WEISUNGSBLATT INS-033.1 Toleranzen der TMA Gruppe Seite: 1/17 · 2020. 1. 21. · DIN 6930 Teil 2 :...
17
WEISUNGSBLATT Identifizierung: INS-033.1 Toleranzen der TMA Gruppe Seite: 1/17 1.1 GEGENSTAND DIESES DOKUMENTS............................................................................................................... 2 1.2 REFERENZEN ............................................................................................................................................................ 2 2 ALLGEMEINTOLERANZEN FÜR DAS STRAHLBRENNSCHNEIDEN.. 3 2.1 MAßTOLERANZEN .................................................................................................................................................. 3 2.2 KANTENFEHLER ...................................................................................................................................................... 4 2.2.1 Abgerundete Kante .................................................................................................................................................... 4 2.2.2 Scharfe Kante mit „f“-Dimension .............................................................................................................................. 4 2.3 AUSWASCHUNG DER TIEFE „P“....................................................................................................................... 5 2.4 RECHTWINKLIGKEIT („AUSRICHTEN DES SCHNITTS“)...................................................................... 6 2.5 EBENHEIT ................................................................................................................................................................... 6 2.6 RAUHEIT ..................................................................................................................................................................... 6 3 ALLGEMEINTOLERANZEN FÜR DAS LASERSCHNEIDEN ......................... 7 3.1 MAßTOLERANZEN .................................................................................................................................................. 7 3.2 EBENHEIT ................................................................................................................................................................... 7 3.3 FLUCHTUNG/SYMMETRIE................................................................................................................................... 8 4 ALLGEMEINTOLERANZEN FÜR DAS STANZEN ................................................... 9 4.1 ALLGEMEINTOLERANZEN FÜR DIE LÄNGENMAßE ................................................................................ 9 4.2 EBENHEIT ................................................................................................................................................................... 9 4.3 TOLERANZ AUF DEN RADIEN........................................................................................................................... 10 4.4 TOLERANZEN AN DEN WINKELN .................................................................................................................. 10 4.5 UNSAUBERE STELLEN ........................................................................................................................................ 10 5 ALLGEMEINTOLERANZEN FÜR DAS BIEGEN ..................................................... 11 5.1 RECHTWINKLIGE ABSTÄNDE ......................................................................................................................... 11 5.2 HÖHE EINES GEBOGENEN RANDES .............................................................................................................. 11 5.3 ZULÄSSIGE ABSTÄNDE AM ÄUßEREN RAND ZWISCHEN ZWEI GEBOGENEN RÄNDERN..... 12 6 ALLGEMEINTOLERANZEN FÜR SCHWEIßARBEITEN................................. 12 6.1 ALLGEMEINTOLERANZEN FÜR LÄNGENMAßE....................................................................................... 12 6.2 ALLGEMEINTOLERANZEN FÜR WINKELMAßE ...................................................................................... 13 6.3 ALLGEMEINTOLERANZEN FÜR RECHTWINKLIGKEIT, EBENHEIT UND PARALLELITÄT.. 13 7 KUGELSTRAHLEN............................................................................................................................. 13 8 MESSANGABEN .................................................................................................................................... 13 8.1 STRAHLBRENNGESCHNITTENE TEILE ODER MIT LASER ZUGESCHNITTENE TEILE........... 13 8.2 GESTANZTE TEILE............................................................................................................................................... 14 8.3 WINKELMESSUNGEN........................................................................................................................................... 14 8.3.1 Höhe eines gebogenen Randes .................................................................................................................................. 14 8.3.2 Abstand zwischen 2 gebogenen Rändern ................................................................................................................. 15 8.4 EBENHEIT ................................................................................................................................................................. 16 8.5 KOAXIALITÄT......................................................................................................................................................... 17 8.6 SYMMETRIE ............................................................................................................................................................. 17
Transcript of WEISUNGSBLATT INS-033.1 Toleranzen der TMA Gruppe Seite: 1/17 · 2020. 1. 21. · DIN 6930 Teil 2 :...

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 1/17
1.1 GEGENSTAND DIESES DOKUMENTS ............................................................................................................... 2
1.2 REFERENZEN ............................................................................................................................................................ 2
2 ALLGEMEINTOLERANZEN FÜR DAS STRAHLBRENNSCHNEIDEN .. 3
2.1 MAßTOLERANZEN .................................................................................................................................................. 3
2.2 KANTENFEHLER ...................................................................................................................................................... 4 2.2.1 Abgerundete Kante .................................................................................................................................................... 4 2.2.2 Scharfe Kante mit „f“-Dimension .............................................................................................................................. 4
2.3 AUSWASCHUNG DER TIEFE „P“....................................................................................................................... 5
2.4 RECHTWINKLIGKEIT („AUSRICHTEN DES SCHNITTS“)...................................................................... 6
2.5 EBENHEIT ................................................................................................................................................................... 6
2.6 RAUHEIT ..................................................................................................................................................................... 6
3 ALLGEMEINTOLERANZEN FÜR DAS LASERSCHNEIDEN ......................... 7
3.1 MAßTOLERANZEN .................................................................................................................................................. 7
3.2 EBENHEIT ................................................................................................................................................................... 7
3.3 FLUCHTUNG/SYMMETRIE ................................................................................................................................... 8
4 ALLGEMEINTOLERANZEN FÜR DAS STANZEN ................................................... 9
4.1 ALLGEMEINTOLERANZEN FÜR DIE LÄNGENMAßE ................................................................................ 9
4.2 EBENHEIT ................................................................................................................................................................... 9
4.3 TOLERANZ AUF DEN RADIEN ........................................................................................................................... 10
4.4 TOLERANZEN AN DEN WINKELN .................................................................................................................. 10
4.5 UNSAUBERE STELLEN ........................................................................................................................................ 10
5 ALLGEMEINTOLERANZEN FÜR DAS BIEGEN ..................................................... 11
5.1 RECHTWINKLIGE ABSTÄNDE ......................................................................................................................... 11
5.2 HÖHE EINES GEBOGENEN RANDES .............................................................................................................. 11
5.3 ZULÄSSIGE ABSTÄNDE AM ÄUßEREN RAND ZWISCHEN ZWEI GEBOGENEN RÄNDERN ..... 12
6 ALLGEMEINTOLERANZEN FÜR SCHWEIßARBEITEN ................................. 12
6.1 ALLGEMEINTOLERANZEN FÜR LÄNGENMAßE....................................................................................... 12
6.2 ALLGEMEINTOLERANZEN FÜR WINKELMAßE ...................................................................................... 13
6.3 ALLGEMEINTOLERANZEN FÜR RECHTWINKLIGKEIT, EBENHEIT UND PARALLELITÄT .. 13
7 KUGELSTRAHLEN ............................................................................................................................. 13
8 MESSANGABEN .................................................................................................................................... 13
8.1 STRAHLBRENNGESCHNITTENE TEILE ODER MIT LASER ZUGESCHNITTENE TEILE ........... 13
8.2 GESTANZTE TEILE ............................................................................................................................................... 14
8.3 WINKELMESSUNGEN........................................................................................................................................... 14 8.3.1 Höhe eines gebogenen Randes .................................................................................................................................. 14 8.3.2 Abstand zwischen 2 gebogenen Rändern ................................................................................................................. 15
8.4 EBENHEIT ................................................................................................................................................................. 16
8.5 KOAXIALITÄT ......................................................................................................................................................... 17
8.6 SYMMETRIE ............................................................................................................................................................. 17

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 2/17
1.1 Gegenstand dieses Dokuments
Gegenstand dieses Dokuments ist die Beschreibung der dimensionalen und geometrischen Toleranzen, die
von der TMA Gruppe für die Herstellung von Metallteilen angewendet werden, insofern keine
Spezifikationen des Kunden vorliegen.
1.2 Referenzen
NF EN 22768-1: Toleranzen für lineare und rechtwinklige Dimensionen, die nicht mit individuellen
Toleranzen behaftet sind
NF E02-352 : Ausgeschnittene und gefaltete Teile_Dimensionale und geometrische Toleranzen für
Dimensionen und Elemente, die nicht mit individuellen Toleranzen behaftet sind
ISO 9013 : Thermisches Schneiden_Klassifizierung des thermischen Schneidens_Geometrische
_Spezifikation der Produkte und Toleranzen hinsichtlich der Qualität
NF E 86-051 : Elemente aus industriellen Anlagen. Teile, die man durch Strahlbrennschneiden erhält.
Allgemeintoleranzen
DIN 6930 Teil 2 : Stanzteile aus Stahl_Allgemeintoleranzen
NF EN ISO 13920 : Schweißen_Allgemeine Toleranzen für geschweißte Konstruktionen
NF EN ISO 8503 : Rauheitsmerkmale eines gebeizten Stahluntergrunds.
NF EN ISO 8501-1: Vorbereitung der Stahluntergründe vor dem Anbringen von Farbe und gleichgestellten
Produkten – Visuelle Einschätzung der Sauberkeit eines Untergrunds und Resümee im ONHGPI : Technische
Merkmale des Abbeizens durch die Projektion von Schleifmittel.
BEMERKUNG:
- Vorbehaltlich gegenteiliger Mitteilung sind alle in diesem Dokument erwähnten Maße in
Millimeter (mm).
- Erwähnt eine Toleranztabelle mehrere Toleranzklassen, ist die Toleranzklasse, die dem TMA-
Standard entspricht, blau untermalt.

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 3/17
2 Allgemeintoleranzen für das Autogenbrennschneiden 2.1 Maßtoleranzen
Gemäß NF E 86-051
Blechdicke Zu überprüfende
Dimensionen Toleranzen
0< e <= 15
L<= 315 +/-1
315 < L<= 600 +/-2
600 < L <= 1500 +/-2
L > 1500 +/-2,5
15< e <= 40
L<= 315 +/-1,5
315 < L<= 600 +/-2
600 < L <= 1500 +/-2,5
L > 1500 +/-2,5
40< e <= 70
L<= 315 +/-2
315 < L<= 600 +/-2,5
600 < L <= 1500 +/-3
L > 1500 +/-3
70< e <= 100
L<= 315 +/-2,5
315 < L<= 600 +/-3
600 < L <= 1500 +/-3
L > 1500 +/-3,5
e > 100
L<= 315 +/-3
315 < L<= 600 +/-3
600 < L <= 1500 +/-3,5
L > 1500 +/-4

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 4/17
2.2 Kantenfehler
2.2.1 Abgerundete Kante
ODER
Minimaler Fehler, der nicht berücksichtigt wird
2.2.2 Scharfe Kante mit „f“-Dimension
Definition: Überlappen des Materials auf der oberen Kante.
Dicke MAXIMALE Dimension
≤ 20 mm
21 à 40 mm
41 à 60 mm
> 60 mm
1 mm
1,2 mm
1,4 mm
1,6 mm

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 5/17
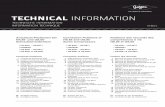
2.3 Auswaschung der Tiefe „p“
Definition : tiefer, abgegrenzter Abriss der Schnittkante, im Normalfall in Richtung der Schnittdicke.
Eigenschaft der Auswaschung
Annahme im Ist-Zustand: Defekt « p » geringer als 5% der Dicke und max. 2mm
Reparatur: Defekt max. 4 mm
Die Reparatur wird mittels Füllung, Schweißen und Schleifen durchgeführt.
Abfall: Defekt „p“ min. 4mm
0
1
2
3
4
5
0 10 20 30 40 50
Defekt "p" (mm)
Dicke des Teils (mm)
ANNAHME IM IST-ZUSTAND
REPARATUR
ABFALL
0
1
2
3
4
5
0 50 100 150 200 250
Dicke des Teils (mm)
Defe
kt "
p"
(mm
)
ANNAHME IM IST-ZUSTAND
REPARATUR
ABFALL
Ansicht gemäß A

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 6/17
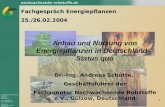
2.4 Rechtwinkligkeit (Ausrichten des Schnitts)
Toleranzen gemäß ISO 9013 Toleranzklasse 4
Maximale Geradheitstoleranz:
a max. = 0.08 + 0.02 * Ep
0
0,5
1
1,5
2
2,5
3
3,5
4
-10 10 30 50 70 90 110 130 150
Defekt "a" (mm)
Dicke des Teils (mm)
ANNAHME IM IST-ZUSTAND
ABFALL
2.5 Ebenheit
Entspricht der Norm für die Ebenheit des Blechs, aus dem die Teile zugeschnitten werden.
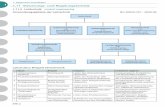
2.6 Rauheit
Toleranzen gemäß ISO 9013 Toleranzklasse 4
Durchschnittshöhe des Profils (μm): RZ5 = 110 + (1,8 * Ep :mm)
0
100
200
300
400
0 20 40 60 80 100 120 140
Defekt Rz5 (µm)
Dicke des Teils (mm)
GENORMT
NICHT GENORMT

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 7/17
3 Allgemeintoleranzen für das Laserschneiden
3.1 Maßtoleranzen
Gemäß NF EN 22768-1 Klasse m
Tabelle 1:
Toleranzklasse Zugelassene Abweichungen für Nennmaßbereiche
(außer äußere Durchmesser und Abschrägung)
Bezeichnung Beschreibung 0,5
bis 3
Über 3
bis 6
Über 6
bis 30
Über 30
bis 120
Über
120 bis
400
Über
400 bis
1000
Über
1000 bis
2000
Über
2000 bis
4000
f fein ±0,05 ±0,05 ±0,1 ±0,15 ±0,2 ±0,3 ±0,5 -
m mittel ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±0,8 ±1,2 ±2
c grob ±0,2 ±0,3 ±0,5 ±0,8 ±1,2 ±2 ±3 ±4
v sehr grob - ±0,5 ±1 ±1,5 ±2,5 ±4 ±6 ±8
Tabelle 2:
Toleranzklasse Äußere Durchmesser und Abfasung
Bezeichnung Beschreibung 0,5 bis 3 Über 3 bis 6 Über 6 bis 30
f fein ±0,2 ±0,5 ±1
m mittel
c grob ±0,4 ±1 ±02
v sehr grob
3.2 Ebenheit Entspricht der Norm für die Ebenheit des Blechs, aus dem die Teile zugeschnitten werden.

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 8/17
3.3 Fluchtung/Symmetrie
Referenz-
Nennmaße Toleranzklasse
Koaxiliatitäts- und Symmetrietoleranz für Dickenbereich
Von 0,1 bis
0,35
Über 0,35 bis
1 Über 1 bis 3 Über 3 bis 6 Über 6 bis 10
1 bis 6
e 0,1 0,12 0,15 0,2 -
n 0,2 0,24 0,3 0,4 -
l 0,3 0,4 0,6 0,8 -
Über 6 bis 10
e 0,1 0,15 0,2 0,3 0,4
n 0,2 0,3 0,4 0,5 0,7
l 0,4 0,6 0,8 1,0 1,4
Über 10 bis
25
e 0,15 0,2 0,25 0,3 0,4
n 0,3 0,4 0,5 0,6 0,8
l 0,6 0,8 1,0 1,2 1,6
Über 25 bis
63
e 0,2 0,25 0,3 0,4 0,5
n 0,4 0,5 0,6 0,8 1,0
l 0,8 1,0 1,2 1,6 2,0
Über 63 bis
160
e 0,25 0,3 0,4 0,5 0,6
n 0,5 0,6 0,8 1,0 1,2
l 1,0 1,2 1,6 2,0 2,4
Über 160 bis
400
e 0,4 0,4 0,5 0,6 0,8
n 0,8 0,8 1,0 1,2 1,6
l 1,6 1,6 2,0 2,4 3,2
Über 400 bis
1000
e 0,7 0,7 0,7 1,0 1,0
n 1,6 1,6 1,6 2,0 2,0
l 3,2 3,2 3,2 4,0 4,0
Über 1000
bis 3000
e - 1,6 1,6 2,0 2,0
n - 3,0 3,0 3,5 4,0
l - 6,0 6,0 8,0 8,0

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 9/17
4 Allgemeintoleranzen für das Stanzen
Gemäß DIN 6930 Klasse m
4.1 Allgemeine Toleranzen für die Längenmaße
Gemessene
Abstände
(mm)
Qualität
Dicke der Teile
≥ 0,1 und ≤ 1 > 1 und ≤ 3 > 3 und ≤ 6 > 6 und ≤ 10 >10
≥ 1 und ≤ 6
f ± 0,05 ± 0,08 ± 0,1 ± 0,2 ± 0,4
m ± 0,1 ± 0,15 ± 0,2 ± 0,3 ± 0,4
g ± 0,2 ± 0,3 ± 0,4 ± 0,6 ± 0,8
sg ± 0,5 ± 0,5 ± 0,8 ± 1,2 ± 1,5
> 6 und ≤ 10
f ± 0,08 ± 0,1 ± 0,15 ± 0,2 ± 0,4
m ± 0,15 ± 0,2 ± 0,25 ± 0,4 ± 0,4
g ± 0,3 ± 0,4 ± 0,5 ± 0,8 ± 0,8
sg ± 0,8 ± 1 ± 1 ± 1,5 ± 1,5
> 10 und ≤ 25
f ± 0,1 ± 0,1 ± 0,15 ± 0,2 ± 0,4
m ± 0,2 ± 0,25 ± 0,3 ± 0,4 ± 0,6
g ± 0,4 ± 0,5 ± 0,6 ± 0,8 ± 1
sg ± 1 ± 1 ± 1,5 ± 1,5 ± 2
> 25 und ≤ 63
f ± 0,1 ± 0,15 ± 0,2 ± 0,3 ± 0,4
m ± 0,25 ± 0,3 ± 0,4 ± 0,5 ± 0,6
g ± 0,5 ± 0,6 ± 0,8 ± 1 ± 1,2
sg ± 1 ± 1 ± 1,5 ± 2 ± 3
> 63 und ≤
160
f ± 0,15 ± 0,15 ± 0,2 ± 0,3 ± 0,4
m ± 0,3 ± 0,4 ± 0,5 ± 0,6 ± 0,8
g ± 0,6 ± 0,8 ± 1 ± 1,2 ± 1,6
sg ± 1,5 ± 1,5 ± 2 ± 3 ± 3
> 160
und ≤ 400
f ± 0,2 ± 0,3 ± 0,3 ± 0,4 ± 0,5
m ± 0,5 ± 0,6 ± 0,6 ± 0,8 ± 1
g ± 1 ± 1,2 ± 1,2 ± 1,6 ± 2
sg ± 1,5 ± 2 ± 2,5 ± 3 ± 3
> 400
und
≤ 1000
f ± 0,4 ± 0,4 ± 0,5 ± 0,5 ± 0,8
m ± 0,8 ± 0,8 ± 1 ± 1 ± 1,5
g ± 1,6 ± 1,6 ± 2 ± 2 ± 3
sg ± 2,5 ± 2,5 ± 3 ± 4 ± 4
> 1000
und
≤ 6300
f ± 0,8 ± 0,8 ± 0,8 ± 1 ± 1
m ± 1,2 ± 1,5 ± 1,5 ± 2 ± 2
g ± 2,5 ± 2,5 ± 3 ± 4 ± 4
sg ± 4 ± 4 ± 4 ± 4 ± 4
4.2 Ebenheit
Entspricht der Norme für die Ebenheit des Blechs, aus dem die Teile zugeschnitten werden.

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 10/17
4.3 Toleranz auf den Radien
Gemessene
Abstände
(mm)
Qualität
Dicke der Teile
≥ 0,1 und ≤ 1 > 1 und ≤ 3 > 3 und ≤ 6 > 6 und ≤ 10 >10
≥ 1 und ≤ 6 f, m ± 0,2 ± 0,3 ± 0,5 - -
g, sg ± 0,4 ± 0,6 ± 1 - -
> 6 und ≤ 10 f, m ± 0,3 ± 0,4 ± 0,5 ± 0,6 -
g, sg ± 0,6 ± 0,8 ± 1 ± 1,2 -
> 10 und ≤ 25 f, m ± 0,4 ± 0,5 ± 0,6 ± 0,8 ± 1
g, sg ± 0,8 ± 1 ± 1,2 ± 1,6 ± 2
> 25 und ≤ 63 f, m ± 0,5 ± 0,6 ± 0,8 ± 1 ± 1,2
g, sg ± 1 ± 1,2 ± 1,6 ± 2 ± 2,4
> 63
und
≤ 160
f, m ± 0,8 ± 1 ± 1,2 ± 1,4 ± 1,6
g, sg ± 1,6 ± 2 ± 2,4 ± 2,8 ± 3,2
> 160
und
≤ 400
f, m ± 1 ± 1,2 ± 1,5 ± 1,8 ± 2
g, sg ± 2 ± 2,4 ± 3 ± 3,6 ± 4
> 400 f, m ± 1,6 ± 2 ± 2,2 ± 2,5 ± 3
g, sg ± 3,2 ± 4 ± 4,4 ± 5 ± 6
4.4 Toleranzen an den Winkeln
Qualität
Länge des kürzeren Schenkels des Winkels
≥ 1 und ≤
6
> 6 und ≤
10
> 10 und
≤ 25
> 25 und
≤ 63
> 63
und
≤ 160
> 160
und
≤ 400
> 400
und
≤ 1000
> 1000
und
≤ 2500
f ± 1° ± 1° ± 30’ ± 30’ ± 20’ ± 10’ ± 5’ ± 5’
m ± 1° 30’ ± 1° 30’ ± 50’ ± 50’ ± 25’ ± 15’ ± 10’ ± 10’
G, sg ± 3° ± 3° ± 2° ± 2° ± 1° ± 30’ ± 20’ ± 20’
4.5 Unsaubere Stellen
Unter Grat versteht man genauer einen axialen Grat, d.h. der Grat, der in Richtung des Abgratschnitts entsteht.
Unsaubere Stelle an der Achse
Diese Stelle darf höchstens 1/10tel der Dicke der gestanzten Teils betragen: h ≤ 0,1 . t
axiale Gratbildung
ausgeschnittenes Teil

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 11/17
5 Allgemeintoleranzen für das Biegen Gemäß NF E 02-352 normale Klasse:
BEMERKUNG: Die Norm berücksichtigt keine Dicke, die mehr als 10mm beträgt. Standardmäßig
entsprechen daher die Toleranzen für Teile, die dicker sind als 10 mm, den Toleranzen die gleich 10mm
dick sind.
5.1 Rechtwinklige Abstände
Toleranzklasse Zulässige Abstände für alle
Maßbereiche
Schmal (e) ± 1°
Normal (n) ± 1,5°
Breit (l) ± 2°
5.2 Höhe eines gebogenen Randes
Nennmaßbereich Toleranzklasse
Maximal zulässige Abstände für die Höhe bei folgendem Dickenbereich
Von 0,1 bis
0,35
Über 0,35 bis
1
Über 1 bis
3
Über 3 bis
6
Über 6
bis10
1 bis 6
e ± 0,15 ± 0,15 ± 0,20 - -
n ± 0,30 ± 0,30 ± 0,40 - -
l ± 0,60 ± 0,60 ± 0,80 - -
Über 6 bis 10
e ± 0,15 ± 0,15 ± 0,20 ± 0,30 -
n ± 0,30 ± 0,30 ± 0,40 ± 0,60 -
l ± 0,60 ± 0,60 ± 0,80 ± 1,20 -
Über 10 bis 25
e ± 0,20 ± 0,20 ± 0,25 ± 0,30 ± 0,40
n ± 0,40 ± 0,40 ± 0,50 ± 0,60 ± 0,80
l ± 0,80 ± 0,80 ± 1,00 ± 1,20 ± 1,60
Über 25 bis 63
e ± 0,25 ± 0,25 ± 0,30 ± 0,35 ± 0,40
n ± 0,50 ± 0,50 ± 0,60 ± 0,70 ± 0,80
l ± 1,00 ± 1,00 ± 1,20 ± 1,40 ± 1,60
Über 63 bis 160
e ± 0,30 ± 0,30 ± 0,35 ± 0,35 ± 0,50
n ± 0,60 ± 0,60 ± 0,70 ± 0,70 ± 1,00
l ± 1,20 ± 1,20 ± 1,40 ± 1,40 ± 2,00
Über 160 bis 500
e ± 0,35 ± 0,35 ± 0,40 ± 0,40 ± 0,50
n ± 0,70 ± 0,70 ± 0,80 ± 0,80 ± 1,00
l ± 1,40 ± 1,40 ± 1,60 ± 1,60 ± 2,00

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 12/17
5.3 Zulässige Abstände am äußeren Rand zwischen zwei gebogenen Rändern
Nennmaßbereich Toleranzklasse
Zulässige Abstände für folgende Dickenbereiche
Von
0,1
bis
0,35
Über
0,35
bis 1
Über 1
bis 3
Über 3
bis 6 Über 6 bis10
1 bis 6
e ± 0,20 ± 0,20 ± 0,25 - -
n ± 0,40 ± 0,40 ± 0,50 - -
l ± 0,80 ± 0,80 ± 1,00 - -
Über 6 bis 10
e ± 0,20 ± 0,20 ± 0,25 - -
n ± 0,40 ± 0,40 ± 0,50 - -
l ± 0,80 ± 0,80 ± 1,00 - -
Über 10 bis 25
e ± 0,25 ± 0,25 ± 0,25 ± 0,35 -
n ± 0,50 ± 0,50 ± 0,50 ± 0,70 -
l ± 1,00 ± 1,00 ± 1,00 ± 1,40 -
Über 26 bis 63
e ± 0,30 ± 0,30 ± 0,30 ± 0,40 ± 0,45
n ± 0,60 ± 0,60 ± 0,60 ± 0,80 ± 0,90
l ± 1,20 ± 1,20 ± 1,20 ± 1,60 ± 1,80
Über 63 bis 160
e ± 0,35 ± 0,35 ± 0,40 ± 0,45 ± 0,60
n ± 0,70 ± 0,70 ± 0,80 ± 0,90 ± 1,20
l ± 1,40 ± 1,40 ± 1,60 ± 1,80 ± 2,50
Über 160 bis 400
e ± 0,40 ± 0,40 ± 0,45 ± 0,50 ± 0,70
n ± 0,80 ± 0,80 ± 0,90 ± 1,00 ± 1,40
l ± 1,60 ± 1,60 ± 1,80 ± 2,00 ± 2,80
Über 400 bis
1000
e ± 0,50 ± 0,50 ± 0,60 ± 0,75 ± 0,90
n ± 1,00 ± 1,00 ± 1,00 ± 1,50 ± 1,80
l ± 2,00 ± 2,00 ± 2,00 ± 3,00 ± 3,50
Über 1000 bis
3000
e - ± 0,80 ± 1,00 ± 1,50 ± 2,00
n - ± 1,70 ± 2,00 ± 3,00 ± 4,00
l - ± 3,50 ± 4,00 ± 5,00 ± 6,00
6 Allgemeintoleranzen für Schweißkonstruktionen
6.1 Allgemeintoleranzen für Längenmaße
Gemäß EN ISO 13920-B: (http://www.tmf.de/bilder/Toleranzen.pdf)
Toleranzklasse
Nennmaße
2 bis
30
> 30
bis
120
> 120
bis
400
> 400
bis
1000
> 1000
bis
2000
> 2000
bis
4000
> 4000
bis
8000
> 8000
bis
12000
>
12000
bis
16000
>
16000
bis
20000
>
20000
Toleranzen
A
± 1
± 1 ± 1 ± 2 ± 3 ± 4 ± 5 ± 6 ± 7 ± 8 ± 9
B ± 2 ± 2 ± 3 ± 4 ± 6 ± 8 ± 10 ± 12 ± 14 ± 16
C ± 3 ± 4 ± 6 ± 8 ± 11 ± 14 ± 18 ± 21 ± 24 ± 27
D ± 4 ± 7 ± 9 ± 12 ± 16 ± 21 ± 27 ± 32 ± 36 ± 40

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 13/17
6.2 Allgemeintoleranzen für Winkelmaße
Gemäß EN ISO 13920-B:
Toleranzklasse
Nennmaße
Bis 400 > 400 bis 1000 > 1000
Toleranzen
A ± 20’ ± 15’ ± 10’
B ± 45’ ± 30’ ± 20’
C ± 1° ± 45’ ± 30’
D ± 1° 30’ ± 1° 15’ ± 1°
Berechnete und aufgerundete Toleranzen (en mm/m) 1)
A ± 6 ± 4,5 ± 3
B ± 13 ± 9 ± 6
C ± 18 ± 13 ± 9
D ± 26 ± 22 ± 18
1) Der in Millimeter/Meter angegebene Wert muss mit dem Wert (in Meter angegeben) des kleinsten
Schenkels des Winkels multipliziert werden.
6.3 Allgemeintoleranzen für Rechtwinkligkeit, Ebenheit und Parallelität
Gemäß EN ISO 13920-F:
Toleranzklasse
Nennmaße
> 30
bis 120
> 120
bis 400
> 400
bis
1000
> 1000
bis
2000
> 2000
bis
4000
> 4000
bis
8000
> 8000
bis
12000
>
12000
bis
16000
>
16000
bis
20000
>
20000
Toleranzen
E 0,5 1 1,5 2 3 4 5 6 7 8
F 1 1,5 3 4,5 6 8 10 12 14 16
G 1,5 3 5,5 9 11 16 20 22 25 25
H 2,5 5 9 14 18 26 32 36 40 40
7 Kugelstrahlen
Die Qualität des Kugelstrahlens ist wie folgt:
- Reinheit oder Reinheitsgrad von Ds 2 ½ oder Sa 2 ½ (ISO 8501-1)
- Rauheit der Klasse „mittel“ (NF EN ISO 8503)
8 Messangaben
8.1 Strahlbrenngeschnittene oder mit Laser zugeschnittene Teile
Die Messungen müssen auf Schnittflächen durchgeführt werden, die frei sind von Oxyden und sich außerhalb
der mangelhaften Bereiche befinden. Die Kanten müssen regelmäßig und sauber sein.

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 14/17
8.2 Gestanzte Teile
Während der Herstellung unterliegt ein gestanztes Werkstück standardmäßig Verformungen (siehe
nachstehendes Schema).
Die Messungen sollten daher in der „Nicht deformierten ZONE“ durchgeführt werden.
Zone ohne Verformung
Schema eines gestanzten Werkstücks
8.3 Winkelmessungen
8.3.1 Höhe eines gebogenen Randes
Der zu messende Bereich sollte sich höchstens 5 mm von dem Bereich, der von der Verformung der Biegung
betroffen ist, befinden (siehe nachstehendes Schema).
Anders gesagt sollte die Messung zwar so nah wie möglich an der Biegung, aber dennoch außerhalb des
gebogenen Bereichs durchgeführt werden, da dies das Ergebnis fälschen würde.
MESSBEREICH der Höhe eines gebogenen Randes
Länge oder Durchmesser
obere Verformungszone
Gratbildung
Untere
Verformungszone
Stä
rke
des
Tei
ls
Messungsbereich
Höhe

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 15/17
8.3.2 Abstand zwischen 2 gebogenen Rändern
Hier gilt dasselbe wie für die Messung der Höhe eines gebogenen Randes: die Messung soll an der Biegung,
aber außerhalb des verformten Bereichs stattfinden (siehe nachstehendes Schema)
MESSBEREICH des äußeren Abstands zwischen zwei gebogenen Rändern
Messungsbereich

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 16/17
8.4 Ebenheit
Die zu messenden Teile sollten derartige Auflagen haben, dass man eine minimale Durchbiegung des Teils
erhält (d.h. der günstigste Fall).
Die Durchbiegung wird dann zwischen der konkaven Seite („hohl“) des Teils und der Ebenheitsregel (oder
ggf dem Marmor) gemessen.
Messung des Ebenheitsfehlers: maximale Durchbiegung „f“
Ist das Lineal zur Messung der Ebenheit länger als das Teil, wird die Ebenheit des gesamten Teils gemessen.
Ist das Lineal zur Messung der Ebenheit kürzer als das Teil, wird der Fehler per Längeneinheit (Länge des
Lineals) ermittelt.
Länge des Lineals> Maße des Teils Länge des Lineals < Maße des Teils
Messtisch
Regel zur Abmessung der Ebenheit
Teil zum Prüfen
Nicht gemessen
Teil
Regel

WEISUNGSBLATT Identifizierung: INS-033.1
Toleranzen der TMA Gruppe Seite: 17/17
8.5 Koaxiliatät Eine ungefähre Methode besteht darin, den Unterschied der Radien in zwei diametrale orthogonale
Richtungen zu messen; die Unterschiede xi – yi müssen der Koaxialitätstoleranz so nahe wie möglich kommen
(0,8 im nachstehenden Beispiel).
Spezifikationsbeispiel Ungefähre Methode zur Überprüfung der Koaxialitätstoleranz
Beispiel zum obigen Fall:
Es wird gemessen x1 = 31, y1 = 31,6, x2 = 31,3, y2 = 31,4
Also: |x1 - y1| = 0,6 ≤ 0,8 et |x2 - y2| = 0,1 ≤ 0,8 → Die Koaxialität ist richtig.
8.6 Symmetrie
Eine ungefähre Methode besteht darin, den Breitenunterschied in mehrere hinsichtlich zum axialen Plan
orthogonale Richtungen zu messen: die berechneten Unterschiede xi – yi müssen der Toleranz t so nahe wie
möglich kommen.
Ungefähre Methode zur Überprüfung der Symmetrietoleranz.
Verbreitung. TMA-Zulieferer für Aluminiumbleche Präsident Techn. Verantw.
Standort TMA
x Einkaufsdirektor/Zulieferung x Methoden / BE x
Finanzdirektor x Techn. Verantw.
Standort LDA
x Verantw. Info/Planung x Techn. Verantw. Standort
NEOTEC
X
Verkaufsdirektor x Techn. Verantw.
Standort RDA
x Techn. Verantw. Standort
CHELLES
X
Indiz Datum Abänderung Verfassung Überprüfung Genehmigung
1 29/07/19 Intégration GED - - -
B 08/01/08 Normative Referenz OXY SM GC DK