Verschleißfeste Stähle - Voestalpine...2017/03/02 · Die Stahlsorten durostat 400, durostat 450...
16
voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche
Transcript of Verschleißfeste Stähle - Voestalpine...2017/03/02 · Die Stahlsorten durostat 400, durostat 450...
voestalpine Grobblech GmbH
www.voestalpine.com/grobblech
Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche

2 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Änderungen, die der Weiterentwicklung dienen, vorbehalten. Der jeweils letztgültige Stand ist im Internet unter www.voestalpine.com/grobblech abrufbar.
Verschleißfeste Stähle
durostat®
Stahlsorten
durostat 400 durostat 450 durostat 500 durostat B2
3 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
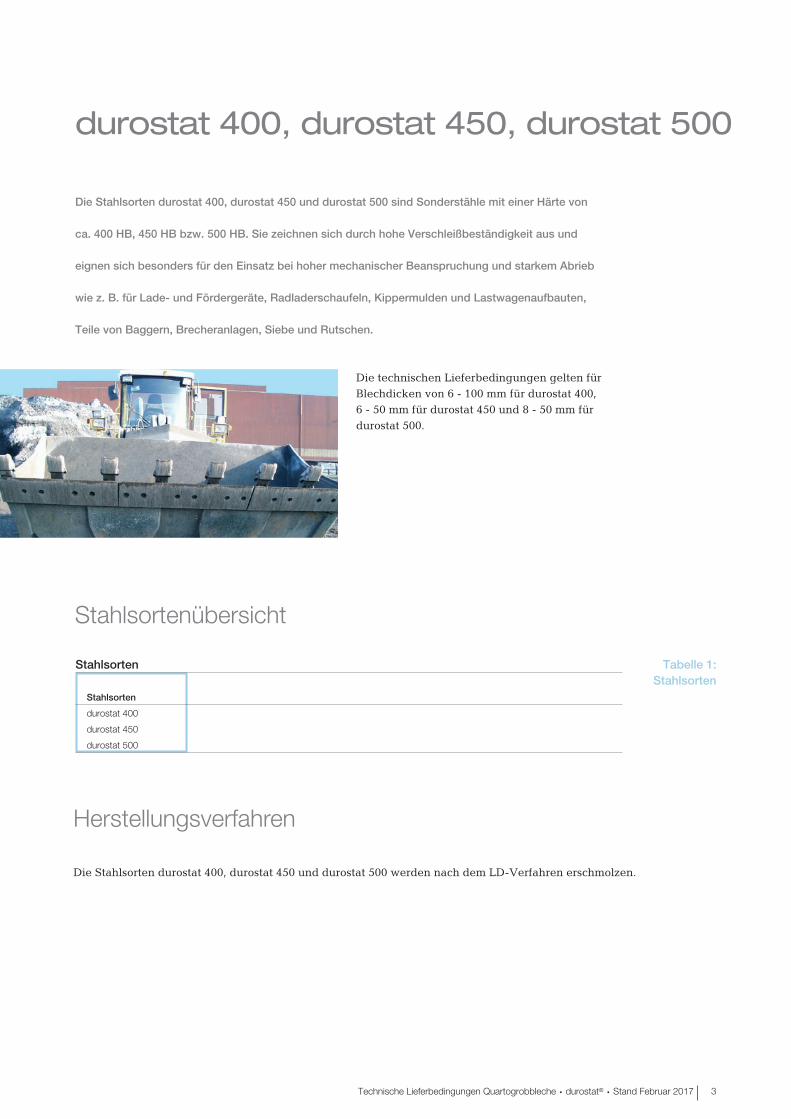
Die technischen Lieferbedingungen gelten für Blechdicken von 6 - 100 mm für durostat 400, 6 - 50 mm für durostat 450 und 8 - 50 mm für durostat 500.
durostat 400, durostat 450, durostat 500
Die Stahlsorten durostat 400, durostat 450 und durostat 500 sind Sonderstähle mit einer Härte von
ca. 400 HB, 450 HB bzw. 500 HB. Sie zeichnen sich durch hohe Verschleißbeständigkeit aus und
eignen sich besonders für den Einsatz bei hoher mechanischer Beanspruchung und starkem Abrieb
wie z. B. für Lade- und Fördergeräte, Radladerschaufeln, Kippermulden und Lastwagenaufbauten,
Teile von Baggern, Brecheranlagen, Siebe und Rutschen.
Die Stahlsorten durostat 400, durostat 450 und durostat 500 werden nach dem LD-Verfahren erschmolzen.
Herstellungsverfahren
Tabelle 1:Stahlsorten
Stahlsortenübersicht
Stahlsorten
Stahlsorten
durostat 400
durostat 450
durostat 500
4 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
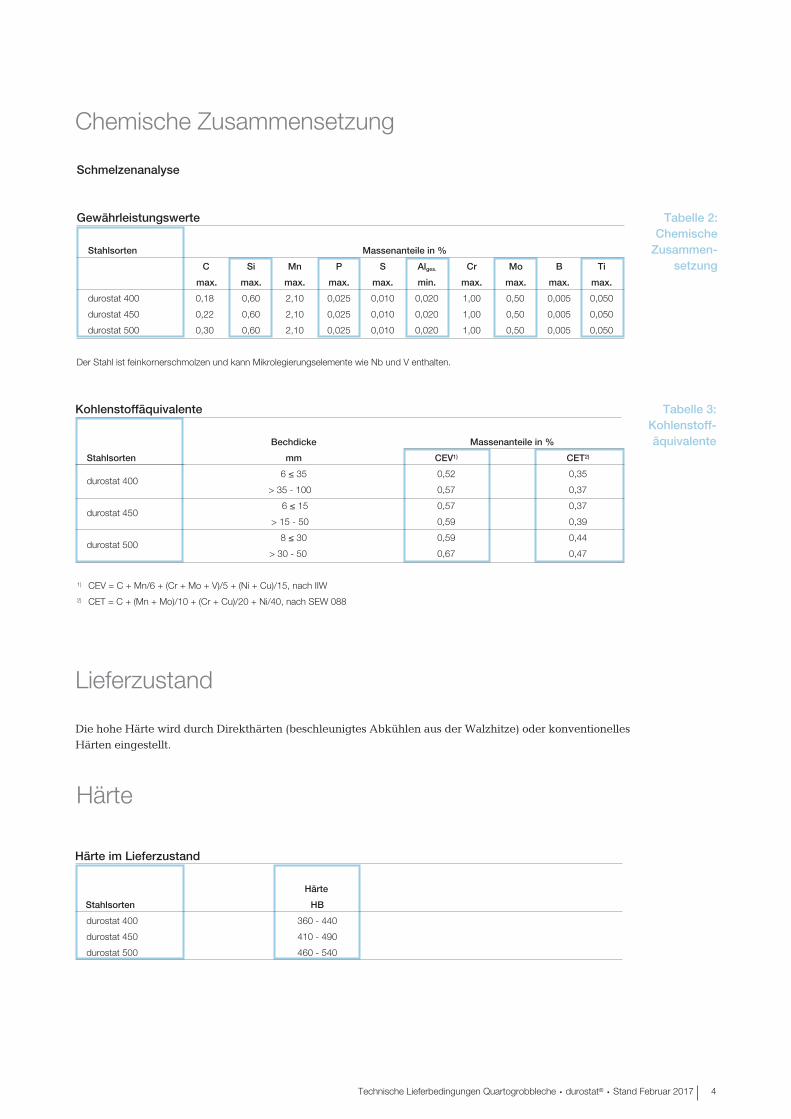
Chemische Zusammensetzung
Tabelle 2:Chemische
Zusammen-setzung
Lieferzustand
Die hohe Härte wird durch Direkthärten (beschleunigtes Abkühlen aus der Walzhitze) oder konventionelles Härten eingestellt.
Tabelle 3:Kohlenstoff-äquivalente
Härte
Schmelzenanalyse
Gewährleistungswerte
Stahlsorten Massenanteile in %
C Si Mn P S Alges. Cr Mo B Ti
max. max. max. max. max. min. max. max. max. max.
durostat 400 0,18 0,60 2,10 0,025 0,010 0,020 1,00 0,50 0,005 0,050
durostat 450 0,22 0,60 2,10 0,025 0,010 0,020 1,00 0,50 0,005 0,050
durostat 500 0,30 0,60 2,10 0,025 0,010 0,020 1,00 0,50 0,005 0,050
Der Stahl ist feinkornerschmolzen und kann Mikrolegierungselemente wie Nb und V enthalten.
Härte im Lieferzustand
Härte
Stahlsorten HB
durostat 400 360 - 440
durostat 450 410 - 490
durostat 500 460 - 540
Kohlenstoffäquivalente
Bechdicke Massenanteile in %
Stahlsorten mm CEV1) CET2)
durostat 4006 ≤ 35 0,52 0,35
> 35 - 100 0,57 0,37
durostat 450 6 ≤ 15 0,57 0,37
> 15 - 50 0,59 0,39
durostat 5008 ≤ 30 0,59 0,44
> 30 - 50 0,67 0,47
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15, nach IIW2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40, nach SEW 088

5 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Tabelle 4:Kerbschlag-
arbeit
Mechanische Eigenschaften
Kerbschlagarbeit
Auf Bestellung und gegen Aufpreis wird nachstehende garantierte Kerbschlagarbeit angeboten:
Kerbschlagarbeit im Lieferzustand
Stahlsorten Blechdicke
mm
Kerbschlagarbeit
-40 °C, längs, min.
J
durostat 400 6 - 50 27
> 50 - 100 auf Anfragedurostat 450 6 - 50 20
Toleranzen und OberflächenbeschaffenheitSofern nicht anders vereinbart, gelten die Toleranzen nach EN 10029 (Dicken- toleranz nach Klasse A, Ebenheitstoleranz nach Klasse N) für die Oberflächen-beschaffenheit gilt EN 10163-A1.
GüteprüfungJe Schmelze und 40 t wird die Brinellhärte gemäß ISO 6506 bestimmt. Die Härte wird ca. 1 mm unter der Oberfläche gemessen. Als Nachweis für die chemische Zusammen-setzung wird die Schmelzenanalyse angegeben. Der Kerbschlagbiegeversuch wird bei -40 °C an Längsproben durchgeführt und ist bei der Bestellung zu vereinbaren.
KennzeichnungDie Kennzeichnung besteht im Allgemeinen aus: voestalpine-Zeichen Bezeichnung der Stahlsorte Blechnummer Schmelzennummer
Tabelle 5:Mechanische
Eigenschaften
Richtwerte für den Lieferzustand (Blechdicke 20 mm)
Bruchdehnung
Streckgrenze Zugfestigkeit L0 = 5,65 √ S0
Stahlsorten MPa MPa %
durostat 400 1.000 1.250 10
durostat 450 1.100 1.400 9
durostat 500 1.200 1.550 8
6 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
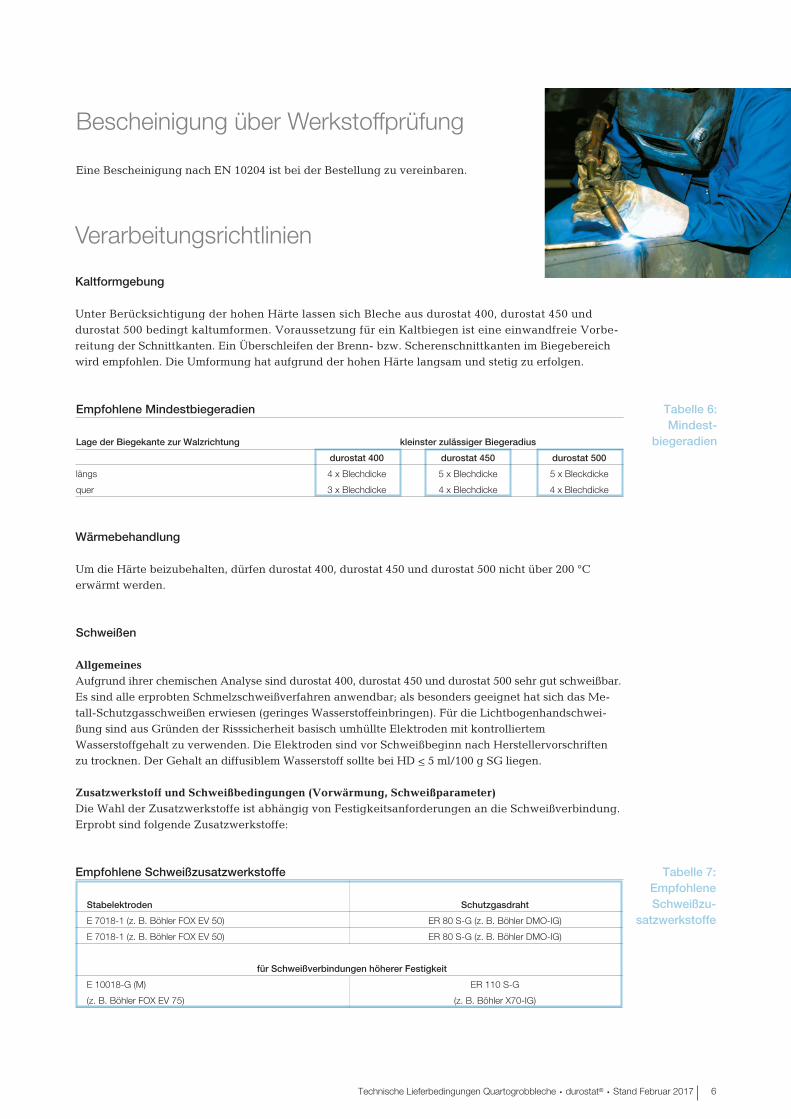
Tabelle 6:Mindest-
biegeradien
Wärmebehandlung
Um die Härte beizubehalten, dürfen durostat 400, durostat 450 und durostat 500 nicht über 200 °C erwärmt werden.
Empfohlene Mindestbiegeradien
Lage der Biegekante zur Walzrichtung kleinster zulässiger Biegeradius
durostat 400 durostat 450 durostat 500
längs 4 x Blechdicke 5 x Blechdicke 5 x Bleckdicke
quer 3 x Blechdicke 4 x Blechdicke 4 x Blechdicke
Verarbeitungsrichtlinien
Kaltformgebung
Unter Berücksichtigung der hohen Härte lassen sich Bleche aus durostat 400, durostat 450 und durostat 500 bedingt kaltumformen. Voraussetzung für ein Kaltbiegen ist eine einwandfreie Vorbe-reitung der Schnittkanten. Ein Überschleifen der Brenn- bzw. Scherenschnittkanten im Biegebereich wird empfohlen. Die Umformung hat aufgrund der hohen Härte langsam und stetig zu erfolgen.
Bescheinigung über Werkstoffprüfung
Eine Bescheinigung nach EN 10204 ist bei der Bestellung zu vereinbaren.
AllgemeinesAufgrund ihrer chemischen Analyse sind durostat 400, durostat 450 und durostat 500 sehr gut schweißbar. Es sind alle er probten Schmelzschweißverfahren anwendbar; als besonders geeignet hat sich das Me-tall-Schutzgasschweißen erwiesen (geringes Wasserstoffeinbringen). Für die Lichtbogenhandschwei-ßung sind aus Gründen der Risssicherheit basisch umhüllte Elektroden mit kontrolliertem Wasserstoffgehalt zu ver wenden. Die Elektroden sind vor Schweißbeginn nach Herstellervorschriften zu trocknen. Der Gehalt an diffusiblem Wasserstoff sollte bei HD < 5 ml/100 g SG liegen.
Zusatzwerkstoff und Schweißbedingungen (Vorwärmung, Schweißparameter)Die Wahl der Zusatzwerkstoffe ist abhängig von Festigkeitsanforderungen an die Schweißverbindung. Erprobt sind folgende Zusatzwerkstoffe:
Schweißen
Tabelle 7:EmpfohleneSchweißzu-
satz werkstoffe
Stabelektroden Schutzgasdraht
E 7018-1 (z. B. Böhler FOX EV 50) ER 80 S-G (z. B. Böhler DMO-IG)
E 7018-1 (z. B. Böhler FOX EV 50) ER 80 S-G (z. B. Böhler DMO-IG)
für Schweißverbindungen höherer Festigkeit
E 10018-G (M) ER 110 S-G
(z. B. Böhler FOX EV 75) (z. B. Böhler X70-IG)
Empfohlene Schweißzusatzwerkstoffe

7 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Abbildung 1:Empfohlene
Vorwärm-temperatur
Empfohlene Vorwärmtemperatur, durostat 400, durostat 450 und durostat 500
Min
des
tvor
wär
mte
mp
erat
ur [°
C]
10
Blechdicke [mm]
220
200
180
160
140
120
100
80
60
40
20 30 40 50 60 70 1000
Es = 1,0 kJ/mmHD = 5 ml/100 gSG
80 90
durostat 450, durostat 500
Empfohlene Nachwärmung
150 - 200 °C/2h
durostat 400
Empfohlene Nachwärmung
150 - 200 °C/2h
Ist es konstruktiv erforderlich, dass Schweißnähte die gleiche Verschleißbeständigkeit wie der Grund-werkstoff aufweisen, können die Decklagen mit verschleißbeständigen Elektroden (z. B. UTP DUR 400 oder UTP DUR 600) bzw. den äquivalenten Schutzgasdrähten ausgeführt werden.
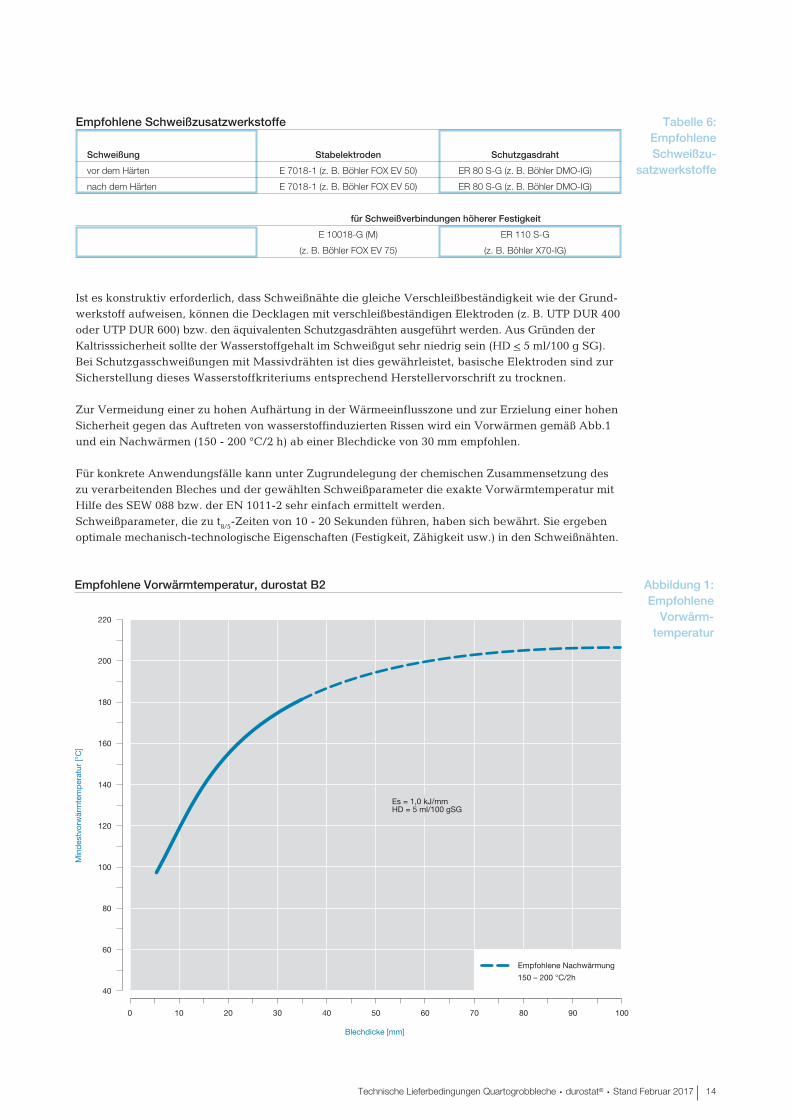
Zur Minimierung des Kaltrissrisikos wird ein Vorwärmen nach Abb. 1 und ein Nachwärmen (150 - 200 °C/2 h) ab einer Vorwärmtemperatur von 180 °C empfohlen.
8 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
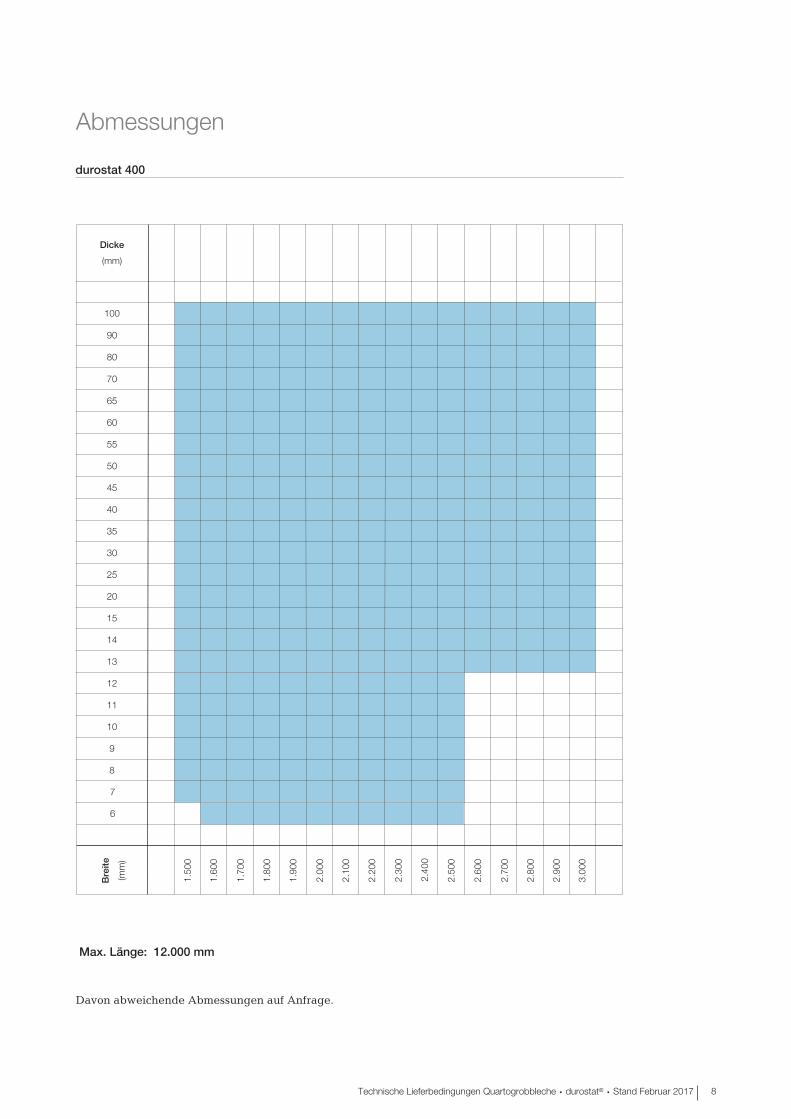
Abmessungen
durostat 400
Dicke
(mm)
65
70
80
90
100
60
55
50
45
40
35
30
25
20
15
14
13
12
11
10
9
8
7
6
1.50
0
1.60
0
1.70
0
1.80
0
1.90
0
2.00
0
2.10
0
2.20
0
2.30
0
2.40
0
2.50
0
Bre
ite
(mm
)
Max. Länge: 12.000 mm
Davon abweichende Abmessungen auf Anfrage.
3.00
0
2.60
0
2.70
0
2.80
0
2.90
0
9 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
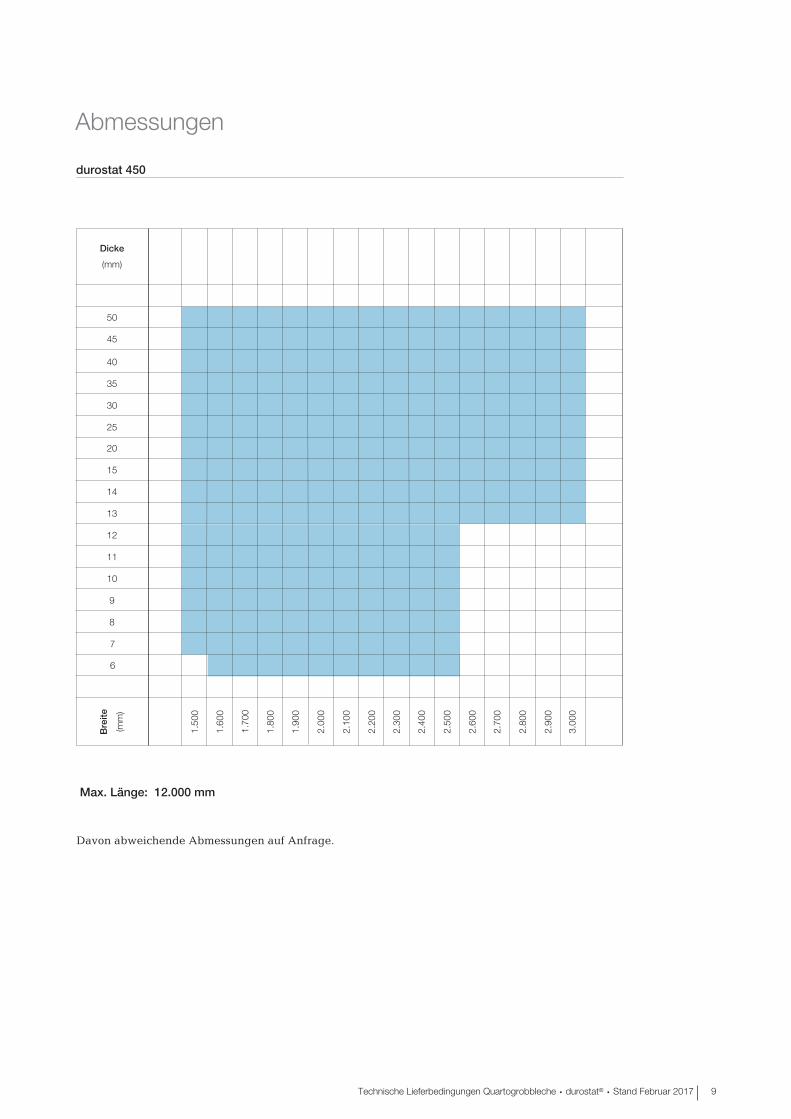
Abmessungen
durostat 450
Max. Länge: 12.000 mm
Davon abweichende Abmessungen auf Anfrage.
Dicke
(mm)
15
20
25
30
35
40
45
50
14
13
12
11
10
9
8
7
6
1.50
0
1.60
0
1.70
0
1.80
0
1.90
0
2.00
0
2.10
0
2.20
0
2.30
0
2.40
0
2.50
0
Bre
ite
(mm
)
3.00
0
2.60
0
2.70
0
2.80
0
2.90
0

10 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Abmessungen
durostat 500
Dicke
(mm)
25
30
35
40
45
50
20
15
10
8
1.50
0
1.60
0
1.70
0
1.80
0
1.90
0
2.00
0
2.10
0
2.20
0
2.30
0
2.40
0
2.50
0
Bre
ite
(mm
)
Max. Länge: 12.000 mm
Davon abweichende Abmessungen auf Anfrage.

11 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Die technischen Lieferbedingungen gelten für Blechdicken von 8 - 50 mm.
durostat B2
durostat B-Stähle werden als Vergütungsstähle im Walzzustand angeboten und für Komponenten im
Landmaschinenbau (z. B. in Pflügen und Eggen), sowie als Schneidleisten für Frontlader und in Stein-
formkästen eingesetzt.
durostat B2 wird nach dem LD-Verfahren erschmolzen.
Herstellungsverfahren
Tabelle 1:Stahlsorten
Stahlsortenübersicht
Stahlsorten
Stahlsorten
durostat B2
12 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Tabelle 3:Mechanische
Eigenschaften
Tabelle 4:Erreichbare
Härte
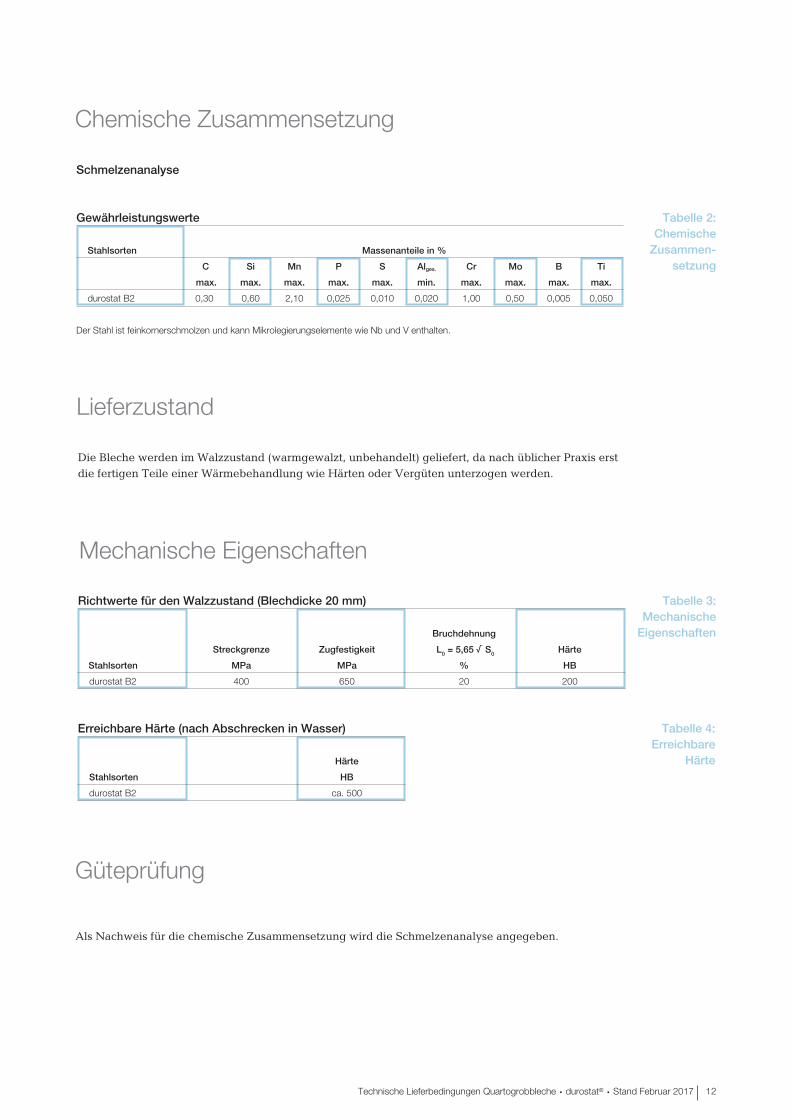
Die Bleche werden im Walzzustand (warmgewalzt, unbehandelt) geliefert, da nach üblicher Praxis erst die fertigen Teile einer Wärmebehandlung wie Härten oder Vergüten unterzogen werden.
Lieferzustand
Mechanische Eigenschaften
Als Nachweis für die chemische Zusammensetzung wird die Schmelzenanalyse angegeben.
Güteprüfung
Chemische Zusammensetzung
Tabelle 2:Chemische
Zusammen-setzung
Schmelzenanalyse
Gewährleistungswerte
Stahlsorten Massenanteile in %
C Si Mn P S Alges. Cr Mo B Ti
max. max. max. max. max. min. max. max. max. max.
durostat B2 0,30 0,60 2,10 0,025 0,010 0,020 1,00 0,50 0,005 0,050
Der Stahl ist feinkornerschmolzen und kann Mikrolegierungselemente wie Nb und V enthalten.
Richtwerte für den Walzzustand (Blechdicke 20 mm)
Bruchdehnung
Streckgrenze Zugfestigkeit L0 = 5,65 √ S0 Härte
Stahlsorten MPa MPa % HB
durostat B2 400 650 20 200
Erreichbare Härte (nach Abschrecken in Wasser)
Härte
Stahlsorten HB
durostat B2 ca. 500

13 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Bescheinigung über Werkstoffprüfung
Eine Bescheinigung nach EN 10204 ist bei der Bestellung zu vereinbaren.
Verarbeitungsrichtlinien
Warmformgebung und Wärmebehandlung
Bleche aus durostat B2 lassen sich im Lieferzustand (walzhart, unbehandelt) warmumformen sowie zerspanen. Eine Kaltumformung im Walzzustand ist nur bedingt möglich.
Tabelle 5:Wärmebe-handlung
Schweißen
AllgemeinesBei der Stahlsorte durostat B2 erreicht man die erforderlichen hohen Härtewerte (48 - 52 HRC) durch eine Legierung mit Bor. Die übrige chemische Zusammensetzung ist durch ihren relativ niedri-gen C-Gehalt auf eine problemlose Schweißbarkeit abgestimmt. Die durostat B2-Güte verlangt in Anbetracht der hohen Festigkeit und guten Härtbarkeit eine erhöhte Sorgfalt bei der schweißtech-nischen Verarbeitung. Die allgemein gültigen und bekannten Regeln für das Schweißen niedriglegier-ter, höherfester Feinkornbaustähle nach EN 1011-2 und STAHL-EISEN-Werkstoffblatt SEW 088 sind zu beachten.
Zusatzwerkstoff und Schweißbedingungen (Vorwärmung, Schweißparameter)Die Wahl der Zusatzwerkstoffe ist abhängig von Festigkeitsanforderungen an die Schweißverbindung. Erprobt sind folgende Zusatzwerkstoffe:
Temperaturangaben zur Warmformgebung und Wärmebehandlung
Vergüten
Härten in
Warmformgebung Wasser Öl
Stahlsorten °C °C °C
durostat B2 1.100 - 800 870 - 900 900 - 930
Kennzeichnung
Die Kennzeichnung besteht im Allgemeinen aus: voestalpine-Zeichen Bezeichnung der Stahlsorte Blechnummer Schmelzennummer
Toleranzen und Oberflächenbeschaffenheit
Sofern nicht anders vereinbart, gelten die Toleranzen nach EN 10029 (Dickentoleranz nach Klasse A, Ebenheitstoleranz nach Klasse N), für die Oberflächenbeschaffenheit gilt EN 10163-A1.
14 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Ist es konstruktiv erforderlich, dass Schweißnähte die gleiche Verschleißbeständigkeit wie der Grund- werkstoff aufweisen, können die Decklagen mit verschleißbeständigen Elektroden (z. B. UTP DUR 400 oder UTP DUR 600) bzw. den äquivalenten Schutzgasdrähten ausgeführt werden. Aus Gründen der Kaltrisssicherheit sollte der Wasserstoffgehalt im Schweißgut sehr niedrig sein (HD < 5 ml/100 g SG). Bei Schutzgasschweißungen mit Massivdrähten ist dies gewährleistet, basische Elektroden sind zur Sicherstellung dieses Wasserstoffkriteriums entsprechend Herstellervorschrift zu trocknen.
Zur Vermeidung einer zu hohen Aufhärtung in der Wärmeeinflusszone und zur Erzielung einer hohen Sicherheit gegen das Auftreten von wasserstoffinduzierten Rissen wird ein Vorwärmen gemäß Abb.1 und ein Nachwärmen (150 - 200 °C/2 h) ab einer Blechdicke von 30 mm empfohlen. Für konkrete Anwendungsfälle kann unter Zugrundelegung der chemischen Zusammensetzung des zu verarbeitenden Bleches und der gewählten Schweißparameter die exakte Vorwärmtemperatur mit Hilfe des SEW 088 bzw. der EN 1011-2 sehr einfach ermittelt werden.Schweißparameter, die zu t8/5-Zeiten von 10 - 20 Sekunden führen, haben sich bewährt. Sie ergeben optimale mechanisch-technologische Eigenschaften (Festigkeit, Zähigkeit usw.) in den Schweißnähten.
Abbildung 1:Empfohlene
Vorwärm-temperatur
Empfohlene Vorwärmtemperatur, durostat B2
Tabelle 6:EmpfohleneSchweißzu-
satz werkstoffe
Min
des
tvor
wär
mte
mp
erat
ur [°
C]
10
Blechdicke [mm]
220
200
180
160
140
120
100
80
60
40
20 30 40 50 60 70 1000
Es = 1,0 kJ/mmHD = 5 ml/100 gSG
80 90
Empfohlene Nachwärmung
150 – 200 °C/2h
Empfohlene Schweißzusatzwerkstoffe
Schweißung Stabelektroden Schutzgasdraht
vor dem Härten E 7018-1 (z. B. Böhler FOX EV 50) ER 80 S-G (z. B. Böhler DMO-IG)
nach dem Härten E 7018-1 (z. B. Böhler FOX EV 50) ER 80 S-G (z. B. Böhler DMO-IG)
für Schweißverbindungen höherer Festigkeit
E 10018-G (M) ER 110 S-G
(z. B. Böhler FOX EV 75) (z. B. Böhler X70-IG)

15 Technische Lieferbedingungen Quartogrobbleche durostat® Stand Februar 2017
Abmessungen
durostat B2
Dicke
(mm)
50
45
40
35
30
25
20
15
10
8
1.50
0
1.60
0
1.70
0
1.80
0
1.90
0
2.00
0
2.10
0
2.20
0
2.30
0
2.40
0
2.50
0
Bre
ite
(mm
)
Max. Länge: 18.700 mm
Davon abweichende Abmessungen auf Anfrage.
Wenn Sie das lesen, hat Ihreerfolgreiche Zukunft schon begonnen.
Gemeinsam mit uns sind Sie immer einen Schritt voraus – denn wir bieten mehr als optimale Produkte aus hochwertigen Werkstoffen.
Wenn Sie maßgeschneiderte Lösungen suchen, dann arbeiten wir gemeinsam mit Ihnen an neuen Produkten und Serviceleistungen.
Wenn Sie neue Ideen zu Werkstoffen, Technologie und Service suchen, dann finden wir sie für Sie.
Wenn Sie nach einem fairen, verlässlichen Partner suchen, dann sind Sie bei uns richtig – denn wir wissen, dass wir nur gemeinsam mit
unseren Kunden erfolgreich sind, wenn wir einen Nutzen stiften.
Und Sie nutzen die am weitesten verbreitete Technologie: Zwei Drittel des weltweit hergestellten Stahls werden nach dem LD-Verfahren der
voestalpine produziert. Darauf sind wir auch ein wenig stolz.
voestalpine Grobblech GmbHvoestalpine-Straße 34020 Linz, AustriaT. +43/50304/15-9440F. +43/50304/[email protected]/grobblech
02/1
7







![Übersicht über Bibliographien und Nachschlagewerke der ... · Technik und Patente, ITP) HB 1 3. OG rechts HB 2 EG HB 3 - HB 30 2. OG links Ja A - Ja Y 3. ... [Hrsg.]. - rev. printing](https://static.fdokument.com/doc/165x107/5b1429c67f8b9a347c8b9c49/uebersicht-ueber-bibliographien-und-nachschlagewerke-der-technik-und-patente.jpg)