Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung 1...
25
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren 1 NC-Programmierung NC-Programmierung Fach: Fertigungsverfahren Autor: Behmer / Kaiser
-
Upload
bertilda-bokelman -
Category
Documents
-
view
222 -
download
0
Transcript of Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung 1...

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung1
NC-ProgrammierungNC-Programmierung
Fach: Fertigungsverfahren
Autor: Behmer / Kaiser
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung2
Aufgaben bei der NC-ProgrammierungAufgaben bei der NC-Programmierung
1) Wahl der Werkzeuge zum Fräsen
2) Ermittlung der Technologiedaten zum Fräsen
3) Schreiben des NC-Programms
4) Test des NC-Programms

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung3
1) Wahl der Werkzeuge zum Fräsen1) Wahl der Werkzeuge zum Fräsen
Material des Fräsers ist abhängig vom Material des zu bearbeitenden Werkstücks
• Je nachdem ob es sich z.B. um Eisen, Nichteisen oder Nichtmetall handelt
Von der Geometrie der KonturHier als Beispiel eine T-Nut
Von der gewünschten Vorschubgeschwindigkeit• Mit einem Schruppfräser sind höhere Bearbeitungsgeschwindigkeiten möglich
Von der gewünschten Oberflächengüte• bei Schruppwerkzeugen erhält man gegenüber Schlichtwerkzeugen eine
schlechtere Oberfläche

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung4
1) Wahl der Werkzeuge zum Fräsen1) Wahl der Werkzeuge zum Fräsen
Hinweise zur Verzahnung eines Fräsers
Schruppverzahnung• Schnelle Bearbeitung; • schlechtere Oberflächengüte
Schlichtverzahnung• Langsamere Bearbeitung; • bessere Oberflächengüte
Einschneider : Werkzeuge mit einer Schneide• Geringere Verstopfungsgefahr • Einsatzgebiet bevorzugt bei Kunststoffen und weichen NE-Metallen

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung5
1) Wahl der Werkzeuge zum Fräsen1) Wahl der Werkzeuge zum Fräsen
Hinweise zur Verzahnung eines Fräsers
Zweischneider / Mehrschneider• Geringerer Verschleiß • Bessere Oberflächengüte• Einsatzgebiet bei Aluminiumsorten, harten NE-Metallen und
Eisenwerkstoffen
Stirnschneiden• Es kann nur mit Fräsern gebohrt werden
dessen Stirnschneiden bis zur Mitte der Stirnfläche des Fräsers reichen.

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung6
1) Wahl der Werkzeuge zum Fräsen1) Wahl der Werkzeuge zum Fräsen
Verschiedene Fräserausführungen (S. 7)
Fräser mit Wendeschneidplatten
Fräser aus Vollhartmetall

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung7
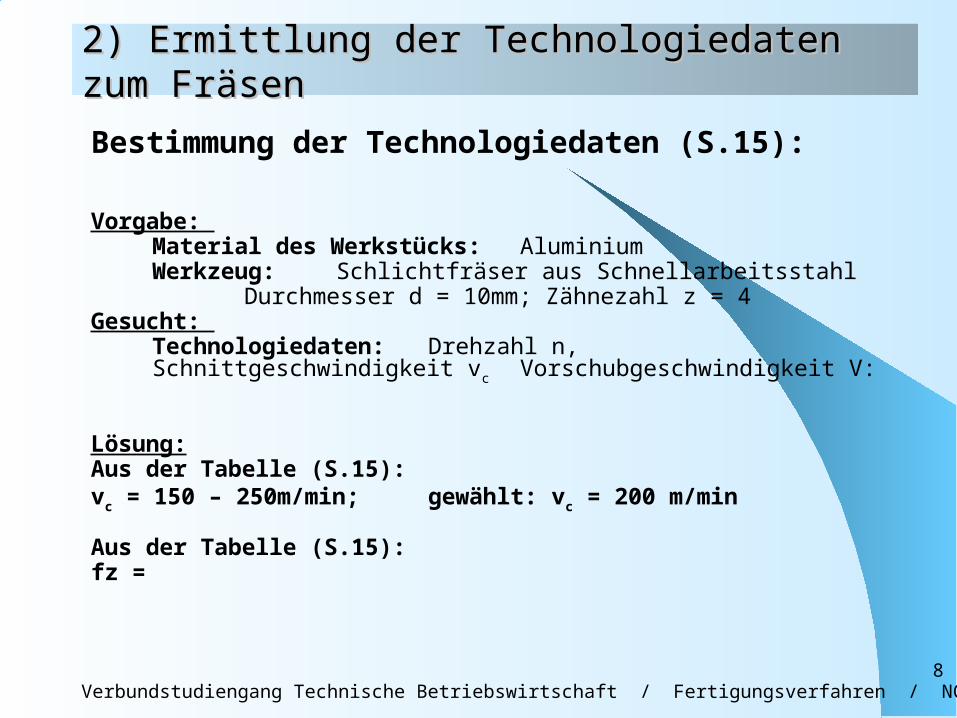
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Vorgabe: Material des Werkstücks: AluminiumWerkzeug: Schlichtfräser aus Schnellarbeitsstahl Durchmesser d = 10mm; Zähnezahl z = 4
Gesucht: Technologiedaten: Drehzahl n, Schnittgeschwindigkeit vc Vorschubgeschwindigkeit V:
Lösung:Aus der Tabelle (S.15):vc = Aus der Tabelle (S.15):fz =
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung8
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Vorgabe: Material des Werkstücks: AluminiumWerkzeug: Schlichtfräser aus Schnellarbeitsstahl Durchmesser d = 10mm; Zähnezahl z = 4
Gesucht: Technologiedaten:Drehzahl n, Schnittgeschwindigkeit vc Vorschubgeschwindigkeit V:
Lösung:Aus der Tabelle (S.15):vc = 150 – 250m/min; gewählt: vc = 200 m/min Aus der Tabelle (S.15):fz =

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung9
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Vorgabe: Material des Werkstücks: AluminiumWerkzeug: Schlichtfräser aus Schnellarbeitsstahl Durchmesser d = 10mm; Zähnezahl z = 4
Gesucht: Technologiedaten:Drehzahl n, Schnittgeschwindigkeit vc Vorschubgeschwindigkeit V:
Lösung:Aus der Tabelle (S.15):vc = 150 – 250m/min; gewählt: vc = 200 m/min Aus der Tabelle (S.15):fz = 0,04 – 0,2 mm/U; gewählt: fz = 0,1 mm/U

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung10
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Die Drehzahl n berechnet sich wie folgt:
Der Vorschub v berechnet sich wie folgt:
Zustellung ins Material für Fräser mit Schlichtverzahnung: max. seitliche Zustellung = 0,5 x d =max. Zustelltiefe = 0,5 x d =
zfnv z
d
vn c

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung11
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Die Drehzahl n berechnet sich wie folgt:
*
Der Vorschub v berechnet sich wie folgt: Zustellung ins Material für Fräser mit Schlichtverzahnung: max. seitliche Zustellung: 0,5 x d = max. Zustelltiefe = 0,5 x d =
* Drehzahl und Vorschub theoretisch / Drehzahl wird durch max. Drehzahl der NC-Maschine begrenzt
zfnv z
min16366
min01,0200
mm
dvn c

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung12
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Die Drehzahl n berechnet sich wie folgt: *
Der Vorschub v berechnet sich wie folgt: *
Zustellung ins Material für Fräser mit Schlichtverzahnung: max. seitliche Zustellung: 0,5 x d = max. Zustelltiefe = 0,5 x d =
* Drehzahl und Vorschub theoretisch / Drehzahl wird durch max. Drehzahl der NC-Maschine begrenzt
min16366
min01,0200
mm
dvn c
min254641,0
min6366 mm
UmmUzfnv z

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung13
2) Ermittlung der Technologiedaten zum Fräsen2) Ermittlung der Technologiedaten zum Fräsen
Bestimmung der Technologiedaten (S.15):
Die Drehzahl n berechnet sich wie folgt: *
Der Vorschub v berechnet sich wie folgt: *
Zustellung ins Material für Fräser mit Schlichtverzahnung: max. seitliche Zustellung: 0,5 x d = 0,5 x 10mm = 5mmmax. Zustelltiefe = 0,5 x d = 0,5 x 10mm = 5mm
* Drehzahl und Vorschub theoretisch / Drehzahl wird durch max. Drehzahl der NC-Maschine begrenzt
min254641,0
min6366 mm
UmmUzfnv z
min16366
min01,0200
mm
dvn c

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung14
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
Ausgesuchte Maschinenbefehle:
T 4 D1 Beispiel für Werkzeugwahl mit LängenkorrekturM06 Spannbefehl
S 3000 Beispiel für Drehzahl
F 1200 Beispiel für Vorschubgeschwindigkeit in mm/min
M03 bzw. M04 Drehrichtung der Spindel rechts bzw. links
G54; G55 Beispiele für Register der Nullpunktverschiebungen
M30 Programmende
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung15
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
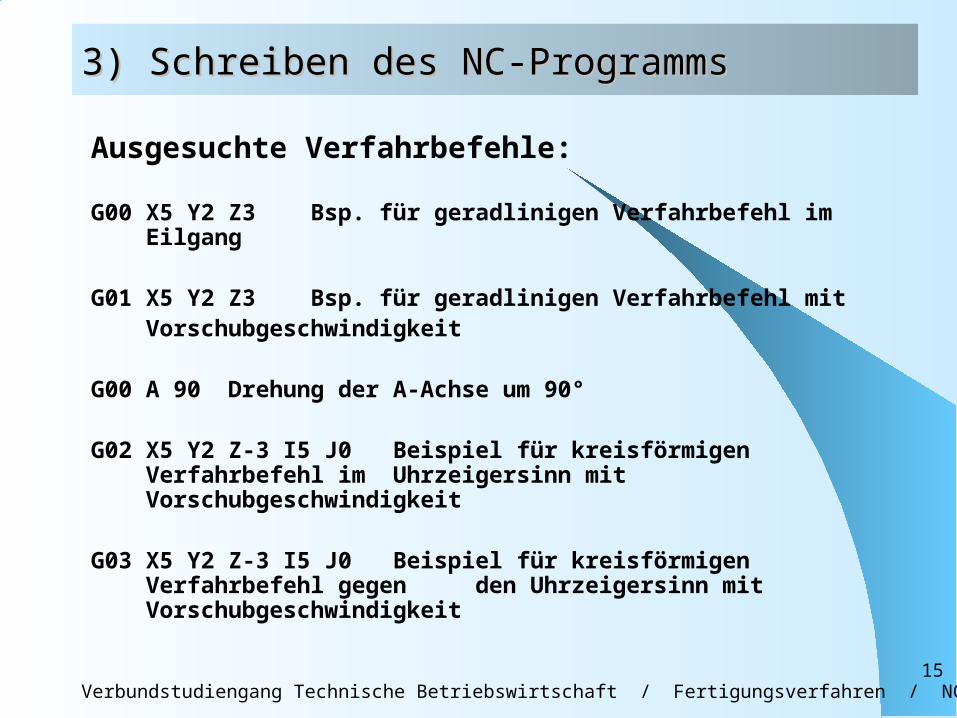
Ausgesuchte Verfahrbefehle:
G00 X5 Y2 Z3 Bsp. für geradlinigen Verfahrbefehl im Eilgang
G01 X5 Y2 Z3 Bsp. für geradlinigen Verfahrbefehl mit Vorschubgeschwindigkeit
G00 A 90 Drehung der A-Achse um 90°
G02 X5 Y2 Z-3 I5 J0 Beispiel für kreisförmigen Verfahrbefehl im Uhrzeigersinn mit Vorschubgeschwindigkeit
G03 X5 Y2 Z-3 I5 J0 Beispiel für kreisförmigen Verfahrbefehl gegen den Uhrzeigersinn mit Vorschubgeschwindigkeit

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung16
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
Beispiel kreisförmiger Verfahrbefehle: G01 X50 Y0 Z-3 (Startposition)G03 X60 Y10 I0 J10 (kreisförmiger Verfahrbefehl)

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung17
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
Befehle zur Werkzeugkorrektur G41/G42: Fräserdurchmesser d=10mm
Abwählen der Werkzeugkorrektur mit G40

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung18
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
Hinweise zur Werkzeugkorrektur G41/G42: Vor dem Einsatz der Werkzeugradiuskorrektur WZK muss eine Position angefahren
werden, die mindestens um den Werkzeugdurchmesser entfernt, von der ersten programmierten Position an der Kontur des Werkstücks entfernt ist.
Mit der WZK kann die Kontur mit den realen Positionen der technischen Zeichnung abgefahren werden, es gilt nicht mehr die Mittelpunktsbahn des Werkzeugs.
Innerhalb der WZK darf kein Verfahrbefehl in der Z-Achse erfolgen, da damit nicht mehr der Logik der versetzten Werkzeugbahn Links bzw. Rechts gefolgt werden kann.
Die Abwahl der WZK erfolgt mit dem Befehl G40. Direkt nach der Abwahl der WZK muss ein Linearbefehl z.B. G01 erfolgen, der den Fräser von der korrigierten Position auf die nichtkorrigierte Mittelpunktsbahn umstellen kann. In der Regel programmiert man dazu eine Bahn die den Fräser dabei um mindestens den Werkzeugdurchmesser von der Kontur des Werkstücks bewegt.
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung19
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
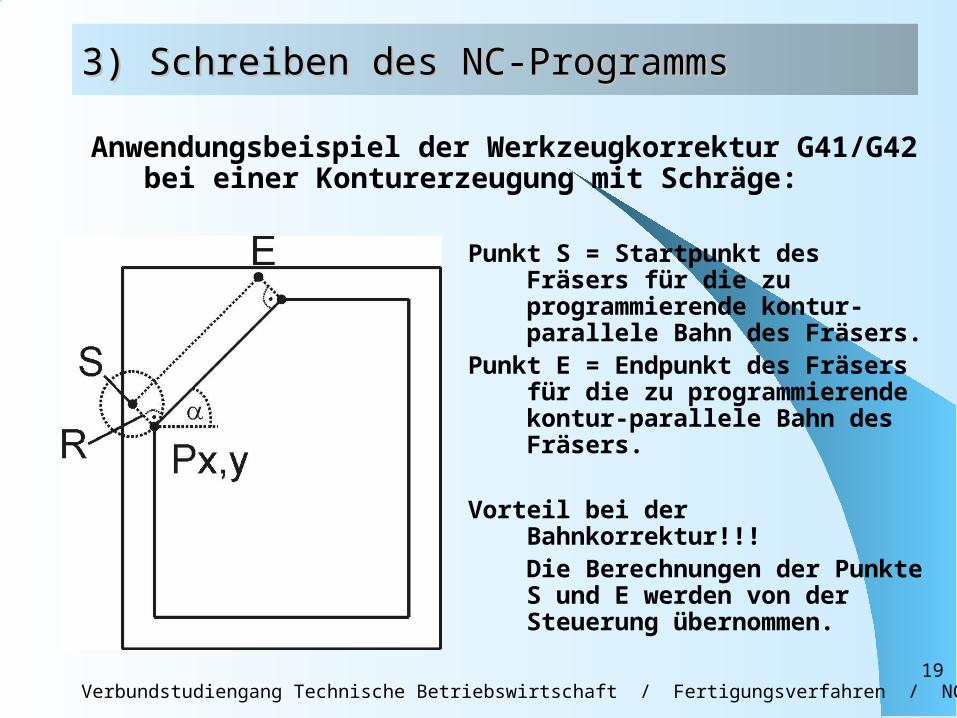
Anwendungsbeispiel der Werkzeugkorrektur G41/G42 bei einer Konturerzeugung mit Schräge:
Punkt S = Startpunkt des Fräsers für die zu programmierende kontur-parallele Bahn des Fräsers.
Punkt E = Endpunkt des Fräsers für die zu programmierende kontur-parallele Bahn des Fräsers.
Vorteil bei der Bahnkorrektur!!!Die Berechnungen der Punkte S und E werden von der Steuerung übernommen.
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung20
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
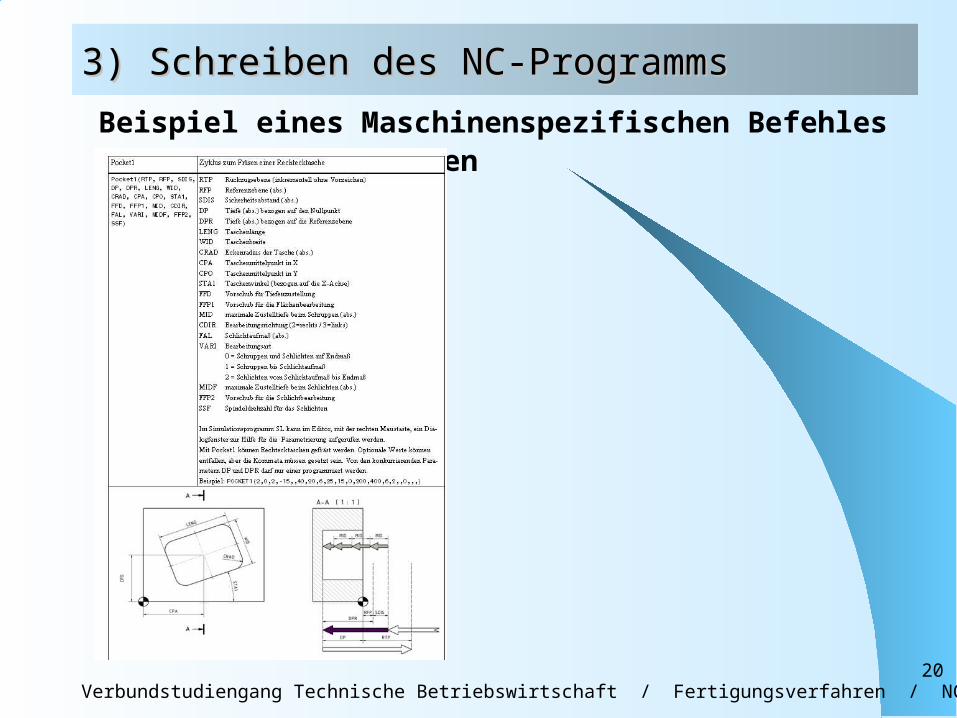
Beispiel eines Maschinenspezifischen Befehles für Taschenzyklen

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung21
3) Schreiben des NC-Programms3) Schreiben des NC-ProgrammsMKS = MaschinenkoordinatensystemWKS = Werkstückkoordinatensystem
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung22
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
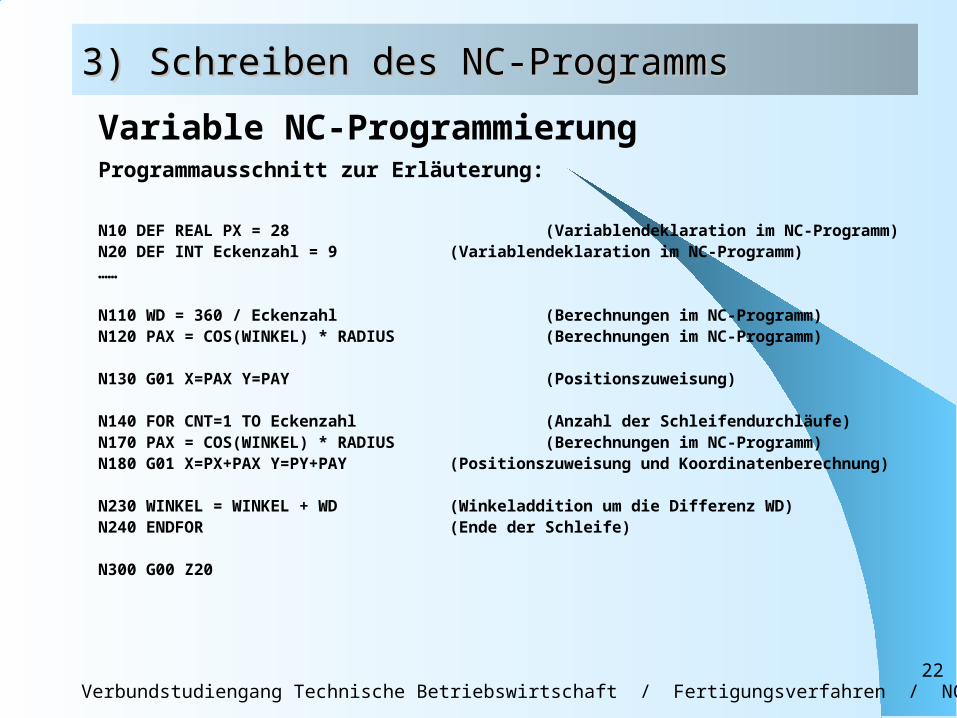
Variable NC-Programmierung Programmausschnitt zur Erläuterung:
N10 DEF REAL PX = 28 (Variablendeklaration im NC-Programm)N20 DEF INT Eckenzahl = 9 (Variablendeklaration im NC-Programm)……
N110 WD = 360 / Eckenzahl (Berechnungen im NC-Programm)N120 PAX = COS(WINKEL) * RADIUS (Berechnungen im NC-Programm)
N130 G01 X=PAX Y=PAY (Positionszuweisung)
N140 FOR CNT=1 TO Eckenzahl (Anzahl der Schleifendurchläufe)N170 PAX = COS(WINKEL) * RADIUS (Berechnungen im NC-Programm)N180 G01 X=PX+PAX Y=PY+PAY (Positionszuweisung und Koordinatenberechnung)
N230 WINKEL = WINKEL + WD (Winkeladdition um die Differenz WD)N240 ENDFOR (Ende der Schleife)
N300 G00 Z20

Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung23
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
Beispiel für einen Arbeitsplan:
Arbeitsgang Werkzeug-Nr
Werkzeug-bezeichnung
Vorschub[mm/min]
Schnitt-geschw.[m/min]
Drehzahl[U/min]
Außenkontur fräsen
1 Schlicht-fräser z = 4D = 10mm
1200(Vorschubge-schwindigkeit bei max. Drehzahl der Fräsmaschine)
200 6366 (theoretisch)
3000(Angenommene max. Drehzahl der Fräsmaschine)
Kreistaschefräsen
2 .. .. .. ..
.. 3
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung24
3) Schreiben des NC-Programms3) Schreiben des NC-Programms
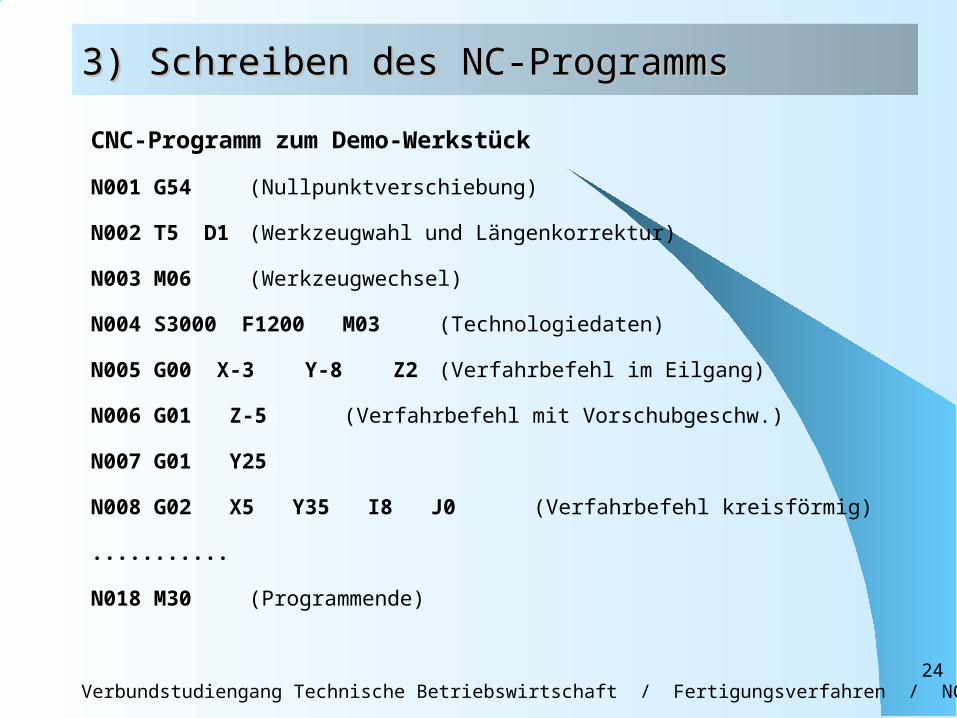
CNC-Programm zum Demo-Werkstück
N001 G54 (Nullpunktverschiebung) N002 T5 D1 (Werkzeugwahl und Längenkorrektur)
N003 M06 (Werkzeugwechsel)
N004 S3000 F1200 M03 (Technologiedaten)
N005 G00 X-3 Y-8 Z2 (Verfahrbefehl im Eilgang) N006 G01 Z-5 (Verfahrbefehl mit Vorschubgeschw.) N007 G01 Y25 N008 G02 X5 Y35 I8 J0 (Verfahrbefehl kreisförmig) ........... N018 M30 (Programmende)
Verbundstudiengang Technische Betriebswirtschaft / Fertigungsverfahren / NC-Übung25
4) Test des NC-Programms4) Test des NC-Programms
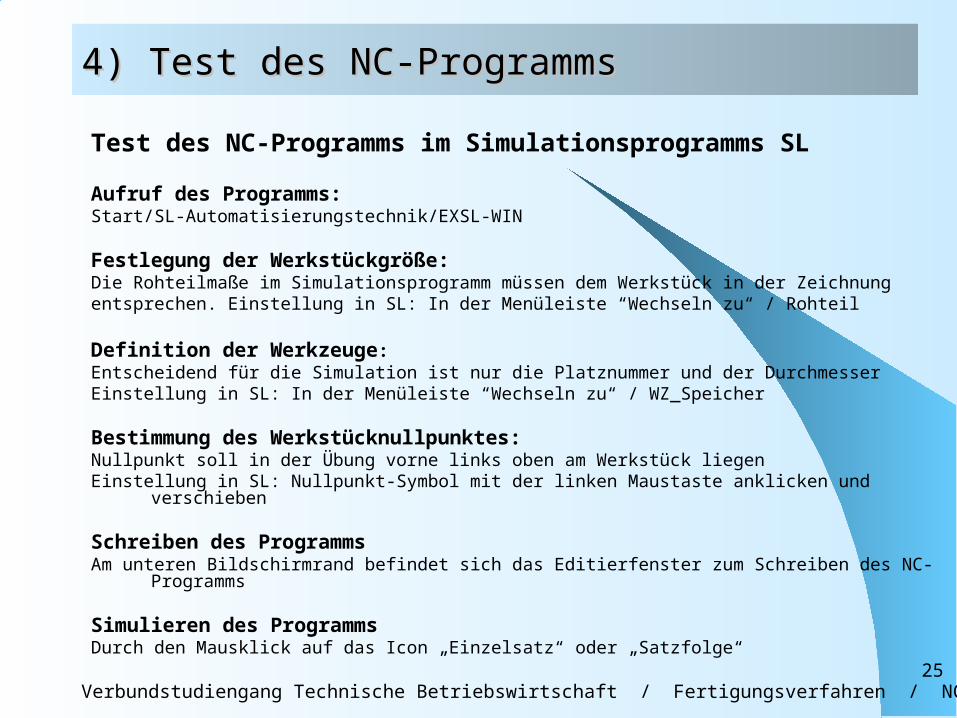
Test des NC-Programms im Simulationsprogramms SL
Aufruf des Programms:Start/SL-Automatisierungstechnik/EXSL-WIN
Festlegung der Werkstückgröße:Die Rohteilmaße im Simulationsprogramm müssen dem Werkstück in der Zeichnungentsprechen. Einstellung in SL: In der Menüleiste “Wechseln zu“ / Rohteil
Definition der Werkzeuge:Entscheidend für die Simulation ist nur die Platznummer und der DurchmesserEinstellung in SL: In der Menüleiste “Wechseln zu“ / WZ_Speicher
Bestimmung des Werkstücknullpunktes:Nullpunkt soll in der Übung vorne links oben am Werkstück liegenEinstellung in SL: Nullpunkt-Symbol mit der linken Maustaste anklicken und verschieben
Schreiben des ProgrammsAm unteren Bildschirmrand befindet sich das Editierfenster zum Schreiben des NC-Programms
Simulieren des ProgrammsDurch den Mausklick auf das Icon „Einzelsatz“ oder „Satzfolge“