Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren · Charakter einer Doppelschicht hat,...
44
Merkblatt 447 Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren Stahl-Informations-Zentrum
Transcript of Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren · Charakter einer Doppelschicht hat,...
-
Merkblatt 447
Wärmebehandlung von Stahl –Nitrieren und Nitrocarburieren
Stahl-Informations-Zentrum
-
2
Stahl-Informations-Zentrum
Das Stahl-Informations-Zentrumist eine GemeinschaftsorganisationStahl erzeugender und verarbei-tender Unternehmen. Markt- undanwendungsorientiert werden fir-menneutrale Informationen überVerarbeitung und Einsatz desWerkstoffs Stahl bereitgestellt.
Verschiedene Schriftenrei-hen bieten ein breites Spektrumpraxisnaher Hinweise für Kon-strukteure, Entwickler, Planerund Verarbeiter von Stahl. Sie fin-den auch Anwendung in Ausbil-dung und Lehre.
Vortragsveranstaltungenschaffen ein Forum für Erfahrungs-berichte aus der Praxis.
Messebeteiligungen undAusstellungen dienen der Präsen-tation neuer Werkstoffentwicklun-gen sowie innovativer, zukunfts-weisender Stahlanwendungen.
Als individueller Servicewerden auch Kontakte zu Institu-ten, Fachverbänden und Spezialis-ten aus Forschung und Industrievermittelt.
Die Pressearbeit richtet sichan Fach-, Tages- und Wirtschafts-medien und informiert kontinuier-lich über neue Werkstoffentwick-lungen und -anwendungen.
Das Stahl-Informations-Zentrumzeichnet besonders innovativeAnwendungen mit dem Stahl-Innovationspreis aus (www.stahlinnovationspreis.de). Er isteiner der bedeutendsten Wettbe-werbe seiner Art und wird alledrei Jahre ausgelobt.
Für die Aus- und Weiterbildungvon Bauingenieuren steht dasStahlbau-Lehrprogramm mitFachbeiträgen und Berechnungs-beispielen auf CD-ROM zur Verfü-gung.
Die Internet-Präsentation(www.stahl-info.de) informiertu. a. über aktuelle Themen undVeranstaltungen und bietet einenÜberblick über die Veröffentli-chungen des Stahl-Informations-Zentrums. Schriftenbestellungensowie Kontaktaufnahme sind on-line möglich.
Impressum
Merkblatt 447„Wärmebehandlung von Stahl –Nitrieren und Nitrocarburieren“Ausgabe 2005ISSN 0175-2006
Herausgeber:Stahl-Informations-Zentrum,Postfach 10 48 42, 40039 Düsseldorf
Autor:Dr.-Ing. Dieter Liedtke, 71636 Ludwigsburg
Redaktion:Stahl-Informations-Zentrum
Die dieser Veröffentlichung zu-grunde liegenden Informationenwurden mit größter Sorgfalt re-cherchiert und redaktionell be-arbeitet. Eine Haftung ist jedochausgeschlossen.
Ein Nachdruck – auch auszugs-weise – ist nur mit schriftlicherGenehmigung des Herausgebersund bei deutlicher Quellenangabegestattet.
Titelbild:Plasmanitrieren/-nitrocarburierenvon Zahnrädern (Fa. Plasma Tech-nik Grün).
Merkblatt 447
Mitglieder des Stahl-Informations-Zentrums: • AG der Dillinger Hüttenwerke• Agozal Oberflächenveredelung GmbH• Arcelor RPS Sàrl, Luxemburg• Benteler Stahl/Rohr GmbH• EKO Stahl GmbH, Gruppe Arcelor• Gebr. Meiser GmbH• Georgsmarienhütte GmbH• Mittal Steel Germany GmbH• Rasselstein GmbH• Remscheider Walz- und Hammerwerke Böllinghaus u. Co. KG• Saarstahl AG• Salzgitter AG Stahl und Technologie• Stahlwerke Bremen GmbH, Gruppe Arcelor• ThyssenKrupp Electrical Steel GmbH• ThyssenKrupp GfT Bautechnik GmbH• ThyssenKrupp Stahl AG• ThyssenKrupp VDM GmbH• Wickeder Westfalenstahl GmbH
-
3
InhaltSeite
1 Allgemeines ..................... 41.1 Zweck des
Wärmebehandelns .......... 41.2 Begriffsbestimmungen
für das Nitrieren und Nitrocarburieren ............. 4
1.3 Zweck des Nitrierens und Nitrocarburierens .... 5
2 Die Wechselwirkung zwischen Eisen und Stickstoff bzw. zwischenEisen, Stickstoff und Kohlenstoff ..................... 6
3 Die Vorgänge in der Werkstoffrandschicht beim Nitrieren und Nitrocarburieren ............. 7
4 Aufbau der Nitrier- und Nitrocarburier-schicht ......................... 10
4.1 Verbindungsschicht ...... 104.2 Diffusionsschicht ......... 11
5 Wirkung der Stickstoff-anreicherung auf den Werkstoffzustand .......... 13
5.1 Härte und Härteprofil .... 135.2 Geometrie ..................... 175.2.1 Maße und Formen ......... 175.2.2 Oberflächenrauheit ....... 18
6 Wirkung des Nitrierens/Nitrocarburierens auf die Werkstückeigen-schaften ........................ 19
6.1 Statische Festigkeit und Schwingfestigkeit ... 19
6.2 Verschleißverhalten ..... 216.3 Korrosionsverhalten ..... 22
10 Prüfen nitrierter und nitrocarburierter Werkstücke ................... 31
10.1 Dicke der Verbindungsschicht ...... 31
10.2 Nitrierhärtetiefe ............ 31
11 Hinweise für die Konstruktion nitrierter und nitrocarburierter Werkstücke ................... 32
11.1 Stahlauswahl ................. 3211.2 Wärmebehandlungs-
gerechte Formgestaltung ............. 32
11.3 Zeichnungsangaben ...... 33
12 Anwendungsbeispiele .... 3312.1 Bauteile ......................... 3312.2 Werkzeuge .................... 3612.2.1 Kaltarbeitswerkzeuge ... 3612.2.2 Warmarbeits-
werkzeuge .................... 3612.2.3 Werkzeuge aus
Schnellarbeitsstählen ... 38
13 Hinweise zur Anlagentechnik ............. 39
13.1 Allgemeines .................. 3913.2 Anlagen zum Salzbad-
nitrocarburieren ............ 3913.3 Anlagen zum
Gasnitrieren/-nitrocarburieren ........... 39
13.4 Anlagen zum Plasmanitrieren/-nitrocarburieren ........... 41
14 Literaturangaben ........... 41
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
7 Durchführung des Nitrierens und Nitrocarburierens ......... 23
7.1 Allgemeines ................... 237.2 Gasnitrieren und
Gasnitrocarburieren ...... 237.3 Salzbadnitro-
carburieren ................... 277.4 Pulvernitro-
carburieren ................... 27
8 Vorbehandeln und Vorbereiten der Werkstücke ................... 27
8.1 Vorbehandlung ............. 278.1.1 Spannungsarm-
glühen ........................... 278.1.2 Normalglühen ............... 288.1.3 Vergüten ....................... 288.2 Vorbereiten der
Werkstücke ................... 288.2.1 Reinigen der
Werkstücke ................... 298.2.1.1 Waschen ..................... 298.2.1.2 Entgraten .................... 298.2.1.3 Strahlen ...................... 298.2.1.4 Beizen ......................... 298.2.2 Voroxidieren ................. 298.2.3 Vorbereiten für ein
örtlich begrenztes Nitrieren oder Nitrocarburieren ........... 30
9 Nachbehandeln ............. 309.1 Reinigen ........................ 309.2 Auslagern ...................... 309.3 Nachoxidieren .............. 309.4 Diffusionsbehandeln ..... 309.5 Spanendes Bearbeiten .... 30
Seite Seite
-
4
1 Allgemeines
1.1 Zweck des Wärmebehandelns
Der Werkstoffzustand, in demWerkstücke aus Stahl, Gusseisenoder Sintereisen hergestellt undbearbeitet werden, erfüllt nur sel-ten gleichzeitig auch die Anforde-rungen, die sich aus dem Anwen-dungszweck ergeben. Um die er-forderlichen Gebrauchseigenschaf-ten herzustellen, ist es daher not-wendig, den Werkstoffzustand zuändern. Hierzu eignet sich beson-ders ein Wärmebehandeln. Damitlassen sich Härte, Verschleißwider-stand, Festigkeit bei ruhender undschwingender Belastung, Korro-sionswiderstand sowie weitereEigenschaften den vorliegendenAnforderungen optimal anpassen.Gleichzeitig lässt sich damit auchdas Verhältnis zwischen Belastbar-keit und Werkstückform und -ab-messung optimieren, so dass dieSicherheit gegen einen frühzeitigen
Ausfall oder ein Versagen vergrö-ßert oder bei gleich großer Sicher-heit die Abmessung verringertwerden kann.
Wärmebehandeln heißt nachDIN EN 10052 „ein Werkstückganz oder teilweise Zeit-Tempe-ratur-Folgen zu unterwerfen, umeine Änderung seiner Eigenschaf-ten und/oder seines Gefüges her-beizuführen. Gegebenenfalls kannwährend der Behandlung die che-mische Zusammensetzung desWerkstoffs geändert werden“.
Je nach Werkstoff und Ziel desWärmebehandelns stehen mehrereunterschiedliche Verfahren zurAuswahl. Bei einigen Verfahrenwird der Werkstoffzustand gezieltüber den gesamten Querschnittverändert. Dies trifft auf das Glü-hen, Härten, Anlassen, Vergütenoder Bainitisieren zu, vgl. Merk-blatt 450. Bei anderen Verfahrenist vorzugsweise eine Veränderungder Randschicht beabsichtigt, wiebeim Randschichthärten, beim Ni-trieren oder beim Nitrocarburieren.
Bei einer weiteren Gruppe von Ver-fahren zielt das Wärmebehandelnzwar primär auf die Randschichtab, jedoch ist es unvermeidbar,dass auch das Werkstückinnereebenfalls beeinflusst wird. Dies istder Fall beim Einsatzhärten – vgl.Merkblatt 452 – oder z. B. bei denDiffusionsbehandlungen Borierenund Chromieren.
Bild 1 gibt eine Übersicht überdie derzeit industriell gebräuch-lichsten Verfahren zum Ändernvon Randschichteigenschaften.In diesem Merkblatt werden dasNitrieren und Nitrocarburierenbehandelt.
1.2 Begriffsbestimmungen für das Nitrieren und Nitrocarburieren
Nach DIN EN 10052 soll derBegriff Nitrieren für das „thermo-chemische Behandeln zum Anrei-chern der Randschicht eines Werk-stückes mit Stickstoff“ benutzt wer-
Merkblatt 447
Wärmebehandlungsverfahrenzur Verlängerung der Lebensdauer von Werkstücken und Werkzeugen
durch Ändern der Randschicht
Thermochemische DiffusionsbehandlungVerfahren, bei denen
die chemische Zusammensetzung der Randschicht verändert wird
RandschichthärtenVerfahren, bei denen die chemische Zusammensetzung der Randschicht
nicht verändert wird
Induktionshärten
Flammhärten
Aluminieren
Borieren
Chromieren
Nitrocarburieren
Nitrieren
Silicieren
Aufkohlen
Borieren
Carbonitrieren
Chromieren
Vanadieren
Sulfidieren
Sulfonitrieren
Sulfonitrocarburieren
Vanadieren
*) Zwecks Härtung der Randschicht und gegebenenfalls des Grundwerkstoffs.
Härten mittels konduktiver Erwärmung der Randschicht
ohne weitere anschließende oder nachfolgende Wärmebehandlung*)
mit weiterer anschließender oder nachfolgender Wärmebehandlung*)
Härten mittels Hoch-energieerwärmung der
Randschicht: Impuls-, Elektronen-strahl-, Laserstrahlhärten
Bild 1: Übersicht über die Wärmebehandlungsverfahren zum Ändern von Randschichteigenschaften
-
5
den. Statt von Nitrieren wird in derindustriellen Praxis gelegentlichauch der Begriff Aufsticken – ana-log dem Aufkohlen – verwendet.
Beim Nitrocarburieren han-delt es sich dagegen um ein „ther-mochemisches Behandeln zum An-reichern der Randschicht einesWerkstücks mit Stickstoff undKohlenstoff unter Bildung einerVerbindungsschicht. Unter derVerbindungsschicht befindet sicheine mit Stickstoff angereicherteDiffusionsschicht.“
Aus diesen Festlegungen gehthervor, dass der Unterschied zwi-schen den beiden Verfahren haupt-sächlich darin besteht, dass zumNitrieren Behandlungsmittel ver-wendet werden, die der Werk-stückrandschicht nur Stickstoffanbieten, während zum Nitrocar-burieren Mittel benutzt werden,die neben Stickstoff gleichzeitigauch Kohlenstoff anbieten. DieBegriffsbestimmung für das Nitro-carburieren macht deutlich, dassdie aufgestickte Randschicht denCharakter einer Doppelschicht hat,was in den Kapiteln 3 und 4 erläu-tert wird. Zu beachten ist, dassim Regelfall auch beim Nitriereneine Verbindungsschicht und eineDiffusionsschicht entstehen. DieVerbindungsschicht ist allerdingsnicht vorrangig die Zielgröße dermit dem Nitrieren beabsichtigtenEigenschaftsänderungen.
Erfolgt das Nitrieren in einemMittel, das neben Stickstoff auchSauerstoff anbietet, ist der BegriffOxinitrieren zu verwenden; bietetdas Behandlungsmittel außerStickstoff auch Schwefel an, derBegriff Sulfonitrieren (Das Sulfoni-trieren wird vorzugsweise inFrankreich angewendet). Sinnge-mäße Bezeichnungen gelten auchfür das Nitrocarburieren.
Darüber hinaus kann es zweck-mäßig sein, das Verfahren durchdie Bezeichnungen Gasnitrieren,Gasnitrocarburieren, Salzbadnitro-carburieren, Plasmanitrieren, Plas-manitrocarburieren usw. genauerzu kennzeichnen.
1.3 Zweck des Nitrierens und Nitrocarburierens
Mit dem Nitrieren und Nitro-carburieren wird bezweckt, beiWerkstücken und Werkzeugen ausEisenwerkstoffen das– Verschleißverhalten – Festigkeitsverhalten – Korrosionsverhaltenzu verbessern. In Tabelle 1 sindwichtige Verschleißmechanismenund die Dauerschwingfestigkeitden durch das Nitrieren bzw. Ni-trocarburieren angestrebten Ziel-größen Verbindungsschicht VS undNitrierhärtetiefe Nht (Kriteriumfür die wirksame Nitriertiefe sieheDIN 50190-3 und Kapitel 5.1) so-wie den hierfür zweckmäßiger-weise zu verwendenden Werk-stoffen gegenübergestellt. Darausist zu entnehmen, dass die Verbin-dungsschicht zwar bei nahezuallen Eisenwerkstoffen ausgebil-det werden kann, dass es jedochzweckmäßig ist, hierzu das Nitro-carburieren und nicht das Nitrierenanzuwenden. Erfordern die Bean-spruchungen eine hohe Härte ander Oberfläche bzw. eine hoheHärte in einigen Zehntel Milli-
metern Tiefe, sollten vorzugs-weise speziell legierte Stähle, dieNitrierstähle, benutzt und nitriertwerden. Die Nitrierstähle (Tech-nische Lieferbedingungen sieheDIN EN 10085) sind legierte Stäh-le mit Kohlenstoffanteilen zwi-schen 0,30 und 0,40 Masse-%,ähnlich den Vergütungsstählen,aber im Hinblick auf die angestreb-ten spezifischen Eigenschaften mitspeziellen metallischen Elementenlegiert. Damit können ähnlicheWerkstoffzustände wie nach demEinsatzhärten erreicht werden.
Beim Nitrocarburieren stehtdemgegenüber die Erzeugungeiner sehr stickstoffreichen undkohlenstoffhaltigen Verbindungs-schicht im Vordergrund. Mit diesersoll gezielt der Reibungskoeffi-zient erniedrigt werden, um soden Verschleißwiderstand gegen-über Adhäsion und Abrasion zuerhöhen. Außerdem ergibt sichaus dem Charakter der Verbin-dungsschicht ein günstigeres Ver-halten gegenüber Korrosions-angriffen.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Beanspruchungsart Zielgröße Werkstoff Verfahren
Adhäsions-VerschleißVS
Stähle, Gusseisen, Nitrocarburieren(„Fressen“) Sinterstähle (Nitrieren)
Abrasions-VerschleißVS
Stähle, Gusseisen, Nitrocarburieren
(Furchungsverschleiß) Sinterstähle
Nht Nitrierstähle Nitrieren
Wälzverschleiß Nitrierstähle Nitrieren
Nht Legierte NitrierenVergütungsstähle (Nitrocarburieren)
TribooxidationVS
Stähle, Gusseisen, Nitrocarburieren
(„Passungsrost“) Sinterstähle
Dauerschwingfestigkeit Nitrierstähle Nitrieren
Nht Stähle, Gusseisen, Nitrocarburieren
Sinterstähle
Tabelle 1: Nitrier- bzw. Nitrocarburier-Verfahren in Abhängigkeit von der Beanspruchungsart und vom Werkstoff
-
6
2 Die Wechselwirkungzwischen Eisen undStickstoff bzw. zwischenEisen, Stickstoff undKohlenstoff
Die Stickstoffatome sind etwahalb so groß wie die Eisenatome.Das ermöglicht ein Einlagern aufZwischenplätzen des Eisengitters.Aus energetischen Gründen kom-men hierfür hauptsächlich die Ok-taederlücken in Frage. Die Mengedes interstitiell lösbaren Stickstoffsist nicht beliebig, sondern ergibtsich aus dem Lösungsvermögender jeweils vorliegenden Gefügean-teile. Im Ferrit sind beispielsweisebei 590 °C höchstens 0,115 und imAustenit bei 650 °C höchstens 2,8Massenanteile Stickstoff in % löslich(im Vergleich dazu sind im Ferritbei 723 °C nur 0,02 und im Auste-nit bei 1146 °C nur 2,08 Massen-anteile Kohlenstoff in % löslich).Die Löslichkeit ändert sich mit derTemperatur: Bei Raumtemperaturbeträgt sie im Ferrit nur noch0,001 Masse-%. Vorhandene Legie-rungselemente beeinflussen dasLösungsvermögen.
Daneben ist Stickstoff aberauch dazu fähig, mit dem Eisen undeiner ganzen Reihe seiner Legie-rungselemente wie z. B. Alumini-um, Chrom, Titan, Vanadium oderMolybdän Verbindungskristalle zubilden, die Nitride. Bei den Eisen-
nitriden ist zwischen den stabilenγ‘- und ε-Nitriden und dem meta-stabilen α“-Nitrid zu unterscheiden.In der Zweistofflegierung Eisen-Stickstoff besitzt das γ‘-Nitrid beica. 680 °C einen stöchiometrischenStickstoffanteil von 5,88 Masse-%,entsprechend Fe4N. Es besitzt einekubisch flächenzentrierte Gitter-struktur, ähnlich dem Austenit.Das ε-Nitrid hat einen Stickstoff-anteil von 7,7 bis 11,1 Masse-%,
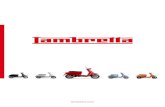
entsprechend Fe2-3N. Die Strukturist hexagonal. Für das α“-Nitridgilt ein stöchiometrischer Stick-stoffanteil von 2,95 Masse-%, unddie Zusammensetzung wird mitFe16N2 bzw. Fe8N angegeben.Unterhalb von 500 °C und, beieinem Massenanteil Stickstoff über11,1 % kann auch ein ζ-Nitrid mitder Summenformel Fe2N existie-ren. Die Existenzbereiche derEisen-Stickstoff-Mischkristalle undder Nitride in Abhängigkeit vonTemperatur und Zusammenset-zung lassen sich im Eisen-Stick-stoff-Zustandsschaubild darstellen,siehe Bild 2. Daraus ist abzulesen,dass bei einer Temperatur von575 °C und einem Stickstoffanteilvon rd. 2,35 Masse-% ein Eutektoidexistiert, das als Braunit bezeichnetwird, ähnlich wie der Perlit im Zu-standsdiagramm Eisen-Kohlenstoff.Bei Temperaturen über 575 °Cwandelt sich das Gefüge in Auste-nit um.
Technische Eisenwerkstoffeund Stähle enthalten jedoch auchKohlenstoff und weitere Legie-rungselemente, und das Gefüge
Merkblatt 447
0Stickstoffanteil [Masse-%]
Tem
pera
tur [
ºC]
30042 6 8 10 12
400
500
600
700
800
900
Fe4N
Fe2N0,1 2,35 590ºC
650 ºC
2,8 4,55
5,6
6,15,7
γ′
8,25
εζ
11,35
680ºC±5ºC
11,0
Bild 2: Zweistoff-Zustands-SchaubildEisen-Stickstoffnach Hansen [1]
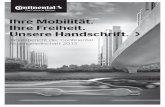
Bild 3: Dreistoff-Zustands-Schaubild Eisen-Kohlenstoff-Stickstoff, Schnitt bei 575 °C nach G. Langenscheidt [2]
0Massenanteile Stickstoff [%]
Mas
sena
ntei
le K
ohle
nsto
ff [%
]0
1
1
2 3 4 5 6 7 8 9 10
2
3
4
5
6
7
8
9
10
Fe
C
N
χ
Z+χ
χ+εZ.+χ+ε
ε
ϒ′+εϒ′ϒ+ϒ′
ϒ′
α+ϒ+ϒ′
α+ϒ′α+ϒα
α+Z.
ϒ+Z.
ϒ+ε=ϒ′+Z.α+Z.
+ϒ
Z
-
7
besteht aus Ferrit und Carbiden.Die Carbide können ebenfalls Stick-stoff aufnehmen. Für den Zementitwurde beispielsweise eine Löslich-keit von 0,1 Massenanteilen Stick-stoff in % nachgewiesen. Die Be-trachtung der Existenzbereiche derverschiedenen Phasen muss dannallerdings in Mehrstoff-Zustandsdia-grammen erfolgen. Als Beispiel istin Bild 3 ein Schnitt des Schau-bilds Eisen-Kohlenstoff-Stickstoffbei 575 °C wiedergegeben. Hierausist ersichtlich, dass der Existenz-bereich des ε-Nitrids durch dieAnwesenheit von Kohlenstoff deut-lich zu kleineren Stickstoffantei-len als 7 Masse-% erweitert wird.Daraus resultiert, dass das Wachs-tum der Verbindungsschicht durcheine Eindiffusion von Kohlenstoffsimultan zu der des Stickstoffs (➝Nitrocarburieren) gefördert wird.Aber auch Stähle mit höheremKohlenstoffgehalt begünstigen dieBildung einer an ε-Nitriden reichenVerbindungsschicht.
3 Die Vorgänge in derWerkstoffrandschichtbeim Nitrieren und Nitrocarburieren
Das Nitrieren wird üblicher-weise im Temperaturbereich von450 bis 600 °C, vorzugsweise je-doch zwischen 500 bis 550 °C, unddas Nitrocarburieren vorzugsweisebei 570 bis 580 °C durchgeführt.Dies ist ein Temperaturbereich, indem der Ausgangs-Gefügezustandder Eisenwerkstoffe – Ferrit undCarbide – sofern er thermisch sta-bil ist, erhalten bleibt (beim Guss-eisen kommen hierzu noch die Gra-phitausscheidungen). Bei Tempe-raturen oberhalb von 585 °C kannjedoch, je nach Stahl, Austenit ent-stehen, vgl. das Zustandsschaubildin Bild 2.
Die Stickstoffübertragung er-folgt in den Teilschritten– Antransport des Stickstoffspen-
ders an die Werkstückoberfläche,– Adsorption des Stickstoffspen-
ders und Freisetzen von Stick-stoffatomen an der Werkstück-oberfläche,
– Durchdringen (Absorption) derWerkstückoberfläche durchStickstoffatome,
– Diffusion von Stickstoffatomenentlang der Korngrenzen unddurch die Körner hindurchweiter in das Werkstückinnere.
Dadurch entsteht zunächstein stetiges Stickstoff-Konzentra-tionsgefälle in der Werkstückrand-schicht. In Bild 4 sind einige cha-rakteristische Stickstoffkonzentra-tionsprofile verschiedener unter-schiedlich aufgestickter Stählegegenübergestellt.
Erreicht die Stickstoffkonzen-tration am äußeren Rand einen
Wert von ca. 6 Masse-%, entstehenγ‘-Nitride. Ausgehend von einzel-nen Keimpunkten – meist denPunkten, an denen die Eckenmehrerer Körner zusammensto-ßen – vergrößern sich diese Nitri-de und wachsen allmählich zueiner geschlossenen Schicht zu-sammen. Dadurch verringert sichdie Geschwindigkeit des Stickstoff-Massestroms etwas, da der Stick-stoff beim Durchdringen dieserSchicht gebremst wird. Im weite-ren Verlauf des Aufstickens neh-men Dicke der Nitrierschicht undStickstoffkonzentration zu. Beieiner Stickstoffkonzentration über7,7 Masse-% entstehen schließlichε-Nitride.
Beide Arten der Nitride liegengewöhnlich nebeneinander vor.Lediglich bei Reineisen ist ein sand-wichartiger Aufbau einer äußerenε-Nitridschicht und einer darunterliegenden γ‘-Nitridschicht zu be-obachten. Zusammen mit den im
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 4: Charakteristische Stickstoffkonzentrationsprofile verschiedener Stähle nachunterschiedlichem Nitrieren bzw. Nitrocarburieren
0Randabstand [mm]
Mas
sena
ntei
le S
ticks
toff
[%]
0,005
0,01
0,1
1
2
3
6
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
21
5
34
6
Gasnitriert 500 ºC 36 h:1 16MnCr5+N2 34CrAlNi7-10Salzbadnitrocarburiert 570ºC 180 min:3 16MnCr5+N4 C15+N5 34CrAlMo5-10+QT6 E335
-
8
Ausgangszustand vorhandenenCarbiden, die sich bei den relativniedrigen Behandlungstemperatu-ren nicht auflösen können, bildensie die so bezeichnete Verbin-dungsschicht, kurz: VS, wie sielichtmikroskopisch in Bild 5 zusehen ist. Sie ist normalerweiseeinige Mikrometer dick.
Die Verbindungsschicht er-scheint in dieser Aufnahme hellund strukturlos. Es ist eine deutlichausgeprägte Grenzlinie („Phasen-grenze“) zwischen der Verbin-dungsschicht und dem darunter-liegenden Bereich zu erkennen, derhier aus Ferrit und Perlit („Normal-glühgefüge“) besteht und sich ge-genüber dem Ausgangszustandnicht sichtbar verändert hat.
Werden anstelle des üblichenÄtzmittels Nital (Nital ist eineschwache Lösung von Salpeter-säure in Alkohol) andere Ätzmittelwie z. B. Pikrinsäure benutzt, wirdinnerhalb der Verbindungsschichteine Strukturierung sichtbar. Diesdeutet auf das Vorhandensein derbeiden Nitridphasen ε und γ‘ hin,vgl. Bild 6. Die Aufnahme lässtaußerdem erkennen, dass die bei-den Nitridphasen nebeneinandervorliegen und dass innerhalb derVS ein Konzentrationsgefälle desStickstoffs vorhanden ist. Dieseslässt sich durch eine Mikroanalyse,wie z. B. das GDOES-Verfahren,nachweisen.
Die Eindringtiefe des Stick-stoffs endet jedoch nicht an derPhasengrenze. Die Stickstoffauf-nahme reicht bis in eine Tiefe voneinigen Zehntel Millimeter, jedochist die Stickstoffkonzentration nichthoch genug, um eine geschlosseneNitridschicht zu bilden. Dieser mitStickstoff angereicherte Rand-schichtbereich wird als Diffusions-schicht oder Stickstoff-Mischkris-tallschicht bezeichnet (diese Be-zeichnung darf jedoch nicht darü-ber hinwegtäuschen, dass die Ver-bindungsschicht ebenfalls durcheinen Diffusionsvorgang entstan-den ist). Ihr lichtmikroskopischesAussehen zeigt Bild 7.
Während bei den unlegiertenEisenwerkstoffen das Vorhanden-sein von Stickstoff unterhalb derVerbindungsschicht lichtmikro-skopisch nicht zu erkennen ist,lässt sich bei den legierten Werk-stoffen die Nitrierschicht durchdas Ätzen sichtbar machen, vgl.den dunkler gefärbten Bereich inBild 7.
Für das Wachstum von Ver-bindungs- und Diffusionsschichtgilt ein Quadratwurzel-Zeitgesetz.Dies bedeutet, dass mit zunehmen-der Diffusionsdauer das Schicht-dickenwachstum nur noch propor-tional zur Quadratwurzel aus derDauer zunimmt. In Bild 8 ist dies
Merkblatt 447
Bild 5: Lichtmikroskopische Aufnahme der Randschicht desStahls C15 nach einem Nitrocarburieren (geätzt mit Nital)
Bild 6: Verbindungsschicht des gasnitrocarburierten Stahls C15,geätzt mit chlor- und jodhaltigem Ätzmittel zur Strukturierungder Verbindungsschicht (Vergrößerung 1000:1)
Bild 7: Lichtmikroskopische Aufnahme der Randschicht des ver-güteten Nitrierstahls 34CrAlMo5-10 nach einem Nitrocarburieren(geätzt mit Nital, Vergrößerung 500:1)
Verbindungs-schicht
Diffusionsschicht
DiffusionsschichtVerbindungsschicht
Ferrit
Perlit
-
9
für die Verbindungsschicht am Bei-spiel von je zwei Einsatz- und Ver-gütungsstählen beim Nitrocarbu-rieren dargestellt. Für die Schicht-dicke wurden metallographischdie Mittelwerte bestimmt. Der Dar-stellung ist außerdem zu entneh-men, dass im Unterschied zum Auf-kohlen die Wachstumsrate von derWerkstoffzusammensetzung ab-hängt: Die Werkstoffe, die Nitridbildende Legierungselemente ent-halten, müssen signifikant längernitriert/nitrocarburiert werden,um die gleiche Schichtdicke zu er-halten wie unlegierte Werkstoffe.Das Wachstum der Verbindungs-schicht und ihr Gehalt an stick-stoffreichen ε-Nitriden wird durchKohlenstoff, entweder durch Zu-gabe einer Kohlenstoff spenden-den Komponente im Behandlungs-mittel wie beim Nitrocarburierenoder durch den Kohlenstoffgehaltdes verwendeten Werkstoffs, ge-fördert.
Beispiele für das Wachstum derDiffusionsschicht beim Nitrierensind in den Bildern 9 und 10 zusehen. Auch hier ist die Wachs-tumsrate proportional zur Quadrat-wurzel aus der Behandlungsdauer,und sie nimmt mit zunehmendemGehalt an Nitrid bildenden Legie-rungselementen unter sonst glei-chen Behandlungsbedingungendeutlich ab. Dies hängt damit zu-sammen, dass ein Teil des eintref-fenden Stickstoffs mit Legierungs-elementen Nitride bildet und nurder Rest weiter in das Werkstück-innere diffundiert. Eine höhereNitriertemperatur beschleunigt dieDiffusion und erhöht dadurch dieNitriertiefe.
Bild 8 (oben): Zusammenhang zwischenDicke der Verbindungsschicht und Be-handlungsdauer [3]
Bild 9 (Mitte): Zusammenhang zwischenNitrierdauer und Gesamt-Nitriertiefe
Bild 10 (unten): Zusammenhang zwi-schen Nitrierhärtetiefe und Nitrierdauerfür Nitrierstähle
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
0Nitrocarburierdauer t [h]
Schi
chtd
icke
dVS
, dVS
p [µm
]
01
10
2 3 4 5 6 7
20
30
40
C15ECf45
16MnCrS541CrS4
legierteStähle
unlegierteStähle poröser
Bereich
Verbindungsschicht
Gas
Salzbad
unlegierte Stähle Salzbad Gas legierte Stähle Salzbad Gas
0Nitrierdauer [min]
Gesa
mt-
Nitri
ertie
fe [m
m]
0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
30 60 90 120 180 240 360
1 C152 C453 34Cr44 E3355 42CrMo46 50CrV47 37MnSi58 Al-legierter Nitrierstahl
12
3 4
67
8
5
0Nitrierdauer [h]
Nitri
erhä
rtetie
fe [m
m]
0
0,2
0,4
0,6
0,8
1 2 4 8 106 20 30 40 50 60 70 80 90 100
Gasnitriert 520 ºC:1 32AlCrMo42 34CrAl6-103 31CrMoV9Gasnitriert 500 ºC:4 34CrAl6-10
1 2
3 4
-
10
4 Aufbau der Nitrier- undNitrocarburierschicht
4.1 Verbindungsschicht
Die Verbindungsschicht ent-steht infolge der Veränderung derRandschicht durch die Stickstoff-aufnahme. Daraus ergibt sich imRegelfall bei einem unlegiertenStahl mit einem niedrigen Kohlen-stoffgehalt ein Schichtaufbau wieer in Bild 5 im Lichtmikroskop zusehen ist. Die Verbindungsschichtentsteht nicht durch eine Abschei-dung wie bei einem Beschich-tungsvorgang. Deshalb enthält sieweiterhin die Carbide und auchalle anderen Ausscheidungen desAusgangszustands, z. B. Oxide,Mangansulfide, beim GusseisenGraphit, sowie beim Sintereisendie Poren. Ein Beispiel für dieMangansulfidausscheidungen beieinem Automatenstahl ist in Bild11 wiedergegeben.
Bild 11 belegt darüber hinausnoch einen weiteren Effekt: Inner-halb der Ferritkörner sind nadelför-mige Ausscheidungen sichtbar. Eshandelt sich dabei um ausgeschie-dene γ‘-Nitride. Dieses Phänomenwird im Kapitel 4.2 erklärt.
In Bild 12 ist beispielhaft dieRandschicht von Kugelgraphit-guss, in Bild 13 die von Sinter-eisen zu sehen. In Bild 12 wirddeutlich, dass die Verbindungs-
schicht nur dort entstehen kann,wo Eisen vorhanden ist, nichtaber dort, wo z. B. ein Graphitein-schluss direkt an der Oberflächeliegt.
Beim Sinterstahl sind in derVerbindungsschicht die Poren desAusgangszustands wiederzufinden,siehe Bild 13.
Wie bereits in Bild 5 zu sehenist, weist die Verbindungsschichtan ihrem äußeren Rand Poren auf.Die Ursache hierfür ist auf den re-lativ hohen Stickstoffgehalt zurück-zuführen. Dadurch können Stick-stoffatome zu Molekülen rekom-binieren. Es entsteht dabei ein sohoher Druck, dass örtlich die Bin-dungen im Eisengitter getrenntwerden und Mikrohohlräume ent-
stehen, die schließlich zu den licht-mikroskopisch sichtbaren Porenaufgeweitet werden. Die Porenkönnen unterschiedlich angeord-net sein. Meist treten sie jedochkonzentriert in Form eines Saumsauf, vgl. die Bilder 5, 11 und 12.Bild 14 zeigt Beispiele für die mög-liche Porenausbildung der Verbin-dungsschicht. Die Porosität isttypisch für das Nitrieren und Nitro-carburieren und nicht zu vermei-den. Wie Bild 6 zu entnehmen ist,wächst die Dicke des porösen Be-reichs schneller als die Gesamt-dicke der VS. Sie lässt sich lediglichdurch nicht zu dicke Verbindungs-schichten und die Verwendunglegierter anstelle unlegierter Stähleminimieren.
Merkblatt 447
Bild 11: Lichtmikroskopische Aufnahme der Randschicht einesAutomatenstahls nach einem Nitrocarburieren, Abschrecken inWasser und Auslagern bei 300 °C (geätzt mit Nital, Vergrößerung1000:1)
Bild 12: Lichtmikroskopische Aufnahme der Randschicht von Gusseisen mit Kugelgraphit nach einem Nitrocarburieren (geätzt mit Nital, Vergrößerung 1000:1)
Bild 13: Lichtmikroskopische Aufnahme der Randschicht eines unlegierten Sinterstahls nach einem Nitrocarburieren (geätzt mit Nital, Vergrößerung 1000:1)
-
11
Wird das Nitrieren oder dasNitrocarburieren bei Temperatu-ren über 590 °C durchgeführt, imangelsächsischen Schrifttum wirddies als „austenitic nitrocarburiz-ing“ bezeichnet, dann entstehtAustenit, vgl. das Eisen-Stickstoff-Zustandsschaubild. Bei legiertenStählen sind dazu höhere Tempe-raturen nötig. Die höhere Tempe-ratur beschleunigt das Wachstumder Verbindungsschicht, undunterhalb der VS entsteht einegeschlossene Schicht von sehrstabilem Austenit. Dieser wandeltsich bei langsamer Abkühlung indas perlitähnliche Gefüge Braunitum, siehe die lichtmikroskopischeAufnahme in Bild 15.
Wird dagegen rasch abgekühlt,wandelt sich der Austenit teilweisein Martensit um, ein Teil des Aus-tenits bleibt als Restaustenit beste-
hen. Das lichtmikroskopische Aus-sehen zeigt Bild 16.
Der Restaustenit lässt sichdurch ein nachträgliches Auslagernbei Temperaturen über 300 °C inBainit umwandeln.
Für eine technische Anwen-dung können beide Gefügeausbil-dungen genutzt werden. Eine aus-tenithaltige Schicht unter der Ver-bindungsschicht würde z. B. in derEinlaufphase von Zahnradpaarun-gen bei entsprechender Belastungdurch plastische Verformung desAustenits zu einer besseren Form-schlüssigkeit führen. Andererseitserhöht eine martensitische Schichtunterhalb der VS deren Tragfähig-keit, was bei unlegierten Stählenbei entsprechend hoher spezifi-scher Flächenbelastung von Inter-esse sein kann.
4.2 Diffusionsschicht
Die beim Nitrieren/Nitrocar-burieren aufgenommenen Stick-stoffatome befinden sich bei unle-gierten Stählen in der Diffusions-schicht, also unterhalb der Ver-bindungsschicht, auf Zwischenplät-zen des Ferritgitters. Ihre Mengeübersteigt das Lösungsvermögendes Ferrits. Durch rasches Abküh-len, z. B. Abschrecken in Wasser,wird dieser Zustand quasi einge-froren, es liegt ein übersättigter(Ferrit-)Mischkristall vor. DurchLagern bei Raumtemperatur ent-stehen dann im Zeitraum von achtbis zehn Tagen Ausscheidungenvon α“-Nitriden, die lichtmikros-kopisch nicht sichtbar sind. DiesesErgebnis kann durch Warmausla-gern bei Temperaturen über 50 °Cerheblich beschleunigt werden.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 14 a: Typ 1, feine Streuporen, am Außenrand der VS saumartig konzentriert
Bild 14 b: Typ 2, feine Poren, perl-schnurartig senkrecht zur Oberflächeangeordnet (Reineisen, Vergrößerung ~ 2000:1)
Bild 14 c: Grobe Streuporen, perl-schnurartig parallel zur Oberfläche angeordnet
Bild 16: Austenit und Martensit unter der Verbindungsschicht desStahls C15 (gasnitrocarburiert bei 650 °C, in Wasser abgeschreckt,Vergrößerung 1000:1)
Bild 15: Braunit unter der Verbindungsschicht des Stahls C15(gasnitrocarburiert bei 650 °C, langsam abgekühlt, Vergrößerung1000:1)
-
12
Anstelle der α“-Nitride entstehengrößere und dadurch lichtmikros-kopisch sichtbare γ‘-Nitride. InBild 17 ist dieser Zustand in ge-ringer und in Bild 18 in hoher(REM) Vergrößerung zu sehen.An der Breite des auch als „Nadel-zone“ bezeichneten Bereichs kannnäherungsweise die Eindringtiefedes Stickstoffs ermittelt werden.
Die Ausscheidungen erschei-nen allerdings nur in der zwei-dimensionalen Abbildung nadel-förmig. In Wirklichkeit handelt essich um dreidimensionale, plätt-chenförmige und unebene Gebil-de, wie bei der höheren Vergrö-ßerung in Bild 18 zu erkennen ist.
Werden Stähle, die im GefügeFerrit enthalten (normalgeglüht),
nach dem Nitrocarburieren lang-sam abgekühlt, werden entspre-chend dem mit abnehmender Tem-peratur verringerten Lösungsver-mögen für Stickstoff, Nitride aus-geschieden. Diese erscheinen aller-dings im Unterschied zum Aus-lagern größer und sind nur ingeringerer Zahl vorhanden, vgl.Bild 19.
Im Unterschied zu den unle-gierten Stählen treten bei den mitnitridbildenden Elementen legier-ten Stählen und unlegierten Stäh-len mit ferritfreiem Gefüge dieseAusscheidungen nicht auf. Statt-dessen entstehen bereits währenddes Nitrierens/Nitrocarburierenslichtmikroskopisch nicht sichtbareAusscheidungen von Chrom-, Alu-
minium-, Vanadium-, Molybdän-und anderen Nitriden. Dies redu-ziert den Korrosionswiderstand inder Diffusionsschicht, so dass die-ser Bereich, wie bereits in Bild 7zu sehen, infolge des stärkerenÄtzangriffs, im Lichtmikroskopdunkel erscheint. Bild 20 zeigthierzu die Aufnahme eines Werk-zeugstahls, in der außerdem diein der Verbindungsschicht vor-handenen Carbide deutlich zu er-kennen sind.
Merkblatt 447
Bild 17: Stahl C15, normalgeglühter Ausgangszustand, nitrocarburiert, abgeschreckt in Wasser und bei 300 °C 30 minausgelagert (Vergrößerung 100:1)
Bild 18: Rasterelektronenmikroskopische Aufnahme des StahlsC15 nach einem Nitrocarburieren, Abschrecken in Wasser undAuslagern bei 250 °C für 2 h
Bild 19: Lichtmikroskopische Aufnahme der Randschicht desStahls C15, nach dem Nitrocarburieren langsam abgekühlt
Bild 20: Randschicht des Stahls X165CrMoV12, salzbadnitrocarburiert, 570 °C, 2 h/Öl
ausgeschiedeneγ′-Nitride
-
13
5 Wirkung der Stick-stoffanreicherung aufden Werkstoffzustand
5.1 Härte und Härteprofil
Die Erhöhung des Stickstoff-gehalts bewirkt eine Steigerung derHärte und der Festigkeit der Eisen-werkstoffe. Im Gegensatz zur mar-tensitischen Härtung resultiert diesjedoch aus dem kristallographi-schen Aufbau der Verbindungs-schicht und dem Mechanismus ei-ner Ausscheidungshärtung durchdie Nitride in der Diffusionsschicht.Die Veränderung ist an einer höhe-ren Härte an der Oberfläche undam Rand aufgestickter Werkstückedeutlich messbar. Dabei ist zubeachten, dass wegen der Aus-härtungsvorgänge bei unlegiertenStählen erst nach ca. acht bis zehnTagen gemessen werden sollte,wie Bild 21 zu entnehmen ist. Beilegierten Stählen dagegen kann diesunmittelbar nach dem Nitrieren/Nitrocarburieren vorgenommenwerden, da die Ausscheidungs-härtung – Ausscheidung von Nitri-den – bereits während der Behand-lung eintritt und sich auch beimAuslagern bei Raumtemperaturnicht mehr ändert.
Die Härte, gemessen im poren-freien Bereich der Verbindungs-schicht, ermittelt bei Messungenim Querschliff mit Prüfkräften von0,1 bis 0,2 N, beträgt bei unlegier-ten und niedrig legierten Stählenca. 700 bis 800 HV und erreichtbei legierten Stählen Werte über1000 HV. Im porösen Bereich er-geben sich weniger als 500 HV.Auslagern bei Raumtemperaturführt hier zu keiner Änderung.
Das Messen der Härte über denWerkstückquerschnitt ergibt Härte-profile analog zu denen rand-schicht- oder einsatzgehärteterWerkstücke. Hierbei ist nach DIN50190-3 vorzugehen, wobei imRegelfall mit einer Prüfkraft von
4,981 N gemessen wird. Der Ver-lauf der Härte unterliegt folgen-den Einflüssen:– Art und Menge der vorhandenen
Legierungselemente; wobei Alu-minium eine besonders starkeWirkung hat
– Temperatur beim Nitrieren/Nitrocarburieren
– Dauer des Nitrierens/Nitrocar-burierens
– Gefügezustand vor dem Nitrie-ren/Nitrocarburieren
– Stickstoffangebot beim Nitrie-ren/Nitrocarburieren
– Art und Weise eines gegebe-nenfalls vorangegangenen Ver-gütens.
In den Bildern 22 bis 24 sindeinige Beispiele für Härteprofilevon nitrierten und nitrocarburier-ten Stählen wiedergegeben.
Sie zeigen deutlich, dass dieWerkstückrandschicht umso här-ter wird, je größer der Gehalt anNitrid bildenden Legierungselemen-ten ist. Parallel dazu wird derGradient der Härteverlaufskurvensteiler und die Nitriertiefe kleiner.Aluminium hat dabei einen beson-ders großen Einfluss.
Das erreichbare Härteprofilhängt davon ab, welche Menge anLegierungselementen tatsächlichfür die Nitridbildung bereitstehtund nicht etwa schon in Form
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 21: Härteänderung unlegierter Stählenach Nitro-carburieren und Abschrecken aufRaumtemperatur
Bild 22: Härteprofile unle-gierter und legierterEinsatzstähle nacheinem Salzbadnitro-carburieren
101
Auslagerungsdauer bei Raumtemperatur [min]Ob
erflä
chen
härt
e [H
V 5]
300
320
340
360
380
400
420
440
460
102 103 104
C60
C35
C1510S20
salzbadnitrocarburiert 105 min/Wasser
0Abstand von der Oberfläche [mm]
Härt
e [H
V 0,
1]
0
100
200
300
400
500
600
700
800
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Nitrocarburiert570 ºC 90 min/Öl:1 18CrNi8+QT2 16MnCr5+N3 C15+N4 10S20+N
2
3
4
1
-
14
von Carbiden abgebunden ist.Dies ist speziell dann relevant,wenn vor dem Nitrieren/Nitro-carburieren ein Vergüten durch-geführt wird. Durch das Anlassenwird je nach Temperatur und Dau-er ein mehr oder weniger großerTeil der Legierungselemente alsCarbid abgebunden, so dass sie
nur noch begrenzt für die Bildungvon Nitriden verfügbar sind.
Ein weiterer Einfluss auf dasHärteprofil ist die Nitriertempera-tur. Bild 25 zeigt ein Beispiel da-für, wie durch eine höhere Nitrier-temperatur die Randhärte verrin-gert wird. Die Ursache hierfür istin einer anderen Menge und Kon-
stitution der Nitridausscheidungenzu suchen.
Aus dem Härteprofil wird nachDIN 50190-3 für eine Grenzhärte,die im Regelfall auf 50 HV überder Ist-Kernhärte festgelegt ist,die Nitrierhärtetiefe, kurz: Nht,ermittelt, siehe Bild 26. Dies istallerdings bei unlegierten Stählenwegen des sehr flachen Verlaufsder Härteprofile, vgl. Bild 22, un-zweckmäßig.
Merkblatt 447
0Abstand von der Oberfläche [mm]
Här
te [H
V 0,
5]
0
100
200
300
400
500
600
700
800
900
1000
1100
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
Gasnitriert 550 ºC 25 h:1 X40CrMoV5-12 32CrMoV12-103 31CrMoV94 42CrMo4
1
2
3
4
0Abstand von der Oberfläche [mm]
Härte
[HV
0,5]
0
100
200
300
400
500
600
700
800
900
1000
1100
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Gasnitriert 525 ºC 30 h:1 34CrAlMo5-10+QT2 31CrMoV9+QT
2
1
Bild 23: Härteprofile legierter Stähle nach einem Gasnitrieren Bild 24: Härteprofile zweier typischer Nitrierstähle nach einem Gasnitrieren
Bild 26: Ermittlung der Nht nach DIN 50190-3 aus dem HärteprofilBild 25: Einfluss der Nitriertemperatur auf die Randhärte
0Abstand von der Oberfläche [mm]
Härte
[HV
0,5]
0
100
200
300
400
500
600
700
800
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
530 ºC
550 ºC
Gasnitriert 25 h:Stahl 31CrMoV9+QT
Abstand von der Oberfläche [mm]
Härt
e [H
V 0,
5]
KH
GH
Nht
50 HV
Grenzhärte GH =Kernhärte KH
+ 50 HV
Härteverlaufs-kurve
Abstand von der Oberfläche [mm]
-
Bild 27: Härteprofile des Stahls 31CrMoV9 nach Nitrieren und Nitrocarburieren mit unterschiedlichen Verfahren
0Abstand von der Oberfläche [mm]
Härte
[HV
0,1]
0
100
200
300
400
500
600
700
800
900
1000
1100
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Stahl 31CrMoV91 gasnitriert 500 ºC 36 h2 pulvernitrocarburiert 560 ºC 24 h3 salzbadnitrocarburiert 570 ºC 4 h4 plasmanitriert 510 ºC 20 h
23
4
1
15
Für den Härteverlauf ist es imPrinzip unerheblich, nach wel-chem Verfahren die Eindiffusiondes Stickstoffs erfolgte. Durchentsprechende Modifikation derBehandlungsparameter Stickstoff-angebot, Temperatur und Dauerlassen sich quasi deckungsgleicheHärteprofile und damit gleicheNht-Werte erzielen. Vgl. Bild 27,in dem am Beispiel des Stahls31CrMoV9 die nach unterschied-lichen Behandlungen erreichtenHärteprofile gegenübergestellt sind.Die noch vorhandenen Unterschie-de lassen sich durch eine bessereAbstimmung der Behandlungspara-meter noch verringern.
Wie die Haltedauer beim Nitro-carburieren das Härteprofil beein-flusst, ist am Beispiel des Stahls16MnCrS5 in Bild 28 zu sehen:Eine längere Haltedauer verschiebtdas Härteprofil und vergrößert dieNitriertiefe.
Bei den unlegierten Stählenwird das Härteprofil außer vomAusgangszustand auch noch vonder Abkühlgeschwindigkeit beein-flusst. Ein rasches Abkühlen (Ab-
schrecken) führt zu einem beiRaumtemperatur mit Stickstoffübersättigten Ferrit-Mischkristallmit dem oben beschriebenen Aus-härtungseffekt beim Auslagern.Wird stattdessen langsam in mil-dem Öl, im Gas (z. B. Stickstoffoder Luft) oder im Ofen abgekühlt,
scheidet sich aus dem Ferrit einedas Lösungsvermögen übersteigen-de Menge Stickstoff in Form vonγ‘-Nitriden aus, siehe Bild 19. DieHärteprofile nach unterschiedli-chem Abkühlen sind am Beispieldes Stahls C15 in Bild 29 darge-stellt.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 28: Einfluss der Haltedauer auf das Härteprofil beim Nitrocarburieren
Bild 29: Einfluss des Abkühlens nach dem Nitrocarburieren auf das Härteprofil unlegierter Stähle am Beispiel des Stahls C15
0Abstand von der Oberfläche [mm]
Härte
[HV
0,1]
0
100
200
300
400
500
600
700
800
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Stahl 16MnCrS5+N570 ºC / SW salzbad-nitrocarburiert gas-nitrocarburiert
Haltedauer: 6 h
Haltedauer: 2 h
Haltedauer: 1 h
0Abstand von der Oberfläche [mm]
Härt
e [H
V 0,
5]
100
140
180
220
260
300
340
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
Stahl C15salzbadnitrocarburiert 570 ºC 2 h:1 abgeschreckt in Salzwasser2 abgeschreckt in Öl3 abgekühlt an Luft4 ausgelagert 325 ºC 10 min5 C15 weichgeglüht und nitrocarburiert
2
3
4
1
5
-
16
Entnimmt man den Härtepro-filen von Stählen, die unterschied-lich lange, aber ansonsten untergleichen Bedingungen nitriertoder nitrocarburiert wurden, dieNht und stellt diese in Abhängig-keit von der Haltedauer, wirddie in Kapitel 3 beschriebeneGesetzmäßigkeit für den Zusam-menhang deutlich. Ein Beispieldafür ist in Bild 30 am Stahl34CrAlMo5-10 zu erkennen, derbei 525 °C gasnitriert wurde.
Die unterschiedlich großeWirkung der verschiedenen Legie-rungselemente auf die Härtesteige-rung lässt sich verdeutlichen, wenndie Härte in Abhängigkeit vom Ge-halt an Legierungselementen dar-gestellt wird. Dies ist in Bild 31zu sehen. Dazu wurde Härteprofi-len verschiedener, unter gleichenBedingungen gasnitrierter Stähle,die Randhärte im Abstand von0,05 mm von der Oberfläche ent-nommen. Außerdem wurde ange-nommen, dass die Nitrid bildendenLegierungselemente – der NormDIN EN 10085 wurden dazu diemittleren Werte der chemischenZusammensetzung entnommen –vollständig zur Nitridbildung zurVerfügung stehen und dass sie ad-ditiv wirken. Die eingezeichneteSchätzfunktion wurde ohne diebeiden Werte der Nitrierstähle34CrAlMo5-10 und 34CrAlNi7-10berechnet.
Zum Ermitteln der Oberflä-chenhärte muss die Prüfkraft aufdie Nitrierhärtetiefe gemäß DIN6773 abgestimmt werden: Bei zuhoher Prüfkraft im Verhältnis zurNht ergeben sich zu niedrigeWerte, weil der verwendete Ein-dringprüfkörper nicht nur die här-tere Nitrierschicht, sondern auchdie weicheren darunter liegendenBereiche erfasst. Außerdem mussberücksichtigt werden, dass wegendes beschriebenen Alterungsef-fektes unlegierte Stähle erst nachacht bis zehn Tagen ihre „wahre“Härte aufweisen. In den Bildern32 und 33 ist die Oberflächen-härte, gemessen mit HV 10, in Ab-hängigkeit von der Haltedauer
Merkblatt 447
0Nitrierdauer [h]
Nitr
ierh
ärte
tiefe
Nht
[mm
]
05 10 15 20 25 30 35
0,1
0,2
0,3
0,4
0,5
0,6
Gasnitriert 525 ºC:Stahl 34CrAlMo5-10+QTy = 0,1056Ln(x) + 0,1137R2 = 0,9994
0Summe Massenanteile Nitridbilder (Cr, Mo, V, Al) [%]
Rand
härt
e in
0,0
5 m
m T
iefe
[HV
0,5]
300
400
500
600
700
800
900
1000
1100
91 2 3 4 5 6 7 8
X40CrMoV5-1
34CrAlMo5-10
32CrMoV12-1015CrMoV5-9
16MnCr5
34CrAl6
42CrMo4
30CrNiMo8
31CrMoV9
16CrMnMo8-4-6
Gasnitriert 550 ºC 25 h:y = -5,4161x2 + 113,41x + 443,52R2 = 0,8869
34CrAlNi7-10
Nicht für Funktion berücksichtigt
0Behandlungsdauer [min]
Ober
fläch
enhä
rte [H
V 10
]
0
100
200
300
400
500
600
700
800
30 60 90 120 150 18015 45
1 18CrNi8+QT 4 C35+QT2 16MnCr5+N 5 C35+N3 C60+QT 6 C15+N
2
34
6
1
5
Bild 31: Zusammenhang zwischen den Nitridbildnern und der Randhärte verschiedener Stähle
Bild 32: Einfluss der Behandlungsdauerauf die Oberflächen-härte verschiedenerStähle beim Salz-badnitrocarburieren
Bild 30: Zusammenhangzwischen Nitrier-härtetiefe Nht und Nitrierdauerbeim Gasnitrierendes Stahls 34CrAlMo5-10
-
17
beim Nitrocarburieren wiederge-geben. Der Kurvenverlauf zeigt,dass die Oberflächenhärte beiden unlegierten Stählen bis zueiner Behandlungsdauer von rd.60 min ansteigt, danach bleibt siekonstant. Bei den legierten Stäh-len erstreckt sich der Anstiegüber eine Behandlungsdauer von180 min.
Tabelle 2 enthält charakteris-tische Härtewerte für die verschie-denen Stahlgruppen nach einemzweistündigen Nitrocarburieren.
5.2 Geometrie
5.2.1 Maße und Formen
Die Stickstoffanreicherungvergrößert das Volumen der Werk-stückrandschicht, was sich zwangs-läufig auf die Werkstückabmessun-gen auswirkt. Die Längenänderun-gen betragen jedoch im allgemei-nen nur einige Mikrometer. Diesist deutlich weniger als beim Här-ten, Einsatzhärten oder Rand-schichthärten. In Bild 34 sind dieErgebnisse einer Untersuchung
wiedergegeben, bei der die Durch-messeränderung zylindrischerProben aus 16MnCr5 und C45mit Abmessungen zwischen 10und 100 mm Durchmesser beimNitrocarburieren bis 3 Stunden er-mittelt wurde. Die beiden oberenLinien entsprechen der mittlerenSchichtdicke der VS beider Stähle,die beiden unteren der mittlerenDurchmesserzunahme. Diesenimmt linear mit der Behandlungs-
dauer zu, und zwar beim Stahl16MnCr5 wegen der geringerenNitriertiefe etwas weniger als beimunlegierten Stahl C45. Aus demVergleich der beiden Größen er-gibt sich, dass die Durchmesser-zunahme etwa 50 % der jeweiligenmittleren Schichtdicke entspricht.Das heißt, bei einer Verbindungs-schichtdicke von 10 Mikrometerist eine Durchmesserzunahme von5 Mikrometer zu erwarten.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 34: Einfluss der Nitrocarburierdauer auf das Wachstum des Durchmessers vonRundproben [4]
Bild 33: Einfluss der Behandlungsdauer auf die Oberflächenhärteverschiedener Stähle beim Salzbadnitrocarburieren
0Behandlungsdauer [min]
Ober
fläch
enhä
rte
[HV
10]
0
100
200
300
400
500
600
700
30 60 90 120 150 18015 45
800
900
1000
3
1 31CrMoV9+QT 4 30CrNiMo8+QT2 34CrAlMo5-10+QT 5 34Cr4+QT3 42CrMo4+QT 6 C35+QT
2
4
6
1
5
Tabelle 2: Oberflächenhärte nach zweistündigem Nitrocarburieren
0Nitrocarburierdauer [min]
Durc
hmes
serz
unah
me
[µm
]
060
Verb
indu
ngss
chic
htdi
cke
[µm
]
35 35
5 5
10 10
15 15
20 20
25 25
30 30
120 180 240 300 360 4200
Verbindungsschichtdicke Stahl C45+N Stahl 16MnCr5+N
Durchmesserzunahme Stahl C45+N Stahl 16MnCr5+N
Stahlsorte Härte in HV 10
Unlegierte Stähle 300 – 400
Legierte Einsatzstähle 600 – 700
Legierte Vergütungsstähle 500 – 650
Nitrierstähle 800 – 1100
Wälzlagerstahl ca. 600
Ledeburitischer Kaltarbeitsstahl ca. 1000
Warmarbeitsstähle ca. 900
Schnellarbeitsstähle 1200 – 1400
-
18
Die Maß- und Formänderungensind jedoch größer und ungleich-mäßiger, wenn – beim Erwärmen auf und Abküh-
len von Behandlungstemperaturim Werkstück größere Tempe-raturunterschiede zwischenRand und Kern oder verschie-denen Werkstückbereichen auf-treten, so dass auf Grund hoherinnerer Spannungen plastischeVerformungen entstehen;
– bei Behandlungstemperatur in-stabile Werkstoffzustände, z. B.gehärtete, einsatz- oder rand-schichtgehärtete oder vergüteteWerkstücke, die nicht genügendhoch oder nicht lange genugangelassen wurden, nitriert/nitrocarburiert werden (dieseerfahren dann beim Nitrieren/Nitrocarburieren ein Anlassen,was zu einer Volumenverkleine-rung führt);
– Werkstücke nitriert/nitrocarbu-riert werden, die vom Ausgangs-material her oder durch das Be-arbeiten (Zerspanen mit stump-fen Werkzeugen, Schweißenu. Ä.) mit Eigenspannungen be-haftet sind;
– Werkstücke mit ungleichmäßi-ger Formgestaltung nitriert/nitro-carburiert werden, z. B. einseitiggeschlossene Hülsen, Hebel,Zahnstangen;
– Werkstücke in verschiedenenBereichen absichtlich oder un-absichtlich ungleichmäßig auf-gestickt werden.
Dementsprechend ist eszweckmäßig,– Eigenspannungen durch ein
Spannungsarmglühen vor demNitrieren/Nitrocarburieren zureduzieren;
– gehärtete, einsatz- oder rand-schichtgehärtete Werkstückevor dem Nitrieren/Nitrocarbu-rieren 30 °C oberhalb der vor-gesehenen Nitrier-/Nitrocarbu-riertemperatur mindestens eineStunde lang anzulassen;
– beim Salzbadnitrocarburierendie Werkstücke bei 350 bis400 °C vorzuwärmen, um den
Einfluss einer gegebenenfallszu raschen Erwärmung auszu-schließen;
– kompliziert geformte Teile mög-lichst langsam abzukühlen;
– beim Chargieren darauf achten,dass alle Werkstückbereicheeiner gleichmäßigen Wirkungdes Behandlungsmittels aus-gesetzt sind und gleichmäßigabkühlen.
Werden diese Grundregelnbeachtet, kann mit geringen undreproduzierbaren Maß- und Form-änderungen gerechnet werden.Diese können gegebenenfalls beimFertigbearbeiten vor dem Nitrie-ren/Nitrocarburieren vorgehaltenwerden.
Unvermeidbar ist die Formän-derung an Werkstückkanten. Hiererfolgt die Stickstoffaufnahme vonzwei Seiten, und die Eindiffusionist tiefer. Dies führt im Regelfallzu einem Kantenaufwurf in derGrößenordnung von einigenMikrometern. Bild 35 zeigt diesschematisch. Gegebenenfalls kannes zweckdienlich sein, an Kanteneine Fase anzubringen.
5.2.2 Oberflächenrauheit
Durch das Nitrieren/Nitrocar-burieren wird die Werkstückober-fläche messbar aufgeraut. Dafürsind je nach Verfahren unterschied-liche Einflüsse maßgebend. Zumeinen wachsen die Nitridkristalliteauch einige Nano- bzw. Mikrome-ter aus der Werkstückoberfläche
heraus. Hinzu kommt die Rekris-tallisation der beim vorangegange-nen Bearbeiten des Werkstücks ver-formten oberflächennahen Rand-schicht. Beim Salzbadnitrocarbu-rieren in Salzschmelzen werdenaußerdem sehr kleine Partikel ausdem porösen Bereich der Verbin-dungsschicht herausgelöst. DerBetrag, um den die Oberflächen-rauheit vergrößert wird, richtetsich nach der Rauheit vor demNitrieren/Nitrocarburieren: Je grö-ßer diese ist, umso mehr wird sievergrößert. Im Allgemeinen mussbei einer Ausgangsrauheit von 0,5bis 2 µm bei einer 10 bis 15 µmdicken Verbindungsschicht miteiner Zunahme von 1 bis 3 µm ge-rechnet werden. In Bild 36 sindErgebnisse eines Versuchs wieder-gegeben, bei dem die Rautiefe Rtvon Rundstäben aus C45 mit einemDurchmesser zwischen 5 und 100Millimeter vor und nach einemSalzbadnitrocarburieren gemessenwurde. Die Oberflächen besaßeneine Rautiefe Rt zwischen 0,3 und1,4 µm. Nach dem Nitrocarburie-ren wurde eine Rautiefe Rt zwi-schen 1,0 und 3,0 µm, mit Ausrei-ßern bis 3,5 µm gemessen. EineKorrelation mit der Abmessungder Versuchsteile war nicht fest-zustellen.
Wegen der relativ hohenHärte der Verbindungsschichtwirkt die aufgerauhte Oberflächein Verschleißsystemen wie eineSchleifscheibe. Werden nitrierteoder nitrocarburierte Werkstückemit weichen Gegenwerkstoffen(Lagermetalle, Kunststoffe, Gummi
Merkblatt 447
Verbindungsschicht(Diffusionsschicht)
Diffusions-richtung
Kantenaufwurf
Außenkontur nach demNitrieren/Nitrocarburieren
Ausgangskontur
Diffusionsrichtung
Maßänderung durchdiffusionsbedingteVolumenaufweitung
Bild 35: Entstehen einesKantenaufwurfs beim Nitrieren/Nitrocarburieren
-
o. Ä.) gepaart, kann es notwendigsein, durch eine spanende Nach-bearbeitung die Oberflächenrau-heit zu verringern. Dies vergrö-ßert auch generell den Tragflä-chenanteil aufeinander gleitenderFlächen und wirkt sich positiv aufdas Verschleißverhalten aus.
Wegen der relativ geringenDicke der Verbindungsschichtdarf allerdings das Nachbearbeitennicht durch ein Schleifen erfolgen,da – ausgenommen das Ultrapräzi-sionsschleifen – die Spantiefe nichtin der erforderlichen Tiefe vonweniger als 5 µm einstellbar istund dementsprechend die VS mehroder weniger abgetragen wird.Stattdessen kommen nur Feinst-bearbeitungen wie Läppen, Polie-ren, Gleitschleifen, Superfinishenin Frage. Von einem Glattwalzensollte abgesehen werden, da hier-bei je nach Walzkraft in der VSAnrisse entstehen, siehe Bild 37.
19
6 Wirkung des Nitrierens/Nitrocarburierens auf die Werkstück-eigenschaften
6.1 Statische Festigkeit und Schwingfestigkeit
Entsprechend der Härteerhö-hung in der aufgestickten Rand-schicht nimmt auch die Festigkeitzu. Dazu kommen ferner im Regel-fall Druckeigenspannungen. Um-
gekehrt verringert sich dadurchdas Formänderungsvermögen. Da-bei wirken sich die Veränderungenin der Nitrierschicht auf das ge-samte Werkstück aus. In Tabelle 3sind Ergebnisse von Zugversuchenmit normalgeglühten, vergütetenund nitrocarburierten Zugprobenaus dem Stahl 34Cr4 mit 12 Milli-meter Durchmesser wiedergege-ben. Sie lassen erkennen, dass sichdie Zugfestigkeit und die Streck-grenze nur wenig gegenüber demnormalgeglühten Zustand ändern.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
0Rautiefe Rt vor dem Nitrocarburieren [μm]
Raut
iefe
Rt n
ach
dem
Nitr
ocar
burie
ren
[μm
]
0
1,0
2,0
3,0
1,0 2,0
Bild 36: Änderung der Rau-tiefe von Zylindernmit einem Durch-messer zwischen5 und 100 mm ausC45+N durch Salz-badnitrocarburieren
Bild 37: Risse in der Verbindungsschicht nach einem Glattwalzen(nach F. Hoffmann [5], Vergrößerung 500:1)
Gefügezustand Zug- Streck- Bruchein- Bruch-festigkeit grenze schnürung dehnung
Rm in N/mm2 Rp in N/mm2 Z in % A5 in %
normalgeglüht 660 377 54 26
vergütet 900 832 68 18
nitrocarburiert 90 min 682 – 31 18
nitrocarburiert 180 min 673 394 22 16
Tabelle 3: Ergebnisse von Zugversuchen am Stahl 34Cr4
-
20
Die Brucheinschnürung und dieBruchdehnung dagegen werdendeutlich verringert. Im Vergleichzum vergüteten Zustand ist dieSteigerung der Festigkeit bei stati-scher Belastung allerdings so ge-ring, dass daraus kein technischerNutzen zu ziehen ist.
Das Aussehen der geprüftenZugproben lässt bei den beidennitrocarburierten deutlich das ver-ringerte Formänderungsvermögenerkennen (Bild 38). Außerdem istdie gesamte Oberfläche mit einerVielzahl radialer Risse übersät. Hierspiegelt sich die geringe Zähigkeitder aufgestickten Randschicht,insbesondere der Verbindungs-schicht, wider. Daraus resultiert,dass die Randschicht bei örtlicherÜberbeanspruchung ohne nen-nenswerte Verformung spontananreißen und sich der Riss raschüber den gesamten Querschnittausbreiten kann, wenn eine form-ändernde Belastung oder eine Be-anspruchung unterhalb der Raum-temperatur auftritt.
Bei Kerbschlagbiegeversuchen,die häufig zur Beurteilung des Ver-haltens der Werkstoffe und Werk-stoffzustände bei hoher Formände-rungsgeschwindigkeit herangezo-gen werden, zeigt sich ebenfallsder Versprödungseffekt: Der Über-gang vom Verformungs- zum Spröd-
bruch wird in den Bereich oberhalbder Raumtemperatur verschoben.Bei unlegierten Stählen kann einegrößere Zähigkeit durch raschesAbschrecken von Nitrier-/Nitrocar-buriertemperatur und unmittelbarfolgendes Auslagern bei Tempera-turen über 100 °C erzielt werden.
Im Unterschied zu statischenBeanspruchungen haben die Eigen-schaften der Nitrierschicht fürWechselbeanspruchungen, insbe-sondere für gekerbte Bauteile, einegroße technische Bedeutung. Diehöhere Festigkeit und die Druck-eigenspannungen in der Rand-schicht erhöhen die Schwingfes-tigkeit. Verantwortlich ist dafürim Wesentlichen die durch dieNitridbildung entstehende Aus-scheidungshärtung. Die Nitride,aber auch der interstitiell gelösteStickstoff, behindern das durchVerformungen hervorgerufeneGleiten von Versetzungen („innereReibung“).
Die bisher bekannten Wertefür die Erhöhung der Schwingfes-tigkeit liegen im Bereich von 20 bis200 %. Sie hängen von der Art derSchwingbeanspruchung, der Formund Abmessung sowie dem Kerb-faktor des Bauteils, dem verwen-deten Werkstoff und dessen Aus-gangszustand sowie der Nitrier-/Nitrocarburierbehandlung ab.
Die höchsten Werte werdendurch einen vergüteten Ausgangs-zustand und eine ausreichendeNitriertiefe (Nht) erreicht. In Bild39 ist ein Modell zur Erklärungder Zusammenhänge zwischenSchwingfestigkeit, Kernfestigkeit,Kerbwirkung und Nitriertiefe dar-gestellt. Daraus ist zu entnehmen,dass das Werkstoffversagen bei un-gekerbten Bauteilen durch Anrisseunterhalb der Oberfläche eintritt,solange eine kritische Belastungnicht überschritten wird. Die Be-lastbarkeit kann in diesem Falldurch eine höhere Kernfestigkeitgesteigert werden. Bei gekerbtenBauteilen kann die kritische Schub-spannung sowohl an der Oberflä-che als auch darunter überschrittenwerden. Im ersten Fall kann dieBelastbarkeit durch die Verwen-dung legierter Stähle mit einemhöheren Gehalt an Nitrid bildendenLegierungselementen, im zweitenFall durch Erhöhen der Kernfestig-keit und/oder Vergrößern derNitriertiefe erhöht werden.
Mit zunehmender Abmessungnimmt die Wirkung des Nitrierens/Nitrocarburierens bei ungekerb-ten Bauteilen ab. Nach Untersu-chungen von Koch [7] u. a. liegtbei Rundstäben die Grenze bei200 mm Durchmesser. Bei ge-kerbten Proben ist auch bei die-
Merkblatt 447
Bild 38: Zugproben aus dem Stahl 34Cr4 mit unterschiedlichemGefügezustand
0Abstand von der Oberfläche [mm]
Schu
bspa
nnun
g [N
/mm
2 ]
0
100
200
300
400
500
600
1 2 3 4 5
höherer Stickstoffgehalt
kritischerSchubspannungsverlauf:τκ (Abstand)größere Nitriertiefe
höhere Kernfestigkeit
Lastspannungsverlaufbei ungekerbtenBauteilenLastspannungs-
verlauf beigekerbten Bauteilen
Bild 39: Schematische Darstellung des Zusammenhangs zwischen Bauteilfestigkeit im nitrocarburierten Zustand und Beanspruchung durch Biegung (nach Krzyminski [6])
-
21
ser Abmessung noch eine deutli-che Steigerung der Schwingfestig-keit zu erwarten [6, 8]. Liegt derAnrissbeginn unterhalb der Ober-fläche, ist es zweckmäßig, dieNitriertiefe durch Verlängern derBehandlungsdauer zu vergrößern,liegt er an der Oberfläche, isteine Querschnittsvergrößerungder bessere Lösungsansatz.
In Bild 40 sind Werte derDauerschwingfestigkeit salzbad-nitrocarburierter Vergütungsstählemit unterschiedlicher Kernfestig-keit dargestellt. Die Zunahme der
Dauerschwingfestigkeit ist deutlichzu erkennen. Noch höhere Werteder Schwingfestigkeit werden aller-dings erst bei längerer Behand-lungsdauer, d. h. größerer Nitrier-tiefe erzielt.
Je größer der Gehalt an Nitridbildenden Legierungselementen ist,umso größer ist der Effekt des Ni-trierens und Nitrocarburierens aufdie Schwingfestigkeit. Die absoluthöchsten Werte werden bei hoch-festen Stählen mit hoher Kernfes-tigkeit ermittelt [11, 12]. In Bild41 sind entsprechende Werte dar-
gestellt. Bei Gusseisen und Temper-guss kann ebenfalls mit einer Stei-gerung der Schwingfestigkeit ge-rechnet werden, bei Lamellengra-phitguss dagegen nicht. Es fällt auf,dass die Steigerung der Schwing-festigkeit im Zeitfestigkeitsbereichrelativ gering ist und die Grenz-linie, unterhalb derer mit Brüchenzu rechnen ist, flacher verläuft alsz. B. nach einem Einsatzhärten.Es ist weiter zu beachten, dassauch noch bei Lastschwingspiel-zahlen oberhalb von 106 Brücheauftreten können.
Bei unlegierten Werkstoffenwird die optimale Schwingfestig-keit nur erreicht, wenn nach demNitrieren/Nitrocarburieren raschauf Raumtemperatur abgekühltwird, so dass der interstitiell ge-löste Stickstoff in diesem Zustandverbleibt. Langsames Abkühlenoder Auslagern oberhalb 50 °Cführt dagegen nur zu einer gerin-gen Steigerung der Schwingfestig-keit.
6.2 Verschleißverhalten
Die Nitrierschicht erniedrigtden Reibungskoeffizienten und dieAdhäsionsneigung zu metallischenVerschleißpartnern, erhöht den Ab-riebwiderstand und die Festigkeitgegen Ermüdung durch Wechsel-verformungen. Hinzu kommt eineVerminderung der Reaktionsbe-reitschaft mit reaktiven Mitteln derUmgebung (Tribooxidation). DieUrsachen sind im spezifischenAufbau der Verbindungsschicht,ihrem Stickstoffgehalt, ihrer relativhohen Härte sowie der Härte undFestigkeit der darunter liegendenDiffusionsschicht begründet. DieDiffusionsschicht besitzt die Fähig-keit zur Verminderung von Adhä-sion und Reibung sowie des Oxi-dationswiderstands in geringeremMaße als die Verbindungsschicht.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 40: Dauerschwingfestigkeit vergüteter und nitrocarburierter Vergütungsstähle(nach J. Müller/H. Krzyminski [9], [10])
Bild 41: Umlaufbiegewechselfestigkeit verschiedener Stähle nach einem Nitrocarburieren (nach B. Finnern [11])
600Kernfestigkeit [N/mm2]
Dau
ersc
hwin
gfes
tigke
it ±
δ bw [N
/mm
2 ]
0
100
200
300
400
500
600
700
800
1000700 800 900
salzbadnitrocarburiert 570 ºC 2 h / SW
vergütet, nicht nitrocarburiert
Stahl 34Cr4 Stahl C45E gekerbt (ακ=2,0) ungekerbt
104
Lastschwingspielzahl N
Umla
ufbi
egew
echs
elfe
stig
keit
[N/m
m 2
]
100
200
105 106 107
300
400
500
600
700
800
103
1 HFX5102 34Cr4+QT3 X50CrMnNiV22-94 X20Cr135 C15
salzbadnitrocarburiert570 ºC 2 h / SW
nichtnitro-carburiert
1
23
45
1
2
3
5
4
-
22
Dafür ist sie maßgebend für einenhöheren Wälzverschleißwider-stand, insbesondere wenn legierteStähle benutzt werden. In diesemFall ist auch ein hoher Widerstandgegen Abrasion zu erwarten. Bild42 gibt die Ergebnisse von Wälz-verschleißversuchen mit drei ver-schiedenen Stählen wieder, dierd. 3 h lang nitrocarburiert wur-den. Möglicherweise lassen sichdurch Verwendung legierter Stäh-le und ein länger dauerndes Nitrie-ren ähnlich hohe Werte wie nacheinem Einsatzhärten erreichen.
Die Porosität der Verbindungs-schicht kann das Verschleißver-halten beeinträchtigen. Insbeson-dere Porenanordnungen in Formvon parallel zur Oberfläche vorhan-denen „Porenketten“, vgl. Bild 14,können den Verschleißwiderstandherabsetzen. Bild 43 zeigt hierzudie Ergebnisse von Tribometerver-suchen mit unterschiedlich nach-bearbeiteten nitrocarburierten Pro-ben. Aus ihnen geht hervor, dassdurch das Entfernen des porösenBereichs der Abrieb deutlich mini-miert werden kann.
Unterschiedlich wird von derFachwelt nach wie vor der Einflussder Relation von ε- und γ‘-Nitridenauf das Verschleißverhalten derVerbindungsschicht sowie ihresporösen Bereichs hinsichtlichseiner Bedeutung als potentiellesSchmierstoffdepot beurteilt. Ein-deutig ist jedoch, dass sich diepositiven Wirkungen der Verbin-dungsschicht auch für Werkzeugemit höheren Betriebstemperaturennutzen lassen, da die Härte unddie Verbindungsschicht bis ca.500 °C erhalten bleiben.
6.3 Korrosionsverhalten
Die Bereitschaft der Ober-fläche und der Randschicht vonBauteilen zu chemo-physikali-schen Reaktionen mit einer kor-rosiven Umgebung wird durchdie Nitrierschicht verringert. DieVerbindungsschicht leistet hier-bei dem Korrosionsangriff einenwesentlich größeren Widerstandals die Diffusionsschicht, wie
dies auch auf den Gefügebildernin Kapitel 3 zu sehen ist.
Nach den praktischen Erfah-rungen wird durch die Verbin-dungsschicht gegenüber Industrie-klima und Salznebel eine äquiva-lente Resistenz wie von galvanischaufgebrachten Schutzschichten er-reicht. Gegenüber Säuren ist derWiderstand dagegen nicht so aus-geprägt. Es ist zu beachten, dasshöher legierte Werkstoffe, insbe-sondere die rostbeständigen Stäh-le, durch das Aufsticken anfälligergegenüber dem Korrosionsangriffwerden, da z. B. das korrosions-hemmende Chrom zu Nitrid ab-gebunden wird. Tribooxidationlässt sich jedoch wirkungsvollmit Nitrierschichten bekämpfen.
Merkblatt 447
Bild 42: Dauerwälzfestigkeit ermittelt für 107 Überrollungenvon nitrocarburierten Rollen mit 26 mm Durchmesser
Bild 43: Verschleißverhalten von Scheiben (Stift-Scheibe-Tribometer), die nach dem Nitrocarburieren unterschiedlichnachbearbeitet wurden
r1 = r2 = 26 mm
Daue
rwäl
zfes
tigke
it R
D Po
max
. [N
/mm
2 ]
0
1000
2000
3000
r1 = 26 mmr2 = 87,5 mm
4000
Stahl41CrS4+QT
Stahl16MnCrS5+N
StahlCf45+QT
gasnitrocarburiert salzbadnitrocarburiert
Abrie
b (V
ersc
hlei
ßweg
) [µm
]0
6
10
14
18
22
26
30
2
geglättetRt < 2 µm
ohneVerbindungs-
schicht
ohnePorensaum
im Gas in Salzschmelze jeweils nitrocarburiert 570 ºC VS ≥ 10 µm
-
23
7 Durchführung des Nitrierens und Nitrocarburierens
7.1 Allgemeines
Die derzeit industriell bewähr-ten Verfahren zum Nitrieren undNitrocarburieren sind in Bild 44zusammengestellt. Daraus ist zuentnehmen, dass als Stickstoffspen-der flüssige, gasförmige und pul-verförmige Mittel benutzt werdenkönnen.
7.2 Gasnitrieren und Gasnitrocarburieren
Die Verwendung von Ammo-niakgas als Stickstoffspender wur-de für die industrielle Anwendungerstmals in den 20er Jahren des20. Jahrhunderts für ein „verzie-
hungsfreies“ Verfahren als Alterna-tive zum Einsatzhärten propagiert[13]. Ammoniak zersetzt sich ther-misch bedingt, wobei die Ober-fläche der aufzustickenden Werk-stücke als Katalysator wirkt. Derfrei werdende atomare Stickstoff(„in statu nascendi“) diffundiertteilweise in die Werkstückrand-schicht ein, teilweise wird er alsmolekularer Stickstoff Bestandteilder Ofenatmosphäre. Die Zerset-zung des Ammoniaks findet außeran der Werkstückoberfläche auchan den Innenwänden des Ofensund an den Chargiervorrichtun-gen statt. Die dabei ablaufendeReaktion
2 · NH3 ↔ 2N + 3 · H2
bzw. 3
NH3 � [N] + –– · H22ist mit einer Verdopplung des Gas-volumens verbunden. In Abhängig-
keit von Temperatur, Begasungs-rate, Druck und Oberfläche desBehandlungsgutes stellen sich einbestimmter Ammoniak-, Wasser-stoff- und Stickstoffgehalt ein, wo-bei sich die Nitrierwirkung mit derGaszusammensetzung ändert. DieMenge des eindiffundierendenStickstoffs ist so gering, dass sie inder Stoffbilanz vernachlässigt wer-den kann.
Unter industriellen Bedingun-gen stellt sich ein Zersetzungs-oder Dissoziationsgrad des Am-moniaks ein, der meist zwischen20 und 80 % liegt. Er kann im ein-fachsten Fall mit einer so bezeich-neten Schüttelflasche gemessenwerden. Dies ist ein verschließ-barer, mit einer Skala versehenerGlaskolben. Er wird mit dem am-moniakhaltigen Gas gefüllt undverschlossen. Danach wird einangeschlossener zweiter, mit Was-ser gefüllter Glaskolben geöffnet,
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Nitrieren Nitrocarburieren
Bei Atmosphären-druck in Ammoniak,
ohne oder mit Zugabevon Stickstoff und/oder Wasserstoff:� Gasnitrieren
Über Atmosphären-druck in Ammoniak,
ohne oder mit Zugabevon Stickstoff:
� Drucknitrieren
Bei Atmosphären-druck in Ammoniak,
ohne oder mitZugabe von Stick-
stoff und Sauerstoff:� Oxinitrieren,Stickstoff und
Schwefel:� Sulfonitrieren
In belüfteter Salz-schmelze mit Zugabe
von Schwefel: �Sulfonitrocarburieren (Sulf-Inuz-Verfahren)
Unterhalb Atmosphä-rendruck mit Glimm-entladung, in Stick-stoff und Kohlen-wasserstoff, ohne
oder mit Zugabe vonWasserstoff und Argon:
� Plasma-nitrocarburieren
Unterhalb Atmosphä-rendruck mit Glimm-entladung, in Stick-stoff, ohne oder mitZugabe von Wasser-
stoff und Argon:� Plasmanitrieren
In belüfteter Salzschmelze:� Salzbad-
nitrocarburieren (Tenifer-Verfahren)
Bei Atmosphären-druck in Ammoniak
und Kohlenstoff-spender:� Gas-
nitrocarburieren
In Pulver mit Zugabe von Aktivator:� Pulver-
nitrocarburieren
Bild 44: Übersicht über die verfügbarenVerfahren zum Nitrierenund Nitrocarburieren
-
24
so dass Wasser in den mit dem Gasgefüllten Behälter strömen kannund das Ammoniakgas als Ammo-niumhydroxid löst. Ein Schüttelndes Behälters unterstützt den Lö-sungsvorgang. Die für den Wasser-stand abgelesenen Skalenteile sindein Maß für den Ammoniakgehaltbzw. den Zersetzungsgrad β desuntersuchten Gases:
Dissoziationsgrad β =NH3 gemessen
------------------------------------------------------------------- · 100 %Ofengas (= NH3 + N2 +H2)
Dies berücksichtigt jedochnicht die Volumenverdopplung desAmmoniakanteils, der sich in Stick-stoff und Wasserstoff zersetzt hat.Der wahre Dissoziationsgrad α er-gibt sich gemäß:
Dissoziationsgrad α =NH3 gemessen
--------------------------------------------- · 100 %200 – NH3 gemessen
Darin sind die Ammoniakgehaltein Vol-% einzusetzen.
Das Messen mit der Schüttel-flasche ist jedoch nicht kontinuier-lich durchführbar, weshalb statt-dessen die Infrarot-Absorptions-analyse benützt werden kann. Da-bei handelt es sich um ein Messge-rät mit zwei Messkammern, durchderen eine das zu messende Ofen-gas geleitet und von einem Infra-rotstrahl durchleuchtet wird. Des-sen Intensität wird durch das Am-moniak geschwächt, und die Diffe-renz der Intensität aus dem Ver-gleich mit einem Eichgas ergibt denAmmoniakgehalt in Vol-%. Statt desAmmoniakgehalts kann auch derWasserstoffgehalt des Ofengasesgemessen werden. Dazu wird dieWärmeabfuhr eines beheizten, vomMessgas umspülten Drahtes gemes-sen. Für eine andere Messmethodeeignet sich ein Sensor, der aus ei-nem für Wasserstoff semipermea-blen Werkstoff besteht. Bei diesemstellt sich ein Wasserstoffpartial-druck-Gleichgewicht zwischenAußen- und Innenseite des Mess-rohrs ein. Der Sensor eignet sichauch für sauerstofffreie Atmosphä-ren und soll nicht querempfind-lich sein. Der Ammoniakgehalt in
Vol-% ergibt sich dann aus:
Ammoniakgehalt =75 – Wasserstoffgehalt--------------------------------------------------------- · 100 Vol-%
75
bzw. als Partialdruck:
0,75 – pH2pNH3 = ----------------------------0,75
Ammoniakgehalt und Dissozi-ationsgrad sind zur Charakterisie-rung der Nitrierwirkung nur be-dingt geeignet. Das Nitrieren undNitrocarburieren verläuft über-wiegend im Bereich der chemi-schen Verbindungsbildung. An-ders als beim Aufkohlen, wo fürdie Reaktion des Gasaufkohlensbekanntlich eine funktionelle ste-tige Beziehung zwischen der Koh-lenstoffkonzentration und demKohlenstoffpotenzial im Austenitvon Null ausgehend bis zur Sätti-gungsgrenze besteht, sind die ther-modynamischen Basisfunktionenbeim Aufsticken noch nicht voll-ständig geklärt [14]. Aus diesemGrund steht der industriellen Pra-xis zur Prozessregelung kein Stick-stoffpegel analog dem Kohlenstoff-pegel zur Verfügung. Es ist statt-dessen üblich, hierfür die so defi-nierte Nitrierkennzahl KN heran-zuziehen. Sie ist aus der Zerfalls-reaktion des Ammoniaks abgelei-tet und ergibt sich nach
pNH3KN = ------------------- (Druck -1/2)3_(PH2) 2
aus dem Partialdruckverhältnis derin der Ofenatmosphäre vorhande-nen Komponenten Wasserstoff undAmmoniak. Mit steigendem Betragder Nitrierkennzahl nimmt dieNitrierwirkung zu. Dies kann dazubenutzt werden, um bei gegebe-ner Temperatur und gegebenemOfendruck die Nitrierwirkung zuregeln und damit die Zusammen-setzung bzw. den Aufbau derNitrierschicht zu beeinflussen. Hin-weise auf die sich in Abhängigkeitvon der Nitrierkennzahl einstel-lende Zusammensetzung könnendem Diagramm in Bild 45 [15]entnommen werden.
Der Ammoniakgehalt im Ofen-gas kann durch Zugabe von Was-serstoff oder Stickstoff verdünntwerden. Rein rechnerisch verrin-gert sich dadurch im Fall der Was-serstoffzugabe die Nitrierkennzahlund vergrößert sich durch Stick-stoffzugabe. Trotzdem nimmt inbeiden Fällen die aufstickende Wir-kung ab. Dies erklärt sich daraus,dass die Nitrierkennzahl nur unterbestimmten Bedingungen ein Maßfür die Nitrierwirkung ist.
In der Praxis wird aus Sicher-heitsgründen anstatt Wasserstoffsmeist Ammoniakspaltgas, beste-hend aus Stickstoff und Wasser-stoff, benutzt. Wird die dem Ofen-gas zugesetzte Gasmenge Stick-stoff oder Spaltgas gemessen, solässt sich auf der Basis der Wasser-
Merkblatt 447
300Temperatur [ºC]
Nitr
ierk
ennz
ahl
0,01350 400 450 500 550 600 650 700 750 800
10
1
0,1
γ ′- Nitrid
γ-Mischkristall
ε-Nitrid
α-Mischkristall
Bild 45: Zusammenhang zwischen Nitrierkennzahl, Temperatur, Mischkristall- und Nitridphasen (berechnet mit den Daten von E. Lehrer [15])
-
25
stoffmessung die Nitrierkennzahlund damit die Aufstickungswirkungregeln. Dies ist z. B. angebracht,wenn eine möglichst große Nitrier-tiefe bei möglichst dünner Verbin-dungsschichtdicke erreicht wer-den soll.
In Bild 46 ist das auf denDaten des Diagramms in Bild 45basierende Temperaturgebiet aufden für das Nitrieren relevantenBereich eingeschränkt, und in dieExistenzbereiche der Nitridpha-sen sind die mit den Daten von[16] berechneten Stickstoffgehalteeingetragen.
Bei der Anwendung der Bilder45 und 46 sollte allerdings beach-tet werden, dass die Bilder aufVersuchen basieren, die unterNormaldruckverhältnissen in rei-nen Ammoniak-Wasserstoff-Ge-mischen durchgeführt wurden. AlsSubstrat wurde dabei eine dünneSchicht Reineisen benutzt. Diesunterscheidet sich deutlich vontechnischen Nitrierprozessen, beidenen die Ofenatmosphäre aufGrund der thermischen Ammoniak-spaltung neben Ammoniak immerauch einen entsprechenden AnteilStickstoff enthält. In der Praxiswerden zudem Werkstoffe ver-wendet, die sich in ihrer Zusam-mensetzung, und Werkstücke, diesich in ihrer Geometrie von denoben beschriebenen Versuchenerheblich unterscheiden. Außer-
dem erfolgte der Nachweis derverschiedenen Mischkristall- undNitridphasen durch Messen derÄnderung der magnetischen Eigen-schaften, nicht durch Analyse desStickstoffgehalts. Schließlich mussnoch berücksichtigt werden, dassdie dargestellten Zusammenhängenur auf die äußerste Randschichtbezogen werden dürfen.
Eine Variante des klassischenGasnitrierens ist das Oxinitrieren.Hierbei wird dem Ofengas wäh-rend des Nitrierens ein Sauerstoff-spender in Form von Luft oderWasser zugegeben. Bei Anwesen-heit von Wasser ergibt sich ausdem Dissoziationsgleichgewichtdes Wasserdampfs die Reaktion:
1H2O ↔ H2 + –– · O2
2
Hieraus lässt sich die Oxidations-kennzahl KO ableiten:
pH2OKO = ---------------pH2
Zur Bestimmung der Oxidations-kennzahl aus dem Sauerstoffgehalteignen sich Sauerstoffsonden (Fest-körperelektrolyt auf der Basis vonZirkondioxid, wie er auch beimGasaufkohlen benutzt wird). Andiesen entsteht eine Zellspannung,aus der die Oxidationskennzahlermittelt werden kann:
572 –U 143339 KO = exp[23,148 · ------------------- – -------------------- – 2,753]T T2
Für hochlegierte Stähle mitihrer bekannten Neigung zur Ober-flächenpassivierung hat sich diesesOxinitrieren in der Praxis bewährt[18, 19]. Es wird empfohlen, eineOxidationskennzahl z. B. für rost-freie Stähle dicht oberhalb der Oxi-dationsgrenze des reinen Eisens –ca. 0,3 – einzustellen. Für unle-gierte Stähle sollte KO unterhalbdieser Grenze liegen, da sonstFe3O4-Schichten („Magnetit“) ent-stehen, welche die Stickstoffauf-nahme stattdessen behindernkönnen.
In jeder Ofenatmosphäre istzwar unter Normaldruckverhält-nissen immer auch Luftsauerstoffvorhanden. Dies ergibt sich durchUndichtheiten des Ofens wie auchdurch Feuchtigkeit im Ammoniak.Jedoch erscheint es im Interesseeines ungestörten Prozesses zweck-mäßig, den Sauerstoffpartialdrucküber die Oxidationskennzahl zuregeln. Es ist allerdings zu beach-ten, dass die Oxidationskennzahlund die Nitrierkennzahl nicht un-abhängig voneinander geregeltwerden können. Eine Änderungvon KO bedeutet immer auch einesolche von KN.
Eine weitere Möglichkeit be-steht im Messen des Sauerstoffpar-tialdrucks und dem Vergleich mitdem Zustand des Ofengases, in demdas vollständige Dissoziations-gleichgewicht (= Äquilibrium) desAmmoniaks hergestellt wird [16,17, 21, 22]. Aus der Differenz derMesssignale lassen sich sowohldie Oxidationskennzahl als auchdie Nitrierkennzahl bestimmen.Derartige Sonden werden alsQE-Sonden und der Sensor wirdals Nitriersensor bezeichnet. Derzahlenmäßige Zusammenhangwird durch die Gleichung
pNH3U = 0,00995 · T · lg (1 + 1,5 · ----------------) mVpH2gegeben [16, 17]. In Bild 47 sinddas Prinzip und das Ausseheneines derartigen Nitriersensors zusehen.
Wärmebehandlung von Stahl – Nitrieren und Nitrocarburieren
Bild 46: Zusammenhang zwischen Temperatur und Nitrierkennzahl mit den Iso-Konzentrationslinien für die Stickstoffkonzentration (nach K.-H. Weissohn [17])
0,1Nitrierkennzahl KN
Tem
pera
tur [
ºC]
400
500
600
1 10
At % /Gew%0.3 / 0.075
Alpha-Mischkr.
19.719.8 19.84
Gamma´
19.95 / 5.9
19.90
24 /
7.34
25 /
7.71
26 /
8.10 27
/ 8.
49
0.2 / 0.050.1 / 0.025
28 / 8.4929 / 9.30
30 / 9.71
Epsilon
-
26
Das Nitrieren kann mit zeitlichgleichbleibender oder variablerNitrierkennzahl durchgeführt wer-den. Es kann zweckmäßig sein, denNitrierprozess mit einer großenNitrierkennzahl zu beginnen unddiese nach einer bestimmten Dau-er durch Änderung der in den Ofeneingeleiteten Gase zu verringern(„Zweistufen“-Prozess). Damit lässtsich beispielsweise das Dicken-wachstum der Verbindungsschichtbeeinflussen.
Eine Variante des klassischenGasnitrierens bei Atmosphären-druck besteht darin, eine druck-dichte Retorte zu verwenden, die-se auf einen Druck von ca. 20 barmit Ammoniak zu füllen und zuschließen und dann den Prozessohne Gasaustausch zu betreiben➝ Drucknitrieren [24].
Beim Plasmanitrieren dientStickstoff als Stickstoffspender. DieWerkstücke sind an eine Kathodeund die Ofen- oder Retortenwandan eine Anode angeschlossen. DerOfenraum wird bis auf wenigerals 10 mbar evakuiert, zwischenAnode und Kathode eine Spannungvon einigen hundert Volt angelegtund mit einem konstanten oderpulsierenden Gleichstrom mit einerStromstärke von ca. 10 A eineGlimmentladung in unmittelbarerNähe der Werkstückoberfläche er-zeugt. Vorzugsweise werden heutejedoch Plasmageneratoren verwen-det, die einen pulsierenden Stromliefern. In dieser Glimmentladungwerden der molekulare – undansonsten bei Nitriertemperatur
inerte – Stickstoff ionisiert und dieStickstoffionen auf die Werkstück-oberfläche gelenkt, wo sie absor-biert werden. Das Stickstoffange-bot wird über das Verhältnis derzugegebenen Gase Stickstoff undWasserstoff (und gegebenenfallsArgon), die Temperatur, den Druckim Ofenraum und das Tastverhält-nis geregelt (Verhältnis der Dauereines Pulses zur Dauer der nach-folgenden Pause). Höhere Stick-stoffanteile entsprechen einergrößeren Nitrierkennzahl.
Zum Nitrocarburieren werdender Ofenatmosphäre Kohlenstoff-spender, z. B. Kohlendioxid oderExogas (geschützte Bezeichnungfür diese Verfahrensweise (Fa.Aichelin) ist der Name „Nitroc-Ver-fahren“), Endogas (geschützteBezeichnung für diese Verfahrens-weise (Fa. Ipsen) ist der Name„Nikotrieren“) oder beide Gasezeitlich nacheinander zugegeben.Bei Endogas handelt es sich um dasauch beim Aufkohlen als Trägergasverwendete Basisgas mit einemKohlenmonoxidgehalt zwischen20 und 24 Vol-%. Exogas kann an-stelle von Kohlendioxid verwen-det werden, wenn es ca. 5 bis 10Vol-% Kohlendioxid enthält. Diesbewirkt eine Aufkohlung der Werk-stückrandschicht bzw. eine bevor-zugte Bildung des ε-Nitrids in derVerbindungsschicht. Die Aufkoh-lung bleibt allerdings wegen derverhältnismäßig niedrigen Prozess-temperatur auf den Bereich derVerbindungsschicht beschränkt.Je nachdem, ob CO oder CO2 als
Zusatzgas benutzt wird, findet inder Ofenatmosphäre die Boudou-ard’sche Reaktion oder die hetero-gene Wassergas-Reaktion statt, diebeide jeweils im Gleichgewichtstehen:
2 · CO ↔ [C] + CO2CO2 + H2 ↔ CO + H2O
Die daraus abgeleiteten Auf-kohlungs- oder Kohlungs-Kenn-zahlen Kc lauten:
W pCO · pH2 B ( pCO)2
KC = --------------------- und KC = -----------------pH2O pCO2
Die beiden Kohlungskennzah-len lassen sich über die Reaktions-konstanten der beiden Reaktionenausrechnen. Aus der gemessenenZellspannung ergibt sich die Koh-lungskennzahl:
KC = 1452,8 –U 168561
exp[23,148 · -------------------------- + -------------------- – 11,042]T T2Es ist nicht üblich, beim Nitro-carburieren die Nitrierkennzahlzu variieren.
Auch das Nitrocarburierenkann als Plasmanitrocarburierendurchgeführt werden. Als Kohlen-stoff spendende Komponente wirdüblicherweise Methan oder Erdgasverwendet. Die Parameter für dieRegelung der Glimmentladungs-parameter entsprechen denen desPlasmanitrierens.
Zum Nitrieren und Nitrocar-burieren werden elektrisch be-heizte, gasdichte Topf-, Glocken-Retorten- oder Haubenöfen sowieKammeröfen mit einer Retorte be-nutzt. Das Ammoniakgas durch-strömt den Ofenraum in einerMenge, die so bemessen ist, dassein ausreichender Austausch desverbrauchten Gases stattfindet.Zweckmäßig ist der Einbau einesLeitzylinders und eines Umwäl-zers, um eine gleichmäßige undunbehinderte Durchströmung desOfengases durch das Behand-lungsgut zu gewährleisten.
Soweit legierte Stähle nitriertoder nitrocarburiert werden, ge-nügt eine Gasabkühlung. Werdenjedoch unlegierte Stähle behandelt
Merkblatt 447
Bild 47: Prinzip des Nitriersensors (Processelectronic)
Messkeramik Katalysatorsystem
MetallschutzrohrInnere ElektrodeÄußere Elektrode
-
27
und wird eine hohe Festigkeit er-wartet, ist ein Abschrecken in Öl,Wasser oder anderen geeignetenFlüssigkeiten erforderlich. Hieraufist die Beschaffung der jeweiligenAnlage entsprechend abzustimmen.
7.3 Salzbadnitrocarburieren
Als flüssige Stickstoffspenderstehen Salzschmelzen zur Verfü-gung. Diese enthielten ursprüng-lich ca. 50 % Natrium- und Kalium-cyanid. Die Salzschmelzen werdenvorzugsweise in Titantiegeln be-trieben und elektrisch von außenbeheizt. Um ein ausreichendesStickstoffangebot zu erhalten, wirddurch ein Belüftungsrohr Luft indie Salzschmelze eingeleitet, wo-durch sich ein Teil des Cyanids inCyanat umsetzt gemäß der Reak-tionsgleichung:
6CN -- + 2 · O2 � 4 [N] +2 · CN -- + 3 · CO3
-- + CO
Das Cyanat liefert schließlichdurch Zerfall Stickstoff und Kohlen-stoff für die Eindiffusion in dieWerkstückrandschicht. Das bedeu-tet, dass das Behandeln in Salz-schmelzen grundsätzlich ein Nitro-carburieren darstellt.
Da sich also ein Teil des Cya-nids verbraucht, ist es erforderlich,die Salzschmelze zu regenerieren.Dies erfolgt durch Ausschöpfenvon Altsalz und Nachfüllen vonFrischsalz. Die relativ hohen Cya-nidgehalte des Altsalzes führtenzu Problemen mit einer umwelt-gerechten Entsorgung (Salzab-fälle werden vom Salzlieferantenzurückgenommen und umwelt-gerecht deponiert). Aus diesemGrunde wurden Salzschmelzen aufCyanatbasis entwickelt, aus de-nen zum Regenerieren kein Alt-salz mehr ausgeschöpft, sondernnur noch ein Regenerator (TF1-Verfahren) zugegeben werdenmuss. Dieser lässt sich mit ent-sprechenden Dosiervorrichtungenkontinuierlich zugeben, so dass dasStickstoffangebot in gleicher Höheerhalten bleibt. Derzeit werden
nahezu ausschließlich solche Salz-schmelzen verwendet.
Wichtig für eine gleichblei-bende Qualität der Verbindungs-schicht mit nicht zu hoher Poro-sität ist die Kontrolle der Salz-schmelzen auf Verunreinigungendurch eingeschleppte Metallspäne,Nichteisenmetallreste, Sand (Guss-haut von Gussteilen) oder Schwe-fel enthaltende Kühlsc