
Verzweigte Polymere: Neue Absorbentien in der Thermischen … · 2013-09-03 · Verzweigte...
153
Verzweigte Polymere: Neue Absorbentien in der Thermischen Verfahrenstechnik Der Technischen Fakultät der Universität Erlangen-Nürnberg zur Erlangung des Grades DOKTOR-INGENIEUR vorgelegt von Jörn Rolker aus Hannover Erlangen 2009
Transcript of Verzweigte Polymere: Neue Absorbentien in der Thermischen … · 2013-09-03 · Verzweigte...
Verzweigte Polymere:
Neue Absorbentien in der
Thermischen Verfahrenstechnik
Der Technischen Fakultät der
Universität Erlangen-Nürnberg
zur Erlangung des Grades
DOKTOR-INGENIEUR
vorgelegt von
Jörn Rolker
aus Hannover
Erlangen 2009
II
Als Dissertation genehmigt
von der Technischen Fakultät der
Universität Erlangen-Nürnberg
Tag der Einreichung: 02.07. 2009
Tag der Promotion: 13.10.2009
Dekan: Prof. Dr.-Ing. habil. Reinhard German
Berichterstatter: Prof. Dr.-Ing. Wolfgang Arlt
Prof. Dr.-Ing. Harald Klein
III
Danksagung Die vorliegende Arbeit entstand während meiner Zeit als wissenschaftlicher Mitarbeiter am Fachgebiet für Thermodynamik und Thermische Verfahrenstechnik an der TU Berlin und am Lehrstuhl für Thermische Verfahrenstechnik der Friedrich-Alexander-Universität Erlangen-Nürnberg von Mai 2004 bis April 2007. Meinem Doktorvater Herrn Prof. Dr. Wolfgang Arlt möchte ich ganz besonders für die Über-lassung des spannenden Themas danken, die stete großzügige Unterstützung sowie den krea-tiven und eigenverantwortlichen Freiraum. Die Zeit an seinem Institut war für mich sehr fruchtbar und lehrreich. Herzlicher Dank auch an Herrn Prof. Dr. Harald Klein von der TU München für die Über-nahme des zweiten Gutachtens, Herrn Prof. Dr. Axel König für den Prüfungsvorsitz sowie Herrn Prof. Dr. Marcus Halik für die Teilnahme als fachfremdes Prüfungsmitglied. Ich danke Herrn Prof. Dr. Roland Span für die Bereitstellung der Daten zum betrachteten Re-ferenzkraftwerk, Dr. Zhigang Lei für die Überlassung des Visual Basic Programms zur Be-rechnung der Volumenänderung der Polymere mittels der Sanchez-Lacombe Zustandsglei-chung und für die kostenlose Bereitstellung von hyperverzweigten Polymeren möchte ich der BASF und Bo Häggman (Perstorp) meinen großen Dank aussprechen. Auch möchte ich Herrn Prof. Dr. Peter J. Jansens und seiner Mitarbeiterin Dr. Yohana Perez de Diego (damals beide Delft University of Technolgy) für die interessante und schöne Zeit in Delft danken, in der wir mit dem umfangreichen Equipment des API uns intensiv der Parti-kelherstellung mit überkritischen Gasen widmen konnten. Ein ganz besonderer Dank geht an meine Studien- und Diplomarbeitern, die mit ihrem großen Engagement auch zum Gelingen dieser Arbeit beitrugen: Alexander Buchele, Cristina Botero, Carsten Opitz und Johannes Völkl. Großer Dank gebührt darüber hinaus auch Dr. Liudmila Mokrushina und ihrer steten Diskus-sionsfreudigkeit zum Unifac-FV Modell sowie ihrer Unterstützung bei Konvergenzproble-men. In gleicher Weise möchte ich Dr. Matthias Seiler (Evonik) danken, der mich nicht nur mit vielversprechenden Absorbentien versorgte, sondern auch ein konstruktiver Diskutant war. Danken möchte ich allen Erlanger Kolleginnen und Kollegen, die nicht zuletzt für die ange-nehme Zeit am Institut in Erlangen verantwortlich waren und über den Weggang aus Berlin hinweg trösten konnten, besonders: Dirk-Uwe, Alexander, Matthias, Stefanie, Florian, Liud-mila, Irina, Supakij sowie den unersätzlichen hilfreichen Händen aus Werkstatt und Analytik: Edelgard Schumann, Petra Kiefer, Hans Geus, Matthias Seidel und Wolfgang Gäckel. Stefa-nie möchte ich außerdem für die amüsante Zeit als Zimmergenossin danken. Meinen Eltern schulde ich ein riesiges Dankeschön für die permanente Unterstützung auf meinem Weg. Der größte Dank bleibt für Christina reserviert, für die wundervolle Zeit, die wir bisher hatten und die zusammen mit Matthis und Cord mein Leben unendlich bereichert.

IV
V
Inhaltsverzeichnis
Danksagung ....................................................................................................................... III
Inhaltsverzeichnis.................................................................................................................V
Nomenklatur......................................................................................................................VII
Kurzfassung........................................................................................................................ XI
Abstract..............................................................................................................................XII
1 Einleitung ......................................................................................................................1
2 Theoretische Grundlagen und Ableitung der Zielsetzung .............................................3
2.1 Verzweigte Polymere ........................................................................................................... 3 2.1.1 Synthese und Struktur ..................................................................................................................... 3 2.1.2 Stoffeigenschaften........................................................................................................................... 5
2.2 Gas-Flüssig Gleichgewichte................................................................................................. 6
2.3 Thermodynamische Modelle............................................................................................. 10 2.3.1 UNIFAC-FV ..................................................................................................................................10 2.3.2 Sanchez-Lacombe Zustandsgleichung ...........................................................................................13 2.3.3 PC-SAFT Zustandsgleichung.........................................................................................................15
2.4 Absorptive Verfahren........................................................................................................ 17
2.5 CO2-Absorption aus Rauchgasen ..................................................................................... 19
2.6 Ableitung der Zielsetzung und Vorgehen ........................................................................ 24 2.6.1 Kriterien für Lösungsmittel ............................................................................................................24 2.6.2 Prozesstechnische Kriterien ...........................................................................................................26 2.6.3 Vorgehen........................................................................................................................................28
3 Experimenteller Teil ....................................................................................................30
3.1 Materialien.......................................................................................................................... 30 3.1.1 Polymere ........................................................................................................................................30
3.1.1.1 Polyether...............................................................................................................................30 3.1.1.2 Polyester ...............................................................................................................................30 3.1.1.3 Polyesteramide......................................................................................................................31 3.1.1.4 OH-terminiertes Polyamidoamin..........................................................................................32 3.1.1.5 Polyethylenimin....................................................................................................................32
3.1.2 Lösungsmittel und Gase .................................................................................................................33
3.2 Dichtemessung.................................................................................................................... 33 3.2.1 Biegeschwinger Normaldruck........................................................................................................33 3.2.2 Biegeschwinger Hochdruck ...........................................................................................................34 3.2.3 Fehlerrechnung...............................................................................................................................36
3.3 Gaslöslichkeitsmessungen bei niedrigem Druck ............................................................. 37 3.3.1 Messapparatur und Versuchsdurchführung....................................................................................37 3.3.2 Auswertung ....................................................................................................................................39 3.3.3 Fehlerrechnung...............................................................................................................................42
3.4 Gaslöslichkeitsmessungen bei hohem Druck................................................................... 43 3.4.1 Messapparatur und Versuchsdurchführung....................................................................................43 3.4.2 Auswertung ....................................................................................................................................45 3.4.3 Fehlerrechnung...............................................................................................................................47
4 Darstellung und Diskussion der Ergebnisse ................................................................50
4.1 Experimentelle Phasengleichgewichtsmessungen ........................................................... 50 4.1.1 Löslichkeiten von CO2, CH4 und N2 in verzweigten Polymeren bei niedrigem Druck..................50 4.1.2 Löslichkeiten in wässrigen Polymerlösungen ................................................................................54 4.1.3 Kapazität, Selektivität, Absorptionsenthalpie ................................................................................57 4.1.4 CO2-Löslichkeiten in verzweigten Polymeren bei hohem Druck...................................................62
VI
4.2 Vorausberechnung der Löslichkeit mit UNIFAC-FV .................................................... 65 4.2.1 Polymerzerlegung ..........................................................................................................................66 4.2.2 Binäre Systeme ohne Gaskomponente ...........................................................................................67 4.2.3 Binäre Systeme mit Gaskomponente .............................................................................................69
4.2.3.1 Anpassung neuer Wechselwirkungsparameter .....................................................................69 4.2.3.2 Vorhersage der Gaslöslichkeit in verzweigten Polymeren ...................................................72
4.2.4 Ternäre Systeme mit Gaskomponente............................................................................................76
4.3 Modellierung der CO2-Löslichkeit mit PC-SAFT........................................................... 78
4.4 Ergebnisse der stationären Prozesssimulation ................................................................ 86 4.4.1 Simulationsumgebung Aspen Plus.................................................................................................87 4.4.2 Aufstellen des Modells für den Absorptionsprozess ......................................................................87
4.4.2.1 Simulation und Optimierung des Basisfalls der Chemisorption ...........................................89 4.4.3 Dampfkreislauf eines Kraftwerks...................................................................................................92 4.4.4 Simulation von Absorptions- und Kraftwerksprozess....................................................................96
4.4.4.1 Einflüsse der Absorption auf den Kraftwerksprozess...........................................................96 4.4.4.2 Optimierung von Chemisorption und Dampfkreislauf .........................................................98 4.4.4.3 Optimierung von Physisorption und Dampfkreislauf .........................................................101 4.4.4.4 Vergleich beider Absorptionsprozesse ...............................................................................105
5 Zusammenfassung und Ausblick ...............................................................................108
6 Anhang ......................................................................................................................111
6.1 Dichten .............................................................................................................................. 111 6.1.1 Niederdruckdichten ......................................................................................................................111 6.1.2 Hochdruckdichten ........................................................................................................................112
6.2 Gaslöslichkeiten................................................................................................................ 116 6.2.1 Gaslöslichkeitsapparatur ..............................................................................................................116 6.2.2 Binäre Systeme Gas-Polymer.......................................................................................................117 6.2.3 Ternäre Systeme Gas – Polymer - Wasser ...................................................................................118 6.2.4 Messungen mit der Magnetschwebewaage ..................................................................................119
6.3 Modellierung mit UNIFAC-FV....................................................................................... 121
6.4 COSMO-RS für die Vorhersage der Gaslöslichkeit ..................................................... 124
6.5 Aspen Plus Simulation..................................................................................................... 125 6.5.1.1 Validierung des thermodynamischen Modells der Chemisorption .....................................125 6.5.1.2 Validierung des Prozessmodells .........................................................................................127 6.5.1.3 Validierung des thermodynamischen Modells....................................................................130 6.5.1.4 Reinstoffdaten PAMAM.....................................................................................................131
7 Literaturverzeichnis ...................................................................................................133
VII
Nomenklatur Symbole Bedeutung Einheit lateinisch A Koeffizient im Dispersionsterm des PC-SAFT Modells [-] A Apparatekonstante des Biegeschwingers [kg/m3⋅s2] A Apparatekonstante des Biegeschwingers [-] A Van der Waals Gruppenoberfläche [cm2/mol] A Apparatekonstante des Biegeschwingers [-] A Aktivität [--] AD Anzahl der Datenpunkte [--] AS Anzahl der Systeme B Koeffizient im Dispersionsterm des PC-SAFT Modells [-] B Apparatekonstante des Biegeschwingers [kg/m3] B Apparatekonstante des Biegeschwingers [-] B Apparatekonstante des Biegeschwingers [-] B Parameter in UNIFAC-FV [--] C Anzahl externer Freiheitsgrade eines Lösungsmittelmoleküls [--] C Federkonstante [kg/s2] C Spezifische Wärmekapazität [J(kg*K)] C Konzentration [mol m-3] D temperaturabhängiger Segmentdurchmesser [Å] D Apparatekonstante des Biegeschwingers [-] D Dendritische Polymereinheit [--] D Durchmesser [m] DB „degree of branching“, Verzweigungsgrad E Apparatekonstante des Biegeschwingers [-] Err Abweichung im SL Modell [%] F Freie Energie [J] F Frequenz [s-1] F Apparatekonstante des Biegeschwingers [-] F Molare Freie Energie [J/mol] F Fugazität [bar] G Freie Gibbs´sche Energie [-] gij intermolekulare radiale Verteilungsfunktion für Segmente
der Stoffe i und j [-]
Hij Henry – Koeffizient von Komponente i in Komponente j [bar] I Integral im Dispersionsterm des PC-SAFT Modells [-] K Gleichgewichtskonstante der Reaktion [--] kij binärer Wechselwirkungsparameter [-] L Lineare Polymereinheit [--] M Zahl der assoziativen Bindungsstellen [-] M Molare Masse [g/mol] Mw Massenmittel der Molaren Masse [g/mol] Mn Zahlenmittel der Molaren Masse [g/mol] M,m Masse [kg] M Segmentzahl [-] N Anzahl der Messpunkte [-] N Anzahl der Gitterplätze in einem Gittermodell [-] N Komponenten [--] N Molmenge [mol] P Periodendauer [µs] P Druck [MPa] Q Oberflächenparameter (UNIFAC-FV) [--]
VIII
R Abstand zweier Segmente oder Moleküle [m] r Segmentzahl in einem Gittermodell [-] r Radius [m] s Molare Entropie [J/mol K] S Selektivität [--] T Temperatur [K] T Terminale Polymereinheit [--] U Energiemaß für Wechselwirkungen [--[ U(r) Potenzialfunktion [J] V Volumen [m3] W Löslichkeit (Gas / Polymer) [kg/kg] W Massenbruch [kg/kg] X Molenbruch [mol/mol] Z Koordinationszahl [--] ∆h Absorptionsenthalpie [kJ/mol] ∆V Volumenzunahme, Swelling [--]
griechisch α Trennfaktor [--] ∆ Differenz [--] γ Aktivitätskoeffizient [--] η Dynamische Viskosität [Pa s] η Wirkungsgrad [--] ϕ Fugazitätskoeffizient [--] µ Chemisches Potential [J mol-1] ρ Dichte [kg m-3] Φ Volumenbruch [--] θ Oberflächenbruch [--] ν Anzahl funktioneller Gruppen im Molekül [--] Γ Residuelle Aktivität [--] Α Molare Beladung [mol/mol] Γ Aktivitätskoeffizient [-] ∆ Bindungsstärke der Assoziation [Å3] Ε Potentialtiefe [J] Ε Energieparameter Ζ Abkürzung im Kettenterm des PC-SAFT Modells
α=0,1,2,3 [Åα-3]
Η reduzierte Segmentzahldichte [-] Θ Oberflächenbruch [--] Κ reduziertes Wechselwirkungsvolumen [-] Λ dimensionslose Reichweite [-] Ν Molares Volumen [cm3/mol] Π Poynting Faktor [--] Ρ auf die Teilchenzahl bezogene Dichte [Å-3] Ρ Dichte [g/cm3] Σ Segmentdurchmesser der harten Kugel (Temperaturabhängig) [Å] Τ Schwingungsdauer [µs] Υ molares Volumen [mol/m3] Φ Volumenbruch, bzw. Segmentanteil [-] Φ Fugazitätskoeffizient [--] Φ Volumenanteil [-] Ψ Gruppenwechselwirkungsparameter [--] Ω Integral im Dispersionsterm des PC-SAFT Modells [-] Ω Massenbezogener Aktivitätskoeffizient [--]
IX
Abkürzungen 0,1 Bezogen auf die freien, bzw. belegten Gitterplätze AAD Mittlerer bezogener Fehler berechneter Größen Ωj,ber gegen-
über den entsprechenden experimentellen Größen
Ωj,exp ∑= Ω
Ω−Ω=
N
j j
berjj
NAAD
1 exp,
,exp,1
C-NMR Kernmagnetische Resonanzspektroskopie DB Verzweigungsgrad (degree of branching) DIPPR Design Institute for Physical Property Data eNRTL Electrolyte non-random two liquid Modell EO Ethylenoxid EoS Equation of State, Zustandsgleichung G Gasphase G Bezogen auf den Glasübergang H2004 Hyperverzweigter Polyester der Boltorn Serie von Perstorp HA 1690 Hyperverzweigtes Polyesteramid der Hybrane Serie von
DSM
HETP “Height Equivalent to a theoretical stage”, äquivalente Höhe einer theoretischen Stufe
[m]
IPCC International Panel on Climate Change KS-solvent
Lösungsmittel von Mitsubishi Heavy Industries zur CO2-Abtrennung (sterisch gehindertes Amin)
L Flüssigphase LL Gebiet mit flüssig – flüssig Entmischung LLE Flüssig-Flüssig Gleichgewicht Lupasol FG
Hyperverzweigtes Polyethylenimin der BASF
MDEA Methyldiethanolamin MEA Monoethanolamin MHI Mitsubishi Heavy Industries NIST National Institute of Standards and Technology NTS “number of theoretical stages”, Anzahl der theoretischen
Trennstufen [-]
PAMAM Dendrimer Polyamidoamin von Dendritech PC-SAFT Perturbated Chain – Statistical Associating Fluid Theory PE1 Verzweigter Polyether von Evonik Degussa PE2 Linearer Polyether von Evonik Degussa mit OH-Endgruppe PE3 Linearer Polyether von Evonik Degussa mit CH3-Endgruppe PO Propylenoxid PSR-solvent
Aminhaltiges Lösungsmittel zur CO2-Abtrennung [Tonti-wachwuthikul und Chakma 1997]
PTFE Polytetrafluorethylen S 1300 Hyperverzweigtes Polyesteramid der Hybrane Serie von
DSM
SL Sanchez- Lacombe TMPO Trimethylpropanoxetan U3000 Hyperverzweigter Polyester der Boltorn Serie von Perstorp VL Gebiet mit Dampf- und flüssiger Phase VLE Dampf-Flüssig Gleichgewicht
X
Indizes hochgestellt 0 Ausgangszustand
iA Bindungsstelle A des Moleküls i
ji BA Wechselwirkung zwischen Bindungsstelle A des Moleküls i und Bindungsstelle B des Moleküls j
- Mittlere Größe * Referenzgröße für Reinstoffe im SL Modell ~ Reduzierte Größe assoc Assoziative Anziehung disp Dispersion G auf die Gasphase bezogen hc harte Kette hs harte Kugel LV Gleichgewicht zwischen Dampf- und flüssiger Phase P auf die Polymerphase bezogen res residueller Anteil V Bezogen auf die Dampfphase Indizes tiefgestellt 0 Reinstoffgröße 0 Bezogen auf anfänglichen Wert cr Bezogen auf den Kritischen Punkt einer Komponente el Elektrisch G Bezogen auf den Glas-Zustand H Hot, Heiss I Komponente i J Komponente j K Komponente k M Bezogen auf die Mischung M Komponente m mix Gemisch N Komponente n N Bezogen auf die Molekülanzahl Konstanten R Universelle Gaskonstante; R=8,314 [J mol-1 K-1] K Boltzmann-Konstante k=1,38066⋅10-23 [J/K]
XI
Kurzfassung In dieser Arbeit werden experimentelle und theoretische Ergebnisse präsentiert, mit denen das Potenzial hyperverzweigter Poylmere diskutiert wird, um als neuartige und vorteilhafte Ab-sorbentien zur Trennung von Gasgemischen, insbesondere der Abtrennung von Kohlendioxid aus Rauchgasen verwendet zu werden. Im experimentellen Teil werden in einer aufgebauten Gaslöslichkeitsapparatur Niederdruck Löslichkeiten von verschiedenen Gasen (CO2, N2, CH4) in unterschiedlichen linearen, ver-zweigten und hyperverzweigten Polymeren gemessen. Auf der Grundlage der vermessenen Daten werden thermodynamische Kenngrößen wie der Henry-Koeffizient und damit Kapazi-täten der neuen Lösungsmittel sowie Selektivitäten und Absorptionsenthalpien bestimmt, um eine Evaluierung der Polymere vorzunehmen. Abgeleitet aus dem Löslichkeitsverhalten nie-dermolekularer Lösungsmittel werden lineare und verzweigte Polyether, hyperverzweigte Polyester mit langkettigen Alkanen als Endgruppen sowie unterschiedliche Polyamine (Poly-esteramide, Polyamidoamin und Polyethylenimin) untersucht. Die verwendeten Polyether weisen vergleichbare Kapazitäten und Selektivitäten wie kom-merziell verwendete Absorbentien auf, die zur Entfernung von CO2 aus Deponie-, Bio,- und Erdgasströmen verwendet werden, besitzen aber zu geringe Kapazitäten für einen Einsatz zur Reinigung von Kraftwerksgasen, die bei Normaldruck anfallen. Die Polyamine als Träger zahlreicher tertiärer Aminogruppen innerhalb des Moleküls (Polyamidoamin) und als funktio-nelle Endgruppen auf der Moleküloberfläche (Polyesteramid) besitzen ein hohes Lösungs-vermögen für Kohlendioxid und erreichen auch große Selektivitäten bei moderaten Absorpti-onsenthalpien. Damit sind wesentliche Voraussetzungen für einen Einsatz als selektives Absorbens in einem Trennprozess gegeben. Die CO2-Löslichkeiten der linearen und verzweigten Polyether und des hyperverzweigten Polyesters können mit dem UNIFAC-FV Modell erfolgreich vorausgesagt werden. Dazu mussten zunächst die erforderlichen Wechselwirkungsparameter zwischen dem Gas und den weiteren UNIFAC Strukturgruppen auf der Grundlage von Gleichgewichtsdaten von CO2 und niedermolekularen Komponenten ermittelt werden. Die N2-Löslichkeiten können für die Po-lyether nur qualitativ vorausgesagt werden. Weiterhin wurden Löslichkeitsmessungen an einer Magnetschwebewaage bei hohem Druck vorgenommen und die Löslichkeiten mit Hilfe der Sanchez-Lacombe Zustandsgleichung un-ter Berücksichtigung der Volumenzunahme der Polymerprobe durch Einlösen des Gases ab-geschätzt. Dazu mussten mit einer neu aufgebauten Hochdruckdichtezelle Dichtemessungen bei hohem Druck vorgenommen werden. Die gemessenen Löslichkeitsdaten können erfolg-reich mit der PC-SAFT Zustandsgleichung modelliert werden, ohne weitere Modifikationen vorzunehmnen. Die verwendete Prozedur zur Bestimmung der Reinstoffparameter hat dabei keinen relevanten Einfluß auf die Modellierungsergebnisse. Im Simulationsteil der Arbeit wird ein vielversprechendes dendritisches Polymer als Modell-polymer ausgewählt, um mit einem Lösungsmittel des Stands der Technik (Monoethanol-amin: MEA) energetisch verglichen zu werden. Dazu wurde der Absorptionsprozess für beide Absorbentien in Aspen Plus abgebildet und zusammen mit dem Dampfkreislauf eines Kohle-kraftwerks simuliert und optimiert. Durch die integrative Prozesssimulation kann die Ver-kopplung des energietechnischen und des verfahrenstechnischen Prozesses mit einer Simula-tionssoftware erfolgreich abgebildet und die Auswirkungen des Trennprozesses auf den Kraftwerksprozess ermittelt werden. Zielgröße war die Ermittlung der jeweiligen Wirkungs-gradeinbuße in Abhängigkeit des CO2-Abtrenngrades. Wegen der Dampfentnahme für den Regenerationsschritt des Lösungsmittels steht erheblich weniger Dampf in der Niederdruck-turbine zur Verfügung, gleichzeitig wird das Kondensat bei deutlich höheren Temperaturen in den Speisewasserkreislauf zurückgegeben. Auf der Grundlage der Simulation können Aussa-gen über notwendige Änderungen am Kraftwerksprozess getroffen werden, wenn ein Absorp-tionsprozess hinzugefügt wird. Für einen CO2-Abtrenngrad zwischen 50 bis 90 % kann eine deutliche energetische Überle-genheit des Absorptionsprozesses mit der Polyamidoaminlösung im Vergleich zur MEA-Lösung hinsichtlich der aufzuwendenden Regenerationsenergie nachgewiesen werden.
XII
Abstract In this work, experimental and theoretical results are presented to discuss the potential of hy-perbranched polymers as new and promising absorbents in the field of gas absorption with special regard to the separation of carbon dioxide from flue gases from power plants. In the experimental section, an apparatus for the measurement of low pressure gas solubilities (CO2, N2, CH4) is built up and different linear, branched and hyperbranched polymers as sol-vents are evaluated. Based on the determined data, thermodynamical characteristics like Hen-ry-coefficients for the solvent capacity, selectivities and enthalpies of absorption at infinite dilution are calculated to classify the new solvents. The different polymer types and structures are chosen due to the solubility behavior of low molecular compounds that are succesfully used to dissolve CO2. Therefore linear and branched polyethers, hyperbranched polyesters esterified with long-chain alkanes as end-groups as well as different polyamines (polyestera-mide, polyamidoamine and polyethylenimine) are utilized. The polyethers exhibit sufficient capacities and selectivities for CO2, compared to commercial absorbents for the removal of CO2 from gas of dumping grounds, biogas or natural gas, but have not enough capacity to be used as solvents to remove CO2 from flue gases at ambient pressure. Polyamines with a large number of tertial aminogroups inside the molecule (polyamidoamin) and on its surface as functional groups (polyesteramide) offer high solubilities of carbon dioxide and high selectiv-ities combined with average enthalpies of absorption. The latter properties are an important prerequisite and qualify the polymers as promising new selective absorbents for different tasks in the field of gas separations. The CO2-solubility in linear and branched polyethers can be successfully predicted with UNIFAC-FV. Therefore the necessary interaction parameters between CO2 or N2 and the UNIFAC structure group had to be determined with the help of equilibrium data from low molecular weight components. The N2-solubilities are only qualitatively predicted. A magnetic suspension balance was used to measure CO2-solubilities at high pressure in a branched polyether and in a hyperbranched polyester. The measured data was treated with the Sanchez-Lacombe equation of state to account for the „swelling“ of the sample at high solu-bilities. The pure component parameters were determined from high pressure densities that were measured with a newly built high pressure density apparatus. Furthermore the solubility data was successfully modelled with the PC-SAFT equation of state without implementing further modifications. The different procedures to determine the pure component parameters do not show an impact on the results. In the simulation section a promising dendritic polymer as a solvent is compared energetically with the state-of-the-art solvent (Monoethanolamine: MEA). The absorption process with both solvents was simulated and optimized in Aspen Plus and combined with a steam cycle of a coal-fired power plant. The sucessful integration of the power generation and absorption process into one flowsheet of a simulation software enables to visualize energetically the link-age between both processes and the effects of CO2 removal on the power generation process are best understood. The target of all optimization efforts was the determination of the loss in efficiency of the power plant due to the extent of CO2 removal. Due to the steam consumption of the desorption step, less steam can be used to produce electricity in the low pressure cylin-der. At the same time, the condensate is returned at a much higher temperature to the conden-sate system. The simulation allows for the the determination of necessary changes of the steam cycle resulting from CO2 removal. In the region of 50 to 90 % CO2 removal, an absorption process with an aqueous solution of polyamidoamine is energetically superior compared to a process with the state-of-the-art sol-vent aqueous MEA solution whereas only the impact of energy demand of the regeneration procedure for both processes and thus on the loss of energy efficiency of the power plant is evaluated.
1 Einleitung Viele Klimaforscher machen den steigenden Anteil an Kohlendioxid in der Umgebungsluft für bestimmte Phänomene im Zusammenhang mit dem Klima (Erwärmung, Stürme, Über-schwemmungen) verantwortlich, so dass weltweit nahezu ein Konsens darüber besteht, dass weitere Emissionen verhindert und sogar bestehende verringert werden müssen. So geschehen z.B. im Kyoto Protokoll von 1997, in dem festgelegt wurde, dass die CO2-Emission um 5 %, bezogen auf das Jahr 1990 bis 2008 / 2010 zu reduzieren ist. Nahezu 40 % der weltweiten Emissionen stammen aus Anlagen zur Strom- und Wärmeerzeu-gung, dicht gefolgt vom Verkehr mit 24 % und der Indutrie, die für 18 % verantwortlich ist [Radgen et al. 2006]. Dabei wird im Bericht des International Panel on Climate Change (IPCC) die jährliche Freisetzung an Kohlendioxid aus verfahrens- und energietechnischen Anlagen mit 13.466 Millionen Tonnen angegeben [IPCC 2005]. Der große Vorteil bei der Strom- und Wärmeerzeugung besteht dabei im zentralen Anfall des Kohlendioxids im Abgas-strom der Kraftwerke sowie in der großen Menge während viele Millionen Automobile CO2 dezentral in vergleichbar homöopatischen Dosen emittieren. Deswegen besteht ein wichtiger Ansatzpunkt in der Reduzierung der Kraftwerksemissionen. Die Forderung nach Verringerung der Emission wirft in erster Linie zwei Fragestellungen auf: Wie kann das CO2 effizient abgetrennt werden? Wohin mit den riesigen Mengen abgetrennten CO2? Diese Arbeit beschäftigt sich mit der ersten Fragestellung. Drenckhahn et al. berichten, dass der weltweite Kraftwerkspark (ca. 3800 GW installierte Leistung) zu knapp einem Drittel aus kohlebefeuerten Anlagen bestehen, die den höchsten spezifischen CO2 Ausstoß besitzen [Drenckhahn et al. 2004]. Weiterhin befinden sich davon 11 % am Ende ihrer Lebenszeit, so dass sie in den nächsten Jahren ersetzt werden müssen. Schätzungen gehen davon aus, dass durch die allgemeine wirtschaftliche Entwicklung im Jahr 2020 29 bis 44 Gt CO2 jährlich emittiert werden [IPCC 2005]. Wenn der Gehalt an Kohlendioxid in der Atmosphäre also reduziert oder zumindest konstant belassen werden soll, müssen geeignete Methoden zur Abtrennung und zur Speicherung bzw. Verwertung entwickelt werden. Bei den Methoden zur Abtrennung kommt die thermische Verfahrenstechnik ins Spiel, die unterschiedliche Prozesse wie Rektifikation, Adsorption, Absorption oder Membranverfahren zur Verfügung stellt, um Stoffgemische aufzutrennen. Die gegenwärtig verfügbaren Lösungsmittel des Stands der Technik (Alkanolamine) zur groß-technischen Abtrennung von Kohlendioxid besitzen den großen Nachteil, dass sie eine chemi-sche Reaktion mit CO2 eingehen, so dass der Regenerationsschritt nur unter hohem Energie-einsatz erfolgen kann. Dadurch wird der Wirkungsgrad der Kraftwerke um ca. 10 %-Punkte erniedrigt [IPCC 2005]. Diese Arbeit beschäftigt sich mit der Abtrennung von Kohlendioxid aus Gasgemischen am Beispiel des Rauchgases und untersucht das Potenzial einer neuen Stoffklasse von hochver-zweigten Polymeren, die ein großes Einsparpotenzial hinsichtlich der eingesetzten Energie des Trennprozesses besitzen können. Die hyperverzweigten Polymere gehören neben lineraren, vernetzten und verzweigten Poly-meren zur vierten Hauptklasse makromolekularer Komponenten, nämlich den dendritischen [Fréchet und Tomalia 2001]. Seit die Forschungstätigkeit auf dem Gebiet der dendritischen Polymere gegen Mitte der 1990’iger Jahre einen exponentiellen Verlauf angenommen hat, überschlagen sich auch die diskutierten Anwendungsgebiete, die einen Bogen von einfachen Additiven zur Verbesserung der Fliessfähigkeit von Komponenten oder der Verwendung als Katalysatoren über Medikamententräger für die gezielte Freisetzung bis hin zum Zusatzstoff in der thermischen Verfahrenstechnik aufspannen [Seiler 2006]. Zahlreiche dieser Anwen-dungen aus den unterschiedlichsten Feldern gründen auf den besonderen Eigenschaften der Polymere wie einer niedrigen Schmelzviskosität und Glasstemperatur sowie eines guten Lös-lichkeitsverhaltens. Diese Stoffeigenschaften, die für lineare Polymere eher untypisch sind,
2
lassen sich auf die hochverzweigte, häufig globulare Struktur und die große Art und Anzahl an funktionellen Gruppen im Molekül und an der Moleküloberfläche zurückführen. Ähnlich wie bei Ionischen Flüssigkeiten können bei hyperverzweigten Polymeren gezielt Stoffeigen-schaften eingestellt werden, indem z.B. die Polarität der funktionellen Endgruppen variiert wird. Gegenwärtig werden dendritische Polymere von der Perstorp Gruppe (Perstorp, Schweden), DSM Fine Chemicals (Geleen, Niederlande) und der BASF AG (Ludwigshafen) im gross-technischen Maßstab zu Preisen ≥ 4 €/kg hergestellt (Boltorn Produkte von Perstorp) und un-terscheiden sich damit von hochpreisigen Designersolvents wie Ionischen Flüssigkeiten. Die Erläuterung der Zielsetzung dieser Arbeit und das Vorgehen schliesst sich an das zweite Kapitel an, in dem die theoretischen Grundlagen zu hyperverzweigten Polymeren, thermody-namische Modelle, Gas-Flüssig Gleichgewichte und der gegenwärtige Stand der Technik der CO2-Absorption aus Rauchgasen zusammengestellt sind. In Kapitel 3 werden dann die verwendeten Komponenten und die experimentellen Methoden und Apparate vorgestellt. Anschliessend folgt die Präsentation und Diskussion der Ergebnisse im Kapitel 4, das sich in einen experimentellen, theoretischen und einen Simulationsteil aufgliedert.
3
2 Theoretische Grundlagen und Ableitung der Zielset-zung
2.1 Verzweigte Polymere
2.1.1 Synthese und Struktur
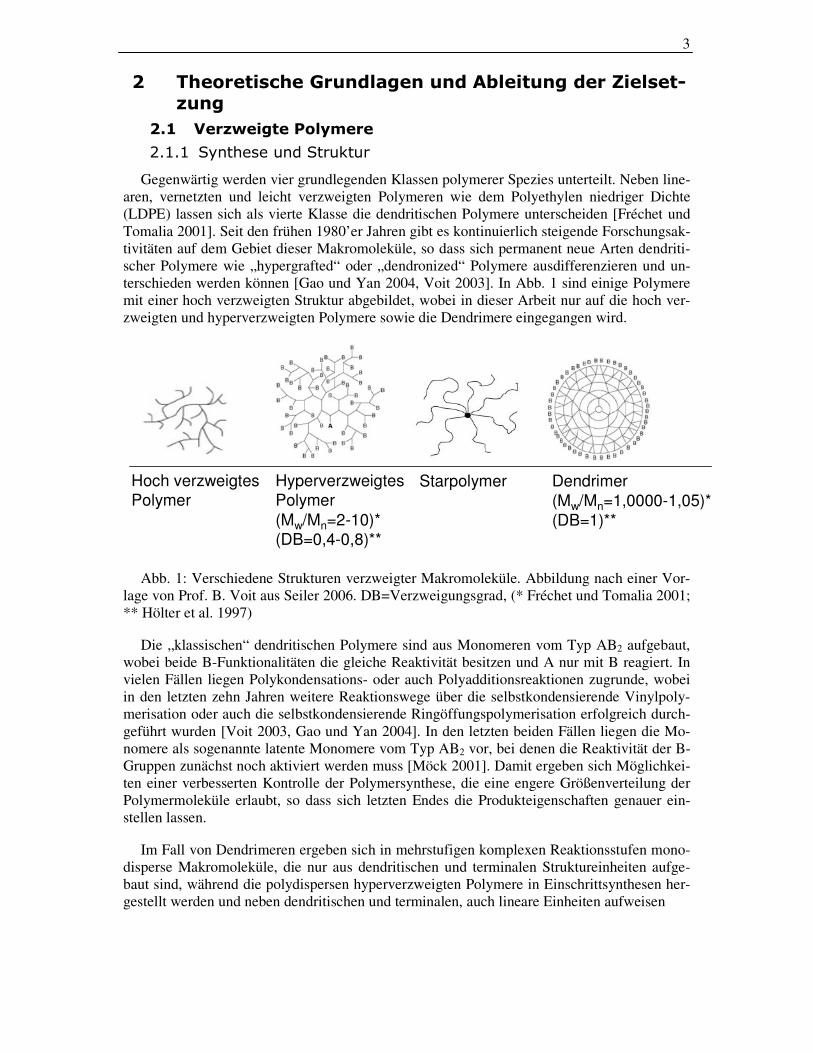
Gegenwärtig werden vier grundlegenden Klassen polymerer Spezies unterteilt. Neben line-aren, vernetzten und leicht verzweigten Polymeren wie dem Polyethylen niedriger Dichte (LDPE) lassen sich als vierte Klasse die dendritischen Polymere unterscheiden [Fréchet und Tomalia 2001]. Seit den frühen 1980’er Jahren gibt es kontinuierlich steigende Forschungsak-tivitäten auf dem Gebiet dieser Makromoleküle, so dass sich permanent neue Arten dendriti-scher Polymere wie „hypergrafted“ oder „dendronized“ Polymere ausdifferenzieren und un-terschieden werden können [Gao und Yan 2004, Voit 2003]. In Abb. 1 sind einige Polymere mit einer hoch verzweigten Struktur abgebildet, wobei in dieser Arbeit nur auf die hoch ver-zweigten und hyperverzweigten Polymere sowie die Dendrimere eingegangen wird.
StarpolymerHoch verzweigtesPolymer
Dendrimer
(Mw/Mn=1,0000-1,05)*
(DB=1)**
Hyperverzweigtes Polymer
(Mw/Mn=2-10)*(DB=0,4-0,8)**
Abb. 1: Verschiedene Strukturen verzweigter Makromoleküle. Abbildung nach einer Vor-
lage von Prof. B. Voit aus Seiler 2006. DB=Verzweigungsgrad, (* Fréchet und Tomalia 2001; ** Hölter et al. 1997)
Die „klassischen“ dendritischen Polymere sind aus Monomeren vom Typ AB2 aufgebaut, wobei beide B-Funktionalitäten die gleiche Reaktivität besitzen und A nur mit B reagiert. In vielen Fällen liegen Polykondensations- oder auch Polyadditionsreaktionen zugrunde, wobei in den letzten zehn Jahren weitere Reaktionswege über die selbstkondensierende Vinylpoly-merisation oder auch die selbstkondensierende Ringöffungspolymerisation erfolgreich durch-geführt wurden [Voit 2003, Gao und Yan 2004]. In den letzten beiden Fällen liegen die Mo-nomere als sogenannte latente Monomere vom Typ AB2 vor, bei denen die Reaktivität der B-Gruppen zunächst noch aktiviert werden muss [Möck 2001]. Damit ergeben sich Möglichkei-ten einer verbesserten Kontrolle der Polymersynthese, die eine engere Größenverteilung der Polymermoleküle erlaubt, so dass sich letzten Endes die Produkteigenschaften genauer ein-stellen lassen.
Im Fall von Dendrimeren ergeben sich in mehrstufigen komplexen Reaktionsstufen mono-disperse Makromoleküle, die nur aus dendritischen und terminalen Struktureinheiten aufge-baut sind, während die polydispersen hyperverzweigten Polymere in Einschrittsynthesen her-gestellt werden und neben dendritischen und terminalen, auch lineare Einheiten aufweisen
4
B B
B
Dendritische Lineare TerminaleEinheit Einheit Einheit
A
B
B
A
B
B
B
B
B
B
B
B
B
B
B
B
B
B
B
B
B
B
Polymerisation
B
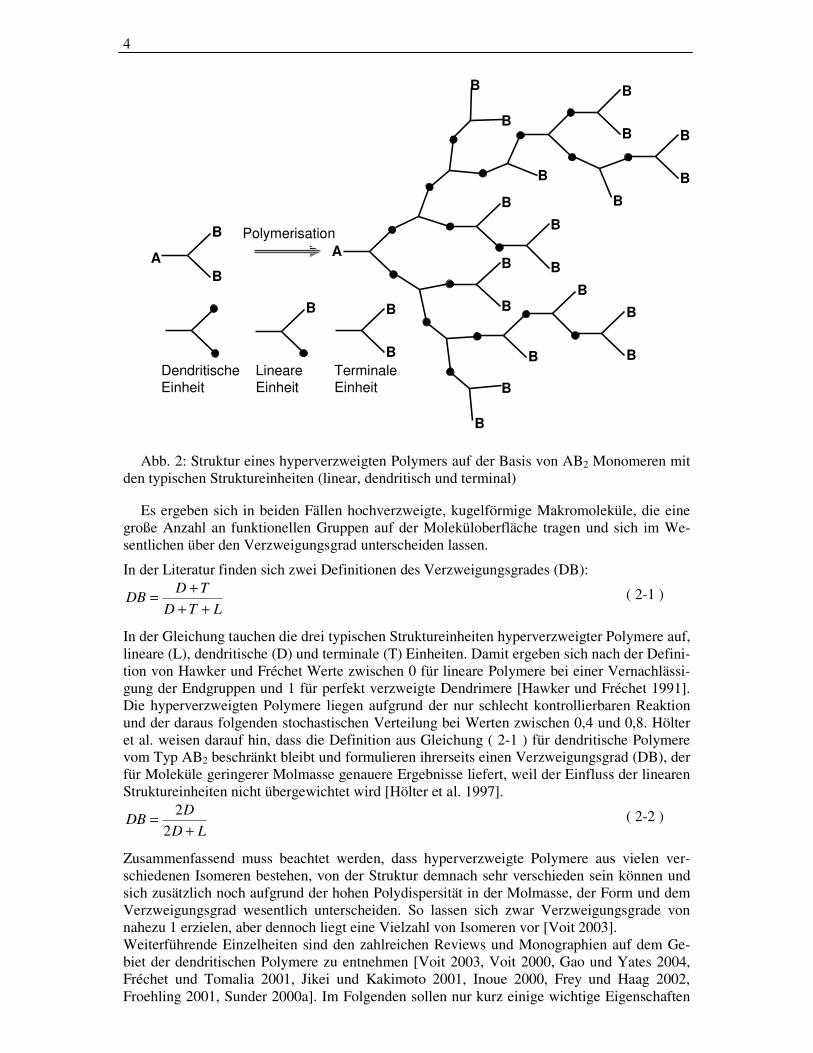
Abb. 2: Struktur eines hyperverzweigten Polymers auf der Basis von AB2 Monomeren mit den typischen Struktureinheiten (linear, dendritisch und terminal)
Es ergeben sich in beiden Fällen hochverzweigte, kugelförmige Makromoleküle, die eine große Anzahl an funktionellen Gruppen auf der Moleküloberfläche tragen und sich im We-sentlichen über den Verzweigungsgrad unterscheiden lassen.
In der Literatur finden sich zwei Definitionen des Verzweigungsgrades (DB):
LTD
TDDB
++
+= ( 2-1 )
In der Gleichung tauchen die drei typischen Struktureinheiten hyperverzweigter Polymere auf, lineare (L), dendritische (D) und terminale (T) Einheiten. Damit ergeben sich nach der Defini-tion von Hawker und Fréchet Werte zwischen 0 für lineare Polymere bei einer Vernachlässi-gung der Endgruppen und 1 für perfekt verzweigte Dendrimere [Hawker und Fréchet 1991]. Die hyperverzweigten Polymere liegen aufgrund der nur schlecht kontrollierbaren Reaktion und der daraus folgenden stochastischen Verteilung bei Werten zwischen 0,4 und 0,8. Hölter et al. weisen darauf hin, dass die Definition aus Gleichung ( 2-1 ) für dendritische Polymere vom Typ AB2 beschränkt bleibt und formulieren ihrerseits einen Verzweigungsgrad (DB), der für Moleküle geringerer Molmasse genauere Ergebnisse liefert, weil der Einfluss der linearen Struktureinheiten nicht übergewichtet wird [Hölter et al. 1997].
LD
DDB
+=
22
( 2-2 )
Zusammenfassend muss beachtet werden, dass hyperverzweigte Polymere aus vielen ver-schiedenen Isomeren bestehen, von der Struktur demnach sehr verschieden sein können und sich zusätzlich noch aufgrund der hohen Polydispersität in der Molmasse, der Form und dem Verzweigungsgrad wesentlich unterscheiden. So lassen sich zwar Verzweigungsgrade von nahezu 1 erzielen, aber dennoch liegt eine Vielzahl von Isomeren vor [Voit 2003]. Weiterführende Einzelheiten sind den zahlreichen Reviews und Monographien auf dem Ge-biet der dendritischen Polymere zu entnehmen [Voit 2003, Voit 2000, Gao und Yates 2004, Fréchet und Tomalia 2001, Jikei und Kakimoto 2001, Inoue 2000, Frey und Haag 2002, Froehling 2001, Sunder 2000a]. Im Folgenden sollen nur kurz einige wichtige Eigenschaften
5
verzweigter Poylmere genannt werden, die diese Komponenten von den linearen Polymeren unterscheidet.
2.1.2 Stoffeigenschaften
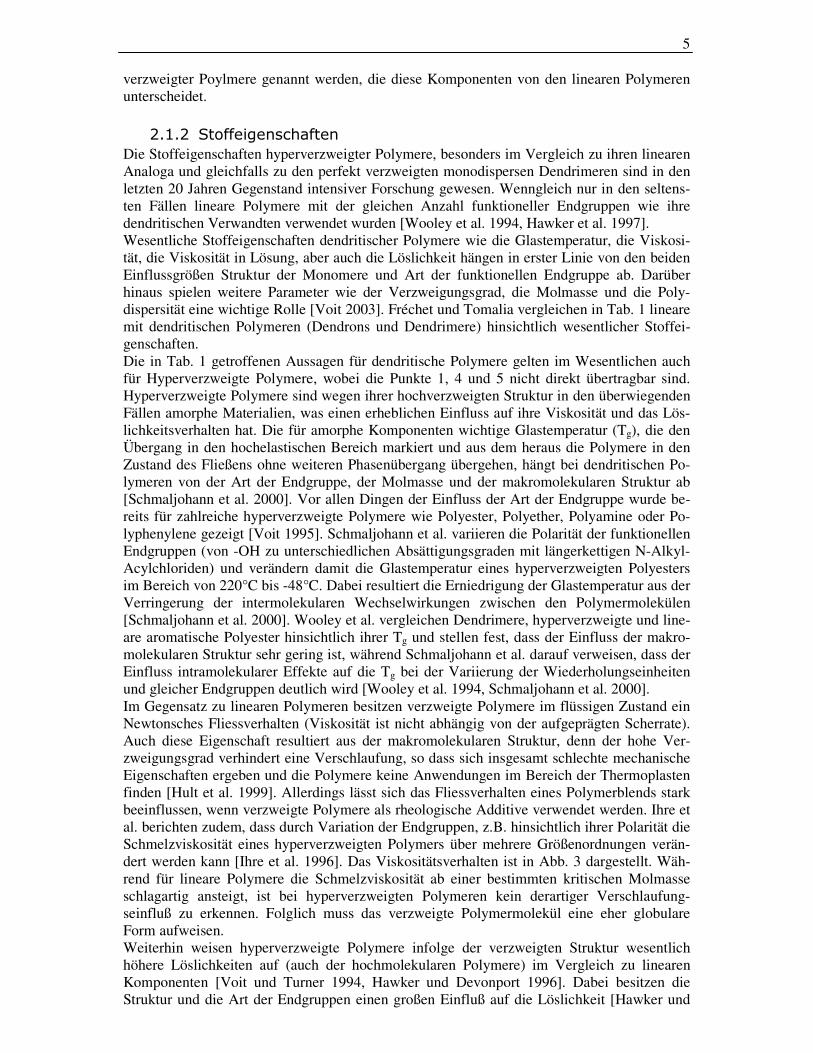
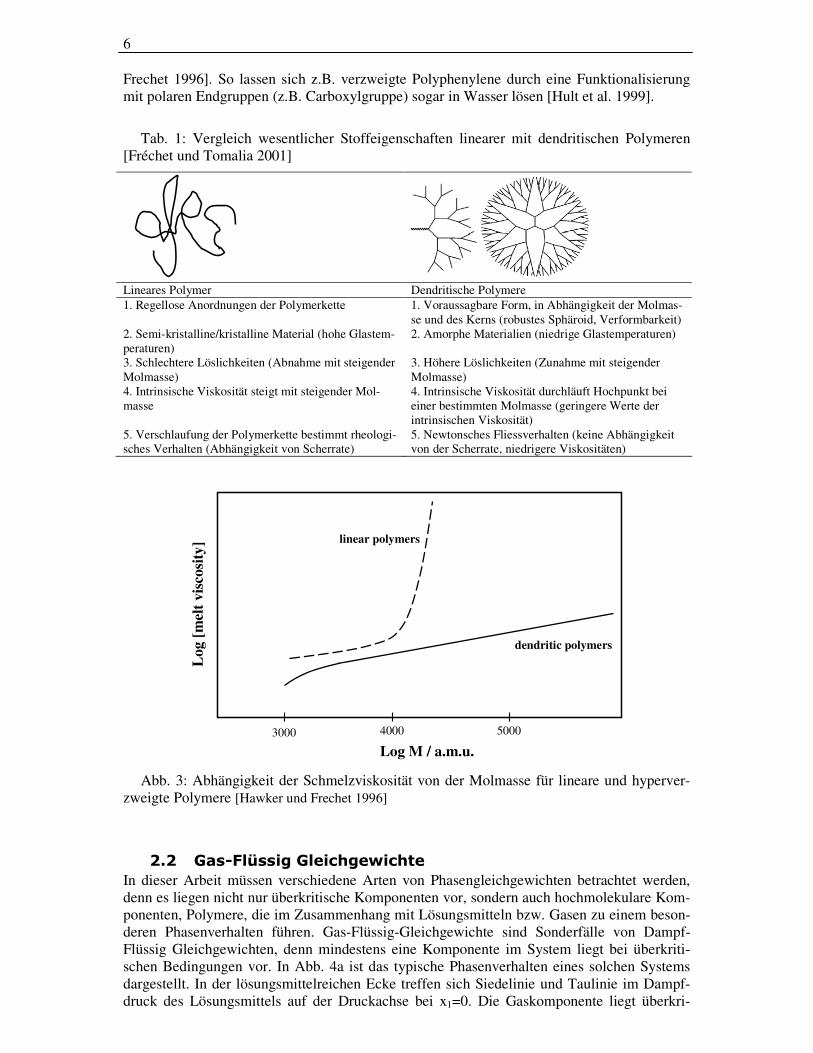
Die Stoffeigenschaften hyperverzweigter Polymere, besonders im Vergleich zu ihren linearen Analoga und gleichfalls zu den perfekt verzweigten monodispersen Dendrimeren sind in den letzten 20 Jahren Gegenstand intensiver Forschung gewesen. Wenngleich nur in den seltens-ten Fällen lineare Polymere mit der gleichen Anzahl funktioneller Endgruppen wie ihre dendritischen Verwandten verwendet wurden [Wooley et al. 1994, Hawker et al. 1997]. Wesentliche Stoffeigenschaften dendritischer Polymere wie die Glastemperatur, die Viskosi-tät, die Viskosität in Lösung, aber auch die Löslichkeit hängen in erster Linie von den beiden Einflussgrößen Struktur der Monomere und Art der funktionellen Endgruppe ab. Darüber hinaus spielen weitere Parameter wie der Verzweigungsgrad, die Molmasse und die Poly-dispersität eine wichtige Rolle [Voit 2003]. Fréchet und Tomalia vergleichen in Tab. 1 lineare mit dendritischen Polymeren (Dendrons und Dendrimere) hinsichtlich wesentlicher Stoffei-genschaften. Die in Tab. 1 getroffenen Aussagen für dendritische Polymere gelten im Wesentlichen auch für Hyperverzweigte Polymere, wobei die Punkte 1, 4 und 5 nicht direkt übertragbar sind. Hyperverzweigte Polymere sind wegen ihrer hochverzweigten Struktur in den überwiegenden Fällen amorphe Materialien, was einen erheblichen Einfluss auf ihre Viskosität und das Lös-lichkeitsverhalten hat. Die für amorphe Komponenten wichtige Glastemperatur (Tg), die den Übergang in den hochelastischen Bereich markiert und aus dem heraus die Polymere in den Zustand des Fließens ohne weiteren Phasenübergang übergehen, hängt bei dendritischen Po-lymeren von der Art der Endgruppe, der Molmasse und der makromolekularen Struktur ab [Schmaljohann et al. 2000]. Vor allen Dingen der Einfluss der Art der Endgruppe wurde be-reits für zahlreiche hyperverzweigte Polymere wie Polyester, Polyether, Polyamine oder Po-lyphenylene gezeigt [Voit 1995]. Schmaljohann et al. variieren die Polarität der funktionellen Endgruppen (von -OH zu unterschiedlichen Absättigungsgraden mit längerkettigen N-Alkyl-Acylchloriden) und verändern damit die Glastemperatur eines hyperverzweigten Polyesters im Bereich von 220°C bis -48°C. Dabei resultiert die Erniedrigung der Glastemperatur aus der Verringerung der intermolekularen Wechselwirkungen zwischen den Polymermolekülen [Schmaljohann et al. 2000]. Wooley et al. vergleichen Dendrimere, hyperverzweigte und line-are aromatische Polyester hinsichtlich ihrer Tg und stellen fest, dass der Einfluss der makro-molekularen Struktur sehr gering ist, während Schmaljohann et al. darauf verweisen, dass der Einfluss intramolekularer Effekte auf die Tg bei der Variierung der Wiederholungseinheiten und gleicher Endgruppen deutlich wird [Wooley et al. 1994, Schmaljohann et al. 2000]. Im Gegensatz zu linearen Polymeren besitzen verzweigte Polymere im flüssigen Zustand ein Newtonsches Fliessverhalten (Viskosität ist nicht abhängig von der aufgeprägten Scherrate). Auch diese Eigenschaft resultiert aus der makromolekularen Struktur, denn der hohe Ver-zweigungsgrad verhindert eine Verschlaufung, so dass sich insgesamt schlechte mechanische Eigenschaften ergeben und die Polymere keine Anwendungen im Bereich der Thermoplasten finden [Hult et al. 1999]. Allerdings lässt sich das Fliessverhalten eines Polymerblends stark beeinflussen, wenn verzweigte Polymere als rheologische Additive verwendet werden. Ihre et al. berichten zudem, dass durch Variation der Endgruppen, z.B. hinsichtlich ihrer Polarität die Schmelzviskosität eines hyperverzweigten Polymers über mehrere Größenordnungen verän-dert werden kann [Ihre et al. 1996]. Das Viskositätsverhalten ist in Abb. 3 dargestellt. Wäh-rend für lineare Polymere die Schmelzviskosität ab einer bestimmten kritischen Molmasse schlagartig ansteigt, ist bei hyperverzweigten Polymeren kein derartiger Verschlaufung-seinfluß zu erkennen. Folglich muss das verzweigte Polymermolekül eine eher globulare Form aufweisen. Weiterhin weisen hyperverzweigte Polymere infolge der verzweigten Struktur wesentlich höhere Löslichkeiten auf (auch der hochmolekularen Polymere) im Vergleich zu linearen Komponenten [Voit und Turner 1994, Hawker und Devonport 1996]. Dabei besitzen die Struktur und die Art der Endgruppen einen großen Einfluß auf die Löslichkeit [Hawker und
6
Frechet 1996]. So lassen sich z.B. verzweigte Polyphenylene durch eine Funktionalisierung mit polaren Endgruppen (z.B. Carboxylgruppe) sogar in Wasser lösen [Hult et al. 1999].
Tab. 1: Vergleich wesentlicher Stoffeigenschaften linearer mit dendritischen Polymeren [Fréchet und Tomalia 2001]
Lineares Polymer Dendritische Polymere 1. Regellose Anordnungen der Polymerkette 1. Voraussagbare Form, in Abhängigkeit der Molmas-
se und des Kerns (robustes Sphäroid, Verformbarkeit) 2. Semi-kristalline/kristalline Material (hohe Glastem-peraturen)
2. Amorphe Materialien (niedrige Glastemperaturen)
3. Schlechtere Löslichkeiten (Abnahme mit steigender Molmasse)
3. Höhere Löslichkeiten (Zunahme mit steigender Molmasse)
4. Intrinsische Viskosität steigt mit steigender Mol-masse
4. Intrinsische Viskosität durchläuft Hochpunkt bei einer bestimmten Molmasse (geringere Werte der intrinsischen Viskosität)
5. Verschlaufung der Polymerkette bestimmt rheologi-sches Verhalten (Abhängigkeit von Scherrate)
5. Newtonsches Fliessverhalten (keine Abhängigkeit von der Scherrate, niedrigere Viskositäten)
Log
[m
elt
visc
osit
y]
Log M / a.m.u.3000 5000
linear polymers
dendritic polymers
4000
Abb. 3: Abhängigkeit der Schmelzviskosität von der Molmasse für lineare und hyperver-
zweigte Polymere [Hawker und Frechet 1996]
2.2 Gas-Flüssig Gleichgewichte
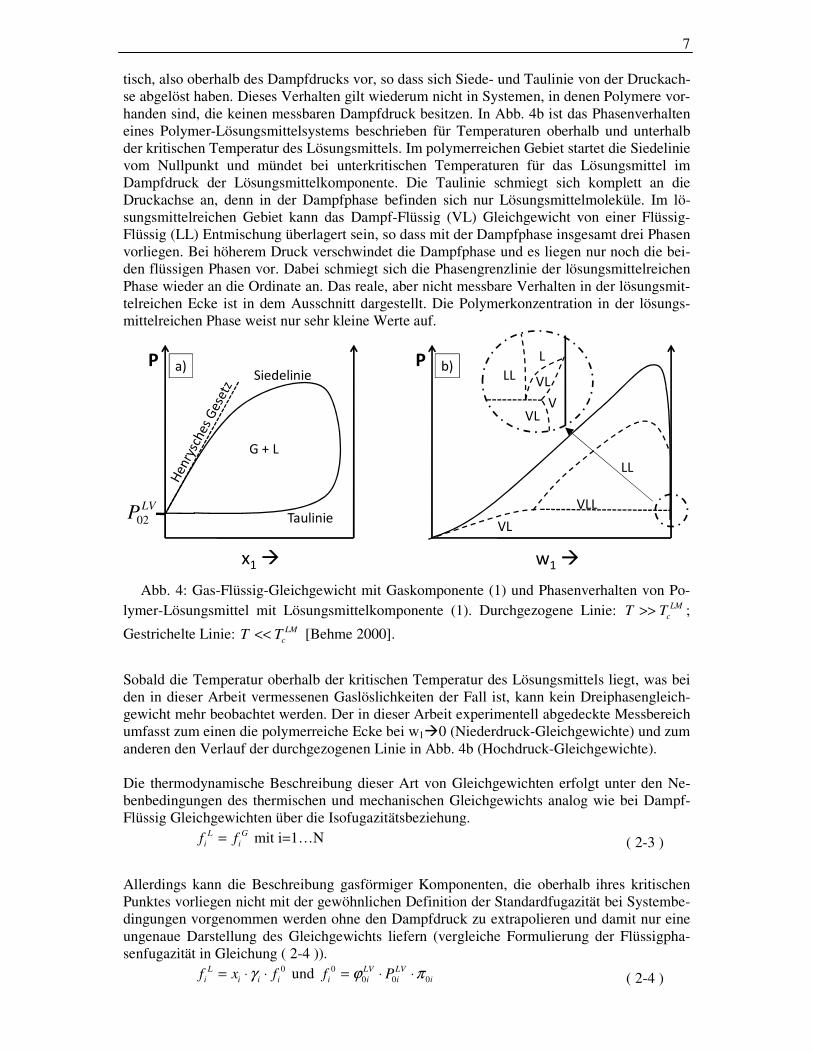
In dieser Arbeit müssen verschiedene Arten von Phasengleichgewichten betrachtet werden, denn es liegen nicht nur überkritische Komponenten vor, sondern auch hochmolekulare Kom-ponenten, Polymere, die im Zusammenhang mit Lösungsmitteln bzw. Gasen zu einem beson-deren Phasenverhalten führen. Gas-Flüssig-Gleichgewichte sind Sonderfälle von Dampf-Flüssig Gleichgewichten, denn mindestens eine Komponente im System liegt bei überkriti-schen Bedingungen vor. In Abb. 4a ist das typische Phasenverhalten eines solchen Systems dargestellt. In der lösungsmittelreichen Ecke treffen sich Siedelinie und Taulinie im Dampf-druck des Lösungsmittels auf der Druckachse bei x1=0. Die Gaskomponente liegt überkri-
7
tisch, also oberhalb des Dampfdrucks vor, so dass sich Siede- und Taulinie von der Druckach-se abgelöst haben. Dieses Verhalten gilt wiederum nicht in Systemen, in denen Polymere vor-handen sind, die keinen messbaren Dampfdruck besitzen. In Abb. 4b ist das Phasenverhalten eines Polymer-Lösungsmittelsystems beschrieben für Temperaturen oberhalb und unterhalb der kritischen Temperatur des Lösungsmittels. Im polymerreichen Gebiet startet die Siedelinie vom Nullpunkt und mündet bei unterkritischen Temperaturen für das Lösungsmittel im Dampfdruck der Lösungsmittelkomponente. Die Taulinie schmiegt sich komplett an die Druckachse an, denn in der Dampfphase befinden sich nur Lösungsmittelmoleküle. Im lö-sungsmittelreichen Gebiet kann das Dampf-Flüssig (VL) Gleichgewicht von einer Flüssig-Flüssig (LL) Entmischung überlagert sein, so dass mit der Dampfphase insgesamt drei Phasen vorliegen. Bei höherem Druck verschwindet die Dampfphase und es liegen nur noch die bei-den flüssigen Phasen vor. Dabei schmiegt sich die Phasengrenzlinie der lösungsmittelreichen Phase wieder an die Ordinate an. Das reale, aber nicht messbare Verhalten in der lösungsmit-telreichen Ecke ist in dem Ausschnitt dargestellt. Die Polymerkonzentration in der lösungs-mittelreichen Phase weist nur sehr kleine Werte auf.
LVP02 Taulinie
Siedelinie
x1 w1
P P
G + L
VL
VLL
LL
L
VL
VL
V
LLa) b)
Abb. 4: Gas-Flüssig-Gleichgewicht mit Gaskomponente (1) und Phasenverhalten von Po-
lymer-Lösungsmittel mit Lösungsmittelkomponente (1). Durchgezogene Linie: LM
cTT >> ;
Gestrichelte Linie: LM
cTT << [Behme 2000].
Sobald die Temperatur oberhalb der kritischen Temperatur des Lösungsmittels liegt, was bei den in dieser Arbeit vermessenen Gaslöslichkeiten der Fall ist, kann kein Dreiphasengleich-gewicht mehr beobachtet werden. Der in dieser Arbeit experimentell abgedeckte Messbereich umfasst zum einen die polymerreiche Ecke bei w10 (Niederdruck-Gleichgewichte) und zum anderen den Verlauf der durchgezogenen Linie in Abb. 4b (Hochdruck-Gleichgewichte). Die thermodynamische Beschreibung dieser Art von Gleichgewichten erfolgt unter den Ne-benbedingungen des thermischen und mechanischen Gleichgewichts analog wie bei Dampf-Flüssig Gleichgewichten über die Isofugazitätsbeziehung. G
i
L
i ff = mit i=1…N ( 2-3 )
Allerdings kann die Beschreibung gasförmiger Komponenten, die oberhalb ihres kritischen Punktes vorliegen nicht mit der gewöhnlichen Definition der Standardfugazität bei Systembe-dingungen vorgenommen werden ohne den Dampfdruck zu extrapolieren und damit nur eine ungenaue Darstellung des Gleichgewichts liefern (vergleiche Formulierung der Flüssigpha-senfugazität in Gleichung ( 2-4 )). 0
iii
L
i fxf ⋅⋅= γ und i
LV
i
LV
ii Pf 0000 πϕ ⋅⋅= ( 2-4 )
8
Als alternativen Referenzzustand kann die unendlich verdünnte Komponente i im Lösungs-mittel j verwendet werden. Dabei wird die Referenzfugazität über den Henry-Koeffizienten ausgedrückt, der auf den Dampfdruck des Lösungsmittels j bezogen und eine Funktion der Temperatur ist. Mit der Poynting Korrektur π∞i
L wird die Druckkorrektur vom Lösungsmittel-dampfdruck bis zum Systemdruck beschrieben, wobei das partielle molare Volumen der Komponente i bei unendlicher Verdünnung (v∞i
L) nahezu druckunabhängig ist.
( )
⋅
−⋅=⋅==
∞
∞∞TR
PPvHHff
LV
j
L
i
ji
L
iji
L
i
L
i exp,,0 π ( 2-5 )
Es lässt sich dann daraus die Gleichgewichtsbeziehung aufstellen, die gleichzeitig die allge-meine Formulierung des Henryschen Gesetzes darstellt und über den gesamten Konzentrati-onsbereich für über- und unterkritische Substanzen gilt.
( )
⋅
−⋅⋅⋅=⋅⋅
∞∗
TR
PPvHxPy
LV
j
L
i
jiii
G
i exp,γϕ ( 2-6 )
Dabei bildet γi* den asymmetrisch normierten Aktivitätskoeffizienten als Quotient aus dem
symmetrisch normierten Aktivitätskoeffizienten (γi) und dem Grenzaktivitätskoeffizienten (γ∞i), der bei unendlicher Verdünnung dem Wert 1 zustrebt.
i
ii
∞
∗ =γ
γγ und 1lim
0=∗
→i
xi
γ ( 2-7 )
Die exakte Definition des Henry-Koeffizienten lässt sich aus der rechten Seite von Gleichung ( 2-5 ) ableiten unter der Berücksichtigung, dass mäßige Lösungsmitteldampfdrücke vorliegen und der Zustand unendlicher Verdünnung erfüllt ist (γi* 1, π∞i
L 1).
ji
i
L
i
xH
x
f
i
,0lim =
→
( 2-8 )
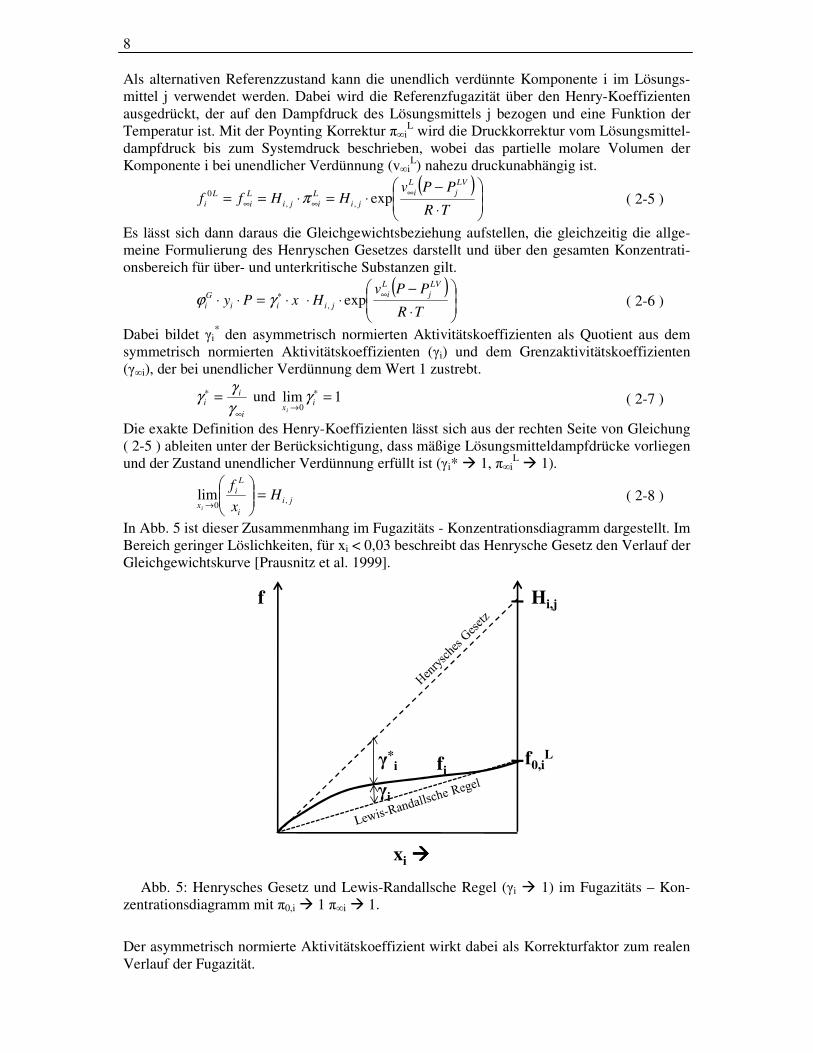
In Abb. 5 ist dieser Zusammenmhang im Fugazitäts - Konzentrationsdiagramm dargestellt. Im Bereich geringer Löslichkeiten, für xi < 0,03 beschreibt das Henrysche Gesetz den Verlauf der Gleichgewichtskurve [Prausnitz et al. 1999].
f Hi,j
f0,iL
fi
xi
γ*i
γi
Abb. 5: Henrysches Gesetz und Lewis-Randallsche Regel (γi 1) im Fugazitäts – Kon-
zentrationsdiagramm mit π0,i 1 π∞i 1.
Der asymmetrisch normierte Aktivitätskoeffizient wirkt dabei als Korrekturfaktor zum realen Verlauf der Fugazität.
9
Aus den oben dargestellten Gleichungen lassen sich Formulierungen des Henryschen Geset-zes erhalten, die für unterschiedliche Bereiche Gültigkeit aufweisen und in Tab. 2 aufgeführt sind [Carroll 1991].
Tab. 2: Verschiedene Formen des Henrxschen Gesetzes [Carroll 1991]
Formulierung Henry – Gesetz Gültigkeitsbereich
( )
⋅
−⋅⋅⋅=⋅⋅
∞∗
TR
PPvHxPy
LV
j
L
i
jiii
G
i exp,γϕ Keine Einschränkung
⋅⋅⋅=⋅⋅ ∗jiii
G
i HxPy ,γϕ P < 10 bar
( )
⋅
−⋅⋅=⋅⋅
∞
TR
PPvHxPy
LV
j
L
i
jii
G
i exp,ϕ xi < 0,03 (Krichevsky – Henry-Gesetz)
( ) ( )
⋅
−+
⋅
−+=
∞
TR
PPv
TR
xAH
x
fLV
j
L
ij
ji
i
G
i1
lnln2
, xi < 0,1 (Krichevsky – Iliinskaya Gleichung)
jii HxPy ,⋅=⋅ xi < 0,03; P < 2 bar
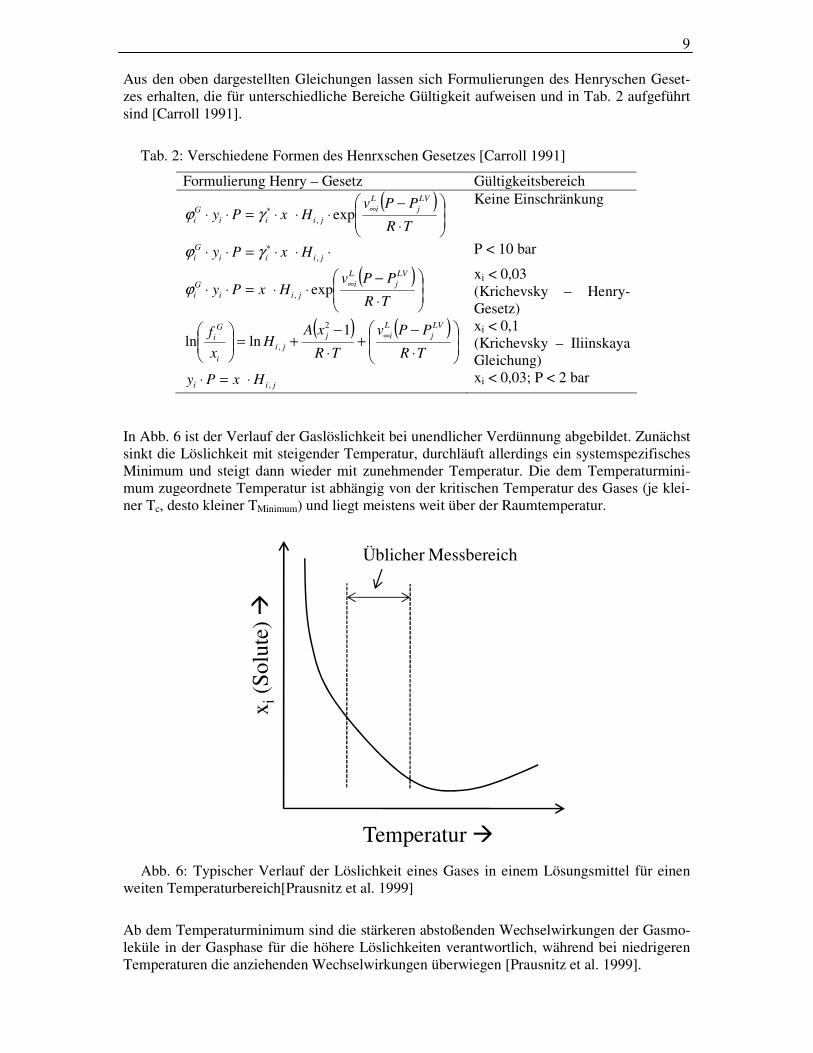
In Abb. 6 ist der Verlauf der Gaslöslichkeit bei unendlicher Verdünnung abgebildet. Zunächst sinkt die Löslichkeit mit steigender Temperatur, durchläuft allerdings ein systemspezifisches Minimum und steigt dann wieder mit zunehmender Temperatur. Die dem Temperaturmini-mum zugeordnete Temperatur ist abhängig von der kritischen Temperatur des Gases (je klei-ner Tc, desto kleiner TMinimum) und liegt meistens weit über der Raumtemperatur.
x i(S
olut
e)
Temperatur
Üblicher Messbereich
Abb. 6: Typischer Verlauf der Löslichkeit eines Gases in einem Lösungsmittel für einen
weiten Temperaturbereich[Prausnitz et al. 1999]
Ab dem Temperaturminimum sind die stärkeren abstoßenden Wechselwirkungen der Gasmo-leküle in der Gasphase für die höhere Löslichkeiten verantwortlich, während bei niedrigeren Temperaturen die anziehenden Wechselwirkungen überwiegen [Prausnitz et al. 1999].
10
Für Gas – Polymer bzw. Gas – Lösungsmittel - Polymersysteme lassen sich die oben aufge-führten Formulierungen der Gleichgewichte in derselben Weise anwenden, wobei die Kon-zentration in der flüssigen Phase sinnvoller Weise in Gewichtsanteilen (wi) ausgedrückt und folglich auch der massenbasierte asymmetrisch normierte Aktivitätskoeffizient (Ωi
*) verwen-det wird. Es gelten dieselben Vereinfachungen hinsichtlich Druck und unendlicher Verdün-nung [Maloney und Prausnitz 1976a].
∫
⋅
⋅⋅⋅⋅Ω=⋅⋅ ∞∗
P
P
L
ijiiiii
PolymerTR
dPvHwPy exp,ϕ ( 2-9 )
ji
i
L
i
xH
w
f
i
,0
lim =
→
( 2-10 )
Angesichts des geringen (nicht messbaren) Dampfdrucks der Polymerkomponente taucht in der Poynting-Korrektur in Gleichung ( 2-9 ) lediglich der Systemdruck (P) auf, denn der Dampfdruck des Lösungsmittels (hier ein Polymer) geht gegen Null (PPolymer 0).
2.3 Thermodynamische Modelle
Für die Berechnung der Fugazitäts- und Aktvitätskoeffizienten aus der Gleichgewichts-beziehung stellt die Thermodynamik verschiedene Modelle zur Verfügung, die sich in Zu-standsgleichungen und GE-Modelle (für Aktivitätskoeffizienten) einteilen lassen. Allerdings gibt es bisher nur wenige zuverlässige Zustandsgleichungen, mit denen Fugazitäten der flüs-sigen Phase unterschiedlicher Stoffklassen quantitativ zufriedenstellend beschrieben werden können. Deswegen werden für die Darstellung des nicht-idealen Verhaltens einer Lösung meistens Aktivitätskoeffizientenmodelle herangezogen. Diese Modelle lassen sich auch für Polymerlösungen nutzen und vermögen durch Erweiterungen, mit denen die Besonderheiten von Polymeren und Polymer-Lösungsmittelsystemen berücksichtigt werden, auch unter-schiedlich gut Dampf- Flüssig und Flüssig-Flüssig Gleichgewichte berechnen. Die hyperverzweigten Polymere stellen wegen ihrer komplexen Molekülstruktur und den dar-aus resultierenden Unterschieden im Lösungsverhalten im Vergleich zu linearen Polymerlö-sungen zusätzliche Anforderungen an die verwendeten Modelle. Bisher wurde vor allem die Lattice Cluster Theorie angewandt und erweitert, um Einflüsse der Polymerstruktur auf das Phasenverhalten zu berücksichtigen [Dudowicz und Freed, 1991]. Lue und Prausnitz berech-nen damit Lösungsmittelaktivitäten und Flüssig-Flüssig Gleichgewichte für homogene Dendrimerlösungen. Außerdem gibt es erste Ansätze, in denen der Einfluss der Endgruppen der terminalen Polymereinheiten auf die Thermodynamik von Lösungen modelliert wird [Jang et al., 2002, Jang und Bae, 2001]. Jang und Bae berechnen Flüssig-Flüssig Gleichge-wichte und beziehen Wasserstoffbrückenbindungen zwischen Lösungsmittelmolekülen und terminalen Dendrimereinheiten als zusätzlicher Beitrag zu den Wechselwirkungen mit ein. Ein Überblick zum Stand der Modellbildung für hyperverzweigte Polymere findet sich bei Seiler [Seiler 2006].
2.3.1 UNIFAC-FV
In dieser Arbeit wird das Modell UNIFAC-FV (UNIQUAC Functional-group Activity Coef-ficients-Free Volume) auf hyperverzweigte Polymerlösungen angewendet. Es handelt sich dabei um ein voraussagendes Modell, das auf Basis der molekularen Strukturgruppen und der Reinstoffdichten der Komponenten den Aktivitätskoeffizienten des Lösungsmittels und damit das Phasengleichgewicht vorausberechnen kann. Dieses Modell bietet sich immer dann an, wenn experimentelle Daten zum Phasenverhalten rar sind. Allerdings besitzt auch UNIFAC-FV keinen Parameter, der die Struktur der Moleküle berücksichtigt. Es lassen sich aber die Kenntnisse aus der Theorie über das Lösungsverhalten hyperverzweigter Polymere im Modell umsetzen, so dass indirekt doch eine Verzweigung in die Modellierung des Pha-senverhaltens einfließen kann (siehe Kapitel 4.2).
11
Prausnitz und Oishi haben das von Fredenslund et al. eingeführte GE-Modell UNIFAC (UNIQUAC Functional-group Activity Coefficients) zur Berechnung von Lösungsmittel-aktivitäten auf Polymerlösungen erweitert, indem sie einen Term für das freie Volumen (Free-Volume: FV) aus der Flory-Zustandsgleichung hinzufügten [Fredenslund et al. 1975; Fredenslund et al. 1977; Oishi und Prausnitz 1978]. Auf diese Weise war es möglich, das un-terschiedliche thermische Ausdehnungsverhalten von Lösungsmittel und Polymer in Abhän-gigkeit der Zusammensetzung und der Temperatur zu berücksichtigen und so bessere Voraus-sagen für das Phasenverhalten von Polymerlösungen treffen zu können. Das freie Volumen wird im Allgemeinen als jenes Volumen definiert, das für den Massen-schwerpunkt eines sich bewegenden Moleküls zugänglich ist, wenn die anderen Moleküle des Systems fixiert sind. Wenn Komponenten mit unterschiedlichen freien Volumina gemischt werden, gehen diese Unterschiede in die Exzess-Funktionen der Mischung ein [Balashova et al. 1996]. UNIFAC-FV ist ein voraussagendes Modell und zählt zu den Gruppenbeitragsmethoden. Das Verhalten der Lösung wird als resultierende Summe des Verhaltens bzw. der Wechselwirkun-gen der beteiligten Moleküle untereinander begriffen, die wiederum in definierte Struktur-gruppen eingeteilt sind. Auf diese Weise kann eine Abschätzung des realen Verhaltens zahl-reicher chemischer Komponenten qualitativ hochwertig erfolgen, die auf der Basis weniger UNIFAC Strukturgruppen abgebildet werden können. Das UNIFAC-FV Modell unterteilt die Lösungsmittelaktivität in einen kombinatorischen (c), residuellen (r) und einen freies-Volumen Beitrag: )ln()ln()ln()ln( menfreiesVolu
i
residuell
i
ischkombinator
il aaaa ++= ( 2-11 )
Der kombinatorische Term beschreibt Größe und Gestalt der Moleküle. Er wird direkt aus dem UNIQUAC-Modell (UNIversal Quasi-chemical Activity Coefficient) übernommen [Abrams und Prausnitz 1975].
Φ−+
Φ−
Φ−+Φ=
i
i
i
i
i
i
i
i
ischkombinator
i qz
aθθθ
1ln2
1ln)ln( ( 2-12 )
Der erste Teil der Gleichung bis zum Klammerprodukt stammt aus dem Flory-Huggins Mo-dell und wurde für UNIQUAC mit der Guggenheim-Stavermann Korrektur erweitert, so dass Unterschiede in der Gestalt der Moleküle Berücksichtigung finden [Fredenslund et al. 1975; Kontogeorgis et al. 1994]. Die Koordinationszahl z wird zu 10 gesetzt. Der Volumenbruch Φi und der Oberflächenbruch θi werden aus den Volumen- bzw. Oberflächenparametern ri und qi berechnet,
∑
=Φ
j
jjj
iii
iMwr
Mwr
/
/ und
∑=
j
jjj
iii
iMwq
Mwq
/
/θ ( 2-13 )
mit den Massenbrüchen wi und den Molmassen der Komponenten Mi. In ri und qi, den Volu-men- bzw. Oberflächenparametern der Komponenten, gehen wiederum die Gruppenparameter Rk und Qk ein, die nach Bondi mit Hilfe der van der Waals Gruppenvolumen und -oberflächen vwk und Awk gebildet werden. Die Gruppenparameter Rk und Qk sind tabelliert [Danner und High 1993; Poling et al. 2001]. ∑=
k
k
i
ki Rr )(υ und ∑=k
k
i
ki Qq )(υ ( 2-14 )
17,15
wk
k
vR = und
9105,2 ⋅= wk
k
AQ ( 2-15 )
Dabei beschreibt νk
(i) die Anzahl der funktionellen Gruppe (k) im Molekül (i). Die Normali-sierungsfaktoren 15,17 cm3/mol und 2,5*109 cm2/mol sind von Abrams und Prausnitz für eine

12
CH2 Einheit in einem Polyethylenmolekül angegeben worden und werden für jede Struktur-gruppe benutzt [Bondi 1968; Abrams und Prausnitz 1975; Oishi und Prausnitz 1978]. Der residuelle Beitrag beschreibt die Wechselwirkungen zwischen den Molekülen (intermole-kular zwischen den Komponenten und intermolekular zwischen Molekülen einer Komponen-te): [ ]∑ Γ−Γ=
k
i
kk
i
k
residuell
ia )ln()ln()ln( )()(υ ( 2-16 )
Γk steht für die (residuelle) Aktivität der Gruppe (k) in der Mischung und Γk
(i) für die (residu-elle) Aktivität der Gruppe (k) im Standardzustand der reinen flüssigen Komponente (i). Durch den Differenzterm der Aktivitätskoeffizienten ist die Normalisierungsbedingung ai→1 für wi→1 erfüllt. Die Gruppenaktivität Γk bzw. Γk
(i) lässt sich wie folgt berechnen:
ΨΘ
ΨΘ−
ΨΘ−=Γ ∑
∑∑
m
n
nmn
kmm
m
mkmkk Q ln1 ( 2-17 )
Θm ist der Oberflächenbruch der Gruppe (m) (mit Qm als Gruppenoberflächenparameter nach Gleichung ( 2-15 )), wobei die Addition über alle definierten Gruppen ausgeführt wird und mit den Molenbrüchen Xm der einzelnen Gruppen in der Mischung, ähnlich wie θi, berechnet wird [Oishi und Prausnitz 1978]:
∑
=Θ
n
nn
mm
mXQ
XQ mit
∑ ∑
∑=
j n
j
njj
j
jj
i
m
mMw
Mw
X)(
)(
/
/
υ
υ
( 2-18 )
Mj ist die Molmasse von Gruppe (j) und wj der Massenbruch von Komponente (j) in der Mi-schung. Der Gruppenwechselwirkungsparameter Ψmn wird wie folgt berechnet:
−=
−−=Ψ
T
a
RT
UU mnnnmn
mn expexp ( 2-19 )
Umn ist ein Energiemaß für die Wechselwirkungen zwischen den Gruppen (m) und (n). Die Gruppenwechselwirkungsparameter amn und anm (zwei Parameter pro Gruppenpaar) sind ta-belliert und wurden durch die Anpassung an experimentelle Daten von Dampf-Flüssig Gleichgewichten erhalten. Es gilt zu beachten, dass amn die Einheit [K] besitzt und amn ≠ anm. Die für Polymerlösungen mit dem UNIFAC Modell berechneten Lösungsmittelaktivitäten weisen häufig zu kleine Werte auf. Zur Berücksichtigung des freien Volumens von Polymer-lösungen wurde von Oishi und Prausnitz als dritter, positiver Beitrag zur Aktivität noch ein „freies-Volumen“ Beitrag hinzugefügt, der aus der Flory-Zustandsgleichung erhalten wird, indem der Wechselwirkungsparameter χ12 zu Null gesetzt wird
( )
−
−−
−
=
−1
3/1~~
~
3/1~
3/1~
111
13ln
iM
i
i
M
i
i
menfreiesVolu
i
vv
vc
v
vca ( 2-20 )
Die reduzierten Volumina des Lösungsmittels iv~
und der Mischung Mv~
werden aus den spezi-fischen Volumina der Lösungsmittel und des Polymers vi berechnet und in [cm3/g] angege-ben. Bei vwi handelt es sich um das van der Waals Volumen:

13
i
ii
wi
iii
rb
Mv
vb
Mvv
⋅⋅
⋅=
⋅
⋅=
17,15
~
∑
∑
∑
∑==
i
iii
i
ii
i
wii
i
ii
M
Mwrb
vw
vwb
vw
v/17,15
~
( 2-21 )
Weiterhin werden die Massenbrüche der Komponenten wi, die Molmassen Mi und der be-rechnete Volumenparameter ri aus Gleichung ( 2-14 ) benötigt. Der Parameter ci kann nach Oishi und Prausnitz als Anzahl der externen Freiheitsgrade der Lösungsmittelmoleküle verstanden werden (Rotation, Translation und Vibration) und wird für sämtliche Lösungsmittel auf 1,1 gesetzt. Der Parameter b ist ein Proportionalitätsfaktor, der von Oishi und Prausnitz zu 1,28 bestimmt wurde. Ein wesentlicher Nachteil des UNIFAC Modells besteht in der oftmals qualitativ schlechten Beschreibung der Temperaturabhängigkeit des Aktivitätskoeffizienten. Aus diesem Grund wurden zahlreiche Erweiterungen entwickelt, in denen der Term der residuellen Aktivität durch zusätzliche Parameter variiert wurde [Larsen et al. 1987; Weidlich und Gmehling et al. 1987; Gmehling et al. 1993]. Sowohl beim UNIFAC (Dortmund), als auch beim UNIFAC (Lyngby) Modell wurde der kombinatorische Term jeweils durch einen stärker empirischen Ansatz modifiziert (siehe Gleichung ( 2-22 )).
ii
ischkombinator
ia Φ−+Φ= 1ln)ln( mit ∑
=Φ
i
jj
i
ixr
r3/2
3/2
(Lyngby) ( 2-22 )
)ln()( 00
3,02,1, TTT
TTaTTaaa mnmnmnmn −+⋅⋅+−⋅+= (Lyngby) ( 2-23 )
In Gleichung ( 2-23 ) ist zu erkennen, dass in der modifizierten Lyngby Version dreimal zwei Gruppenwechselwirkungsparameter zur Beschreibung der Interaktion zwischen zwei Struk-turgruppen benötigt werden.
2.3.2 Sanchez-Lacombe Zustandsgleichung
Ähnlich wie das gE-Modell UNIFAC-FV ist auch die Zustandsgleichung von Sanchez-Lacombe aus einem Gittermodell abgeleitet, genauer aus dem Gittergasmodell, das die Exis-tenz freier Gitterplätze zulässt und auf diese Weise die Berechnung von Systemen mit Kom-ponenten unterschiedlicher Dichten erlaubt [Sanchez und Lacombe 1976; Sanchez und La-combe 1978; Lacombe und Sanchez 1976]. In Abb. 7 wird dieser Ansatz durch die freien Gitterplätze deutlich. Komponenten mit hoher Dichte besetzen mehr Gitterplätze, während Komponenten mit niedrigeren Dichten mehr freie Plätze aufweisen. Im Gegensatz zu den gE-Modellen kann die Auswirkung des Systemdrucks auf die Systemdichte durch die Variation der Anzahl der freien Gitterplätze berücksichtigt werden, so dass die Zustandsgrößen Tempe-ratur, Druck und Dichte direkt miteinander verknüpft sind und damit das Modell als Zu-standsgleichung klassifiziert werden kann [Sadowski 2000].
Abb. 7: Zweidimensionale Abbildung eines reinen Fluids auf der Basis der Gittertheorie
mit besetzten und freien Gitterplätzen [Sanchez und Lacombe 1978]

14
Eine Änderung von Druck und/oder Temperatur führt in einem derartigen System zu einer Änderung der Anzahl der freien Gitterplätze, wobei das Volumen eines Gitterplatzes v* ein individueller Parameter ist und bei Mischungen durch geeignete Mischungsregeln dargestellt wird. Wenn in eine Formulierung der freien Energie (f) Ausdrücke der inneren Energie (u) und der Entropie (s), abgeleitet aus dem Flory-Huggins Modell1, eingesetzt werden, entsteht mit weiteren Annahmen der in Gleichung ( 2-25 ) abgebildete Zusammenhang von freien und belegten Gitterplätzen und den Zustandsgrößen Temperatur, Druck und Dichte [Sadowski 2000]. sTuf ∆−∆=∆ ( 2-24 )
RTrRT
Pv∗∗
⋅Φ+−+Φ=−ε2
10
11ln mit
N
N00 =Φ und
N
rN 111
⋅=Φ
( 2-25 )
Wobei Φ0 und Φ1 in diesem Fall die Segment- bzw. Volumenbrüche der freien (Indize 0) und belegten Gitterplätze (Indize 1) bedeuten (mit N als Gesamtzahl der Gitterplätze und ri als Segmentzahl). Zur Beschreibung einer reinen Komponente werden demnach die drei Parame-ter benötigt: Segmentvolumen v*, der Energieparameter ε* und Segmentzahl r. Die gewöhnliche Form der Zustandsgleichung von Sanchez-Lacombe wird mit der Darstel-lung reduzierter Größen erhalten:
0]~)1
1()~1[ln(~~~ 2 =⋅−+−⋅++ ρρρ
rTP ( 2-26 )
*
exp~T
TT = und
RT
∗∗ =
ε ( 2-27 )
*
exp~P
PP = und
∗
∗∗ =
vP
ε ( 2-28 )
*
exp~ρ
ρρ = und
rv
v∗
=ρ~1
( 2-29 )
Die reduzierten Größen können durch die Anpassung an Flüssigdichten und/oder Dampfdrü-cke bestimmt werden, wobei im Fall von Polymeren wegen des fehlenden Dampfdrucks le-diglich an Flüssigdichten angepasst wird. Dabei nimmt die Referenzdichte *ρ jenen Wert an, den das System besitzt, wenn alle Gitter-plätze belegt sind, weist also den maximal größten Wert auf. Im Fall von Polymersystemen geht der Wert der Segmentzahl r bei großen Werten der Molmasse gegen unendlich und damit der Term 1/r gegen Null. Die in dieser Arbeit zugrunde gelegten Mischungsregeln zur Berechnung binärer Systeme von Gas und Polymer stammen von Sato et al. und sind im Folgenden dargestellt [Sato et. al 2000].
1 Ausgehend von der Berechnung der Wahrscheinlichkeit belegter Gitterplätze mit der „mean-field approximation“ (bereits im Gitter vorhandene Moleküle beeinflussen die Wahrschein-lichkeit eines belegten oder freien Platzes nicht, keine Berücksichtigung besonderer Wech-selwirkungen wie z. B. Wasserstoffbrückenbindungen) und der der Boltzmann Beziehung unter der Verwendung der Stirling Näherung, ergibt sich ein Ausdruck für die Entropie.

15
∑∑ ⋅⋅=i j
ijji PP** φφ mit ( ) ( ) 5,0*** 1 jiijij PPkP ⋅⋅−= ( 2-30 )
∑
⋅⋅=
i i
i
iP
TPT
*
*0** φ ( 2-31 )
∑
=−
i i
i
rr
0
01 φ
( 2-32 )
∑
⋅
⋅=
j j
j
j
i
i
iiT
P
T
P*
*
*
*0 φφφ und ∑
=
j j
j
i
i
i
ww** ρρ
φ ( 2-33 )
Die Größen *** ,, iii PT ρ und ir beziehen sich dabei auf den Reinstoff, ijk bezeichnet den binä-
ren Wechselwirkungsparameter, iφ den Volumenanteil und iw den Massenanteil.
2.3.3 PC-SAFT Zustandsgleichung
Entgegen den beiden zuletzt beschriebenen Modelle, die sich aus der Gittertheorie ableiten lassen und damit die Moleküle aus der Perspektive des Feststoffs betrachten, gründet die Per-turbed Chain - Statistical Associated Fluid Theory (PC-SAFT) Zustandsgleichung auf der Störungstheorie aus der statistischen Thermodynamik. Danach setzen sich die Moleküle als Ketten sich berührender Kugelelemente zusammen, und ihr Verhalten resultiert aus der Sum-me von einander unabhängigen Störungen vom Referenzzustand der harten Kugel bzw. harten Kette [Groß 2001]. Die PC-SAFT Gleichung ist eine thermische Zustandsgleichung zur Beschreibung langketti-ger Moleküle, die als modifizierte Form der 1988 von Chapman et al. entwickelten SAFT Gleichung von Groß entwickelt wurde [Chapman et al. 1988; Groß 2001]. Das Verhalten der Moleküle wird auf der Basis repulsiver und attraktiver Wechselwirkungen beschrieben und über die residuelle Freie Energie (f) dargestellt.
Tk
f
Tk
f
Tk
f
Tk
f assocdisphcres
⋅+
⋅+
⋅=
⋅ ( 2-34 )
Die abstoßenden Wechselwirkungen finden im „harte Ketten“- Term (fhc) Berücksichtigung, und die anziehenden Wechselwirkungen sind teilen sich in einen dispersiven (fdisp) und einen assoziierenden Anteil (fassoc) auf. Es liegt die Vorstellung zugrunde, dass die einzelnen Moleküle als harte Ketten beschrieben werden können, wobei die harten Ketten aus Hartkugelsegmenten bestehen, die irreversibel miteinander verbunden sind. Für eine Kette harter Kugeln entwickelten Chapman et al. den Ausdruck für die freie Energie, der für Mischungen gültig ist.
( ) ( )ii
hs
ii
i
ii
hshc
gmxTk
fm
Tk
fσln1 ⋅−⋅−
⋅⋅=
⋅∑
mit
∑ ⋅=i
ii mxm
( 2-35 )
Dabei bezeichnet m die mittlere Segmentzahl und ( )
ii
hs
iig σ die radiale Verteilungsfunktion, die die Wahrscheinlichkeit angibt, mit der sich ein Molekül im Abstand r von einem anderen Molekül aufhält. Groß verwendete die Barker-Henderson Störungstheorie zweiter Ordnung, um einen Term zu entwickeln, der die dispersiven Wechselwirkungen von Kettenmolekülen beschreibt. Das Referenzfluid ist hierbei das Harte-Ketten-Fluid. Mit Hilfe der von Barker und Henderson formulierten Störungstheorie kann das reale Abstoßungsverhalten von Mole-

16
külen mit einem temperaturabhängigen Segmentdurchmesser dargestellt werden, so dass auch Überlappungen der Molekülradien abgebildet [Groß und Sadowski 2001].
⋅
⋅−⋅−⋅=
TkTd
εσ
3exp12.01)(
( 2-36 )
Der in Gleichung ( 2-37 ) dargestellte Dispersionsterm basiert auf dem Referenzsystem harte Kette und vermag die nicht-sphärische Struktur der Moleküle darzustellen [Groß 2001].
−⋅
⋅⋅⋅⋅⋅⋅⋅⋅⋅−
⋅=
⋅∑∑ 3
1 ),,(2 ij
i j
ij
jiji
hcres
TkmmxxTmI
Tk
f
Tk
fσ
εηρπ
⋅⋅
∂
∂⋅++⋅⋅⋅−
−
),,(1 2
1
TmIZ
Zmhc
hc ηρ
ρρπ
3ij
i j
ij
jijiTk
mmxx σε
⋅
⋅⋅⋅⋅⋅⋅∑∑
( 2-37 )
Der obige Term ist bereits für eine Mischung formuliert. hcZ bezeichnet den dimensionslosen Kompressibilitätsfaktor und für die Parameter ungleicher Segmentpaarungen gelten die Kom-binationsregeln nach Berthelot-Lorentz.
( )ijjjiiij k−⋅⋅= 1εεε
( 2-38 )
( )jiij σσσ +=
2
1
( 2-39 )
Mit ),,(1 TmI η und ),,(2 TmI η werden zwei Integrale bezeichnet, die wegen der schwer zu-gänglichen Einflußgrößen nicht ohne weiteres analytisch gelöst werden können und deshalb durch Potenzreihen ersetzt werden.
( )∫∞
⋅
⋅⋅=
1
221 )(~
)(),,( dxxxu
TdxgTmI
hc ση
( 2-40 )
( )
⋅
⋅⋅⋅⋅
∂
∂= ∫
∞
1
222 )(~
)(),,( dxxxu
TdxgTmI
hc σρ
ρη
( 2-41 )
∑=
⋅=6
01 )(),(
i
ii mamI ηη
mit
iiii am
m
m
ma
m
mama 210
211)( ⋅
−⋅
−+⋅
−+=
( 2-42 )
∑=
⋅=6
02 )(),(
i
ii mbmI ηη
mit
iiii bm
m
m
mb
m
mbmb 210
211)( ⋅
−⋅
−+⋅
−+=
( 2-43 )
Hierbei ist )(xu das dimensionslose Paarpotenzial und η die dimensionslose Dichte (packing fraction) Die Parameter )(mai
und )(mbi sind an die homologe Reihe der Alkane angepasst worden
und werden als universelle Modellkonstanten für alle Stoffe eingesetzt. Im Assoziationsterm der PC-SAFT Gleichung, der auf dem Assoziationsmodell von Wert-heim beruht und unverändert von der SAFT Gleichung übernommen wurde, werden die asso-
17
ziierenden Wechselwirkungen zusammengefasst. Dazu muss die Anzahl möglicher Bindungs-stellen eines Segments vorab festgelegt werden, denn nur an diesen Stellen tritt per definitio-nem Assoziation auf. In dieser Arbeit wurde ohne Assoziationsterm gerechnet, weitere Infor-mationen zu diesem Term sind bei Groß zu finden [Groß 2001]. Zur Charakterisierung der Reinstoffe sind jeweils drei Parameter notwendig, die im Fall nie-dermolekularer Stoffe an Flüssigdichten bzw. PvT - Daten (auf der Siedelinie) und Dampf-drücke oder Verdampfungsenthalpien angepasst werden. • Segmentzahl der Komponente i: mi [-]
• Segmentdurchmesser der Komponente i: iσ [Å]
• Energieparameter der Komponente i: k
iε[K]
Für Polymere wird anstatt der Segmentzahl die auf die molare Masse bezogene Segmentzahl
i
i
M
m verwendet. Für die Beschreibung von Mischungen wird ein Wechselwirkungsparameter
(kij) benötigt, der den Dispersionsparameter ungleichartiger Moleküle / Segmente korrigiert (siehe Gleichung ( 2-38 ). Bei Polymeren muss bei der Ermittlung der Reinstoffparameter auf Alternativen ausgewichen werden, denn wegen des nicht messbaren Dampfdrucks fehlen aussagekräftige experimentelle Daten für den energetischen Parameter der Komponente. Groß et al. beschreiben zwei Mög-lichkeiten zur Bestimmung von Polymerparametern [Groß et al. 2002]. • Extrapolation der Parameter von niedermolekularen Komponenten (Parameter von n-
Alkanen extrapolierte Parameter für lineares Polyethylen), wobei diverse polymerspe-zifische Eigenschaften wie Verschlaufung, intramolekulare Wechselwirkungen oder Ab-schirmeffekte nicht berücksichtigt werden können. Abgesehen davon gibt es keine homo-logen niedermolekularen Analoga.
• Gleichzeitiges Anpassen von Dichtedaten und Dampf-Flüssig Gleichgewichten von Ge-mischen. Es hat sich gezeigt, dass dieser pragmatische Ansatz gute Berechnungsergebnis-se liefert und unterschiedliche Systeme mit den derart ermittelten Parametern ermittelt werden können, obwohl ein Reinstoffparameter aus Mischungsdaten stammt.
Im Falle verzweigter Polymere sind sowohl experimentelle Daten, als auch niedermolekulare Homologe entweder noch nicht vorhanden oder überhaupt nicht existent, so dass alternative Methoden entwickelt werden müssen. In Kapitel 4.3 werden verschiedene Möglichkeiten der Parameterermittlung für den Fall dis-kutiert, dass weder Dampf-Flüssig Gleichgewichtsdaten vorliegen, noch Monomere der Po-lymere verwendet werden können.
2.4 Absorptive Verfahren
Die Absorption ist eine thermische Grundoperation zur Aufreinigung von Gasströmen. Mit-tels eines geeigneten Lösungsmittels werden selektiv Komponenten aus einem Gasgemisch abgetrennt. In einer typischen Absorptionslage (Abb. 8) wird das Lösungsmittel im Kreis ge-fahren. Das Rohgas wird im Absorber im Gegenstrom zum regenerierten Lösungsmittel auf-gebracht, das sich im Sumpf der Kolonne bis zu einem bestimmten Grad mit der abzutrennen-den Gaskomponente (und zu möglichst geringen Anteilen mit den restlichen Komponenten) beladen hat. Die Regeneration des Lösungsmittels kann durch Druckabsenkung, Temperatur-erhöhung oder mit einem Strippgas erfolgen. Dazu wird das beladene Lösungsmittel durch interne Wärmeübertragung mit dem regenerierten Lösungsmittelstrom vorgewärmt und am Kopf dem Desorber zugeführt. Oberhalb der Lösungsmittelzugabe kann noch ein Waschmit-
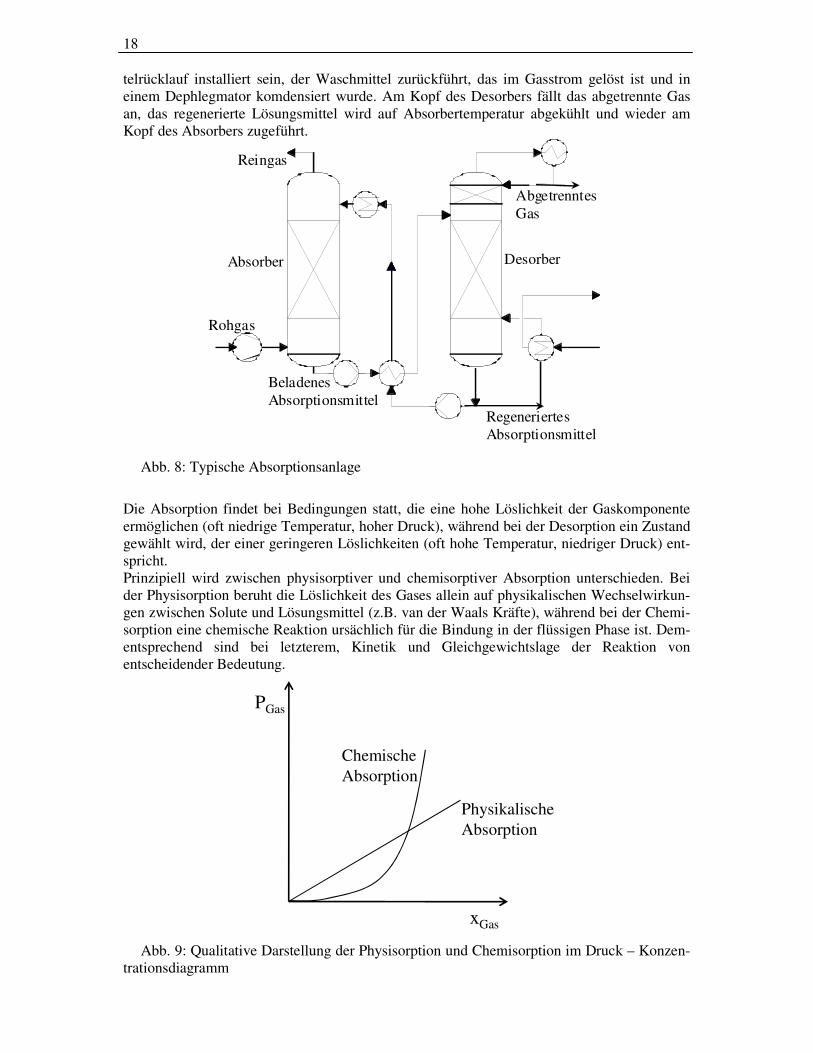
18
telrücklauf installiert sein, der Waschmittel zurückführt, das im Gasstrom gelöst ist und in einem Dephlegmator komdensiert wurde. Am Kopf des Desorbers fällt das abgetrennte Gas an, das regenerierte Lösungsmittel wird auf Absorbertemperatur abgekühlt und wieder am Kopf des Absorbers zugeführt.
Rohgas
Reingas
BeladenesAbsorptionsmittel
RegeneriertesAbsorptionsmittel
Absorber Desorber
AbgetrenntesGas
Abb. 8: Typische Absorptionsanlage
Die Absorption findet bei Bedingungen statt, die eine hohe Löslichkeit der Gaskomponente ermöglichen (oft niedrige Temperatur, hoher Druck), während bei der Desorption ein Zustand gewählt wird, der einer geringeren Löslichkeiten (oft hohe Temperatur, niedriger Druck) ent-spricht. Prinzipiell wird zwischen physisorptiver und chemisorptiver Absorption unterschieden. Bei der Physisorption beruht die Löslichkeit des Gases allein auf physikalischen Wechselwirkun-gen zwischen Solute und Lösungsmittel (z.B. van der Waals Kräfte), während bei der Chemi-sorption eine chemische Reaktion ursächlich für die Bindung in der flüssigen Phase ist. Dem-entsprechend sind bei letzterem, Kinetik und Gleichgewichtslage der Reaktion von entscheidender Bedeutung.
PGas
xGas
Physikalische Absorption
ChemischeAbsorption
Abb. 9: Qualitative Darstellung der Physisorption und Chemisorption im Druck – Konzen-
trationsdiagramm
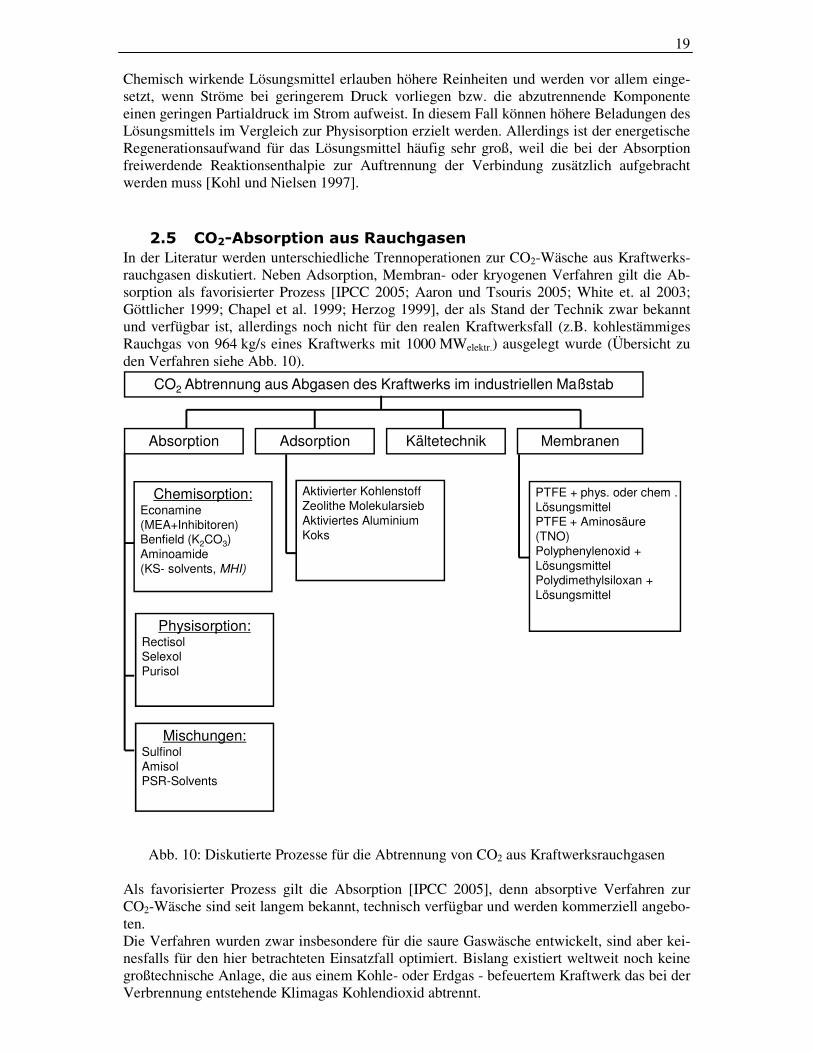
19
Chemisch wirkende Lösungsmittel erlauben höhere Reinheiten und werden vor allem einge-setzt, wenn Ströme bei geringerem Druck vorliegen bzw. die abzutrennende Komponente einen geringen Partialdruck im Strom aufweist. In diesem Fall können höhere Beladungen des Lösungsmittels im Vergleich zur Physisorption erzielt werden. Allerdings ist der energetische Regenerationsaufwand für das Lösungsmittel häufig sehr groß, weil die bei der Absorption freiwerdende Reaktionsenthalpie zur Auftrennung der Verbindung zusätzlich aufgebracht werden muss [Kohl und Nielsen 1997].
2.5 CO2-Absorption aus Rauchgasen
In der Literatur werden unterschiedliche Trennoperationen zur CO2-Wäsche aus Kraftwerks-rauchgasen diskutiert. Neben Adsorption, Membran- oder kryogenen Verfahren gilt die Ab-sorption als favorisierter Prozess [IPCC 2005; Aaron und Tsouris 2005; White et. al 2003; Göttlicher 1999; Chapel et al. 1999; Herzog 1999], der als Stand der Technik zwar bekannt und verfügbar ist, allerdings noch nicht für den realen Kraftwerksfall (z.B. kohlestämmiges Rauchgas von 964 kg/s eines Kraftwerks mit 1000 MWelektr.) ausgelegt wurde (Übersicht zu den Verfahren siehe Abb. 10).
CO2 Abtrennung aus Abgasen des Kraftwerks im industriellen Maßstab
Absorption Adsorption Kältetechnik Membranen
Chemisorption:Econamine
(MEA+Inhibitoren)Benfield (K2CO3)
Aminoamide
(KS- solvents, MHI)
Physisorption:RectisolSelexol
Purisol
Aktivierter Kohlenstoff
Zeolithe Molekularsieb
Aktiviertes Aluminium
Koks
PTFE + phys. oder chem .
LösungsmittelPTFE + Aminosäure
(TNO)
Polyphenylenoxid +
LösungsmittelPolydimethylsiloxan +
Lösungsmittel
Mischungen:Sulfinol
AmisolPSR-Solvents
Abb. 10: Diskutierte Prozesse für die Abtrennung von CO2 aus Kraftwerksrauchgasen Als favorisierter Prozess gilt die Absorption [IPCC 2005], denn absorptive Verfahren zur CO2-Wäsche sind seit langem bekannt, technisch verfügbar und werden kommerziell angebo-ten. Die Verfahren wurden zwar insbesondere für die saure Gaswäsche entwickelt, sind aber kei-nesfalls für den hier betrachteten Einsatzfall optimiert. Bislang existiert weltweit noch keine großtechnische Anlage, die aus einem Kohle- oder Erdgas - befeuertem Kraftwerk das bei der Verbrennung entstehende Klimagas Kohlendioxid abtrennt.
20
Bei den derzeit verfügbaren Verfahren handelt es sich um chemische Wäschen des CO2 in wässrige Monoethanolamin (MEA) Lösungen (plus Korrosions-Inhibitoren): • Econamine FG Prozess von Flour Daniel (weltweit mehr als 20 Anlagen gebaut mit 6 -
1000 t CO2/d) [Chapel et al. 1999].
• Prozess von Kerr-McGee/ABB Lummus Crest (4 Anlagen, 180-720 t CO2/d) [Chapel et al. 1999, Herzog 1999, Barchas und Davis 1992].
Diese Anlagen waschen Kohlendioxid aus Rauchgasen nach der Gasverbrennung und ver-wenden das CO2 in der Erdölgewinnung (enhanced oil recovery, EOR) sowie in der Lebens-mittel- und Getränkeindustrie. Für die großtechnische Abtrennung von Kohlendioxid aus Rauchgasen des Kraftwerks werden wegen der riesigen anfallenden Mengen die Speicherung im Ozean und die Lagerung in Gesteinsschichten im Boden untersucht. Weiterführende Lite-ratur dazu findet sich in [Arlt 2003]. Obwohl Kohlekraftwerke die höchste spezifische CO2-Emission aufweisen, weltweit knapp ein Drittel der installierten Leistung (1100 GW: [Drenckhahn et al. 2004]) ausmachen und damit erster Anknüpfpunkt für CO2-Reduzierungsmaßnahmen sind, liegen nur wenige Ergeb-nisse vor, die den Betrieb von Anlagen zur CO2-Abscheidung aus Kohlekraftwerken untersu-chen. Die oben genannten Anlagen trennen das CO2 aus Rauchgasen ab, die aus der Verbren-nung von Erdgas stammen. Wilson et al. zeigen in Testversuchen einer Pilotanlage auf, dass gerade die Art des Abgases einen wesentlichen Einfluss auf die Wirksamkeit des Verfahrens besitzt, z.B. hinsichtlich Degradation des Lösungsmittels, Schaumbildung, optimales Arbeits-verhältnis zwischen beladener und unbeladener Lösung [Wilson et al. 2004, Wilson et al. 2004a]. Chapel et al. berichten von zwei Pilotanlagen mit dem Econamine FG Prozess (2 - 4,5 t CO2/d), die Abgase aus der Kohleverbrennung waschen. Darüber hinaus existieren noch die Testanlage der Saks’s Power in Regina (Boundary Dam), Canada (Econamine FG: 4 t CO2/d) [Wilson et al. 2004] und eine dänische Pilotanlage des CASTOR-Projekts für das Esbjerg Kraftwerk (1 t CO2/h) [Hasse et al. 2005]. In den Pilotanlagen werden u. a. die gene-relle Eignung des Absorptionsprozesses, der Einfluss des Regenerationsgrades auf die Trenn-leistung und die Kosten, die Deaktivierung des Lösungsmittels durch SOx, NOx und O2, sowie die Korrosion in der Anlage in Langzeitversuchen untersucht. In diesem Kapitel wird der Fokus auf die thermodynamische Einordnung der verschiedenen Lösungsmittel für die Abtrennung von CO2 aus Gasgemischen gelegt. Veawab et al. führen an, dass sich 70 - 80 % der Betriebskosten einer MEA-Absorption aus der energieintensiven Regeneration des Lösungsmittels ergeben [Veawab et al. 2001]. Damit kommt der Optimie-rung des Lösungsmittels bzw. der Auswahl des Lösungsmittels eine zentrale Bedeutung zu. Aus den aufgezeigten Zusammenhängen können grundlegende Anforderungen an die physi-kalischen und chemischen Stoffeigenschaften der zu verwendenden Lösungsmittel abgeleitet werden. Auch im Hinblick auf die stetig steigenden Möglichkeiten, Lösungsmitteleigenschaf-ten vorauszuberechnen und diese Eigenschaften daraufhin maßzuschneidern, ist eine Evaluie-rung der Lösungsmitteleigenschaften eine wichtige Voraussetzung. Die Lösungsmittel für Absorptionsprozesse lassen sich im Wesentlichen in physisorptive und chemisorptive Waschflüssigkeiten einteilen sowie Mischungen beider Arten. Für den Bereich der Abgasreinigung bei konventionellen fossilen Kraftwerken stehen keine rein physikali-schen Lösungsmittel zur Verfügung, die bei den besonderen Bedingungen der Kraftwerksab-gase (niedriger CO2-Partialdruck) ökonomisch sinnvoll eingesetzt werden können. Der Recti-sol-Prozess mit Methanol als Medium ist allerdings für die CO2-Brenngasreinigung zukünftiger Kohlevergasungs-Kraftwerke wegen des höheren Druckes interessant [Göttlicher 1999]. Der weitaus größte Teil der untersuchten Lösungsmittel entstammt dem Bereich der wässri-gen Aminlösungen, die das Kohlendioxid chemisorptiv lösen, wobei die oben bereits erwähn-ten Prozesse, die Monoethanolamin und Inhibitoren verwenden, gegenwärtig erste Wahl sind.

21
Aus der Gruppe der Amine stehen zahlreiche mögliche Komponenten zur Verfügung. Neben dem primären Amin Monoethanolamin, sind auch sekundäre und tertiäre Amine mögliche Komponenten zur CO2-Wäsche. Die Vor- und Nachteile dieser Aminarten sind in Abb. 11 zusammengefasst. Der Vorteil des primären Amins liegt vor allen Dingen in der wesentlich höheren Reaktionsgeschwindigkeit, die im Vergleich zu einem tertiären Amin fast drei Zeh-nerpotenzen umfasst [Chakma 1997]. Nachteilig wirken sich allerdings die hohen Energiekos-ten der Regeneration aus (hohe Reaktionsenthalpie, hohe Verdampfungsenthalpie der Amin-lösung).2 Außerdem weist das primäre Amin auch relativ hohe Degradationsraten auf. Dieser Eigenschaft kommt insbesondere bei den großen Volumenströmen des Rauchgases eine nicht unerhebliche Bedeutung zu (Preis/Verluste siehe Tab. 3).
Amin
primär sekundär tertiär
MEA DEA TEA, MDEA
Reaktionsenthalpie
hoch niedrig
Verdampfungsenthalpie
hoch niedrig
Reaktionsgeschwindigkeit
hoch niedrig
Korrosion
hoch niedrig
Abb. 11: Qualitative Charakterisierung der Stoffeigenschaften der Amine [Chakma 1997]
Dabei beeinflussen die Reinheiten der vorgeschalteten Entstickung und Entschwefelung maß-geblich auch die MEA-Verluste (neben den Verdampfungsverlusten, die durch Waschsektio-nen minimiert werden können). Entsprechend der gefahrenen MEA-Konzentration ergeben sich unterschiedliche Grenzen für die zulässige SO2-Konzentration. Die Kosten für MEA-Verluste müssen den Kosten der Entschwefelung gegenübergestellt werden. Chapel et al. ge-ben für den Econamine FG-Prozess eine obere Grenze von 10 ppm an, die durch eine Sprüh-wäsche mit aktiven Alkalimetallverbindungen erreicht werden kann [Chapel et al. 1999]. Wil-son et al. berichten von der Boundary Dam Pilotanlage, dass der Feed mit einer SO2–Konzentration von 2 ppm dem Absorber zugeführt wird und nach 10 Tagen im Lösungsmittel ein Salzgehalt von 0,5 Ma% erreicht wird [Wilson et al. 2004]. Barchas und Davis stellen für die Kerr-McGee/ABB Lummus Crest Technologie fest, dass der ökonomische Aufwand für
2 Wenngleich in die Verdampfungsenthalpie der wässrigen Aminlösung (30 Ma% MEA = 11,6 Mol% MEA) die Verdampfungsenthalpie des Wassers als wesentliche Größe eingeht. Vereinfachend gilt: LV
AA
LV
OHOH
LV
Gemisch hxhxh minmin22 ⋅+⋅=
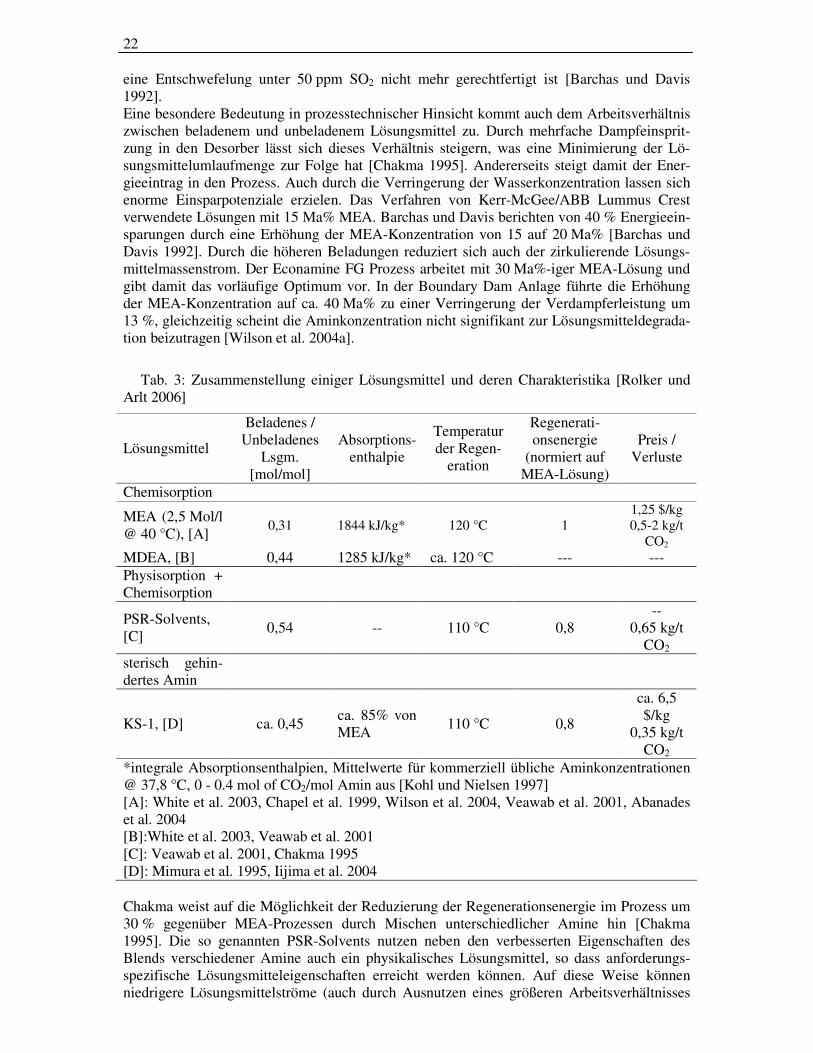
22
eine Entschwefelung unter 50 ppm SO2 nicht mehr gerechtfertigt ist [Barchas und Davis 1992]. Eine besondere Bedeutung in prozesstechnischer Hinsicht kommt auch dem Arbeitsverhältnis zwischen beladenem und unbeladenem Lösungsmittel zu. Durch mehrfache Dampfeinsprit-zung in den Desorber lässt sich dieses Verhältnis steigern, was eine Minimierung der Lö-sungsmittelumlaufmenge zur Folge hat [Chakma 1995]. Andererseits steigt damit der Ener-gieeintrag in den Prozess. Auch durch die Verringerung der Wasserkonzentration lassen sich enorme Einsparpotenziale erzielen. Das Verfahren von Kerr-McGee/ABB Lummus Crest verwendete Lösungen mit 15 Ma% MEA. Barchas und Davis berichten von 40 % Energieein-sparungen durch eine Erhöhung der MEA-Konzentration von 15 auf 20 Ma% [Barchas und Davis 1992]. Durch die höheren Beladungen reduziert sich auch der zirkulierende Lösungs-mittelmassenstrom. Der Econamine FG Prozess arbeitet mit 30 Ma%-iger MEA-Lösung und gibt damit das vorläufige Optimum vor. In der Boundary Dam Anlage führte die Erhöhung der MEA-Konzentration auf ca. 40 Ma% zu einer Verringerung der Verdampferleistung um 13 %, gleichzeitig scheint die Aminkonzentration nicht signifikant zur Lösungsmitteldegrada-tion beizutragen [Wilson et al. 2004a].
Tab. 3: Zusammenstellung einiger Lösungsmittel und deren Charakteristika [Rolker und Arlt 2006]
Lösungsmittel
Beladenes / Unbeladenes
Lsgm. [mol/mol]
Absorptions-enthalpie
Temperatur der Regen-
eration
Regenerati-onsenergie
(normiert auf MEA-Lösung)
Preis / Verluste
Chemisorption
MEA (2,5 Mol/l @ 40 °C), [A]
0,31 1844 kJ/kg* 120 °C 1 1,25 $/kg 0,5-2 kg/t
CO2 MDEA, [B] 0,44 1285 kJ/kg* ca. 120 °C --- --- Physisorption + Chemisorption
PSR-Solvents, [C]
0,54 -- 110 °C 0,8 --
0,65 kg/t CO2
sterisch gehin-dertes Amin
KS-1, [D] ca. 0,45 ca. 85% von MEA
110 °C 0,8
ca. 6,5 $/kg
0,35 kg/t CO2
*integrale Absorptionsenthalpien, Mittelwerte für kommerziell übliche Aminkonzentrationen @ 37,8 °C, 0 - 0.4 mol of CO2/mol Amin aus [Kohl und Nielsen 1997] [A]: White et al. 2003, Chapel et al. 1999, Wilson et al. 2004, Veawab et al. 2001, Abanades et al. 2004 [B]:White et al. 2003, Veawab et al. 2001 [C]: Veawab et al. 2001, Chakma 1995 [D]: Mimura et al. 1995, Iijima et al. 2004 Chakma weist auf die Möglichkeit der Reduzierung der Regenerationsenergie im Prozess um 30 % gegenüber MEA-Prozessen durch Mischen unterschiedlicher Amine hin [Chakma 1995]. Die so genannten PSR-Solvents nutzen neben den verbesserten Eigenschaften des Blends verschiedener Amine auch ein physikalisches Lösungsmittel, so dass anforderungs-spezifische Lösungsmitteleigenschaften erreicht werden können. Auf diese Weise können niedrigere Lösungsmittelströme (auch durch Ausnutzen eines größeren Arbeitsverhältnisses
23
von beladenem zu unbeladenem Lösungsmittel), eine geringere Regenerationstemperatur so-wie langsamere Degradationsraten und weniger Korrosion im Vergleich zum Prozess mit MEA erzielt werden. Veawab et al. geben dafür Energieeinsparungen von bis zu 40 % im Vergleich zum konventionellen MEA-Prozess an [Veawab et al. 2001]. Gerade im Hinblick auf den Kraftwerksprozess können sich große Einsparpotenziale ergeben, wenn das Lösungs-mittel bei geringeren Temperaturen regeneriert werden kann. Je geringer das Druckniveau des Dampfes ist, der dem Verdampfer zugeführt wird, desto größer ist die Ausbeute durch die Entspannung des Dampfes in der Turbine, so dass die Wirkungsgraderniedrigung des Kraft-werks geringer ausfällt. Hasse et al. untersuchen im Rahmen des CASTOR Projekts die Abtrennung von CO2 aus Rauchgasen und erzielen viel versprechende Ergebnisse mit einer Mischung aus tertiären Aminen und Aktivatoren. Im Vergleich mit einer 30 Ma% MEA-Lösung können sie den mi-nimalen Lösungsmittelstrom deutlich reduzieren sowie den benötigten Dampfstrom zur Re-generation senken [Hasse et al. 2005]. Großes Potenzial wird auch den sterisch gehinderten Aminen zugeschrieben. Nach Sartori und Savage stellt ein sterisch gehindertes Amin entweder ein primäres Amin dar, das mit ei-nem tertiären C-Atom oder ein sekundäres Amin, das mit einem tertiäten oder einem sekundä-res C-Atom verbunden ist [Sartori und Savage 1983]. Die Aminogruppe wird durch das An-hängen eines sperrigen Molekülrests entweder daran gehindert, die typische Karbamatreaktion einzugehen, oder bildet ein Karbamat mit nur schwacher Bindung aus. Durch Hydrolyse der Karbamatverbindung kommt es zur verstärkten Bikarbonatbildung (HCO3
-). Dadurch steht mehr Amin für CO2 zur Verfügung, so dass mit sterisch gehinderten Aminen höhere theoretische Beladungen (1 Mol CO2/Mol gehindertes Amin im Gegensatz zu 0,5 Mol CO2/Mol ungehindertes Amin) möglich sind, was zu geringeren Lösungsmittelum-laufraten führt [Sartori und Savage 1983]. Gleichzeitig ergeben sich geringere Reaktion-senthalpien. Dadurch reduziert sich die notwendige Regenerationsenergie [Sartori und Savage 1983]. Ähnlich wie bei tertiären Aminen, die auch keine Karbamate mit CO2 bilden, weist die Absorptionskinetik kleine Werte auf.
Karbamatreaktion von Monoethanolamin mit CO2 −+ +⇔+ RNHCOORNHCORNH 3222 (1)
Hauptreaktion eines tertiären Amins mit CO2 −+ +⇔++ 332122321 HCONHRRRCOOHNRRR (2)
Hydrolyse der Karbamatverbindung für sterisch gehindertes sekundäres Amin
−− +⇔+ 3222 HCONHROHNCOOR (3) Aroonwilas et al. zeigen, dass durch die Verwendung optimierter struktureller Packungen erhebliche Verbesserungen des Stoffübergangs für wässrige Lösungen von 2-Amino-2-Methyl-1-Propanol (AMP) erreicht werden können, so dass Ansatzpunkte gegeben sind, um der Limitierung des Stoffübergangs durch die geringere Reaktionsgeschwindigkeit der gehin-derten Amine entgegenzuwirken [Aroonwilas und Tontiwachwuthikul 1997]. Ein weiteres sehr viel versprechendes gehindertes Amin wurde von Mimura et al. vorgestellt und für die Kansai Electric Power Company von Mitsubishi Heavy Industries entwickelt [Mimura et al. 1995]. Diese so genannten KS-Solvents lassen höhere Arbeitsverhältnisse zwi-schen beladener und unbeladener Aminlösung im Vergleich zu Monoethanolamin zu, so dass sich der Lösungsmittelumlauf reduziert [Mimura et al. 1995, Iijima et al. 2004]. Die Regene-ration kann bei geringeren Temperaturen durchgeführt werden (110 °C) und die Reaktions-enthalpie mit CO2 ist entsprechend geringer. Verglichen mit MEA werden Energieeinsparun-gen von 20% berichtet. In ersten Pilotanlagenversuchen wurden ebenfalls neue optimierte Strukturpackungen eingesetzt, um den Stofftransport zu verbessern. In Malaysia wäscht seit 1999 eine Anlage 160 t CO2/d aus Rauchgasen zur Harnstofferzeugung mit KS - 1 als Lö-sungsmittel.
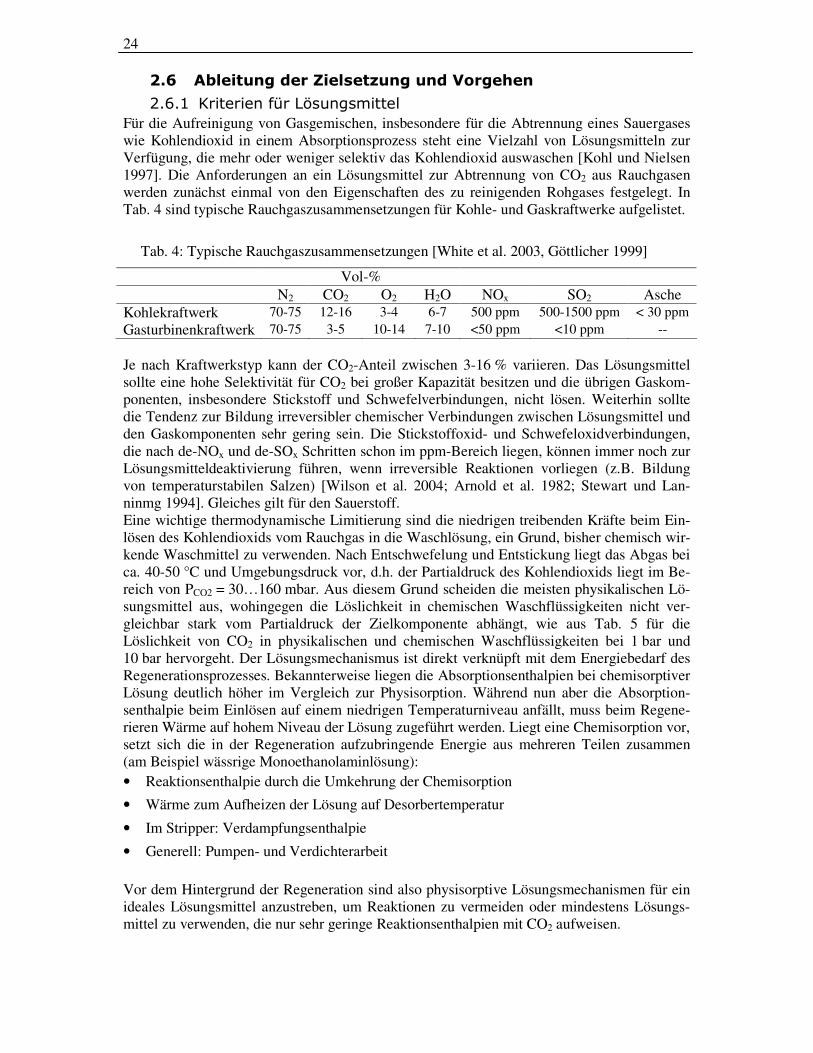
24
2.6 Ableitung der Zielsetzung und Vorgehen
2.6.1 Kriterien für Lösungsmittel
Für die Aufreinigung von Gasgemischen, insbesondere für die Abtrennung eines Sauergases wie Kohlendioxid in einem Absorptionsprozess steht eine Vielzahl von Lösungsmitteln zur Verfügung, die mehr oder weniger selektiv das Kohlendioxid auswaschen [Kohl und Nielsen 1997]. Die Anforderungen an ein Lösungsmittel zur Abtrennung von CO2 aus Rauchgasen werden zunächst einmal von den Eigenschaften des zu reinigenden Rohgases festgelegt. In Tab. 4 sind typische Rauchgaszusammensetzungen für Kohle- und Gaskraftwerke aufgelistet.
Tab. 4: Typische Rauchgaszusammensetzungen [White et al. 2003, Göttlicher 1999]
Vol-% N2 CO2 O2 H2O NOx SO2 Asche
Kohlekraftwerk 70-75 12-16 3-4 6-7 500 ppm 500-1500 ppm < 30 ppm Gasturbinenkraftwerk 70-75 3-5 10-14 7-10 <50 ppm <10 ppm -- Je nach Kraftwerkstyp kann der CO2-Anteil zwischen 3-16 % variieren. Das Lösungsmittel sollte eine hohe Selektivität für CO2 bei großer Kapazität besitzen und die übrigen Gaskom-ponenten, insbesondere Stickstoff und Schwefelverbindungen, nicht lösen. Weiterhin sollte die Tendenz zur Bildung irreversibler chemischer Verbindungen zwischen Lösungsmittel und den Gaskomponenten sehr gering sein. Die Stickstoffoxid- und Schwefeloxidverbindungen, die nach de-NOx und de-SOx Schritten schon im ppm-Bereich liegen, können immer noch zur Lösungsmitteldeaktivierung führen, wenn irreversible Reaktionen vorliegen (z.B. Bildung von temperaturstabilen Salzen) [Wilson et al. 2004; Arnold et al. 1982; Stewart und Lan-ninmg 1994]. Gleiches gilt für den Sauerstoff. Eine wichtige thermodynamische Limitierung sind die niedrigen treibenden Kräfte beim Ein-lösen des Kohlendioxids vom Rauchgas in die Waschlösung, ein Grund, bisher chemisch wir-kende Waschmittel zu verwenden. Nach Entschwefelung und Entstickung liegt das Abgas bei ca. 40-50 °C und Umgebungsdruck vor, d.h. der Partialdruck des Kohlendioxids liegt im Be-reich von PCO2 = 30…160 mbar. Aus diesem Grund scheiden die meisten physikalischen Lö-sungsmittel aus, wohingegen die Löslichkeit in chemischen Waschflüssigkeiten nicht ver-gleichbar stark vom Partialdruck der Zielkomponente abhängt, wie aus Tab. 5 für die Löslichkeit von CO2 in physikalischen und chemischen Waschflüssigkeiten bei 1 bar und 10 bar hervorgeht. Der Lösungsmechanismus ist direkt verknüpft mit dem Energiebedarf des Regenerationsprozesses. Bekannterweise liegen die Absorptionsenthalpien bei chemisorptiver Lösung deutlich höher im Vergleich zur Physisorption. Während nun aber die Absorption-senthalpie beim Einlösen auf einem niedrigen Temperaturniveau anfällt, muss beim Regene-rieren Wärme auf hohem Niveau der Lösung zugeführt werden. Liegt eine Chemisorption vor, setzt sich die in der Regeneration aufzubringende Energie aus mehreren Teilen zusammen (am Beispiel wässrige Monoethanolaminlösung): • Reaktionsenthalpie durch die Umkehrung der Chemisorption
• Wärme zum Aufheizen der Lösung auf Desorbertemperatur
• Im Stripper: Verdampfungsenthalpie
• Generell: Pumpen- und Verdichterarbeit Vor dem Hintergrund der Regeneration sind also physisorptive Lösungsmechanismen für ein ideales Lösungsmittel anzustreben, um Reaktionen zu vermeiden oder mindestens Lösungs-mittel zu verwenden, die nur sehr geringe Reaktionsenthalpien mit CO2 aufweisen.
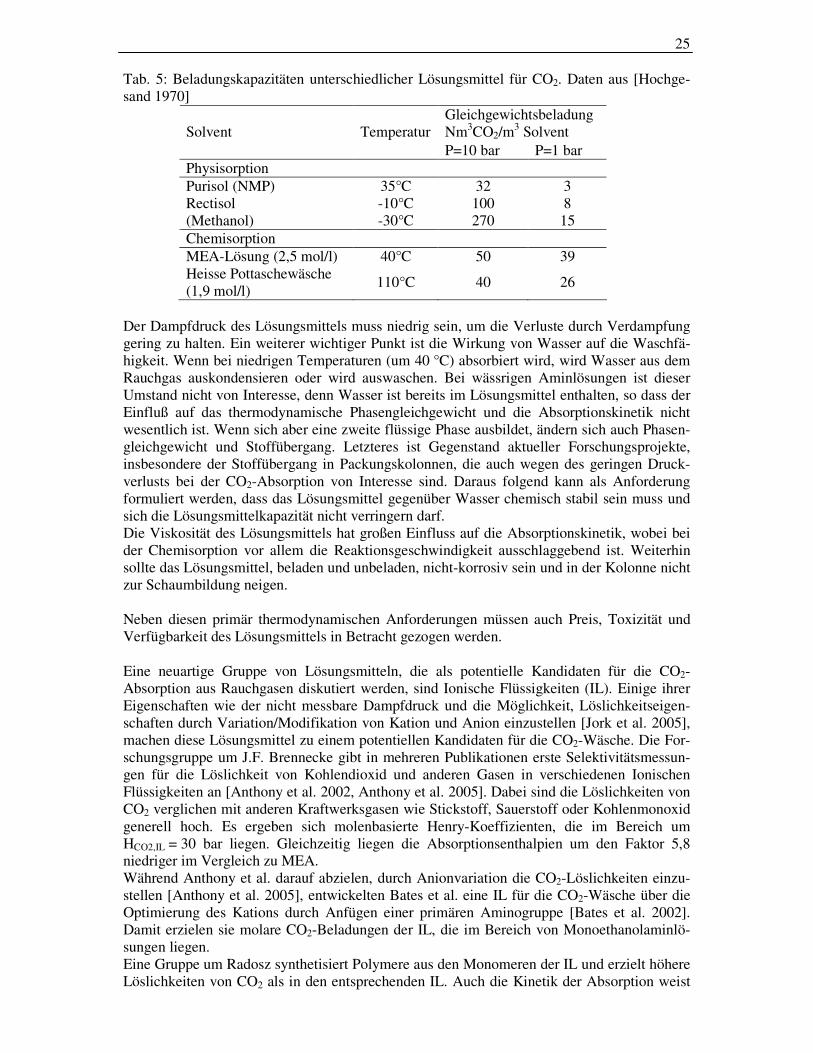
25
Tab. 5: Beladungskapazitäten unterschiedlicher Lösungsmittel für CO2. Daten aus [Hochge-sand 1970]
Gleichgewichtsbeladung Nm3CO2/m
3 Solvent Solvent Temperatur P=10 bar P=1 bar
Physisorption Purisol (NMP) 35°C 32 3
-10°C 100 8 Rectisol (Methanol) -30°C 270 15 Chemisorption MEA-Lösung (2,5 mol/l) 40°C 50 39 Heisse Pottaschewäsche (1,9 mol/l)
110°C 40 26
Der Dampfdruck des Lösungsmittels muss niedrig sein, um die Verluste durch Verdampfung gering zu halten. Ein weiterer wichtiger Punkt ist die Wirkung von Wasser auf die Waschfä-higkeit. Wenn bei niedrigen Temperaturen (um 40 °C) absorbiert wird, wird Wasser aus dem Rauchgas auskondensieren oder wird auswaschen. Bei wässrigen Aminlösungen ist dieser Umstand nicht von Interesse, denn Wasser ist bereits im Lösungsmittel enthalten, so dass der Einfluß auf das thermodynamische Phasengleichgewicht und die Absorptionskinetik nicht wesentlich ist. Wenn sich aber eine zweite flüssige Phase ausbildet, ändern sich auch Phasen-gleichgewicht und Stoffübergang. Letzteres ist Gegenstand aktueller Forschungsprojekte, insbesondere der Stoffübergang in Packungskolonnen, die auch wegen des geringen Druck-verlusts bei der CO2-Absorption von Interesse sind. Daraus folgend kann als Anforderung formuliert werden, dass das Lösungsmittel gegenüber Wasser chemisch stabil sein muss und sich die Lösungsmittelkapazität nicht verringern darf. Die Viskosität des Lösungsmittels hat großen Einfluss auf die Absorptionskinetik, wobei bei der Chemisorption vor allem die Reaktionsgeschwindigkeit ausschlaggebend ist. Weiterhin sollte das Lösungsmittel, beladen und unbeladen, nicht-korrosiv sein und in der Kolonne nicht zur Schaumbildung neigen. Neben diesen primär thermodynamischen Anforderungen müssen auch Preis, Toxizität und Verfügbarkeit des Lösungsmittels in Betracht gezogen werden. Eine neuartige Gruppe von Lösungsmitteln, die als potentielle Kandidaten für die CO2-Absorption aus Rauchgasen diskutiert werden, sind Ionische Flüssigkeiten (IL). Einige ihrer Eigenschaften wie der nicht messbare Dampfdruck und die Möglichkeit, Löslichkeitseigen-schaften durch Variation/Modifikation von Kation und Anion einzustellen [Jork et al. 2005], machen diese Lösungsmittel zu einem potentiellen Kandidaten für die CO2-Wäsche. Die For-schungsgruppe um J.F. Brennecke gibt in mehreren Publikationen erste Selektivitätsmessun-gen für die Löslichkeit von Kohlendioxid und anderen Gasen in verschiedenen Ionischen Flüssigkeiten an [Anthony et al. 2002, Anthony et al. 2005]. Dabei sind die Löslichkeiten von CO2 verglichen mit anderen Kraftwerksgasen wie Stickstoff, Sauerstoff oder Kohlenmonoxid generell hoch. Es ergeben sich molenbasierte Henry-Koeffizienten, die im Bereich um HCO2,IL = 30 bar liegen. Gleichzeitig liegen die Absorptionsenthalpien um den Faktor 5,8 niedriger im Vergleich zu MEA. Während Anthony et al. darauf abzielen, durch Anionvariation die CO2-Löslichkeiten einzu-stellen [Anthony et al. 2005], entwickelten Bates et al. eine IL für die CO2-Wäsche über die Optimierung des Kations durch Anfügen einer primären Aminogruppe [Bates et al. 2002]. Damit erzielen sie molare CO2-Beladungen der IL, die im Bereich von Monoethanolaminlö-sungen liegen. Eine Gruppe um Radosz synthetisiert Polymere aus den Monomeren der IL und erzielt höhere Löslichkeiten von CO2 als in den entsprechenden IL. Auch die Kinetik der Absorption weist
26
sehr gute Werte auf, 90 % des Endwerts der Löslichkeit sind bereits nach 4 min erreicht [Tang et al. 2005]. Ein großer Nachteil ionischer Flüssigkeiten besteht weiterhin in den hohen Herstellkosten (für MEA ca. 1,25 $/kg, siehe Tab. 3) sowie in der starken Abhängigkeit der Stoffeigenschaften von Verunreinigungen, insbesondere auch von Wasser. Außerdem liegen die Löslichkeiten noch nicht in einem Bereich, der IL mit MEA konkurrieren lässt. Aus diesen Gründen wären IL des derzeitigen Stands der Technik keine ökonomisch sinnvolle Lösung.
2.6.2 Prozesstechnische Kriterien
Abb. 12 zeigt ein vereinfachtes Fliessbild für einen Aminprozess (z.B. für Monoethanolamin) zur Abtrennung von Kohlendioxid aus Kraftwerksgasen. Vor dem Absorbereintritt muss das Druckniveau des Rauchgases geringfügig angehoben werden. Angesichts der großen Volu-menströme machen die Betriebskosten für den Verdichter einen Großteil der benötigten elekt-rischen Leistung aus [Chapel et al. 1999]. Dies mindert die Nettoleistung der Turbine bzw. des Generators. Eine Verbesserung der Kolonneneinbauten hätte einen niedrigeren Druckver-lust bei besserem Stoffaustausch (dadurch auch geringere Bauhöhen) zur Folge. Das gereinig-te Rauchgas verlässt den Absorber, wobei hier die notwendige Waschsektion zur Minimie-rung der Aminverluste im Dampf nicht eingezeichnet ist. Im Gegenstrom zum Gas wird das Lösungsmittel geführt, das sich in der Kolonne mit Kohlendioxid chemisorptiv belädt. Vor dem Regenerationsschritt wird das beladene Lösungsmittel durch einen Wärmeübertrager gepumpt und auf die höhere Regenerationstemperatur gebracht. Am Kopf des Desorbers (Stripper) wird das Lösungsmittel zugeführt und durchläuft im Gegenstrom zum Stripp-Dampf die Kolonne. Im Dephlegmator werden kondensierbare Dämpfe zurückgehalten und als Rücklauf zurückgegeben. Das Kohlendioxid (mit Resten der Dämpfe) kann als Gas ent-nommen werden und zur weiteren Behandlung z.B. druckverflüssigt werden. Der Verdampfer stellt den notwendigen Stripp-Dampf zur Verfügung und wird mit Nieder-druckdampf (3,5 bar), der einer Turbine entzogen wird, geheizt. Nach dem Verdampfer wird die notwendige Regeneration des verwendeten Amins (wärmebeständige Salze) bei höheren Temperaturen im Reclaimer durchgeführt. Diese Aktivierung des Amins ist notwendig, weil sich die weiteren Rauchgasbestandteile (Sauerstoff, Stickstoff- und Schwefeloxide) zu Amin-salzen umsetzen. Diese Regeneration läuft bei höheren Temperaturen unter Zugabe von Nat-riumcarbonat ab und benötigt ebenfalls aus der Turbine ausgeschleusten Dampf. Für den Eco-namine FG Prozess geben Chapel et al. einen Spielraum des Dampfniveaus von 310-510 kPa im Reclaimer an [Chapel et al. 1999]. Der Prozess ist an drei wesentlichen Stellen verstärkter Korrosion ausgesetzt. Im Absorber-sumpf und im Desorberkopf (nasse Sauergaskorrosion), wo wenig reines Amin, aber die an-gesäuerte wässrige Lösung vorliegt. Außerdem im Sumpf/Verdampfer des Desorbers inklusi-ve des Reclaimers, in denen die konzentrierte Aminlösung bei hohen Temperaturen auftritt [Kohl und Nielsen 1997]. Aus diesen Gründen müssen zuverlässige Korrosionsinhibitoren verwendet werden. Die in Abb. 12 gestrichelten Units und Ströme sind wesentliche Berührungspunkte des Ab-sorptionsprozesses mit dem Kraftwerksprozess. Zum einen wird dem Kraftwerksprozess elektrische Leistung (Pumpen und Verdichter) zum anderen Wasserdampf aus der Turbine entzogen (Verdampfer und Reclaimer). Es liegt auf der Hand, dass beide Prozesse zusammen energetisch optimiert werden müssen und nicht nur jeweils der Einzelprozess im Vordergrund stehen darf. So ließen sich Synergieeffekte zwischen beiden Prozessen nutzen. Würde z.B. ein Lösungsmittel gefunden werden, das sich bei Temperaturen um 80 – 100 °C regenerieren lie-ße, würde der Turbine niederwertiger Dampf entzogen werden und der Wirkungsgradverlust des Kraftwerks wäre weniger stark gemindert. Bei einer prozesstechnischen Verschaltung des Absorptionsprozesses mit dem Kraftwerk ist es denkbar, dass der Verdampfer durch die di-rekte Nutzung des Dampfes aus der Turbine eingespart werden kann. Damit würde auch eine korrosionsanfällige Einheit wegfallen. Weitere synergetische Effekte mit dem Kraftwerkspro-zess sind denkbar.
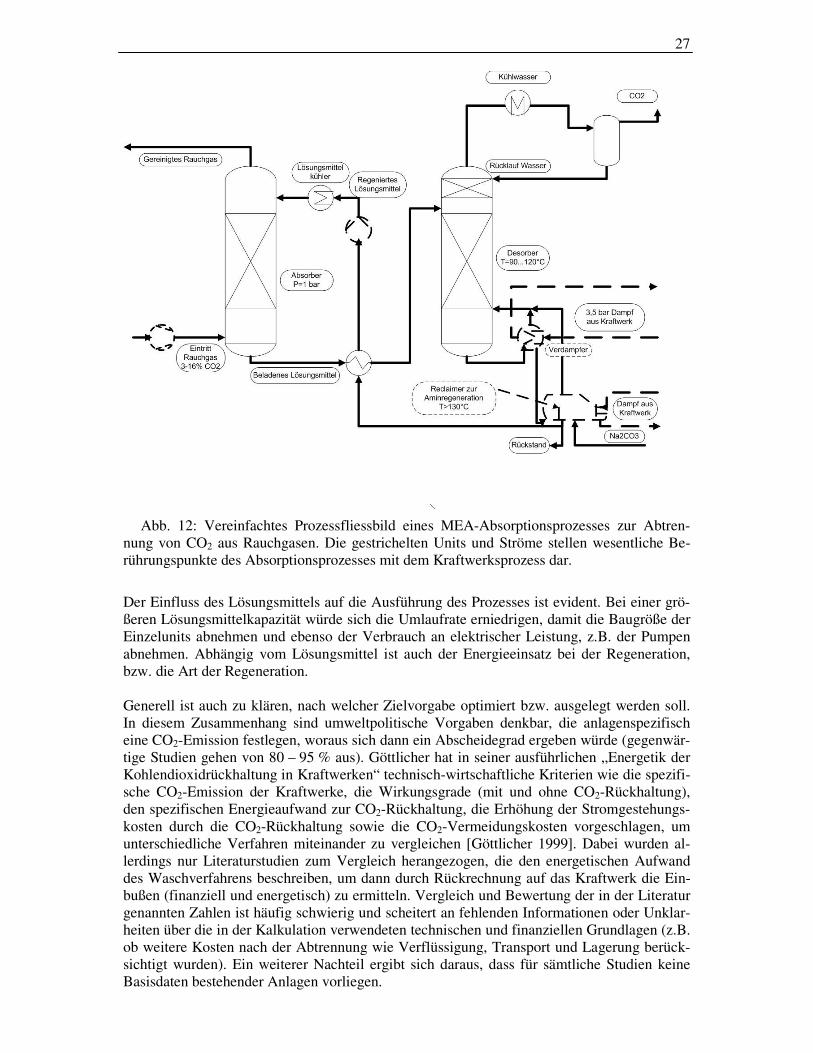
27
Abb. 12: Vereinfachtes Prozessfliessbild eines MEA-Absorptionsprozesses zur Abtren-
nung von CO2 aus Rauchgasen. Die gestrichelten Units und Ströme stellen wesentliche Be-rührungspunkte des Absorptionsprozesses mit dem Kraftwerksprozess dar.
Der Einfluss des Lösungsmittels auf die Ausführung des Prozesses ist evident. Bei einer grö-ßeren Lösungsmittelkapazität würde sich die Umlaufrate erniedrigen, damit die Baugröße der Einzelunits abnehmen und ebenso der Verbrauch an elektrischer Leistung, z.B. der Pumpen abnehmen. Abhängig vom Lösungsmittel ist auch der Energieeinsatz bei der Regeneration, bzw. die Art der Regeneration. Generell ist auch zu klären, nach welcher Zielvorgabe optimiert bzw. ausgelegt werden soll. In diesem Zusammenhang sind umweltpolitische Vorgaben denkbar, die anlagenspezifisch eine CO2-Emission festlegen, woraus sich dann ein Abscheidegrad ergeben würde (gegenwär-tige Studien gehen von 80 – 95 % aus). Göttlicher hat in seiner ausführlichen „Energetik der Kohlendioxidrückhaltung in Kraftwerken“ technisch-wirtschaftliche Kriterien wie die spezifi-sche CO2-Emission der Kraftwerke, die Wirkungsgrade (mit und ohne CO2-Rückhaltung), den spezifischen Energieaufwand zur CO2-Rückhaltung, die Erhöhung der Stromgestehungs-kosten durch die CO2-Rückhaltung sowie die CO2-Vermeidungskosten vorgeschlagen, um unterschiedliche Verfahren miteinander zu vergleichen [Göttlicher 1999]. Dabei wurden al-lerdings nur Literaturstudien zum Vergleich herangezogen, die den energetischen Aufwand des Waschverfahrens beschreiben, um dann durch Rückrechnung auf das Kraftwerk die Ein-bußen (finanziell und energetisch) zu ermitteln. Vergleich und Bewertung der in der Literatur genannten Zahlen ist häufig schwierig und scheitert an fehlenden Informationen oder Unklar-heiten über die in der Kalkulation verwendeten technischen und finanziellen Grundlagen (z.B. ob weitere Kosten nach der Abtrennung wie Verflüssigung, Transport und Lagerung berück-sichtigt wurden). Ein weiterer Nachteil ergibt sich daraus, dass für sämtliche Studien keine Basisdaten bestehender Anlagen vorliegen.
28
Eine Zielgröße bei der ökonomischen Betrachtung des Kraftwerks mit integriertem CO2-Absorptionsprozess wird in der Literatur im Wert „Kosten pro Tonne abgetrenntes CO2“ an-gegeben (CO2-Vermeidungskosten, die sich auf ein Referenzkraftwerk gleicher elektrischer Leistung beziehen, jedoch ohne CO2-Rückhaltung. Sie enthalten sämtliche Kosten, die wäh-rend der Planungs-, Bau- und Betriebszeit einer Anlage anfallen [Göttlicher 1999]). Gegen-wärtig liegen für die oben genannten Verfahren (30 Ma% MEA-Lösung) die veranschlagten Kosten bei 30 - 40 €/tCO2, wobei die Netto-Wirkungsgraderniedrigung des Kraftwerks mit Werten um 10 % (absolut) angegeben wird [White et al. 2003, Göttlicher 1999]. Siemens Po-wer Generation veranschlagt eine Kostengrenze von 20 - 25 €/tCO2, um wettbewerbsfähig zu bleiben [Haupt 2005].
2.6.3 Vorgehen
Bei der Verwendung des Stands der Technik, also Aminlösungen (wässrige Monoethanola-minlösung) zur Abtrennung von CO2 aus Rauchgasen würde sich bei einem Abtrenngrad von 80 bis 90 % der Wirkungsgrad des Kraftwerks um ca. 10 absolute Prozentpunkte erniedrigen. Damit wäre der harte Kampf der Energietechnik um Wirkungsgradoptimierungen der letzten 20 Jahre ad absurdum geführt [IPCC 2005]. Aus den oben ausgeführten thermodynamischen und prozesstechnischen Kriterien lassen sich konkrete Anforderungen an ein geeignetes Lösungsmittel zur Abtrennung von CO2 aus Rauchgasen formulieren. Angesichts der geringen treibenden thermodynamischen Kräfte bei der Absorption (niedriger Partialdruck) scheinen physikalisch wirkende Lösungsmittel auszu-scheiden. Andererseits besitzen chemisorptive Absorbentien den immanenten Nachteil der energieintensiven Regeneration. Einen Ausweg böten Waschmittel, deren Regeneration auf niedrigerem energetischem Niveau möglich wäre, also bei schwächeren Bindungskräften und gleichzeitig guter Absorptionskinetik. Daneben lassen sich die zentralen geforderten Lösungsmitteleigenschaften mit hoher Selekti-vität und Kapazität zusammenfassen. Durch eine hohe Selektivität, chemische Unempfind-lichkeit gegenüber Stickstoff- und Schwefelverbindungen sowie Sauerstoff und einen gerin-gen Dampfdruck könnten die daraus resultierenden geringeren Verluste und kleineren Make-up-Ströme mögliche höhere Produktionskosten des Lösungsmittels kompensieren. Durch ho-he Beladungen reduzieren sich die Lösungsmittelumlaufraten und damit der Input an Verdich-ter- und Pumpenleistung. Weiterhin muss das Lösungsmittel gegen Wasser nicht nur che-misch stabil sein, sondern auch von den Kapazitäten her nicht beeinträchtigt werden. Außerdem bestehen noch zahlreiche prozesstechnische Anforderungen z.B. hinsichtlich Schaumbildung und Korrosion oder auch Toxizität, die eine effiziente Prozessführung beein-flussen. In dieser Arbeit liegt deswegen der Fokus auf verzweigten Polymeren, die eine Vielzahl der oben formulierten Voraussetzungen an ein optimiertes Lösungsmittel erfüllen. Die größenteils amorphen Komponenten liegen bei den Prozessbedingungen flüssig und mit geringer Viskosi-tät vor. Darüberhinaus sind zahlreiche Polymere gegenüber Wasser verträglich (hydrolysesta-bil) und vermögen sich wegen der zahlreichen funktionellen Gruppen sogar in Wasser zu lö-sen, so dass auch ein Einsatz in wässriger Lösung möglich ist. Angesichts des nicht-messbaren Dampfdruckes wäre mit nahezu keinen Verlusten durch Verdampfung im Ver-gleich zu den Aminen zu rechnen. Gleichzeitig weisen verzweigte Polymere geringe Viskosi-täten auf, sind also fließfähig und besitzen in wässriger Lösung ein Newtonsches Fliessverhal-ten. Eine besondere Bedeutung kommt dem Löslichkeitsverhalten zu. Hyperverzweigte Polymere sind Träger zahlreicher funktioneller Gruppen, die gezielt für eine Solvatisierung entsprechender Gase (z.B. CO2) ausgewählt und synthetisiert werden können. Dabei darf der Löslichkeitseffekt nicht zu einer zu starken chemischen Bindung führen, wie etwa die Karba-matreaktion im Falle flüchtiger Amine, gefordert sind also niedrige Absorptionsenthalpien. Bei den verzweigten Polymeren handelt es sich zweckmässigerweise um kommerziell erhält-liche Komponenten, die im Tonnenmaßstab hergestellt werden und preislich im Bereich
29
< 5 € / kg liegen. Darüber hinaus wurden die hyperverzweigten Polymere auf der Grundlage von Lösungsmitteln zur CO2-Abtrennung ausgewählt. Es ist bekannt, dass Lösungsmittel mit Ethergruppen sowie mit den verschiedenen Aminogruppen ein gutes Lösungsvermögen besit-zen. Deswegen wurden Polymere mit entsprechend funktionalisierten Endgruppen (z. B. pri-märe oder tertiäre Aminogruppen) sowie entsprechenden Wiederholungs- und Verzweigungs-einheiten im Molekül (z. B. Ethergruppen oder tertiäre Aminogruppen) verwendet. Im ersten Teil dieser Arbeit werden experimentelle Gaslöslichkeiten verschiedener Gase (CO2, N2 und CH4) in verschiedenen verzweigten Polymeren mittels einer neu aufgebauten Niederdrucklöslichkeitsapparatur vermessen. Auf der Grundlage der vermessenen Löslichkei-ten wird als thermodynamische Kenngröße zur Einordnung der Ergebnisse der Henry-Koeffizient bestimmt. Auf Basis der gemessenen thermodynamischen Daten kann eine erste Evaluierung vorge-nommen werden. Wichtige weitere Kenngrößen wie die Selektivität zu anderen Gaskompo-nenten, sowie die Absorptionsenthalpie lassen sich aus den gemessenen Löslichkeitsdaten ermitteln. Zusätzlich werden Gaslöslichkeiten bei hohem Druck mit einer Magnetschwebewaage ver-messen, um weitere Daten für die Modellierung von Systemen mit hyperverzweigten Polyme-ren zur Verfügung zu stellen. Bisher gibt es kaum Ansätze, die die Besonderheiten der Poly-mere wie Verzweigung und und große Anzahl an funktionellen Gruppen explizit berücksichtigen. Im Theorieteil der Arbeit werden verschiedene thermodynamische Modelle zur Modellierung bzw. Voraussage von Gaslöslichkeiten angewendet. Derzeit gibt es keine Standardmethode, um Löslichkeiten und weitere Stoffdaten vorherzusagen. Deswegen wird parallel geprüft, ob das UNIFAC-FV Modell bei der Anwendung auf Systeme mit überkritischen Komponenten zur Voraussage der Gaslöslichkeiten angewendet werden kann. Weiterhin soll überprüft wer-den, ob die PC-SAFT Zustandsgleichung ohne neue Modifikationen zur Modellierung der Löslichkeiten verwendet werden kann. Im dritten Teil der Arbeit wird in einer Simulationsstudie auf der Basis der gemessenen ther-modynamischen Daten eine umfangreiche Untersuchung der energetischen Kopplung von Absorptions- und Kraftwerksprozess angestrebt. Denn neben der grundlegenden Optimierung des Absorptionsprozesses, vor allem im Hinblick auf das zu verwendende Lösungsmittel, lie-gen weitere wichtige Optimierungsaufgaben in einer gemeinsamen energetischen Betrachtung von Kraftwerksprozess und Absorptionsverfahren, um synergetische Effekte ausnutzen zu können. Die bisherigen Untersuchungen betrachten und optimieren nur einzeln den Kraft-werks- und den Trennprozess. Dazu müssen die Absorption und die Dampfkreislauf eines Kraftwerks in einer verfahrens-technischen Simulationssoftware (wie z.B. Aspen Plus®) abgebildet werden. Für den optima-len Betrieb eines Kraftwerks mit CO2 Abtrennung muss das Zusammenwirken beider Prozes-se verstanden worden sein, so dass eine Integration beider Prozesse erfolgen kann und der verfahrenstechnische Prozess nicht nur hinzugefügt wird. Die Bereitstellung eines derartigen Simulationstools bildet die Grundlage für die Ermittlung eines sinnvollen und machbaren CO2-Abtrenngrads für Kohlekraftwerke. Denn die willkürlich festgelegten und diskutierten Werte von 80 – 90 % bei 10 %-Punkten Wirkungsgradeinbuße gehen in volks- und in be-triebswirtschaftlicher Hinsicht in einen Grenzbereich, der finanziell nicht zu verwirklichen ist.
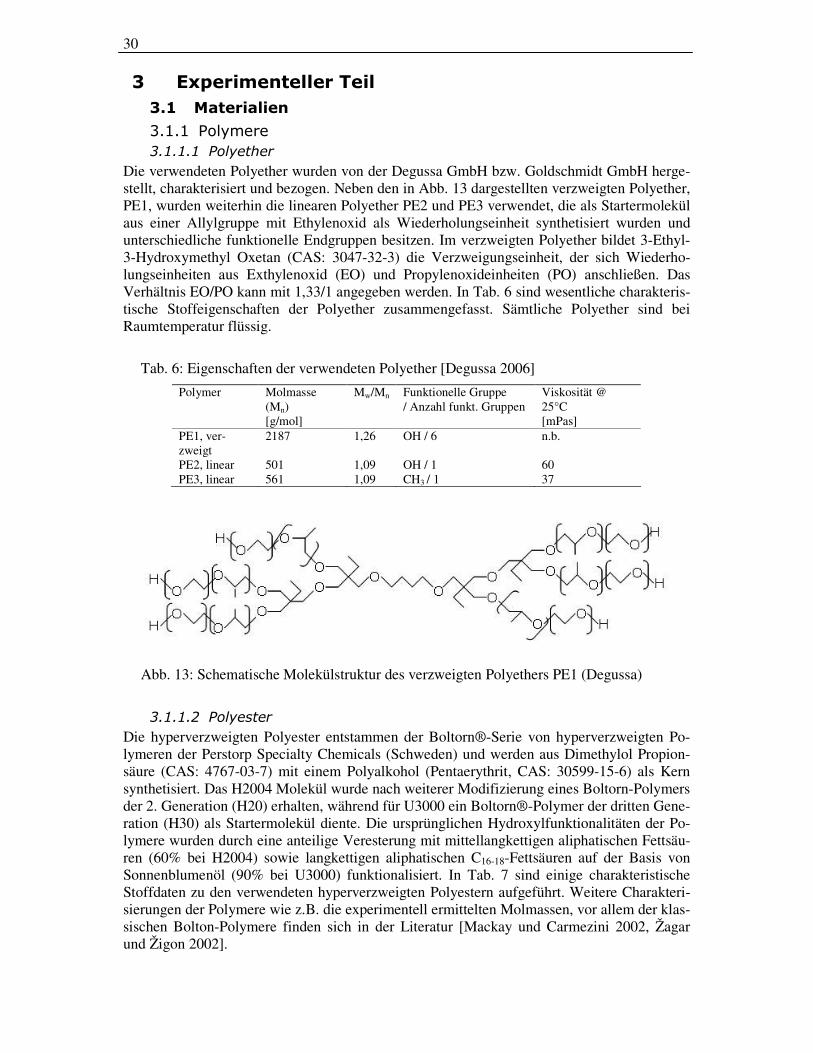
30
3 Experimenteller Teil
3.1 Materialien
3.1.1 Polymere
3.1.1.1 Polyether
Die verwendeten Polyether wurden von der Degussa GmbH bzw. Goldschmidt GmbH herge-stellt, charakterisiert und bezogen. Neben den in Abb. 13 dargestellten verzweigten Polyether, PE1, wurden weiterhin die linearen Polyether PE2 und PE3 verwendet, die als Startermolekül aus einer Allylgruppe mit Ethylenoxid als Wiederholungseinheit synthetisiert wurden und unterschiedliche funktionelle Endgruppen besitzen. Im verzweigten Polyether bildet 3-Ethyl-3-Hydroxymethyl Oxetan (CAS: 3047-32-3) die Verzweigungseinheit, der sich Wiederho-lungseinheiten aus Exthylenoxid (EO) und Propylenoxideinheiten (PO) anschließen. Das Verhältnis EO/PO kann mit 1,33/1 angegeben werden. In Tab. 6 sind wesentliche charakteris-tische Stoffeigenschaften der Polyether zusammengefasst. Sämtliche Polyether sind bei Raumtemperatur flüssig.
Tab. 6: Eigenschaften der verwendeten Polyether [Degussa 2006]
Polymer Molmasse (Mn) [g/mol]
Mw/Mn Funktionelle Gruppe / Anzahl funkt. Gruppen
Viskosität @ 25°C [mPas]
PE1, ver-zweigt
2187 1,26 OH / 6 n.b.
PE2, linear 501 1,09 OH / 1 60 PE3, linear 561 1,09 CH3 / 1 37
Abb. 13: Schematische Molekülstruktur des verzweigten Polyethers PE1 (Degussa)
3.1.1.2 Polyester
Die hyperverzweigten Polyester entstammen der Boltorn®-Serie von hyperverzweigten Po-lymeren der Perstorp Specialty Chemicals (Schweden) und werden aus Dimethylol Propion-säure (CAS: 4767-03-7) mit einem Polyalkohol (Pentaerythrit, CAS: 30599-15-6) als Kern synthetisiert. Das H2004 Molekül wurde nach weiterer Modifizierung eines Boltorn-Polymers der 2. Generation (H20) erhalten, während für U3000 ein Boltorn®-Polymer der dritten Gene-ration (H30) als Startermolekül diente. Die ursprünglichen Hydroxylfunktionalitäten der Po-lymere wurden durch eine anteilige Veresterung mit mittellangkettigen aliphatischen Fettsäu-ren (60% bei H2004) sowie langkettigen aliphatischen C16-18-Fettsäuren auf der Basis von Sonnenblumenöl (90% bei U3000) funktionalisiert. In Tab. 7 sind einige charakteristische Stoffdaten zu den verwendeten hyperverzweigten Polyestern aufgeführt. Weitere Charakteri-sierungen der Polymere wie z.B. die experimentell ermittelten Molmassen, vor allem der klas-sischen Bolton-Polymere finden sich in der Literatur [Mackay und Carmezini 2002, Žagar und Žigon 2002].
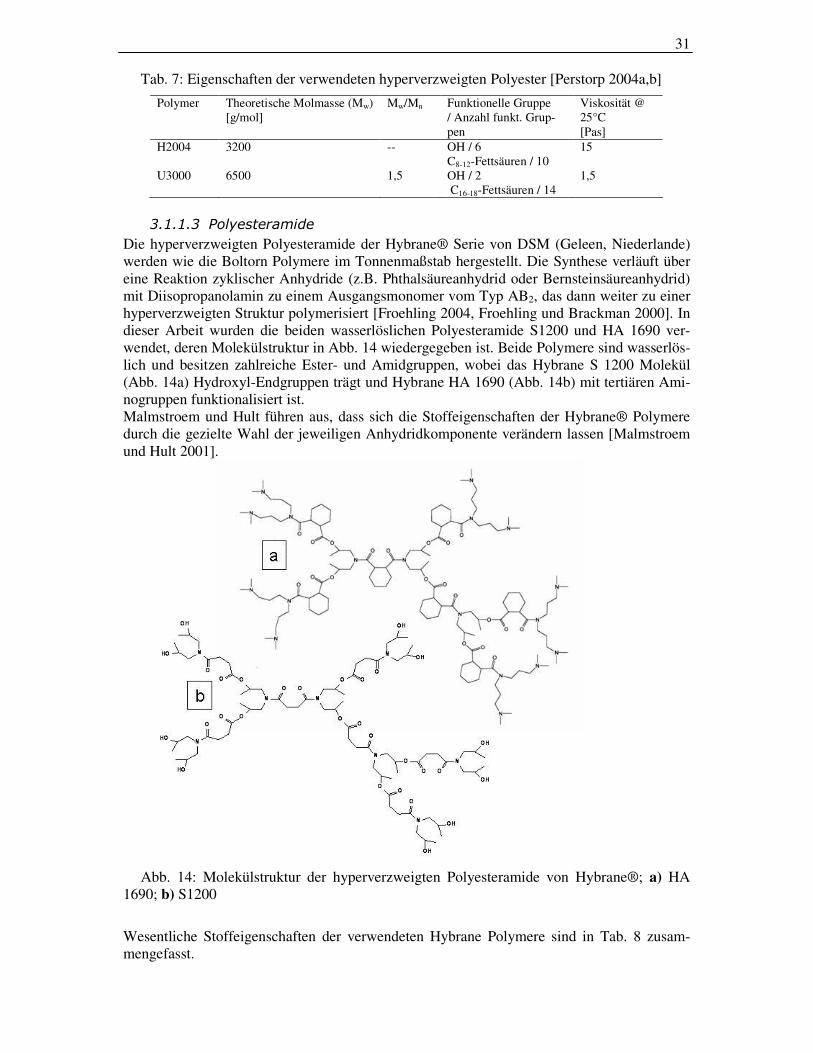
31
Tab. 7: Eigenschaften der verwendeten hyperverzweigten Polyester [Perstorp 2004a,b]
Polymer Theoretische Molmasse (Mw) [g/mol]
Mw/Mn Funktionelle Gruppe / Anzahl funkt. Grup-pen
Viskosität @ 25°C [Pas]
H2004 3200 -- OH / 6 C8-12-Fettsäuren / 10
15
U3000 6500 1,5 OH / 2 C16-18-Fettsäuren / 14
1,5
3.1.1.3 Polyesteramide
Die hyperverzweigten Polyesteramide der Hybrane® Serie von DSM (Geleen, Niederlande) werden wie die Boltorn Polymere im Tonnenmaßstab hergestellt. Die Synthese verläuft über eine Reaktion zyklischer Anhydride (z.B. Phthalsäureanhydrid oder Bernsteinsäureanhydrid) mit Diisopropanolamin zu einem Ausgangsmonomer vom Typ AB2, das dann weiter zu einer hyperverzweigten Struktur polymerisiert [Froehling 2004, Froehling und Brackman 2000]. In dieser Arbeit wurden die beiden wasserlöslichen Polyesteramide S1200 und HA 1690 ver-wendet, deren Molekülstruktur in Abb. 14 wiedergegeben ist. Beide Polymere sind wasserlös-lich und besitzen zahlreiche Ester- und Amidgruppen, wobei das Hybrane S 1200 Molekül (Abb. 14a) Hydroxyl-Endgruppen trägt und Hybrane HA 1690 (Abb. 14b) mit tertiären Ami-nogruppen funktionalisiert ist. Malmstroem und Hult führen aus, dass sich die Stoffeigenschaften der Hybrane® Polymere durch die gezielte Wahl der jeweiligen Anhydridkomponente verändern lassen [Malmstroem und Hult 2001].
Abb. 14: Molekülstruktur der hyperverzweigten Polyesteramide von Hybrane®; a) HA
1690; b) S1200
Wesentliche Stoffeigenschaften der verwendeten Hybrane Polymere sind in Tab. 8 zusam-mengefasst.
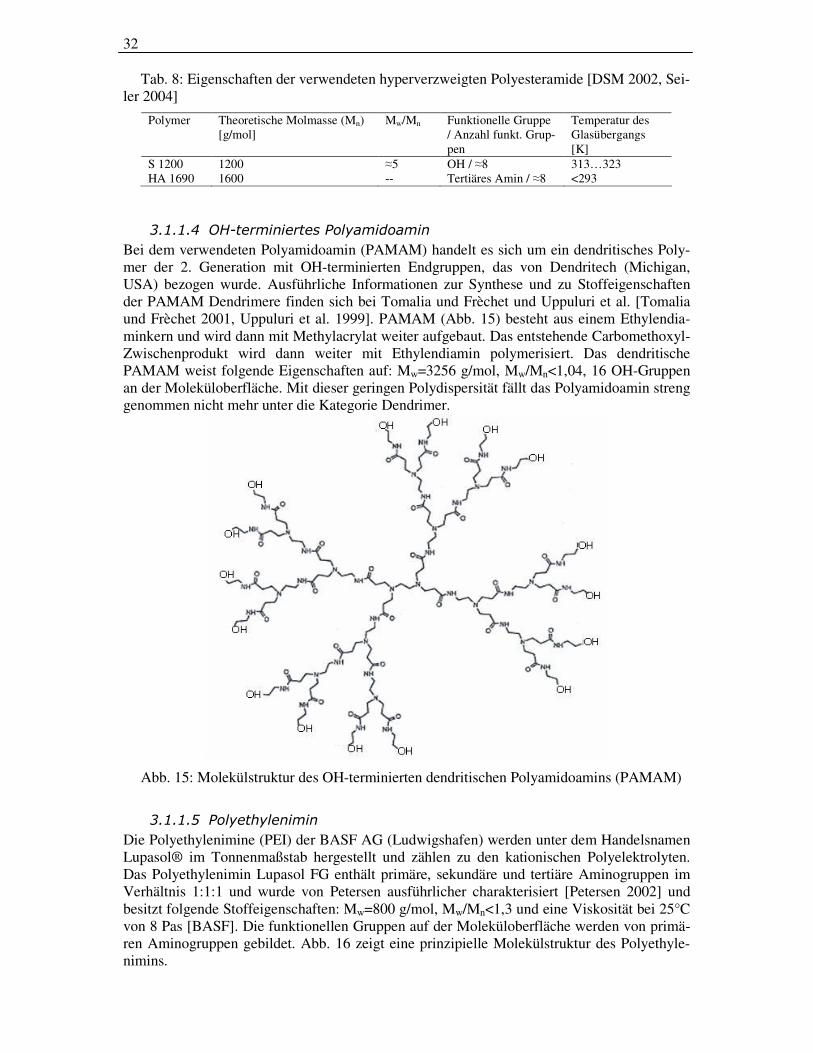
32
Tab. 8: Eigenschaften der verwendeten hyperverzweigten Polyesteramide [DSM 2002, Sei-ler 2004]
Polymer Theoretische Molmasse (Mn) [g/mol]
Mw/Mn Funktionelle Gruppe / Anzahl funkt. Grup-pen
Temperatur des Glasübergangs [K]
S 1200 1200 ≈5 OH / ≈8 313…323 HA 1690 1600 -- Tertiäres Amin / ≈8 <293
3.1.1.4 OH-terminiertes Polyamidoamin
Bei dem verwendeten Polyamidoamin (PAMAM) handelt es sich um ein dendritisches Poly-mer der 2. Generation mit OH-terminierten Endgruppen, das von Dendritech (Michigan, USA) bezogen wurde. Ausführliche Informationen zur Synthese und zu Stoffeigenschaften der PAMAM Dendrimere finden sich bei Tomalia und Frèchet und Uppuluri et al. [Tomalia und Frèchet 2001, Uppuluri et al. 1999]. PAMAM (Abb. 15) besteht aus einem Ethylendia-minkern und wird dann mit Methylacrylat weiter aufgebaut. Das entstehende Carbomethoxyl-Zwischenprodukt wird dann weiter mit Ethylendiamin polymerisiert. Das dendritische PAMAM weist folgende Eigenschaften auf: Mw=3256 g/mol, Mw/Mn<1,04, 16 OH-Gruppen an der Moleküloberfläche. Mit dieser geringen Polydispersität fällt das Polyamidoamin streng genommen nicht mehr unter die Kategorie Dendrimer.
Abb. 15: Molekülstruktur des OH-terminierten dendritischen Polyamidoamins (PAMAM)
3.1.1.5 Polyethylenimin
Die Polyethylenimine (PEI) der BASF AG (Ludwigshafen) werden unter dem Handelsnamen Lupasol® im Tonnenmaßstab hergestellt und zählen zu den kationischen Polyelektrolyten. Das Polyethylenimin Lupasol FG enthält primäre, sekundäre und tertiäre Aminogruppen im Verhältnis 1:1:1 und wurde von Petersen ausführlicher charakterisiert [Petersen 2002] und besitzt folgende Stoffeigenschaften: Mw=800 g/mol, Mw/Mn<1,3 und eine Viskosität bei 25°C von 8 Pas [BASF]. Die funktionellen Gruppen auf der Moleküloberfläche werden von primä-ren Aminogruppen gebildet. Abb. 16 zeigt eine prinzipielle Molekülstruktur des Polyethyle-nimins.
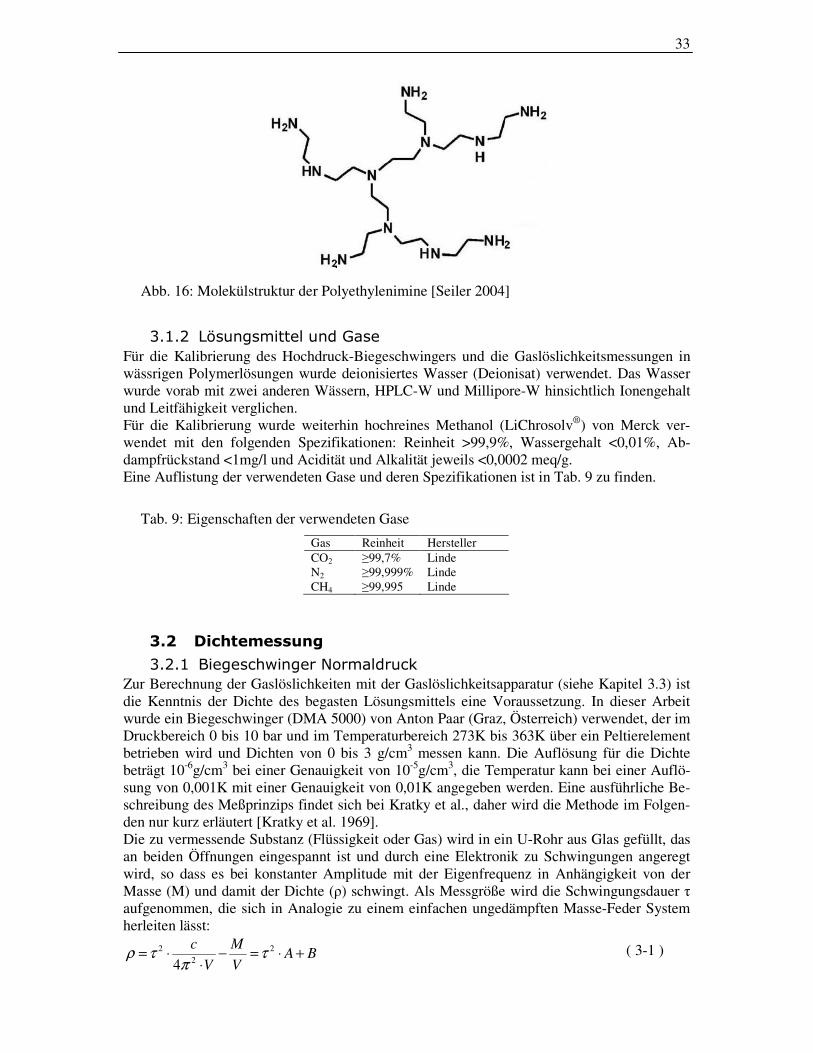
33
Abb. 16: Molekülstruktur der Polyethylenimine [Seiler 2004]
3.1.2 Lösungsmittel und Gase
Für die Kalibrierung des Hochdruck-Biegeschwingers und die Gaslöslichkeitsmessungen in wässrigen Polymerlösungen wurde deionisiertes Wasser (Deionisat) verwendet. Das Wasser wurde vorab mit zwei anderen Wässern, HPLC-W und Millipore-W hinsichtlich Ionengehalt und Leitfähigkeit verglichen. Für die Kalibrierung wurde weiterhin hochreines Methanol (LiChrosolv®) von Merck ver-wendet mit den folgenden Spezifikationen: Reinheit >99,9%, Wassergehalt <0,01%, Ab-dampfrückstand <1mg/l und Acidität und Alkalität jeweils <0,0002 meq/g. Eine Auflistung der verwendeten Gase und deren Spezifikationen ist in Tab. 9 zu finden.
Tab. 9: Eigenschaften der verwendeten Gase
Gas Reinheit Hersteller CO2 ≥99,7% Linde N2 ≥99,999% Linde CH4 ≥99,995 Linde
3.2 Dichtemessung
3.2.1 Biegeschwinger Normaldruck
Zur Berechnung der Gaslöslichkeiten mit der Gaslöslichkeitsapparatur (siehe Kapitel 3.3) ist die Kenntnis der Dichte des begasten Lösungsmittels eine Voraussetzung. In dieser Arbeit wurde ein Biegeschwinger (DMA 5000) von Anton Paar (Graz, Österreich) verwendet, der im Druckbereich 0 bis 10 bar und im Temperaturbereich 273K bis 363K über ein Peltierelement betrieben wird und Dichten von 0 bis 3 g/cm3 messen kann. Die Auflösung für die Dichte beträgt 10-6g/cm3 bei einer Genauigkeit von 10-5g/cm3, die Temperatur kann bei einer Auflö-sung von 0,001K mit einer Genauigkeit von 0,01K angegeben werden. Eine ausführliche Be-schreibung des Meßprinzips findet sich bei Kratky et al., daher wird die Methode im Folgen-den nur kurz erläutert [Kratky et al. 1969]. Die zu vermessende Substanz (Flüssigkeit oder Gas) wird in ein U-Rohr aus Glas gefüllt, das an beiden Öffnungen eingespannt ist und durch eine Elektronik zu Schwingungen angeregt wird, so dass es bei konstanter Amplitude mit der Eigenfrequenz in Anhängigkeit von der Masse (M) und damit der Dichte (ρ) schwingt. Als Messgröße wird die Schwingungsdauer τ aufgenommen, die sich in Analogie zu einem einfachen ungedämpften Masse-Feder System herleiten lässt:
BAV
M
V
c+⋅=−
⋅⋅= 2
22
4τ
πτρ ( 3-1 )
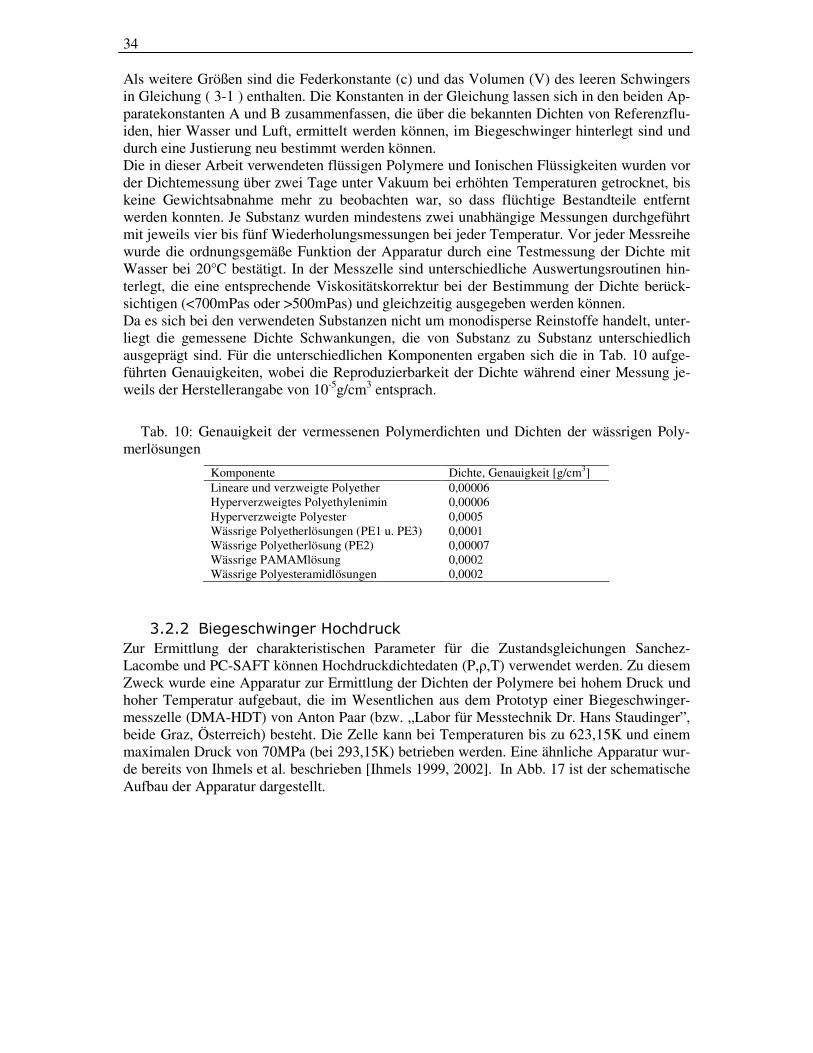
34
Als weitere Größen sind die Federkonstante (c) und das Volumen (V) des leeren Schwingers in Gleichung ( 3-1 ) enthalten. Die Konstanten in der Gleichung lassen sich in den beiden Ap-paratekonstanten A und B zusammenfassen, die über die bekannten Dichten von Referenzflu-iden, hier Wasser und Luft, ermittelt werden können, im Biegeschwinger hinterlegt sind und durch eine Justierung neu bestimmt werden können. Die in dieser Arbeit verwendeten flüssigen Polymere und Ionischen Flüssigkeiten wurden vor der Dichtemessung über zwei Tage unter Vakuum bei erhöhten Temperaturen getrocknet, bis keine Gewichtsabnahme mehr zu beobachten war, so dass flüchtige Bestandteile entfernt werden konnten. Je Substanz wurden mindestens zwei unabhängige Messungen durchgeführt mit jeweils vier bis fünf Wiederholungsmessungen bei jeder Temperatur. Vor jeder Messreihe wurde die ordnungsgemäße Funktion der Apparatur durch eine Testmessung der Dichte mit Wasser bei 20°C bestätigt. In der Messzelle sind unterschiedliche Auswertungsroutinen hin-terlegt, die eine entsprechende Viskositätskorrektur bei der Bestimmung der Dichte berück-sichtigen (<700mPas oder >500mPas) und gleichzeitig ausgegeben werden können. Da es sich bei den verwendeten Substanzen nicht um monodisperse Reinstoffe handelt, unter-liegt die gemessene Dichte Schwankungen, die von Substanz zu Substanz unterschiedlich ausgeprägt sind. Für die unterschiedlichen Komponenten ergaben sich die in Tab. 10 aufge-führten Genauigkeiten, wobei die Reproduzierbarkeit der Dichte während einer Messung je-weils der Herstellerangabe von 10-5g/cm3 entsprach.
Tab. 10: Genauigkeit der vermessenen Polymerdichten und Dichten der wässrigen Poly-merlösungen
Komponente Dichte, Genauigkeit [g/cm3] Lineare und verzweigte Polyether 0,00006 Hyperverzweigtes Polyethylenimin 0,00006 Hyperverzweigte Polyester 0,0005 Wässrige Polyetherlösungen (PE1 u. PE3) 0,0001 Wässrige Polyetherlösung (PE2) 0,00007 Wässrige PAMAMlösung 0,0002 Wässrige Polyesteramidlösungen 0,0002
3.2.2 Biegeschwinger Hochdruck
Zur Ermittlung der charakteristischen Parameter für die Zustandsgleichungen Sanchez-Lacombe und PC-SAFT können Hochdruckdichtedaten (P,ρ,T) verwendet werden. Zu diesem Zweck wurde eine Apparatur zur Ermittlung der Dichten der Polymere bei hohem Druck und hoher Temperatur aufgebaut, die im Wesentlichen aus dem Prototyp einer Biegeschwinger-messzelle (DMA-HDT) von Anton Paar (bzw. „Labor für Messtechnik Dr. Hans Staudinger”, beide Graz, Österreich) besteht. Die Zelle kann bei Temperaturen bis zu 623,15K und einem maximalen Druck von 70MPa (bei 293,15K) betrieben werden. Eine ähnliche Apparatur wur-de bereits von Ihmels et al. beschrieben [Ihmels 1999, 2002]. In Abb. 17 ist der schematische Aufbau der Apparatur dargestellt.
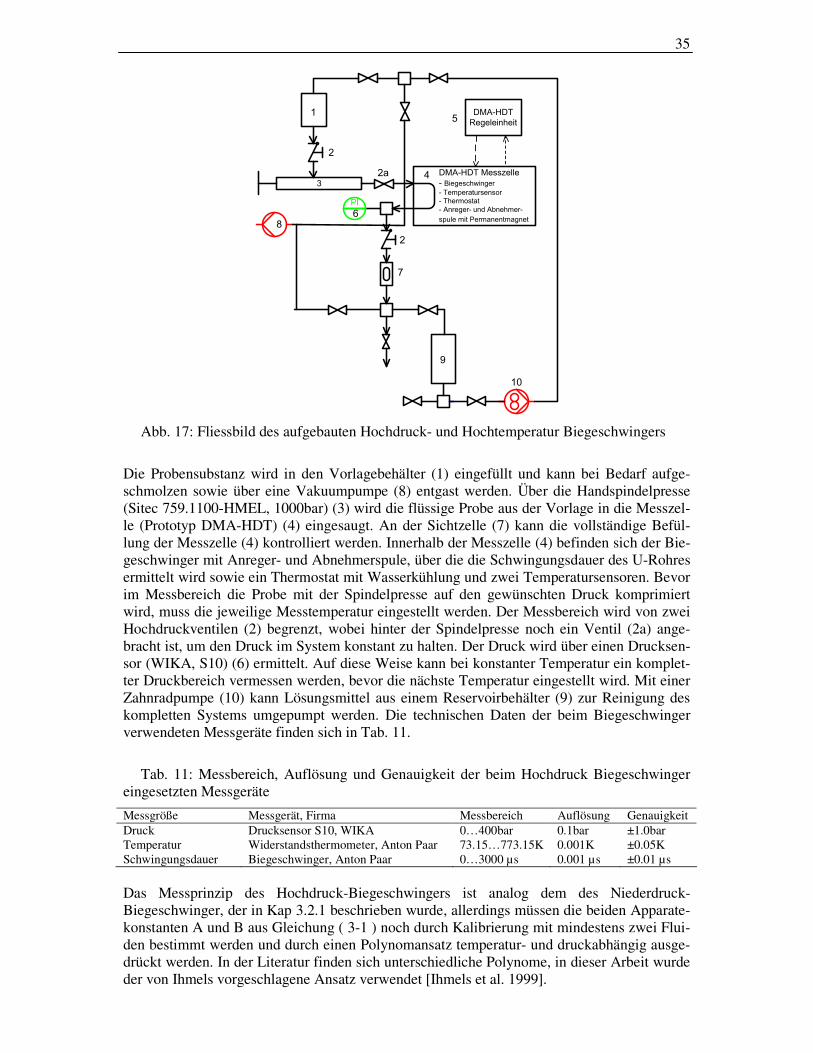
35
3
DMA-HDT Messzelle
- Biegeschwinger- Temperatursensor
- Thermostat
- Anreger- und Abnehmer-
spule mit Permanentmagnet
PI
DMA-HDT
Regeleinheit1
8
2
2
4
5
7
9
6
10
2a
Abb. 17: Fliessbild des aufgebauten Hochdruck- und Hochtemperatur Biegeschwingers
Die Probensubstanz wird in den Vorlagebehälter (1) eingefüllt und kann bei Bedarf aufge-schmolzen sowie über eine Vakuumpumpe (8) entgast werden. Über die Handspindelpresse (Sitec 759.1100-HMEL, 1000bar) (3) wird die flüssige Probe aus der Vorlage in die Messzel-le (Prototyp DMA-HDT) (4) eingesaugt. An der Sichtzelle (7) kann die vollständige Befül-lung der Messzelle (4) kontrolliert werden. Innerhalb der Messzelle (4) befinden sich der Bie-geschwinger mit Anreger- und Abnehmerspule, über die die Schwingungsdauer des U-Rohres ermittelt wird sowie ein Thermostat mit Wasserkühlung und zwei Temperatursensoren. Bevor im Messbereich die Probe mit der Spindelpresse auf den gewünschten Druck komprimiert wird, muss die jeweilige Messtemperatur eingestellt werden. Der Messbereich wird von zwei Hochdruckventilen (2) begrenzt, wobei hinter der Spindelpresse noch ein Ventil (2a) ange-bracht ist, um den Druck im System konstant zu halten. Der Druck wird über einen Drucksen-sor (WIKA, S10) (6) ermittelt. Auf diese Weise kann bei konstanter Temperatur ein komplet-ter Druckbereich vermessen werden, bevor die nächste Temperatur eingestellt wird. Mit einer Zahnradpumpe (10) kann Lösungsmittel aus einem Reservoirbehälter (9) zur Reinigung des kompletten Systems umgepumpt werden. Die technischen Daten der beim Biegeschwinger verwendeten Messgeräte finden sich in Tab. 11.
Tab. 11: Messbereich, Auflösung und Genauigkeit der beim Hochdruck Biegeschwinger eingesetzten Messgeräte
Messgröße Messgerät, Firma Messbereich Auflösung Genauigkeit Druck Drucksensor S10, WIKA 0…400bar 0.1bar ±1.0bar Temperatur Widerstandsthermometer, Anton Paar 73.15…773.15K 0.001K ±0.05K Schwingungsdauer Biegeschwinger, Anton Paar 0…3000 µs 0.001 µs ±0.01 µs Das Messprinzip des Hochdruck-Biegeschwingers ist analog dem des Niederdruck-Biegeschwinger, der in Kap 3.2.1 beschrieben wurde, allerdings müssen die beiden Apparate-konstanten A und B aus Gleichung ( 3-1 ) noch durch Kalibrierung mit mindestens zwei Flui-den bestimmt werden und durch einen Polynomansatz temperatur- und druckabhängig ausge-drückt werden. In der Literatur finden sich unterschiedliche Polynome, in dieser Arbeit wurde der von Ihmels vorgeschlagene Ansatz verwendet [Ihmels et al. 1999].

36
∑ ∑ ⋅⋅+⋅+⋅=i j
j
j
i
i MPaPKTcMPaPbKTaA )/()/()/()/(
mit i=0,1,2,3 und j=1,2
( 3-2 )
∑ ∑ ⋅⋅+⋅+⋅=i j
j
j
i
i MPaPKTfMPaPeKTdB )/()/()/()/(
mit i=0,1,2,3 und j=1,2
( 3-3 )
Die Apparatur wurde mit entionisiertem Wasser und Methanol im Temperaturbereich zwi-schen 298,15K und 423,15K und im Druckbereich zwischen 0,1 und 40 MPa kalibriert. Die Kalibrierungsdichten lagen im Bereich von 0,67 bis 1,02g/cm3. Die Referenzdichten wurden mit der kommerziellen Stoffdatensoftware Fluidcal von Wagner/Span berechnet, in dem hochgenaue Zustandsgleichungen für die einzelnen Komponenten hinterlegt sind (Wasser: Wagner und Pruß 2002 (IAPWS-Standard); Methanol: Reuck und Craven 1993 (anerkannter IUPAC-Standard)). Die ermittelten temperatur- und druckabhängigen Apparatekonstanten sind im Anhang 6.1 aufgeführt. Vor der Vermessung der unbekannten Dichten der hyperver-zweigten Polymere, wurde die Apparatur mit einem Fluid bekannter Dichte, nämlich Toluol, getestet. Es ergaben sich Abweichungen der experimentell ermittelten Dichte zu den mit der Zustandsgleichung von Lemmon und Span berechneten Werten von 0,01%. Eine ausführliche Beschreibung der Apparatur und der Inbetriebnahme findet sich bei Buchele [Buchele 2006].
3.2.3 Fehlerrechnung
Die Genauigkeit der gemessenen Dichtewerte hängt von verschiedenen Einflussgrößen ab, vor allem von der Genauigkeit der gemessenen Werte von Druck, Temperatur und der Schwingungsdauer sowie von der Reinheit und den bereits existierenden experimentellen Dichtewerten der verwendeten Kalibrierungsmedien ab, also in diesem Fall den Genauigkei-ten der verwendeten Zustandsgleichungen. Die Reinheiten der Kalibriermedien sind Kapitel 3.1.2 zu entnehmen. Über eine Formulierung des linearen Fehlerfortpflanzungsgesetzes lassen sich die maximalen Unsicherheiten der Mes-sung ermitteln. Für die Dichtemessung mit dem Biegeschwinger ist in Gleichung ( 3-4 ) die maximale Unsicherheit der gemessenen Dichte (dρ) als Summation der Unsicherheiten der einzelnen Einflussgrößen Temperatur (T), Schwingungsdauer (τ) und Druck (P) gegeben.
PP
TT
∆⋅∂
∂+∆⋅
∂
∂+∆⋅
∂
∂=∆
ρτ
τ
ρρρ
( 3-4 )
Die Einzelfehler sind in den folgenden Gleichungen gegeben. Dazu muss Gleichung ( 3-1 ) mit den eingesetzten Polynomen für A und B nach den einzelnen Einflussgrößen abgeleitet werden.
( ) fPTdTddcPTaTaaT
++++⋅+++=∂
∂ 2321
22321 3232 τ
ρ ( 3-5 )
( ) fTPeecTPbbP
+++⋅++=∂
∂21
221 22 τ
ρ ( 3-6 )
( ) ττ
ρ22
213
32
210 ⋅++++++=∂
∂cTPPbPbTaTaTaa ( 3-7 )
Die Auswertung der Fehlerrechnung für alle Einflussgrößen der Dichtemessung zeigt, dass der Fehler der gemessenen Dichten im Bereich von 0,01% liegt. Darüber hinaus müssen noch die Fehler der zur Berechnung der Dichten verwendeten Zustandsgleichungen berücksichtigt werden. Für Wasser geben Wagner und Pruß den maximalen Fehler im hier vermessenen Be-
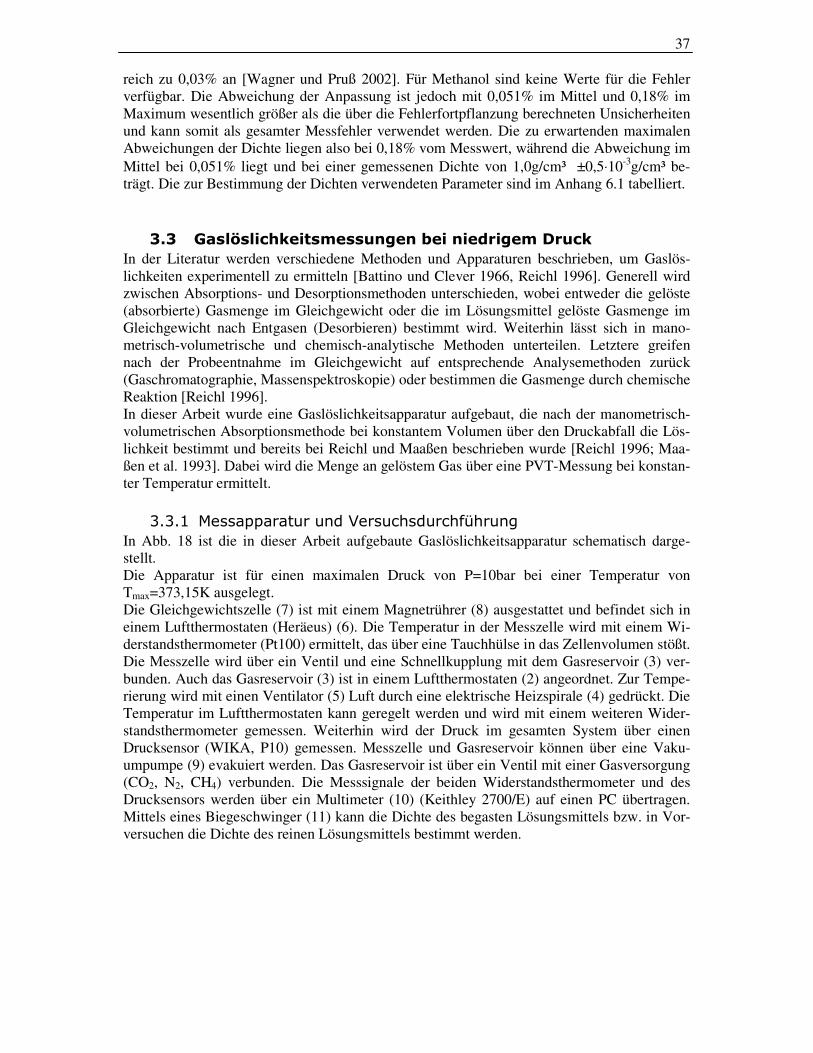
37
reich zu 0,03% an [Wagner und Pruß 2002]. Für Methanol sind keine Werte für die Fehler verfügbar. Die Abweichung der Anpassung ist jedoch mit 0,051% im Mittel und 0,18% im Maximum wesentlich größer als die über die Fehlerfortpflanzung berechneten Unsicherheiten und kann somit als gesamter Messfehler verwendet werden. Die zu erwartenden maximalen Abweichungen der Dichte liegen also bei 0,18% vom Messwert, während die Abweichung im Mittel bei 0,051% liegt und bei einer gemessenen Dichte von 1,0g/cm³ ±0,5⋅10-3g/cm³ be-trägt. Die zur Bestimmung der Dichten verwendeten Parameter sind im Anhang 6.1 tabelliert.
3.3 Gaslöslichkeitsmessungen bei niedrigem Druck
In der Literatur werden verschiedene Methoden und Apparaturen beschrieben, um Gaslös-lichkeiten experimentell zu ermitteln [Battino und Clever 1966, Reichl 1996]. Generell wird zwischen Absorptions- und Desorptionsmethoden unterschieden, wobei entweder die gelöste (absorbierte) Gasmenge im Gleichgewicht oder die im Lösungsmittel gelöste Gasmenge im Gleichgewicht nach Entgasen (Desorbieren) bestimmt wird. Weiterhin lässt sich in mano-metrisch-volumetrische und chemisch-analytische Methoden unterteilen. Letztere greifen nach der Probeentnahme im Gleichgewicht auf entsprechende Analysemethoden zurück (Gaschromatographie, Massenspektroskopie) oder bestimmen die Gasmenge durch chemische Reaktion [Reichl 1996]. In dieser Arbeit wurde eine Gaslöslichkeitsapparatur aufgebaut, die nach der manometrisch-volumetrischen Absorptionsmethode bei konstantem Volumen über den Druckabfall die Lös-lichkeit bestimmt und bereits bei Reichl und Maaßen beschrieben wurde [Reichl 1996; Maa-ßen et al. 1993]. Dabei wird die Menge an gelöstem Gas über eine PVT-Messung bei konstan-ter Temperatur ermittelt.
3.3.1 Messapparatur und Versuchsdurchführung
In Abb. 18 ist die in dieser Arbeit aufgebaute Gaslöslichkeitsapparatur schematisch darge-stellt. Die Apparatur ist für einen maximalen Druck von P=10bar bei einer Temperatur von Tmax=373,15K ausgelegt. Die Gleichgewichtszelle (7) ist mit einem Magnetrührer (8) ausgestattet und befindet sich in einem Luftthermostaten (Heräeus) (6). Die Temperatur in der Messzelle wird mit einem Wi-derstandsthermometer (Pt100) ermittelt, das über eine Tauchhülse in das Zellenvolumen stößt. Die Messzelle wird über ein Ventil und eine Schnellkupplung mit dem Gasreservoir (3) ver-bunden. Auch das Gasreservoir (3) ist in einem Luftthermostaten (2) angeordnet. Zur Tempe-rierung wird mit einen Ventilator (5) Luft durch eine elektrische Heizspirale (4) gedrückt. Die Temperatur im Luftthermostaten kann geregelt werden und wird mit einem weiteren Wider-standsthermometer gemessen. Weiterhin wird der Druck im gesamten System über einen Drucksensor (WIKA, P10) gemessen. Messzelle und Gasreservoir können über eine Vaku-umpumpe (9) evakuiert werden. Das Gasreservoir ist über ein Ventil mit einer Gasversorgung (CO2, N2, CH4) verbunden. Die Messsignale der beiden Widerstandsthermometer und des Drucksensors werden über ein Multimeter (10) (Keithley 2700/E) auf einen PC übertragen. Mittels eines Biegeschwinger (11) kann die Dichte des begasten Lösungsmittels bzw. in Vor-versuchen die Dichte des reinen Lösungsmittels bestimmt werden.
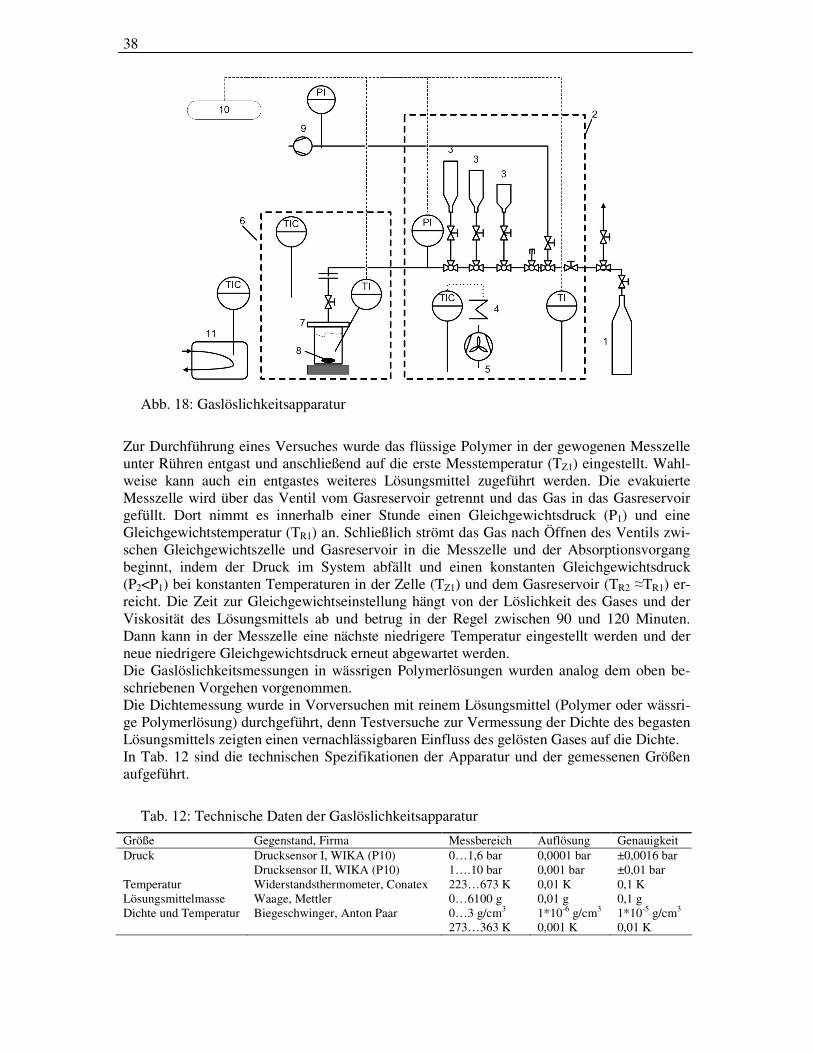
38
Abb. 18: Gaslöslichkeitsapparatur
Zur Durchführung eines Versuches wurde das flüssige Polymer in der gewogenen Messzelle unter Rühren entgast und anschließend auf die erste Messtemperatur (TZ1) eingestellt. Wahl-weise kann auch ein entgastes weiteres Lösungsmittel zugeführt werden. Die evakuierte Messzelle wird über das Ventil vom Gasreservoir getrennt und das Gas in das Gasreservoir gefüllt. Dort nimmt es innerhalb einer Stunde einen Gleichgewichtsdruck (P1) und eine Gleichgewichtstemperatur (TR1) an. Schließlich strömt das Gas nach Öffnen des Ventils zwi-schen Gleichgewichtszelle und Gasreservoir in die Messzelle und der Absorptionsvorgang beginnt, indem der Druck im System abfällt und einen konstanten Gleichgewichtsdruck (P2<P1) bei konstanten Temperaturen in der Zelle (TZ1) und dem Gasreservoir (TR2 ≈TR1) er-reicht. Die Zeit zur Gleichgewichtseinstellung hängt von der Löslichkeit des Gases und der Viskosität des Lösungsmittels ab und betrug in der Regel zwischen 90 und 120 Minuten. Dann kann in der Messzelle eine nächste niedrigere Temperatur eingestellt werden und der neue niedrigere Gleichgewichtsdruck erneut abgewartet werden. Die Gaslöslichkeitsmessungen in wässrigen Polymerlösungen wurden analog dem oben be-schriebenen Vorgehen vorgenommen. Die Dichtemessung wurde in Vorversuchen mit reinem Lösungsmittel (Polymer oder wässri-ge Polymerlösung) durchgeführt, denn Testversuche zur Vermessung der Dichte des begasten Lösungsmittels zeigten einen vernachlässigbaren Einfluss des gelösten Gases auf die Dichte. In Tab. 12 sind die technischen Spezifikationen der Apparatur und der gemessenen Größen aufgeführt.
Tab. 12: Technische Daten der Gaslöslichkeitsapparatur
Größe Gegenstand, Firma Messbereich Auflösung Genauigkeit Druck Drucksensor I, WIKA (P10)
Drucksensor II, WIKA (P10) 0…1,6 bar 1….10 bar
0,0001 bar 0,001 bar
±0,0016 bar ±0,01 bar
Temperatur Widerstandsthermometer, Conatex 223…673 K 0,01 K 0,1 K Lösungsmittelmasse Waage, Mettler 0…6100 g 0,01 g 0,1 g Dichte und Temperatur Biegeschwinger, Anton Paar 0…3 g/cm3
273…363 K 1*10-6 g/cm3
0,001 K 1*10-5 g/cm3 0,01 K
39
Das Zellenvolumen wurde mittels mehrfachen Ausliterns mit Wasser mit Hilfe einer Entga-sungsapparatur wie bei Reichl beschrieben über Differenzwägung und Temperaturmessung mit anschließender Berechnung der Dichte bei der gemessenen Temperatur zu 118,2 cm3± 0,1 cm3 ermittelt. Das Volumen des Gasraumes konnte daraufhin bei bekanntem Volumen der Gleichgewichtszelle über isotherme Entspannungsmessungen zu 291,8 cm3 ± 0,2 cm3 bestimmt werden. Dazu wird zunächst das gesamte System inklusive Messzelle evakuiert und die Messzelle über das Ventil abgetrennt. Messzelle und Gasreser-voir müssen die gleiche Temperatur aufweisen. Dann wird ein Gas z.B. Luft mit P < 1 bar in das Volumen des Gasreservoirs VG gefüllt und der Gleichgewichtsdruck PA notiert. Über iso-therme Entspannung in das evakuierte Zellenvolumen VZ und den neuen Gleichgewichtsdruck PE lässt sich das Volumen des Gasraumes VG über die Zustandsgleichung des idealen Gases ermitteln.
)( ZGEGA VVPVP +⋅=⋅ ( 3-8 )
Die Reproduzierbarkeit der Messungen wurde mittels mehrerer Wiederholungsversuche ge-währleistet. Die Polymerproben wurden mehrmals verwendet und zur Regeneration im Vaku-umofen bei ca. 80 °C getrocknet. Die wässrigen Polymerlösungen wurden vorher bei Normal-druck und 100 °C vorgetrocknet. Zur Validierung der Gaslöslichkeitsapparatur wurde die Löslichkeit von Kohlendioxid in Wasser gemessen (siehe Kapitel 6.2.1) und eine gute Übereinstimmung der Messwerte mit den Literaturwerten gefunden.
3.3.2 Auswertung
Die Menge des gelösten Gases kann iterativ über PVT-Berechnungen und das Lösen der Mas-senbilanz bestimmt werden (siehe auch Reichl 1996 und Clausen 2000 für jeweils untersuchte Systeme). Für den Fall binärer Gas-Polymer Systeme wird die in der Flüssigkeit gelöste Gasmenge ( L
ZelleGasn , ) bei konstanter Zellentemperatur (TZ1) über Gleichung ( 3-9 ) unter der Annahme
bestimmt, dass sich kein Polymer in der Dampfphase befindet.
( )
⋅+−
−−=+
G
ZelleGas
L
PolymerGas
L
ZelleGasGasPolymer
Zelle
irGasreservo
Gas
irGasreservo
Gas
L
ZelleGasv
nMmV
nnn,
,
2,1,,
ρ ( 3-9 )
Die Differenz der Mole an Gas im Gasreservoir zu Beginn der Messung
=
),( 111,
PT
Vn
R
irGasreservoSystem
Gasυ
und im Gleichgewicht
=
),( 222,
PT
Vn
R
irGasreservoSystem
Gasυ
bei konstantem Druck können über eine Zu-
standsgleichung bei bekanntem Gasreservoirvolumen berechnet werden. In dieser Arbeit wurde die Soave-Redlich-Kwong (SRK) Gleichung benutzt. Damit wird die Molmenge an Gas in der Messzelle erhalten und es muss noch die Molmenge an Gas im Dampfraum der Messzelle ( G
ZelleGasn , ) abgezogen werden.
( )
G
ZelleGas
L
PolymerGas
L
ZelleGasGasPolymer
Zelle
G
ZelleGasv
nMmV
n,
,
,+
⋅+−
=ρ
( 3-10 )
40
Dazu wird vom bekannten Zellenvolumen (VZelle) das Volumen der flüssigen Phase in der Zelle ( L
ZelleV ) abgezogen und durch das molare Volumen der Gasphase in der Zelle
( ),( 21, PTfv Z
G
ZelleGas = geteilt, das über die SRK-Gleichung bestimmt wird.
( )
L
PolymerGas
L
ZelleGasGasPolymer
Zelle
L
ZelleZelle
G
Zelle
nMmVVVV
+
⋅+−=−=
ρ
, ( 3-11 )
Das Volumen der flüssigen Phase in der Zelle kann dabei als Summe der Massen von Poly-mer (mPolymer) und gelöstem Gas ( L
ZelleGasGas nM ,⋅ ) dividiert durch die Dichte der flüssigen Pha-
se ausgedrückt werden. Mit der Molmenge des gelösten Gases ( L
ZelleGasn , ) wird eine Iterati-
onsgleichung erhalten. Es konnte experimentell überprüft werden, dass sich die Dichte des begasten Gemisches in den Gleichungen ( 3-9 ), ( 3-10 ) und ( 3-11 ) nicht signifikant von der Dichte des reinen Po-lymers unterscheidet (<0,05%) und der für die Dichtemessung ermittelte Fehler wesentlich größer ist. Aus diesem Grund wird die Dichte des reinen Polymers verwendet ( L
Polymer
L
PolymerGas ρρ ≈+ ).
Aus der ermittelten Molmenge des Gases lässt sich der Molenbruch bzw. der Massenbruch (wGas) bestimmen.
( ) PolymerGas
L
ZelleGas
Gas
L
ZelleGasL
GasmMn
Mnw
+⋅
⋅=
,
, ( 3-12 )
Schließlich kann aus der folgenden Gleichgewichtsbedingung der Henrykoeffizient (HGas,Polymer) des Gases im polymeren Lösungsmittel ermittelt werden.
PyHw GasGasGasGasPolymerGasGas ⋅⋅=Ω⋅⋅⋅ ∗∞ ϕπ ,, ( 3-13 )
Angesichts der geringen Löslichkeiten der Gase (wGas<0,03) kann der asymmetrisch definierte
massenbasierte Aktivitätskoeffizient (Gas
Gas
Gas
,∞
∗
Ω
Ω=Ω ) des Gases im Polymer gleich Eins ge-
setzt werden. Auch der Poynting-Faktor kann wegen des geringen Drucks zu Eins gesetzt werden. Diese Annahme wurde durch eine Abschätzung der Poyntingkorrektur (siehe Glei-
chung ( 3-14 )) überprüft. Der Dampfdruck des Polymers ( LVPolymer
P ) kann vernachlässigt
werden und die molaren Volumina der Gase bei unendlicher Verdünnung in der flüssigen Phase (
Gasv
,∞) wurden nach Angaben von Handa et al. abgeschätzt [Handa et al. 1982]. Für
CO2 kann die Poyntingkorrektur vernachlässigt werden, denn im vermessenen Temperatur- und Druckbereich ist sie erst ab der dritten Nachkommastelle verschieden von Eins.
⋅
−∞
=∞TR
LVPolymer
PPGas
v
Gas
)(,
exp,π ( 3-14 )
Gleiches gilt für Stickstoff bei einem Druck um 1,4 bar und 25 °C. Bei höherem Druck (4,5 bar) gewinnt die Poyntingkorrektur an Einfluß, aber wegen mangelnder Informationen zum molaren Volumen des Stickstoffs bei unendlicher Verdünnung in der flüssigen Polymer-phase, wird auf eine Berücksichtigung verzichtet. Der experimentelle Fehler wäre in den Stickstoffsystemen um 1 bis 1,5 % größer, was bei den wesentlich größeren Unsicherheiten der Messungen vernachlässigbar ist. Im Anhang finden sich genauere Angaben zu diesem Vorgehen (Kap 6.2.1).
41
Der Fugazitätskoeffizient des Gases in der Gasphase (φGas) in Gleichung ( 3-13 ) wird zum Fugazitätskoeffizienten der reinen Gaskomponente (φ0,Gas) im Falle des binären Gas-Polymer Systems und kann mit der SRK-Gleichung berechnet werden. Es ergibt sich dann für die Berechnung des Henrykoeffizienten mit yCO2=1:
2
2,02,
CO
COco
PolymerGasw
PyH
⋅⋅=
ϕ ( 3-15 )
Aus dem Henrykoeffizienten kann über das Gleichsetzen der Fugazitäten der flüssigen Phase der Aktivitätskoeffizient bei unendlicher Verdünnung angegeben werden.
GasGasiiGasPolymerGasi fwHw ,0, ⋅Ω⋅=Ω⋅⋅⋅ ∞∗
∞π ( 3-16 )
Mit den gleichen Vereinfachungen wie bereits oben diskutiert ergibt sich:
Gas
PolymerGas
Gasf
H
,0
,=Ω∞ ( 3-17 )
Bei der Berechnung von Gaslöslichkeiten in binären Lösungsmitteln (wässrige Polymerlö-sungen) muss der Anteil des flüchtigen Lösungsmittels (Wasser) in der Gasphase berücksich-tigt werden. Dazu muss Gleichung ( 3-13 ) entsprechend angepasst werden, so dass das Vo-lumen der flüssigen Phase in der Messzelle berechnet werden kann. Die Dichten der wässrigen Polymerlösungen wurden in Abhängigkeit der Temperatur vermessen. Der Einfluss des gelösten Gases auf die Dichte wurde wieder vernachlässigt.
( )
⋅++−
−−=+
+
G
ZelleOHGas
L
ungPolymerlösGas
L
ZelleGasGasPolymerOH
Zelle
irGasreservo
Gas
irGasreservo
Gas
L
ZelleGasv
nMmmV
nnn,2
,2
2,1,,
ρ ( 3-18 )
Das molare Volumen der Gasphase in der Messzelle wurde mit der SRK-Gleichung berech-net. Nach der Berechnung der Konzentration in der flüssigen Phase müssen in einer weiteren Ite-ration die Konzentrationen in der Gasphase bestimmt werden.
( )
OH
Z
LV
OH
L
OHLV
OH
LV
OHOHOH
OHP
TR
PPPw
y22
1
2,022,02,02,022
2
exp
ϕ
νϕ
⋅
⋅
−⋅⋅⋅Ω⋅
= ( 3-19 )
OHCO yy 22 1−= ( 3-20 )
Für die Werte des Aktivitätskoeffizienten sind dabei nur Wechselwirkungen zwischen den Polymer- und Lösungsmittelmolekülen berücksichtigt worden. Die Aktivitätskoeffizienten wurden experimentell bestimmt (siehe Anhang, Kapitel 6.2.1).
)( .exp2,02
2,0.exp
22
TPw
P
LV
OHOH
OHOH
OH⋅
⋅=Ω
ϕ ( 3-21 )
Die Poyntingkorrektur in Gleichung ( 3-21 ) wurde angesichts des geringen Drucks (<700mbar) vernachlässigt. Bei Wasserkonzentrationen ≥60Ma% in der Polymerlösung un-terscheidet sich der Druck über der Lösung nicht mehr wesentlich vom Dampfdruck des Was-sers, so dass die Aktivität des Wassers in diesen Fällen zu Eins gesetzt wurde.
OHOH
LV
OHOH wPPa 222,02 / Ω⋅== ( 3-22 )

42
Aus den Henrykoeffizienten lassen sich weitere kalorische Größen wie die Lösungsenthalpie der Solute bei unendlicher Verdünnung oder die Lösungsentropie bei unendlicher Verdün-nung über die Gibbs-Helmholtz-Gleichung und die Gleichheit der chemischen Potenziale von Solute in Gas- und Flüssigphase ermitteln [Reichl 1996].
GL
i
G
i
L
i
P
SVihhh
T
HR ∞∞ ∆=−=
∂
∂⋅ 0
,
)/1(
ln ( 3-23 )
GL
i
G
i
L
i
P
SVisss
T
H
T
R∞∞ ∆=−=
∂
∂⋅ 0
,
)/1(
ln ( 3-24 )
Zur Ermittlung der Absorptionsenthalpie wird der logarithmierte Henrykoeffizient über der inversen Temperatur aufgetragen und die Steigung einer Ausgleichsgerade bestimmt.
3.3.3 Fehlerrechnung
Die in der Auswertung bestimmten Henrykoeffizienten hängen von zahlreichen primären Messdaten ab, die jeweils in den Gesamtfehler der Messung eingehen.
( )PolymerirGasreservoZelleRRZPolymerPolymerGasPolymerGas VVTTTPPmHH ρ,,,,,,,, 21121,, = ( 3-25 )
Mithilfe des quadratischen Fehlerfortpflanzungsgesetzes lassen sich die wahrscheinlichen Messunsicherheiten bestimmen.
2
2
,2Re
2
Re
,2
2
,
22
2
2
,21
2
1
,21
2
1
,
21
2
1
,21
2
1
,2
2
,
,
Polymer
Polymer
PG
servoir
servoir
PG
Zelle
Zelle
PG
R
R
PG
R
R
PG
Z
Z
PG
PGPG
Polymer
Polymer
PG
PG
HV
V
HV
V
H
TT
HT
T
HT
T
H
PP
HP
P
Hm
m
H
H
ρρ
∆⋅
∂
∂+∆⋅
∂
∂+∆⋅
∂
∂
+∆⋅
∂
∂+∆⋅
∂
∂+∆⋅
∂
∂
+∆⋅
∂
∂+∆⋅
∂
∂+∆⋅
∂
∂
=∆
( 3-26 )
Die in Gleichung ( 3-26 ) auftretenden partiellen Ableitungen lassen sich analytisch oder über Differenzenquotienten berechnen. Für eine vergleichbare Gaslöslichkeitsapparatur hat bereits Zheng eine analytische Berechnung der partiellen Ableitungen vorgenommen, allerdings mit zahlreichen Annahmen und Vereinfachungen [Zheng 1993]. In dieser Arbeit wird dem Vor-gehen von Reichl und Clausen gefolgt, die sukzessive alle Einflussgrößen variieren und dar-aus die vorwärts genommenen Differenzenquotienten berechnen, die anstelle der Differential-quotienten in das Fehlerfortpflanzungsgesetz eingesetzt werden [Reichl 1996, Clausen 2000]. In Tab. 13 sind die maximalen Unsicherheiten der einzelnen Einflussgrößen aufgeführt.
Tab. 13: Unsicherheiten der Messgrößen bei der Berechnung des Henrykoeffizienten.
Messgröße Unsicherheit Eingewogene Lösungsmittelmasse, m ±0,1 g Druck im Gasreservoir zu Beginn der Messung, P1 (Wika 1,6 bar) Druck im Gasreservoir zu Beginn der Messung, P1 (Wika 10 bar)
±1,6 mbar ±10 mbar
Druck im Gleichgewichtszustand, P2 (Wika 1,6 bar) Druck im Gleichgewichtszustand, , P2 (Wika 10 bar)
±1,6 mbar ±10 mbar
Temperatur im Gasreservoir zu Beginn der Messung, TR1 ±0,1 K Temperatur im Gasreservoir im Gleichgewichtszustand, TR2 ±0,1 K Temperatur in der Messzelle im Gleichgewichtszustand, TZ1 ±0,1 K Volumen der Messzelle, VZelle ±0,1 cm3 Volumen des Gasreservoirs, VGasreservoir ±0,2 cm3 Lösungsmitteldichte, ρPolymer ±0,0005 g/cm3
43
Aus den Arbeiten von Reichl und Clausen ist bekannt, wie die Anteile der einzelnen Mess-größen in den Gesamtfehler eingehen. Die Drücke zu Beginn der Messung und im Gleichge-wichtszustand machen zu 70% des Gesamtfehlers aus, gefolgt von den Volumina der Mess-zelle und des Gasreservoirs mit ca. 20%. Dementsprechend sind Ansätze zur Minimierung des Fehlers bei der Genauigkeit der Druckmessung bzw. bei der Genauigkeit der Volumenbe-stimmung für die Apparatur zu suchen. Bei den im Rahmen dieser Arbeit vermessenen Systemen lagen die berechneten Messfehler für die binären Systeme mit Kohlendioxid im Bereich von 1 bis 2%. Die binären Systeme mit Methan konnten mit einer Genauigkeit von 3 bis 4% angegeben werden, bei Gleichgewichts-drücken von 1,4 bar und Löslichkeiten von wCH4=0,00018. Die Stickstofflöslichkeit in allen Polymeren war sehr gering, so dass die Ungenauigkeiten hohe Werte annahmen. Der Mess-fehler lag zwischen 14 und 20%. Zur Minimierung des Fehlers wurden Messungen bei einem höheren Gleichgewichtsdruck durchgeführt (1,4bar 4,6bar). Der Verbesserungseffekt durch die größere Menge gelösten Gases wurde jedoch durch die größere Ungenauigkeit bei der Druckmessung kompensiert. Die Genauigkeiten der wässrigen Polymerlösungen können mit Ungenauigkeiten von 1 bis 5% angegeben werden. Im Anhang 6.2.1 sind die Tabellen der gemessenen Henrykoeffizienten abgebildet mit den berechneten Messungenauigkeiten.
3.4 Gaslöslichkeitsmessungen bei hohem Druck
Die Löslichkeitsmessungen von Kohlendioxid in verschiedenen Polymeren bei hohem Druck wurden an einer Magnetschwebewaage (MSW) durchgeführt. Durch das berührungslose Messprinzip können hohe Temperatur- und Druckbereiche angefahren werden. Prinzipiell können neben Löslichkeiten auch noch physikalische Größen wie Dichte, Viskosität oder Oberflächenspannung bestimmt werden. Das Messprinzip der MSW ist in der Literatur bereits hinreichend beschrieben worden, des-wegen wird an dieser Stelle nur eine kurze Erläuterung gegeben [Areerat et al. 2002, Sato et al. 2002].
3.4.1 Messapparatur und Versuchsdurchführung
Der Aufbau der Messapparatur ist in Abb. 19 dargestellt. Die Magnetschwebewaage der Fir-ma Rubotherm deckt einen Messbereich von 0 bis 150 bar bei Temperaturen bis 200°C ab. Das Herzstück der Apparatur bildet die berührungsfreie Messung der Masse der Probe im Probekorb. Die Probe hängt an einem Schwebemagneten, der aus einem Permanentmagnet, einem Sensorkern und einer Messlastabkopplung besteht. Der Schwebemagnet wird über eine Regeleinrichtung von einem an der Waage aufgehängten Elektromagneten in einem freien Schwebezustand gehalten. Der Regelkreis steuert die am Elektromagneten anliegende Spannung, so dass eine konstante vertikale Position des Schwe-bemagneten realisiert wird. Über eine überlagerte Sollwertregelung lassen sich verschiedene Anfahrpositionen ermöglichen. Auf diese Weise wird die zu messende Kraft über die Magnet-schwebekupplung berührungsfrei aus dem Messraum auf die außerhalb, unter Laborbedin-gungen angeordnete Analysenwaage übertragen [Rubotherm]. Im Betrieb der Waage kann über zwei Betriebszustände der Waage die Masse der Probe ermittelt werden. Bei der Null-punktsmessung wird der Probenkorb über die Messlastabkopplung abgelegt und vom Schwe-beteil entkoppelt. Bei Erreichen einer konstanten Position des Schwebemagneten wird ein Nullpunkt aufgenommen. Ein Messpunkt wird bei gekoppelter Messlast aufgenommen. Die Masse der Probe kann dann als Differenz beider Werte bei Kenntnis der Masse des Probe-korbs und der Aufhängung ermittelt werden.
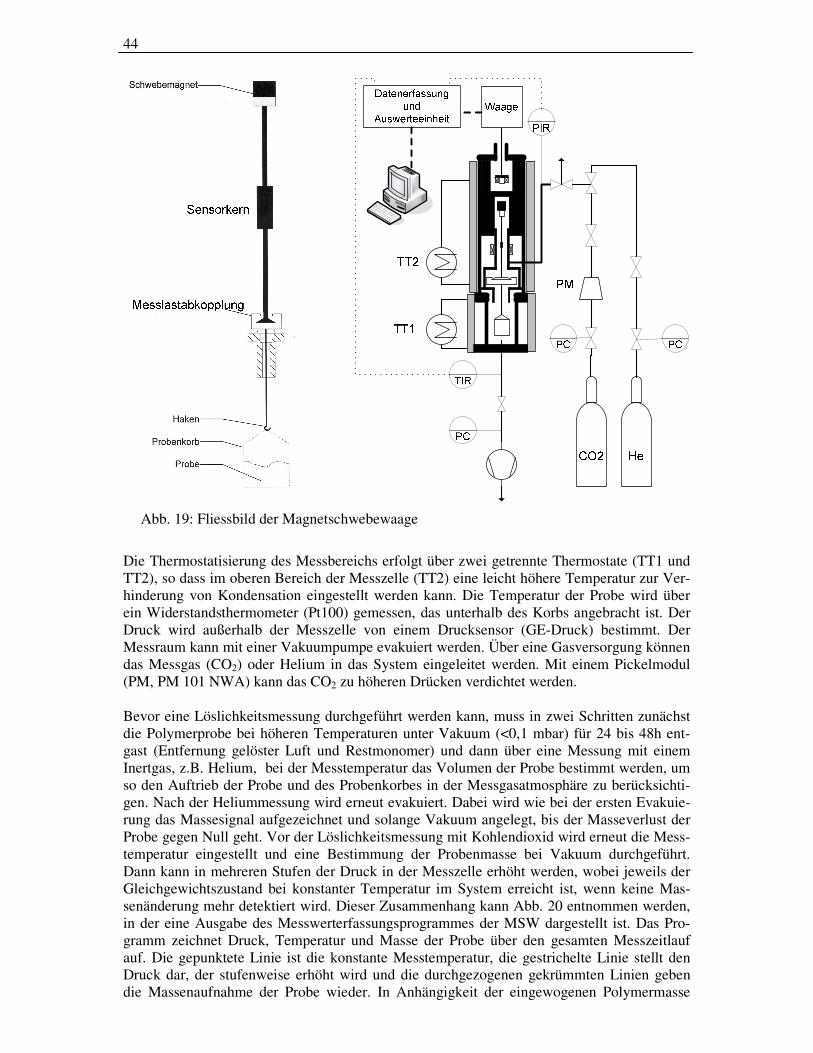
44
Abb. 19: Fliessbild der Magnetschwebewaage
Die Thermostatisierung des Messbereichs erfolgt über zwei getrennte Thermostate (TT1 und TT2), so dass im oberen Bereich der Messzelle (TT2) eine leicht höhere Temperatur zur Ver-hinderung von Kondensation eingestellt werden kann. Die Temperatur der Probe wird über ein Widerstandsthermometer (Pt100) gemessen, das unterhalb des Korbs angebracht ist. Der Druck wird außerhalb der Messzelle von einem Drucksensor (GE-Druck) bestimmt. Der Messraum kann mit einer Vakuumpumpe evakuiert werden. Über eine Gasversorgung können das Messgas (CO2) oder Helium in das System eingeleitet werden. Mit einem Pickelmodul (PM, PM 101 NWA) kann das CO2 zu höheren Drücken verdichtet werden. Bevor eine Löslichkeitsmessung durchgeführt werden kann, muss in zwei Schritten zunächst die Polymerprobe bei höheren Temperaturen unter Vakuum (<0,1 mbar) für 24 bis 48h ent-gast (Entfernung gelöster Luft und Restmonomer) und dann über eine Messung mit einem Inertgas, z.B. Helium, bei der Messtemperatur das Volumen der Probe bestimmt werden, um so den Auftrieb der Probe und des Probenkorbes in der Messgasatmosphäre zu berücksichti-gen. Nach der Heliummessung wird erneut evakuiert. Dabei wird wie bei der ersten Evakuie-rung das Massesignal aufgezeichnet und solange Vakuum angelegt, bis der Masseverlust der Probe gegen Null geht. Vor der Löslichkeitsmessung mit Kohlendioxid wird erneut die Mess-temperatur eingestellt und eine Bestimmung der Probenmasse bei Vakuum durchgeführt. Dann kann in mehreren Stufen der Druck in der Messzelle erhöht werden, wobei jeweils der Gleichgewichtszustand bei konstanter Temperatur im System erreicht ist, wenn keine Mas-senänderung mehr detektiert wird. Dieser Zusammenhang kann Abb. 20 entnommen werden, in der eine Ausgabe des Messwerterfassungsprogrammes der MSW dargestellt ist. Das Pro-gramm zeichnet Druck, Temperatur und Masse der Probe über den gesamten Messzeitlauf auf. Die gepunktete Linie ist die konstante Messtemperatur, die gestrichelte Linie stellt den Druck dar, der stufenweise erhöht wird und die durchgezogenen gekrümmten Linien geben die Massenaufnahme der Probe wieder. In Anhängigkeit der eingewogenen Polymermasse
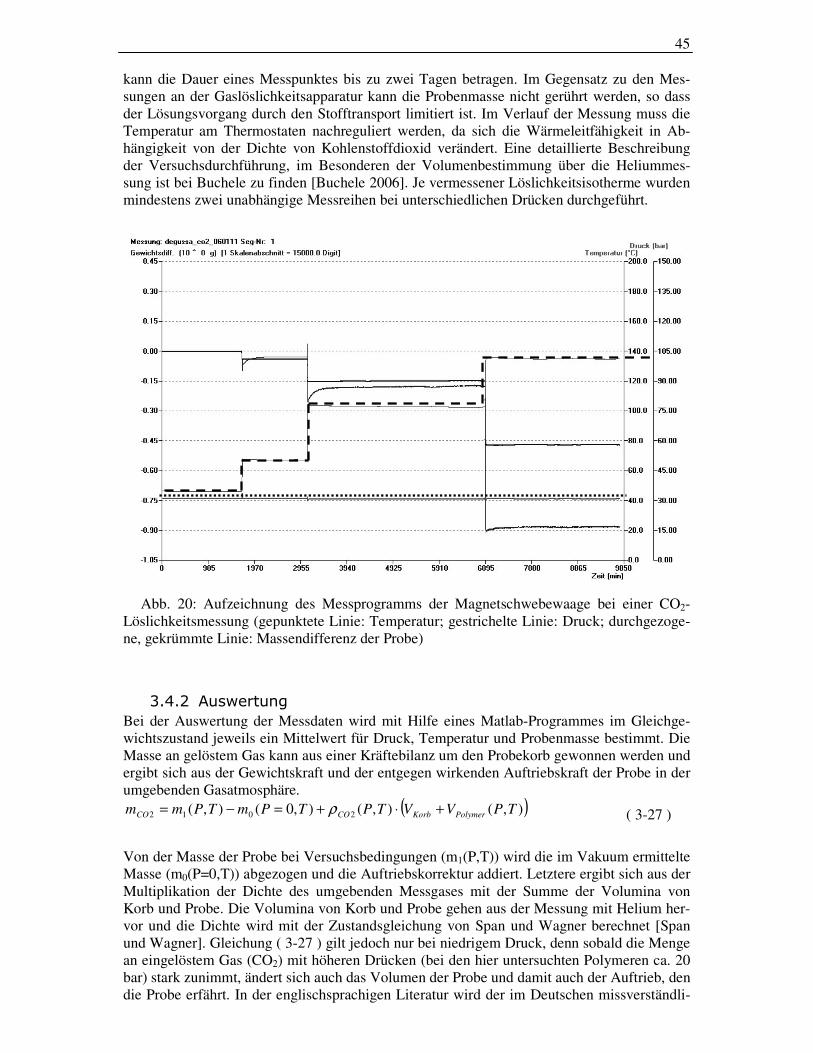
45
kann die Dauer eines Messpunktes bis zu zwei Tagen betragen. Im Gegensatz zu den Mes-sungen an der Gaslöslichkeitsapparatur kann die Probenmasse nicht gerührt werden, so dass der Lösungsvorgang durch den Stofftransport limitiert ist. Im Verlauf der Messung muss die Temperatur am Thermostaten nachreguliert werden, da sich die Wärmeleitfähigkeit in Ab-hängigkeit von der Dichte von Kohlenstoffdioxid verändert. Eine detaillierte Beschreibung der Versuchsdurchführung, im Besonderen der Volumenbestimmung über die Heliummes-sung ist bei Buchele zu finden [Buchele 2006]. Je vermessener Löslichkeitsisotherme wurden mindestens zwei unabhängige Messreihen bei unterschiedlichen Drücken durchgeführt.
Abb. 20: Aufzeichnung des Messprogramms der Magnetschwebewaage bei einer CO2-
Löslichkeitsmessung (gepunktete Linie: Temperatur; gestrichelte Linie: Druck; durchgezoge-ne, gekrümmte Linie: Massendifferenz der Probe)
3.4.2 Auswertung
Bei der Auswertung der Messdaten wird mit Hilfe eines Matlab-Programmes im Gleichge-wichtszustand jeweils ein Mittelwert für Druck, Temperatur und Probenmasse bestimmt. Die Masse an gelöstem Gas kann aus einer Kräftebilanz um den Probekorb gewonnen werden und ergibt sich aus der Gewichtskraft und der entgegen wirkenden Auftriebskraft der Probe in der umgebenden Gasatmosphäre.
( )),(),(),0(),( 2012 TPVVTPTPmTPmm PolymerKorbCOCO +⋅+=−= ρ ( 3-27 )
Von der Masse der Probe bei Versuchsbedingungen (m1(P,T)) wird die im Vakuum ermittelte Masse (m0(P=0,T)) abgezogen und die Auftriebskorrektur addiert. Letztere ergibt sich aus der Multiplikation der Dichte des umgebenden Messgases mit der Summe der Volumina von Korb und Probe. Die Volumina von Korb und Probe gehen aus der Messung mit Helium her-vor und die Dichte wird mit der Zustandsgleichung von Span und Wagner berechnet [Span und Wagner]. Gleichung ( 3-27 ) gilt jedoch nur bei niedrigem Druck, denn sobald die Menge an eingelöstem Gas (CO2) mit höheren Drücken (bei den hier untersuchten Polymeren ca. 20 bar) stark zunimmt, ändert sich auch das Volumen der Probe und damit auch der Auftrieb, den die Probe erfährt. In der englischsprachigen Literatur wird der im Deutschen missverständli-

46
che Begriff des „Swelling“3 für dieses physikalische Verhalten (Löslichkeit des Gases im Po-lymer) verwendet. In Gleichung ( 3-28 ) wird diese Volumenzunahme (∆V) berücksichtigt, wobei ∆V dimensionslos ist, wie aus Gleichung ( 3-29 ) ersichtlich ist.
( )( )),(1),(),(),0(),( 2012 TPVTPVVTPTPmTPmm PolymerKorbCOCO ∆+⋅+⋅+=−= ρ
( 3-28 )
Die Probenmasse bei Versuchsbedingungen (m1(P,T)) und im Vakuum (m0(P=0,T)) werden im Experiment ermittelt, die Dichte von CO2 (ρ(T,P)) kann wieder über die Zustandsglei-chung von Span und Wagner berechnet werden, das Volumen des Probekorbs wurde einmal für alle Experimente ermittelt und das Volumen des Polymers in Abhängigkeit von Druck und Temperatur konnte aus den Messungen des Biegeschwingers bei Hochdruck erhalten werden. Lediglich die Volumenzunahme kann nicht direkt über die MSW gemessen werden, so dass eine Abschätzung oder zusätzliche Experimente notwendig sind. In der Literatur existieren verschiedene Ansätze, um dieses Phänomen zu berücksichtigen. In experimentell aufwendi-gen Experimenten wird die Volumenzunahme der Polymerprobe bei Rajendran et al. und Pan-toula et al. in einer zusätzlichen Hochdrucksichtzelle vermessen (beide für das System CO2-PMMA) [Rajendran et al. 2005, Pantoula et al. 2007], wobei Rajendran et al. ein Modell („Two-Density-Method“) entwickeln, um über eine rein gravimetrische Versuchsanordnung in zwei Schritten über die Zugabe eines Inertgases sowohl die Löslichkeit, als auch die Volu-menzunahme zu messen. Keller et al. verwenden ebenfalls eine erweiterte Apparatur, die ein mit Polymer beladenes Drehpendel enthält und über dynamische Messungen der Kreisfre-quenz und deren Abfall bei einer leicht gedämpften Schwingung die Volumenzunahme bestimmen [Keller et al. 1999]. Eine weitere Möglichkeit der Berücksichtigung der Volumen-zunahme besteht in Voraussage des Volumenverhaltens der Mischung (Gas und Polymer) mittels einer Zustandsgleichung. In der Literatur hat sich in erster Linie die Gleichung von Sanchez-Lacombe (SL) für Poly-mersysteme durchgesetzt [Sanchez und Lacombe 1976, 1978, Lacombe und Sanchez 1976, Areerat et al. 2002, Sato et al. 2002, Li et al. 2002, Li et al. 2007]. Dabei werden die von der Waage gemessenen Löslichkeiten ohne Berücksichtigung der Volumenzunahme (scheinbare Löslichkeit) in einem weiteren Schritt mit der SL-ZGL korrigiert, indem die Volumenzunah-me (∆V) berechnet wird.
1)0,,(
),,()1(−
⋅+=∆
TP
WTPWV
Polymer
Polymer
ν
ν ( 3-29 )
In Gleichung ( 3-29 ) steht W für die Löslichkeit des Gases im Polymer und ν für das spezifi-sche molare Volumen des begasten und des unbegasten Polymers. In dieser Arbeit wurde nur das molare Volumen der begasten Polymerprobe mit SL berechnet, denn die Dichten der rei-nen Polymerprobe wurden mit dem Hochdruckbiegeschwinger sehr genau vermessen. Die charakteristischen Parameter der SL-ZGL wurden mit den Dichtedaten aus der Hochdruck-dichtemessung angepasst. Zur Ermittlung der charakteristischen SL-Parameter der Polymere finden sich bei Buchele weiterführende Angaben [Buchele 2006].
3 „Swelling“ [Deutsch: Quellung]; Quellung meint eine durch chemische Wechselwirkungen mit einem Lösungsmittel (Wasser) induzierte Volumenzunahme, indem durch die hydratisie-rende Wirkung des Lösungsmittels (Wasser) Wasserstoffbrückenbindungen aufgebaut wer-den.

47
Durch die Verwendung der SL-ZGL mit den in Kapitel 2.3.2 aufgeführten Mischungsregeln kommt mit dem binären Wechselwirkungsparameter kij eine weitere Unbekannte hinzu, so dass eine weitere Gleichung zur Lösbarkeit des Systems erforderlich ist. Dazu wird die Pha-sengleichgewichtsbeziehung für CO2 formuliert mit P
1φ als dichtest gepacktem Volumenanteil von CO2 in der Polymerphase.
),(),,( 111 PTPTGPP µφµ = ( 3-30 )
Die chemischen Potenziale von CO2 in der Polymerphase und der Gasphase können unter Verwendung der Mischungsregeln aus Kapitel 2.3.2 aufgestellt werden [Sato et al. 2002]. Insgesamt ergibt sich ein Satz von 3 Gleichungen (( 3-28 )( 3-29 )( 3-30 )) und drei Unbe-kannten (kij, ∆V, W), die iterativ gelöst werden müssen.
( )+⋅
⋅
−+⋅⋅+⋅
−+=
⋅
22
1*
1
*12
*2
*10
122
11
11~
2~1ln),,(
φρφφφµ
TP
PPPr
r
r
TR
PTPP
( ) ( )
⋅
+−⋅
−+
⋅+−⋅+ ρρ
ρρ
ρ ~ln1~1ln
1~1
~~
~
~~
011
1
1
01
rT
P
Tr
( 3-31 )
( ) ( )
⋅
+−⋅
−+
⋅+−⋅=
⋅10
11
111
1
1
101
1 ~ln1~1ln
1~1
~~
~
~~),(
ρρρρ
ρµ
rT
P
Tr
TR
PTG
( 3-32 )
Es ist offensichtlich, dass bei dieser Art der Auswertung die ermittelte Löslichkeit sehr stark von der Fähigkeit der Zustandsgleichung abhängt, das unbekannte Mischungsverhalten kor-rekt zu beschreiben. In der Literatur finden sich nur wenige Vergleiche zwischen verschiede-nen Zustandsgleichungen. Li et al. vergleichen die Sanchez-Lacombe mit der Simha-Somcynsky Gleichung und stellen Unterschiede bei der berechneten CO2-Löslichkeit in Poly-laktid (PLA) von 20% fest [Li et al. 2006]. In einer weiteren Untersuchung wird zusätzlich zu den beiden, aus den Gittergastheorie („Lattice Fluid Theory“) stammenden Modellen auch noch die PC-SAFT Gleichung getestet [Li et al. 2005]. Die Ergebnisse bestätigen den großen Einfluss der verwendeten Zustandsgleichung auf den Wert der gemessenen Löslichkeit. In diesem Zusammenhang muss auch berücksichtigt werden, dass die Modellierungsansätze für Systeme mit verzweigten Polymeren noch in einem sehr heterogenen Stadium sind und ver-schiedenste Theorien miteinander koppeln, um den Einfluss der hyperverzweigten Struktur und der Endgruppen auf das Gleichgewicht zu berücksichtigen. Da die SL-ZGL sich bereits als robustes Werkzeug für lineare Polymere bewährt hat, wurde in dieser Arbeit darauf zu-rückgegriffen. Eine exaktere Ermittlung der Löslichkeit ist nur durch eine weitere experimentelle Untersu-chung der Volumenzunahme möglich und damit mit erheblichem Aufwand verbunden. Schließlich kann mit Gleichung ( 3-33 ) der Massenbruch des gelösten CO2 bestimmt werden.
PolymerCO
CO
COmm
mw
+=
2
22
( 3-33 )
3.4.3 Fehlerrechnung
Zur Berechnung der maximalen Unsicherheit der Löslichkeit nach dem linearen Fehlerfort-pflanzungsgesetz muss die Bestimmungsgleichung des Massenbruchs nach den einzelnen Einflussgrößen abgeleitet werden. Es wurde darauf verzichtet den Fehler zu quantifizieren, der durch die Abschätzung der Volumenzunahme entsteht. Dann ergibt sich als Gleichung für den Massenbruch:
PolymerPolymerKorbCO
PolymerKorbCO
COmVmm
Vmmw
+⋅+−
⋅+−=
+
+
201
201
2 ρ
ρ ( 3-34 )
48
Die gemessenen Größen von Druck und Temperatur gehen vor allem in die mit der Zu-standsgleichung von Span und Wagner berechnete Dichte des Kohlendioxids ein und wurden in der entsprechenden Angabe der Messunsicherheit berücksichtigt. Im Vergleich zu dem nicht quantifizierten Fehlers, der bei der Abschätzung der Volumenzunahme erfolgt, ist der Fehler bei der Berechnung der CO2 Dichte eher gering.
( )2201
22
PolymerPolymerKorbCO
PolymerCO
Polymer
CO
mVmm
m
V
w
+⋅+−
⋅=
∂
∂
+ρ
ρ ( 3-35 )
( )22012
2
PolymerPolymerKorbCO
PolymerPolymerKorb
CO
CO
mVmm
mVw
+⋅+−
⋅=
∂
∂
+
+
ρρ ( 3-36 )
( )22011
2
PolymerPolymerKorbCO
PolymerCO
mVmm
m
m
w
+⋅+−=
∂
∂
+ρ ( 3-37 )
( )22010
2
PolymerPolymerKorbCO
PolymerCO
mVmm
m
m
w
+⋅+−
−=
∂
∂
+ρ ( 3-38 )
( )( )2
201
012 2
PolymerPolymerKorbCO
COPolymerKorb
Polymer
CO
mVmm
Vmm
m
w
+⋅+−
⋅+−−=
∂
∂
+
+
ρ
ρ ( 3-39 )
Der Gesamtfehler ergibt sich aus der Addition der Einzelfehler und wird in den Wertetabellen im Anhang in Kapitel 6.2 angegeben.
+∆⋅∂
∂+∆⋅
∂
∂+∆⋅
∂
∂=∆ 1
1
22
2
2
2
2m
m
wV
V
www
CO
Polymer
Polymer
CO
CO
CO
CO
CO ρρ
Polymer
Polymer
COCOm
m
wm
m
w∆⋅
∂
∂+∆⋅
∂
∂+ 22
00
( 3-40 )
Für die Massen ∆m1, ∆m0 und ∆mPolymer wird jeweils die Messungenauigkeit der Waage an-gesetzt (siehe Tab. 14). Für den Volumenfehler werden ∆VPolymer =10-3 cm³ angesetzt, für den Dichtefehler ∆ρCO2= 5⋅10-4g/cm³. Bei der Angabe der realen Löslichkeit muss noch der Fehler durch die Abschätzung der Volumenzunahme berücksichtigt werden. Dazu wird eine konser-vativ abgeschätzte Unsicherheit von 10% auf die angegebenen Löslichkeitswerte veran-schlagt. Es ist zu betonen, dass eine genauere Angabe der Unsicherheiten und auch der ge-messenen Löslichkeitsdaten erfolgen kann, sobald die Methode zur Bestimmung der Volumenzunahme verbessert wird, denn die Rohdaten der MSW zu den scheinbaren Löslich-keiten können weiterhin für zukünftige Auswertungen verwendet werden. Im Rahmen dieser Arbeit wird noch zu erläutern sein, inwiefern die PC-SAFT Gleichung zur Berechnung der CO2-Löslichkeit in verzweigten Polymeren eingesetzt werden kann. Bei beiden hyperverzweigten Polyester Boltorn U3000 und dem verzweigten Polyether PE1 sind die Unsicherheiten beim Massenbruch ab einem Druck von 20 bar <2%, bei niedrigerem Druck ist die eingelöste Masse an CO2 zu gering, so dass die Unsicherheit der Waage bei der Massenbestimmung zu groß wird.
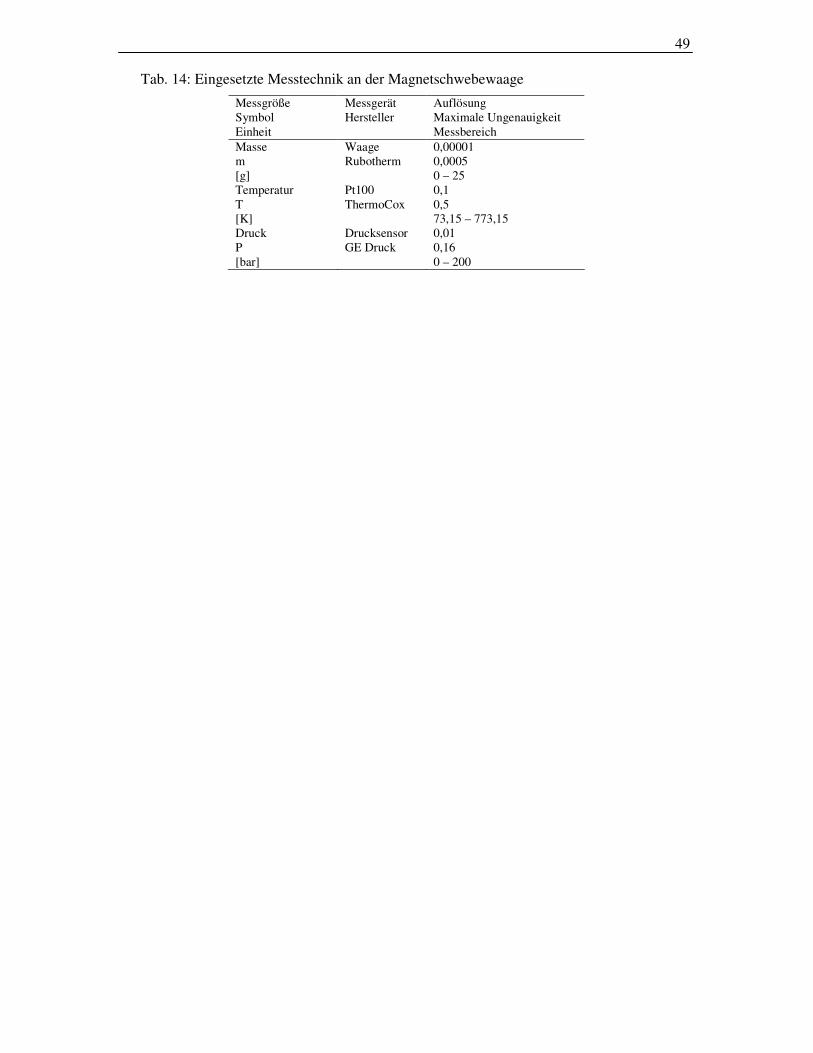
49
Tab. 14: Eingesetzte Messtechnik an der Magnetschwebewaage
Messgröße Symbol Einheit
Messgerät Hersteller
Auflösung Maximale Ungenauigkeit Messbereich
Masse m [g]
Waage Rubotherm
0,00001 0,0005 0 – 25
Temperatur T [K]
Pt100 ThermoCox
0,1 0,5 73,15 – 773,15
Druck P [bar]
Drucksensor GE Druck
0,01 0,16 0 – 200
50
4 Darstellung und Diskussion der Ergebnisse
4.1 Experimentelle Phasengleichgewichtsmessungen
In diesem Kapitel sind die Ergebnisse der experimentellen Löslichkeitsuntersuchungen der verwendeten verzweigten Polymere dargestellt. In einem ersten Schritt wurden die binären Systeme Gas-Polymer untersucht, um die für Absorptionsprozesse wichtigen Größen wie Ka-pazität und Selektivität für die abzutrennende Gaskomponente zu ermitteln. Wegen des Was-seranteils der Kraftwerksrauchgase ist es wichtig, den Einfluss dieser Komponente auf das CO2-Lösungsverhalten zu kennen. Außerdem waren ein Polyamin (PAMAM) sowie die hy-perverzweigten Polyesteramide (S 1200 und HA 1690) zu viskos für eine Reinstoffmessung, so dass die Löslichkeit in wässrigen Systemen vermessen werden musste. Diese Untersu-chungen bildeten die Grundlage für die in Kapitel 4.4 durchgeführte Prozesssimulation. Weiterhin wurde die CO2-Löslichkeit in einigen verzweigten Polymeren bei hohem Druck vermessen. Hochdruckdaten gelöster Gase in Polymeren sind neben anderen thermodynami-schen Daten eine wichtige Voraussetzung bei der Entwicklung und dem Test neuer thermo-dynamischer Modelle. Im Bereich der hyperverzweigten Polymere fehlen noch Modelle, die eine ausreichende Berücksichtigung des Einflusses der verzweigten Struktur und der großen Zahl funktioneller Gruppen auf das Phasengleichgewicht explizit berücksichtigen.
4.1.1 Löslichkeiten von CO2, CH4 und N2 in verzweigten Polymeren bei
niedrigem Druck
In Abb. 21 sind die mit der Gaslöslichkeitsapparatur experimentell bestimmten Henrykoeffi-zienten von CO2 in verschiedenen linearen und verzweigten Polymeren in Abhängigkeit der Temperatur dargestellt. Bei sämtlichen Systemen nimmt die Löslichkeit mit steigender Tem-peratur in einem linearen Verhältnis ab. Die hyperverzweigten Polyester H2004 und U3000 besitzen die geringsten Löslichkeiten, bei den Polyethern steigt die Löslichkeit in der folgen-den Reihenfolge: PE1 < PE2 < PE3. Die strukturgleichen linearen Polyether PE2 und PE3 unterscheiden sich lediglich mit ihren Endgruppen. Die Modifizierung von OH (PE2) zu CH3 (PE3) erhöht die Löslichkeit von CO2 um 15%. Eine Modifizierung der Endgruppen des ver-zweigten PE1 zu unpolaren CH3 -Gruppen könnte eine ähnliche Löslichkeitserhöhung zur Folge haben. Ein möglicher Grund der schlechteren Löslichkeit in den OH-terminierten Poly-ethern kann in der Ausbildung von Wasserstoffbrückenbindungen begründet liegen, so dass beim verzweigten PE1 und beim linearen PE2 die Zugänglichkeit für das CO2 zu den Ethy-lenoxideinheiten im Vergleich zum linearen PE3 mit unpolarer CH3-Endgruppe gemindert ist. Der Polyether PE3 hat eine vergleichbare Kapazität für CO2 wie das kommerzielle Lösungs-mittel Selexol®, das zur Abtrennung von CO2 aus Erdgas- oder Synthesegasströmen verwen-det wird. Angesichts der ähnlichen Molekülstrukturen, Selexol ist ein Gemisch aus Homolo-gen des Polyethylenglykols mit einer Molmasse um 280g/mol, überrascht dieses Ergebnis nicht [Xu et al. 1992]. Im Hinblick auf eine Anwendung in der Rauchgaswäsche lässt sich für die Polyether damit schließen, dass die CO2-Löslichkeit zu gering ist.
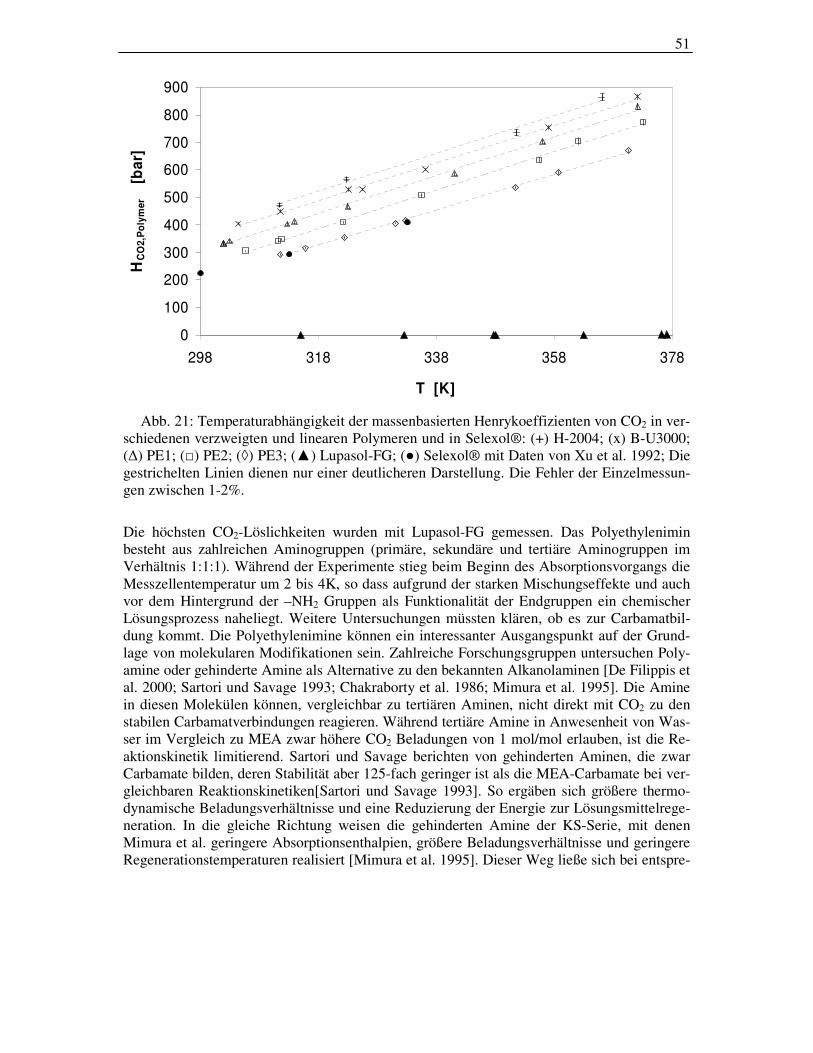
51
0
100
200
300
400
500
600
700
800
900
298 318 338 358 378
T [K]
HC
O2
,Po
lym
er
[b
ar]
Abb. 21: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von CO2 in ver-
schiedenen verzweigten und linearen Polymeren und in Selexol®: (+) H-2004; (x) B-U3000; (∆) PE1; () PE2; (◊) PE3; () Lupasol-FG; () Selexol® mit Daten von Xu et al. 1992; Die gestrichelten Linien dienen nur einer deutlicheren Darstellung. Die Fehler der Einzelmessun-gen zwischen 1-2%.
Die höchsten CO2-Löslichkeiten wurden mit Lupasol-FG gemessen. Das Polyethylenimin besteht aus zahlreichen Aminogruppen (primäre, sekundäre und tertiäre Aminogruppen im Verhältnis 1:1:1). Während der Experimente stieg beim Beginn des Absorptionsvorgangs die Messzellentemperatur um 2 bis 4K, so dass aufgrund der starken Mischungseffekte und auch vor dem Hintergrund der –NH2 Gruppen als Funktionalität der Endgruppen ein chemischer Lösungsprozess naheliegt. Weitere Untersuchungen müssten klären, ob es zur Carbamatbil-dung kommt. Die Polyethylenimine können ein interessanter Ausgangspunkt auf der Grund-lage von molekularen Modifikationen sein. Zahlreiche Forschungsgruppen untersuchen Poly-amine oder gehinderte Amine als Alternative zu den bekannten Alkanolaminen [De Filippis et al. 2000; Sartori und Savage 1993; Chakraborty et al. 1986; Mimura et al. 1995]. Die Amine in diesen Molekülen können, vergleichbar zu tertiären Aminen, nicht direkt mit CO2 zu den stabilen Carbamatverbindungen reagieren. Während tertiäre Amine in Anwesenheit von Was-ser im Vergleich zu MEA zwar höhere CO2 Beladungen von 1 mol/mol erlauben, ist die Re-aktionskinetik limitierend. Sartori und Savage berichten von gehinderten Aminen, die zwar Carbamate bilden, deren Stabilität aber 125-fach geringer ist als die MEA-Carbamate bei ver-gleichbaren Reaktionskinetiken[Sartori und Savage 1993]. So ergäben sich größere thermo-dynamische Beladungsverhältnisse und eine Reduzierung der Energie zur Lösungsmittelrege-neration. In die gleiche Richtung weisen die gehinderten Amine der KS-Serie, mit denen Mimura et al. geringere Absorptionsenthalpien, größere Beladungsverhältnisse und geringere Regenerationstemperaturen realisiert [Mimura et al. 1995]. Dieser Weg ließe sich bei entspre-

52
chenden Modifizierungen mit den hyperverzweigten Polyethyleniminen fortsetzen, denn we-gen der sterischen Hinderung in der makromolekularen Struktur bzw. bei der gezielten Syn-these sterisch gehinderter hyperverzweigter Polyamine sind gleiche Effekte wahrscheinlich. Diaf und Beckman synthetisieren hochmolekulare lineare und vernetzte Copolymere4 auf Sty-rolbasis mit verschiedenen Aminen, so dass Polymere mit funktionalisierten Aminogruppen (primäre, sekundäre und tertiäre Aminogruppen) entstehen [Diaf et al. 1993, Diaf et al. 1994, Diaf und Beckman 1995]. Bei ihren CO2-Sorptionsversuchen vermuten sie die Bildung eines polymergebundenen Zwitterions, das sowohl zwischen primären, sekundären als auch tertiä-ren Aminogruppen und CO2 entsteht und vollkommen reversibel5 ist [Diaf et al. 1993]. Insgesamt lässt sich, wie in Abb. 21 deutlich wird, der gesamte Löslichkeitsbereich mit hy-perverzweigten Polymeren abbilden. Eine wichtige Voraussetzung bei der Abtrennung von CO2 aus Rauchgasen oder anderen Gas-strömen ist die Selektivität gegenüber den anderen Gasen in der Mischung. Im Rahmen dieser Arbeit wurden deswegen noch die Löslichkeiten von Stickstoff und Methan in den verzweig-ten Polymeren vermessen. Im Fall der Kraftwerksrauchgase liegt im Wesentlichen eine CO2/N2 Trennung vor, während viele Anwendungen auch im Bereich der CO2/CH4 Abtren-nung liegen, z.B. zur Aufreinigung von Erdgasströmen oder Deponiegasen [Kohl und Nielsen 1997]. In Abb. 22 sind die temperaturabhängigen Henrykoeffizienten von Stickstoff in einigen ver-zweigten und linearen Polymeren aufgetragen. Im Vergleich zu CO2 löst sich N2 deutlich schlechter in den Polymeren. Die Löslichkeiten liegen bei Gleichgewichtsdrücken von jeweils ~1,5bar bei 0,000093 bis 0,0001 (U3000) und 0,00009 bis 0,000068 (PE1, PE2, PE3). Ange-sichts der geringen Löslichkeiten lassen sich die Henrykoeffizienten nur mit großen Unsi-cherheiten angeben, die im Bereich von 10 bis 20% liegen. Auch die Verwendung eines ande-ren Drucksensors für den Bereich bis 10 bar führte zu keiner Verbesserung, wegen der damit verbundenen höheren Ungenauigkeit in der Druckmessung. Bei den Polyethern nimmt die Löslichkeit mit steigender Temperatur zu, wobei für PE1 und PE3 die Temperaturabhängigkeit nur schwach ausgeprägt ist. Dieses Verhalten ist bekannt für Solute, die eine niedrige kritische Temperatur besitzen. Wie in Kapitel 2.2 beschrieben durch-läuft die temperaturabhängige Löslichkeitskurve ein Minimum, dessen Lage von der kriti-schen Temperatur der Solute abhängt. Die Systeme N2-Polyether befinden sich bei den hier vermessenen Temperaturen rechts vom Minimum. Dieses Verhalten ist auch für Gaslöslich-keiten von O2 und Argon in verschiedenen Ionischen Flüssigkeiten bekannt sowie für die N2-Löslichkeit in Polyethylenglykolen [Anthony et al. 2005, Husson-Borg et al. 2003, Wiesmet et al. 2000]. Der hyperverzweigte Polyester U3000 zeigt eine geringfügig höhere N2-Löslichkeit als die Polyether mit dem typischen Verlauf bei einer sehr geringen Temperatur-abhängigkeit.
4 Mw=98000-130000g/mol; Mw/Mn=2,5 - 3,2. 5 Die Regenerationstemperaturen liegen zwischen 70 und 160°C.
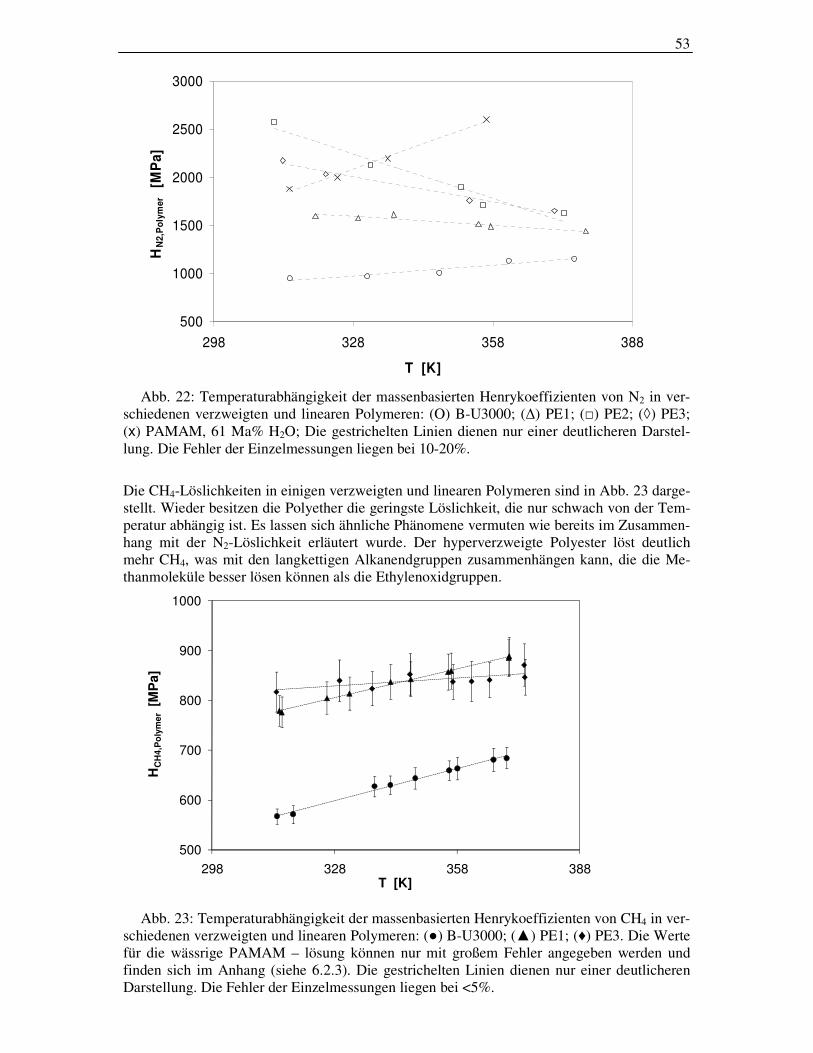
53
500
1000
1500
2000
2500
3000
298 328 358 388
T [K]
HN
2,P
oly
me
r
[MP
a]
Abb. 22: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von N2 in ver-
schiedenen verzweigten und linearen Polymeren: (O) B-U3000; (∆) PE1; () PE2; (◊) PE3; (x) PAMAM, 61 Ma% H2O; Die gestrichelten Linien dienen nur einer deutlicheren Darstel-lung. Die Fehler der Einzelmessungen liegen bei 10-20%.
Die CH4-Löslichkeiten in einigen verzweigten und linearen Polymeren sind in Abb. 23 darge-stellt. Wieder besitzen die Polyether die geringste Löslichkeit, die nur schwach von der Tem-peratur abhängig ist. Es lassen sich ähnliche Phänomene vermuten wie bereits im Zusammen-hang mit der N2-Löslichkeit erläutert wurde. Der hyperverzweigte Polyester löst deutlich mehr CH4, was mit den langkettigen Alkanendgruppen zusammenhängen kann, die die Me-thanmoleküle besser lösen können als die Ethylenoxidgruppen.
500
600
700
800
900
1000
298 328 358 388
HC
H4,P
oly
me
r[M
Pa
]
T [K]
Abb. 23: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von CH4 in ver-schiedenen verzweigten und linearen Polymeren: () B-U3000; () PE1; (♦) PE3. Die Werte für die wässrige PAMAM – lösung können nur mit großem Fehler angegeben werden und finden sich im Anhang (siehe 6.2.3). Die gestrichelten Linien dienen nur einer deutlicheren Darstellung. Die Fehler der Einzelmessungen liegen bei <5%.
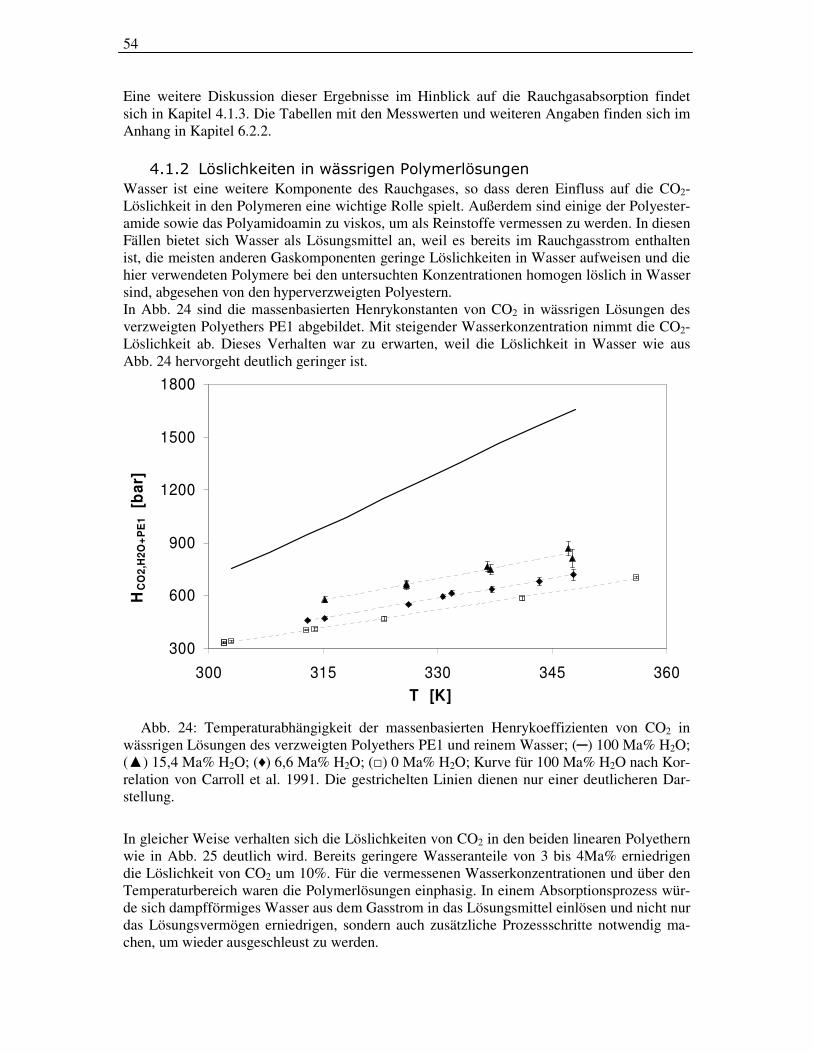
54
Eine weitere Diskussion dieser Ergebnisse im Hinblick auf die Rauchgasabsorption findet sich in Kapitel 4.1.3. Die Tabellen mit den Messwerten und weiteren Angaben finden sich im Anhang in Kapitel 6.2.2.
4.1.2 Löslichkeiten in wässrigen Polymerlösungen
Wasser ist eine weitere Komponente des Rauchgases, so dass deren Einfluss auf die CO2-Löslichkeit in den Polymeren eine wichtige Rolle spielt. Außerdem sind einige der Polyester-amide sowie das Polyamidoamin zu viskos, um als Reinstoffe vermessen zu werden. In diesen Fällen bietet sich Wasser als Lösungsmittel an, weil es bereits im Rauchgasstrom enthalten ist, die meisten anderen Gaskomponenten geringe Löslichkeiten in Wasser aufweisen und die hier verwendeten Polymere bei den untersuchten Konzentrationen homogen löslich in Wasser sind, abgesehen von den hyperverzweigten Polyestern. In Abb. 24 sind die massenbasierten Henrykonstanten von CO2 in wässrigen Lösungen des verzweigten Polyethers PE1 abgebildet. Mit steigender Wasserkonzentration nimmt die CO2-Löslichkeit ab. Dieses Verhalten war zu erwarten, weil die Löslichkeit in Wasser wie aus Abb. 24 hervorgeht deutlich geringer ist.
300
600
900
1200
1500
1800
300 315 330 345 360
T [K]
HC
O2
,H2
O+
PE
1 [
ba
r]
Abb. 24: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von CO2 in
wässrigen Lösungen des verzweigten Polyethers PE1 und reinem Wasser; () 100 Ma% H2O; () 15,4 Ma% H2O; (♦) 6,6 Ma% H2O; () 0 Ma% H2O; Kurve für 100 Ma% H2O nach Kor-relation von Carroll et al. 1991. Die gestrichelten Linien dienen nur einer deutlicheren Dar-stellung.
In gleicher Weise verhalten sich die Löslichkeiten von CO2 in den beiden linearen Polyethern wie in Abb. 25 deutlich wird. Bereits geringere Wasseranteile von 3 bis 4Ma% erniedrigen die Löslichkeit von CO2 um 10%. Für die vermessenen Wasserkonzentrationen und über den Temperaturbereich waren die Polymerlösungen einphasig. In einem Absorptionsprozess wür-de sich dampfförmiges Wasser aus dem Gasstrom in das Lösungsmittel einlösen und nicht nur das Lösungsvermögen erniedrigen, sondern auch zusätzliche Prozessschritte notwendig ma-chen, um wieder ausgeschleust zu werden.
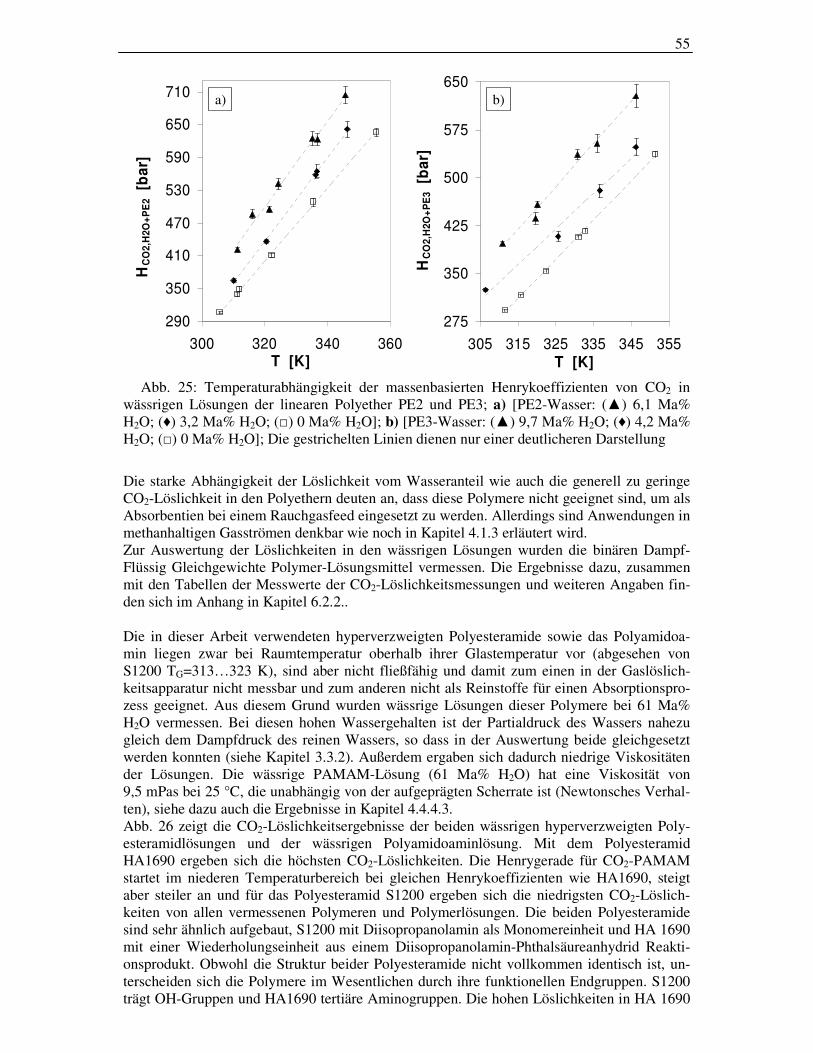
55
290
350
410
470
530
590
650
710
300 320 340 360T [K]
HC
O2
,H2
O+
PE
2 [
ba
r]
275
350
425
500
575
650
305 315 325 335 345 355T [K]
HC
O2
,H2
O+
PE
3 [
ba
r]
a) b)
Abb. 25: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von CO2 in
wässrigen Lösungen der linearen Polyether PE2 und PE3; a) [PE2-Wasser: () 6,1 Ma% H2O; (♦) 3,2 Ma% H2O; () 0 Ma% H2O]; b) [PE3-Wasser: () 9,7 Ma% H2O; (♦) 4,2 Ma% H2O; () 0 Ma% H2O]; Die gestrichelten Linien dienen nur einer deutlicheren Darstellung
Die starke Abhängigkeit der Löslichkeit vom Wasseranteil wie auch die generell zu geringe CO2-Löslichkeit in den Polyethern deuten an, dass diese Polymere nicht geeignet sind, um als Absorbentien bei einem Rauchgasfeed eingesetzt zu werden. Allerdings sind Anwendungen in methanhaltigen Gasströmen denkbar wie noch in Kapitel 4.1.3 erläutert wird. Zur Auswertung der Löslichkeiten in den wässrigen Lösungen wurden die binären Dampf-Flüssig Gleichgewichte Polymer-Lösungsmittel vermessen. Die Ergebnisse dazu, zusammen mit den Tabellen der Messwerte der CO2-Löslichkeitsmessungen und weiteren Angaben fin-den sich im Anhang in Kapitel 6.2.2.. Die in dieser Arbeit verwendeten hyperverzweigten Polyesteramide sowie das Polyamidoa-min liegen zwar bei Raumtemperatur oberhalb ihrer Glastemperatur vor (abgesehen von S1200 TG=313…323 K), sind aber nicht fließfähig und damit zum einen in der Gaslöslich-keitsapparatur nicht messbar und zum anderen nicht als Reinstoffe für einen Absorptionspro-zess geeignet. Aus diesem Grund wurden wässrige Lösungen dieser Polymere bei 61 Ma% H2O vermessen. Bei diesen hohen Wassergehalten ist der Partialdruck des Wassers nahezu gleich dem Dampfdruck des reinen Wassers, so dass in der Auswertung beide gleichgesetzt werden konnten (siehe Kapitel 3.3.2). Außerdem ergaben sich dadurch niedrige Viskositäten der Lösungen. Die wässrige PAMAM-Lösung (61 Ma% H2O) hat eine Viskosität von 9,5 mPas bei 25 °C, die unabhängig von der aufgeprägten Scherrate ist (Newtonsches Verhal-ten), siehe dazu auch die Ergebnisse in Kapitel 4.4.4.3. Abb. 26 zeigt die CO2-Löslichkeitsergebnisse der beiden wässrigen hyperverzweigten Poly-esteramidlösungen und der wässrigen Polyamidoaminlösung. Mit dem Polyesteramid HA1690 ergeben sich die höchsten CO2-Löslichkeiten. Die Henrygerade für CO2-PAMAM startet im niederen Temperaturbereich bei gleichen Henrykoeffizienten wie HA1690, steigt aber steiler an und für das Polyesteramid S1200 ergeben sich die niedrigsten CO2-Löslich-keiten von allen vermessenen Polymeren und Polymerlösungen. Die beiden Polyesteramide sind sehr ähnlich aufgebaut, S1200 mit Diisopropanolamin als Monomereinheit und HA 1690 mit einer Wiederholungseinheit aus einem Diisopropanolamin-Phthalsäureanhydrid Reakti-onsprodukt. Obwohl die Struktur beider Polyesteramide nicht vollkommen identisch ist, un-terscheiden sich die Polymere im Wesentlichen durch ihre funktionellen Endgruppen. S1200 trägt OH-Gruppen und HA1690 tertiäre Aminogruppen. Die hohen Löslichkeiten in HA 1690
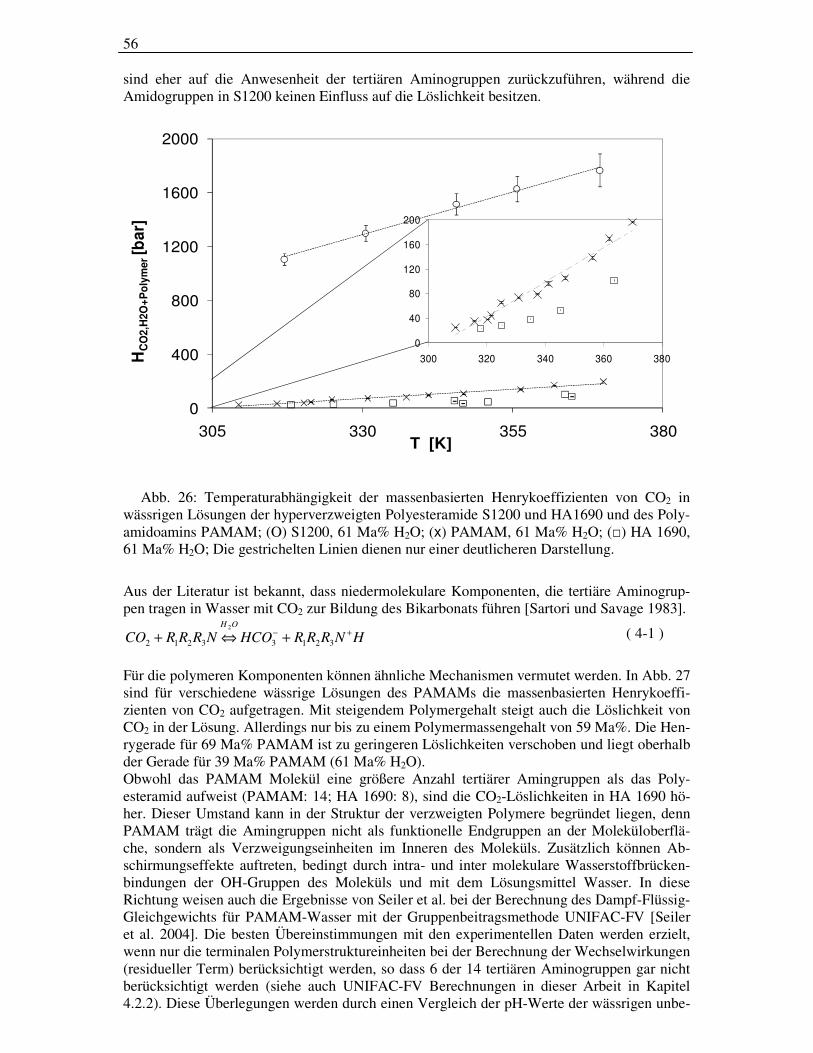
56
sind eher auf die Anwesenheit der tertiären Aminogruppen zurückzuführen, während die Amidogruppen in S1200 keinen Einfluss auf die Löslichkeit besitzen.
0
400
800
1200
1600
2000
305 330 355 380
HC
O2,H
2O
+P
oly
mer[b
ar]
T [K]
0
40
80
120
160
200
300 320 340 360 380
Abb. 26: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von CO2 in
wässrigen Lösungen der hyperverzweigten Polyesteramide S1200 und HA1690 und des Poly-amidoamins PAMAM; (O) S1200, 61 Ma% H2O; (x) PAMAM, 61 Ma% H2O; () HA 1690, 61 Ma% H2O; Die gestrichelten Linien dienen nur einer deutlicheren Darstellung.
Aus der Literatur ist bekannt, dass niedermolekulare Komponenten, die tertiäre Aminogrup-pen tragen in Wasser mit CO2 zur Bildung des Bikarbonats führen [Sartori und Savage 1983].
HNRRRHCONRRRCOOH
+− +⇔+ 32133212
2
( 4-1 )
Für die polymeren Komponenten können ähnliche Mechanismen vermutet werden. In Abb. 27 sind für verschiedene wässrige Lösungen des PAMAMs die massenbasierten Henrykoeffi-zienten von CO2 aufgetragen. Mit steigendem Polymergehalt steigt auch die Löslichkeit von CO2 in der Lösung. Allerdings nur bis zu einem Polymermassengehalt von 59 Ma%. Die Hen-rygerade für 69 Ma% PAMAM ist zu geringeren Löslichkeiten verschoben und liegt oberhalb der Gerade für 39 Ma% PAMAM (61 Ma% H2O). Obwohl das PAMAM Molekül eine größere Anzahl tertiärer Amingruppen als das Poly-esteramid aufweist (PAMAM: 14; HA 1690: 8), sind die CO2-Löslichkeiten in HA 1690 hö-her. Dieser Umstand kann in der Struktur der verzweigten Polymere begründet liegen, denn PAMAM trägt die Amingruppen nicht als funktionelle Endgruppen an der Moleküloberflä-che, sondern als Verzweigungseinheiten im Inneren des Moleküls. Zusätzlich können Ab-schirmungseffekte auftreten, bedingt durch intra- und inter molekulare Wasserstoffbrücken-bindungen der OH-Gruppen des Moleküls und mit dem Lösungsmittel Wasser. In diese Richtung weisen auch die Ergebnisse von Seiler et al. bei der Berechnung des Dampf-Flüssig-Gleichgewichts für PAMAM-Wasser mit der Gruppenbeitragsmethode UNIFAC-FV [Seiler et al. 2004]. Die besten Übereinstimmungen mit den experimentellen Daten werden erzielt, wenn nur die terminalen Polymerstruktureinheiten bei der Berechnung der Wechselwirkungen (residueller Term) berücksichtigt werden, so dass 6 der 14 tertiären Aminogruppen gar nicht berücksichtigt werden (siehe auch UNIFAC-FV Berechnungen in dieser Arbeit in Kapitel 4.2.2). Diese Überlegungen werden durch einen Vergleich der pH-Werte der wässrigen unbe-
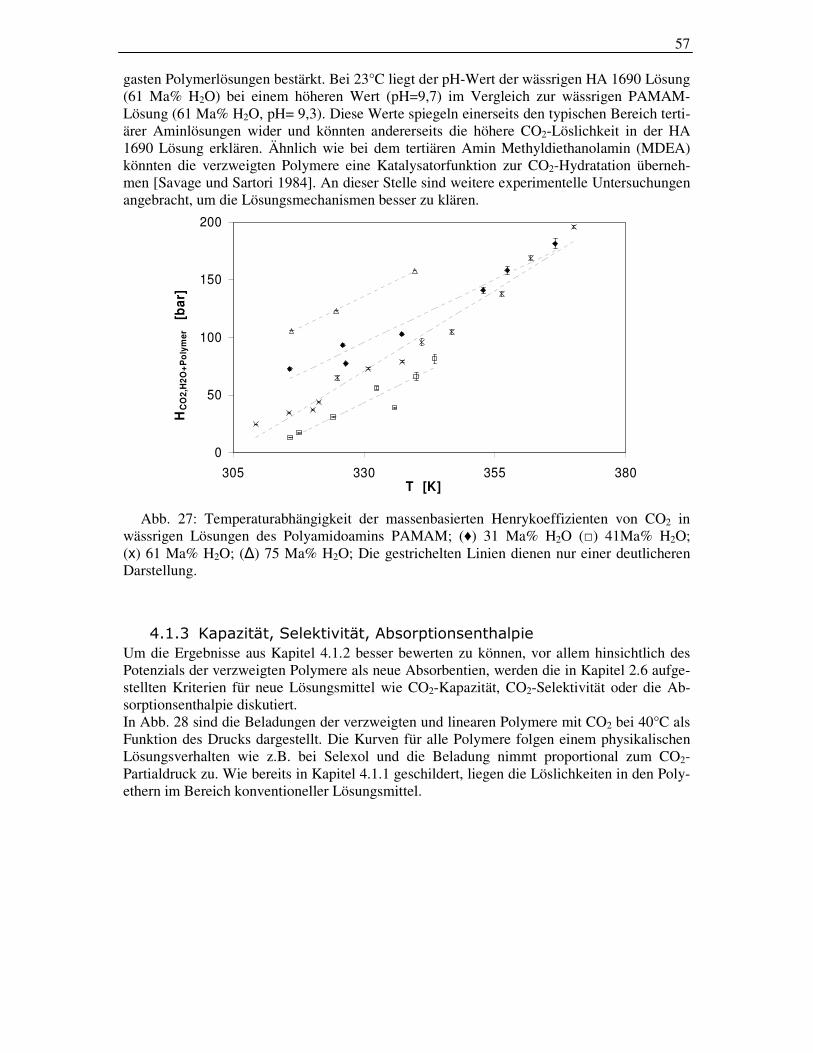
57
gasten Polymerlösungen bestärkt. Bei 23°C liegt der pH-Wert der wässrigen HA 1690 Lösung (61 Ma% H2O) bei einem höheren Wert (pH=9,7) im Vergleich zur wässrigen PAMAM-Lösung (61 Ma% H2O, pH= 9,3). Diese Werte spiegeln einerseits den typischen Bereich terti-ärer Aminlösungen wider und könnten andererseits die höhere CO2-Löslichkeit in der HA 1690 Lösung erklären. Ähnlich wie bei dem tertiären Amin Methyldiethanolamin (MDEA) könnten die verzweigten Polymere eine Katalysatorfunktion zur CO2-Hydratation überneh-men [Savage und Sartori 1984]. An dieser Stelle sind weitere experimentelle Untersuchungen angebracht, um die Lösungsmechanismen besser zu klären.
0
50
100
150
200
305 330 355 380T [K]
HC
O2
,H2
O+
Po
lym
er
[b
ar]
Abb. 27: Temperaturabhängigkeit der massenbasierten Henrykoeffizienten von CO2 in
wässrigen Lösungen des Polyamidoamins PAMAM; (♦) 31 Ma% H2O () 41Ma% H2O; (x) 61 Ma% H2O; (∆) 75 Ma% H2O; Die gestrichelten Linien dienen nur einer deutlicheren Darstellung.
4.1.3 Kapazität, Selektivität, Absorptionsenthalpie
Um die Ergebnisse aus Kapitel 4.1.2 besser bewerten zu können, vor allem hinsichtlich des Potenzials der verzweigten Polymere als neue Absorbentien, werden die in Kapitel 2.6 aufge-stellten Kriterien für neue Lösungsmittel wie CO2-Kapazität, CO2-Selektivität oder die Ab-sorptionsenthalpie diskutiert. In Abb. 28 sind die Beladungen der verzweigten und linearen Polymere mit CO2 bei 40°C als Funktion des Drucks dargestellt. Die Kurven für alle Polymere folgen einem physikalischen Lösungsverhalten wie z.B. bei Selexol und die Beladung nimmt proportional zum CO2-Partialdruck zu. Wie bereits in Kapitel 4.1.1 geschildert, liegen die Löslichkeiten in den Poly-ethern im Bereich konventioneller Lösungsmittel.
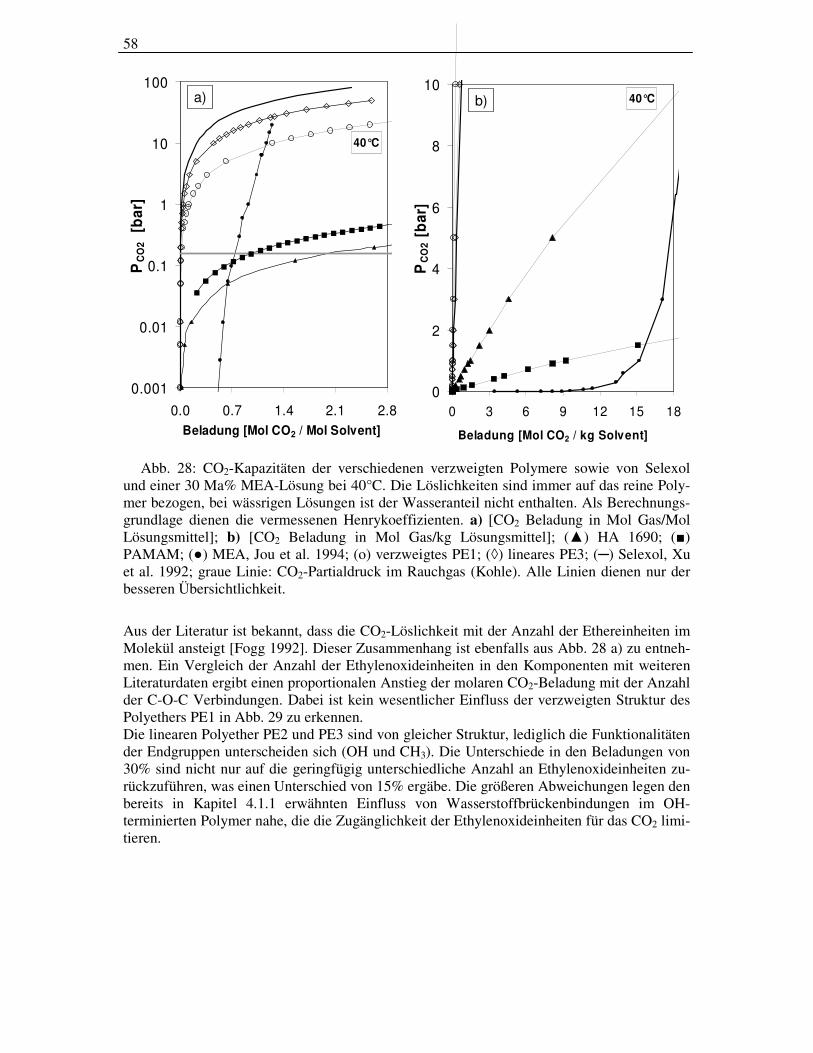
58
40°C
0
2
4
6
8
10
0 3 6 9 12 15 18
Beladung [Mol CO2 / kg Solvent]P
CO
2 [
ba
r]
a) b)
40°C
0.001
0.01
0.1
1
10
100
0.0 0.7 1.4 2.1 2.8
Beladung [Mol CO2 / Mol Solvent]
PC
O2
[ba
r]
Abb. 28: CO2-Kapazitäten der verschiedenen verzweigten Polymere sowie von Selexol
und einer 30 Ma% MEA-Lösung bei 40°C. Die Löslichkeiten sind immer auf das reine Poly-mer bezogen, bei wässrigen Lösungen ist der Wasseranteil nicht enthalten. Als Berechnungs-grundlage dienen die vermessenen Henrykoeffizienten. a) [CO2 Beladung in Mol Gas/Mol Lösungsmittel]; b) [CO2 Beladung in Mol Gas/kg Lösungsmittel]; () HA 1690; () PAMAM; () MEA, Jou et al. 1994; (o) verzweigtes PE1; (◊) lineares PE3; () Selexol, Xu et al. 1992; graue Linie: CO2-Partialdruck im Rauchgas (Kohle). Alle Linien dienen nur der besseren Übersichtlichkeit.
Aus der Literatur ist bekannt, dass die CO2-Löslichkeit mit der Anzahl der Ethereinheiten im Molekül ansteigt [Fogg 1992]. Dieser Zusammenhang ist ebenfalls aus Abb. 28 a) zu entneh-men. Ein Vergleich der Anzahl der Ethylenoxideinheiten in den Komponenten mit weiteren Literaturdaten ergibt einen proportionalen Anstieg der molaren CO2-Beladung mit der Anzahl der C-O-C Verbindungen. Dabei ist kein wesentlicher Einfluss der verzweigten Struktur des Polyethers PE1 in Abb. 29 zu erkennen. Die linearen Polyether PE2 und PE3 sind von gleicher Struktur, lediglich die Funktionalitäten der Endgruppen unterscheiden sich (OH und CH3). Die Unterschiede in den Beladungen von 30% sind nicht nur auf die geringfügig unterschiedliche Anzahl an Ethylenoxideinheiten zu-rückzuführen, was einen Unterschied von 15% ergäbe. Die größeren Abweichungen legen den bereits in Kapitel 4.1.1 erwähnten Einfluss von Wasserstoffbrückenbindungen im OH-terminierten Polymer nahe, die die Zugänglichkeit der Ethylenoxideinheiten für das CO2 limi-tieren.
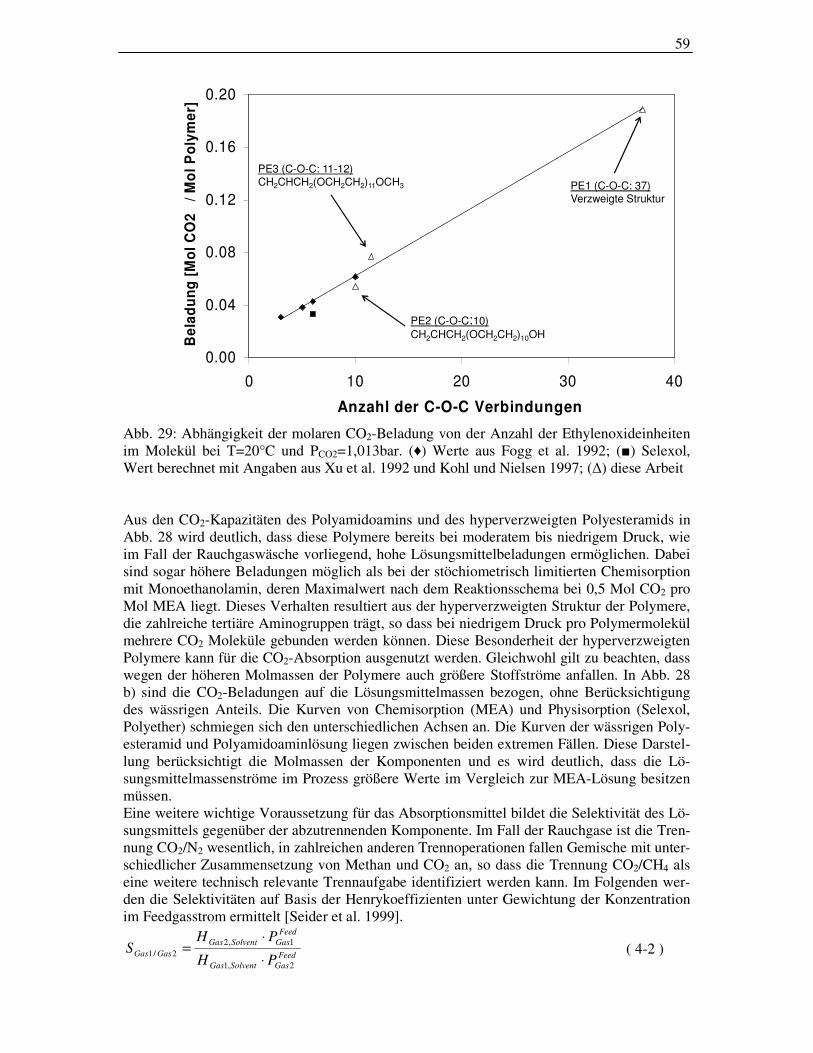
59
0.00
0.04
0.08
0.12
0.16
0.20
0 10 20 30 40
Anzahl der C-O-C Verbindungen
Be
lad
un
g [
Mo
l C
O2
/ M
ol
Po
lym
er]
PE1 (C-O-C: 37)Verzweigte Struktur
PE3 (C-O-C: 11-12)
CH2CHCH2(OCH2CH2)11OCH3
PE2 (C-O-C:10)
CH2CHCH2(OCH2CH2)10OH
Abb. 29: Abhängigkeit der molaren CO2-Beladung von der Anzahl der Ethylenoxideinheiten im Molekül bei T=20°C und PCO2=1,013bar. (♦) Werte aus Fogg et al. 1992; () Selexol, Wert berechnet mit Angaben aus Xu et al. 1992 und Kohl und Nielsen 1997; (∆) diese Arbeit Aus den CO2-Kapazitäten des Polyamidoamins und des hyperverzweigten Polyesteramids in Abb. 28 wird deutlich, dass diese Polymere bereits bei moderatem bis niedrigem Druck, wie im Fall der Rauchgaswäsche vorliegend, hohe Lösungsmittelbeladungen ermöglichen. Dabei sind sogar höhere Beladungen möglich als bei der stöchiometrisch limitierten Chemisorption mit Monoethanolamin, deren Maximalwert nach dem Reaktionsschema bei 0,5 Mol CO2 pro Mol MEA liegt. Dieses Verhalten resultiert aus der hyperverzweigten Struktur der Polymere, die zahlreiche tertiäre Aminogruppen trägt, so dass bei niedrigem Druck pro Polymermolekül mehrere CO2 Moleküle gebunden werden können. Diese Besonderheit der hyperverzweigten Polymere kann für die CO2-Absorption ausgenutzt werden. Gleichwohl gilt zu beachten, dass wegen der höheren Molmassen der Polymere auch größere Stoffströme anfallen. In Abb. 28 b) sind die CO2-Beladungen auf die Lösungsmittelmassen bezogen, ohne Berücksichtigung des wässrigen Anteils. Die Kurven von Chemisorption (MEA) und Physisorption (Selexol, Polyether) schmiegen sich den unterschiedlichen Achsen an. Die Kurven der wässrigen Poly-esteramid und Polyamidoaminlösung liegen zwischen beiden extremen Fällen. Diese Darstel-lung berücksichtigt die Molmassen der Komponenten und es wird deutlich, dass die Lö-sungsmittelmassenströme im Prozess größere Werte im Vergleich zur MEA-Lösung besitzen müssen. Eine weitere wichtige Voraussetzung für das Absorptionsmittel bildet die Selektivität des Lö-sungsmittels gegenüber der abzutrennenden Komponente. Im Fall der Rauchgase ist die Tren-nung CO2/N2 wesentlich, in zahlreichen anderen Trennoperationen fallen Gemische mit unter-schiedlicher Zusammensetzung von Methan und CO2 an, so dass die Trennung CO2/CH4 als eine weitere technisch relevante Trennaufgabe identifiziert werden kann. Im Folgenden wer-den die Selektivitäten auf Basis der Henrykoeffizienten unter Gewichtung der Konzentration im Feedgasstrom ermittelt [Seider et al. 1999].
Feed
GasSolventGas
Feed
GasSolventGas
GasGasPH
PHS
2,1
1,22/1
⋅
⋅= ( 4-2 )
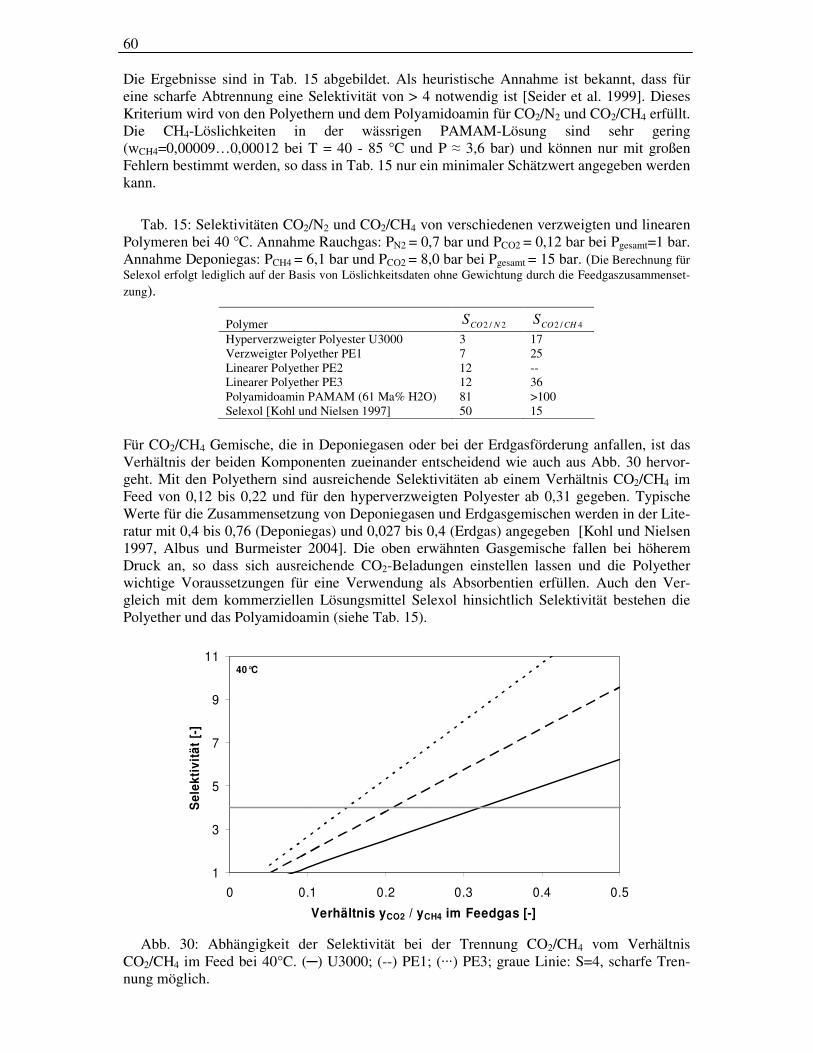
60
Die Ergebnisse sind in Tab. 15 abgebildet. Als heuristische Annahme ist bekannt, dass für eine scharfe Abtrennung eine Selektivität von > 4 notwendig ist [Seider et al. 1999]. Dieses Kriterium wird von den Polyethern und dem Polyamidoamin für CO2/N2 und CO2/CH4 erfüllt. Die CH4-Löslichkeiten in der wässrigen PAMAM-Lösung sind sehr gering (wCH4=0,00009…0,00012 bei T = 40 - 85 °C und P ≈ 3,6 bar) und können nur mit großen Fehlern bestimmt werden, so dass in Tab. 15 nur ein minimaler Schätzwert angegeben werden kann.
Tab. 15: Selektivitäten CO2/N2 und CO2/CH4 von verschiedenen verzweigten und linearen Polymeren bei 40 °C. Annahme Rauchgas: PN2 = 0,7 bar und PCO2 = 0,12 bar bei Pgesamt=1 bar. Annahme Deponiegas: PCH4 = 6,1 bar und PCO2 = 8,0 bar bei Pgesamt = 15 bar. (Die Berechnung für Selexol erfolgt lediglich auf der Basis von Löslichkeitsdaten ohne Gewichtung durch die Feedgaszusammenset-zung).
Polymer 2/2 NCOS 4/2 CHCOS
Hyperverzweigter Polyester U3000 3 17 Verzweigter Polyether PE1 7 25 Linearer Polyether PE2 12 -- Linearer Polyether PE3 12 36 Polyamidoamin PAMAM (61 Ma% H2O) 81 >100 Selexol [Kohl und Nielsen 1997] 50 15
Für CO2/CH4 Gemische, die in Deponiegasen oder bei der Erdgasförderung anfallen, ist das Verhältnis der beiden Komponenten zueinander entscheidend wie auch aus Abb. 30 hervor-geht. Mit den Polyethern sind ausreichende Selektivitäten ab einem Verhältnis CO2/CH4 im Feed von 0,12 bis 0,22 und für den hyperverzweigten Polyester ab 0,31 gegeben. Typische Werte für die Zusammensetzung von Deponiegasen und Erdgasgemischen werden in der Lite-ratur mit 0,4 bis 0,76 (Deponiegas) und 0,027 bis 0,4 (Erdgas) angegeben [Kohl und Nielsen 1997, Albus und Burmeister 2004]. Die oben erwähnten Gasgemische fallen bei höherem Druck an, so dass sich ausreichende CO2-Beladungen einstellen lassen und die Polyether wichtige Voraussetzungen für eine Verwendung als Absorbentien erfüllen. Auch den Ver-gleich mit dem kommerziellen Lösungsmittel Selexol hinsichtlich Selektivität bestehen die Polyether und das Polyamidoamin (siehe Tab. 15).
40°C
1
3
5
7
9
11
0 0.1 0.2 0.3 0.4 0.5
Verhältnis yCO2 / yCH4 im Feedgas [-]
Se
lek
tiv
itä
t [-
]
Abb. 30: Abhängigkeit der Selektivität bei der Trennung CO2/CH4 vom Verhältnis
CO2/CH4 im Feed bei 40°C. () U3000; (--) PE1; (···) PE3; graue Linie: S=4, scharfe Tren-nung möglich.
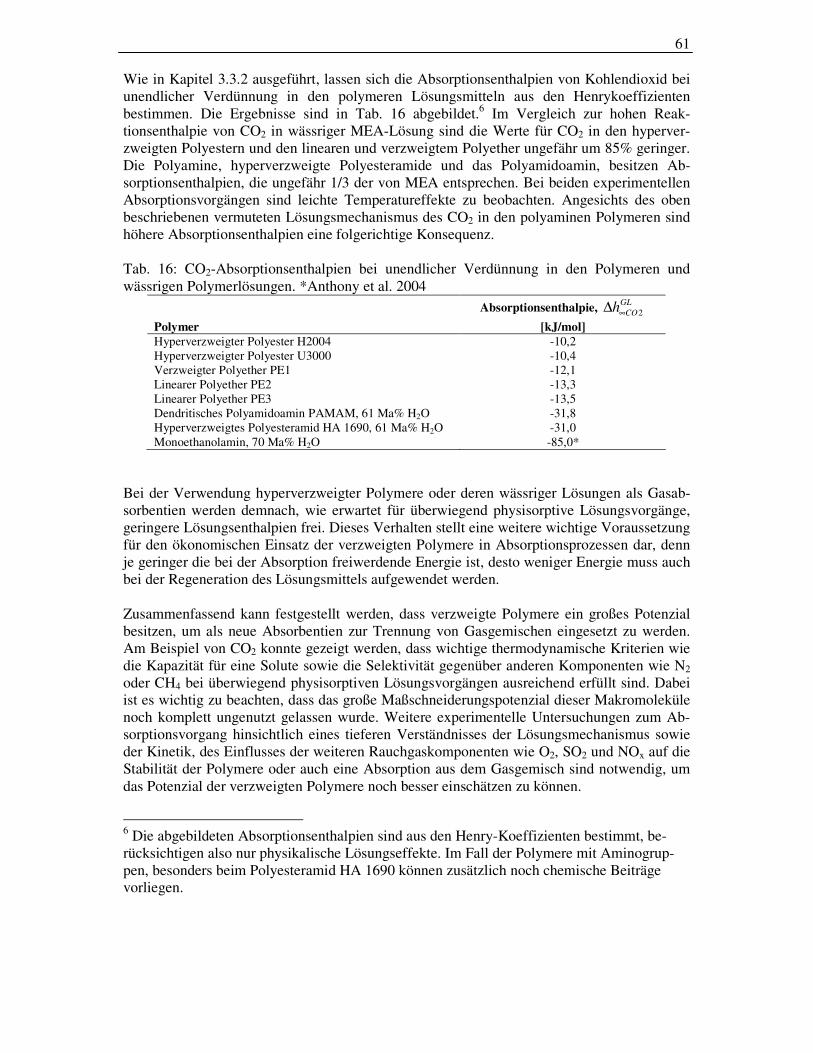
61
Wie in Kapitel 3.3.2 ausgeführt, lassen sich die Absorptionsenthalpien von Kohlendioxid bei unendlicher Verdünnung in den polymeren Lösungsmitteln aus den Henrykoeffizienten bestimmen. Die Ergebnisse sind in Tab. 16 abgebildet.6 Im Vergleich zur hohen Reak-tionsenthalpie von CO2 in wässriger MEA-Lösung sind die Werte für CO2 in den hyperver-zweigten Polyestern und den linearen und verzweigtem Polyether ungefähr um 85% geringer. Die Polyamine, hyperverzweigte Polyesteramide und das Polyamidoamin, besitzen Ab-sorptionsenthalpien, die ungefähr 1/3 der von MEA entsprechen. Bei beiden experimentellen Absorptionsvorgängen sind leichte Temperatureffekte zu beobachten. Angesichts des oben beschriebenen vermuteten Lösungsmechanismus des CO2 in den polyaminen Polymeren sind höhere Absorptionsenthalpien eine folgerichtige Konsequenz. Tab. 16: CO2-Absorptionsenthalpien bei unendlicher Verdünnung in den Polymeren und wässrigen Polymerlösungen. *Anthony et al. 2004
Polymer
Absorptionsenthalpie, GL
COh 2∞∆
[kJ/mol] Hyperverzweigter Polyester H2004 -10,2 Hyperverzweigter Polyester U3000 -10,4 Verzweigter Polyether PE1 -12,1 Linearer Polyether PE2 -13,3 Linearer Polyether PE3 -13,5 Dendritisches Polyamidoamin PAMAM, 61 Ma% H2O -31,8 Hyperverzweigtes Polyesteramid HA 1690, 61 Ma% H2O -31,0 Monoethanolamin, 70 Ma% H2O -85,0*
Bei der Verwendung hyperverzweigter Polymere oder deren wässriger Lösungen als Gasab-sorbentien werden demnach, wie erwartet für überwiegend physisorptive Lösungsvorgänge, geringere Lösungsenthalpien frei. Dieses Verhalten stellt eine weitere wichtige Voraussetzung für den ökonomischen Einsatz der verzweigten Polymere in Absorptionsprozessen dar, denn je geringer die bei der Absorption freiwerdende Energie ist, desto weniger Energie muss auch bei der Regeneration des Lösungsmittels aufgewendet werden. Zusammenfassend kann festgestellt werden, dass verzweigte Polymere ein großes Potenzial besitzen, um als neue Absorbentien zur Trennung von Gasgemischen eingesetzt zu werden. Am Beispiel von CO2 konnte gezeigt werden, dass wichtige thermodynamische Kriterien wie die Kapazität für eine Solute sowie die Selektivität gegenüber anderen Komponenten wie N2 oder CH4 bei überwiegend physisorptiven Lösungsvorgängen ausreichend erfüllt sind. Dabei ist es wichtig zu beachten, dass das große Maßschneiderungspotenzial dieser Makromoleküle noch komplett ungenutzt gelassen wurde. Weitere experimentelle Untersuchungen zum Ab-sorptionsvorgang hinsichtlich eines tieferen Verständnisses der Lösungsmechanismus sowie der Kinetik, des Einflusses der weiteren Rauchgaskomponenten wie O2, SO2 und NOx auf die Stabilität der Polymere oder auch eine Absorption aus dem Gasgemisch sind notwendig, um das Potenzial der verzweigten Polymere noch besser einschätzen zu können.
6 Die abgebildeten Absorptionsenthalpien sind aus den Henry-Koeffizienten bestimmt, be-rücksichtigen also nur physikalische Lösungseffekte. Im Fall der Polymere mit Aminogrup-pen, besonders beim Polyesteramid HA 1690 können zusätzlich noch chemische Beiträge vorliegen.
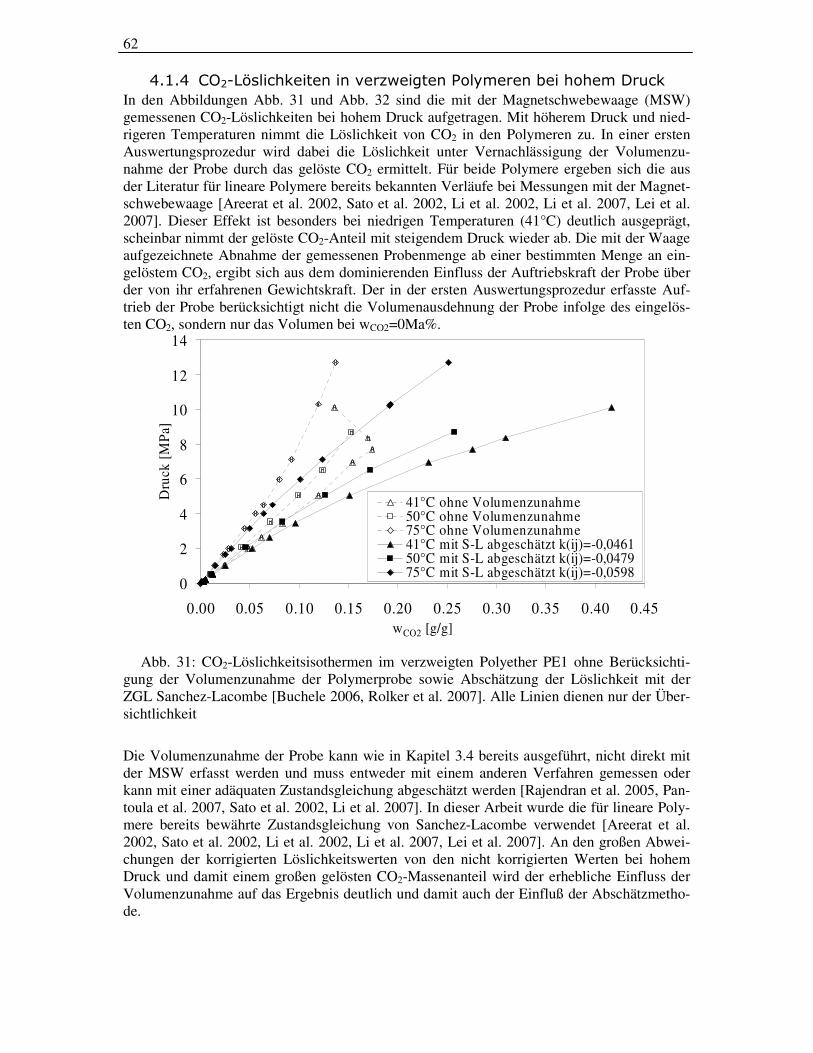
62
4.1.4 CO2-Löslichkeiten in verzweigten Polymeren bei hohem Druck
In den Abbildungen Abb. 31 und Abb. 32 sind die mit der Magnetschwebewaage (MSW) gemessenen CO2-Löslichkeiten bei hohem Druck aufgetragen. Mit höherem Druck und nied-rigeren Temperaturen nimmt die Löslichkeit von CO2 in den Polymeren zu. In einer ersten Auswertungsprozedur wird dabei die Löslichkeit unter Vernachlässigung der Volumenzu-nahme der Probe durch das gelöste CO2 ermittelt. Für beide Polymere ergeben sich die aus der Literatur für lineare Polymere bereits bekannten Verläufe bei Messungen mit der Magnet-schwebewaage [Areerat et al. 2002, Sato et al. 2002, Li et al. 2002, Li et al. 2007, Lei et al. 2007]. Dieser Effekt ist besonders bei niedrigen Temperaturen (41°C) deutlich ausgeprägt, scheinbar nimmt der gelöste CO2-Anteil mit steigendem Druck wieder ab. Die mit der Waage aufgezeichnete Abnahme der gemessenen Probenmenge ab einer bestimmten Menge an ein-gelöstem CO2, ergibt sich aus dem dominierenden Einfluss der Auftriebskraft der Probe über der von ihr erfahrenen Gewichtskraft. Der in der ersten Auswertungsprozedur erfasste Auf-trieb der Probe berücksichtigt nicht die Volumenausdehnung der Probe infolge des eingelös-ten CO2, sondern nur das Volumen bei wCO2=0Ma%.
0
2
4
6
8
10
12
14
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45wCO2 [g/g]
Dru
ck [M
Pa]
41°C ohne Volumenzunahme50°C ohne Volumenzunahme75°C ohne Volumenzunahme41°C mit S-L abgeschätzt k(ij)=-0,046150°C mit S-L abgeschätzt k(ij)=-0,047975°C mit S-L abgeschätzt k(ij)=-0,0598
Abb. 31: CO2-Löslichkeitsisothermen im verzweigten Polyether PE1 ohne Berücksichti-
gung der Volumenzunahme der Polymerprobe sowie Abschätzung der Löslichkeit mit der ZGL Sanchez-Lacombe [Buchele 2006, Rolker et al. 2007]. Alle Linien dienen nur der Über-sichtlichkeit
Die Volumenzunahme der Probe kann wie in Kapitel 3.4 bereits ausgeführt, nicht direkt mit der MSW erfasst werden und muss entweder mit einem anderen Verfahren gemessen oder kann mit einer adäquaten Zustandsgleichung abgeschätzt werden [Rajendran et al. 2005, Pan-toula et al. 2007, Sato et al. 2002, Li et al. 2007]. In dieser Arbeit wurde die für lineare Poly-mere bereits bewährte Zustandsgleichung von Sanchez-Lacombe verwendet [Areerat et al. 2002, Sato et al. 2002, Li et al. 2002, Li et al. 2007, Lei et al. 2007]. An den großen Abwei-chungen der korrigierten Löslichkeitswerten von den nicht korrigierten Werten bei hohem Druck und damit einem großen gelösten CO2-Massenanteil wird der erhebliche Einfluss der Volumenzunahme auf das Ergebnis deutlich und damit auch der Einfluß der Abschätzmetho-de.
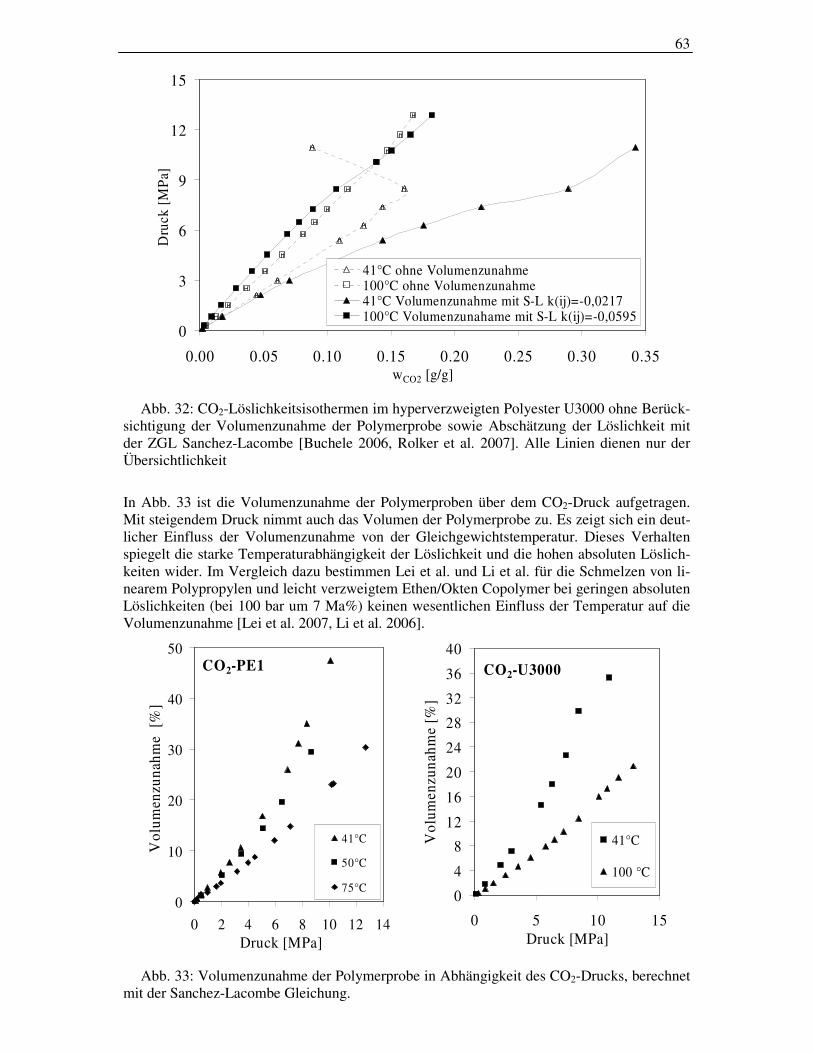
63
0
3
6
9
12
15
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35wCO2 [g/g]
Dru
ck [M
Pa]
41°C ohne Volumenzunahme100°C ohne Volumenzunahme41°C Volumenzunahme mit S-L k(ij)=-0,0217100°C Volumenzunahame mit S-L k(ij)=-0,0595
Abb. 32: CO2-Löslichkeitsisothermen im hyperverzweigten Polyester U3000 ohne Berück-
sichtigung der Volumenzunahme der Polymerprobe sowie Abschätzung der Löslichkeit mit der ZGL Sanchez-Lacombe [Buchele 2006, Rolker et al. 2007]. Alle Linien dienen nur der Übersichtlichkeit
In Abb. 33 ist die Volumenzunahme der Polymerproben über dem CO2-Druck aufgetragen. Mit steigendem Druck nimmt auch das Volumen der Polymerprobe zu. Es zeigt sich ein deut-licher Einfluss der Volumenzunahme von der Gleichgewichtstemperatur. Dieses Verhalten spiegelt die starke Temperaturabhängigkeit der Löslichkeit und die hohen absoluten Löslich-keiten wider. Im Vergleich dazu bestimmen Lei et al. und Li et al. für die Schmelzen von li-nearem Polypropylen und leicht verzweigtem Ethen/Okten Copolymer bei geringen absoluten Löslichkeiten (bei 100 bar um 7 Ma%) keinen wesentlichen Einfluss der Temperatur auf die Volumenzunahme [Lei et al. 2007, Li et al. 2006].
CO2-PE1
0
10
20
30
40
50
0 2 4 6 8 10 12 14Druck [MPa]
Vol
umen
zuna
hme
[%
]
41°C
50°C
75°C
CO2-U3000
0
4
8
12
16
20
24
28
32
36
40
0 5 10 15Druck [MPa]
Vol
umen
zuna
hme
[%]
41°C
100 °C
CO2-PE1
0
10
20
30
40
50
0 2 4 6 8 10 12 14Druck [MPa]
Vol
umen
zuna
hme
[%
]
41°C
50°C
75°C
CO2-U3000
0
4
8
12
16
20
24
28
32
36
40
0 5 10 15Druck [MPa]
Vol
umen
zuna
hme
[%]
41°C
100 °C
Abb. 33: Volumenzunahme der Polymerprobe in Abhängigkeit des CO2-Drucks, berechnet
mit der Sanchez-Lacombe Gleichung.
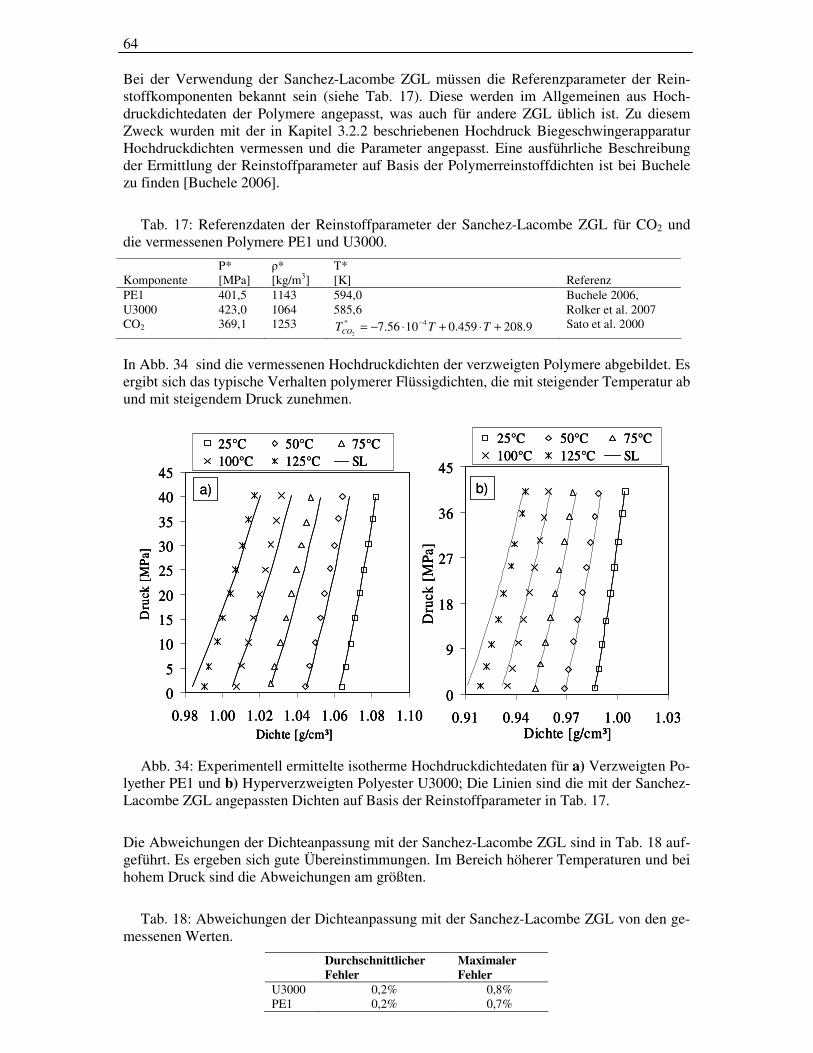
64
Bei der Verwendung der Sanchez-Lacombe ZGL müssen die Referenzparameter der Rein-stoffkomponenten bekannt sein (siehe Tab. 17). Diese werden im Allgemeinen aus Hoch-druckdichtedaten der Polymere angepasst, was auch für andere ZGL üblich ist. Zu diesem Zweck wurden mit der in Kapitel 3.2.2 beschriebenen Hochdruck Biegeschwingerapparatur Hochdruckdichten vermessen und die Parameter angepasst. Eine ausführliche Beschreibung der Ermittlung der Reinstoffparameter auf Basis der Polymerreinstoffdichten ist bei Buchele zu finden [Buchele 2006].
Tab. 17: Referenzdaten der Reinstoffparameter der Sanchez-Lacombe ZGL für CO2 und die vermessenen Polymere PE1 und U3000.
Komponente P* [MPa]
ρ* [kg/m3]
T* [K] Referenz
PE1 401,5 1143 594,0 U3000 423,0 1064 585,6
Buchele 2006, Rolker et al. 2007
CO2 369,1 1253 9.208459.01056.7 4*
2+⋅+⋅−= −
TTTCO Sato et al. 2000
In Abb. 34 sind die vermessenen Hochdruckdichten der verzweigten Polymere abgebildet. Es ergibt sich das typische Verhalten polymerer Flüssigdichten, die mit steigender Temperatur ab und mit steigendem Druck zunehmen.
0
5
10
15
20
25
30
35
40
45
0.98 1.00 1.02 1.04 1.06 1.08 1.10Dichte [g/cm³]
Dru
ck [
MPa
]
25°C 50°C 75°C100°C 125°C SL
0
9
18
27
36
45
0.91 0.94 0.97 1.00 1.03Dichte [g/cm³]
Dru
ck [
MPa
]25°C 50°C 75°C100°C 125°C SL
a) b)
0
5
10
15
20
25
30
35
40
45
0.98 1.00 1.02 1.04 1.06 1.08 1.10Dichte [g/cm³]
Dru
ck [
MPa
]
25°C 50°C 75°C100°C 125°C SL
0
9
18
27
36
45
0.91 0.94 0.97 1.00 1.03Dichte [g/cm³]
Dru
ck [
MPa
]25°C 50°C 75°C100°C 125°C SL
0
5
10
15
20
25
30
35
40
45
0.98 1.00 1.02 1.04 1.06 1.08 1.10Dichte [g/cm³]
Dru
ck [
MPa
]
25°C 50°C 75°C100°C 125°C SL
0
9
18
27
36
45
0.91 0.94 0.97 1.00 1.03Dichte [g/cm³]
Dru
ck [
MPa
]25°C 50°C 75°C100°C 125°C SL
a) b)
Abb. 34: Experimentell ermittelte isotherme Hochdruckdichtedaten für a) Verzweigten Po-
lyether PE1 und b) Hyperverzweigten Polyester U3000; Die Linien sind die mit der Sanchez-Lacombe ZGL angepassten Dichten auf Basis der Reinstoffparameter in Tab. 17.
Die Abweichungen der Dichteanpassung mit der Sanchez-Lacombe ZGL sind in Tab. 18 auf-geführt. Es ergeben sich gute Übereinstimmungen. Im Bereich höherer Temperaturen und bei hohem Druck sind die Abweichungen am größten.
Tab. 18: Abweichungen der Dichteanpassung mit der Sanchez-Lacombe ZGL von den ge-messenen Werten.
Durchschnittlicher Fehler
Maximaler Fehler
U3000 0,2% 0,8% PE1 0,2% 0,7%
65
Insgesamt bleibt festzuhalten, dass für die bestimmten Löslichkeiten eine Unsicherheit hin-sichtlich der Genauigkeit bestehen bleibt, die nicht genau quantifiziert werden kann, weil die Genauigkeit in der Bestimmung der Volumenzunahme nicht exakt angegeben werden kann. Hier können nur Vergleiche mit unterschiedlichen Messmethoden Aufschluss geben.
4.2 Vorausberechnung der Löslichkeit mit UNIFAC-FV
Das Gruppenbeitragsmodell UNIFAC-FV wurde bereits vielfach erfolgreich angewendet, um das Phasenverhalten von Systemen mit hyperverzweigten Polymeren zu beschreiben, wobei bisher vor allem Dampf-Flüssig Gleichgewichte untersucht wurden [Kouskoumvekaki et al. 2002, Tande et al. 2002, Seiler et al. 2004]. Die molekularen Besonderheiten dendritischer Polymere wie die verzweigte Struktur und der große Anteil funktioneller Gruppen besitzen einen Einfluss auf das Phasenverhalten und müssen dementsprechend in der Modellierung abgebildet sein. Obwohl UNIFAC-FV die polymere Struktur nicht direkt beschreiben kann, denn sämtliche Parameter des kombinatorischen und des residuellen Beitrags gehen in das Modell wegen des strukturinterpolierenden Ansatzes nur additiv ein, kann der Einfluss der Struktur und der funktionellen Gruppen indirekt durch die unterschiedlichen Beiträge zur Ak-tivität berücksichtigt werden. Seiler et al. betrachteten den residuellen Beitrag und ließen bei der Berechnung des Dampf-Flüssig Gleichgewichts die Beobachtung einfliessen, dass unter-schiedliche Struktureinheiten der Polymere (lineare, dendritische und terminale Einheiten) die Wechselwirkungen zwischen Polymer- und Lösungsmittelmolekülen dominieren. Bei OH terminierten hyperverzweigten Polymeren in guten polaren Lösungsmitteln wurde wegen der Ausbildung verhältnismäßig großer hydrodynamischer Radien angenommen, dass alle poly-meren Einheiten an den Wechselwirkungen teilnehmen. Die Lösungsmittelmoleküle sind nicht durch sterische Effekte gehindert, in das Polymermolekül zu penetrieren [Seiler et al. 2004]. Tande et al. manipulierten den b-Parameter des Freie-Volumen Beitrags, um eine Pe-netration der Lösungsmittelmoleküle in das hyperverzweigte Polymermolekül besser be-schreiben zu können [Tande et al. 2002]. In dieser Arbeit ist das UNIFAC Modell von Interesse, weil es Lösungsmittelaktivitäten und damit das unbekannte Löslichkeitsverhalten in den Polymeren auf der Basis des bekannten Lösungsverhaltens niedermolekularer Komponenten vorausberechnen kann. Auf diese Weise könnten vor dem Hintergrund einer Maßschneiderung der hyperverzweigten Polymere in ei-nem ersten Schritt UNIFAC Strukturgruppen vorausgesagt werden, die für die CO2 Absorpti-on günstig sind. Ein großer Vorteil von UNIFAC besteht in der Möglichkeit, Vorausberech-nungen komplexer Systeme mit polaren und unpolaren Komponenten auszuführen, ohne dass experimentelle Daten des gesuchten Systems zur Parameteranpassung zu Verfügung stehen müssen. Eine weitere Berechnungsmethode besteht in der Verwendung von apriori - Modellen wie z.B. des COSMO-RS Modells7, das auf der Basis einer Molekülstruktur und der Kombination quantenmechanischer Berechnungen mit der statistischen Thermodynamik Stoffdaten und das thermodynamische Verhalten voraussagen kann. Im Anhang in Kapitel 6.4 ist das Ergebnis einer ersten Testrechnung für den linearen Polyether PE 2 dokumentiert.
7 Conductor –like Screening Model for Real Solvents (COSMO-RS) [Klamt 1995, Klamt und Eckert 2000]
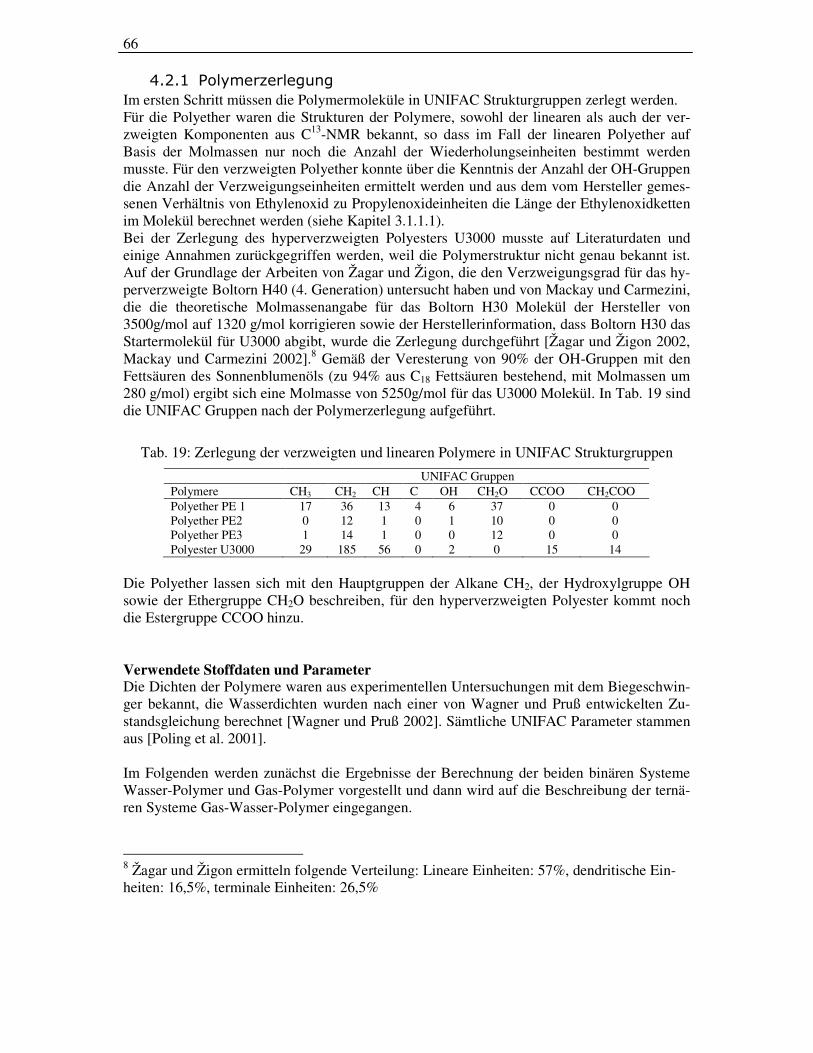
66
4.2.1 Polymerzerlegung
Im ersten Schritt müssen die Polymermoleküle in UNIFAC Strukturgruppen zerlegt werden. Für die Polyether waren die Strukturen der Polymere, sowohl der linearen als auch der ver-zweigten Komponenten aus C13-NMR bekannt, so dass im Fall der linearen Polyether auf Basis der Molmassen nur noch die Anzahl der Wiederholungseinheiten bestimmt werden musste. Für den verzweigten Polyether konnte über die Kenntnis der Anzahl der OH-Gruppen die Anzahl der Verzweigungseinheiten ermittelt werden und aus dem vom Hersteller gemes-senen Verhältnis von Ethylenoxid zu Propylenoxideinheiten die Länge der Ethylenoxidketten im Molekül berechnet werden (siehe Kapitel 3.1.1.1). Bei der Zerlegung des hyperverzweigten Polyesters U3000 musste auf Literaturdaten und einige Annahmen zurückgegriffen werden, weil die Polymerstruktur nicht genau bekannt ist. Auf der Grundlage der Arbeiten von Žagar und Žigon, die den Verzweigungsgrad für das hy-perverzweigte Boltorn H40 (4. Generation) untersucht haben und von Mackay und Carmezini, die die theoretische Molmassenangabe für das Boltorn H30 Molekül der Hersteller von 3500g/mol auf 1320 g/mol korrigieren sowie der Herstellerinformation, dass Boltorn H30 das Startermolekül für U3000 abgibt, wurde die Zerlegung durchgeführt [Žagar und Žigon 2002, Mackay und Carmezini 2002].8 Gemäß der Veresterung von 90% der OH-Gruppen mit den Fettsäuren des Sonnenblumenöls (zu 94% aus C18 Fettsäuren bestehend, mit Molmassen um 280 g/mol) ergibt sich eine Molmasse von 5250g/mol für das U3000 Molekül. In Tab. 19 sind die UNIFAC Gruppen nach der Polymerzerlegung aufgeführt.
Tab. 19: Zerlegung der verzweigten und linearen Polymere in UNIFAC Strukturgruppen
UNIFAC Gruppen Polymere CH3 CH2 CH C OH CH2O CCOO CH2COO Polyether PE 1 17 36 13 4 6 37 0 0 Polyether PE2 0 12 1 0 1 10 0 0 Polyether PE3 1 14 1 0 0 12 0 0 Polyester U3000 29 185 56 0 2 0 15 14
Die Polyether lassen sich mit den Hauptgruppen der Alkane CH2, der Hydroxylgruppe OH sowie der Ethergruppe CH2O beschreiben, für den hyperverzweigten Polyester kommt noch die Estergruppe CCOO hinzu. Verwendete Stoffdaten und Parameter Die Dichten der Polymere waren aus experimentellen Untersuchungen mit dem Biegeschwin-ger bekannt, die Wasserdichten wurden nach einer von Wagner und Pruß entwickelten Zu-standsgleichung berechnet [Wagner und Pruß 2002]. Sämtliche UNIFAC Parameter stammen aus [Poling et al. 2001]. Im Folgenden werden zunächst die Ergebnisse der Berechnung der beiden binären Systeme Wasser-Polymer und Gas-Polymer vorgestellt und dann wird auf die Beschreibung der ternä-ren Systeme Gas-Wasser-Polymer eingegangen.
8 Žagar und Žigon ermitteln folgende Verteilung: Lineare Einheiten: 57%, dendritische Ein-heiten: 16,5%, terminale Einheiten: 26,5%
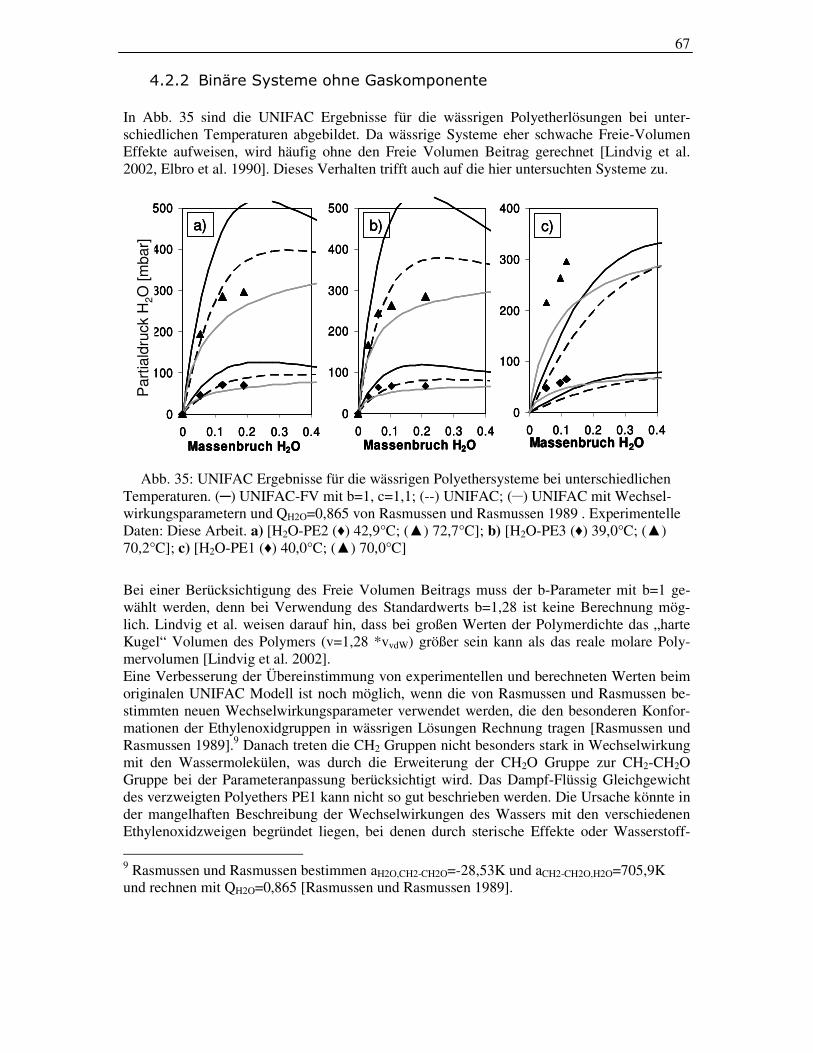
67
4.2.2 Binäre Systeme ohne Gaskomponente
In Abb. 35 sind die UNIFAC Ergebnisse für die wässrigen Polyetherlösungen bei unter-schiedlichen Temperaturen abgebildet. Da wässrige Systeme eher schwache Freie-Volumen Effekte aufweisen, wird häufig ohne den Freie Volumen Beitrag gerechnet [Lindvig et al. 2002, Elbro et al. 1990]. Dieses Verhalten trifft auch auf die hier untersuchten Systeme zu.
0
100
200
300
400
500
0 0.1 0.2 0.3 0.4Massenbruch H2O
Pa
rtia
ldru
ck
H2O
[m
ba
r]
0
100
200
300
400
500
0 0.1 0.2 0.3 0.4Massenbruch H2O
0
100
200
300
400
0 0.1 0.2 0.3 0.4Massenbruch H2O
a) b) c)
Part
iald
ruck H
2O
[m
bar]
0
100
200
300
400
500
0 0.1 0.2 0.3 0.4Massenbruch H2O
Pa
rtia
ldru
ck
H2O
[m
ba
r]
0
100
200
300
400
500
0 0.1 0.2 0.3 0.4Massenbruch H2O
0
100
200
300
400
0 0.1 0.2 0.3 0.4Massenbruch H2O
a) b) c)
0
100
200
300
400
500
0 0.1 0.2 0.3 0.4Massenbruch H2O
Pa
rtia
ldru
ck
H2O
[m
ba
r]
0
100
200
300
400
500
0 0.1 0.2 0.3 0.4Massenbruch H2O
0
100
200
300
400
0 0.1 0.2 0.3 0.4Massenbruch H2O
a) b) c)
Part
iald
ruck H
2O
[m
bar]
Abb. 35: UNIFAC Ergebnisse für die wässrigen Polyethersysteme bei unterschiedlichen
Temperaturen. () UNIFAC-FV mit b=1, c=1,1; (--) UNIFAC; () UNIFAC mit Wechsel-wirkungsparametern und QH2O=0,865 von Rasmussen und Rasmussen 1989 . Experimentelle Daten: Diese Arbeit. a) [H2O-PE2 (♦) 42,9°C; () 72,7°C]; b) [H2O-PE3 (♦) 39,0°C; () 70,2°C]; c) [H2O-PE1 (♦) 40,0°C; () 70,0°C]
Bei einer Berücksichtigung des Freie Volumen Beitrags muss der b-Parameter mit b=1 ge-wählt werden, denn bei Verwendung des Standardwerts b=1,28 ist keine Berechnung mög-lich. Lindvig et al. weisen darauf hin, dass bei großen Werten der Polymerdichte das „harte Kugel“ Volumen des Polymers (v=1,28 *vvdW) größer sein kann als das reale molare Poly-mervolumen [Lindvig et al. 2002]. Eine Verbesserung der Übereinstimmung von experimentellen und berechneten Werten beim originalen UNIFAC Modell ist noch möglich, wenn die von Rasmussen und Rasmussen be-stimmten neuen Wechselwirkungsparameter verwendet werden, die den besonderen Konfor-mationen der Ethylenoxidgruppen in wässrigen Lösungen Rechnung tragen [Rasmussen und Rasmussen 1989].9 Danach treten die CH2 Gruppen nicht besonders stark in Wechselwirkung mit den Wassermolekülen, was durch die Erweiterung der CH2O Gruppe zur CH2-CH2O Gruppe bei der Parameteranpassung berücksichtigt wird. Das Dampf-Flüssig Gleichgewicht des verzweigten Polyethers PE1 kann nicht so gut beschrieben werden. Die Ursache könnte in der mangelhaften Beschreibung der Wechselwirkungen des Wassers mit den verschiedenen Ethylenoxidzweigen begründet liegen, bei denen durch sterische Effekte oder Wasserstoff-
9 Rasmussen und Rasmussen bestimmen aH2O,CH2-CH2O=-28,53K und aCH2-CH2O,H2O=705,9K und rechnen mit QH2O=0,865 [Rasmussen und Rasmussen 1989].
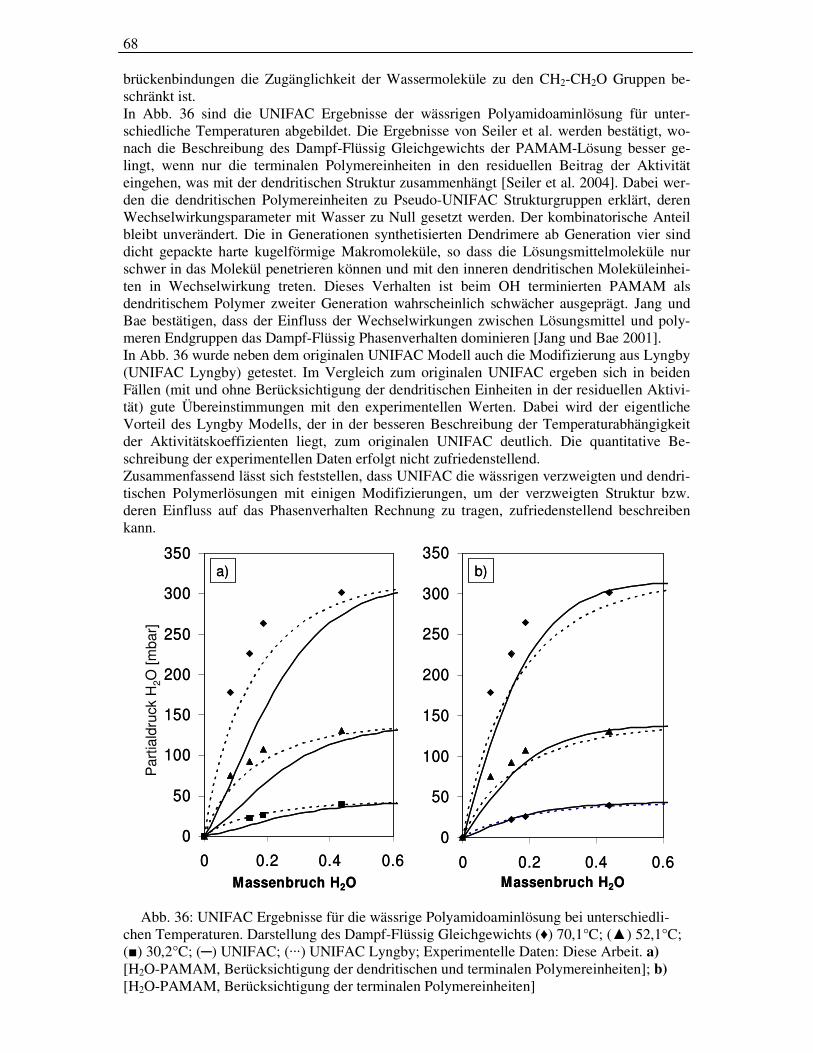
68
brückenbindungen die Zugänglichkeit der Wassermoleküle zu den CH2-CH2O Gruppen be-schränkt ist. In Abb. 36 sind die UNIFAC Ergebnisse der wässrigen Polyamidoaminlösung für unter-schiedliche Temperaturen abgebildet. Die Ergebnisse von Seiler et al. werden bestätigt, wo-nach die Beschreibung des Dampf-Flüssig Gleichgewichts der PAMAM-Lösung besser ge-lingt, wenn nur die terminalen Polymereinheiten in den residuellen Beitrag der Aktivität eingehen, was mit der dendritischen Struktur zusammenhängt [Seiler et al. 2004]. Dabei wer-den die dendritischen Polymereinheiten zu Pseudo-UNIFAC Strukturgruppen erklärt, deren Wechselwirkungsparameter mit Wasser zu Null gesetzt werden. Der kombinatorische Anteil bleibt unverändert. Die in Generationen synthetisierten Dendrimere ab Generation vier sind dicht gepackte harte kugelförmige Makromoleküle, so dass die Lösungsmittelmoleküle nur schwer in das Molekül penetrieren können und mit den inneren dendritischen Moleküleinhei-ten in Wechselwirkung treten. Dieses Verhalten ist beim OH terminierten PAMAM als dendritischem Polymer zweiter Generation wahrscheinlich schwächer ausgeprägt. Jang und Bae bestätigen, dass der Einfluss der Wechselwirkungen zwischen Lösungsmittel und poly-meren Endgruppen das Dampf-Flüssig Phasenverhalten dominieren [Jang und Bae 2001]. In Abb. 36 wurde neben dem originalen UNIFAC Modell auch die Modifizierung aus Lyngby (UNIFAC Lyngby) getestet. Im Vergleich zum originalen UNIFAC ergeben sich in beiden Fällen (mit und ohne Berücksichtigung der dendritischen Einheiten in der residuellen Aktivi-tät) gute Übereinstimmungen mit den experimentellen Werten. Dabei wird der eigentliche Vorteil des Lyngby Modells, der in der besseren Beschreibung der Temperaturabhängigkeit der Aktivitätskoeffizienten liegt, zum originalen UNIFAC deutlich. Die quantitative Be-schreibung der experimentellen Daten erfolgt nicht zufriedenstellend. Zusammenfassend lässt sich feststellen, dass UNIFAC die wässrigen verzweigten und dendri-tischen Polymerlösungen mit einigen Modifizierungen, um der verzweigten Struktur bzw. deren Einfluss auf das Phasenverhalten Rechnung zu tragen, zufriedenstellend beschreiben kann.
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6
Massenbruch H2O
Pa
rtila
dru
ck
H2O
[m
ba
r]
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6
Massenbruch H2O
a) b)
Part
iald
ruck H
2O
[m
bar]
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6
Massenbruch H2O
Pa
rtila
dru
ck
H2O
[m
ba
r]
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6
Massenbruch H2O
a) b)
Part
iald
ruck H
2O
[m
bar]
Abb. 36: UNIFAC Ergebnisse für die wässrige Polyamidoaminlösung bei unterschiedli-
chen Temperaturen. Darstellung des Dampf-Flüssig Gleichgewichts (♦) 70,1°C; () 52,1°C; () 30,2°C; () UNIFAC; (···) UNIFAC Lyngby; Experimentelle Daten: Diese Arbeit. a) [H2O-PAMAM, Berücksichtigung der dendritischen und terminalen Polymereinheiten]; b) [H2O-PAMAM, Berücksichtigung der terminalen Polymereinheiten]
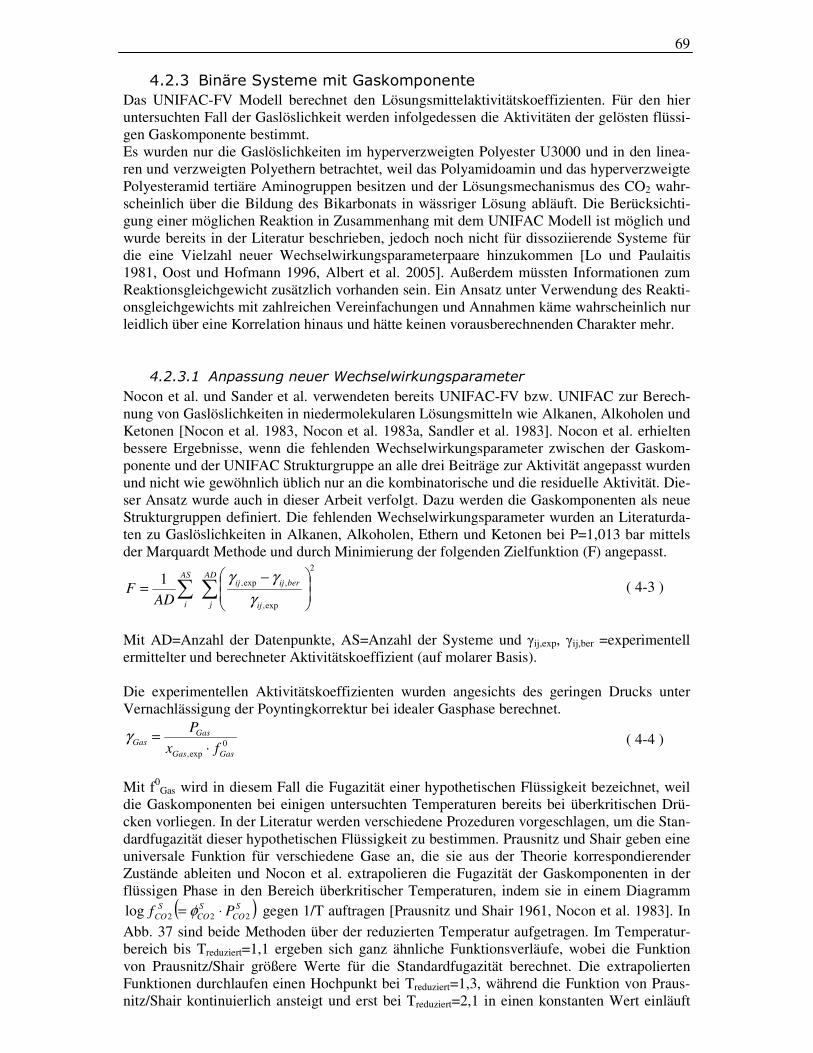
69
4.2.3 Binäre Systeme mit Gaskomponente
Das UNIFAC-FV Modell berechnet den Lösungsmittelaktivitätskoeffizienten. Für den hier untersuchten Fall der Gaslöslichkeit werden infolgedessen die Aktivitäten der gelösten flüssi-gen Gaskomponente bestimmt. Es wurden nur die Gaslöslichkeiten im hyperverzweigten Polyester U3000 und in den linea-ren und verzweigten Polyethern betrachtet, weil das Polyamidoamin und das hyperverzweigte Polyesteramid tertiäre Aminogruppen besitzen und der Lösungsmechanismus des CO2 wahr-scheinlich über die Bildung des Bikarbonats in wässriger Lösung abläuft. Die Berücksichti-gung einer möglichen Reaktion in Zusammenhang mit dem UNIFAC Modell ist möglich und wurde bereits in der Literatur beschrieben, jedoch noch nicht für dissoziierende Systeme für die eine Vielzahl neuer Wechselwirkungsparameterpaare hinzukommen [Lo und Paulaitis 1981, Oost und Hofmann 1996, Albert et al. 2005]. Außerdem müssten Informationen zum Reaktionsgleichgewicht zusätzlich vorhanden sein. Ein Ansatz unter Verwendung des Reakti-onsgleichgewichts mit zahlreichen Vereinfachungen und Annahmen käme wahrscheinlich nur leidlich über eine Korrelation hinaus und hätte keinen vorausberechnenden Charakter mehr.
4.2.3.1 Anpassung neuer Wechselwirkungsparameter
Nocon et al. und Sander et al. verwendeten bereits UNIFAC-FV bzw. UNIFAC zur Berech-nung von Gaslöslichkeiten in niedermolekularen Lösungsmitteln wie Alkanen, Alkoholen und Ketonen [Nocon et al. 1983, Nocon et al. 1983a, Sandler et al. 1983]. Nocon et al. erhielten bessere Ergebnisse, wenn die fehlenden Wechselwirkungsparameter zwischen der Gaskom-ponente und der UNIFAC Strukturgruppe an alle drei Beiträge zur Aktivität angepasst wurden und nicht wie gewöhnlich üblich nur an die kombinatorische und die residuelle Aktivität. Die-ser Ansatz wurde auch in dieser Arbeit verfolgt. Dazu werden die Gaskomponenten als neue Strukturgruppen definiert. Die fehlenden Wechselwirkungsparameter wurden an Literaturda-ten zu Gaslöslichkeiten in Alkanen, Alkoholen, Ethern und Ketonen bei P=1,013 bar mittels der Marquardt Methode und durch Minimierung der folgenden Zielfunktion (F) angepasst.
2
exp,
,exp,1∑∑
−=
AD
j ij
berijijAS
iADF
γ
γγ ( 4-3 )
Mit AD=Anzahl der Datenpunkte, AS=Anzahl der Systeme und γij,exp, γij,ber =experimentell ermittelter und berechneter Aktivitätskoeffizient (auf molarer Basis). Die experimentellen Aktivitätskoeffizienten wurden angesichts des geringen Drucks unter Vernachlässigung der Poyntingkorrektur bei idealer Gasphase berechnet.
0exp, GasGas
GasGas
fx
P
⋅=γ ( 4-4 )
Mit f0
Gas wird in diesem Fall die Fugazität einer hypothetischen Flüssigkeit bezeichnet, weil die Gaskomponenten bei einigen untersuchten Temperaturen bereits bei überkritischen Drü-cken vorliegen. In der Literatur werden verschiedene Prozeduren vorgeschlagen, um die Stan-dardfugazität dieser hypothetischen Flüssigkeit zu bestimmen. Prausnitz und Shair geben eine universale Funktion für verschiedene Gase an, die sie aus der Theorie korrespondierender Zustände ableiten und Nocon et al. extrapolieren die Fugazität der Gaskomponenten in der flüssigen Phase in den Bereich überkritischer Temperaturen, indem sie in einem Diagramm
( )S
CO
S
CO
S
CO Pf 222log ⋅= φ gegen 1/T auftragen [Prausnitz und Shair 1961, Nocon et al. 1983]. In Abb. 37 sind beide Methoden über der reduzierten Temperatur aufgetragen. Im Temperatur-bereich bis Treduziert=1,1 ergeben sich ganz ähnliche Funktionsverläufe, wobei die Funktion von Prausnitz/Shair größere Werte für die Standardfugazität berechnet. Die extrapolierten Funktionen durchlaufen einen Hochpunkt bei Treduziert=1,3, während die Funktion von Praus-nitz/Shair kontinuierlich ansteigt und erst bei Treduziert=2,1 in einen konstanten Wert einläuft
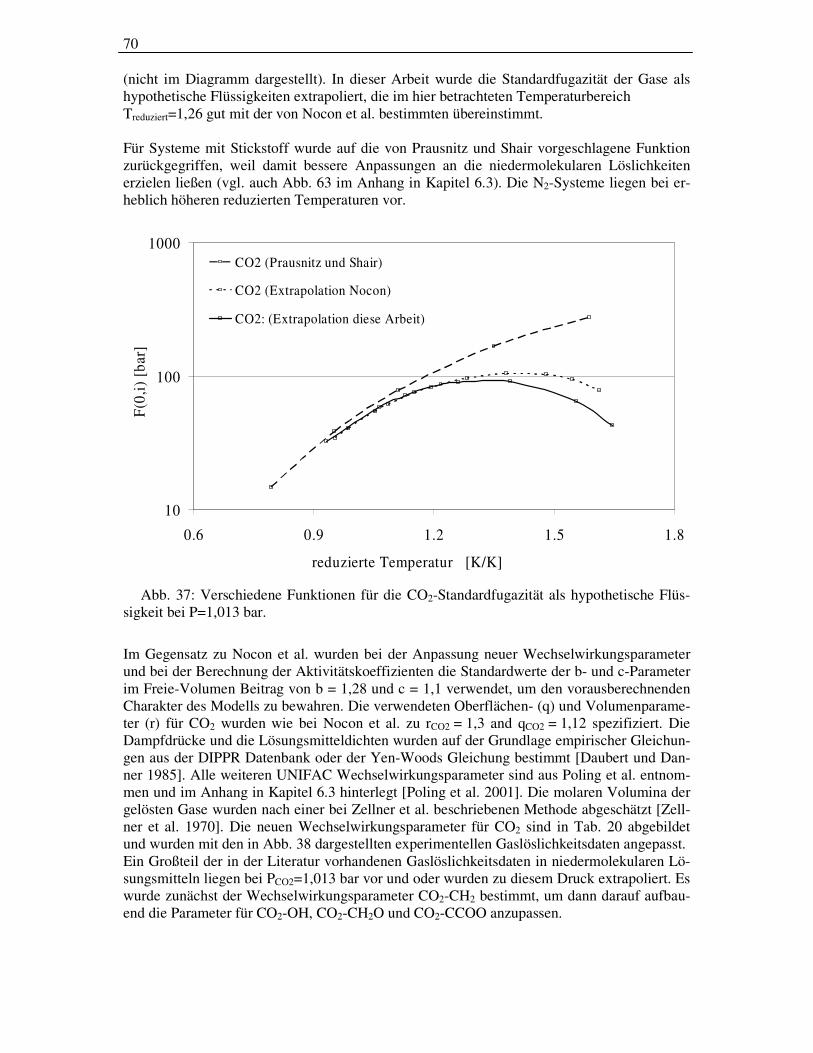
70
(nicht im Diagramm dargestellt). In dieser Arbeit wurde die Standardfugazität der Gase als hypothetische Flüssigkeiten extrapoliert, die im hier betrachteten Temperaturbereich Treduziert=1,26 gut mit der von Nocon et al. bestimmten übereinstimmt. Für Systeme mit Stickstoff wurde auf die von Prausnitz und Shair vorgeschlagene Funktion zurückgegriffen, weil damit bessere Anpassungen an die niedermolekularen Löslichkeiten erzielen ließen (vgl. auch Abb. 63 im Anhang in Kapitel 6.3). Die N2-Systeme liegen bei er-heblich höheren reduzierten Temperaturen vor.
10
100
1000
0.6 0.9 1.2 1.5 1.8
reduzierte Temperatur [K/K]
F(0,
i) [
bar]
CO2 (Prausnitz und Shair)
CO2 (Extrapolation Nocon)
CO2: (Extrapolation diese Arbeit)
Abb. 37: Verschiedene Funktionen für die CO2-Standardfugazität als hypothetische Flüs-
sigkeit bei P=1,013 bar.
Im Gegensatz zu Nocon et al. wurden bei der Anpassung neuer Wechselwirkungsparameter und bei der Berechnung der Aktivitätskoeffizienten die Standardwerte der b- und c-Parameter im Freie-Volumen Beitrag von b = 1,28 und c = 1,1 verwendet, um den vorausberechnenden Charakter des Modells zu bewahren. Die verwendeten Oberflächen- (q) und Volumenparame-ter (r) für CO2 wurden wie bei Nocon et al. zu rCO2 = 1,3 and qCO2 = 1,12 spezifiziert. Die Dampfdrücke und die Lösungsmitteldichten wurden auf der Grundlage empirischer Gleichun-gen aus der DIPPR Datenbank oder der Yen-Woods Gleichung bestimmt [Daubert und Dan-ner 1985]. Alle weiteren UNIFAC Wechselwirkungsparameter sind aus Poling et al. entnom-men und im Anhang in Kapitel 6.3 hinterlegt [Poling et al. 2001]. Die molaren Volumina der gelösten Gase wurden nach einer bei Zellner et al. beschriebenen Methode abgeschätzt [Zell-ner et al. 1970]. Die neuen Wechselwirkungsparameter für CO2 sind in Tab. 20 abgebildet und wurden mit den in Abb. 38 dargestellten experimentellen Gaslöslichkeitsdaten angepasst. Ein Großteil der in der Literatur vorhandenen Gaslöslichkeitsdaten in niedermolekularen Lö-sungsmitteln liegen bei PCO2=1,013 bar vor und oder wurden zu diesem Druck extrapoliert. Es wurde zunächst der Wechselwirkungsparameter CO2-CH2 bestimmt, um dann darauf aufbau-end die Parameter für CO2-OH, CO2-CH2O und CO2-CCOO anzupassen.
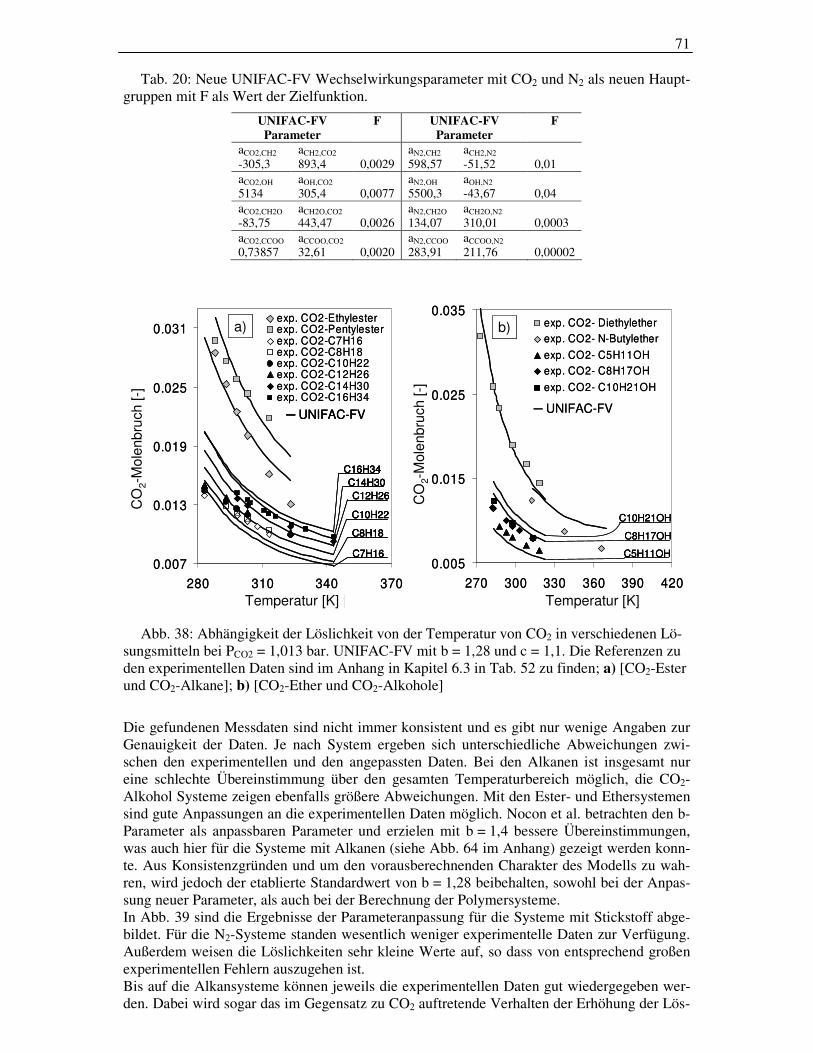
71
Tab. 20: Neue UNIFAC-FV Wechselwirkungsparameter mit CO2 und N2 als neuen Haupt-gruppen mit F als Wert der Zielfunktion.
UNIFAC-FV Parameter
F UNIFAC-FV Parameter
F
aCO2,CH2 aCH2,CO2 aN2,CH2 aCH2,N2 -305,3 893,4 0,0029 598,57 -51,52 0,01 aCO2,OH aOH,CO2 aN2,OH aOH,N2 5134 305,4 0,0077 5500,3 -43,67 0,04 aCO2,CH2O aCH2O,CO2 aN2,CH2O aCH2O,N2 -83,75 443,47 0,0026 134,07 310,01 0,0003 aCO2,CCOO aCCOO,CO2 aN2,CCOO aCCOO,N2 0,73857 32,61 0,0020 283,91 211,76 0,00002
0.007
0.013
0.019
0.025
0.031
280 310 340 370
Temperatur [K]
Mo
len
bru
ch
CO
2
[-]
exp. CO2-Ethylesterexp. CO2-Pentylesterexp. CO2-C7H16exp. CO2-C8H18exp. CO2-C10H22exp. CO2-C12H26exp. CO2-C14H30exp. CO2-C16H34
UNIFAC-FV
0.005
0.015
0.025
0.035
270 300 330 360 390 420
T [K]
Mo
len
bru
ch
CO
2
[-]
exp. CO2- Diethylether
exp. CO2- N-Butylether
exp. CO2- C5H11OH
exp. CO2- C8H17OH
exp. CO2- C10H21OH
UNIFAC-FV
C7H16
C8H18
C10H22
C14H30
C16H34
C12H26
C5H11OH
C8H17OH
C10H21OH
a) b)
CO
2-M
ole
nbru
ch [-]
CO
2-M
ole
nbru
ch [-]
Temperatur [K] Temperatur [K]
0.007
0.013
0.019
0.025
0.031
280 310 340 370
Temperatur [K]
Mo
len
bru
ch
CO
2
[-]
exp. CO2-Ethylesterexp. CO2-Pentylesterexp. CO2-C7H16exp. CO2-C8H18exp. CO2-C10H22exp. CO2-C12H26exp. CO2-C14H30exp. CO2-C16H34
UNIFAC-FV
0.005
0.015
0.025
0.035
270 300 330 360 390 420
T [K]
Mo
len
bru
ch
CO
2
[-]
exp. CO2- Diethylether
exp. CO2- N-Butylether
exp. CO2- C5H11OH
exp. CO2- C8H17OH
exp. CO2- C10H21OH
UNIFAC-FV
C7H16
C8H18
C10H22
C14H30
C16H34
C12H26
UNIFAC-FV
C7H16C7H16
C8H18C8H18
C10H22C10H22
C14H30C14H30
C16H34C16H34
C12H26C12H26
C5H11OHC5H11OH
C8H17OHC8H17OH
C10H21OHC10H21OH
a) b)
CO
2-M
ole
nbru
ch [-]
CO
2-M
ole
nbru
ch [-]
Temperatur [K] Temperatur [K]
Abb. 38: Abhängigkeit der Löslichkeit von der Temperatur von CO2 in verschiedenen Lö-sungsmitteln bei PCO2 = 1,013 bar. UNIFAC-FV mit b = 1,28 und c = 1,1. Die Referenzen zu den experimentellen Daten sind im Anhang in Kapitel 6.3 in Tab. 52 zu finden; a) [CO2-Ester und CO2-Alkane]; b) [CO2-Ether und CO2-Alkohole]
Die gefundenen Messdaten sind nicht immer konsistent und es gibt nur wenige Angaben zur Genauigkeit der Daten. Je nach System ergeben sich unterschiedliche Abweichungen zwi-schen den experimentellen und den angepassten Daten. Bei den Alkanen ist insgesamt nur eine schlechte Übereinstimmung über den gesamten Temperaturbereich möglich, die CO2-Alkohol Systeme zeigen ebenfalls größere Abweichungen. Mit den Ester- und Ethersystemen sind gute Anpassungen an die experimentellen Daten möglich. Nocon et al. betrachten den b-Parameter als anpassbaren Parameter und erzielen mit b = 1,4 bessere Übereinstimmungen, was auch hier für die Systeme mit Alkanen (siehe Abb. 64 im Anhang) gezeigt werden konn-te. Aus Konsistenzgründen und um den vorausberechnenden Charakter des Modells zu wah-ren, wird jedoch der etablierte Standardwert von b = 1,28 beibehalten, sowohl bei der Anpas-sung neuer Parameter, als auch bei der Berechnung der Polymersysteme. In Abb. 39 sind die Ergebnisse der Parameteranpassung für die Systeme mit Stickstoff abge-bildet. Für die N2-Systeme standen wesentlich weniger experimentelle Daten zur Verfügung. Außerdem weisen die Löslichkeiten sehr kleine Werte auf, so dass von entsprechend großen experimentellen Fehlern auszugehen ist. Bis auf die Alkansysteme können jeweils die experimentellen Daten gut wiedergegeben wer-den. Dabei wird sogar das im Gegensatz zu CO2 auftretende Verhalten der Erhöhung der Lös-
72
lichkeit mit steigender Temperatur gut wiedergegeben. Bei den Alkanen kann mit UNIFAC-FV nicht dargestellt werden, dass die Löslichkeit mit steigender Kettenlänge abnimmt (siehe auch Abb. 65 in Kapitel 6.3).
0.0003
0.0006
0.0009
0.0012
0.0015
0.0018
0.0021
270 290 310 330 350
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. C6H14 exp. C7H16
exp. C8H18 exp. C10H22
exp. C16H34 exp. C2H5OH
exp. C4H9OH exp. C8H17OH
exp. C10H21OH
C16H34
C7H16
C8H18
C10H22
UNIFAC-FV
C2H5OH
C4H11OH
C8H17OH
C10H21OH
UNIFAC-FV
0.00055
0.00075
0.00095
0.00115
0.00135
0.00155
270 290 310 330
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. Diethylether
exp. Ethylester
exp. Pentylester
a) b)0.0003
0.0006
0.0009
0.0012
0.0015
0.0018
0.0021
270 290 310 330 350
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. C6H14 exp. C7H16
exp. C8H18 exp. C10H22
exp. C16H34 exp. C2H5OH
exp. C4H9OH exp. C8H17OH
exp. C10H21OH
C16H34
C7H16
C8H18
C10H22
UNIFAC-FV
C2H5OH
C4H11OH
C8H17OH
C10H21OH
UNIFAC-FV
0.00055
0.00075
0.00095
0.00115
0.00135
0.00155
270 290 310 330
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. Diethylether
exp. Ethylester
exp. Pentylester
0.0003
0.0006
0.0009
0.0012
0.0015
0.0018
0.0021
270 290 310 330 350
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. C6H14 exp. C7H16
exp. C8H18 exp. C10H22
exp. C16H34 exp. C2H5OH
exp. C4H9OH exp. C8H17OH
exp. C10H21OH
C16H34
C7H16
C8H18
C10H22
UNIFAC-FV
C2H5OH
C4H11OH
C8H17OH
C10H21OH
0.0003
0.0006
0.0009
0.0012
0.0015
0.0018
0.0021
270 290 310 330 350
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. C6H14 exp. C7H16
exp. C8H18 exp. C10H22
exp. C16H34 exp. C2H5OH
exp. C4H9OH exp. C8H17OH
exp. C10H21OH
C16H34
C7H16
C8H18
C10H22
UNIFAC-FV
C2H5OH
C4H11OH
C8H17OH
C10H21OH
UNIFAC-FV
0.00055
0.00075
0.00095
0.00115
0.00135
0.00155
270 290 310 330
Temperatur [K]
N2-M
ole
nb
ruc
h [
-]
exp. Diethylether
exp. Ethylester
exp. Pentylester
a) b)
Abb. 39: Abhängigkeit der Löslichkeit von der Temperatur von N2 in verschiedenen Lö-
sungsmitteln bei PN2 = 1,013 bar. UNIFAC-FV mit b = 1,28 und c = 1,1. Die experimentellen Daten sind aus Battino et al. entnommen und sind größten Teils an experimentelle Daten ge-fittete Werte [Battino et al. 1984]. a) [N2-Alkohole und N2-Alkane]; b) [N2-Ester und N2-Ether]
4.2.3.2 Vorhersage der Gaslöslichkeit in verzweigten Polymeren
In Abb. 40 und Abb. 42 sind die Ergebnisse der UNIFAC-FV Berechnungen für Kohlendi-oxid abgebildet. UNIFAC-FV ist in der Lage für alle untersuchten Systeme die Löslichkeiten mit zufriedenstellender Genauigkeit vorauszuberechnen. Als Standardvorgehen wurde bei allen Polymeren immer das Zahlenmittel des Molekulargewichts (Mn) bei der Zerlegung zugrunde gelegt. In Abb. 40a) ist für den verzweigten Polyether PE1, der mit MW/Mn = 1,26 einer höheren Polydispersität als die linearen Polyether unterliegt, zu erkennen, dass das Mo-lekulargewicht, das bei der Zerlegung verwendet wird (Mw oder Mn), nur einen geringen Ein-fluss auf die Löslichkeitsergebnisse aufweist. Auch bei geringem Partialdruck von CO2, z.B. wie im Fall des Rauchgases, sind gute Voraussagen mit der Methode möglich, wobei der Druck keine Einflussgröße im gE-Modell ist. Bei den linearen Polyethern in Abb. 40 wird die Schwäche des UNIFAC Modells bei der Beschreibung der Temperaturabhängigkeit deutlich.
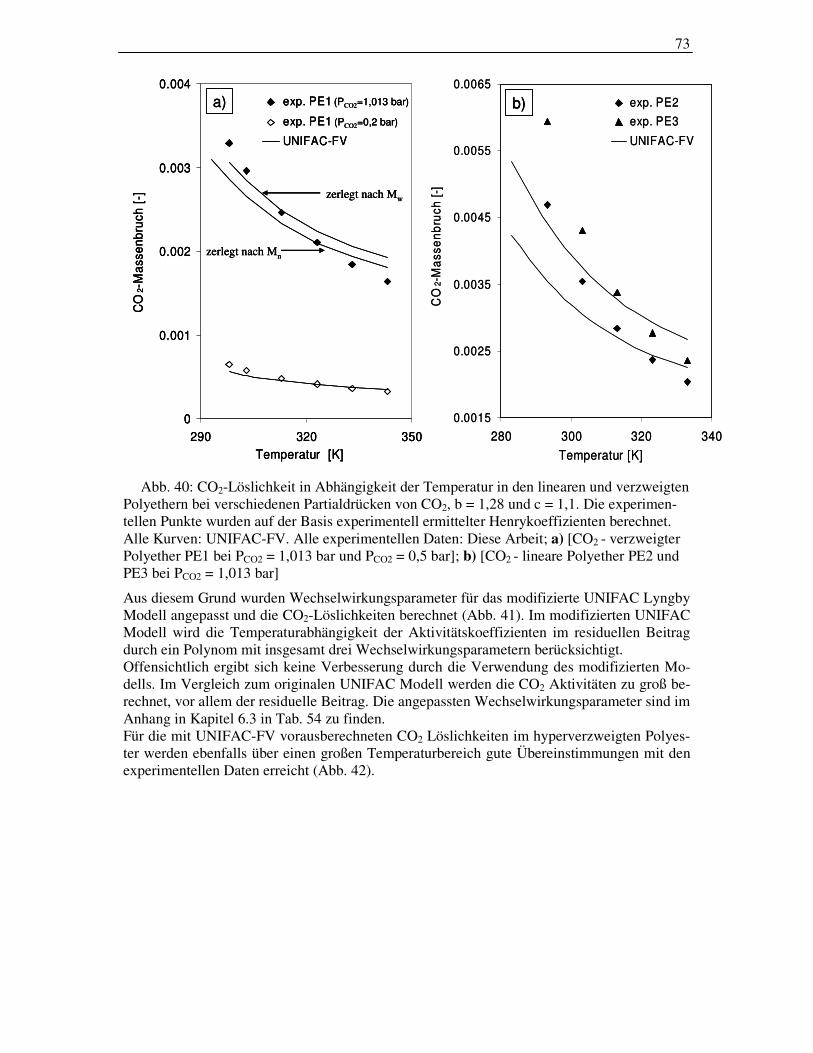
73
0.0015
0.0025
0.0035
0.0045
0.0055
0.0065
280 300 320 340
Temperatur [K]
CO
2-M
as
se
nb
ruc
h [
-]
exp. PE2
exp. PE3
UNIFAC-FV
0
0.001
0.002
0.003
0.004
290 320 350
Temperatur [K]
CO
2-M
asse
nb
ruch
[-]
exp. PE1
exp. PE1
UNIFAC-FV
a) b)(PCO2=1,013 bar)
(PCO2=0,2 bar)
zerlegt nach Mw
zerlegt nach Mn
0.0015
0.0025
0.0035
0.0045
0.0055
0.0065
280 300 320 340
Temperatur [K]
CO
2-M
as
se
nb
ruc
h [
-]
exp. PE2
exp. PE3
UNIFAC-FV
0
0.001
0.002
0.003
0.004
290 320 350
Temperatur [K]
CO
2-M
asse
nb
ruch
[-]
exp. PE1
exp. PE1
UNIFAC-FV
a) b)(PCO2=1,013 bar)
(PCO2=0,2 bar)
zerlegt nach Mw
zerlegt nach Mn
0
0.001
0.002
0.003
0.004
290 320 350
Temperatur [K]
CO
2-M
asse
nb
ruch
[-]
exp. PE1
exp. PE1
UNIFAC-FV
a) b)(PCO2=1,013 bar)
(PCO2=0,2 bar)
zerlegt nach Mw
zerlegt nach Mn
Abb. 40: CO2-Löslichkeit in Abhängigkeit der Temperatur in den linearen und verzweigten
Polyethern bei verschiedenen Partialdrücken von CO2, b = 1,28 und c = 1,1. Die experimen-tellen Punkte wurden auf der Basis experimentell ermittelter Henrykoeffizienten berechnet. Alle Kurven: UNIFAC-FV. Alle experimentellen Daten: Diese Arbeit; a) [CO2 - verzweigter Polyether PE1 bei PCO2 = 1,013 bar und PCO2 = 0,5 bar]; b) [CO2 - lineare Polyether PE2 und PE3 bei PCO2 = 1,013 bar]
Aus diesem Grund wurden Wechselwirkungsparameter für das modifizierte UNIFAC Lyngby Modell angepasst und die CO2-Löslichkeiten berechnet (Abb. 41). Im modifizierten UNIFAC Modell wird die Temperaturabhängigkeit der Aktivitätskoeffizienten im residuellen Beitrag durch ein Polynom mit insgesamt drei Wechselwirkungsparametern berücksichtigt. Offensichtlich ergibt sich keine Verbesserung durch die Verwendung des modifizierten Mo-dells. Im Vergleich zum originalen UNIFAC Modell werden die CO2 Aktivitäten zu groß be-rechnet, vor allem der residuelle Beitrag. Die angepassten Wechselwirkungsparameter sind im Anhang in Kapitel 6.3 in Tab. 54 zu finden. Für die mit UNIFAC-FV vorausberechneten CO2 Löslichkeiten im hyperverzweigten Polyes-ter werden ebenfalls über einen großen Temperaturbereich gute Übereinstimmungen mit den experimentellen Daten erreicht (Abb. 42).
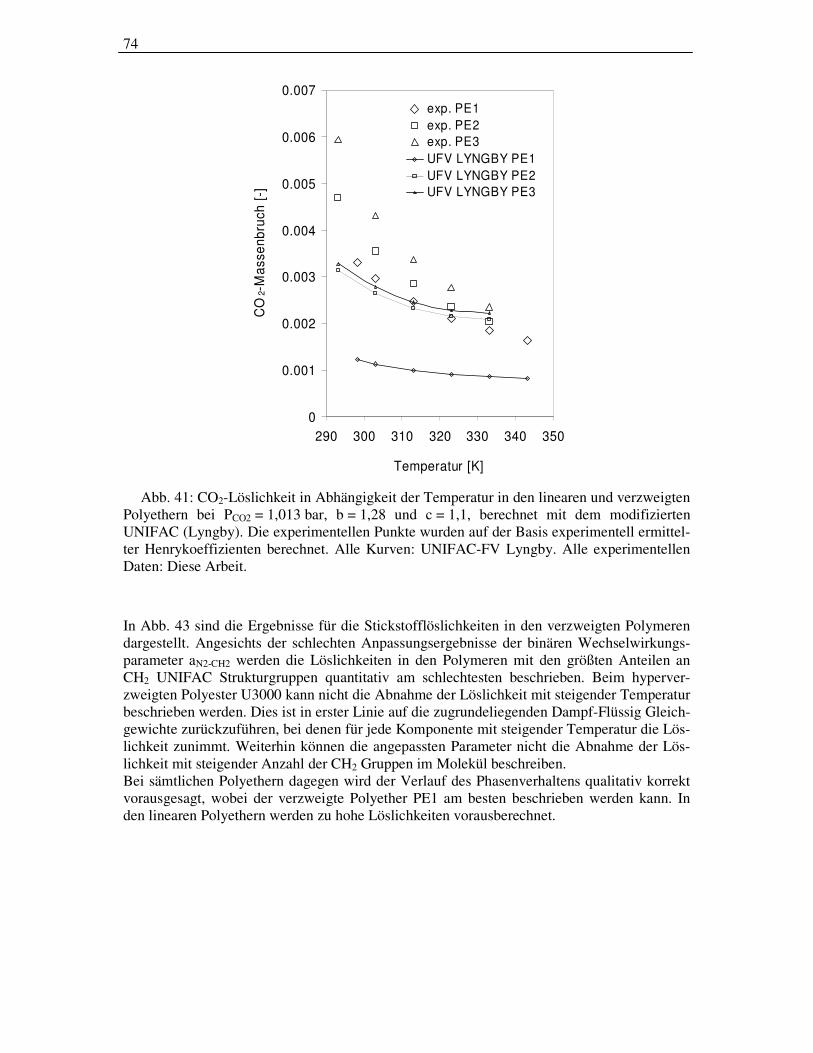
74
0
0.001
0.002
0.003
0.004
0.005
0.006
0.007
290 300 310 320 330 340 350
Temperatur [K]
CO
2-M
asse
nb
ruch
[-]
exp. PE1
exp. PE2
exp. PE3
UFV LYNGBY PE1
UFV LYNGBY PE2
UFV LYNGBY PE3
Abb. 41: CO2-Löslichkeit in Abhängigkeit der Temperatur in den linearen und verzweigten
Polyethern bei PCO2 = 1,013 bar, b = 1,28 und c = 1,1, berechnet mit dem modifizierten UNIFAC (Lyngby). Die experimentellen Punkte wurden auf der Basis experimentell ermittel-ter Henrykoeffizienten berechnet. Alle Kurven: UNIFAC-FV Lyngby. Alle experimentellen Daten: Diese Arbeit.
In Abb. 43 sind die Ergebnisse für die Stickstofflöslichkeiten in den verzweigten Polymeren dargestellt. Angesichts der schlechten Anpassungsergebnisse der binären Wechselwirkungs-parameter aN2-CH2 werden die Löslichkeiten in den Polymeren mit den größten Anteilen an CH2 UNIFAC Strukturgruppen quantitativ am schlechtesten beschrieben. Beim hyperver-zweigten Polyester U3000 kann nicht die Abnahme der Löslichkeit mit steigender Temperatur beschrieben werden. Dies ist in erster Linie auf die zugrundeliegenden Dampf-Flüssig Gleich-gewichte zurückzuführen, bei denen für jede Komponente mit steigender Temperatur die Lös-lichkeit zunimmt. Weiterhin können die angepassten Parameter nicht die Abnahme der Lös-lichkeit mit steigender Anzahl der CH2 Gruppen im Molekül beschreiben. Bei sämtlichen Polyethern dagegen wird der Verlauf des Phasenverhaltens qualitativ korrekt vorausgesagt, wobei der verzweigte Polyether PE1 am besten beschrieben werden kann. In den linearen Polyethern werden zu hohe Löslichkeiten vorausberechnet.
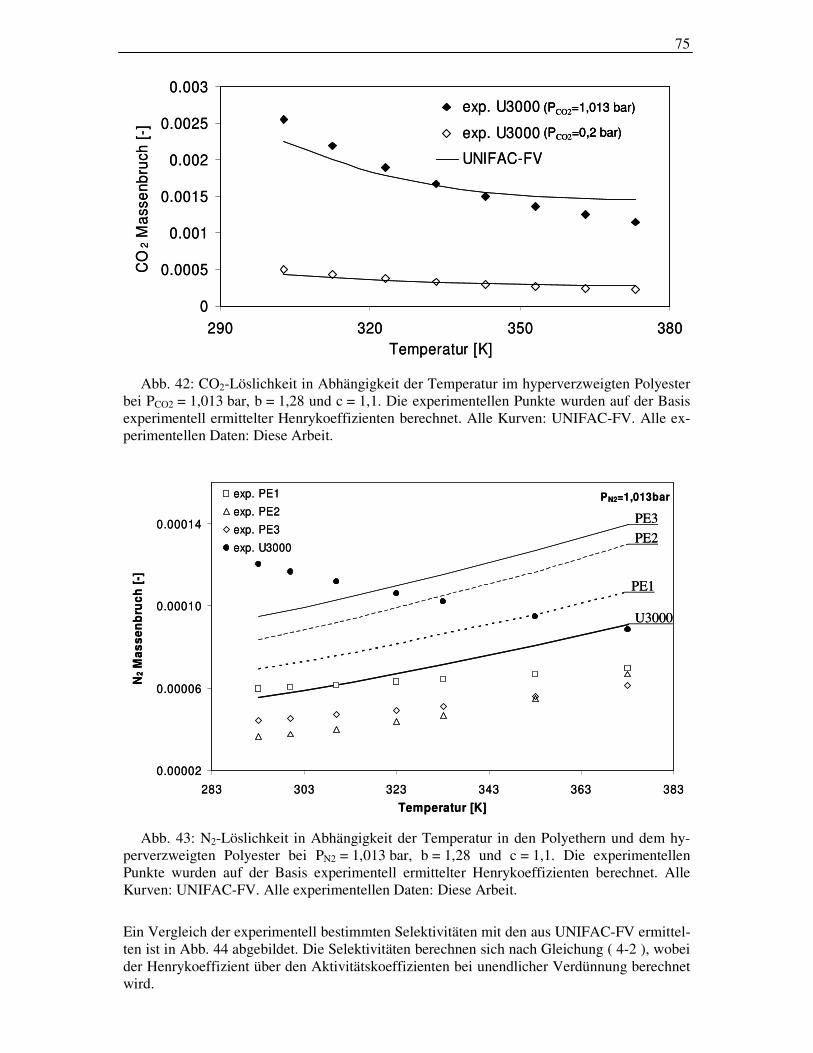
75
0
0.0005
0.001
0.0015
0.002
0.0025
0.003
290 320 350 380
Temperatur [K]
CO
2 M
asse
nb
ruch
[-]
exp. U3000
exp. U3000
UNIFAC-FV
(PCO2=1,013 bar)
(PCO2=0,2 bar)
0
0.0005
0.001
0.0015
0.002
0.0025
0.003
290 320 350 380
Temperatur [K]
CO
2 M
asse
nb
ruch
[-]
exp. U3000
exp. U3000
UNIFAC-FV
(PCO2=1,013 bar)
(PCO2=0,2 bar)
(PCO2=1,013 bar)
(PCO2=0,2 bar)
Abb. 42: CO2-Löslichkeit in Abhängigkeit der Temperatur im hyperverzweigten Polyester
bei PCO2 = 1,013 bar, b = 1,28 und c = 1,1. Die experimentellen Punkte wurden auf der Basis experimentell ermittelter Henrykoeffizienten berechnet. Alle Kurven: UNIFAC-FV. Alle ex-perimentellen Daten: Diese Arbeit.
PN2=1,013bar
0.00002
0.00006
0.00010
0.00014
283 303 323 343 363 383
Temperatur [K]
N2
Ma
ss
en
bru
ch
[-]
exp. PE1
exp. PE2
exp. PE3
exp. U3000
U3000
PE1
PE2PE3
PN2=1,013bar
0.00002
0.00006
0.00010
0.00014
283 303 323 343 363 383
Temperatur [K]
N2
Ma
ss
en
bru
ch
[-]
exp. PE1
exp. PE2
exp. PE3
exp. U3000
U3000
PE1
PE2PE3
Abb. 43: N2-Löslichkeit in Abhängigkeit der Temperatur in den Polyethern und dem hy-
perverzweigten Polyester bei PN2 = 1,013 bar, b = 1,28 und c = 1,1. Die experimentellen Punkte wurden auf der Basis experimentell ermittelter Henrykoeffizienten berechnet. Alle Kurven: UNIFAC-FV. Alle experimentellen Daten: Diese Arbeit.
Ein Vergleich der experimentell bestimmten Selektivitäten mit den aus UNIFAC-FV ermittel-ten ist in Abb. 44 abgebildet. Die Selektivitäten berechnen sich nach Gleichung ( 4-2 ), wobei der Henrykoeffizient über den Aktivitätskoeffizienten bei unendlicher Verdünnung berechnet wird.
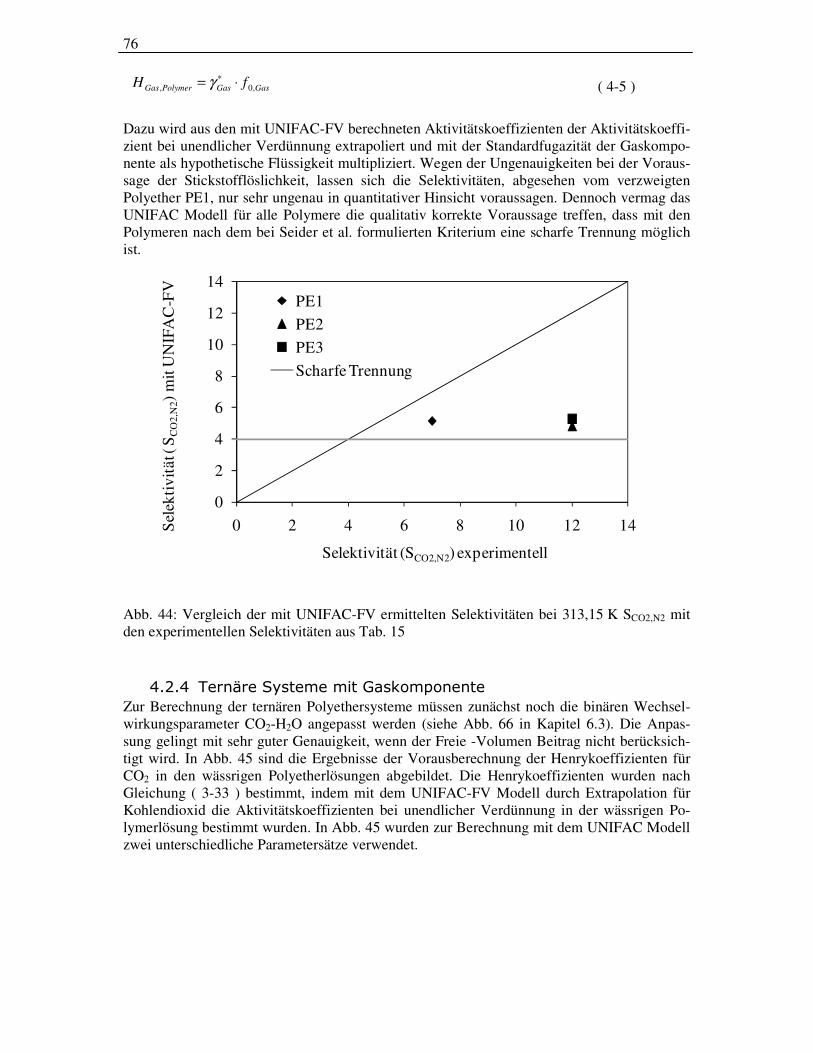
76
GasGasPolymerGas fH ,0, ⋅= ∗γ ( 4-5 )
Dazu wird aus den mit UNIFAC-FV berechneten Aktivitätskoeffizienten der Aktivitätskoeffi-zient bei unendlicher Verdünnung extrapoliert und mit der Standardfugazität der Gaskompo-nente als hypothetische Flüssigkeit multipliziert. Wegen der Ungenauigkeiten bei der Voraus-sage der Stickstofflöslichkeit, lassen sich die Selektivitäten, abgesehen vom verzweigten Polyether PE1, nur sehr ungenau in quantitativer Hinsicht voraussagen. Dennoch vermag das UNIFAC Modell für alle Polymere die qualitativ korrekte Voraussage treffen, dass mit den Polymeren nach dem bei Seider et al. formulierten Kriterium eine scharfe Trennung möglich ist.
0
2
4
6
8
10
12
14
0 2 4 6 8 10 12 14Sel
ekti
vitä
t ( S
CO
2,N
2) m
it U
NIF
AC
-FV
Selektivität (SCO2,N2) experimentell
PE1
PE2
PE3
Scharfe Trennung
Abb. 44: Vergleich der mit UNIFAC-FV ermittelten Selektivitäten bei 313,15 K SCO2,N2 mit den experimentellen Selektivitäten aus Tab. 15
4.2.4 Ternäre Systeme mit Gaskomponente
Zur Berechnung der ternären Polyethersysteme müssen zunächst noch die binären Wechsel-wirkungsparameter CO2-H2O angepasst werden (siehe Abb. 66 in Kapitel 6.3). Die Anpas-sung gelingt mit sehr guter Genauigkeit, wenn der Freie -Volumen Beitrag nicht berücksich-tigt wird. In Abb. 45 sind die Ergebnisse der Vorausberechnung der Henrykoeffizienten für CO2 in den wässrigen Polyetherlösungen abgebildet. Die Henrykoeffizienten wurden nach Gleichung ( 3-33 ) bestimmt, indem mit dem UNIFAC-FV Modell durch Extrapolation für Kohlendioxid die Aktivitätskoeffizienten bei unendlicher Verdünnung in der wässrigen Po-lymerlösung bestimmt wurden. In Abb. 45 wurden zur Berechnung mit dem UNIFAC Modell zwei unterschiedliche Parametersätze verwendet.
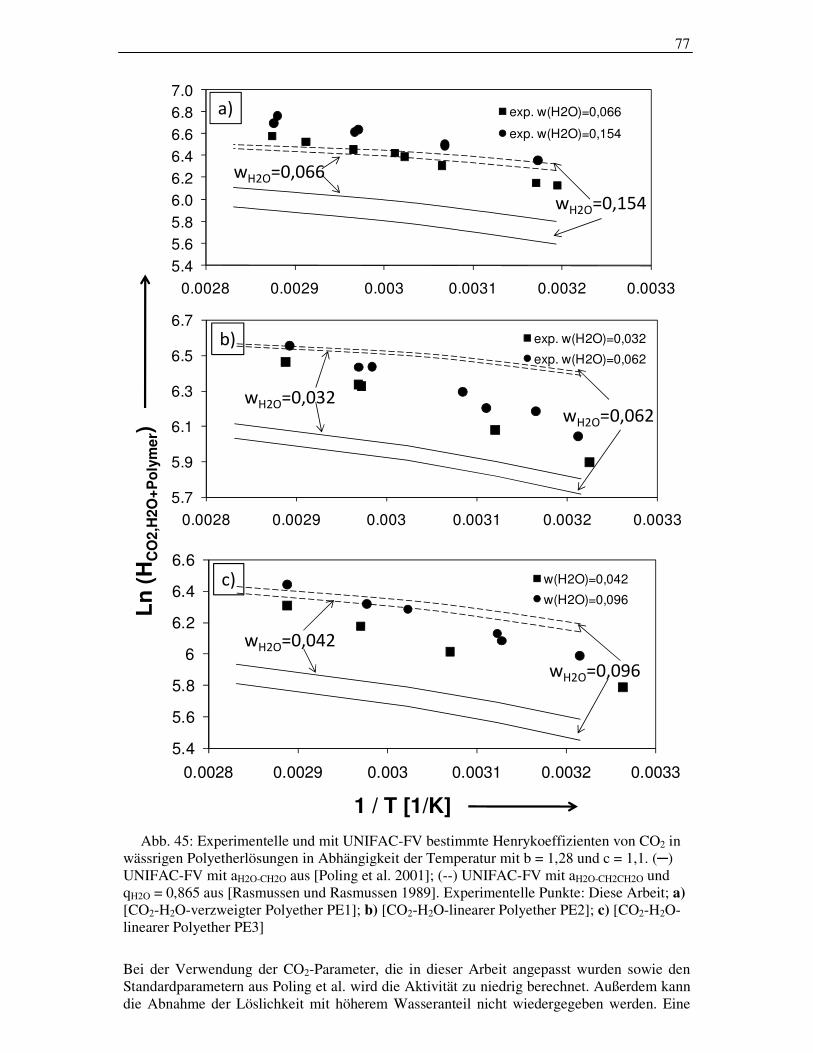
77
5.7
5.9
6.1
6.3
6.5
6.7
0.0028 0.0029 0.003 0.0031 0.0032 0.0033
exp. w(H2O)=0,032
exp. w(H2O)=0,062
5.4
5.6
5.8
6.0
6.2
6.4
6.6
6.8
7.0
0.0028 0.0029 0.003 0.0031 0.0032 0.0033
exp. w(H2O)=0,066
exp. w(H2O)=0,154
5.4
5.6
5.8
6
6.2
6.4
6.6
0.0028 0.0029 0.003 0.0031 0.0032 0.0033
w(H2O)=0,042
w(H2O)=0,096
Ln
(HC
O2,H
2O
+P
oly
me
r)
1 / T [1/K]
wH2O=0,066
wH2O=0,154
wH2O=0,032wH2O=0,062
wH2O=0,042
wH2O=0,096
a)
b)
c)
Abb. 45: Experimentelle und mit UNIFAC-FV bestimmte Henrykoeffizienten von CO2 in
wässrigen Polyetherlösungen in Abhängigkeit der Temperatur mit b = 1,28 und c = 1,1. () UNIFAC-FV mit aH2O-CH2O aus [Poling et al. 2001]; (--) UNIFAC-FV mit aH2O-CH2CH2O und qH2O = 0,865 aus [Rasmussen und Rasmussen 1989]. Experimentelle Punkte: Diese Arbeit; a) [CO2-H2O-verzweigter Polyether PE1]; b) [CO2-H2O-linearer Polyether PE2]; c) [CO2-H2O-linearer Polyether PE3]
Bei der Verwendung der CO2-Parameter, die in dieser Arbeit angepasst wurden sowie den Standardparametern aus Poling et al. wird die Aktivität zu niedrig berechnet. Außerdem kann die Abnahme der Löslichkeit mit höherem Wasseranteil nicht wiedergegeben werden. Eine
78
deutliche Verbesserung der Beschreibung des Löslichkeitsverhaltens kann mit den von Ras-mussen und Rasmussen vorgeschlagenen Parametern für H2O-CH2CH2O erreicht werden. Bereits bei der Beschreibung der binären Systeme Wasser-Polyether ließen sich damit gute Ergebnisse erzielen. Diese Parameter tragen dem realen Verhalten der CH2 Gruppen Rech-nung, die durch sterische Effekte kaum in Wechselwirkung mit den Wassermolekülen treten [Rasmussen und Rasmussen 1989]. Für alle Systeme wird die Abnahme der Löslichkeit mit höherem Wassergehalt korrekt beschrieben. Es muss betont werden, dass bei der Verwendung der neuen Parameter die Wechselwirkungen von CO2 mit dem Polyether nicht mehr korrekt beschrieben werden, denn für die neue Gruppe CH2CH2O und CO2 gibt es keine angepassten Parameter. Stattdessen wurden die Wechsel-wirkungsparameter zwischen CH2O und CO2 für die neue Gruppe übernommen. Die neu zer-legten Polymere sind in Tab. 21 abgebildet. Es wurden also jeweils diejenigen Wechselwir-kungsparameter zwischen zwei Gruppen ausgewählt, die für das Phasenverhalten bestimmend zu sein scheinen. Insgesamt lassen sich damit erstaunlich gute Annäherungen an die realen Systeme erzielen.
Tab. 21: Zerlegung des verzweigten und der linearen Polyether in UNIFAC Strukturgrup-pen nach der originalen Methode und nach der Einführung der von Rasmussen und Rasmus-sen vorgeschlagenen neuen Strukturgruppe CH2CH2O.
UNIFAC Strukturgruppen Polymere CH3 CH2 CH C OH CH2O (original) CH2CH2O (neu)
Polyether PE 1 original 17 36 13 4 6 37 0 Polyether PE1 neu 17 0 13 4 6 0 37 Polyether PE 2 original 0 12 1 0 1 10 0 Polyether PE2 neu 0 2 1 0 1 0 10 Polyether PE3 original 1 14 1 0 0 12 0 Polyether PE3 neu 1 2 1 0 0 0 12
4.3 Modellierung der CO2-Löslichkeit mit PC-SAFT
In dieser Arbeit wird untersucht, inwiefern das Phasenverhalten hyperverzweigter Polymer-systeme mit CO2 ohne weitere Modifizierungen der PC-SAFT Gleichung zur besseren Be-schreibung des Einflusses der Struktur der Polymere dargestellt werden kann (siehe auch Ka-pitel 4.1.4) In einem ersten Schritt müssen die Reinstoffparameter der Komponenten ermittelt werden. Die aus der Störungstheorie abgeleiteten „Statistical Associating Fluid Theory“ (SAFT) - Modelle benötigen neben den zur Verfügung stehenden Hochdruckdichtedaten noch weitere experimentelle Daten, die kalorische Informationen zu den Komponenten enthalten. Im Falle niedermolekularer Komponenten werden in der Regel Dampfdruckdaten herangezogen, für Polymersysteme können binäre Dampf-Flüssig oder Flüssig-Flüssig Gleichgewichte verwen-det werden [Groß 2001]. Bei den in dieser Arbeit vorliegenden polymeren Stoffen sind aller-dings keine Stoffdaten binärer Systeme bekannt, mit Ausnahme der gemessenen Daten, so dass zur vollständigen Bestimmung der Reinstoffparameter auf verschiedene andere Ansätze zurückgegriffen werden muss. Groß schlägt neben der oben erwähnten favorisierten Methode einen weiteren Ansatz zur Be-stimmung der Reinstoffgrößen von Polymeren vor [Groß 2001]. Nach dieser Methode, die auch von Kouskoumvekaki et al. verwendet wird, werden auf der Basis ähnlicher niedermole-kularer Komponenten die Parameter für Polymere mit hohen Molmassen extrapoliert [Kouskoumvekaki 2004, von Solms et al. 2006]. Dieser Ansatz eignet sich vor allem für Ho-mopolymere, stößt schon bei Copolymeren an seine Grenzen. Alternativ werden sämtliche Parameter an die vorhandenen Hochdruckdichtedaten angepasst. Weiterhin wird noch eine dritte Methode angewandt, die darauf beruht, dass der Energiepa-rameter ε / k und der Segmentdurchmesser σ ähnlicher makromolekularer Komponenten ver-
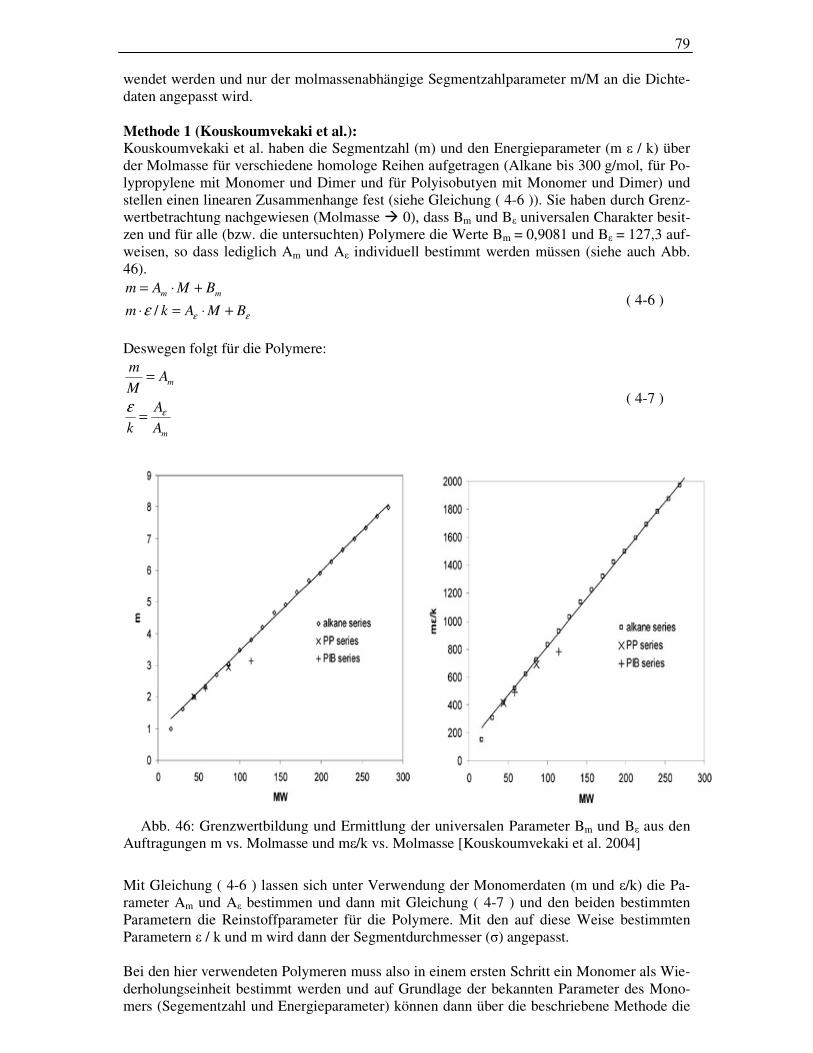
79
wendet werden und nur der molmassenabhängige Segmentzahlparameter m/M an die Dichte-daten angepasst wird. Methode 1 (Kouskoumvekaki et al.): Kouskoumvekaki et al. haben die Segmentzahl (m) und den Energieparameter (m ε / k) über der Molmasse für verschiedene homologe Reihen aufgetragen (Alkane bis 300 g/mol, für Po-lypropylene mit Monomer und Dimer und für Polyisobutyen mit Monomer und Dimer) und stellen einen linearen Zusammenhange fest (siehe Gleichung ( 4-6 )). Sie haben durch Grenz-wertbetrachtung nachgewiesen (Molmasse 0), dass Bm und Bε universalen Charakter besit-zen und für alle (bzw. die untersuchten) Polymere die Werte Bm = 0,9081 und Bε = 127,3 auf-weisen, so dass lediglich Am und Aε individuell bestimmt werden müssen (siehe auch Abb. 46).
εεε BMAkm
BMAm mm
+⋅=⋅
+⋅=
/ ( 4-6 )
Deswegen folgt für die Polymere:
m
m
A
A
k
AM
m
εε=
=
( 4-7 )
Abb. 46: Grenzwertbildung und Ermittlung der universalen Parameter Bm und Bε aus den
Auftragungen m vs. Molmasse und mε/k vs. Molmasse [Kouskoumvekaki et al. 2004]
Mit Gleichung ( 4-6 ) lassen sich unter Verwendung der Monomerdaten (m und ε/k) die Pa-rameter Am und Aε bestimmen und dann mit Gleichung ( 4-7 ) und den beiden bestimmten Parametern die Reinstoffparameter für die Polymere. Mit den auf diese Weise bestimmten Parametern ε / k und m wird dann der Segmentdurchmesser (σ) angepasst. Bei den hier verwendeten Polymeren muss also in einem ersten Schritt ein Monomer als Wie-derholungseinheit bestimmt werden und auf Grundlage der bekannten Parameter des Mono-mers (Segementzahl und Energieparameter) können dann über die beschriebene Methode die
80
Reinstoffparameter (Segementzahl und Energieparameter) des verzweigten Polymers be-stimmt werden. Im zweiten Schritt kann dann der Segmentdurchmesser durch Anpassung an die Hochdruckdichtedaten unter Verwendung der ermittelten Reinstoffparameter des Poly-mers bestimmt werden. Beiden Polymeren (verzweigter Polyether PE1 und hyperverzweigter Polyester U3000) lassen sich keine eindeutigen Monomereinheiten zuweisen. Der verzweigte Polyether besitzt als Ver-zweigungseinheit 3-Ethyl-3-Hydroxymethyl Oxetan und als kurz bis mittellangkettige Wie-derholungseinheiten die chemisch ähnlichen Komponenten Ethylenoxid und Propylenoxid. Der hyperverzweigte Polyester ist aus einem Pentaerythritkern und der Dimethylol Propion-säure als linearer und dendritischer Wiederholungseinheit aufgebaut und trägt langkettige Alkane (C16-18) als funktionelle Endgruppen. Angesichts dieser komplexen Moleküle muss eine Vereinfachung getroffen werden. Verzweigter Polyether PE1
Im verzweigten Polyether PE1 setzen sich die Wiederholungseinheiten aus Ethylenoxid und Propylenoxid zusammen. Da für diese Komponenten kein Parameterset veröffentlicht ist, wurden auf der Grundlage von Flüssigdichten und Dampfdrücken aus der DIPPR Datenbank die Reinstoffparameter angepasst (siehe Tab. 22) [Daubert und Danner 1985]. Gemäß des Verhältnisses der Ethylen- und Propylenoxideinheiten wurden die Parameter einer gemittelten Monomereinheit bestimmt. Analog der bei Kouskoumvekaki et al. beschriebenen Vorge-hensweise können bis auf den Segmentparameter (ϭi) die übrigen beiden Parameter aus den Parametern des gemittelten Monomers bestimmt werden. Alternativ kann im Polymermolekül PE1 (siehe Abb. 13) die Wiederholungseinheit auch als Ethergruppe (CH2-CH2-O) betrachtet werden, so dass in einem weiteren Schritt die Parameter auf der Grundlage der Reinstoffparameter des Diethylethers ermittelt wurden.
Tab. 22: Angepasste Reinstoffparameter der Wiederholungseinheiten des verzweigten Po-lyethers PE1 und Mittelung mit dem EO/PO Verhältnis aus Kapitel 3.1.1.1 zur Ermittlung der Parameter einer gemittelten Wiederholungseinheit [Buchele 2006] und Parameter für Diethy-lether [Groß et al. 2001].
M [g/mol] m/M [-] σ [Å] ε / k [K] Ethylenoxid 44,05 0,0507 3,06 254,2 Propylenoxid 58,08 0,0433 3,29 251,3 Gemitteltes Monomer 50,1 0,0475 -- 253,0 Diethylether 74,12 0,0401 3,5147 220,09
Hyperverzweigter Polyester U3000
Wegen der komplexeren Struktur des hyperverzweigten Polyesters und der Unmöglichkeit zwischen den verschiedenen Komponenten zu mitteln, werden nur die funktionellen End-gruppen betrachtet, die allerdings einen maßgeblichen Einfluss auf das Lösungsverhalten be-sitzen. Dementsprechend werden die Parameter ε / k und m auf der Basis der Heptadekan-parameter (C17) aus Groß verwendet und der Segmentdurchmesser (σ) im Anschluß durch Anpassung mit den Hochdruckdichtedaten bestimmt [Groß 2001]. Alternativ wird noch ein Parametersatz auf der Basis der Reinstoffparameter des Ethans ermittelt, um mögliche Ein-flüsse der Kettenlänge des verwendeten Kohlenwasserstoffes zu erkennen (siehe Tab. 23). Die für beide Polymere ermittelten Reinstoffparameter in Abhängigkeit der verwendeten Mo-nomere sind in Tab. 24 aufgeführt.
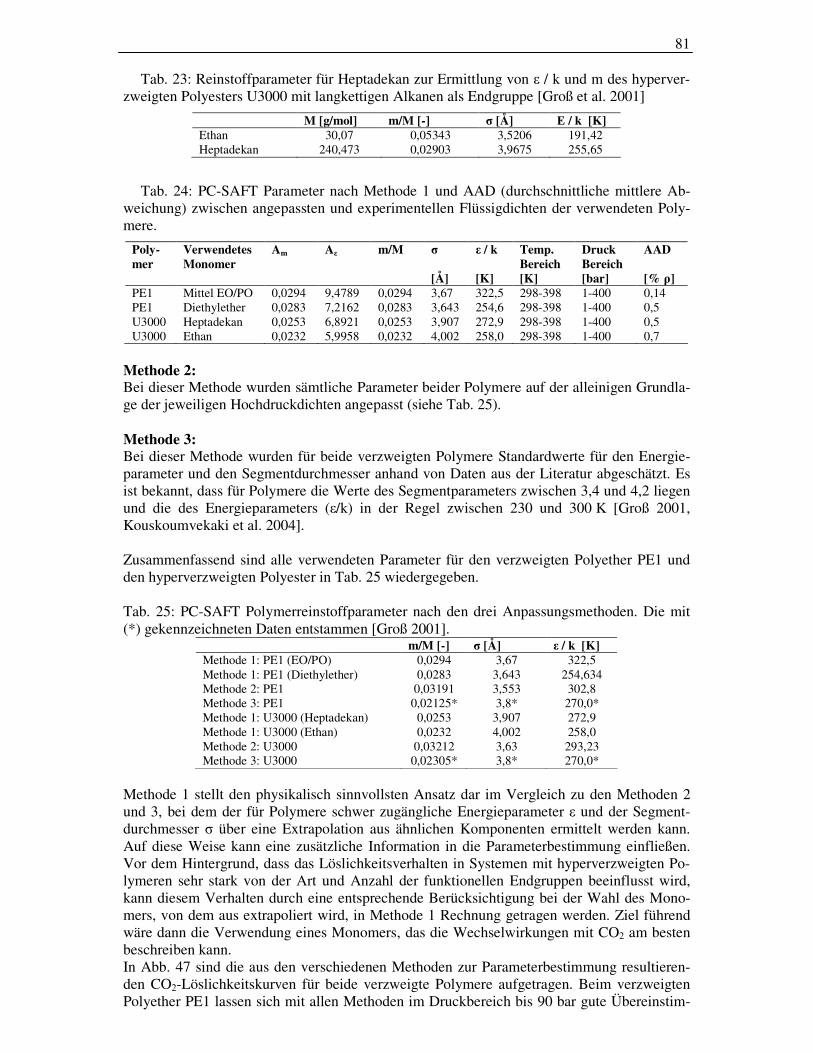
81
Tab. 23: Reinstoffparameter für Heptadekan zur Ermittlung von ε / k und m des hyperver-zweigten Polyesters U3000 mit langkettigen Alkanen als Endgruppe [Groß et al. 2001]
M [g/mol] m/M [-] σ [Å] Ε / k [K] Ethan 30,07 0,05343 3,5206 191,42 Heptadekan 240,473 0,02903 3,9675 255,65
Tab. 24: PC-SAFT Parameter nach Methode 1 und AAD (durchschnittliche mittlere Ab-weichung) zwischen angepassten und experimentellen Flüssigdichten der verwendeten Poly-mere.
Poly-mer
Verwendetes Monomer
Am Aε m/M σ [Å]
ε / k [K]
Temp. Bereich [K]
Druck Bereich [bar]
AAD [% ρ]
PE1 Mittel EO/PO 0,0294 9,4789 0,0294 3,67 322,5 298-398 1-400 0,14 PE1 Diethylether 0,0283 7,2162 0,0283 3,643 254,6 298-398 1-400 0,5 U3000 Heptadekan 0,0253 6,8921 0,0253 3,907 272,9 298-398 1-400 0,5 U3000 Ethan 0,0232 5,9958 0,0232 4,002 258,0 298-398 1-400 0,7
Methode 2: Bei dieser Methode wurden sämtliche Parameter beider Polymere auf der alleinigen Grundla-ge der jeweiligen Hochdruckdichten angepasst (siehe Tab. 25). Methode 3: Bei dieser Methode wurden für beide verzweigten Polymere Standardwerte für den Energie-parameter und den Segmentdurchmesser anhand von Daten aus der Literatur abgeschätzt. Es ist bekannt, dass für Polymere die Werte des Segmentparameters zwischen 3,4 und 4,2 liegen und die des Energieparameters (ε/k) in der Regel zwischen 230 und 300 K [Groß 2001, Kouskoumvekaki et al. 2004]. Zusammenfassend sind alle verwendeten Parameter für den verzweigten Polyether PE1 und den hyperverzweigten Polyester in Tab. 25 wiedergegeben. Tab. 25: PC-SAFT Polymerreinstoffparameter nach den drei Anpassungsmethoden. Die mit (*) gekennzeichneten Daten entstammen [Groß 2001].
m/M [-] σ [Å] ε / k [K] Methode 1: PE1 (EO/PO) 0,0294 3,67 322,5 Methode 1: PE1 (Diethylether) 0,0283 3,643 254,634 Methode 2: PE1 0,03191 3,553 302,8 Methode 3: PE1 0,02125* 3,8* 270,0* Methode 1: U3000 (Heptadekan) 0,0253 3,907 272,9 Methode 1: U3000 (Ethan) 0,0232 4,002 258,0 Methode 2: U3000 0,03212 3,63 293,23 Methode 3: U3000 0,02305* 3,8* 270,0*
Methode 1 stellt den physikalisch sinnvollsten Ansatz dar im Vergleich zu den Methoden 2 und 3, bei dem der für Polymere schwer zugängliche Energieparameter ε und der Segment-durchmesser σ über eine Extrapolation aus ähnlichen Komponenten ermittelt werden kann. Auf diese Weise kann eine zusätzliche Information in die Parameterbestimmung einfließen. Vor dem Hintergrund, dass das Löslichkeitsverhalten in Systemen mit hyperverzweigten Po-lymeren sehr stark von der Art und Anzahl der funktionellen Endgruppen beeinflusst wird, kann diesem Verhalten durch eine entsprechende Berücksichtigung bei der Wahl des Mono-mers, von dem aus extrapoliert wird, in Methode 1 Rechnung getragen werden. Ziel führend wäre dann die Verwendung eines Monomers, das die Wechselwirkungen mit CO2 am besten beschreiben kann. In Abb. 47 sind die aus den verschiedenen Methoden zur Parameterbestimmung resultieren-den CO2-Löslichkeitskurven für beide verzweigte Polymere aufgetragen. Beim verzweigten Polyether PE1 lassen sich mit allen Methoden im Druckbereich bis 90 bar gute Übereinstim-
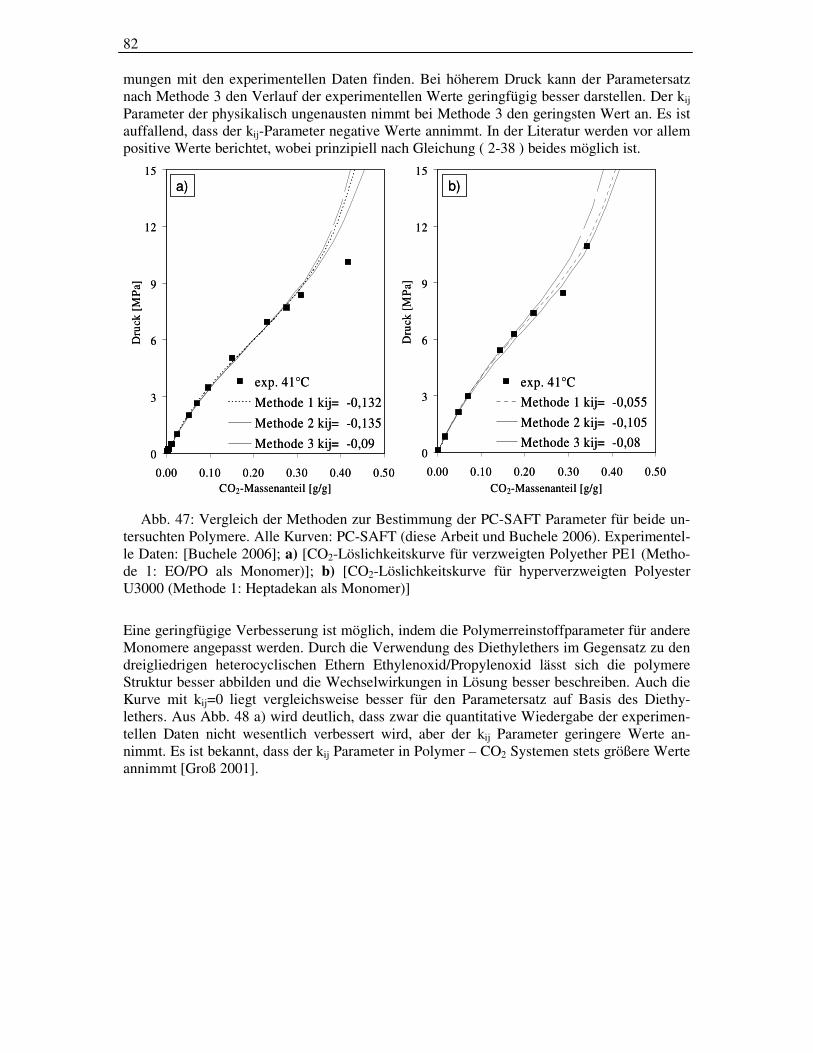
82
mungen mit den experimentellen Daten finden. Bei höherem Druck kann der Parametersatz nach Methode 3 den Verlauf der experimentellen Werte geringfügig besser darstellen. Der kij Parameter der physikalisch ungenausten nimmt bei Methode 3 den geringsten Wert an. Es ist auffallend, dass der kij-Parameter negative Werte annimmt. In der Literatur werden vor allem positive Werte berichtet, wobei prinzipiell nach Gleichung ( 2-38 ) beides möglich ist.
0
3
6
9
12
15
0.00 0.10 0.20 0.30 0.40 0.50CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°C
Methode 1 kij= -0,055
Methode 2 kij= -0,105
Methode 3 kij= -0,08
a) b)
0
3
6
9
12
15
0.00 0.10 0.20 0.30 0.40 0.50CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°C
Methode 1 kij= -0,132
Methode 2 kij= -0,135
Methode 3 kij= -0,090
3
6
9
12
15
0.00 0.10 0.20 0.30 0.40 0.50CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°C
Methode 1 kij= -0,055
Methode 2 kij= -0,105
Methode 3 kij= -0,08
a) b)
0
3
6
9
12
15
0.00 0.10 0.20 0.30 0.40 0.50CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°C
Methode 1 kij= -0,132
Methode 2 kij= -0,135
Methode 3 kij= -0,09
Abb. 47: Vergleich der Methoden zur Bestimmung der PC-SAFT Parameter für beide un-
tersuchten Polymere. Alle Kurven: PC-SAFT (diese Arbeit und Buchele 2006). Experimentel-le Daten: [Buchele 2006]; a) [CO2-Löslichkeitskurve für verzweigten Polyether PE1 (Metho-de 1: EO/PO als Monomer)]; b) [CO2-Löslichkeitskurve für hyperverzweigten Polyester U3000 (Methode 1: Heptadekan als Monomer)]
Eine geringfügige Verbesserung ist möglich, indem die Polymerreinstoffparameter für andere Monomere angepasst werden. Durch die Verwendung des Diethylethers im Gegensatz zu den dreigliedrigen heterocyclischen Ethern Ethylenoxid/Propylenoxid lässt sich die polymere Struktur besser abbilden und die Wechselwirkungen in Lösung besser beschreiben. Auch die Kurve mit kij=0 liegt vergleichsweise besser für den Parametersatz auf Basis des Diethy-lethers. Aus Abb. 48 a) wird deutlich, dass zwar die quantitative Wiedergabe der experimen-tellen Daten nicht wesentlich verbessert wird, aber der kij Parameter geringere Werte an-nimmt. Es ist bekannt, dass der kij Parameter in Polymer – CO2 Systemen stets größere Werte annimmt [Groß 2001].
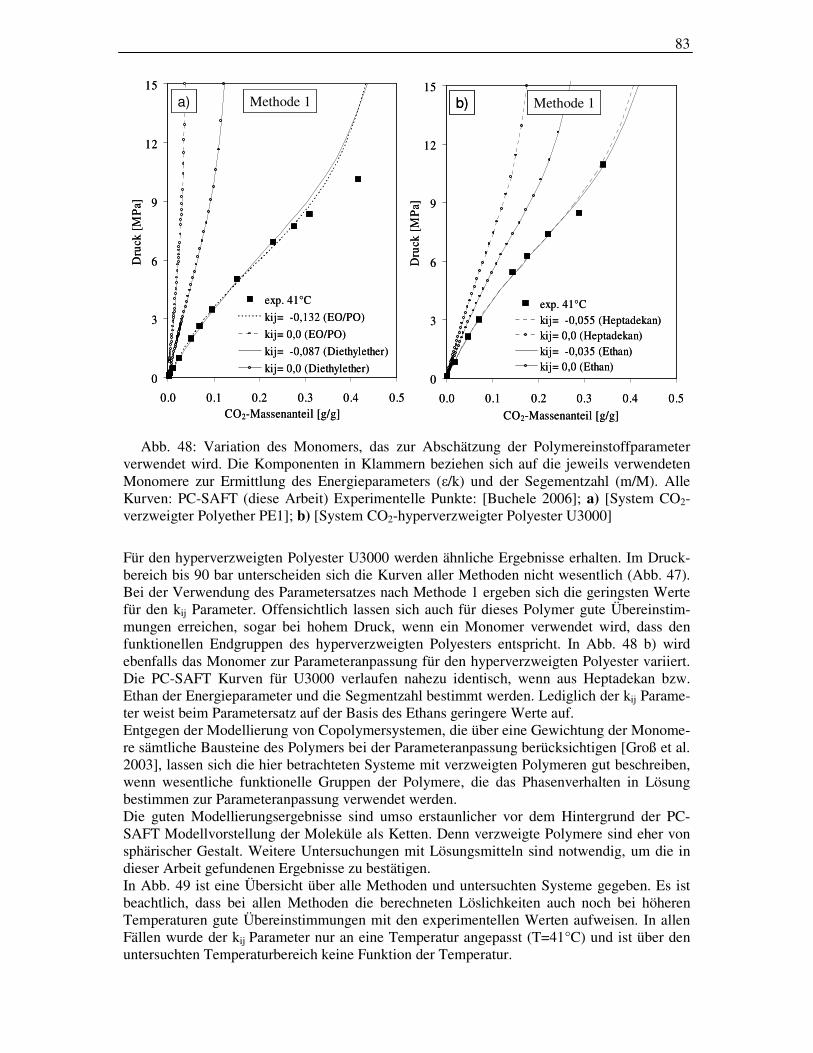
83
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°C
kij= -0,132 (EO/PO)
kij= 0,0 (EO/PO)
kij= -0,087 (Diethylether)
kij= 0,0 (Diethylether)
a) b)Methode 1
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°Ckij= -0,055 (Heptadekan)kij= 0,0 (Heptadekan)kij= -0,035 (Ethan)kij= 0,0 (Ethan)
Methode 1
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°C
kij= -0,132 (EO/PO)
kij= 0,0 (EO/PO)
kij= -0,087 (Diethylether)
kij= 0,0 (Diethylether)
a) b)Methode 1
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5CO2-Massenanteil [g/g]
Dru
ck [
MP
a]
exp. 41°Ckij= -0,055 (Heptadekan)kij= 0,0 (Heptadekan)kij= -0,035 (Ethan)kij= 0,0 (Ethan)
Methode 1
Abb. 48: Variation des Monomers, das zur Abschätzung der Polymereinstoffparameter
verwendet wird. Die Komponenten in Klammern beziehen sich auf die jeweils verwendeten Monomere zur Ermittlung des Energieparameters (ε/k) und der Segementzahl (m/M). Alle Kurven: PC-SAFT (diese Arbeit) Experimentelle Punkte: [Buchele 2006]; a) [System CO2-verzweigter Polyether PE1]; b) [System CO2-hyperverzweigter Polyester U3000]
Für den hyperverzweigten Polyester U3000 werden ähnliche Ergebnisse erhalten. Im Druck-bereich bis 90 bar unterscheiden sich die Kurven aller Methoden nicht wesentlich (Abb. 47). Bei der Verwendung des Parametersatzes nach Methode 1 ergeben sich die geringsten Werte für den kij Parameter. Offensichtlich lassen sich auch für dieses Polymer gute Übereinstim-mungen erreichen, sogar bei hohem Druck, wenn ein Monomer verwendet wird, dass den funktionellen Endgruppen des hyperverzweigten Polyesters entspricht. In Abb. 48 b) wird ebenfalls das Monomer zur Parameteranpassung für den hyperverzweigten Polyester variiert. Die PC-SAFT Kurven für U3000 verlaufen nahezu identisch, wenn aus Heptadekan bzw. Ethan der Energieparameter und die Segmentzahl bestimmt werden. Lediglich der kij Parame-ter weist beim Parametersatz auf der Basis des Ethans geringere Werte auf. Entgegen der Modellierung von Copolymersystemen, die über eine Gewichtung der Monome-re sämtliche Bausteine des Polymers bei der Parameteranpassung berücksichtigen [Groß et al. 2003], lassen sich die hier betrachteten Systeme mit verzweigten Polymeren gut beschreiben, wenn wesentliche funktionelle Gruppen der Polymere, die das Phasenverhalten in Lösung bestimmen zur Parameteranpassung verwendet werden. Die guten Modellierungsergebnisse sind umso erstaunlicher vor dem Hintergrund der PC-SAFT Modellvorstellung der Moleküle als Ketten. Denn verzweigte Polymere sind eher von sphärischer Gestalt. Weitere Untersuchungen mit Lösungsmitteln sind notwendig, um die in dieser Arbeit gefundenen Ergebnisse zu bestätigen. In Abb. 49 ist eine Übersicht über alle Methoden und untersuchten Systeme gegeben. Es ist beachtlich, dass bei allen Methoden die berechneten Löslichkeiten auch noch bei höheren Temperaturen gute Übereinstimmungen mit den experimentellen Werten aufweisen. In allen Fällen wurde der kij Parameter nur an eine Temperatur angepasst (T=41°C) und ist über den untersuchten Temperaturbereich keine Funktion der Temperatur.
84
Analog der bisher veröffentlichen Daten für CO2-Polymersysteme nimmt der kij Parameter relativ hohe Werte an. In der Literatur liegen die Werte für kij nicht selten bei kij > 0,15 [Groß 2001]. Eine wesentliche Verbesserung der Beschreibung von Systemen mit CO2 kann durch die Berücksichtigung des Quadrupolmoments des Kohlendioxids erreicht werden [Groß 2005]. Bei der Modellierung des Hochdruckphasenverhaltens der hier untersuchten hyperverzweig-ten Polymere lässt sich demnach, vergleichbar zum UNIFAC Modell, indirekt die verzweigte Polymerstruktur im PC-SAFT Modell berücksichtigen. Die Verwendung des Monomers zur Parameteranpassung kann aus der Polymerstruktur abgeleitet werden. Darüber hinaus steckt die Information der Verzweigung auch noch in der Dichte des Polymers, die ebenfalls in die Anpassung mit eingeht. Ein großer Vorteil der hier angewendeten Methode der Parameterabschätzung von Kouskoumvekaki et al. auf hyperverzweigte Polymere besteht in der Möglichkeit lediglich mit Hochdruckdichten ohne binäre Gleichgewichtsdaten die Polymerreinstoffparameter anzu-passen. Gerade bei neuen Polymeren und besonders bei hyperverzweigten Polymeren mangelt es an Phasengleichgewichtsdaten, so dass jeder Minimierung des experimentellen Aufwands zur Generierung verlässlicher Daten zum Phasenverhalten eine große Bedeutung zukommt. Zusammenfassend lässt sich feststellen, dass die hier vermessenen Polymer-CO2-Gleichgewichte bei hohem Druck mit PC-SAFT ohne neue Modifikation (Verzweigungsterm oder Quadrupolterm) erfolgreich modelliert werden können. Das Vorgehen der Reinstoffpa-rameterermittlung muss an weiteren Gleichgewichten (LLE und Niederdruck VLE) überprüft werden, so dass vor dem Hintergrund der gewöhnlichen Prozedur der Parameterermittlung die Güte der hier erreichten Anpassung ersichtlich wird. Insgesamt ist für die hier betrachteten Gleichgewichte die Methode der Reinstoffparameteranpassung nicht wirklich entscheidend für die Modellierungsergebnisse.
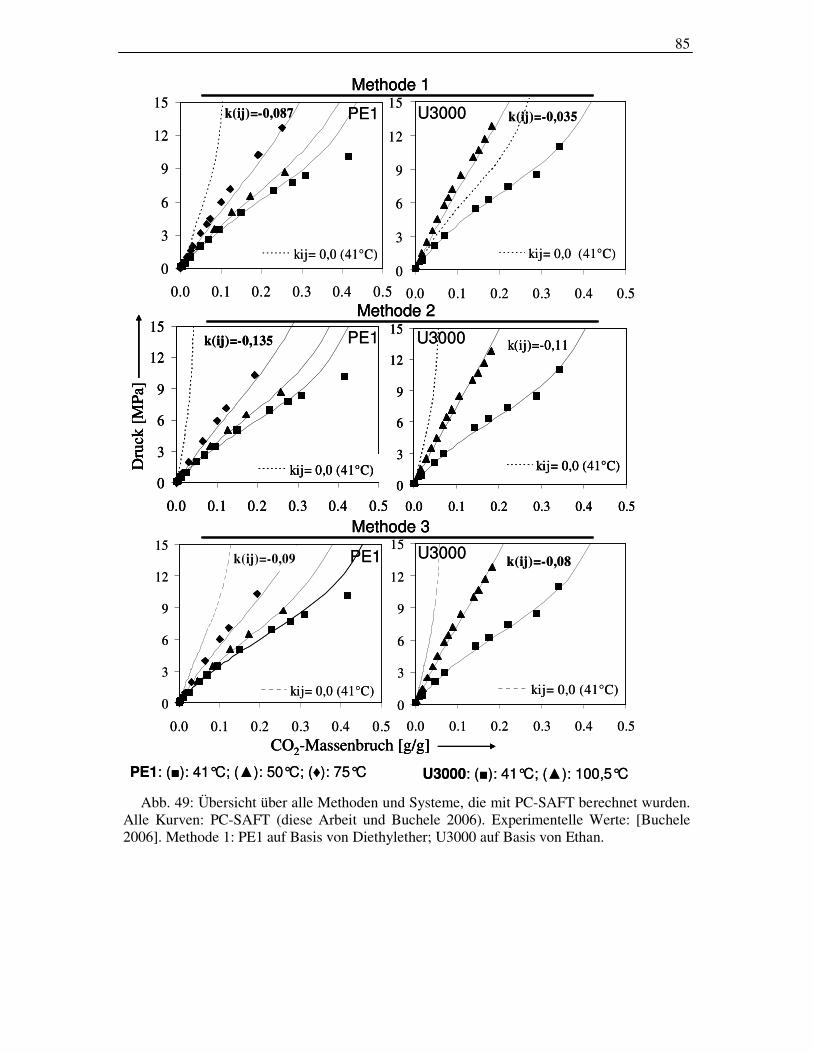
85
k(ij)=-0,11
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,135
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)Dru
ck[M
Pa]
Methode 2
PE1
Methode 1
PE1 U3000
U3000
k(ij)=-0,09
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,08
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
CO2-Massenbruch [g/g]
Methode 3
PE1 U3000
PE1: (): 41°C; (): 50°C; (♦): 75°C U3000: (): 41°C; (): 100,5°C
k(ij)=-0,087
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,035
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,11
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,135
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)Dru
ck[M
Pa]
k(ij)=-0,11
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,135
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)Dru
ck[M
Pa]
Dru
ck[M
Pa]
Methode 2Methode 2
PE1
Methode 1Methode 1
PE1 U3000
U3000
k(ij)=-0,09
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,08
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
CO2-Massenbruch [g/g]CO2-Massenbruch [g/g]
Methode 3Methode 3
PE1 U3000
PE1: (): 41°C; (): 50°C; (♦): 75°C U3000: (): 41°C; (): 100,5°C
k(ij)=-0,087
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
k(ij)=-0,035
0
3
6
9
12
15
0.0 0.1 0.2 0.3 0.4 0.5
kij= 0,0 (41°C)
Abb. 49: Übersicht über alle Methoden und Systeme, die mit PC-SAFT berechnet wurden.
Alle Kurven: PC-SAFT (diese Arbeit und Buchele 2006). Experimentelle Werte: [Buchele 2006]. Methode 1: PE1 auf Basis von Diethylether; U3000 auf Basis von Ethan.
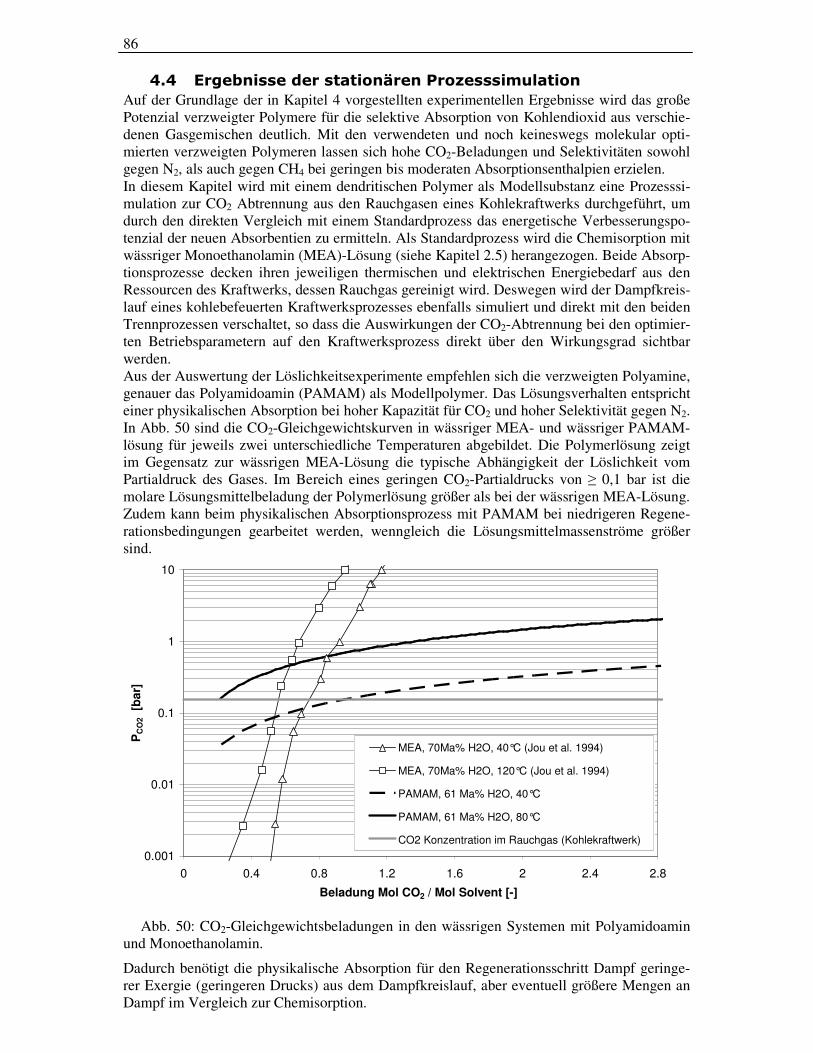
86
4.4 Ergebnisse der stationären Prozesssimulation
Auf der Grundlage der in Kapitel 4 vorgestellten experimentellen Ergebnisse wird das große Potenzial verzweigter Polymere für die selektive Absorption von Kohlendioxid aus verschie-denen Gasgemischen deutlich. Mit den verwendeten und noch keineswegs molekular opti-mierten verzweigten Polymeren lassen sich hohe CO2-Beladungen und Selektivitäten sowohl gegen N2, als auch gegen CH4 bei geringen bis moderaten Absorptionsenthalpien erzielen. In diesem Kapitel wird mit einem dendritischen Polymer als Modellsubstanz eine Prozesssi-mulation zur CO2 Abtrennung aus den Rauchgasen eines Kohlekraftwerks durchgeführt, um durch den direkten Vergleich mit einem Standardprozess das energetische Verbesserungspo-tenzial der neuen Absorbentien zu ermitteln. Als Standardprozess wird die Chemisorption mit wässriger Monoethanolamin (MEA)-Lösung (siehe Kapitel 2.5) herangezogen. Beide Absorp-tionsprozesse decken ihren jeweiligen thermischen und elektrischen Energiebedarf aus den Ressourcen des Kraftwerks, dessen Rauchgas gereinigt wird. Deswegen wird der Dampfkreis-lauf eines kohlebefeuerten Kraftwerksprozesses ebenfalls simuliert und direkt mit den beiden Trennprozessen verschaltet, so dass die Auswirkungen der CO2-Abtrennung bei den optimier-ten Betriebsparametern auf den Kraftwerksprozess direkt über den Wirkungsgrad sichtbar werden. Aus der Auswertung der Löslichkeitsexperimente empfehlen sich die verzweigten Polyamine, genauer das Polyamidoamin (PAMAM) als Modellpolymer. Das Lösungsverhalten entspricht einer physikalischen Absorption bei hoher Kapazität für CO2 und hoher Selektivität gegen N2. In Abb. 50 sind die CO2-Gleichgewichtskurven in wässriger MEA- und wässriger PAMAM-lösung für jeweils zwei unterschiedliche Temperaturen abgebildet. Die Polymerlösung zeigt im Gegensatz zur wässrigen MEA-Lösung die typische Abhängigkeit der Löslichkeit vom Partialdruck des Gases. Im Bereich eines geringen CO2-Partialdrucks von ≥ 0,1 bar ist die molare Lösungsmittelbeladung der Polymerlösung größer als bei der wässrigen MEA-Lösung. Zudem kann beim physikalischen Absorptionsprozess mit PAMAM bei niedrigeren Regene-rationsbedingungen gearbeitet werden, wenngleich die Lösungsmittelmassenströme größer sind.
0.001
0.01
0.1
1
10
0 0.4 0.8 1.2 1.6 2 2.4 2.8
Beladung Mol CO2 / Mol Solvent [-]
PC
O2 [b
ar]
MEA, 70Ma% H2O, 40°C (Jou et al. 1994)
MEA, 70Ma% H2O, 120°C (Jou et al. 1994)
PAMAM, 61 Ma% H2O, 40°C
PAMAM, 61 Ma% H2O, 80°C
CO2 Konzentration im Rauchgas (Kohlekraftwerk)
Abb. 50: CO2-Gleichgewichtsbeladungen in den wässrigen Systemen mit Polyamidoamin
und Monoethanolamin.
Dadurch benötigt die physikalische Absorption für den Regenerationsschritt Dampf geringe-rer Exergie (geringeren Drucks) aus dem Dampfkreislauf, aber eventuell größere Mengen an Dampf im Vergleich zur Chemisorption.
87
Daraus kann bereits geschlossen werden, dass der Prozess mit der Polymerlösung ein energie-sparendes Potenzial besitzt, falls ein Optimum zwischen einem nicht zu hohen Lösungsmit-telmassenstrom und einer niedrigen Regenerationstemperatur gefunden werden kann.
4.4.1 Simulationsumgebung Aspen Plus
Zur Simulation der Absorptionsprozesse und des Dampfkreislaufs wurde die kommerzielle Prozesssimulationssoftware Aspen Plus® verwendet. Das Programm bietet die Möglichkeit stationäre und dynamische Prozesse über eine Verknüpfung verschiedener Unitoperationen zu abzubilden und zu optimieren unter Ausnutzung einer großen Stoffdatenbank sowie der Ver-wendung verschiedener stofftransport- oder gleichgewichtsbasierter Modelle. Das Simulationstool wird verstärkt zur Berechnung verfahrenstechnischer Prozesse eingesetzt und findet weniger Anwendung im energietechnischen Bereich. In dieser Arbeit wurde der Dampfkreislauf eines überkritischen Dampfprozesses mit dieser Software simuliert, um die energetische Verknüpfung des Absorptions- und des Kraftwerksprozesses berechnen und eine gemeinsame Optimierung und Prozessintegration durchführen zu können. Dabei wird die Abbildung des Dampfkreislaufs sowohl in thermodynamischer Hinsicht, als auch von den vorhandenen Modellen für die typischen Apparate des Dampfkreislaufs (Turbi-ne, Wärmeübertrager) ausreichend unterstützt. Zunächst wurde das Modell des Absorptionsprozesses aufgestellt. Dies wird im folgenden Kapitel am Beispiel der Chemisorption mit wässriger MEA-Lösung exemplarisch beschrieben und gilt in gleicher Weise für die Absorption mit der wässrigen Polymerlösung. Die umfang-reichen Validierungen der thermodynamischen Modelle sind im Anhang in den Kapiteln 6.5.1.1 und 6.5.1.3 dokumentiert. Für die Absorption mit MEA konnte abschliessend sogar das Prozessmodell, im Wesentlichen von Absorber und Stripper, anhand von Daten aus der Literatur überprüft werden (Anhang, Kapitel 6.5.1.2). Zur Festlegung des Referenzfalls und Ermittlung wesentlicher Einflußparameter wurde die Absorption mit MEA dann optimiert. Anschliessend konnte der Dampfkreislauf in Aspen auf der Berechnungsgrundlage für ein Referenzkraftwerk abgebildet werden (4.4.3). Es folgt dann für beide Absorptionsprozesse die gemeinsame Simulation von Absorptions- und Kraftwerksprozess und die Optimierung für beide Fälle.
4.4.2 Aufstellen des Modells für den Absorptionsprozess
Das Rauchgas entspricht der Zusammensetzung eines Braunkohlekraftwerks (eine genauere Beschreibung des abgebildeten Kraftwerkprozesses findet sich in Kapitel 4.4.3) und wird vor Eintritt in den Kompressor und den Absorber auf 50°C gekühlt und mit Wasser gesättigt, um den Zustand (Konzentration und Temperatur) nach einer Entschwefelung einzustellen. Ein weiterer Wärmeübertrager ermöglicht die Variierung der Absorbereintrittstemperatur des Rauchgases. Dabei legt die Temperatur den Wasseranteil des Rauchgases fest und ob dem zirkulierenden Lösungsmittel im Absorber Wasser als Make-up hinzugefügt oder abgezogen werden muss. Zur Einstellung der notwendigen Wasserkonzentration eignet sich vor allem der Stripperkondensator, der das Wasser aus dem abgetrennten Kohlendioxidstrom kondensiert. Im Modell wird das Rauchgas auf 5K unterhalb der Lösungsmitteltemperatur gekühlt. Ange-sichts der großen Rauchgasströme eines Kraftwerkes mit 1000 MWth muss das Gas auf meh-rere Absorber aufgeteilt werden. Je nach gewähltem Absorberdurchmesser, der auch von den ausgewählten Einbauten abhängt, wird der Rauchgasstrom im Block „1-TRAIN“ aufgeteilt und nur ein Prozessstrang unter der Annahme simuliert, dass alle Stränge gleich arbeiten. Die Ergebnisse beziehen sich aber auf den kompletten Rauchgasstrom. Nach dem Kompressor tritt der Rauchgastrom unten in den Absorber (ABSORBER) ein und strömt im Gegenstrom zum regenerierten Lösungsmittel, dass der Kolonne am Kopf zugegeben wird (TRauchgas < TLö-
sungsmittel). Die Lösungsmittelbeladung am Absorbereintritt stellt eine Eingabevariable dar,

88
nach der sich in Abhängigkeit des spezifizierten CO2-Abtrenngrades )1(int,2
,2
rittECO
AustrittCO
M
M
&
&
− ein
Lösungsmittelmassenstrom ergibt. Im Sumpf des Absorbers verlässt das beladene Lösungs-mittel die Kolonne und wird über eine Pumpe über interne Wärmeübertragung („HEATX“) durch den regenerierten Lösungsmittelstrom aus dem Strippersumpf aufgeheizt (mit ∆T=10K im Wärmeübertrager) und in den Desorber (STRIPPER) unterhalb des Kopfes geleitet. Die oberen beiden Trennstufen halten MEA-Dämpfe zurück und minimieren auf diese Weise Lö-sungsmittelverluste. Im Sumpf der Kolonne wird bei 120°C über den Verdampfer der not-wendige Strippdampf erzeugt, der das CO2 aus der Lösung drängt. Im Dephlegmator („COND-STR“) werden kondensierbare Dämpfe bei 30°C abgetrennt und dem Stripper als Rücklauf wieder zugeführt. Die notwendige Verdampferleistung ergibt sich aus der spezifizierten Lösungsmittelbeladung für den regenerierten Zustand. Die Verdampferleistung aller Prozessstränge wird mittels „Q-MULT“ berechnet. Das regenerierte Lösungsmittel gibt dann einen Teil seiner Wärme an den aufzuheizenden beladenen Lösungsmittelstrom ab und wird im Block „MAKEUP“ mit den notwendigen Mengen an MEA und Wasser versetzt. Die Modellierung berücksichtigt ledig-lich die physikalischen Lösungsmittelverluste über die Kolonnenköpfe, nicht jedoch die che-mischen Verluste durch irreversible Reaktion mit anderen Rauchgaskomponenten. In realen Sauergaswäschen ist immer ein „Reclaimer“ vorgesehen, der bei erhöhten Temperaturen tem-peraturstabile Salze, die das MEA inaktivieren, auftrennen soll. Dazu wird ein kleiner Teil des Lösungsmittelstromes kontinuierlich durch den „Reclaimer“ geschleust. Der Lösungsmittelstrom wird vor Absorbereintritt noch auf die im Block „COOLER“ spezifi-zierte Temperatur gekühlt. Das abgetrennte CO2 wird in einem zweistufigen Kompressor „COMP1“ und „COMP2“ mit Zwischenkühlung verflüssigt, um mit der Pumpe „PMP-CO2“ auf den spezifizierten Druck Pipeline-tauglich verdichtet zu werden.
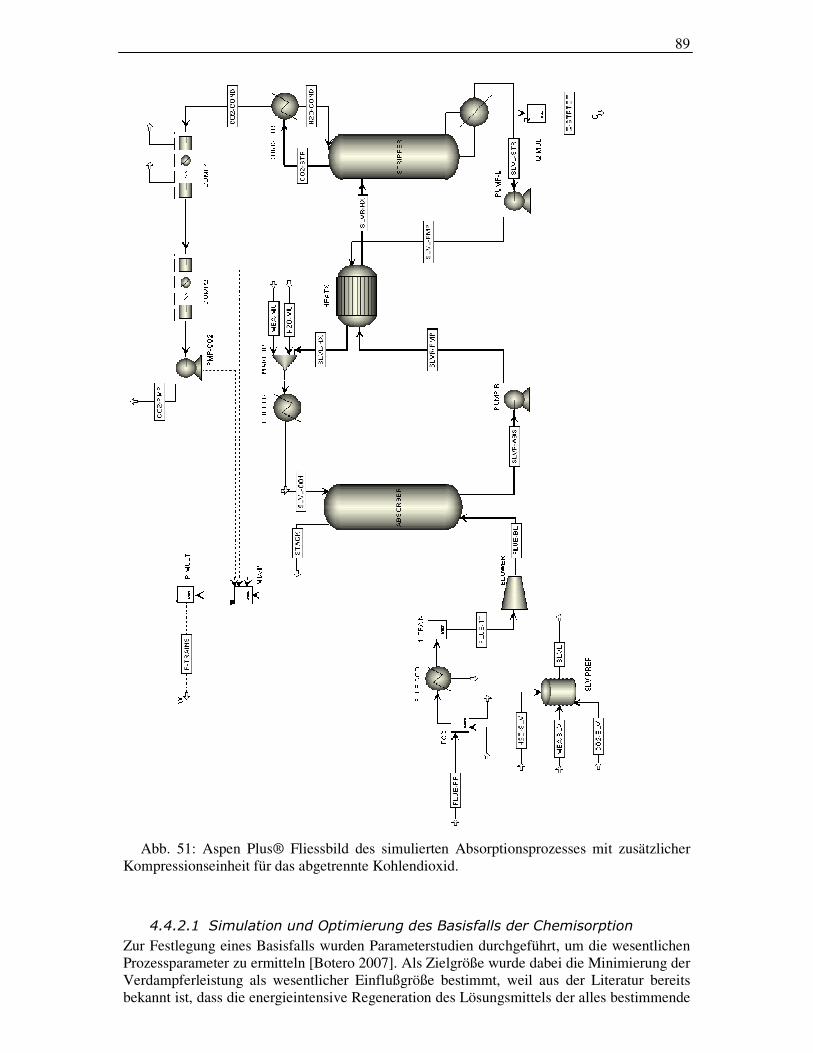
89
Abb. 51: Aspen Plus® Fliessbild des simulierten Absorptionsprozesses mit zusätzlicher
Kompressionseinheit für das abgetrennte Kohlendioxid.
4.4.2.1 Simulation und Optimierung des Basisfalls der Chemisorption
Zur Festlegung eines Basisfalls wurden Parameterstudien durchgeführt, um die wesentlichen Prozessparameter zu ermitteln [Botero 2007]. Als Zielgröße wurde dabei die Minimierung der Verdampferleistung als wesentlicher Einflußgröße bestimmt, weil aus der Literatur bereits bekannt ist, dass die energieintensive Regeneration des Lösungsmittels der alles bestimmende
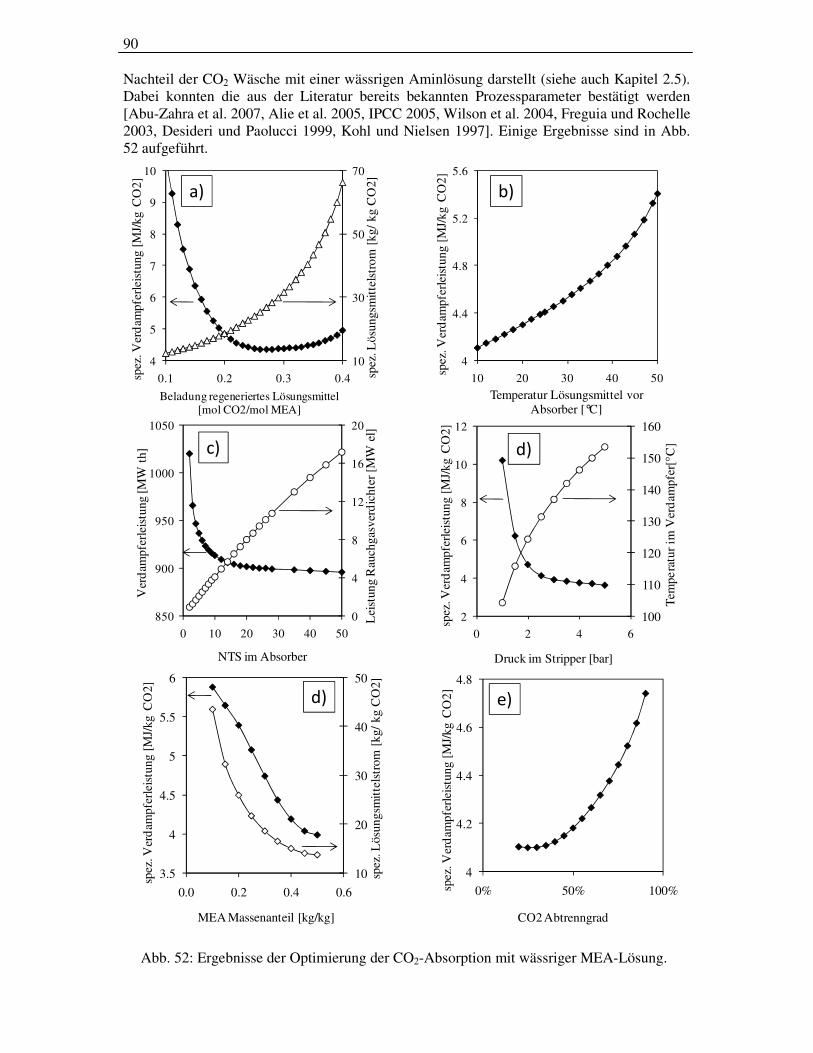
90
Nachteil der CO2 Wäsche mit einer wässrigen Aminlösung darstellt (siehe auch Kapitel 2.5). Dabei konnten die aus der Literatur bereits bekannten Prozessparameter bestätigt werden [Abu-Zahra et al. 2007, Alie et al. 2005, IPCC 2005, Wilson et al. 2004, Freguia und Rochelle 2003, Desideri und Paolucci 1999, Kohl und Nielsen 1997]. Einige Ergebnisse sind in Abb. 52 aufgeführt.
0
4
8
12
16
20
850
900
950
1000
1050
0 10 20 30 40 50
NTS im Absorber
Ver
dam
pfer
leis
tung
[MW
th]
Lei
stun
g R
auch
gasv
erdi
chte
r[M
W e
l]10
30
50
70
4
5
6
7
8
9
10
0.1 0.2 0.3 0.4
Beladung regeneriertes Lösungsmittel [mol CO2/mol MEA]
spez
. Ver
dam
pfer
leis
tung
[MJ/
kg C
O2]
spez
. Lös
ungs
mitt
elst
rom
[kg
/ kg
CO
2]
10
20
30
40
50
3.5
4
4.5
5
5.5
6
0.0 0.2 0.4 0.6
MEA Massenanteil [kg/kg]
spez
. Ver
dam
pfer
leis
tung
[MJ/
kg C
O2]
spez
. Lös
ungs
mitt
elst
rom
[kg
/ kg
CO
2]4
4.4
4.8
5.2
5.6
10 20 30 40 50
Temperatur Lösungsmittel vor Absorber [°C]
spez
. Ver
dam
pfer
leis
tung
[MJ/
kg C
O2]
100
110
120
130
140
150
160
2
4
6
8
10
12
0 2 4 6
Druck im Stripper [bar]
spez
. Ver
dam
pfer
leis
tung
[MJ/
kg C
O2]
Tem
pera
tur i
m V
erda
mpf
er[°
C]
4
4.2
4.4
4.6
4.8
0% 50% 100%
CO2 Abtrenngrad
spez
. Ver
dam
pfer
leis
tung
[MJ/
kg C
O2]
a) b)
c) d)
d) e)
Abb. 52: Ergebnisse der Optimierung der CO2-Absorption mit wässriger MEA-Lösung.

91
Die Ergebnisse aus Abb. 52 werden im weiteren Verlauf dieses Kapitels vor dem Hintergrund der Vorteile einer gemeinsamen Simulation und Optimierung von verfahrenstechnischem und energietechnischem Prozess diskutiert. Als wesentliche Einflußgrößen auf den Wirkungsgrad wurden identifiziert: • Beladung des regenerierten Lösungsmittels
• Temperatur des regenerierten Lösungsmittels vor dem Absorber
• Anzahl der theoretischen Trennstufen in Absorber und Stripper
• ∆T in Wärmetauschern
• Druck im Stripper
• MEA Anteil im Lösungsmittel
• CO2 Abtrenngrad
In Tab. 26 ist die verwendete Rauchgaszusammensetzung aufgeführt. Wesentliche Prozesspa-rameter und Kolonnenspezifikationen und ein Teil der Ergebnisse für den Basisfall sind in Tab. 27 zu finden. Bei der Optimierung wurde nur jeweils ein Parameter variiert, während alle übrigen konstant gehalten wurden oder sich entsprechend ergaben.
Tab. 26: Rauchgaszusammensetzung für die Optimierung der CO2-Absorption mit wässri-ger MEA-Lösung [Span 2007]
Komponente Molanteil im Rauchgas [%] N2 71,7 CO2 14,6 H2O 9,5 O2 3,4 Ar 0,9
In Tab. 28 sind die Ergebnisse der Simulation des Basisfalls abgebildet. Die simulierten Wer-te stimmen mit den Werten aus der Literatur überein, die im Bereich zwischen 2,7 und 4,2 MJ/kg CO2 liegen und stammen sowohl aus Simulationen [Abu-Zahra 2007], als auch von realen Anlagendaten des ECONAMINE FG Prozesses [Chapel et al. 1999] sowie aus Über-sichtsbeiträgen [IPCC 2005]. Damit kann gezeigt werden, dass mit der Simulation belastbare Daten erzeugt werden können.
Im nächsten Schritt kann das Prozessmodell der Absorption mit dem Simulationsmodell eines Dampfkreislaufs eines Kraftwerks verknüpft werden. Nur durch die gemeinsame Simulation beider Prozesse kann der Einfluß der CO2 Absorption auf den Kraftwerksprozess, vor allem auf den Wirkungsgrad, ermittelt werden, denn der komplette Energiebedarf des Trennprozes-ses muss durch das Kraftwerk abgedeckt werden. In Analogie zum Prozessmodell der Ab-sorption mit der wässrigen MEA-Lösung wird im nächsten Kapitel ein Absorptionsprozess mit einer wässrigen Polymerlösung modelliert, der dann auch mit dem Kraftwerksprozess verknüpft werden kann.
92
Tab. 27: Parameter für den Basisfall nach Parameterstudien Variable Wert Variable Wert Rauchgas Druck 1 bar Druck im Stripper 2 bar Rauchgas Temperatur 110°C T im Dephlegmator 30°C Rauchgas Massenstrom 964 kg/s NTS im Stripper 12 Rauchgas Temperatur nach Ent-schwefelung
50°C Feedpunkt des beladenen Lösungsmittels
3
TRauchgas vor Absorber 35°C HETP im Stripper 1 m CO2 Abtrenngrad 90% Einbauten Mellapak 250X Anzahl der Prozessstränge 3 Kolonnenauslastung 80% MEA Konzentration 30 Ma% Anzahl der Stufen im CO2
Verdichter 5
Temperatur unbeladenes Lösungs-mittel
30 °C Isentroper Wirkungsgrad 0,75
Beladung des regenerierten Lö-sungsmittels
0,27 Zwischenkühlung im Verdichter
30°C
∆T in Wärmetauschern 10 K CO2 Druck nach Komp-rimierung
110 bar
Druck im Absorber 1 bar NTS im Absorber 10 HETP im Absorber 3 m Isentroper Wirkungsgrad des Ver-dichters
0,84
Tab. 28: Ergebnisse der Simulation des Basisfalls aus Tab. 27.
Größe Ergebnis Spezifische Verdampferleistung 3,97 MJ/kg CO2 Spezifischer Lösungsmittelstrom 23,4 kg/kg CO2 Beladungsverhältnis des Lösungsmittels 1,8 Temperatur des beladenen Lösungsmittels 47 °C Verhältnis Lösungsmittel/Gas 4,8 kg/kg Temperatur im Verdampfer 123 °C Verdampferleistung 748 MW
4.4.3 Dampfkreislauf eines Kraftwerks
Die Modellierung des Kraftwerksprozesses bleibt auf die Abbildung des Dampfkreislaufes in Aspen Plus® beschränkt. Als Referenzkraftwerk wird ein mit Braunkohle befeuerter überkritischer Dampfprozess (Dampfzustände: 280bar/600°C/620°C) mit einer Bruttoleistung von 1000 MWe zugrunde gelegt, der einen Nettowirkungsgrad von ηnetto=49,2% besitzt und 964kg/s Rauchgases emit-tiert.10 In Abb. 53 ist eine vereinfachte schematische Abbildung des energietechnischen Pro-zesses aufgeführt. Im Verdampfer wird zunächst Dampf bei P=280 bar und 600°C erzeugt,
10 Die verwendete Berechnungsgrundlage für das Kraftwerk basiert auf Kraftwerksdaten der letzten 2 Jahrzehnte und bezieht sich auf ein zu bauendes Kraftwerk. Sie stammen von Prof. Dr. Span [Span 2007].
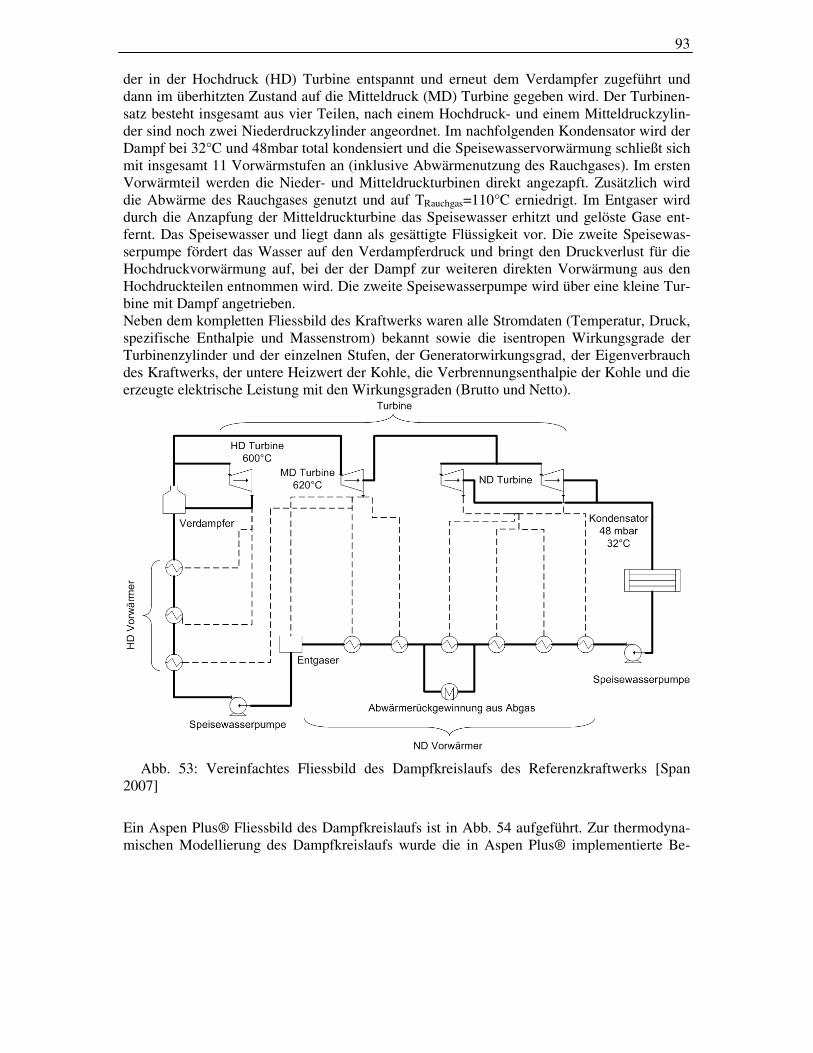
93
der in der Hochdruck (HD) Turbine entspannt und erneut dem Verdampfer zugeführt und dann im überhitzten Zustand auf die Mitteldruck (MD) Turbine gegeben wird. Der Turbinen-satz besteht insgesamt aus vier Teilen, nach einem Hochdruck- und einem Mitteldruckzylin-der sind noch zwei Niederdruckzylinder angeordnet. Im nachfolgenden Kondensator wird der Dampf bei 32°C und 48mbar total kondensiert und die Speisewasservorwärmung schließt sich mit insgesamt 11 Vorwärmstufen an (inklusive Abwärmenutzung des Rauchgases). Im ersten Vorwärmteil werden die Nieder- und Mitteldruckturbinen direkt angezapft. Zusätzlich wird die Abwärme des Rauchgases genutzt und auf TRauchgas=110°C erniedrigt. Im Entgaser wird durch die Anzapfung der Mitteldruckturbine das Speisewasser erhitzt und gelöste Gase ent-fernt. Das Speisewasser und liegt dann als gesättigte Flüssigkeit vor. Die zweite Speisewas-serpumpe fördert das Wasser auf den Verdampferdruck und bringt den Druckverlust für die Hochdruckvorwärmung auf, bei der der Dampf zur weiteren direkten Vorwärmung aus den Hochdruckteilen entnommen wird. Die zweite Speisewasserpumpe wird über eine kleine Tur-bine mit Dampf angetrieben. Neben dem kompletten Fliessbild des Kraftwerks waren alle Stromdaten (Temperatur, Druck, spezifische Enthalpie und Massenstrom) bekannt sowie die isentropen Wirkungsgrade der Turbinenzylinder und der einzelnen Stufen, der Generatorwirkungsgrad, der Eigenverbrauch des Kraftwerks, der untere Heizwert der Kohle, die Verbrennungsenthalpie der Kohle und die erzeugte elektrische Leistung mit den Wirkungsgraden (Brutto und Netto).
Abb. 53: Vereinfachtes Fliessbild des Dampfkreislaufs des Referenzkraftwerks [Span
2007]
Ein Aspen Plus® Fliessbild des Dampfkreislaufs ist in Abb. 54 aufgeführt. Zur thermodyna-mischen Modellierung des Dampfkreislaufs wurde die in Aspen Plus® implementierte Be-
94
rechnungsmethode „STEAM-TA“11 benutzt, die auf der Grundlage der ASME (1967) Dampf-tafeln zur Beschreibung der thermodynamischen Eigenschaften des Wassers besteht und die Korrelationen der IAPS (International Association for Properties of Steam) zur Berechnung der Transportgrößen. Im Fliessbild besteht der Verdampfer aus zwei Modulen, um Verdampfung für die Hoch-druckturbine und Überhitzung für die Mitteldruckturbine darstellen zu können. Die Turbinen-zylinder sind in mehrere Expansionsstufen unterteilt, für die jeweils isentrope Wirkungsgrade bekannt sind. Die Dampfanzapfungen (Speisewasservorwärmung, Speisewasserpumpenan-trieb und thermischer Bedarf für nicht abgebildeten Verbrennungsprozess) wurden an densel-ben Stellen wie im berechneten Referenzkraftwerk vorgenommen. Der elektrische Eigenverbrauch des Kraftwerks (Kühlwasser- und Speisewasserpumpe) wird als konstante Größe betrachtet und von der erzeugten Leistung abgezogen. Druckverluste in den Rohrleitungen und Apparaten wurden nach Angaben in der Berechnungsgrundlage be-rücksichtigt. Der Wirkungsgrad wurde wie folgt bestimmt:
Brennstoffu mH
W
&
&
⋅=η ( 4-8 )
Mit Ẇ als erzeugter Leistung12, Hu als unterem Heizwert und ṁBrennstoff als Brennstoffmassen-strom. Eine ausführliche Beschreibung der Fliessbildsimulation unter Angabe der genauen Aspen Plus® Modelle findet sich bei Botero [Botero 2007]. Einige Ergebnisse der Validierung des Aspen Plus® Modells sind in Form relativer und abso-luter Abweichungen abgebildet.
Tab. 29: Relative und absolute Abweichungen einiger validierter Größen des Dampfkreis-laufs des Referenzkraftwerks.
Abweichung Validierte Größe absolut relativ Temperatur am: Verdampferausgang 1,4K 0,16% Hochdruckturbineausgang 1,2K 0,2% Überhitzerausgang 1,6K 0,18% Mitteldruckturbinenausgang 2,6K 0,52% Niederdruckturbinenausgang 0,0K 0,0% Bruttoleistung 1,25MW 0,13% Nettoleistung 1,25MW 0,14% Brutto-Wirkungsgrad 0,06% Punkte 0,11% Netto-Wirkungsgrad 0,07% Punkte 0,14%
11 Für den Temperatur- und Druckbereich: T=273,15…1073 K und P=1000 bar. 12 Wobei die Leistung mit einem Bruttowert (ohne elektrischen Eigenverbrauch) und einem Nettowert (nach Abzug des Eigenverbrauchs) bestimmt werden kann.
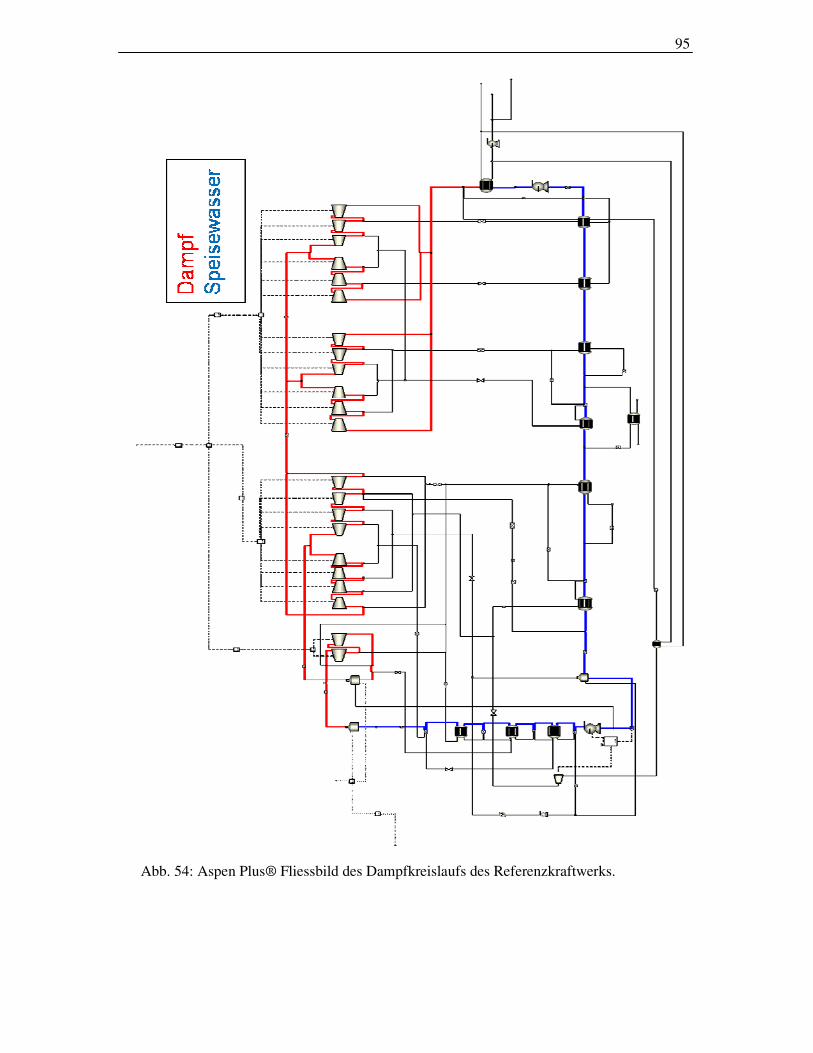
95
Abb. 54: Aspen Plus® Fliessbild des Dampfkreislaufs des Referenzkraftwerks.
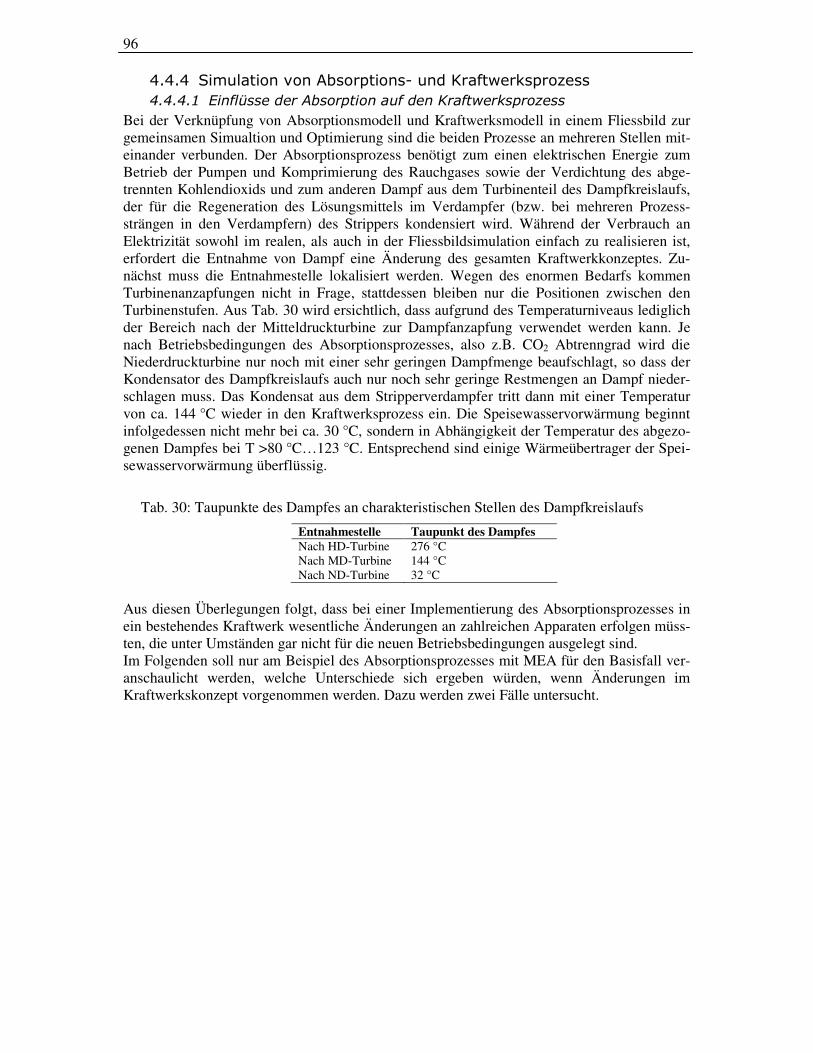
96
4.4.4 Simulation von Absorptions- und Kraftwerksprozess
4.4.4.1 Einflüsse der Absorption auf den Kraftwerksprozess
Bei der Verknüpfung von Absorptionsmodell und Kraftwerksmodell in einem Fliessbild zur gemeinsamen Simualtion und Optimierung sind die beiden Prozesse an mehreren Stellen mit-einander verbunden. Der Absorptionsprozess benötigt zum einen elektrischen Energie zum Betrieb der Pumpen und Komprimierung des Rauchgases sowie der Verdichtung des abge-trennten Kohlendioxids und zum anderen Dampf aus dem Turbinenteil des Dampfkreislaufs, der für die Regeneration des Lösungsmittels im Verdampfer (bzw. bei mehreren Prozess-strängen in den Verdampfern) des Strippers kondensiert wird. Während der Verbrauch an Elektrizität sowohl im realen, als auch in der Fliessbildsimulation einfach zu realisieren ist, erfordert die Entnahme von Dampf eine Änderung des gesamten Kraftwerkkonzeptes. Zu-nächst muss die Entnahmestelle lokalisiert werden. Wegen des enormen Bedarfs kommen Turbinenanzapfungen nicht in Frage, stattdessen bleiben nur die Positionen zwischen den Turbinenstufen. Aus Tab. 30 wird ersichtlich, dass aufgrund des Temperaturniveaus lediglich der Bereich nach der Mitteldruckturbine zur Dampfanzapfung verwendet werden kann. Je nach Betriebsbedingungen des Absorptionsprozesses, also z.B. CO2 Abtrenngrad wird die Niederdruckturbine nur noch mit einer sehr geringen Dampfmenge beaufschlagt, so dass der Kondensator des Dampfkreislaufs auch nur noch sehr geringe Restmengen an Dampf nieder-schlagen muss. Das Kondensat aus dem Stripperverdampfer tritt dann mit einer Temperatur von ca. 144 °C wieder in den Kraftwerksprozess ein. Die Speisewasservorwärmung beginnt infolgedessen nicht mehr bei ca. 30 °C, sondern in Abhängigkeit der Temperatur des abgezo-genen Dampfes bei T >80 °C…123 °C. Entsprechend sind einige Wärmeübertrager der Spei-sewasservorwärmung überflüssig.
Tab. 30: Taupunkte des Dampfes an charakteristischen Stellen des Dampfkreislaufs
Entnahmestelle Taupunkt des Dampfes Nach HD-Turbine 276 °C Nach MD-Turbine 144 °C Nach ND-Turbine 32 °C
Aus diesen Überlegungen folgt, dass bei einer Implementierung des Absorptionsprozesses in ein bestehendes Kraftwerk wesentliche Änderungen an zahlreichen Apparaten erfolgen müss-ten, die unter Umständen gar nicht für die neuen Betriebsbedingungen ausgelegt sind. Im Folgenden soll nur am Beispiel des Absorptionsprozesses mit MEA für den Basisfall ver-anschaulicht werden, welche Unterschiede sich ergeben würden, wenn Änderungen im Kraftwerkskonzept vorgenommen werden. Dazu werden zwei Fälle untersucht.
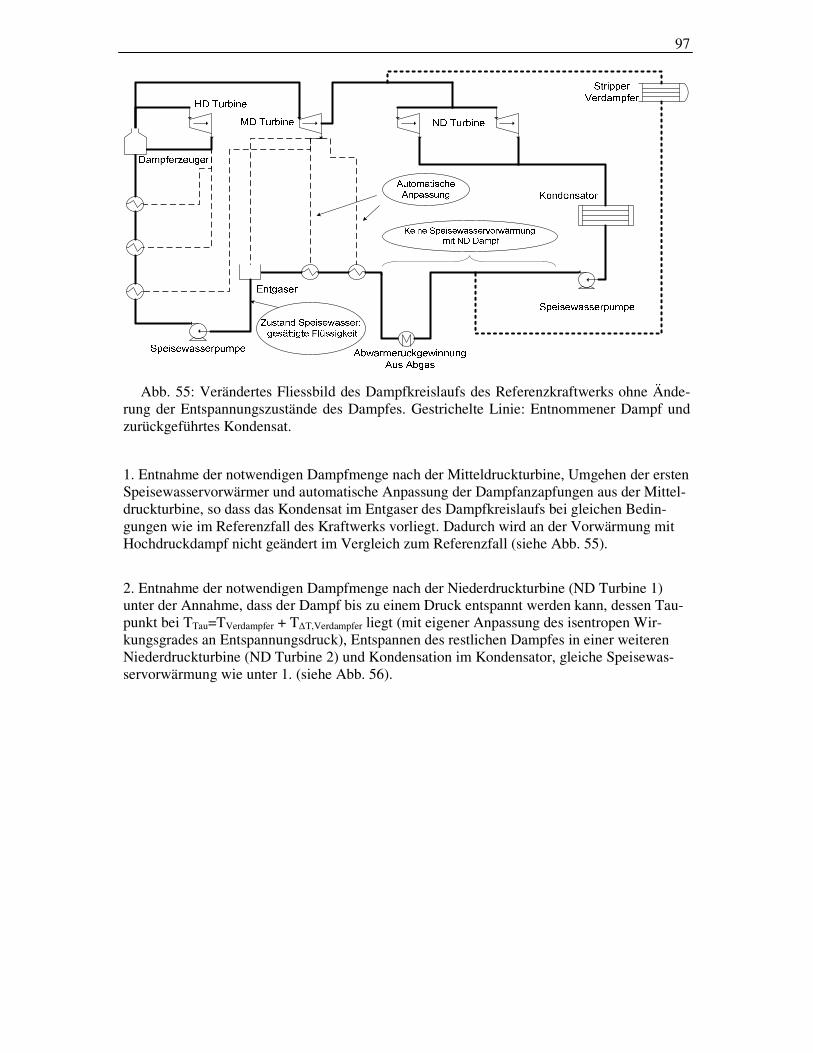
97
Abb. 55: Verändertes Fliessbild des Dampfkreislaufs des Referenzkraftwerks ohne Ände-rung der Entspannungszustände des Dampfes. Gestrichelte Linie: Entnommener Dampf und zurückgeführtes Kondensat.
1. Entnahme der notwendigen Dampfmenge nach der Mitteldruckturbine, Umgehen der ersten Speisewasservorwärmer und automatische Anpassung der Dampfanzapfungen aus der Mittel-druckturbine, so dass das Kondensat im Entgaser des Dampfkreislaufs bei gleichen Bedin-gungen wie im Referenzfall des Kraftwerks vorliegt. Dadurch wird an der Vorwärmung mit Hochdruckdampf nicht geändert im Vergleich zum Referenzfall (siehe Abb. 55).
2. Entnahme der notwendigen Dampfmenge nach der Niederdruckturbine (ND Turbine 1) unter der Annahme, dass der Dampf bis zu einem Druck entspannt werden kann, dessen Tau-punkt bei TTau=TVerdampfer + T∆T,Verdampfer liegt (mit eigener Anpassung des isentropen Wir-kungsgrades an Entspannungsdruck), Entspannen des restlichen Dampfes in einer weiteren Niederdruckturbine (ND Turbine 2) und Kondensation im Kondensator, gleiche Speisewas-servorwärmung wie unter 1. (siehe Abb. 56).
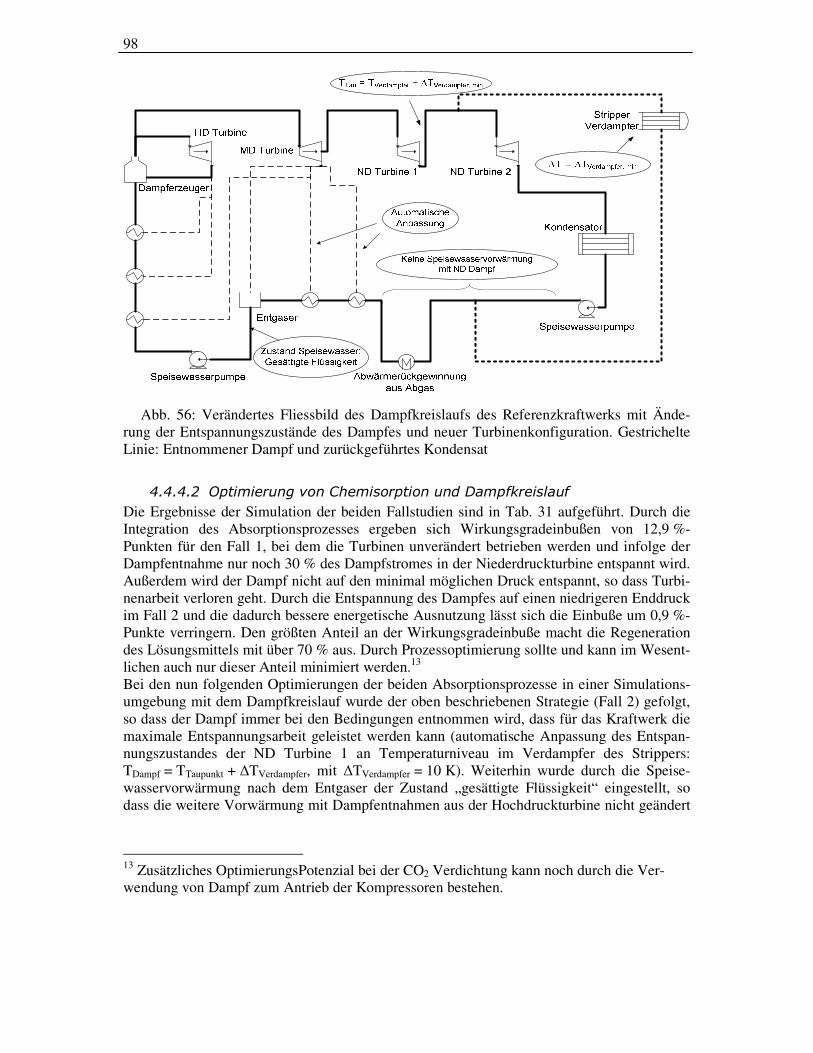
98
Abb. 56: Verändertes Fliessbild des Dampfkreislaufs des Referenzkraftwerks mit Ände-rung der Entspannungszustände des Dampfes und neuer Turbinenkonfiguration. Gestrichelte Linie: Entnommener Dampf und zurückgeführtes Kondensat
4.4.4.2 Optimierung von Chemisorption und Dampfkreislauf
Die Ergebnisse der Simulation der beiden Fallstudien sind in Tab. 31 aufgeführt. Durch die Integration des Absorptionsprozesses ergeben sich Wirkungsgradeinbußen von 12,9 %-Punkten für den Fall 1, bei dem die Turbinen unverändert betrieben werden und infolge der Dampfentnahme nur noch 30 % des Dampfstromes in der Niederdruckturbine entspannt wird. Außerdem wird der Dampf nicht auf den minimal möglichen Druck entspannt, so dass Turbi-nenarbeit verloren geht. Durch die Entspannung des Dampfes auf einen niedrigeren Enddruck im Fall 2 und die dadurch bessere energetische Ausnutzung lässt sich die Einbuße um 0,9 %-Punkte verringern. Den größten Anteil an der Wirkungsgradeinbuße macht die Regeneration des Lösungsmittels mit über 70 % aus. Durch Prozessoptimierung sollte und kann im Wesent-lichen auch nur dieser Anteil minimiert werden.13 Bei den nun folgenden Optimierungen der beiden Absorptionsprozesse in einer Simulations-umgebung mit dem Dampfkreislauf wurde der oben beschriebenen Strategie (Fall 2) gefolgt, so dass der Dampf immer bei den Bedingungen entnommen wird, dass für das Kraftwerk die maximale Entspannungsarbeit geleistet werden kann (automatische Anpassung des Entspan-nungszustandes der ND Turbine 1 an Temperaturniveau im Verdampfer des Strippers: TDampf = TTaupunkt + ∆TVerdampfer, mit ∆TVerdampfer = 10 K). Weiterhin wurde durch die Speise-wasservorwärmung nach dem Entgaser der Zustand „gesättigte Flüssigkeit“ eingestellt, so dass die weitere Vorwärmung mit Dampfentnahmen aus der Hochdruckturbine nicht geändert
13 Zusätzliches OptimierungsPotenzial bei der CO2 Verdichtung kann noch durch die Ver-wendung von Dampf zum Antrieb der Kompressoren bestehen.
99
werden musste. Es wurde immer nur ein Parameter variiert und die übrigen Parameter auf den Werten des Basisfalls konstant gehalten (Tab. 26 und Tab. 27).
Tab. 31: Simulationsergebnisse für die Absorption mit MEA unter Verwendung der Ab-sorptionsprozessparameter aus Tab. 27.
Fall 1 Fall 2 Gesamte Wirkungsgradeinbuße 12,9 %-Punkte 12,0 %-Punkte Einbuße durch Stripperverdampfer 9,7 %-Punkte 8,8 %-Punkte Einbuße durch Rauchgasverdichter 0,2 %-Punkte 0,2 %-Punkte Einbuße durch CO2 Komprimierung 3,0 %-Punkte 3,0 %-Punkte Menge entnommener Dampf 69% 70% PDampf 4,1 bar 2,9 bar Taupunkt des Dampfes 144 °C 133 °C Temperatur im Verdampfer 123 °C 123 °C
Die Zusammensetzung des Rauchgases ist in Tab. 26 aufgeführt und weitere Prozessparame-ter sind Tabelle Tab. 27 zu entnehmen. Der CO2-Abtrenngrad wurde zu 90 % spezifiziert. In Abb. 57 sind die Ergebnisse der Optimierung für die Absorption mit MEA aufgeführt. In den Unterabbildungen a) und b) wurde die Beladung des regenerierten Lösungsmittels (αmin) variiert. Es zeigt sich ein relativ breites Minimum um den Wert 0,36 im Gegensatz zum Op-timum von 0,27, das aus der Minimierung der Verdampferleistung des Strippers ohne Berück-sichtigung des Wirkungsgrades des Dampfkreislaufs erhalten wurde (siehe Abb. 57). Wenn im Stripper auf niedrigere CO2 Beladungen regeneriert werden soll, dann sind größere Dampfmengen bei höheren Temperaturen notwendig (siehe Abb. 57 b). Wenn allerdings Lö-sungsmittelbeladungen > αmin = 0,36 zugelassen werden und Dampf bei niedrigeren Tempera-turen benötigt wird (z.B. αmin = 0,45 TDampf = 148 °C), steigt der Anteil des benötigten Dampfes von 73 % auf 86 % wegen des größeren benötigten Lösungsmittelstroms zur Ab-trennung von 90 % CO2, so dass zwar der Dampf in ND Turbine 1 auf ein niedrigeres Niveau entspannt werden kann, aber ND Turbine 2 weniger Dampf zugeführt wird. Dieses Optimie-rungsproblem kann nur in der gemeinsamen Simulation beider Prozesse gelöst werden. Denn im Minimierungskriterium Wirkungsgradeinbuße wird indirekt die Exergie des Dampfes be-rücksichtigt. Dementsprechend liegt das Minimum der abgezogenen Dampfmenge nicht im Minimum der minimalen Wirkungsgradeinbuße. In den Unterabbildungen c) und d) wurden die Anzahl der Trennstufen in Absorber und De-sorber variiert. Bei der Optimierung beider Prozesse geht auch der Bedarf an elektrischer Energie für den Rauchgasverdichter mit ein. Wäre dieser Posten in Abb. 57 auch berücksich-tigt worden, ergäbe sich ein ähnliches Bild. Interessanterweise hängt das Optimum nicht von der armen Beladung des Lösungsmittels ab, so dass beide Parameter unabhängig voneinander untersucht werden können. Für den Stripper ergibt sich ein anderes Bild. Es existiert kein ein-deutiges Minimum und die Anzahl an Trennstufen hängt stark von der spezifizierten Lö-sungsmittelbeladung ab. Eine bessere Regeneration erfordert auch mehr Trennstufen. Bei der optimalen Lösungsmittelbeladung von αmin = 0,36 und einer Stufenzahl > 8 wirkt sich die Erhöhung der Trennstufen nur noch auf die Investitionskosten aus.
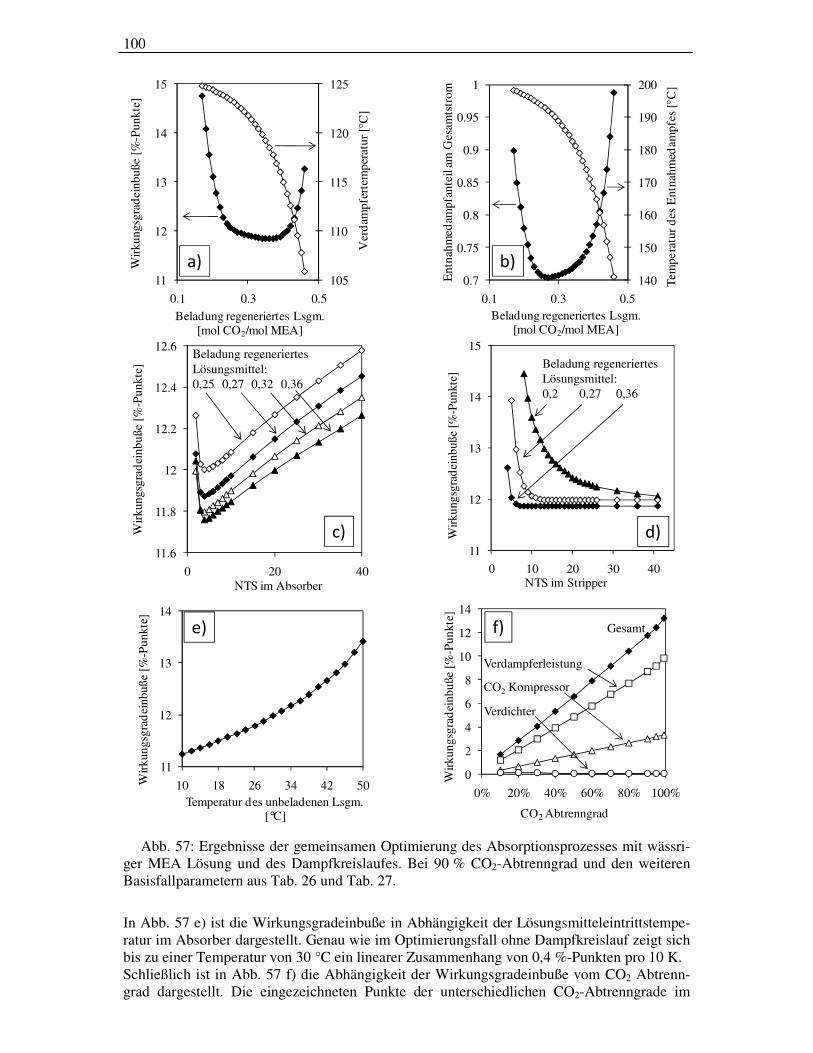
100
11
12
13
14
10 18 26 34 42 50Temperatur des unbeladenen Lsgm.
[°C]
Wirk
ungs
grad
einb
uße
[%-P
unkt
e]
11.6
11.8
12
12.2
12.4
12.6
0 20 40NTS im Absorber
Wirk
ungs
grad
einb
uße
[%-P
unkt
e]
11
12
13
14
15
0 10 20 30 40NTS im Stripper
Wirk
ungs
grad
einb
uße
[%-P
unkt
e]
105
110
115
120
125
11
12
13
14
15
0.1 0.3 0.5Beladung regeneriertes Lsgm.
[mol CO2/mol MEA]
Wirk
ungs
grad
einb
uße
[%-P
unkt
e]
Ver
dam
pfer
tem
pera
tur [°C
]
140
150
160
170
180
190
200
0.7
0.75
0.8
0.85
0.9
0.95
1
0.1 0.3 0.5Beladung regeneriertes Lsgm.
[mol CO2/mol MEA]
Ent
nahm
edam
pfan
teil
am G
esam
tstr
om
Tem
pera
tur d
es E
ntna
hmed
ampf
es [°
C]
0
2
4
6
8
10
12
14
0% 20% 40% 60% 80% 100%
CO2 Abtrenngrad
Wirk
ungs
grad
einb
uße
[%-P
unkt
e]
a) b)
c) d)
e) f) Gesamt
Verdichter
Verdampferleistung
CO2 Kompressor
Beladung regeneriertesLösungsmittel:0,2 0,27 0,36
Beladung regeneriertesLösungsmittel:0,25 0,27 0,32 0,36
Abb. 57: Ergebnisse der gemeinsamen Optimierung des Absorptionsprozesses mit wässri-
ger MEA Lösung und des Dampfkreislaufes. Bei 90 % CO2-Abtrenngrad und den weiteren Basisfallparametern aus Tab. 26 und Tab. 27.
In Abb. 57 e) ist die Wirkungsgradeinbuße in Abhängigkeit der Lösungsmitteleintrittstempe-ratur im Absorber dargestellt. Genau wie im Optimierungsfall ohne Dampfkreislauf zeigt sich bis zu einer Temperatur von 30 °C ein linearer Zusammenhang von 0,4 %-Punkten pro 10 K. Schließlich ist in Abb. 57 f) die Abhängigkeit der Wirkungsgradeinbuße vom CO2 Abtrenn-grad dargestellt. Die eingezeichneten Punkte der unterschiedlichen CO2-Abtrenngrade im
101
Diagramm stellen jeweils Optima dar. Es ergibt sich ein fast linearer Anstieg der Wirkungs-gradeinbuße. In Tab. 32 sind Ergebnisse der Optimierung und die resultierende Wirkungsgradeinbuße bei 90 % CO2 Abtrenngrad aufgeführt. Ein Vergleich mit den in Tab. 33 abgebildeten Werten aus der Literatur zeigt, dass die mit dem hier entwickelten Modell berechneten Einbußen des Wirkungsgrades eine gute Übereinstimmumgen mit abgeschätzen Werten aus der Literatur liefert.
Tab. 32: Ergebnisse der gemeinsamen Simulation der CO2-Absorption mit MEA und dem Dampfkreislauf eines Kraftwerks.
Ergebnisse der Optimierung Ergebnisse für optimierten Betriebspunkt Arme Beladung Lösungsmittel α=0,36 Wirkungsgradeinbuße, gesamt 11,8 %-Punkte NTS Absorber 4 Wirkungsgradeinbuße, Verdampfer 8,7 %-Punkte NTS Stripper 10 Wirkungsgradeinbuße, CO2 Konpressor 3,0 %-Punkte ∆T der Wärmeübertrager 10 Wirkungsgradeinbuße, Verdichter 0,1 %-Punkte
Es wurde nicht dargestellt, dass sich in Abhängigkeit der in den Wärmetauschern spezifizier-ten Temperaturdifferenz (∆T) Wirkungsgradeinbußen von 11,3 %-Punkten (∆T = 2 K) bis zu 12 %-Punkten (∆T = 10 K) ergeben, so dass auch hier noch Möglichkeiten bestehen Verluste einzusparen. Dabei wurde jeweils getrennt voneinander das ∆T im Stripperverdampfer und im Wärmetauscher vor dem Stripper variiert. In der Literatur wurde bereits vorgeschlagen durch direkte Dampfzufuhr in den Stripper das ∆T des Wärmeübergangs einzusparen. Simulationen können in diesem Punkt Klarheit bringen, denn der abgezogene Dampf muss im Dampfkreis-lauf ersetzt werden, so dass wieder Energie zum Aufwärmen bereitgestellt werden muss.
Tab. 33: Ergebnisse aus der Literatur zur Wirkungsgradeinbuße bei der CO2-Abtrennung mit einer 30 Ma % MEA Lösung aus einem vergleichbaren neuen überkritischen Danpfpro-zess [IPCC 2005].
Parsons 2002 Simbeck 2002 IEA GHG 2004 Rubin et al. 2007 CO2-Abtrenngrad 90% 85 % 87,5 % 90 % CO2-Produktdruck 84 bar 137 bar 110 bar 139 bar Wirkungsgradeinbuße 12,3 % 9,6 % 9,2 % 9,8 %
Zusammenfassend kann festgestellt werden, dass aus der Integration von energietechnischem und verfahrenstechnischem Modell wichtige Erkenntnisse für die spätere Implementierung des Absorptionsprozesses in den Kraftwerksprozess, die Optimierung beider Prozesse und die Prozessführung gewonnen werden können.
4.4.4.3 Optimierung von Physisorption und Dampfkreislauf
In Abb. 40 sind die Ergebnisse der Optimierung von Dampfkreislauf und CO2-Absorption mit wässriger PAMAM Lösung abgebildet. In diesem Fall wurde ein CO2-Abtrenngrad von 60 % ausgewählt, um die jeweiligen Parameter über einen breiten Bereich variieren zu können. Die limitierende Größe stellt dabei die Dampfmenge dar, die das Kraftwerk für die Regeneration des Lösungsmittels zur Verfügung stellen kann. Analog der in Kapitel 4.4.4.2 vorgestellten Strategie (Fall 2) der Dampfentnahme nach der Mitteldruckturbine bei Entspannung auf ein passendes Druckniveau (mit TTau = TVerdampfer + T∆T,Verdampfer). Dadurch sind die Ergebnisse und absoluten Werte nicht direkt mit der Optimierung für den Prozess mit MEA vergleichbar, allerdings werden grundlegende Unterschiede der beiden Lösungsmittel in der Prozessführung deutlich. Als Zielgröße wurde erneut die Wirkungsgradeinbuße ausgewählt, wobei die Anteile der CO2-Komprimierung (nach dem Stripper) und der Pumpen- und Gebläseleistung nicht berücksichtigt wurden. Lediglich die Verdampferleistung im Stripper geht in die Wirkungs-gradeinbuße ein. Die wesentlichen spezifizierten Parameter sind aus den Tabellen Tab. 27 und Tab. 34 zu entnehmen.
102
Tab. 34: Parameter des Basisfalls der CO2-Absorption mit wässriger PAMAM Lösung
Variable Wert CO2-Abtrenngrad 60% PAMAM Anteil im Lösungsmittel 59 Ma% Temperatur unbeladenes Lösungsmittel 30 °C Unbeladenes Lösungsmittel 0,4 mol CO2 / mol PAMAM Druck im Absorber 1 bar NTS im Absorber 10 Druck im Stripper 1 bar NTS im Stripper 12 Zugabe – NTS des Feedstromes im Stripper 2
Die wässrige Polyamidoaminlösung erlaubt im Vergleich zu MEA wesentlich höhere Bela-dungen mit CO2, sowohl am Absorber- als auch am Stripperausgang. Während der Prozess mit MEA bei einem Verhältnis von ca. 1,4 von beladenem zu unbeladenem Lösungsmittel betrieben wird (auf molarer Basis), ergeben sich für PAMAM Werte zwischen 3 und 5. Auf molekularer Ebene lassen sich mehr CO2 Moleküle mit einem PAMAM Molekül binden. Die-ser Zusammenhang ist auf die große Zahl tertiärer Aminogruppen im Molekül zurückzufüh-ren. Der geringeren Absorptionskinetik im Falle tertiärer Amine kann durch entsprechende Blends mit primären Aminen begegnet werden, was bereits industriell angewendet wird [Kohl und Nielsen 1997]. In Abb. 58a liegt das Optimum der armen Lösungsmittelbeladung hinsichtlich der Wirkungs-gradeinbuße des Kraftwerks bei 0,6 und damit deutlich zu höheren Werten verschoben im Vergleich zum Optimum der spezifischen Verdampferleistung (Wert liegt bei 0,2). Dieser Unterschied wird zusammen mit Abb. 58b deutlich, wenn das Temperaturniveau im Stripper betrachtet wird. Zum Optimum der geringeren Wirkungsgradeinbuße korrespondiert eine Sumpftemperatur im Stripper von 83,6 °C, während bei dem Optimum der spezifischen Ver-dampferleistung 94 °C im Stripper herrschen und damit Dampf auf höherem exergetischem Niveau dem Kraftwerk entzogen wird. Damit wird im Vergleich zum MEA-Prozeß bei deut-lich niedrigeren Temperaturen im Stripper regeneriert. Zwischen den beiden Optima der Kur-ven liegt eine Differenz in der Wirkungsgradeinbuße von 0,25 %-Punkten, die allein durch die gemeinsame Optimierung von Kraftwerks- und Absorptionsprozeß ermittelt werden konnte und trotz des geringen absoluten Wertes zu erheblichen Einsparungen führen würde. Bei hö-heren armen Lösungsmittelbeladungen steigt die Wirkungsgradeinbuße wieder, denn bei nied-rigeren Temperaturen im Sumpf des Strippers werden größere Anteile des Dampfes aus dem Kraftwerk entzogen, um die größeren Lösungsmittelströme (nicht in den Diagrammen darge-stellt) zu regenerieren.
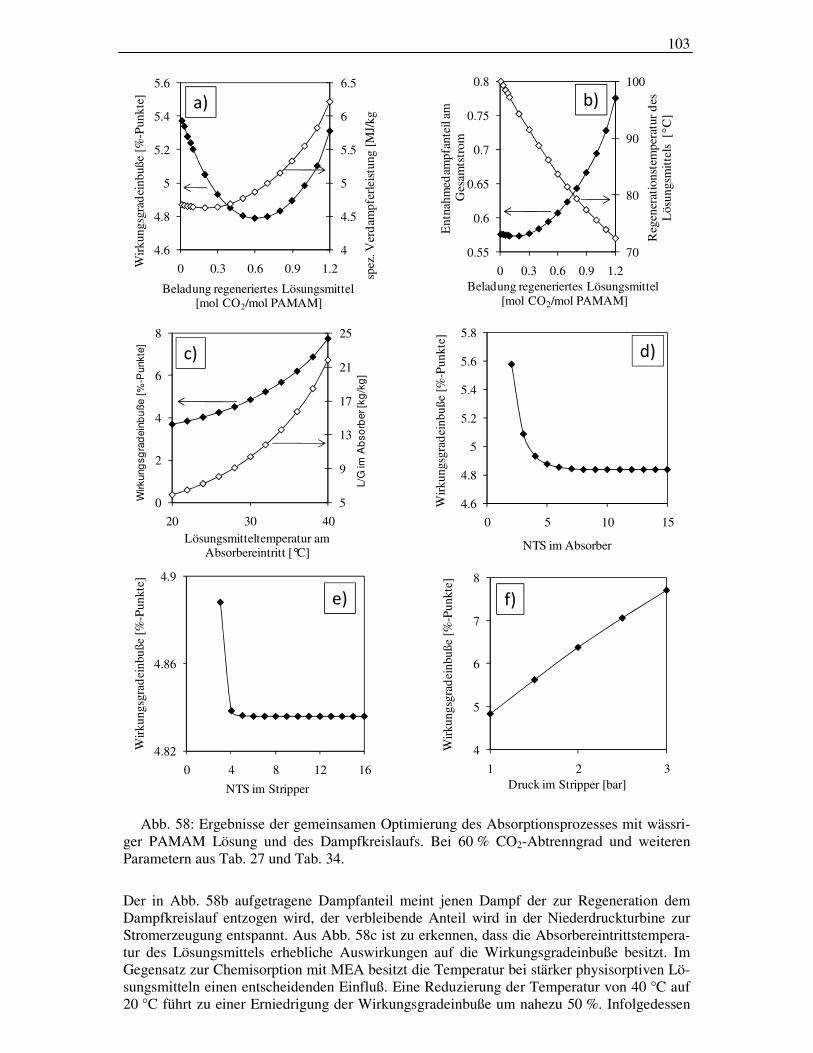
103
4
4.5
5
5.5
6
6.5
4.6
4.8
5
5.2
5.4
5.6
0 0.3 0.6 0.9 1.2
Beladung regeneriertes Lösungsmittel[mol CO2/mol PAMAM]
Wir
kung
sgra
dei
nbuß
e[%
-Pun
kte]
spez
. Ver
dam
pfer
leis
tung
[M
J/kg
70
80
90
100
0.55
0.6
0.65
0.7
0.75
0.8
0 0.3 0.6 0.9 1.2Beladung regeneriertes Lösungsmittel
[mol CO2/mol PAMAM]
Ent
nahm
edam
pfan
teil
amG
esam
tstr
om
Reg
ener
atio
nste
mpe
ratu
r d
esL
ösun
gsm
ittel
s [°C
]
5
9
13
17
21
25
0
2
4
6
8
20 30 40Lösungsmitteltemperatur am
Absorbereintritt [°C]
Wirkung
sg
rad
ein
buß
e[%
-Punkte
]
L/G
im A
bso
rber [k
g/k
g]
4.6
4.8
5
5.2
5.4
5.6
5.8
0 5 10 15
NTS im Absorber
Wir
kung
sgra
dein
buße
[%
-Pun
kte]
4.82
4.86
4.9
0 4 8 12 16
NTS im Stripper
Wirk
ungs
grad
einb
uße
[%-P
unkt
e]
4
5
6
7
8
1 2 3Druck im Stripper [bar]
Wir
kung
sgra
dein
buße
[%
-Pun
kte]
a) b)
c) d)
e) f)
Abb. 58: Ergebnisse der gemeinsamen Optimierung des Absorptionsprozesses mit wässri-
ger PAMAM Lösung und des Dampfkreislaufs. Bei 60 % CO2-Abtrenngrad und weiteren Parametern aus Tab. 27 und Tab. 34.
Der in Abb. 58b aufgetragene Dampfanteil meint jenen Dampf der zur Regeneration dem Dampfkreislauf entzogen wird, der verbleibende Anteil wird in der Niederdruckturbine zur Stromerzeugung entspannt. Aus Abb. 58c ist zu erkennen, dass die Absorbereintrittstempera-tur des Lösungsmittels erhebliche Auswirkungen auf die Wirkungsgradeinbuße besitzt. Im Gegensatz zur Chemisorption mit MEA besitzt die Temperatur bei stärker physisorptiven Lö-sungsmitteln einen entscheidenden Einfluß. Eine Reduzierung der Temperatur von 40 °C auf 20 °C führt zu einer Erniedrigung der Wirkungsgradeinbuße um nahezu 50 %. Infolgedessen
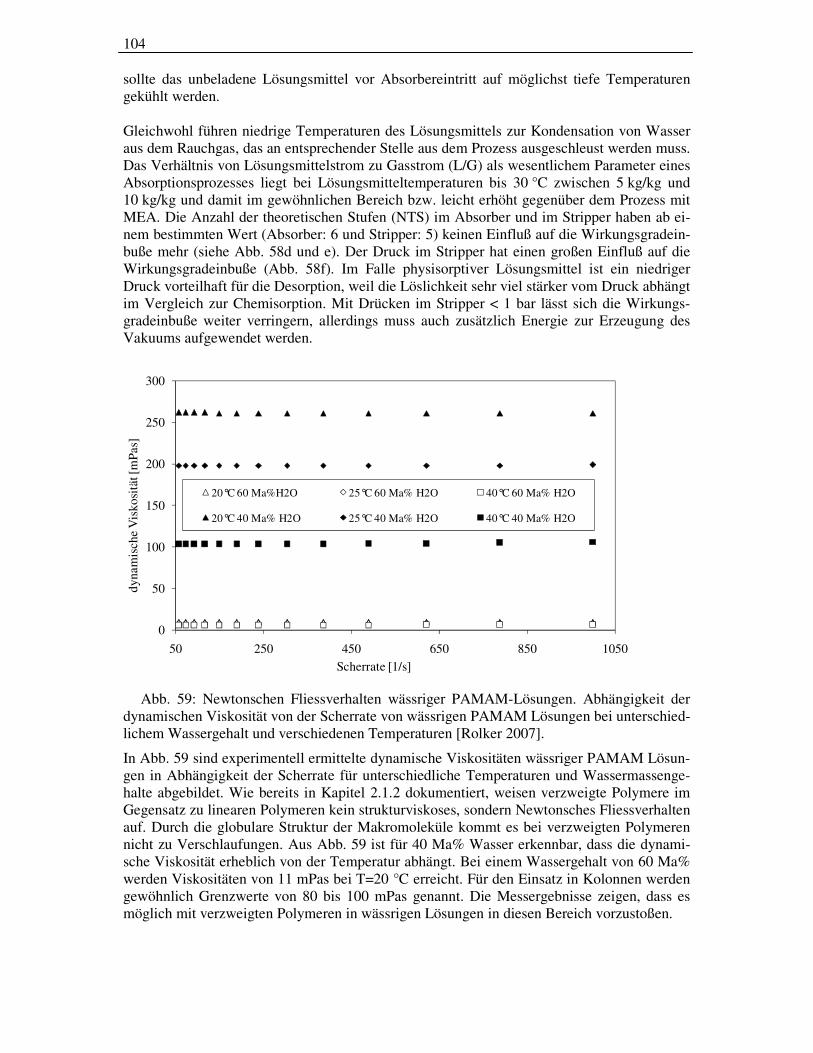
104
sollte das unbeladene Lösungsmittel vor Absorbereintritt auf möglichst tiefe Temperaturen gekühlt werden. Gleichwohl führen niedrige Temperaturen des Lösungsmittels zur Kondensation von Wasser aus dem Rauchgas, das an entsprechender Stelle aus dem Prozess ausgeschleust werden muss. Das Verhältnis von Lösungsmittelstrom zu Gasstrom (L/G) als wesentlichem Parameter eines Absorptionsprozesses liegt bei Lösungsmitteltemperaturen bis 30 °C zwischen 5 kg/kg und 10 kg/kg und damit im gewöhnlichen Bereich bzw. leicht erhöht gegenüber dem Prozess mit MEA. Die Anzahl der theoretischen Stufen (NTS) im Absorber und im Stripper haben ab ei-nem bestimmten Wert (Absorber: 6 und Stripper: 5) keinen Einfluß auf die Wirkungsgradein-buße mehr (siehe Abb. 58d und e). Der Druck im Stripper hat einen großen Einfluß auf die Wirkungsgradeinbuße (Abb. 58f). Im Falle physisorptiver Lösungsmittel ist ein niedriger Druck vorteilhaft für die Desorption, weil die Löslichkeit sehr viel stärker vom Druck abhängt im Vergleich zur Chemisorption. Mit Drücken im Stripper < 1 bar lässt sich die Wirkungs-gradeinbuße weiter verringern, allerdings muss auch zusätzlich Energie zur Erzeugung des Vakuums aufgewendet werden.
0
50
100
150
200
250
300
50 250 450 650 850 1050
dyna
mis
che
Vis
kosi
tät [
mPa
s]
Scherrate [1/s]
20°C 60 Ma%H2O 25°C 60 Ma% H2O 40°C 60 Ma% H2O
20°C 40 Ma% H2O 25°C 40 Ma% H2O 40°C 40 Ma% H2O
Abb. 59: Newtonschen Fliessverhalten wässriger PAMAM-Lösungen. Abhängigkeit der
dynamischen Viskosität von der Scherrate von wässrigen PAMAM Lösungen bei unterschied-lichem Wassergehalt und verschiedenen Temperaturen [Rolker 2007].
In Abb. 59 sind experimentell ermittelte dynamische Viskositäten wässriger PAMAM Lösun-gen in Abhängigkeit der Scherrate für unterschiedliche Temperaturen und Wassermassenge-halte abgebildet. Wie bereits in Kapitel 2.1.2 dokumentiert, weisen verzweigte Polymere im Gegensatz zu linearen Polymeren kein strukturviskoses, sondern Newtonsches Fliessverhalten auf. Durch die globulare Struktur der Makromoleküle kommt es bei verzweigten Polymeren nicht zu Verschlaufungen. Aus Abb. 59 ist für 40 Ma% Wasser erkennbar, dass die dynami-sche Viskosität erheblich von der Temperatur abhängt. Bei einem Wassergehalt von 60 Ma% werden Viskositäten von 11 mPas bei T=20 °C erreicht. Für den Einsatz in Kolonnen werden gewöhnlich Grenzwerte von 80 bis 100 mPas genannt. Die Messergebnisse zeigen, dass es möglich mit verzweigten Polymeren in wässrigen Lösungen in diesen Bereich vorzustoßen.
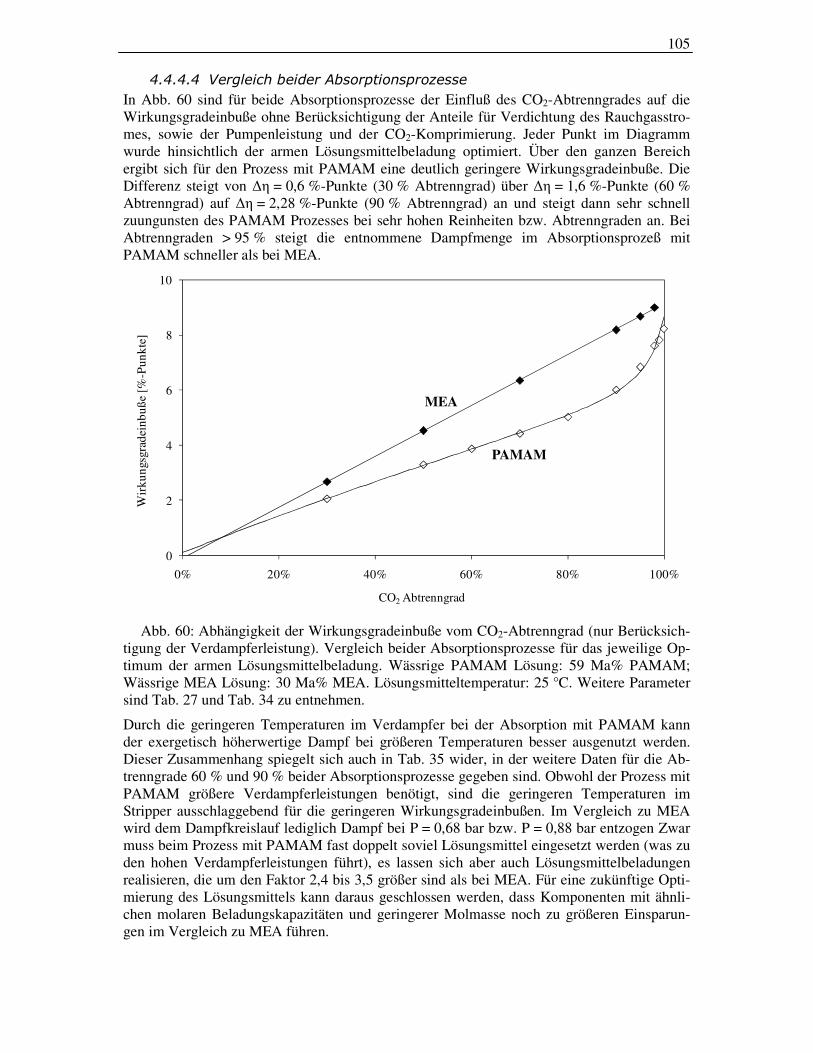
105
4.4.4.4 Vergleich beider Absorptionsprozesse
In Abb. 60 sind für beide Absorptionsprozesse der Einfluß des CO2-Abtrenngrades auf die Wirkungsgradeinbuße ohne Berücksichtigung der Anteile für Verdichtung des Rauchgasstro-mes, sowie der Pumpenleistung und der CO2-Komprimierung. Jeder Punkt im Diagramm wurde hinsichtlich der armen Lösungsmittelbeladung optimiert. Über den ganzen Bereich ergibt sich für den Prozess mit PAMAM eine deutlich geringere Wirkungsgradeinbuße. Die Differenz steigt von ∆η = 0,6 %-Punkte (30 % Abtrenngrad) über ∆η = 1,6 %-Punkte (60 % Abtrenngrad) auf ∆η = 2,28 %-Punkte (90 % Abtrenngrad) an und steigt dann sehr schnell zuungunsten des PAMAM Prozesses bei sehr hohen Reinheiten bzw. Abtrenngraden an. Bei Abtrenngraden > 95 % steigt die entnommene Dampfmenge im Absorptionsprozeß mit PAMAM schneller als bei MEA.
0
2
4
6
8
10
0% 20% 40% 60% 80% 100%
CO2 Abtrenngrad
Wir
kung
sgra
dein
buße
[%
-Pun
kte]
MEA
PAMAM
Abb. 60: Abhängigkeit der Wirkungsgradeinbuße vom CO2-Abtrenngrad (nur Berücksich-
tigung der Verdampferleistung). Vergleich beider Absorptionsprozesse für das jeweilige Op-timum der armen Lösungsmittelbeladung. Wässrige PAMAM Lösung: 59 Ma% PAMAM; Wässrige MEA Lösung: 30 Ma% MEA. Lösungsmitteltemperatur: 25 °C. Weitere Parameter sind Tab. 27 und Tab. 34 zu entnehmen.
Durch die geringeren Temperaturen im Verdampfer bei der Absorption mit PAMAM kann der exergetisch höherwertige Dampf bei größeren Temperaturen besser ausgenutzt werden. Dieser Zusammenhang spiegelt sich auch in Tab. 35 wider, in der weitere Daten für die Ab-trenngrade 60 % und 90 % beider Absorptionsprozesse gegeben sind. Obwohl der Prozess mit PAMAM größere Verdampferleistungen benötigt, sind die geringeren Temperaturen im Stripper ausschlaggebend für die geringeren Wirkungsgradeinbußen. Im Vergleich zu MEA wird dem Dampfkreislauf lediglich Dampf bei P = 0,68 bar bzw. P = 0,88 bar entzogen Zwar muss beim Prozess mit PAMAM fast doppelt soviel Lösungsmittel eingesetzt werden (was zu den hohen Verdampferleistungen führt), es lassen sich aber auch Lösungsmittelbeladungen realisieren, die um den Faktor 2,4 bis 3,5 größer sind als bei MEA. Für eine zukünftige Opti-mierung des Lösungsmittels kann daraus geschlossen werden, dass Komponenten mit ähnli-chen molaren Beladungskapazitäten und geringerer Molmasse noch zu größeren Einsparun-gen im Vergleich zu MEA führen.

106
Tab. 35: Vergleich beider optimierter Absorptionsprozesse (30 Ma% MEA und 59 Ma% PAMAM) in Abhängigkeit des CO2-Abtrenngrades. Lösungsmitteltemperatur: 25 °C, Absor-ber: 10 NTS, Stripper: 12 NTS. Alle weiteren Parameter sind aus Tab. 27 und Tab. 34.
60 % Abtrenngrad 90 % Abtrenngrad PAMAM MEA PAMAM MEA Beladenes Lösungsmittel / Unbeladenes Lsgm. 3,4 1,4 4,9 1,4 Spezifischer Lösungsmittelstrom [kg Lsgm. / kg CO2] 65,5 34,6 64,2 37,6 Spezifische Verdampferleistung [MJ / kg CO2] 4,1 3,9 4,2 4,0 Temperatur in Verdampfer [°C] 79 119 86 118 Anteil des ausgeschleusten Dampfes [%] 51 47 77 0,71 Druck des ausgeschleusten Dampfes [bar] 0,68 2,58 0,88 2,52 Wirkungsgradeinbuße für Regeneration [%-Punkte] 3,9 5,7 6,0 8,3
Die in Abb. 60 aufgeführten Kurven der jeweiligen Prozesse erlauben eine erste vergleichen-de Betrachtung der Abtrennung von CO2 unter ökonomischen Gesichtspunkten (Einfluss auf Stromgestehungskosten) mit der Annahme, dass sich die Investitionskosten beider Prozesse in ähnlichen Dimensionen bewegen. So kann die Abtrennung von CO2 unter volkswirtschaftli-chen Gründen optimiert und auch festgelegt werden. Es gilt, den Abtrenngrad zu ermitteln, den eine entsprechende Volkswirtschaft noch finanziell aufwenden kann. Ganz abgesehen davon, die hier festgestellten Einflußgrößen nur für Kraftwerke gelten, die Grundlast fahren und nicht ständigen Lastwechseln unterworfen sind. Zusätzlich zu den oben dargestellten Wirkungsgradverlusten kommen noch die Einbußen durch den Aufwand der Gebläse, Pumpen und CO2-Komprimierung, die mit ca. 3 %-Punkten abgeschätzt werden können. Wenn eine Wirkungsgradeinbuße von 5 %-Punkten als maximal tolerierbare Größe betrachtet wird, kann im Kraftwerk 35 % CO2 mit PAMAM und 22 % CO2 mit MEA abgetrennt werden. In Abb. 61 ist der Einfluß der vorgenommenen Modifikationen am Dampfkreislauf des Kraftwerks auf die Wirkungsgradeinbußen in Ahhängigkeit des Abtrenngrades für beide Ab-sorptionsprozesse aufgetragen. In beiden Fällen führt die bessere Anpassung des Kraftwerks-prozesses an die neuen Betriebsbedingungen zu erheblichen Verringerungen der Wirkungs-gradeinbußen. Bei der Absorption mit PAMAM und einem Abtrenngrad von 30 % ergeben sich Wirkungsgradeinbußen von 4,8 %-Punkten, wenn keine Modifizierungen am Dampf-kreislauf vorgenommen werden. Wenn darüber hinaus die Speisewasservorwärmung derart angepasst wird, dass das Wasser im Entgaser als siedende Flüssigkeit vorliegt (durch Redu-zierung der direkten Vorwärmung mit Niederdruckdampf) ergeben sich nur Wirkungsgrad-einbußen von 3,4 %-Punkten. Eine weitere Verbesserung ergibt sich, wenn in der letzten Tur-binenstufe vor der Dampfentnahme auf das passende Druckniveau entspannt werden kann und der im Dampfkreislauf verbleibende Dampf in einer weiteren Stufe auf Kondensatorbedin-gungen entspannt werden kann. Es ergibt sich dann eine weitere Verringerung der Wirkungs-gradeinbuße auf 2 %-Punkte.
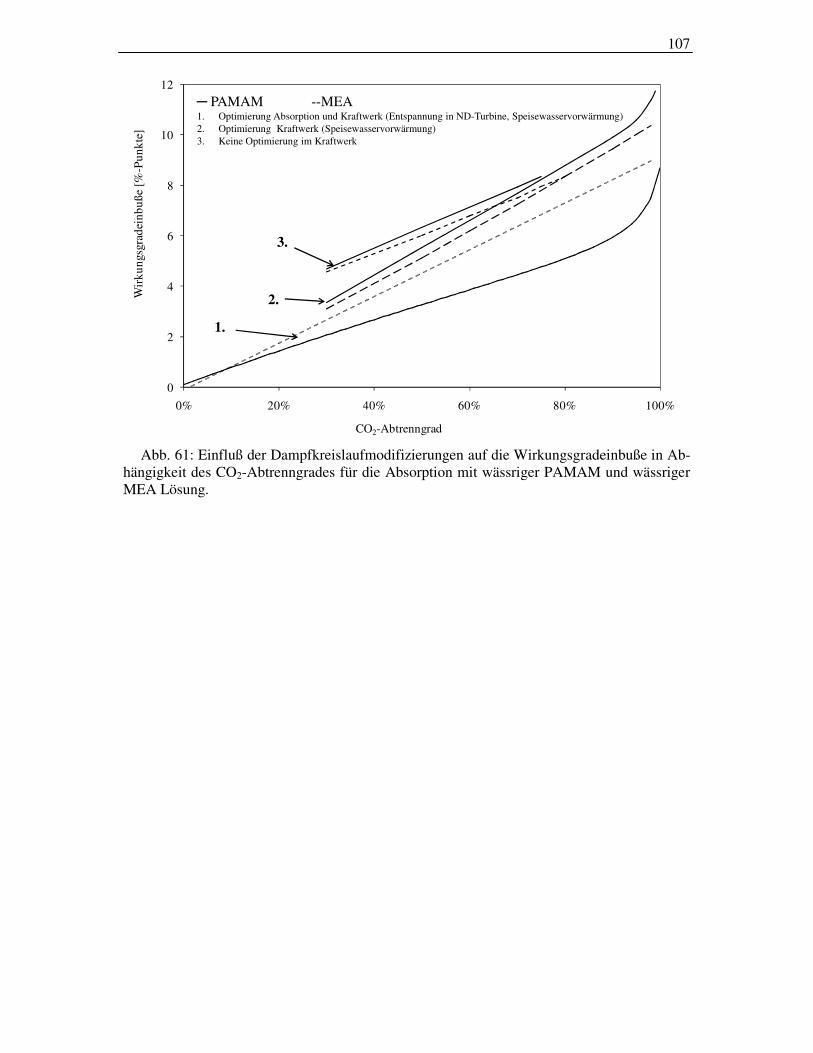
107
0
2
4
6
8
10
12
0% 20% 40% 60% 80% 100%
Wir
kung
sgra
dein
buße
[%-P
unkt
e]
CO2-Abtrenngrad
PAMAM --MEA1. Optimierung Absorption und Kraftwerk (Entspannung in ND-Turbine, Speisewasservorwärmung)2. Optimierung Kraftwerk (Speisewasservorwärmung)3. Keine Optimierung im Kraftwerk
1.
2.
3.
Abb. 61: Einfluß der Dampfkreislaufmodifizierungen auf die Wirkungsgradeinbuße in Ab-
hängigkeit des CO2-Abtrenngrades für die Absorption mit wässriger PAMAM und wässriger MEA Lösung.
108
5 Zusammenfassung und Ausblick In dieser Arbeit wurde das Potenzial verzweigter Polymere als neuartige Absorbentien in der thermischen Verfahrenstechnik aufgezeigt. Ziel war die thermodynamische Evaluierung von Polyethern, verzweigten Polyethern und hyperverzweigten Polyestern und Polyaminen (Poly-esteramide, Polyamidoamin und Polyethylenimin) vor dem Hintergrund der Abtrennung von CO2 aus Gasgemischen, im besonderen von Rauchgasen aus Kohlekraftwerken. Die erste Auswahl der Polymere wurde dabei auf der Grundlage bekannter Lösungsmittel zur CO2 Trennung getroffen. Zunächst wurden die Gaslöslichkeiten von CO2, N2 und CH4 als Hauptkomponenten typischer Gasgemische wie Rauchgasen oder Deponie,- und Biogasen in verschiedenen kommerziell erhältlichen hochverzweigten Polymeren in einer neu aufgebauten Gaslöslichkeitsapparatur bestimmt. Aus den Löslichkeitsdaten konnten wichtige thermodynamische Kenngrößen wie Henry-Koeffizienten, Selektivitäten und Absorptionsenthalpien bestimmt werden, die eine erste Einordnung der untersuchten Komponenten hinsichtlich ihres Potenzials zulassen. Als aussichtsreiche Kandidaten erwiesen sich die Polyether (linear und verzweigt), die höhere Selektivitäten und auch höhere absolute Löslichkeiten als das industriell eingesetzte Lö-sungsmittel Selexol erreichten. Damit erfüllen die Polyether entscheidene Voraussetzungen, um für die Gaswäsche eingesetzt zu werden, wenn der Gasstrom bei höherem Druck vorliegt (Physisorption) und z.B. CO2 aus CH4-reichen Strömen abgetrennt werden muss (wie im Falle von Deponiegasen). Die hyperverzweigten Polymere wurden auch in wässriger Lösung vermessen. Zum einen war es notwendig, den Einfluss auf die Löslichkeit zu ermitteln angesichts des Wasseranteils im Rauchgas, zum anderen, war eine wässrige Lösung Vorraussetzung, weil die Viskositäten zu hoch waren, um in der Löslichkeitsapparatur vermessen zu werden. Bei den Polyethern ver-ringerte sich die CO2-Löslichkeit deutlich in Anwesenheit von Wasser. Die Polyamine konn-ten teilweise wegen zu hoher Viskositäten nur in wässriger Lösung vermessen werden. Dabei wurde ein Konzentrationsbereich von 60 Ma-% Wasser gewählt. Für kohlestämmige Rauchgase, bei denen vor allem eine Trennung CO2 / N2 erfolgen muss, abgesehen von vielfältigen weiteren Voraussetzungen wie Verträglichkeit gegenüber Schwe-fel- und Stickstoffverbindungen, konnten Polyamine als potentielle neue Lösungsmittel iden-tifiziert werden. Vor allem das dendritische Polyamidoamin PAMAM und das hyperver-zweigte Polyesteramid Hybrane HA 1690 erreichten sehr hohe CO2-Löslichkeiten und Selektivitäten gegenüber N2, bei gleichzeitig geringen Absorptionsenthalpien im Vergleich zu einer wässrigen Monoethanolaminlösung, die als Stand der Technik zur CO2-Abtrennung aus Rauchgasen bezeichnet werden kann. Das Polyamidoamin und das Polyesteramid tragen eine große Zahl von tertiären Aminogruppen auf der Oberfläche (HA 1690) und im Molekül inne-ren (PAMAM) sowie funktionelle OH-Gruppen (PAMAM). Dabei ist die gute Löslichkeit in Wasser auf die Hydroxylgruppen zurückzuführen und die CO2-Löslichkeit auf die tertiären Aminogruppen. Es ist wahrscheinlich, dass die Polymeraminfunktionalitäten wie kurzkettige tertiäre Amine agieren und durch ihre Funktion als Protonenakzeptor die Bildung von Hydro-gencarbonat in der Lösung ermöglichen. Diese Verbindung ist weniger stabil als die direkte Reaktion von CO2 mit primären oder sekundären Aminen (Karbamatreaktion) und damit auch bei geringerem Energieinsatz reversibel. Die CO2-Löslichkeit nimmt zu mit besserer Verfüg-barkeit der Amingruppen im Molekül und dem Verhältnis von Gruppen an der Oberfläche zur Molmasse des Polymers. Im Gegensatz dazu erreichte die wässrige Polyethyleniminlösung (PEI) zwar noch höhere CO2-Löslichkeiten, aber der Lösungsvorgang war auch von einer starken Wärmetönung begleitet, so dass hier ein stärkerer Einfluß der Karbamatreaktion ver-mutet wird. Denn das PEI trägt neben tertiären und sekundären, vor allem primäre Ami-nogruppen an der Oberfläche. An einer Magnetschwebewaage wurden CO2-Löslichkeiten im verzweigten Polyether (PE1) und hyperverzweigten Polyester (Boltorn U3000) bei erhöhtem Druck vermessen. Die not-wendige Volumenkorrektur der begasten Probe zur Bestimmung der Löslichkeit wurde mit Hilfe der Sanchez-Lacombe Gleichung abgeschätzt. Dazu mussten die notwendigen Rein-stoffparameter auf der Grundlage von Hochdruckdichtedaten angepasst werden. Die Hoch-
109
druckdichten wurden mit einer neu aufgebauten Hochdruckdichtezelle bestimmt und können zusammen mit den CO2-Löslichkeiten bei der Weiterentwicklung von Zustandsgleichungen zur Berücksichtigung des Verzweigungseinflusses für Systeme mit hyperverzweigten Poly-meren genutzt werden. Im Theorieteil konnten die CO2-Löslichkeiten bei hohem Druck mit der PC-SAFT Gleichung (ohne Modifikation) erfolgreich modelliert werden und es wurden verschiedene Methoden zur Bestimmung der Reinstoffparameter angewendet. Es konnte gezeigt werden, dass die Metho-de zur Ermittlung der Reinstoffparameter für die in dieser Arbeit betrachten Gleichgewichte nicht entscheidend für die Modelierungsergebnisse ist. Weiterhin wurde das UNIFAC-FV Modell zur Voraussage der Gaslöslichkeiten im Nieder-druckbereich getestet. Die Löslichkeiten der Polyether (linear und verzweigt) und des hyper-verzweigten Polyesters konnten mit guter Genauigkeit voraussgesagt und beschrieben wer-den. Dazu mussten zunächst die binären Wechselwirkungsparameter der entsprechenden Gruppen mit CO2 auf der Grundlage von binären Gas-Flüssiggleichgewichten von CO2 in niedermolekularen Komponenten wie Alkanen, Ethern, Estern und Alkoholen regressiert werden. Die Voraussage von N2-Löslichkeiten scheitert an der geringen Anzahl vorhandener Löslichkeitsdaten im Niederdruckbereich. Das Löslichkeitsverhalten der Polyether, die zu-nehmende Löslichkeit mit steigender Temperatur, kann nur qualitativ richtig vorausgesagt werden. Damit steht das UNIFAC-FV Modell prinzipiell zur Verfügung, um CO2-Löslichkeiten unbekannter Komponenten in einem ersten Schritt abzuschätzen. Bei der Vor-aussage der CO2-Löslichkeit in wässrigen Polymerlösungen wird der Trend der abnehmenden Löslichkeit mit steigendem Wasseranteil qualitativ und quantitativ nicht korrekt beschrieben. Im Simulationsteil der Arbeit wurde der Dampfkreislauf eines Kohlekraftwerks (überkriti-scher Dampfprozess) in der verfahrenstechnischen Simulationssoftware Aspen Plus® abge-bildet und gemeinsam mit verschiedenen Absorptionsprozessen simuliert und optimiert. Zum einen wurde ein Absorptionsprozess mit wässriger Monoethanolaminlösung als Stand der Technik, zum anderen ein Absorptionsprozess mit einer wässrigen PAMAM-Lösung als Ab-sorptionsmittel mit dem Kraftwerksprozess gekoppelt. Es wurde das dendritische OH-terminierte Polyamidoamin (PAMAM) wegen der vielversprechenden experimentellen Er-gebnisse hinsichtlich Kapazität, Selektivität und der geringen Absorptionsenthalpie als Mo-dellpolymer benutzt, um das Potenzial dendritischer Polymere aufzuzeigen. Als Ergebnis kann festgehalten werden, dass eine gemeinsame Optimierung beider Prozesse aus Energie- und Vefahrenstechnik unerlässlich ist und der Kraftwerksprozess in wesentli-chen Betriebsparametern angepasst werden muss. Die Dampfentnahme wegen des Dampfni-veaus muss nach der Mitteldruckturbine erfolgen, wo er allerdings noch auf zu hohem Niveau vorliegt, so dass zum einen der Entspannungsdruck in der Mitteldruckturbine, als auch der Druckbereich sowie die Dimension der Niederdruckturbine geändert werden müssen, um ei-nen optimalen Kraftwerksprozess zu garantieren. Weiterhin muss die Speisewasservorwär-mung angepasst werden, denn das Kondensat verlässt den Verdampfer der Stripperkolonne bei deutlich höheren Temperaturen, als der ehemals im Kondensator des Kraftwerks anfallen-de Dampf. Im Fall der Optimierung ergeben sich für den Absorptionsprozess mit wässriger MEA-Lösung Wirkungsgradeinbußen, nur bezogen auf die Regeneration des Lösungsmittels, im Bereich von 2 bis 8 %-Punkten bei einer CO2-Abtrennung im Bereich von 20 % bis 90 %. Demgegenüber lassen sich mit der wässrigen PAMAM-Lösung deutlich geringere Wirkungs-gradeinbußen erzielen. Für die genannten CO2-Abtrenngrade ergeben sich Differenzen zu den mit MEA-Lösung erzielten Wirkungsgradeinbußen im Bereich von 0,4 % bis > 2 %-Punkten. Die PAMAM-Lösung lässt sich bei exergetisch günstigeren, weil niedrigeren Verdampfer-temperaturen regenerieren. Für den Kraftwerksprozess bedeutet dies, dass der Dampf den Turbinen auf einem niedrigeren Druckniveau entzogen würde, so dass mehr Strom erzeugt werden könnte. Damit eröffnet sich ein sehr großes Potenzial der hyperverzweigten Polymere als Absorbentien für die CO2-Abtrennung aus Rauchgasen, denn in energetischer Hinsicht sind wässrige dendritische Polymerlösungen einer MEA-Lösung überlegen.

110
Es konnte gezeigt werden, dass die Kenntnis der Funktion der Wirkungsgradeinbuße in Ab-hängigkeit des CO2-Abtrenngrads für die Ermittlung eines sinnvollen Beitrags der Kraftwerke zur Reduzierung der CO2 Emmission unerlässlich ist. Das dendritische PAMAM wurde bei der Simulation lediglich als Modellpolymer benutzt und kann in nachfolgenden Arbeiten im Abgleich mit den Löslichkeitsdaten der übrigen unter-suchten verzweigten Polymere als Ausgangspunkt für eine molekulare Optimierung des hy-perverzweigten Polymers sein. Dabei sollte auch das Potenzial der Stoffklasse der hyperver-zweigten Polymere genutzt werden, wichtige Stoffeigenschaften wie Viskosität und Löslichkeitsverhalten durch gezielte Funktionalisierung zu optimieren. Hobson et al. berich-ten z. B. von der Synthese eines hyperzweigten Analogons zum PAMAM [Hobson et al. 1997; Hobson und Feast 1999]. Gleichzeitig müssen zusätzliche Betrachtungen hinsichtlich der Kinetik der Absorption sowie der Verträglichkeit der Polymere gegenüber den typischen Bestandteilen des Rauchgases wie SOx und NOx und Sauerstoff vorgenommen werden, um zu prüfen, inwiefern die in Kapitel 2.6 aufgestellten Kriterien für ein Lösungsmittel erfüllt wer-den. Im Rahmen dieser Arbeit wurde durch erste experimentelle Untersuchungen und darauf auf-bauenden Simulationsrechnungen gezeigt, dass die Verwendung niedrigviskoser, verzweigter Polymere zur CO2-Abtrennung aus Rauchgasen und anderen Gasströmen (z.B Biogas oder Deponiegas) ein großes Potenzial besitzt, das sich vor allem auf die außergewöhnlichen Stoff-eigenschaften wie das Löslichkeitsverhalten und den nicht messbaren Dampfdruck der ver-zweigten Polymere gründet. In zukünftigen Arbeiten kann durch eine Optimierung der Stoff-eigenschaften der verzweigten Polymere der Weg zum optimalen Lösungsmittel beschritten werden.
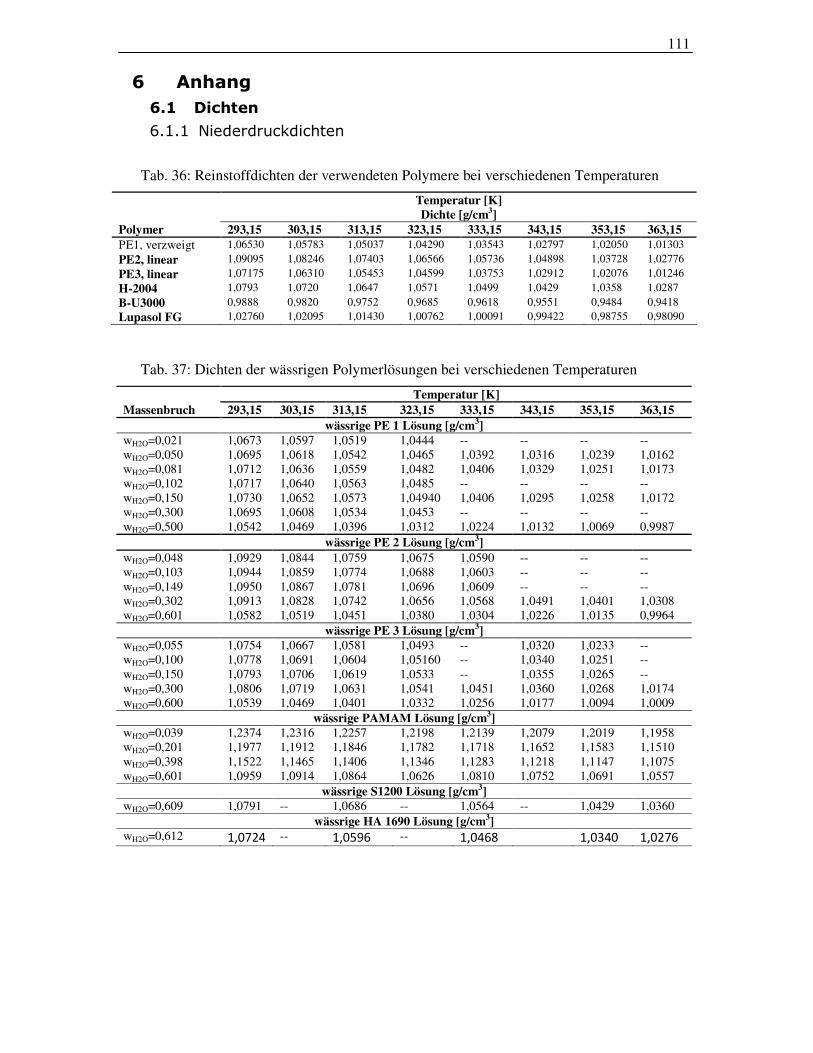
111
6 Anhang
6.1 Dichten
6.1.1 Niederdruckdichten
Tab. 36: Reinstoffdichten der verwendeten Polymere bei verschiedenen Temperaturen
Temperatur [K] Dichte [g/cm3] Polymer 293,15 303,15 313,15 323,15 333,15 343,15 353,15 363,15 PE1, verzweigt 1,06530 1,05783 1,05037 1,04290 1,03543 1,02797 1,02050 1,01303 PE2, linear 1,09095 1,08246 1,07403 1,06566 1,05736 1,04898 1,03728 1,02776 PE3, linear 1,07175 1,06310 1,05453 1,04599 1,03753 1,02912 1,02076 1,01246 H-2004 1,0793 1,0720 1,0647 1,0571 1,0499 1,0429 1,0358 1,0287 B-U3000 0,9888 0,9820 0,9752 0,9685 0,9618 0,9551 0,9484 0,9418 Lupasol FG 1,02760 1,02095 1,01430 1,00762 1,00091 0,99422 0,98755 0,98090
Tab. 37: Dichten der wässrigen Polymerlösungen bei verschiedenen Temperaturen
Temperatur [K] Massenbruch 293,15 303,15 313,15 323,15 333,15 343,15 353,15 363,15
wässrige PE 1 Lösung [g/cm3] wH2O=0,021 1,0673 1,0597 1,0519 1,0444 -- -- -- -- wH2O=0,050 1,0695 1,0618 1,0542 1,0465 1,0392 1,0316 1,0239 1,0162 wH2O=0,081 1,0712 1,0636 1,0559 1,0482 1,0406 1,0329 1,0251 1,0173 wH2O=0,102 1,0717 1,0640 1,0563 1,0485 -- -- -- -- wH2O=0,150 1,0730 1,0652 1,0573 1,04940 1,0406 1,0295 1,0258 1,0172 wH2O=0,300 1,0695 1,0608 1,0534 1,0453 -- -- -- -- wH2O=0,500 1,0542 1,0469 1,0396 1,0312 1,0224 1,0132 1,0069 0,9987
wässrige PE 2 Lösung [g/cm3] wH2O=0,048 1,0929 1,0844 1,0759 1,0675 1,0590 -- -- -- wH2O=0,103 1,0944 1,0859 1,0774 1,0688 1,0603 -- -- -- wH2O=0,149 1,0950 1,0867 1,0781 1,0696 1,0609 -- -- -- wH2O=0,302 1,0913 1,0828 1,0742 1,0656 1,0568 1,0491 1,0401 1,0308 wH2O=0,601 1,0582 1,0519 1,0451 1,0380 1,0304 1,0226 1,0135 0,9964
wässrige PE 3 Lösung [g/cm3] wH2O=0,055 1,0754 1,0667 1,0581 1,0493 -- 1,0320 1,0233 -- wH2O=0,100 1,0778 1,0691 1,0604 1,05160 -- 1,0340 1,0251 -- wH2O=0,150 1,0793 1,0706 1,0619 1,0533 -- 1,0355 1,0265 -- wH2O=0,300 1,0806 1,0719 1,0631 1,0541 1,0451 1,0360 1,0268 1,0174 wH2O=0,600 1,0539 1,0469 1,0401 1,0332 1,0256 1,0177 1,0094 1,0009
wässrige PAMAM Lösung [g/cm3] wH2O=0,039 1,2374 1,2316 1,2257 1,2198 1,2139 1,2079 1,2019 1,1958 wH2O=0,201 1,1977 1,1912 1,1846 1,1782 1,1718 1,1652 1,1583 1,1510 wH2O=0,398 1,1522 1,1465 1,1406 1,1346 1,1283 1,1218 1,1147 1,1075 wH2O=0,601 1,0959 1,0914 1,0864 1,0626 1,0810 1,0752 1,0691 1,0557
wässrige S1200 Lösung [g/cm3] wH2O=0,609 1,0791 -- 1,0686 -- 1,0564 -- 1,0429 1,0360
wässrige HA 1690 Lösung [g/cm3] wH2O=0,612 1,0724 -- 1,0596 -- 1,0468 1,0340 1,0276
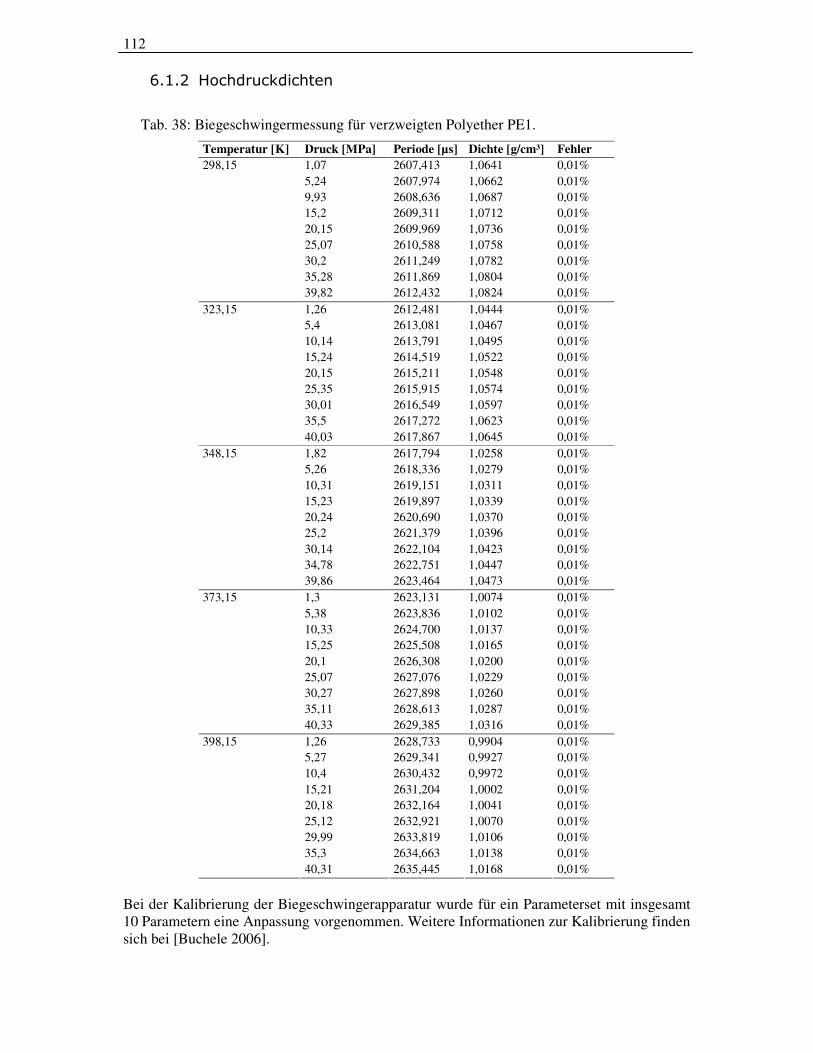
112
6.1.2 Hochdruckdichten
Tab. 38: Biegeschwingermessung für verzweigten Polyether PE1.
Temperatur [K] Druck [MPa] Periode [µs] Dichte [g/cm³] Fehler 1,07 2607,413 1,0641 0,01% 5,24 2607,974 1,0662 0,01% 9,93 2608,636 1,0687 0,01% 15,2 2609,311 1,0712 0,01% 20,15 2609,969 1,0736 0,01% 25,07 2610,588 1,0758 0,01% 30,2 2611,249 1,0782 0,01% 35,28 2611,869 1,0804 0,01%
298,15
39,82 2612,432 1,0824 0,01% 1,26 2612,481 1,0444 0,01% 5,4 2613,081 1,0467 0,01% 10,14 2613,791 1,0495 0,01% 15,24 2614,519 1,0522 0,01% 20,15 2615,211 1,0548 0,01% 25,35 2615,915 1,0574 0,01% 30,01 2616,549 1,0597 0,01% 35,5 2617,272 1,0623 0,01%
323,15
40,03 2617,867 1,0645 0,01% 1,82 2617,794 1,0258 0,01% 5,26 2618,336 1,0279 0,01% 10,31 2619,151 1,0311 0,01% 15,23 2619,897 1,0339 0,01% 20,24 2620,690 1,0370 0,01% 25,2 2621,379 1,0396 0,01% 30,14 2622,104 1,0423 0,01% 34,78 2622,751 1,0447 0,01%
348,15
39,86 2623,464 1,0473 0,01% 1,3 2623,131 1,0074 0,01% 5,38 2623,836 1,0102 0,01% 10,33 2624,700 1,0137 0,01% 15,25 2625,508 1,0165 0,01% 20,1 2626,308 1,0200 0,01% 25,07 2627,076 1,0229 0,01% 30,27 2627,898 1,0260 0,01% 35,11 2628,613 1,0287 0,01%
373,15
40,33 2629,385 1,0316 0,01% 1,26 2628,733 0,9904 0,01% 5,27 2629,341 0,9927 0,01% 10,4 2630,432 0,9972 0,01% 15,21 2631,204 1,0002 0,01% 20,18 2632,164 1,0041 0,01% 25,12 2632,921 1,0070 0,01% 29,99 2633,819 1,0106 0,01% 35,3 2634,663 1,0138 0,01%
398,15
40,31 2635,445 1,0168 0,01%
Bei der Kalibrierung der Biegeschwingerapparatur wurde für ein Parameterset mit insgesamt 10 Parametern eine Anpassung vorgenommen. Weitere Informationen zur Kalibrierung finden sich bei [Buchele 2006].
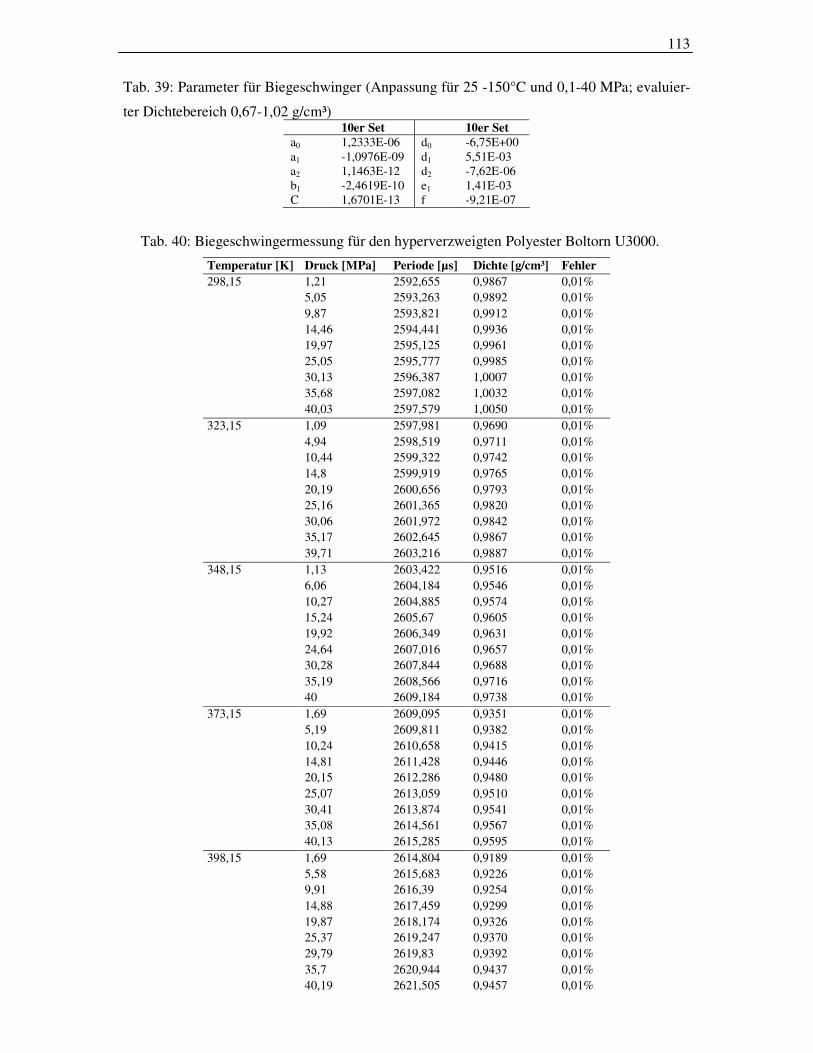
113
Tab. 39: Parameter für Biegeschwinger (Anpassung für 25 -150°C und 0,1-40 MPa; evaluier-
ter Dichtebereich 0,67-1,02 g/cm³) 10er Set 10er Set a0 1,2333E-06 d0 -6,75E+00 a1 -1,0976E-09 d1 5,51E-03 a2 1,1463E-12 d2 -7,62E-06 b1 -2,4619E-10 e1 1,41E-03 C 1,6701E-13 f -9,21E-07
Tab. 40: Biegeschwingermessung für den hyperverzweigten Polyester Boltorn U3000.
Temperatur [K] Druck [MPa] Periode [µs] Dichte [g/cm³] Fehler 1,21 2592,655 0,9867 0,01% 5,05 2593,263 0,9892 0,01% 9,87 2593,821 0,9912 0,01% 14,46 2594,441 0,9936 0,01% 19,97 2595,125 0,9961 0,01% 25,05 2595,777 0,9985 0,01% 30,13 2596,387 1,0007 0,01% 35,68 2597,082 1,0032 0,01%
298,15
40,03 2597,579 1,0050 0,01% 1,09 2597,981 0,9690 0,01% 4,94 2598,519 0,9711 0,01% 10,44 2599,322 0,9742 0,01% 14,8 2599,919 0,9765 0,01% 20,19 2600,656 0,9793 0,01% 25,16 2601,365 0,9820 0,01% 30,06 2601,972 0,9842 0,01% 35,17 2602,645 0,9867 0,01%
323,15
39,71 2603,216 0,9887 0,01% 1,13 2603,422 0,9516 0,01% 6,06 2604,184 0,9546 0,01% 10,27 2604,885 0,9574 0,01% 15,24 2605,67 0,9605 0,01% 19,92 2606,349 0,9631 0,01% 24,64 2607,016 0,9657 0,01% 30,28 2607,844 0,9688 0,01% 35,19 2608,566 0,9716 0,01%
348,15
40 2609,184 0,9738 0,01% 1,69 2609,095 0,9351 0,01% 5,19 2609,811 0,9382 0,01% 10,24 2610,658 0,9415 0,01% 14,81 2611,428 0,9446 0,01% 20,15 2612,286 0,9480 0,01% 25,07 2613,059 0,9510 0,01% 30,41 2613,874 0,9541 0,01% 35,08 2614,561 0,9567 0,01%
373,15
40,13 2615,285 0,9595 0,01% 1,69 2614,804 0,9189 0,01% 5,58 2615,683 0,9226 0,01% 9,91 2616,39 0,9254 0,01% 14,88 2617,459 0,9299 0,01% 19,87 2618,174 0,9326 0,01% 25,37 2619,247 0,9370 0,01% 29,79 2619,83 0,9392 0,01% 35,7 2620,944 0,9437 0,01%
398,15
40,19 2621,505 0,9457 0,01%
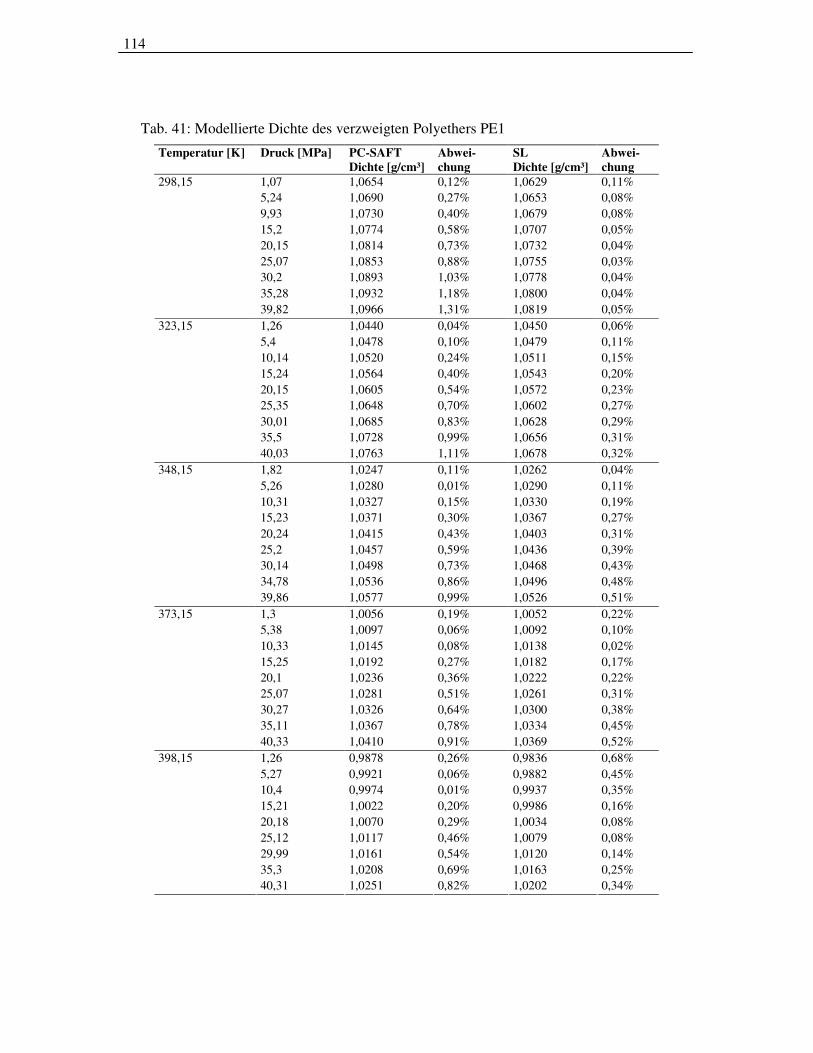
114
Tab. 41: Modellierte Dichte des verzweigten Polyethers PE1
Temperatur [K] Druck [MPa] PC-SAFT Dichte [g/cm³]
Abwei-chung
SL Dichte [g/cm³]
Abwei-chung
1,07 1,0654 0,12% 1,0629 0,11% 5,24 1,0690 0,27% 1,0653 0,08% 9,93 1,0730 0,40% 1,0679 0,08% 15,2 1,0774 0,58% 1,0707 0,05% 20,15 1,0814 0,73% 1,0732 0,04% 25,07 1,0853 0,88% 1,0755 0,03% 30,2 1,0893 1,03% 1,0778 0,04% 35,28 1,0932 1,18% 1,0800 0,04%
298,15
39,82 1,0966 1,31% 1,0819 0,05% 1,26 1,0440 0,04% 1,0450 0,06% 5,4 1,0478 0,10% 1,0479 0,11% 10,14 1,0520 0,24% 1,0511 0,15% 15,24 1,0564 0,40% 1,0543 0,20% 20,15 1,0605 0,54% 1,0572 0,23% 25,35 1,0648 0,70% 1,0602 0,27% 30,01 1,0685 0,83% 1,0628 0,29% 35,5 1,0728 0,99% 1,0656 0,31%
323,15
40,03 1,0763 1,11% 1,0678 0,32% 1,82 1,0247 0,11% 1,0262 0,04% 5,26 1,0280 0,01% 1,0290 0,11% 10,31 1,0327 0,15% 1,0330 0,19% 15,23 1,0371 0,30% 1,0367 0,27% 20,24 1,0415 0,43% 1,0403 0,31% 25,2 1,0457 0,59% 1,0436 0,39% 30,14 1,0498 0,73% 1,0468 0,43% 34,78 1,0536 0,86% 1,0496 0,48%
348,15
39,86 1,0577 0,99% 1,0526 0,51% 1,3 1,0056 0,19% 1,0052 0,22% 5,38 1,0097 0,06% 1,0092 0,10% 10,33 1,0145 0,08% 1,0138 0,02% 15,25 1,0192 0,27% 1,0182 0,17% 20,1 1,0236 0,36% 1,0222 0,22% 25,07 1,0281 0,51% 1,0261 0,31% 30,27 1,0326 0,64% 1,0300 0,38% 35,11 1,0367 0,78% 1,0334 0,45%
373,15
40,33 1,0410 0,91% 1,0369 0,52% 1,26 0,9878 0,26% 0,9836 0,68% 5,27 0,9921 0,06% 0,9882 0,45% 10,4 0,9974 0,01% 0,9937 0,35% 15,21 1,0022 0,20% 0,9986 0,16% 20,18 1,0070 0,29% 1,0034 0,08% 25,12 1,0117 0,46% 1,0079 0,08% 29,99 1,0161 0,54% 1,0120 0,14% 35,3 1,0208 0,69% 1,0163 0,25%
398,15
40,31 1,0251 0,82% 1,0202 0,34%
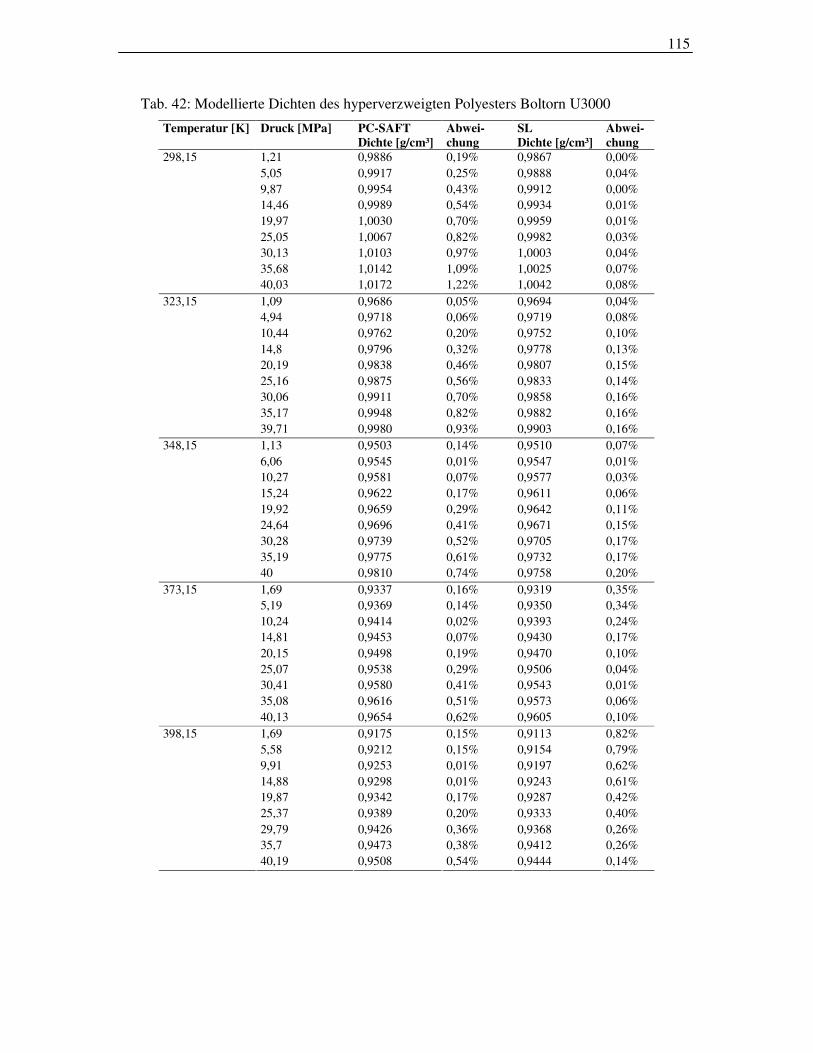
115
Tab. 42: Modellierte Dichten des hyperverzweigten Polyesters Boltorn U3000
Temperatur [K] Druck [MPa] PC-SAFT Dichte [g/cm³]
Abwei-chung
SL Dichte [g/cm³]
Abwei-chung
1,21 0,9886 0,19% 0,9867 0,00% 5,05 0,9917 0,25% 0,9888 0,04% 9,87 0,9954 0,43% 0,9912 0,00% 14,46 0,9989 0,54% 0,9934 0,01% 19,97 1,0030 0,70% 0,9959 0,01% 25,05 1,0067 0,82% 0,9982 0,03% 30,13 1,0103 0,97% 1,0003 0,04% 35,68 1,0142 1,09% 1,0025 0,07%
298,15
40,03 1,0172 1,22% 1,0042 0,08% 1,09 0,9686 0,05% 0,9694 0,04% 4,94 0,9718 0,06% 0,9719 0,08% 10,44 0,9762 0,20% 0,9752 0,10% 14,8 0,9796 0,32% 0,9778 0,13% 20,19 0,9838 0,46% 0,9807 0,15% 25,16 0,9875 0,56% 0,9833 0,14% 30,06 0,9911 0,70% 0,9858 0,16% 35,17 0,9948 0,82% 0,9882 0,16%
323,15
39,71 0,9980 0,93% 0,9903 0,16% 1,13 0,9503 0,14% 0,9510 0,07% 6,06 0,9545 0,01% 0,9547 0,01% 10,27 0,9581 0,07% 0,9577 0,03% 15,24 0,9622 0,17% 0,9611 0,06% 19,92 0,9659 0,29% 0,9642 0,11% 24,64 0,9696 0,41% 0,9671 0,15% 30,28 0,9739 0,52% 0,9705 0,17% 35,19 0,9775 0,61% 0,9732 0,17%
348,15
40 0,9810 0,74% 0,9758 0,20% 1,69 0,9337 0,16% 0,9319 0,35% 5,19 0,9369 0,14% 0,9350 0,34% 10,24 0,9414 0,02% 0,9393 0,24% 14,81 0,9453 0,07% 0,9430 0,17% 20,15 0,9498 0,19% 0,9470 0,10% 25,07 0,9538 0,29% 0,9506 0,04% 30,41 0,9580 0,41% 0,9543 0,01% 35,08 0,9616 0,51% 0,9573 0,06%
373,15
40,13 0,9654 0,62% 0,9605 0,10% 1,69 0,9175 0,15% 0,9113 0,82% 5,58 0,9212 0,15% 0,9154 0,79% 9,91 0,9253 0,01% 0,9197 0,62% 14,88 0,9298 0,01% 0,9243 0,61% 19,87 0,9342 0,17% 0,9287 0,42% 25,37 0,9389 0,20% 0,9333 0,40% 29,79 0,9426 0,36% 0,9368 0,26% 35,7 0,9473 0,38% 0,9412 0,26%
398,15
40,19 0,9508 0,54% 0,9444 0,14%
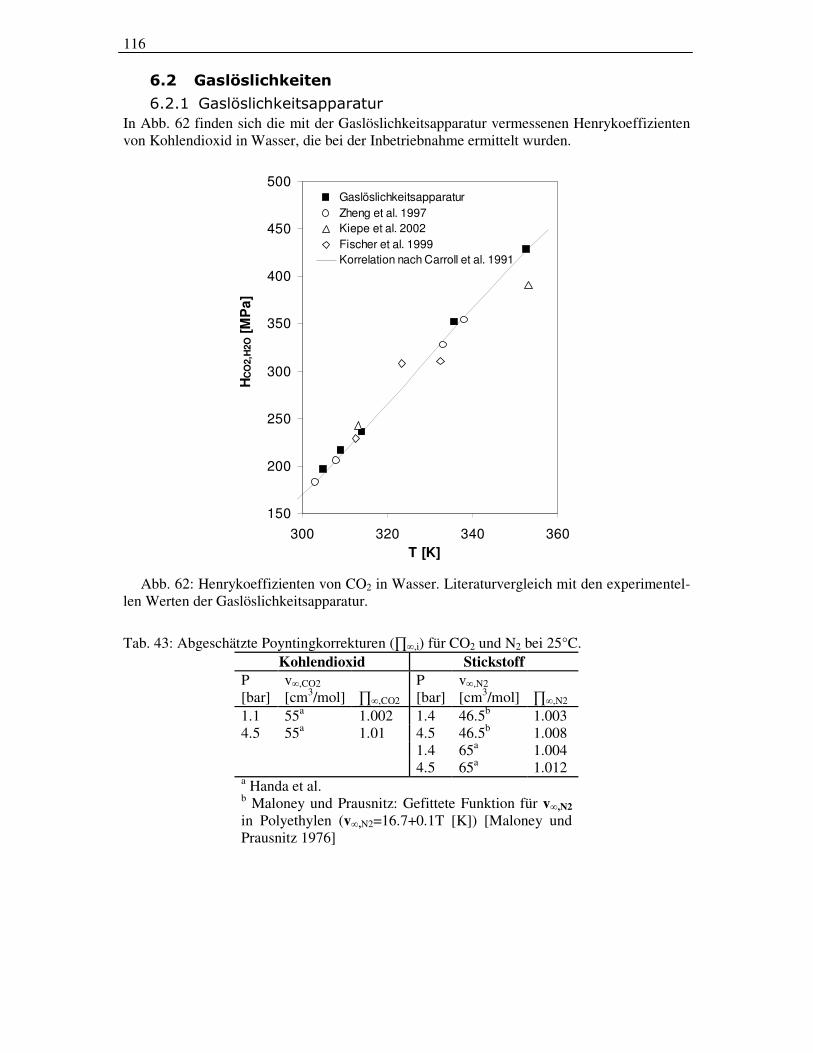
116
6.2 Gaslöslichkeiten
6.2.1 Gaslöslichkeitsapparatur
In Abb. 62 finden sich die mit der Gaslöslichkeitsapparatur vermessenen Henrykoeffizienten von Kohlendioxid in Wasser, die bei der Inbetriebnahme ermittelt wurden.
150
200
250
300
350
400
450
500
300 320 340 360
T [K]
HC
O2,H
2O [
MP
a]
Gaslöslichkeitsapparatur
Zheng et al. 1997
Kiepe et al. 2002
Fischer et al. 1999
Korrelation nach Carroll et al. 1991
Abb. 62: Henrykoeffizienten von CO2 in Wasser. Literaturvergleich mit den experimentel-
len Werten der Gaslöslichkeitsapparatur.
Tab. 43: Abgeschätzte Poyntingkorrekturen (∏∞,i) für CO2 und N2 bei 25°C.
Kohlendioxid Stickstoff P [bar]
v∞,CO2 [cm3/mol]
∏∞,CO2
P [bar]
v∞,N2 [cm3/mol]
∏∞,N2
1.1 55a 1.002 1.4 46.5b 1.003 4.5 55a 1.01 4.5 46.5b 1.008
1.4 65a 1.004 4.5 65a 1.012
a Handa et al. b Maloney und Prausnitz: Gefittete Funktion für v∞,N2 in Polyethylen (v∞,N2=16.7+0.1T [K]) [Maloney und Prausnitz 1976]
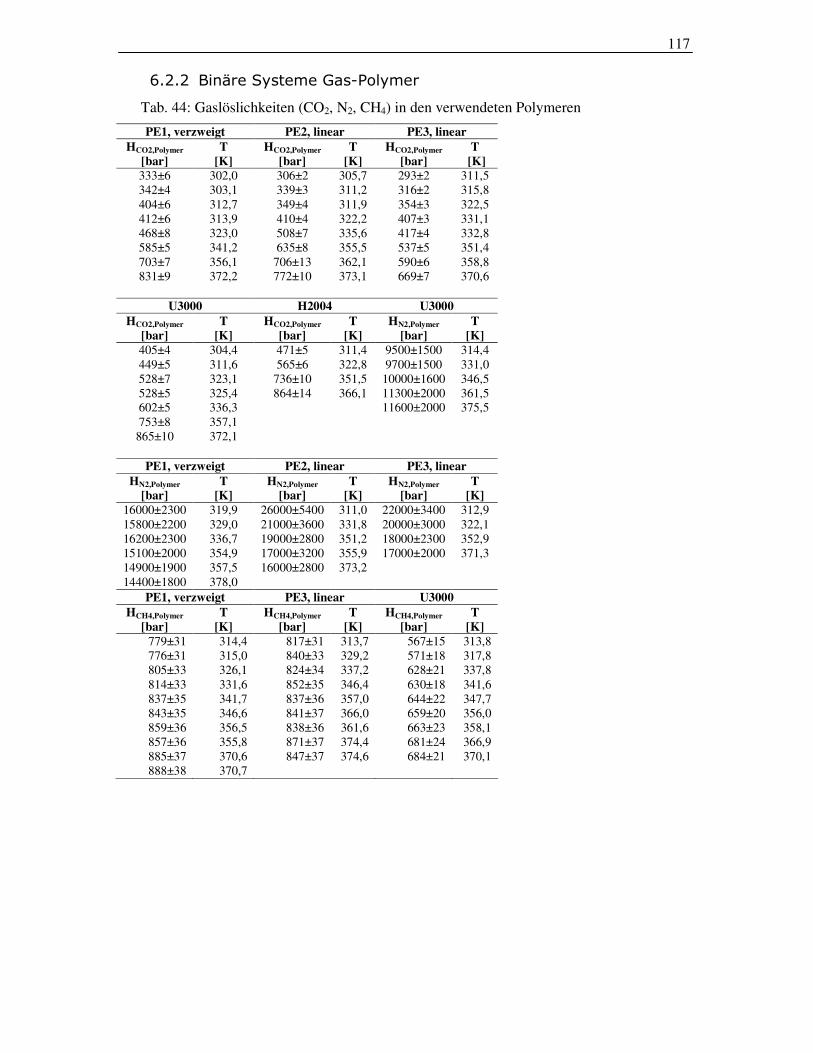
117
6.2.2 Binäre Systeme Gas-Polymer
Tab. 44: Gaslöslichkeiten (CO2, N2, CH4) in den verwendeten Polymeren
PE1, verzweigt PE2, linear PE3, linear HCO2,Polymer
[bar]
T [K]
HCO2,Polymer
[bar]
T [K]
HCO2,Polymer
[bar]
T [K]
333±6 302,0 306±2 305,7 293±2 311,5 342±4 303,1 339±3 311,2 316±2 315,8 404±6 312,7 349±4 311,9 354±3 322,5 412±6 313,9 410±4 322,2 407±3 331,1 468±8 323,0 508±7 335,6 417±4 332,8 585±5 341,2 635±8 355,5 537±5 351,4 703±7 356,1 706±13 362,1 590±6 358,8 831±9 372,2 772±10 373,1 669±7 370,6
U3000 H2004 U3000
HCO2,Polymer
[bar]
T [K]
HCO2,Polymer
[bar]
T [K]
HN2,Polymer
[bar]
T [K]
405±4 304,4 471±5 311,4 9500±1500 314,4 449±5 311,6 565±6 322,8 9700±1500 331,0 528±7 323,1 736±10 351,5 10000±1600 346,5 528±5 325,4 864±14 366,1 11300±2000 361,5 602±5 336,3 11600±2000 375,5 753±8 357,1 865±10 372,1
PE1, verzweigt PE2, linear PE3, linear
HN2,Polymer
[bar]
T [K]
HN2,Polymer
[bar]
T [K]
HN2,Polymer
[bar]
T [K]
16000±2300 319,9 26000±5400 311,0 22000±3400 312,9 15800±2200 329,0 21000±3600 331,8 20000±3000 322,1 16200±2300 336,7 19000±2800 351,2 18000±2300 352,9 15100±2000 354,9 17000±3200 355,9 17000±2000 371,3 14900±1900 357,5 16000±2800 373,2 14400±1800 378,0
PE1, verzweigt PE3, linear U3000 HCH4,Polymer
[bar]
T [K]
HCH4,Polymer
[bar]
T [K]
HCH4,Polymer
[bar]
T [K]
779±31 314,4 817±31 313,7 567±15 313,8 776±31 315,0 840±33 329,2 571±18 317,8 805±33 326,1 824±34 337,2 628±21 337,8 814±33 331,6 852±35 346,4 630±18 341,6 837±35 341,7 837±36 357,0 644±22 347,7 843±35 346,6 841±37 366,0 659±20 356,0 859±36 356,5 838±36 361,6 663±23 358,1 857±36 355,8 871±37 374,4 681±24 366,9 885±37 370,6 847±37 374,6 684±21 370,1 888±38 370,7
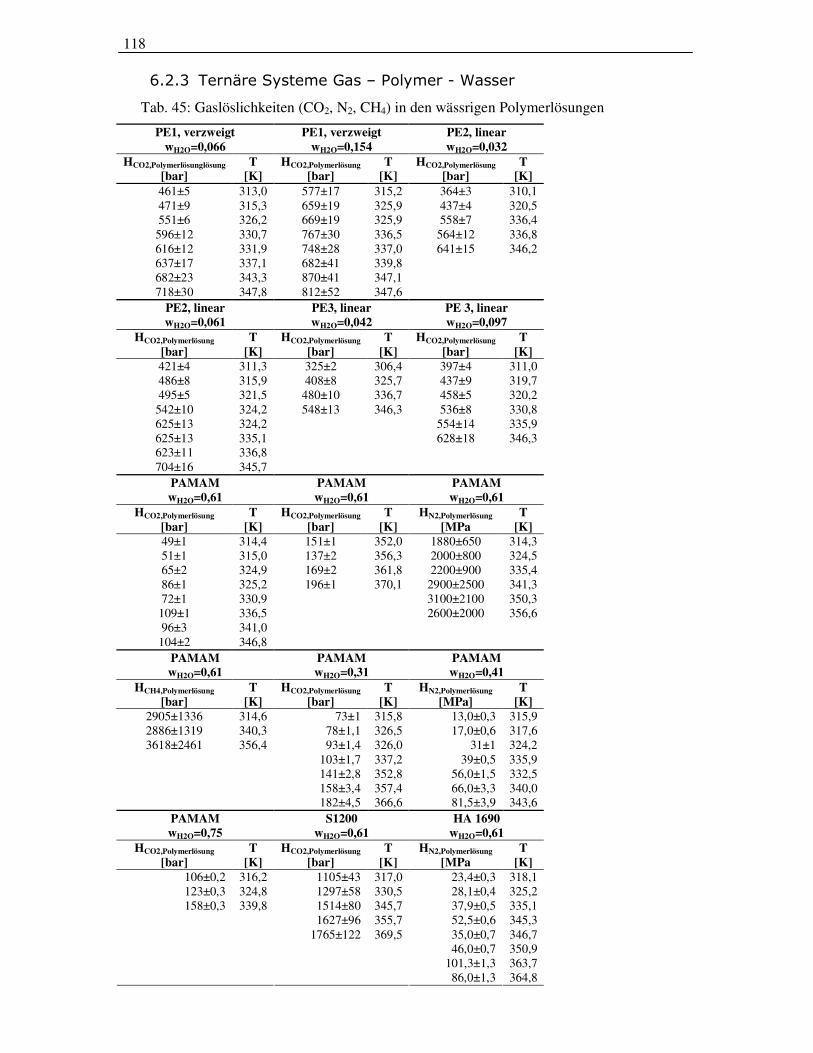
118
6.2.3 Ternäre Systeme Gas – Polymer - Wasser
Tab. 45: Gaslöslichkeiten (CO2, N2, CH4) in den wässrigen Polymerlösungen
PE1, verzweigt wH2O=0,066
PE1, verzweigt wH2O=0,154
PE2, linear wH2O=0,032
HCO2,Polymerlösunglösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
461±5 313,0 577±17 315,2 364±3 310,1 471±9 315,3 659±19 325,9 437±4 320,5 551±6 326,2 669±19 325,9 558±7 336,4 596±12 330,7 767±30 336,5 564±12 336,8 616±12 331,9 748±28 337,0 641±15 346,2 637±17 337,1 682±41 339,8 682±23 343,3 870±41 347,1 718±30 347,8 812±52 347,6
PE2, linear wH2O=0,061
PE3, linear wH2O=0,042
PE 3, linear wH2O=0,097
HCO2,Polymerlösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
421±4 311,3 325±2 306,4 397±4 311,0 486±8 315,9 408±8 325,7 437±9 319,7 495±5 321,5 480±10 336,7 458±5 320,2 542±10 324,2 548±13 346,3 536±8 330,8 625±13 324,2 554±14 335,9 625±13 335,1 628±18 346,3 623±11 336,8 704±16 345,7
PAMAM wH2O=0,61
PAMAM wH2O=0,61
PAMAM wH2O=0,61
HCO2,Polymerlösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
HN2,Polymerlösung
[MPa
T [K]
49±1 314,4 151±1 352,0 1880±650 314,3 51±1 315,0 137±2 356,3 2000±800 324,5 65±2 324,9 169±2 361,8 2200±900 335,4 86±1 325,2 196±1 370,1 2900±2500 341,3 72±1 330,9 3100±2100 350,3 109±1 336,5 2600±2000 356,6 96±3 341,0 104±2 346,8
PAMAM wH2O=0,61
PAMAM wH2O=0,31
PAMAM wH2O=0,41
HCH4,Polymerlösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
HN2,Polymerlösung
[MPa]
T [K]
2905±1336 314,6 73±1 315,8 13,0±0,3 315,9 2886±1319 340,3 78±1,1 326,5 17,0±0,6 317,6 3618±2461 356,4 93±1,4 326,0 31±1 324,2
103±1,7 337,2 39±0,5 335,9 141±2,8 352,8 56,0±1,5 332,5 158±3,4 357,4 66,0±3,3 340,0
182±4,5 366,6 81,5±3,9 343,6 PAMAM wH2O=0,75
S1200 wH2O=0,61
HA 1690 wH2O=0,61
HCO2,Polymerlösung
[bar]
T [K]
HCO2,Polymerlösung
[bar]
T [K]
HN2,Polymerlösung
[MPa
T [K]
106±0,2 316,2 1105±43 317,0 23,4±0,3 318,1 123±0,3 324,8 1297±58 330,5 28,1±0,4 325,2 158±0,3 339,8 1514±80 345,7 37,9±0,5 335,1
1627±96 355,7 52,5±0,6 345,3 1765±122 369,5 35,0±0,7 346,7
46,0±0,7 350,9 101,3±1,3 363,7
86,0±1,3 364,8
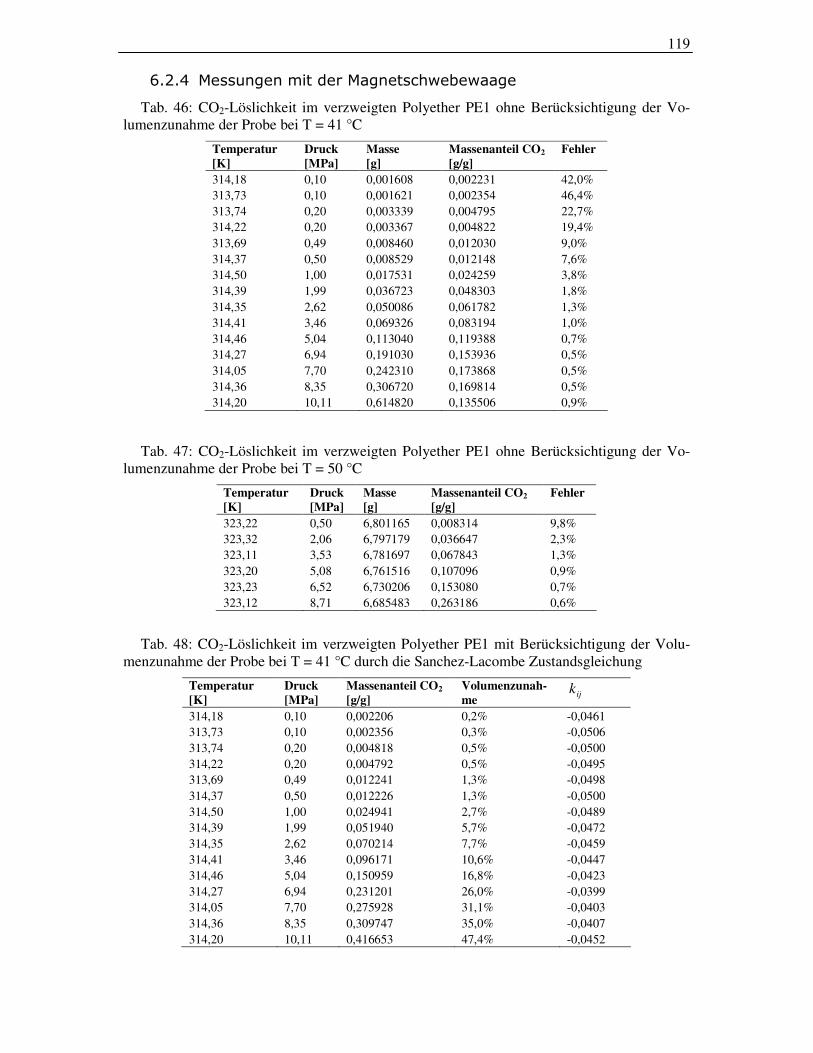
119
6.2.4 Messungen mit der Magnetschwebewaage
Tab. 46: CO2-Löslichkeit im verzweigten Polyether PE1 ohne Berücksichtigung der Vo-lumenzunahme der Probe bei T = 41 °C
Temperatur [K]
Druck [MPa]
Masse [g]
Massenanteil CO2 [g/g]
Fehler
314,18 0,10 0,001608 0,002231 42,0% 313,73 0,10 0,001621 0,002354 46,4% 313,74 0,20 0,003339 0,004795 22,7% 314,22 0,20 0,003367 0,004822 19,4% 313,69 0,49 0,008460 0,012030 9,0% 314,37 0,50 0,008529 0,012148 7,6% 314,50 1,00 0,017531 0,024259 3,8% 314,39 1,99 0,036723 0,048303 1,8% 314,35 2,62 0,050086 0,061782 1,3% 314,41 3,46 0,069326 0,083194 1,0% 314,46 5,04 0,113040 0,119388 0,7% 314,27 6,94 0,191030 0,153936 0,5% 314,05 7,70 0,242310 0,173868 0,5% 314,36 8,35 0,306720 0,169814 0,5% 314,20 10,11 0,614820 0,135506 0,9%
Tab. 47: CO2-Löslichkeit im verzweigten Polyether PE1 ohne Berücksichtigung der Vo-lumenzunahme der Probe bei T = 50 °C
Temperatur [K]
Druck [MPa]
Masse [g]
Massenanteil CO2 [g/g]
Fehler
323,22 0,50 6,801165 0,008314 9,8% 323,32 2,06 6,797179 0,036647 2,3% 323,11 3,53 6,781697 0,067843 1,3% 323,20 5,08 6,761516 0,107096 0,9% 323,23 6,52 6,730206 0,153080 0,7% 323,12 8,71 6,685483 0,263186 0,6%
Tab. 48: CO2-Löslichkeit im verzweigten Polyether PE1 mit Berücksichtigung der Volu-menzunahme der Probe bei T = 41 °C durch die Sanchez-Lacombe Zustandsgleichung
Temperatur [K]
Druck [MPa]
Massenanteil CO2 [g/g]
Volumenzunah-me ijk
314,18 0,10 0,002206 0,2% -0,0461 313,73 0,10 0,002356 0,3% -0,0506 313,74 0,20 0,004818 0,5% -0,0500 314,22 0,20 0,004792 0,5% -0,0495 313,69 0,49 0,012241 1,3% -0,0498 314,37 0,50 0,012226 1,3% -0,0500 314,50 1,00 0,024941 2,7% -0,0489 314,39 1,99 0,051940 5,7% -0,0472 314,35 2,62 0,070214 7,7% -0,0459 314,41 3,46 0,096171 10,6% -0,0447 314,46 5,04 0,150959 16,8% -0,0423 314,27 6,94 0,231201 26,0% -0,0399 314,05 7,70 0,275928 31,1% -0,0403 314,36 8,35 0,309747 35,0% -0,0407 314,20 10,11 0,416653 47,4% -0,0452
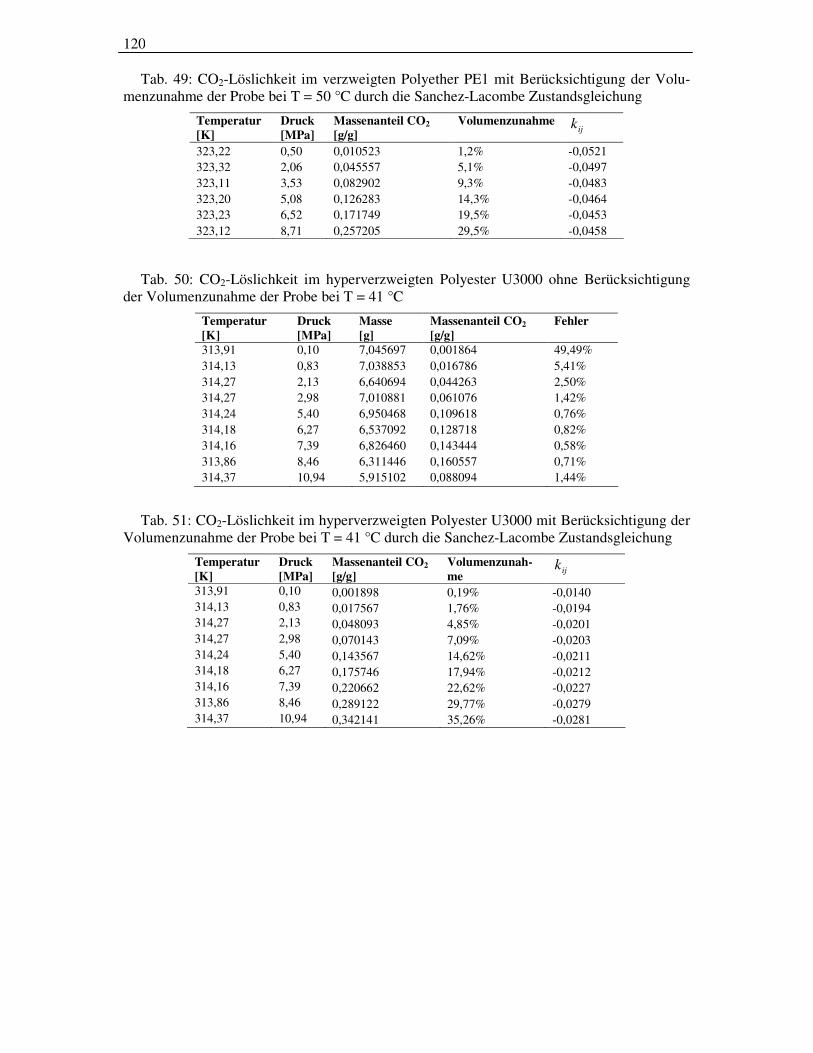
120
Tab. 49: CO2-Löslichkeit im verzweigten Polyether PE1 mit Berücksichtigung der Volu-menzunahme der Probe bei T = 50 °C durch die Sanchez-Lacombe Zustandsgleichung
Temperatur [K]
Druck [MPa]
Massenanteil CO2 [g/g]
Volumenzunahme ijk
323,22 0,50 0,010523 1,2% -0,0521 323,32 2,06 0,045557 5,1% -0,0497 323,11 3,53 0,082902 9,3% -0,0483 323,20 5,08 0,126283 14,3% -0,0464 323,23 6,52 0,171749 19,5% -0,0453 323,12 8,71 0,257205 29,5% -0,0458
Tab. 50: CO2-Löslichkeit im hyperverzweigten Polyester U3000 ohne Berücksichtigung der Volumenzunahme der Probe bei T = 41 °C
Temperatur [K]
Druck [MPa]
Masse [g]
Massenanteil CO2 [g/g]
Fehler
313,91 0,10 7,045697 0,001864 49,49% 314,13 0,83 7,038853 0,016786 5,41% 314,27 2,13 6,640694 0,044263 2,50% 314,27 2,98 7,010881 0,061076 1,42% 314,24 5,40 6,950468 0,109618 0,76% 314,18 6,27 6,537092 0,128718 0,82% 314,16 7,39 6,826460 0,143444 0,58% 313,86 8,46 6,311446 0,160557 0,71% 314,37 10,94 5,915102 0,088094 1,44%
Tab. 51: CO2-Löslichkeit im hyperverzweigten Polyester U3000 mit Berücksichtigung der Volumenzunahme der Probe bei T = 41 °C durch die Sanchez-Lacombe Zustandsgleichung
Temperatur [K]
Druck [MPa]
Massenanteil CO2 [g/g]
Volumenzunah-me ijk
313,91 0,10 0,001898 0,19% -0,0140 314,13 0,83 0,017567 1,76% -0,0194 314,27 2,13 0,048093 4,85% -0,0201 314,27 2,98 0,070143 7,09% -0,0203 314,24 5,40 0,143567 14,62% -0,0211 314,18 6,27 0,175746 17,94% -0,0212 314,16 7,39 0,220662 22,62% -0,0227 313,86 8,46 0,289122 29,77% -0,0279 314,37 10,94 0,342141 35,26% -0,0281
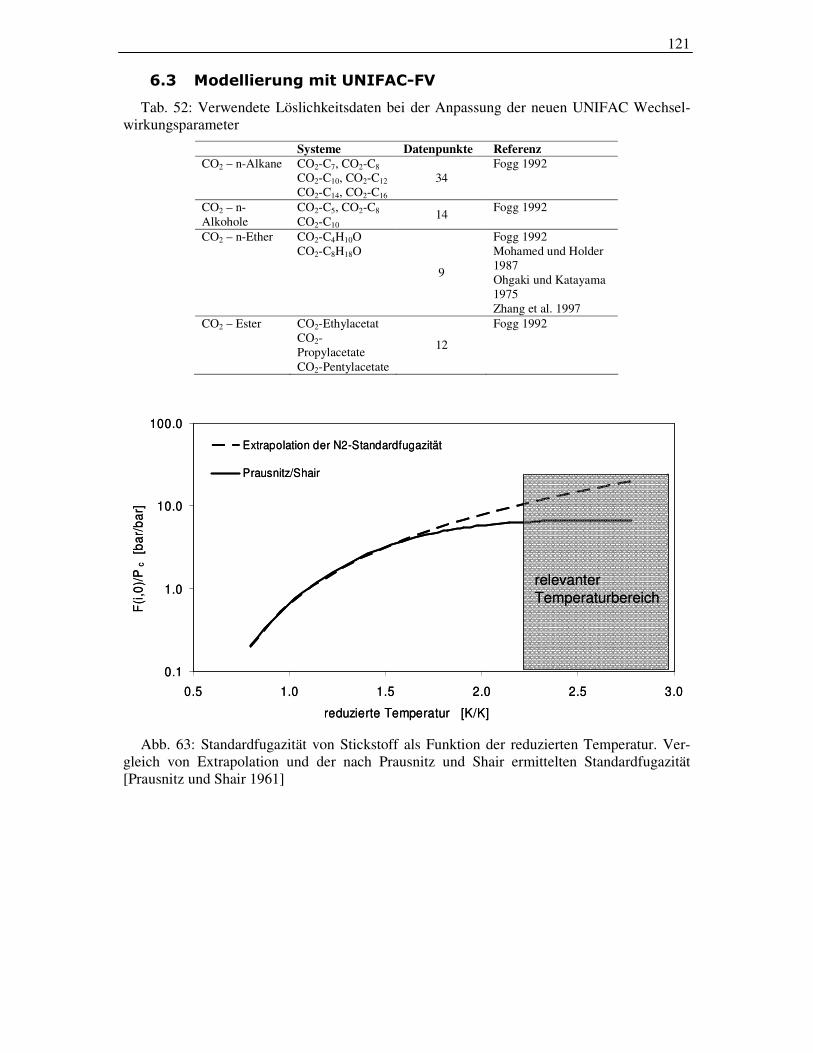
121
6.3 Modellierung mit UNIFAC-FV
Tab. 52: Verwendete Löslichkeitsdaten bei der Anpassung der neuen UNIFAC Wechsel-wirkungsparameter
Systeme Datenpunkte Referenz CO2 – n-Alkane CO2-C7, CO2-C8
CO2-C10, CO2-C12 CO2-C14, CO2-C16
34 Fogg 1992
CO2 – n-Alkohole
CO2-C5, CO2-C8 CO2-C10
14 Fogg 1992
CO2 – n-Ether CO2-C4H10O CO2-C8H18O
9
Fogg 1992 Mohamed und Holder 1987 Ohgaki und Katayama 1975 Zhang et al. 1997
CO2 – Ester CO2-Ethylacetat CO2-Propylacetate CO2-Pentylacetate
12
Fogg 1992
0.1
1.0
10.0
100.0
0.5 1.0 1.5 2.0 2.5 3.0
reduzierte Temperatur [K/K]
F(i
,0)/
Pc
[ba
r/b
ar]
Extrapolation der N2-Standardfugazität
Prausnitz/Shair
relevanter
Temperaturbereich
0.1
1.0
10.0
100.0
0.5 1.0 1.5 2.0 2.5 3.0
reduzierte Temperatur [K/K]
F(i
,0)/
Pc
[ba
r/b
ar]
Extrapolation der N2-Standardfugazität
Prausnitz/Shair
relevanter
Temperaturbereich
Abb. 63: Standardfugazität von Stickstoff als Funktion der reduzierten Temperatur. Ver-
gleich von Extrapolation und der nach Prausnitz und Shair ermittelten Standardfugazität [Prausnitz und Shair 1961]
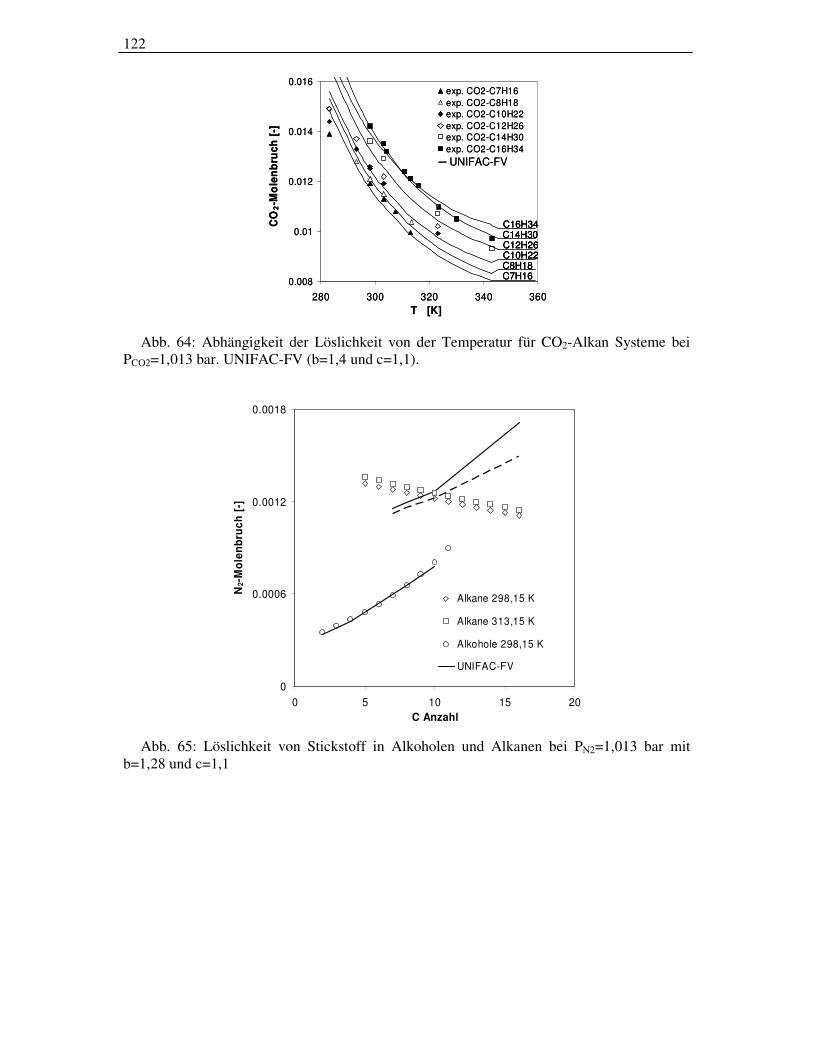
122
0.008
0.01
0.012
0.014
0.016
280 300 320 340 360
T [K]
CO
2-M
ole
nb
ruc
h [
-]
exp. CO2-C7H16
exp. CO2-C8H18exp. CO2-C10H22
exp. CO2-C12H26exp. CO2-C14H30
exp. CO2-C16H34
UNIFAC-FV
C16H34C14H30C12H26C10H22C8H18C7H16
0.008
0.01
0.012
0.014
0.016
280 300 320 340 360
T [K]
CO
2-M
ole
nb
ruc
h [
-]
exp. CO2-C7H16
exp. CO2-C8H18exp. CO2-C10H22
exp. CO2-C12H26exp. CO2-C14H30
exp. CO2-C16H34
UNIFAC-FV
C16H34C14H30C12H26C10H22C8H18C7H16
C16H34C14H30C12H26C10H22C8H18C7H16
Abb. 64: Abhängigkeit der Löslichkeit von der Temperatur für CO2-Alkan Systeme bei
PCO2=1,013 bar. UNIFAC-FV (b=1,4 und c=1,1).
0
0.0006
0.0012
0.0018
0 5 10 15 20
C Anzahl
N2-M
ole
nb
ruc
h [
-]
Alkane 298,15 K
Alkane 313,15 K
Alkohole 298,15 K
UNIFAC-FV
Abb. 65: Löslichkeit von Stickstoff in Alkoholen und Alkanen bei PN2=1,013 bar mit
b=1,28 und c=1,1
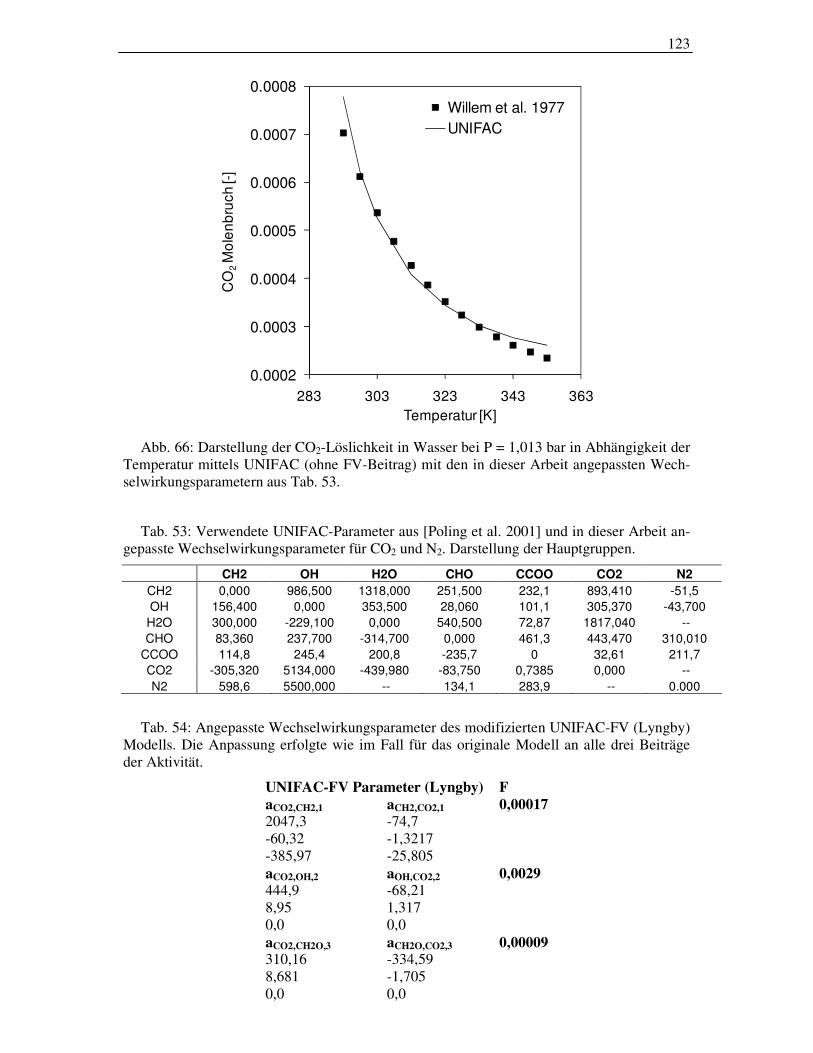
123
0.0002
0.0003
0.0004
0.0005
0.0006
0.0007
0.0008
283 303 323 343 363
CO
2M
ole
nb
ruch
[-]
Temperatur [K]
Willem et al. 1977
UNIFAC
Abb. 66: Darstellung der CO2-Löslichkeit in Wasser bei P = 1,013 bar in Abhängigkeit der
Temperatur mittels UNIFAC (ohne FV-Beitrag) mit den in dieser Arbeit angepassten Wech-selwirkungsparametern aus Tab. 53.
Tab. 53: Verwendete UNIFAC-Parameter aus [Poling et al. 2001] und in dieser Arbeit an-gepasste Wechselwirkungsparameter für CO2 und N2. Darstellung der Hauptgruppen.
CH2 OH H2O CHO CCOO CO2 N2
CH2 0,000 986,500 1318,000 251,500 232,1 893,410 -51,5
OH 156,400 0,000 353,500 28,060 101,1 305,370 -43,700
H2O 300,000 -229,100 0,000 540,500 72,87 1817,040 --
CHO 83,360 237,700 -314,700 0,000 461,3 443,470 310,010
CCOO 114,8 245,4 200,8 -235,7 0 32,61 211,7
CO2 -305,320 5134,000 -439,980 -83,750 0,7385 0,000 --
N2 598,6 5500,000 -- 134,1 283,9 -- 0.000
Tab. 54: Angepasste Wechselwirkungsparameter des modifizierten UNIFAC-FV (Lyngby) Modells. Die Anpassung erfolgte wie im Fall für das originale Modell an alle drei Beiträge der Aktivität.
UNIFAC-FV Parameter (Lyngby) F aCO2,CH2,1 aCH2,CO2,1 0,00017 2047,3 -60,32 -385,97
-74,7 -1,3217 -25,805
aCO2,OH,2 aOH,CO2,2 0,0029 444,9 8,95 0,0
-68,21 1,317 0,0
aCO2,CH2O,3 aCH2O,CO2,3 0,00009 310,16 8,681 0,0
-334,59 -1,705 0,0
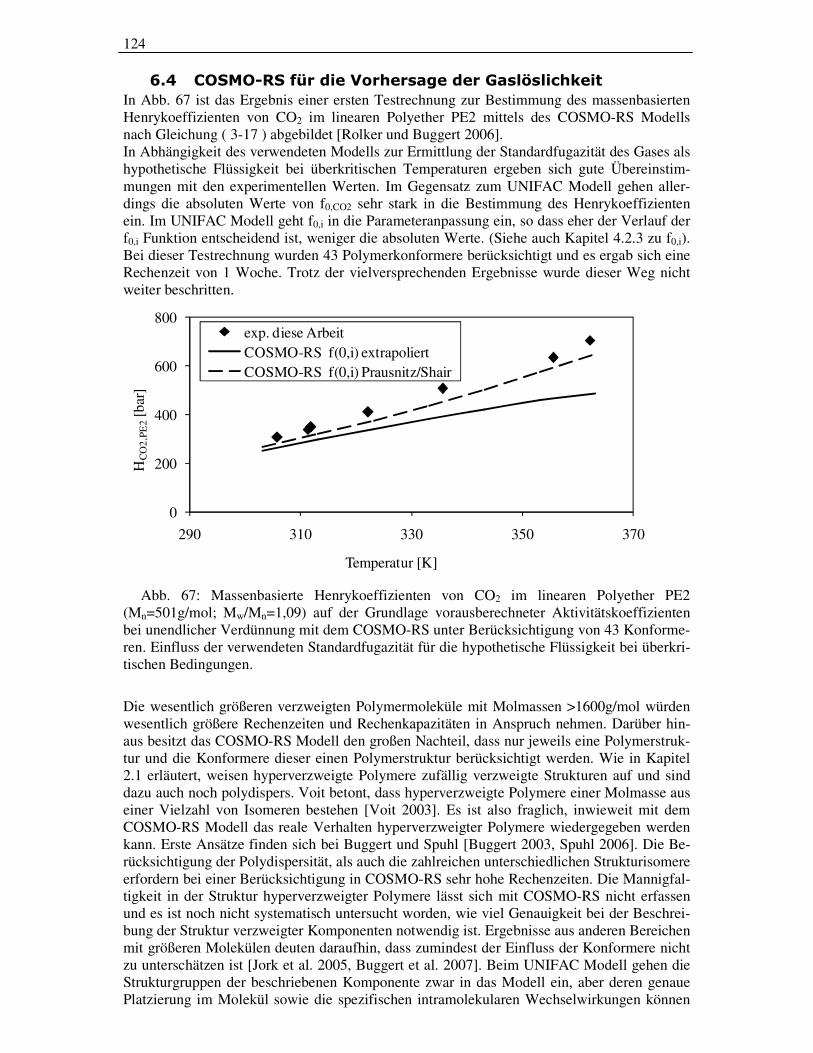
124
6.4 COSMO-RS für die Vorhersage der Gaslöslichkeit
In Abb. 67 ist das Ergebnis einer ersten Testrechnung zur Bestimmung des massenbasierten Henrykoeffizienten von CO2 im linearen Polyether PE2 mittels des COSMO-RS Modells nach Gleichung ( 3-17 ) abgebildet [Rolker und Buggert 2006]. In Abhängigkeit des verwendeten Modells zur Ermittlung der Standardfugazität des Gases als hypothetische Flüssigkeit bei überkritischen Temperaturen ergeben sich gute Übereinstim-mungen mit den experimentellen Werten. Im Gegensatz zum UNIFAC Modell gehen aller-dings die absoluten Werte von f0,CO2 sehr stark in die Bestimmung des Henrykoeffizienten ein. Im UNIFAC Modell geht f0,i in die Parameteranpassung ein, so dass eher der Verlauf der f0,i Funktion entscheidend ist, weniger die absoluten Werte. (Siehe auch Kapitel 4.2.3 zu f0,i). Bei dieser Testrechnung wurden 43 Polymerkonformere berücksichtigt und es ergab sich eine Rechenzeit von 1 Woche. Trotz der vielversprechenden Ergebnisse wurde dieser Weg nicht weiter beschritten.
0
200
400
600
800
290 310 330 350 370
HC
O2,
PE2
[bar
]
Temperatur [K]
exp. diese ArbeitCOSMO-RS f(0,i) extrapoliertCOSMO-RS f(0,i) Prausnitz/Shair
Abb. 67: Massenbasierte Henrykoeffizienten von CO2 im linearen Polyether PE2
(Mn=501g/mol; Mw/Mn=1,09) auf der Grundlage vorausberechneter Aktivitätskoeffizienten bei unendlicher Verdünnung mit dem COSMO-RS unter Berücksichtigung von 43 Konforme-ren. Einfluss der verwendeten Standardfugazität für die hypothetische Flüssigkeit bei überkri-tischen Bedingungen.
Die wesentlich größeren verzweigten Polymermoleküle mit Molmassen >1600g/mol würden wesentlich größere Rechenzeiten und Rechenkapazitäten in Anspruch nehmen. Darüber hin-aus besitzt das COSMO-RS Modell den großen Nachteil, dass nur jeweils eine Polymerstruk-tur und die Konformere dieser einen Polymerstruktur berücksichtigt werden. Wie in Kapitel 2.1 erläutert, weisen hyperverzweigte Polymere zufällig verzweigte Strukturen auf und sind dazu auch noch polydispers. Voit betont, dass hyperverzweigte Polymere einer Molmasse aus einer Vielzahl von Isomeren bestehen [Voit 2003]. Es ist also fraglich, inwieweit mit dem COSMO-RS Modell das reale Verhalten hyperverzweigter Polymere wiedergegeben werden kann. Erste Ansätze finden sich bei Buggert und Spuhl [Buggert 2003, Spuhl 2006]. Die Be-rücksichtigung der Polydispersität, als auch die zahlreichen unterschiedlichen Strukturisomere erfordern bei einer Berücksichtigung in COSMO-RS sehr hohe Rechenzeiten. Die Mannigfal-tigkeit in der Struktur hyperverzweigter Polymere lässt sich mit COSMO-RS nicht erfassen und es ist noch nicht systematisch untersucht worden, wie viel Genauigkeit bei der Beschrei-bung der Struktur verzweigter Komponenten notwendig ist. Ergebnisse aus anderen Bereichen mit größeren Molekülen deuten daraufhin, dass zumindest der Einfluss der Konformere nicht zu unterschätzen ist [Jork et al. 2005, Buggert et al. 2007]. Beim UNIFAC Modell gehen die Strukturgruppen der beschriebenen Komponente zwar in das Modell ein, aber deren genaue Platzierung im Molekül sowie die spezifischen intramolekularen Wechselwirkungen können

125
nicht wiedergegeben werden. Diese Ungenauigkeit in der Beschreibung kann bei hyperver-zweigten Polymeren angesichts der zahlreichen möglichen Strukturen vorteilhaft sein. Eine detaillierte Untersuchung der oben beschriebenen Phänomene erscheint äußerst sinnvoll, kann hier aber nicht geleistet werden, so dass in dieser Arbeit dem UNIFAC Modell der Vorzug gegeben wird.
6.5 Aspen Plus Simulation
6.5.1.1 Validierung des thermodynamischen Modells der Chemisorption
In diesem Kapitel wird zunächst der in Aspen Plus® abgebildete Referenzprozess für die CO2-Absorption vorgestellt, wobei im Besonderen auf die Validierung des thermodynami-schen Modells und des Prozessmodells eingegangen wird. Zur thermodynamischen Abbildung des Elektrolysystems CO2-H2O-MEA wurde das Electro-lyt-NRTL (E-NRTL) Modell verwendet [Chen et al. 1982; Chen und Evans 1986]. Zur Be-schreibung des Dampf-Flüssig Gleichgewichts müssen den neben den gewöhnlichen Gleich-gewichtsbeziehungen auch die folgenden Reaktionen berücksichtigt werden.
+− +⇔ OHOHOH 322 (Dissoziation des Wassers) ( 6-1 ) +− +⇔+ OHHCOOHCO 3322 2 (Hydrogenkarbonatbildung) ( 6-2 ) +−− +⇔+ OHCOOHHCO 3
2323 (Karbonatbildung) ( 6-3 )
++ +⇔+ OHRNHOHRNH 3223 (Protonierung des MEA) ( 6-4 ) −− +⇔+ 322 HCORNHOHRNHCOO (Karbamatbildung) ( 6-5 )
Die oben aufgeführten Reaktionen werden über temperaturabhängige Gleichgewichtskonstan-ten (K) beschrieben, die als Funktion der Aktivität der einzelnen Komponenten ausgedrückt werden können.
∏ ∏ ⋅== ii
iii xaKυν γ )( ( 6-6 )
TCTCT
CCK 43
21 lnln +++= ( 6-7 )
Die Phasengleichgewichtsbeziehung kann für jede Komponente über das Isofugazitätskriteri-um formuliert werden.
V
i
L
i ff = ( 6-8 )
Die Lösungsmittelkomponenten Wasser und Monoethanolamin können mit Gleichung ( 6-9 ) berechnet werden, wobei die Poynting Korrektur zur Beschreibung der Druckkorrektur der flüssigen Phase wegen des geringen Systemsdrucks vernachlässigt werden kann [Liu et al. 1999].
LV
i
LV
iiiii PxPy ,0,0 ⋅⋅⋅=⋅⋅ ϕγϕ ( 6-9 )
Das Phasengleichgewicht der Gaskomponenten wird mit dem Henrykoeffizienten (Hi,L) der Komponente (i) im Lösungsmittelgemisch (L) zur Beschreibung der Standardfugazität und dem asymmetrisch definierten Akrivitätskoeffizienten (γi*) berechnet.
Giiiii HxPy ,∗⋅=⋅⋅ γϕ ( 6-10 )
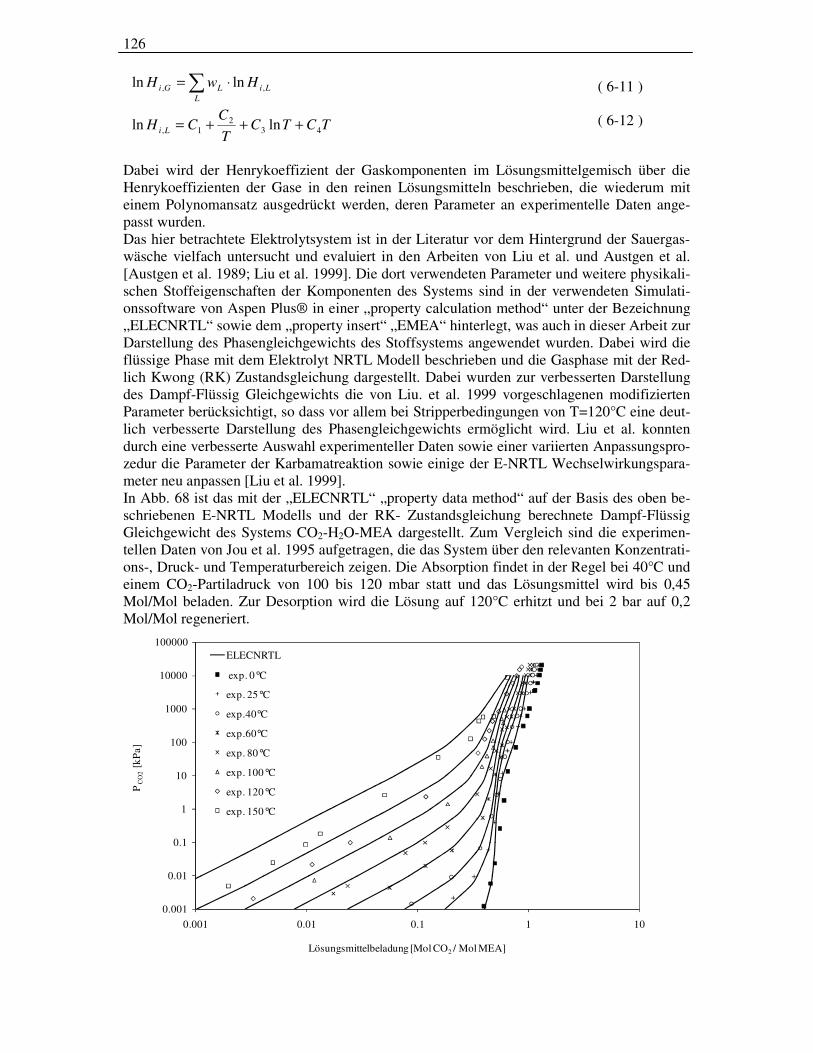
126
∑ ⋅=L
LiLGi HwH ,, lnln ( 6-11 )
TCTCT
CCH Li 43
21, lnln +++= ( 6-12 )
Dabei wird der Henrykoeffizient der Gaskomponenten im Lösungsmittelgemisch über die Henrykoeffizienten der Gase in den reinen Lösungsmitteln beschrieben, die wiederum mit einem Polynomansatz ausgedrückt werden, deren Parameter an experimentelle Daten ange-passt wurden. Das hier betrachtete Elektrolytsystem ist in der Literatur vor dem Hintergrund der Sauergas-wäsche vielfach untersucht und evaluiert in den Arbeiten von Liu et al. und Austgen et al. [Austgen et al. 1989; Liu et al. 1999]. Die dort verwendeten Parameter und weitere physikali-schen Stoffeigenschaften der Komponenten des Systems sind in der verwendeten Simulati-onssoftware von Aspen Plus® in einer „property calculation method“ unter der Bezeichnung „ELECNRTL“ sowie dem „property insert“ „EMEA“ hinterlegt, was auch in dieser Arbeit zur Darstellung des Phasengleichgewichts des Stoffsystems angewendet wurden. Dabei wird die flüssige Phase mit dem Elektrolyt NRTL Modell beschrieben und die Gasphase mit der Red-lich Kwong (RK) Zustandsgleichung dargestellt. Dabei wurden zur verbesserten Darstellung des Dampf-Flüssig Gleichgewichts die von Liu. et al. 1999 vorgeschlagenen modifizierten Parameter berücksichtigt, so dass vor allem bei Stripperbedingungen von T=120°C eine deut-lich verbesserte Darstellung des Phasengleichgewichts ermöglicht wird. Liu et al. konnten durch eine verbesserte Auswahl experimenteller Daten sowie einer variierten Anpassungspro-zedur die Parameter der Karbamatreaktion sowie einige der E-NRTL Wechselwirkungspara-meter neu anpassen [Liu et al. 1999]. In Abb. 68 ist das mit der „ELECNRTL“ „property data method“ auf der Basis des oben be-schriebenen E-NRTL Modells und der RK- Zustandsgleichung berechnete Dampf-Flüssig Gleichgewicht des Systems CO2-H2O-MEA dargestellt. Zum Vergleich sind die experimen-tellen Daten von Jou et al. 1995 aufgetragen, die das System über den relevanten Konzentrati-ons-, Druck- und Temperaturbereich zeigen. Die Absorption findet in der Regel bei 40°C und einem CO2-Partiladruck von 100 bis 120 mbar statt und das Lösungsmittel wird bis 0,45 Mol/Mol beladen. Zur Desorption wird die Lösung auf 120°C erhitzt und bei 2 bar auf 0,2 Mol/Mol regeneriert.
0.001
0.01
0.1
1
10
100
1000
10000
100000
0.001 0.01 0.1 1 10
P C
O2
[kP
a]
Lösungsmittelbeladung [Mol CO2 / Mol MEA]
ELECNRTL
exp. 0°C
exp. 25°C
exp.40°C
exp.60°C
exp. 80°C
exp. 100°C
exp. 120°C
exp. 150°C

127
Abb. 68: Vergleich des experimentell ermittelten Phasenverhaltens des Systems CO2-H2O-MEA nach Jou et al. mit der ELECNRTL „property data method“ auf der Basis des E-NRTL Modells und der RK-Gleichung aus Aspen Plus®. Experimentelle Daten aus [Jou et al. 1995].
Es ist zu erkennen, dass das die in Absorber und Desorber spezifizierten Betriebsbedingungen ausreichend genau wiedergegeben werden können. Größere Ungenauigkeiten sind bei hohen CO2-Beladungen und höheren Temperaturen zu erkennen.
Tab. 55: Relative Abweichungen der experimentellen Daten von den mit dem ELECNRTL Modell berechneten Konzentrationen aus Abb. 68.
Temperatur [°C]
Relative Abweichung [%]
25 5,4 40 4,6 60 6,8 80 10,3 100 11,7 120 13,2
Mittelwert 8,7
Insgesamt ergeben sich die in Tab. 55 aufgeführten relativen Abweichungen der verschiede-nen Isothermen, die über den betrachten Temperaturverlauf < 10% sind und damit leicht oberhalb des von Jou et al. angegebenen Fehlers von 3% liegen. Die Angabe der experimen-tellen Fehler beschränkt sich auf die Konzentrationsbestimmung. Nicht enthalten sind die Ungenauigkeiten bei der Bestimmung des CO2-Partialdrucks über der Lösung, der über die Raoultsche Näherung aus dem gemessenen Gesamtdruck und den Dampfdrücken der Einzel-komponenten sowie eines weiteren Inertgases abgeschätzt wurde. [Jou et al. 1995] verwenden in ihrer Versuchsmethode ein Inertgas, das den Druck konstant halten soll. Diese Methode vernachlässigt sowohl die Nicht-Idealität des Systems MEA-H2O, als auch den Einfluß der größeren Mengen an gelöstem CO2. Liu et al. bemerken, dass die in der Literatur vorhandenen experimentellen Daten des hier betrachteten Systems sehr inhomogen verteilt sind und eine ausführliche Evaluierung der zur Anpassung verwendeten Daten notwendig ist [Liu et al. 1999]. Auf der Grundlage des soliden thermodynamischen Modells wurde ein Prozessmodell entwi-ckelt, das in wesentlichen Punkten dem kommerziellen ECONAMINE Prozess nachempfun-den wurde und in Abb. 51 abgebildet ist.
6.5.1.2 Validierung des Prozessmodells
Beide Kolonnen werden mit dem “RADFRAC“ Modell in Aspen Plus® abgebildet, das als Gleichgewichtsmodell auf der Grundlage der Massen- und Enthalpiebilanz, sowie der Gleich-gewichtsbeziehung die Stoffströme innerhalb einer Kolonne berechnet und die Kinetik der Reaktion und den Stofftransport nicht berücksichtigt. Streng genommen ist diese Vereinfa-chung nicht gerechtfertigt, denn die Bikarbonatbildung und die Karbamatreaktion sind kine-tisch limitiert, so dass die Vernachlässigung der Reaktion ohne weitere Korrekturmaßnahmen zu Fehlern in der Abbildung der Kolonnen führen würde. Das Stofftransportmodell in Aspen Plus®, „RATEFRAC“ löst die Maxwell-Stefan Gleichungen zur Beschreibung der Diffusion verdünnter Gase in Multikomponentensystemen unter Annahme von Phasengleichgewicht an der Phasengrenze und ist wesentlich aufwändiger und komplexer (Anzahl zu lösender Glei-chungen ist um eine Größenordung höher als beim Gleichgewichtsmodell). In der Literatur gibt es unterschiedliche Ansätze zur Modellierung der Sauergaswäsche bzw. der CO2 Abtrennung aus Rauchgasen. Generell gilt, dass Gleichgewichts-basierte Modelle wie „RADFRAC“ wesentlich stabiler sind und schneller konvergieren im Gegensatz zu stoff-
128
transportbasierten Ansätzen. Der Vorteil der Gleichgewichtsmodelle liegt vor allem in der vergleichsweise einfacheren Handhabung. Gleichwohl lassen sich keine Dimensionierungen der Kolonnen vornehmnen, weil die Konzentrations- und Temperaturprofile innerhalb der Kolonne nicht mit ausreichender Genauigkeit abgebildet werden können. Bei der Verwen-dung des Stofftransportmodells müssen die Geometrie der Kolonnen und der Einbauten sowie die Druckverluste als Eingabevariablen festgelegt werden. In der Literatur finden sich unterschiedliche Ansätze für die Modellierung der CO2-Absorption in wässrigen Aminlösungen. White entwickelt unter Nutzung von „RADFRAC“ Aspen Vorlagen (CO2-Absorption, Desorption und Verflüssigung), um möglichst variabel Stoffsysteme austauschen und in bestehende Prozesse implementieren zu können [White 2002]. Abu-Zahra et al. nutzen „RADFRAC“ und implementieren zusätzlich noch eine Routi-ne zur Berücksichtigung des limitierenden Stofftransports mittels des „Enhancement“ Faktors, der über die Formulierung der Hatta Zahl die Reaktionsgeschwindigkeit einbringt. Sie führen Optimierungsstudien unter Variierung üblicher Parameter wie des MEA-Massenanteils, Lö-sungsmittelbeladung und Lösungsmitteltemperatur durch [Abu-Zahra 2007]. Alie et al. ver-wenden „RATEFRAC“ und zeigen wie über eine Zerlegung eines Prozesses in einzelne Units von Absorber und Desorber wertvolle Anfangswerte für ein komplexes integriertes Prozess-modell gewonnen werden können [Alie et al. 2005]. Freguia et al. berechnen ebenfalls Absor-ber und Stripper mit dem „RATEFRAC“ Ansatz und sind deswegen in der Lage, Parameter wie die Absorberhöhe oder die Zwischenkühlung des Lösungsmittels im Absorber sowie die Bildung temperaturstabiler Salze und ihren Einfluß auf den Energiebedarf des Prozesses zu ermitteln [Freguia et al. 2003]. Bolhàr-Nordenkampf et al. modellieren nur den Absorber mit „RATEFRAC“, denn wegen der höheren Temperaturen ist ein Gleichgewichtsansatz für den Stripper ausreichend [Bolhàr-Nordenkampf et al. 2004]. Angesichts der einfacheren Handhabung und guter Konvergenzeigenschaften, auch vor dem Hintergrund der Verknüpfung von Absorptionsprozess und Dampfkreislauf eines Kraftwerk-prozesses, erscheint die Verwendung von „RADFRAC“ als zielführend. Innerhalb des „RADFRAC“ Ansatzes kann das Gleichgewichtsstufenmodell über einen HETP-Ansatz dem realen Kolonnenverhalten angepasst werden und Stofftransportphänomene indirekt berück-sichtigen. Dazu wurden Absorber und Stripper im „Pack Sizing“ Modus simuliert unter der Verwendung der Sulzer Packung Mellapak 250X bei einer Belastung von 80% und eines ma-ximalen Kolonnendurchmessers von 15 m. Die von Sulzer empfohlene Packung vom Typ X war in Aspen Plus nicht implementiert, so dass wegen des ähnlichen hydrodynamischen Ver-haltens Mellapak 250X verwendet wurde [Sulzer 2007]. In gleicher Weise kann die Reakti-onskinetik der Karbamatreaktion und der Bikarbonatbildung durch eine Abweichung vom chemischen Gleichgewicht indirekt ausgedrückt werden. In der Formulierung der Tempera-turabhängigkeit der Gleichgewichtskonstante wird ein ∆T eingeführt, so dass bei der Berech-nung der Gleichgewichtskonstante eine andere Temperatur als die simulationsbedingte Stu-fentemperatur verwendet wird.
)()ln(ln 432
1eqeq
eqTTCTTC
TT
CCK ∆++∆++
∆++= ( 6-13 )
In den folgenden Validierungsstudien wurde für den Absorber ∆Teq=20 K und für den Strip-per ∆Teq=-10 K gewählt. Der Wert für den Absorber ist in der gleichen Größenordnung wie der von White verwendete Wert (∆Teq=25 K) [White 2002]. Der niedrigere Wert im Stripper deutet an, dass wegen der höheren Temperaturen, wie bereits oben angedeutet, die Reaktionen näher am Gleichgewicht liegen. Absorber und Stripper wurden getrennt voneinander mit realen Anlagendaten aus der Litera-tur verglichen und angepasst.
129
Es wurden experimentelle Daten einer Pilotanlage über die CO2-Abtrennung aus einem Luft-strom (CO2 Gehalte: 11-19 Mol%) für MEA Massenanteile von 12 bis 28 Ma% unter der An-nahme von 80% relativer Luftfeuchtigkeit und einer Gastemperatur von T=25°C verwendet [Tontiwachwuthikul et al. 1992]. Für das Absorberbett von 6,6 m (1/2“ keramische Berl Sat-tel) wurde eine HETP von 4 m als konstanter Wert angenommen. Weiterhin wurde das Prozessmodell mit experimentellen Daten eines industriellen Absorbers verglichen. Die CO2-Konzentrationen im Gasstrom lagen im Bereich von 1 bis 4 Mol% (bei vollständiger Sättigung des Gasstroms mit Wasser), die MEA-Anteile bei 19 bis 23 Ma% und der Absorptionsdruck bei 5 bis 8 bar. Für die Füllkörper vom Typ 2“ Edelstahlringe mit einer Schütthöhe von 14,1 m wurde eine HETP von 3,6 m abgeschätzt. In Tab. 56 sind die relativen Abweichungen zwischen Simulation und experimentellen Anlagendaten aufgeführt.
Tab. 56: Validierung des Absorbers. Mittlere relative Abweichungen (AAD) der Simulati-onsergebnisse von den experimentellen Anlagendaten aus [Tontiwachwuthikul et al. 1992] und [Pintola et al. 1993].
Mittlere relative Abweichungen [%] Tontiwachwuthikul et al. Pintola et al. Beladenes Lösungsmittel [mol CO2/mol Amin]
15 0,6
Temperatur des beladenen Lösungs-mittels [°C]
8 6
CO2 Abtrenngrad 1,7 0,03 Abgastemperatur [°C] -- 1,3 Simulierte stationäre Betriebspunkte 10 15
Bei sämtlichen Simulationen wurden dieselben Abweichungen vom chemischen Gleichge-wicht verwendet, wie oben aufgeführt. Die resultierenden Abweichungen sind auch auf fehlende Angaben zurückzuführen, wie z.B. die Feuchtigkeit des Feeds, der einen großen Einfluß auf die Temperatur des beladenen Lö-sungsmittels besitzt. Darüber hinaus mußte die HETP für die Einbauten in den Kolonnen ab-geschätzt werden und als konstant über die Schütthöhe betrachtet werden. Es kann festgestellt werden, dass das Modell reale Anlagendaten mit ausreichender Genauig-keit wiedergeben kann und als Referenzmodell zum Vergleich mit einem Prozess mit neuem Lösungsmittel herangezogen werden kann. In gleicher Weise wurde der Desorber mit realen Anlagendaten verglichen, wobei als wesent-liche Kenngröße die Verdampferleistung in der Formulierung der spezifischen Leistung pro Massenstrom abgetrenntes CO2 (MJ/kg abgetrenntes CO2)ausgewählt wurde.
Tab. 57: Validierung des Strippers. Mittlere relative Abweichungen (AAD) der Simulati-onsergebnisse von den realen Anlagendaten [Sakwattanapoeng et al. 2005, Wilson et al. 2004].
Mittlere relative Abweichungen [%] Sakwattanapoeng et al. Wilson et al. Spezifische Verdampferleistung [MJ/kg CO2]
3,6 2,3
Laboranlage, 30 Ma% MEA, Feed: T=90°C, P=1 bar, beladenes Lö-sungsmittel: 0,5mol/mol, Sulzer Packung EX, 20-50 NTS
Pilotanlage, 30 Ma% MEA, Feed: 15 Mol% CO2
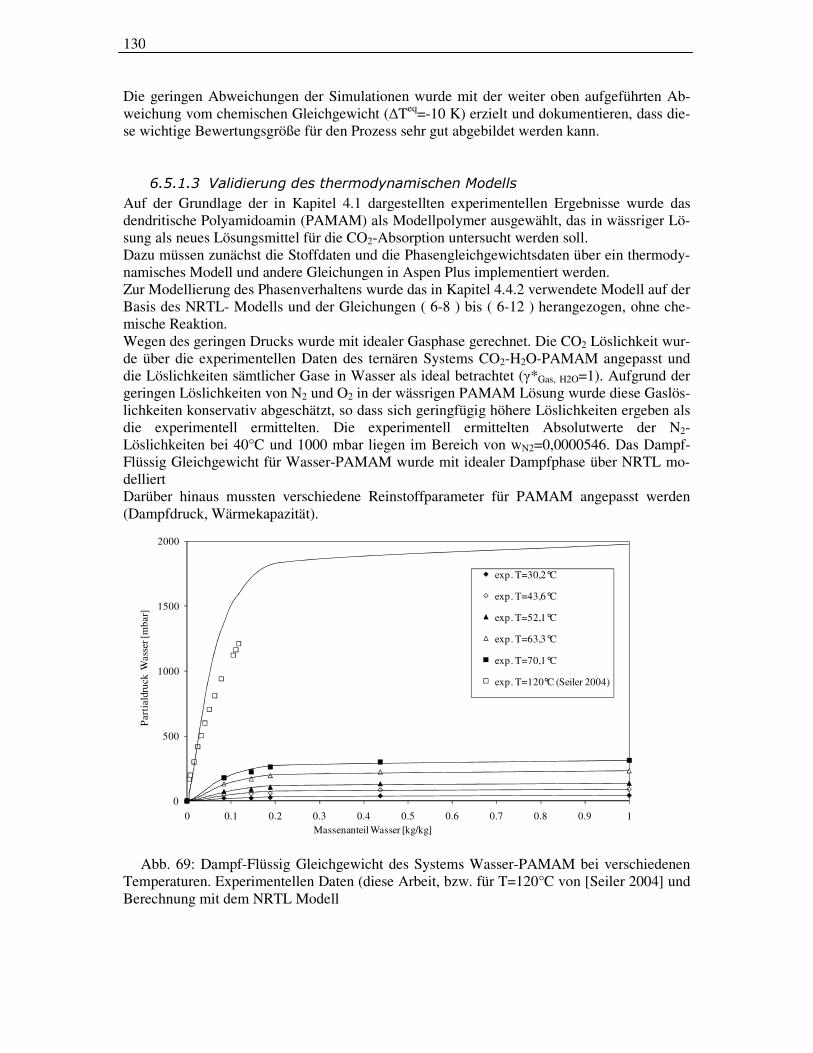
130
Die geringen Abweichungen der Simulationen wurde mit der weiter oben aufgeführten Ab-weichung vom chemischen Gleichgewicht (∆Teq=-10 K) erzielt und dokumentieren, dass die-se wichtige Bewertungsgröße für den Prozess sehr gut abgebildet werden kann.
6.5.1.3 Validierung des thermodynamischen Modells
Auf der Grundlage der in Kapitel 4.1 dargestellten experimentellen Ergebnisse wurde das dendritische Polyamidoamin (PAMAM) als Modellpolymer ausgewählt, das in wässriger Lö-sung als neues Lösungsmittel für die CO2-Absorption untersucht werden soll. Dazu müssen zunächst die Stoffdaten und die Phasengleichgewichtsdaten über ein thermody-namisches Modell und andere Gleichungen in Aspen Plus implementiert werden. Zur Modellierung des Phasenverhaltens wurde das in Kapitel 4.4.2 verwendete Modell auf der Basis des NRTL- Modells und der Gleichungen ( 6-8 ) bis ( 6-12 ) herangezogen, ohne che-mische Reaktion. Wegen des geringen Drucks wurde mit idealer Gasphase gerechnet. Die CO2 Löslichkeit wur-de über die experimentellen Daten des ternären Systems CO2-H2O-PAMAM angepasst und die Löslichkeiten sämtlicher Gase in Wasser als ideal betrachtet (γ*Gas, H2O=1). Aufgrund der geringen Löslichkeiten von N2 und O2 in der wässrigen PAMAM Lösung wurde diese Gaslös-lichkeiten konservativ abgeschätzt, so dass sich geringfügig höhere Löslichkeiten ergeben als die experimentell ermittelten. Die experimentell ermittelten Absolutwerte der N2-Löslichkeiten bei 40°C und 1000 mbar liegen im Bereich von wN2=0,0000546. Das Dampf-Flüssig Gleichgewicht für Wasser-PAMAM wurde mit idealer Dampfphase über NRTL mo-delliert Darüber hinaus mussten verschiedene Reinstoffparameter für PAMAM angepasst werden (Dampfdruck, Wärmekapazität).
0
500
1000
1500
2000
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Par
tial
druc
k W
asse
r [m
bar]
Massenanteil Wasser [kg/kg]
exp. T=30,2°C
exp. T=43,6°C
exp. T=52,1°C
exp. T=63,3°C
exp. T=70,1°C
exp. T=120°C (Seiler 2004)
Abb. 69: Dampf-Flüssig Gleichgewicht des Systems Wasser-PAMAM bei verschiedenen
Temperaturen. Experimentellen Daten (diese Arbeit, bzw. für T=120°C von [Seiler 2004] und Berechnung mit dem NRTL Modell
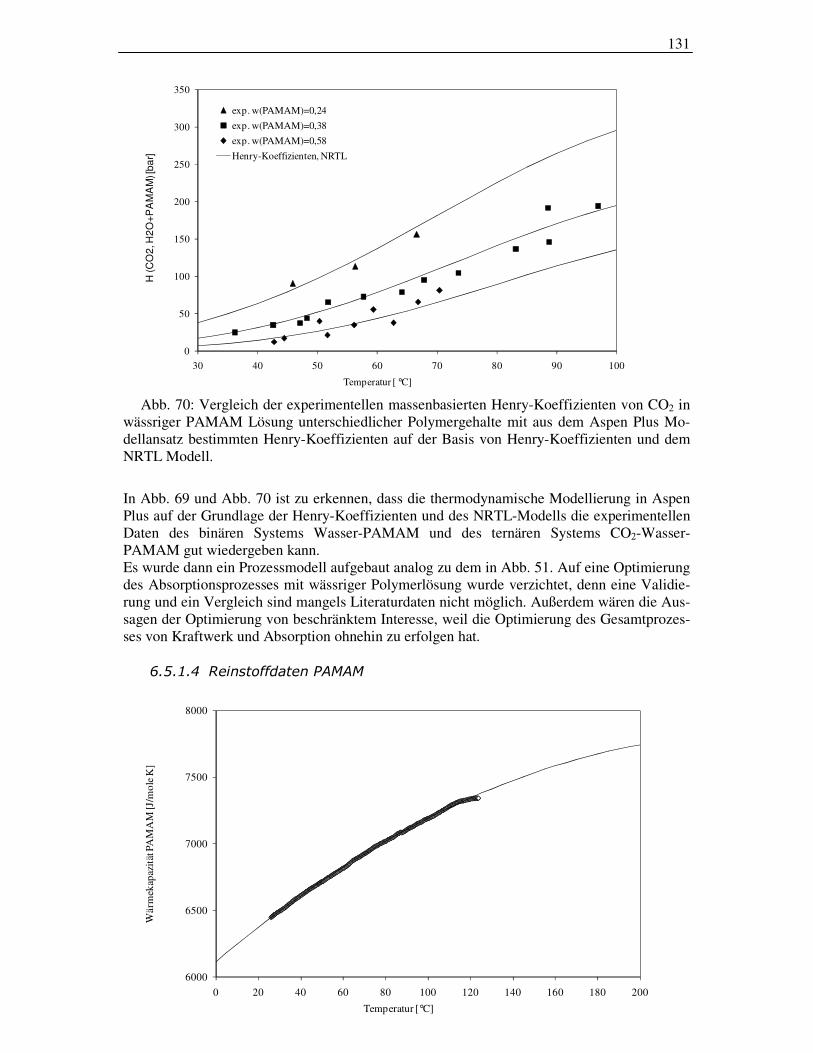
131
0
50
100
150
200
250
300
350
30 40 50 60 70 80 90 100
Temperatur [ °C]
exp. w(PAMAM)=0,24
exp. w(PAMAM)=0,38
exp. w(PAMAM)=0,58
Henry-Koeffizienten, NRTLH
(C
O2
, H2
O+
PA
MA
M) [
ba
r]
Abb. 70: Vergleich der experimentellen massenbasierten Henry-Koeffizienten von CO2 in
wässriger PAMAM Lösung unterschiedlicher Polymergehalte mit aus dem Aspen Plus Mo-dellansatz bestimmten Henry-Koeffizienten auf der Basis von Henry-Koeffizienten und dem NRTL Modell.
In Abb. 69 und Abb. 70 ist zu erkennen, dass die thermodynamische Modellierung in Aspen Plus auf der Grundlage der Henry-Koeffizienten und des NRTL-Modells die experimentellen Daten des binären Systems Wasser-PAMAM und des ternären Systems CO2-Wasser-PAMAM gut wiedergeben kann. Es wurde dann ein Prozessmodell aufgebaut analog zu dem in Abb. 51. Auf eine Optimierung des Absorptionsprozesses mit wässriger Polymerlösung wurde verzichtet, denn eine Validie-rung und ein Vergleich sind mangels Literaturdaten nicht möglich. Außerdem wären die Aus-sagen der Optimierung von beschränktem Interesse, weil die Optimierung des Gesamtprozes-ses von Kraftwerk und Absorption ohnehin zu erfolgen hat.
6.5.1.4 Reinstoffdaten PAMAM
6000
6500
7000
7500
8000
0 20 40 60 80 100 120 140 160 180 200
Wär
mek
apaz
ität
PA
MA
M [J
/mol
e K
]
Temperatur [°C]
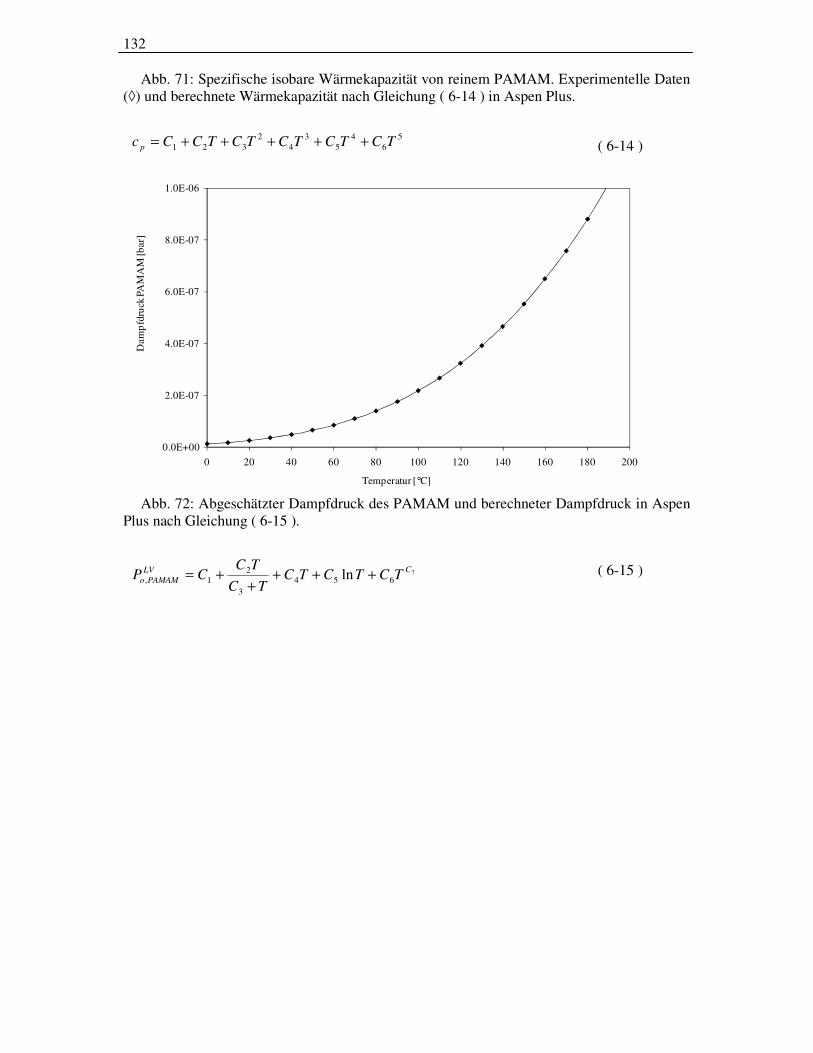
132
Abb. 71: Spezifische isobare Wärmekapazität von reinem PAMAM. Experimentelle Daten (◊) und berechnete Wärmekapazität nach Gleichung ( 6-14 ) in Aspen Plus.
5
64
53
42
321 TCTCTCTCTCCc p +++++= ( 6-14 )
0.0E+00
2.0E-07
4.0E-07
6.0E-07
8.0E-07
1.0E-06
0 20 40 60 80 100 120 140 160 180 200
Dam
pfd
ruck
PA
MA
M [b
ar]
Temperatur [°C] Abb. 72: Abgeschätzter Dampfdruck des PAMAM und berechneter Dampfdruck in Aspen
Plus nach Gleichung ( 6-15 ).
7654
3
21, ln CLV
PAMAMo TCTCTCTC
TCCP +++
++= ( 6-15 )
133
7 Literaturverzeichnis Aaron, D.; Tsouris, C., Separation of CO2 from Flue Gas: A Review, Sep. Sci. Technol. 2005, 40, 321-348. Abrams, D. S.; Prausnitz, J. M., Statistical thermodynamic of liquid mixtures. A new ex-pression for the excess Gibbs Energy of partly and completely miscible systems, AIChE J. 1975, 21, 116-128. Abu-Zara, M. R.M.; Schneiders, L.H.J.; Niederer, J.P.M.; Feron, P.H.M.; Versteeg, G.F., CO2 capture from power plants Part I. A parametric study of the technical perform-ance based on monoethanolamine, International Journal of Greenhouse Gas Control 2007, 37-46. Albert, M.; Hasse, H.; Kuhnert, C.; Maurer, G., New Experimental Results fort he Va-por-Liquid Equilibrium of the Binary System (Trioxane + Water) and the Ternary system (Formaldehyde + Trioxane + Water), J. Chem. Eng. Data 2005, 50, 1218-1223. Albus, R.; Burmeister, F., Biogaserzeugung – Verfahren, Gasbestandteile und Potenziale, 14. DVV Kolloqium, 19.11.2004 Wien Alie, C.; Backham, L.; Croiset, E.; Douglas, P.L., Simulation of CO2 capture using MEA scrubbing: a flowsheet decomposition method, Energy Conversion and Management 2005, 46, 475-487 Anthony, J. L.; Anderson, J. L.; Maginn, E. J.; Brennecke, J. F., Anion Effects on Gas Solubility in Ionic Liquids, Journal of Physical Chemistry B, 2005, 109, 13, 6366-6374. Areerat, S.; Hayata, Y.; Katsumoto, R.; Kegasawa, T.; Egami, H.; Ohshima, M., Solu-bility of carbon dioxide in polyethylene/titanium dioxide composite under high pressure and temperature, J. Applied Polymer Science 2002, 86, 2, 282-288. Arlt, W., Verfahrenstechnische zur Verringerung des Anstiegs von Kohlendioxid in der Luft, Chem. Ing. Tech. 2003, 74, 340-348. Arlt, W., Vorlesungsskript “Thermische Grundoperationen” TU Berlin 2003 Arnold, D. S.; Barrett, D. A.; Isom, R. H., CO2 can be produced from flue gas, Oil & Gas Journal 1982, 130-136 Austgen, D. M.; Rochelle, G. T.; Peng, X.; Chen, C. C., Model of Vapor-Liquid Equilib-ria for Aqueous Acid Gas-Alkanoamine systems Using the Electrolyte-NRTL Equation, Ind. Eng. Chem. Res. 1989, 28, 1060-1073. Balashova, I. M.; Mokrushina, L. V.; Morachevskii, A. G., Modeling of liquid-vapor equilibria for solutions of polymers, Theor. Found. Chem. Eng. 1996, 30(4), 328-344. Barchas, R.; Davis, R., Energy Convers. Mgmt. 1992, 33 (5-8), 333. BASF, Herstellerangaben Lupasol, 2007 Battino, R.; Clever, H.L., The Solubility of Gases in Liquids, Chem. Rev., 1966, 66,3, 395-462 Battino, R.; Rettich, T. R.; Tominaga, T., The Solubility of Nitrogen and Air in Liquids, J. Phys. Chem. Ref. Data 1984, 13, 2, 563-600. Behme, S., Thermodynamik von Polymersystemen bei hohen Drücken, Dissertation TU Berlin 2000. Bolhàr-Nordenkampf, M.; Friedl, A.; Koss, U.; Tork, T., Modelling selective H2S ab-sorption and desorption in an aqueous MDEA-solution using a rate-based non-equilibrium approach, Chemical Engineering and Processing 2004, 43, 701–715 Bondi, A., Physical properties of molecular crystals, liquids and glasses, Wiley, New York 1968. Botero, C., Simulation of a Post-Combustion CO2 Absorption Process: Evaluation of New Solvents and Comparison with State of the Art Technology, Diplomarbeit FAU Erlangen-Nürnberg 2007 Buchele, A., Hochdruckdichtemessung und Modellierung hyperverzweigter Polymer-CO2-Systeme mit der Zustandsgleichung PC-SAFT, Diplomarbeit, Universität Erlangen-Nürnberg 2006

134
Buggert, M., Modellierung von Dampf – Flüssig – Phasengleichgewichten hyperverzweig-ter Polymere mit quantenchemischen Methoden, Diplomarbeit TU Berlin 2003
Carroll, J. J., What is Henry’s Law, Chemical Engineering Progress 1991, 10, 48-52. Carroll, J.J.; Slupsky, J.D.; Mather, A.E., The solubility of Carbon Dioxide in Water at Low Pressure, J. Phys. Chem. Ref Data, 1991, 20, 6, 1201-1209 Chakraborty, A. K.; Astarita, G.; Bischoff, K. B., CO2 Absorption in Aqueous Solutions of Hindered Amines, Chem. Eng. Sci. 1986, 41, 4, 997 Chakma, A., An Energy Efficient Mixed Solvent for the Separation of CO2", Energy Con-version & Management 1995, 36 (6-9) 427. Chakma A, CO2 Capture Processes - Opportunities for Improved Energy Efficiencies, En-ergy Conversion & Management 1997, 38, S51-S56. Chapel, D.; Ernest, J.; Mariz, C., Recovery of CO2 from Flue Gases: Commercial Trends, Canadian Society of Chemical Engineers Annual Meeting, Saksatoon, Saskatchewan, Can-ada, Oktober 1999. Chapman, W., G.; Jackson, G.; Gubbins, K., Phase Equilibria of associating fluids. Chain molecules with multiple bonding sites, Mol. Phys. 1988, 65, 5, 1057-1079 Chen, C.C.; Evans, L.B., A Local Composition Model for the Excess Gibbs Energy of Aqueous Electrolyte Systems, AIChE J. 1986, 32, 344. Chen, C.C.; Britt, H.I.; Boston, J.F.; Evans, L.B.; Local Composition Model for Excess Gibbs Energy of Electrolyte Systems, AIChE J. 1982, 28, 588. Clausen, I., Experimentelle und theoretische Analyse von COSMO-RS für Verteilungsko-effizienten, Dissertation TU Berlin 2000 (Shaker Verlag 3-8265-7348-X) Danner, R. P.; M. S. High, Handbook of Polymer Solution Thermodynamics, design Insti-tute for Physical Property Data. American Institute of Chemical Engineers, New York, NY. 1993. Daubert, T., E.; Danner, R., P., Physical and thermodynamic properties of pure chemi-cals: Data Compilation, Hemisphere Publishing Corporation, New York 1985 De Filippis, P.; Giavarini, C.; Maggi, C.; Rinaldi, G.; Silla, R., Modified Polyamines for CO2 Absorption. Product Preparation and Characterization, Ind. Eng. Chem. Res. 2000, 39, 1364-1368 De Reuck, K.M.; Craven, R.J.B., Methanol, International Thermodynamic Tables of the Fluid State, Vol. 12, Blackwell Science, 1993 [ISBN 0-63202-3791] Degussa GmbH, Goldschmidt GmbH, persönliche Mitteilung 2006 Desideri, U.; Paolucci, A., Performance modelling of a carbon dioxide removal system for power plants. Energy Convers. Manage. 1999, 40, 1899–1915. Diaf, A.; Beckman, E. J., Thermally reversible polymeric sorbents for acid gases. III. CO2-sorption enhancement in polymer-anchored amines, Reactive & Functional Polymers 1995, 27, 1, 45-51. Diaf, A.; Enick, R. M.; Beckman, E. J., Molecular redesign of expanded polystyrene to allow use of carbon dioxide as a foaming agent. I. Reversible binding of carbon dioxide. Journal of Applied Polymer Science 1993, 50, 5, 835-44. Diaf, A.; Garcia, J. L.; Beckman, E. J., Thermally reversible polymeric sorbents for acid gases: CO2, SO2, and NOx. Journal of Applied Polymer Science 1994, 53, 7, 857-75. DOE/NETL-401/120106, December 2006: Carbon Dioxide Capture from Existing Coal-Fired Power Plants, 2006 (U.S. Department of Energy: National Energy Technology Labo-ratory) Zugriff am 25.04.2007: www.netl.doe.gov/energy-analyses/pubs/CO2%20Retrofit%20-%20Internet%20Draft%20Final.pdf Drenckhahn, W.; Riedle, K.; Klüsener, P., Energiewirtschaftliche Tagesfragen 2004, 54 (1/2), 86. DSM Research, Hybrane Technical Data Sheet, 2002 Elbro, H. S.; Fredenslund, A.; Rasmussen, P., A new simple equation for the prediction of solvent activities in polymer solutions, Macromolecules 1990. 23, 4707-4714.
135
Fischer, K.; Wilken, M.; Gmehling, J., Correlation ,Prediction and Experimental Deter-minatrion of Gas Solubilities, GVC Fachausschuß "High Pressure Chemical Engineering", March 3-5, Karlsruhe 1999 Fisher, K.S.; Beitler, C.; Rueter C.; Searcy, K.; Rochelle, G.; Jassim, M., Integrating MEA regeneration with CO2 compression and peaking to reduce CO2 capture costs. Tech-nical report, U.S. Department of Energy, National Energy Technology Laboratory, 2005. Fogg, P. G.T., Carbon Dioxide in Non-aqueous Solvents at Pressures Less Than 200kPa, Solubility Data Series, Vol. 50, Pergamon Press, New York et al. 1992. Frèchet, J.M.J.; Tomalia, D.A., Dendrimers and other Dendritic Polymers, John Wi-ley&Sons, Ltd., West Sussex 2001 Fredenslund, A.; Gmehling, J.; Rasmussen, P., Vapor-liquid equilibria using UNIFAC, a group-contribution method, Elsevier, Amsterdam 1977. Fredenslund, A.; Jones, R. S.; Prausnitz, J. M., Group-contribution of activity coeffi-cients in nonideal liquid mixtures, AIChE J. 1975, 21(6), 1086-1099. Freguia, S.; Rochelle, G.T., Modeling of CO2 absorption/stripping with monoethanola-mine, AIChE Journal 2003, 49, 7, 1676–1687. Frey, H.; Haag, R., Dendritic Polyglycerol: A New Versatile Biocompatible Material, Re-views in Molecular Biotechnology 2002, 90, 257-267. Froehling, P.E.; Brackman, J., Properties and Application of poly(propylene imine) den-drimers and poly(esteramide) Hyperbranched Polymers, Macromol. Symp., 2000, 151, 581–589 Froehling, P.E., Dendrimers and Dyes – A Review, Dyes Pigments 2001, 48, 187-195. Froehling, P.E., Development of DSM’s Hybrane® Hyperbranched Polyesteramides, J. Pol. Sci. Pol. Chem. 2004, 42, 3110-3115 Gao, C.; Yan, D, Hyperbranched Polymers: From Synthesis to Applications, Prog. Polym. Sci. 2004, 29, 183-275. Gmehling, J.; Li, J.; Schiller, M., A Modified UNIFAC Model. 2. Present Parameter Ma-trix and Results for Different Thermodynamic Properties, Ind. Eng. Chem. Res. 1993, 32, 178-193. Göttlicher, G., Energetik der Kohlendioxidrückhaltung in Kraftwerken, VDI-Verlag, Düs-seldorf 1999. Groß, J.; Sadowski, G., Modeling Polymer Systems Using the Perturbed-Chain Statistical Associating Fluid Theory Equation of State, Ind. Eng. Chem. Res. 2002, 41, 1084-1093. Groß, J.; Sadowski, G., Perturbed-Chain SAFT: An Equation of State Based on a Perturbation Theory for Chain Molecules, Ind. Eng. Chem. Res. 2001, 40, 1244-1260. Groß, J., An equation-of-state contribution for polar components: Quadrupolar Molecules, AIChE Journal 2005, 51, 9, 2556-2568. Groß, J., Entwicklung einer Zustandsgleichung für einfache, assoziierende und makromo-lekulare Stoffe,´Fortschritt-Berichte, Reihe 3, Nr.684, VDI Verlag Düsseldorf, 2001 ISBN 3-18-368403-9 Groß, J.; Spuhl, O.; Tumakaka, F.; Sadowski, G., Modeling Copolymer Systems Using the Perturbed-Chain SAFT Equation of State, Ind. Eng. Chem. Res. 2003, 42, 6, 1266-1274. Handa, Y. P.; Benson, G. C., Partial Molar Volumes of Gases Dissolved in Liquids. Part I. Selected Literature Data and some Estimation Techniques, Fluid Phase Equilib. 1982, 8, 161-180. Haupt, G., DECHEMA-Kolloquium 10.11.2005: Wohin mit dem CO2-Ist die CO2-Sequestrierung ein alternativer Weg zum Klimaschutz?, Frankfurt 2005 Hawker, C. J.; Devonport, W., Design, Synthesis, and Properties of Dendritic Macro-molecules in: Hedrick, J.L., Labadie, J. W. (Hrsg.), Step-growth polymers for high-performance materials, Oxford Press, Oxford 1996, 185-196. Hawker, C. J.; Frechet, J., M., J., Design, Comparison of linear, hyperbranched, and den-dritic macromolecules in: Hedrick, J.L., Labadie, J. W. (Hrsg.), Step-growth polymers for high-performance materials, Oxford Press, Oxford 1996, 132-144.
136
Hawker, C.J.; Fréchet, J.M.J., One Step Synthesis of Hyperbranched Dendritic Polyes-ters, J. Am. Chem. Soc. 1991, 113, 4583-4588. Hawker, C.J.; Malmstroem, E.E.; Frank, C.W.; Kampf, J.P., Exact Linear Analogs of Dendritic Polyether Macromolecules: Design, Synthesis, and Unique Properties, J. Am. Chem. Soc. 1997, 119, 9903-9904. Herzog, H.J., An Introduction to CO2 Separation and Capture Technologies, Energy Labo-ratory Working Paper, Massachusetts Institute of Technology 1999 (http://sequestration.mit.edu/bibliography/technology.html: letzter Zugriff: 20.12.05) Hobson, L.J.; Feast, W.J., Poly(amidoamine) hyperbranched systems, synthesis, structure and characerization, Polymer 1999, 40, 1279-1297 Hobson, L.J.; Kenwright, A.M.; Feast, W.J., A simple ‘one pot’ route to the hyper-branched analogues of Tomalia’s poly(amidoamine) dendrimers, Chem. Commun., 1997, 1877-1778 Hochgesand, G., Rectisol and Purisol, Ind. Eng. Chem. 1970, 62, 7, 37-43. Hölter, D.; Burgrath, A.; Frey, H., Degree of Branching in Hyperbranched Polymers, Acta Polymer 1997, 48, 30-35. Hult, A.; Johansson, M.; Malmström, E., Hyperbranched Polymers, Advances in Poly-mer Science 1999, 143, 1-34 Husson-Borg, P.; Majer, V.; Costa Gomes, M. F. J., Solubilities of oxygen and carbon dioxide in butyl methyl imidazolium tetrafluoroborate as a function of temperature and at pressures close to atmospheric, Chem. Eng. Data 2003, 48 , 480-485 Ihmels ,C.; Fiege, C.; Rarey, J.; Gmehling, J., Computergestutzte Messung von Flüssig-keitsdichten in einem weiten Temperatur- und Druckbereich, CIT 1999, 71, 605-609 Ihmels, C.; Gmehling, J., Liquid Densities of ç-Butyrolactone and N-Methyl-2-pyrrolidone from 273 to 473 K and at Pressures up to 40 MPa, J. Chem. Eng. Data 2002, 47, 1547-1552 Ihre, H.; Johansson, M.; Malmström, E.; Hult, A., Dendrimers and hyperbranched ali-phatic polyesters based on 2,2-bis(hydroxymethyl)propionic acid (Bis-MPA), in: Newkome, G.R. (Hrsg.), Advances in dendritic macromolecules, Vol.3 JAI Press, London 1996. Inoue, K., Functional Dendrimers, Hyperbranched and Star Polymers, Prog. Polym. Sci. 2000, 25, 453-571. IPCC, 2005: IPCC Special Report on Carbon Dioxide Capture and Storage. Prepared by Working Group III of the Intergovernmental Panel on Climate Change [Metz, B., O. Davidson, H. C. de Coninck, M. Loos, and L. A. Meyer (eds.)]. Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA. Jang, J. G.; Huh, J. Y.; Bae, Y. C., Phase behavior of dendritic polymer/polar solvent: The effects of compressibility, architecture and hydrogen bondings, Fluid Phase Equilib. 2002, 194-197, 675-688 Jang, J.G.; Bae, Y.C., Phase behaviors of hyperbranched polymer solutions with specific interactions, J. Chem. Phys. 2001, 114(11), S. 5034-5042. Jikei, M.; Kakimoto, M., Hyperbranched Polymers: A Promising New Class of Materials, Prog. Polym. Sci. 2001, 26, 1233-1285. Jork, C.; Kristen, C.; Pieraccini, D.; Stark, A.; Chiappe, C.; Beste, Y. A.; Arlt, W., Tailor-made Ionic Liquids, J. Chem. Thermodynamics 2005, 37, 6, 537-558. Jou, F.Y.; Mather, A.E.; Otto, F.D., The solubility of CO2 in a 30 mass percent mono-ethanolamine solution. Can. J. Chem. Eng. 1995, 73,140–147. Keller, J.U.; Rave, H.; Staudt, R.; Measurement of Gas Absorption in a Swelling Poly-meric Material by a Combined Gravimetric-Dynamic Method, Macromol. Chem. Phys. 1999, 200, 2269-2275. Kiepe, J.; Horstmann, S.; Fischer, K.; Gmehling, J., Experimental Determination and Prediction of Gas Solubility Data for CO2 + H2O Mixtures Containing NaCl or KCl at Temperatures between 313 and 393 K and Pressures up to 10 MPa, Ind. Eng. Chem. Res. 2002, 41, 4393-4398
137
Klamt, A., Conductor-like Screening Model for Real Solvents: A New Approach to the Quantitative Calculation of Solvation Phenomena, J. Chem. Phys. 1995, 99, 2224-2235 Klamt, A.; Eckert, F., COAMO-RS: A Novel and Efficient Method for the a priori Predic-tion of Thermophysical Data of Liquids, Fluid Phase Equilib. 2000, 172, 43-72. Kohl, A. L.; Nielsen, R. B., Gas Purification, 5. Aufl., Gulf Publishing, Houston 1997 Kontogeorgis, G. M.; Coutsikos, P.; Tassios, D.; Fredenslund, A., Improved models for the predition of activity coefficients in nearly athermal mixtures. Part I. Empirical modifica-tions of free-volume models, Fluid Phase Equilib. 1994, 92, 35-66. Kouskoumvekaki, I. A.; Giesen, R.; Michelsen, M. L.; Kontogeorgis, G. M., Free-Volume Activity Coefficient Models for Dendrimer Solutions. Ind. Eng. Chem. Res. 2002, 41, 19, 4848. Kouskoumvekaki, I. A.; von Solms, N.; Lindvig, T.; Michelsen, M. L.; Kontogeorgis, G. M., Novel Method for Estimating Pure-Component Parameters for Polymers: Applica-tion to the PC-SAFT Equation of State, Ind. Eng. Chem. Res. 2004, 43, 11, 2830-2838 Kozłowska, M.K.; Jürgens, B.; Groß, J.; de Loos, T.W.; Jansens, P.J., Vapor-Liquid Equilibria of Systems of Hyperbranched Polymers and CO2. Removal of CO2 from Flue Gases, PPEPPD 2007, 1-10 Kratky, O.; Leopold, H.; Stabinger, H ., Dichtemessungen an Flüssigkeiten und Gasen auf 10–6g/cm3 bei 0,6 cm3 Präparatvolumen, Z .Angew. Phys. 27 1969, 273-277. Lacombe, R. H.; Sanchez, I. C., Statistical Thermodynamics of Fluid Mixtures, Journal of Physical Chemistry 1976, 80, 23, 2568-80. Larsen, B. L.; Rasmussen, P.; Fredenslund, A., A modified UNIFAC Group-Contribution Model for Prediction of Phase Equilibria and Heats of Mixing. Ind. Eng. Chem. Res. 1987, 26, 2274-2286. Lei, Z.; Ohyabu, H.; Sato, Y.; Inomata, H.; Smith Jr., R.L., Solubility, Swelling Degree and Crystallinity of Carbon Dioxide–Polypropylene System, J. of Supercritical Fluids 2007, 40, 452–461 Lemmon, E.W.; Span, R., Short Fundamental Equations of State for 20 Industrial Fluids, J. Chem. Eng. Data, 2006; 51, 3, 785-850 Li, G.; Gunkel, F.; Wang, J.; Park, C. B.; Altstadt, V., Solubility measurements of N2 and CO2 in Polypropylene and Ethene/Octene copolymer, Journal of Applied Polymer Sci-ence 2007,103, 5, 2945-2953. Li, G.; Li, H.; Turng, L. S.; Gong, S.; Zhang, C., Measurement of gas solubility and dif-fusivity in polylactide, Fluid Phase Equilib. 2006, 246, 1-2, 158-166. Li, G.; Li, H.; Wang, J.; Park, C.B., Investigating the Solubility of CO2 in Polypropylene Using Various EOS Models, Cellular Polymers 2006, 25, 4, 237-248. Lindvig, T.; Heskjaer, L. L.; Hansen, A. F.; Michelsen, M. L.; Kontogeorgis, G. M., Phase equilibria for comlex polymer solutions, Fluid Phase Equilib. 2002, 194-197, 663-673. Liu, Y.; Zhang, L.; Watanasiri, S.; Representing Vapor-Liquid Equilibrium for an Aque-ous MEA-CO2 System Using the Electrolyte Nonrandom-Two-Liquid Model, Ind. Eng. Chem. Res. 1999, 38, 2080-2090. Lo. H.S.; Paulaitis, M.E., Estimation of Solvent Effects on Chemical Reaction Rates Us-ing UNIFAC Group Contribution, AIChE J. 1981, 27, 5, 842-844. Maaßen, S.; Reichl, A.; Knapp, H., Measurement at High Dilution: Ecological Signifi-cance. Fluid Phase Equilib. 1993, 82, 71-78 Mackay, M. E.; Carmezini, G., Manipulation of hyperbranched polymers’ conformation, Chem. Mater. 2002, 14, 819-825. Malmstroem, E.; Hult, A., Statistically Branched Dendritric Polymers in: Dendrimers and other Dendritic Polymers (hrsg. von Frèchet, J.M.J., Tomalia, D.A.), John Wiley&Sons, Ltd., West Sussex 2001, 197-208. Maloney, D. P.; Prausnitz, J. M., Solubility of Ethylene in Liquid, Low Density Polyeth-ylene at Industrial-Separation Pressures. Ind. Eng. Chem. Process Des. Dev. 1976, 15, 1, 216-220.
138
Maloney, D.P.; Prausnitz, J.M., Solubilities of Ethylene and other Organic Solutes in Liq-uid, Low-Density Polyethylene in the Region 124° to 300°C, AIChE J. 1976a, 22, 1, 74-82. Mimura, T.; Shimojo, S.; Suda, T.; Iljima, M.; Mitsuoka, S., Research And Develop-ment on Energy Saving Technology For Flue Gas Carbon Dioxide Recovery And Steam System in Power Plant, Energy Convers. Mgmt. 1995, 36, 6-9, 397 Möck, A., Definierte Synthese hyperverzweigter Copolyester und Copolyether mit kontrol-liertem Verzweigungsgrad, Dissertation Albert-Ludwigs-Universität Freiburg im Breisgau 2001 (http://www.freidok.uni-freiburg.de/volltexte/192/pdf/dissertation.pdf) Mohamed, R. S.; Holder, G. D., High Pressure Phase Behaviour in Systems Containing CO2 and Heavier Compounds with Similar Vapor Pressures, Fluid Phase Equilib. 1987, 32, 295. Nocon, G.; Weidlich, U.; Gmehling, J.; Menke, J.; Onken, U., Prediction of Gas Solu-bilities by a Modified UNIFAC Equation, Fluid Phase Equilib. 1983, 13, 381. Nocon, G.; Weidlich, U.; Gmehling, J.; Onken, U., Prediction Prediction of Gas Solubili-ties by a Modified UNIFAC Equation, Ber. Bunsenges. Phys. Chem. 1983a, 87, 1, 17. Ohgaki, K.; Katayama, T., Isothermal Vapor-Liquid Equilibria for Systems Ethyl Ether Carbon Dioxide and Methyl Acetate-Carbon Dioxide at High Pressures, J. Chem. Eng. Data 1975, 20, 3, 264. Oost, C.; Hoffmann, U., The Synthesis of Tertiary Amyl Methyl Ether (TAME): Microki-netics of the Reactions, Chem. Eng. Sci. 1996, 51, 3, 329-340. Pantoula, M.; von Schnitzler, J.; Eggers, R.; Panayiotou, C., Sorption and swelling in glassy polymer/carbon dioxide systems, J. of Supercritical Fluids 2007, 39, 3, 426-434 Perstorp Specilaty Chemicals AB, Product Data Sheet Boltorn Polymere, Schweden 2004a Perstorp Specilaty Chemicals AB, Bo Häggman, persönliche Mitteilung 2004b Petersen, H., Structurally modified Polyethylenimines and their interpolyelectrolyte com-plexes with DNA as non-viral gene delivery systems, Dissertation, Marburg 2002 (http://archiv.ub.uni-marburg.de/diss/z2002/0110/pdf/z2002-0110.pdf) Pintola, P.; Tontiwachwuthikul, P.; Meisen, A., Simulation of pilot plant and industrial CO2-MEA absorbers, Gas Sep. Purif. 1993, 7, 1, 47–52. Poling, B. E.; Prausnitz J. M., O’Connell J. P., The Properties of Gases and Liquids, 5. Aufl., McGraw Hill, New York 2001. Prausnitz J. M.; Shair F. H., A Thermodynamic Correlation of Gas Solubilities, AIChE J. 1961, 7, 682 Prausnitz, J. M.; Lichtenthaler, R. N.; de Azevedo, E. G., Molecular Thermodynamics of Fluid-Phase Equilibria, dritte Auflage New Jersey 1999 Rajendran, A.; Bonavoglia, B.; Forrer, N.; Storti, G.; Mazzotti, M.; Morbidelli, M., Simultaneous Measurement of Swelling and Sorption in a Supercritical CO2-Poly(methyl methacrylate) System, Ind. Eng. Chem. Res. 2005, 44, 8, 2549-2560. Rasmussen, D.; Rasmussen, P., Phase Equilibria in Aqueous Polymer Solutions, Chem. Eng. Progress 1989, 2, 50-56. Reichl, A., Messung und Korrelierung von Gaslöslichkeiten halogenierter Kohlenwasser-stoff, Dissertation Technische Universität Berlin 1996, Shaker Verlag, ISBN 3-8265-1187-5 Rolker 2007, Unveröffentlichte Viskositätsmessung zusammen mit D. Gerhard: MCR 100 Rolker, J.; Arlt, W., Abtrennung von Kohlendioxid aus Rauchgasen mittels Absorption, CIT 2006, 78,4, 416-424. Rolker, J.; Botero, C.; Seiler, M.; Arlt, W., Combined Simulation of a CO2 Absorption process and a Power Plant’s Steam Cycle: Hyperbranched Polymers As New Selective Sol-vents, 2007, in Vorbereitung. Rolker, J.; Buggert, M., Unveröffentliche Ergebnisse 2006 Rolker, J; Buchele, A.; Arlt, W.; High Pressure Densities of Branched Polymers and So-lubility of Carbon Dioxide, J. Chem. Eng. Data, in Vorbereitung 2009 Rubotherm, Beschreibung zur Magnetschwebewaage, 2005
139
Sakwattanapong, R.; Aroonwilas, A.; Veawab, A., Behavior of reboiler heat duty for CO2 capture plants using regenerable single and blended alkanolamines, Ind. Eng. Chem. Res. 2005, 44, 4465–4473. Sanchez, I. C.; Lacombe, R. H., An Elementary Molecular Theory of Classical Fluids. Pure Fluids, Journal of Physical Chemistry 1976, 80, 21, 2352-62. Sanchez, I.C.; Lacombe, R. H., Statistical Thermodynamics of Polymer Solutions, Mac-romolecules 1978, 11, 6, 1145-56. Sandler, B.; Skjold-Jørgensen, S.; Rasmussen, P., Gas Solubility Calculations. I. UNIFAC, Fluid Phase Equilib. 1983, 11, 105-126. Sartori, G.; Savage, D. W., Sterically Hindered Amines for CO2 Removal from Gases, Ind. Eng. Chem. Fundam. 1983, 22, 239. Sato, Y.; Takikawa, T.; Sorakubo, A.; Takishima, S.; Masuoka, H.; Imaizumi, M., Solubility and diffusion coefficient of carbon dioxide in biodegradable polymers, Ind. Eng. Chem. Res. 2000, 39, 12, 4813-4819 Sato, Y.; Takikawa, T.; Yamane, M.; Takishima, S.; Masuoka, H., Solubility of carbon dioxide in PPO and PPO/PS blends, Fluid Phase Equilib. 2002, 194-197, 847-858 Savage, D. W.; Sartori, G., Amines as Rate Promoters for Carbon Dioxide Hydrolysis, Faraday Discuss. Chem. Soc. 1984, 77, 17-31 Schmaljohann, D.; Haussler, L.; Potschke, P.; Voit, B. I.; Loontjens, T. J. A. Modifica-tion with alkyl chains and the influence on thermal and mechanical properties of aromatic hyperbranched polyesters, Macromolecular Chemistry and Physics 2000, 201, 1, 49-57. Seider, W. D.; Seader, J. D.; Lewin, D. R., Process Design Principles, Synthesis, Analy-sis, and Evaluation, J. Wiley & Sons, New York et al. 1999. Seiler, M., Hyperbranched Polymers: Phase Behavior and New Applications in the Field of Chemical Engineering, Fluid Phase Equilib. 2006, 241, 155–174 Seiler, M., Phase Behavior and New Applications of Hyperbranched Polymers in the Field of Chemical Engineering, Fortschritt-Berichte VDI, Reihe 3, Nr. 820, Dissertation Univer-sität Erlangen-Nürnberg, 2004,ISBN 3-18-382003-X Seiler, M.; Rolker, J.; Mokrushina, L.; Kautz, H.; Frey, H.; Arlt, W., Vapor–Liquid Equilibria in Dendrimer and Hyperbranched Polymer Solutions: Experimental Data and Modeling Using UNIFAC-FV, Fluid Phase Equilib. 2004, 221, 83–96 Span, R., Lehrstuhl für Thermodynamik, Ruhr Universität Bochum, Persönliche Mitteilung 2007. Span, R.; Wagner, W., A new equation of state for carbon dioxide covering the fluid re-gion from the triple-point temperature to 1100 K at pressures up to 800 MPa, Journal of
Physical and Chemical Reference Data 1996, 25, 6, 1509-1596. Spuhl, O., Anwendung quantenchemischer Methoden in der Thermodynamik der Stoff-trennung, Dissertation Universität Erlangen-Nürnberg 2006 Stewart, E. J.; Lanning, R. A., Reduce amine plant solvent losses, Part 1 u. Part 2, Hydro-carbon Processing 1994, 1-11. Sulzer 2007, persönliche Mitteilung. Sunder, A.; Heinemann, J.; Frey, H., Controlling the Growth of Polymer Trees: Concepts and Perspectives for Hyperbranched Polymers, Chemistry--A European Journal 2000a, 6, 14, 2499-2506. Sunder, A.; Mülhaupt, R.; Haag, R.; Frey, H., Hyperbranched Polyether Polyols: A Modular Approach to Complex Polymer Architectures, Adv. Mater. 2000, 12, 3, 235-239. Tande, B. M.; Deitcher, R. W., Jr.; Sandler, S. I.; Wagner, N. J., UNIFAC - FV Applied to Dendritic Macromolecules in Solution: Comment on "Vapor-Liquid Equilibria for Den-dritic - Polymer Solutions" (Lieu, J. G.; Liu, M.; Frechet, J. M. J.; Prausnitz, J. M. J. Chem. Eng. Data 1999, 44, 613-620). J. Chem. Eng. Data 2002, 47, 2, 376. Tomalia, D.A.; Fréchet, J.M.J., Introduction to the Dendritic State in: Fréchet, J.M.J., Tomalia, D.A. (ed.), Dendrimers and Other Dendritic Polymers, J. Wiley & Sons, West Sussex 2001

140
Tontiwachwuthikul, P.; Meisen, A.; Lim, L., CO2 absorption by NaOH, monoethanola-mine and 2-amino-2-methyl-1-propanol solutions in a packed column, Chem. Eng. Sci. 1992, 47, 2, 381–390. Tontiwachwuthikul, P.; Chakma, A; R&D on High Efficiency Carbon Dioxide Produc-tion for Enhanced Oil Recovery Applications, Journal of Canadian Petroleum Technology, 1997, 36 (2), 9. Uppuluri, S.; Dvornic, P. R.; Beck Tan, N. C.; Hagnauer, G., The properties of dendritic polymers II: Generation dependence of the physical properties of polyamidoamine) Den-drimers 1999, ARL-TR-1774, Jan 1999. Verfahren zur CO2-Abscheidung und Speicherung, Abschlussbericht 203 41 110UBA-FB 000938: Radgen, P., Cremer, C., Warkentin, S., Gerling, P., May, F., Knopf, S., Bewer-tung von Verfahren zur CO2-Abscheidung und -Deponierung. Fraunhofer Institut für Sys-temtechnik und Innovationsforschung (ISI), Karlsruhe und Bundesanstalt für Geowissen-schaften und Rohstoffe, Hannover, Februar 2005 Voit, B. I.; Turner, S., R., Dendritische und “Hyperbranched” Polymere, Die Angewandte Makromolekulare Chemie 1994, 223, 13-27. Voit, B. I., Hyperbranched Polymers: A Chance and a Challenge, C.R. Chimie 2003, 6, 821-832 Voit, B. I., New Developments in Hyperbranched Polymers, J. Polym. Sci., Part A 2000, 38, 14, 2505-2525. Voit, B.I., Dendritic Polymers: From Aesthetic Macromolecules to Commercially Interest-ing Materials, Acta Polymer, 1995, 46, 87-99. Von Solms ,N.; Michelsen, M. L.; Kontogeorgis, G. M., Prediction and Correlation of High-Pressure Gas Solubility in Polymers with Simplified PC-SAFT, Ind. Eng. Chem. Res 2005, 44, 9, 3330-3335. Von Solms, N.; Kouskoumvekaki, I. A.; Michelsen, M. L.; Kontogeorgis, G. M., Capa-bilities, Limitations and Challenges of a Simplified PC-SAFT Equation of State, Fluid Pha-se Equilib. 2006, 241, 1-2, 344-353. Wagner, W.; Pruß, A.,The IAPWS Formulation 1995 for the Thermodynamic Properties of Ordinary Water Substance for General and Scientific use, J. Phys. Chem. Ref. Data 2002, 1, 387 Weidlich, U.; Gmehling, J., Modified UNIFAC Model: 1. Prediction of VLE, hE and γ∞, Ind. Eng. Chem. Res. 1987, 26, 11, 1372-1381. White, C. M.; Strazisar, B. R.; Granite, E. J.; Hoffman, J. S.; Pennline, H. W. Separa-tion and Capture of CO2 from large Stationary Sources and Sequestration in Geological Formations, J. Air & Waste Manage. Assoc. 2003, 53, 6, 645-715. White, C. W., Aspen Plus simulation for CO2 recovery process, Final Report, 2002 DOE/NETL-2002/1182 Wiesmet, V.; Weidner, E.; Behme, S.; Sadowski, G.; Arlt, W., Measurement and Model-ling of High-Pressure Phase Equilibria in the Systems Polyethyleneglycol (PEG)-Peopane, PEG-Nitrogen and PEG-Carbon Dioxide, J. Supercritical Fluids 2000, 17, 1-12 Willem, E.; Battino, R., Wolcock, R., J., Low-Pressure Solubility of Gases in Liquid Wa-ter, Chemical Reviews 1977, 77, 2, 219-262. Wilson, M., Tontiwachwuthikul, P., Chakma, A., Idem, R., Veawab, A., Aroonwilas, A, Gelowitz, D., Barrie, J., Mariz, C., Test results from a CO2 extraction pilot plant at boundary dam coal-fired power station, Energy 2004a, 29, 1259-1267. Wilson, M.; Tontiwachwuthikul, P.; Chakma, A.; Idem,R.; Veawab, A.; Aroonwilas, A.; Gelowitz, A.D.; Stobbs, R., Evaluation of the CO2 capture performance of the univer-sity of regina CO2 technology development plant and the boundary dam CO2 demonstration plant. In 7th International Conference on Greenhouse Gas Control Technologies, Vancou-ver, Canada, 2004. Wooley, K.L.; Hawker, C.J.; Pochan, J.M.; Fréchet, J.M.J.; Physical Properties of Dendritic Macromolecules: A Study of Glass Transition Temperature, Macromolecules 1993, 26, 1514-1519.
141
Wooley, K.L; Fréchet, J.M.J.; Hawker, C.J., Influence of Shape on the Reactivity and Properties of Dendritic, Hyperbranched and Linear Aromatic Polyesters, Polymer, 1994, 35, 21, 4489-4495 Xu, Y.; Schutte, R.P.; Hepler, L. G., Solubilities of carbon dioxide, hydrogen sulfide and sulfur dioxide in physical solvents. Can. J. Chem. Eng. 1992, 70, 569. Zagar, E.; Zigon, M., Characterization of a Commercial Hyperbranched Aliphatic Polyes-ter Based on 2,2-Bis(methylol)propionic Acid, Macromolecules 2002, 35, 9913-9925 Zellner, M.; Claitor, L.; Prausnitz, J. M., Prediciton of Vapor - Liquid Equilibria and Enthalpies of Mixtures at Low Temperatures, Ind. Eng. Chem. Fundam. 1970, 9, 4, 549-564. Zhang, N.; Wang, W.; Zheng, X., Tianranqi Huagong 1997, 22, 6, 52. Zheng, D. Q.; Guo, T. M.; Knapp, H., Experimental and modeling studies on the solubil-ity of CO2, CHC1F2, CHF3, C2H2F4 and C2H4F2 in water and aqueous NaCl solutions under low pressures, Fluid Phase Equilib. 1997, 129, 197-209 Zheng, D., Dampf-Flüssig-Phasengleichgewichte von H2, CH4 und CO2 mit hochsiedenden Kohlenwasserstoffen, sowie Löslichkeiten von gasförmigen FCKW’s und flüssigem 1,2 Dichlorethan in Wasser und Salzlösungen: Experiment und Korrelation, Dissertation TU Berlin 1993 (Köster Verlag 2-929937-31-X)
















