
Verarbeitungsanleitung - data.dt-shop.comdata.dt-shop.com/fileadmin/media/ga/05025_ga_deu.pdf ·...
19
Verarbeitungsanleitung Hochschmelzende Keramik für die klassischen Aufbrennkeramiklegierungen D i e e i n zi g a rt i g e S L S - F o r m e l. M i t st a bi l i s i e r t e r L e u z i t st r u k t u r .
Transcript of Verarbeitungsanleitung - data.dt-shop.comdata.dt-shop.com/fileadmin/media/ga/05025_ga_deu.pdf ·...
Verarbeitungsanleitung
Hochschmelzende Keramik für dieklassischen Aufbrennkeramiklegierungen
Die
einzig
artige SLS-Formel.
Mit stabilisierter Leuzitstru
ktur
.
31433_VA_HeraCeram_GBA.indd Abs1:131433_VA_HeraCeram_GBA.indd Abs1:1 25.02.2009 15:37:16 Uhr25.02.2009 15:37:16 Uhr
2 3
1. Einleitung 3
1.1 Kompetenz für eine erfolgreiche Partnerschaft 3
1.2 SLS: Das Erfolgsrezept 4
1.3 „House of Ceramics“ –
Dentalkeramiken für alle Indikationen 7
1.4 HeraCeram – die Keramik-Innovation 8
2. Verarbeitung HeraCeram 10
2.1 Gerüstvorbereitung 10
2.2 Opaker-Auftrag 12
2.3 Dentin-Schneide-Schichtung 14
2.4 GPS für die Zahntechnik: Das Navigator-System 17
2.5 Erweiterte Standard-Schichtung 20
2.6 Individuelle Schichtung mit dem Matrix-Set 22
2.7 Schichtung von Keramikschultern 25
2.8 Schlussbehandlung nach Fertigstellung
der Verblendung 28
2.9 Farbzuordnungstabelle 28
3. Brenntabellen 29
1.1 Kompetenz für eine erfolgreiche Partnerschaft
Seit Jahrzehnten zählen wir zur Spitze in der Dentalindus-
trie. Unsere zahntechnischen und zahnärztlichen Produkte,
die wir weltweit an 25 Standorten fertigen und vertreiben,
setzen immer wieder Maßstäbe. Diese Erfolge teilen wir
mit unseren Partnern.
Zu unserem Verständnis von Partnerschaft gehört es, die
Marktposition unserer Kunden nachhaltig zu unterstützen.
Hier sind wir erst recht gefordert, seitdem uns der ver-
schärfte Wettbewerb zu einer neuen Standortbestimmung
zwingt. In der vor allem durch Kostendruck bestimmten
Situation eröffnen wir den Dentallaboren die Möglichkeit,
für jede Indikation alternative Versorgungen anzubieten
und jeden Zahnersatz wirtschaftlich herstellen zu können –
ohne Quali tätseinschränkung.
Wir bieten ein umfangreiches Programm an Dentallegie-
rungen, deren Qualität durch materialtechnische und
biologische Werkstoffprüfungen bestätigt wird, drei innova-
tive Verblendkeramiken, sowie alle Verbrauchsmaterialien
und Geräte für deren Verarbeitung.
1. EinleitungInhaltsverzeichnis
Abb. 1 Das HeraCeram Kompakt-Set, welches Ihnen mit den 8 gängigsten
Farben und zugeordneten Zusatzmassen einen optimalen Einstieg bietet.
Abb. 2 HeraCeram Starter-Kit.
Abb. 3 HeraCeram Matrix-Set. Das Set für naturidentische Ästhetik.
31433_VA_HeraCeram_GBA.indd Abs1:2-Abs1:331433_VA_HeraCeram_GBA.indd Abs1:2-Abs1:3 25.02.2009 15:37:31 Uhr25.02.2009 15:37:31 Uhr

4 5
1.2 SLS: Das Erfolgsrezept
Das Leuzit ist die Seele der Dentalkeramik. Ohne dieses
Gerüstsilikat aus der Mineralklasse der Silikate sähe es
traurig für die uns bekannten Verblendkeramiken aus.
Denn durch das Leuzit erreicht man das für Verblendung
von Legierungen erforderliche Wärmeausdehnungsverhalten
der Verblendmaterialien. Das Einstellen der Wärmeaus-
dehnung ist allerdings nicht die einzige Funktion. Durch
die Anwesenheit des Leuzits kann auch die Festigkeit
erhöht, aber vor allen Dingen die Stressanfälligkeit des
Verblendmateriales reduziert werden.
Der Nachteil des Leuzits bei vielen auf dem Markt befi nd-
lichen Verblendkeramiken ist, dass durch unkontrolliertes
„Nachwachsen“ der Leuzitkristalle bei Mehrfachbränden,
eine Erhöhung der Wärmeausdehnung erfolgt. Hierdurch
können in dem System „Gerüstmaterial – Verblendung“
unvorhersehbare Stresszustände entstehen. Das unkon-
trollierte Ansteigen der Wärmeausdehnung ist auf eine
schlechte Abstimmung der chemischen Zusammensetzung
und den angewendeten Herstellverfahren zurück zu führen.
Ähnlich wie eine Pfl anze, die nur durch die Aufnahme von
Nährstoffen wachsen kann, verhält es sich auch bei den
dentalen Verblendkeramiken. Ist die Zusammensetzung
so gewählt, dass ein freier Überschuss an Al2O3 und K2O
zur Verfügung steht, kann bei Mehrfachbränden eine
weitere Bildung bzw. das Anwachsen des Leuzits statt-
fi nden.
Um dieses Problem zu beheben, hat man bei der Herstel-
lung der Heraeus-Dentalkeramiken neue Wege beschritten.
Bei allen Materialien wird eine genau abgestimmte Zusam-
mensetzung mit speziellen Verfahrenschritten kombiniert.
Dieses intern als Leuzit-Management bezeichnete Ver-
fahren führt zu einer „Stabilisierten Leuzit-Struktur“, kurz
S-L-S genannt.
Hierdurch werden bei allen Heraeus-Dentalkeramiken die
Vorteile des Leuzits, ohne die zu befürchtenden Neben-
wirkungen, wie unkontrolliert ansteigende WAK-Werte, aus-
genutzt.
Für den Anwender heißt dies, maximale Sicherheit ohne
Kopfschmerz und Überraschungen.
Abb. 5 Extrem kurze Brennzeiten
Abb. 6 Hohe Ästhetik durch angepasste Fluoreszenz
Abb. 7 Vergleich der WAK-Anstiege
„Keramiken sollen im Farbkonzept und im Schichtschema
perfekt aufeinander abgestimmt sein. Sie müssen
Sicherheit bieten und effi zientes Arbeiten gewährleisten.
Mit den HeraCeram-Keramiken sind wir diesem Profi l
gerecht geworden.“
Jürgen Steidl
Leiter Forschung & Entwicklung,
Entwickler HeraCeram
„Ich arbeite schon von Anfang an mit HeraCeram und
bin von der einfachen Verarbeitung und den naturidenti-
schen Resultaten begeistert. Meine Matrix-Philosophie
wurde mit den HeraCeram-Keramiken perfekt umgesetzt.
Das Ergebnis: Rundum überzeugte Kunden in meinen
Kursen und Vorträgen.“
ZTM Paul A. Fiechter
Referent,
Entwickler der Matrix-Philosophie
„Glückliche Kunden in meinem Labor, begeisterte
Teilnehmer in meinen Kursen.
Ein wichtiges Indiz für die HeraCeram-Keramiken.“
ZTM Jürgen Freitag
Inhaber JF-Dentaltechnik,
Referent für HeraCeram
und Signum
Experten wissen:
Die bewährte SLS-Formel gibt den Vorsprung
3x gebrannt
1x gebrannt
dL / Lo
. 10
-3
200 400 600°C20 200 400 600°C20
dL / Lo
. 10
-3
3x gebbrannt
1x ggebranntt
dL
/Lo
. 10
-3
2000 4400 6600°C20 200 4000 6000°C200
dL
/Lo
. 10
-3
Die
einzig
artige SLS-Formel.
Mit stabilisierter Leuzitstru
ktur
.
Unter UV-Licht wird die fl uoreszierende Wirkung von
HeraCeram Zirkonia sichtbar.
Opaker 1 Opaker 2 Dentin 1 Dentin 2 Glanz
603020100 5040
HeraCeram (Pastenopaker)
Produkt A
Produkt B
Produkt C
Brennzeit in Minuten
(Brennempfehlung der Hersteller)
40 min
46 min
53,5 min
57,3 min
68,1 min
Gesamtzeit
Abb. 4 HeraCeram Ätzbild mit Leuzit-Struktur
31433_VA_HeraCeram_GBA.indd Abs1:4-Abs1:531433_VA_HeraCeram_GBA.indd Abs1:4-Abs1:5 25.02.2009 15:37:36 Uhr25.02.2009 15:37:36 Uhr

6 7
1.3 „House of Ceramics“ –Dentalkeramiken für alle Indikationen
Einfache, sichere und zeitsparende Keramikverarbeitung
mit optimalen ästhetischen Ergebnissen – das ist das
Markenzeichen aller Dentalkeramiken von Heraeus Kulzer.
Der Vorteil: Einheitliche Verarbeitung und identische
Ästhetik bei allen Verblendkeramiken – unabhängig vom
Gerüstwerkstoff.
Einheitliche Verarbeitung und identische Ästhetik – ein
Dach, unter dem sich mittlerweile drei Verblendkeramiken
vereinigen, die jeweils speziell auf ihre Gerüstwerkstoffe
abgestimmt sind:
• HeraCeram, die hochschmelzende Verblendkeramik für
die klassischen Aufbrennkeramiklegierungen
• HeraCeramSun, die niedrigschmelzende Keramik im
HeraSun-System und
• HeraCeram Zirkonia, die Verblendkeramik für Gerüste
aus Zirkonoxid (ZrO2).
Drei High-End-Verblendkeramiken
Mit HeraCeram, HeraCeramSun und HeraCeram Zirkonia
setzen Sie auf drei High-End-Verblendkeramiken mit
nahezu identischen Eigenschaften – natürlich den besten:
höchste Ästhetik und größte Verarbeitungssicherheit –
besonders in Kombination mit den entsprechenden
Heraeus Kulzer-Legierungen und den cara-Zirkondioxid-
Gerüsten.
HeraCeram und HeraCeramSun
Gemeinsam decken sie das ganze metallkeramische
Spektrum ab.
Der kleine Unterschied ist zugleich ein großer Vorteil: Die
eine Keramik, HeraCeramSun, ist mit einer Verarbeitungs-
temperatur von 790°C/760°C niedrigschmelzend und
wurde speziell für die HeraSun-Legierungen konzipiert.
Die andere, HeraCeram, ist mit einer Verarbeitungstempe-
ratur von 880°C/860°C hochschmelzend und eignet sich
für alle klassischen Aufbrennkeramiklegierungen.
Setzen Sie auf beide Verblendkeramiken, decken Sie das
gesamte metallkeramische Legierungsspektrum ab.
Bei der Verblendung mit HeraCeramSun wird mit der
gleichen Arbeitsweise vorgegangen wie bei HeraCeram.
Dies hat für HeraCeram-Anwender folgende Vorteile:
Der Unterschied in der Verarbeitung liegt nur in den niedri-
geren Brenntemperaturen.
Mit HeraCeram und HeraCeram Zirkonia genießen sie noch
einen einmaligen Vorteil:
Beide Keramiklinien können mit ein und demselben
Brennprogramm verarbeitet werden. Die Brandführung und
die Verarbeitungstemperatur von 880°C/860°C sind iden-
tisch.
Zudem sind das Schema für die Standardschichtung, der
Aufbau des Navigator-Sets und das Konzept der Matrix-
Schichtung für alle 3 Keramiken gleich.
Die Malfarben und die Glasurmasse von HeraCeram sind
mit den 3 Keramiksystemen kompatibel, müssen also nicht
neu angeschafft werden. Ebenso die HeraCeram-Keramik-
fl üssigkeiten.
HeraCeram, HeraCeramSun und HeraCeram Zirkonia sind
sozusagen „Drillingsschwestern“, die dank unserer Erfah-
rung und Kompetenz in Sachen Verblendkeramik, bei z.T.
unterschiedlichen Brenntemperaturen mit den gleichen
Produkt- und Verarbeitungseigenschaften ausgestattet sind.
Abb. 8 Fertige Arbeit
Drei innovative Keramik-Linien, die
wertvolle Verarbeitungszeit reduzieren.
• Keine Langzeitkühlung / Temperphase notwendig.
• Extrem kurze Brennzeiten. Durchschnittlich 30% kürzer
als bei vergleichbaren Keramiken.
• Das Schicht- und Ästhetikkonzept wird bei allen drei
Linien in gleicher Weise umgesetzt.
• Das Ergebnis: Sie erzielen auf unterschiedlichsten
Gerüstwerkstoffen immer brillante Ergebnisse.
• Einfach, schnell und sicher. Verblendungen, die so
ästhetisch wie natürliche Zähne wirken.
• Mit der SLS-Formel, der stabilisierten Leuzitstruktur.
Ihr Vorsprung für die Zukunft.
31433_VA_HeraCeram_GBA.indd Abs1:6-Abs1:731433_VA_HeraCeram_GBA.indd Abs1:6-Abs1:7 25.02.2009 15:37:47 Uhr25.02.2009 15:37:47 Uhr

8 9
Wichtige Hinweise:
Die nachfolgenden Angaben beziehen sich auf die von
Heraeus Kulzer empfohlenen Verfahren, Geräte und Mate-
rialien.
Revisionsmarkierung: Dieser Pfeil ( ) kennzeichnet alle
Änderungen und Ergänzungen gegenüber den Vorgänger-
versionen. Ferner sind die entsprechenden Texte kursiv
gesetzt. Sie setzt in der Vorgängerversion „Verarbeitungs-
anleitung Edelmetall-Dentallegierungen Ausgabe 11/98“
alle Angaben bezüglich der Verarbeitung der Edelmetall-
Aufbrennkeramiklegierungen außer Kraft. Die bisher für
HeraCeram gültigen Drucksache „HeraCeram Gebrauchs-
anweisung Ausgabe 02/2006“, ist außer Kraft gesetzt
und wurde aktualisiert in dieser Verarbeitungsanleitung
zusammen gefasst.
Alle Angaben zur chemischen Zusammensetzung, den
technischen Daten und den Vorwärm-, Gieß-, und Glüh-
temperaturen der Legierungen können Sie den Ver-
packungsbeilagen oder der „Technischen Datentabelle
Edelmetall-Dentallegierungen“ entnehmen. Die Angaben
in dieser Verarbeitungsanleitung sind allgemein gehalten.
1.4 HeraCeram – die Keramik-Innovation
HeraCeram ist für Aufbrennlegierungen im WAK-Bereich
von 25–500°C 13,5–14,9μm/mK geeignet. Somit steht
eine breite Legierungsauswahl zur Verfügung. Mit einer
maximalen Brenntemperatur von 880°C bietet HeraCeram
in besonderer Weise hohe Verarbeitungssicherheit auch
für hochgoldhaltige Bio-Legierungen.
HeraCeram ist robust, hat eine breite Verarbeitungstole-
ranz und führt mit geringem Aufwand zu sicheren, natürli-
chen und ästhetischen Ergebnissen. Die Brennzeiten von
HeraCeram sind extrem kurz.
Sie sparen Zeit durc h:
• die hohe Starttemperatur (600°C),
• die hohe Aufheizrate (100°C/min),
• die niedrige Brenntemperatur (maximal 880°C),
• identische Brandführung für alle Edelmetall-Aufbrenn-
keramiklegierungen und
• den Wegfall einer Langzeitabkühlung oder einer
Temperstufe.
Die Arbeiten werden nach Programmende einfach aus dem
Ofen genommen und an der Luft abgekühlt.
HeraCeram kann somit unabhängig von der verwendeten
Aufbrennlegierung mit denselben Brennprogrammen
gebrannt werden. Dadurch sind Verwechslungen der zur
Legierung verwendeten Brennprogramme ausgeschlossen.
Das zeitaufwändige Anpassen der Brennprogramme an
die jeweilige Legierung entfällt. Wird der speziell für
HeraCeram entwickelte Keramikbrennofen Heramat C2
verwendet, sind die Programme bereits gespeichert.
Der entscheidende Vorteil von HeraCeram liegt also in
einer großen Zeitersparnis und der damit verbundenen
Produk tivitätssteigerung und Kostenersparnis.
Das robuste Brennverhalten garantiert sichere, hochwer-
tige und reproduzierbare Ergebnisse.
Mit HeraCeram wählen Sie den einfachen Weg zur
natür lichen Ästhetik.
Dafür stehen Ihnen fl uoreszierende Pulver- und Pasten-
opaker sowie die entsprechenden Dentin- und Schneide-
massen in den 16 V-Farben zur Verfügung. Die weitere
individuelle Charakterisierung ermöglichen die 20 diffe-
renziert fl uoreszierenden HeraCeram-Malfarben.
Die besondere Farbabstimmung der Opaker, Dentin- und
Schneidemassen schafft für eine Standard-Schichtung
eine weitgehende Unabhängigkeit des Farbergebnisses von
der Schichtstärke. Die Opaker haben schon bei geringer
Schichtstärke (100 μm) eine gute Deckkraft und besitzen
farbtragende Eigenschaften.
Die differenzierte organische Pigmentierung der Massen
sorgt für eine sehr gute Kontrolle der Schichtung. Die
hohe Standfestigkeit der Massen beim Schichten erleich-
tert die perfekte Formgestaltung. Der sehr geringe Brenn-
schrumpf führt zu hoher Formstabilität. Dadurch bleibt
der Korrekturaufwand gering. Für mehr Individualität und
Sicherheit auch bei ungünstigen Platzverhältnissen sind
die Massen des Navigator-Sets ausgelegt.
Die Perfektion natürlicher Ästhetik und individueller
Gestaltung eines Zahnes erreichen Sie mit dem Matrix-Set,
das mit seinem klar strukturierten und leicht erlernbaren
Farbkonzept zu sicheren und reproduzierbaren Ergebnis-
sen führt. In dieser Verarbeitungsanleitung fi nden Sie die
Verarbeitung der Keramik sowohl für die Standard-, die
Navigator- als auch für die Matrix-Schichtung.
31433_VA_HeraCeram_GBA.indd Abs1:8-Abs1:931433_VA_HeraCeram_GBA.indd Abs1:8-Abs1:9 25.02.2009 15:37:50 Uhr25.02.2009 15:37:50 Uhr
10 11
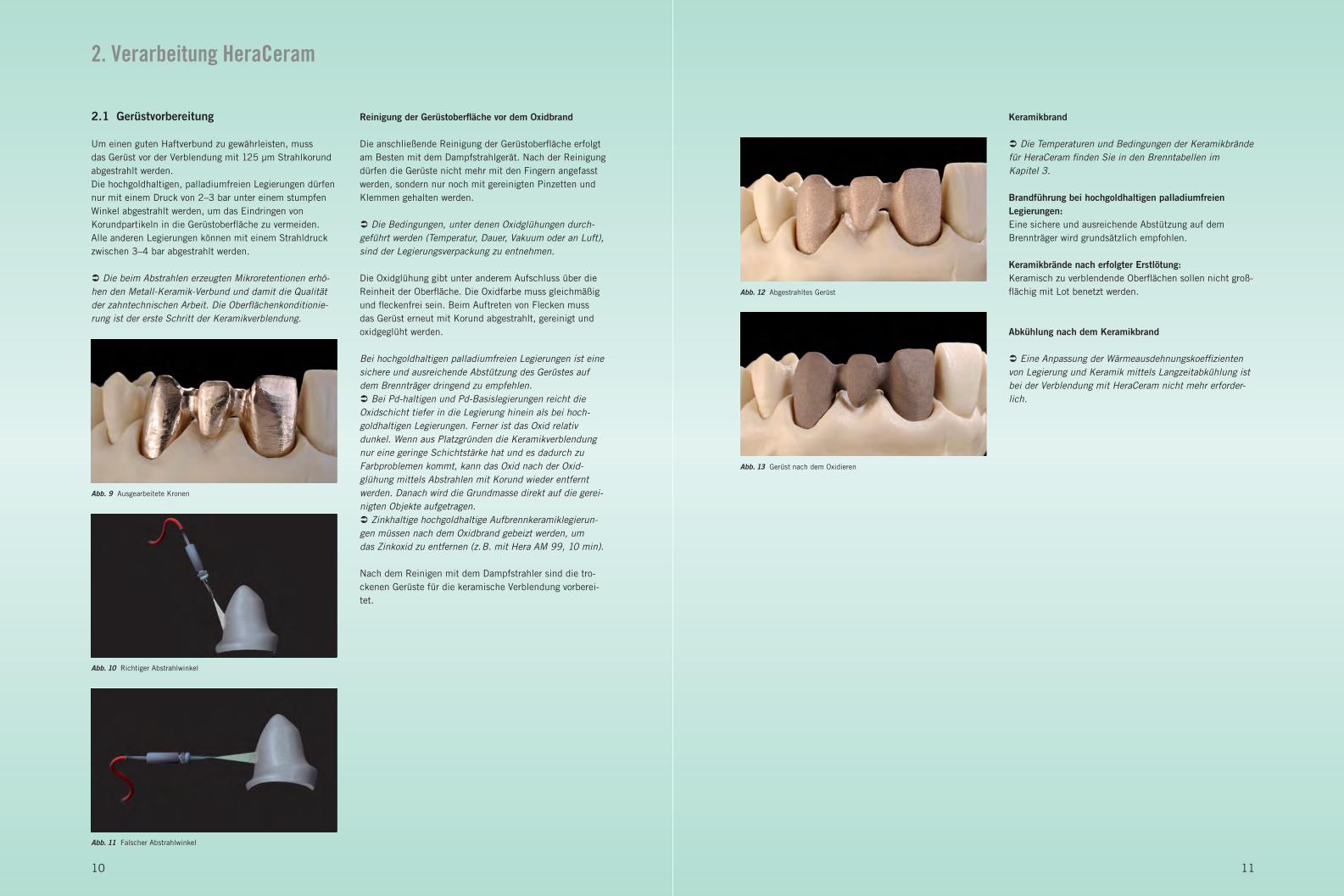
2.1 Gerüstvorbereitung
Um einen guten Haftverbund zu gewährleisten, muss
das Gerüst vor der Verblendung mit 125 μm Strahlkorund
abgestrahlt werden.
Die hochgoldhaltigen, palladiumfreien Legierungen dürfen
nur mit einem Druck von 2–3 bar unter einem stumpfen
Winkel abgestrahlt werden, um das Eindringen von
Korundpartikeln in die Gerüstoberfl äche zu vermeiden.
Alle anderen Legierungen können mit einem Strahldruck
zwischen 3–4 bar abgestrahlt werden.
Die beim Abstrahlen erzeugten Mikroretentionen erhö-
hen den Metall-Keramik-Verbund und damit die Qualität
der zahntechnischen Arbeit. Die Oberfl ächenkonditionie-
rung ist der erste Schritt der Keramikverblendung.
Abb. 9 Ausgearbeitete Kronen
Abb. 10 Richtiger Abstrahlwinkel
Abb. 11 Falscher Abstrahlwinkel
Reinigung der Gerüstoberfl äche vor dem Oxidbrand
Die anschließende Reinigung der Gerüstoberfl äche erfolgt
am Besten mit dem Dampfstrahlgerät. Nach der Reinigung
dürfen die Gerüste nicht mehr mit den Fingern angefasst
werden, sondern nur noch mit gereinigten Pinzetten und
Klemmen gehalten werden.
Die Bedingungen, unter denen Oxidglühungen durch-
geführt werden (Temperatur, Dauer, Vakuum oder an Luft),
sind der Legierungsverpackung zu entnehmen.
Die Oxidglühung gibt unter anderem Aufschluss über die
Reinheit der Oberfl äche. Die Oxidfarbe muss gleichmäßig
und fl eckenfrei sein. Beim Auftreten von Flecken muss
das Gerüst erneut mit Korund abgestrahlt, gereinigt und
oxidgeglüht werden.
Bei hochgoldhaltigen palladiumfreien Legierungen ist eine
sichere und ausreichende Abstützung des Gerüstes auf
dem Brennträger dringend zu empfehlen.
Bei Pd-haltigen und Pd-Basislegierungen reicht die
Oxidschicht tiefer in die Legierung hinein als bei hoch-
goldhaltigen Legierungen. Ferner ist das Oxid relativ
dunkel. Wenn aus Platzgründen die Keramikverblendung
nur eine geringe Schichtstärke hat und es dadurch zu
Farbproblemen kommt, kann das Oxid nach der Oxid-
glühung mittels Abstrahlen mit Korund wieder entfernt
werden. Danach wird die Grundmasse direkt auf die gerei-
nigten Objekte aufgetragen.
Zinkhaltige hochgoldhaltige Aufbrennkeramiklegierun-
gen müssen nach dem Oxidbrand gebeizt werden, um
das Zinkoxid zu entfernen (z.B. mit Hera AM 99, 10 min).
Nach dem Reinigen mit dem Dampfstrahler sind die tro-
ckenen Gerüste für die keramische Verblendung vorberei-
tet.
Abb. 12 Abgestrahltes Gerüst
Abb. 13 Gerüst nach dem Oxidieren
Keramikbrand
Die Temperaturen und Bedingungen der Keramikbrände
für HeraCeram fi nden Sie in den Brenntabellen im
Kapitel 3.
Brandführung bei hochgoldhaltigen palladiumfreien
Legierungen:
Eine sichere und ausreichende Abstützung auf dem
Brennträger wird grundsätzlich empfohlen.
Keramikbrände nach erfolgter Erstlötung:
Keramisch zu verblendende Oberfl ächen sollen nicht groß-
fl ächig mit Lot benetzt werden.
Abkühlung nach dem Keramikbrand
Eine Anpassung der Wärmeausdehnungskoeffi zienten
von Legierung und Keramik mittels Langzeitabkühlung ist
bei der Verblendung mit HeraCeram nicht mehr erforder-
lich.
2. Verarbeitung HeraCeram
31433_VA_HeraCeram_GBA.indd Abs1:10-Abs1:1131433_VA_HeraCeram_GBA.indd Abs1:10-Abs1:11 25.02.2009 15:37:50 Uhr25.02.2009 15:37:50 Uhr
12 13
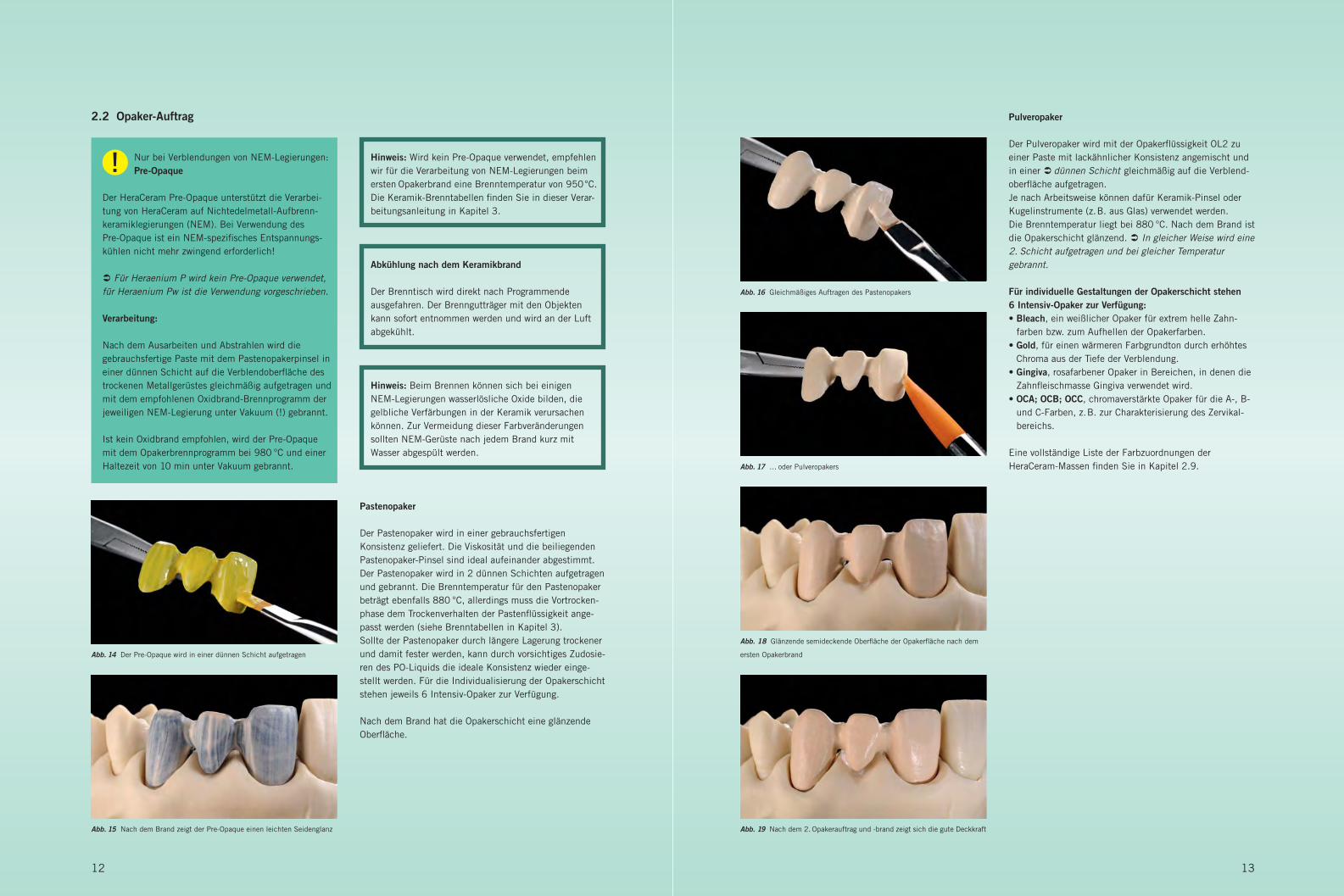
2.2 Opaker-Auftrag
!
Nur bei Verblendungen von NEM-Legierungen:
Pre-Opaque
Der HeraCeram Pre-Opaque unterstützt die Verarbei-
tung von HeraCeram auf Nichtedelmetall-Aufbrenn-
keramik legierungen (NEM). Bei Verwendung des
Pre-Opaque ist ein NEM-spezifi sches Entspannungs-
kühlen nicht mehr zwingend erforderlich!
Für Heraenium P wird kein Pre-Opaque verwendet,
für Heraenium Pw ist die Verwendung vorgeschrieben.
Verarbeitung:
Nach dem Ausarbeiten und Abstrahlen wird die
gebrauchsfertige Paste mit dem Pastenopakerpinsel in
einer dünnen Schicht auf die Verblendoberfl äche des
trockenen Metallgerüstes gleichmäßig aufgetragen und
mit dem empfohlenen Oxidbrand-Brennprogramm der
jeweiligen NEM-Legierung unter Vakuum (!) gebrannt.
Ist kein Oxidbrand empfohlen, wird der Pre-Opaque
mit dem Opakerbrennprogramm bei 980 °C und einer
Haltezeit von 10 min unter Vakuum gebrannt.
Abb. 14 Der Pre-Opaque wird in einer dünnen Schicht aufgetragen
Abb. 15 Nach dem Brand zeigt der Pre-Opaque einen leichten Seidenglanz
Hinweis: Wird kein Pre-Opaque verwendet, empfehlen
wir für die Verarbeitung von NEM-Legierungen beim
ersten Opakerbrand eine Brenntemperatur von 950°C.
Die Keramik-Brenntabellen fi nden Sie in dieser Verar-
beitungsanleitung in Kapitel 3.
Abkühlung nach dem Keramikbrand
Der Brenntisch wird direkt nach Programmende
aus gefahren. Der Brenngutträger mit den Objekten
kann sofort entnommen werden und wird an der Luft
abgekühlt.
Hinweis: Beim Brennen können sich bei einigen
NEM-Legierungen wasserlösliche Oxide bilden, die
gelbliche Verfärbungen in der Keramik verursachen
können. Zur Vermeidung dieser Farbveränderungen
sollten NEM-Gerüste nach jedem Brand kurz mit
Wasser abgespült werden.
Pastenopaker
Der Pastenopaker wird in einer gebrauchsfertigen
Konsistenz geliefert. Die Viskosität und die beiliegenden
Pastenopaker-Pinsel sind ideal aufeinander abgestimmt.
Der Pastenopaker wird in 2 dünnen Schichten aufgetragen
und gebrannt. Die Brenntemperatur für den Pastenopaker
beträgt ebenfalls 880 °C, allerdings muss die Vortrocken-
phase dem Trockenverhalten der Pastenfl üssigkeit ange-
passt werden (siehe Brenntabellen in Kapitel 3).
Sollte der Pastenopaker durch längere Lagerung trockener
und damit fester werden, kann durch vorsichtiges Zudosie-
ren des PO-Liquids die ideale Konsistenz wieder einge-
stellt werden. Für die Individualisierung der Opakerschicht
stehen jeweils 6 Intensiv-Opaker zur Verfügung.
Nach dem Brand hat die Opakerschicht eine glänzende
Oberfl äche.
Abb. 16 Gleichmäßiges Auftragen des Pastenopakers
Abb. 17 … oder Pulveropakers
Abb. 18 Glänzende semideckende Oberfl äche der Opakerfl äche nach dem
ersten Opakerbrand
Abb. 19 Nach dem 2. Opakerauftrag und -brand zeigt sich die gute Deckkraft
Pulveropaker
Der Pulveropaker wird mit der Opakerfl üssigkeit OL2 zu
einer Paste mit lackähnlicher Konsistenz angemischt und
in einer dünnen Schicht gleichmäßig auf die Verblend-
oberfl äche aufgetragen.
Je nach Arbeitsweise können dafür Keramik-Pinsel oder
Kugelinstrumente (z.B. aus Glas) verwendet werden.
Die Brenntemperatur liegt bei 880 °C. Nach dem Brand ist
die Opakerschicht glänzend. In gleicher Weise wird eine
2. Schicht aufgetragen und bei gleicher Temperatur
gebrannt.
Für individuelle Gestaltungen der Opakerschicht stehen
6 Intensiv-Opaker zur Verfügung:
• Bleach, ein weißlicher Opaker für extrem helle Zahn-
farben bzw. zum Aufhellen der Opakerfarben.
• Gold, für einen wärmeren Farbgrundton durch erhöhtes
Chroma aus der Tiefe der Verblendung.
• Gingiva, rosafarbener Opaker in Bereichen, in denen die
Zahnfl eischmasse Gingiva verwendet wird.
• OCA; OCB; OCC, chromaverstärkte Opaker für die A-, B-
und C-Farben, z.B. zur Charakterisierung des Zervikal-
bereichs.
Eine vollständige Liste der Farbzuordnungen der
HeraCeram-Massen fi nden Sie in Kapitel 2.9.
31433_VA_HeraCeram_GBA.indd Abs1:12-Abs1:1331433_VA_HeraCeram_GBA.indd Abs1:12-Abs1:13 25.02.2009 15:38:02 Uhr25.02.2009 15:38:02 Uhr

14 15
2.3 Dentin-Schneide-Schichtung
Zur Reproduktion der Konfektionsfarben wird HeraCeram
in einer einfachen 2-Schicht-Technik mit Dentin- und
Schneidemassen aufgebaut. Der Dentinkern kann entweder
direkt gestaltet werden, oder zur besseren Kontrolle der
Größe und Stellung des Zahnes, zunächst vollständig
aufgebaut und anschließend reduziert werden. Anschlie-
ßend wird die Verblendung mit der entsprechend zugeord-
neten Schneidemasse wieder ergänzt (siehe Farbtabelle).
Durch Einlegen von Transparenzkeilen kann der Inzisal-
bereich zusätzlich individualisiert werden.
Abb. 20 Vollständiger Aufbau der Zahnform in Dentin
Abb. 21 Strukturieren des Dentinkerns nach Cut-Back für die Schneide-
schichtung
Abb. 22 Individuelle Gestaltung der Schneide mit Transpamassen
Abb. 23 Komplettierung mit Schneidemasse
Hinweis: Wird bei Nichtedelmetall-Legierungen auf
den Pre-Opaque verzichtet, dann empfi ehlt sich auf
Grund der hohen Härte der Legierungen ein Entspan-
nungskühlen. Dazu lassen Sie den Brenngutträger
mit der Keramikarbeit nach dem Brand 1–2 Minuten
auf dem Brenntisch des Keramikofens stehen.
Oder programmieren Sie 1–2 Minuten Kühlzeit ein.
!
Hinweis: Beim Beschleifen von Keramik-
massen sollte ein Mund- und Augenschutz
getragen und mit einer Objektabsaugung gearbeitet
werden. Ein Einatmen des Keramikstaubs ist zu
vermeiden.
Korrekturschichtung
Nach dem Keramikbrand hat die Verblendung eine glän-
zend strukturierte Oberfl äche.
Die approximalen und okklusalen Kontaktpunkte werden
durch Einschleifen mit Diamant-Instrumenten eingepasst.
Zum Ausgleich der Sinterschrumpfung und zur Formkor-
rektur wird nun mit den entsprechenden Massen (Dentin-,
Schneiden- oder Transpamasse) nachgeschichtet und mit
dem Dentin-2-Brennprogramm gebrannt.
Glanzbrand
Wenn ein Nachbrennen von Keramikmasse nicht mehr
erforderlich ist, wird die Verblendung mit Diamant-Instru-
menten ausgearbeitet, d.h. Konturen und Oberfl ächen-
strukturen gestaltet.
Anschließend werden Schleifstaub und Verunreinigungen
von der Keramikoberfl äche z.B. mit einem Dampfstrahler
entfernt. Zum Glanzbrand kann die Verblendung mit
Glasur und Malfarben abschließend noch individuell
charakterisiert werden.
Da die HeraCeram-Malfarbenfl üssigkeit einen ähnlichen
Lichtbrechungsindex wie die Keramik hat, werden durch
das Benetzen der Keramikoberfl äche mit Malfarbenfl üssig-
keit Schichtung und Farbeindruck sichtbar. Das gibt eine
gute Kontrolle bei einer individuellen Charakterisierung
mit Glasurmasse und Malfarben.
Brenntemperatur: 850 °C
Je nach gewünschtem Glanzgrad kann die Haltezeit
entsprechend verlängert, verkürzt oder die Temperatur
abgesenkt werden.
Abb. 24 HeraCeram nach dem ersten Brand
Abb. 25 Feinkorrektur der Zahnform mit Schneide und/oder
Transparenzmassen
Abb. 26 Arbeit nach dem zweiten Dentinbrand
Abb. 27 Ausarbeitung mit Diamant- und Silikonpolierern für eine natürliche
Oberfl ächenstruktur
31433_VA_HeraCeram_GBA.indd Abs1:14-Abs1:1531433_VA_HeraCeram_GBA.indd Abs1:14-Abs1:15 25.02.2009 15:38:23 Uhr25.02.2009 15:38:23 Uhr

16 17
Abb. 28 Kontrolle der Oberfl ächenstruktur mit Silberpulver
Abb. 29 Abschließende Individualisierung mit HeraCeram-Malfarben
Abb. 30 Nach dem Glanzbrand im Aufl icht
Abb. 31 Nach dem Glanzbrand im Durchlicht
2.4 GPS für die Zahntechnik: Das Navigator-System
Heraeus Kulzer hat seine HeraCeram-Keramiklinie um die
Systemkomponente Navigator erweitert. Wie schon bei der
Matrix-Entwicklung erfolgte auch diese in enger Zusam-
menarbeit mit dem Keramiker Paul A. Fiechter. Betrafen
die Schwerpunkte der Kooperation bei Matrix noch über-
wiegend lichtoptische Phänomene und deren optimale
Nutzung, so geht es diesmal um den dentalen Alltag:
Konzipiert wurde die neue Komponente für die tagtägliche
Laborarbeit.
Mit den Navigator-Komponenten können jetzt bei diesen
standardisierten Schichtverfahren ästhetische Charakteri-
sierungen bis hin zu Individualisierungen besonders ein-
fach, schnell und effi zient realisiert werden.
Die Navigator-Sortimentskomponenten
Das Keramik-Sortiment Navigator, bestehend aus
In creaser-, Mask- und Enhancer-Massen, ermöglicht auch
bei schwierigen Platzverhältnissen eine natürliche und
farbsichere Ästhetik. Die chromatisierten Dentin- und
Transpamassen sind auf die Keramiklinien HeraCeram und
HeraCeramSun von Heraeus Kulzer abgestimmt.
Für die Navigation im Farbraum ist das Sortiment in
4 Komponenten gegliedert:
Increaser
Zur individuellen Steuerung der Farbintensität umfasst
das Sortiment 16 farbzugeordnete Increaser-Massen für
die Vita-Classical Farben A1–D4. Sie orientieren sich an
den 16 Dentinfarben A1–D4 und zeichnen sich durch
stärkere Farbsättigung (Chroma) und einer geringeren
Transparenz im Vergleich zu den Dentinmassen aus.
Der Anwender erhält dadurch eine bessere Kontrolle über
die Farbwirkung bei allen kritischen Platzverhältnissen,
wie zum Beispiel im Zervikalbereich oder zum Kaschieren
von Gerüststrukturen im Inzisalbereich. Ebenso lassen
sich optische Differenzen durch sehr große Schichtstärken-
unterschiede, zum Beispiel an Brückengliedern, hervor-
ragend harmonisieren.
Für ausgeprägte (patientenorientierte) Charakterisierungen
und individuelle Modifi kationen stehen mit den Farben
Peach (INP), Solaris (INS), Mango (INM), Orange (INO),
Caramel (INC) und Taiga (INT) 6 hochchromatische
Increaser zur Verfügung.
Eine vollständige Liste der Farbzuordnungen der
HeraCeram-Massen fi nden Sie in Kapitel 2.9.
Abb. 32 Mit nur wenigen und einfachen Schritten können so erstaunlich
„individuelle“ Ergebnisse erzielt werden.
Abb. 33 (OK: 13–23): Increaser bewirken eine Chromaverstärkung und
werden an kritischen Stellen wie den Halsbereichen oder anderen Orten
gegebenenfalls auch ohne weitere Überschichtung eingesetzt, wo es gilt,
trotz geringer Schichtstärken den Untergrund sicher zu kaschieren.
Lichtoptische „Abrisskanten“ an inzisalen Gerüstenden können durch
leichte Überkonturierungen mit Increasern zuverlässig vermieden werden.
Abb. 34 Vollständig modellierte Zahnform aus Dentin
31433_VA_HeraCeram_GBA.indd Abs1:16-Abs1:1731433_VA_HeraCeram_GBA.indd Abs1:16-Abs1:17 25.02.2009 15:38:50 Uhr25.02.2009 15:38:50 Uhr

18 19
Enhancer
Enhancer sind Individual-Transpamassen mit denen, bei
Erhaltung des Farbcharakters, die Schichtung in Farbton
oder Helligkeit nuanciert werden kann. So lassen sich
die typischen Farbnuancen von zentralen und lateralen
Schneidezähnen und Eckzähnen auf einfachste Weise
darstellen. Auch farbliche Abweichungen, die der Farbring
nicht berücksichtigen kann, sind mit den 6 Enhancern
kontrolliert umsetzbar.
Abb. 35 Der Einsatz von Enhancer und dessen Wirkung: Nach dem
Cut-Back werden natürlich wirkende Mamelonstrukturen mit einem Pinsel
mit weichen Übergängen ausmodelliert. Darauf wird dann...
Abb. 36 ...die zur ausgesuchten Zahnfarbe passende Schneidemasse
inzisal dünn und zum Zahnkörper hin verlaufend aufgetragen. Auf dieser
Grundlage erfolgt dann eine Individualisierung durch eine Komplettierung
mittels Enhancern. Dabei können...
Abb. 37 ...z.B. die 1er mit einer dünnen Keramikschicht EH bright aufge-
hellt werden. Die 2er erhalten eine neutrale Transparenz mit EH neutral und
die 3er werden an der Oberfl äche mit EHA rötlich, EHB gelblich oder EHC
gräulich farblich gesteuert.
Abb. 38 Das Ergebnis dieses Enhancer-Auftrages in verschiedenen
Perspektiven: Trotz minimalem Aufwand und weitestgehend standardisierter
Schichtung ein ästhetisch natürlich wirkendes, ansprechendes Ergebnis.
Mask
Schneideähnliche Massen mit einer höheren Opazität
balancieren die Transparenz so aus, dass einerseits die
Tiefenwirkung erhalten bleibt, anderseits die Gerüste
in ihrer Struktur nicht mehr wahrgenommen werden.
Mit den Varianten MA bright und MA shadow kann zusätz-
lich die Helligkeit der Verblendung verändert werden.
Abb. 39 Die Mask-Komponente in einer typischen Anwendung:
Nach Formaufbau und Cut-Back...
Abb. 40 …wird Mask dünn inzisal auf das Dentin aufgetragen.
Dies kaschiert unterdimensionierte Gerüstkonstruktionen.
Abb. 41 Danach wird eine Mamelonstruktur angelegt…
Abb. 42 ...und wird dann wie gewohnt mit Schneide und Transpa komplettiert.
Abb. 43 Mit nur geringem aber effi zientem Aufwand lassen sich so schnell
Ergebnisse realisieren, die „sich sehen lassen können“.
31433_VA_HeraCeram_GBA.indd Abs1:18-Abs1:1931433_VA_HeraCeram_GBA.indd Abs1:18-Abs1:19 25.02.2009 15:39:06 Uhr25.02.2009 15:39:06 Uhr

20 21
2.5 Erweiterte Standard-Schichtung
Auch für die Gestaltung der Seitenzähne lassen sich die
Massen des neuen Kompakt-Sets sehr gut anwenden.
Abb. 44 Opakisierte Kronen
Abb. 45 Aufbau des sogenannten „Fischmauls“ in Dentin
Abb. 46 Einlegen von z.B. Increaser Orange (IN O) in die occlusale Tiefe
Abb. 47 Das Dentin wird über die Intensivmasse gezogen und die Außen-
seiten werden zurückgeschnitten
Abb. 48 Aufbringen von Enhancer neutral (EH Neutral), um die Transparenz
zu erhöhen
Abb. 49 Vollständig ausmodellierte Krone mit Schneide und Enhancer
EH bright auf den Höckerspitzen
Abb. 50 Kronen nach dem ersten Brand
Abb. 51 Korrekturen mit Enhancer EH neutral
Abb. 52 Kronen nach dem zweiten Brand
Abb. 53 Ausarbeiten der Kronen mit Diamanten- und Silikonpolierern
Abb. 54 Individualisieren mit den HeraCeram-Malfarben
Abb. 55 Nach dem Glanzbrand
31433_VA_HeraCeram_GBA.indd Abs1:20-Abs1:2131433_VA_HeraCeram_GBA.indd Abs1:20-Abs1:21 25.02.2009 15:39:18 Uhr25.02.2009 15:39:18 Uhr

22 23
2.6 Individuelle Schichtung mit dem Matrix-Setnach ZTM Paul A. Fiechter
Bei der individuellen Schichtung steht die patientenorien-
tierte Wiedergabe von Farbe und Farbcharakter mit allen
lichtoptischen Elementen wie Helligkeit, Transparenz,
Fluoreszenz und Opaleszenz im Vordergrund.
Mit den Keramikmassen des Matrix-Sets stehen nicht nur
Keramikmassen mit außerordentlichen ästhetischen Eigen-
schaften zur Verfügung, sondern es bietet ein Ästhetik-
Konzept, das mit geringem Schichtungsaufwand natur-
identische Ergebnisse realisiert. Da diesem Konzept eine
klare Struktur zu Grunde liegt, ist es einfach umzusetzen.
Zur Hervorhebung des Zervikalbereichs wird die jeweilige
Dentinmasse mit ca. 10% Mamelon- bzw. Sekundärdentin
MD- bzw. SD-Massen gemischt. Diese Massen intensivie-
ren mit ihrer Ausbalancierung von Chroma und Fluoreszenz
die Leuchtkraft der Farben.
Nach dem vollständigen Aufbau der anatomischen Form
mit Dentinmasse wird die Schichtung mit kontrolliertem
Cut-Back zum Dentinkern reduziert.
Anmerkung: Eine individuelle Schichtung orientiert sich
am Patienten. Entsprechend ist die folgende Schichtung
nur als Beispiel zu sehen. Der konkrete Einsatz der einzel-
nen Matrixmassen ist von Fall zu Fall zu entscheiden.
Die Zuordnung der Matrixmassen fi nden Sie in Kapitel 2.9.
Abb. 56 Mamelon- oder Sekundär-Dentin, gemischt mit dem Dentin der
jeweiligen Zahnfarbe erhöht die Farbsättigung (Chroma) im Zervikalbereich
Abb. 57 Die Kronen werden vollständig aus Dentin aufgebaut, um ein
kontrolliertes Cut-Back zu ermöglichen
Abb. 58 Cut-Back 1er
Abb. 59 Vollständiges Cut-Back
Abb. 60 Die Value-Massen werden nach inzisal etwas stärker und zum
Zahnkörper verlaufend geschichtet
Zur Steuerung der Helligkeit bzw. partiellen Aufhellung
des Dentins werden die Value-Massen im Inzisalbereich
etwas stärker und zum Zahnkörper dünn auslaufend
geschichtet. Sanfte Übergänge vermeiden einen Abriss zur
Basisfarbe.
In die Value-Massen werden Mamelon-Dentine einge-
schwemmt und z.B. mit dem Pinsel konturiert. Das
erzeugt ein natürliches Wechselspiel aus helleren und
stärker eingefärbten Bereichen. Die Mamelonstrukturen
werden durch die stärker fl uoreszierenden Value-Massen
aus der Tiefe „beleuchtet“ und so optisch unterstützt.
Ein Saum aus Opaltranspa Yellow verstärkt den Halo-Effekt.
Die anatomische Form wird mit der zugeordneten Opal-
schneide und/oder unterschiedlichen Opaltranspa-Massen
ergänzt.
Brandführung siehe Dentinbrand in Kapitel 3
(Brenntemperatur 860 °C).
Nach dem Brand wird die Sinterschrumpfung ausgeglichen
und Feinkorrekturen der Form und Schichtung durch-
geführt. Abschließend kann mit HeraCeram-Malfarben und
Glasur charakterisiert werden.
Abb. 61 Es sollte auf sanfte Übergänge geachtet werden, damit kein Abriss
zur Basisfarbe entsteht
Abb. 62 Die Mamelon-Dentine werden in die Value-Massen eingeschwemmt…
Abb. 63 …und mit dem Pinsel mamelonartig konturiert. Es ent steht ein
eindrucksvolles Wechselspiel aus helleren und stärker eingefärbten Bereichen.
Die dabei entstehenden Mamelonstrukturen werden von den stark fl uores-
zierenden Value-Massen aus der Tiefe der Schichtung zusätzlich beleuchtet.
Abb. 64 Über die Mamelons wird ein Saum aus Opaltranspa Ice gelegt
Abb. 65 Überschichtung der Mamelonstruktur mit Opalschneide
Abb. 66 Die anatomische Form wird mit einer passenden Opalschneide
oder unterschiedlichen Opaltranspas ergänzt
Abb. 67 Fertig geschichtete Arbeit
31433_VA_HeraCeram_GBA.indd Abs1:22-Abs1:2331433_VA_HeraCeram_GBA.indd Abs1:22-Abs1:23 25.02.2009 15:39:57 Uhr25.02.2009 15:39:57 Uhr

24 25
Abb. 68 Nach dem ersten Dentinbrand
Abb. 69 Korrekturen werden mit Opaltranspa-Massen (OT) durchgeführt
Abb. 70 Im Aufl icht
Abb. 71 Im Durchlicht
Der Glanzgrad und die Textur der Keramikoberfläche kann
mit dem Glanzbrand über die Temperatur und die Halte-
zeit auf Endtemperatur gesteuert werden. Eine weitere
Ein flussgröße ist aber auch die Art der Oberflächen bear bei-
tung und Vorbereitung auf den Glanzbrand.
Daher können die Angaben zum Glanzbrand nur der Orien-
tierung dienen, die dem jeweilig gewünschten Ergebnis
angepasst werden müssen.
Zur Brandführung siehe Glanzbrand in Kapitel 3 (Brenn-
temperatur 850°C).
Ebenso ist es möglich, HeraCeram mechanisch zu polieren.
Für die Endpolitur hat sich dabei unsere HP-Paste bestens
bewährt.
Erklärung der Matrix-Komponenten
MD Mamelon-Dentin; SD Sekundär-Dentin
Massen, mit denen durch Ausbalancieren von Chroma und
Fluoreszenz das natürliche Leuchten von Mamelonstruk-
turen realisiert wird.
VL Value
Hochfl uoreszierende Massen zur Steuerung der Helligkeit
im Inzisalbereich.
OS Opalschneiden
Diese Schneiden ersetzen die entsprechenden Standard-
schneiden. Sie sind genauso zugeordnet und werden in
gleicher Weise eingesetzt.
OT Opaltranspa
Transpa-Massen für die Individual-Schichttechnik, die das
Spektrum des natürlichen Zahnschmelzes widerspiegelt.
• OT1–OT10: neutrale Opaleszenz, deren Konzentration von
• OT1 zu OT10 ansteigt. Die Transparenz nimmt dabei ab.
• OT1 ist die transparenteste Opalmasse,
• OT10 ist weißlich-opal.
• OTY; OTB; OTA; OTG und OT Ice: farblich modifi zierte
• Opaltranspa-Massen
• OTYellow gelblich
• OTBlue bläulich
• OTAmber rötlich
• OTGrey gräulich
• OTIce zartbläulich
Korrekturen nach dem Glanzbrand
Für Korrekturen nach dem Glanzbrand, z.B. um Kontakt-
punkte zu optimieren, bietet die Korrekturmasse mit einer
Brenntemperatur von 810°C einen komfortablen Tempe-
raturabstand. Die Korrekturmasse ist farblos transparent.
Für farbige Korrekturen kann sie mit allen HeraCeram-
Massen gemischt werden. Je nach Mischungsverhältnis
erhöht sich die Brenn- bzw. Verarbeitungstemperatur der
Korrekturmasse (z.B. bei Mischung 1:1 Brenntemperatur
ca. 835 °C).
2.7 Schichtung von Keramikschultern
Die Schultermassen HM (high fusing margin) werden
klassisch verwendet und mit einer Brenntemperatur von
870 °C verarbeitet.
Die Schultermassen LM (low fusing margin) werden erst
nach Fertigstellung der Verblendung (also nach dem
Glanzbrand) eingesetzt. Auf Grund der niedrigen Brenn-
temperatur von 790 °C können die LM-Schultermassen
auch als Korrekturmasse, z.B. für Form-Korrekturen,
Pontics oder Kontaktpunkt-Ergänzungen verwendet werden.
Die Schultermassen HM und LM sind im Schultermassen-
Set zusammengefasst.
HM/LM 1–6 sind entsprechend der Farbtabelle den jewei-
ligen Zahnfarben zugeordnet.
HM/LM 7 hat die Zusatzbezeichnung bleach. Es ist eine
weißopake Schultermasse mit erhöhter Fluoreszenz.
Mit ihr können dunkle Bereiche (verfärbte Zahnsubstanz)
abgedeckt bzw. Helligkeit und Transparenz der HM- bzw.
LM-Massen verändert werden.
Präparationsanforderung
Zum Herstellen von metallfreien Kronenrändern müssen
die präparierten Zahnstümpfe eine Stufe oder zumindest
eine ausgeprägte Hohlkehle aufweisen.
Gerüstgestaltung
Das Metallgerüst wird im Randbereich um ca. 1–1,5 mm
reduziert, wie üblich konditioniert und mit Opaker abge-
deckt.
Vorbereitung der Gipsstümpfe
Zunächst werden die Gipsstümpfe im Schulterbereich
isoliert. Die HeraCeram-Isolierung sollte direkt auf die
Gipsoberfl äche aufgetragen werden. Eine vorherige
Versiegelung der Gipsoberfl äche beeinträchtigt die Isolier-
wirkung!
Abb. 72 Für die Keramikschulter wird der Kronenrand ca. 1 mm reduziert
Abb. 73 Der Opaker wird so aufgetragen, dass im Bereich der Keramik-
schulter der Metallrand gefasst ist
Abb. 74 Auftrag der Isolierung im Randbereich
31433_VA_HeraCeram_GBA.indd Abs1:24-Abs1:2531433_VA_HeraCeram_GBA.indd Abs1:24-Abs1:25 25.02.2009 15:40:00 Uhr25.02.2009 15:40:00 Uhr

26 27
Erste Schichtung mit Schultermasse HM
Die Schultermasse wird mit dem SM Liquid zu einem
modellierbaren Teig angemischt und im zervikalen Bereich
der Krone aufgetragen. Die überschüssige Flüssigkeit
wird unter leichtem Verdichten abgesaugt. Nach dem Aus-
modellieren und Glätten der Keramikoberfl äche kann
die Krone wieder vom Modell abgehoben und gebrannt
werden.
Abb. 75 Auftrag der Schultermasse
Abb. 76 Trocknen vor dem Abheben mit Vlies oder Fön
Vorsichtiges Trocknen mit einem Föhn gibt der Schulter-
masse eine höhere Festigkeit und damit mehr Sicherheit
in der Handhabung. Zur Brandführung siehe Kapitel 3.
Abb. 77 Fertig geschichtete Keramikschulter vor dem ersten Brand
Korrekturschichtung
Nach dem Brand wird der Randschluss geprüft und die
sinterbedingten Veränderungen werden korrigiert. Das
Modell wird noch einmal isoliert und die Schultermasse
HM wie bei der ersten Schichtung angemischt. Um eine
bessere Adaption der Schultermasse an die gebrannte
Keramikschulter zu erreichen, kann die Keramikschulter
durch leichtes Anschleifen angeraut werden.
Nach dem Auftragen der Schultermasse HM wird die Arbeit
unter leichtem Klopfen wieder auf das Modell gesetzt.
Der Überschuss wird entfernt. Nach dem Trocknen der
Keramikmasse kann die Arbeit wieder vom Modell abgeho-
ben und gebrannt werden. Anschließend erfolgt die voll-
ständige Verblendung mit den HeraCeram Keramikmassen.
Abb. 78 Keramikschulter nach dem ersten Brand
Abb. 79 Korrektur der sinterbedingten Schrumpfung
Abb. 80 Nach der Korrektur passt die Keramikschulter perfekt
Abb. 81 Anschließend wird wie üblich die Verblendung aufgebaut
Schultermasse LM (low fusing)
Mit den Schultermassen LM können die Keramikschultern
nach der eigentlichen Verblendung, d.h. nach dem Glanz-
brand, hergestellt werden.
Die Verarbeitung erfolgt, unter Beachtung der niedrigen
Brenntemperatur von 700 °C, analog der Schultermasse
HM.
LM-Massen eignen sich nicht nur für die Herstellung und
Korrektur von Keramikschultern, sondern können auch
für alle anderen Korrekturen verwendet werden, z.B. Form-
korrekturen oder Kontaktpunktergänzungen.
Abb. 82 Verblendkrone mit ungenügendem Randschluss
Abb. 83 Korrektur der Randpassung mit LM-Schultermasse…
Abb. 84 ... im Pontik- und Zervicalbereich
Abb. 85 Fertige Verblendkronen mit Keramikschulter
31433_VA_HeraCeram_GBA.indd Abs1:26-Abs1:2731433_VA_HeraCeram_GBA.indd Abs1:26-Abs1:27 25.02.2009 15:40:15 Uhr25.02.2009 15:40:15 Uhr

28 29
2.8 Schlussbehandlung nach Fertigstellung der Verblendung
Polieren der Keramik
HeraCeram lässt sich mechanisch gut polieren. Für die
Endpolitur hat sich dabei unsere HP-Paste bestens bewährt.
Polieren der Metalloberfl äche
Zur Erzielung einer glatten, glänzenden Legierungsober-
fl äche ist der Poliervorgang entsprechend der Härte der
jeweiligen Legierung durchzuführen. Die Polierrichtung
der Polierkörper soll ständig gewechselt werden. Bei der
Hochglanzpolitur mit rotierenden Leinen-, Nessel- und
Wollschwabbeln soll nur wenig Poliermittel verwendet
werden.
Vor jedem Wechsel des Poliermittels soll das Objekt gerei-
nigt werden. Eine Reinigung vor dem Wechsel des Polier-
körpers ist bei gleichem Poliermittel nicht erforderlich.
Weiche Legierungen werden mit einem Gummipolierer
vorpoliert, bis die Politurfl ächen schlieren- und riefenfrei
sind.
Anschließend wird mit einem harten Bürstchen im Hand-
stück bei niedriger Drehzahl (5000 min-1) mit wenig Gold-
polierpaste Hera GPP 99 und geringem Anpressdruck
poliert. Die Hochglanzpolitur wird mit einem weichen
Ziegenhaarbürstchen in Verbindung mit der Goldpolier-
paste Hera GPP 99 bei niedriger Umdrehungsgeschwin-
digkeit (5000 min-1) im Handstück bei geringem Anpress-
druck durchgeführt. Anschließend werden die letzten
Reste der aufgetragenen Paste mit Wollschwabbeln ent-
fernt.
Beizen der Kronenränder fertig gestellter Arbeiten
Durch den Verbleib von Oxidresten an den Kronenrändern
keramisch verblendeter Arbeiten kann es zu Zahnfl eisch-
irri tationen kommen. Zur Erhöhung der Sicherheit für den
Patienten kann daher das Beizen fertig gestellter Arbeiten
zur vollständigen Entfernung der Oxidreste generell
empfohlen werden. Hierzu wird die Arbeit in Hera AM 99,
ca. 10 Minuten bei ca. 70 °C gebeizt. (Hierzu kann das-
selbe Bad verwendet werden wie für die Entfernung der
Oxide nach dem Oxidbrand.)
Anschließend muss die Arbeit gut durch Abwaschen
und vorsichtiges Abdampfen von Säureresten befreit und
gereinigt werden.
3. Brenntabellen:
Heramat C
Pre-Opaque1
Pasten-Opaker
Pulver-Opaker
Schulter-masseHM1
Schulter-masseHM2
1.Dentin 2.Dentin Glanz Korrektur-masse
Schulter-masse
LM
START [°C] 600 600 600 600 600 600 600 600 600 600
DRY [min] 5:00 5:00 2:00 3:00 2:00 3:00 3:00 2:00 2:00 3:00
PRE HEAT [min] 1:00 1:00 1:00 1:00 1:00 2:00 2:00 2:00 2:00 2:00
HEAT RATE [°C/min] 100 100 100 100 100 100 100 100 100 100
HIGH TEMP [°C] 9802 880 880 870 860 860 850 850 810 790
HOLD [min] 10:00 1:00 1:00 1:00 1:00 1:00 1:00 0:30 1:00 1:00
TEMPER [°C] – – – – – – – – – –
TEMP HOLD [min] – – – – – – – – – –
COOL TIME [min] – – – – – – – – – –
V ON [°C] 600 600 600 600 600 600 600 – 600 600
V OFF [°C] – 880 880 870 860 860 850 – 810 790
V HOLD [min] 10:00 – – – – – – – – –
1 = Nur bei Verblendung von NEM-Aufbrennkeramiklegierungen2 = Oder bei der vom Hersteller empfohlenen Oxidbrandtemperatur3 = Unter Vakuum
A1 A2 A3 A3,5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
Pulveropaker OA1 OA2 OA3 OA3,5 OA4 OB1 OB2 OB3 OB4 OC1 OC2 OC3 OC4 OD2 OD3 OD4
Pastenopaker POA1 POA2 POA3 POA3,5 POA4 POB1 POB2 POB3 POB4 POC1 POC2 POC3 POC4 POD2 POD3 POD4
Increaser INA1 INA2 INA3 INA3,5 INA4 INB1 INB2 INB3 INB4 INC1 INC2 INC3 INC4 IND2 IND3 IND4
Increaser INC INC INC INS INS INT INT INT INT INT INT
Dentin DA1 DA2 DA3 DA3,5 DA4 DB1 DB2 DB3 DB4 DC1 DC2 DC3 DC4 DD2 DD2 DD2
Schneide S1 S1 S2 S2 S4 S1 S1 S2 S4 S1 S3 S3 S3 S1 S2 S2
Mamelon-,
Sekundär-Dentin MD1 MD1 SD2 SD2 SD2 MD2 MD2 MD3 MD3 MD2 SD1 SD2 SD2 MD1 MD3 MD1
Value VL1 VL2 VL3 VL4 VL4 VL1 VL2 VL3 VL4 VL1 VL2 VL3 VL4 VL2 VL3 VL4
Opalschneide OS1 OS1 OS2 OS2 OS4 OS1 OS1 OS2 OS4 OS1 OS3 OS3 OS3 OS1 OS2 OS2
Schultermassen
HM/LM 1 1 2 2 6 3 3 4 4 5 5 6 6 1 2 4
Alle Malfarben und Flüssigkeiten sind für HeraCeram,
HeraCeramSun und HeraCeram Zirkonia verwendbar.
Allgemeines Brennprogramm
Pre-Opaque1
Pasten-Opaker
Pulver-Opaker
Schulter-masseHM1
Schulter-masseHM2
1.Dentin 2.Dentin Glanz Korrektur-masse
Schulter-masse
LM
Vorwärm- bzw.Starttemperatur: [°C] 600 600 600 600 600 600 600 600 600 600
Vortrocken- undVorwärmzeit: [min] 6 6 2 4 3 5 5 4 4 4
Temperatur-anstieg: [°C/min] 100 100 100 100 100 100 100 100 100 100
Endtemperatur: [°C] 9802 880 880 870 860 860 850 850 810 790
Haltezeit: [min] 103 1 1 1 1 1 1 0,5–1 1 1
Vakuumstart: [°C] 600 600 600 600 600 600 600 – 600 600
Vakuumstop: [°C] – 880 880 870 860 860 850 – 810 7903
2.9 Farbzuordnungstabelle
Informationen zum Brennprogramm Ihres
Keramik ofens geben Ihnen gerne die Mitarbeiter
unserer technischen Anwendungsberatung:
Tel.: 018 05–35 22 32
! Wichtiger Hinweis:
Die angegebenen Brenntemperaturen sind
Richtwerte. Abweichungen davon sind wegen unter-
schiedlicher Ofenleistungen möglich und müssen
gegebenenfalls angepasst werden.
31433_VA_HeraCeram_GBA.indd Abs1:28-Abs1:2931433_VA_HeraCeram_GBA.indd Abs1:28-Abs1:29 25.02.2009 15:40:50 Uhr25.02.2009 15:40:50 Uhr

30 31
Heramat 2002
Vac.Niveau
Temp.Rise
[°C/min]
StartTemp.
[°C]
Pre-Dry
[min:sec]
Vac.Release
[°C]
FinalTemp.
[°C]
Hold
[min:sec]
Cool
[min:sec]
Pre-Opaque1 – 95 99 600 6:00 9802 A.H. 980 10:00 0:00
Pasten-Opakerbrand – 95 99 600 6:00 880 880 1:00 0:00
Pulver-Opakerbrand – 95 99 600 2:00 880 880 1:00 0:00
Schultermasse HM1 – 95 99 600 4:00 870 870 1:00 0:00
Schultermasse HM2 – 95 99 600 3:00 860 860 1:00 0:00
1. Dentinbrand – 95 99 600 5:00 860 860 1:00 0:00
2. Dentinbrand – 95 99 600 5:00 850 850 1:00 0:00
Glanzbrand – 99 600 4:00 – 850 0:30 0:00
Korrekturmasse – 95 99 600 4:00 810 810 1:00 0:00
Schultermasse LM – 95 99 600 4:00 790 790 1:00 0:00
Austromat M
START n ,°Cmmin. END , 1. .
2
Pre-Opaque1 600 0 6 1 9 (d) 99 9802 10:00 0 0
Pasten-Opaker 600 0 6 1 9 99 880 1:00 0 0
Pulver-Opaker 600 0 2 1 9 99 880 1:00 0 0
Schultermasse HM1 600 0 3 1 9 99 870 1:00 0 0
Schultermasse HM1 600 0 2 1 9 99 860 1:00 0 0
1. Dentinbrand 600 0 3 2 9 99 860 1:00 0 0
2. Dentinbrand 600 0 3 2 9 99 850 1:00 0 0
Glanzbrand 600 0 2 2 0 99 850 0:30 0 0
Korrekturmasse 600 0 2 2 9 99 810 1:00 0 0
Schultermasse LM 600 0 3 1 9 99 790 1:00 0 0
Austromat 3001/Press-i-dent
Pre-Opaque1 C600 T360 T60•L9 T60 V9 T099•C9802 T600 V0 C0 L0 T2 C600
Pasten-Opaker C600 T360 T60•L9 T60 V9 T099•C880 V0 T60 C0 L0 T2 C600
Pulver-Opaker C600 T120•L9 T60 V9 T099•C880 V0 T60 C0 L0 T2 C600
Schultermasse HM1 C600 T180 T60•L9 T60 V9 T099•C870 V0 T60 C0 L0 T2 C600
Schultermasse HM2 C600 T120•L9 T60 V9 T099•C860 V0 T60 C0 L0 T2 C600
1. Dentinbrand C600 T180•L9 T120 V9 T099•C860 V0 T60 C0 L0 T2 C600
2. Dentinbrand C600 T180•L9 T120 V9 T099•C850 V0 T60 C0 L0 T2 C600
Glanzbrand C600 T120•L9 T120 T099•C850 T30 C0 L0 T2 C600
Korrekturmasse C600 T120•L9 T120 V9 T099•C810 V0 T60 C0 L0 T2 C600
Schultermasse LM C600 T120 T60•L9 T60 V9 T099•C790 V0 T60 C0 L0 T2 C600
Gemini II bzw. HT/HT Press
Pre-Opaque1
Pasten-Opaker
Pulver-Opaker
Schulter-masseHM1
Schulter-masseHM2
1.Dentin 2.Dentin Glanz Korrektur-masse
Schulter-masse
LM
Low temp. [°C] 600 600 600 600 600 600 600 600 600 600
Up time [min] 6:00 6:00 2:00 3:00 3:00 3:00 3:00 2:00 2:00 3:00
Preheat time [min] 1:00 1:00 1:00 1:00 1:00 2:00 2:00 2:00 2:00 1:00
Heat rate [°C/min] 100 100 100 100 100 100 100 100 100 100
Vac. start [°C] 600 600 600 600 600 600 600 – – 600
Vac. end [°C] – 880 880 870 860 860 850 850 810 790
Vac. delay [min] 10:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Vac. level [mm] 710 710 710 710 710 710 710 – – 710
High temp. [°C] 9802 880 880 870 860 860 850 850 810 790
Temp. delay [min] 10:00 1:00 1:00 1:00 1:00 1:00 1:00 0:30 0:30 0:30
Final temp. [°C] – – – – – – – – – –
Final delay [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Down time [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Multimat MC II /Mach 2/Touch & Press
Vorwärmtemp. Trocknen Vorwärmen Vak.zeit Brennzeit Brenntemp. Aufheizrate Vakuum
Pre-Opaque1 600 °C 6.0 1.0 9.6 10.0 980 °C2 100 50
Pasten-Opaker 600 °C 6.0 1.0 0.1 1.0 880 °C 100 50
Pulver-Opakerbrand 600 °C 2.0 1.0 0.1 1.0 880 °C 100 50
Schultermasse HM1 600 °C 3.0 1.0 0.1 1.0 870 °C 100 50
Schultermasse HM2 600 °C 2.0 1.0 0.1 1.0 860 °C 100 50
1. Dentinbrand 600 °C 3.0 2.0 0.1 1.0 860 °C 100 50
2. Dentinbrand 600 °C 3.0 2.0 0.1 1.0 850 °C 100 50
Glanzbrand 600 °C 2.0 2.0 0.0 0.5–1.0 850 °C 100 50
Korrekturmasse 600 °C 2.0 2.0 0.1 1.0 810 °C 100 –
Schultermasse LM 600 °C 3.0 1.0 0.1 1.0 790 °C 100 50
1 = Nur bei Verblendung von NEM-Aufbrennkeramiklegierungen2 = Oder bei der vom Hersteller empfohlenen Oxidbrandtemperatur
Programat P90/P95
Bereit-schafts-
temp.
Temp.anstieg
Brenntemp. Schließzeit Haltezeit Vak. EIN Vak. AUS
Pre-Opaque1 400 °C 100 980 °C2 6 10 500 °C 980 °C
Pasten-Opakerbrand 400 °C 100 880 °C 6 1 500 °C 879 °C
Pulver-Opakerbrand 400 °C 100 880 °C 2 1 500 °C 879 °C
Schultermasse HM1 500 °C 100 870 °C 4 1 500 °C 869 °C
Schultermasse HM2 500 °C 100 860 °C 3 1 500 °C 859 °C
1. Dentinbrand 400 °C 100 860 °C 5 1 500 °C 859 °C
2. Dentinbrand 400 °C 100 850 °C 5 1 500 °C 849 °C
Glanzbrand 400 °C 100 850 °C 4 0.5–1 kein Vacuum kein Vacuum
Korrekturmasse 400 °C 100 810 °C 4 1 500 °C 800 °C
Schultermasse LM 500 °C 100 790 °C 4 1 500 °C 789 °C
3
1 = Nur bei Verblendung von NEM-Aufbrennkeramiklegierungen2 = Oder bei der vom Hersteller empfohlenen Oxidbrandtemperatur
31433_VA_HeraCeram_GBA.indd Abs1:30-Abs1:3131433_VA_HeraCeram_GBA.indd Abs1:30-Abs1:31 25.02.2009 15:40:50 Uhr25.02.2009 15:40:50 Uhr

32 33
Programat X1/EP 600
BBereitschafts-
temp.[°C]
SSchließ-
zeit[min]
tTemp.-anstieg
[°C/min]
TBrenn-temp.
[°C]
HHaltezeit
[min]
V %Vakuum
Güte[%]
VEVak.EIN[°C]
VAVak.AUS[°C]
Pre-Opaque1 400 6:00 100 9802 10.00 100 500 T
Pasten-Opakerbrand 400 6:00 100 880 1.00 100 500 1° unter T
Pulver-Opakerbrand 500 3:00 100 880 1.00 100 500 1° unter T
Schultermasse HM1 500 4:00 100 870 1.00 100 500 1° unter T
Schultermasse HM2 500 3:00 100 860 1.00 100 500 1° unter T
1. Dentinbrand 400 6:00 100 860 1.00 100 500 1° unter T
2. Dentinbrand 400 6:00 100 850 1.00 100 500 1° unter T
Glanzbrand 400 4:00 100 850 0.30 – nein nein
Korrekturmasse 400 4:00 100 810 1.00 100 500 1° unter T
Schultermasse LM 500 4:00 100 790 1.00 100 500 1° unter T
Systomat
linke BrennkammerTemp. Zeit Vak.
rechte BrennkammerTemp. Zeit
Kühlphase
Pre-Opaque1 980 °C2 5 4.5 600 °C 2 –
Pasten-Opakerbrand 880 °C 3 2 600 °C 2 –
Pulver-Opakerbrand 880 °C 3 2 600 °C 2 –
Schultermasse HM11 870 °C 5 4 600 °C 2 –
Schultermasse HM2 860 °C 3 2 600 °C 2 –
1. Dentinbrand 860 °C 3 2 600 °C 2–4 –
2. Dentinbrand 850 °C 3 2 600 °C 2–4 –
Glanzbrand 850 °C 2–3 – 600 °C 22 –
Korrekturmasse 810 °C 2–3 2 600 °C 2 –
Schultermasse LM 790 °C 3 2 600 °C 2 –
Vacumat 200/250/300
Bereitschafts-temp.
End-temp.
Vortrocken-zeit
Aufheiz-zeit
Haltezeit Vak. Zeit
Pre-Opaque1 600 °C 980 °C2 6.0 4.0 10.0 12.5
Pasten-Opakerbrand 600 °C 880 °C 6.0 3.0 2.0 3.0
Pulver-Opakerbrand 600 °C 880 °C 3.0 3.0 1.0 3.0
Schultermasse HM1 600 °C 870 °C 4.0 3.0 1.0 3.0
Schultermasse HM2 600 °C 860 °C 3.0 3.0 1.0 3.0
1. Dentinbrand 600 °C 860 °C 5.0 3.0 1.0 3.0
2. Dentinbrand 600 °C 850 °C 5.0 3.0 1.0 3.0
Glanzbrand 600 °C 850 °C 4.0 3.0 0.5–1.0 0.0
Korrekturmasse 600 °C 810 °C 5.0 3.0 1.0 3.0
Schultermasse LM 600 °C 790 °C 4.0 3.0 1.0 3.0
Vacumat 2500
Bereitschafts-temp.
End-temp.
Vortrocken-zeit
Aufheiz-rate
Haltezeit Vak. Zeit
Pre-Opaque1 600 °C 980 °C2 6.0 100 10.0 12.5
Pasten-Opakerbrand 600 °C 880 °C 6.0 100 2.0 3.0
Pasten-Opakerbrand 600 °C 880 °C 3.0 100 1.0 3.0
Schultermasse HM1 600 °C 870 °C 4.0 100 1.0 3.0
Schultermasse HM2 600 °C 860 °C 3.0 100 1.0 3.0
1. Dentinbrand 600 °C 860 °C 5.0 100 1.0 3.0
2. Dentinbrand 600 °C 850 °C 5.0 100 1.0 3.0
Glanzbrand 600 °C 850 °C 4.0 100 0.5 0.0
Korrekturmasse 600 °C 810 °C 5.0 100 1.0 3.0
Schultermasse LM 600 °C 790 °C 4.0 100 1.0 3.0
1 = Nur bei Verblendung von NEM-Aufbrennkeramiklegierungen2 = Oder bei der vom Hersteller empfohlenen Oxidbrandtemperatur
Cergo Press/Cergo Compact
Pre-Opaque1
Pasten-Opaker
Pulver-Opaker
Schulter-masseHM1
Schulter-masseHM2
1.Dentin 2.Dentin Glanz Korrektur-masse
Schulter-masse
LM
Vortrocknen [°C] 120 120 135 135 135 135 135 135 135 135
Vortrocknen [min] 4:00 4:00 2:00 3:00 3:00 3:00 3:00 2:00 3:00 3:00
Schließen [min] 2:00 2:00 2:00 2:00 2:00 2:00 2:00 2:00
Vorwärmen [°C] 600 600 600 600 600 600 600 600 600 600
Vorwärmen [min] 1:00 1:00 1:00 1:00 1:00 1:00 1:00 1:00 1:00 1:00
Anstieg [°C/min] 100 100 100 100 100 100 100 100 100 100
Vakuum On On On On On Cont. Cont. Off On On
Vak. ein [°C] 600 600 600 600 600 600 600 – 600 600
Vak. aus [°C] – 880 880 870 860 860 850 – 830 800
Endtemp. [°C] 980 880 880 870 860 860 850 845 830 800
Halten V [min] 10:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Halten [min] 0:00 1:00 1:00 1:00 1:00 1:00 1:00 0:30 1:00 1:00
Tempern [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Tempern [°C] – – – – – – – – – –
Kühlen [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
3
1 = Nur bei Verblendung von NEM-Aufbrennkeramiklegierungen2 = Oder bei der vom Hersteller empfohlenen Oxidbrandtemperatur
31433_VA_HeraCeram_GBA.indd Abs1:32-Abs1:3331433_VA_HeraCeram_GBA.indd Abs1:32-Abs1:33 25.02.2009 15:40:51 Uhr25.02.2009 15:40:51 Uhr

34 35
31433_VA_HeraCeram_GBA.indd Abs1:34-Abs1:3531433_VA_HeraCeram_GBA.indd Abs1:34-Abs1:35 25.02.2009 15:40:51 Uhr25.02.2009 15:40:51 Uhr

Heraeus Kulzer GmbH
Grüner Weg 11
63450 Hanau (Germany)
Telefon: 0800 43 72 522
Telefax: 0800 43 72 329
www.heraeus-dental.com
Heraeus Kulzer Austria GmbH
Nordbahnstr. 36, stg. 2, 4. Stock
1020 Wien (Austria)
Telefon: +43 14 08 08 41
Telefax: +43 14 08 09 41 70
www.heraeus-dental.com
Heraeus Kulzer Schweiz AG
Ringstr. 15 A
8600 Dübendorf (Switzerland)
Telefon: +41 43 33 37 250
Telefax: +41 43 33 37 251
www.heraeus-dental.com
Unsere Medizinprodukte sind nach der europäischen
Richtlinie 93/42/EWG entsprechend ihrer
Klassifizierung mit einem CE-Kennzeichen versehen.
66
04
11
41
DE
02
.20
09
VS
/ O
RT / P
P
31433_VA_HeraCeram_GBA.indd Abs2:3631433_VA_HeraCeram_GBA.indd Abs2:36 25.02.2009 15:40:51 Uhr25.02.2009 15:40:51 Uhr










![Zahnarzt Dr. Halft...1995; Mutobe et al. 1995; Paul et al. 1996; Seitner et al. 1997; Simon et al. 1995; Si- mon 1997]. Konische Wurzelstifte aus Zirkondioxid wei- sen eine für Keramiken](https://static.fdokument.com/doc/165x107/611039c7836a3574266d4287/zahnarzt-dr-1995-mutobe-et-al-1995-paul-et-al-1996-seitner-et-al-1997.jpg)

