W. Kollenberg* Industrielle Fertigung von Keramik mit 3D-Druck · ne Material entfernt und die...
5
27 Technologie-Forum Keramische Zeitschrift 01/2015 W. Kollenberg* Industrielle Fertigung von Keramik mit 3D-Druck Prof. Dr. Wolfgang Kollenberg studierte von 1974–1979 an der RWTH Aachen Mineralogie. 1984 promovierte er an der RWTH Aachen zum Dr. rer. nat. und habilitierte 1992 an der TU Berlin. Von 1979–1987 arbeitete er an der RWTH Aachen und von 1987–1990 beim Projektträger im For- schungszentrum Jülich. Von 1990–1996 war er in Leitungsfunktionen beim Deutschen Institut für Feuerfest und Keramik GmbH tätig. 1996 schloss sich die Gründung der WZR ceramic solutions GmbH an, die er als Geschäftsführender Gesellschafter leitet. 2005 wurde Wolfgang Kollenberg zum Honorarprofessor an der Hochschule Bonn-Rhein-Sieg ernannt. Seit 2013 leitet er den FA Additive Fertigung der DGM. E-Mail: [email protected] Additive Fertigung, Verfahren, Lithographie, 3D-Druck, 3D-Drucker, partikelgefüllte Tinten Keram. Z. 67 (2015) [1] der autor stichwörter Die Additive Fertigung zieht auch in die Keramikindustrie ein. Für die indus- trielle Fertigung stehen heute Lithographie und 3D-Druck zur Verfügung. Für Anwendungen, bei denen nur geringe Stückzahlen benötigt werden, sind Additive Verfahren in jedem Fall wirtschaftlich. Nicht nur die Werk- zeugkosten werden eingespart, auch die Lagerhaltung entfällt, und der Kunde kann wesentlich schneller und flexibler bedient werden. Der Begriff „Serienfertigung“ bekommt in der Additiven Fertigung eine neue Bedeu- tung. Es geht nicht mehr darum, möglichst viele gleiche Produkte herzustel- len, um die Prozesskosten zu reduzieren, vielmehr steht die optimale Aus- nutzung des Prozessraumes im Fokus. Der Bauraum eines 3D-Druckers kann unterschiedlichste Komponenten enthalten, man kann also von einer „Seri- enfertigung von Einzelteilen“ sprechen. abstract kurzfassung 1 Einleitung Verfolgt man die Berichte in den Medien zum Thema 3D-Druck bzw. Additive Fertigung, findet man eine Spannweite der Schlag- zeilen von „3D-Drucker erobern Hobbykeller“ [1] bis „3D-Druck erobert die Fabriken“ [2]. Diese beiden Schlagzeilen spiegeln auch das Spektrum wider, in dem sich die Additive Fertigung heute be- wegt. Auf der einen Seite werden preisgünstige Maschinen – sogar als Bausatz – für den Hobbyanwender angeboten, die einen raschen Einstieg in die Technologie bieten, aber sehr bald an technische Grenzen stoßen. Auf der anderen Seite haben Additive Verfahren be- reits den Einzug in die industrielle Fertigung gefunden. Beispiele sind vorwiegend im Bereich Metalle zu finden, wie Kronen, Brücken und medizinische Implantate die mittels Lasersintern hergestellt werden. Airbus hat die großen Vorteile der Additiven Fertigung er- kannt: Flugzeugteile können 30–55 % leichter werden und Rohma- terial kann bis zu 90 % eingespart werden. 2016 werden die ersten Teile aus Additiver Fertigung in kommerzielle Flugzeuge eingebaut und ab 2018 sollen ca. 30 t Metall-Komponenten monatlich gefer- tigt und in Flugzeugen verbaut werden [3]. Diese Beispiele zeigen, dass Additive Fertigung heute viel mehr als „rapid prototyping“ ist, die Verfahren haben sich weiterentwickelt und können für eine Seri- enfertigung genutzt werden. FIT Production GmbH zählt zu den größten industriellen Produ- zenten von Serienbauteilen aus Metall und Kunststoff, die aus- schließlich auf Additive Verfahren setzen. Voxeljet stellt 3D-Drucker her, mit denen Sand-Formen für den Metallguss hergestellt werden können. Dabei sind Größen bis 4 m × 2 m × 1 m realisierbar. Aber auch Gießkerne werden heute in großer Stückzahl mit Additiven Verfahren hergestellt. Auf industriellem Niveau fertigen Firmen wie shapeways und i.materialise, die kundenspezifische Einzelteile aus Kunststoff, Metall und Keramik anbieten. Vor dem Hintergrund dieser rasanten Entwicklung der letzten Jahre stellt sich die Frage, wie es um die Additive Fertigung in der Kera- mikindustrie steht. Keramische Bauteile können mit unterschied- lichen Verfahren additiv gefertigt werden. In diesem Beitrag wird diskutiert, welche Verfahren für eine industrielle Fertigung geeignet sind, wo diese Prozesse heute stehen und welche Produkte bereits heute realisiert werden. 2 Verfahren der Additiven Fertigung Die ISO/ASTM 17296 definiert Additive Fertigung als einen Prozess, der durch – gewöhnlich lagenweises – Hinzufügen von Material ein Objekt auf Basis von 3D-Daten erzeugt [4]. Das steht im Gegensatz zu den klassischen Subtraktiven Fertigungsverfahren wie Fräsen, Bohren und Drehen, bei denen Material abgetragen wird, um das endgültige Bauteil zu erzeugen. Das Schichtbauprinzip ermöglicht es, geometrisch komplexe Strukturen herzustellen, die mit konventi- onellen Fertigungsverfahren nicht oder nur aufwendig realisiert werden können [5]. Eine weitere Abgrenzung besteht zu den For- mativen Verfahren, bei denen die Geometrie des Bauteils durch eine Form bzw. ein Werkzeug vorgegeben wird. Aus dieser Gegenüber- stellung ergeben sich bereits zwei bedeutende Vorteile der Additi- ven Fertigung: • Additive Verfahren sind materialeffizient und ressourcenscho- nend: Für die Herstellung eines Bauteils wird nur das Material verbraucht, das tatsächlich im Bauteil enthalten ist. Durch die Fertigung entstehen keine nennenswerten Abfälle. Im Gegensatz dazu fallen beispielsweise bei Herstellung von keramischen Res- Fabrication of Ceramics by 3D Printing Additive Manufacturing becomes more and more important to ceramic in- dustry. For industrial production Lithography and 3D-Printing are available today. Additive Manufacturing is cost-effective, if only small numbers of components are needed. Expenses for molds are saved, storage of molds is not necessary and customers can be served quicker and much more flexi- ble. Any change in design can be realized on short call. The term “series production” becomes a new meaning with Additive Manufacturing. Here it is not necessary to produce a large number of equal components, to reduce costs. Different parts can be produced in one batch, coming to “series pro- duction of single parts”. * WZR ceramic solutions GmbH, Lise-Meitner-Str. 1, D-53359 Rheinbach
Transcript of W. Kollenberg* Industrielle Fertigung von Keramik mit 3D-Druck · ne Material entfernt und die...
27
Technologie-Forum
Keramische Zeitschrift 01/2015
W. Kollenberg*
Industrielle Fertigung von Keramik mit 3D-Druck
Prof. Dr. Wolfgang Kollenberg studierte von 1974–1979 an der RWTH Aachen Mineralogie. 1984 promovierte er an der RWTH Aachen zum Dr. rer. nat. und habilitierte 1992 an der TU Berlin. Von 1979–1987 arbeitete er an der RWTH Aachen und von 1987–1990 beim Projektträger im For-schungszentrum Jülich. Von 1990–1996 war er in Leitungsfunktionen beim Deutschen Institut für Feuerfest und Keramik GmbH tätig. 1996 schloss sich die Gründung der WZR ceramic solutions GmbH an, die er als Geschäftsführender Gesellschafter leitet. 2005 wurde Wolfgang Kollenberg zum Honorarprofessor an der Hochschule Bonn-Rhein-Sieg ernannt. Seit 2013 leitet er den FA Additive Fertigung der DGM. E-Mail: [email protected]
Additive Fertigung, Verfahren, Lithographie, 3D-Druck, 3D-Drucker, partikelgefüllte Tinten Keram. Z. 67 (2015) [1]
der autor stichwörter
Die Additive Fertigung zieht auch in die Keramikindustrie ein. Für die indus-trielle Fertigung stehen heute Lithographie und 3D-Druck zur Verfügung. Für Anwendungen, bei denen nur geringe Stückzahlen benötigt werden, sind Additive Verfahren in jedem Fall wirtschaftlich. Nicht nur die Werk-zeugkosten werden eingespart, auch die Lagerhaltung entfällt, und der Kunde kann wesentlich schneller und flexibler bedient werden. Der Begriff „Serienfertigung“ bekommt in der Additiven Fertigung eine neue Bedeu-tung. Es geht nicht mehr darum, möglichst viele gleiche Produkte herzustel-len, um die Prozesskosten zu reduzieren, vielmehr steht die optimale Aus-nutzung des Prozessraumes im Fokus. Der Bauraum eines 3D-Druckers kann unterschiedlichste Komponenten enthalten, man kann also von einer „Seri-enfertigung von Einzelteilen“ sprechen.
abstractkurzfassung
1 EinleitungVerfolgt man die Berichte in den Medien zum Thema 3D-Druck bzw. Additive Fertigung, findet man eine Spannweite der Schlag-zeilen von „3D-Drucker erobern Hobbykeller“ [1] bis „3D-Druck erobert die Fabriken“ [2]. Diese beiden Schlagzeilen spiegeln auch das Spektrum wider, in dem sich die Additive Fertigung heute be-wegt. Auf der einen Seite werden preisgünstige Maschinen – sogar als Bausatz – für den Hobbyanwender angeboten, die einen raschen Einstieg in die Technologie bieten, aber sehr bald an technische Grenzen stoßen. Auf der anderen Seite haben Additive Verfahren be-reits den Einzug in die industrielle Fertigung gefunden. Beispiele sind vorwiegend im Bereich Metalle zu finden, wie Kronen, Brücken und medizinische Implantate die mittels Lasersintern hergestellt werden. Airbus hat die großen Vorteile der Additiven Fertigung er-kannt: Flugzeugteile können 30–55 % leichter werden und Rohma-terial kann bis zu 90 % eingespart werden. 2016 werden die ersten Teile aus Additiver Fertigung in kommerzielle Flugzeuge eingebaut und ab 2018 sollen ca. 30 t Metall-Komponenten monatlich gefer-tigt und in Flugzeugen verbaut werden [3]. Diese Beispiele zeigen, dass Additive Fertigung heute viel mehr als „rapid prototyping“ ist, die Verfahren haben sich weiterentwickelt und können für eine Seri-enfertigung genutzt werden. FIT Production GmbH zählt zu den größten industriellen Produ-zenten von Serienbauteilen aus Metall und Kunststoff, die aus-schließlich auf Additive Verfahren setzen. Voxeljet stellt 3D-Drucker her, mit denen Sand-Formen für den Metallguss hergestellt werden können. Dabei sind Größen bis 4 m × 2 m × 1 m realisierbar. Aber
auch Gießkerne werden heute in großer Stückzahl mit Additiven Verfahren hergestellt. Auf industriellem Niveau fertigen Firmen wie shapeways und i.materialise, die kundenspezifische Einzelteile aus Kunststoff, Metall und Keramik anbieten. Vor dem Hintergrund dieser rasanten Entwicklung der letzten Jahre stellt sich die Frage, wie es um die Additive Fertigung in der Ke ra-mik industrie steht. Keramische Bauteile können mit unterschied-lichen Verfahren additiv gefertigt werden. In diesem Beitrag wird diskutiert, welche Verfahren für eine industrielle Fertigung geeignet sind, wo diese Prozesse heute stehen und welche Produkte bereits heute realisiert werden.
2 Verfahren der Additiven FertigungDie ISO/ASTM 17296 definiert Additive Fertigung als einen Prozess, der durch – gewöhnlich lagenweises – Hinzufügen von Material ein Objekt auf Basis von 3D-Daten erzeugt [4]. Das steht im Gegensatz zu den klassischen Subtraktiven Fertigungsverfahren wie Fräsen, Bohren und Drehen, bei denen Material abgetragen wird, um das endgültige Bauteil zu erzeugen. Das Schichtbauprinzip ermöglicht es, geometrisch komplexe Strukturen herzustellen, die mit konventi-onellen Fertigungsverfahren nicht oder nur aufwendig realisiert werden können [5]. Eine weitere Abgrenzung besteht zu den For-mativen Verfahren, bei denen die Geometrie des Bauteils durch eine Form bzw. ein Werkzeug vorgegeben wird. Aus dieser Gegenüber-stellung ergeben sich bereits zwei bedeutende Vorteile der Additi-ven Fertigung:• Additive Verfahren sind materialeffizient und ressourcenscho-
nend: Für die Herstellung eines Bauteils wird nur das Material verbraucht, das tatsächlich im Bauteil enthalten ist. Durch die Fertigung entstehen keine nennenswerten Abfälle. Im Gegensatz dazu fallen beispielsweise bei Herstellung von keramischen Res-
Fabrication of Ceramics by 3D PrintingAdditive Manufacturing becomes more and more important to ceramic in-dustry. For industrial production Lithography and 3D-Printing are available today. Additive Manufacturing is cost-effective, if only small numbers of components are needed. Expenses for molds are saved, storage of molds is not necessary and customers can be served quicker and much more flexi-ble. Any change in design can be realized on short call. The term “series production” becomes a new meaning with Additive Manufacturing. Here it is not necessary to produce a large number of equal components, to reduce costs. Different parts can be produced in one batch, coming to “series pro-duction of single parts”.
* WZR ceramic solutions GmbH, Lise-Meitner-Str. 1, D-53359 Rheinbach
27-31_TF_Kollenberg.indd 27 20.02.15 13:20

28 Keramische Zeitschrift 01/2015
Technologie-Forum
in einer Tinte eine maximale Partikelgröße (d100) ≤1 µm annehmen. Als Herausforderung bei der Tintenentwicklung ist zusätzlich die Einstellung eines hohen Füllgrades, die Stabilisierung gegen Sedi-mentation, die Anpassung der Oberflächenspannung und die Re-duzierung der Viskosität zu nennen. Der Einsatz Partikel gefüllter Tinten eröffnet für den 3D-Druck ganz neue Möglichkeiten. Da die Tinte auch mit Partikeln gefüllt werden kann, die nicht dem Pulver-bett entsprechen, wird dieses Verfahren als Multi-Material 3D-Druck [14] bezeichnet.
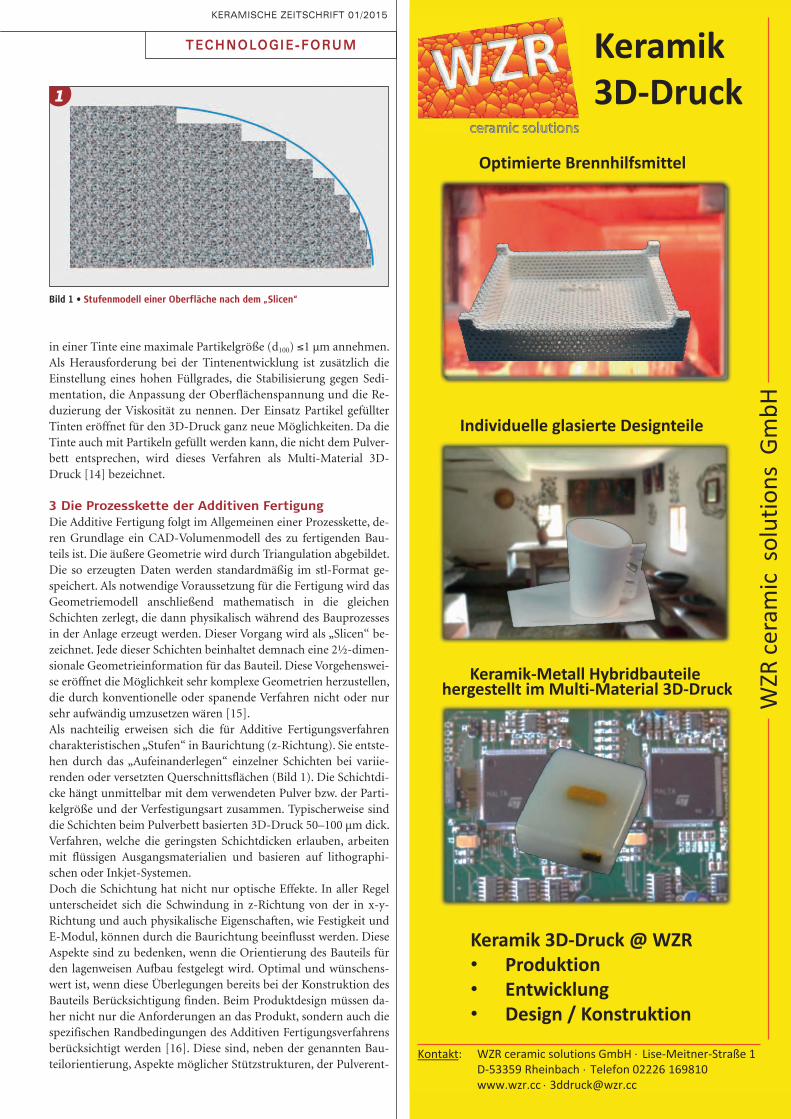
3 Die Prozesskette der Additiven FertigungDie Additive Fertigung folgt im Allgemeinen einer Prozesskette, de-ren Grundlage ein CAD-Volumenmodell des zu fertigenden Bau-teils ist. Die äußere Geometrie wird durch Triangulation abgebildet. Die so erzeugten Daten werden standardmäßig im stl-Format ge-speichert. Als notwendige Voraussetzung für die Fertigung wird das Geometriemodell anschließend mathematisch in die gleichen Schichten zerlegt, die dann physikalisch während des Bauprozesses in der Anlage erzeugt werden. Dieser Vorgang wird als „Slicen“ be-zeichnet. Jede dieser Schichten beinhaltet demnach eine 2½-dimen-sionale Geometrieinformation für das Bauteil. Diese Vorgehenswei-se eröffnet die Möglichkeit sehr komplexe Geometrien herzustellen, die durch konventionelle oder spanende Verfahren nicht oder nur sehr aufwändig umzusetzen wären [15].Als nachteilig erweisen sich die für Additive Fertigungsverfahren charakteristischen „Stufen“ in Baurichtung (z-Richtung). Sie entste-hen durch das „Aufeinanderlegen“ einzelner Schichten bei variie-renden oder versetzten Querschnittsflächen (Bild 1). Die Schichtdi-cke hängt unmittelbar mit dem verwendeten Pulver bzw. der Parti-kelgröße und der Verfestigungsart zusammen. Typischerweise sind die Schichten beim Pulverbett basierten 3D-Druck 50–100 µm dick. Verfahren, welche die geringsten Schichtdicken erlauben, arbeiten mit flüssigen Ausgangsmaterialien und basieren auf lithographi-schen oder Inkjet-Systemen.Doch die Schichtung hat nicht nur optische Effekte. In aller Regel unterscheidet sich die Schwindung in z-Richtung von der in x-y-Richtung und auch physikalische Eigenschaften, wie Festigkeit und E-Modul, können durch die Baurichtung beeinflusst werden. Diese Aspekte sind zu bedenken, wenn die Orientierung des Bauteils für den lagenweisen Aufbau festgelegt wird. Optimal und wünschens-wert ist, wenn diese Überlegungen bereits bei der Konstruktion des Bauteils Berücksichtigung finden. Beim Produktdesign müssen da-her nicht nur die Anforderungen an das Produkt, sondern auch die spezifischen Randbedingungen des Additiven Fertigungsverfahrens berücksichtigt werden [16]. Diese sind, neben der genannten Bau-teilorientierung, Aspekte möglicher Stützstrukturen, der Pulverent-
Bild 1 • Stufenmodell einer Oberfläche nach dem „Slicen“
1taurationen im Dentalbereich mittels Fräsen bis 90 % ZrO2 Abfall an [6].
• Da Additive Verfahren keine Werkzeuge benötigen, haben sie deutliche Zeit- und Kostenvorteile: Die Herstellung von Werkzeu-gen für Spritzguss, Pressen, Extrusion usw. ist mit einem erhebli-chen Zeitaufwand verbunden. Darüber hinaus unterliegen Werk-zeuge in der Keramikindustrie einem hohen Verschleiß, dem zwar durch Einsatz von Hartmetall entgegengewirkt werden kann, der aber letztendlich einen bedeutenden Kostenfaktor ausmacht.
Für die Additive Fertigung bieten sich eine Vielzahl unterschied-licher Verfahren an, die in folgende Gruppen eingeteilt werden können [7]:• Selektives Sintern bzw. Schmelzen: Pulverschichten werden selek-
tiv durch Laser oder Elektronenstrahlen ver- bzw. angeschmolzen und so verbunden.
• Lithographie: Die Schichten entstehen durch Aushärtung eines flüssigen Fotopolymers mittels eines UV-Lasers. Es gibt auch Sys-teme, bei denen Mikrospiegel das Licht von einer LED-Zeile an die gewünschten Stellen lenken.
• Thermischer 3D-Druck: Ähnlich wie bei einer Heißklebepistole wird das heiße, verflüssigte Material aufgetragen und härtet dann beim Abkühlen aus. Diese Verfahren ist auch unter dem Namen FDM (Fused Deposition Modeling) bekannt.
• Polyjet: Das flüssige Material wird tröpfchenweise aufgebracht und ausgehärtet. Üblicherweise handelt es sich um Fotopolymere, die unter Einfluss von UV-Licht vernetzten und damit aushärten. Als Lichtquelle werden LEDs eingesetzt. Bei geringem Energieauf-wand kann die Vernetzung angeregt werden und optimal auf die Fotoinitiatorauswahl angepasst werden.
• 3D-Druck: Bei diesem Verfahren wird ein Bindemittel selektiv meist über Piezo-Druckköpfe auf eine Pulverschicht aufgebracht. Nach Fertigstellung der vollständigen Kontur wird das ungebunde-ne Material entfernt und die gewünschte Kontur bleibt bestehen.
Beim 3D-Druck kann über einen Druckkopf auch eine Suspension bzw. eine Partikel gefüllte Tinte verdruckt werden. Werden die Trop-fen einer Suspension nicht in ein Pulverbett gedruckt, sondern unmittelbar auf eine Unterlage, spricht man auch vom „Direkten 3D-Druck“ [8–9]. Druckt man dagegen Partikel gefüllte Tinten in ein Pulverbett eröffnen sich vielfältige Möglichkeiten zum „Multi-Material 3D-Druck“ [10]. In der wissenschaftlichen Literatur findet man zu allen genannten und zu vielen weiteren Verfahren Forschungsarbeiten auch zum Einsatz keramischer Werkstoffe. Einen aktuellen Überblick geben Deckers et al. [11]. In Hinblick auf eine industrielle Fertigung redu-zieren sich die Möglichkeiten jedoch auf die Verfahren, für die ent-sprechende Maschinen am Markt verfügbar sind. Unter diesem As-pekt werden im Folgenden zwei Verfahren detaillierter vorgestellt.
2.1 LithographieAm SPCTS in Limoges wurde die Herstellung keramischer Kompo-nenten mittels Lithographie entwickelt und anschließend von 3DCeram (Limoges) zur industriellen Reife geführt. Diese Techno-logie ermöglicht die Herstellung von Keramikteilen, indem ein Laser eingesetzt wird, der eine aus lichtempfindlichem Harz und Pulver zusammengesetzte Masse polymerisiert. Danach werden die Werk-stücke einer Wärmebehandlung unterzogen (Entbinderung und Sin-terung), bei der das Harz herausgelöst und die Keramik verdichtet wird. Die so hergestellten Werkstücke weisen nahezu die gleichen Eigen schaften auf, wie konventionell hergestellte Bauteile. Die Pa-lette der angebotenen Werkstoffe reicht von Aluminiumoxid, Zir-coniumoxid und Hydroxylapatit bis zu individuell angepassten Ver-sätzen [12].
Prof. Jürgen Stampfl entwickelte an der TU Wien das Verfahren da-hingehend weiter, dass die Belichtung über ein Projektionssystem mittels LED erfolgt. Dieses als „Lithography-based Ceramic Manu-facturing“ (LCM) bezeichnete Verfahren arbeitet mit einer foto-sensitiven Kunststoff- und Keramikpartikelmischung, die mit einem Mischverhältnis von 1 : 1 ein zähflüssiges Ausgangsmaterial bildet. Die verwendete Projektionsoptik ermöglicht ein präzises Aushärten von feinsten Strukturen. Das dadurch entstehende Kunststoff/Kera-mik Objekt („Grünling“) wird nach dem „Druckvorgang“ entbin-dert und danach gesintert. Inzwischen wurde das Verfahren von LITHOZ® (Wien) zur Marktreife geführt. Auch die nach diesem Verfahren hergestellten Bauteile zeigen Eigenschaften, die mit kon-ventionell hergestellter Keramik vergleichbar sind [13].Aufgrund der mittels Lithographie zu erzielenden Werkstoffeigen-schaften in keramischen Bauteilen, haben die beiden genannten Technologien in den letzten Jahren eine weite Verbreitung gefunden. Ihr Einsatz konzentriert sich auf Bauteile in der Größe von einigen mm bis wenige cm. Die Entbinderung erfordert mehrere Tage und verlängert den Gesamtprozess dadurch deutlich. Folglich kommt diese Technik bei der Produktentwicklung und in der Fertigung von kleinen Losgrößen zur Anwendung.
2.2 3D-DruckDie technologischen Grundlagen des 3D-Druckens gehen auf Ent-wicklungen am MIT, Boston, zurück; die ersten Patente stammen aus dem Jahre 1993. Beim 3D-Druck wird ein organischer Binder punktuell mittels Druckkopf auf ein Pulverbett aufgebracht. Der Binder verklebt lokal einzelne Pulverpartikel miteinander. Die be-druckte Pulverebene wird um einen definierten Betrag, beispiels-weise 100 µm, abgesenkt und mit einer neuen Lage Pulver bedeckt. Der aufgedruckte Binder sorgt auch dafür, dass die Lagen unterein-ander verbunden sind. Auf diese Weise entsteht Schicht für Schicht der dreidimensionale Körper, der nach dem Aushärten des Binders von losem Pulver befreit werden kann. Die WZR ceramic solutions GmbH beschäftigt sich seit 2004 mit dem 3D-Druck als Additivem Formgebungsverfahren zur Herstel-lung keramischer Bauteile, wobei der so hergestellte Grünling nach-folgend gesintert wird. Zu den Vorteilen des Verfahrens zählt, dass die durch den aufgedruckten Binder verfestigten Bereiche von losem Pulver umgeben sind und dadurch keine Stützstrukturen, beispiels-weise bei Überhängen, notwendig sind. Nicht zuletzt dadurch, gibt es nahezu keine Einschränkung in der geometrischen Freiheit der Gestaltung.Die Dichte der Partikel im Pulverbett entspricht in etwa der Schütt-dichte des Pulvers. Daher liegt die Dichte der Grünlinge deutlich unter 50 %, woraus eine hohe Porosität auch nach dem Sintern der keramischen Teile resultiert. Diese kann positiv genutzt werden, wenn es um die Herstellung von Brennhilfsmitteln geht. Selbst hochreine Al2O3 Teile zeigen eine gute Temperaturwechselbestän-digkeit. Bei Gläsern und Glaskeramiken gelingt es dagegen durch den Sinterprozess ein dichtes Gefüge – bei vergleichsweise hoher Schwindung – zu erzeugen.Seit einigen Jahren wird bei WZR eine Route zur Erhöhung der Gründichte verfolgt, die das vollständige Volumen der Struktur be-trifft: neben dem Binder werden auch Partikel über den Druckkopf in das Pulverbett gebracht. Durch den Einsatz Partikel gefüllter Tin-ten beim 3D-Druck gelingt es, das Gefüge auch im Inneren des Bau-teils zu verdichten und dies im gleichen Prozessschritt mit der Formgebung. Um Partikel gefüllte Tinten verarbeiten zu können, müssen entsprechende Druckköpfe eingesetzt werden. Restriktiv ist die maximale Korngröße, die unmittelbar vom Durchmesser der Druckkopfdüsen abhängt. Als Anhaltspunkt kann man für Partikel
27-31_TF_Kollenberg.indd 28 20.02.15 13:20
Technologie-Forum
Keramische Zeitschrift 01/2015
in einer Tinte eine maximale Partikelgröße (d100) ≤1 µm annehmen. Als Herausforderung bei der Tintenentwicklung ist zusätzlich die Einstellung eines hohen Füllgrades, die Stabilisierung gegen Sedi-mentation, die Anpassung der Oberflächenspannung und die Re-duzierung der Viskosität zu nennen. Der Einsatz Partikel gefüllter Tinten eröffnet für den 3D-Druck ganz neue Möglichkeiten. Da die Tinte auch mit Partikeln gefüllt werden kann, die nicht dem Pulver-bett entsprechen, wird dieses Verfahren als Multi-Material 3D-Druck [14] bezeichnet.
3 Die Prozesskette der Additiven FertigungDie Additive Fertigung folgt im Allgemeinen einer Prozesskette, de-ren Grundlage ein CAD-Volumenmodell des zu fertigenden Bau-teils ist. Die äußere Geometrie wird durch Triangulation abgebildet. Die so erzeugten Daten werden standardmäßig im stl-Format ge-speichert. Als notwendige Voraussetzung für die Fertigung wird das Geometriemodell anschließend mathematisch in die gleichen Schichten zerlegt, die dann physikalisch während des Bauprozesses in der Anlage erzeugt werden. Dieser Vorgang wird als „Slicen“ be-zeichnet. Jede dieser Schichten beinhaltet demnach eine 2½-dimen-sionale Geometrieinformation für das Bauteil. Diese Vorgehenswei-se eröffnet die Möglichkeit sehr komplexe Geometrien herzustellen, die durch konventionelle oder spanende Verfahren nicht oder nur sehr aufwändig umzusetzen wären [15].Als nachteilig erweisen sich die für Additive Fertigungsverfahren charakteristischen „Stufen“ in Baurichtung (z-Richtung). Sie entste-hen durch das „Aufeinanderlegen“ einzelner Schichten bei variie-renden oder versetzten Querschnittsflächen (Bild 1). Die Schichtdi-cke hängt unmittelbar mit dem verwendeten Pulver bzw. der Parti-kelgröße und der Verfestigungsart zusammen. Typischerweise sind die Schichten beim Pulverbett basierten 3D-Druck 50–100 µm dick. Verfahren, welche die geringsten Schichtdicken erlauben, arbeiten mit flüssigen Ausgangsmaterialien und basieren auf lithographi-schen oder Inkjet-Systemen.Doch die Schichtung hat nicht nur optische Effekte. In aller Regel unterscheidet sich die Schwindung in z-Richtung von der in x-y-Richtung und auch physikalische Eigenschaften, wie Festigkeit und E-Modul, können durch die Baurichtung beeinflusst werden. Diese Aspekte sind zu bedenken, wenn die Orientierung des Bauteils für den lagenweisen Aufbau festgelegt wird. Optimal und wünschens-wert ist, wenn diese Überlegungen bereits bei der Konstruktion des Bauteils Berücksichtigung finden. Beim Produktdesign müssen da-her nicht nur die Anforderungen an das Produkt, sondern auch die spezifischen Randbedingungen des Additiven Fertigungsverfahrens berücksichtigt werden [16]. Diese sind, neben der genannten Bau-teilorientierung, Aspekte möglicher Stützstrukturen, der Pulverent-
Bild 1 • Stufenmodell einer Oberfläche nach dem „Slicen“
1Prof. Jürgen Stampfl entwickelte an der TU Wien das Verfahren da-hingehend weiter, dass die Belichtung über ein Projektionssystem mittels LED erfolgt. Dieses als „Lithography-based Ceramic Manu-facturing“ (LCM) bezeichnete Verfahren arbeitet mit einer foto-sensitiven Kunststoff- und Keramikpartikelmischung, die mit einem Mischverhältnis von 1 : 1 ein zähflüssiges Ausgangsmaterial bildet. Die verwendete Projektionsoptik ermöglicht ein präzises Aushärten von feinsten Strukturen. Das dadurch entstehende Kunststoff/Kera-mik Objekt („Grünling“) wird nach dem „Druckvorgang“ entbin-dert und danach gesintert. Inzwischen wurde das Verfahren von LITHOZ® (Wien) zur Marktreife geführt. Auch die nach diesem Verfahren hergestellten Bauteile zeigen Eigenschaften, die mit kon-ventionell hergestellter Keramik vergleichbar sind [13].Aufgrund der mittels Lithographie zu erzielenden Werkstoffeigen-schaften in keramischen Bauteilen, haben die beiden genannten Technologien in den letzten Jahren eine weite Verbreitung gefunden. Ihr Einsatz konzentriert sich auf Bauteile in der Größe von einigen mm bis wenige cm. Die Entbinderung erfordert mehrere Tage und verlängert den Gesamtprozess dadurch deutlich. Folglich kommt diese Technik bei der Produktentwicklung und in der Fertigung von kleinen Losgrößen zur Anwendung.
2.2 3D-DruckDie technologischen Grundlagen des 3D-Druckens gehen auf Ent-wicklungen am MIT, Boston, zurück; die ersten Patente stammen aus dem Jahre 1993. Beim 3D-Druck wird ein organischer Binder punktuell mittels Druckkopf auf ein Pulverbett aufgebracht. Der Binder verklebt lokal einzelne Pulverpartikel miteinander. Die be-druckte Pulverebene wird um einen definierten Betrag, beispiels-weise 100 µm, abgesenkt und mit einer neuen Lage Pulver bedeckt. Der aufgedruckte Binder sorgt auch dafür, dass die Lagen unterein-ander verbunden sind. Auf diese Weise entsteht Schicht für Schicht der dreidimensionale Körper, der nach dem Aushärten des Binders von losem Pulver befreit werden kann. Die WZR ceramic solutions GmbH beschäftigt sich seit 2004 mit dem 3D-Druck als Additivem Formgebungsverfahren zur Herstel-lung keramischer Bauteile, wobei der so hergestellte Grünling nach-folgend gesintert wird. Zu den Vorteilen des Verfahrens zählt, dass die durch den aufgedruckten Binder verfestigten Bereiche von losem Pulver umgeben sind und dadurch keine Stützstrukturen, beispiels-weise bei Überhängen, notwendig sind. Nicht zuletzt dadurch, gibt es nahezu keine Einschränkung in der geometrischen Freiheit der Gestaltung.Die Dichte der Partikel im Pulverbett entspricht in etwa der Schütt-dichte des Pulvers. Daher liegt die Dichte der Grünlinge deutlich unter 50 %, woraus eine hohe Porosität auch nach dem Sintern der keramischen Teile resultiert. Diese kann positiv genutzt werden, wenn es um die Herstellung von Brennhilfsmitteln geht. Selbst hochreine Al2O3 Teile zeigen eine gute Temperaturwechselbestän-digkeit. Bei Gläsern und Glaskeramiken gelingt es dagegen durch den Sinterprozess ein dichtes Gefüge – bei vergleichsweise hoher Schwindung – zu erzeugen.Seit einigen Jahren wird bei WZR eine Route zur Erhöhung der Gründichte verfolgt, die das vollständige Volumen der Struktur be-trifft: neben dem Binder werden auch Partikel über den Druckkopf in das Pulverbett gebracht. Durch den Einsatz Partikel gefüllter Tin-ten beim 3D-Druck gelingt es, das Gefüge auch im Inneren des Bau-teils zu verdichten und dies im gleichen Prozessschritt mit der Formgebung. Um Partikel gefüllte Tinten verarbeiten zu können, müssen entsprechende Druckköpfe eingesetzt werden. Restriktiv ist die maximale Korngröße, die unmittelbar vom Durchmesser der Druckkopfdüsen abhängt. Als Anhaltspunkt kann man für Partikel
Keramik 3D-Druck
Optimierte Brennhilfsmittel
Individuelle glasierte Designteile
Keramik-Metall Hybridbauteile hergestellt im Multi-Material 3D-Druck
Keramik 3D-Druck @ WZR • Produktion • Entwicklung • Design / Konstruktion
Kontakt: WZR ceramic solutions GmbH Lise-Meitner-Straße 1 D-53359 Rheinbach Telefon 02226 169810 www.wzr.cc [email protected]
WZR
cer
amic
sol
utio
ns G
mbH
27-31_TF_Kollenberg.indd 29 20.02.15 13:20
30 Keramische Zeitschrift 01/2015
Technologie-Forum
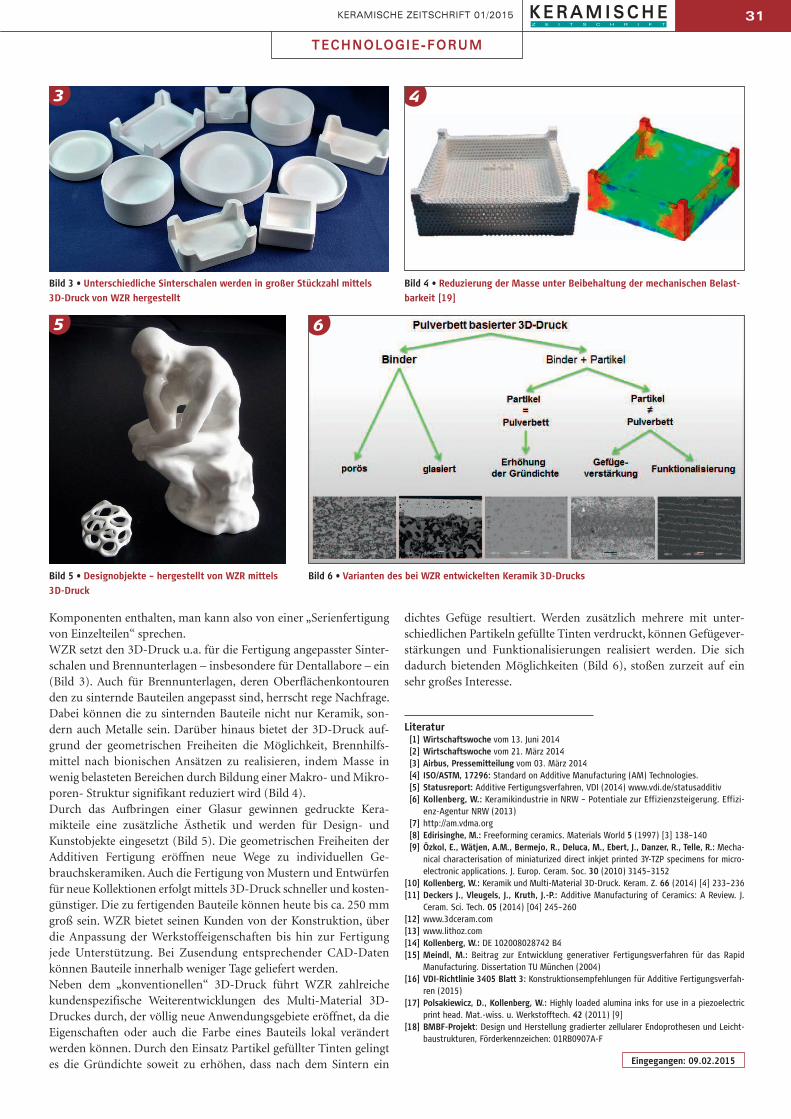
Komponenten enthalten, man kann also von einer „Serienfertigung von Einzelteilen“ sprechen. WZR setzt den 3D-Druck u.a. für die Fertigung angepasster Sinter-schalen und Brennunterlagen – insbesondere für Dentallabore – ein (Bild 3). Auch für Brennunterlagen, deren Oberflächenkontouren den zu sinternde Bauteilen angepasst sind, herrscht rege Nachfrage. Dabei können die zu sinternden Bauteile nicht nur Keramik, son-dern auch Metalle sein. Darüber hinaus bietet der 3D-Druck auf-grund der geometrischen Freiheiten die Möglichkeit, Brennhilfs-mittel nach bionischen Ansätzen zu realisieren, indem Masse in wenig belasteten Bereichen durch Bildung einer Makro- und Mikro-poren- Struktur signifikant reduziert wird (Bild 4).Durch das Aufbringen einer Glasur gewinnen gedruckte Kera-mikteile eine zusätzliche Ästhetik und werden für Design- und Kunstobjekte eingesetzt (Bild 5). Die geometrischen Freiheiten der Additiven Fertigung eröffnen neue Wege zu individuellen Ge-brauchskeramiken. Auch die Fertigung von Mustern und Entwürfen für neue Kollektionen erfolgt mittels 3D-Druck schneller und kosten-günstiger. Die zu fertigenden Bauteile können heute bis ca. 250 mm groß sein. WZR bietet seinen Kunden von der Konstruktion, über die Anpassung der Werkstoffeigenschaften bis hin zur Fertigung jede Unterstützung. Bei Zusendung entsprechender CAD-Daten können Bauteile innerhalb weniger Tage geliefert werden. Neben dem „konventionellen“ 3D-Druck führt WZR zahlreiche kundenspezifische Weiterentwicklungen des Multi-Material 3D-Druckes durch, der völlig neue Anwendungsgebiete eröffnet, da die Eigenschaften oder auch die Farbe eines Bauteils lokal verändert werden können. Durch den Einsatz Partikel gefüllter Tinten gelingt es die Gründichte soweit zu erhöhen, dass nach dem Sintern ein
5
Bild 5 • Designobjekte – hergestellt von WZR mittels
3D-Druck
fernung beim 3D-Druck, der minimalen Wandstärken und selbst-verständlich die mit dem Sinterprozess verbunden Parameter. Letzt-endlich wird die erwähnte Freiheit der geometrischen Gestaltung durch diese Randbedingungen natürlich eingeschränkt. Bevor die Additive Fertigung starten kann, muss der keramische Rohstoff in einen für das Verfahren geeigneten Zustand gebracht werden: Bei der Lithographie muss das keramische Pulver mit foto-sensitiven Polymeren und weiteren Additiven zu einer stabilen Sus-pension aufbereitet werden. Beim 3D-Druck werden Pulver, Pulver-mischungen bzw. Granulate eingesetzt. Ähnlich wie die Viskosität einer Suspension, muss auch die Förder- bzw. Fließfähigkeit des Pulvers reproduzierbar eingestellt werden. Nur dadurch kann ein homogener Schichtaufbau gewährleistet werden. Die Verfestigung der Pulverpartikel zum Grünling erfolgt über einen Binder, der ent-weder durch einen Druckkopf selektiv aufgebracht wird, oder sich reaktiv aus festen organischen Bestandteilen, die dem Pulver zuge-mischt werden, und der flüssigen Komponente bildet. Werden über den Druckkopf Partikel gefüllte Tinten oder Suspen-sionen aufgetragen, so ergeben sich auch hier wichtige Parameter die kontrolliert und überwacht werden müssen, um einen gesicher-ten Prozess zu ermöglichen. Die Partikel dürfen eine maximale Grö-ße nicht überschreiten, um eine Verstopfung des Druckkopfes zu vermeiden. Als Kenngröße kann man einen d100-Wert der Partikel von 5 % des Düsendurchmessers annehmen. Feststoffgehalt, Visko-sität und Stabilität der Tinte müssen für die Fertigung über einen hinreichend langen Zeitraum konstant gewährleistet sein.Kern der Fertigungskette ist die eigentliche Produktionsmaschine. Obwohl in der Literatur eine Fülle unterschiedlicher Verfahren und Prozesse dargestellt werden, reduziert sich die Anzahl der für eine industrielle Fertigung infrage kommenden Verfahren und Anlagen auf einige wenige. Auf die Verfahren, die in Betracht kommen – Lithographie und 3D-Druck – wurde bereits eingegangen. Für die Lithographie haben sich zwei Maschinen der genannten Anbieter am Markt etabliert. Für den 3D-Druck befindet sich der figulus®
von 3d-figo® in der Erprobungsphase und wird in den nächsten Monaten am Markt verfügbar sein. Dieser Drucker wurde speziell für die Verarbeitung keramischer Pulver konzipiert und ist auf einen industriellen Dauerbetrieb ausgerichtet. Nach dem additiven Aufbau erfolgt die Freilegung des Grünlings. Bei der Lithographie bedeutet das die Entfernung von anhaftendem Schlicker und für den Aufbau notwendigen Stützstrukturen. Beim 3D-Druck muss der Grünling vom unverfestigten Pulver befreit werden. Aufgrund der geringen Festigkeit ist dieser Prozessschritt mit größter Sorgfalt durchzuführen und der Zeitaufwand kann die Fertigungskosten deutlich beeinflussen.
Aufgrund des hohen Polymeranteils in den mittels Lithographie hergestellten Grünlingen muss hier vor dem Sintern eine Entbinde-rung erfolgen. In der bisherigen Praxis dauert diese bis zu einer Woche. Teile aus dem 3D-Druck können unmittelbar nach dem Reinigen gesintert werden. Nach dem Sintern unterscheiden sich die Bauteile je nach Verfahren deutlich in ihrer Dichte. Während Teile aus der Lithographie weitestgehend dicht sind, zeigen Teile aus dem 3D-Druck eine hohe Porosität (>20 %), wenn lediglich Binder ver-druckt wird oder eine geringe bis keine Porosität, wenn Partikel ge-füllte Tinten verdruckt werden [17]. Eine mit großem Erfolg entwi-ckelte Variante der Nachbearbeitung ist das Glasieren von porösen Strukturen aus dem 3D-Druck. Hierdurch können haptische und ästhetische Effekte erzielt werden, wie man sie beispielsweise von Tischgeschirr gewohnt ist. Unabhängig von eingesetzten Fertigungsverfahren – Lithographie oder 3D-Druck – kommt der prozessbegleitenden Qualitätssiche-rung und der Schulung des Personals eine besondere Bedeutung zu. Alle Prozessschritte machen eine Interaktion des Bedieners er-forderlich. Es gibt starke Bemühungen, die jeweiligen Schritte zu vereinfachen oder gänzlich zu automatisieren. Um die industriel-le Umsetzung zu verbessern wird bei WZR an einer automati-schen Entnahmestation gearbeitet. Ein Automatisierungsgrad vergleichbar mit Spritzgussmaschinen, spanenden Bearbeitungs-zentren oder Pressen ist jedoch noch in weiter Ferne. Um heute das Potenzial Additiver Fertigungsverfahren voll auszuschöpfen, ist hoch qualifiziertes Fachpersonal in allen Prozessschritten er-forderlich [5].
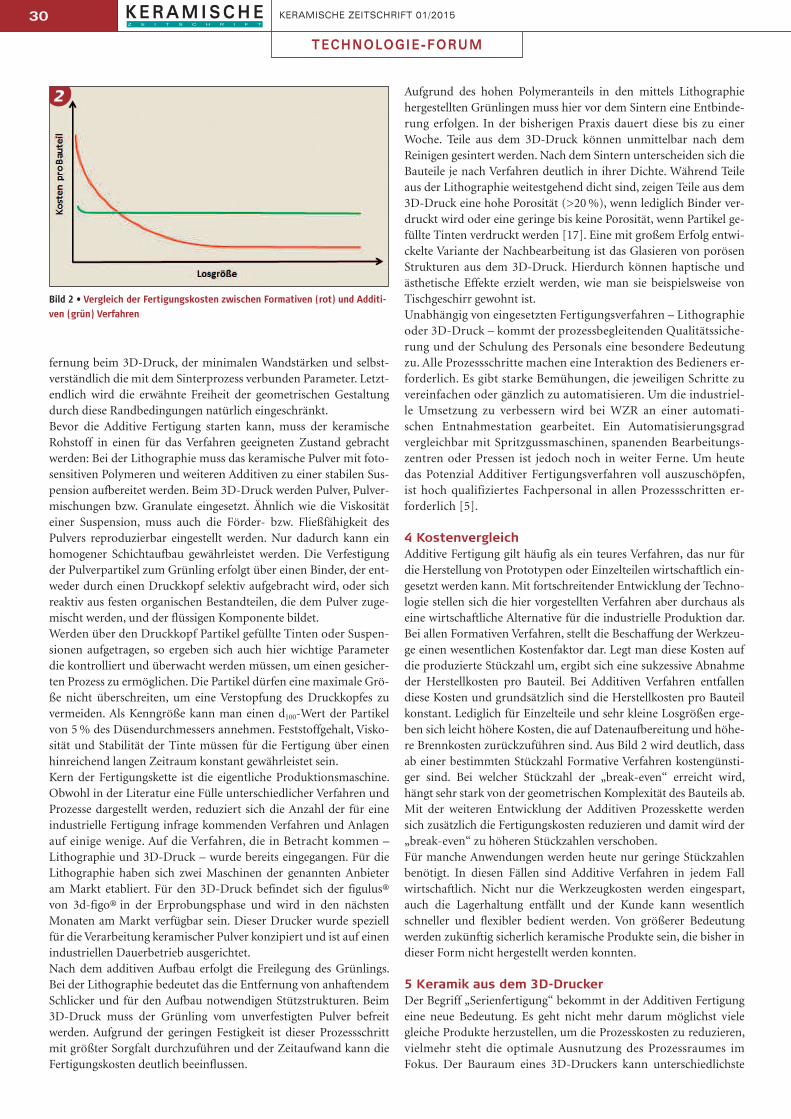
4 KostenvergleichAdditive Fertigung gilt häufig als ein teures Verfahren, das nur für die Herstellung von Prototypen oder Einzelteilen wirtschaftlich ein-gesetzt werden kann. Mit fortschreitender Entwicklung der Techno-logie stellen sich die hier vorgestellten Verfahren aber durchaus als eine wirtschaftliche Alternative für die industrielle Produktion dar. Bei allen Formativen Verfahren, stellt die Beschaffung der Werkzeu-ge einen wesentlichen Kostenfaktor dar. Legt man diese Kosten auf die produzierte Stückzahl um, ergibt sich eine sukzessive Abnahme der Herstellkosten pro Bauteil. Bei Additiven Verfahren entfallen diese Kosten und grundsätzlich sind die Herstellkosten pro Bauteil konstant. Lediglich für Einzelteile und sehr kleine Losgrößen erge-ben sich leicht höhere Kosten, die auf Datenaufbereitung und höhe-re Brennkosten zurückzuführen sind. Aus Bild 2 wird deutlich, dass ab einer bestimmten Stückzahl Formative Verfahren kostengünsti-ger sind. Bei welcher Stückzahl der „break-even“ erreicht wird, hängt sehr stark von der geometrischen Komplexität des Bauteils ab. Mit der weiteren Entwicklung der Additiven Prozesskette werden sich zusätzlich die Fertigungskosten reduzieren und damit wird der „break-even“ zu höheren Stückzahlen verschoben.Für manche Anwendungen werden heute nur geringe Stückzahlen benötigt. In diesen Fällen sind Additive Verfahren in jedem Fall wirtschaftlich. Nicht nur die Werkzeugkosten werden eingespart, auch die Lagerhaltung entfällt und der Kunde kann wesentlich schneller und flexibler bedient werden. Von größerer Bedeutung werden zukünftig sicherlich keramische Produkte sein, die bisher in dieser Form nicht hergestellt werden konnten.
5 Keramik aus dem 3D-DruckerDer Begriff „Serienfertigung“ bekommt in der Additiven Fertigung eine neue Bedeutung. Es geht nicht mehr darum möglichst viele gleiche Produkte herzustellen, um die Prozesskosten zu reduzieren, vielmehr steht die optimale Ausnutzung des Prozessraumes im Fokus. Der Bauraum eines 3D-Druckers kann unterschiedlichste
3
Bild 3 • Unterschiedliche Sinterschalen werden in großer Stückzahl mittels
3D-Druck von WZR hergestelltBild 2 • Vergleich der Fertigungskosten zwischen Formativen (rot) und Additi-
ven (grün) Verfahren
2
27-31_TF_Kollenberg.indd 30 20.02.15 13:20
31
Technologie-Forum
Keramische Zeitschrift 01/2015
Komponenten enthalten, man kann also von einer „Serienfertigung von Einzelteilen“ sprechen. WZR setzt den 3D-Druck u.a. für die Fertigung angepasster Sinter-schalen und Brennunterlagen – insbesondere für Dentallabore – ein (Bild 3). Auch für Brennunterlagen, deren Oberflächenkontouren den zu sinternde Bauteilen angepasst sind, herrscht rege Nachfrage. Dabei können die zu sinternden Bauteile nicht nur Keramik, son-dern auch Metalle sein. Darüber hinaus bietet der 3D-Druck auf-grund der geometrischen Freiheiten die Möglichkeit, Brennhilfs-mittel nach bionischen Ansätzen zu realisieren, indem Masse in wenig belasteten Bereichen durch Bildung einer Makro- und Mikro-poren- Struktur signifikant reduziert wird (Bild 4).Durch das Aufbringen einer Glasur gewinnen gedruckte Kera-mikteile eine zusätzliche Ästhetik und werden für Design- und Kunstobjekte eingesetzt (Bild 5). Die geometrischen Freiheiten der Additiven Fertigung eröffnen neue Wege zu individuellen Ge-brauchskeramiken. Auch die Fertigung von Mustern und Entwürfen für neue Kollektionen erfolgt mittels 3D-Druck schneller und kosten-günstiger. Die zu fertigenden Bauteile können heute bis ca. 250 mm groß sein. WZR bietet seinen Kunden von der Konstruktion, über die Anpassung der Werkstoffeigenschaften bis hin zur Fertigung jede Unterstützung. Bei Zusendung entsprechender CAD-Daten können Bauteile innerhalb weniger Tage geliefert werden. Neben dem „konventionellen“ 3D-Druck führt WZR zahlreiche kundenspezifische Weiterentwicklungen des Multi-Material 3D-Druckes durch, der völlig neue Anwendungsgebiete eröffnet, da die Eigenschaften oder auch die Farbe eines Bauteils lokal verändert werden können. Durch den Einsatz Partikel gefüllter Tinten gelingt es die Gründichte soweit zu erhöhen, dass nach dem Sintern ein
dichtes Gefüge resultiert. Werden zusätzlich mehrere mit unter-schiedlichen Partikeln gefüllte Tinten verdruckt, können Gefügever-stärkungen und Funktionalisierungen realisiert werden. Die sich dadurch bietenden Möglichkeiten (Bild 6), stoßen zurzeit auf ein sehr großes Interesse.
Literatur[1] Wirtschaftswoche vom 13. Juni 2014[2] Wirtschaftswoche vom 21. März 2014[3] Airbus, Pressemitteilung vom 03. März 2014[4] ISO/ASTM, 17296: Standard on Additive Manufacturing (AM) Technologies.[5] Statusreport: Additive Fertigungsverfahren, VDI (2014) www.vdi.de/statusadditiv[6] Kollenberg, W.: Keramikindustrie in NRW – Potentiale zur Effizienzsteigerung. Effizi-
enz-Agentur NRW (2013) [7] http://am.vdma.org [8] Edirisinghe, M.: Freeforming ceramics. Materials World 5 (1997) [3] 138–140 [9] Özkol, E., Wätjen, A.M., Bermejo, R., Deluca, M., Ebert, J., Danzer, R., Telle, R.: Mecha-
nical characterisation of miniaturized direct inkjet printed 3Y-TZP specimens for micro-electronic applications. J. Europ. Ceram. Soc. 30 (2010) 3145–3152
[10] Kollenberg, W.: Keramik und Multi-Material 3D-Druck. Keram. Z. 66 (2014) [4] 233–236[11] Deckers J., Vleugels, J., Kruth, J.-P.: Additive Manufacturing of Ceramics: A Review. J.
Ceram. Sci. Tech. 05 (2014) [04] 245–260 [12] www.3dceram.com[13] www.lithoz.com[14] Kollenberg, W.: DE 102008028742 B4[15] Meindl, M.: Beitrag zur Entwicklung generativer Fertigungsverfahren für das Rapid
Manufacturing. Dissertation TU München (2004)[16] VDI-Richtlinie 3405 Blatt 3: Konstruktionsempfehlungen für Additive Fertigungsverfah-
ren (2015)[17] Polsakiewicz, D., Kollenberg, W.: Highly loaded alumina inks for use in a piezoelectric
print head. Mat.-wiss. u. Werkstofftech. 42 (2011) [9][18] BMBF-Projekt: Design und Herstellung gradierter zellularer Endoprothesen und Leicht-
baustrukturen, Förderkennzeichen: 01RB0907A-F
Eingegangen: 09.02.2015
5
Bild 5 • Designobjekte – hergestellt von WZR mittels
3D-Druck
Bild 6 • Varianten des bei WZR entwickelten Keramik 3D-Drucks
6
Aufgrund des hohen Polymeranteils in den mittels Lithographie hergestellten Grünlingen muss hier vor dem Sintern eine Entbinde-rung erfolgen. In der bisherigen Praxis dauert diese bis zu einer Woche. Teile aus dem 3D-Druck können unmittelbar nach dem Reinigen gesintert werden. Nach dem Sintern unterscheiden sich die Bauteile je nach Verfahren deutlich in ihrer Dichte. Während Teile aus der Lithographie weitestgehend dicht sind, zeigen Teile aus dem 3D-Druck eine hohe Porosität (>20 %), wenn lediglich Binder ver-druckt wird oder eine geringe bis keine Porosität, wenn Partikel ge-füllte Tinten verdruckt werden [17]. Eine mit großem Erfolg entwi-ckelte Variante der Nachbearbeitung ist das Glasieren von porösen Strukturen aus dem 3D-Druck. Hierdurch können haptische und ästhetische Effekte erzielt werden, wie man sie beispielsweise von Tischgeschirr gewohnt ist. Unabhängig von eingesetzten Fertigungsverfahren – Lithographie oder 3D-Druck – kommt der prozessbegleitenden Qualitätssiche-rung und der Schulung des Personals eine besondere Bedeutung zu. Alle Prozessschritte machen eine Interaktion des Bedieners er-forderlich. Es gibt starke Bemühungen, die jeweiligen Schritte zu vereinfachen oder gänzlich zu automatisieren. Um die industriel-le Umsetzung zu verbessern wird bei WZR an einer automati-schen Entnahmestation gearbeitet. Ein Automatisierungsgrad vergleichbar mit Spritzgussmaschinen, spanenden Bearbeitungs-zentren oder Pressen ist jedoch noch in weiter Ferne. Um heute das Potenzial Additiver Fertigungsverfahren voll auszuschöpfen, ist hoch qualifiziertes Fachpersonal in allen Prozessschritten er-forderlich [5].
4 KostenvergleichAdditive Fertigung gilt häufig als ein teures Verfahren, das nur für die Herstellung von Prototypen oder Einzelteilen wirtschaftlich ein-gesetzt werden kann. Mit fortschreitender Entwicklung der Techno-logie stellen sich die hier vorgestellten Verfahren aber durchaus als eine wirtschaftliche Alternative für die industrielle Produktion dar. Bei allen Formativen Verfahren, stellt die Beschaffung der Werkzeu-ge einen wesentlichen Kostenfaktor dar. Legt man diese Kosten auf die produzierte Stückzahl um, ergibt sich eine sukzessive Abnahme der Herstellkosten pro Bauteil. Bei Additiven Verfahren entfallen diese Kosten und grundsätzlich sind die Herstellkosten pro Bauteil konstant. Lediglich für Einzelteile und sehr kleine Losgrößen erge-ben sich leicht höhere Kosten, die auf Datenaufbereitung und höhe-re Brennkosten zurückzuführen sind. Aus Bild 2 wird deutlich, dass ab einer bestimmten Stückzahl Formative Verfahren kostengünsti-ger sind. Bei welcher Stückzahl der „break-even“ erreicht wird, hängt sehr stark von der geometrischen Komplexität des Bauteils ab. Mit der weiteren Entwicklung der Additiven Prozesskette werden sich zusätzlich die Fertigungskosten reduzieren und damit wird der „break-even“ zu höheren Stückzahlen verschoben.Für manche Anwendungen werden heute nur geringe Stückzahlen benötigt. In diesen Fällen sind Additive Verfahren in jedem Fall wirtschaftlich. Nicht nur die Werkzeugkosten werden eingespart, auch die Lagerhaltung entfällt und der Kunde kann wesentlich schneller und flexibler bedient werden. Von größerer Bedeutung werden zukünftig sicherlich keramische Produkte sein, die bisher in dieser Form nicht hergestellt werden konnten.
5 Keramik aus dem 3D-DruckerDer Begriff „Serienfertigung“ bekommt in der Additiven Fertigung eine neue Bedeutung. Es geht nicht mehr darum möglichst viele gleiche Produkte herzustellen, um die Prozesskosten zu reduzieren, vielmehr steht die optimale Ausnutzung des Prozessraumes im Fokus. Der Bauraum eines 3D-Druckers kann unterschiedlichste
3
Bild 3 • Unterschiedliche Sinterschalen werden in großer Stückzahl mittels
3D-Druck von WZR hergestellt
Bild 4 • Reduzierung der Masse unter Beibehaltung der mechanischen Belast-
barkeit [19]
4
27-31_TF_Kollenberg.indd 31 20.02.15 13:20