Voruntersuchungen zu „Ressourcenschonende … · 2015. 11. 13. · patentiert worden und gehören...
48
Voruntersuchungen zu „Ressourcenschonende mikrowellenunterstützte Extrusionsprozesse“ Abschlussbericht Förderkennzeichen 01RC0179 Projektlaufzeit 01.08.2001 bis 30.04.2003 Berichtszeitraum 01.08.2001 bis 30.04.2003 Projektleitung: Fraunhofer ICT Dipl.-Ing. Jan Diemert
Transcript of Voruntersuchungen zu „Ressourcenschonende … · 2015. 11. 13. · patentiert worden und gehören...
Voruntersuchungen zu „Ressourcenschonendemikrowellenunterstützte Extrusionsprozesse“Abschlussbericht
Förderkennzeichen
01RC0179
Projektlaufzeit
01.08.2001 bis 30.04.2003
Berichtszeitraum
01.08.2001 bis 30.04.2003
Projektleitung:
Fraunhofer ICTDipl.-Ing. Jan Diemert
1
Inhaltsverzeichnis
1 Einleitung 2
2 Ausgangssituation 32.1 Aufgabenstellung 32.2 Voraussetzungen 32.3 Planung und Ablauf des Vorhabens 32.4 Stand der Technik 42.5 Zusammenarbeit mit anderen Stellen 6
3 Darstellung der Ergebnisse und bisherigenArbeiten 7
3.1 Aufbau des Mikrowellenkalorimeters 73.2 Mikrowellenverhalten von PVC, Additiven,
Füllstoffen und Mischungen 113.3 Additivierung von Standardkunststoffen 183.4 Sicherheitstechnik 193.5 Konzeption eines mikrowellenunterstützten
Messkneters 273.6 Effekt der Mikrowelle auf das Plastifizierverhalten 343.7 Ökologische Bewertung der Versuchsergebnisse 393.8 Literatur 42
4 Nutzen der Projektergebnisse 434.1 Allgemeines 434.2 Messtechnik 434.3 Materialtechnik PVC 43
5 Fortschritt an anderer Stelle 45
6 Veröffentlichung 45

2
1 Einleitung
Mit der Vorlage dieses Abschlussberichts berichtet das
• Fraunhofer Institut für Chemische Technologie, Pfinztal
zusammen mit den unterstützend eingebundenen Projektpartnern:
• Baerlocher GmbH, München• Krauss-Maffei Kunststofftechnik GmbH, München• Muegge Electronic GmbH, Reichelsheim• OMYA GmbH, Köln• Vincenzo Gargiulo Extrusionstechnik, Ofterdingen
über die im Projekt „Voruntersuchungen zu mikrowellenunterstützteressourcenschonende Extrusionsprozesse“ (Förderkennzeichen 01RC0179)durchgeführten Arbeiten und die erzielten Ergebnisse.
Bei Rückfragen wenden Sie sich bitte direkt an den Projektleiter Dipl.-Ing. JanDiemert, am Fraunhofer ICT.
3
2 Ausgangssituation
2.1 Aufgabenstellung
Ziel der vorgestellten Untersuchungen ist die Erarbeitung derwissenschaftlich/technischen Grundlagen für die Entwicklungmikrowellenunterstützter Extrusionsprozesse mit dem Schwerpunkt derVerarbeitung von PVC. Hierzu sollen:
• Messverfahren für die Mikrowellenabsorption von PVC-Mischungenund deren Bestandteilen entwickelt werden.
• Das Materialverhalten von PVC im Mikrowellenfeld detailliertanalysiert werden.
• Grundlegende Fragestellung zu Übertragung auf andere polymereSysteme untersucht werden.
• Die Auswirkungen der Mikrowellentechnik auf dieSicherheitstechnik im Extrusionsprozess analysiert werden.
• Anhand eines mikrowellenunterstützten Messkneters ein Konzeptzur Nutzung von Mikrowellen in der Plastifizierung von PVCerarbeitet werden.
2.2 Voraussetzungen
Das Fraunhofer ICT ist auf dem Gebiet der Erforschung und Entwicklungangewandter Mikrowellentechnologie ebenso tätig wie auf dem Gebiet derKunststoffverarbeitung. Die Kombination aus beiden Fachgebieten bildet dieVoraussetzung für eine erfolgreiche Projektdurchführung, da das Vorhabensthematisch an der Schnittstelle zwischen beiden Bereichen angesiedelt ist.
2.3 Planung und Ablauf des Vorhabens
Die Planungen für die Durchführung des Vorhabens beruhte auf denthematischen Bereichen:
• Messtechnik,• Materialtechnik,• Mikrowellenunterstützte Plastifizierung,• Sicherheitstechnik.
Die Bereiche der Entwicklung der Messtechnik und der Untersuchung derSicherheitstechnik sind zunächst unabhängig von der Entwicklung dermikrowellenunterstützten Plastifizierung. Die Untersuchungen im Bereich derMaterialtechnik starteten hingegen erst nach Abschluss der Entwicklungender Messtechnik.
Die Arbeiten im Bereich Materialtechnik gliedern sich dabei in dieUntersuchung der Mikrowellenaktivität von PVC und in grundlegendeVersuche zur Nutzung der Mikrowellentechnik für die Erwärmung vonStandardkunststoffen.
4
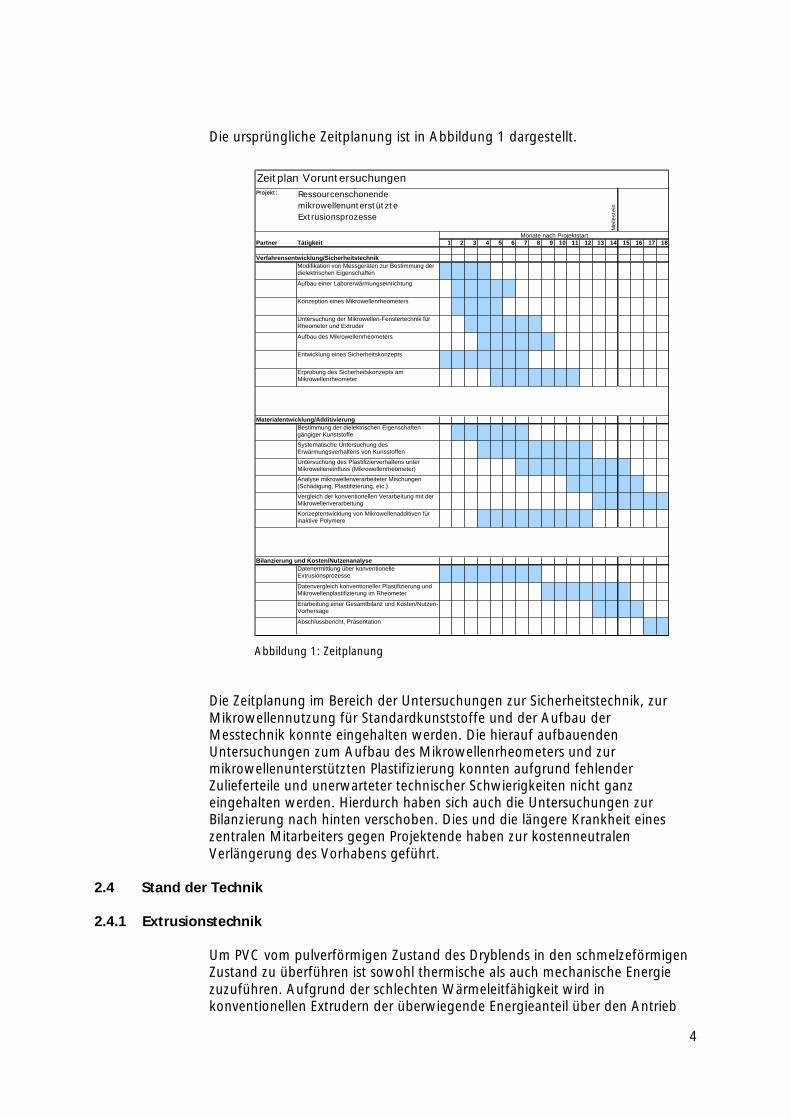
Die ursprüngliche Zeitplanung ist in Abbildung 1 dargestellt.
Zeitplan VoruntersuchungenProjekt: Ressourcenschonende
mikrowellenunterstützte
Extrusionsprozesse
Meile
ste
in
Partner Tätigkeit 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Verfahrensentwicklung/Sicherheitstechnik
Modifikation von Messgeräten zur Bestimmung der
dielektrischen Eigenschaften
Aufbau einer Laborerwärmungseinrichtung
Konzeption eines Mikrowellenrheometers
Untersuchung der Mikrowellen-Fenstertechnik für
Rheometer und Extruder
Aufbau des Mikrowellenrheometers
Entwicklung eines Sicherheitskonzepts
Erprobung des Sicherheitskonzepts am
Mikrowellenrheometer
Materialentwicklung/Additivierung
Bestimmung der dielektrischen Eigenschaften
gängiger Kunststoffe
Systematische Untersuchung des
Erwärmungsverhaltens von Kunsstoffen
Untersuchung des Plastifizierverhaltens unter
Mikrowelleneinfluss (Mikrowellenrheometer)
Analyse mikrowellenverarbeiteter Mischungen
(Schädigung, Plastifizierung, etc.)
Vergleich der konventionellen Verarbeitung mit der
Mikrowellenverarbeitung
Konzeptentwicklung von Mikrowellenadditiven für
inaktive Polymere
Bilanzierung und Kosten/Nutzenanalyse
Datenermittlung über konventionelle
Extrusionsprozesse
Datenvergleich konventioneller Plastifizierung und
Mikrowellenplastifizierung im Rheometer
Erarbeitung einer Gesamtbilanz und Kosten/Nutzen-
Vorhersage
Abschlussbericht, Präsentation
Monate nach Projektstart
Abbildung 1: Zeitplanung
Die Zeitplanung im Bereich der Untersuchungen zur Sicherheitstechnik, zurMikrowellennutzung für Standardkunststoffe und der Aufbau derMesstechnik konnte eingehalten werden. Die hierauf aufbauendenUntersuchungen zum Aufbau des Mikrowellenrheometers und zurmikrowellenunterstützten Plastifizierung konnten aufgrund fehlenderZulieferteile und unerwarteter technischer Schwierigkeiten nicht ganzeingehalten werden. Hierdurch haben sich auch die Untersuchungen zurBilanzierung nach hinten verschoben. Dies und die längere Krankheit eineszentralen Mitarbeiters gegen Projektende haben zur kostenneutralenVerlängerung des Vorhabens geführt.
2.4 Stand der Technik
2.4.1 Extrusionstechnik
Um PVC vom pulverförmigen Zustand des Dryblends in den schmelzeförmigenZustand zu überführen ist sowohl thermische als auch mechanische Energiezuzuführen. Aufgrund der schlechten Wärmeleitfähigkeit wird inkonventionellen Extrudern der überwiegende Energieanteil über den Antrieb
5
über mechanische Energiedissipation eingetragen. Dies führt zu einem engenProzessfenster in der Verarbeitung und hohem Verschleiß der Anlagentechnik.Moderne Extrusionsanlagen zeigen daher einen Trend zu einer Verlängerungder Verfahrenseinheit und damit zu einer Steigerung der über Wärmeleitungzugeführten Energiemenge. Die übertragbaren Energiemengen sind jedochaufgrund der schlechten Wärmeleitung begrenzt. Gleichzeitig sinkt dieEnergieeffizient der Anlagen, da die Energiezufuhr von außen überZylinderheizbänder schlechte Wirkungsgrade aufweist.
2.4.2 PVC-Materialtechnik
In den vergangenen Jahren haben sich in Bezug auf die PVC-Materialtechnikinsbesondere Veränderungen im Hinblick auf die Additivierung ergeben. Sowurden und werden zunehmend bleibasierte Stabilisatorsysteme durchschwermetallfreie Calcium-Zink-Systeme ersetzt. Die mit der Umstellungeinhergehenden Veränderungen im Prozessverhalten der zu verarbeitendenMischungen konnten durch intensive Materialentwicklungen undAnpassungen an der Anlagentechnik kompensiert werden.
2.4.3 Mikrowellentechnik
Mikrowellen haben sich in einer Vielzahl von Prozessen als eine sehrmaterialschonende, energieeffiziente und vor allem schnell regelbareEnergiequelle herausgestellt.
Ausgehend von Ofenanlagen zur Erwärmung von Nahrungsmitteln wurde dieMikrowellen-Technik in verschiedenen technischen Prozessen eingesetzt. DieAnwendungspalette ist heute breit gefächert, so dass hier nur einige Bereichestellvertretend genannt werden:
• Trocknen, Heizen und Erwärmen• Sterilisation und Pasteurisation• Sinterung, Vulkanisation• Verkleben, Verschweißen
Im Bereich der Plasmatechnik mit Mikrowellenanregung können u.a. dieBearbeitung, die Aktivierung, das Ätzen und Reinigen sowie die Beschichtungvon Oberflächen genannt werden. Die zur Verfügung stehenden Leistungenreichen heute von 100W (Medizintechnik, Messtechnik) bis zu 100 kW(Plasmaanlagen, Erwärmungsanlagen) pro Leistungseinheit. Dabei kann dieseEnergie praktisch verzögerungsfrei geschaltet, gepulst und geregelt werden.
2.4.4 Mikrowellentechnik in der Kunststoffverarbeitung
Zur erfolgreichen Integration der Mikrowellenheizung inErwärmungsprozessen sind meist umfangreiche Voruntersuchungen undEntwicklungen notwendig, um zum einen eine energieeffizienteProzessführung zu ermöglichen und zum anderen auch die Erfordernisse derMikrowellentechnik und des „konventionellen“ Prozesses einzuhalten. Dies istinsbesondere bei Mikrowellenanwendungen an Kunststoffen von großerBedeutung, da in der Kunststoffverarbeitung Material- undProzessentwicklung nicht voneinander getrennt betrachtet werden können.
6
Kunststoffverarbeitungsprozesse sind Prozesse, bei denen Temperaturen biszu 400 °C und Drücke bis zu 3000 bar auftreten. In der Extrusion sindTemperaturen von 200°C bis 300°C üblich und es werden Drücke bis zu 400bar erreicht. Die Verarbeitungsmaschinen sind entsprechend dimensioniert.Der Einsatz der Mikrowellentechnik setzt die Verwendung vonmikrowellentransparenten Fenstern in diesen Verarbeitungsmaschinen voraus,um Energie durch den Stahlmantel bis zum Kunststoff leiten zu können. DieseFenster müssen den oben genannten widrigen Bedingungen widerstehenkönnen. Der Entwicklung der Fenstertechnik kommt daher eine besondereBedeutung zu.
Mikrowellen sind elektromagnetische Wellen die, bei Verwendung vonüblichen 2,45 GHz-Magnetronen, über eine Freiraumwellenlänge von 12,5cm verfügen. In Hohlräumen können Sie sich daher nur dann ungehindertausbreiten, wenn diese zumindest in einer Raumrichtung eine Ausdehnungvon mehr als 12,5 cm aufweisen. Diese Bedingung wird inKunststoffverarbeitungsmaschinen nur in Ausnahmefällen erfüllt. DieAusbreitung der Mikrowelle ist somit meist sehr stark gedämpft. Durch dieKonzeption geeigneter Antennensysteme und Mikrowellenleitungen ist esjedoch auch möglich, hohe Mikrowellenleistungen in kleine Volumina (wie siez.B. in den Schneckengängen eines Extruders vorliegen) mit hohenWirkungsgraden einzukoppeln. Dies konnte durch Entwicklungen des ICT undder Firma Muegge in den letzten Jahren mehrfach nachgewiesen werden.
Die grundsätzlichen Verfahrensideen mikrowellenunterstützterKunststoffverarbeitungsprozesse sind bereits in den 70iger und 80iger Jahrenpatentiert worden und gehören somit zum Stand der Technik. Eine praktischeUmsetzung der hier genannten Varianten der Mikrowellennutzung ist nichtbekannt und in der Literatur nicht dokumentiert.
2.5 Zusammenarbeit mit anderen Stellen
Im Rahmen des Projekts wurde mit den unterstützenden Projektpartnern:
• Baerlocher GmbH, München• Krauss-Maffei Kunststofftechnik GmbH, München• Muegge Electronic GmbH, Reichelsheim• OMYA GmbH, Köln• Vincenzo Gargiulo Extrusionstechnik, Ofterdingen
an der Lösung der im Projekt anfallenden Fragestellungen gearbeitet.Aufgrund der thematischen Ausrichtung der Voruntersuchungen, derenErgebnisse im vorliegenden Bericht vorgestellt werden, waren vor allem dieProjektpartner Baerlocher GmbH, Muegge Electronic GmbH und OMYAGmbH in die Untersuchungen eingebunden.
Eine Zusammenarbeit mit weiteren Partner war im Rahmen des Vorhabensnicht notwendig.
7
3 Darstellung der Ergebnisse und bisherigen Arbeiten
Die Darstellung der Arbeiten und Ergebnisse erfolgt nicht streng nachArbeitspaketen, sondern anhand der auch im Antrag genannten fünfHauptarbeitsgebiete:
• Aufbau einer Laborerwärmungseinrichtung(Mikrowellenkalorimetrie)
• Konzeption und Aufbau eines Mikrowellenrheometers zurRealisierung eines mikrowellenunterstützten Plastifiziervorgangs
• Materialuntersuchungen an PVC und dessen Additiven• Additivierung von Standardkunststoffen für die
Mikrowellenverarbeitung• Sicherheitstechnik
Die Beteiligung der genannten Projektpartner an der Durchführung derArbeiten wird in den jeweiligen Teilprojektberichten dargestellt.
3.1 Aufbau des Mikrowellenkalorimeters
3.1.1 Hintergrund
Für die Auslegung von Mikrowellenanlagen, die Regelung vonmikrowellenunterstützten Prozessen und letztendlich für die Beurteilung derWirtschaftlichkeit solcher Prozesse ist die Kenntnis des genauen Verhaltensder zu verarbeitenden Materialien im Mikrowellenfeld nötig.
Insbesondere bei PVC ist jedoch eine allgemeingültige Aussage über dasMaterialverhalten kaum möglich, bestehen gebräuchliche PVC-Mischungendoch aus einer Vielzahl unterschiedlicher Additive und Füllstoffe mit teilweisesehr unterschiedlichem Verhalten in der Mikrowelle.
Die aus der Literatur bekannten und teilweise auch am Fraunhofer ICTinstallierten Einrichtungen für die Untersuchung von Materialien hinsichtlichihres dielektrischen Verhaltens sind für die Vermessung dieser Substanzenjedoch nur sehr bedingt einsetzbar. Hierfür sind vor allem die folgendenGründe zu nennen:
• Bei Mikrowellenfrequenzen weisen Additive und PVC nur einengeringen dielektrischen Verlust auf, d.h. die Antwortsignale aus denMessungen sind sehr klein.
• Der überwiegende Teil der in der PVC-Verarbeitung eingesetztenMaterialien liegt in Pulverform vor. Die Bestimmung dielektrischerGrößen an Pulverschüttung ist sehr fehlerbehaftet und nur mit sehraufwendigen Korrekturverfahren durchführbar. Da im Rahmen dergeplanten Entwicklung jedoch Reihenuntersuchungen vorgesehensind, ist der hierfür nötige Aufwand unverhältnismäßig hoch.
Im Rahmen des Projektes wurde daher die im Folgenden beschriebeneMesseinrichtung, das sogenannte Mikrowellenkalorimeter, entwickelt, das
8
eine schnelle quantitative Erfassung der Mikrowellenabsorption einerSubstanz erlaubt.
3.1.2 Konzeption
In einem ersten Schritt wurde eine im Folgenden auszugsweisewiedergegebene Anforderungsliste aufgestellt um die Vielzahl derAnforderungen zu berücksichtigen:
• Möglichst exakte Charakterisierung der „Mikrowelleneignung“• Untersuchungsmöglichkeit für unterschiedlichste Substanzen
(Festkörper, Flüssigkeiten, Granulate, Pulver, etc.)• Messungen bis in den Temperaturbereich um 120 Grad Celsius
sollten möglich sein, mit der Option, den Temperaturbereich nachoben zu erweitern.
• Eignung der Einrichtung für Serienuntersuchungen.
Konzeptionell beruht die entwickelte Messeinrichtung auf der Messung desEnergieumsatzes in einer Probe in einem Mikrowellenfeld definierter Stärke(Kalorimetrie). Hierbei liegt die folgende Beziehung zugrunde, die dieBerechnung des Energieumsatzes in einem Mikrowellenfeld erlaubt:
PMW = 2 V f 0 E 2
Gelingt es die grau hinterlegten Größen (V=Volumen, f=Frequenz desMikrowellenfeldes und E=elektrische Feldstärke) während desErwärmungsvorgangs konstant zu halten, so ist der Energieumsatz nur eineFunktion von ’’, dem dielektrischen Verlust. Der Energieumsatz innerhalb derProbe ist jedoch auch über eine thermodynamische Betrachtung über eineMessung der Probentemperatur zugänglich:
PProbe = m cP
TP
t+ PV ,U
Die Größe PV,U stellt dabei den Energieverlust der Probe an die Umgebung dar.Dieser wird mittels einer Überschlagsrechnung ermittelt.
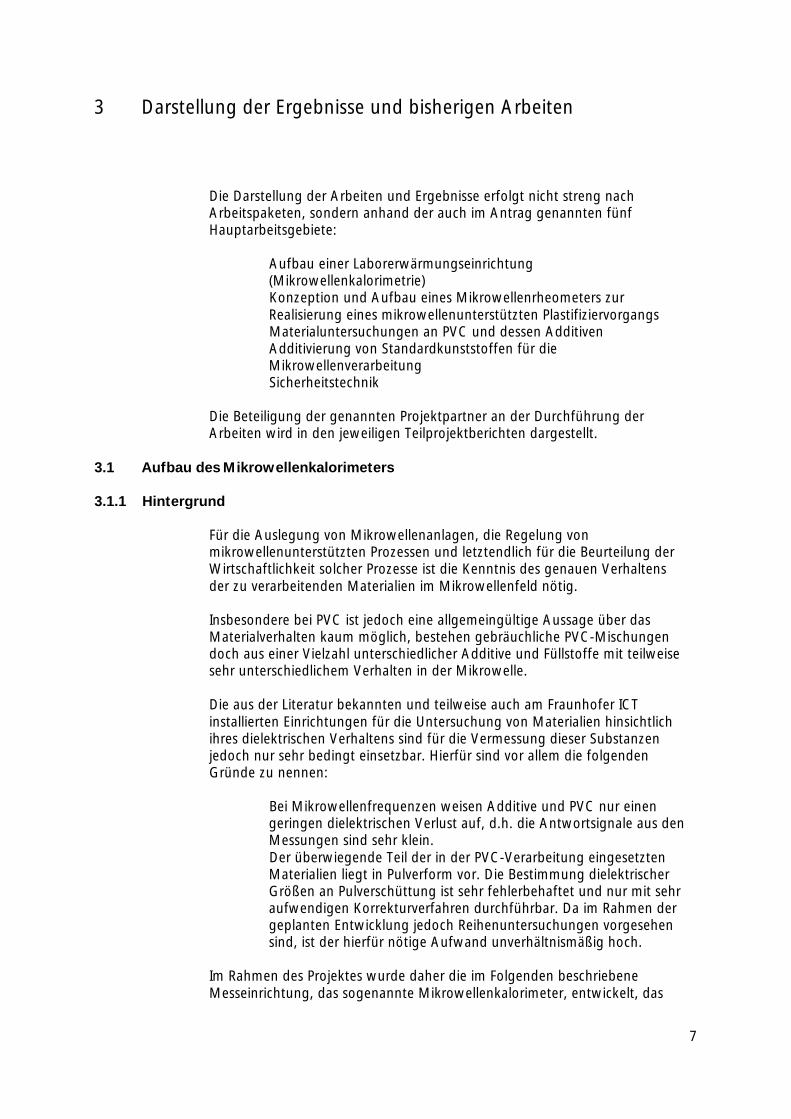
Die konstante Feldstärke wird in der Messeinrichtung durch das Konzept einerlaufenden elektromagnetischen Welle in einem H11-Mode-Rundhohlleiterrealisiert. Hierzu werden die Abmessungen des Rundhohlleiters so gewählt,dass sich im inneren eine H11-Feldkonfiguration ausbildet. Die in Abbildung 2blau eingezeichneten Energieströme werden so eingestellt, dass dieHochfrequenzenergie innerhalb der Kammer nur in eine Richtung läuft undinsofern eine sehr gleichmäßige Verteilung der Hochfrequenzenergieinnerhalb der Kammer gewährleistet ist.
9
Abbildung 2: Konzept der Erwärmungseinrichtung
Aus der berührungslos gemessenen Temperatur der Probe wird über einAuswertungsverfahren die korrigierte Erwärmungsrate cER nach dernachfolgend angegebenen Formel berechnet.
cER = akorr m cP
Tx
tx +
Tk, x
tk, x
Hierin sind:
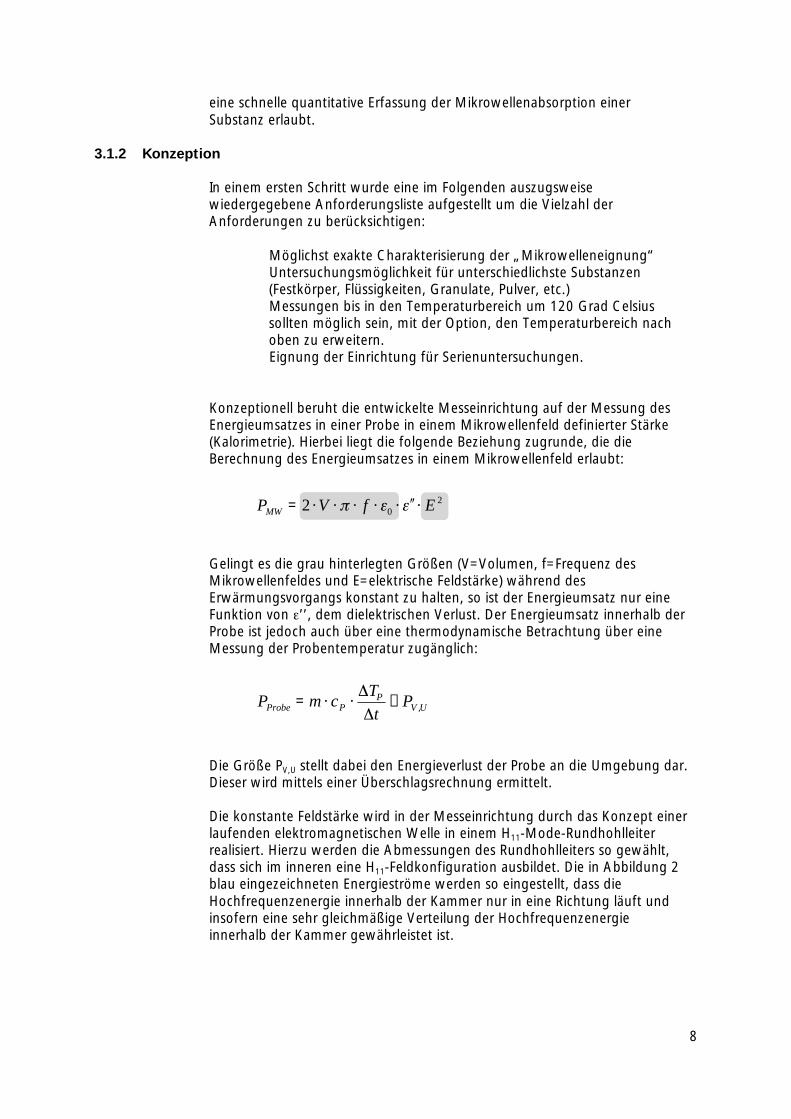
akorr ein Korrekturfaktor, m die Probenmasse, cp die spezifischeWärmekapazität der Probe und Tx/ tx grafisch ermittelte Steigungen dergemessenen Temperaturkurven in einem vorgegebenen Temperaturintervall(beispielsweise von 30-35°C). Die korrigierte Erwärmungsrate erlaubt einenquantitativen Vergleich der Energieabsorption verschiedener Materialien imjeweiligen Temperaturintervall. Die Auftragung der cER über ansteigendeTemperaturintervalle ergibt das sogenannte dielektrische Kalorigram (sieheAbbildung 2.1).
1.0
0.8
0.6
0.4
0.2
0.0
cER [
W]
30-35 35-40 40-45 45-50 50-55
Temperaturintervall [°C]
Füllstoff Kreide WS
Bild 2.1: Dielektrisches Kalorigram
Eine Aussage über die absolute Erwärmungsrate unter praktischenBedingungen ist jedoch anhand dieser Kennzahl nur über einenvergleichenden Versuch möglich, da der Energieumsatz im Mikrowellenfeldgleichzeitig auch eine Funktion von der elektrischen Feldstärke desMikrowellenfeldes ist. Eine höhere cER bedeutet in diesem Zusammenhangvor allem zwei Dinge:
10
• In einem Mikrowellenfeld gleicher Stärke erwärmt sich ein Materialmit einer höheren cER proportional zur Zunahme der cER schneller.
• Der technische Aufwand um eine hohe Erwärmungsgeschwindigkeitzu erzielen ist für Materialien mit höherer cER geringer, da die füreine schnelle Erwärmung notwendige elektrische Feldstärke in derAnlage geringer ausfällt.
3.1.3 Technische Entwicklung
Im Folgenden wird die technische Umsetzung der im vorhergehendenAbschnitt beschriebenen Konzepte zusammenfassend dargestellt.
In Zusammenarbeit mit der Firma Muegge Electronic wurde eineAnforderungsliste für die konstruktive und technischeAusführung derKammer erstellt. Aufbauend hierauf wurde von Muegge Electronic einKammer-Prototyp entwickelt und hochfrequenztechnisch optimiert.
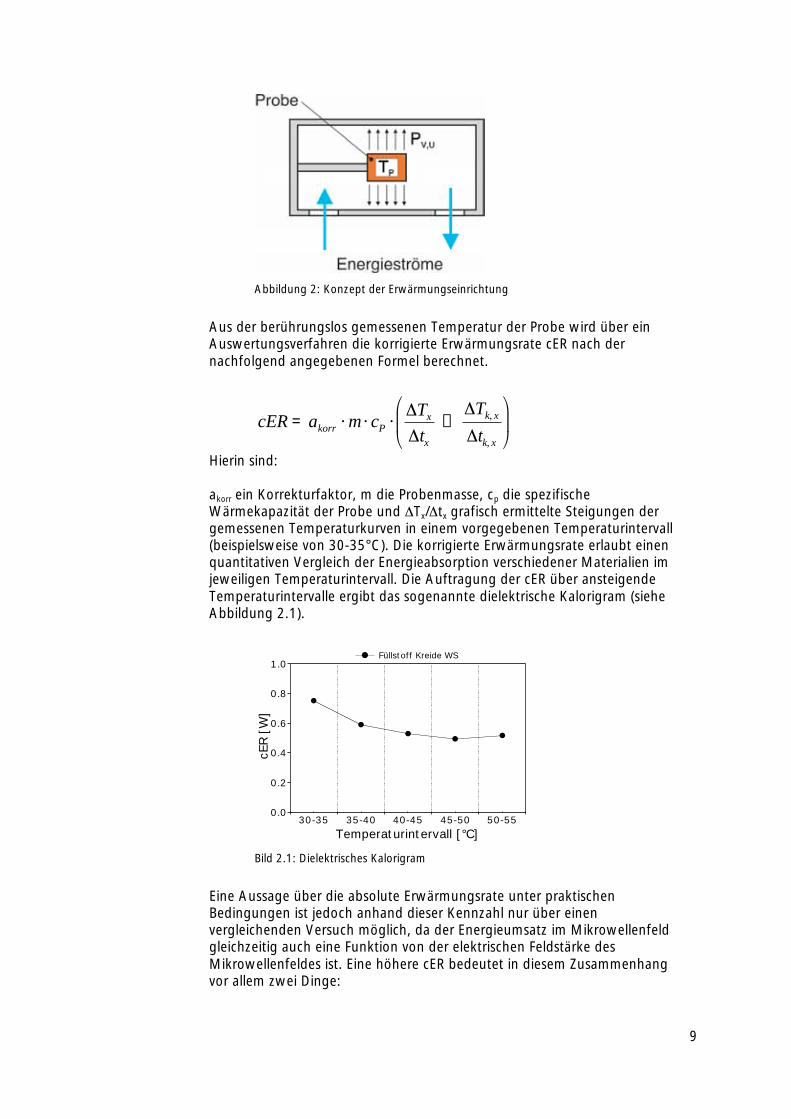
Abbildung 3 zeigt eine Skizze des gewählten Anlagenkonzepts, diegleichzeitig zur Verdeutlichung der folgenden technischen Beschreibungdient.
Heizmesssystem,Leistungsmessung
Tuner
Zirkulator, Wasserlast
Magnetron
Wasserlast,Leistungsmessung
Pyrometer ProbenvolumenDreheinrichtung
Mess- undSteuerungsrechner
Bild 3: Konzept der Erwärmungseinrichtung
Der Aufbau der Kammer besteht im wesentlichen aus den drei Teilen:Kammer, Filtersystem für die Temperaturmessung und Filtersystem für dieRotationswelle. Die Filtersysteme dienen dabei zur Abdichtung der Öffnungender Kammer gegenüber austretender Mikrowellenleckstrahlung. An derKammer angeflanscht sind auf der einen Seite die Mikrowellenquelle mit demzum Betrieb nötigen Hochfrequenzzubehör (Magnetron, Zirkulator, Tuner,Wasserlast und Heissmesssystem) und auf der anderen Seite die Wasserlastzur Absorption der durch die Kammer transmittierten Leistung.
Während das eine Filtersystem als Öffnung zur berührungslosenTemperaturmessung mittels des dargestellten Pyrometers dient, wird durchdas auf der anderen Seite der Kammer montierte Filtersystem die Welle zur
11
Rotation des Probenvolumens geführt. Dabei wird die Welle durch einen inder Drehzahl veränderlichen elektrischen Antrieb in Rotation versetzt.
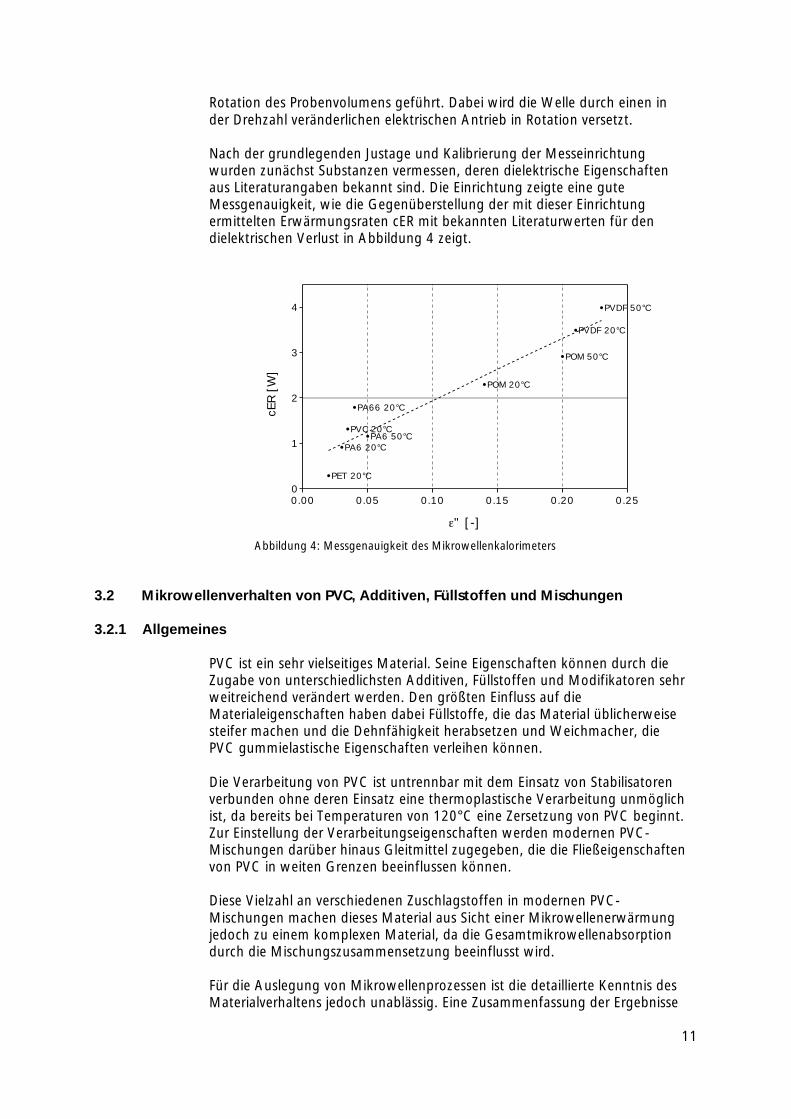
Nach der grundlegenden Justage und Kalibrierung der Messeinrichtungwurden zunächst Substanzen vermessen, deren dielektrische Eigenschaftenaus Literaturangaben bekannt sind. Die Einrichtung zeigte eine guteMessgenauigkeit, wie die Gegenüberstellung der mit dieser Einrichtungermittelten Erwärmungsraten cER mit bekannten Literaturwerten für dendielektrischen Verlust in Abbildung 4 zeigt.
4
3
2
1
0
cER [
W]
0.250.200.150.100.050.00
" [-]
POM 20°C
PVDF 20°C
PA6 20°C
PA66 20°C
PET 20°C
PVDF 50°C
POM 50°C
PA6 50°CPVC 20°C
Abbildung 4: Messgenauigkeit des Mikrowellenkalorimeters
3.2 Mikrowellenverhalten von PVC, Additiven, Füllstoffen und Mischungen
3.2.1 Allgemeines
PVC ist ein sehr vielseitiges Material. Seine Eigenschaften können durch dieZugabe von unterschiedlichsten Additiven, Füllstoffen und Modifikatoren sehrweitreichend verändert werden. Den größten Einfluss auf dieMaterialeigenschaften haben dabei Füllstoffe, die das Material üblicherweisesteifer machen und die Dehnfähigkeit herabsetzen und Weichmacher, diePVC gummielastische Eigenschaften verleihen können.
Die Verarbeitung von PVC ist untrennbar mit dem Einsatz von Stabilisatorenverbunden ohne deren Einsatz eine thermoplastische Verarbeitung unmöglichist, da bereits bei Temperaturen von 120°C eine Zersetzung von PVC beginnt.Zur Einstellung der Verarbeitungseigenschaften werden modernen PVC-Mischungen darüber hinaus Gleitmittel zugegeben, die die Fließeigenschaftenvon PVC in weiten Grenzen beeinflussen können.
Diese Vielzahl an verschiedenen Zuschlagstoffen in modernen PVC-Mischungen machen dieses Material aus Sicht einer Mikrowellenerwärmungjedoch zu einem komplexen Material, da die Gesamtmikrowellenabsorptiondurch die Mischungszusammensetzung beeinflusst wird.
Für die Auslegung von Mikrowellenprozessen ist die detaillierte Kenntnis desMaterialverhaltens jedoch unablässig. Eine Zusammenfassung der Ergebnisse
12
der im Rahmen der Voruntersuchungen durchgeführten Untersuchungen istin folgendem Abschnitt wiedergegeben.
3.2.2 Einzelsubstanzen
3.2.2.1 PVC-Polymerisate
Der Großteil des weltweit verarbeiteten PVC wird im Suspensions-Polymerisationsverfahren hergestellt. Neben diesem als S-PVC bezeichnetenMaterial werden überwiegend für die PVC-Pastenverarbeitung Emulsions-PVC(E-PVC) und für transparente PVC-Typen das in Masse polymerisierte M-PVCeingesetzt.
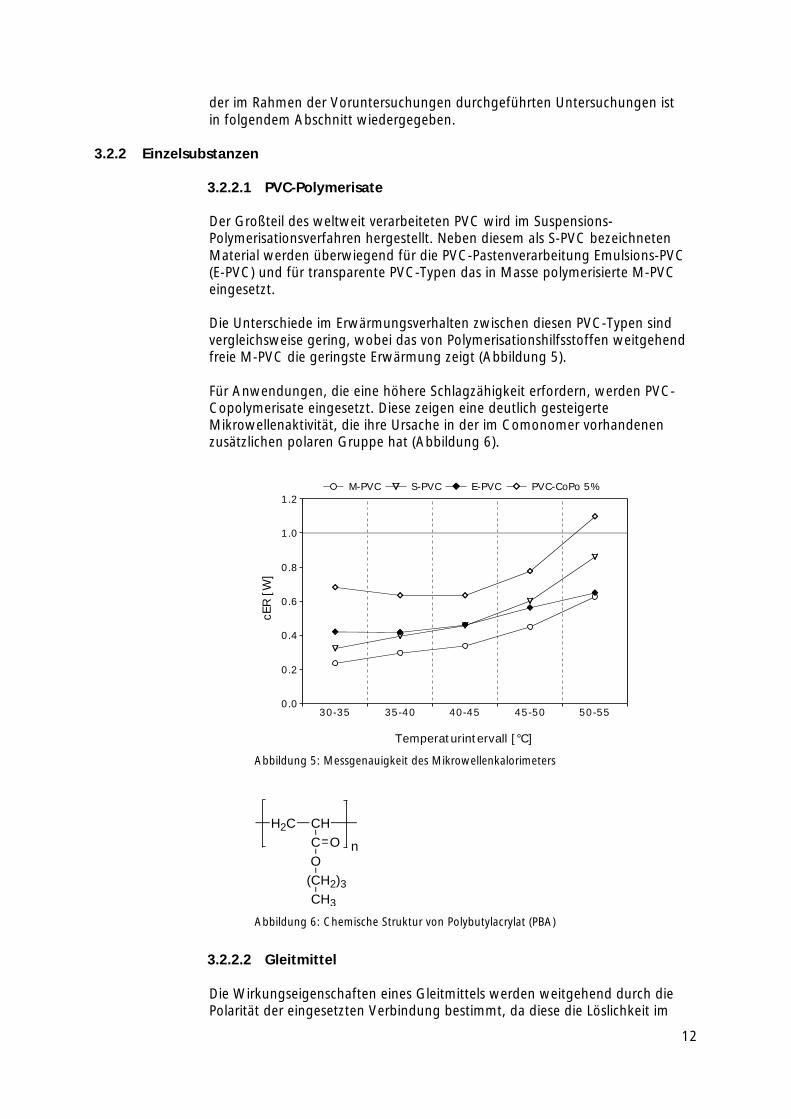
Die Unterschiede im Erwärmungsverhalten zwischen diesen PVC-Typen sindvergleichsweise gering, wobei das von Polymerisationshilfsstoffen weitgehendfreie M-PVC die geringste Erwärmung zeigt (Abbildung 5).
Für Anwendungen, die eine höhere Schlagzähigkeit erfordern, werden PVC-Copolymerisate eingesetzt. Diese zeigen eine deutlich gesteigerteMikrowellenaktivität, die ihre Ursache in der im Comonomer vorhandenenzusätzlichen polaren Gruppe hat (Abbildung 6).
1.2
1.0
0.8
0.6
0.4
0.2
0.0
cER [
W]
30-35 35-40 40-45 45-50 50-55
Temperaturintervall [°C]
M-PVC S-PVC E-PVC PVC-CoPo 5%
Abbildung 5: Messgenauigkeit des Mikrowellenkalorimeters
H2C CH
C
O
O
(CH2)3CH3
n
Abbildung 6: Chemische Struktur von Polybutylacrylat (PBA)
3.2.2.2 Gleitmittel
Die Wirkungseigenschaften eines Gleitmittels werden weitgehend durch diePolarität der eingesetzten Verbindung bestimmt, da diese die Löslichkeit im
13
Polymer beeinflusst und damit zwischen innerer und äußerer Wirkung einesGleitmittels entscheidet. Gleichzeitig ist die Polarität einer Verbindungunmittelbar mit der Mikrowellenabsorption verknüpft, da dieWechselwirkungen einer Substanz mit dem Mikrowellenfeld überwiegend aufpolaren Gruppen in der chemischen Struktur beruhen. Die Messungen derMikrowellenaktivität zeigen daher auch eine unmittelbare Korrelation mit derPolarität des Gleitmittels.
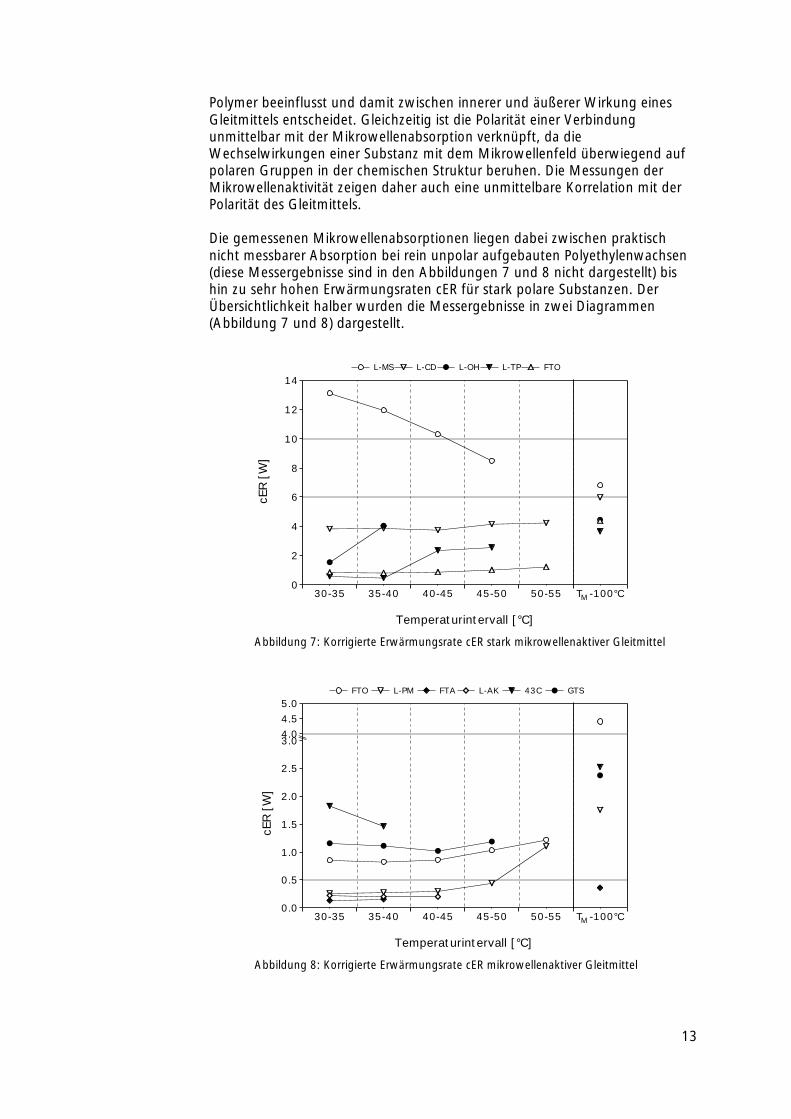
Die gemessenen Mikrowellenabsorptionen liegen dabei zwischen praktischnicht messbarer Absorption bei rein unpolar aufgebauten Polyethylenwachsen(diese Messergebnisse sind in den Abbildungen 7 und 8 nicht dargestellt) bishin zu sehr hohen Erwärmungsraten cER für stark polare Substanzen. DerÜbersichtlichkeit halber wurden die Messergebnisse in zwei Diagrammen(Abbildung 7 und 8) dargestellt.
14
12
10
8
6
4
2
0
cER [
W]
30-35 35-40 40-45 45-50 50-55 T -100°C
Temperaturintervall [°C]
M
L-MS L-CD L-OH L-TP FTO
Abbildung 7: Korrigierte Erwärmungsrate cER stark mikrowellenaktiver Gleitmittel
3.0
2.5
2.0
1.5
1.0
0.5
0.0
cER [
W]
30-35 35-40 40-45 45-50 50-55 T -100°C
Temperaturintervall [°C]
5.0
4.5
4.0
M
FTO L-PM FTA L-AK 43C GTS
Abbildung 8: Korrigierte Erwärmungsrate cER mikrowellenaktiver Gleitmittel
14
Die Mikrowellenabsorption liegt bei sehr aktiven Gleitmitteln dabei deutlichoberhalb des bei reinem PVC beobachteten Niveaus (Abbildung 5)
3.2.2.3 Stabilisatoren
Aufgrund des öffentlichen Drucks und den teilweise verschärftenUmweltauflagen sind cadmiumbasierte Stabilisatoren fast vollständig vomMarkt verschwunden. Auch Bleistabilisatoren haben aufgrund desSchwermetallgehaltes stark an Bedeutung verloren und werden/wurden durchCalcium/Zink-basierte Systeme abgelöst.
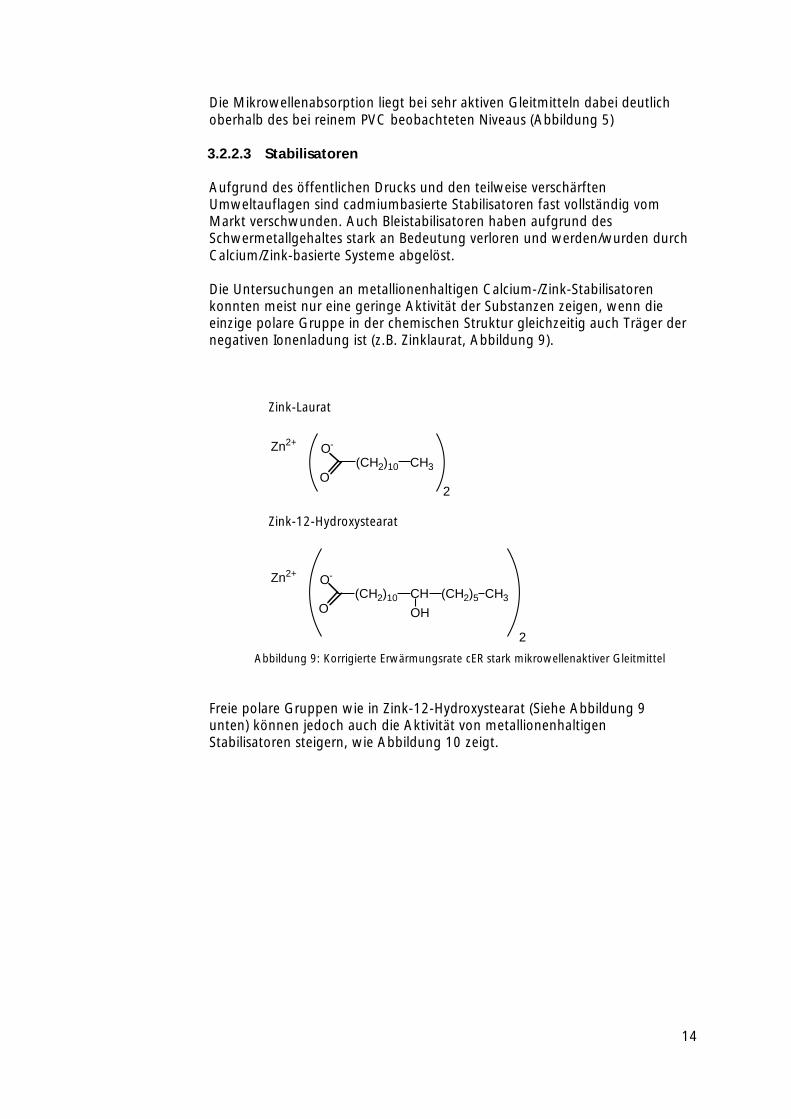
Die Untersuchungen an metallionenhaltigen Calcium-/Zink-Stabilisatorenkonnten meist nur eine geringe Aktivität der Substanzen zeigen, wenn dieeinzige polare Gruppe in der chemischen Struktur gleichzeitig auch Träger dernegativen Ionenladung ist (z.B. Zinklaurat, Abbildung 9).
Zink-Laurat
O-
O(CH2)10 CH3
Zn2+
2
Zink-12-Hydroxystearat
O-
O(CH2)10 CH
Zn2+
OH
(CH2)5 CH3
2
Abbildung 9: Korrigierte Erwärmungsrate cER stark mikrowellenaktiver Gleitmittel
Freie polare Gruppen wie in Zink-12-Hydroxystearat (Siehe Abbildung 9unten) können jedoch auch die Aktivität von metallionenhaltigenStabilisatoren steigern, wie Abbildung 10 zeigt.
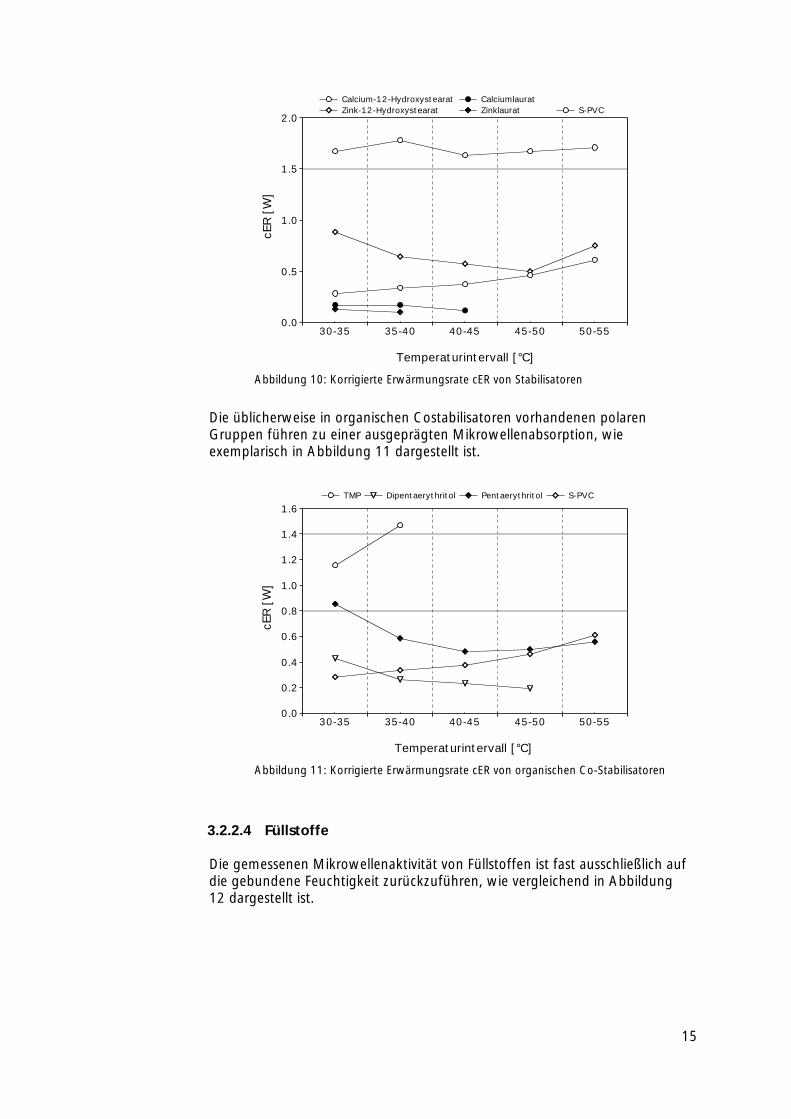
15
2.0
1.5
1.0
0.5
0.0
cER [
W]
30-35 35-40 40-45 45-50 50-55
Temperaturintervall [°C]
Calcium-12-Hydroxystearat Calciumlaurat
Zink-12-Hydroxystearat Zinklaurat S-PVC
Abbildung 10: Korrigierte Erwärmungsrate cER von Stabilisatoren
Die üblicherweise in organischen Costabilisatoren vorhandenen polarenGruppen führen zu einer ausgeprägten Mikrowellenabsorption, wieexemplarisch in Abbildung 11 dargestellt ist.
1.6
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0.0
cER [
W]
30-35 35-40 40-45 45-50 50-55
Temperaturintervall [°C]
TMP Dipentaerythritol Pentaerythritol S-PVC
Abbildung 11: Korrigierte Erwärmungsrate cER von organischen Co-Stabilisatoren
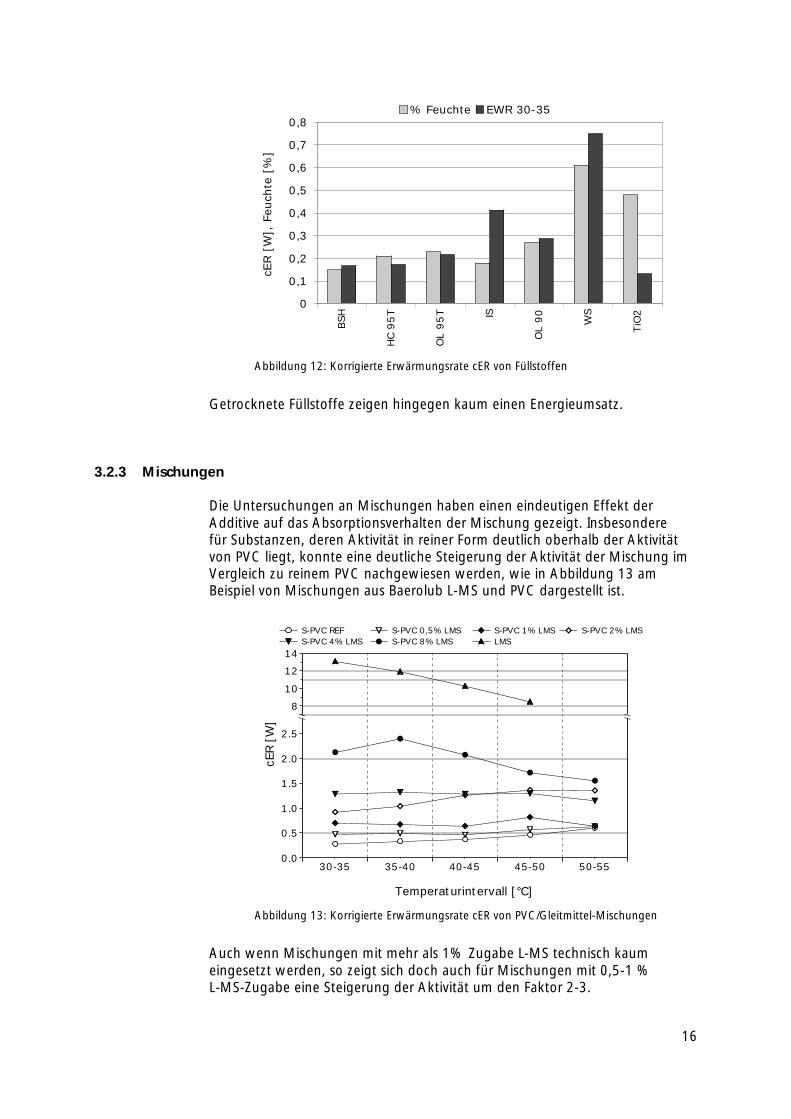
3.2.2.4 Füllstoffe
Die gemessenen Mikrowellenaktivität von Füllstoffen ist fast ausschließlich aufdie gebundene Feuchtigkeit zurückzuführen, wie vergleichend in Abbildung12 dargestellt ist.
16
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
BSH
HC 9
5T
OL 9
5T IS
OL 9
0
WS
TiO
2
cER [
W],
Feuchte
[%
]
% Feuchte EWR 30-35
Abbildung 12: Korrigierte Erwärmungsrate cER von Füllstoffen
Getrocknete Füllstoffe zeigen hingegen kaum einen Energieumsatz.
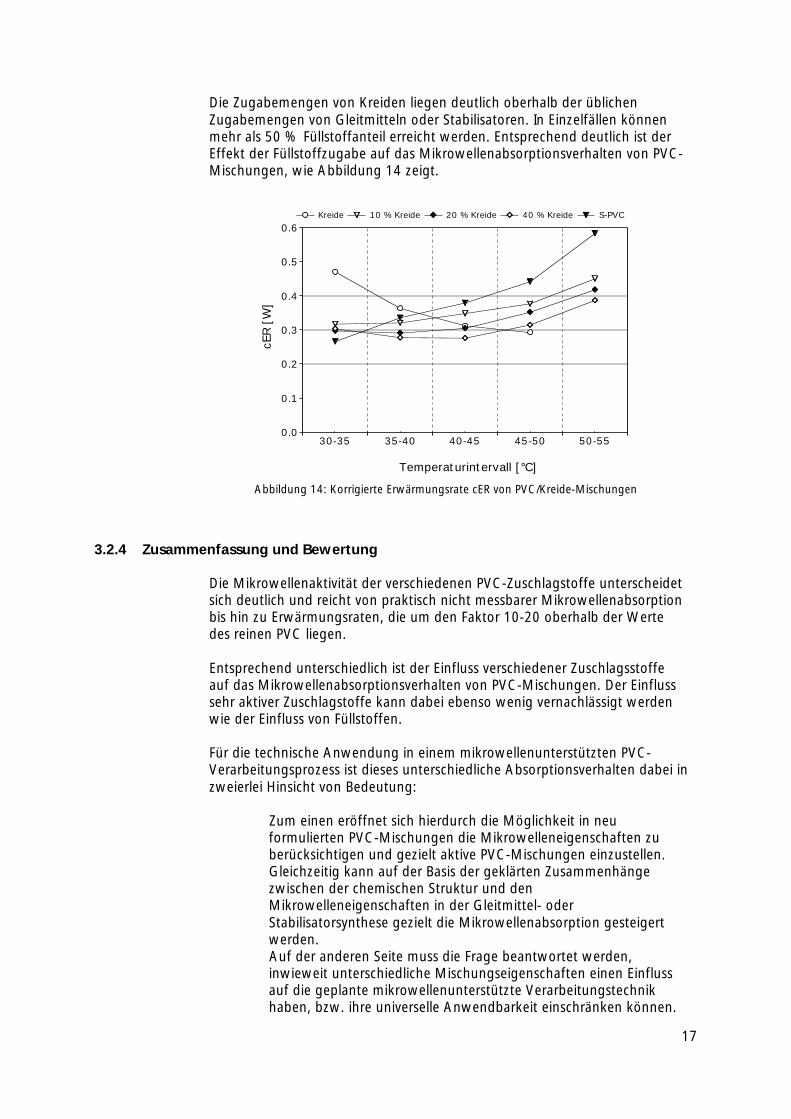
3.2.3 Mischungen
Die Untersuchungen an Mischungen haben einen eindeutigen Effekt derAdditive auf das Absorptionsverhalten der Mischung gezeigt. Insbesonderefür Substanzen, deren Aktivität in reiner Form deutlich oberhalb der Aktivitätvon PVC liegt, konnte eine deutliche Steigerung der Aktivität der Mischung imVergleich zu reinem PVC nachgewiesen werden, wie in Abbildung 13 amBeispiel von Mischungen aus Baerolub L-MS und PVC dargestellt ist.
14
12
10
8
cER [
W]
30-35 35-40 40-45 45-50 50-55
Temperaturintervall [°C]
2.5
2.0
1.5
1.0
0.5
0.0
S-PVC REF S-PVC 0,5% LMS S-PVC 1% LMS S-PVC 2% LMS
S-PVC 4% LMS S-PVC 8% LMS LMS
Abbildung 13: Korrigierte Erwärmungsrate cER von PVC/Gleitmittel-Mischungen
Auch wenn Mischungen mit mehr als 1% Zugabe L-MS technisch kaumeingesetzt werden, so zeigt sich doch auch für Mischungen mit 0,5-1 %L-MS-Zugabe eine Steigerung der Aktivität um den Faktor 2-3.
17
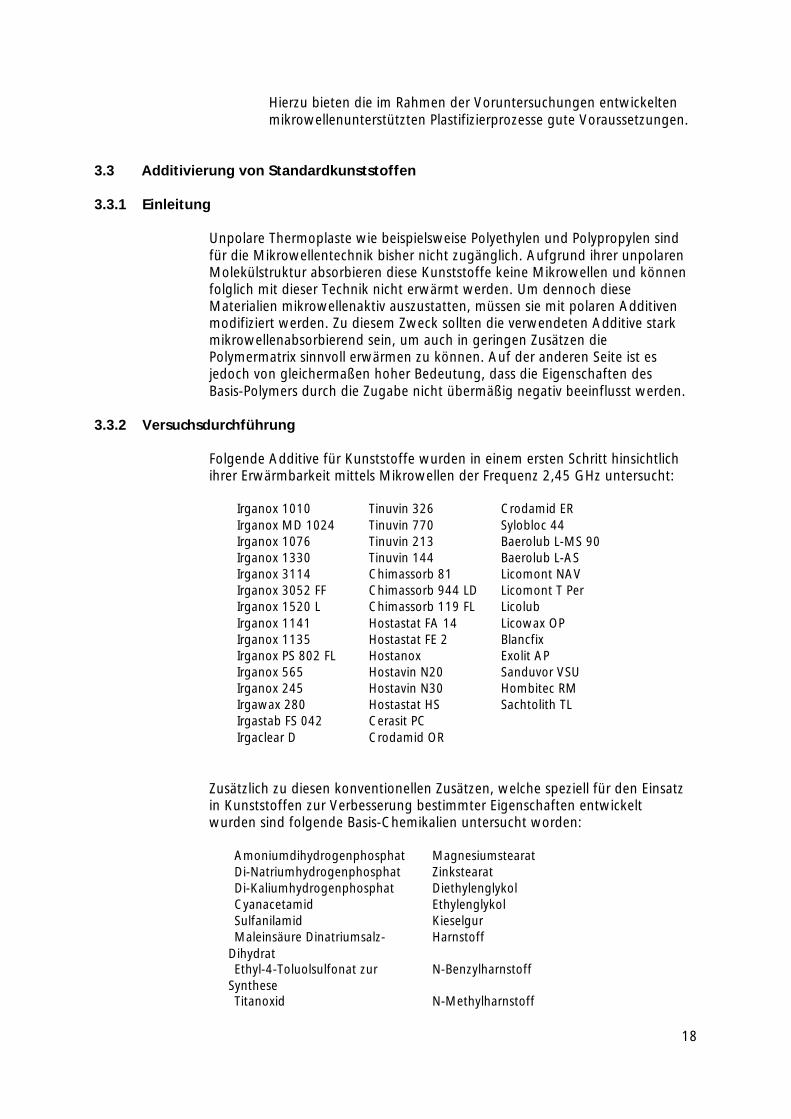
Die Zugabemengen von Kreiden liegen deutlich oberhalb der üblichenZugabemengen von Gleitmitteln oder Stabilisatoren. In Einzelfällen könnenmehr als 50 % Füllstoffanteil erreicht werden. Entsprechend deutlich ist derEffekt der Füllstoffzugabe auf das Mikrowellenabsorptionsverhalten von PVC-Mischungen, wie Abbildung 14 zeigt.
0.6
0.5
0.4
0.3
0.2
0.1
0.0
cER [
W]
30-35 35-40 40-45 45-50 50-55
Temperaturintervall [°C]
Kreide 10 % Kreide 20 % Kreide 40 % Kreide S-PVC
Abbildung 14: Korrigierte Erwärmungsrate cER von PVC/Kreide-Mischungen
3.2.4 Zusammenfassung und Bewertung
Die Mikrowellenaktivität der verschiedenen PVC-Zuschlagstoffe unterscheidetsich deutlich und reicht von praktisch nicht messbarer Mikrowellenabsorptionbis hin zu Erwärmungsraten, die um den Faktor 10-20 oberhalb der Wertedes reinen PVC liegen.
Entsprechend unterschiedlich ist der Einfluss verschiedener Zuschlagsstoffeauf das Mikrowellenabsorptionsverhalten von PVC-Mischungen. Der Einflusssehr aktiver Zuschlagstoffe kann dabei ebenso wenig vernachlässigt werdenwie der Einfluss von Füllstoffen.
Für die technische Anwendung in einem mikrowellenunterstützten PVC-Verarbeitungsprozess ist dieses unterschiedliche Absorptionsverhalten dabei inzweierlei Hinsicht von Bedeutung:
• Zum einen eröffnet sich hierdurch die Möglichkeit in neuformulierten PVC-Mischungen die Mikrowelleneigenschaften zuberücksichtigen und gezielt aktive PVC-Mischungen einzustellen.Gleichzeitig kann auf der Basis der geklärten Zusammenhängezwischen der chemischen Struktur und denMikrowelleneigenschaften in der Gleitmittel- oderStabilisatorsynthese gezielt die Mikrowellenabsorption gesteigertwerden.
• Auf der anderen Seite muss die Frage beantwortet werden,inwieweit unterschiedliche Mischungseigenschaften einen Einflussauf die geplante mikrowellenunterstützte Verarbeitungstechnikhaben, bzw. ihre universelle Anwendbarkeit einschränken können.
18
Hierzu bieten die im Rahmen der Voruntersuchungen entwickeltenmikrowellenunterstützten Plastifizierprozesse gute Voraussetzungen.
3.3 Additivierung von Standardkunststoffen
3.3.1 Einleitung
Unpolare Thermoplaste wie beispielsweise Polyethylen und Polypropylen sindfür die Mikrowellentechnik bisher nicht zugänglich. Aufgrund ihrer unpolarenMolekülstruktur absorbieren diese Kunststoffe keine Mikrowellen und könnenfolglich mit dieser Technik nicht erwärmt werden. Um dennoch dieseMaterialien mikrowellenaktiv auszustatten, müssen sie mit polaren Additivenmodifiziert werden. Zu diesem Zweck sollten die verwendeten Additive starkmikrowellenabsorbierend sein, um auch in geringen Zusätzen diePolymermatrix sinnvoll erwärmen zu können. Auf der anderen Seite ist esjedoch von gleichermaßen hoher Bedeutung, dass die Eigenschaften desBasis-Polymers durch die Zugabe nicht übermäßig negativ beeinflusst werden.
3.3.2 Versuchsdurchführung
Folgende Additive für Kunststoffe wurden in einem ersten Schritt hinsichtlichihrer Erwärmbarkeit mittels Mikrowellen der Frequenz 2,45 GHz untersucht:
•Irganox 1010 •Tinuvin 326 •Crodamid ER•Irganox MD 1024 •Tinuvin 770 •Sylobloc 44•Irganox 1076 •Tinuvin 213 •Baerolub L-MS 90•Irganox 1330 •Tinuvin 144 •Baerolub L-AS•Irganox 3114 •Chimassorb 81 •Licomont NAV•Irganox 3052 FF •Chimassorb 944 LD •Licomont T Per•Irganox 1520 L •Chimassorb 119 FL •Licolub•Irganox 1141 •Hostastat FA 14 •Licowax OP•Irganox 1135 •Hostastat FE 2 •Blancfix•Irganox PS 802 FL •Hostanox •Exolit AP•Irganox 565 •Hostavin N20 •Sanduvor VSU•Irganox 245 •Hostavin N30 •Hombitec RM•Irgawax 280 •Hostastat HS •Sachtolith TL•Irgastab FS 042 •Cerasit PC•Irgaclear D •Crodamid OR
Zusätzlich zu diesen konventionellen Zusätzen, welche speziell für den Einsatzin Kunststoffen zur Verbesserung bestimmter Eigenschaften entwickeltwurden sind folgende Basis-Chemikalien untersucht worden:
•Amoniumdihydrogenphosphat •Magnesiumstearat•Di-Natriumhydrogenphosphat •Zinkstearat•Di-Kaliumhydrogenphosphat •Diethylenglykol•Cyanacetamid •Ethylenglykol•Sulfanilamid •Kieselgur•Maleinsäure Dinatriumsalz-Dihydrat
•Harnstoff
•Ethyl-4-Toluolsulfonat zurSynthese
•N-Benzylharnstoff
•Titanoxid •N-Methylharnstoff
19
Die Materialien wurden unter definierten Bedingungen (Probenmenge,Leistung, Bestrahlungszeit) in einem Mikrowellen-Ofen mit Mikrowellenbestrahlt. Die Produkterwärmung wurde mittels einer Thermokameraaufgenommen. Die untersuchte Additivmenge betrug 20g je Versuch. Eswurde mit 1800W Strahlungsleistung (2,45 GHz) für 60s bestrahlt.
3.3.3 Ergebnisse
Die überwiegende Zahl der Additive zeigte sich innerhalb der Studie bei einerMikrowellenstrahlung der Frequenz 2,45 GHz inaktiv:
•Irganox 1010 •Tinuvin 326 •Licomont NAV•Irganox MD 1024 •Tinuvin 770 •Licomont T Per•Irganox 1076 •Tinuvin 144 •Licolub•Irganox 1330 •Chimassorb 81 •Licowax OP•Irganox 3114 •Chimassorb 119 FL •Blancfix•Irganox 3052 FF •Hostanox •Exolit AP•Irganox PS 802 FL •Hostastat HS •Sanduvor VSU•Irganox 565 •Cerasit PC •Hombitec RM•Irganox 245 •Crodamid OR •Sachtolith TL•Irgawax 280 •Crodamid ER•Irgastab FS 042 •Baerolub L-MS 90•Irgaclear D •Baerolub L-AS
Ebenso ließen sich folgende Chemikalien nicht mittels Mikrowellenenergieinnerhalb der überprüften Parametereinstellungen erwärmen:
•Amoniumdihydrogenphosphat •Titanoxid•Di-Natriumhydrogenphosphat •Magnesiumstearat•Di-Kaliumhydrogenphosphat •Zinkstearat•Cyanacetamid •Kieselgur•Sulfanilamid •Harnstoff•Maleinsäure Dinatriumsalz-Dihydrat
•N-Benzylharnstoff
Ein eindeutig mikrowellenbedingtes Erwärmungsverhalten konnte beifolgenden Kunststoffzusätzen bzw. Chemikalien beobachtet werden:
•Hostastat FA 14 •Iragnox 1135 •Methylharnstoff•Hostastat FE 2 •Sybloc 44 •Ethyl-4-
Toluolsulfonat•Sylobloc 44 •Hostavin •Etylenglycol•Tinuvin 213 •Irganox 1141 •Dieetyhlenglycol•Iragnox 1520 •Chimasorb 944 LD
3.4 Sicherheitstechnik
3.4.1 Einleitung
Die Integration von Mikrowellen in konventionellen Verarbeitungsprozessenbringt für die Hersteller der Anlagen eine in vielen Bereichen neueTechnologie mit sich, die neue, bis dahin unbekannte Randbedingungen inder Konstruktion nach sich zieht. Insbesondere der Sicherheitstechnik kommt

20
dabei eine zentrale Bedeutung zu, da hier teilweise tiefgreifende Änderungenim Sicherheitskonzept notwendig werden, um den gesetzlichenAnforderungen gerecht zu werden.
Um den am Projekt beteiligten Partnern in einem ersten Schritt einenÜberblick über die gesetzlichen Anforderungen der Mikrowellentechnik zuverschaffen, wurde am ICT eine Zusammenstellung der relevantengesetzlichen Rahmenbedingungen und Normen erstellt, die im folgendendargestellt ist.
3.4.2 Beeinflussung biologischer Systeme durch Mikrowellen
Hochfrequente elektromagnetische Felder üben Kraftwirkungen auf geladeneund polare Teilchen im menschlichen Körper aus, zum Beispiel aufWassermoleküle, elektrische Ladungen an Zellwänden und Ionen. Ladungenverschieben sich unter ihrem Einfluss; Moleküle und Ionen richten sich imständig wechselnden Feld aus. Ist der Mensch einem elektrischen Wechselfeldausgesetzt, so erfolgt eine mit der Frequenz wechselndeLadungsumverteilung im Körper. Bei entsprechend hohen Leistungsdichtentritt die elektromagnetische Strahlung infolge von Molekühlschwingungenrespektive innerer Reibung als Wärmeenergie in Erscheinung. Hierdurchkönnen sich je nach Intensität und Bestrahlungssituation, lokal oderganzheitlich, Verbrennungen von Haut oder Gewebe ergeben aber auch eineAnhebung der gesamten Körpertemperatur kann als Folge eintreten. DieErwärmung muß keineswegs sofort spürbar sein. Dies hängt von der Anzahlder Nerven ab, die in dem bestrahlten Gebiet angeordnet sind. Beispielsweisegeschieht eine durch Mikrowellenstrahlung hervorgerufene Eiweißgerinnungin der Augenlinse ohne wesentliche Gefühlsempfindungen.
Wie tief HF-Strahlung in biologisches Gewebe eindringt, hängt von derFrequenz ab: Bei den Mobilfunkfrequenzen beträgt die Eindringtiefe in denmenschlichen Körper zwischen 1 und 10 cm, bei Frequenzen über 10Gigahertz, wie sie bei Radargeräten vorkommen, sind es oft weniger als einMillimeter. An der Hautoberfläche wirkt HF-Strahlung bei sehr hohenFrequenzen ähnlich wie infrarote Wärmestrahlung.
Neben diesen thermischen Auswirkungen von elektromagnetischer Strahlungwird in der Öffentlichkeit kontrovers über weitere gesundheitsschädlicheEffekte athermischer Natur erörtert. Insbesondere werden in diesen Tagen dieAuswirkungen der Strahlungsemissionen von Mobilfunkfgeräten undschnurlosen Telefonen auf die Blut/Hirn-Schranke diskutiert. Des weiterenberichten verschiedentlich Publikationen von Effekten bei bestimmtenSchlafsituationen bzw. über ungeklärte Reaktionszeit-Änderungen infolge vonExpositionen mit Mobilfunkstrahlung mit gesetzlich zulässigen Intensitäten.
3.4.3 Grenzwerte
Grenzwertempfehlungen für elektrische und magnetische Felder gibt essowohl von internationalen als auch von nationalen Gremien. Iminternationalen Bereich ist dabei vor allem die Internationale Kommission zumSchutz vor nichtionisierenden Strahlen (ICNIRP) zu nennen, die 1992 aus derInternationalen Kommission zum Schutz vor ionisierenden Strahlen (IRPA)hervorgegangen ist und deren Aufgaben im Bereich nichtionisierenderStrahlen übernahm. Die ICNIRP befasst sich sowohl mit dem Schutz vonArbeitnehmern als auch der Bevölkerung vor der Einwirkung
21
nichtionisierender Strahlung und arbeitet dabei mit internationalen Gremienwie der Weltgesundheitsorganisation (WHO) und der InternationalenArbeitsorganisation (ILO) zusammen. In Deutschland liegenGrenzwertempfehlungen von der Deutschen Strahlenschutzkommission (SSK)sowie vom DIN-VDE vor, wobei jeweils zwischen Basisgrenzwerten undabgeleiteten Grenzwerte zu unterscheiden ist.
Maßgebend für die biologische Wirkung von HF-Strahlung ist die vom Körperaufgenommene Strahlungsleistung. Weltweit anerkannte Basisgröße fürthermische Wirkungen ist die Spezifische Absorptionsrate SAR. IhreMaßeinheit ist Watt pro Kilogramm [W/kg]. Die SAR berücksichtigt nicht nurden Betrag der übertragenen HF-Energie, sondern auch, in welcher Zeit dieseEnergie auf eine bestimmte Masse biologischen Gewebes übertragen wird.Die Dauer der HF-Einwirkung ist dabei wesentlich: Bei kurzen Einwirkdauernerfolgen Temperaturerhöhungen im Körper, die allein von deraufgenommenen Energie bestimmt werden; erst nach 6-10 Minuten spielenauch Wärmeleitung, Blutzirkulation und die körpereigene Wärmeregulierungeine Rolle. Nach 15-20 Minuten stellt sich ein Gleichgewicht zwischenaufgenommener HF-Energie und abgeführter Wärmemenge ein.
Die SAR und ihre Verteilung im Körper ist von vielen Bedingungen abhängig:Neben der Frequenz spielen räumliche und zeitliche Veränderungen desFeldes eine Rolle. Daneben sind elektrische Eigenschaften und Strukturen desbiologischen Gewebes von Bedeutung - z.B. nimmt Knochengewebe dieEnergie anders auf als gut durchblutetes Muskelgewebe. In unmittelbarerNähe einiger Geräte mit HF-Strahlung ist die Absorption sehr ungleichmäßigim Körper verteilt; Beispiel dafür sind Antennen von Mobilfunkgeräten. DieSAR ist messtechnisch schwer zu erfassen, deshalb wird in der Praxis vielfachmit abgeleiteten Feldwerten gearbeitet, die leichter zu messen sind - mit derLeistungsflußdichte S, der elektrischen und magnetischen Feldstärke E und H.Grenzwerte für diese Feldgrößen werden stets so abgeleitet, dassgrundlegende SAR-Grenzwerte, auf die sie sich beziehen, eingehalten werden– auch unter ungünstigen Bedingungen.
Biologische Wirkungen treten aufgrund von Wärmeentwicklung erst dannauf, wenn ein bestimmter Schwellenwert überschritten wird. ImTierexperiment konnten Wirkungen erst nachgewiesen werden, wenn sich dieKörpertemperatur um mehr als 1° Celsius erhöht hatte; Dann erst wurdenStoffwechselvorgänge und Wärmeregulierung gestört, es traten spezielleVerhaltensänderungen ein, und man beobachtete Störungen derEmbryonalentwicklung. Ebenso beobachtete man unter extremenBedingungen die Entwicklung des grauen Stars im Auge.
Ziel von Strahlenschutzmaßnahmen ist es demnach, Erhöhungen derGewebetemperatur durch HF-Strahlung von mehr als etwa 0,5 bis 1° C zuvermeiden. Nach neueren Befunden führen SAR-Werte von 1 bis 4 W/kg(gemittelt über den ganzen Körper) beim Menschen innerhalb von 30Minuten zu einer Temperaturerhöhung von etwa 1 Grad Celsius. GesundeMenschen können einen Energieumsatz von 3 bis 6 W/kg ausgleichen. Dermenschl. Körper hat dafür eigene Regulierungen: Er schwitzt, die Porenweiten sich, die Haut wird stärker durchblutet.
Um entsprechende Grenzwerte festzulegen, müssen jedoch auch ungünstigeäußere Bedingungen berücksichtigt werden. Bei Einhaltung der Grenzwerte
22
muss stets ein sicherer Abstand zu gesundheitsschädlichen Wirkungengewährleistet sein.
3.4.3.1 Empfehlungen für Basisgrenzwerte
Über die Basisgrenzwerte besteht unter allen internationalen und nationalenFachgremien weitgehend Einvernehmen. Sie wurden auf Grundlageausreichend abgesicherter wissenschaftlicher Erkenntnisse festgelegt. BeiEinhaltung dieser Basisgrenzwerte sind akute Wirkungen auf denmenschlichen Organismus auszuschließen.
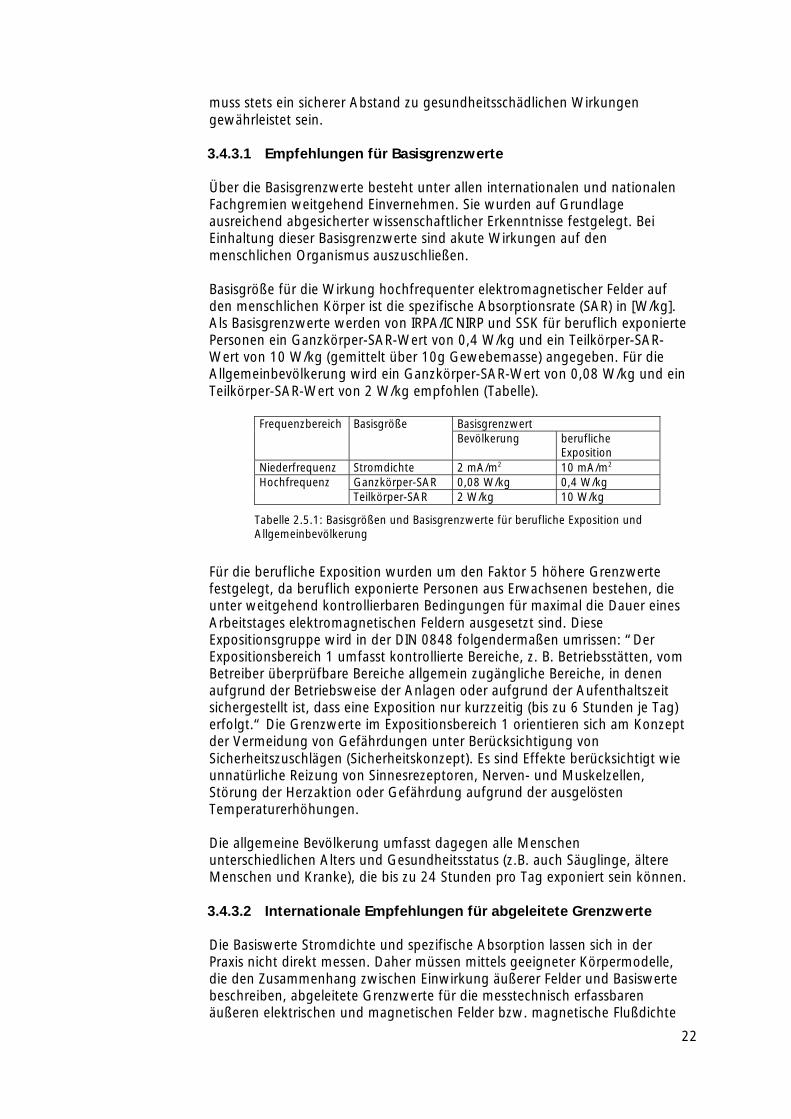
Basisgröße für die Wirkung hochfrequenter elektromagnetischer Felder aufden menschlichen Körper ist die spezifische Absorptionsrate (SAR) in [W/kg].Als Basisgrenzwerte werden von IRPA/ICNIRP und SSK für beruflich exponiertePersonen ein Ganzkörper-SAR-Wert von 0,4 W/kg und ein Teilkörper-SAR-Wert von 10 W/kg (gemittelt über 10g Gewebemasse) angegeben. Für dieAllgemeinbevölkerung wird ein Ganzkörper-SAR-Wert von 0,08 W/kg und einTeilkörper-SAR-Wert von 2 W/kg empfohlen (Tabelle).
BasisgrenzwertFrequenzbereich BasisgrößeBevölkerung berufliche
ExpositionNiederfrequenz Stromdichte 2 mA/m2 10 mA/m2
Ganzkörper-SAR 0,08 W/kg 0,4 W/kgHochfrequenzTeilkörper-SAR 2 W/kg 10 W/kg
Tabelle 2.5.1: Basisgrößen und Basisgrenzwerte für berufliche Exposition undAllgemeinbevölkerung
Für die berufliche Exposition wurden um den Faktor 5 höhere Grenzwertefestgelegt, da beruflich exponierte Personen aus Erwachsenen bestehen, dieunter weitgehend kontrollierbaren Bedingungen für maximal die Dauer einesArbeitstages elektromagnetischen Feldern ausgesetzt sind. DieseExpositionsgruppe wird in der DIN 0848 folgendermaßen umrissen: “DerExpositionsbereich 1 umfasst kontrollierte Bereiche, z. B. Betriebsstätten, vomBetreiber überprüfbare Bereiche allgemein zugängliche Bereiche, in denenaufgrund der Betriebsweise der Anlagen oder aufgrund der Aufenthaltszeitsichergestellt ist, dass eine Exposition nur kurzzeitig (bis zu 6 Stunden je Tag)erfolgt.“ Die Grenzwerte im Expositionsbereich 1 orientieren sich am Konzeptder Vermeidung von Gefährdungen unter Berücksichtigung vonSicherheitszuschlägen (Sicherheitskonzept). Es sind Effekte berücksichtigt wieunnatürliche Reizung von Sinnesrezeptoren, Nerven- und Muskelzellen,Störung der Herzaktion oder Gefährdung aufgrund der ausgelöstenTemperaturerhöhungen.
Die allgemeine Bevölkerung umfasst dagegen alle Menschenunterschiedlichen Alters und Gesundheitsstatus (z.B. auch Säuglinge, ältereMenschen und Kranke), die bis zu 24 Stunden pro Tag exponiert sein können.
3.4.3.2 Internationale Empfehlungen für abgeleitete Grenzwerte
Die Basiswerte Stromdichte und spezifische Absorption lassen sich in derPraxis nicht direkt messen. Daher müssen mittels geeigneter Körpermodelle,die den Zusammenhang zwischen Einwirkung äußerer Felder und Basiswertebeschreiben, abgeleitete Grenzwerte für die messtechnisch erfassbarenäußeren elektrischen und magnetischen Felder bzw. magnetische Flußdichte
23
festgelegt werden. Diese so ermittelten abgeleiteten Grenzwerte werdennoch mit Sicherheitszuschlägen versehen, so dass auch unter ungünstigenExpositionsbedingungen die Basisgrenzwerte sicher eingehalten werden.
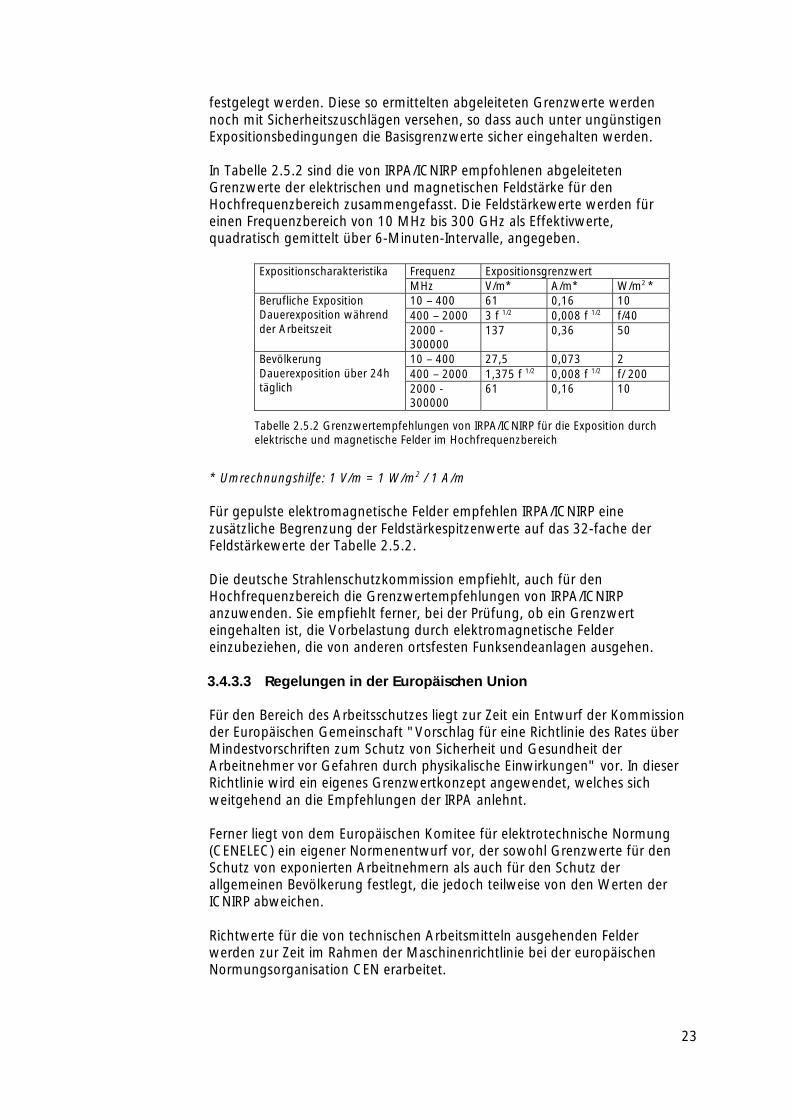
In Tabelle 2.5.2 sind die von IRPA/ICNIRP empfohlenen abgeleitetenGrenzwerte der elektrischen und magnetischen Feldstärke für denHochfrequenzbereich zusammengefasst. Die Feldstärkewerte werden füreinen Frequenzbereich von 10 MHz bis 300 GHz als Effektivwerte,quadratisch gemittelt über 6-Minuten-Intervalle, angegeben.
Frequenz ExpositionsgrenzwertExpositionscharakteristikaMHz V/m* A/m* W/m2 *10 – 400 61 0,16 10400 – 2000 3 f 1/2 0,008 f 1/2 f/40
Berufliche ExpositionDauerexposition währendder Arbeitszeit 2000 -
300000137 0,36 50
10 – 400 27,5 0,073 2400 – 2000 1,375 f 1/2 0,008 f 1/2 f/ 200
BevölkerungDauerexposition über 24htäglich 2000 -
30000061 0,16 10
Tabelle 2.5.2 Grenzwertempfehlungen von IRPA/ICNIRP für die Exposition durchelektrische und magnetische Felder im Hochfrequenzbereich
* Umrechnungshilfe: 1 V/m = 1 W/m2 / 1 A/m
Für gepulste elektromagnetische Felder empfehlen IRPA/ICNIRP einezusätzliche Begrenzung der Feldstärkespitzenwerte auf das 32-fache derFeldstärkewerte der Tabelle 2.5.2.
Die deutsche Strahlenschutzkommission empfiehlt, auch für denHochfrequenzbereich die Grenzwertempfehlungen von IRPA/ICNIRPanzuwenden. Sie empfiehlt ferner, bei der Prüfung, ob ein Grenzwerteingehalten ist, die Vorbelastung durch elektromagnetische Feldereinzubeziehen, die von anderen ortsfesten Funksendeanlagen ausgehen.
3.4.3.3 Regelungen in der Europäischen Union
Für den Bereich des Arbeitsschutzes liegt zur Zeit ein Entwurf der Kommissionder Europäischen Gemeinschaft "Vorschlag für eine Richtlinie des Rates überMindestvorschriften zum Schutz von Sicherheit und Gesundheit derArbeitnehmer vor Gefahren durch physikalische Einwirkungen" vor. In dieserRichtlinie wird ein eigenes Grenzwertkonzept angewendet, welches sichweitgehend an die Empfehlungen der IRPA anlehnt.
Ferner liegt von dem Europäischen Komitee für elektrotechnische Normung(CENELEC) ein eigener Normenentwurf vor, der sowohl Grenzwerte für denSchutz von exponierten Arbeitnehmern als auch für den Schutz derallgemeinen Bevölkerung festlegt, die jedoch teilweise von den Werten derICNIRP abweichen.
Richtwerte für die von technischen Arbeitsmitteln ausgehenden Felderwerden zur Zeit im Rahmen der Maschinenrichtlinie bei der europäischenNormungsorganisation CEN erarbeitet.
24
3.4.3.4 Regelungen in der Bundesrepublik Deutschland
Schutz der Allgemeinen Bevölkerung
Die Bundesregierung hat zum Schutz der Bevölkerung, gestützt auf § 23Absatz 1 des Bundesimmissionsschutzgesetzes (BImSchG), am 16.12.1996 die"Verordnung über elektromagnetische Felder - 26.BImSchV" erlassen. Die indieser Verordnung festgelegten Immissionsgrenzwerte basieren auf deninternational anerkannten Empfehlungen von IRPA/ICNIRP sowie denEmpfehlungen der SSK. Die Verordnung enthält Anforderungen an dieErrichtung und den Betrieb von Niederfrequenz- und Hochfrequenzanlagen.Sie gilt jedoch nur für Anlagen, die gewerblichen Zwecken dienen oder imRahmen wirtschaftlicher Unternehmungen Verwendung finden und nichteiner Genehmigung nach § 4 BImSchG bedürfen.
Die Anlagen müssen so errichtet und betrieben werden, dass in ihremEinwirkungsbereich in Gebäuden oder auf Grundstücken, die zum nicht nurvorübergehenden Aufenthalt von Menschen bestimmt sind, bei höchsterbetrieblicher Anlagenauslastung und unter Berücksichtigung vonVorbelastungen durch andere Nieder- bzw. Hochfrequenzanlagen diefestgelegten Grenzwerte eingehalten werden. Für Anlagen, die bereits vorInkrafttreten der Verordnung betrieben wurden, gilt eine Übergangsfrist von3 Jahren.
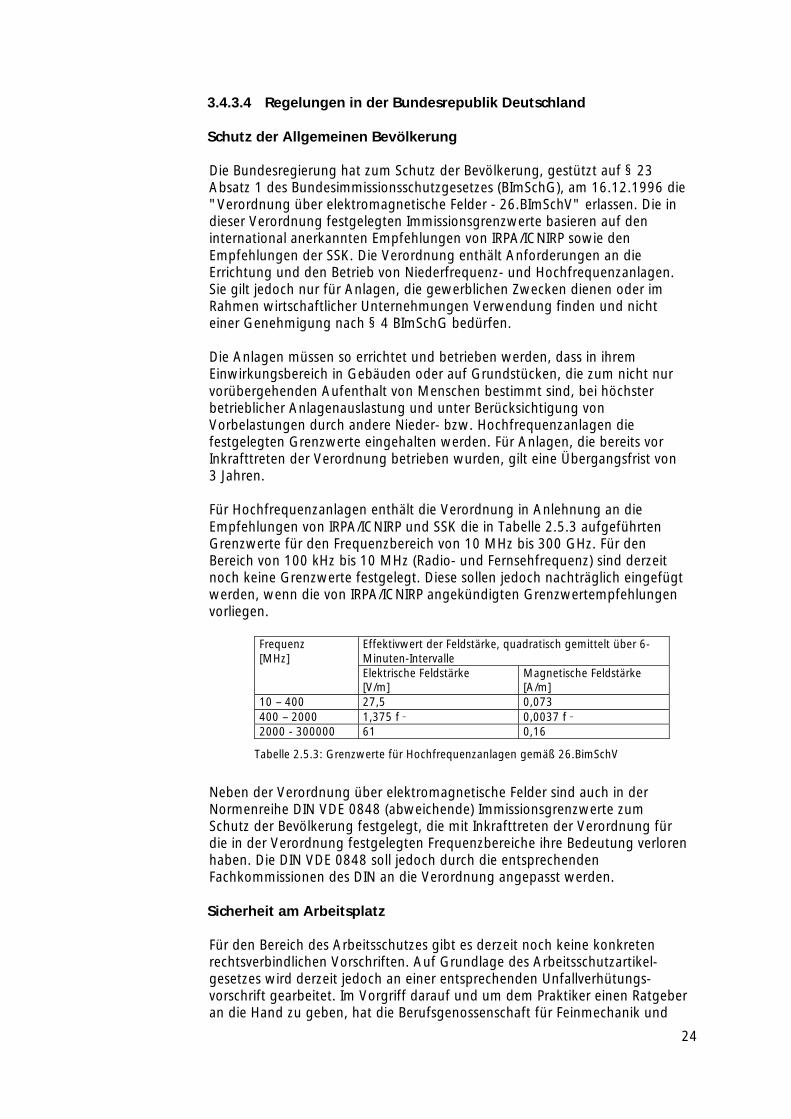
Für Hochfrequenzanlagen enthält die Verordnung in Anlehnung an dieEmpfehlungen von IRPA/ICNIRP und SSK die in Tabelle 2.5.3 aufgeführtenGrenzwerte für den Frequenzbereich von 10 MHz bis 300 GHz. Für denBereich von 100 kHz bis 10 MHz (Radio- und Fernsehfrequenz) sind derzeitnoch keine Grenzwerte festgelegt. Diese sollen jedoch nachträglich eingefügtwerden, wenn die von IRPA/ICNIRP angekündigten Grenzwertempfehlungenvorliegen.
Effektivwert der Feldstärke, quadratisch gemittelt über 6-Minuten-Intervalle
Frequenz[MHz]
Elektrische Feldstärke[V/m]
Magnetische Feldstärke[A/m]
10 – 400 27,5 0,073400 – 2000 1,375 f _ 0,0037 f _
2000 - 300000 61 0,16
Tabelle 2.5.3: Grenzwerte für Hochfrequenzanlagen gemäß 26.BimSchV
Neben der Verordnung über elektromagnetische Felder sind auch in derNormenreihe DIN VDE 0848 (abweichende) Immissionsgrenzwerte zumSchutz der Bevölkerung festgelegt, die mit Inkrafttreten der Verordnung fürdie in der Verordnung festgelegten Frequenzbereiche ihre Bedeutung verlorenhaben. Die DIN VDE 0848 soll jedoch durch die entsprechendenFachkommissionen des DIN an die Verordnung angepasst werden.
Sicherheit am Arbeitsplatz
Für den Bereich des Arbeitsschutzes gibt es derzeit noch keine konkretenrechtsverbindlichen Vorschriften. Auf Grundlage des Arbeitsschutzartikel-gesetzes wird derzeit jedoch an einer entsprechenden Unfallverhütungs-vorschrift gearbeitet. Im Vorgriff darauf und um dem Praktiker einen Ratgeberan die Hand zu geben, hat die Berufsgenossenschaft für Feinmechanik und
25
Elektrotechnik (BGFE) im Juni 1995 die "Regeln für Sicherheit undGesundheitsschutz an Arbeitsplätzen mit Exposition durch elektrische,magnetische oder elektromagnetische Felder" herausgegeben, die ab1.10.1995 angewandt werden sollten. Diese Regeln sind weitgehend eineUmsetzung der DIN VDE 0848, Stand 1995, wobei einzelne Teile dieser Normim Hinblick auf eine zukünftige europäische Harmonisierung derzeit erst alsEntwurf oder Vornorm vorliegen. In dem o.g. Regelwerk werden sowohl imNieder- als auch im Hochfrequenzbereich 2 Expositionsbereicheunterschieden. Zum Expositionsbereich 1 gehören dabei alle vom Betreiberüberprüfbaren Bereiche sowie Bereiche mit nur kurzzeitiger Exposition. ZumExpositionsbereich 2 zählen alle anderen Bereiche einschließlich derArbeitsstätten, in denen eine Feldexposition bestimmungsgemäß nicht zuerwarten ist.
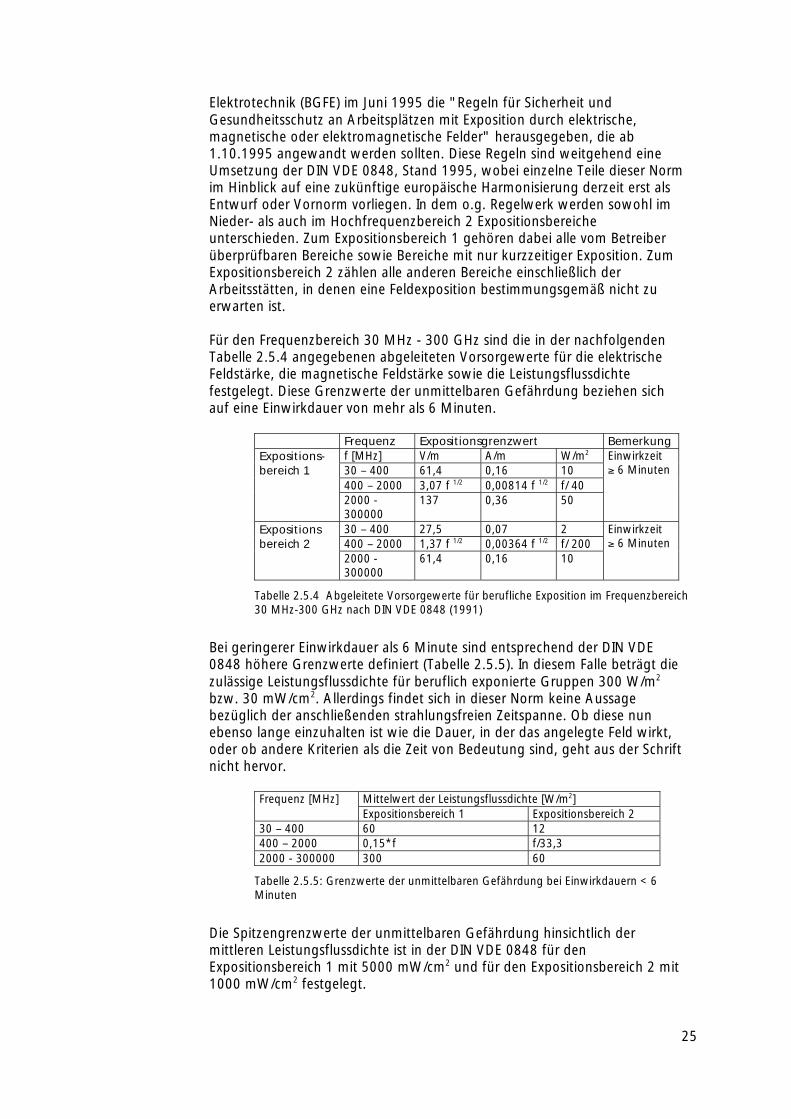
Für den Frequenzbereich 30 MHz - 300 GHz sind die in der nachfolgendenTabelle 2.5.4 angegebenen abgeleiteten Vorsorgewerte für die elektrischeFeldstärke, die magnetische Feldstärke sowie die Leistungsflussdichtefestgelegt. Diese Grenzwerte der unmittelbaren Gefährdung beziehen sichauf eine Einwirkdauer von mehr als 6 Minuten.
Frequenz Expositionsgrenzwert Bemerkungf [MHz] V/m A/m W/m2
30 – 400 61,4 0,16 10400 – 2000 3,07 f 1/2 0,00814 f 1/2 f/ 40
Expositions-bereich 1
2000 -300000
137 0,36 50
Einwirkzeit 6 Minuten
30 – 400 27,5 0,07 2400 – 2000 1,37 f 1/2 0,00364 f 1/2 f/ 200
Expositionsbereich 2
2000 -300000
61,4 0,16 10
Einwirkzeit 6 Minuten
Tabelle 2.5.4 Abgeleitete Vorsorgewerte für berufliche Exposition im Frequenzbereich30 MHz-300 GHz nach DIN VDE 0848 (1991)
Bei geringerer Einwirkdauer als 6 Minute sind entsprechend der DIN VDE0848 höhere Grenzwerte definiert (Tabelle 2.5.5). In diesem Falle beträgt diezulässige Leistungsflussdichte für beruflich exponierte Gruppen 300 W/m2
bzw. 30 mW/cm2. Allerdings findet sich in dieser Norm keine Aussagebezüglich der anschließenden strahlungsfreien Zeitspanne. Ob diese nunebenso lange einzuhalten ist wie die Dauer, in der das angelegte Feld wirkt,oder ob andere Kriterien als die Zeit von Bedeutung sind, geht aus der Schriftnicht hervor.
Mittelwert der Leistungsflussdichte [W/m2]Frequenz [MHz]Expositionsbereich 1 Expositionsbereich 2
30 – 400 60 12400 – 2000 0,15*f f/33,32000 - 300000 300 60
Tabelle 2.5.5: Grenzwerte der unmittelbaren Gefährdung bei Einwirkdauern < 6Minuten
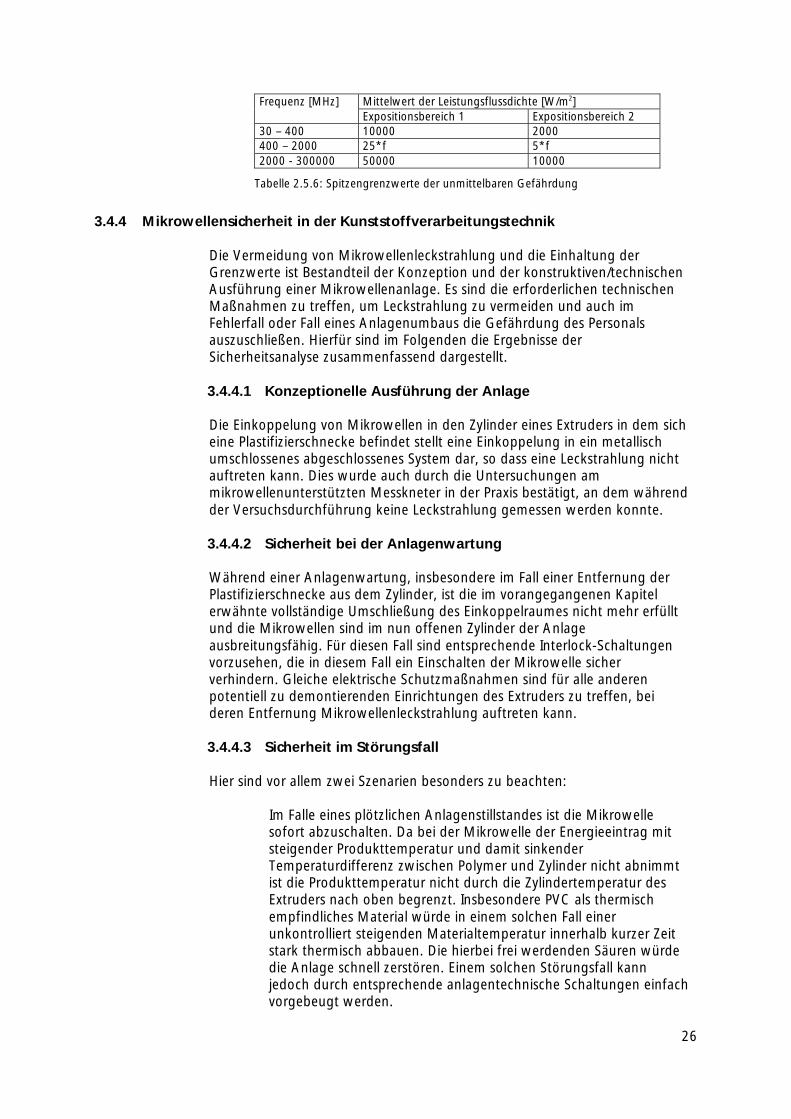
Die Spitzengrenzwerte der unmittelbaren Gefährdung hinsichtlich dermittleren Leistungsflussdichte ist in der DIN VDE 0848 für denExpositionsbereich 1 mit 5000 mW/cm2 und für den Expositionsbereich 2 mit1000 mW/cm2 festgelegt.
26
Mittelwert der Leistungsflussdichte [W/m2]Frequenz [MHz]Expositionsbereich 1 Expositionsbereich 2
30 – 400 10000 2000400 – 2000 25*f 5*f2000 - 300000 50000 10000
Tabelle 2.5.6: Spitzengrenzwerte der unmittelbaren Gefährdung
3.4.4 Mikrowellensicherheit in der Kunststoffverarbeitungstechnik
Die Vermeidung von Mikrowellenleckstrahlung und die Einhaltung derGrenzwerte ist Bestandteil der Konzeption und der konstruktiven/technischenAusführung einer Mikrowellenanlage. Es sind die erforderlichen technischenMaßnahmen zu treffen, um Leckstrahlung zu vermeiden und auch imFehlerfall oder Fall eines Anlagenumbaus die Gefährdung des Personalsauszuschließen. Hierfür sind im Folgenden die Ergebnisse derSicherheitsanalyse zusammenfassend dargestellt.
3.4.4.1 Konzeptionelle Ausführung der Anlage
Die Einkoppelung von Mikrowellen in den Zylinder eines Extruders in dem sicheine Plastifizierschnecke befindet stellt eine Einkoppelung in ein metallischumschlossenes abgeschlossenes System dar, so dass eine Leckstrahlung nichtauftreten kann. Dies wurde auch durch die Untersuchungen ammikrowellenunterstützten Messkneter in der Praxis bestätigt, an dem währendder Versuchsdurchführung keine Leckstrahlung gemessen werden konnte.
3.4.4.2 Sicherheit bei der Anlagenwartung
Während einer Anlagenwartung, insbesondere im Fall einer Entfernung derPlastifizierschnecke aus dem Zylinder, ist die im vorangegangenen Kapitelerwähnte vollständige Umschließung des Einkoppelraumes nicht mehr erfülltund die Mikrowellen sind im nun offenen Zylinder der Anlageausbreitungsfähig. Für diesen Fall sind entsprechende Interlock-Schaltungenvorzusehen, die in diesem Fall ein Einschalten der Mikrowelle sicherverhindern. Gleiche elektrische Schutzmaßnahmen sind für alle anderenpotentiell zu demontierenden Einrichtungen des Extruders zu treffen, beideren Entfernung Mikrowellenleckstrahlung auftreten kann.
3.4.4.3 Sicherheit im Störungsfall
Hier sind vor allem zwei Szenarien besonders zu beachten:
• Im Falle eines plötzlichen Anlagenstillstandes ist die Mikrowellesofort abzuschalten. Da bei der Mikrowelle der Energieeintrag mitsteigender Produkttemperatur und damit sinkenderTemperaturdifferenz zwischen Polymer und Zylinder nicht abnimmtist die Produkttemperatur nicht durch die Zylindertemperatur desExtruders nach oben begrenzt. Insbesondere PVC als thermischempfindliches Material würde in einem solchen Fall einerunkontrolliert steigenden Materialtemperatur innerhalb kurzer Zeitstark thermisch abbauen. Die hierbei frei werdenden Säuren würdedie Anlage schnell zerstören. Einem solchen Störungsfall kannjedoch durch entsprechende anlagentechnische Schaltungen einfachvorgebeugt werden.
27
• Durch defekt oder sich lösende Bauteile kann unter ungünstigenUmständen während des Betriebes Leckstrahlung auftreten. Solltedie Sicherheitsanalyse eines aufgebauten Prototypen einesmikrowellenunterstützten Extruders ergeben, dass solche Defektenicht auszuschließen sind, so muss die Leckstrahlung am Extruderüberwacht werden. Hierzu stehen mehrkanalige Lecktester zurVerfügung, die an allen kritischen Stellen des Extruders und auch imAnlagenumfeld die auftretende Leckstrahlung kontinuierlich messenund im Fehlerfall die Anlage sofort abschalten können. Im Rahmender Voruntersuchungen wurde die Eignung einer solchen Anlage zurÜberwachung des mikrowellenunterstützten Messkneterseingesetzt. Ein simulierter Fehlerfall wurde sicher detektiert.
3.4.4.4 Bewertung
Die Mikrowelle stellt am Extruder eine zusätzliche Gefahrenquelle dar. Die vonder Mikrowellenleckstrahlung ausgehende Gefahr ist eine unsichtbare Gefahrund muss daher in der Grundkonzeption des Extruders besondersberücksichtigt werden.
Die durchgeführten Analysen und Tests an bestehenden Anlagen zeigenjedoch, dass das Gefahrenpotential sicher beherrschbar ist und für denFehlerfall entsprechende marktgängige Sicherheitseinrichtungen ausreichendwirksam sind.
3.5 Konzeption eines mikrowellenunterstützten Messkneters
3.5.1 Einleitung
Mit der Entwicklung des mikrowellenunterstützten Messkneters werden zweiwesentliche Entwicklungsziele auf dem Wege zum mikrowellenunterstütztenExtrusionsprozess verfolgt. Zum einen soll eine mikrowellenunterstütztePlastifizierung möglich werden und hieran der Einfluss der Mikrowelle auf dasPlastifizierverhalten analysiert werden. Darüber hinaus werden ammikrowellenunterstützten Messkneters wichtige Grundlagenuntersuchungenzur Applikation von Mikrowellen in Plastifiziervorgängen gewonnen. Hierin istauch die wesentliche Herausforderung bei der technischen Entwicklung desMikrowellenrheometers zu sehen, da ein enges Zusammenspiel vonverfahrenstechnischen und mikrowellentechnischen Fragestellungen zuerwarten ist.
Zentraler Bestandteil des Mikrowellenrheometers ist die Plastifizierkammer. Inihr rotieren zwei gegenläufige Knetwellen die das Material (in derkonventionellen Kammer) bei gleichzeitiger Zufuhr von thermischer undmechanischer Energie plastifizieren.
Ziel der Entwicklung ist eine Plastifizierkammer, in der ein Teil der demMaterial zugeführten Energie durch Mikrowellen eingebracht wird.
3.5.2 Materialtechnik für die Kneterkammer
Für die Applikation der Mikrowelle an der Plastifizierkammer (und im späterenExtruder) sind mikrowellentransparente Einsätze nötig, um die Mikrowellendurch den Stahlmantel des Zylinders zum Produkt leiten zu können. Diesemüssen den hohen Anforderungen an die Druckfestigkeit bei gleichzeitig
28
hoher thermischer Festigkeit entsprechen und darüber hinaus für dieMikrowelle transparent sein. Hierzu sind Kunststoffe nur sehr bedingtgeeignet. Für technische Anwendungen kommen hier deshalb nur Keramikenund technische Gläser in Betracht.
In einer Recherche wurden daher die technisch in Frage kommendenMaterialien zusammengestellt und die für den Anwendungsfall notwendigenWerkstoffkennwerte recherchiert.
Aufgrund der guten Eigenschaften im Mikrowellenfeld und der gutenmechanischen Bearbeitbarkeit wurde für den Bau der Prototypen aufBornitrid-Keramik zurückgegriffen.
3.5.3 Konzeptentwicklung
3.5.3.1 Anforderungen
Wie einleitend erwähnt sollen mit der Plastifizierkammer zwei grundlegendeEntwicklungsziele verfolgt werden:
• Mit der Applikation der Mikrowellentechnik an der Kammer soll einfür die Praxis tragfähiges Konzept für die Mikrowelleneinkoppelungin kleine, extruderähnliche Prozessräume entwickelt werden, wobeigleichzeitig ein maximaler Wirkungsgrad der Energieeinbringungdurch die Mikrowelle erreicht werden soll.
• Mit dem fertigen Mikrowellenrheometer soll eineProzessentwicklung im Hinblick auf die Mikrowellenunterstützungbei der Plastifizierung vorangetrieben werden.
Aus diesen zwei Entwicklungszielen ergeben sich eine Reihe vonAnforderungen. Ein Auszug aus der detaillierten Anforderungsliste ist imFolgenden verkürzt dargestellt:
• Die Mikrowellenkammer soll sich am Antriebsteil einesStandardrheometers montieren lassen, um den Vergleich zurkonventionellen Plastifizierung zu vereinfachen.
• Die Innengeometrien der Plastifizierkammer, die Anbindung an dasGetriebe und das Material der Kneterwellen bleiben erhalten.
• Eine zusätzlich konventionelle Beheizung der Kammer durchHeizpatronen ist erforderlich.
• Die für die Mikrowelleneinkoppelung notwendige Fenstertechnikmuss den mechanischen Anforderungen und denTemperaturbelastungen gewachsen sein.
• Das Prinzip der Mikrowelleneinkoppelung muss auf einen späterenExtruderprototypen übertragbar und auch skalierbar sein.
• Die Konstruktion, insbesondere der aus Nicht-Metallen gefertigtenmikrowellentransparenten Einsätze, sollte möglichst kostengünstiggefertigt werden können.
Aufbauend auf dieser Anforderungsliste wurden die im Folgendendargestellten Konzepte entwickelt und in eine 3D-Konstruktion überführt.

29
3.5.3.2 Konzepte mit variabler Ankoppelung
Von Fa. Muegge wurden im Rahmen des Projektes verschiedeneAnkoppelungen für die Plastifizierkammer entwickelt und im Laborvermessen. Bei diesen Konzepten werden die Ankoppelungsarten:
• Hohlleiter• Koaxialleiter• Schlitzstrahler
zur Einkoppelung von Mikrowellenenergie in eine, bei allen Konzeptenidentische Kammer, untersucht. Hierzu wird ein variabel ausgelegtes Speiseteilverwendet (siehe Abbildung 15).
Kammer AL
Kammer PP
Speiseteil
variabel
Abbildung 15: Variabler Aufbau der Mikrowellenankoppelung
Durch dieses variable Konzept wird es möglich, die Wirkungsgrade derverschiedenen Konzepte und die Einflüsse auf das praktischePlastifizierverhalten detailliert zu untersuchen.
Die besten Ergebnisse wurden mit der Ankoppelung über einen Koaxialleitererreicht. Hier kommt insbesondere positiv zum Tragen, dass der Abstandzwischen Hohlleiter/Mikrowellenleistungsteil und der beheizten Kammerdurch einen verlängerten Koaxialleiter vergrößert werden kann (sieheAbbildung 16)
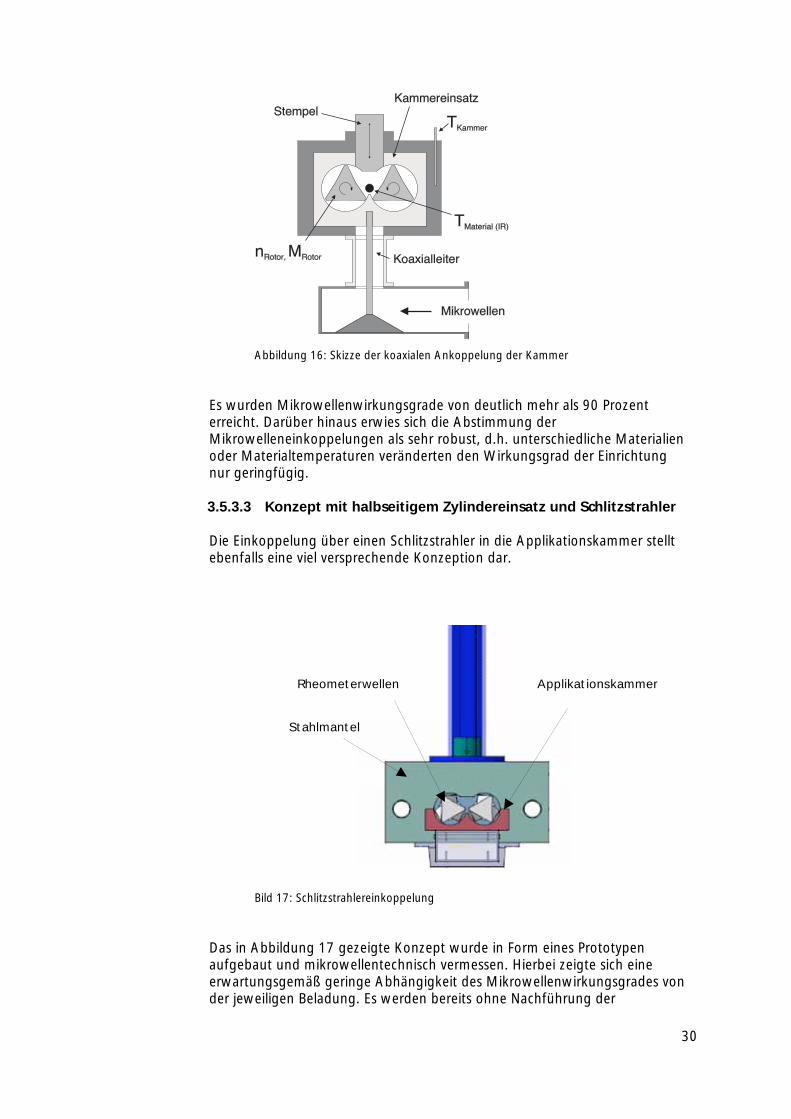
30
Abbildung 16: Skizze der koaxialen Ankoppelung der Kammer
Es wurden Mikrowellenwirkungsgrade von deutlich mehr als 90 Prozenterreicht. Darüber hinaus erwies sich die Abstimmung derMikrowelleneinkoppelungen als sehr robust, d.h. unterschiedliche Materialienoder Materialtemperaturen veränderten den Wirkungsgrad der Einrichtungnur geringfügig.
3.5.3.3 Konzept mit halbseitigem Zylindereinsatz und Schlitzstrahler
Die Einkoppelung über einen Schlitzstrahler in die Applikationskammer stelltebenfalls eine viel versprechende Konzeption dar.
ApplikationskammerRheometerwellen
Stahlmantel
Bild 17: Schlitzstrahlereinkoppelung
Das in Abbildung 17 gezeigte Konzept wurde in Form eines Prototypenaufgebaut und mikrowellentechnisch vermessen. Hierbei zeigte sich eineerwartungsgemäß geringe Abhängigkeit des Mikrowellenwirkungsgrades vonder jeweiligen Beladung. Es werden bereits ohne Nachführung der
31
Hochfrequenzabstimmung Einkoppelwirkungsgrade von durchschnittlich 85Prozent bei rotierenden Wellen erreicht.
Die Lösung ist im Hinblick auf eine spätere Übertragung auf einenmikrowellenunterstützten Extruder von großem Interesse, da die Eingriffe indie Konstruktion des Extruderzylinders aufgrund des halbseitigen Einsatzesrelativ klein ausfallen.
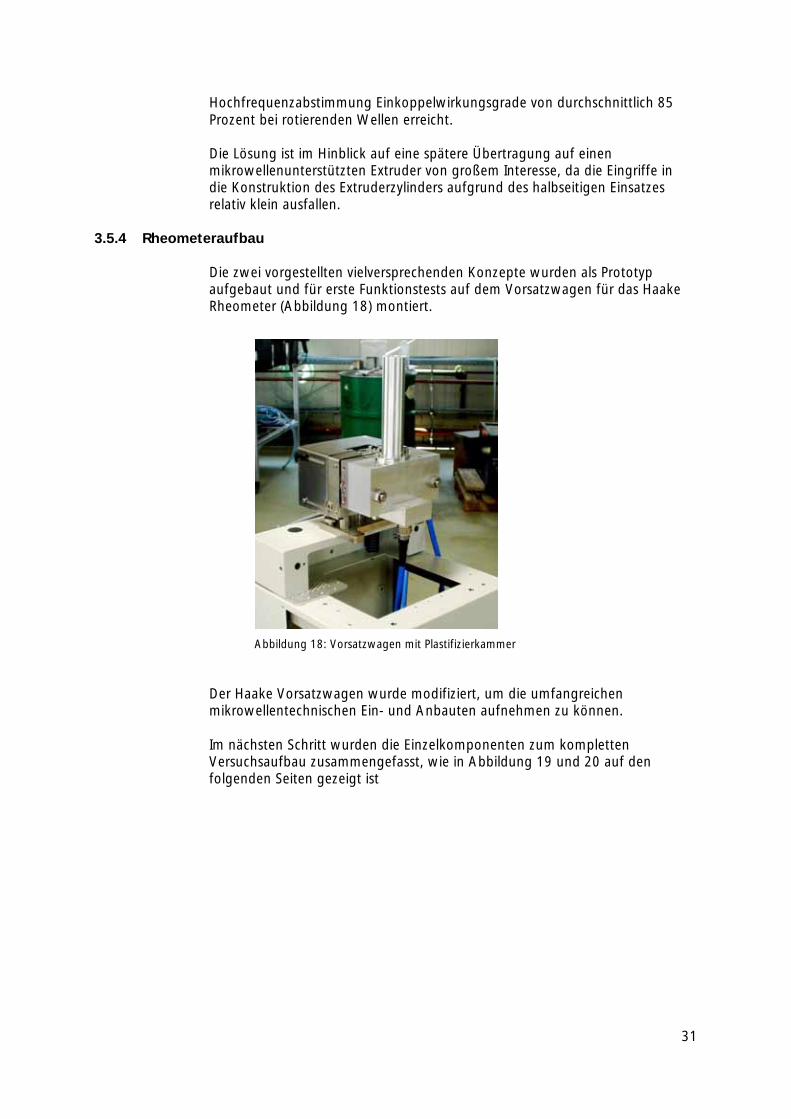
3.5.4 Rheometeraufbau
Die zwei vorgestellten vielversprechenden Konzepte wurden als Prototypaufgebaut und für erste Funktionstests auf dem Vorsatzwagen für das HaakeRheometer (Abbildung 18) montiert.
Abbildung 18: Vorsatzwagen mit Plastifizierkammer
Der Haake Vorsatzwagen wurde modifiziert, um die umfangreichenmikrowellentechnischen Ein- und Anbauten aufnehmen zu können.
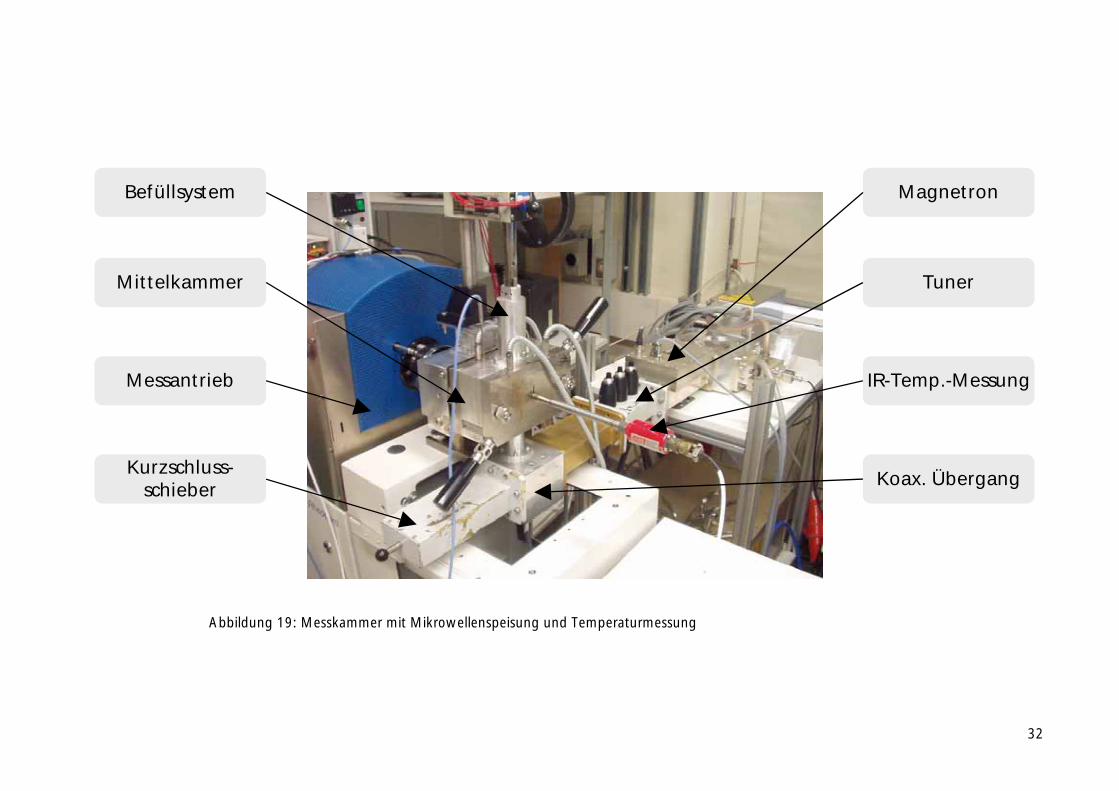
Im nächsten Schritt wurden die Einzelkomponenten zum komplettenVersuchsaufbau zusammengefasst, wie in Abbildung 19 und 20 auf denfolgenden Seiten gezeigt ist
32
Magnetron
Tuner
IR-Temp.-Messung
Befüllsystem
Mittelkammer
Messantrieb
Kurzschluss-schieber Koax. Übergang
Abbildung 19: Messkammer mit Mikrowellenspeisung und Temperaturmessung
33
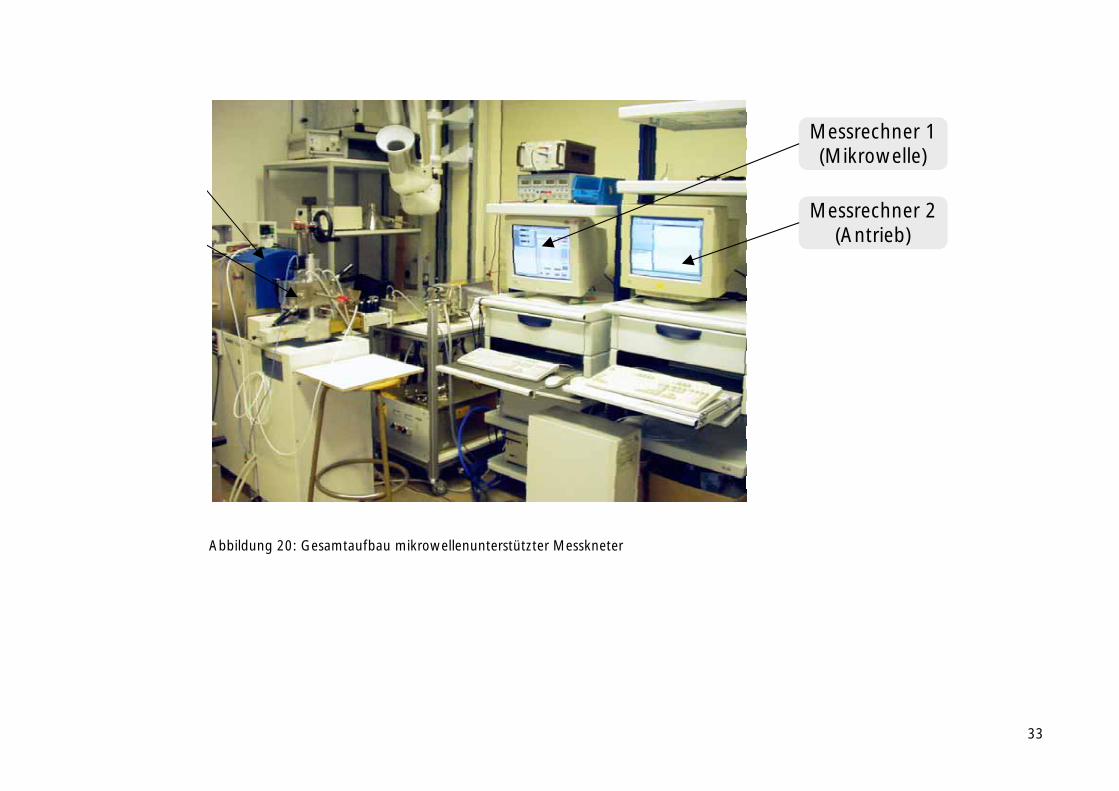
Messrechner 2(Antrieb)
Messrechner 1(Mikrowelle)
Abbildung 20: Gesamtaufbau mikrowellenunterstützter Messkneter
34
3.6 Effekt der Mikrowelle auf das Plastifizierverhalten
3.6.1 Einleitung
Mit dem beschriebenen Versuchsaufbau wurden zunächst grundlegendeVersuche zur Optimierung des Energieeintrags, zur Bestimmung desParameterfensters und zur Optimierung der Heizung durchgeführt.
Hierbei wurden folgende Randbedingungen für eine optimaleVersuchsdurchführung und für eine hohe Reproduzierbarkeit ermittelt:
Befüllmenge der Kammer 60 g
Kammertemperatur 160°C
Rotordrehzahl 50 1/min
Zeit bis Stempel geschlossen 5 sec
Eingestrahlte Mikrowellenleistung 290 Watt
3.6.2 Einfluss der Mikrowelle auf das Plastifizierverhalten
3.6.2.1 Grundlagen der Auswertung
Die Auswertung einer Messung auf dem mikrowellenunterstütztenMesskneter entspricht prinzipiell der einer Messung auf einemkonventionellen Messkneter.
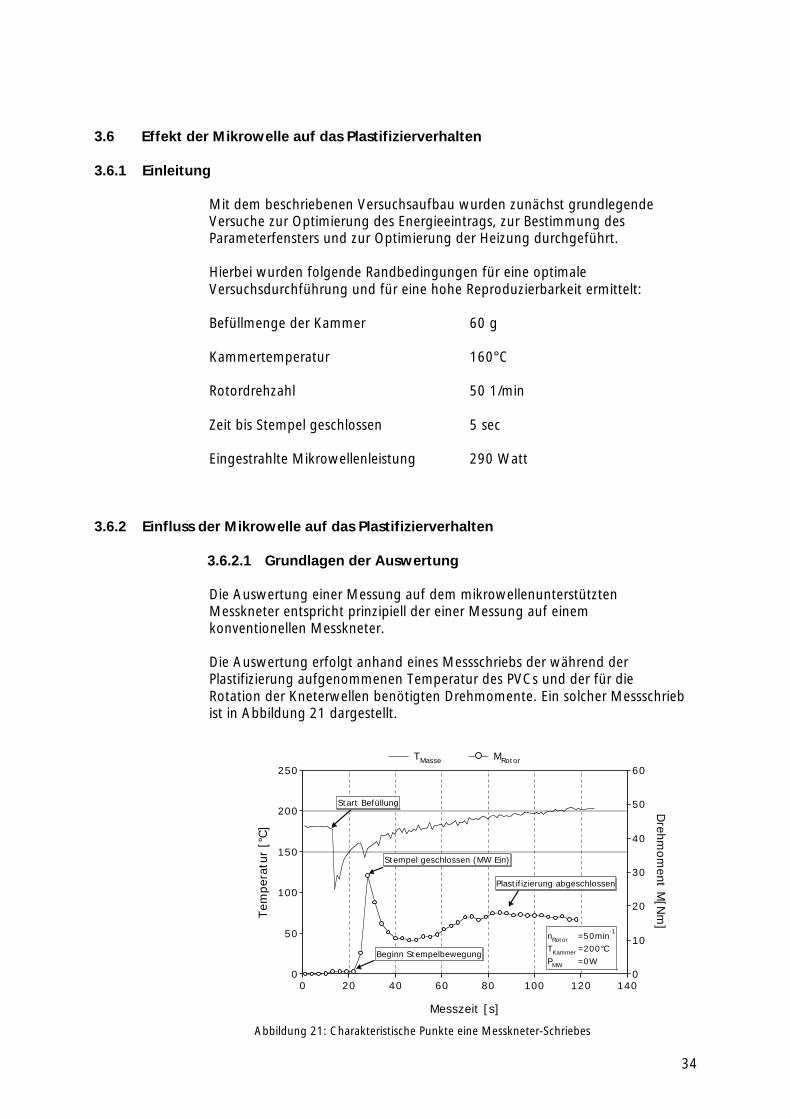
Die Auswertung erfolgt anhand eines Messschriebs der während derPlastifizierung aufgenommenen Temperatur des PVCs und der für dieRotation der Kneterwellen benötigten Drehmomente. Ein solcher Messschriebist in Abbildung 21 dargestellt.
250
200
150
100
50
0
Tem
pera
tur
[°C]
140120100806040200
Messzeit [s]
60
50
40
30
20
10
0
Dre
hm
om
ent M
[Nm
]
TMasse MRotor
nRotor =50min-1
TKammer =200°C
PMW =0W
Start Befüllung
Beginn Stempelbewegung
Stempel geschlossen (MW Ein)
Plastifizierung abgeschlossen
Abbildung 21: Charakteristische Punkte eine Messkneter-Schriebes
35
Die Messung beginnt mit dem Einfüllen einer abgewogenen Menge Materialin die Messkammer. Das zunächst kalte pulverförmige Material führt zu einemsteilen Abfall des Messsignals der Kammertemperatur. Mit Schließen desStempels der Befülleinrichtung wird das kalte Material in der Kneterkammerverdichtet. Die nun in kaltem Material rotierenden Kneterwellen führen zueinem steilen Anstieg der Drehmomente, wie deutlich in Abbildung 21 zusehen ist. Mit geschlossenem Stempel wird gleichzeitig inmikrowellenunterstützten Prozessen die Mikrowelle eingeschaltet.
Das Aufschmelzen der niedrigschmelzenden Gleitmittel führt hierauf zu einemsteilen Abfall der Drehmomente, da die Gleitmittel als Schmierfilme wirken.Die beginnende Plastifizierung des PVC führt zu einem erneuten Anstieg derDrehmomente. Das zweite Maximum der Drehmoment-Messkurve wirdüblicherweise mit dem Abschluss der Plastifizierung gleichgesetzt. DasMaterial hat zu diesem Zeitpunkt die Kammertemperatur in derkonventionellen Plastifizierung erreicht. Die Kammer kann geöffnet werdenund das plastifizierte Material einer weiteren Analyse zugeführt werden.
3.6.2.2 Einfluss der Mikrowelle auf die Plastifizierzeit
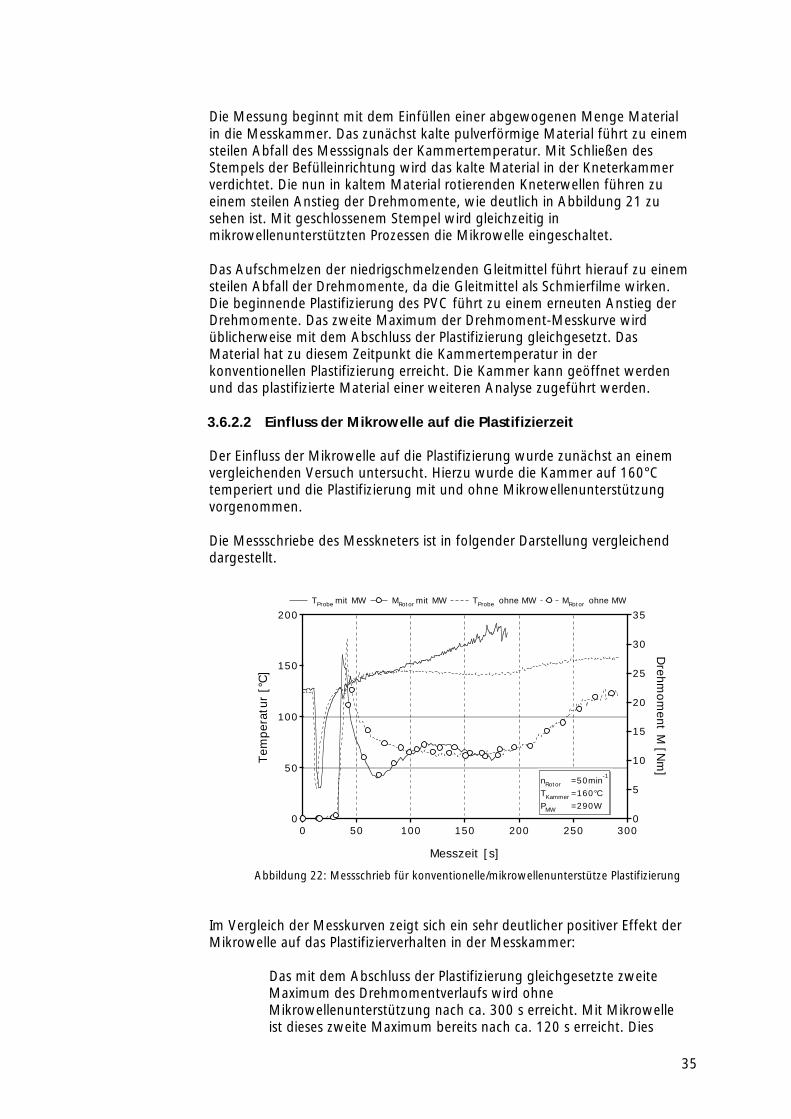
Der Einfluss der Mikrowelle auf die Plastifizierung wurde zunächst an einemvergleichenden Versuch untersucht. Hierzu wurde die Kammer auf 160°Ctemperiert und die Plastifizierung mit und ohne Mikrowellenunterstützungvorgenommen.
Die Messschriebe des Messkneters ist in folgender Darstellung vergleichenddargestellt.
200
150
100
50
0
Tem
pera
tur
[°C]
300250200150100500
Messzeit [s]
35
30
25
20
15
10
5
0
Dre
hm
om
ent M
[Nm
]
TProbe mit MW MRotor mit MW TProbe ohne MW MRotor ohne MW
nRotor =50min-1
TKammer =160°C
PMW =290W
Abbildung 22: Messschrieb für konventionelle/mikrowellenunterstütze Plastifizierung
Im Vergleich der Messkurven zeigt sich ein sehr deutlicher positiver Effekt derMikrowelle auf das Plastifizierverhalten in der Messkammer:
• Das mit dem Abschluss der Plastifizierung gleichgesetzte zweiteMaximum des Drehmomentverlaufs wird ohneMikrowellenunterstützung nach ca. 300 s erreicht. Mit Mikrowelleist dieses zweite Maximum bereits nach ca. 120 s erreicht. Dies

36
bedeutet eine Verkürzung der Plastifizierdauer um ca. 60-70 Prozent.
• Das zu Beginn der Plastifizierung benötigte Drehmoment fällt unterNutzung der Mikrowelle deutlich steiler und tiefer ab. Dies ist aufeine bevorzugtes Aufschmelzen der polaren Gleitmittel unter demEinfluss der Mikrowellen zurückzuführen.
• Trotz des tieferen Abfalls der Drehmomentkurve verlaufen dieMesssignale der Massetemperatur bis zu einer Zeit von ca. 80 sdeckungsgleich. Der Energieinhalt der Schmelze ist bis zu diesemZeitpunkt somit weitgehend identisch. Da die Drehmomentkurve mitMikrowelle deutlich niedriger liegt muss die zum Aufschmelzen desPolymers notwendige Energie in diesem Bereich aus derMikrowellenheizung stammen.
• Ab einer Plastifizierzeit von 80 s nimmt die Materialtemperatur unterNutzung der Mikrowelle deutlich zu, während sie ohneMikrowellenunterstützung auf einem Niveau von 150-160 °Cverharrt. Die für diese Temperaturentwicklung notwendige Energiekann nur aus der Mikrowelle stammen, da das Material deutlichwärmer als die umliegende Kammer aufgeheizt wird.
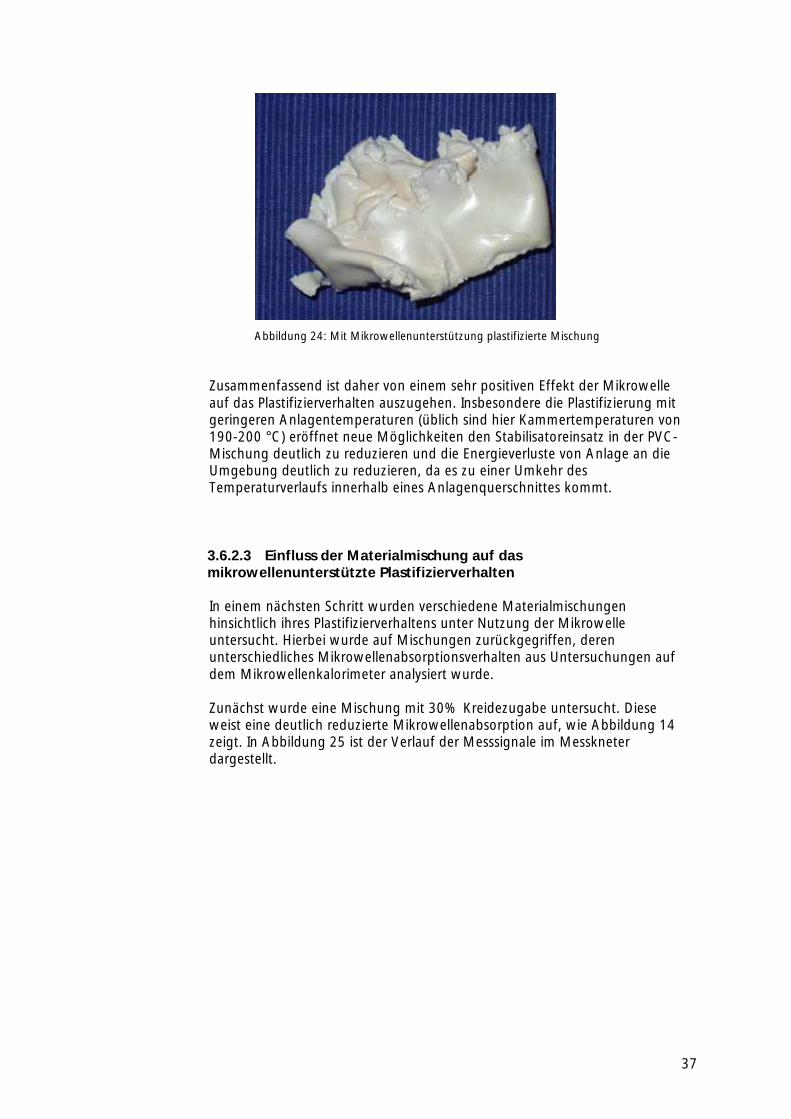
Einen Vergleich der in diesem Versuch plastifizierten Materialien zeigtAbbildung 23 und 24. Deutlich ist hier der Unterschied zwischen den beidenProzessen auch am plastifizierten Material zu sehen. Während mit Mikrowelleeine 100 % Plastifizierung erreicht wurde sind im Knet ohneMikrowellenunterstützung noch große schlecht plastifizierte, bzw. nurversinterte Bereiche zu erkennen.
Abbildung 23: Konventionell plastifizierte Mischung
37
Abbildung 24: Mit Mikrowellenunterstützung plastifizierte Mischung
Zusammenfassend ist daher von einem sehr positiven Effekt der Mikrowelleauf das Plastifizierverhalten auszugehen. Insbesondere die Plastifizierung mitgeringeren Anlagentemperaturen (üblich sind hier Kammertemperaturen von190-200 °C) eröffnet neue Möglichkeiten den Stabilisatoreinsatz in der PVC-Mischung deutlich zu reduzieren und die Energieverluste von Anlage an dieUmgebung deutlich zu reduzieren, da es zu einer Umkehr desTemperaturverlaufs innerhalb eines Anlagenquerschnittes kommt.
3.6.2.3 Einfluss der Materialmischung auf dasmikrowellenunterstützte Plastifizierverhalten
In einem nächsten Schritt wurden verschiedene Materialmischungenhinsichtlich ihres Plastifizierverhaltens unter Nutzung der Mikrowelleuntersucht. Hierbei wurde auf Mischungen zurückgegriffen, derenunterschiedliches Mikrowellenabsorptionsverhalten aus Untersuchungen aufdem Mikrowellenkalorimeter analysiert wurde.
Zunächst wurde eine Mischung mit 30% Kreidezugabe untersucht. Dieseweist eine deutlich reduzierte Mikrowellenabsorption auf, wie Abbildung 14zeigt. In Abbildung 25 ist der Verlauf der Messsignale im Messkneterdargestellt.
38
40
30
20
10
0
Dre
hm
om
ent M
[Nm
]
200150100500
Messzeit [s]
200
150
100
50
0
Tem
pera
tur
[°C]
M [Nm] M [Nm] 30% Kreide T [°C] T [°C] 30% Kreide
nRotor =50min-1
TKammer =160°C
PMW =290W
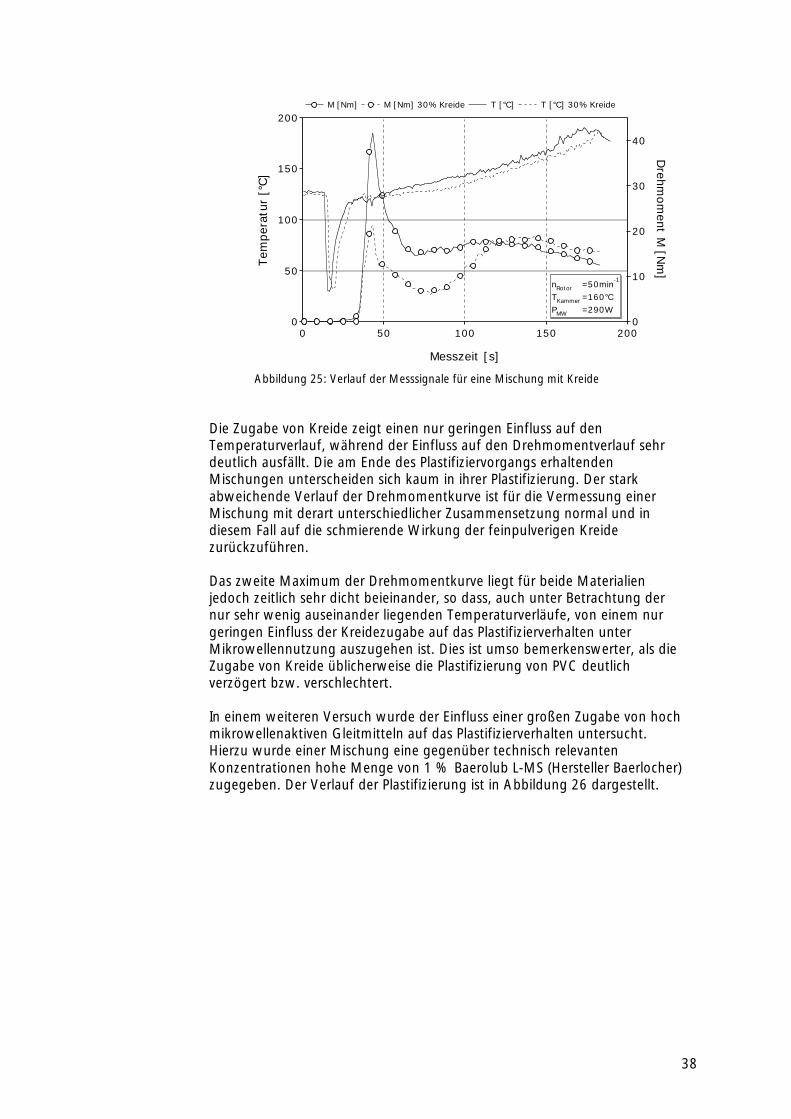
Abbildung 25: Verlauf der Messsignale für eine Mischung mit Kreide
Die Zugabe von Kreide zeigt einen nur geringen Einfluss auf denTemperaturverlauf, während der Einfluss auf den Drehmomentverlauf sehrdeutlich ausfällt. Die am Ende des Plastifiziervorgangs erhaltendenMischungen unterscheiden sich kaum in ihrer Plastifizierung. Der starkabweichende Verlauf der Drehmomentkurve ist für die Vermessung einerMischung mit derart unterschiedlicher Zusammensetzung normal und indiesem Fall auf die schmierende Wirkung der feinpulverigen Kreidezurückzuführen.
Das zweite Maximum der Drehmomentkurve liegt für beide Materialienjedoch zeitlich sehr dicht beieinander, so dass, auch unter Betrachtung dernur sehr wenig auseinander liegenden Temperaturverläufe, von einem nurgeringen Einfluss der Kreidezugabe auf das Plastifizierverhalten unterMikrowellennutzung auszugehen ist. Dies ist umso bemerkenswerter, als dieZugabe von Kreide üblicherweise die Plastifizierung von PVC deutlichverzögert bzw. verschlechtert.
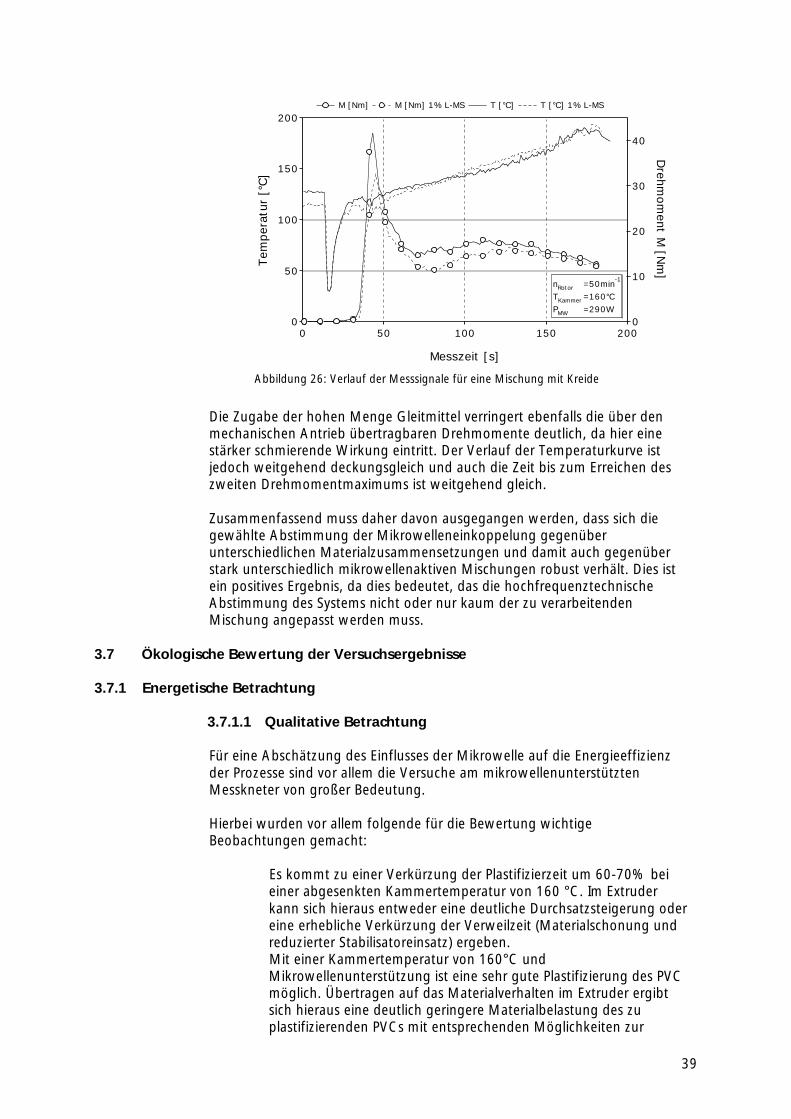
In einem weiteren Versuch wurde der Einfluss einer großen Zugabe von hochmikrowellenaktiven Gleitmitteln auf das Plastifizierverhalten untersucht.Hierzu wurde einer Mischung eine gegenüber technisch relevantenKonzentrationen hohe Menge von 1 % Baerolub L-MS (Hersteller Baerlocher)zugegeben. Der Verlauf der Plastifizierung ist in Abbildung 26 dargestellt.
39
40
30
20
10
0
Dre
hm
om
ent M
[Nm
]
200150100500
Messzeit [s]
200
150
100
50
0
Tem
pera
tur
[°C]
M [Nm] M [Nm] 1% L-MS T [°C] T [°C] 1% L-MS
nRotor =50min-1
TKammer =160°C
PMW =290W
Abbildung 26: Verlauf der Messsignale für eine Mischung mit Kreide
Die Zugabe der hohen Menge Gleitmittel verringert ebenfalls die über denmechanischen Antrieb übertragbaren Drehmomente deutlich, da hier einestärker schmierende Wirkung eintritt. Der Verlauf der Temperaturkurve istjedoch weitgehend deckungsgleich und auch die Zeit bis zum Erreichen deszweiten Drehmomentmaximums ist weitgehend gleich.
Zusammenfassend muss daher davon ausgegangen werden, dass sich diegewählte Abstimmung der Mikrowelleneinkoppelung gegenüberunterschiedlichen Materialzusammensetzungen und damit auch gegenüberstark unterschiedlich mikrowellenaktiven Mischungen robust verhält. Dies istein positives Ergebnis, da dies bedeutet, das die hochfrequenztechnischeAbstimmung des Systems nicht oder nur kaum der zu verarbeitendenMischung angepasst werden muss.
3.7 Ökologische Bewertung der Versuchsergebnisse
3.7.1 Energetische Betrachtung
3.7.1.1 Qualitative Betrachtung
Für eine Abschätzung des Einflusses der Mikrowelle auf die Energieeffizienzder Prozesse sind vor allem die Versuche am mikrowellenunterstütztenMesskneter von großer Bedeutung.
Hierbei wurden vor allem folgende für die Bewertung wichtigeBeobachtungen gemacht:
• Es kommt zu einer Verkürzung der Plastifizierzeit um 60-70% beieiner abgesenkten Kammertemperatur von 160 °C. Im Extruderkann sich hieraus entweder eine deutliche Durchsatzsteigerung odereine erhebliche Verkürzung der Verweilzeit (Materialschonung undreduzierter Stabilisatoreinsatz) ergeben.
• Mit einer Kammertemperatur von 160°C undMikrowellenunterstützung ist eine sehr gute Plastifizierung des PVCmöglich. Übertragen auf das Materialverhalten im Extruder ergibtsich hieraus eine deutlich geringere Materialbelastung des zuplastifizierenden PVCs mit entsprechenden Möglichkeiten zur
40
Reduktion des Stabilisatoreinsatzes und Verbesserung derMaterialqualität.
• Es kommt zu einer Umkehr des Temperaturprofils. Die höherenTemperaturen liegen im Inneren des Materials vor. DieTemperaturen fallen zur Außenseite der Anlage hin ab, bzw. könnenkonstant bleiben. Übertragen auf den Extruder bedeutet dies, dassdie Außentemperaturen der Heizbänder des Zylinders von ca. 400°Cauf 200-250°C abgesenkt werden kann, da hier nur noch derEnergieverlust an die Umgebung ausgeglichen werden muss.
• Insbesondere auch in die noch kalte Mischung lassen sichMikrowellen sehr gut einkoppeln. In der Übertragung auf denExtruder ergibt sich hieraus die Möglichkeit Mikrowellen auch imBereich der Materialvorwärmung vor der ersten Kompression imZylinder einzusetzen. Hieraus ergeben sich große Vorteile in Bezugauf das Verschleißverhalten, da die Kompression mit einem deutlichwärmeren Material stattfindet und somit diese verschleißintensivePhase des Prozesses verfahrenstechnisch deutlich entschärft werdenkann.
• Die Mikrowellenwirkungsgrad der heutigen Messkneterprototypenerreicht bereits Werte von deutlich oberhalb von 90 Prozent.Weitere Optimierung bis hin zu 99-100% erscheinen realistisch. Fürden späteren Extrusionsprozess bedeutet dies vor allem, dass mit derMikrowelle eine hoch effektive Energieeinkoppelung erreicht wird.
• Der Anteil der mechanisch übertragenen Energie kann insbesondereim Aufschmelzbereich deutlich reduziert werden. Im Extruder istdieser Effekt vor allem auch in der Aufschmelzzone von großemInteresse. Neben den bereits diskutierten Effekten auf dasVerschleißverhalten ergibt sich aus einer Reduktion der mechanischübertragenen Energiemenge auch eine deutlich gesteigerteFlexibilität der Prozesse. Heute müssen entweder die Prozesse aufdie Verarbeitung des Materials angepasst werden oderentsprechend die Materialmischung durch Abstimmung ihrerAdditivierung auf das Verarbeitungsverhalten der Anlageabgestimmt werden. Meist wird dabei letzterer Weg gewählt, d.h.die Mischung enthält Bestandteile, die für die Produkteigenschaftennicht zwingend erforderlich sind. Hier bietet die Mikrowelle dasPotential zur deutlichen Verbesserung der Wirtschaftlichkeit undFlexibilität der Verarbeitung.
3.7.1.2 Quantitative Betrachtung
Anhand der durchgeführten Messungen mit dem Mikrowellenkalorimeter unddem mikrowellenunterstützten Messkneter sind auf der Basis dervorliegenden Ergebnisse folgende quantitative Abschätzungen möglich:
• Die deutliche Reduktion der Zylinderaußentemperatur von 400 °Cauf ca. 200 bis 250 °C resultiert in einer Reduktion der konvektivenVerluste an der Außenseite des Zylinders um ca. 40-50 % und ineiner Reduktion der Strahlungsverluste um ca. 70-75 %.
• Für die Plastifizierung von 1 kg/h PVC ist mit heutigerAnlagentechnik ca. 0,1 kW Leistung erforderlich. Diese werden ca.80 Prozent über den mechanischen Antrieb eingebracht. Es istrealistisch mit der Mikrowellen ca. 30 Prozent der zur Plastifizierungbenötigten Energie zu übertragen. Dies reduziert den Anteil dermechanischen Energie zur Plastifizierung von 1 kg/h PVC von 0,08kW auf ca. 0,05 kW. Dies resultiert in einem sehr positiven Effekte
41
auf das Verschleißverhalten. Da der schleichende Verschleiß zu einerkontinuierlichen Verschlechterung der Produkteigenschaften führtergibt sich aus einem reduzierten Verschleiß auch eine deutlichreduzierte Ausschussproduktion.
• Eine Energieübertragung zu 30 Prozent durch die Mikrowellebedeutet eine deutliche Zunahme der Flexibilität derAnlagentechnik, da ein großer Teil der Leistung unabhängig vonZylindertemperierung und Schneckendrehzahl geregelt werdenkann. Dies wird sich positiv auf die Wirtschaftlichkeit des Verfahrensauswirken. Gleichzeitig ist jedoch auch von einem Effekt auf dieMaterialtechnik auszugehen, da heute Mischungen gezielt in ihrenVerarbeitungseigenschaften auf die jeweilige Anlagentechnikabgestimmt werden müssen. Insgesamt könnenMaterialmischungen somit mehr auf die Erfordernisse des Produktesund weniger auf die Erfordernisse der Produktion hin ausgelegtwerden. Dies wird auch zu einer Reduktion der Additivmengenführen.
• Die schnelle Regelbarkeit des Energieeintrags durch die Mikrowellewird die während der Produktion auftretenden Ausschussmengendeutlich reduzieren. Heute sind dies im Branchendurchschnitt ca. 4Prozent. Eine Verkürzung der Plastifizierzeit wie sie ammikrowellenunterstützten Messkneter beobachtet wurde, inKombination mit der um Faktoren schnelleren Regelbarkeit derMikrowelle, bietet die Mikrowelle das Potential dieseAusschussmengen um bis zu 50 Prozent zu reduzieren. Eine genaueAbschätzung wird jedoch erst am mikrowellenunterstütztenExtruder möglich sein.
3.7.2 Materialtechnische Betrachtung
Die Untersuchung des Mikrowellenverhaltens von PVC und dessen Additivehat das Wissen um die Mikrowellenabsorption verschiedener chemischerStrukturen stark erweitert. Dieses Wissen bietet die Grundlage für dieEntwicklung neuer gesteigert mikrowellenaktiverer Gleitmittel undStabilisatoren.
Die hohe Temperaturbelastung des PVC-Materials in der Extrusionsanlage unddas im Falle einer Störung zu beachtende träge Temperaturregelverhalten derAnlage macht heute eine Stabilisierung notwendig, bei der die Einsatzmengender Stabilisatoren höher liegen als für die Verarbeitung des PVC eigentlichnotwendig wären. Die Umkehr des Temperaturprofils und die im Störungsfallabschaltbare Energiezufuhr macht nur einen deutlich geringenStabilisatoreinsatz notwendig.
3.7.3 Betrachtung des Einflusses auf das Arbeitsumfeld
In heutigen Extrusionsbetrieben herrscht aufgrund der hohen Verlustleistunginsbesondere der Zylinderheizung eine meist sehr hoheUmgebungstemperatur. Die Absenkung der Zylinderaußentemperaturen wirdhier entscheidend zu einer Verbesserung der Arbeitsbedingungen inExtrusionsbetrieben beitragen.
42
3.8 Literatur
A. C. Metaxas Industrial microwaveheating
Peter Peregrinus Ltd.,London (1983)
M. Jauß Erwärmen und SchweißenthermoplastischerPolymerwerkstoffe mittelsMikrowellen
Dissertation an derUniversität Stuttgart;WissenschaftlicheSchriftenreihe desFraunhofer ICT; Bd. 21(1999)
M. Kummer Grundlagen derMikrowellentechnik
VEB Verlag Technik;Berlin (1986)
A. J. Baden-Fuller Mikrowellen Vieweg Verlag,Braunschweig (1974)
G. Nimtz Mikrowellen - Einführungin Theorie undAnwendung
BI-Wissenschaftsverlag;Mannheim, Wien,Zürich (1990)
M. Rieger Wartung und Inspektioneiner Extrusionsanlage
Kunststoffe 87 (1997) 3
W. Studener Extrusionstechnik derZukunft
Kunststoffe 90 (2000)1, S. 48-51
F.-W. Ebeling Extrudieren vonKunststoffen
Vogel-Verlag;Würzburg (1974)
W. Schuler Leistungssteigerungen beider PVC-Extrusion mitgegenläufigenDoppelschneckenextrudern
Kunststoffe, 87 (1997)9, S. 1157-1171
H. Huisman Statusreport: Stabilisierungvon PVC
Kunststoffe, 88 (1998)5, S. 696-702
M. Chen Basic ideas of microwaveprocessing of polymers
Polymer Engineeringand Science, 33 (1993)17, S. 1092-1109
M. Chen The dielectric behavior ofglassy amorphouspolymers at 2.45 GHz
Polymer Engineeringand Science, 33 (1993)11, S. 1110-1121
W. Becker Kunststoffhandbuch,Polyvinylchlorid,Band 1 u. 2
2. Auflage; Hanser-Verlag; München, Wien(1985)
43
4 Nutzen der Projektergebnisse
4.1 Allgemeines
Der im Folgenden dargestellte Nutzen des Projektergebnisses wird anhand derdrei Hauptschwerpunkte:
• Messtechnik• Materialentwicklung• Mikrowellenunterstützte Plastifizierung
dargestellt.
4.2 Messtechnik
Im Rahmen des Vorhabens wurde mit der Mikrowellenkalorimetrie ein Mess-und Auswertungsverfahren entwickelt, dass sich durch eine einfacheHandhabung und Auswertung der Messwerte auszeichnet und auch beiKunststoffen gute Messgenauigkeiten erreicht. Die Messmethode stellt damiteine wertvolle Erweiterung der zur Verfügung stehendenCharakterisierungsmöglichkeiten von Materialien hinsichtlich ihresdielektrischen Verhaltens dar. Die weitgehende Automatisierung desMessablaufs erlaubt die Durchführung umfangreicher Messreihen mit einemvertretbaren Aufwand. Der Einsatz dieser neuen Messtechnik hat bereits zumjetzigen Zeitpunkt zu einer deutlichen Erweiterung des Wissens über dieEignung verschiedener Materialien für die Verarbeitung mittels Mikrowellenbeigetragen.
Innerhalb des Vorhabens wurde die Mikrowellenkalorimetrie intensiv für dieVermessung von PVC-Mischungen und deren Bestandteile genutzt. Hier hatsie entscheidend zum besseren Verständnis des Verhaltens von PVC imMikrowellenfeld beigetragen.
Da sich die Messeinrichtung ebenfalls hervorragend eignet um andereMaterialien mit schwachem dielektrischen Verlust zu charakterisieren wurdenviele weitere Kunststoffe, aber auch reaktive Systeme charakterisiert. Es istsomit auch in Zukunft damit zu rechnen, dass die Messeinrichtung einwichtiger Baustein in der Entwicklung weiterer ressourcenschonendermikrowellenunterstützter Prozesse sein wird.
4.3 Materialtechnik PVC
Im Rahmen des Vorhabens wurde das Wissen um die Mikrowellenabsorptionvon PVC erheblich erweitert. Dieses Wissen bildet eine solide Grundlage fürdie Entwicklung von mikrowellenunterstützten Verarbeitungsprozessen vonPVC. Dies gilt nicht nur für die PVC-Extrusion. Vielmehr wurden bereitsEntwicklungsansätze zur Nutzung der Mikrowellentechnik in der Verarbeitungvon PVC-Plastisolen verfolgt.
Das durch die Auswertung umfangreicher Messreihen deutlich verbesserteVerständnis um die Mikrowellenabsorption der einzelnen Bestandteile einerPVC-Mischung wird in realen Extrusionsprozessen dazu beitragen die

44
Zusammensetzung einer Mischung gezielt auf eine gesteigerteMikrowellenabsorption hin einzustellen.
Der gefundene eindeutige Zusammenhang zwischen derMikrowellenabsorption und der chemischen Struktur einer Substanz eröffnetneue Wege durch die gezielte Synthese hoch-mikrowellenaktiver Substanzendie Aktivität von PVC-Mischung zu steigern.
Diese neu entwickelten Substanzen und die hierfür erarbeiteten Grundlagenwerden im Bereich der Additivierung von unpolaren Kunststoffen neueMöglichkeiten in der Entwicklung von Mikrowellen-Additiven aufzeigen. Mitdiesen Substanzen könnte die Mikrowellenaktivität eines unpolaren Materialsgesteigert werden ohne die Basiseigenschaften des Polymers übermäßignegativ zu beeinflussen.
45
5 Fortschritt an anderer Stelle
Auf dem das Vorhaben betreffenden Themengebiet sind, soweit demBerichterstatter bekannt, keine Arbeiten bei Dritten durchgeführt worden.
Von großem Interesse für die Entwicklung der mikrowellenunterstütztenExtrusionstechnik sind jedoch die in den letzten Jahren intensiviertenEntwicklungen zur Nutzung der Keramik als Konstruktionswerkstoff für Teilevon Kunststoffverarbeitungsanlagen.
6 Veröffentlichung
Im Hinblick auf einer Weiterführung der Arbeiten in Form eines Folgeantragswurden die Projektergebnisse zum jetzigen Zeitpunkt noch nicht in derFachpresse publiziert. Sollten die Bemühungen um eine Weiterführung desVorhabens in absehbarer Zeit (Ende 2004) nicht zum Erfolg führen, so werdendie Ergebnisse einer breiten Öffentlichkeit zugänglich gemacht.
Ein Teil der Ergebnisse ist in die Promotionsarbeit des Verfassers des Berichteseingeflossen und wird im Rahmen der Wissenschaftlichen Schriftenreihe desFraunhofer Institut für Chemische Technologie ICT im Laufe des Jahres 2004veröffentlicht werden.
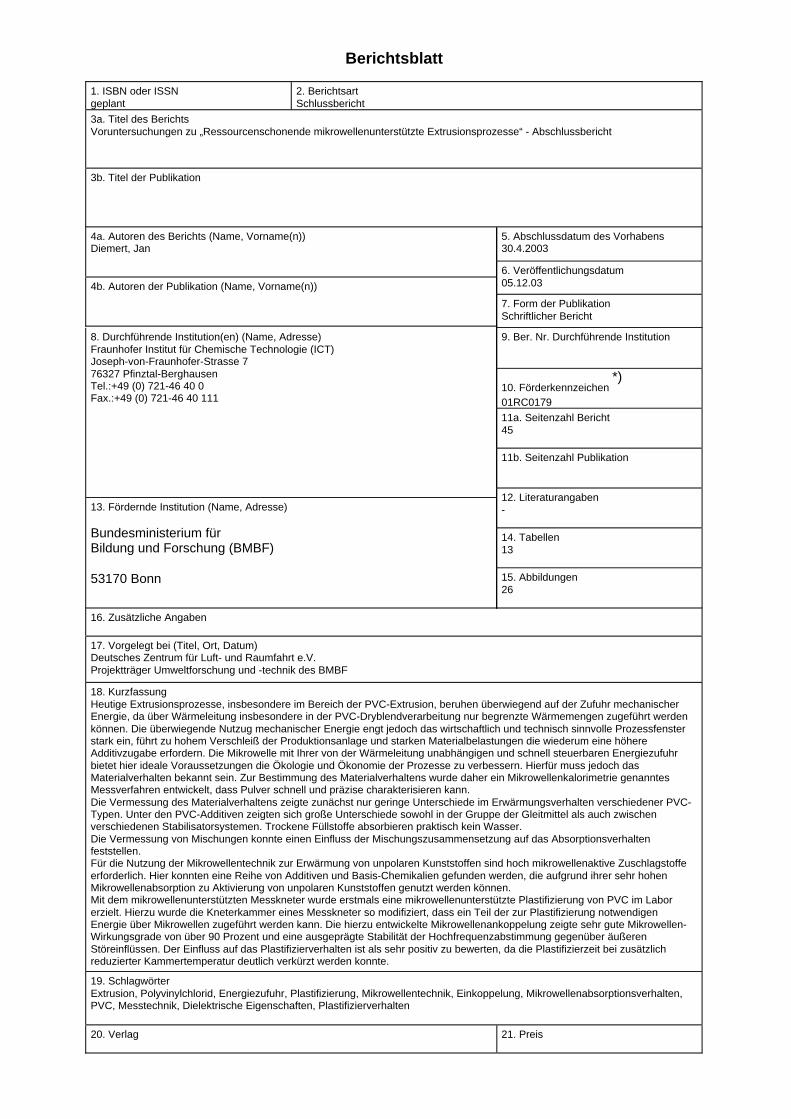
Berichtsblatt
1. ISBN oder ISSN
geplant
2. Berichtsart
Schlussbericht
3a. Titel des Berichts
Voruntersuchungen zu „Ressourcenschonende mikrowellenunterstützte Extrusionsprozesse“ - Abschlussbericht
3b. Titel der Publikation
4a. Autoren des Berichts (Name, Vorname(n))
Diemert, Jan
4b. Autoren der Publikation (Name, Vorname(n))
5. Abschlussdatum des Vorhabens
30.4.2003
6. Veröffentlichungsdatum
05.12.03
7. Form der Publikation
Schriftlicher Bericht
8. Durchführende Institution(en) (Name, Adresse)
Fraunhofer Institut für Chemische Technologie (ICT)
Joseph-von-Fraunhofer-Strasse 7
76327 Pfinztal-Berghausen
Tel.:+49 (0) 721-46 40 0
Fax.:+49 (0) 721-46 40 111
13. Fördernde Institution (Name, Adresse)
Bundesministerium für
Bildung und Forschung (BMBF)
53170 Bonn
9. Ber. Nr. Durchführende Institution
10. Förderkennzeichen *)
01RC0179
11a. Seitenzahl Bericht
45
11b. Seitenzahl Publikation
12. Literaturangaben
-
14. Tabellen
13
15. Abbildungen
26
16. Zusätzliche Angaben
17. Vorgelegt bei (Titel, Ort, Datum)
Deutsches Zentrum für Luft- und Raumfahrt e.V.
Projektträger Umweltforschung und -technik des BMBF
18. Kurzfassung
Heutige Extrusionsprozesse, insbesondere im Bereich der PVC-Extrusion, beruhen überwiegend auf der Zufuhr mechanischer
Energie, da über Wärmeleitung insbesondere in der PVC-Dryblendverarbeitung nur begrenzte Wärmemengen zugeführt werden
können. Die überwiegende Nutzug mechanischer Energie engt jedoch das wirtschaftlich und technisch sinnvolle Prozessfenster
stark ein, führt zu hohem Verschleiß der Produktionsanlage und starken Materialbelastungen die wiederum eine höhere
Additivzugabe erfordern. Die Mikrowelle mit Ihrer von der Wärmeleitung unabhängigen und schnell steuerbaren Energiezufuhr
bietet hier ideale Voraussetzungen die Ökologie und Ökonomie der Prozesse zu verbessern. Hierfür muss jedoch das
Materialverhalten bekannt sein. Zur Bestimmung des Materialverhaltens wurde daher ein Mikrowellenkalorimetrie genanntes
Messverfahren entwickelt, dass Pulver schnell und präzise charakterisieren kann.
Die Vermessung des Materialverhaltens zeigte zunächst nur geringe Unterschiede im Erwärmungsverhalten verschiedener PVC-
Typen. Unter den PVC-Additiven zeigten sich große Unterschiede sowohl in der Gruppe der Gleitmittel als auch zwischen
verschiedenen Stabilisatorsystemen. Trockene Füllstoffe absorbieren praktisch kein Wasser.
Die Vermessung von Mischungen konnte einen Einfluss der Mischungszusammensetzung auf das Absorptionsverhalten
feststellen.
Für die Nutzung der Mikrowellentechnik zur Erwärmung von unpolaren Kunststoffen sind hoch mikrowellenaktive Zuschlagstoffe
erforderlich. Hier konnten eine Reihe von Additiven und Basis-Chemikalien gefunden werden, die aufgrund ihrer sehr hohen
Mikrowellenabsorption zu Aktivierung von unpolaren Kunststoffen genutzt werden können.
Mit dem mikrowellenunterstützten Messkneter wurde erstmals eine mikrowellenunterstützte Plastifizierung von PVC im Labor
erzielt. Hierzu wurde die Kneterkammer eines Messkneter so modifiziert, dass ein Teil der zur Plastifizierung notwendigen
Energie über Mikrowellen zugeführt werden kann. Die hierzu entwickelte Mikrowellenankoppelung zeigte sehr gute Mikrowellen-
Wirkungsgrade von über 90 Prozent und eine ausgeprägte Stabilität der Hochfrequenzabstimmung gegenüber äußeren
Störeinflüssen. Der Einfluss auf das Plastifizierverhalten ist als sehr positiv zu bewerten, da die Plastifizierzeit bei zusätzlich
reduzierter Kammertemperatur deutlich verkürzt werden konnte.
19. Schlagwörter
Extrusion, Polyvinylchlorid, Energiezufuhr, Plastifizierung, Mikrowellentechnik, Einkoppelung, Mikrowellenabsorptionsverhalten,
PVC, Messtechnik, Dielektrische Eigenschaften, Plastifizierverhalten
20. Verlag 21. Preis
Document Control Sheet
1. ISBN or ISSN
olanned
2. Type of Report
final report
3a. Report Title
Voruntersuchungen zu „Ressourcenschonende mikrowellenunterstützte Extrusionsprozesse“ - Abschlussbericht
3b. Title of Publication
4a. Author(s) of the Report (Family Name, First Name(s))
Diemert, Jan
4b. Author(s) of the Publication (Family Name, First Name(s))
5.End of Project
30.4.2003
6. Publication Date
05.12.2003
7. Form of Publication
written report
8. Performing Organization(s) (Name, Address)
Fraunhofer Institut für Chemische Technologie (ICT)
Joseph-von-Fraunhofer-Street 7
76327 Pfinztal-Berghausen
Tel.:+49 (0) 721-46 40 0
Fax.:+49 (0) 721-46 40 111
13. Sponsoring Agency (Name, Address)
Bundesministerium für
Bildung und Forschung (BMBF)
53170 Bonn
9. Originator’s Report No.
10. Reference No.
01RC0179
11a. No. of Pages Report
45
11b. No. of Pages Publication
12. No. of References
-
14. No. of Tables
13
15. No. of Figures
26
16. Supplementary Notes
17. Presented at (Title, Place, Date)
Deutsches Zentrum für Luft- und Raumfahrt e.V.
Projektträger Umweltforschung und -technik des BMBF
18. Abstract
Modern extrusion processes especially for PVC rely on the use of mechanical energy for the plastification of the polymer,
because of the low thermal conductivity of polymers and especially of pulverises polymers. The use of mainly mechanical energy
results in a small processing window for ecological and economical processing, intensive wear and high material stresses
resulting in the need for higher additive dosages. Energy transport of Microwaves is independent from thermal conductivity and
can be regulated very fast. Microwaves therefore offer the potential to increase ecology and economy of the processing. In order
to apply microwave the behaviour of the material must be well understood. For the determination of the behaviour of the material
a new measurement technology, the microwave calorimetry was developed. It allows the fast and precise measuring of the
processability of a material in a microwave field.
The characterisation showed only small variations in microwave activity between different types of PVC. Among the additives
large variations where found within the group of lubricants and stabilizers. Dry fillers showed nearly no microwave activity.
The characterisation of mixtures demonstrated the influence of mixture composition on microwave activity. Highly active
lubricants and increased and fillers decreased activity.
For the use of microwaves in the processing of non-polar polymers there is a need of highly active additives. Among polymer
additives and basic chemicals some substances were found that could be used to increase activity of non-polar polymers.
With the microwave assisted metering kneader a microwave assisted plastification of PVC was realised in laboratory for the first
time. Therefore the kneading chamber of a metering kneader was modified in a way microwaves can be used to transfer a part of
the energy necessary to melt the polymer. The microwave application shows good efficiencies of the microwave of about 90
percent. The high-frequencies tuning was very stable under different conditions of the process. The effect of the microwave on
the processes was very positive reducing plastification time even with reduced chamber temperature.
19. Keywords
extrusion, polyvinylchloride, energy transfer, energy supply, plastification, microwave technology, microwave coupling,
microwave absorption characteristics,
PVC, measurement technology, dielectric properties, plastification characteristics
20. Publisher 21. Price