VERTIKALE CNC BEARBEITUNGSZENTREN · Vertikale CNC-Bearbeitungszentren TECHNISCHE DATEN -...
18
WWW.STAHLWERK-CNC.COM LUPUS SERIE VERTIKALE CNC BEARBEITUNGSZENTREN CNC Premium Technologie Maßgeschneidert
Transcript of VERTIKALE CNC BEARBEITUNGSZENTREN · Vertikale CNC-Bearbeitungszentren TECHNISCHE DATEN -...

WWW.STAHLWERK-CNC.COM
LUPUS SERIE
VERTIKALE CNC BEARBEITUNGSZENTRENCNC Premium Technologie Maßgeschneidert

2 3
WWW.STAHLWERK-CNC.COM
STAHLWERK IST PREMIUM
CNC-PREMIUM-TECHNOLOGIE MASSGESCHNEIDERT
STAHLWERK vereint deutsche und koreanische Maschinenbau-Tradition
Hinter STAHLWERK steht der traditionsreichste Maschinenhersteller Koreas und garantiert höchste
Qualität und Zuverlässigkeit der Maschinen.
STAHLWERK bietet mit 6 Baureihen ein umfangreiches Programm hochwertiger CNC-
Zerspanungsmaschinen - von 3D-Wasserstrahlschneidanlagen über Kompakt-, Universal- und
Schwerdrehmaschinen / -zentren sowie Bearbeitungszentren mit bis zu 5 Achsen.
Bis zu 70 Optionen pro Maschine sorgen für maßgeschneiderte Maschinenlösungen, die durch
Projektteams individuell an Kundenbedürfnisse angepasst werden.
Zusätzliche Automatisierungslösungen sparen Rüst-, Einrichtungs- und Kontrollzeiten und helfen,
die Maschine optimal zu nutzen. Das bringt mehr Kapazität ins Unternehmen, stärkt die Wettbewerbs-
fähigkeit und erschließt neue Ressourcen.
Erfahrene STAHLWERK-Projektteams begleiten den Kunden durch den gesamten Prozess: von der
Projektierung bis zur Realisation und darüber hinaus. Ein umfassender Premium-Service steht unseren
Kunden weltweit zur Verfügung.
GROSSE MASCHINENAUSWAHL BIS ZU 70 OPTIONEN PRO MASCHINE
MASCHINENKONZEPT INDIVIDUELL AUFKUNDENANFORDERUNGEN ZUGESCHNITTEN
MEHR EFFIZIENZ DURCH ZUSÄTZLICHE AUTOMATISIERUNGSLÖSUNGEN
PROJEKTIERUNG UND REALISATION DURCHSTAHLWERK-PROJEKTTEAMS
2 JAHRE GARANTIE FÜR JEDE MASCHINE
PREMIUM-SERVICE WELTWEIT
CNC SHOWROOM DEUTSCHLAND

5
WWW.STAHLWERK-CNC.COM
STAHLWERK SETZT STANDARDS
FÜR HÖCHSTE ZUVERLÄSSIGKEIT UND PRÄZISION
STAHLWERK ist Premium
Premium-CNC-Maschinen von STAHLWERK überzeugen durch ausgereifte Konstruktion und Wert-
beständigkeit. Modernste Fertigungsverfahren und optimierte Produktionsabläufe spielen dabei eine
wichtige Rolle, genau wie die sorgfältige Auswahl und Kontrolle von Zulieferern.
Die Kombination aus bester Fertigungsqualität und hochwertigen Komponenten ermöglicht es
STAHLWERK, sich selbst Genauigkeitsstandards zu setzen, die das Prädikat Premium verdienen.
Effizienz und die nachhaltige Weiterentwicklung aller Prozesse und Strukturen im
Unternehmen werden mit einem ISO 9001 zertifizierten Qualitätsmanagementsystem sichergestellt.
Alle qualitätsrelevanten Tätigkeiten werden so stetig kontrolliert und verbessert.
Detaillierte Abnahmeprotokolle dokumentieren für jede STAHLWERK-Maschine die statische,
Positionier- und Wiederholgenauigkeit bis hin zur Vermessung eines gefertigten Werkstückes.
AUSGEWÄHLTE KOMPONENTEN VON ZERTIFIZIERTEN NAMHAFTEN HERSTELLERN
QUALITÄTSMANAGEMENTSYSTEM ZERTIFIZIERT NACH ISO 9001
CE-STANDARD DER MASCHINEN
DOKUMENTIERTE PRÄZISION

6 7
WWW.STAHLWERK-CNC.COM
EIN MASCHINENKONZEPT INDIVIDUELL AUF IHRE ANFORDERUNGEN ZUGESCHNITTEN
ERFAHRENE STAHLWERK-PROJEKTTEAMS BEGLEITEN DEN GESAMTEN PROZESS
KEINE KOMPROMISSE FÜR DAS BESTE ERGEBNIS
KONFIGURIEREN SIE MIT UNS IHRE OPTIMALE MASCHINE
STAHLWERK - Mehr Premium-Optionen für jede Maschine
STAHLWERK hat mit über 80 Maschinen in 6 Baureihen ein hervorragend gestuftes Angebot an
Premium-CNC-Maschinen: von horizontalen Drehmaschinen/ -zentren über vertikale Drehmaschinen/
-zentren und vertikale Fahrständerzentren bis hin zu Drilling / Tapping Centern sowie 5-Achs-Bearbei-
tungszentren.
Ob eine Maschine eine Aufgabe effizient erfüllen kann, ist nicht allein von der Bauart, der Antriebsleis-
tung und den Verfahrwegen abhängig. Sorgfältig ausgewähltes Standardzubehör bietet bereits eine
gute Basis für eine effiziente Produktion.
Aber erst die bis zu 70 Optionen und Automatisierungslösungen ermöglichen es, jede Maschine
maßgeschneidert auf die Anforderungen anzupassen: vom Hochdruckkühlsystem bis zur automatisch
öffnenden Tür.
Gemeinsam mit den Kunden erarbeiten unsere STAHLWERK-Projektteams individuelle
Maschinenkonzepte, welche den gesamten Prozess berücksichtigen und ein möglichst gutes Kosten/
Nutzen-Verhältnis erzielen. Profitieren Sie von unserer Erfahrung und unserem Know-how!
BIS ZU 70 OPTIONEN FÜR JEDE MASCHINE
MINIMIERUNG VON RÜST- UND STILLSTANDSZEITEN
PROZESS-SICHERHEIT WÄHREND DER FERTIGUNG
SCHNELLE AMORTISATION DER INVESTITION DURCH ERHÖHTE EFFIZIENZ
LÖSUNGEN MIT TEIL- ODER VOLLAUTOMATISIERUNG UND FERTIGUNGSZELLEN
PROJEKTIERUNG UND REALISATION DES
GESAMTEN ANSCHAFFUNGSPROZESSES
AUTOMATISIERUNG PERFEKT ABGESTIMMT
HOLEN SIE DAS MAXIMUM AUS IHRER PRODUKTION
Mit STAHLWERK-Automatisierungslösungen optimieren Sie den Erfolg Ihrer Investition
Eine gute Automatisierungslösung bedeutet nicht nur Arbeitserleichterung und kürzere Spindel-
stillstandszeiten, sondern auch die bessere Organisation der Abläufe. Dadurch erschließt sich im
Betrieb oft zusätzliches Potential, das über die reine Maschinennutzung hinaus geht.
Mit unseren Automatisierungslösungen für Werkstück- und Palettenhandling können Sie jede
Maschine teil- bis nahezu vollautomatisiert arbeiten lassen. Den Grad der Automatisierung
bestimmen Sie selbst. Effektive Lösungen u.a. im Bereich der Spanntechnik sind bereits mit einer sehr
geringen Investitionssumme realisierbar, die sich somit innerhalb kürzester Zeit amortisiert.
Mit roboter-basierter Vollautomatisierung halten Sie mit den wachsenden Anforderungen des
Marktes Schritt. Sie können die Produktivität Ihrer Maschine maximal ausreizen. Sie können komplexe
Bauteile auf Standardmaschinen bearbeiten und Sie können flexibel auf neue Anforderungen reagieren.
Lassen Sie sich beraten!

8 9
BESUCHEN SIE UNS AUF www.stahlwerk-cnc.com
WWW.STAHLWERK-CNC.COM
VON DER PROJEKTIERUNG BIS ZU REALISATION - ALLES AUS EINER HAND
ERSATZTEILE EXPRESS-VERSAND
INBETRIEBNAHME DURCH STAHLWERK- SERVICETECHNIKER
MASSGESCHNEIDERTE SCHULUNGEN
WARTUNGSVERTRÄGE
STAHLWERK BERATUNG & SERVICE
GEMEINSAM SIND WIR IHR STAHLWERK-TEAM
Premium-Beratung für Premium-Lösungen
Individuell an Ihre Anforderungen angepasst und unter Berücksichtigung aller aktuellen
Entwicklungen, finden wir mit Ihnen die optimale Maschine mit der richtigen Ausstattung.
Ein Projektteam begleitet dabei alle Schritte: von der Projektierung bis hin zur Installation.
Premium-Service für Premium-Maschinen - kompetent, schnell und effektiv
Ob im persönlichen Kontakt per Telefon, beim Vor-Ort-Einsatz oder beim Express-Versand von Origi-
nal-Ersatzteilen - bei STAHLWERK profitieren Sie vom langjährigen Know-how unserer Servicetechniker.
STAHLWERK-Inbetriebnahmen umfassen die Unterstützung durch einen STAHLWERK-Servicetechniker
bei der Inbetriebnahme vor Ort. So stellen wir sicher, dass Ihre neue STAHLWERK-Maschine schnell in
Ihre Produktionsprozesse eingegliedert werden kann.
STAHLWERK-Schulungen beinhalten die Maschine mit den ausgewählten Optionen und Automati-
sierungssystemen. Die Schulungsagenda kann vom zukünftigen Anwender aktiv mitgestaltet und auf
seine Bedürfnisse maßgeschneidert werden.
10
Y
Z
X
Y
Z
X
Z
Z
Z
Z
Z
XXXXX
Y
Y
Y
Y
Y
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
Y
X
Z
LUPU
S SE
RIE
Z
Y
X
Z
Y
X
Z
Y
X
V-M
OD
ELLE
VER
TIK
ALE
3-A
CH
S-B
EAR
BEI
TUN
GSZ
ENTR
EN 5X
-MO
DEL
LE V
ERTI
KA
LE 5
-AC
HS-
BEA
RB
EITU
NG
SZEN
TREN
LUPU
S 4
20
x 62
0 m
m /
y 42
0 m
m /
z 51
0 m
m
LUPU
S 4
20
Lx
765
mm
/ y
440
mm
/ z
510
mm
LUPU
S H
S 5
00
x 80
0 m
m /
y 52
0 m
m /
z 51
0 m
m
LUPU
S 5
20
Lx
1020
mm
/ y
520
mm
/ z
510
mm
LUPU
S 6
50
x 12
80 m
m /
y 67
0 m
m /
z 64
0 m
m
DT-
MO
DEL
LE D
RIL
LIN
G /
TAPP
ING
CEN
TER
VC
-MO
DEL
LE V
ERTI
KA
LE F
AH
RST
ÄN
DER
ZEN
TREN
LUPU
S 430C
x 60
0 m
m /
y 43
0 m
m /
z 57
0 m
m
LUPU
S 430CD
x 60
0 m
m /
y 43
0 m
m /
z 57
0 m
m
LUPU
S M
300
x 45
0 m
m /
y 30
0 m
m /
z 30
0 m
m
LUPU
S M
400CD
x 60
0 m
m /
y 40
0 m
m /
z 40
0 m
m
LUPU
S M
400C
x 62
0 m
m /
y 42
0 m
m /
z 35
0 m
m
LUPU
S 5
X30
x 32
0 m
m /
y 40
0 m
m /
z 33
0 m
m
LUPU
S 5
X5
0x
600
mm
/ y
600
mm
/ z
520
mm
LUPU
S 5
X70
x 80
0 m
m /
y 10
00 m
m /
z 63
0 m
m
LUPU
S 5
X100
x 11
00 m
m /
y 10
00 m
m /
z 71
0 m
m
LUPU
S 5
X160
x 20
20 m
m /
y 13
00 m
m /
z 12
50 m
m
TAURUS SERIE
MERKUR SERIE
SATURN SERIE
GEMINI SERIE
LUPUS SERIE
ORION SERIE
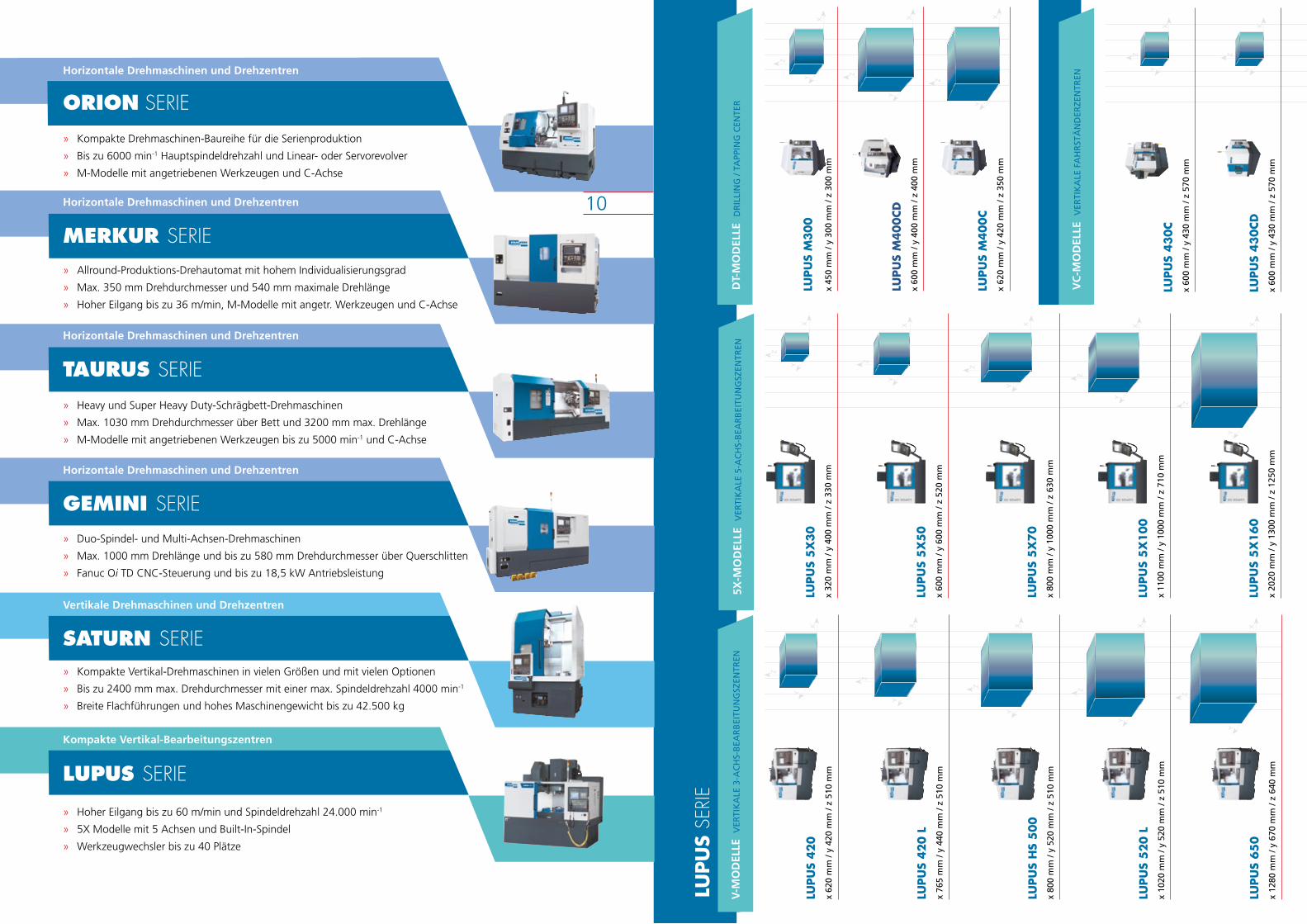
» Duo-Spindel- und Multi-Achsen-Drehmaschinen
» Max. 1000 mm Drehlänge und bis zu 580 mm Drehdurchmesser über Querschlitten
» Fanuc Oi TD CNC-Steuerung und bis zu 18,5 kW Antriebsleistung
Horizontale Drehmaschinen und Drehzentren
» Heavy und Super Heavy Duty-Schrägbett-Drehmaschinen
» Max. 1030 mm Drehdurchmesser über Bett und 3200 mm max. Drehlänge
» M-Modelle mit angetriebenen Werkzeugen bis zu 5000 min-1 und C-Achse
» Kompakte Drehmaschinen-Baureihe für die Serienproduktion
» Bis zu 6000 min-1 Hauptspindeldrehzahl und Linear- oder Servorevolver
» M-Modelle mit angetriebenen Werkzeugen und C-Achse
» Allround-Produktions-Drehautomat mit hohem Individualisierungsgrad
» Max. 350 mm Drehdurchmesser und 540 mm maximale Drehlänge
» Hoher Eilgang bis zu 36 m/min, M-Modelle mit angetr. Werkzeugen und C-Achse
» Kompakte Vertikal-Drehmaschinen in vielen Größen und mit vielen Optionen
» Bis zu 2400 mm max. Drehdurchmesser mit einer max. Spindeldrehzahl 4000 min-1
» Breite Flachführungen und hohes Maschinengewicht bis zu 42.500 kg
» Hoher Eilgang bis zu 60 m/min und Spindeldrehzahl 24.000 min-1
» 5X Modelle mit 5 Achsen und Built-In-Spindel
» Werkzeugwechsler bis zu 40 Plätze
Horizontale Drehmaschinen und Drehzentren
Horizontale Drehmaschinen und Drehzentren
Horizontale Drehmaschinen und Drehzentren
Vertikale Drehmaschinen und Drehzentren
Kompakte Vertikal-Bearbeitungszentren
12 13
WWW.STAHLWERK-CNC.COM
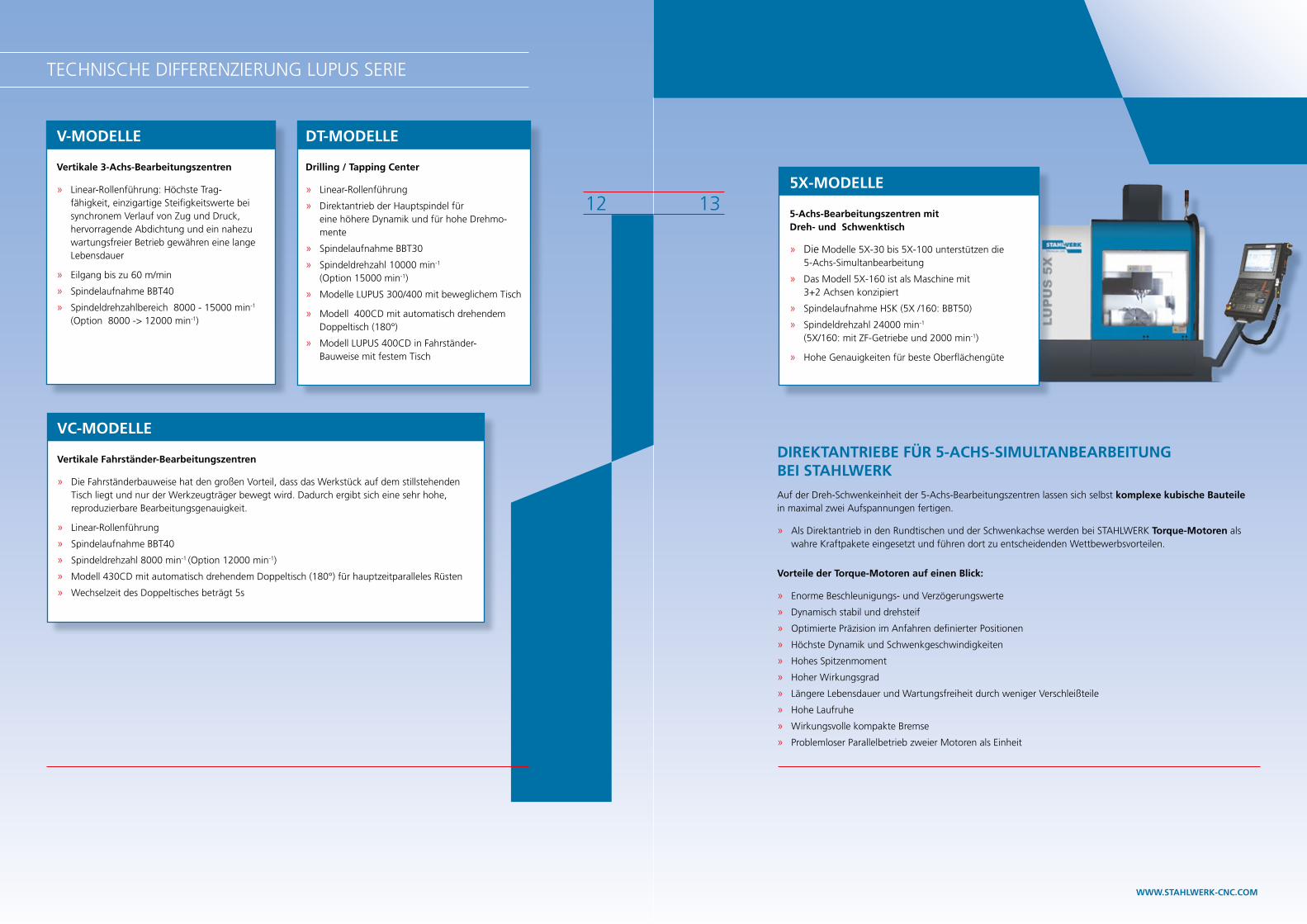
TECHNISCHE DIFFERENZIERUNG LUPUS SERIE
V-MODELLE
Vertikale 3-Achs-Bearbeitungszentren
» Linear-Rollenführung: Höchste Trag- fähigkeit, einzigartige Steifigkeitswerte bei synchronem Verlauf von Zug und Druck, hervorragende Abdichtung und ein nahezu wartungsfreier Betrieb gewähren eine lange Lebensdauer
» Eilgang bis zu 60 m/min
» Spindelaufnahme BBT40
» Spindeldrehzahlbereich 8000 - 15000 min-1 (Option 8000 -> 12000 min-1)
DT-MODELLE
Drilling / Tapping Center
» Linear-Rollenführung
» Direktantrieb der Hauptspindel für eine höhere Dynamik und für hohe Drehmo-mente
» Spindelaufnahme BBT30
» Spindeldrehzahl 10000 min-1 (Option 15000 min-1)
» Modelle LUPUS 300/400 mit beweglichem Tisch
» Modell 400CD mit automatisch drehendem Doppeltisch (180°)
» Modell LUPUS 400CD in Fahrständer- Bauweise mit festem Tisch
VC-MODELLE
Vertikale Fahrständer-Bearbeitungszentren
» Die Fahrständerbauweise hat den großen Vorteil, dass das Werkstück auf dem stillstehenden Tisch liegt und nur der Werkzeugträger bewegt wird. Dadurch ergibt sich eine sehr hohe, reproduzierbare Bearbeitungsgenauigkeit.
» Linear-Rollenführung
» Spindelaufnahme BBT40
» Spindeldrehzahl 8000 min-1 (Option 12000 min-1)
» Modell 430CD mit automatisch drehendem Doppeltisch (180°) für hauptzeitparalleles Rüsten
» Wechselzeit des Doppeltisches beträgt 5s
5X-MODELLE
5-Achs-Bearbeitungszentren mit Dreh- und Schwenktisch
» Die Modelle 5X-30 bis 5X-100 unterstützen die 5-Achs-Simultanbearbeitung
» Das Modell 5X-160 ist als Maschine mit 3+2 Achsen konzipiert
» Spindelaufnahme HSK (5X /160: BBT50)
» Spindeldrehzahl 24000 min-1 (5X/160: mit ZF-Getriebe und 2000 min-1)
» Hohe Genauigkeiten für beste Oberflächengüte
DIREKTANTRIEBE FÜR 5-ACHS-SIMULTANBEARBEITUNG BEI STAHLWERK
Auf der Dreh-Schwenkeinheit der 5-Achs-Bearbeitungszentren lassen sich selbst komplexe kubische Bauteile in maximal zwei Aufspannungen fertigen.
» Als Direktantrieb in den Rundtischen und der Schwenkachse werden bei STAHLWERK Torque-Motoren als wahre Kraftpakete eingesetzt und führen dort zu entscheidenden Wettbewerbsvorteilen.
Vorteile der Torque-Motoren auf einen Blick:
» Enorme Beschleunigungs- und Verzögerungswerte
» Dynamisch stabil und drehsteif
» Optimierte Präzision im Anfahren definierter Positionen
» Höchste Dynamik und Schwenkgeschwindigkeiten
» Hohes Spitzenmoment
» Hoher Wirkungsgrad
» Längere Lebensdauer und Wartungsfreiheit durch weniger Verschleißteile
» Hohe Laufruhe
» Wirkungsvolle kompakte Bremse
» Problemloser Parallelbetrieb zweier Motoren als Einheit

14 15
1 5
62
73
4
WWW.STAHLWERK-CNC.COM
TECHNISCHE DATEN
FÜHRUNGEN UND ANTRIEBE
Drehmomentstarke Servoantriebe direkt an den
Kugelumlaufspindeln in allen Achsen
Präzisions-Linearführungen der Fabrikate
HIWIN, THK oder TSUBAKI
» Lange Lebensdauer
» Hochgeschwindigkeitsbetrieb
» Geräuscharmer Lauf
» Leichtgängige Bewegung
» Linearrollenführung
Bei den Rollenführungen hält die Kette die
Rollen in einem konstanten Abstand
zueinander und führt sie gleichmäßig und
ohne typisches Rollenkippen durch den
Rollenumlauf. Der niedrige Reibfaktor
der Rollen sorgt für einen geringen Ver-
schiebewiderstand und höchste Laufruhe.
1. Automatischer Werkzeugwechsler mit 24-40 Plätzen
2. Tischbelastung max. 1500 kg
3. Vollumhausung
4. 3-farbige LED
5. Fanuc 0iMD
6. Hauptspindel bis zu 15000 min-1 / 5x-Modelle bis zu 24000 min-1
7. Späneförderer für seitlichen oder optional rückwärtigen Abtransport der Späne
MASCHINENÜBERSICHT
16 17
WWW.STAHLWERK-CNC.COM
5,53,7
23,8 Nm
17,6 Nm
11 kW (kont.)
15 kW
(10 min, 83 25 %)
(10 min, 83 25 %)
(15 min, 83 40 %)
(2 min, 83 25 %)
(kont.)
1,350 1,500 6,000 12,000 Option
106
95,5
70
0
Dre
hmom
ent
(Nm
)
Leis
tung
(kW
)
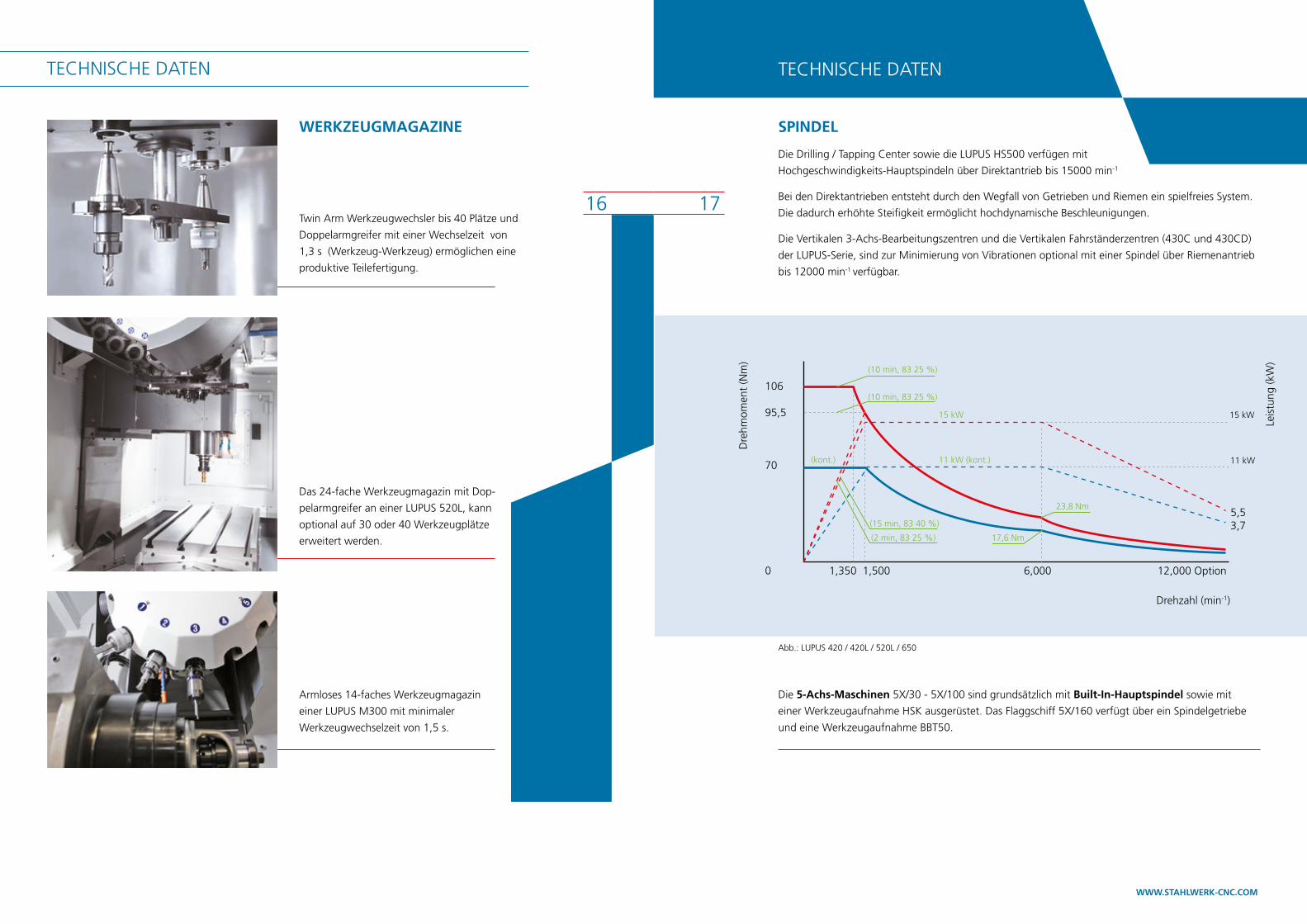
WERKZEUGMAGAZINE
Twin Arm Werkzeugwechsler bis 40 Plätze und
Doppelarmgreifer mit einer Wechselzeit von
1,3 s (Werkzeug-Werkzeug) ermöglichen eine
produktive Teilefertigung.
TECHNISCHE DATEN
Das 24-fache Werkzeugmagazin mit Dop-
pelarmgreifer an einer LUPUS 520L, kann
optional auf 30 oder 40 Werkzeugplätze
erweitert werden.
Armloses 14-faches Werkzeugmagazin
einer LUPUS M300 mit minimaler
Werkzeugwechselzeit von 1,5 s.
SPINDEL
Die Drilling / Tapping Center sowie die LUPUS HS500 verfügen mit
Hochgeschwindigkeits-Hauptspindeln über Direktantrieb bis 15000 min-1
Bei den Direktantrieben entsteht durch den Wegfall von Getrieben und Riemen ein spielfreies System.
Die dadurch erhöhte Steifigkeit ermöglicht hochdynamische Beschleunigungen.
Die Vertikalen 3-Achs-Bearbeitungszentren und die Vertikalen Fahrständerzentren (430C und 430CD)
der LUPUS-Serie, sind zur Minimierung von Vibrationen optional mit einer Spindel über Riemenantrieb
bis 12000 min-1 verfügbar.
TECHNISCHE DATEN
Die 5-Achs-Maschinen 5X/30 - 5X/100 sind grundsätzlich mit Built-In-Hauptspindel sowie mit
einer Werkzeugaufnahme HSK ausgerüstet. Das Flaggschiff 5X/160 verfügt über ein Spindelgetriebe
und eine Werkzeugaufnahme BBT50.
Abb.: LUPUS 420 / 420L / 520L / 650
Drehzahl (min-1)
15 kW
11 kW
Ver
tika
le C
NC
-Bea
rbei
tun
gsz
entr
en
TEC
HN
ISC
HE
DA
TEN
- L
UPU
S-M
OD
ELLE
SYM
BO
LE
A
uf A
nfra
ge●
Verf
ügba
r
Nic
ht v
erfü
gbar
WW
W.S
TAH
LWER
K-C
NC
.CO
M
LUPU
S 3+
2Fa
hrst
ände
rD
rilli
ng /
Tap
ping
Cen
ter
LUPU
S 5X
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
181
161
181
162
181
179
181
163
181
164
181
165
181
166
181
167
181
168
181
178
181
169
181
180
181
170
181
171
181
181
Lfd.
# 76
7782
7879
8081
8384
8990
9192
9394
Verf
ahr-
weg
e
X-A
chse
mm
620
765
800
1020
1280
600
600
450
620
600
320
600
800
1100
2020
Y-A
chse
mm
420
440
520
520
670
430
430
300
420
400
400
600
1000
1000
1300
Z-A
chse
mm
510
510
510
510
640
570
570
300
350
400
330
520
630
710
1250
Abs
tand
Spi
ndel
nase
- Ti
sch
mm
150~
660
150~
660
150~
660
150~
660
140~
780
200~
770
200~
770
180
~ 48
015
0 ~
500
200
~ 60
011
5 - 4
4525
0-77
010
0-73
015
0-86
090
0 ~
350
Aus
ladu
ngm
m47
652
556
052
570
750
550
537
043
048
2-
--
-80
0~12
20X-
Ach
se E
ilgan
gm
/min
4836
6036
3648
4836
4848
3240
4032
25Y-
Ach
se E
ilgan
gm
/min
4836
6036
3648
4836
4848
3230
4032
25Z-
Ach
se E
ilgan
gm
/min
3630
3630
3036
3636
3648
3232
3224
16A
-Ach
se E
ilgan
gm
/min
--
--
--
--
--
6060
6060
7C-
Ach
se E
ilgan
gm
/min
--
--
--
--
--
1212
1010
12X-
Ach
se V
orsc
hub
max
.m
/min
1015
3015
1515
1510
1010
6036
3080
7Y-
Ach
se V
orsc
hub
max
.m
/min
1015
3015
1515
1510
1010
1212
1010
12Z-
Ach
se V
orsc
hub
max
.m
/min
1015
1615
1515
1510
1010
1212
1010
12A
-Ach
se S
chw
enkb
erei
chG
rad
°-
--
--
--
--
-±1
10±1
10±1
10±1
10+3
0C-
Ach
se S
chw
enkb
erei
chG
rad
°-
--
--
--
--
-36
036
036
036
036
0Fü
hrun
gTy
pLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
de
Arb
eits
-be
reic
h
Tisc
habm
essu
ngen
mm
700
x 40
092
0 x
440
950
x 55
011
00 x
550
1400
x 7
0070
0 x
450
2 (7
00 x
475
)50
0 x
350
700
x 40
02
(650
x 4
50)
300
530
700
1000
1600
Tisc
hbel
astb
arke
it m
ax.
kg25
060
070
070
015
0010
002-
300
150
200
2-40
060
250
500
1000
3000
Tisc
hwec
hsel
zeit
s-
--
--
-5
--
4,5
--
--
-Ti
schw
echs
elm
etho
de-
--
--
--
RACK
& P
INIO
N-
-RA
CK &
PIN
ION
--
--
-Ti
schv
erfa
hrm
etho
de-
--
--
--
HYD
--
HYD
--
--
-
Hau
pt-
antr
ieb
Wer
kzeu
gauf
nahm
e-
BBT4
0BB
T40
BBT4
0BB
T40
BBT4
0[BB
T50]
BBT4
0BB
T40
BBT3
0BB
T30
BBT3
0H
SK A
40H
SK A
63H
SK A
63H
SK A
63BT
50
Spin
deld
rehz
ahl S
tand
ard
min
-180
0080
0015
000
8000
8000
8000
8000
1000
0 (*
1500
0_3,
7/2,
2)10
000
(*15
000_
3,7/
2,2)
1000
0 (*
1500
0_3,
7/2,
2)24
000
2400
024
000
2400
020
00
Ant
rieb
slei
stun
g (c
ont./
max
)kW
7,5/
1111
/15
15/1
8,5
11/1
511
/15
11/1
511
/15
3,7/
5,5
(5,5
/7,5
)3,
7/5,
5 (5
,5/7
,5)
5,5/
7,5
2025
25/3
325
/33
22/2
6Sp
inde
lmot
or D
rehm
omen
t O
ptio
nal (
max
./con
t.)N
m69
/49
95/6
910
195
/69
95/6
9 (1
43/1
40)
95/6
995
/69
35/2
3 (4
8/35
)35
/23
(48/
35)
48/3
510
139
294
071
5/94
013
72 (i
3 16
6)
Spin
della
ger I
nnen
durc
h-m
esse
rm
m70
7070
(GRE
ASE
)70
70[1
00]
7070
5050
50-
--
--
Spin
dela
ntri
ebsa
rtTy
pBe
ltBe
ltD
irect
(Bui
lt-in
)Be
ltBe
ltBe
ltBe
ltD
irect
Dire
ctD
irect
Built
-in
Built
-in
Built
-in
Built
-in
Gea
r Typ
e
Wer
k-ze
ug-
wec
hsle
r
Wer
kzeu
g-w
echs
elze
itW
erkz
z.
Wer
kz.
s1,
31,
31,
51,
31,
3 [2
.45]
1,3
1,3
1,5
1,5
0,84
2,5
1,5
1,5
2,5
2,5
Wer
kzeu
g-w
echs
elze
itSp
an z
. Spa
ns
3,9
3,9
4,2
3,9
3,9
[5.5
]3,
93,
92,
32,
11,
9-
--
--
Wer
kzeu
gsch
aft
Typ
--
--
--
-7/
24 T
aper
#30
7/24
Tap
er #
307/
24 T
aper
#30
--
--
-W
erkz
eugw
eche
lert
ypTy
pTw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
ARM
Les
sA
rm L
ess
Twin
Arm
(cam
)Ka
russ
ell
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Wer
kzeu
gaus
wah
lM
etho
deM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Fixe
d Ad
ress
Fixe
d Ad
ress
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Anz
ahl W
erkz
eugp
lätz
eSt
ück
2424
3024
3030
3014
14
2424
3240
2432
Anz
ugsb
olze
nTy
pPS
806
PS 8
06PS
806
PS 8
06PS
806
M
AS4
03
P50T
-1
PS 8
06PS
806
MA
S P3
0T-1
MA
S P3
0T-1
MA
S P3
0T-1
--
--
MA
S403
P50T
-1
Wer
kzeu
ggew
icht
mit
Hal
ter
max
.kg
77
77
7[15
]7
73
35
23
55
25
Wer
kzeu
glän
ge m
it H
alte
r m
ax.
mm
300
300
300
300
300
300
300
150
150
200
150
250
300
300
400
Wer
kzeu
gdur
chm
esse
r max
. (E
inze
lbel
egun
g)m
m80
(150
)80
(150
)85
(125
)80
(150
)85
(125
) [1
27 (2
00)]
85 (1
25)
85 (1
25)
8080
70 (1
25)
5010
010
010
018
0
Tank
- vo
lum
en
Kühl
mit
telt
ank
l23
035
035
040
043
040
040
020
025
025
020
025
025
025
025
0Ta
nk Z
entr
alsc
hmie
rung
l1,
81,
81,
81,
81,
83
31,
81,
81,
82
22
22
Hyd
raul
iköl
tank
l-
--
--
-13
--
13-
--
--
Abm
es-
sung
en
Mas
chin
enge
wic
htkg
4000
5200
7500
5700
7500
[770
0]65
0070
0021
0026
2048
0035
0010
000
1200
015
000
2400
0H
öhe
mm
2660
2700
3145
2700
2940
2735
2735
2465
2612
2533
2242
3845
3882
3938
5690
Brei
tem
m20
5024
0026
0026
0033
0023
7525
0013
5017
0020
0022
5027
5037
4531
1036
23Lä
nge
mm
2595
2100
2200
2100
2350
3400
3800
2283
2,63
3100
1380
3570
3358
3605
3950
Ans
chlu
ssD
ruck
luft
ansc
hlus
sl/m
in33
5-45
033
5-45
035
5-48
533
5-45
033
5-45
01
[355
-485
]30
030
030
030
030
030
030
030
030
030
0
Dru
ckM
Pa0,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
6A
nsch
luss
leis
tung
kVA
3030
3530
30 [3
5]30
307
1120
3045
4545
45Sp
annu
ngV/
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
380/
6038
0/60
380/
6038
0/60
380/
60
Steu
e-ru
ngD
ispl
ay G
röße
Zoll
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
1515
1515
15Pr
ogra
mm
Typ
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
TNC
640/
FAN
UC
TNC
640
TNC
640
TNC
640
FAN
UC
0i-M
D
Stan
dard
zube
hör
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
Wer
kzeu
gbox
●●
●●
●●
●●
●●
Arb
eits
raum
bele
ucht
ung
●●
●●
●●
●●
●●
●●
●●
●H
ydra
ulis
che
Einh
eit
●●
Türv
erri
egel
ung
●●
●●
●●
●●
●●
Kühl
syst
em (
Tank
& P
umpe
)●
●●
●●
●●
●●
●●
●●
●●
Füße
●●
●●
●●
●●
●●
3-fa
rbig
es L
ED●
●●
●●
●●
●●
●Ze
ntra
lsch
mie
rung
●●
●●
●●
●●
●●
Han
drad
●●
●●
●●
●●
●●
●●
●●
●Kü
hlm
itte
lpis
tole
●●
●●
●●
●●
●●
●●
●●
●Lu
ftpi
stol
e●
●●
●●
●●
●●
●●
●●
●●
Mas
chin
enbe
tt K
ühlu
ng●
●●
●●
●A
nsch
luß
USB
und
RS2
32C
●●
●●
●●
●●
●●
●●
●●
●H
ydra
ulis
che
Sich
erun
gsvo
rric
htun
g●
●Fa
nuc
Gar
anti
e 2
Jahr
e●
●●
●●
●●
●●
●Fa
nuc
Steu
erun
g So
ftw
are
Oi
●●
●●
●●
●●
●●
10,4
“ Bi
ldsc
hirm
●●
●●
●●
●●
●●
Win
kele
ncod
er●
●●
●
Opt
ion
IDA
rt. #
Kn
uth:
Besc
hrei
bung
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
001
251
771
Vorb
erei
tung
4.
Ach
se
Ach
sver
stär
ker
inkl
udie
rt
● ●
● ●
● ●
● ●
● ●
002
251
775
zusä
tzlic
he
4./5
. Ach
se
Zusa
tzfu
nkti
onen
003
251
776
Ach
sver
stär
ker
inkl
udie
rt
004
251
621
Air
Blo
wer
●
● ●
● ●
● ●
● ●
● S
TD
005
251
693
Klim
aanl
age
72
5IRP
A20
00SH
●
● ●
● ●
● ●
● ●
●
007
251
633
Aut
omat
iktü
r ●
● ●
● ●
● ●
● ●
●
008
251
787/
-788
Wer
kstü
ck-
verm
essu
ng
REN
ISH
AW (O
MP
60)
● ●
● ●
● ●
● ●
● ●
● ●
●
009
251
725
Spän
ewag
en
230
L (k
ippb
ar)
● ●
● ●
● ●
● ●
● ●
STD
S
TD
STD
S
TD
STD
01
025
1 72
630
0 L
(kip
pbar
) ●
● ●
● ●
● ●
● ●
●
011
251
727
300
L
(sta
pler
fähi
g)
● ●
● ●
● ●
● ●
● ●
012
251
728
440
L
(sta
pler
fähi
g)
● ●
● ●
● ●
● ●
● ●
013
251
512/
-690
Spän
e-
förd
erer
Ke
tten
spän
eför
dere
r (s
eitl
.) ●
● ●
● ●
● ●
● ●
● S
TD
STD
S
TD
STD
S
TD
014
251
514/
-686
Kett
ensp
änef
örde
rer
(rüc
kw.)
●
● ●
● ●
● ●
●
016
251
647
Bett
dusc
hküh
lung
STD
● ●
● ●
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
017
251
699
Kühl
mit
tel-
pum
pen-
up
grad
e
1,5
kW
● ●
● ●
● ●
● ●
● ●
018
251
716
Öl-
und
Emul
sion
sab-
sche
ider
0,75
kW
●
● ●
● ●
● ●
● ●
●
019
251
717
1,5
kW
● ●
● ●
● ●
● ●
● ●
020
251
718
Öla
bsch
eide
r ●
● ●
● ●
● ●
● ●
●
021
251
821/
-822
Z-A
chse
n Ve
r-lä
nger
ung
100
mm
●
●
022
251
823/
-824
/-82
5/-8
2615
0 m
m
● ●
● ●
● ●
●
023
251
827/
-828
200
mm
●
● ●
025
251
733
Spin
del-
kühl
ung
Öl K
ühlu
ng
● ●
●
●
● ●
● ●
● ●
STD
S
TD
STD
S
TD
027
-Sp
inde
l- dr
ehza
hl
Upg
rade
8.00
0 U
/min
. S
TD
STD
STD
STD
S
TD
STD
028
251
730
10.0
00 U
/min
. ●
●
●
●
029
251
731/
-732
12.0
00 U
/min
. ●
●
●
●
● ●
030
251
729
15.0
00 U
/min
. S
TD
● ●
●
031
251
747
Test
Bar
A
SS‘Y
BT
30/ B
T40/
BT50
●
● ●
●
● ●
●
● ●
●
033
251
703/
-704
Kühl
ung
durc
h di
e Sp
inde
l
20 b
ar
● ●
● ●
● ●
●
034
251
705/
-707
70 b
ar
● ●
● ●
● ●
●
081
251
765
Vollg
ekap
selt
er A
rbei
tsra
um
●
● ●
● ●
STD
S
TD
STD
S
TD
035
251
708/
-709
Line
ar-
maß
stäb
e 3
Ach
sen
●
● ●
● S
TD
STD
S
TD
STD
036
-H
andr
ad
1 St
k.
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
03
725
1 83
43
Stk.
●
● ●
● ●
● ●
● ●
●
038
251
676
Hyd
. Lin
e (F
or 1
PC) f
or
Jig
Fixu
re +
H
yd. T
ank
Hyd
. P/T
1 P
air (
2x1)
●
● ●
● ●
●
039
251
672
Hyd
. A/B
1 P
air (
2x1)
●
● ●
● ●
● ●
●
040
251
674
Hyd
. A/B
2 P
airs
(4x1
) ●
● ●
● ●
● ●
●
082
251
677
Hyd
. P/T
1 P
air (
2x2)
●
083
251
673
Hyd
. A/B
1 P
air (
2x2)
● ●
084
251
675
Hyd
. A/B
2 p
airs
(4x2
)
● ●
041
251
811
Wer
kzeu
g-ve
rmes
sung
Re
nish
aw (T
S27R
) ●
● ●
● ●
● ●
● ●
● ●
● ●
● ●
042
251
750/
-57
5/-2
94/-
576/
-577
/-57
8/-5
79
Tran
sfor
mat
or●
● ●
● ●
● ●
● ●
● ●
● ●
● ●
043
251
833
zusä
tzl.
Dok
umen
tens
atz
● ●
● ●
● ●
● ●
● ●
044
-W
erkz
eug-
wec
hsle
r up
grad
e
24 S
tati
onen
S
TD
STD
STD
● ●
STD
STD
S
TD
045
251
814
30 S
tati
onen
●
● S
TD
● STD
STD
STD
085
251
330
32 S
tati
onen
●
STD
S
TD
STD
046
251
816/
-817
40 S
tati
onen
●
●
047
251
818
Zähl
erW
erkz
eug
1 ●
● ●
● ●
● ●
● ●
●
048
251
819
Wer
kzeu
g 2
● ●
● ●
● ●
● ●
● ●
049
251
820
Wer
kzeu
g 3
● ●
● ●
● ●
● ●
●
050
251
714
Mul
tizä
hler
●
● ●
● ●
● ●
● ●
●
051
251
789
Wer
kstü
ckzä
hler
●
● ●
● ●
● ●
● ●
●
052
251
620
Aut
omat
ikab
scha
ltun
g ●
● ●
● ●
● ●
● ●
●
053
251
829
frei
e M
Bef
ehle
●
● ●
● ●
● ●
● ●
●
055
251
658
Fanu
c M
anua
l Gui
de i
● ●
● ●
● ●
● ●
● ●
060
251
293
Dyn
am. K
ollis
ions
kont
rolle
●
● ●
●
061
251
292
Kin.
NC
Funt
kion
●
● ●
●
Ver
tika
le C
NC
-Bea
rbei
tun
gsz
entr
en
TEC
HN
ISC
HE
DA
TEN
- L
UPU
S-M
OD
ELLE
SYM
BO
LE
A
uf A
nfra
ge●
Verf
ügba
r
Nic
ht v
erfü
gbar
WW
W.S
TAH
LWER
K-C
NC
.CO
M
LUPU
S 3+
2Fa
hrst
ände
rD
rilli
ng /
Tap
ping
Cen
ter
LUPU
S 5X
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
181
161
181
162
181
179
181
163
181
164
181
165
181
166
181
167
181
168
181
178
181
169
181
180
181
170
181
171
181
181
Lfd.
# 76
7782
7879
8081
8384
8990
9192
9394
Verf
ahr-
weg
e
X-A
chse
mm
620
765
800
1020
1280
600
600
450
620
600
320
600
800
1100
2020
Y-A
chse
mm
420
440
520
520
670
430
430
300
420
400
400
600
1000
1000
1300
Z-A
chse
mm
510
510
510
510
640
570
570
300
350
400
330
520
630
710
1250
Abs
tand
Spi
ndel
nase
- Ti
sch
mm
150~
660
150~
660
150~
660
150~
660
140~
780
200~
770
200~
770
180
~ 48
015
0 ~
500
200
~ 60
011
5 - 4
4525
0-77
010
0-73
015
0-86
090
0 ~
350
Aus
ladu
ngm
m47
652
556
052
570
750
550
537
043
048
2-
--
-80
0~12
20X-
Ach
se E
ilgan
gm
/min
4836
6036
3648
4836
4848
3240
4032
25Y-
Ach
se E
ilgan
gm
/min
4836
6036
3648
4836
4848
3230
4032
25Z-
Ach
se E
ilgan
gm
/min
3630
3630
3036
3636
3648
3232
3224
16A
-Ach
se E
ilgan
gm
/min
--
--
--
--
--
6060
6060
7C-
Ach
se E
ilgan
gm
/min
--
--
--
--
--
1212
1010
12X-
Ach
se V
orsc
hub
max
.m
/min
1015
3015
1515
1510
1010
6036
3080
7Y-
Ach
se V
orsc
hub
max
.m
/min
1015
3015
1515
1510
1010
1212
1010
12Z-
Ach
se V
orsc
hub
max
.m
/min
1015
1615
1515
1510
1010
1212
1010
12A
-Ach
se S
chw
enkb
erei
chG
rad
°-
--
--
--
--
-±1
10±1
10±1
10±1
10+3
0C-
Ach
se S
chw
enkb
erei
chG
rad
°-
--
--
--
--
-36
036
036
036
036
0Fü
hrun
gTy
pLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
de
Arb
eits
-be
reic
h
Tisc
habm
essu
ngen
mm
700
x 40
092
0 x
440
950
x 55
011
00 x
550
1400
x 7
0070
0 x
450
2 (7
00 x
475
)50
0 x
350
700
x 40
02
(650
x 4
50)
300
530
700
1000
1600
Tisc
hbel
astb
arke
it m
ax.
kg25
060
070
070
015
0010
002-
300
150
200
2-40
060
250
500
1000
3000
Tisc
hwec
hsel
zeit
s-
--
--
-5
--
4,5
--
--
-Ti
schw
echs
elm
etho
de-
--
--
--
RACK
& P
INIO
N-
-RA
CK &
PIN
ION
--
--
-Ti
schv
erfa
hrm
etho
de-
--
--
--
HYD
--
HYD
--
--
-
Hau
pt-
antr
ieb
Wer
kzeu
gauf
nahm
e-
BBT4
0BB
T40
BBT4
0BB
T40
BBT4
0[BB
T50]
BBT4
0BB
T40
BBT3
0BB
T30
BBT3
0H
SK A
40H
SK A
63H
SK A
63H
SK A
63BT
50
Spin
deld
rehz
ahl S
tand
ard
min
-180
0080
0015
000
8000
8000
8000
8000
1000
0 (*
1500
0_3,
7/2,
2)10
000
(*15
000_
3,7/
2,2)
1000
0 (*
1500
0_3,
7/2,
2)24
000
2400
024
000
2400
020
00
Ant
rieb
slei
stun
g (c
ont./
max
)kW
7,5/
1111
/15
15/1
8,5
11/1
511
/15
11/1
511
/15
3,7/
5,5
(5,5
/7,5
)3,
7/5,
5 (5
,5/7
,5)
5,5/
7,5
2025
25/3
325
/33
22/2
6Sp
inde
lmot
or D
rehm
omen
t O
ptio
nal (
max
./con
t.)N
m69
/49
95/6
910
195
/69
95/6
9 (1
43/1
40)
95/6
995
/69
35/2
3 (4
8/35
)35
/23
(48/
35)
48/3
510
139
294
071
5/94
013
72 (i
3 16
6)
Spin
della
ger I
nnen
durc
h-m
esse
rm
m70
7070
(GRE
ASE
)70
70[1
00]
7070
5050
50-
--
--
Spin
dela
ntri
ebsa
rtTy
pBe
ltBe
ltD
irect
(Bui
lt-in
)Be
ltBe
ltBe
ltBe
ltD
irect
Dire
ctD
irect
Built
-in
Built
-in
Built
-in
Built
-in
Gea
r Typ
e
Wer
k-ze
ug-
wec
hsle
r
Wer
kzeu
g-w
echs
elze
itW
erkz
z.
Wer
kz.
s1,
31,
31,
51,
31,
3 [2
.45]
1,3
1,3
1,5
1,5
0,84
2,5
1,5
1,5
2,5
2,5
Wer
kzeu
g-w
echs
elze
itSp
an z
. Spa
ns
3,9
3,9
4,2
3,9
3,9
[5.5
]3,
93,
92,
32,
11,
9-
--
--
Wer
kzeu
gsch
aft
Typ
--
--
--
-7/
24 T
aper
#30
7/24
Tap
er #
307/
24 T
aper
#30
--
--
-W
erkz
eugw
eche
lert
ypTy
pTw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
ARM
Les
sA
rm L
ess
Twin
Arm
(cam
)Ka
russ
ell
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Wer
kzeu
gaus
wah
lM
etho
deM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Fixe
d Ad
ress
Fixe
d Ad
ress
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Anz
ahl W
erkz
eugp
lätz
eSt
ück
2424
3024
3030
3014
14
2424
3240
2432
Anz
ugsb
olze
nTy
pPS
806
PS 8
06PS
806
PS 8
06PS
806
M
AS4
03
P50T
-1
PS 8
06PS
806
MA
S P3
0T-1
MA
S P3
0T-1
MA
S P3
0T-1
--
--
MA
S403
P50T
-1
Wer
kzeu
ggew
icht
mit
Hal
ter
max
.kg
77
77
7[15
]7
73
35
23
55
25
Wer
kzeu
glän
ge m
it H
alte
r m
ax.
mm
300
300
300
300
300
300
300
150
150
200
150
250
300
300
400
Wer
kzeu
gdur
chm
esse
r max
. (E
inze
lbel
egun
g)m
m80
(150
)80
(150
)85
(125
)80
(150
)85
(125
) [1
27 (2
00)]
85 (1
25)
85 (1
25)
8080
70 (1
25)
5010
010
010
018
0
Tank
- vo
lum
en
Kühl
mit
telt
ank
l23
035
035
040
043
040
040
020
025
025
020
025
025
025
025
0Ta
nk Z
entr
alsc
hmie
rung
l1,
81,
81,
81,
81,
83
31,
81,
81,
82
22
22
Hyd
raul
iköl
tank
l-
--
--
-13
--
13-
--
--
Abm
es-
sung
en
Mas
chin
enge
wic
htkg
4000
5200
7500
5700
7500
[770
0]65
0070
0021
0026
2048
0035
0010
000
1200
015
000
2400
0H
öhe
mm
2660
2700
3145
2700
2940
2735
2735
2465
2612
2533
2242
3845
3882
3938
5690
Brei
tem
m20
5024
0026
0026
0033
0023
7525
0013
5017
0020
0022
5027
5037
4531
1036
23Lä
nge
mm
2595
2100
2200
2100
2350
3400
3800
2283
2,63
3100
1380
3570
3358
3605
3950
Ans
chlu
ssD
ruck
luft
ansc
hlus
sl/m
in33
5-45
033
5-45
035
5-48
533
5-45
033
5-45
01
[355
-485
]30
030
030
030
030
030
030
030
030
030
0
Dru
ckM
Pa0,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
6A
nsch
luss
leis
tung
kVA
3030
3530
30 [3
5]30
307
1120
3045
4545
45Sp
annu
ngV/
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
380/
6038
0/60
380/
6038
0/60
380/
60
Steu
e-ru
ngD
ispl
ay G
röße
Zoll
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
1515
1515
15Pr
ogra
mm
Typ
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
TNC
640/
FAN
UC
TNC
640
TNC
640
TNC
640
FAN
UC
0i-M
D
Stan
dard
zube
hör
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
Wer
kzeu
gbox
●●
●●
●●
●●
●●
Arb
eits
raum
bele
ucht
ung
●●
●●
●●
●●
●●
●●
●●
●H
ydra
ulis
che
Einh
eit
●●
Türv
erri
egel
ung
●●
●●
●●
●●
●●
Kühl
syst
em (
Tank
& P
umpe
)●
●●
●●
●●
●●
●●
●●
●●
Füße
●●
●●
●●
●●
●●
3-fa
rbig
es L
ED●
●●
●●
●●
●●
●Ze
ntra
lsch
mie
rung
●●
●●
●●
●●
●●
Han
drad
●●
●●
●●
●●
●●
●●
●●
●Kü
hlm
itte
lpis
tole
●●
●●
●●
●●
●●
●●
●●
●Lu
ftpi
stol
e●
●●
●●
●●
●●
●●
●●
●●
Mas
chin
enbe
tt K
ühlu
ng●
●●
●●
●A
nsch
luß
USB
und
RS2
32C
●●
●●
●●
●●
●●
●●
●●
●H
ydra
ulis
che
Sich
erun
gsvo
rric
htun
g●
●Fa
nuc
Gar
anti
e 2
Jahr
e●
●●
●●
●●
●●
●Fa
nuc
Steu
erun
g So
ftw
are
Oi
●●
●●
●●
●●
●●
10,4
“ Bi
ldsc
hirm
●●
●●
●●
●●
●●
Win
kele
ncod
er●
●●
●
Opt
ion
IDA
rt. #
Kn
uth:
Besc
hrei
bung
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
001
251
771
Vorb
erei
tung
4.
Ach
se
Ach
sver
stär
ker
inkl
udie
rt
● ●
● ●
● ●
● ●
● ●
002
251
775
zusä
tzlic
he
4./5
. Ach
se
Zusa
tzfu
nkti
onen
003
251
776
Ach
sver
stär
ker
inkl
udie
rt
004
251
621
Air
Blo
wer
●
● ●
● ●
● ●
● ●
● S
TD
005
251
693
Klim
aanl
age
72
5IRP
A20
00SH
●
● ●
● ●
● ●
● ●
●
007
251
633
Aut
omat
iktü
r ●
● ●
● ●
● ●
● ●
●
008
251
787/
-788
Wer
kstü
ck-
verm
essu
ng
REN
ISH
AW (O
MP
60)
● ●
● ●
● ●
● ●
● ●
● ●
●
009
251
725
Spän
ewag
en
230
L (k
ippb
ar)
● ●
● ●
● ●
● ●
● ●
STD
S
TD
STD
S
TD
STD
01
025
1 72
630
0 L
(kip
pbar
) ●
● ●
● ●
● ●
● ●
●
011
251
727
300
L
(sta
pler
fähi
g)
● ●
● ●
● ●
● ●
● ●
012
251
728
440
L
(sta
pler
fähi
g)
● ●
● ●
● ●
● ●
● ●
013
251
512/
-690
Spän
e-
förd
erer
Ke
tten
spän
eför
dere
r (s
eitl
.) ●
● ●
● ●
● ●
● ●
● S
TD
STD
S
TD
STD
S
TD
014
251
514/
-686
Kett
ensp
änef
örde
rer
(rüc
kw.)
●
● ●
● ●
● ●
●
016
251
647
Bett
dusc
hküh
lung
STD
● ●
● ●
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
017
251
699
Kühl
mit
tel-
pum
pen-
up
grad
e
1,5
kW
● ●
● ●
● ●
● ●
● ●
018
251
716
Öl-
und
Emul
sion
sab-
sche
ider
0,75
kW
●
● ●
● ●
● ●
● ●
●
019
251
717
1,5
kW
● ●
● ●
● ●
● ●
● ●
020
251
718
Öla
bsch
eide
r ●
● ●
● ●
● ●
● ●
●
021
251
821/
-822
Z-A
chse
n Ve
r-lä
nger
ung
100
mm
●
●
022
251
823/
-824
/-82
5/-8
2615
0 m
m
● ●
● ●
● ●
●
023
251
827/
-828
200
mm
●
● ●
025
251
733
Spin
del-
kühl
ung
Öl K
ühlu
ng
● ●
●
●
● ●
● ●
● ●
STD
S
TD
STD
S
TD
027
-Sp
inde
l- dr
ehza
hl
Upg
rade
8.00
0 U
/min
. S
TD
STD
STD
STD
S
TD
STD
028
251
730
10.0
00 U
/min
. ●
●
●
●
029
251
731/
-732
12.0
00 U
/min
. ●
●
●
●
● ●
030
251
729
15.0
00 U
/min
. S
TD
● ●
●
031
251
747
Test
Bar
A
SS‘Y
BT
30/ B
T40/
BT50
●
● ●
●
● ●
●
● ●
●
033
251
703/
-704
Kühl
ung
durc
h di
e Sp
inde
l
20 b
ar
● ●
● ●
● ●
●
034
251
705/
-707
70 b
ar
● ●
● ●
● ●
●
081
251
765
Vollg
ekap
selt
er A
rbei
tsra
um
●
● ●
● ●
STD
S
TD
STD
S
TD
035
251
708/
-709
Line
ar-
maß
stäb
e 3
Ach
sen
●
● ●
● S
TD
STD
S
TD
STD
036
-H
andr
ad
1 St
k.
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
03
725
1 83
43
Stk.
●
● ●
● ●
● ●
● ●
●
038
251
676
Hyd
. Lin
e (F
or 1
PC) f
or
Jig
Fixu
re +
H
yd. T
ank
Hyd
. P/T
1 P
air (
2x1)
●
● ●
● ●
●
039
251
672
Hyd
. A/B
1 P
air (
2x1)
●
● ●
● ●
● ●
●
040
251
674
Hyd
. A/B
2 P
airs
(4x1
) ●
● ●
● ●
● ●
●
082
251
677
Hyd
. P/T
1 P
air (
2x2)
●
083
251
673
Hyd
. A/B
1 P
air (
2x2)
● ●
084
251
675
Hyd
. A/B
2 p
airs
(4x2
)
● ●
041
251
811
Wer
kzeu
g-ve
rmes
sung
Re
nish
aw (T
S27R
) ●
● ●
● ●
● ●
● ●
● ●
● ●
● ●
042
251
750/
-57
5/-2
94/-
576/
-577
/-57
8/-5
79
Tran
sfor
mat
or●
● ●
● ●
● ●
● ●
● ●
● ●
● ●
043
251
833
zusä
tzl.
Dok
umen
tens
atz
● ●
● ●
● ●
● ●
● ●
044
-W
erkz
eug-
wec
hsle
r up
grad
e
24 S
tati
onen
S
TD
STD
STD
● ●
STD
STD
S
TD
045
251
814
30 S
tati
onen
●
● S
TD
● STD
STD
STD
085
251
330
32 S
tati
onen
●
STD
S
TD
STD
046
251
816/
-817
40 S
tati
onen
●
●
047
251
818
Zähl
erW
erkz
eug
1 ●
● ●
● ●
● ●
● ●
●
048
251
819
Wer
kzeu
g 2
● ●
● ●
● ●
● ●
● ●
049
251
820
Wer
kzeu
g 3
● ●
● ●
● ●
● ●
●
050
251
714
Mul
tizä
hler
●
● ●
● ●
● ●
● ●
●
051
251
789
Wer
kstü
ckzä
hler
●
● ●
● ●
● ●
● ●
●
052
251
620
Aut
omat
ikab
scha
ltun
g ●
● ●
● ●
● ●
● ●
●
053
251
829
frei
e M
Bef
ehle
●
● ●
● ●
● ●
● ●
●
055
251
658
Fanu
c M
anua
l Gui
de i
● ●
● ●
● ●
● ●
● ●
060
251
293
Dyn
am. K
ollis
ions
kont
rolle
●
● ●
●
061
251
292
Kin.
NC
Funt
kion
●
● ●
●
Ver
tika
le C
NC
-Bea
rbei
tun
gsz
entr
en
TEC
HN
ISC
HE
DA
TEN
- L
UPU
S-M
OD
ELLE
SYM
BO
LE
A
uf A
nfra
ge●
Verf
ügba
r
Nic
ht v
erfü
gbar
WW
W.S
TAH
LWER
K-C
NC
.CO
M
LUPU
S 3+
2Fa
hrst
ände
rD
rilli
ng /
Tap
ping
Cen
ter
LUPU
S 5X
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
181
161
181
162
181
179
181
163
181
164
181
165
181
166
181
167
181
168
181
178
181
169
181
180
181
170
181
171
181
181
Lfd.
# 76
7782
7879
8081
8384
8990
9192
9394
Verf
ahr-
weg
e
X-A
chse
mm
620
765
800
1020
1280
600
600
450
620
600
320
600
800
1100
2020
Y-A
chse
mm
420
440
520
520
670
430
430
300
420
400
400
600
1000
1000
1300
Z-A
chse
mm
510
510
510
510
640
570
570
300
350
400
330
520
630
710
1250
Abs
tand
Spi
ndel
nase
- Ti
sch
mm
150~
660
150~
660
150~
660
150~
660
140~
780
200~
770
200~
770
180
~ 48
015
0 ~
500
200
~ 60
011
5 - 4
4525
0-77
010
0-73
015
0-86
090
0 ~
350
Aus
ladu
ngm
m47
652
556
052
570
750
550
537
043
048
2-
--
-80
0~12
20X-
Ach
se E
ilgan
gm
/min
4836
6036
3648
4836
4848
3240
4032
25Y-
Ach
se E
ilgan
gm
/min
4836
6036
3648
4836
4848
3230
4032
25Z-
Ach
se E
ilgan
gm
/min
3630
3630
3036
3636
3648
3232
3224
16A
-Ach
se E
ilgan
gm
/min
--
--
--
--
--
6060
6060
7C-
Ach
se E
ilgan
gm
/min
--
--
--
--
--
1212
1010
12X-
Ach
se V
orsc
hub
max
.m
/min
1015
3015
1515
1510
1010
6036
3080
7Y-
Ach
se V
orsc
hub
max
.m
/min
1015
3015
1515
1510
1010
1212
1010
12Z-
Ach
se V
orsc
hub
max
.m
/min
1015
1615
1515
1510
1010
1212
1010
12A
-Ach
se S
chw
enkb
erei
chG
rad
°-
--
--
--
--
-±1
10±1
10±1
10±1
10+3
0C-
Ach
se S
chw
enkb
erei
chG
rad
°-
--
--
--
--
-36
036
036
036
036
0Fü
hrun
gTy
pLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
deLM
Gui
de
Arb
eits
-be
reic
h
Tisc
habm
essu
ngen
mm
700
x 40
092
0 x
440
950
x 55
011
00 x
550
1400
x 7
0070
0 x
450
2 (7
00 x
475
)50
0 x
350
700
x 40
02
(650
x 4
50)
300
530
700
1000
1600
Tisc
hbel
astb
arke
it m
ax.
kg25
060
070
070
015
0010
002-
300
150
200
2-40
060
250
500
1000
3000
Tisc
hwec
hsel
zeit
s-
--
--
-5
--
4,5
--
--
-Ti
schw
echs
elm
etho
de-
--
--
--
RACK
& P
INIO
N-
-RA
CK &
PIN
ION
--
--
-Ti
schv
erfa
hrm
etho
de-
--
--
--
HYD
--
HYD
--
--
-
Hau
pt-
antr
ieb
Wer
kzeu
gauf
nahm
e-
BBT4
0BB
T40
BBT4
0BB
T40
BBT4
0[BB
T50]
BBT4
0BB
T40
BBT3
0BB
T30
BBT3
0H
SK A
40H
SK A
63H
SK A
63H
SK A
63BT
50
Spin
deld
rehz
ahl S
tand
ard
min
-180
0080
0015
000
8000
8000
8000
8000
1000
0 (*
1500
0_3,
7/2,
2)10
000
(*15
000_
3,7/
2,2)
1000
0 (*
1500
0_3,
7/2,
2)24
000
2400
024
000
2400
020
00
Ant
rieb
slei
stun
g (c
ont./
max
)kW
7,5/
1111
/15
15/1
8,5
11/1
511
/15
11/1
511
/15
3,7/
5,5
(5,5
/7,5
)3,
7/5,
5 (5
,5/7
,5)
5,5/
7,5
2025
25/3
325
/33
22/2
6Sp
inde
lmot
or D
rehm
omen
t O
ptio
nal (
max
./con
t.)N
m69
/49
95/6
910
195
/69
95/6
9 (1
43/1
40)
95/6
995
/69
35/2
3 (4
8/35
)35
/23
(48/
35)
48/3
510
139
294
071
5/94
013
72 (i
3 16
6)
Spin
della
ger I
nnen
durc
h-m
esse
rm
m70
7070
(GRE
ASE
)70
70[1
00]
7070
5050
50-
--
--
Spin
dela
ntri
ebsa
rtTy
pBe
ltBe
ltD
irect
(Bui
lt-in
)Be
ltBe
ltBe
ltBe
ltD
irect
Dire
ctD
irect
Built
-in
Built
-in
Built
-in
Built
-in
Gea
r Typ
e
Wer
k-ze
ug-
wec
hsle
r
Wer
kzeu
g-w
echs
elze
itW
erkz
z.
Wer
kz.
s1,
31,
31,
51,
31,
3 [2
.45]
1,3
1,3
1,5
1,5
0,84
2,5
1,5
1,5
2,5
2,5
Wer
kzeu
g-w
echs
elze
itSp
an z
. Spa
ns
3,9
3,9
4,2
3,9
3,9
[5.5
]3,
93,
92,
32,
11,
9-
--
--
Wer
kzeu
gsch
aft
Typ
--
--
--
-7/
24 T
aper
#30
7/24
Tap
er #
307/
24 T
aper
#30
--
--
-W
erkz
eugw
eche
lert
ypTy
pTw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
ARM
Les
sA
rm L
ess
Twin
Arm
(cam
)Ka
russ
ell
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Twin
Arm
(cam
)Tw
in A
rm(c
am)
Wer
kzeu
gaus
wah
lM
etho
deM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Fixe
d Ad
ress
Fixe
d Ad
ress
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Mem
ory
rand
omM
emor
y ra
ndom
Anz
ahl W
erkz
eugp
lätz
eSt
ück
2424
3024
3030
3014
14
2424
3240
2432
Anz
ugsb
olze
nTy
pPS
806
PS 8
06PS
806
PS 8
06PS
806
M
AS4
03
P50T
-1
PS 8
06PS
806
MA
S P3
0T-1
MA
S P3
0T-1
MA
S P3
0T-1
--
--
MA
S403
P50T
-1
Wer
kzeu
ggew
icht
mit
Hal
ter
max
.kg
77
77
7[15
]7
73
35
23
55
25
Wer
kzeu
glän
ge m
it H
alte
r m
ax.
mm
300
300
300
300
300
300
300
150
150
200
150
250
300
300
400
Wer
kzeu
gdur
chm
esse
r max
. (E
inze
lbel
egun
g)m
m80
(150
)80
(150
)85
(125
)80
(150
)85
(125
) [1
27 (2
00)]
85 (1
25)
85 (1
25)
8080
70 (1
25)
5010
010
010
018
0
Tank
- vo
lum
en
Kühl
mit
telt
ank
l23
035
035
040
043
040
040
020
025
025
020
025
025
025
025
0Ta
nk Z
entr
alsc
hmie
rung
l1,
81,
81,
81,
81,
83
31,
81,
81,
82
22
22
Hyd
raul
iköl
tank
l-
--
--
-13
--
13-
--
--
Abm
es-
sung
en
Mas
chin
enge
wic
htkg
4000
5200
7500
5700
7500
[770
0]65
0070
0021
0026
2048
0035
0010
000
1200
015
000
2400
0H
öhe
mm
2660
2700
3145
2700
2940
2735
2735
2465
2612
2533
2242
3845
3882
3938
5690
Brei
tem
m20
5024
0026
0026
0033
0023
7525
0013
5017
0020
0022
5027
5037
4531
1036
23Lä
nge
mm
2595
2100
2200
2100
2350
3400
3800
2283
2,63
3100
1380
3570
3358
3605
3950
Ans
chlu
ssD
ruck
luft
ansc
hlus
sl/m
in33
5-45
033
5-45
035
5-48
533
5-45
033
5-45
01
[355
-485
]30
030
030
030
030
030
030
030
030
030
0
Dru
ckM
Pa0,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
60,
6A
nsch
luss
leis
tung
kVA
3030
3530
30 [3
5]30
307
1120
3045
4545
45Sp
annu
ngV/
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
AC20
0/22
0±10
%,
50/6
0 H
zAC
200/
220±
10%
,50
/60
Hz
380/
6038
0/60
380/
6038
0/60
380/
60
Steu
e-ru
ngD
ispl
ay G
röße
Zoll
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
10,4
1515
1515
15Pr
ogra
mm
Typ
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
FAN
UC
0i-M
DFA
NU
C 0i
-MD
TNC
640/
FAN
UC
TNC
640
TNC
640
TNC
640
FAN
UC
0i-M
D
Stan
dard
zube
hör
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
Wer
kzeu
gbox
●●
●●
●●
●●
●●
Arb
eits
raum
bele
ucht
ung
●●
●●
●●
●●
●●
●●
●●
●H
ydra
ulis
che
Einh
eit
●●
Türv
erri
egel
ung
●●
●●
●●
●●
●●
Kühl
syst
em (
Tank
& P
umpe
)●
●●
●●
●●
●●
●●
●●
●●
Füße
●●
●●
●●
●●
●●
3-fa
rbig
es L
ED●
●●
●●
●●
●●
●Ze
ntra
lsch
mie
rung
●●
●●
●●
●●
●●
Han
drad
●●
●●
●●
●●
●●
●●
●●
●Kü
hlm
itte
lpis
tole
●●
●●
●●
●●
●●
●●
●●
●Lu
ftpi
stol
e●
●●
●●
●●
●●
●●
●●
●●
Mas
chin
enbe
tt K
ühlu
ng●
●●
●●
●A
nsch
luß
USB
und
RS2
32C
●●
●●
●●
●●
●●
●●
●●
●H
ydra
ulis
che
Sich
erun
gsvo
rric
htun
g●
●Fa
nuc
Gar
anti
e 2
Jahr
e●
●●
●●
●●
●●
●Fa
nuc
Steu
erun
g So
ftw
are
Oi
●●
●●
●●
●●
●●
10,4
“ Bi
ldsc
hirm
●●
●●
●●
●●
●●
Win
kele
ncod
er●
●●
●
Opt
ion
IDA
rt. #
Kn
uth:
Besc
hrei
bung
420
420L
HS
500
520L
650
430C
430
CDM
300
M40
0M
400C
D5X
/30
5X/5
05X
/70
5X/1
005X
/160
001
251
771
Vorb
erei
tung
4.
Ach
se
Ach
sver
stär
ker
inkl
udie
rt
● ●
● ●
● ●
● ●
● ●
002
251
775
zusä
tzlic
he
4./5
. Ach
se
Zusa
tzfu
nkti
onen
003
251
776
Ach
sver
stär
ker
inkl
udie
rt
004
251
621
Air
Blo
wer
●
● ●
● ●
● ●
● ●
● S
TD
005
251
693
Klim
aanl
age
72
5IRP
A20
00SH
●
● ●
● ●
● ●
● ●
●
007
251
633
Aut
omat
iktü
r ●
● ●
● ●
● ●
● ●
●
008
251
787/
-788
Wer
kstü
ck-
verm
essu
ng
REN
ISH
AW (O
MP
60)
● ●
● ●
● ●
● ●
● ●
● ●
●
009
251
725
Spän
ewag
en
230
L (k
ippb
ar)
● ●
● ●
● ●
● ●
● ●
STD
S
TD
STD
S
TD
STD
01
025
1 72
630
0 L
(kip
pbar
) ●
● ●
● ●
● ●
● ●
●
011
251
727
300
L
(sta
pler
fähi
g)
● ●
● ●
● ●
● ●
● ●
012
251
728
440
L
(sta
pler
fähi
g)
● ●
● ●
● ●
● ●
● ●
013
251
512/
-690
Spän
e-
förd
erer
Ke
tten
spän
eför
dere
r (s
eitl
.) ●
● ●
● ●
● ●
● ●
● S
TD
STD
S
TD
STD
S
TD
014
251
514/
-686
Kett
ensp
änef
örde
rer
(rüc
kw.)
●
● ●
● ●
● ●
●
016
251
647
Bett
dusc
hküh
lung
STD
● ●
● ●
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
017
251
699
Kühl
mit
tel-
pum
pen-
up
grad
e
1,5
kW
● ●
● ●
● ●
● ●
● ●
018
251
716
Öl-
und
Emul
sion
sab-
sche
ider
0,75
kW
●
● ●
● ●
● ●
● ●
●
019
251
717
1,5
kW
● ●
● ●
● ●
● ●
● ●
020
251
718
Öla
bsch
eide
r ●
● ●
● ●
● ●
● ●
●
021
251
821/
-822
Z-A
chse
n Ve
r-lä
nger
ung
100
mm
●
●
022
251
823/
-824
/-82
5/-8
2615
0 m
m
● ●
● ●
● ●
●
023
251
827/
-828
200
mm
●
● ●
025
251
733
Spin
del-
kühl
ung
Öl K
ühlu
ng
● ●
●
●
● ●
● ●
● ●
STD
S
TD
STD
S
TD
027
-Sp
inde
l- dr
ehza
hl
Upg
rade
8.00
0 U
/min
. S
TD
STD
STD
STD
S
TD
STD
028
251
730
10.0
00 U
/min
. ●
●
●
●
029
251
731/
-732
12.0
00 U
/min
. ●
●
●
●
● ●
030
251
729
15.0
00 U
/min
. S
TD
● ●
●
031
251
747
Test
Bar
A
SS‘Y
BT
30/ B
T40/
BT50
●
● ●
●
● ●
●
● ●
●
033
251
703/
-704
Kühl
ung
durc
h di
e Sp
inde
l
20 b
ar
● ●
● ●
● ●
●
034
251
705/
-707
70 b
ar
● ●
● ●
● ●
●
081
251
765
Vollg
ekap
selt
er A
rbei
tsra
um
●
● ●
● ●
STD
S
TD
STD
S
TD
035
251
708/
-709
Line
ar-
maß
stäb
e 3
Ach
sen
●
● ●
● S
TD
STD
S
TD
STD
036
-H
andr
ad
1 St
k.
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
S
TD
STD
03
725
1 83
43
Stk.
●
● ●
● ●
● ●
● ●
●
038
251
676
Hyd
. Lin
e (F
or 1
PC) f
or
Jig
Fixu
re +
H
yd. T
ank
Hyd
. P/T
1 P
air (
2x1)
●
● ●
● ●
●
039
251
672
Hyd
. A/B
1 P
air (
2x1)
●
● ●
● ●
● ●
●
040
251
674
Hyd
. A/B
2 P
airs
(4x1
) ●
● ●
● ●
● ●
●
082
251
677
Hyd
. P/T
1 P
air (
2x2)
●
083
251
673
Hyd
. A/B
1 P
air (
2x2)
● ●
084
251
675
Hyd
. A/B
2 p
airs
(4x2
)
● ●
041
251
811
Wer
kzeu
g-ve
rmes
sung
Re
nish
aw (T
S27R
) ●
● ●
● ●
● ●
● ●
● ●
● ●
● ●
042
251
750/
-57
5/-2
94/-
576/
-577
/-57
8/-5
79
Tran
sfor
mat
or●
● ●
● ●
● ●
● ●
● ●
● ●
● ●
043
251
833
zusä
tzl.
Dok
umen
tens
atz
● ●
● ●
● ●
● ●
● ●
044
-W
erkz
eug-
wec
hsle
r up
grad
e
24 S
tati
onen
S
TD
STD
STD
● ●
STD
STD
S
TD
045
251
814
30 S
tati
onen
●
● S
TD
● STD
STD
STD
085
251
330
32 S
tati
onen
●
STD
S
TD
STD
046
251
816/
-817
40 S
tati
onen
●
●
047
251
818
Zähl
erW
erkz
eug
1 ●
● ●
● ●
● ●
● ●
●
048
251
819
Wer
kzeu
g 2
● ●
● ●
● ●
● ●
● ●
049
251
820
Wer
kzeu
g 3
● ●
● ●
● ●
● ●
●
050
251
714
Mul
tizä
hler
●
● ●
● ●
● ●
● ●
●
051
251
789
Wer
kstü
ckzä
hler
●
● ●
● ●
● ●
● ●
●
052
251
620
Aut
omat
ikab
scha
ltun
g ●
● ●
● ●
● ●
● ●
●
053
251
829
frei
e M
Bef
ehle
●
● ●
● ●
● ●
● ●
●
055
251
658
Fanu
c M
anua
l Gui
de i
● ●
● ●
● ●
● ●
● ●
060
251
293
Dyn
am. K
ollis
ions
kont
rolle
●
● ●
●
061
251
292
Kin.
NC
Funt
kion
●
● ●
●
2120
WWW.STAHLWERK-CNC.COM
Abbildung: © HEIDENHAIN
OPTIONEN
TNC 640 – Die Bahnsteuerung für Bearbei-
tungszentren und Fräs-Dreh-Maschinen
Seit über 35 Jahren bewähren sich die TNC-Steu-
erungen von HEIDENHAIN im täglichen Einsatz
an Fräsmaschinen, Bearbeitungszentren und
Bohrmaschinen. In diesem Zeitraum wurden
die Steuerungen zwar kontinuierlich weiterent-
wickelt, das grundlegende Bedienkonzept der
TNC-Steuerungen blieb jedoch erhalten.
Diese Grundsätze finden Sie auch bei der TNC
640 umgesetzt, der HEIDENHAIN-Bahnsteuerung
für Fräs- und Fräs-Dreh-Bearbeitungen:
Werkstattorientierte Programmierung mit grafi-
scher Unterstützung, viele praxisgerechte Zyklen
und ein Bedienkonzept, das Sie auch von ande-
ren HEIDENHAIN-Steuerungen gewohnt sind.
Werkstattgerechte Programmierung
Herkömmliche Fräs-, Bohr- und mit der TNC 640
sogar Drehbearbeitungen programmieren Sie
an der Maschine selbst – im Klartext-Dialog, der
werkstattorientierten Programmiersprache von
HEIDENHAIN. Die TNC 640 unterstützt Sie opti-
mal mit praxisorientierten Dialogen und aussage-
kräftigen Hilfsbildern, selbstverständlich auch bei
der Drehbearbeitung.
Bei Standard-Bearbeitungen, aber auch bei kom-
plexen Anwendungen, können Sie auf eine Viel-
zahl von praxisgerechten Zyklen zur Bearbeitung
oder Koordinatenumrechnung zurückgreifen.
Einfache Bedienung
Für einfache Arbeiten – z.B. das Planfräsen oder
Plandrehen von Flächen – brauchen Sie an der
TNC 640 kein Programm zu schreiben. Sie lässt
5-ACHS-CNC-STEUERUNG
sich nämlich genauso einfach manuell verfahren
– mit den Achstasten oder besonders feinfühlig
mit dem elektronischen Handrad.
Externe Programmerstellung
Genauso gut lässt sich die TNC 640 extern
programmieren. Ihre Fast-Ethernet-Schnittstelle
garantiert kürzeste Übertragungszeiten selbst
langer Programme.
Universell einsetzbar
Die TNC 640 eignet sich besonders für den
Einsatz an Fräs-Dreh-Maschinen. Aber auch für
HSC- und 5-Achs-Bearbeitungen an Maschinen
mit bis zu 18 Achsen ist die TNC 640 einsetzbar.
Für folgende Anwendungsgebiete zeichnet sich
die TNC 640 besonders aus:
Hochgeschwindigkeitsfräsen
» Schnelle Satzverarbeitung
» Kurze Regelkreis-Zykluszeit
» Ruckarme Bewegungsführung
» Hohe Spindeldrehzahl
» Schnelle Datenübertragung
5-Achs-Bearbeitung mit Dreh- und
Schwenktisch
» Schwenken der Bearbeitungsebene
» Zylindermantel-Bearbeitung
» TCPM (Tool Center Point Management)
» 3D-Werkzeug-Korrektur
» schnelles Abarbeiten durch kurze
Satzverarbeitungszeit
2120
WWW.STAHLWERK-CNC.COM
Abbildung: © HEIDENHAIN
OPTIONEN
TNC 640 – Die Bahnsteuerung für Bearbei-
tungszentren und Fräs-Dreh-Maschinen
Seit über 35 Jahren bewähren sich die TNC-Steu-
erungen von HEIDENHAIN im täglichen Einsatz
an Fräsmaschinen, Bearbeitungszentren und
Bohrmaschinen. In diesem Zeitraum wurden
die Steuerungen zwar kontinuierlich weiterent-
wickelt, das grundlegende Bedienkonzept der
TNC-Steuerungen blieb jedoch erhalten.
Diese Grundsätze finden Sie auch bei der TNC
640 umgesetzt, der HEIDENHAIN-Bahnsteuerung
für Fräs- und Fräs-Dreh-Bearbeitungen:
Werkstattorientierte Programmierung mit grafi-
scher Unterstützung, viele praxisgerechte Zyklen
und ein Bedienkonzept, das Sie auch von ande-
ren HEIDENHAIN-Steuerungen gewohnt sind.
Werkstattgerechte Programmierung
Herkömmliche Fräs-, Bohr- und mit der TNC 640
sogar Drehbearbeitungen programmieren Sie
an der Maschine selbst – im Klartext-Dialog, der
werkstattorientierten Programmiersprache von
HEIDENHAIN. Die TNC 640 unterstützt Sie opti-
mal mit praxisorientierten Dialogen und aussage-
kräftigen Hilfsbildern, selbstverständlich auch bei
der Drehbearbeitung.
Bei Standard-Bearbeitungen, aber auch bei kom-
plexen Anwendungen, können Sie auf eine Viel-
zahl von praxisgerechten Zyklen zur Bearbeitung
oder Koordinatenumrechnung zurückgreifen.
Einfache Bedienung
Für einfache Arbeiten – z.B. das Planfräsen oder
Plandrehen von Flächen – brauchen Sie an der
TNC 640 kein Programm zu schreiben. Sie lässt
5-ACHS-CNC-STEUERUNG
sich nämlich genauso einfach manuell verfahren
– mit den Achstasten oder besonders feinfühlig
mit dem elektronischen Handrad.
Externe Programmerstellung
Genauso gut lässt sich die TNC 640 extern
programmieren. Ihre Fast-Ethernet-Schnittstelle
garantiert kürzeste Übertragungszeiten selbst
langer Programme.
Universell einsetzbar
Die TNC 640 eignet sich besonders für den
Einsatz an Fräs-Dreh-Maschinen. Aber auch für
HSC- und 5-Achs-Bearbeitungen an Maschinen
mit bis zu 18 Achsen ist die TNC 640 einsetzbar.
Für folgende Anwendungsgebiete zeichnet sich
die TNC 640 besonders aus:
Hochgeschwindigkeitsfräsen
» Schnelle Satzverarbeitung
» Kurze Regelkreis-Zykluszeit
» Ruckarme Bewegungsführung
» Hohe Spindeldrehzahl
» Schnelle Datenübertragung
5-Achs-Bearbeitung mit Dreh- und
Schwenktisch
» Schwenken der Bearbeitungsebene
» Zylindermantel-Bearbeitung
» TCPM (Tool Center Point Management)
» 3D-Werkzeug-Korrektur
» schnelles Abarbeiten durch kurze
Satzverarbeitungszeit

22 23
DIE LUPUS SERIE MIT FANUC 0i-MD
FANUC ist, mit mehr als 55 Jahren CNC-Erfah-
rung, über 2,4 Millionen installierten
CNC-Steuerungen und zufriedenen Kunden in
allen Teilen der Erde, der weltweite Marktführer
für intelligente Fabrikautomation.
CNC-SERIE 0i-MODELL D
Die Nano-CNC-Steuerung für Werkzeug-
maschinen der Einstiegs- und Hochleistungs-
klasse
Die CNC-Steuerungen der Serie 0i-Modell D
sind die Nachfolgemodelle der mit 700.000
installierten Systemen weltweit populärsten
CNC-Steuerungen der Serie 0: unübertroffen in
Leistung, Preis und Zuverlässigkeit.
TOP-FEATURES
» Kompatibel mit allen Vorgängerversionen
» Verwendung bestehender NC-Programme
ohne Umprogrammierung
» Einfache Bedienung
» Intelligente Software-Funktionen für
anspruchsvolle Arbeiten
» State-of-the-Art-Funktionen wie
Ruckbegrenzung und Nano Smoothing
» Mehrsprachigkeit
Fanuc 0i-MD mit Manual Guide 0i
WWW.STAHLWERK-CNC.COM
CNC-STEUERUNG STEUERUNGSSPEZIFIKATIONEN
» Bis zu 11 gesteuerte Achsen, davon 4 Achsen simultan gesteuert
» Bei STAHLWERK standardmäßiges LCD-Panel mit einer Diagonalen von 10.4 Zoll
» Integrierter Teileprogrammspeicher bis 1 MB
» Erweiterung Massenspeicher CF-Karte und USB-Anschluss
» Ethernet-Schnittstelle
» Integrierte Sicherheit durch „Dual Check Safety“
» Programm Restart
» Nano Interpolation
» Werkzeugverwaltung für eine optimale Maschinenausnutzung
» Festzyklen und Kundenmakro B für vereinfachte Teileprogrammierung
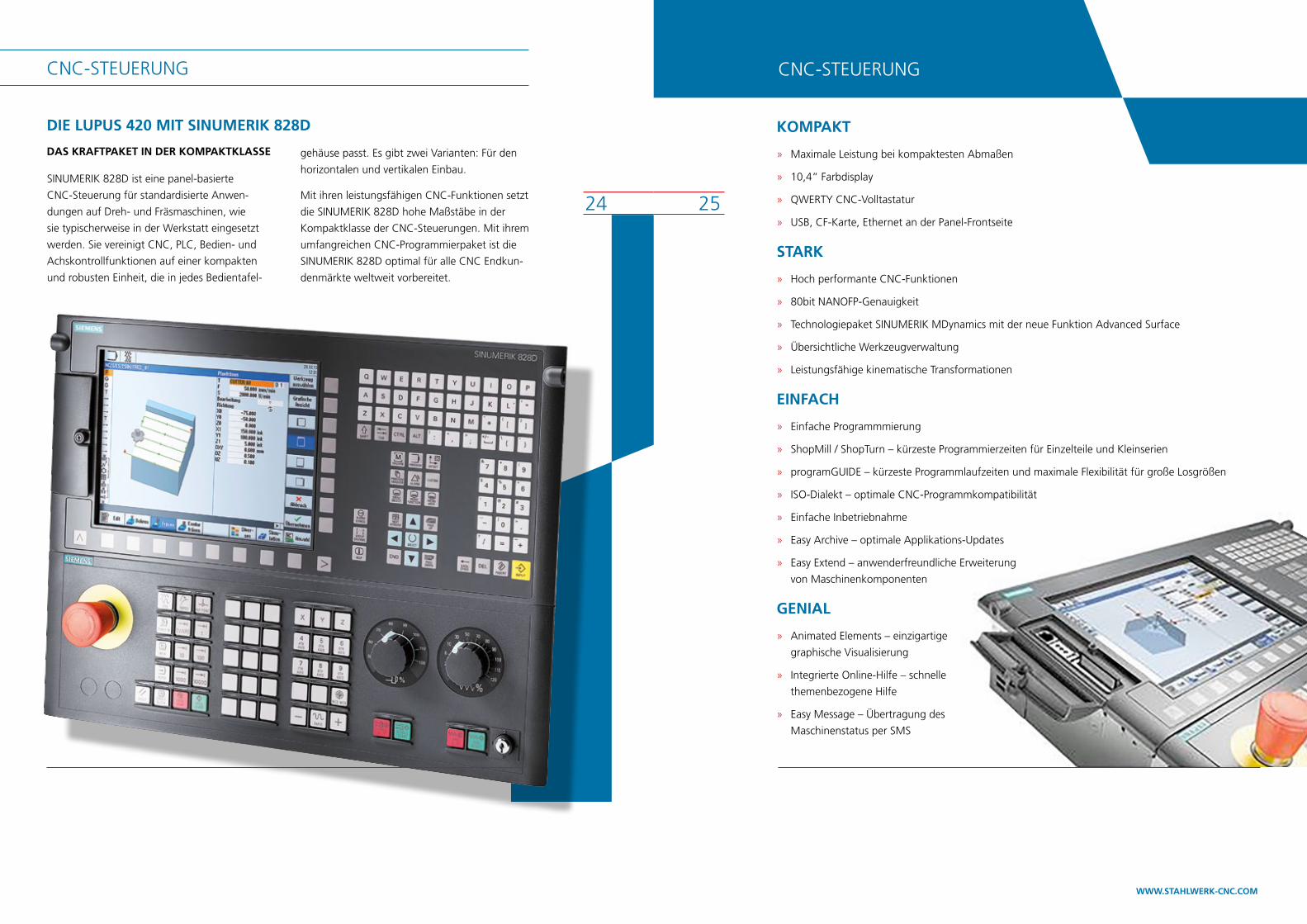
24 25
CNC-STEUERUNG CNC-STEUERUNG
DIE LUPUS 420 MIT SINUMERIK 828D
DAS KRAFTPAKET IN DER KOMPAKTKLASSE
SINUMERIK 828D ist eine panel-basierte
CNC-Steuerung für standardisierte Anwen-
dungen auf Dreh- und Fräsmaschinen, wie
sie typischerweise in der Werkstatt eingesetzt
werden. Sie vereinigt CNC, PLC, Bedien- und
Achskontrollfunktionen auf einer kompakten
und robusten Einheit, die in jedes Bedientafel-
gehäuse passt. Es gibt zwei Varianten: Für den
horizontalen und vertikalen Einbau.
Mit ihren leistungsfähigen CNC-Funktionen setzt
die SINUMERIK 828D hohe Maßstäbe in der
Kompaktklasse der CNC-Steuerungen. Mit ihrem
umfangreichen CNC-Programmierpaket ist die
SINUMERIK 828D optimal für alle CNC Endkun-
denmärkte weltweit vorbereitet.
KOMPAKT
» Maximale Leistung bei kompaktesten Abmaßen
» 10,4“ Farbdisplay
» QWERTY CNC-Volltastatur
» USB, CF-Karte, Ethernet an der Panel-Frontseite
STARK
» Hoch performante CNC-Funktionen
» 80bit NANOFP-Genauigkeit
» Technologiepaket SINUMERIK MDynamics mit der neue Funktion Advanced Surface
» Übersichtliche Werkzeugverwaltung
» Leistungsfähige kinematische Transformationen
EINFACH
» Einfache Programmmierung
» ShopMill / ShopTurn – kürzeste Programmierzeiten für Einzelteile und Kleinserien
» programGUIDE – kürzeste Programmlaufzeiten und maximale Flexibilität für große Losgrößen
» ISO-Dialekt – optimale CNC-Programmkompatibilität
» Einfache Inbetriebnahme
» Easy Archive – optimale Applikations-Updates
» Easy Extend – anwenderfreundliche Erweiterung
von Maschinenkomponenten
GENIAL
» Animated Elements – einzigartige
graphische Visualisierung
» Integrierte Online-Hilfe – schnelle
themenbezogene Hilfe
» Easy Message – Übertragung des
Maschinenstatus per SMS
WWW.STAHLWERK-CNC.COM

2726
Renishaw Messsystem: wie OMP60 – Messtastersystem mit optischer Signalübertragung und
OTS – Kabelloser Messtaster zur Werkzeugmessung
OPTIONEN
Luftkühlung, zusätzlich zum
Kühlmittelsystem
Kühlung durch die Spindel
WWW.STAHLWERK-CNC.COM
Steuerung Fanuc 0i-MD mit Software ManualGuidei optional erhältlich
Horizontal montierte 4. Achse mit ReitstockUpgrade Werkzeugmagazin mit bis zu
40 Plätzen (Abb. zeigt 30 Plätze)

28 29
Wir beraten Sie gerne und bieten Ihnen
maßgeschneiderte Lösungen.
IHR KONTAKT +49 (0) 4321 609-0
WWW.STAHLWERK-CNC.COM
AUTOMATISIERUNG - FERTIGUNG INTELLIGENT GESTALTEN
Mit maßgeschneiderter Automatisierung
können sowohl große Produktionsunternehmen
als auch kleinere Betriebe ihre Maschinen für
die Aufgaben der Zukunft bestens rüsten.
Die Investition in intelligente Technik zahlt sich
schon heute aus, da sie ab dem ersten Arbeits-
schritt Ressourcen effizient einsetzt und durch
ihre Erweiterungsfähigkeit eine wachsende
Bandbreite an automatisierten Fertigungs-
schritten ermöglicht. Bei STAHLWERK betrach-
ten wir nicht nur die reine Maschine, sondern
die gesamte Einbindung in die Prozesse unserer
Kunden, inklusive der Peripherien.
Bereits ein Nullpunktspannsystem, das
einfach in einem Bearbeitungszentrum oder
einem Drehautomaten installiert werden kann,
erlaubt eine Optimierung der Maschinenaus-
lastung, ohne dabei auf Flexibilität zu verzichten.
Schon mit einer einfachen Lösung können die
Rüstzeiten minimiert und die Spindellaufzeiten
verdoppelt werden. Die Maschinenstunden-
kosten werden merklich reduziert. Diese Auto-
matisierungslösungen können ohne großen
Aufwand für bestehende STAHLWERK Maschi-
nen nachgerüstet werden.
Automatisierungslösungen von STAHLWERK
realisieren neben Werkstückhandling mit bis
zu 100 kg Werkstückgewicht auch Paletten-
wechslersysteme. Der Stahlchanger 100, ein
Palettenwechsler mit 8 bis 90 Stationen, ermög-
licht eine teilautomatische Pufferlösung für das
Be- und Entladen der Maschine während der Be-
arbeitungszeit. Dadurch kann die Maschine ihre
Schicht(en) nahezu vollautomatisiert abarbeiten.
Der Bediener bestückt lediglich die Lagerplätze
des Stahlchanger und kann mit dieser Automa-
tisierungslösung mehrere Maschinen gleichzeitig
und ohne Fertigungsunterbrechung betreuen.
BEISPIEL HANDLINGLÖSUNG
STAHLWERK - MASSGESCHNEIDERTE HANDLINGLÖSUNGEN
Handhabungswerkzeuge bringen STAHLWERK
CNC-Maschinen die Selbstbedienung bei. Mit
Greifweiten bis 500 mm und Gewichten bis 60
kg können diese sowohl in Bearbeitungszentren
als auch in Dreh- und Fräszentren kombiniert
werden. STAHLWERK Premium-Line bietet eine
Vielzahl von Lösungen.
Stahlchanger 100 Werkstückhandling
3130
STAHLWERK – DIE PREMIUM-LINIE
UNSER QUALITÄTS- VERSPRECHEN
» Ausgereifte, praxisbewährte Konstruktion
» Ausgewählte Komponenten aus zertifizierter
Lieferkette namhafter Lieferanten
» Standardprüfung der Achspositionierungen
durch Laservermessung
» Qualitätscheck der Kundeneinstellungen,
Genauigkeiten und PLCs
» CE-Konformität der Maschinen
» Nach ISO zertifizierte Herstellung
» 24 Monate Gewährleistung
Ob im persönlichen Kontakt per Telefon, beim Vor-Ort-Einsatz oder beim Express-
Versand von Original-Ersatzteilen - bei STAHLWERK profitieren Sie vom langjährigen
Know-how unserer Servicetechniker.
Die STAHLWERK-Philosophie:
Wir sind Ihr Partner in der Produktion
Wir bieten große Maschinenauswahl mit zahlreichen Optionen
2-jährige Gewährleistung für jede Maschine ist unser Standard
IHR KONTAKT +49 (0) 4321 609-0
HIGHLIGHTS
» Unsere Experten nehmen sich Ihrer
technischen Herausforderung aktiv an
» Sie begleiten alle Prozesse mit uns
» Kommen Sie zur persönlichen Abnahme
» Persönliche Schulung und spezifisches
Training vor Ort oder in unserem Haus
» Legen Sie Einweisungschwerpunkte individuell
fest
» Profitieren Sie durch unser weltweit
flächendeckendes Servicenetz
» Erhalten Sie Ihre Ersatzteile zeitnah – durch
hohe Verfügbarkeit
WWW.STAHLWERK-CNC.COM
STAHLWERK STEHT FÜR BESTE QUALITÄT UND TECHNIK
Premium CNC-Maschinen von STAHLWERK ver-
einen deutschen und koreanischen Maschi-
nenbau, denn hinter STAHLWERK steht Koreas
traditionsreichster Werkzeugmaschinenhersteller.
Jede einzelne Maschine ist bis ins kleinste Detail
auf höchstem Standard verarbeitet und zeichnet
sich durch hohe Wertbeständigkeit aus. STAHL-
WERK-Maschinen überzeugen mit ausgereiften,
in der Praxis bewährten Konstruktionen. Heraus-
ragende Stabilität, Genauigkeit und Dynamik ga-
rantieren im intensiven Produktionsalltag kurze
Bearbeitungszeiten und hochpräzise Fertigungs-
ergebnisse.
STAHLWERK ERFÜLLT HÖCHSTE ANSPRÜCHE
Hochwertige Werkzeugmaschinen sind bei
STAHLWERK selbstverständlich, ebenso wie erst-
klassiges Zubehör. Sorgfältig ausgewählt, bietet
es eine gute Basis für eine effiziente Produktion.
Mit bis zu 70 Optionen und Automatisierungs-
lösungen passen wir unsere Maschinen exakt für
Ihre Fertigungsaufgaben und -prozesse an.
Während sich Ihre Stillstandzeiten verringern,
steigern Sie Ihre Produktivität und damit Ihre
Wettbewerbsfähigkeit.
STAHLWERK SETZT HOHE STAN-DARDS. FÜR MASCHINEN UND PRODUKTION.
Für die Premium-CNC-Maschinen verwenden
wir ausschließlich ausgewählte Komponenten
zertifizierter und namhafter Lieferanten. Opti-
male Qualitätsstandards während der gesamten
Lieferkette und in der Produktion gewährleisten
das hohe Qualitätsniveau der STAHLWERK-
Linie. Alle Produktionsstätten sind DIN ISO 9001
zertifiziert. Mit detaillierten Abnahmeprotokollen
dokumentieren wir für jede STAHLWERK-
Maschine die statische sowie die Positionier- und
Wiederholgenauigkeit bis hin zur Vermessung
eines gefertigten Werkstückes.
STAHLWERK BIETET PREMIUM-MASCHINEN MIT PREMIUM-SERVICE
Profitieren Sie von unserem Know-how.
Ein Projektteam aus erfahrenen Ingenieuren
und technischen Beratern entwickelt gemein-
sam mit Ihnen ein individuelles Maschinen-
konzept für Ihre Anforderungen und be-
gleitet Sie während des gesamten Prozesses
und darüber hinaus.
Kurze Reaktionszeiten im Service haben
bei uns höchste Priorität, ob im persönlichen
Kontakt per Telefon, per E-Mail, für den
Vor-Ort-Einsatz unserer Servicetechniker
oder beim Express-Versand von Original-
Ersatzteilen. Persönliche Schulungen und
spezifisches Training führen wir gern bei
Ihnen vor Ort oder in unserem Hause durch.
KNUTH Werkzeugmaschinen GmbHHauptsitz
Schmalenbrook 1424647 Wasbek Germany
Telefon +49 (0)4321 - 609-0Fax +49 (0)4321 - 68900E-Mail [email protected]
www.stahlwerk-cnc.com
STAHLWERK PREMIUM LINE, eine Marke der:
V0
/ DE-
07-2
015
/ A1.
000