Wissenschaftlicher Ergebnisbericht / Scientific Report 2006
9
Wissenschaftlicher Ergebnisbericht / Scientific Report 2006 Schwerpunkt / main research area Energie / Energy FE-Vorhaben / RD project E01 Rationelle Energieumwandlung Institutsbeitrag / institute's contribution 60150 Zentralabteilung Technologie / Central Technology Division (ZAT) Verantwortlich / in charge Dr. R. Sievering Email: [email protected] HGF-Forschungsbereich / Research Field Energy HGF-Programm / Programme Efficient Energy Conversion HGF-Thema / Topic Fuel Cells Internet www.fz-juelich.de/scientific-report Detailergebnisse / Details FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 1 von / of 9 1. Brennstoffzelle 1.1 Glaslotentwicklung für SOFC Ergänzend zu den Untersuchungen im System CaO-BaO-SiO2 wird das System BaO-MgO-SiO2 systematisch bezüglich der fügetechnischen Ei- genschaften evaluiert. Im letzten Dreivierteljahr wurden 25 Schmelzen erstellt, Bild 1.1 neben den Zusammensetzungen 1-16 konnten die bekannten Phasen des Systems mit Ausnahme von M2S, B2S (zu hohe Schmelztemperaturen), BMS und B3MS2 (hohe Kristallisationsgeschwindigkeiten) glasig abgeschreckt hergestellt werden. Bild 1.1: Das ternäre System BaO-MgO-SiO2, eingetragen die be- kannten kristallinen Phasen und die gefertigten Glaszu- sammensetzungen Diese Zusammensetzungen wurden zunächst be- züglich ihrer physikalischen Eigenschaften cha- rakterisiert. In Bild 1.2 sind die thermischen Aus- dehnungskoeffizienten von einigen Materialien als Funktion der Temperatur im Vergleich zu den SOFC-Komponenten dargestellt. Zwei der Glaskeramiken besitzen höhere Werte als Zelle und Interkonnektor; diese Werte waren mit Gläsern aus dem CaO-BaO-SiO2-System bis- her nicht zu erreichen. Die ternären Gläser wer- den im folgenden durch Zusatz von viskositätser- niedrigenden Oxiden für die fügetechnische An- wendung optimiert. Durch diese Zusätze ist eine Erniedrigung des Ausdehnungskoeffizienten zu erwarten, sodass die erwünschten Ausdehnungskoeffizienten er- reicht werden können. Ein im Vergleich zu den anderen SOFC-Materialien erhöhter Ausdeh- nungskoeffizient wäre wünschenswert, um die Spannungsverhältnisse von den mit den derzeit verwendeten Glasloten kritischen Zugspannungen in Druckspannungen zu verwandeln, die für ein glaskeramisches Material weniger schädlich wä- ren. 100 200 300 400 500 600 700 800 900 6 8 10 12 14 16 BMS 3 R10 B 2 MS 2 Crofer22APU NiO-Cermet CTE / 10 -6 K -1 Temperatur / °C Bild 1.2: Thermische Ausdehnungskoeffizienten von zwei Phasen und einer Glaszusammensetzung aus dem System BaO- MgO-SiO2 im Vergleich zu Interkonnektor und Zelle 0,00 0,25 0,50 0,75 1,00 amorph synthetisierte Zusammensetzungen amorph synthetisierte Phasen T liq > 1700 °C kristallin synthetisierte Phasen teilkristallin synthetisierte Phasen R16 R15 R14 R13 R9 R3 R7 R10 R11 R8 R2 R4 R12 R5 R6 R1 B3MS2 BMS BM2S2 B2MS2 B5S8 M2S MS BS B2S3 B3S5 B2S BMS3 BS2 MgO SiO 2 BaO
Transcript of Wissenschaftlicher Ergebnisbericht / Scientific Report 2006

Wissenschaftlicher Ergebnisbericht / Scientific Rep ort 2006 Schwerpunkt / main research area Energie / Energy FE-Vorhaben / RD project E01 Rationelle Energieumwandlung Institutsbeitrag / institute's contribution 60150 Zentralabteilung Technologie / Central Technology Division (ZAT) Verantwortlich / in charge Dr. R. Sievering Email: [email protected] HGF-Forschungsbereich / Research Field Energy HGF-Programm / Programme Efficient Energy Conversion HGF-Thema / Topic Fuel Cells Internet www.fz-juelich.de/scientific-report Detailergebnisse / Details
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 1 von / of 9
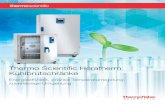
1. Brennstoffzelle 1.1 Glaslotentwicklung für SOFC Ergänzend zu den Untersuchungen im System CaO-BaO-SiO2 wird das System BaO-MgO-SiO2 systematisch bezüglich der fügetechnischen Ei-genschaften evaluiert. Im letzten Dreivierteljahr wurden 25 Schmelzen erstellt, Bild 1.1 neben den Zusammensetzungen 1-16 konnten die bekannten Phasen des Systems mit Ausnahme von M2S, B2S (zu hohe Schmelztemperaturen), BMS und B3MS2 (hohe Kristallisationsgeschwindigkeiten) glasig abgeschreckt hergestellt werden.
Bild 1.1: Das ternäre System BaO-MgO-SiO2, eingetragen die be -kannten kristallinen Phasen und die gefertigten Gla szu-
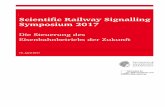
sammensetzungen Diese Zusammensetzungen wurden zunächst be-züglich ihrer physikalischen Eigenschaften cha-rakterisiert. In Bild 1.2 sind die thermischen Aus-dehnungskoeffizienten von einigen Materialien als Funktion der Temperatur im Vergleich zu den SOFC-Komponenten dargestellt.
Zwei der Glaskeramiken besitzen höhere Werte als Zelle und Interkonnektor; diese Werte waren mit Gläsern aus dem CaO-BaO-SiO2-System bis-her nicht zu erreichen. Die ternären Gläser wer-den im folgenden durch Zusatz von viskositätser-niedrigenden Oxiden für die fügetechnische An-wendung optimiert. Durch diese Zusätze ist eine Erniedrigung des Ausdehnungskoeffizienten zu erwarten, sodass die erwünschten Ausdehnungskoeffizienten er-reicht werden können. Ein im Vergleich zu den anderen SOFC-Materialien erhöhter Ausdeh-nungskoeffizient wäre wünschenswert, um die Spannungsverhältnisse von den mit den derzeit verwendeten Glasloten kritischen Zugspannungen in Druckspannungen zu verwandeln, die für ein glaskeramisches Material weniger schädlich wä-ren.
100 200 300 400 500 600 700 800 900
6
8
10
12
14
16
BMS3
R10 B
2MS
2
Crofer22APU NiO-Cermet
CT
E /
10-6 K
-1
Temperatur / °C
Bild 1.2:
Thermische Ausdehnungskoeffizienten von zwei Phasen und einer Glaszusammensetzung aus dem System BaO-
MgO-SiO2 im Vergleich zu Interkonnektor und Zelle
0,00 0,25 0,50 0,75 1,00
amorph synthetisierte Zusammensetzungen amorph synthetisierte Phasen T
liq > 1700 °C
kristallin synthetisierte Phasen teilkristallin synthetisierte Phasen
R16
R15
R14
R13R9
R3
R7R10
R11
R8
R2
R4
R12
R5
R6
R1
B3MS2 BMS
BM2S2
B2MS2
B5S8
M2S
MSBS
B2S3
B3S5
B2S
BMS3
BS2
MgO
SiO2
BaO

- 2 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 2 von / of 9
Zur Ermittlung statistisch abgesicherter Festig-keitsdaten wurden Rundzugproben mit Glas 48 und 76 gefertigt. Es wurden 20 bzw. 25 Messun-gen bei Raumtemperatur durchgeführt, 11 bzw. 14 der Messungen erfolgten zusätzlich bei 800 °C. Mit Glas 76 konnten zusätzlich Scherzugfes-tigkeiten untersucht werden. Die Daten sind in Tabelle 1.1 zusammengestellt. Die charakteristi-sche Bruchfestigkeit und der Mittelwert der Zug-festigkeiten liegen sehr ähnlich. Der Weibull Mo-dul ist niedrig, im Durchschnitt ~ 5, für 76 nur ~ 3. Der Weibull Modul erlaubt eine Berechnung der Versagensspannung für größere Flächen.
Im Stack ist die verwendete Glaslotfläche etwa 50 mal so groß wie bei den Proben d.h. der Festig-keitswert liegt bei 0.45 für einen Weibull Modul von 5 und 0.27 mal dem Festigkeitswert für einen Weibull Modul von 3. Berücksichtigt man dass die Festigkeit die Spannung angibt, bei der 67 % der Proben überleben werden, ergibt sich für eine Wahrscheinlichkeit von 90 % oder höher eine noch niedrigere erlaubte Spannung, welches be-sonders bei 800°C für Glas 76 kritisch sein könn-te.
Mittelwert Std.-Abw. Anzahl Characteristic strength
Std.-Abw.
Weibull Modulus
Std.-Abw.
Stirnzug Glas 76 - RT 10,98 2,21 25 11,9 0,4 6 1 Glas 76 - 800 °C 1,85 0,44 14 2,0 0,1 4 1 Glas 48 - RT 5,94 1,51 20 6,5 0,3 4 1 Glas 48 - 800 °C 6,71 0,6 11 7,0 0,2 11 3 Glas 84 - RT 7,35 1,33 6 7,9 0,5 5 2 87YSZ20 - RT 8,2 2,32 5 8,9 0,7 4 2 Scherzug Glas 76 - RT 19,58 6,97 22 21,8 1,4 3 1 Glas 76 - 800 °C 2,41 0,85 13 2,7 0,2 3 1 Glas 48 - RT 3 9,0 0,4 7 4
Tab. 1.1: Ergebnisse der Festigkeitsuntersuchungen der Gläser 48 und 76
Stackentwicklung: Leistungsstack Zur Entwicklung von Leistungsstacks für eine sta-tionäre Anwendung wurde das F-Stackdesign wei-ter verfolgt. In diesem Standarddesign wurden 23 Teststacks (mit Zellen 100 x 100 mm2) und 13 große Leistungsstacks (mit Zellen 200 x 200 mm2) gefertigt. Ein Teil dieser Stacks wurde welt-weit für Betriebstests an externe Forschungsein-richtungen und Firmen ausgeliefert, so z.B. ein 50-zelliger Leistungsstack an VTT in Finnland und einige Leistungsstacks an Saint Gobain in den USA. Das Hauptproblem bei der SOFC-Stackent-wicklung ist die nach wie vor zu hohe Alterungsra-te von etwa 1% Leistungsverlust nach 1000 h Be-triebszeit, die nach einigen 1000 h Betriebszeit zunehmend progressiv wird, sodass nach max. einem Jahr Betrieb ein Stack wegen Leistungs-mangel abgeschaltet wird. Eine eindeutige Klä-rung dieses Sachverhalts steht noch aus. Daneben zeigen die großen Leistungsstacks auch noch Mängel bezüglich Absetzverhalten, Dichtig-keit und Kurzschlussneigung, die noch eine kon-struktive Weiterentwicklung erfordert.
Diese Probleme ergaben sich aus der Maßstabs-vergrößerung von 100er Zellen auf 200er Zellen und dies vor allem bei einer großen Stapelhöhe von über 20 Zellen. Ein zuverlässigeres Absetzen der Stacks bei Inbetriebnahme und Abdichtung wurde nun durch eine verbesserte Maßtolerierung der Führungsbohrungen sowie durch die Verwen-dung von präzise geschliffenen keramischen Füh-rungsstäben erreicht. Im weitern wurden erste Versuche mit kurzen keramischen Führungsele-menten ausgeführt, die erfolgreich verliefen. Da-bei wird lediglich die Führung von einer Ebene zur nächsten Ebene bewirkt, womit ein Verklemmen beim Absetzen nach dem Erweichen des Glaslo-tes vermieden werden soll; dies ist im Bild 1.3 dargestellt.

- 3 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 3 von / of 9
Bild 1.3: Stackführung durch kurze keramische Elemente bei de r
Inbetriebnahme - graphische Darstellung
Bild 1.3: Stackführung durch kurze keramische Elemente bei de r
Inbetriebnahme - Ausführung Dichtigkeitsprobleme treten bei den großen Stacks im Bereich der Manifolds auf. Diese wer-den durch die Instabilität der Manifoldwand be-wirkt, die sich vor allem im Bereich der Glaslot-dichtung bei hoher Temperatur durchbiegt und somit das Glaslot nicht ausreichend an. Eine Ab-hilfe wurde hierfür durch Abstandhalter zwischen den einzelnen Ebenen geschaffen, Bild 1.4 .
Bild 1.4: Versteifung der Manifoldwand durch Abstandhalter (o ben)
im Kathodenraum und durch Ni-Netz (rechts) im Anodenraum.
Die Kurzschlüsse können bei den großen Stacks zwischen Interkonnektorrahmen und dem nach-folgenden Interkonnektor im Bereich der Zelle auf-treten. Hier ist der Rahmen zu schwach und kann sich beim Pressen während dem Absatzvorgang verbiegen, sodass er trotz Glaslotlage den folgen-den Interkonnektor berühren kann. Dieses Prob-lem soll zunächst durch eine Verbreiterung des Rahmens von 7,5 auf 12 mm entschärft werden. Im weitern werden aber auch andere Lösungsvor-schläge verfolgt, wie z.B. eine wesentliche Ver-steifung der Schachstelle durch ein Verschweißen von Interkonnektor mit dem Rahmen; Vorversu-che hierzu laufen. Kassettenstack Für die mobile Anwendung der SOFC wird im Rahmen von Drittmittelprojekten (ENSA, Zeus II) ein Leichtgewichtdesign entwickelt, wobei der Stack vor allem aus dünnen geprägten Blechen aufgebaut ist und zusätzlich möglichst leichte d.h. dünne Zellen verwendet werden. In 2006 wurden 25 Kassettenstacks gefertigt mit bis zu 20 Zellen-ebenen. Bei diesen Stacks wird zunächst eine Kassette durch RAB (Reactive Air Brazing) zwi-schen Zelle und Zellenrahmen eingelötet und ei-ner anschließend diese Einheit mit dem Interkon-nektorblech mittels Laserstrahl verschweißt. Die Kassetten werden anschließend mit Glaslot zum Stack gefügt (sog. CS-Design). Das CS II –Design ist eine Weiterentwicklung des CS- Kassettendesigns. Es soll eine Verbesserung bezüglich der Zuverlässigkeit beim Löten und der Bruchgefahr der Zellen beim Schweißen erbrin-gen. Für das Löten wurde vor allem die Lötfuge verbreitert, um einen Lotaustritt zu vermeiden. Zur Reduzierung der Bruchgefahr beim Schweißen wurde am äußeren Rand vom ursprünglichen Schiebesitz auf eine Kehlnaht übergegangen, um Biege- oder Zugspannungen im Zellenrand beim Abkühlen der Schweißnaht zu vermeiden.

- 4 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 4 von / of 9
Im Weiteren wird durch die Verwendung einer ke-ramischen Beschichtung im Fügebereich zwi-schen Interkonnektor- und Rahmenblech die Mög-lichkeit geschaffen, dass die Stackfügung auch ohne Glaslot erfolgen kann. Dazu werden zwei RAB- Lote mit unterschiedlichen Löttemperaturen verwendet. Hierbei wird z. B.. ein Lot mit 980 °C -Arbeitstemperatur für die Fügung der Zelle mit dem Fensterblech und ein Lot mit 1000 °C- Ar-beitstemperatur für die Verbindung von Interkon-nektor- und Rahmenblech zu einem „Sandwich“ eingesetzt. Hierdurch kann der Brennstoffzellen-stapel sequenziell bei RT aufgebaut werden, so-dass nach jedem Anschweißen eines weiteren Sandwiches der Stapel auf Dichtigkeit überprüft werden kann. Das Bild 1.5 verdeutlicht diesen Sachverhalt durch die Gegenüberstellung der bei-den Bauarten Kassetten- und Sandwichdesign.
a) Kassettenstack durch Stapelung von 09genommenM transferiert wird (Tn (ENSA, Zeus II)
b) sequentieller Stackbau bei RT mit Kassetten mitt els Glaslot bei 850 °C Sandwiches durch
Laserstrahlschweißen Bild 1.5: Vergleich von Stackbau mit CS II-Kassette n und
CS II- Sandwichelementen Bis dato wurden 58 CS II - Kassetten gefertigt, bei denen Zellen der Firmen HCStark und Ceramtec verarbeitet wurden. Zunächst standen nur ge-krümmte Zellen (Dicke von 0,3 bis 0,5 mm) mit ei-ner Durchbiegung von 1,5 bis zu 2,5 mm zur Ver-fügung. Die Arbeiten zeigten wiederum, dass Zel-len mit starker Krümmung von über 0,5 mm nicht zuverlässig verarbeitet werden können. Die meis-ten stark gekrümmten Zellen brechen bereits beim Einlöten in das Rahmenblech oder später beim Schweißen der Kassetten. Eine fertige CS II –Kassette mit Glaslotauftrag ist im Bild 1.6 darge-stellt. Ein erster Stack mit CS II-Kassetten und Zellen von Ceramtec wurde gebaut und zum Test ausgeliefert.
Bild 1.6: CS II-Kassette Lötversuche zum Sandwich- Design: CS-Sandwich Insgesamt wurden 34 Lötungen durchgeführt, die aber alle Ausschuss waren da keine Dichte und gleichzeitig isolierende Verbindungen erreicht wurden. Die Undichtigkeiten werden durch Risse in der Beschichtung ( VPS-Spinell + Sperrschicht oder APS-Spinell + Sperrschicht) hervorgerufen, die meist senkrecht zur Schichtebene oder auch in der Ebne der Schicht verlaufen. Die Kurzschüs-se entstehen entweder durch Lotaustritte, wie in Bild 1.6 gezeigt oder durch Lotinfiltration der Ris-se in der keramischen Beschichtung. Im Weiteren können verstärkt Poren im Lot auftreten. CS II- Sandwich Beim CSII-Design ist die Beschichtungsfläche auf den Unterschalen und die Lötbreite vergrößert worden. Darüber hinaus wurden auch verschie-dene Beschichtungssysteme, (Typen, Verfahren, Beschichtungsdicken, Lagenaufbau.) getestet. Von 15 Versuchen waren 2 Proben dicht und iso-lierend. Eine Probe hiervon (Probe CSII-01) wird im IWV-1 thermozykliert. Sie ist nach 75 Thermo-zyklen noch dicht und isolierend, aber verzogen (>1mm). Derzeit liegen 4 verschiedene Beschich-tungstypen zur Untersuchung vor.
Bild 1.7: Durchstrahlungsaufnahme eines CSII-Sandwichverbunde s
(CSII-04) die die Lot-Porosität und Lotaustritte ze igt

- 5 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 5 von / of 9
Prägen der Kassettenteile durch Hydroforming Durch die Anwendung des Hydroformings verkür-zen sich die Entwicklungszyklen bei der SOFC –Leichtbauweise. Da hierbei wesentlich geringere Kräfte auf die Matrize einwirken, kann diese deut-lich einfacher erneuert bzw. modifiziert und somit eine Designänderung beschleunigt werden. Wei-tere Vorteile des Hydroformings sind eine gleich-mäßigere Wandstärke und eine geringere Verwer-fung der Prägeteile. Somit sind präzisere Teile herstellbar, Bild 1.8 . Im unteren Bildteil ist der Querschnitt durch je eine Welle des Interkonnek-torbleches (0,5 mm Wandstärke) dargestellt und zwar links eine übliche Prägung und rechts eine Prägung durch Hydroforming. Im weitern lässt sich durch Hydroforming die Welle einer Trapez-form annähern, womit der Kontakt zwischen Zelle und Interkonnektor verbessert wird.
Bild 1.8: Teilausschnitt der Prägematrize (links) und verbesserte Formgebung (rechts)
1.2 Stackbau Auf Basis von Glas 76 wurden Varianten mit ver-schiedenen Zink bzw. Vanadium-Gehalten syn-thetisiert, Tab. 1.2. Aufbauend auf den durchge-führten Arbeiten sollte der Einfluss der benet-zungsfördernden und kristallisationskontrollieren-den Additive in kleinen Konzentrationsbereichen untersucht werden.
91 76-0,5Zn 92 76-Zn 93 76-V 94 76-Zn-V 95 76-V-0,5Zn 96 76-0,5V 97 76-0,5Zn-0,5V 98 76-0,5V-Zn
Tab. 1.2: Varianten auf Basis von Glas 76 durch Elimination d es
halben bzw. vollen ZnO und V2O5-Gehalts
Die Charakterisierung der physikalischen Eigen-schaften erfolgte zunächst an amorphem Material. Die dilatometrischen Messungen zeigten, dass durch die Zugabe von Zink und Vanadium der thermische Ausdehnungskoeffizient erniedrigt wird. Des Weiteren bewirken die Zugaben eine Erniedrigung der Transformationstemperaturen, Bild 1.9 . Durch Differenz-Thermoanalyse (DTA) wurden die Kristallisationstemperaturen sowie Transformationstemperaturen bestimmt, Tab. 1.3. Die Transformationstemperaturen stimmen sehr gut mit den aus der Dilatometrie erhaltenen Daten überein. Die Zugabe von ZnO führt zu einer Erhö-hung der Kristallisationstemperaturen. Die Zn-freien und V-haltigen Gläser zeigen eine weitere Kristallisationstemperatur bei ca. 915 °C. Der en-dotherme Peak der wieder aufschmelzenden Glaskeramik ist im Vergleich zu Glas 76 zu höhe-ren Temperaturen verschoben. Mikrostrukturelle Untersuchungen wurden an ge-pressten und gesinterten Pulvertabletten durchge-führt, Bild 1.10 . Die Auslagerungszeit betrug 10 Stunden, die Temperatur wurde variiert von 750/800/850/900 °C. Von den Pellets wurden Querschliffe präpariert und im Rasterelektronen-mikroskop nachuntersucht. In Bild 1.11 sind exemplarisch zwei Aufnahmen der bei 750 °C ausgelagerten Proben dargestellt. Bei allen Proben war die Porosität sehr gering und der Anteil der Restglasphase sehr hoch. Vor-nehmlich bildet sich das binäre Bariumsilikat 2BaO·3SiO2. Oben in Bild 1.11 ist Glas 93 exem-plarisch für die Zn/V-reichen Gläser dargestellt, bei denen der Kristallitanteil sehr gering ist. Unten ist Glas 94 zu sehen, das keine Zusätze von Zn/V enthält. Ähnliche Mikrostrukturen sind für die Zn/V-armen Gläser gefunden worden.

- 6 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 6 von / of 9
Tab. 1.3: Charakteristische Temperaturen ermittelt mittels DTA
200 300 400 500 600 700 8007
8
9
10
11
12
CT
E (
10-6/K
-1)
T(°C)
93 (76-V) 94 (76-V-Zn) 95 (76-V-0,5Zn) 96 (76-0,5V-Zn) 97 (76-0,5V-0,5Zn) 98 (76-0,5V-Zn) 91 (76-0,5Zn) 92 (76-Zn)
Bild 1.9: Thermischer Ausdehnungskoeffizient als Funktion der
Temperatur der Gläser 91-98
Bild 1.10: Makro-Aufnahme der bei 850 °C für 10 h
gesinterten Pulverpresslinge
Bild 1.11: REM-Aufnahme der bei 750 °C für 10 h gesinterten
Pulverpresslinge, oben Glas 93, unten Glas 94
Die Mikrostruktur der bei 800 und 850 °C ausge-lagerten Proben ähnelt sich sehr stark. In Bild 1.12 ist exemplarisch für diese Bedingungen die Aufnahmen der bei 850 °C ausgelagerten Proben von 93 (oben) und 94 (unten) dargestellt. Die Porosität ist durch die Volumenkontraktion während der Kristallisation deutlich erhöht. Glas 93 als Stellvertreter für die Zn-reichen Gläser hat einen relativ hohen Anteil an Restglasphase, die Zn/V-armen Gläser weisen einen deutlich höheren Kristallisationsgrad auf. Bei Temperaturen zwi-schen 800 und 850 °C bildet sich als Hauptpha-sen BaO·2SiO2 und ternäre Ca-Ba-Silikate mit verschiedenen Verhältnissen von Ca:Ba:Si.
Bild 1.12: REM-Aufnahme der bei 850 °C für 10 h gesinterten
Pulverpresslinge, oben Glas 93, unten Glas 94
91 92 93 94 95 96 97 98 76 (°C) 76-0,5Zn 76-Zn 76-V 76-Zn-V 76-V-0,5Zn 76-0,5V 76-0,5Zn-0,5V 76-0,5V-Zn Tg 647 651 658 668 647 626 650 637 647
T cryst. peak 810 819 (807) 817 813 808 (804) 772 806 913 919
Endothermal peak 1036 1047 1030 1063 1042 1026 1048 1059 972

- 7 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 7 von / of 9
In der makroskopischen Bewertung der bei 900 °C ausgelagerten Presslinge konnte eine mi-nimale Schrumpfung festgestellt werden. Die Querschliffe, Bild 1.13 zeigen einen sehr starken Kristallisationsgrad und hohe schaumähnliche Po-rosität. Die Form der Poren sind längliche und zum Teil flachgedrückte Poren. Diese beiden Phänomene unterstützen die Vermutung, dass der Temperaturbereich des viskosen Sinterns zu schnell überschritten wurde und Temperaturen für die Kristallisation bei hohen Geschwindigkeiten erreicht wurden.
Bild 1.13: REM-Aufnahme der bei 900 °C für 10 h gesinterten
Pulverpresslinge, oben Glas 93, unten Glas 98 Die Fügeversuche wurden an Sandwichproben aus Crofer22APU (50 x 50 mm²) mit drei ver-schiedenen Temperaturprozessen durchgeführt. Die Heizraten und Haltezeiten waren in allen Ver-suchen gleich (2 K/min, 10 h), die Fügetemperatur betrug 790, 800 bzw. 830 °C. Die Ergebnisse für die Fügung bei 790 °C ergab nur bei Glas 91 und 92 (V-reiche Gläser) eine akzeptable Gasdichtig-keit, bei allen anderen Gläsern war die Haftung mangelhaft.
Durch Erhöhung auf 800 °C konnte bis auf die Gläser 94 und 95 (kein bzw. geringer Zn-Zusatz) eine gasdichte Probe hergestellt werden, das Ab-setzverhalten war jedoch zu gering. Die Fügungen mit Haltezeit bei 830 °C konnte bei allen Proben die Anforderung der Gasdichtigkeit erfüllen, der Spalt war nur bei den Zn-freien Gläsern zu groß (92/94/95/98). Zum jetzigen Zeitpunkt der Studie kann zusam-menfassend gesagt werden, dass der Zusatz von Zink einen deutlichen Einfluss auf das fügetechni-sche Verhalten der Gläser hat, da zum einen der Anteil der Restglasphase erhöht wird und das Be-netzungs- und Absetzverhalten durch Erniedri-gung der Viskosität verbessert wird. Mit den bis-lang durchgeführten Analysen kann der Einfluss des Vanadiumoxides nicht erkannt werden. In weiterführenden Versuchen wird neben der Aus-dehnungsmessung an kristallisierten Proben und Ermittlung der Erweichungstemperatur durch Ab-sinkdilatometrie auch die Untersuchung von Querschliffen der gefügten Proben erfolgen. SOFC600 Die ersten Aktivitäten des im März 06 gestartete EU-IP SOFC 600 beinhalten im WP 3 „Seals“ die Evaluierung der Standard-Materialien für den Ein-satz bei 600 °C. Zu diesem Zweck wurden Sand-wichproben aus Crofer22APU mit den Gläsern 84 und 87YSZ20 hergestellt, die im IWV-3 für 1500 h bei 600 °C in dualer Atmosphäre ausgelagert werden. Während der Auslagerung wurden keine Änderungen des Widerstands festgestellt. Die Gasdichtigkeiten der ausgebauten Proben zeigten für Glas 87YSZ20 keine Änderungen, bei Glas 84 wurden He-Leckageraten im Bereich 10-3 mbar·l·s-1 gemessen. Die Proben wurden metal-lographisch präpariert und im REM nachunter-sucht. Der Dreiphasenbereich Stahl-Glas-Gas war bei allen Proben unauffällig. Die Mikrostruktur von Glas 87YSZ20 weist auch nach 1500 h bei 600 °C einen sehr geringen Kristallisationsgrad auf, Bild 1.14 oben . Die mit Glas 84 gefügten Stahl-proben haben an der Grenzfläche zum Stahl sehr viele Poren und Kavernen, Bild 1.14 unten . Zu-dem ist die Breite der Glaslotfuge mit einer Breite von 5 mm schmaler als die üblicherweise entste-hende Breite von 7-8 mm. Die aufgetragene Men-ge an Glaslot war zu gering. Die Porosität an der Grenzfläche in Verbindung mit der zu schmalen Fügebreite kann die Leckraten im Bereich 10-3 mbar·l·s-1 erklären.

- 8 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 8 von / of 9
Bild 1.14: REM-Aufnahmen der Querschliffe von 1500 h in dualer Atmosphäre bei 600 °C ausgelagerten Sandwichproben
aus Crofer22APU 1st mit Glas 87YSZ20 (oben) und 84 (unten)
1.3 Magnetotomographie für Brennstoff zellenstack Der schon im Jahresbericht 2005 beschriebene Verfahrtisch zur Detektion von Stromdichteinho-mogenitäten mit Hilfe des Magnetotomograhie-
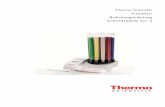
Bild 1.15: Schematischer Aufbau der Magnetotomographieanlage f ür
das IWV 3. Das Ablaufprogramm und die Visualisierun g wurden mit LabView auf einem PC realisiert.
Verfahrens wurde fertiggestellt und im Januar des Berichtsjahres an das IWV 3 ausgeliefert. Der schematische Aufbau der Anlage ist in Bild 1.15 dargestellt. Messungen zur Qualifizierung der Anlage finden seit Sommer durch einen Doktoranden der Uni-versität Göttingen statt. Als Verbesserung seitens der ZAT konnte inzwischen insbesondere die Sensorplatine verkleinert werde, um geringere Abstände zwischen der Brennstoffzelle und dem Sensor zu realisieren. Bild 1.16 dokumentiert die-se Entwicklung. Parallel zu den Arbeiten am Verfahrtisch wurden numerische Untersuchungen durchgeführt, um die Empfindlichkeit der Magnetotomographie für Brennstoffzellen auszuloten. Als grundlegendes Modell wurde ein kugelförmiger, isolierender De-fekt in einer ansonsten homogen leitfähigen, qua-derförmigen Brennstoffzelle angenommen, durch deren Stirnflächen ein homogener Strom ein- bzw. austritt. Bei einer vorgegebenen Magnetfeldemp-findlichkeit des Sensors von etwa 12 nT lässt sich fragen, welche Größe ein Defekt z. B. in der Mitte des Quaders, d.h. der Brennstoffzelle, aufweisen muss, um von einem Sensor noch sicher, d.h. mit 120 nT nachgewiesen werden zu können. Bild 1.17 gibt hierüber Auskunft. Die Innenseite des Quaders bildet die Feldwerte an der Oberfläche der Brennstoffzelle ab, seine um 10 mm versetzte Mittelfläche die Werte, die die für die Sensoren zugänglich sind. In dieser Darstellung weist der mittig positionierte Defekt einen Durchmesser von etwa 43 mm auf und er-zeugt ein Feld von etwa 120 nT in Höhe des De-fektes.
Bild 1.16: Sensor, neue und verkleinerte Sensorplatine
(links oben, Vorderseite und Rückseite) und alte Se nsor-platine (rechts)
PC
Schrittmotorsteuerung
Analog-Ausgabe
Messwert-erfassung
Sensor- versorgung
Digitale Ausgabe
Digitale Eingabe
Messkopf 1
Messkopf 2
Verfahrtisch

- 9 -
FZJ - Wissenschaftlicher Ergebnisbericht - Scientific Report 2006 Details E01 60150 ZAT 122 Seite / page 9 von / of 9
Bild 1.17: Konturdarstellung der Änderung der Flussdichte indu ziert
durch einen kugelförmigen Defekt in einer Brennstoffzelle. Die angegebenen Werte der Farbskal a
tragen die Einheit Nano-Tesla. Das IEF-3 misst der Magnetotomographie einen hohen Stellenwert bei und möchte in einem Fol-geprojekt die Messzeiten, die bisher bei einigen zehn Minuten liegen, deutlich reduzieren, um Vor-gänge in der Bennstoffzelle mit besserer zeitlicher Auflösung erfassen zu können. Mit dem bisheri-gen Einzelschrittverfahren, bei dem an jedem Messpunkt angehalten wird, wird diese Anforde-rung nicht erfüllt werden können. Erst durch den Übergang von bisher zwei Dreiachsensensoren auf ein Mehrkanalsystem mit mehren zehn Senso-ren und einer kontinuierlichen, während der Mess-fahrt betriebenen Datenaufnahme wird sich dies erreichen lassen. Von Nachteil ist jedoch, dass bei dieser Messart zurzeit nur ein Messwert pro Koordinate genommen werden kann. Periodische Störsignale, die durch Mittelung des Signals eli-miniert werden können, verschlechtern so die Messergebnisse. Im nächsten Jahr soll u. a. un-tersucht werden, ob durch eine höhere Messrate, Mittelung der Messergebnisse und Zuordnung dieses Mittelwertes zu einer gemittelten Koordina-te, dieser Nachteil ausgeglichen werden kann.
2. CO2 - Abtrennung Im Rahmen des Projektes zur CO2 – Abtrennung werden vom IEF-1 Membranen für verschiedene Gastrennverfahren entwickelt. Vom ZAT wurde hierzu ein Teststand konzipiert, konstruiert und gebaut, der eine Messung des Permeations- und Separationsverhaltens dieser Membranen im IEF-2 ermöglicht. Nachdem in Jahre 2005 die wesentlichen Arbeiten zum Aufbau des Teststandes abgeschlossen wurden, beschränkten sich die Arbeiten im Be-richtsjahr auf den Test und die Weiterentwicklung des Hochtemperaturrezipienten sowie die Anpas-sung der Anlagensteuerung an die aus der Inbe-triebnahme gewonnenen Erfahrungen.
Bild 2.1: Quarzglas-Hochtemperaturrezipient in der Fertigung
Der zunächst umgesetzte Wusch seitens des Auf-traggebers die zu messenden Membranen in den Hochtemperaturrezipienten, Bild 2.1 einzulöten und somit eine hohe Gasdichtigkeit zu gewährleis-ten wurde aufgrund des damit verbundenen ho-hen Aufwandes im Messeinsatz fallen gelassen. Die nun im Einsatz befindliche neue Version des Hochtemperaturrezipient erlaubt eine Abdichtung der Membran mittels Golddichtung und somit eine zerstörungsfreie Entnahme der Membran nach der durchgeführten Messung. Die interne Regelung des verwendeten Ofens er-wies sich insbesondere bei Verwendung des Hochdruck-Stahlrezipienten als zu träge. Nach Analyse des Aufheizverhaltens wurde eine ver-besserte Ofenansteuerung entwickelt und imple-mentiert, die eine signifikante Verkürzung der Aufheizzeiten ermöglicht.
0 120 13,3 26,7 40,0 53,3 66,7 80,0 93,3 107