,N - Diethyl - 1,4-Phenylendiamin für Routinekontrollen
DPD-Methode
13

14

15

16

17

18














![Entwicklung elektrochemischer Sensoren zur Bestimmung von ...wiegran.de/Dissertation_Kai.pdf · coulometrie [59] von einem existierenden Sensorprototypen für atmosphärische Messungen](https://static.fdokument.com/doc/165x107/5d4f266988c99319538bbee3/entwicklung-elektrochemischer-sensoren-zur-bestimmung-von-coulometrie-59.jpg)

