Zementrohstoffe in Deutschland - vdz-online.de · Zementrohstoffe in Deutschland Geologie,...
64
Zementrohstoffe in Deutschland Geologie, Massenbilanz, Fallbeispiele Bundesverband der Deutschen Zementindustrie e.V. Verein Deutscher Zementwerke e.V.
Transcript of Zementrohstoffe in Deutschland - vdz-online.de · Zementrohstoffe in Deutschland Geologie,...

Zementrohstoffe
in Deutschland
Geologie, Massenbilanz, Fallbeispiele
Bundesverband der Deutschen Zementindustrie e.V.
Verein Deutscher Zementwerke e.V.
2
Impressum
Die Deutsche Bibliothek – CIP-EinheitsaufnahmeZementrohstoffe in Deutschland: Geologie, Massenbilanz, Fallbei-spiele / Bundesverband der Deutschen Zementindustrie e.V.; VereinDeutscher Zementwerke e.V. – Düsseldorf: Verlag Bau + Technik,2002ISBN 3-7640-0430-4
Herausgeber:
Bundesverband der Deutschen Zement-industrie e. V., KölnVerein Deutscher Zementwerke e. V., Düsseldorf
Fachliche Betreuung:
AG Geologie der BDZ/VDZ-Kommission Rohstoffe
Bearbeiter:
Michael BastenHeinz BrökerDr. Bernd EberDr.-Ing. Jürgen HilgerDr. Manfred LütkehausDr. Thomas ReimerDr.-Ing. Holger RosemannDr. Markus SchauerProf. Dr.-Ing. Siegbert SprungCarsten Wertel
Kontakt:
Michael BastenBundesverband der Deutschen Zementindustrie e. V.Luisenstr. 4410117 Berlin
Auftraggeber:
Sozialpolitische Arbeitsgemeinschaft derDeutschen Zementindustrie e. V., Köln
Gesamtherstellung:
Verlag Bau + Technik GmbHPostfach 12 01 1040601 Düsseldorf
Abb. 2, S. 59: Kartengrundlage TK 25,Blatt 8338 Bayrischzell und 8339 Oberau-dorf; Wiedergabe mit Genehmigung desBayerischen LandesvermessungsamtesMünchen, Nr. 1355/02
3
Inhaltsverzeichnis
Vorwort 5
I Geologie:
Geologische und mineralogische Aspekte der Zementherstellung 7
1 Zement – Produkt, Prozess, Geschichte 8
2 Chemische und mineralogische Anforderungen an die Rohmaterialien 9
3 Entstehung und Klassifizierung von Kalksteinen 11
4 Lagerstätten und Rohstoffbasis der deutschen Zementwerke 12
II Massenbilanz:
Rohstoffbedarf für die Klinker- und Zementproduktion 17
1 Datenbasis 18
2 Zementherstellung im Überblick 18
3 Strukturelle Aspekte der deutschen Zementindustrie 20
4 Massenströme und Substitutionspotenziale 20
4.1 Roh- und Brennstoffe für die Klinkerherstellung 20
4.2 Einsatzstoffe für die Zementmahlung 22
5 Zusammenfassung 24
III Fallbeispiele:
Rohstoffgewinnung und Zementherstellung unter standortspezifischen Bedingungen 25
1 Zementproduktion aus Kreide und Hüttensand in Lägerdorf und Höver 27
2 Klinker- und Zementherstellung mit Mergel und Massenkalk in Ennigerloh 33
3 Wiesbaden-Amöneburg – Zementproduktion im Tertiär des Mainzer Beckens 41
4 Ölschieferzementwerk in Dotternhausen 49
5 Kiefersfelden – Integrierter Standort in den nördlichen Kalkalpen 57
Literatur 63


Vorwort
5
Für modernes, nachhaltiges Bauen sindzementgebundene Baustoffe unverzicht-bar. Die Herstellung des Bindemittels Ze-ment setzt ihrerseits die Gewinnung vonRohstoffen voraus. Hierbei handelt essich insbesondere um Kalkstein und Tonoder deren natürlich vorkommendes Ge-misch, den Kalkmergel. Aufgrund derStandortgebundenheit der Lagerstättenund der hohen Kapitalintensität ihrer Anla-gen ist die Zementindustrie auf eine lang-fristige Sicherung geeigneter Flächen zurRohstoffgewinnung angewiesen. Durchwerksnahe Abbaustätten werden nichtnur Transportkosten, sondern auch Ver-kehrsaufkommen und entsprechendeEmissionen vermieden.
Obwohl der jährliche Flächenbedarf derdeutschen Zementindustrie nach Berech-nungen der BUNDESANSTALT FÜR GEOWISSEN-SCHAFTEN UND ROHSTOFFE (2000) mit weni-ger als 0,0002% der Landesfläche relativgering ist, stellt Rohstoffgewinnung vorOrt stets einen Eingriff in Natur und Land-schaft dar. Jede Abgrabung ist deshalb anstrenge Auflagen und Ausgleichs- bzw.Ersatzmaßnahmen gebunden. Durch eineumweltschonende Abbauführung und Ge-winnungstechnik, die Verwendung vonSekundärstoffen und industriellen Koppel-produkten sowie eine zeitnahe Renaturie-rung oder Rekultivierung tragen die Ze-menthersteller aktiv zum Ressourcen-schutz bei. Die entsprechenden Flächenwerden in jedem Fall nur temporär in An-spruch genommen.
Gleichwohl haben die Konflikte zwischender Rohstoffgewinnung und anderen Be-langen um die Nutzung von Flächen zuge-nommen. Die deutsche Zementindustriehat daher eine Kommission „Rohstoffe“ins Leben gerufen, die im Hinblick auf
eine fundierte Information und Kommuni-kation relevante Fakten branchenweit auf-arbeitet. Dazu wurden mehrere projektori-entierte Arbeitsgruppen gebildet, die u. a.eine naturschutzfachliche Bestandsauf-nahme der Abbaustätten betreut sowie ei-ne flächendeckende Werksumfrage durch-geführt haben. Die Ergebnisse derUmfrage sind unlängst erschienen (BUN-DESVERBAND DER DEUTSCHEN ZEMENTINDU-STRIE/VEREIN DEUTSCHER ZEMENTWERKE
2001). Als weitere Veröffentlichung liegtnunmehr diese Broschüre vor, in der diver-se Beiträge der Arbeitsgruppe „Geologie“zusammengefasst wurden.
In Teil I wird nach einer Einführung zu Pro-dukt, Prozess und Geschichte auf che-misch-mineralogische Anforderungen andie Zementrohstoffe, die Entstehung undEinteilung der Kalksteine sowie die Lager-stätten und Rohstoffbasis der Zementwer-ke mit Klinkerproduktion (integrierte Ze-mentwerke) eingegangen. In Teil II „Mas-senbilanz“ wird auf der Basis der verfüg-baren Statistiken und Analysen eine detail-lierte Berechnung der Massenströme undder Substitutionspotenziale für das Zwi-schenprodukt Klinker und die Zementmah-lung vorgelegt. Da generelle Aussagen nureingeschränkt möglich sind, werden in TeilIII schließlich – abgerundet durch ergän-zende Informationen über die betreffen-den Werke – anhand konkreter Fallbeispie-le standortspezifische Bedingungen derRohstoffversorgung und Zementproduk-tion herausgearbeitet.

7
I Geologie:
Geologische und
mineralogische Aspekte
der Zementherstellung

8
1 Zement – Produkt, Prozess,
Geschichte
Der Ausdruck Zement bezeichnet im wei-teren Sinne jede Art von Material, das alsBindemittel einzelne Komponenten zu einem Ganzen verbindet, also gewisser-maßen zusammenklebt. Im Folgendengeht es um Zemente, die im Bauweseneingesetzt werden. Das Ausgangsmate-rial moderner Bauzemente besteht aus einer Mischung von 70 bis 80 Massepro-zent (M.-%) Kalkstein und 20 bis 30 M.-%Ton, die in vielen Abbaustätten der Ze-mentindustrie im Prinzip bereits natürlichvorliegt. Je nach chemischer Zusammen-setzung der Lagerstätte müssen Korrek-turstoffe, z. B. Eisenerz oder Sand, zuge-fügt werden.
Nach Gewinnung, Förderung, Zerkleine-rung und Homogenisierung wird das Roh-material zu Rohmehl fein gemahlen. DasRohmehl wird dann entsäuert, indem dasCaCO3 der Kalkkomponente in CaO undCO2 zerlegt wird, und bei Temperaturenvon etwa 1.450 °C in Drehöfen bis zurSinterung gebrannt. Der dabei entstehen-de Zementklinker in Form dunkelgrauer,bis faustgroßer Granalien wird dann unterZugabe von Sulfatträgern zur Steuerungder späteren Erstarrung im Beton zustaubfeinem Portlandzement vermahlen.Weitere Stoffe, wie z. B. granulierteHochofenschlacke (Hüttensand), vulkani-sche Aschen (Tuffe, Puzzolane) oderKalkstein, können zur Erzielung besonde-rer Produkteigenschaften zugemahlenoder zugemischt werden. EntsprechendeProdukte werden Hochofen- bzw. Port-landkompositzemente genannt. Nebennatürlichen und industriell erzeugten Ma-terialien setzt die Zementindustrie beimKlinkerbrand auch Sekundärrohstoffe ein(vgl. Teil II dieser Veröffentlichung ).
Zement ist ein hydraulisches Bindemittel,da der Zusatz von Wasser zur Bildung ver-schiedener Calciumsilikat- und Calcium-aluminathydrate führt, die als „Klebstoff“für die verschiedenen Zuschlagstoffe imBeton bzw. in diversen Mörteln fungieren.Natürliche Zuschläge sind Sand, Kies undSplitt, unter bestimmten Voraussetzun-
gen werden auch recyclierte Zuschlägeeingesetzt (siehe z. B. SCHMIDT 2000). Abb. 1 zeigt links einen Schnitt durch ei-nen Standardbeton, der aus ca. 35 M.-%Sand, 52 M.-% Kies und nur aus 13 M.-% Zement besteht. Die hydratisier-ten Zementbestandteile bilden einen fei-nen Überzug auf den Sand- und Kieskör-nern und verkleben diese fest mitein-ander, so dass ein künstliches Gesteinentsteht. Das Prinzip – die Verbindungvon grobkörnigem Zuschlag durch feinkör-nigen „Mörtel“ – kennt bereits die Natur.Entsprechende Gesteine werden „Kon-glomerate“ oder Brekzien genannt. Ausgeologischer Sicht handelt es sich hierbeimeist um fossile Schotterbetten, diedurch spätere natürliche Prozesse (Dia-genese) verfestigt wurden. Aus dem Vor-alpenraum ist vor allem die „Nagelfluh“
bekannt, die heute noch als Naturwerk-stein Verwendung findet (Abb. 1, rechts).
Gebrannter Kalk dient schon seit etwa9.000 Jahren zur Herstellung von (Kalk-)Mörtel. Erste hydraulisch erhärtende Mör-tel wurden um 1000 v. Chr. von phönizi-schen Baumeistern verwandt, die ge-brannten Kalk mit gemahlenen Ziegelnoder natürlichen vulkanischen Aschen ver-mischten. Diese Produktionstechnologiewurde von den Griechen an die Römerweitergegeben, die dann mit ihrem „opuscaementitium“ eine frühe Betonbauweise
Abb. 1: links: Schnitt durch einen Beton(Größtkorn 32 mm)
rechts: natürliches Konglomerat (Gollinger Nagelfluh, Quartär)
einführten und perfektionierten (LAMP-RECHT 1996). Dies zeigt das unter KaiserHadrian um 120 n. Chr. in seiner jetzigenForm errichtete Pantheon in Rom (Abb. 2),von dem nur wenige wissen, dass es na-hezu vollständig in Betonbauweise erstelltwurde. Seine teilweise sogar in Leichtbe-ton ausgeführte Kuppel hat eine Spann-weite von 43,30 m, die erst 1911 von derJahrhunderthalle in Breslau mit einerSpannweite von 65 m übertroffen wurde.
Im Mittelalter und der frühen Neuzeit wa-ren die römischen Baustoffe und -verfah-ren kaum noch bekannt. Erst ab dem 18.Jahrhundert wurde in Europa nach Alter-nativen für die nur noch vereinzelt genutz-ten vulkanischen Aschen gesucht. DerEngländer John Smeaton (1724-1792) ent-deckte in den 50er-Jahren des 18. Jahr-
hunderts, dass die Qualität eines hydrauli-schen Mörtels vom Anteil der tonigenKomponente im gebrannten Bindemittelabhängt. Er veröffentlichte seine Erkennt-nisse allerdings erst 1791, und von da abentwickelte sich diese Baustofftechnolo-gie schnell weiter (VEREIN DEUTSCHER ZE-MENTWERKE 2000).
Dem Engländer Joseph Aspdin wurde1824 ein Patent zur Herstellung von „Port-land“-Zement erteilt, bei dem gebrannterKalk mit Ton vermischt bei Temperaturenunterhalb der Sinterung gebrannt und

9
dann zu einem gebrauchsfertigen Produktvermahlen wurde. Den Namen erhielt die-ser Baustoff aufgrund der Ähnlichkeit sei-ner Farbe mit der eines damals beliebtenNaturwerksteins von der südenglischenInsel Portland. Wichtige Erkenntnisse, ins-besondere zum Mischungsverhältnis von
Kalkstein und Ton, haben auch der Franzo-se Vicat und der Deutsche John gewon-nen. Offenbar war aber William Aspdin,ein Sohn Joseph Aspdins, der Erste, derum 1840 einen Zement herstellte, deraufgrund höherer Brenntemperaturen undeiner zumindest teilweisen Sinterung diefür moderne Portlandzemente charak-teristischen Klinkerphasen enthielt undentsprechende Festigkeiten erreichte.
Es bedurfte noch vieler Verbesserungen,bis sich dieses Bindemittel gegenüber an-deren Baustoffen endgültig durchsetzte.Der Entwicklung innovativer Zemente mitspeziellen Anwendungseigenschaftensind bis heute keine Grenzen gesetzt(SCHMIDT 1998, SPRUNG/SYLLA 2000).
Die ersten Produktionsstätten zur industri-ellen Herstellung von Zement wurden inDeutschland um 1850 in Betrieb genom-men. Bald nahmen auch der Maschinen-bau und die Anlagentechnik einen rasan-ten Aufschwung. Aus Schachtöfen, mitdenen täglich nur wenige t Zementklinkerproduziert werden konnten, haben sichmittlerweile höchst energieeffiziente Drehofenanlagen mit Leistungen von biszu über 10.000 t/d entwickelt. Bei einerProduktion von jährlich über 1,5 Mrd. tZement weltweit ist dieser Baustoff nicht
mehr wegzudenken (BUNDESVERBAND DER
DEUTSCHEN ZEMENTINDUSTRIE 2001). Abb. 3und Abb. 4 spiegeln den verfahrenstech-nischen Wandel wider. Abb. 3 zeigt einender im Zementwerk Wiesbaden-Amöne-burg bis zum Anfang des 20. Jahrhun-derts betriebenen Hoffmann’schen Ring-öfen, deren Jahreskapazität jeweils rd.2.000t betrug, Abb. 4 eine moderneOfenlinie mit Wärmetauscherturm und ei-ner Tagesleistung von 5.000t Klinker imZementwerk Bernburg/Sachsen-Anhalt.
2 Chemische und mineralogische
Anforderungen an die
Rohmaterialien
Die chemischen und mineralogischen An-forderungen an die Rohmaterialien mo-derner Zemente lassen sich mit DUDA
(1976) zunächst folgendermaßen zusam-menfassen:
„Zur Zementherstellung können sowohlMineralien natürlicher Herkunft als auchindustrielle Produkte verwendet werden.Als Ausgangsmaterial dienen Mineralstof-fe, welche die Hauptbestandteile des Ze-mentes, Kalk, Kieselsäure, Tonerde undEisenoxid, enthalten. Diese Komponentenwerden selten in der gewünschten Zu-
Abb. 2: Innenansicht des Pantheons in Rom mitKassettendecke aus Beton
Abb. 3: Ringofen im Zementwerk Wiesbaden-Amöneburg um 1870 Abb. 4: Moderne Ofenlinie mit Wärmetauscher in Bernburg
10
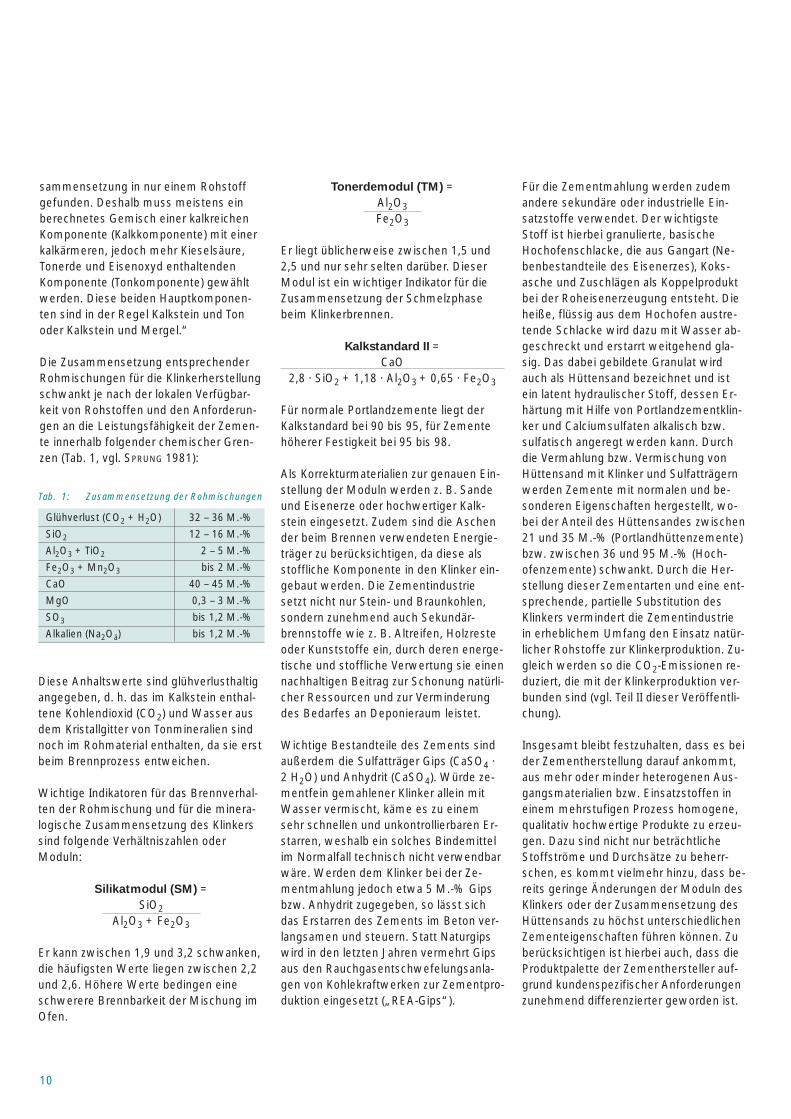
sammensetzung in nur einem Rohstoffgefunden. Deshalb muss meistens einberechnetes Gemisch einer kalkreichenKomponente (Kalkkomponente) mit einerkalkärmeren, jedoch mehr Kieselsäure,Tonerde und Eisenoxyd enthaltendenKomponente (Tonkomponente) gewähltwerden. Diese beiden Hauptkomponen-ten sind in der Regel Kalkstein und Tonoder Kalkstein und Mergel.“
Die Zusammensetzung entsprechenderRohmischungen für die Klinkerherstellungschwankt je nach der lokalen Verfügbar-keit von Rohstoffen und den Anforderun-gen an die Leistungsfähigkeit der Zemen-te innerhalb folgender chemischer Gren-zen (Tab. 1, vgl. SPRUNG 1981):
Tonerdemodul (TM) =Al2O3Fe2O3
Er liegt üblicherweise zwischen 1,5 und2,5 und nur sehr selten darüber. DieserModul ist ein wichtiger Indikator für dieZusammensetzung der Schmelzphasebeim Klinkerbrennen.
Kalkstandard II = CaO
2,8 · SiO2 + 1,18 · Al2O3 + 0,65 · Fe2O3
Für normale Portlandzemente liegt derKalkstandard bei 90 bis 95, für Zementehöherer Festigkeit bei 95 bis 98.
Als Korrekturmaterialien zur genauen Ein-stellung der Moduln werden z. B. Sandeund Eisenerze oder hochwertiger Kalk-stein eingesetzt. Zudem sind die Aschender beim Brennen verwendeten Energie-träger zu berücksichtigen, da diese alsstoffliche Komponente in den Klinker ein-gebaut werden. Die Zementindustriesetzt nicht nur Stein- und Braunkohlen,sondern zunehmend auch Sekundär-brennstoffe wie z. B. Altreifen, Holzresteoder Kunststoffe ein, durch deren energe-tische und stoffliche Verwertung sie einennachhaltigen Beitrag zur Schonung natürli-cher Ressourcen und zur Verminderungdes Bedarfes an Deponieraum leistet.
Wichtige Bestandteile des Zements sindaußerdem die Sulfatträger Gips (CaSO4 ·2 H2O) und Anhydrit (CaSO4). Würde ze-mentfein gemahlener Klinker allein mitWasser vermischt, käme es zu einemsehr schnellen und unkontrollierbaren Er-starren, weshalb ein solches Bindemittelim Normalfall technisch nicht verwendbarwäre. Werden dem Klinker bei der Ze-mentmahlung jedoch etwa 5 M.-% Gipsbzw. Anhydrit zugegeben, so lässt sichdas Erstarren des Zements im Beton ver-langsamen und steuern. Statt Naturgipswird in den letzten Jahren vermehrt Gipsaus den Rauchgasentschwefelungsanla-gen von Kohlekraftwerken zur Zementpro-duktion eingesetzt („REA-Gips“).
Für die Zementmahlung werden zudemandere sekundäre oder industrielle Ein-satzstoffe verwendet. Der wichtigsteStoff ist hierbei granulierte, basischeHochofenschlacke, die aus Gangart (Ne-benbestandteile des Eisenerzes), Koks-asche und Zuschlägen als Koppelproduktbei der Roheisenerzeugung entsteht. Dieheiße, flüssig aus dem Hochofen austre-tende Schlacke wird dazu mit Wasser ab-geschreckt und erstarrt weitgehend gla-sig. Das dabei gebildete Granulat wirdauch als Hüttensand bezeichnet und istein latent hydraulischer Stoff, dessen Er-härtung mit Hilfe von Portlandzementklin-ker und Calciumsulfaten alkalisch bzw.sulfatisch angeregt werden kann. Durchdie Vermahlung bzw. Vermischung vonHüttensand mit Klinker und Sulfatträgernwerden Zemente mit normalen und be-sonderen Eigenschaften hergestellt, wo-bei der Anteil des Hüttensandes zwischen21 und 35 M.-% (Portlandhüttenzemente)bzw. zwischen 36 und 95 M.-% (Hoch-ofenzemente) schwankt. Durch die Her-stellung dieser Zementarten und eine ent-sprechende, partielle Substitution desKlinkers vermindert die Zementindustriein erheblichem Umfang den Einsatz natür-licher Rohstoffe zur Klinkerproduktion. Zu-gleich werden so die CO2-Emissionen re-duziert, die mit der Klinkerproduktion ver-bunden sind (vgl. Teil II dieser Veröffentli-chung).
Insgesamt bleibt festzuhalten, dass es beider Zementherstellung darauf ankommt,aus mehr oder minder heterogenen Aus-gangsmaterialien bzw. Einsatzstoffen ineinem mehrstufigen Prozess homogene,qualitativ hochwertige Produkte zu erzeu-gen. Dazu sind nicht nur beträchtlicheStoffströme und Durchsätze zu beherr-schen, es kommt vielmehr hinzu, dass be-reits geringe Änderungen der Moduln desKlinkers oder der Zusammensetzung desHüttensands zu höchst unterschiedlichenZementeigenschaften führen können. Zuberücksichtigen ist hierbei auch, dass dieProduktpalette der Zementhersteller auf-grund kundenspezifischer Anforderungenzunehmend differenzierter geworden ist.
Glühverlust (CO2 + H2O) 32 – 36 M.-%
SiO2 12 – 16 M.-%
Al2O3 + TiO2 2 – 5 M.-%
Fe2O3 + Mn2O3 bis 2 M.-%
CaO 40 – 45 M.-%
MgO 0,3 – 3 M.-%
SO3 bis 1,2 M.-%
Alkalien (Na2Oä) bis 1,2 M.-%
Tab. 1: Zusammensetzung der Rohmischungen
Diese Anhaltswerte sind glühverlusthaltigangegeben, d. h. das im Kalkstein enthal-tene Kohlendioxid (CO2) und Wasser ausdem Kristallgitter von Tonmineralien sindnoch im Rohmaterial enthalten, da sie erstbeim Brennprozess entweichen.
Wichtige Indikatoren für das Brennverhal-ten der Rohmischung und für die minera-logische Zusammensetzung des Klinkerssind folgende Verhältniszahlen oder Moduln:
Silikatmodul (SM) =SiO2
Al2O3 + Fe2O3
Er kann zwischen 1,9 und 3,2 schwanken,die häufigsten Werte liegen zwischen 2,2und 2,6. Höhere Werte bedingen eineschwerere Brennbarkeit der Mischung imOfen.
11
3 Entstehung und Klassifizierung
von Kalksteinen
Natürliche Gesteine lassen sich im Wesent-lichen in drei große Gruppen unterteilen:
Magmatische Gesteine
entstehen aus glutflüssigem Magma dertieferen Erdschichten, das entweder amOrt seiner Entstehung abkühlt und er-starrt, in andere Gesteine der Kruste ein-dringt oder diese Kruste sogar durchdringtund an der Erdoberfläche in Form von La-ven oder Lockergesteinen wie z. B. Tuffenabgelagert wird.
Metamorphe Gesteine
entstehen, wenn magmatische Gesteineoder die nachstehend genannten Sedi-mente in größere Tiefen der Kruste abge-senkt und dort unter dem Einfluss hoherDrücke und/oder Temperaturen in unter-schiedlichem Ausmaß verändert werden.Dabei kann es zur völligen Umbildung derursprünglichen Minerale kommen undschließlich zum völligen Aufschmelzen, sodass wieder ein Magma entsteht.
Sedimentgesteine
entstehen durch die Ablagerung der Ver-witterungsprodukte (Gerölle, Sand, Ton)von magmatischen und metamorphenGesteinen sowie älteren Sedimenten in
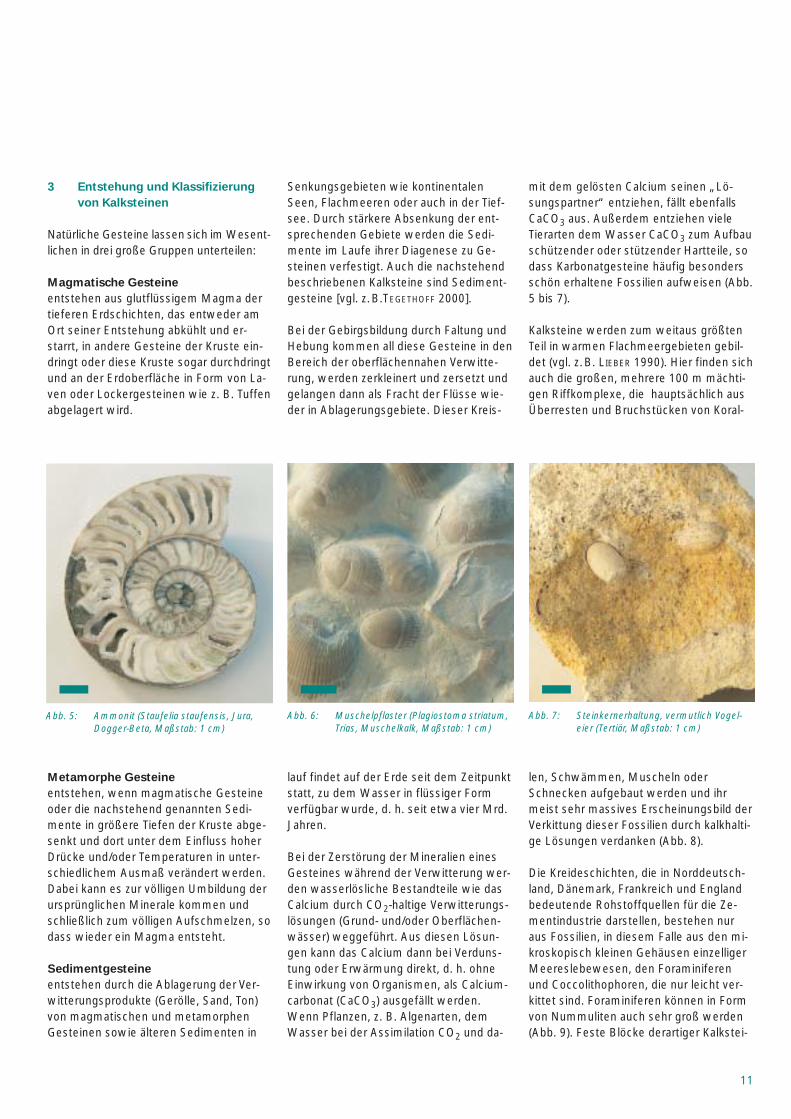
Abb. 5: Ammonit (Staufelia staufensis, Jura, Dogger-Beta, Maßstab: 1 cm)
Abb. 6: Muschelpflaster (Plagiostoma striatum, Trias, Muschelkalk, Maßstab: 1 cm)
Abb. 7: Steinkernerhaltung, vermutlich Vogel-eier (Tertiär, Maßstab: 1 cm)
Senkungsgebieten wie kontinentalenSeen, Flachmeeren oder auch in der Tief-see. Durch stärkere Absenkung der ent-sprechenden Gebiete werden die Sedi-mente im Laufe ihrer Diagenese zu Ge-steinen verfestigt. Auch die nachstehendbeschriebenen Kalksteine sind Sediment-gesteine [vgl. z.B.TEGETHOFF 2000].
Bei der Gebirgsbildung durch Faltung undHebung kommen all diese Gesteine in denBereich der oberflächennahen Verwitte-rung, werden zerkleinert und zersetzt undgelangen dann als Fracht der Flüsse wie-der in Ablagerungsgebiete. Dieser Kreis-
lauf findet auf der Erde seit dem Zeitpunktstatt, zu dem Wasser in flüssiger Formverfügbar wurde, d. h. seit etwa vier Mrd.Jahren.
Bei der Zerstörung der Mineralien einesGesteines während der Verwitterung wer-den wasserlösliche Bestandteile wie dasCalcium durch CO2-haltige Verwitterungs-lösungen (Grund- und/oder Oberflächen-wässer) weggeführt. Aus diesen Lösun-gen kann das Calcium dann bei Verduns-tung oder Erwärmung direkt, d. h. ohneEinwirkung von Organismen, als Calcium-carbonat (CaCO3) ausgefällt werden.Wenn Pflanzen, z. B. Algenarten, demWasser bei der Assimilation CO2 und da-
mit dem gelösten Calcium seinen „Lö-sungspartner“ entziehen, fällt ebenfallsCaCO3 aus. Außerdem entziehen vieleTierarten dem Wasser CaCO3 zum Aufbauschützender oder stützender Hartteile, sodass Karbonatgesteine häufig besondersschön erhaltene Fossilien aufweisen (Abb.5 bis 7).
Kalksteine werden zum weitaus größtenTeil in warmen Flachmeergebieten gebil-det (vgl. z.B. LIEBER 1990). Hier finden sichauch die großen, mehrere 100 m mächti-gen Riffkomplexe, die hauptsächlich ausÜberresten und Bruchstücken von Koral-
len, Schwämmen, Muscheln oderSchnecken aufgebaut werden und ihrmeist sehr massives Erscheinungsbild derVerkittung dieser Fossilien durch kalkhalti-ge Lösungen verdanken (Abb. 8).
Die Kreideschichten, die in Norddeutsch-land, Dänemark, Frankreich und Englandbedeutende Rohstoffquellen für die Ze-mentindustrie darstellen, bestehen nuraus Fossilien, in diesem Falle aus den mi-kroskopisch kleinen Gehäusen einzelligerMeereslebewesen, den Foraminiferenund Coccolithophoren, die nur leicht ver-kittet sind. Foraminiferen können in Formvon Nummuliten auch sehr groß werden(Abb. 9). Feste Blöcke derartiger Kalkstei-

12
ne wurden u. a. für den Bau der Pyrami-den von Gizeh verwendet.
Je nach Bildungsmilieu und Klima könnenim Meer gebildete Kalksteine unter-schiedliche Beimengungen von tonigemoder sandigem Material enthalten, dasdurch Flüsse vom Festland herantranspor-tiert wurde. Dabei ergeben sich Mischun-gen zwischen sehr reinen Kalksteinen mitz. T. über 95 M.-% CaCO3 (Abb. 6) und z. B. Tonsteinen mit nur wenigen AnteilenCaCO3. Kalksteine mit umfangreicherentonigen und kieseligen Beimengungenwerden allgemein als Mergel oder Mer-gelstein bezeichnet. Zur Klassifikation die-ser Mischgesteine gibt es eine Reihe vonVorschlägen, die in Tab. 2 stammt vonKÜHL (1958).
Es kann vorkommen, dass das üblicher-weise zusammen mit dem Calciumcarbo-nat in unterschiedlichen Konzentrationenausgefällte Magnesiumcarbonat späterumgelagert wird. Hier bilden sich dannDolomite, d. h. Gesteine mit etwa 30 M.-% CaO und 20 M.-% MgO. Zwischenreinen Kalksteinen und reinen Dolomitengibt es alle Übergänge. In einer Rohmi-schung für den Klinkerbrand muss derMgO-Gehalt allerdings begrenzt werden,da im Klinker ein Wert von 5,0 M.-% nichtüberschritten werden darf.
Entsprechend der geologischen Häufig-keit sind die meisten der weltweit in derZementindustrie eingesetzten Kalksteinemarine Sedimente. In Ländern, in denendiese selten sind oder fehlen, wird, so-weit verfügbar, auf andere Arten von Kalksteinen zurückgegriffen. So wird z. B.im Osten Ugandas Kalkstein mit etwa 80 M.-% CaCO3 aus einem jungen Vul-kanschlot für ein Zementwerk gewonnen.In Südafrika werden von einigen Zement-werken junge, nur bis zu 15 m mächtigeKalkkrustenbildungen unter Savannenbö-den (calcretes) abgebaut. Ein weiteresWerk gewinnt hier seinen Kalkstein auseinem bis 30m mächtigen Travertinkegel,der sich im Laufe von vielen Tausend Jah-ren entlang der Steilkante eines Dolomit-plateaus durch Auskristallisation des Ca-CO3 aus Grundwasser gebildet hatte.
Hochprozentiger 96 – 100% CaCO3Kalkstein
Mergeliger 90 – 96% CaCO3Kalkstein
Kalkmergel 75 – 90% CaCO3
Mergel 40 – 75% CaCO3
Tonmergel 10 – 40% CaCO3
Mergeliger Ton 4 – 10% CaCO3
Ton 0 – 4% CaCO3
Tab. 2: Klassifikation der Mischgesteine
Abb. 8: Schnitt durch ein mitteldevonisches Riff in einem Steinbruch bei Villmar/Lahn. Die hellen Strukturen sind einzelne Kolonien von Stromatoporen, d. h. Krusten bildenden, korallenähnlichen Organismen.
Abb. 9: Tertiärer Foraminiferen-Kalkstein (Nummuliten) Rohrdorf/Oberbayern (Maßstab: 1 cm)
Vereinzelt werden auch Marmore, d. h.durch Metamorphose unterschiedlich starkveränderte Kalksteine, verwendet. Es han-delt sich bei diesen Beispielen sicherlichum Sonderfälle, die aber besonders deut-lich zeigen, wie vielgestaltig die Rohmate-riallagerstätten von Zementwerken seinkönnen.
4 Lagerstätten und Rohstoffbasis
der deutschen Zementwerke
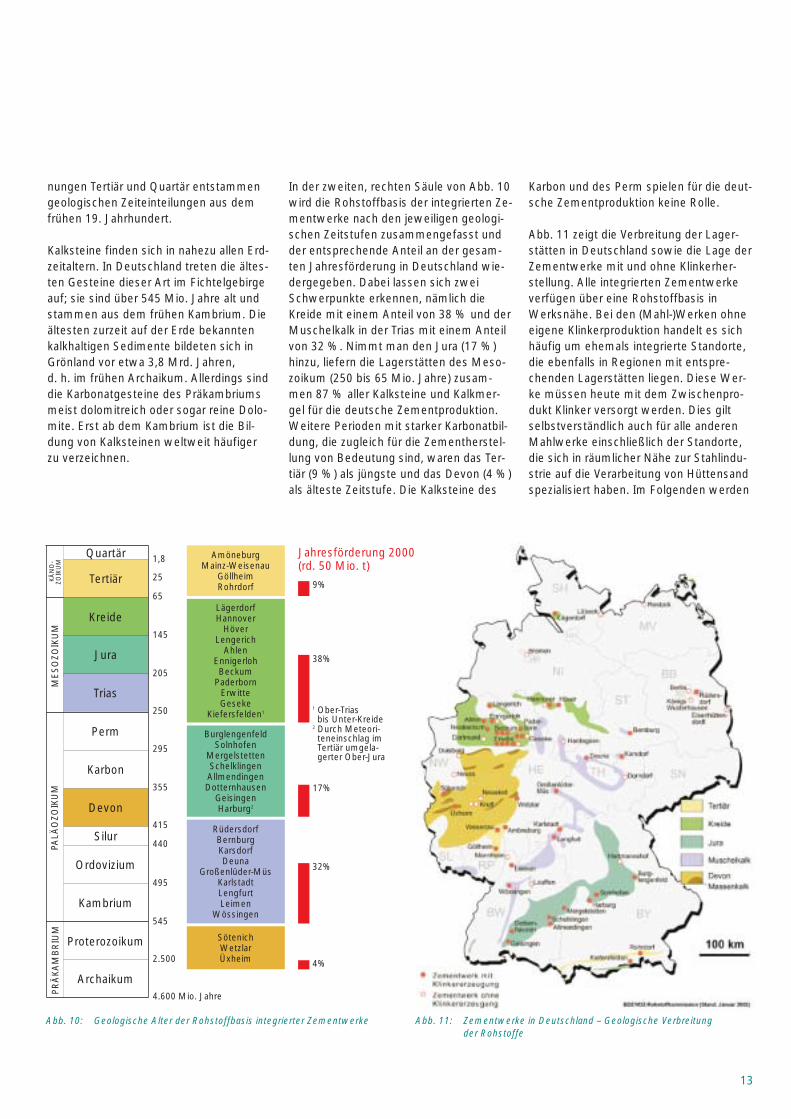
In Abb. 10 wird die Rohstoffbasis derdeutschen Werke mit Klinkerproduktion(integrierte Zementwerke) den verschie-denen Perioden der Erdgeschichte zuge-ordnet. Am linken Rand der linken Säulesind die vier großen Zeitalter vom Präkam-brium bis zum Känozoikum zu sehen,rechts daneben die einzelnen Zeitstufenmit Angabe der absoluten geologischenAlter. Die Bezeichnung der Zeitstufen isthäufig auf die Landschaften, in denen ihreGesteine erstmals als typisch beschriebenwurden, zurückzuführen oder direkt aufdie typischerweise abgelagerten Rohstof-fe (z. B. das Kambrium nach der engli-schen Grafschaft Cumbria, das Karbonnach seinen Kohlen oder die Kreide nachdem gleichnamigen Gestein). Der NameTrias bezieht sich auf die charakteristischeDreiteilung (Bundsandstein, Muschelkalk,Keuper) dieser Schichtfolge, die Bezeich-
Devon
Jura
Trias
Kreide
Ordovizium
13
In der zweiten, rechten Säule von Abb. 10wird die Rohstoffbasis der integrierten Ze-mentwerke nach den jeweiligen geologi-schen Zeitstufen zusammengefasst undder entsprechende Anteil an der gesam-ten Jahresförderung in Deutschland wie-dergegeben. Dabei lassen sich zweiSchwerpunkte erkennen, nämlich dieKreide mit einem Anteil von 38 % und derMuschelkalk in der Trias mit einem Anteilvon 32 %. Nimmt man den Jura (17 %)hinzu, liefern die Lagerstätten des Meso-zoikum (250 bis 65 Mio. Jahre) zusam-men 87 % aller Kalksteine und Kalkmer-gel für die deutsche Zementproduktion.Weitere Perioden mit starker Karbonatbil-dung, die zugleich für die Zementherstel-lung von Bedeutung sind, waren das Ter-tiär (9 %) als jüngste und das Devon (4 %)als älteste Zeitstufe. Die Kalksteine des
nungen Tertiär und Quartär entstammengeologischen Zeiteinteilungen aus demfrühen 19. Jahrhundert.
Kalksteine finden sich in nahezu allen Erd-zeitaltern. In Deutschland treten die ältes-ten Gesteine dieser Art im Fichtelgebirgeauf; sie sind über 545 Mio. Jahre alt undstammen aus dem frühen Kambrium. Dieältesten zurzeit auf der Erde bekanntenkalkhaltigen Sedimente bildeten sich inGrönland vor etwa 3,8 Mrd. Jahren, d. h. im frühen Archaikum. Allerdings sinddie Karbonatgesteine des Präkambriumsmeist dolomitreich oder sogar reine Dolo-mite. Erst ab dem Kambrium ist die Bil-dung von Kalksteinen weltweit häufigerzu verzeichnen.
Abb. 10: Geologische Alter der Rohstoffbasis integrierter Zementwerke Abb. 11: Zementwerke in Deutschland – Geologische Verbreitung der Rohstoffe
Karbon und des Perm spielen für die deut-sche Zementproduktion keine Rolle.
Abb. 11 zeigt die Verbreitung der Lager-stätten in Deutschland sowie die Lage derZementwerke mit und ohne Klinkerher-stellung. Alle integrierten Zementwerkeverfügen über eine Rohstoffbasis inWerksnähe. Bei den (Mahl-)Werken ohneeigene Klinkerproduktion handelt es sichhäufig um ehemals integrierte Standorte,die ebenfalls in Regionen mit entspre-chenden Lagerstätten liegen. Diese Wer-ke müssen heute mit dem Zwischenpro-dukt Klinker versorgt werden. Dies giltselbstverständlich auch für alle anderenMahlwerke einschließlich der Standorte,die sich in räumlicher Nähe zur Stahlindu-strie auf die Verarbeitung von Hüttensandspezialisiert haben. Im Folgenden werden
PR
ÄK
AM
BR
IUM
PALÄ
OZO
IKU
MM
ES
OZO
IKU
MK
ÄN
O-
ZOIK
UM
Kambrium
Proterozoikum
Archaikum
Silur
Karbon
Perm
Tertiär
Quartär 1,8
25
65
145
205
250
295
355
415
440
495
545
2.500
4.600 Mio. Jahre
AmöneburgMainz-Weisenau
GöllheimRohrdorf
LägerdorfHannover
HöverLengerich
AhlenEnnigerlohBeckum
PaderbornErwitteGeseke
Kiefersfelden1
BurglengenfeldSolnhofen
MergelstettenSchelklingenAllmendingenDotternhausen
GeisingenHarburg2
RüdersdorfBernburgKarsdorfDeuna
Großenlüder-MüsKarlstadtLengfurtLeimen
Wössingen
SötenichWetzlarÜxheim
Jahresförderung 2000(rd. 50 Mio. t)
9%
38%
17%
32%
4%
1 Ober-Trias bis Unter-Kreide
2 Durch Meteori-teneinschlag im Tertiär umgela-gerter Ober-Jura
14
die wichtigsten Zusammenhänge erläu-tert, wobei nicht entlang der geologischenPeriodisierung, sondern nach der quantita-tiven Bedeutung der für die deutsche Ze-mentproduktion relevanten Zeitstufenvorgegangen wird. Weitere Informationenlassen sich der Veröffentlichung vonGOTTHARDT/ KASIG (1996) sowie den Fall-beispielen (Teil III dieser Veröffentlichung)entnehmen.
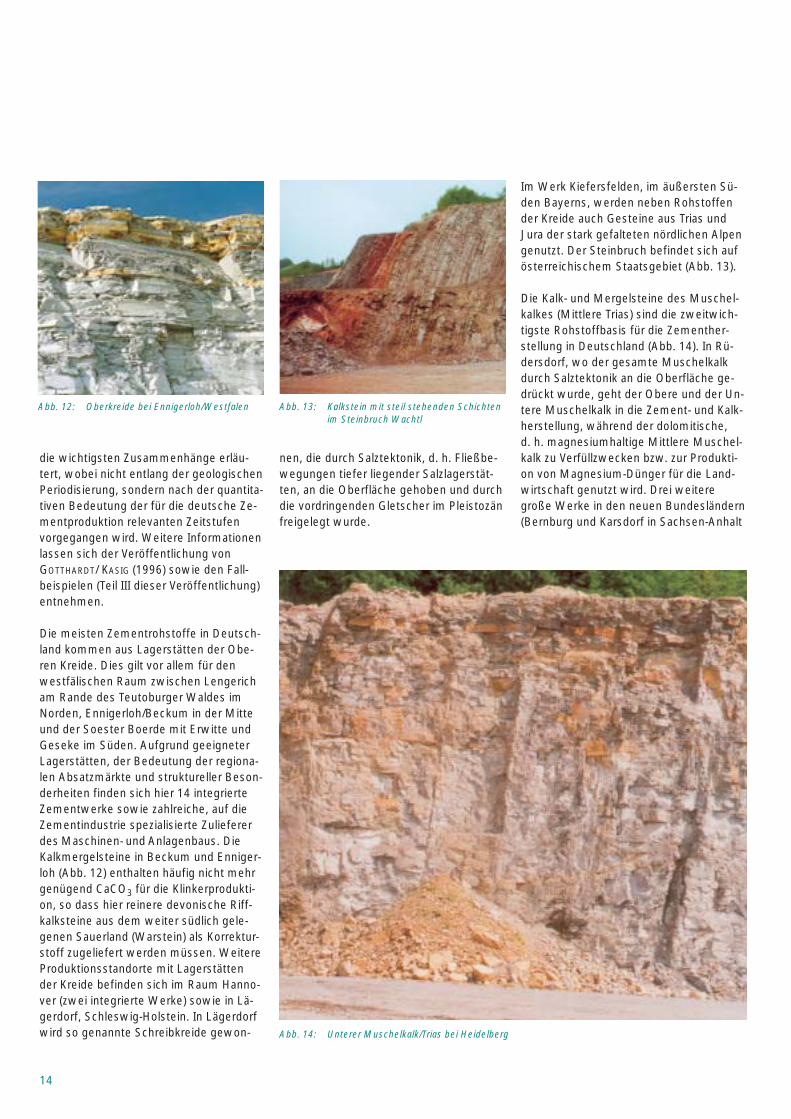
Die meisten Zementrohstoffe in Deutsch-land kommen aus Lagerstätten der Obe-ren Kreide. Dies gilt vor allem für denwestfälischen Raum zwischen Lengericham Rande des Teutoburger Waldes imNorden, Ennigerloh/Beckum in der Mitteund der Soester Boerde mit Erwitte undGeseke im Süden. Aufgrund geeigneterLagerstätten, der Bedeutung der regiona-len Absatzmärkte und struktureller Beson-derheiten finden sich hier 14 integrierteZementwerke sowie zahlreiche, auf dieZementindustrie spezialisierte Zuliefererdes Maschinen- und Anlagenbaus. DieKalkmergelsteine in Beckum und Enniger-loh (Abb. 12) enthalten häufig nicht mehrgenügend CaCO3 für die Klinkerprodukti-on, so dass hier reinere devonische Riff-kalksteine aus dem weiter südlich gele-genen Sauerland (Warstein) als Korrektur-stoff zugeliefert werden müssen. WeitereProduktionsstandorte mit Lagerstättender Kreide befinden sich im Raum Hanno-ver (zwei integrierte Werke) sowie in Lä-gerdorf, Schleswig-Holstein. In Lägerdorfwird so genannte Schreibkreide gewon-
Abb. 13: Kalkstein mit steil stehenden Schichten im Steinbruch Wachtl
Abb. 14: Unterer Muschelkalk/Trias bei Heidelberg
nen, die durch Salztektonik, d. h. Fließbe-wegungen tiefer liegender Salzlagerstät-ten, an die Oberfläche gehoben und durchdie vordringenden Gletscher im Pleistozänfreigelegt wurde.
Im Werk Kiefersfelden, im äußersten Sü-den Bayerns, werden neben Rohstoffender Kreide auch Gesteine aus Trias und Jura der stark gefalteten nördlichen Alpengenutzt. Der Steinbruch befindet sich aufösterreichischem Staatsgebiet (Abb. 13).
Die Kalk- und Mergelsteine des Muschel-kalkes (Mittlere Trias) sind die zweitwich-tigste Rohstoffbasis für die Zementher-stellung in Deutschland (Abb. 14). In Rü-dersdorf, wo der gesamte Muschelkalkdurch Salztektonik an die Oberfläche ge-drückt wurde, geht der Obere und der Un-tere Muschelkalk in die Zement- und Kalk-herstellung, während der dolomitische, d. h. magnesiumhaltige Mittlere Muschel-kalk zu Verfüllzwecken bzw. zur Produkti-on von Magnesium-Dünger für die Land-wirtschaft genutzt wird. Drei weiteregroße Werke in den neuen Bundesländern(Bernburg und Karsdorf in Sachsen-Anhalt
Abb. 12: Oberkreide bei Ennigerloh/Westfalen
15
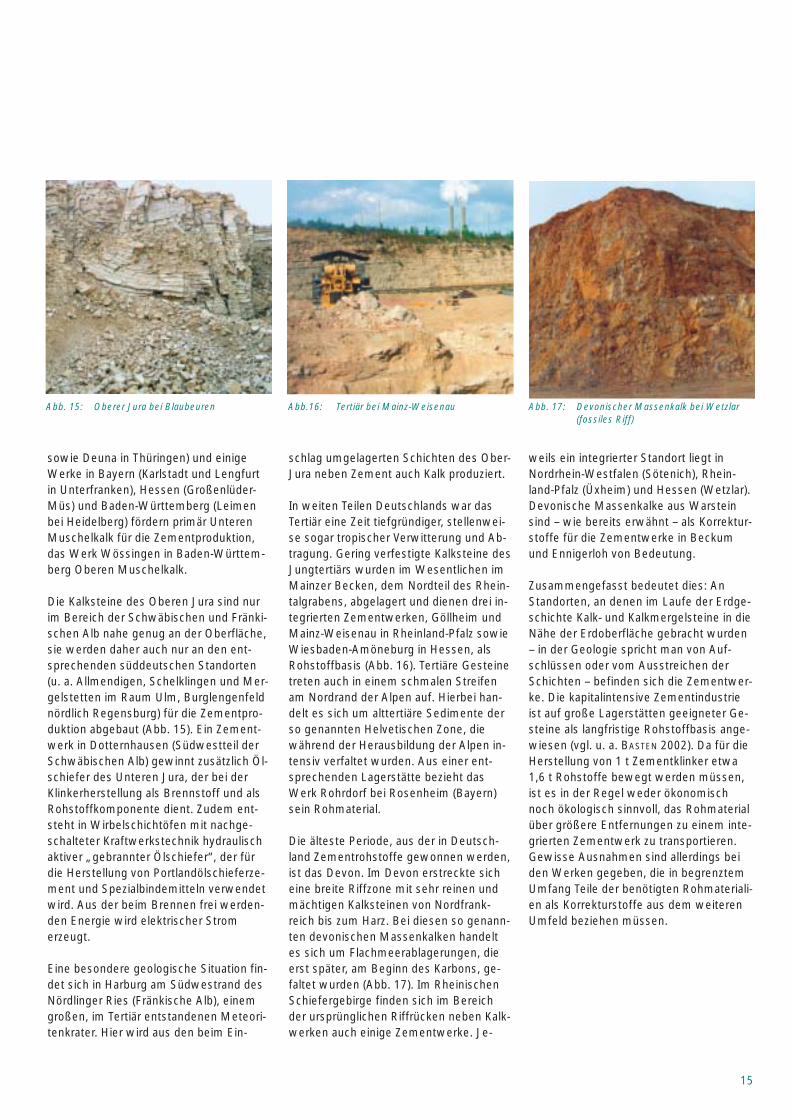
sowie Deuna in Thüringen) und einigeWerke in Bayern (Karlstadt und Lengfurtin Unterfranken), Hessen (Großenlüder-Müs) und Baden-Württemberg (Leimenbei Heidelberg) fördern primär UnterenMuschelkalk für die Zementproduktion,das Werk Wössingen in Baden-Württem-berg Oberen Muschelkalk.
Die Kalksteine des Oberen Jura sind nurim Bereich der Schwäbischen und Fränki-schen Alb nahe genug an der Oberfläche,sie werden daher auch nur an den ent-sprechenden süddeutschen Standorten (u. a. Allmendigen, Schelklingen und Mer-gelstetten im Raum Ulm, Burglengenfeldnördlich Regensburg) für die Zementpro-duktion abgebaut (Abb. 15). Ein Zement-werk in Dotternhausen (Südwestteil derSchwäbischen Alb) gewinnt zusätzlich Öl-schiefer des Unteren Jura, der bei derKlinkerherstellung als Brennstoff und alsRohstoffkomponente dient. Zudem ent-steht in Wirbelschichtöfen mit nachge-schalteter Kraftwerkstechnik hydraulischaktiver „gebrannter Ölschiefer“, der fürdie Herstellung von Portlandölschieferze-ment und Spezialbindemitteln verwendetwird. Aus der beim Brennen frei werden-den Energie wird elektrischer Strom erzeugt.
Eine besondere geologische Situation fin-det sich in Harburg am Südwestrand desNördlinger Ries (Fränkische Alb), einemgroßen, im Tertiär entstandenen Meteori-tenkrater. Hier wird aus den beim Ein-
schlag umgelagerten Schichten des Ober-Jura neben Zement auch Kalk produziert.
In weiten Teilen Deutschlands war dasTertiär eine Zeit tiefgründiger, stellenwei-se sogar tropischer Verwitterung und Ab-tragung. Gering verfestigte Kalksteine desJungtertiärs wurden im Wesentlichen imMainzer Becken, dem Nordteil des Rhein-talgrabens, abgelagert und dienen drei in-tegrierten Zementwerken, Göllheim undMainz-Weisenau in Rheinland-Pfalz sowieWiesbaden-Amöneburg in Hessen, alsRohstoffbasis (Abb. 16). Tertiäre Gesteinetreten auch in einem schmalen Streifenam Nordrand der Alpen auf. Hierbei han-delt es sich um alttertiäre Sedimente derso genannten Helvetischen Zone, diewährend der Herausbildung der Alpen in-tensiv verfaltet wurden. Aus einer ent-sprechenden Lagerstätte bezieht dasWerk Rohrdorf bei Rosenheim (Bayern)sein Rohmaterial.
Die älteste Periode, aus der in Deutsch-land Zementrohstoffe gewonnen werden,ist das Devon. Im Devon erstreckte sicheine breite Riffzone mit sehr reinen undmächtigen Kalksteinen von Nordfrank-reich bis zum Harz. Bei diesen so genann-ten devonischen Massenkalken handeltes sich um Flachmeerablagerungen, dieerst später, am Beginn des Karbons, ge-faltet wurden (Abb. 17). Im RheinischenSchiefergebirge finden sich im Bereichder ursprünglichen Riffrücken neben Kalk-werken auch einige Zementwerke. Je-
Abb. 17: Devonischer Massenkalk bei Wetzlar (fossiles Riff)
Abb. 15: Oberer Jura bei Blaubeuren Abb.16: Tertiär bei Mainz-Weisenau
weils ein integrierter Standort liegt inNordrhein-Westfalen (Sötenich), Rhein-land-Pfalz (Üxheim) und Hessen (Wetzlar).Devonische Massenkalke aus Warsteinsind – wie bereits erwähnt – als Korrektur-stoffe für die Zementwerke in Beckumund Ennigerloh von Bedeutung.
Zusammengefasst bedeutet dies: AnStandorten, an denen im Laufe der Erdge-schichte Kalk- und Kalkmergelsteine in dieNähe der Erdoberfläche gebracht wurden– in der Geologie spricht man von Auf-schlüssen oder vom Ausstreichen derSchichten – befinden sich die Zementwer-ke. Die kapitalintensive Zementindustrieist auf große Lagerstätten geeigneter Ge-steine als langfristige Rohstoffbasis ange-wiesen (vgl. u. a. BASTEN 2002). Da für dieHerstellung von 1 t Zementklinker etwa1,6 t Rohstoffe bewegt werden müssen,ist es in der Regel weder ökonomischnoch ökologisch sinnvoll, das Rohmaterialüber größere Entfernungen zu einem inte-grierten Zementwerk zu transportieren.Gewisse Ausnahmen sind allerdings beiden Werken gegeben, die in begrenztemUmfang Teile der benötigten Rohmateriali-en als Korrekturstoffe aus dem weiterenUmfeld beziehen müssen.

17
II Massenbilanz:
Rohstoffbedarf für die
Klinker- und Zementproduktion
18
1 Datenbasis
Die folgende Berechnung der Massen-ströme zur deutschen Zementproduktionbasiert auf aktuellen Angaben des Statisti-schen Bundesamts, des Bundesverbandsder Deutschen Zementindustrie, des Mo-nitoring-Berichts des Vereins DeutscherZementwerke über die freiwillige Selbst-verpflichtung zur Minderung klimarelevan-ter Emissionen sowie auf repräsentativenDaten über die Zusammensetzung vonRoh- und Einsatzstoffen aus dem For-schungsinstitut der Zementindustrie. Er-gänzt wurden die Zahlenwerte durch eineUmfrage des Vereins Deutscher Zement-werke, die alle Werke mit Klinkerproduk-tion umfasst und die Auskunft über dieArt und Menge der eingesetzten Roh- undBrennstoffe gibt.
2 Zementherstellung im Überblick
Zement ist ein Baustoff, der aufgrundchemischer Reaktionen mit Wasser erhär-tet und bei seiner Nutzung sowohl an derLuft als auch unter Wasser fest und dau-erhaft bleibt. Wesentlicher Bestandteil istder Portlandzementklinker. Zur Herstel-lung des Klinkers als Zwischenproduktwerden sowohl natürliche als auch sekun-däre Roh- und Brennstoffe eingesetzt.Ausgangsstoffe für die Zementmahlungsind außer Klinker eine Reihe industriellerwie natürlicher Stoffe.
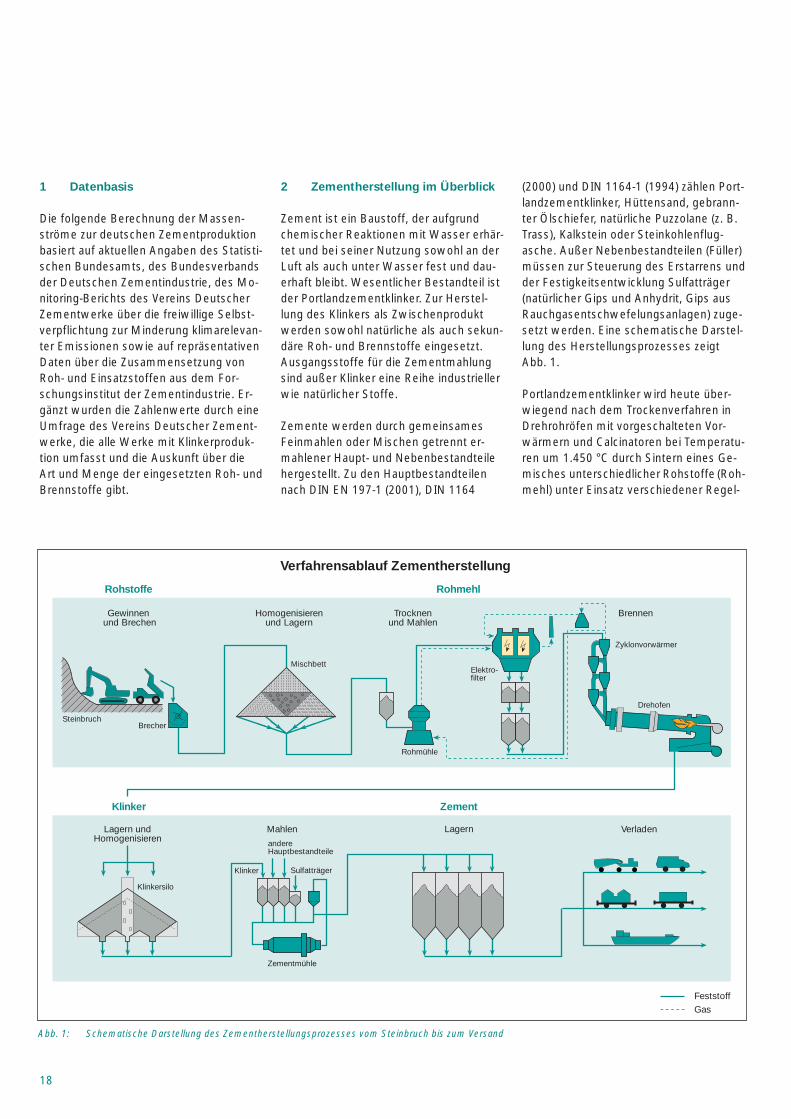
Zemente werden durch gemeinsamesFeinmahlen oder Mischen getrennt er-mahlener Haupt- und Nebenbestandteilehergestellt. Zu den Hauptbestandteilennach DIN EN 197-1 (2001), DIN 1164
(2000) und DIN 1164-1 (1994) zählen Port-landzementklinker, Hüttensand, gebrann-ter Ölschiefer, natürliche Puzzolane (z. B.Trass), Kalkstein oder Steinkohlenflug-asche. Außer Nebenbestandteilen (Füller)müssen zur Steuerung des Erstarrens undder Festigkeitsentwicklung Sulfatträger(natürlicher Gips und Anhydrit, Gips ausRauchgasentschwefelungsanlagen) zuge-setzt werden. Eine schematische Darstel-lung des Herstellungsprozesses zeigtAbb. 1.
Portlandzementklinker wird heute über-wiegend nach dem Trockenverfahren inDrehrohröfen mit vorgeschalteten Vor-wärmern und Calcinatoren bei Temperatu-ren um 1.450 °C durch Sintern eines Ge-misches unterschiedlicher Rohstoffe (Roh-mehl) unter Einsatz verschiedener Regel-
Klinker Zement
Rohmehl
Gewinnen und Brechen
Homogenisierenund Lagern
Trocknenund Mahlen
Brennen
Lagern undHomogenisieren
Rohstoffe
Mahlen Verladen
Verfahrensablauf Zementherstellung
FeststoffGas
Drehofen
Rohmühle
andereHauptbestandteile
SteinbruchBrecher
MischbettElektro-filter
Zyklonvorwärmer
Klinkersilo
Klinker Sulfatträger
Zementmühle
Lagern
Abb. 1: Schematische Darstellung des Zementherstellungsprozesses vom Steinbruch bis zum Versand
Stand: 01.01.1998 Stand: 01.01.1999 Stand: 01.01.2000
Anzahl Kapazität Anzahl Kapazität Anzahl Kapazität
t/d % t/d % t/d %
Öfen mit Zyklonvorwärmer 50 118.500 85,4 47 113.700 84,9 46 112.500 84,8
Öfen mit Rostvorwärmer 19 17.770 12,8 19 17.770 13,3 19 17.970 13,5
Trockenöfen 1 1.050 0,7 1 1.050 0,7 1 1.050 0,8
Schachtöfen 8 1.200 0,9 8 1.200 0,9 8 1.200 0,9
Schwefelsäure-Zement-Verfahren 2 280 0,2 2 280 0,2 – – –
Summe 80 138.800 100 77 134.000 100 74 132.720 100
Drehöfen 1.962 1.980 1.993
Schachtöfen 150 150 150
Schwefelsäure-
Zement-Verfahren 140 140 –
Klinkerproduktion (Jahr) (1997) (1998) (1999)
Mio. t/a 26,5 27,5 27,7
Auslastung % 60 64 65
19
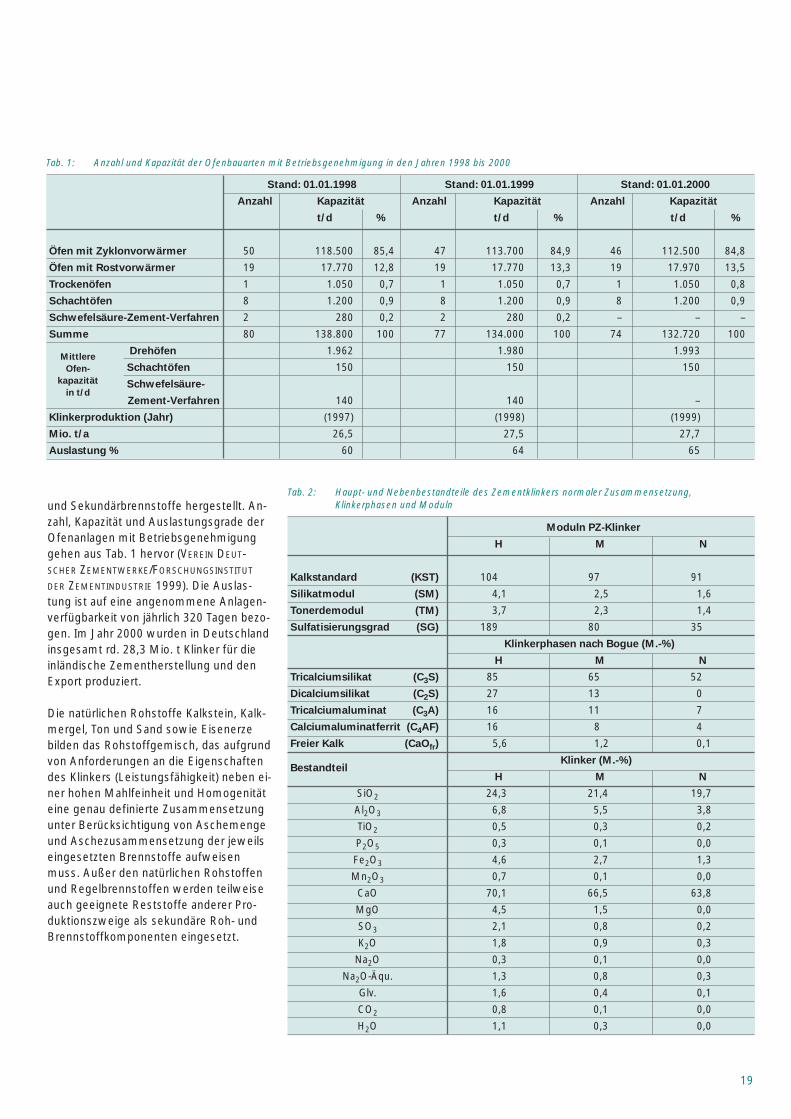
und Sekundärbrennstoffe hergestellt. An-zahl, Kapazität und Auslastungsgrade derOfenanlagen mit Betriebsgenehmigunggehen aus Tab. 1 hervor (VEREIN DEUT-SCHER ZEMENTWERKE/FORSCHUNGSINSTITUT
DER ZEMENTINDUSTRIE 1999). Die Auslas-tung ist auf eine angenommene Anlagen-verfügbarkeit von jährlich 320 Tagen bezo-gen. Im Jahr 2000 wurden in Deutschlandinsgesamt rd. 28,3 Mio. t Klinker für dieinländische Zementherstellung und denExport produziert.
Die natürlichen Rohstoffe Kalkstein, Kalk-mergel, Ton und Sand sowie Eisenerzebilden das Rohstoffgemisch, das aufgrundvon Anforderungen an die Eigenschaftendes Klinkers (Leistungsfähigkeit) neben ei-ner hohen Mahlfeinheit und Homogenitäteine genau definierte Zusammensetzungunter Berücksichtigung von Aschemengeund Aschezusammensetzung der jeweilseingesetzten Brennstoffe aufweisenmuss. Außer den natürlichen Rohstoffenund Regelbrennstoffen werden teilweiseauch geeignete Reststoffe anderer Pro-duktionszweige als sekundäre Roh- undBrennstoffkomponenten eingesetzt.
Tab. 1: Anzahl und Kapazität der Ofenbauarten mit Betriebsgenehmigung in den Jahren 1998 bis 2000
Mittlere
Ofen-
kapazität
in t/d
Moduln PZ-Klinker
H M N
Kalkstandard (KST) 104 97 91
Silikatmodul (SM) 4,1 2,5 1,6
Tonerdemodul (TM) 3,7 2,3 1,4
Sulfatisierungsgrad (SG) 189 80 35
Klinkerphasen nach Bogue (M.-%)
H M N
Tricalciumsilikat (C3S) 85 65 52
Dicalciumsilikat (C2S) 27 13 0
Tricalciumaluminat (C3A) 16 11 7
Calciumaluminatferrit (C4AF) 16 8 4
Freier Kalk (CaOfr) 5,6 1,2 0,1
Klinker (M.-%)
H M N
SiO2 24,3 21,4 19,7
Al2O3 6,8 5,5 3,8
TiO2 0,5 0,3 0,2
P2O5 0,3 0,1 0,0
Fe2O3 4,6 2,7 1,3
Mn2O3 0,7 0,1 0,0
CaO 70,1 66,5 63,8
MgO 4,5 1,5 0,0
SO3 2,1 0,8 0,2
K2O 1,8 0,9 0,3
Na2O 0,3 0,1 0,0
Na2O-Äqu. 1,3 0,8 0,3
Glv. 1,6 0,4 0,1
CO2 0,8 0,1 0,0
H2O 1,1 0,3 0,0
Bestandteil
Tab. 2: Haupt- und Nebenbestandteile des Zementklinkers normaler Zusammensetzung, Klinkerphasen und Moduln

20
Die wichtigsten Oxide des Rohstoffgemi-sches sind Calciumoxid (CaO), Siliciumdi-oxid („Kieselsäure“ SiO2), Aluminiumoxid(„Tonerde“ Al2O3) und Eisenoxid (Fe2O3).Zu den Nebenbestandteilen mit geringe-rer technischer Bedeutung zählen u. a.Magnesiumoxid (MgO), die Alkalien (K2O,Na2O) sowie Schwefelverbindungen (Sul-fat). Außerdem enthält Portlandzement-klinker aufgrund der in den natürlichenEinsatzstoffen vorgegebenen geochemi-schen Verteilung Spurenelemente.
Aus den Oxiden der Ausgangsstoffe ent-stehen beim Sinter- und Kühlprozess dieKlinkerphasen. Hierbei handelt es sich inerster Linie um Calciumsilikate, Calcium-aluminate und Calciumaluminatferrite, diedem Zement seine charakteristischen Ei-genschaften bei der Erhärtung in Gegen-wart von Wasser verleihen. Tab. 2 gibt dieMittelwerte (M) sowie die durch Höchst-(H) und Niedrigstwerte (N) gekennzeich-neten Spannweiten der chemischen Zu-sammensetzung des Portlandzementklin-kers mit seinen Haupt- und Nebenbe-standteilen, des Gehalts an Klinkerpha-sen, des Kalkstandards sowie des Silikat-und Tonerdemoduls wieder (VEREIN DEUT-SCHER ZEMENTWERKE/FORSCHUNGSINSTITUT
DER ZEMENTINDUSTRIE 1999).
Der im Drehofen gebrannte Klinker wirdin Zementmahlanlagen unter Zusatz vonCalciumsulfatträgern und weiteren Haupt-sowie Nebenbestandteilen zu Zement ge-mahlen. Mit Hilfe der Calciumsulfate wirddie Erstarrungszeit so gesteuert, dass derZement bei der Betonherstellung optimalverarbeitet werden kann und nach der Betonerhärtung zu einer hohen Leistungs-fähigkeit führt. Die HauptbestandteileHüttensand, gebrannter Ölschiefer, Puz-zolan und Kalkstein weisen latent hydrau-lische und/oder puzzolanische Eigenschaf-ten auf oder wirken ausschließlich physi-kalisch als Füller. Die Massenströme derinsgesamt produzierten Zemente, die aufder Basis der für das Bezugsjahr 2000vorliegenden Statistiken ermittelt wurden,gehen aus Tab. 6 im Abschnitt 4.2 hervor.Die Angaben umfassen den Inlandsver-sand und den Export.
3 Strukturelle Aspekte der
deutschen Zementindustrie
Zement ist ein genormtes, homogenesMassengut, das je nach Anwendung imMörtel und Beton normale oder besonde-re sowie auch individuell auf den Anwen-der abgestimmte Eigenschaften aufweist.Außer genormten Produkten werden, jedoch in deutlich geringerem Umfang,Zemente mit einer Zulassung des Deut-schen Instituts für Bautechnik hergestellt.Weitere kennzeichnende Merkmale fürden Zement sind der Energieaufwand unddie Kostenintensität für die Herstellungund den Versand.
Die Zemente werden in Zementwerkenmit und ohne Klinkererzeugung herge-stellt. Die deutschen Produktionsstand-orte mit eigener Klinkerherstellung (inte-grierte Zementwerke) befinden sich inunmittelbarer Nähe der genutzten Kalk-stein- bzw. Kalkmergelvorkommen. ImJahr 2000 produzierten bundesweit 38Unternehmen in 64 Werken insgesamtca. 35,8 Mio. t Zement. In Teil I dieser Ver-öffentlichung wird ein Überblick über diegeographische Verteilung von Werken mitund ohne Klinkerproduktion in Deutsch-land einschließlich der geologischen Zu-ordnung der Lagerstätten in den verschie-denen Regionen gegeben.
Zu den Hauptabnehmern von Zementgehören die Transportbetonindustrie mitrd. 52 % sowie die Hersteller industriellgefertigter Betonbauteile mit rd. 26 % derZementproduktion. Bei zunehmendem Si-loversand werden nur noch etwa 9 % desZements als Sackware abgesetzt (BUNDES-VERBAND DER DEUTSCHEN ZEMENTINDUSTRIE
2000).
4 Massenströme und
Substitutionspotenziale
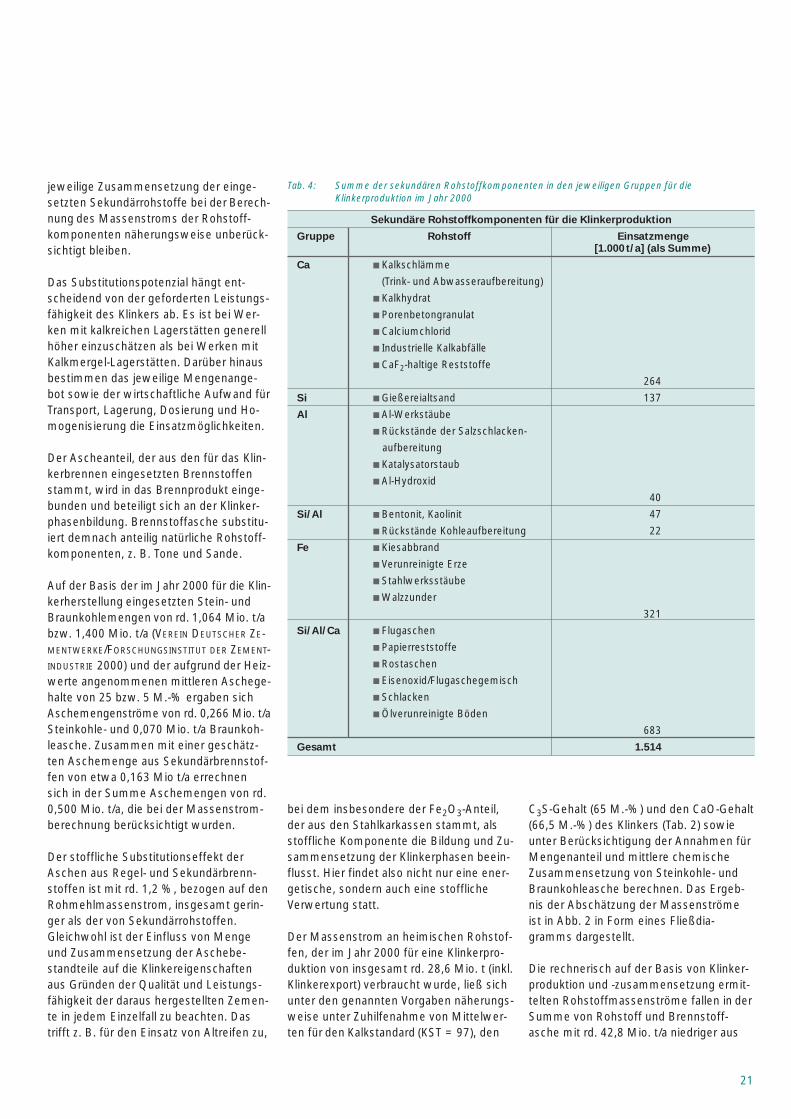
4.1 Roh- und Brennstoffe für die Klinkerherstellung
Der Bedarf an Roh- und Korrekturstoffenfür die Klinkerherstellung wird überwie-gend aus natürlichen Quellen gedeckt. Zuden natürlichen Rohstoffen zählen Kalk-stein und Ton oder deren natürlich vor-kommende Gemische, die Kalkmergel,sowie Sand und Eisenerz.
Darüber hinaus können auch geeigneteSekundärrohstoffe, die als Reststoffe an-derer industrieller Produktionen anfallen,zur Klinkerherstellung verwendet werden.Sie lassen sich je nach Mengenanteil derHauptbestandteile in Gruppen, z. B. Ca-,Si-, Fe-, oder Al-Gruppe, einteilen (SPRUNG
1992). Zu diesen sekundären Rohstoffenzählen u. a. Kalkschlämme aus der Trink-wasseraufbereitung, Gießereialtsandeoder Flugaschen unterschiedlicher Art ausder Entstaubung von Kohlekraftwerken.
Die Anforderungen, die an die stofflicheZusammensetzung der Sekundärstoffe zustellen sind, hängen im Einzelfall von dervorgegebenen Rohstoffsituation desWerks, z. B. vom CaCO3-Gehalt desKalksteinvorkommens, sowie auch vonden existierenden Umweltauflagen ab.Aus Tab. 4 gehen die als Rohstoffkompo-nenten zur Klinkerherstellung genutztenArten von Sekundärstoffen sowie dieSumme der Mengenanteile in den jeweili-gen Gruppen hervor. Die Werte beruhenauf einer Umfrage, die 100 % der deut-schen Klinkerproduktion abdeckt (VEREIN
DEUTSCHER ZEMENTWERKE/FORSCHUNGSINSTI-TUT DER ZEMENTINDUSTRIE 2002). Angabenüber eine mittlere Zusammensetzung dereinzelnen Stoffe liegen nicht vor.
Danach fiel die Substitution natürlicherRohstoffe bei der Produktion von Port-landzementklinker im Jahr 2000 mit ins-gesamt etwa 1,5 Mio. t/a verhältnismäßiggering aus. Bezogen auf die gesamteRohstoffeinsatzmenge zur Klinkerproduk-tion von über 42 Mio. t liegt der Anteil nurbei rd. 3,6 %. Dementsprechend kann die
Tab. 3: Struktur der deutschen Zementindustrie (2000)
Inlandsversand Zahl der Werke0 - 200.000 t 11
201 - 500.000 t 27501 - 1.000.000 t 18
> 1.000.000 t 8Werke gesamt 64
21
jeweilige Zusammensetzung der einge-setzten Sekundärrohstoffe bei der Berech-nung des Massenstroms der Rohstoff-komponenten näherungsweise unberück-sichtigt bleiben.
Das Substitutionspotenzial hängt ent-scheidend von der geforderten Leistungs-fähigkeit des Klinkers ab. Es ist bei Wer-ken mit kalkreichen Lagerstätten generellhöher einzuschätzen als bei Werken mitKalkmergel-Lagerstätten. Darüber hinausbestimmen das jeweilige Mengenange-bot sowie der wirtschaftliche Aufwand fürTransport, Lagerung, Dosierung und Ho-mogenisierung die Einsatzmöglichkeiten.
Der Ascheanteil, der aus den für das Klin-kerbrennen eingesetzten Brennstoffenstammt, wird in das Brennprodukt einge-bunden und beteiligt sich an der Klinker-phasenbildung. Brennstoffasche substitu-iert demnach anteilig natürliche Rohstoff-komponenten, z. B. Tone und Sande.
Auf der Basis der im Jahr 2000 für die Klin-kerherstellung eingesetzten Stein- undBraunkohlemengen von rd. 1,064 Mio. t/abzw. 1,400 Mio. t/a (VEREIN DEUTSCHER ZE-MENTWERKE/FORSCHUNGSINSTITUT DER ZEMENT-INDUSTRIE 2000) und der aufgrund der Heiz-werte angenommenen mittleren Aschege-halte von 25 bzw. 5 M.-% ergaben sichAschemengenströme von rd. 0,266 Mio. t/aSteinkohle- und 0,070 Mio. t/a Braunkoh-leasche. Zusammen mit einer geschätz-ten Aschemenge aus Sekundärbrennstof-fen von etwa 0,163 Mio t/a errechnensich in der Summe Aschemengen von rd.0,500 Mio. t/a, die bei der Massenstrom-berechnung berücksichtigt wurden.
Der stoffliche Substitutionseffekt derAschen aus Regel- und Sekundärbrenn-stoffen ist mit rd. 1,2 %, bezogen auf denRohmehlmassenstrom, insgesamt gerin-ger als der von Sekundärrohstoffen.Gleichwohl ist der Einfluss von Mengeund Zusammensetzung der Aschebe-standteile auf die Klinkereigenschaftenaus Gründen der Qualität und Leistungs-fähigkeit der daraus hergestellten Zemen-te in jedem Einzelfall zu beachten. Dastrifft z. B. für den Einsatz von Altreifen zu,
Sekundäre Rohstoffkomponenten für die Klinkerproduktion
Gruppe Rohstoff Einsatzmenge[1.000t/a] (als Summe)
Ca ■ Kalkschlämme
(Trink- und Abwasseraufbereitung)
■ Kalkhydrat
■ Porenbetongranulat
■ Calciumchlorid
■ Industrielle Kalkabfälle
■ CaF2-haltige Reststoffe
264
Si ■ Gießereialtsand 137
Al ■ Al-Werkstäube
■ Rückstände der Salzschlacken-
aufbereitung
■ Katalysatorstaub
■ Al-Hydroxid
40
Si/Al ■ Bentonit, Kaolinit 47
■ Rückstände Kohleaufbereitung 22
Fe ■ Kiesabbrand
■ Verunreinigte Erze
■ Stahlwerksstäube
■ Walzzunder
321
Si/Al/Ca ■ Flugaschen
■ Papierreststoffe
■ Rostaschen
■ Eisenoxid/Flugaschegemisch
■ Schlacken
■ Ölverunreinigte Böden
683
Gesamt 1.514
Tab. 4: Summe der sekundären Rohstoffkomponenten in den jeweiligen Gruppen für die Klinkerproduktion im Jahr 2000
bei dem insbesondere der Fe2O3-Anteil,der aus den Stahlkarkassen stammt, alsstoffliche Komponente die Bildung und Zu-sammensetzung der Klinkerphasen beein-flusst. Hier findet also nicht nur eine ener-getische, sondern auch eine stofflicheVerwertung statt.
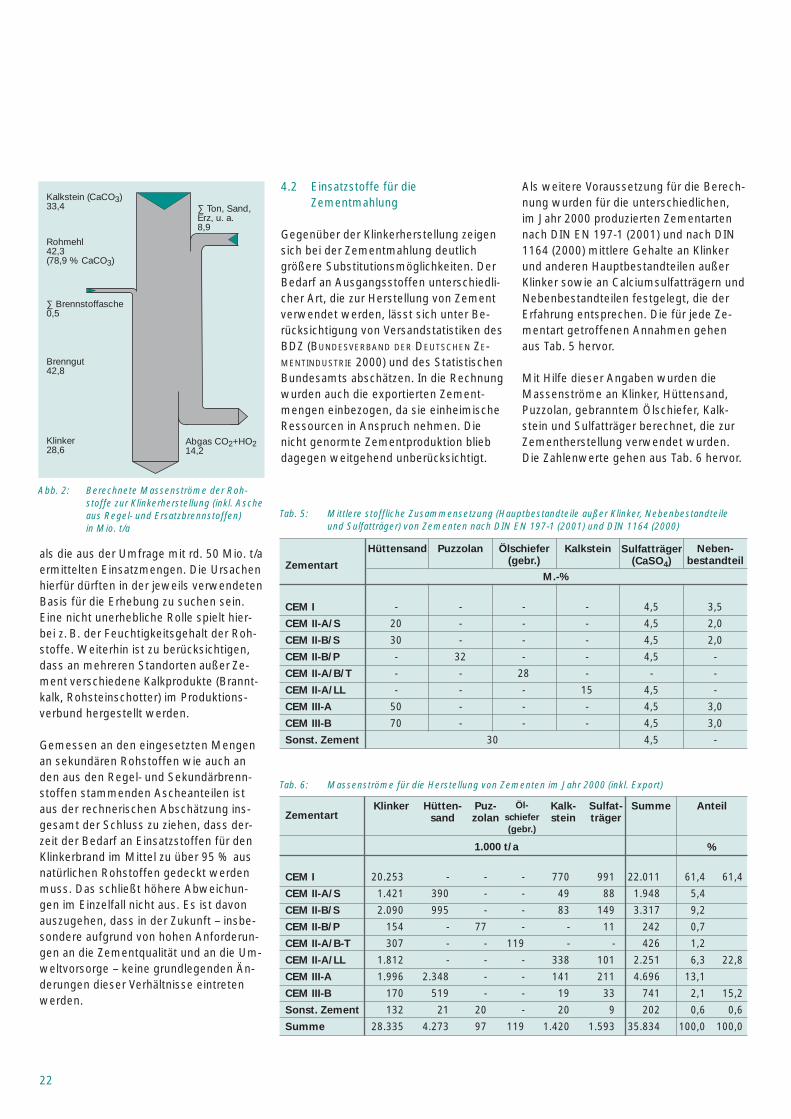
Der Massenstrom an heimischen Rohstof-fen, der im Jahr 2000 für eine Klinkerpro-duktion von insgesamt rd. 28,6 Mio. t (inkl.Klinkerexport) verbraucht wurde, ließ sichunter den genannten Vorgaben näherungs-weise unter Zuhilfenahme von Mittelwer-ten für den Kalkstandard (KST = 97), den
C3S-Gehalt (65 M.-%) und den CaO-Gehalt(66,5 M.-%) des Klinkers (Tab. 2) sowieunter Berücksichtigung der Annahmen fürMengenanteil und mittlere chemische Zusammensetzung von Steinkohle- undBraunkohleasche berechnen. Das Ergeb-nis der Abschätzung der Massenströmeist in Abb. 2 in Form eines Fließdia-gramms dargestellt.
Die rechnerisch auf der Basis von Klinker-produktion und -zusammensetzung ermit-telten Rohstoffmassenströme fallen in derSumme von Rohstoff und Brennstoff-asche mit rd. 42,8 Mio. t/a niedriger aus
22
als die aus der Umfrage mit rd. 50 Mio. t/aermittelten Einsatzmengen. Die Ursachenhierfür dürften in der jeweils verwendetenBasis für die Erhebung zu suchen sein. Eine nicht unerhebliche Rolle spielt hier-bei z. B. der Feuchtigkeitsgehalt der Roh-stoffe. Weiterhin ist zu berücksichtigen,dass an mehreren Standorten außer Ze-ment verschiedene Kalkprodukte (Brannt-kalk, Rohsteinschotter) im Produktions-verbund hergestellt werden.
Gemessen an den eingesetzten Mengenan sekundären Rohstoffen wie auch anden aus den Regel- und Sekundärbrenn-stoffen stammenden Ascheanteilen istaus der rechnerischen Abschätzung ins-gesamt der Schluss zu ziehen, dass der-zeit der Bedarf an Einsatzstoffen für denKlinkerbrand im Mittel zu über 95 % ausnatürlichen Rohstoffen gedeckt werdenmuss. Das schließt höhere Abweichun-gen im Einzelfall nicht aus. Es ist davonauszugehen, dass in der Zukunft – insbe-sondere aufgrund von hohen Anforderun-gen an die Zementqualität und an die Um-weltvorsorge – keine grundlegenden Än-derungen dieser Verhältnisse eintretenwerden.
4.2 Einsatzstoffe für die Zementmahlung
Gegenüber der Klinkerherstellung zeigensich bei der Zementmahlung deutlichgrößere Substitutionsmöglichkeiten. DerBedarf an Ausgangsstoffen unterschiedli-cher Art, die zur Herstellung von Zementverwendet werden, lässt sich unter Be-rücksichtigung von Versandstatistiken desBDZ (BUNDESVERBAND DER DEUTSCHEN ZE-MENTINDUSTRIE 2000) und des StatistischenBundesamts abschätzen. In die Rechnungwurden auch die exportierten Zement-mengen einbezogen, da sie einheimischeRessourcen in Anspruch nehmen. Dienicht genormte Zementproduktion bliebdagegen weitgehend unberücksichtigt.
Als weitere Voraussetzung für die Berech-nung wurden für die unterschiedlichen,im Jahr 2000 produzierten Zementartennach DIN EN 197-1 (2001) und nach DIN1164 (2000) mittlere Gehalte an Klinkerund anderen Hauptbestandteilen außerKlinker sowie an Calciumsulfatträgern undNebenbestandteilen festgelegt, die derErfahrung entsprechen. Die für jede Ze-mentart getroffenen Annahmen gehenaus Tab. 5 hervor.
Mit Hilfe dieser Angaben wurden dieMassenströme an Klinker, Hüttensand,Puzzolan, gebranntem Ölschiefer, Kalk-stein und Sulfatträger berechnet, die zurZementherstellung verwendet wurden.Die Zahlenwerte gehen aus Tab. 6 hervor.
Kalkstein (CaCO3)33,4
Rohmehl42,3(78,9 % CaCO3)
∑ Brennstoffasche0,5
Brenngut42,8
Klinker28,6
Abgas CO2+HO214,2
∑ Ton, Sand,Erz, u. a.8,9
Abb. 2: Berechnete Massenströme der Roh-stoffe zur Klinkerherstellung (inkl. Ascheaus Regel- und Ersatzbrennstoffen) in Mio. t/a
CEM I - - - - 4,5 3,5
CEM II-A/S 20 - - - 4,5 2,0
CEM II-B/S 30 - - - 4,5 2,0
CEM II-B/P - 32 - - 4,5 -
CEM II-A/B/T - - 28 - - -
CEM II-A/LL - - - 15 4,5 -
CEM III-A 50 - - - 4,5 3,0
CEM III-B 70 - - - 4,5 3,0
Sonst. Zement 30 4,5 -
Neben-bestandteilZementart
Hüttensand Puzzolan Ölschiefer (gebr.)
Kalkstein Sulfatträger (CaSO4)
M.-%
Tab. 5: Mittlere stoffliche Zusammensetzung (Hauptbestandteile außer Klinker, Nebenbestandteileund Sulfatträger) von Zementen nach DIN EN 197-1 (2001) und DIN 1164 (2000)
Tab. 6: Massenströme für die Herstellung von Zementen im Jahr 2000 (inkl. Export)
CEM I 20.253 - - - 770 991 22.011 61,4 61,4
CEM II-A/S 1.421 390 - - 49 88 1.948 5,4
CEM II-B/S 2.090 995 - - 83 149 3.317 9,2
CEM II-B/P 154 - 77 - - 11 242 0,7
CEM II-A/B-T 307 - - 119 - - 426 1,2
CEM II-A/LL 1.812 - - - 338 101 2.251 6,3 22,8
CEM III-A 1.996 2.348 - - 141 211 4.696 13,1
CEM III-B 170 519 - - 19 33 741 2,1 15,2
Sonst. Zement 132 21 20 - 20 9 202 0,6 0,6
Summe 28.335 4.273 97 119 1.420 1.593 35.834 100,0 100,0
ZementartKlinker Hütten-
sandPuz-zolan
Öl-
schiefer
(gebr.)
Kalk-stein
Sulfat-träger
Summe Anteil
1.000 t/a %
23
Danach lag der Anteil an CEM I-Zementenim Jahr 2000 bei rd. 61 % und der von Ze-menten mit anderen Hauptbestandteilenaußer Klinker bei etwa 39 %. Weitgehendunberücksichtigt blieben Zemente undBindemittel mit bauaufsichtlicher Zulas-sung, deren Mengenanteil jedoch – ge-messen an der Gesamtproduktion – alsverhältnismäßig gering anzusehen ist. Insgesamt ergab sich daraus rechnerisch eine Klinkermenge, die nur um etwa0,082 Mio. t/a über der statistisch ausge-wiesenen Klinkerproduktion aller deut-schen Werke lag. Das entspricht einer Abweichung von weniger als 1 %.
Die Rechnung zeigt weiterhin, dass Hüt-tensand, der als Koppelprodukt bei derRoheisenerzeugung entsteht, als Haupt-bestandteil im Zement mit etwa 4,3 Mio. t/a [trocken] den größten Anteilvor allen anderen Hauptbestandteilenaußer Klinker und damit den größten Sub-stitutionsbeitrag stellt. Die rechnerisch fürdie Zementherstellung ermittelte Mengelag um knapp 0,9 Mio. t/a [trocken] unterder im Jahr 2000 insgesamt erzeugtenund statistisch ausgewiesenen Hütten-sandmenge von 5,840 Mio. t [feucht](VEREIN DEUTSCHER ZEMENTWERKE/BUNDES-VERBAND DER DEUTSCHEN ZEMENTINDUSTRIE
2000). Die Abweichungen der Zahlenwer-te können u. a. auf unterschiedlichen An-gaben für den Feuchtegehalt von Hüt-tensand beruhen, der für dieseAbschätzung allerdings mit 12 M.-% be-reits an der oberen Grenze angenommenwurde. Mit Blick auf die Zementherstel-lung leistet Hüttensand damit den größ-ten Beitrag zur Schonung natürlicher Roh-und Brennstoffressourcen und damit auchzur Minderung der Emission des klima-relevanten Kohlendioxids (CO2).
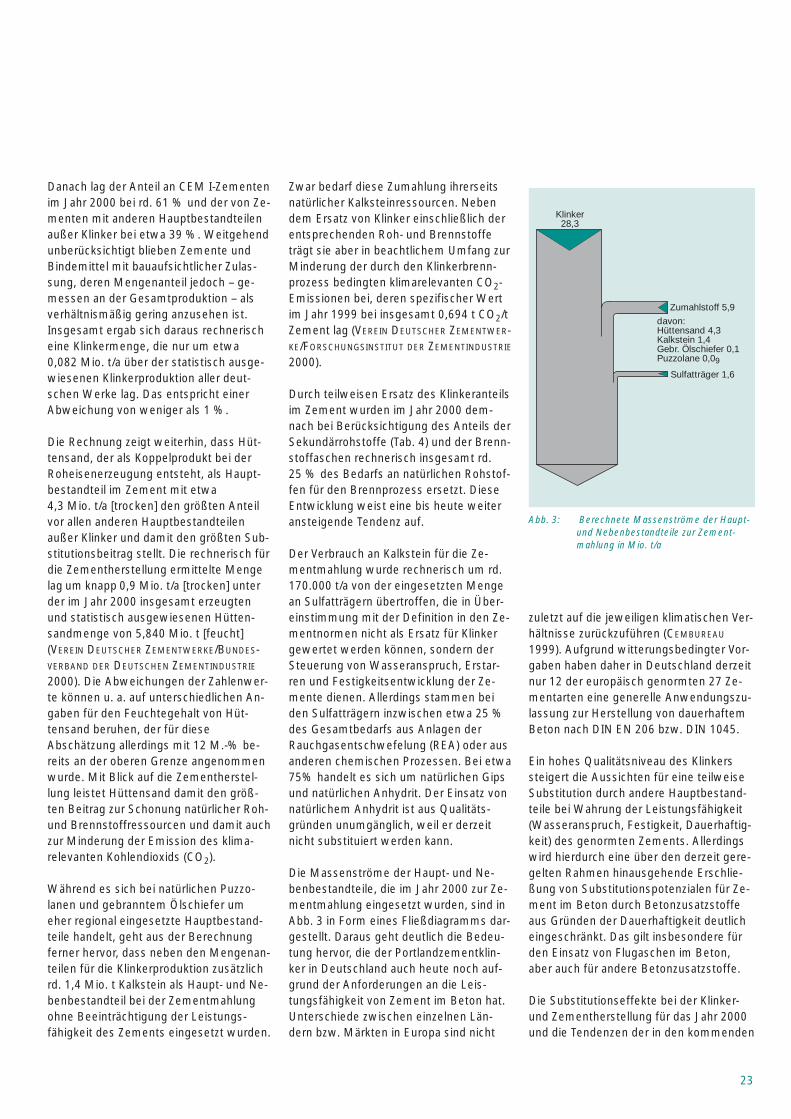
Während es sich bei natürlichen Puzzo-lanen und gebranntem Ölschiefer umeher regional eingesetzte Hauptbestand-teile handelt, geht aus der Berechnungferner hervor, dass neben den Mengenan-teilen für die Klinkerproduktion zusätzlichrd. 1,4 Mio. t Kalkstein als Haupt- und Ne-benbestandteil bei der Zementmahlungohne Beeinträchtigung der Leistungs-fähigkeit des Zements eingesetzt wurden.
Zwar bedarf diese Zumahlung ihrerseitsnatürlicher Kalksteinressourcen. Nebendem Ersatz von Klinker einschließlich derentsprechenden Roh- und Brennstoffeträgt sie aber in beachtlichem Umfang zurMinderung der durch den Klinkerbrenn-prozess bedingten klimarelevanten CO2-Emissionen bei, deren spezifischer Wertim Jahr 1999 bei insgesamt 0,694 t CO2/tZement lag (VEREIN DEUTSCHER ZEMENTWER-KE/FORSCHUNGSINSTITUT DER ZEMENTINDUSTRIE
2000).
Durch teilweisen Ersatz des Klinkeranteilsim Zement wurden im Jahr 2000 dem-nach bei Berücksichtigung des Anteils derSekundärrohstoffe (Tab. 4) und der Brenn-stoffaschen rechnerisch insgesamt rd. 25 % des Bedarfs an natürlichen Rohstof-fen für den Brennprozess ersetzt. DieseEntwicklung weist eine bis heute weiteransteigende Tendenz auf.
Der Verbrauch an Kalkstein für die Ze-mentmahlung wurde rechnerisch um rd.170.000 t/a von der eingesetzten Mengean Sulfatträgern übertroffen, die in Über-einstimmung mit der Definition in den Ze-mentnormen nicht als Ersatz für Klinkergewertet werden können, sondern derSteuerung von Wasseranspruch, Erstar-ren und Festigkeitsentwicklung der Ze-mente dienen. Allerdings stammen beiden Sulfatträgern inzwischen etwa 25 %des Gesamtbedarfs aus Anlagen derRauchgasentschwefelung (REA) oder ausanderen chemischen Prozessen. Bei etwa75% handelt es sich um natürlichen Gipsund natürlichen Anhydrit. Der Einsatz vonnatürlichem Anhydrit ist aus Qualitäts-gründen unumgänglich, weil er derzeitnicht substituiert werden kann.
Die Massenströme der Haupt- und Ne-benbestandteile, die im Jahr 2000 zur Ze-mentmahlung eingesetzt wurden, sind inAbb. 3 in Form eines Fließdiagramms dar-gestellt. Daraus geht deutlich die Bedeu-tung hervor, die der Portlandzementklin-ker in Deutschland auch heute noch auf-grund der Anforderungen an die Leis-tungsfähigkeit von Zement im Beton hat.Unterschiede zwischen einzelnen Län-dern bzw. Märkten in Europa sind nicht
Klinker28,3
Zumahlstoff 5,9
davon:Hüttensand 4,3Kalkstein 1,4Gebr. Ölschiefer 0,1Puzzolane 0,09
Sulfatträger 1,6
Abb. 3: Berechnete Massenströme der Haupt- und Nebenbestandteile zur Zement-mahlung in Mio. t/a
zuletzt auf die jeweiligen klimatischen Ver-hältnisse zurückzuführen (CEMBUREAU
1999). Aufgrund witterungsbedingter Vor-gaben haben daher in Deutschland derzeitnur 12 der europäisch genormten 27 Ze-mentarten eine generelle Anwendungszu-lassung zur Herstellung von dauerhaftemBeton nach DIN EN 206 bzw. DIN 1045.
Ein hohes Qualitätsniveau des Klinkerssteigert die Aussichten für eine teilweiseSubstitution durch andere Hauptbestand-teile bei Wahrung der Leistungsfähigkeit(Wasseranspruch, Festigkeit, Dauerhaftig-keit) des genormten Zements. Allerdingswird hierdurch eine über den derzeit gere-gelten Rahmen hinausgehende Erschlie-ßung von Substitutionspotenzialen für Ze-ment im Beton durch Betonzusatzstoffeaus Gründen der Dauerhaftigkeit deutlicheingeschränkt. Das gilt insbesondere fürden Einsatz von Flugaschen im Beton,aber auch für andere Betonzusatzstoffe.
Die Substitutionseffekte bei der Klinker-und Zementherstellung für das Jahr 2000und die Tendenzen der in den kommenden
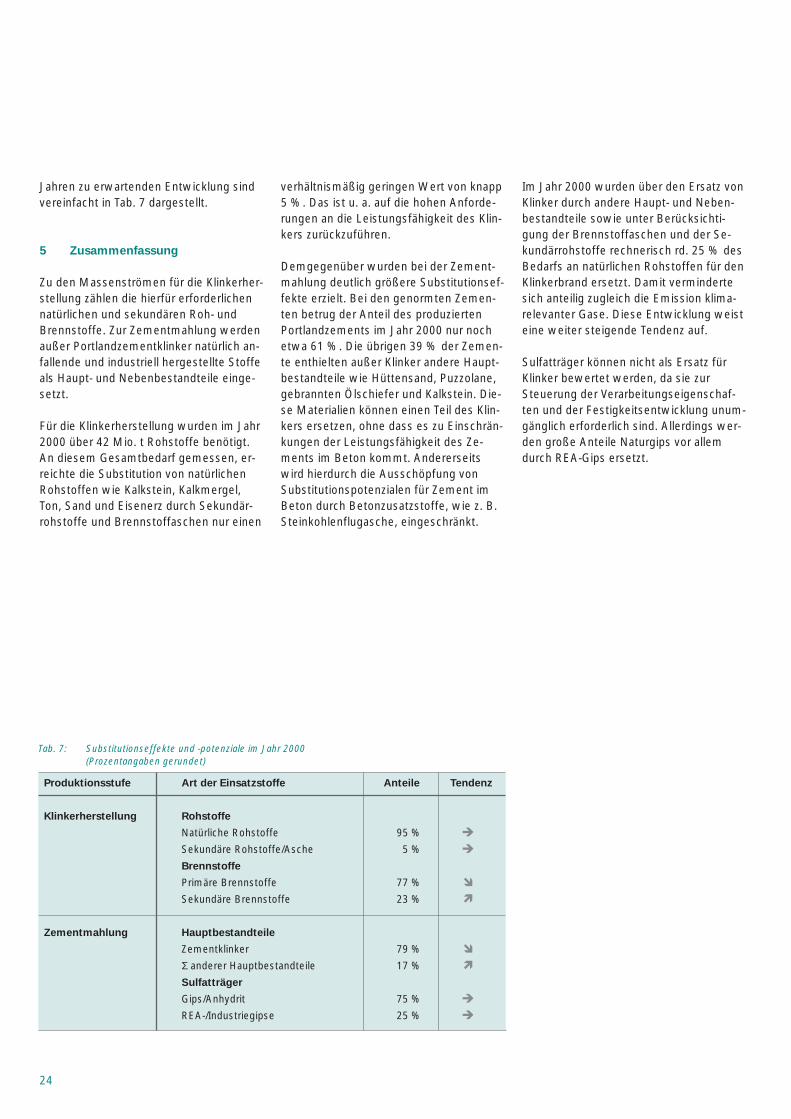
Jahren zu erwartenden Entwicklung sindvereinfacht in Tab. 7 dargestellt.
5 Zusammenfassung
Zu den Massenströmen für die Klinkerher-stellung zählen die hierfür erforderlichennatürlichen und sekundären Roh- undBrennstoffe. Zur Zementmahlung werdenaußer Portlandzementklinker natürlich an-fallende und industriell hergestellte Stoffeals Haupt- und Nebenbestandteile einge-setzt.
Für die Klinkerherstellung wurden im Jahr2000 über 42 Mio. t Rohstoffe benötigt.An diesem Gesamtbedarf gemessen, er-reichte die Substitution von natürlichenRohstoffen wie Kalkstein, Kalkmergel,Ton, Sand und Eisenerz durch Sekundär-rohstoffe und Brennstoffaschen nur einen
verhältnismäßig geringen Wert von knapp5 %. Das ist u. a. auf die hohen Anforde-rungen an die Leistungsfähigkeit des Klin-kers zurückzuführen.
Demgegenüber wurden bei der Zement-mahlung deutlich größere Substitutionsef-fekte erzielt. Bei den genormten Zemen-ten betrug der Anteil des produziertenPortlandzements im Jahr 2000 nur nochetwa 61 %. Die übrigen 39 % der Zemen-te enthielten außer Klinker andere Haupt-bestandteile wie Hüttensand, Puzzolane,gebrannten Ölschiefer und Kalkstein. Die-se Materialien können einen Teil des Klin-kers ersetzen, ohne dass es zu Einschrän-kungen der Leistungsfähigkeit des Ze-ments im Beton kommt. Andererseitswird hierdurch die Ausschöpfung vonSubstitutionspotenzialen für Zement imBeton durch Betonzusatzstoffe, wie z. B.Steinkohlenflugasche, eingeschränkt.
Im Jahr 2000 wurden über den Ersatz vonKlinker durch andere Haupt- und Neben-bestandteile sowie unter Berücksichti-gung der Brennstoffaschen und der Se-kundärrohstoffe rechnerisch rd. 25 % desBedarfs an natürlichen Rohstoffen für denKlinkerbrand ersetzt. Damit vermindertesich anteilig zugleich die Emission klima-relevanter Gase. Diese Entwicklung weisteine weiter steigende Tendenz auf.
Sulfatträger können nicht als Ersatz fürKlinker bewertet werden, da sie zurSteuerung der Verarbeitungseigenschaf-ten und der Festigkeitsentwicklung unum-gänglich erforderlich sind. Allerdings wer-den große Anteile Naturgips vor allemdurch REA-Gips ersetzt.
Produktionsstufe Art der Einsatzstoffe Anteile Tendenz
Klinkerherstellung Rohstoffe
Natürliche Rohstoffe 95 % �
Sekundäre Rohstoffe/Asche 5 % �
Brennstoffe
Primäre Brennstoffe 77 % �
Sekundäre Brennstoffe 23 % �
Zementmahlung Hauptbestandteile
Zementklinker 79 % �
Σ anderer Hauptbestandteile 17 % �
Sulfatträger
Gips/Anhydrit 75 % �
REA-/Industriegipse 25 % �
Tab. 7: Substitutionseffekte und -potenziale im Jahr 2000(Prozentangaben gerundet)
24
25
III Fallbeispiele:
Rohstoffgewinnung und
Zementherstellung unter
standortspezifischen
Bedingungen

27
Inhalt
1 Allgemeines
2 Werksgruppe Lägerdorf
2.1 Kreidegewinnung
2.2 Klinkerherstellung
2.3 Hüttensandproduktion
3 Werksgruppe Höver
3.1 Kalkmergelgewinnung
3.2 Klinkerherstellung
3.3 Hüttensandproduktion
4 Zusammenfassung
Zementproduktion aus Kreide
und Hüttensand in Lägerdorf
und Höver
28
1 Allgemeines
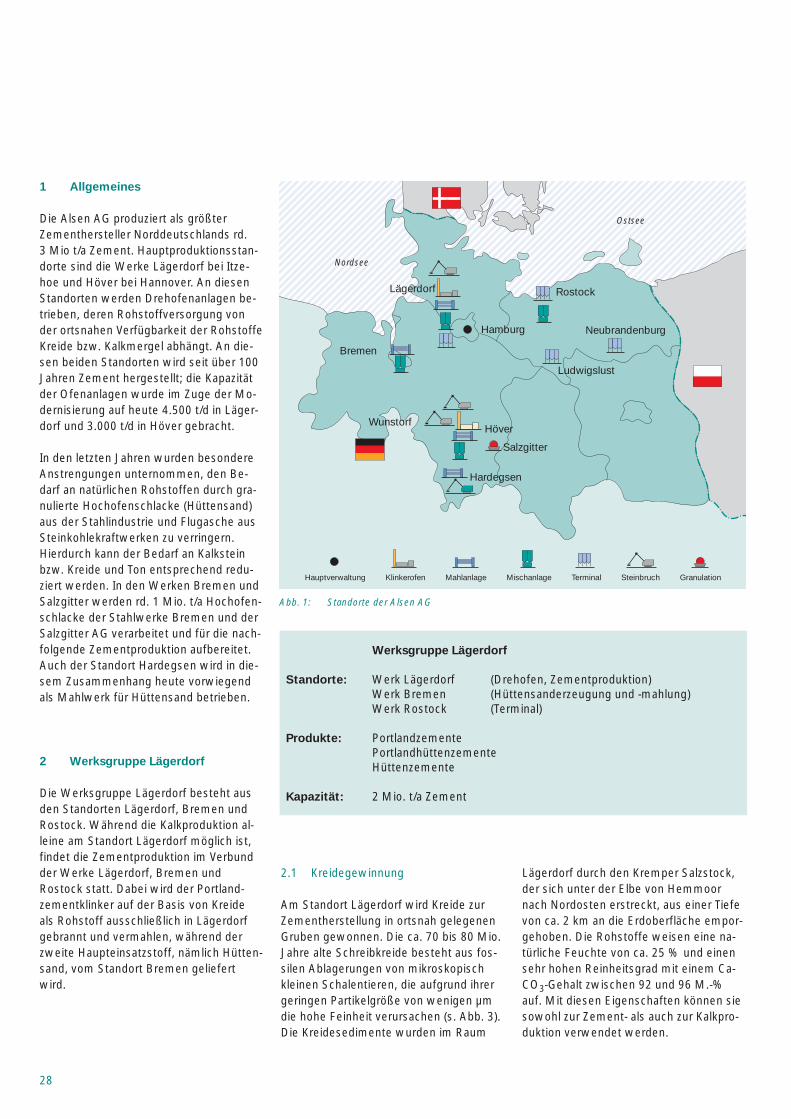
Die Alsen AG produziert als größterZementhersteller Norddeutschlands rd. 3 Mio t/a Zement. Hauptproduktionsstan-dorte sind die Werke Lägerdorf bei Itze-hoe und Höver bei Hannover. An diesenStandorten werden Drehofenanlagen be-trieben, deren Rohstoffversorgung vonder ortsnahen Verfügbarkeit der RohstoffeKreide bzw. Kalkmergel abhängt. An die-sen beiden Standorten wird seit über 100Jahren Zement hergestellt; die Kapazitätder Ofenanlagen wurde im Zuge der Mo-dernisierung auf heute 4.500 t/d in Läger-dorf und 3.000 t/d in Höver gebracht.
In den letzten Jahren wurden besondereAnstrengungen unternommen, den Be-darf an natürlichen Rohstoffen durch gra-nulierte Hochofenschlacke (Hüttensand)aus der Stahlindustrie und Flugasche ausSteinkohlekraftwerken zu verringern.Hierdurch kann der Bedarf an Kalksteinbzw. Kreide und Ton entsprechend redu-ziert werden. In den Werken Bremen undSalzgitter werden rd. 1 Mio. t/a Hochofen-schlacke der Stahlwerke Bremen und derSalzgitter AG verarbeitet und für die nach-folgende Zementproduktion aufbereitet.Auch der Standort Hardegsen wird in die-sem Zusammenhang heute vorwiegendals Mahlwerk für Hüttensand betrieben.
2 Werksgruppe Lägerdorf
Die Werksgruppe Lägerdorf besteht ausden Standorten Lägerdorf, Bremen undRostock. Während die Kalkproduktion al-leine am Standort Lägerdorf möglich ist,findet die Zementproduktion im Verbundder Werke Lägerdorf, Bremen und Rostock statt. Dabei wird der Portland-zementklinker auf der Basis von Kreideals Rohstoff ausschließlich in Lägerdorfgebrannt und vermahlen, während derzweite Haupteinsatzstoff, nämlich Hütten-sand, vom Standort Bremen geliefertwird.
2.1 Kreidegewinnung
Am Standort Lägerdorf wird Kreide zurZementherstellung in ortsnah gelegenenGruben gewonnen. Die ca. 70 bis 80 Mio.Jahre alte Schreibkreide besteht aus fos-silen Ablagerungen von mikroskopischkleinen Schalentieren, die aufgrund ihrergeringen Partikelgröße von wenigen µmdie hohe Feinheit verursachen (s. Abb. 3).Die Kreidesedimente wurden im Raum
Lägerdorf durch den Kremper Salzstock,der sich unter der Elbe von Hemmoornach Nordosten erstreckt, aus einer Tiefevon ca. 2 km an die Erdoberfläche empor-gehoben. Die Rohstoffe weisen eine na-türliche Feuchte von ca. 25 % und einensehr hohen Reinheitsgrad mit einem Ca-CO3-Gehalt zwischen 92 und 96 M.-%auf. Mit diesen Eigenschaften können siesowohl zur Zement- als auch zur Kalkpro-duktion verwendet werden.
Nordsee
Ostsee
Lägerdorf
Bremen
Hamburg
Rostock
Neubrandenburg
Ludwigslust
WunstorfHöver
Salzgitter
Hardegsen
Hauptverwaltung Klinkerofen Mahlanlage Mischanlage Terminal Steinbruch Granulation
Werksgruppe Lägerdorf
Standorte: Werk Lägerdorf (Drehofen, Zementproduktion)Werk Bremen (Hüttensanderzeugung und -mahlung)Werk Rostock (Terminal)
Produkte: PortlandzementePortlandhüttenzementeHüttenzemente
Kapazität: 2 Mio. t/a Zement
Abb. 1: Standorte der Alsen AG

29
Die geologisch jüngeren, in den oberenSchichten des Vorkommens liegendenKreidehorizonte haben einen niedrigerenCaCO3-Gehalt. Deshalb wird die unterhalbvon 50 m u. N. N. liegende Kreide mithöherem CaCO3-Gehalt bevorzugt zurKalkherstellung genutzt, während die da-rüber liegenden Kreidehorizonte zur Ze-mentherstellung eingesetzt werden. Ausder hochwertigen Kreide werden von be-nachbarten Industriebetrieben auch Füll-stoffe für die Papier- und Farbenindustriehergestellt.
Am Standort Lägerdorf werden heutejährlich bis zu 2,5 Mio t/a Kreide abgebaut.Zur Gewinnung der Kreide werden Schau-felradbagger und Eimerkettenbagger miteiner Abbauleistung bis zu 1.000 t/h ein-gesetzt. Der Kreideabbau erfolgt an zweiAbbaupunkten der Grube, an denen quali-tativ nach dem CaCO3-Gehalt der Kreidedifferenziert wird. Die Kreide wird in ei-nem am Grubenrand gelegenen Aufberei-tungsbetrieb aufgeschlämmt und über ei-ne Distanz von ca. 4 km per Pipeline indas Werk gefördert. Dieses umwelt-freundliche Konzept ermöglicht einenRohstofftransport zum Werk ohne Band-geräusche und LKW-Einsatz, ist aber angeeignete Rohstoffe bzw. die Nassaufbe-reitung der Rohmaterialien gebunden.
Die Lagerstätten können je nach Chlorid-konzentration bis zu einer Tiefe zwischen50 m u. N. N. und 100 m u. N. N. genutzt
werden. Aufgrund der Lage der Vorkom-men ist eine umfangreiche Wasserhal-tung in den Grubenbetrieben erforderlich,das Regen- und Grubenwasser wird überden Fluss „Stör“ abgeleitet. Die Grubenwerden sich nach Einstellung der Wasser-haltung zu Seen entwickeln können. Dieortsnah verfügbaren Kreidevorkommenermöglichen eine weitere Produktion amStandort über einen Zeitraum von ca. 80Jahren.
2.2 Klinkerherstellung
Herzstück der Zementproduktion amStandort Lägerdorf ist der für eine Leis-tung von 4.500 t/d konzipierte Drehofen11, der mit moderner, Energie sparenderVorcalcinier-Technik ausgerüstet wurde.Die Rohstoffsituation des Werkes mitKreide, Flugasche und Sand als Haupt-komponenten ermöglicht die Herstellungeines stark differenzierten Produktsorti-mentes auf der Basis von drei Klinkerqua-litäten. Die im Werk Lägerdorf hergestell-te Produktpalette ist speziell auf den Be-darf der norddeutschen Region ausgerich-tet und umfasst auch die hier besondersbenötigten Spezialzemente mit niedrigemAlkaligehalt bzw. hohem Sulfatwider-stand.
Eine Besonderheit des neuen Drehofens11 liegt in der Nutzung von sekundärenRoh- und Brennstoffen, die stofflich undenergetisch bei der Klinkerproduktion ver-
wertet werden können. Rund 50 % derBrennstoffenergie wird heute durch alter-native Brennstoffe wie Altöl, Altreifen undBleicherde substituiert. Außerdem kommtstatt natürlichem Ton, der bis vor einigenJahren noch zur Zementherstellung be-nötigt wurde, heute Steinkohlenflugaschebei der Klinkerherstellung zum Einsatz.Mit der stofflichen und energetischen Verwertung von Sekundärstoffen leistetdas Werk auch einen wertvollen Entsor-gungsbeitrag im regionalen Wirtschafts-kreislauf.
2.3 Hüttensandproduktion
Am Standort Bremen werden in zweiHochöfen als Koppelprodukt der Rohei-senerzeugung jährlich rd. 720.000 t Hüt-tensand erzeugt, der als Hauptbestandteilzur Zementherstellung genutzt wird. DerHüttensand wird überwiegend in der aufdem Standort des Stahlwerks betriebe-nen Mahltrocknungsanlage der Alsen AGzementfein aufgemahlen und anschlie-ßend in den eigenen Werken Bremen, Lägerdorf und Rostock zusammen mitPortlandklinker zu Zementen verarbeitet.Außerdem wird Hüttensand auch unver-mahlen direkt an Kunden der Zementindu-strie geliefert. Durch den Einsatz von Hüt-tensand können der Klinkerbedarf zurZementproduktion und die sich daraus er-gebenden CO2-Emissionen signifikantverringert werden.
Abb. 3: REM-Aufnahme von KreidepartikelnAbb. 2: Schaufelradbagger in der Grube Heidestraße bei Lägerdorf
30
3.1 Kalkmergelgewinnung
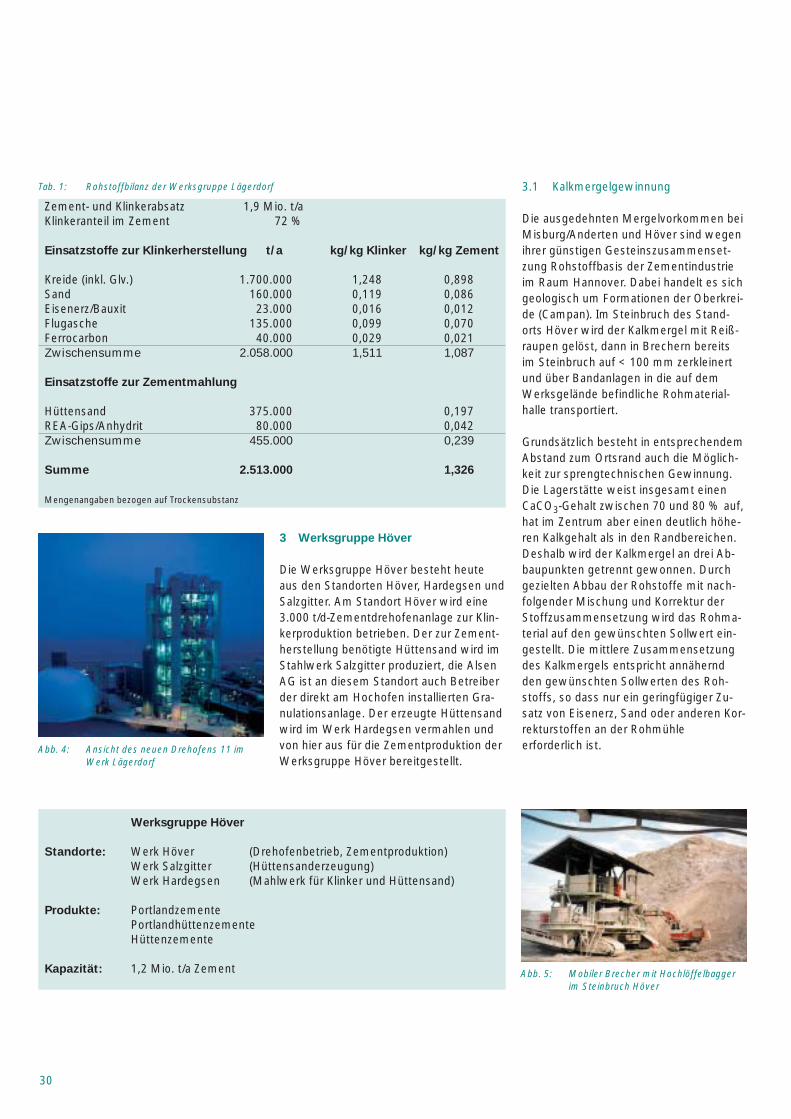
Die ausgedehnten Mergelvorkommen beiMisburg/Anderten und Höver sind wegenihrer günstigen Gesteinszusammenset-zung Rohstoffbasis der Zementindustrieim Raum Hannover. Dabei handelt es sichgeologisch um Formationen der Oberkrei-de (Campan). Im Steinbruch des Stand-orts Höver wird der Kalkmergel mit Reiß-raupen gelöst, dann in Brechern bereitsim Steinbruch auf < 100 mm zerkleinertund über Bandanlagen in die auf demWerksgelände befindliche Rohmaterial-halle transportiert.
Grundsätzlich besteht in entsprechendemAbstand zum Ortsrand auch die Möglich-keit zur sprengtechnischen Gewinnung.Die Lagerstätte weist insgesamt einenCaCO3-Gehalt zwischen 70 und 80 % auf,hat im Zentrum aber einen deutlich höhe-ren Kalkgehalt als in den Randbereichen.Deshalb wird der Kalkmergel an drei Ab-baupunkten getrennt gewonnen. Durchgezielten Abbau der Rohstoffe mit nach-folgender Mischung und Korrektur derStoffzusammensetzung wird das Rohma-terial auf den gewünschten Sollwert ein-gestellt. Die mittlere Zusammensetzungdes Kalkmergels entspricht annäherndden gewünschten Sollwerten des Roh-stoffs, so dass nur ein geringfügiger Zu-satz von Eisenerz, Sand oder anderen Kor-rekturstoffen an der Rohmühleerforderlich ist.
Zement- und Klinkerabsatz 1,9 Mio. t/aKlinkeranteil im Zement 72 %
Einsatzstoffe zur Klinkerherstellung t/a kg/kg Klinker kg/kg Zement
Kreide (inkl. Glv.) 1.700.000 1,248 0,898Sand 160.000 0,119 0,086Eisenerz/Bauxit 23.000 0,016 0,012Flugasche 135.000 0,099 0,070Ferrocarbon 40.000 0,029 0,021Zwischensumme 2.058.000 1,511 1,087
Einsatzstoffe zur Zementmahlung
Hüttensand 375.000 0,197REA-Gips/Anhydrit 80.000 0,042Zwischensumme 455.000 0,239
Summe 2.513.000 1,326
Mengenangaben bezogen auf Trockensubstanz
Werksgruppe Höver
Standorte: Werk Höver (Drehofenbetrieb, Zementproduktion)Werk Salzgitter (Hüttensanderzeugung)Werk Hardegsen (Mahlwerk für Klinker und Hüttensand)
Produkte: PortlandzementePortlandhüttenzementeHüttenzemente
Kapazität: 1,2 Mio. t/a Zement
3 Werksgruppe Höver
Die Werksgruppe Höver besteht heuteaus den Standorten Höver, Hardegsen undSalzgitter. Am Standort Höver wird eine3.000 t/d-Zementdrehofenanlage zur Klin-kerproduktion betrieben. Der zur Zement-herstellung benötigte Hüttensand wird imStahlwerk Salzgitter produziert, die AlsenAG ist an diesem Standort auch Betreiberder direkt am Hochofen installierten Gra-nulationsanlage. Der erzeugte Hüttensandwird im Werk Hardegsen vermahlen undvon hier aus für die Zementproduktion derWerksgruppe Höver bereitgestellt.
Abb. 5: Mobiler Brecher mit Hochlöffelbagger im Steinbruch Höver
Abb. 4: Ansicht des neuen Drehofens 11 im Werk Lägerdorf
Tab. 1: Rohstoffbilanz der Werksgruppe Lägerdorf
31
Im Steinbruch Höver wird die Abbautiefevor allem durch den Chloridgehalt derRohstoffe begrenzt, so dass die Lager-stätte nur bis zu einer Tiefe zwischen 30und 60 m nutzbar ist. Das Rohmaterialenthält außerdem in Teilbereichen Pyrit,deshalb sind besondere Maßnahmen zurAbsorption von Schwefeldioxid beimBrennprozess erforderlich. Die Rohmateri-alfeuchte beträgt ca. 12 M.-%. Die orts-nah verfügbare Lagerstätte wurde imRahmen eines Raumordnungsverfahrensfür die zukünftige Gewinnung des Mer-gels gesichert, so dass eine Produktionam Standort Höver für weitere 60 Jahremöglich ist. Teile des Steinbruchs werdenzur Bodenablagerung genutzt oder wur-den bereits rekultiviert. Ein weiterer Teilsteht Interims-Biotopen, d. h. dem Natur-schutz, zur Verfügung. Aufgrund derGrundwasserverhältnisse ist eine gering-fügige Wasserhaltung im Steinbruch er-forderlich.
3.2 Klinkerherstellung
Am Standort Höver wird eine 3.000 t/d-Zementdrehofenanlage mit Satelliten-kühler betrieben. Das Werk Höver liegt di-rekt am Rand des Steinbruchs und wirdmit Bandanlagen aus dem Steinbruch ver-sorgt. Während bei der Rohmahlung nurgeringfügige Korrekturen der chemischenHauptkomponenten erforderlich sind, istbeim Brennprozess auf die Chlorid- undSchwefelgehalte des Rohmaterials Rück-sicht zu nehmen. Die Ofenanlage wird da-her mit einem Chlorid-Bypass betrieben.Zur Entschwefelung der Drehofenabgasewird Kalkhydrat im Trockenverfahren ein-gesetzt. Die Produktpalette des WerksHöver wurde in den letzten Jahren weiterdifferenziert, vor allem wurde die Herstel-lung der hüttensandhaltigen Zemente ver-stärkt. Das Werk Höver arbeitet heute imVerbund mit dem Mahlwerk Hardegsen,in dem neben Klinker aus Höver auch Hüt-tensand verarbeitet wird.
3.3 Hüttensandproduktion
Die Werksgruppe Höver stützt ihre Roh-stoffversorgung mittlerweile in einem be-deutenden Umfang auf die innerhalb ihresAbsatzgebietes gelegene Hüttensander-zeugung des Standorts Salzgitter. Hier hatdie Alsen AG im Jahr 1998 eine moderneAnlage zur Granulation von Hochofen-schlacke errichtet, mit der heute insge-samt 400.000 t/a Hüttensand erzeugtwerden. Die Granulationsanlage arbeitetnach modernsten Umweltstandards ab-wasser- und emissionsfrei im Kreislaufbe-trieb. Der in Salzgitter erzeugte Hüt-tensand wird einerseits im MahlwerkHardegsen für die eigene Zementproduk-tion aufbereitet, andererseits aber auchvon benachbarten Werken der Zementin-dustrie genutzt.
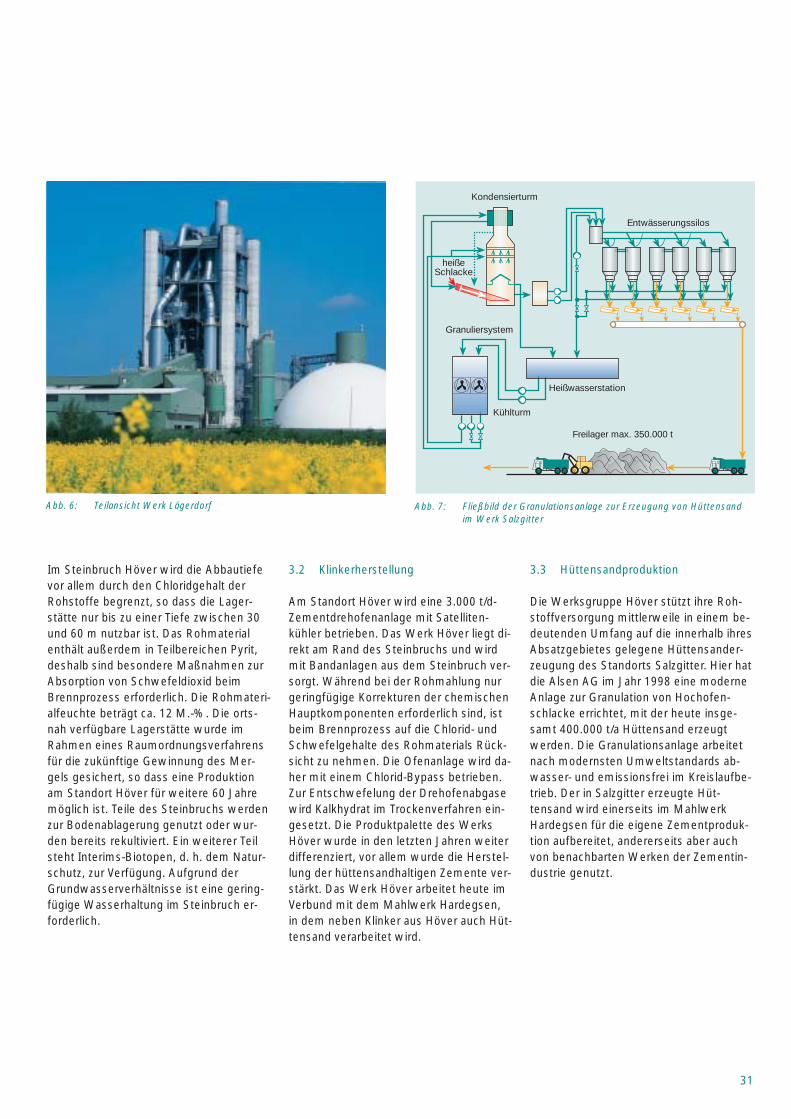
Abb. 6: Teilansicht Werk Lägerdorf Abb. 7: Fließbild der Granulationsanlage zur Erzeugung von Hüttensand im Werk Salzgitter
heißeSchlacke
Entwässerungssilos
Kondensierturm
Granuliersystem
Kühlturm
Heißwasserstation
Freilager max. 350.000 t
32
4 Zusammenfassung
Die Alsen AG stellt heute in Norddeutsch-land rd. 3 Mio. t/a Zement her. Der Roh-stoffabbau findet ortsnah und umweltver-träglich an den Standorten mit Klinker-produktion in Lägerdorf und Höver statt.Zur Ressourcenschonung setzt die Alsen AG bei der Klinkerproduktion sekun-däre Rohstoffe, insbesondere Flugascheaus den benachbarten Steinkohlekraft-werken, ein. Bei der Zementproduktionwird granulierte Hochofenschlacke (Hüt-tensand) aus der Stahlindustrie zur partiel-len Substitution von Zementklinker alsHauptbestandteil verarbeitet. Der Bedarfan den natürlichen Rohstoffen Kreide,Kalkmergel und Ton wird damit direkt undindirekt deutlich reduziert. Gleichwohlbleibt zur Standortsicherung bzw. für dieKlinker- und Zementproduktion in Nord-deutschland eine langfristige, ortsnaheVersorgung mit natürlichen Rohstoffen unverzichtbar.
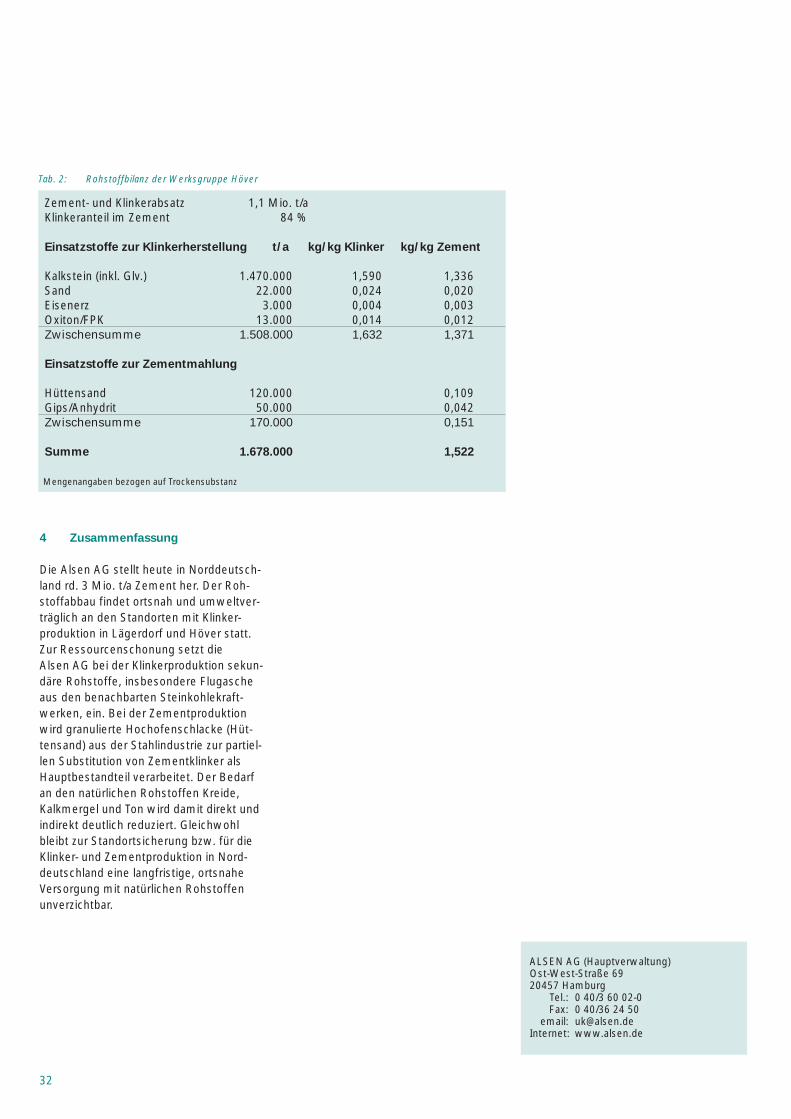
Zement- und Klinkerabsatz 1,1 Mio. t/aKlinkeranteil im Zement 84 %
Einsatzstoffe zur Klinkerherstellung t/a kg/kg Klinker kg/kg Zement
Kalkstein (inkl. Glv.) 1.470.000 1,590 1,336Sand 22.000 0,024 0,020Eisenerz 3.000 0,004 0,003Oxiton/FPK 13.000 0,014 0,012Zwischensumme 1.508.000 1,632 1,371
Einsatzstoffe zur Zementmahlung
Hüttensand 120.000 0,109Gips/Anhydrit 50.000 0,042Zwischensumme 170.000 0,151
Summe 1.678.000 1,522
Mengenangaben bezogen auf Trockensubstanz
Tab. 2: Rohstoffbilanz der Werksgruppe Höver
ALSEN AG (Hauptverwaltung)Ost-West-Straße 6920457 Hamburg
Tel.: 0 40/3 60 02-0 Fax: 0 40/36 24 50
email: [email protected]: www.alsen.de
33
Inhalt
1 Allgemeines
2 Geschichtliche Entwicklung
3 Standortumfeld
4 Rohstoffversorgung
4.1 Eigenmaterial Ennigerloh
4.2 Fremdmaterial Warstein
5 Folgenutzung in Ennigerloh
6 Werksgruppe Ennigerloh
6.1 Werk Nord
6.2 Werk Süd
Klinker- und Zementherstellung
mit Mergel und Massenkalk in
Ennigerloh
34
1 Allgemeines
Die Anneliese Zementwerke AG (AZ) pro-duziert in Westfalen an den StandortenEnnigerloh, Paderborn und Geseke Ze-ment und zementhaltige Spezialprodukte.Zusätzlich stellen Tochter- und Beteili-gungsgesellschaften Bergbau-, Tiefbau-und Umwelttechnikprodukte, Transport-beton sowie zementgebundene Werk-stoffe, Komponenten und Bauelementefür den Hoch- und Tiefbau her.
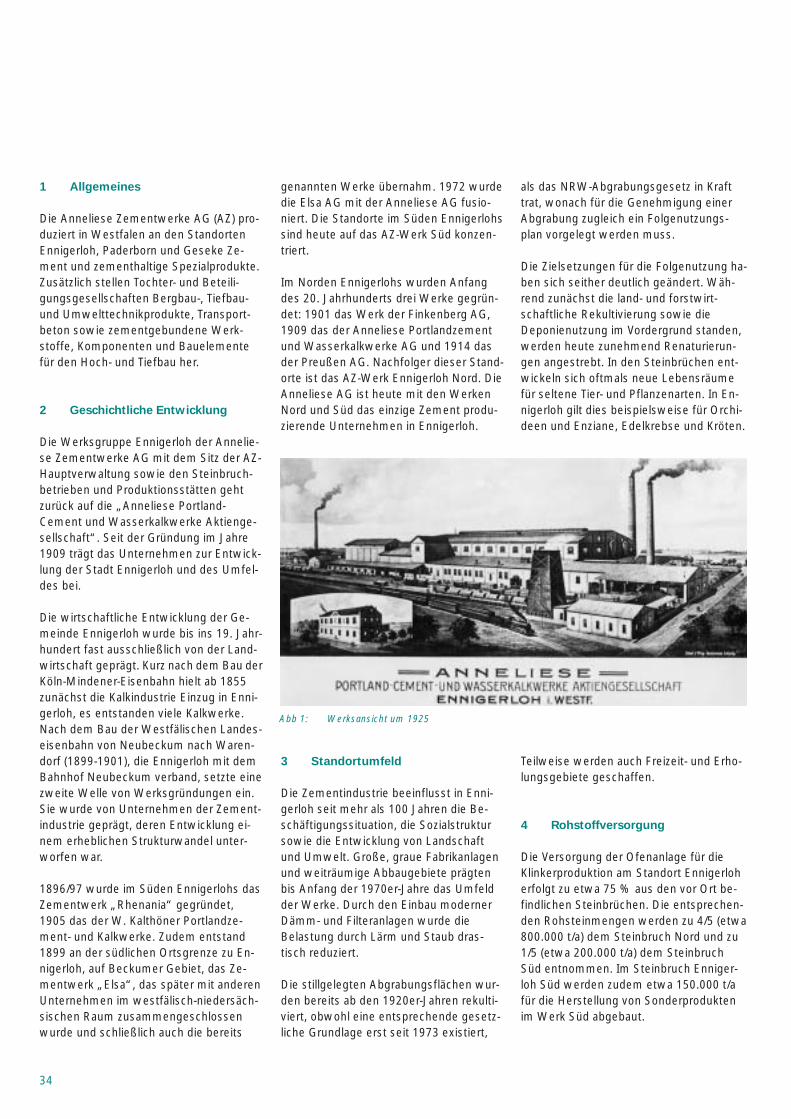
2 Geschichtliche Entwicklung
Die Werksgruppe Ennigerloh der Annelie-se Zementwerke AG mit dem Sitz der AZ-Hauptverwaltung sowie den Steinbruch-betrieben und Produktionsstätten geht zurück auf die „Anneliese Portland-Cement und Wasserkalkwerke Aktienge-sellschaft“. Seit der Gründung im Jahre1909 trägt das Unternehmen zur Entwick-lung der Stadt Ennigerloh und des Umfel-des bei.
Die wirtschaftliche Entwicklung der Ge-meinde Ennigerloh wurde bis ins 19. Jahr-hundert fast ausschließlich von der Land-wirtschaft geprägt. Kurz nach dem Bau derKöln-Mindener-Eisenbahn hielt ab 1855zunächst die Kalkindustrie Einzug in Enni-gerloh, es entstanden viele Kalkwerke.Nach dem Bau der Westfälischen Landes-eisenbahn von Neubeckum nach Waren-dorf (1899-1901), die Ennigerloh mit demBahnhof Neubeckum verband, setzte einezweite Welle von Werksgründungen ein.Sie wurde von Unternehmen der Zement-industrie geprägt, deren Entwicklung ei-nem erheblichen Strukturwandel unter-worfen war.
1896/97 wurde im Süden Ennigerlohs dasZementwerk „Rhenania“ gegründet,1905 das der W. Kalthöner Portlandze-ment- und Kalkwerke. Zudem entstand1899 an der südlichen Ortsgrenze zu En-nigerloh, auf Beckumer Gebiet, das Ze-mentwerk „Elsa“, das später mit anderenUnternehmen im westfälisch-niedersäch-sischen Raum zusammengeschlossenwurde und schließlich auch die bereits
genannten Werke übernahm. 1972 wurdedie Elsa AG mit der Anneliese AG fusio-niert. Die Standorte im Süden Ennigerlohssind heute auf das AZ-Werk Süd konzen-triert.
Im Norden Ennigerlohs wurden Anfangdes 20. Jahrhunderts drei Werke gegrün-det: 1901 das Werk der Finkenberg AG,1909 das der Anneliese Portlandzementund Wasserkalkwerke AG und 1914 dasder Preußen AG. Nachfolger dieser Stand-orte ist das AZ-Werk Ennigerloh Nord. DieAnneliese AG ist heute mit den WerkenNord und Süd das einzige Zement produ-zierende Unternehmen in Ennigerloh.
3 Standortumfeld
Die Zementindustrie beeinflusst in Enni-gerloh seit mehr als 100 Jahren die Be-schäftigungssituation, die Sozialstruktursowie die Entwicklung von Landschaftund Umwelt. Große, graue Fabrikanlagenund weiträumige Abbaugebiete prägtenbis Anfang der 1970er-Jahre das Umfeldder Werke. Durch den Einbau modernerDämm- und Filteranlagen wurde dieBelastung durch Lärm und Staub dras-tisch reduziert.
Die stillgelegten Abgrabungsflächen wur-den bereits ab den 1920er-Jahren rekulti-viert, obwohl eine entsprechende gesetz-liche Grundlage erst seit 1973 existiert,
Abb 1: Werksansicht um 1925
als das NRW-Abgrabungsgesetz in Krafttrat, wonach für die Genehmigung einerAbgrabung zugleich ein Folgenutzungs-plan vorgelegt werden muss.
Die Zielsetzungen für die Folgenutzung ha-ben sich seither deutlich geändert. Wäh-rend zunächst die land- und forstwirt-schaftliche Rekultivierung sowie dieDeponienutzung im Vordergrund standen,werden heute zunehmend Renaturierun-gen angestrebt. In den Steinbrüchen ent-wickeln sich oftmals neue Lebensräumefür seltene Tier- und Pflanzenarten. In En-nigerloh gilt dies beispielsweise für Orchi-deen und Enziane, Edelkrebse und Kröten.
Teilweise werden auch Freizeit- und Erho-lungsgebiete geschaffen.
4 Rohstoffversorgung
Die Versorgung der Ofenanlage für dieKlinkerproduktion am Standort Ennigerloherfolgt zu etwa 75 % aus den vor Ort be-findlichen Steinbrüchen. Die entsprechen-den Rohsteinmengen werden zu 4/5 (etwa800.000 t/a) dem Steinbruch Nord und zu1/5 (etwa 200.000 t/a) dem SteinbruchSüd entnommen. Im Steinbruch Enniger-loh Süd werden zudem etwa 150.000 t/afür die Herstellung von Sonderproduktenim Werk Süd abgebaut.
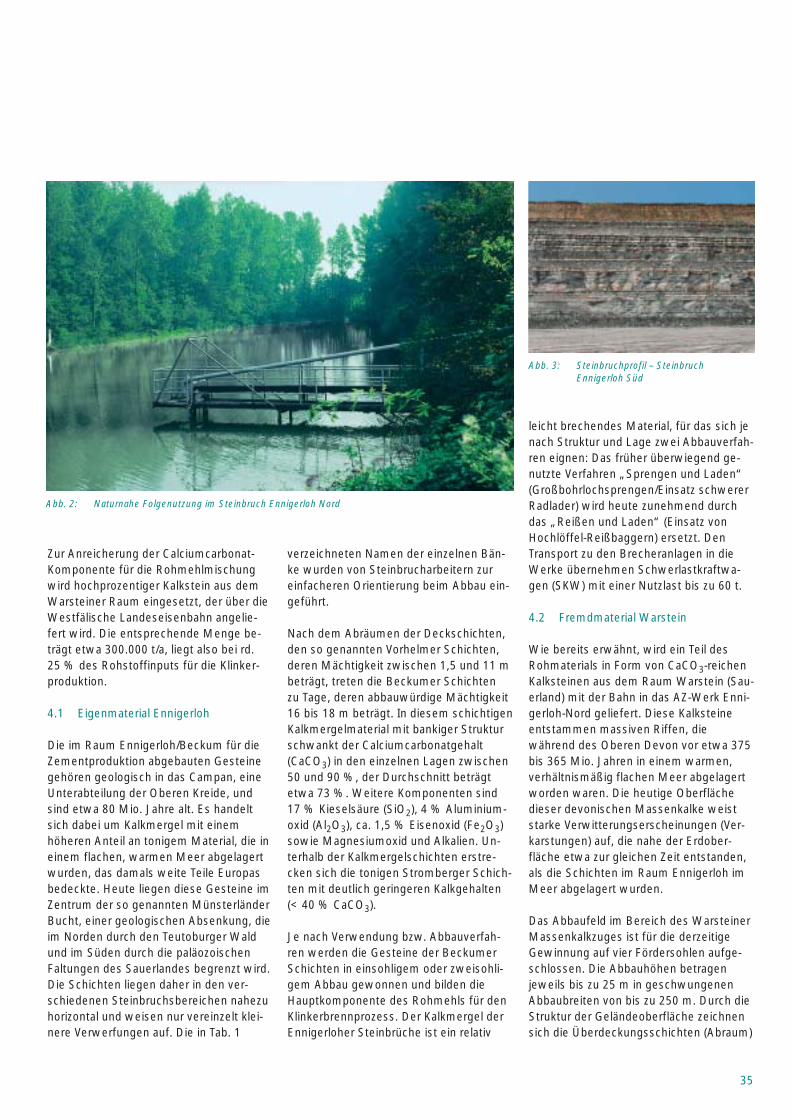
35
Zur Anreicherung der Calciumcarbonat-Komponente für die Rohmehlmischungwird hochprozentiger Kalkstein aus demWarsteiner Raum eingesetzt, der über dieWestfälische Landeseisenbahn angelie-fert wird. Die entsprechende Menge be-trägt etwa 300.000 t/a, liegt also bei rd. 25 % des Rohstoffinputs für die Klinker-produktion.
4.1 Eigenmaterial Ennigerloh
Die im Raum Ennigerloh/Beckum für dieZementproduktion abgebauten Gesteinegehören geologisch in das Campan, eineUnterabteilung der Oberen Kreide, undsind etwa 80 Mio. Jahre alt. Es handeltsich dabei um Kalkmergel mit einemhöheren Anteil an tonigem Material, die ineinem flachen, warmen Meer abgelagertwurden, das damals weite Teile Europasbedeckte. Heute liegen diese Gesteine imZentrum der so genannten MünsterländerBucht, einer geologischen Absenkung, dieim Norden durch den Teutoburger Waldund im Süden durch die paläozoischenFaltungen des Sauerlandes begrenzt wird.Die Schichten liegen daher in den ver-schiedenen Steinbruchsbereichen nahezuhorizontal und weisen nur vereinzelt klei-nere Verwerfungen auf. Die in Tab. 1
Abb. 2: Naturnahe Folgenutzung im Steinbruch Ennigerloh Nord
Abb. 3: Steinbruchprofil – Steinbruch Ennigerloh Süd
verzeichneten Namen der einzelnen Bän-ke wurden von Steinbrucharbeitern zureinfacheren Orientierung beim Abbau ein-geführt.
Nach dem Abräumen der Deckschichten,den so genannten Vorhelmer Schichten,deren Mächtigkeit zwischen 1,5 und 11 mbeträgt, treten die Beckumer Schichten zu Tage, deren abbauwürdige Mächtigkeit16 bis 18 m beträgt. In diesem schichtigenKalkmergelmaterial mit bankiger Strukturschwankt der Calciumcarbonatgehalt (CaCO3) in den einzelnen Lagen zwischen50 und 90 %, der Durchschnitt beträgt etwa 73 %. Weitere Komponenten sind17 % Kieselsäure (SiO2), 4 % Aluminium-oxid (Al2O3), ca. 1,5 % Eisenoxid (Fe2O3)sowie Magnesiumoxid und Alkalien. Un-terhalb der Kalkmergelschichten erstre-cken sich die tonigen Stromberger Schich-ten mit deutlich geringeren Kalkgehalten(< 40 % CaCO3).
Je nach Verwendung bzw. Abbauverfah-ren werden die Gesteine der BeckumerSchichten in einsohligem oder zweisohli-gem Abbau gewonnen und bilden dieHauptkomponente des Rohmehls für denKlinkerbrennprozess. Der Kalkmergel derEnnigerloher Steinbrüche ist ein relativ
leicht brechendes Material, für das sich jenach Struktur und Lage zwei Abbauverfah-ren eignen: Das früher überwiegend ge-nutzte Verfahren „Sprengen und Laden“(Großbohrlochsprengen/Einsatz schwererRadlader) wird heute zunehmend durchdas „Reißen und Laden“ (Einsatz vonHochlöffel-Reißbaggern) ersetzt. DenTransport zu den Brecheranlagen in dieWerke übernehmen Schwerlastkraftwa-gen (SKW) mit einer Nutzlast bis zu 60 t.
4.2 Fremdmaterial Warstein
Wie bereits erwähnt, wird ein Teil desRohmaterials in Form von CaCO3-reichenKalksteinen aus dem Raum Warstein (Sau-erland) mit der Bahn in das AZ-Werk Enni-gerloh-Nord geliefert. Diese Kalksteineentstammen massiven Riffen, diewährend des Oberen Devon vor etwa 375bis 365 Mio. Jahren in einem warmen,verhältnismäßig flachen Meer abgelagertworden waren. Die heutige Oberflächedieser devonischen Massenkalke weiststarke Verwitterungserscheinungen (Ver-karstungen) auf, die nahe der Erdober-fläche etwa zur gleichen Zeit entstanden,als die Schichten im Raum Ennigerloh imMeer abgelagert wurden.
Das Abbaufeld im Bereich des WarsteinerMassenkalkzuges ist für die derzeitigeGewinnung auf vier Fördersohlen aufge-schlossen. Die Abbauhöhen betragenjeweils bis zu 25 m in geschwungenenAbbaubreiten von bis zu 250 m. Durch dieStruktur der Geländeoberfläche zeichnensich die Überdeckungsschichten (Abraum)
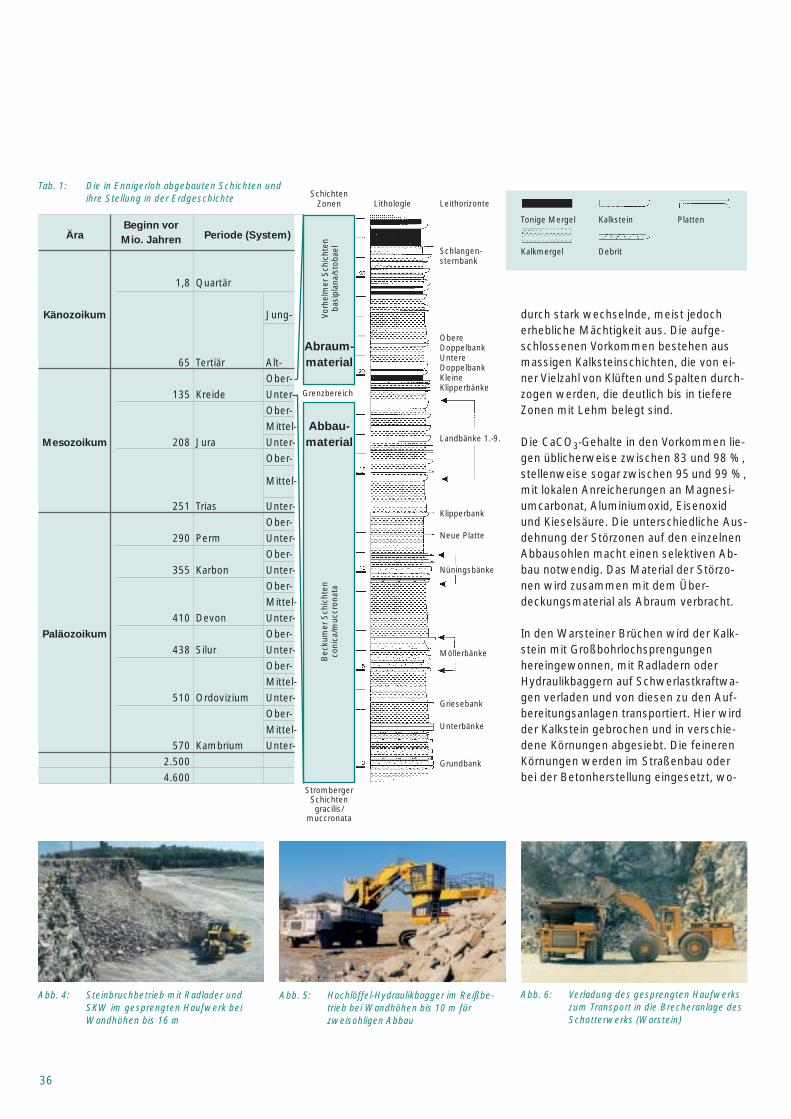
Abraum-
material
Abbau-
material
Grenzbereich
Schichten Zonen
StrombergerSchichtengracilis/
muccronata
Vorh
elm
er S
chic
hten
basi
plan
a/st
obae
lB
ecku
mer
Sch
icht
enco
nica
/muc
cron
ata
36
Ära
Känozoikum
Mesozoikum
Paläozoikum
Tab. 1: Die in Ennigerloh abgebauten Schichten und ihre Stellung in der Erdgeschichte
Abb. 4: Steinbruchbetrieb mit Radlader und SKW im gesprengten Haufwerk bei Wandhöhen bis 16 m
Abb. 5: Hochlöffel-Hydraulikbagger im Reißbe-trieb bei Wandhöhen bis 10 m für zweisohligen Abbau
durch stark wechselnde, meist jedocherhebliche Mächtigkeit aus. Die aufge-schlossenen Vorkommen bestehen ausmassigen Kalksteinschichten, die von ei-ner Vielzahl von Klüften und Spalten durch-zogen werden, die deutlich bis in tiefereZonen mit Lehm belegt sind.
Die CaCO3-Gehalte in den Vorkommen lie-gen üblicherweise zwischen 83 und 98 %,stellenweise sogar zwischen 95 und 99 %,mit lokalen Anreicherungen an Magnesi-umcarbonat, Aluminiumoxid, Eisenoxidund Kieselsäure. Die unterschiedliche Aus-dehnung der Störzonen auf den einzelnenAbbausohlen macht einen selektiven Ab-bau notwendig. Das Material der Störzo-nen wird zusammen mit dem Über-deckungsmaterial als Abraum verbracht.
In den Warsteiner Brüchen wird der Kalk-stein mit Großbohrlochsprengungen hereingewonnen, mit Radladern oder Hydraulikbaggern auf Schwerlastkraftwa-gen verladen und von diesen zu den Auf-bereitungsanlagen transportiert. Hier wirdder Kalkstein gebrochen und in verschie-dene Körnungen abgesiebt. Die feinerenKörnungen werden im Straßenbau oderbei der Betonherstellung eingesetzt, wo-
Beginn vor
Mio. Jahren
1,8
65
135
208
251
290
355
410
438
510
5702.5004.600
Periode (System)
Quartär
Tertiär
Kreide
Jura
Trias
Perm
Karbon
Devon
Silur
Ordovizium
Kambrium
Jung-
Alt-Ober-Unter-Ober-Mittel-Unter-Ober-
Mittel-
Unter-Ober-Unter-Ober-Unter-Ober-Mittel-Unter-Ober-Unter-Ober-Mittel-Unter-Ober-Mittel-Unter-
Lithologie Leithorizonte
Abb. 6: Verladung des gesprengten Haufwerkszum Transport in die Brecheranlage desSchotterwerks (Warstein)
Schlangen-sternbank
Obere DoppelbankUntere DoppelbankKleine Klipperbänke
Landbänke 1.-9.
Klipperbank
Neue Platte
Nüningsbänke
Möllerbänke
Griesebank
Unterbänke
Grundbank
Tonige Mergel
Kalkmergel
Kalkstein
Debrit
Platten

37
hingegen die Zementwerke der AnnelieseAG mit den gröberen Fraktionen versorgtwerden. Für den Weitertransport zu denVerbrauchsstellen stehen Verladeanlagenfür LKW- und Bahn-Transporte zur Verfü-gung.
Die Belieferung der Anneliese Zement-werke AG erfolgt über das Schienennetzder Westfälischen Landeseisenbahn inGanzzugladungen mit jeweils etwa 750 tKalkstein. Auch die anderen Zementwer-ke im Raum Ennigerloh/Beckum werdenzum größten Teil von Warstein aus mithochprozentigem Kalkstein beliefert.
5 Folgenutzung in Ennigerloh
Durch den Konzentrationsprozess der Ze-mentindustrie im Raum Ennigerloh unddurch die ländliche Struktur stehen für dieAZ-Standorte im Prinzip ausreichendFlächen zur Verfügung, die für eine Abgra-bung geeignet sind. Die genehmigten Ab-grabungsflächen reichen für einen Zeit-raum von etwa 30 Jahren.
Die im Rahmen der Abgrabungsgenehmi-gung festgelegte zeitnahe Wiederherrich-tung der Abgrabungsflächen zur Folgenut-zung enthält unterschiedliche Ziele.
Steinbruch Ennigerloh Nord:Die Folgenutzung des SteinbruchgebietesEnnigerloh Nord umfasst vier Folgenut-zungstypen und ist damit sehr vielschich-tig strukturiert (Tab. 2 und Abb. 8).
Steinbruch Ennigerloh Süd:Der Standort Ennigerloh Süd ist durch ei-ne großflächige Struktur zusammenlie-gender ehemaliger Steinbruchflächen ge-prägt. Abb. 9 gibt die Lage der Wald- undSukzessionsflächen einschließlich einesNaturschutzgebietes wieder. Der Anteillandwirtschaftlicher Nutzflächen (LNF) istrelativ gering.
6 Werksgruppe Ennigerloh
Die AZ-Werksgruppe Ennigerloh bestehtaus den zwei Werken Nord und Süd, dieKlinkerproduktion ist auf die Ofenanlageim Werk Nord konzentriert worden.
Präzise aufeinander abgestimmte, mo-dernste Produktionstechniken, die vonzentralen Leitständen aus gesteuert undüberwacht werden, garantieren eine kon-stant hohe Produktqualität. Die Verminde-rung von Staub und Lärmemissionen wirddurch Hochleistungsfilter, Schalldämmein-
Abb. 7: Beladung des Zugverbandes für die Belieferung der Zementwerke(Warstein)
richtungen und eine sensible Überwa-chungstechnik mit kontinuierlicher Erfas-sung der Abgasströme sichergestellt. Um-weltschutz und Energieeffizienz sowie dieSchonung natürlicher Ressourcen durchEinsatz von Sekundärstoffen sind zentraleProduktionsziele der Anneliese AG. Sowird durch eine konsequente Wärmerück-gewinnung und durch Einsatz von Sekun-därbrennstoffen der Bedarf an primärenEnergieträgern gesenkt und eine erhebli-che Verminderung der CO2-Emissionen er-reicht.
Hausmülldeponie Kreis Warendorf: 47 % der FlächeRekultivierung als Landwirtschaftliche Nutzfläche (LNF): 26 % der FlächeRenaturierung als Flächen- oder Heckenpflanzung: 10 % der FlächeSukzessionsflächen: 17 % der Fläche
Tab. 2: Aufteilung der Folgenutzung im Steinbruchgebiet Ennigerloh Nord
Werk Nord:
- Steinbruchbetrieb- Drehofenbetrieb mit Rohmühle und Ofenanlage
- Kohlenmahlanlage- Hüttensandtrocknung- Zementmühlenbetrieb
Werk Süd:
- Steinbruchbetrieb- Zementmühlenbetrieb- Mahlanlage für Sonderprodukte
Kapazität:
- 1,2 Mio. t/a Zement- 0,2 Mio. t/a Kalk- und Compoundprodukte
CEM I 32,5 RCEM I 42,5 RCEM I 42,5 R-spCEM I 42,5 R-HSCEM I 52,5 RCEM II B-S 32,5 RCEM II A-S 42,5 RCEM II B-P 32,5 RCEM III/A 32,5 NCEM III/A 32,5 N-NW/NACEM III/B 32,5 N-NW/HS/NA
Tab. 3: Sortenstruktur der Werksgruppe Ennigerloh
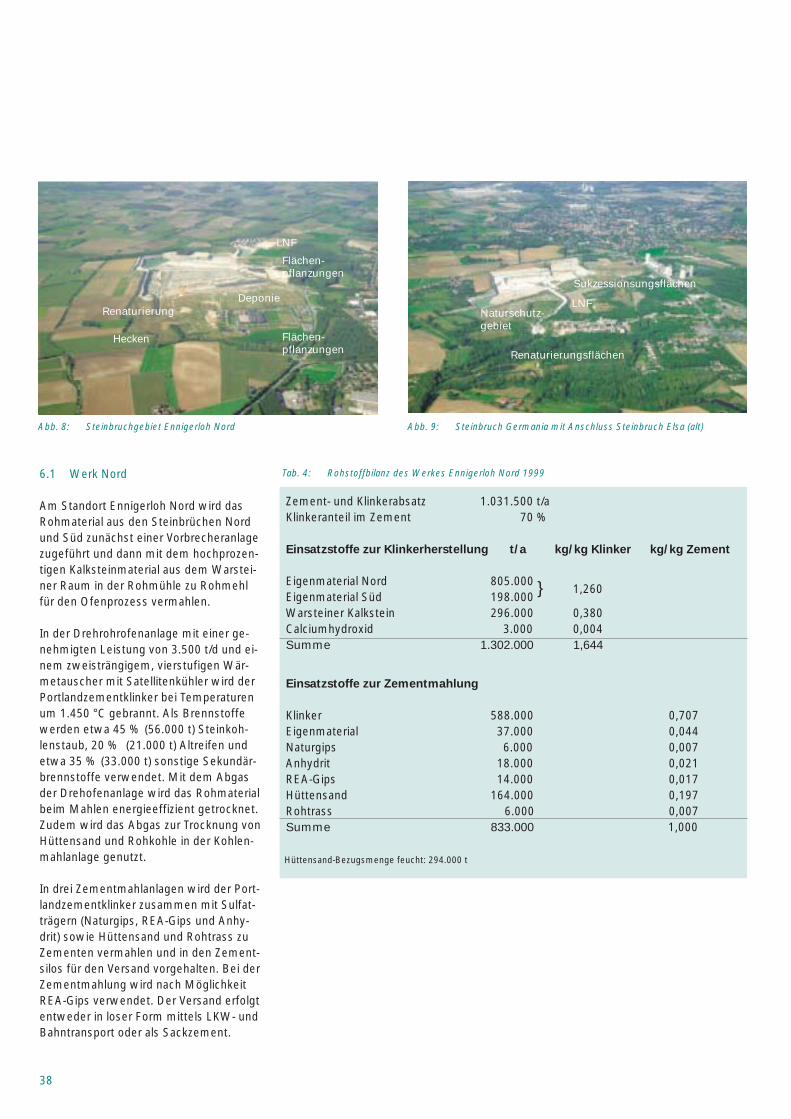
38
6.1 Werk Nord
Am Standort Ennigerloh Nord wird dasRohmaterial aus den Steinbrüchen Nordund Süd zunächst einer Vorbrecheranlagezugeführt und dann mit dem hochprozen-tigen Kalksteinmaterial aus dem Warstei-ner Raum in der Rohmühle zu Rohmehlfür den Ofenprozess vermahlen.
In der Drehrohrofenanlage mit einer ge-nehmigten Leistung von 3.500 t/d und ei-nem zweisträngigem, vierstufigen Wär-metauscher mit Satellitenkühler wird derPortlandzementklinker bei Temperaturenum 1.450 °C gebrannt. Als Brennstoffewerden etwa 45 % (56.000 t) Steinkoh-lenstaub, 20 % (21.000 t) Altreifen undetwa 35 % (33.000 t) sonstige Sekundär-brennstoffe verwendet. Mit dem Abgasder Drehofenanlage wird das Rohmaterialbeim Mahlen energieeffizient getrocknet.Zudem wird das Abgas zur Trocknung vonHüttensand und Rohkohle in der Kohlen-mahlanlage genutzt.
In drei Zementmahlanlagen wird der Port-landzementklinker zusammen mit Sulfat-trägern (Naturgips, REA-Gips und Anhy-drit) sowie Hüttensand und Rohtrass zuZementen vermahlen und in den Zement-silos für den Versand vorgehalten. Bei derZementmahlung wird nach MöglichkeitREA-Gips verwendet. Der Versand erfolgtentweder in loser Form mittels LKW- undBahntransport oder als Sackzement.
Abb. 8: Steinbruchgebiet Ennigerloh Nord Abb. 9: Steinbruch Germania mit Anschluss Steinbruch Elsa (alt)
Zement- und Klinkerabsatz 1.031.500 t/aKlinkeranteil im Zement 70 %
Einsatzstoffe zur Klinkerherstellung t/a kg/kg Klinker kg/kg Zement
Eigenmaterial Nord 805.000Eigenmaterial Süd 198.000Warsteiner Kalkstein 296.000 0,380Calciumhydroxid 3.000 0,004Summe 1.302.000 1,644
Einsatzstoffe zur Zementmahlung
Klinker 588.000 0,707Eigenmaterial 37.000 0,044Naturgips 6.000 0,007Anhydrit 18.000 0,021REA-Gips 14.000 0,017Hüttensand 164.000 0,197Rohtrass 6.000 0,007Summe 833.000 1,000
Hüttensand-Bezugsmenge feucht: 294.000 t
Tab. 4: Rohstoffbilanz des Werkes Ennigerloh Nord 1999
Hecken
Renaturierung
LNF
Flächen-pflanzungen
Flächen-pflanzungen
Deponie LNFNaturschutz-gebiet
Renaturierungsflächen
Sukzessionsungsflächen
} 1,260
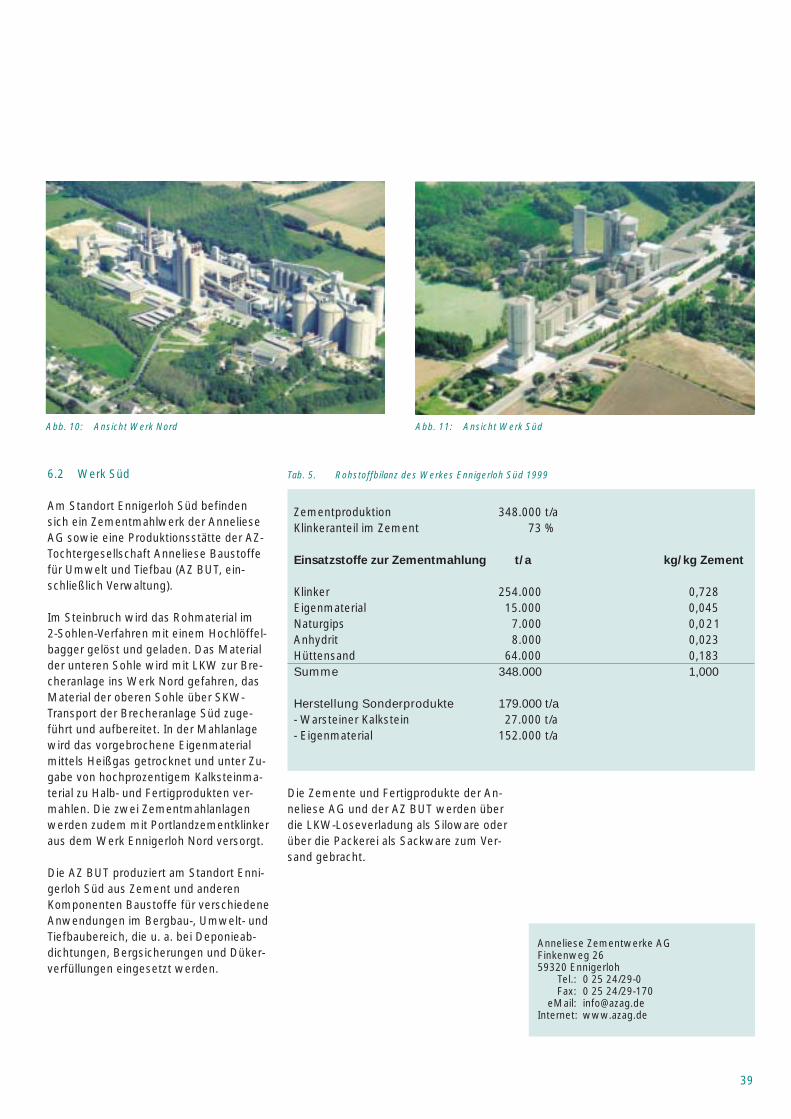
Zementproduktion 348.000 t/aKlinkeranteil im Zement 73 %
Einsatzstoffe zur Zementmahlung t/a kg/kg Zement
Klinker 254.000 0,728Eigenmaterial 15.000 0,045Naturgips 7.000 0,021Anhydrit 8.000 0,023Hüttensand 64.000 0,183Summe 348.000 1,000
Herstellung Sonderprodukte 179.000 t/a- Warsteiner Kalkstein 27.000 t/a- Eigenmaterial 152.000 t/a
Tab. 5. Rohstoffbilanz des Werkes Ennigerloh Süd 1999
39
6.2 Werk Süd
Am Standort Ennigerloh Süd befindensich ein Zementmahlwerk der AnnelieseAG sowie eine Produktionsstätte der AZ-Tochtergesellschaft Anneliese Baustoffefür Umwelt und Tiefbau (AZ BUT, ein-schließlich Verwaltung).
Im Steinbruch wird das Rohmaterial im 2-Sohlen-Verfahren mit einem Hochlöffel-bagger gelöst und geladen. Das Materialder unteren Sohle wird mit LKW zur Bre-cheranlage ins Werk Nord gefahren, dasMaterial der oberen Sohle über SKW-Transport der Brecheranlage Süd zuge-führt und aufbereitet. In der Mahlanlagewird das vorgebrochene Eigenmaterialmittels Heißgas getrocknet und unter Zu-gabe von hochprozentigem Kalksteinma-terial zu Halb- und Fertigprodukten ver-mahlen. Die zwei Zementmahlanlagenwerden zudem mit Portlandzementklinkeraus dem Werk Ennigerloh Nord versorgt.
Die AZ BUT produziert am Standort Enni-gerloh Süd aus Zement und anderenKomponenten Baustoffe für verschiedeneAnwendungen im Bergbau-, Umwelt- undTiefbaubereich, die u. a. bei Deponieab-dichtungen, Bergsicherungen und Düker-verfüllungen eingesetzt werden.
Abb. 10: Ansicht Werk Nord Abb. 11: Ansicht Werk Süd
Die Zemente und Fertigprodukte der An-neliese AG und der AZ BUT werden überdie LKW-Loseverladung als Siloware oderüber die Packerei als Sackware zum Ver-sand gebracht.
Anneliese Zementwerke AGFinkenweg 2659320 Ennigerloh
Tel.: 0 25 24/29-0Fax: 0 25 24/29-170
eMail: [email protected]: www.azag.de

41
Inhalt
1 Allgemeines
2 Geschichte des Werkes
3 Standort und Umfeld
4 Produkte und Markt
5 Rohstoffversorgung
6 Geologie
7 Gewinnung und Transport
8 Rekultivierung und Renaturierung
Wiesbaden-Amöneburg –
Zementproduktion im Tertiär
des Mainzer Beckens
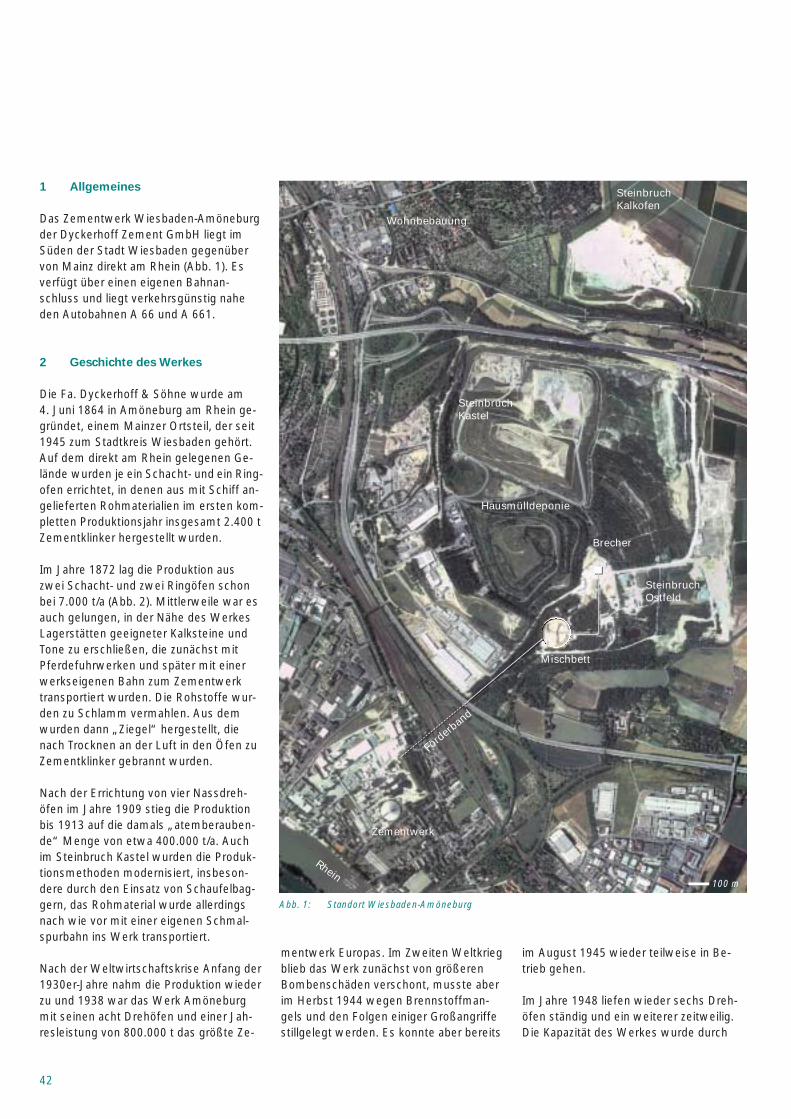
mentwerk Europas. Im Zweiten Weltkriegblieb das Werk zunächst von größerenBombenschäden verschont, musste aberim Herbst 1944 wegen Brennstoffman-gels und den Folgen einiger Großangriffestillgelegt werden. Es konnte aber bereits
im August 1945 wieder teilweise in Be-trieb gehen.
Im Jahre 1948 liefen wieder sechs Dreh-öfen ständig und ein weiterer zeitweilig.Die Kapazität des Werkes wurde durch
42
1 Allgemeines
Das Zementwerk Wiesbaden-Amöneburgder Dyckerhoff Zement GmbH liegt imSüden der Stadt Wiesbaden gegenübervon Mainz direkt am Rhein (Abb. 1). Esverfügt über einen eigenen Bahnan-schluss und liegt verkehrsgünstig naheden Autobahnen A 66 und A 661.
2 Geschichte des Werkes
Die Fa. Dyckerhoff & Söhne wurde am 4. Juni 1864 in Amöneburg am Rhein ge-gründet, einem Mainzer Ortsteil, der seit1945 zum Stadtkreis Wiesbaden gehört.Auf dem direkt am Rhein gelegenen Ge-lände wurden je ein Schacht- und ein Ring-ofen errichtet, in denen aus mit Schiff an-gelieferten Rohmaterialien im ersten kom-pletten Produktionsjahr insgesamt 2.400 tZementklinker hergestellt wurden.
Im Jahre 1872 lag die Produktion auszwei Schacht- und zwei Ringöfen schonbei 7.000 t/a (Abb. 2). Mittlerweile war esauch gelungen, in der Nähe des WerkesLagerstätten geeigneter Kalksteine undTone zu erschließen, die zunächst mitPferdefuhrwerken und später mit einerwerkseigenen Bahn zum Zementwerktransportiert wurden. Die Rohstoffe wur-den zu Schlamm vermahlen. Aus demwurden dann „Ziegel“ hergestellt, dienach Trocknen an der Luft in den Öfen zuZementklinker gebrannt wurden.
Nach der Errichtung von vier Nassdreh-öfen im Jahre 1909 stieg die Produktionbis 1913 auf die damals „atemberauben-de“ Menge von etwa 400.000 t/a. Auchim Steinbruch Kastel wurden die Produk-tionsmethoden modernisiert, insbeson-dere durch den Einsatz von Schaufelbag-gern, das Rohmaterial wurde allerdingsnach wie vor mit einer eigenen Schmal-spurbahn ins Werk transportiert.
Nach der Weltwirtschaftskrise Anfang der1930er-Jahre nahm die Produktion wiederzu und 1938 war das Werk Amöneburgmit seinen acht Drehöfen und einer Jah-resleistung von 800.000 t das größte Ze-
Abb. 1: Standort Wiesbaden-Amöneburg
Wohnbebauung
SteinbruchKalkofen
SteinbruchKastel
Hausmülldeponie
Brecher
Mischbett
SteinbruchOstfeld
Zementwerk
Rhein
Förderb
and
100 m
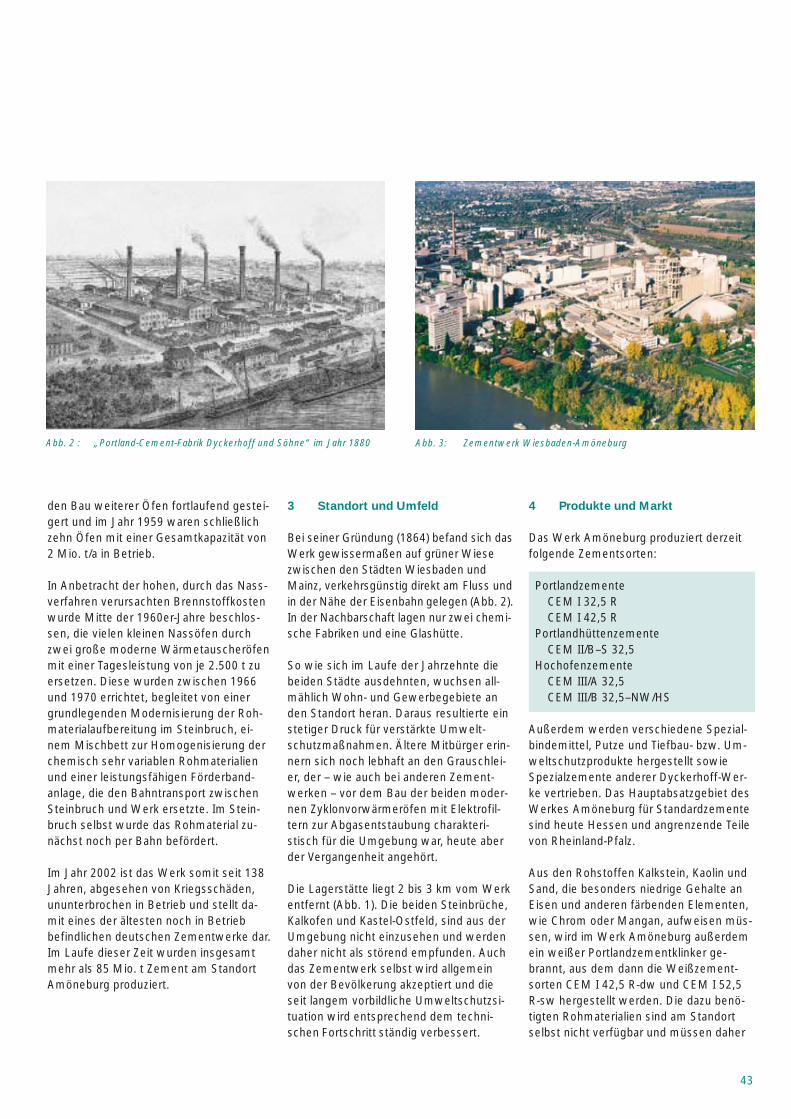
43
den Bau weiterer Öfen fortlaufend gestei-gert und im Jahr 1959 waren schließlichzehn Öfen mit einer Gesamtkapazität von2 Mio. t/a in Betrieb.
In Anbetracht der hohen, durch das Nass-verfahren verursachten Brennstoffkostenwurde Mitte der 1960er-Jahre beschlos-sen, die vielen kleinen Nassöfen durchzwei große moderne Wärmetauscheröfenmit einer Tagesleistung von je 2.500 t zuersetzen. Diese wurden zwischen 1966und 1970 errichtet, begleitet von einergrundlegenden Modernisierung der Roh-materialaufbereitung im Steinbruch, ei-nem Mischbett zur Homogenisierung derchemisch sehr variablen Rohmaterialienund einer leistungsfähigen Förderband-anlage, die den Bahntransport zwischenSteinbruch und Werk ersetzte. Im Stein-bruch selbst wurde das Rohmaterial zu-nächst noch per Bahn befördert.
Im Jahr 2002 ist das Werk somit seit 138Jahren, abgesehen von Kriegsschäden,ununterbrochen in Betrieb und stellt da-mit eines der ältesten noch in Betriebbefindlichen deutschen Zementwerke dar.Im Laufe dieser Zeit wurden insgesamtmehr als 85 Mio. t Zement am StandortAmöneburg produziert.
Abb. 2 : „Portland-Cement-Fabrik Dyckerhoff und Söhne“ im Jahr 1880 Abb. 3: Zementwerk Wiesbaden-Amöneburg
3 Standort und Umfeld
Bei seiner Gründung (1864) befand sich dasWerk gewissermaßen auf grüner Wiesezwischen den Städten Wiesbaden undMainz, verkehrsgünstig direkt am Fluss undin der Nähe der Eisenbahn gelegen (Abb. 2).In der Nachbarschaft lagen nur zwei chemi-sche Fabriken und eine Glashütte.
So wie sich im Laufe der Jahrzehnte diebeiden Städte ausdehnten, wuchsen all-mählich Wohn- und Gewerbegebiete anden Standort heran. Daraus resultierte einstetiger Druck für verstärkte Umwelt-schutzmaßnahmen. Ältere Mitbürger erin-nern sich noch lebhaft an den Grauschlei-er, der – wie auch bei anderen Zement-werken – vor dem Bau der beiden moder-nen Zyklonvorwärmeröfen mit Elektrofil-tern zur Abgasentstaubung charakteri-stisch für die Umgebung war, heute aberder Vergangenheit angehört.
Die Lagerstätte liegt 2 bis 3 km vom Werkentfernt (Abb. 1). Die beiden Steinbrüche,Kalkofen und Kastel-Ostfeld, sind aus derUmgebung nicht einzusehen und werdendaher nicht als störend empfunden. Auchdas Zementwerk selbst wird allgemeinvon der Bevölkerung akzeptiert und dieseit langem vorbildliche Umweltschutzsi-tuation wird entsprechend dem techni-schen Fortschritt ständig verbessert.
4 Produkte und Markt
Das Werk Amöneburg produziert derzeitfolgende Zementsorten:
PortlandzementeCEM I 32,5 RCEM I 42,5 R
PortlandhüttenzementeCEM II/B–S 32,5
HochofenzementeCEM III/A 32,5CEM III/B 32,5–NW/HS
Außerdem werden verschiedene Spezial-bindemittel, Putze und Tiefbau- bzw. Um-weltschutzprodukte hergestellt sowieSpezialzemente anderer Dyckerhoff-Wer-ke vertrieben. Das Hauptabsatzgebiet desWerkes Amöneburg für Standardzementesind heute Hessen und angrenzende Teilevon Rheinland-Pfalz.
Aus den Rohstoffen Kalkstein, Kaolin undSand, die besonders niedrige Gehalte anEisen und anderen färbenden Elementen,wie Chrom oder Mangan, aufweisen müs-sen, wird im Werk Amöneburg außerdemein weißer Portlandzementklinker ge-brannt, aus dem dann die Weißzement-sorten CEM I 42,5 R-dw und CEM I 52,5R-sw hergestellt werden. Die dazu benö-tigten Rohmaterialien sind am Standortselbst nicht verfügbar und müssen daher
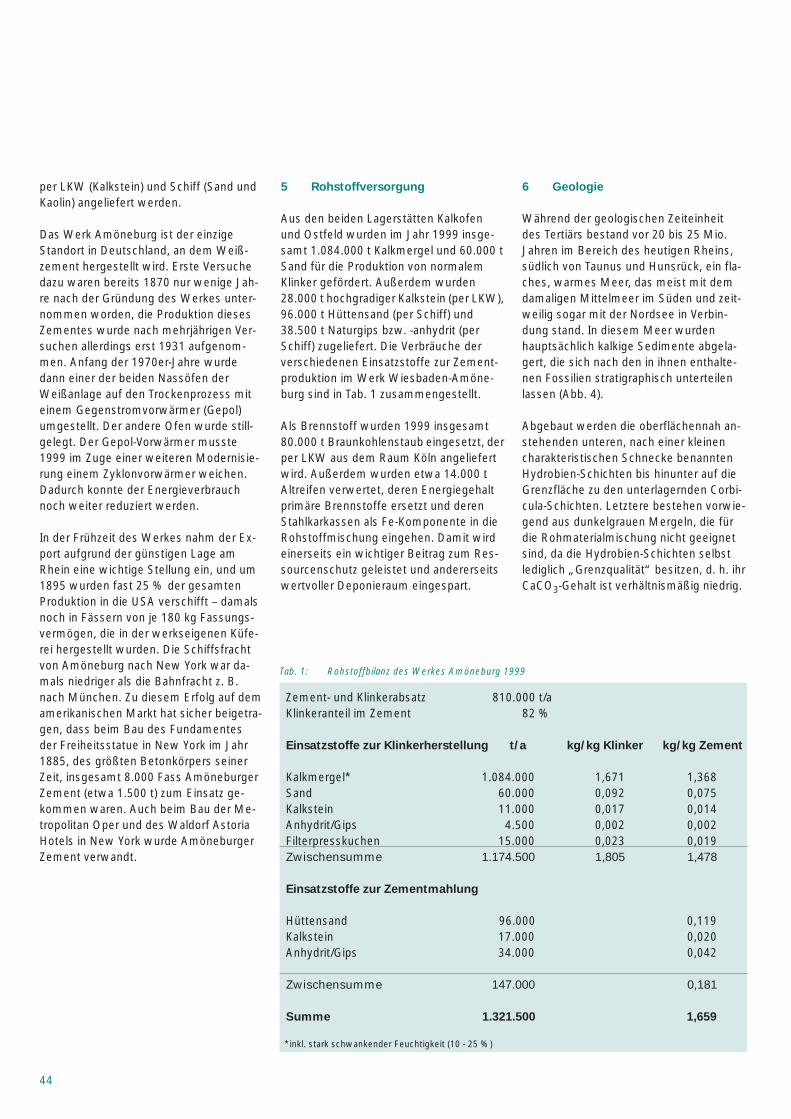
44
per LKW (Kalkstein) und Schiff (Sand undKaolin) angeliefert werden.
Das Werk Amöneburg ist der einzigeStandort in Deutschland, an dem Weiß-zement hergestellt wird. Erste Versuchedazu waren bereits 1870 nur wenige Jah-re nach der Gründung des Werkes unter-nommen worden, die Produktion diesesZementes wurde nach mehrjährigen Ver-suchen allerdings erst 1931 aufgenom-men. Anfang der 1970er-Jahre wurdedann einer der beiden Nassöfen derWeißanlage auf den Trockenprozess miteinem Gegenstromvorwärmer (Gepol)umgestellt. Der andere Ofen wurde still-gelegt. Der Gepol-Vorwärmer musste1999 im Zuge einer weiteren Modernisie-rung einem Zyklonvorwärmer weichen.Dadurch konnte der Energieverbrauchnoch weiter reduziert werden.
In der Frühzeit des Werkes nahm der Ex-port aufgrund der günstigen Lage amRhein eine wichtige Stellung ein, und um1895 wurden fast 25 % der gesamtenProduktion in die USA verschifft – damalsnoch in Fässern von je 180 kg Fassungs-vermögen, die in der werkseigenen Küfe-rei hergestellt wurden. Die Schiffsfrachtvon Amöneburg nach New York war da-mals niedriger als die Bahnfracht z. B.nach München. Zu diesem Erfolg auf demamerikanischen Markt hat sicher beigetra-gen, dass beim Bau des Fundamentesder Freiheitsstatue in New York im Jahr1885, des größten Betonkörpers seinerZeit, insgesamt 8.000 Fass AmöneburgerZement (etwa 1.500 t) zum Einsatz ge-kommen waren. Auch beim Bau der Me-tropolitan Oper und des Waldorf AstoriaHotels in New York wurde AmöneburgerZement verwandt.
5 Rohstoffversorgung
Aus den beiden Lagerstätten Kalkofenund Ostfeld wurden im Jahr 1999 insge-samt 1.084.000 t Kalkmergel und 60.000 tSand für die Produktion von normalemKlinker gefördert. Außerdem wurden28.000 t hochgradiger Kalkstein (per LKW),96.000 t Hüttensand (per Schiff) und38.500 t Naturgips bzw. -anhydrit (perSchiff) zugeliefert. Die Verbräuche derverschiedenen Einsatzstoffe zur Zement-produktion im Werk Wiesbaden-Amöne-burg sind in Tab. 1 zusammengestellt.
Als Brennstoff wurden 1999 insgesamt80.000 t Braunkohlenstaub eingesetzt, derper LKW aus dem Raum Köln angeliefertwird. Außerdem wurden etwa 14.000 tAltreifen verwertet, deren Energiegehaltprimäre Brennstoffe ersetzt und derenStahlkarkassen als Fe-Komponente in dieRohstoffmischung eingehen. Damit wirdeinerseits ein wichtiger Beitrag zum Res-sourcenschutz geleistet und andererseitswertvoller Deponieraum eingespart.
6 Geologie
Während der geologischen Zeiteinheitdes Tertiärs bestand vor 20 bis 25 Mio.Jahren im Bereich des heutigen Rheins,südlich von Taunus und Hunsrück, ein fla-ches, warmes Meer, das meist mit demdamaligen Mittelmeer im Süden und zeit-weilig sogar mit der Nordsee in Verbin-dung stand. In diesem Meer wurdenhauptsächlich kalkige Sedimente abgela-gert, die sich nach den in ihnen enthalte-nen Fossilien stratigraphisch unterteilenlassen (Abb. 4).
Abgebaut werden die oberflächennah an-stehenden unteren, nach einer kleinencharakteristischen Schnecke benanntenHydrobien-Schichten bis hinunter auf dieGrenzfläche zu den unterlagernden Corbi-cula-Schichten. Letztere bestehen vorwie-gend aus dunkelgrauen Mergeln, die fürdie Rohmaterialmischung nicht geeignetsind, da die Hydrobien-Schichten selbstlediglich „Grenzqualität“ besitzen, d. h. ihrCaCO3-Gehalt ist verhältnismäßig niedrig.
Zement- und Klinkerabsatz 810.000 t/aKlinkeranteil im Zement 82 %
Einsatzstoffe zur Klinkerherstellung t/a kg/kg Klinker kg/kg Zement
Kalkmergel* 1.084.000 1,671 1,368Sand 60.000 0,092 0,075Kalkstein 11.000 0,017 0,014Anhydrit/Gips 4.500 0,002 0,002Filterpresskuchen 15.000 0,023 0,019Zwischensumme 1.174.500 1,805 1,478
Einsatzstoffe zur Zementmahlung
Hüttensand 96.000 0,119Kalkstein 17.000 0,020Anhydrit/Gips 34.000 0,042
Zwischensumme 147.000 0,181
Summe 1.321.500 1,659
*inkl. stark schwankender Feuchtigkeit (10 - 25 %)
Tab. 1: Rohstoffbilanz des Werkes Amöneburg 1999
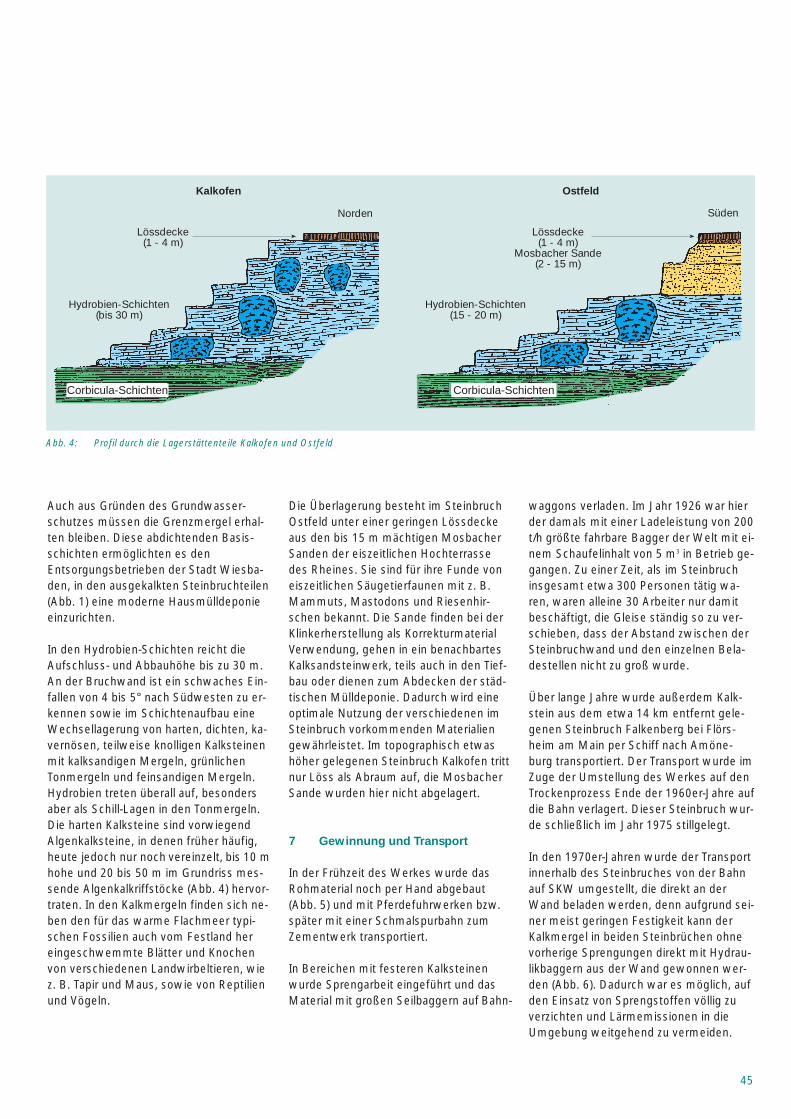
45
Auch aus Gründen des Grundwasser-schutzes müssen die Grenzmergel erhal-ten bleiben. Diese abdichtenden Basis-schichten ermöglichten es denEntsorgungsbetrieben der Stadt Wiesba-den, in den ausgekalkten Steinbruchteilen(Abb. 1) eine moderne Hausmülldeponieeinzurichten.
In den Hydrobien-Schichten reicht dieAufschluss- und Abbauhöhe bis zu 30 m.An der Bruchwand ist ein schwaches Ein-fallen von 4 bis 5° nach Südwesten zu er-kennen sowie im Schichtenaufbau eineWechsellagerung von harten, dichten, ka-vernösen, teilweise knolligen Kalksteinenmit kalksandigen Mergeln, grünlichenTonmergeln und feinsandigen Mergeln.Hydrobien treten überall auf, besondersaber als Schill-Lagen in den Tonmergeln.Die harten Kalksteine sind vorwiegend Algenkalksteine, in denen früher häufig,heute jedoch nur noch vereinzelt, bis 10 mhohe und 20 bis 50 m im Grundriss mes-sende Algenkalkriffstöcke (Abb. 4) hervor-traten. In den Kalkmergeln finden sich ne-ben den für das warme Flachmeer typi-schen Fossilien auch vom Festland hereingeschwemmte Blätter und Knochenvon verschiedenen Landwirbeltieren, wiez. B. Tapir und Maus, sowie von Reptilienund Vögeln.
Die Überlagerung besteht im SteinbruchOstfeld unter einer geringen Lössdeckeaus den bis 15 m mächtigen MosbacherSanden der eiszeitlichen Hochterrassedes Rheines. Sie sind für ihre Funde voneiszeitlichen Säugetierfaunen mit z. B.Mammuts, Mastodons und Riesenhir-schen bekannt. Die Sande finden bei derKlinkerherstellung als KorrekturmaterialVerwendung, gehen in ein benachbartesKalksandsteinwerk, teils auch in den Tief-bau oder dienen zum Abdecken der städ-tischen Mülldeponie. Dadurch wird eineoptimale Nutzung der verschiedenen imSteinbruch vorkommenden Materialiengewährleistet. Im topographisch etwashöher gelegenen Steinbruch Kalkofen trittnur Löss als Abraum auf, die MosbacherSande wurden hier nicht abgelagert.
7 Gewinnung und Transport
In der Frühzeit des Werkes wurde dasRohmaterial noch per Hand abgebaut(Abb. 5) und mit Pferdefuhrwerken bzw.später mit einer Schmalspurbahn zum Zementwerk transportiert.
In Bereichen mit festeren Kalksteinenwurde Sprengarbeit eingeführt und dasMaterial mit großen Seilbaggern auf Bahn-
Abb. 4: Profil durch die Lagerstättenteile Kalkofen und Ostfeld
waggons verladen. Im Jahr 1926 war hierder damals mit einer Ladeleistung von 200t/h größte fahrbare Bagger der Welt mit ei-nem Schaufelinhalt von 5 m3 in Betrieb ge-gangen. Zu einer Zeit, als im Steinbruchinsgesamt etwa 300 Personen tätig wa-ren, waren alleine 30 Arbeiter nur damitbeschäftigt, die Gleise ständig so zu ver-schieben, dass der Abstand zwischen derSteinbruchwand und den einzelnen Bela-destellen nicht zu groß wurde.
Über lange Jahre wurde außerdem Kalk-stein aus dem etwa 14 km entfernt gele-genen Steinbruch Falkenberg bei Flörs-heim am Main per Schiff nach Amöne-burg transportiert. Der Transport wurde imZuge der Umstellung des Werkes auf denTrockenprozess Ende der 1960er-Jahre aufdie Bahn verlagert. Dieser Steinbruch wur-de schließlich im Jahr 1975 stillgelegt.
In den 1970er-Jahren wurde der Transportinnerhalb des Steinbruches von der Bahnauf SKW umgestellt, die direkt an derWand beladen werden, denn aufgrund sei-ner meist geringen Festigkeit kann derKalkmergel in beiden Steinbrüchen ohnevorherige Sprengungen direkt mit Hydrau-likbaggern aus der Wand gewonnen wer-den (Abb. 6). Dadurch war es möglich, aufden Einsatz von Sprengstoffen völlig zuverzichten und Lärmemissionen in dieUmgebung weitgehend zu vermeiden.
Corbicula Schichten
Ostfeld
Süden
Lössdecke(1 - 4 m)
Mosbacher Sande(2 - 15 m)
Hydrobien-Schichten(15 - 20 m)
Corbicula Schichten
Kalkofen
Norden
Lössdecke(1 - 4 m)
Hydrobien-Schichten(bis 30 m)
- -
Süden
Corbicula-Schichten Corbicula-Schichten
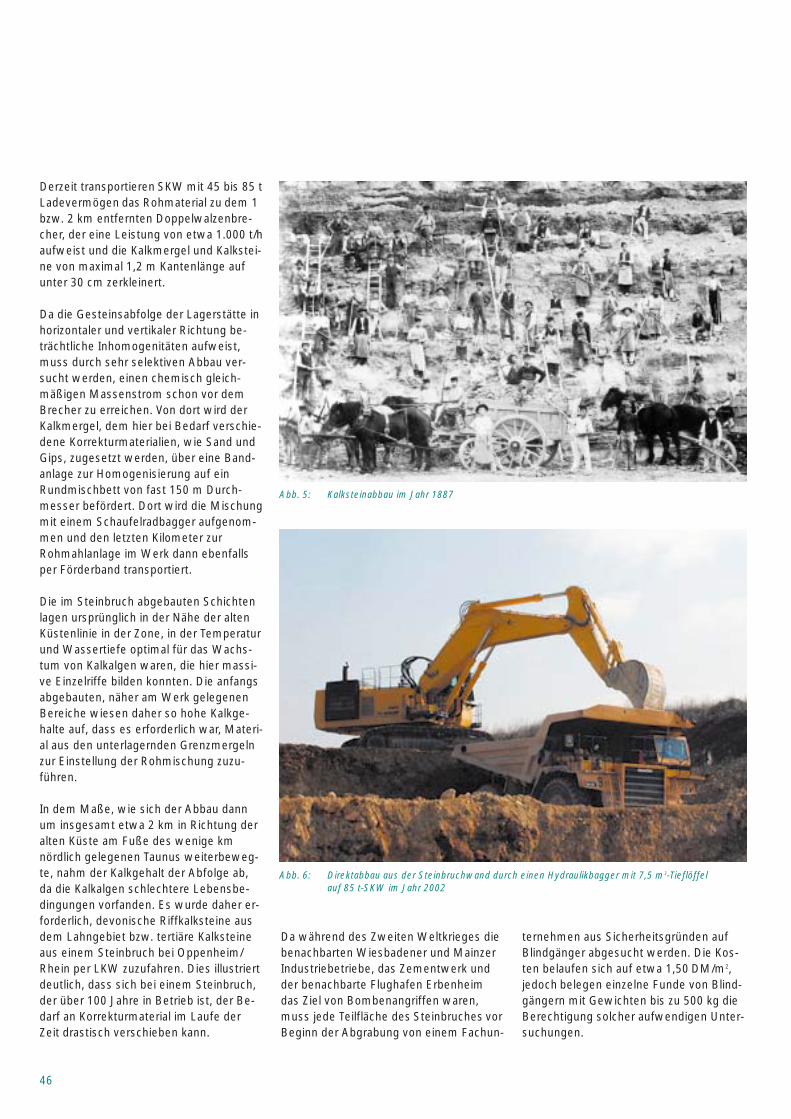
46
Derzeit transportieren SKW mit 45 bis 85 tLadevermögen das Rohmaterial zu dem 1bzw. 2 km entfernten Doppelwalzenbre-cher, der eine Leistung von etwa 1.000 t/haufweist und die Kalkmergel und Kalkstei-ne von maximal 1,2 m Kantenlänge aufunter 30 cm zerkleinert.
Da die Gesteinsabfolge der Lagerstätte inhorizontaler und vertikaler Richtung be-trächtliche Inhomogenitäten aufweist,muss durch sehr selektiven Abbau ver-sucht werden, einen chemisch gleich-mäßigen Massenstrom schon vor demBrecher zu erreichen. Von dort wird derKalkmergel, dem hier bei Bedarf verschie-dene Korrekturmaterialien, wie Sand undGips, zugesetzt werden, über eine Band-anlage zur Homogenisierung auf einRundmischbett von fast 150 m Durch-messer befördert. Dort wird die Mischungmit einem Schaufelradbagger aufgenom-men und den letzten Kilometer zurRohmahlanlage im Werk dann ebenfallsper Förderband transportiert.
Die im Steinbruch abgebauten Schichtenlagen ursprünglich in der Nähe der altenKüstenlinie in der Zone, in der Temperaturund Wassertiefe optimal für das Wachs-tum von Kalkalgen waren, die hier massi-ve Einzelriffe bilden konnten. Die anfangsabgebauten, näher am Werk gelegenenBereiche wiesen daher so hohe Kalkge-halte auf, dass es erforderlich war, Materi-al aus den unterlagernden Grenzmergelnzur Einstellung der Rohmischung zuzu-führen.
In dem Maße, wie sich der Abbau dannum insgesamt etwa 2 km in Richtung deralten Küste am Fuße des wenige kmnördlich gelegenen Taunus weiterbeweg-te, nahm der Kalkgehalt der Abfolge ab,da die Kalkalgen schlechtere Lebensbe-dingungen vorfanden. Es wurde daher er-forderlich, devonische Riffkalksteine ausdem Lahngebiet bzw. tertiäre Kalksteineaus einem Steinbruch bei Oppenheim/Rhein per LKW zuzufahren. Dies illustriertdeutlich, dass sich bei einem Steinbruch,der über 100 Jahre in Betrieb ist, der Be-darf an Korrekturmaterial im Laufe derZeit drastisch verschieben kann.
Da während des Zweiten Weltkrieges diebenachbarten Wiesbadener und MainzerIndustriebetriebe, das Zementwerk undder benachbarte Flughafen Erbenheimdas Ziel von Bombenangriffen waren,muss jede Teilfläche des Steinbruches vorBeginn der Abgrabung von einem Fachun-
ternehmen aus Sicherheitsgründen aufBlindgänger abgesucht werden. Die Kos-ten belaufen sich auf etwa 1,50 DM/m2,jedoch belegen einzelne Funde von Blind-gängern mit Gewichten bis zu 500 kg dieBerechtigung solcher aufwendigen Unter-suchungen.
Abb. 6: Direktabbau aus der Steinbruchwand durch einen Hydraulikbagger mit 7,5 m3-Tieflöffel auf 85 t-SKW im Jahr 2002
Abb. 5: Kalksteinabbau im Jahr 1887

47
8 Rekultivierung und Renaturierung
Bereits in den 1950er-Jahren, als Rekulti-vierung noch weitgehend ein Fremdwortwar, hatte es sich der Leiter der Werks-gärtnerei, Landwirtschaftsrat Weyl, zurAufgabe gemacht, aus der „Mondland-schaft der Abraumhalden blühende Gär-ten zu gestalten.“ Immerhin fielen damalstäglich bis zu 4.000 m3 Abraum an, die eszu deponieren galt. Als Abgrenzung zurStadt hin wurde ein breiter Streifen ausPappeln, Erlen, Weiden, Schlehen undWeißdorn gepflanzt, dahinter eine etwa3,5 ha große Obstplantage, so dass heutein dieser Gegend nicht mehr zu erkennenist, dass hier einmal ein großer Steinbruchlag. Die Werksgärtnerei war übrigens1947 auf Empfehlung der Werksküchegegründet worden, um deren Versorgungmit frischem Gemüse in der Zeit des all-gemeinen Mangels sicherzustellen.
Ein großer Teil des alten, westlich vomOstfeld gelegenen Steinbruchs Kastelwird mittlerweile von der Stadt Wiesba-den als Hausmülldeponie genutzt (Abb. 1).Die Rekultivierungsaufgaben für die in Be-
trieb befindlichen Steinbrüche Kalkofenund Ostfeld fordern neben der Errichtungflacher Endböschungen z. T. eine flächigeVerfüllung, so dass weitgehend auch eineackerbauliche Folgenutzung möglich ist.Randliche Teile dieser Auffüllbereichesind bereits bepflanzt.
In einem kleinen Teil des SteinbruchesKalkofen wurde ein Feuchtbiotop einge-richtet. Dieses hat sich mittlerweile zu ei-nem jahreszeitlich in seiner Größe starkschwankenden Weiher entwickelt, dersich als Nahrungs-Eldorado für die Stör-che der etwa 6 km entfernten BrutkolonieWiesbaden-Schierstein herausgestellthat. Bei laufendem Steinbruchbetriebwurden hier an „guten“ Tagen schon biszu 41 Störche gezählt. Auch andere Vö-gel, wie Uferschwalben und Flussregen-pfeifer, nutzen die Steinbrüche gern.
An zwei Stellen der Abbauwand im Stein-bruch Kalkofen werden „geologische Fenster“ mit einem quartärwissenschaft-lich bedeutsamen Lössprofil und Dolinen-bildungen für wissenschaftliche Untersu-chungen freigehalten. Die frisch freige-
legten Aufschlüsse in den MosbacherSanden werden regelmäßig von einemPaläontologen des Hessischen Landes-amtes für Denkmalspflege nach Fossilienabgesucht. Erst 1999 wurde dabei ein 3,5 m langer Stoßzahn eines Mammutsgefunden. Die Steinbrüche erfreuen sichbei Geologen großer Beliebtheit, es fin-den immer wieder Exkursionen statt. Auchmehr naturkundlich orientierte Führungenwerden in Zusammenarbeit mit lokalen na-turkundlichen Vereinigungen durchgeführt.
Aus den Steinbrüchen des Werkes wur-den über einen Zeitraum von 138 Jahreninsgesamt über 110 Mio. t Kalkstein undKalkmergel gefördert. Dies belegt deut-lich, dass bei der Beurteilung der Vorrätevon Lagerstätten für Zementwerke vonsehr langen Zeiträumen ausgegangenwerden muss. Diese Zeiträume über-schreiten bei weitem den Rahmen staat-licher Planungen, wodurch entsprechen-de Konflikte vorgezeichnet sind. Geradebei Zementwerken ist jedoch aufgrundder hohen Investitionskosten eine weitvorausschauende Rohstoffsicherung un-abdingbar.
Dyckerhoff Zement GmbHWerksgruppe SüdBiebricher Straße 6965203 Wiesbaden
Tel.: 06 11/6 76 24 12Fax: 06 11/6 76 26 85
eMail: [email protected]: www.dyckerhoff.de

49
Inhalt
1 Allgemeines
2 Geschichtliche Entwicklung
3 Werksbeschreibung
3.1 Werksanlagen
3.2 Verwendung des Ölschiefers
3.3 Investitionen
3.4 Umweltaspekte
4 Produkte/Markt
5 Rohstoffgeologische Situation/Rohstoffverbrauch
6 Rohstoffgewinnung
6.1 Ölschiefersteinbrüche Dotternhausen und Dormettingen
6.2 Tonsteinbruch Withau
6.3 Kalksteinbruch Plettenberg
7 Werkforum/Fossilienmuseum
Ölschieferzementwerk
in Dotternhausen
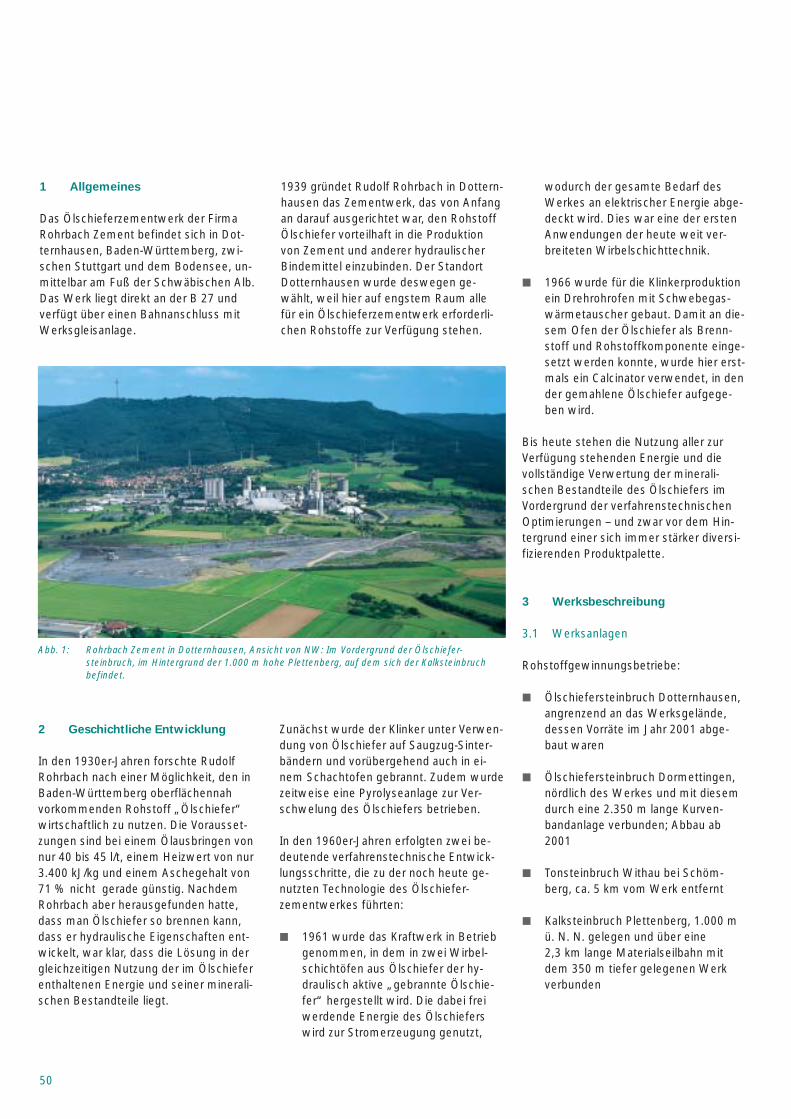
50
1 Allgemeines
Das Ölschieferzementwerk der FirmaRohrbach Zement befindet sich in Dot-ternhausen, Baden-Württemberg, zwi-schen Stuttgart und dem Bodensee, un-mittelbar am Fuß der Schwäbischen Alb.Das Werk liegt direkt an der B 27 und verfügt über einen Bahnanschluss mitWerksgleisanlage.
1939 gründet Rudolf Rohrbach in Dottern-hausen das Zementwerk, das von Anfangan darauf ausgerichtet war, den RohstoffÖlschiefer vorteilhaft in die Produktionvon Zement und anderer hydraulischerBindemittel einzubinden. Der StandortDotternhausen wurde deswegen ge-wählt, weil hier auf engstem Raum allefür ein Ölschieferzementwerk erforderli-chen Rohstoffe zur Verfügung stehen.
wodurch der gesamte Bedarf desWerkes an elektrischer Energie abge-deckt wird. Dies war eine der erstenAnwendungen der heute weit ver-breiteten Wirbelschichttechnik.
■ 1966 wurde für die Klinkerproduktionein Drehrohrofen mit Schwebegas-wärmetauscher gebaut. Damit an die-sem Ofen der Ölschiefer als Brenn-stoff und Rohstoffkomponente einge-setzt werden konnte, wurde hier erst-mals ein Calcinator verwendet, in dender gemahlene Ölschiefer aufgege-ben wird.
Bis heute stehen die Nutzung aller zurVerfügung stehenden Energie und dievollständige Verwertung der minerali-schen Bestandteile des Ölschiefers imVordergrund der verfahrenstechnischenOptimierungen – und zwar vor dem Hin-tergrund einer sich immer stärker diversi-fizierenden Produktpalette.
3 Werksbeschreibung
3.1 Werksanlagen
Rohstoffgewinnungsbetriebe:
■ Ölschiefersteinbruch Dotternhausen,angrenzend an das Werksgelände,dessen Vorräte im Jahr 2001 abge-baut waren
■ Ölschiefersteinbruch Dormettingen,nördlich des Werkes und mit diesemdurch eine 2.350 m lange Kurven-bandanlage verbunden; Abbau ab2001
■ Tonsteinbruch Withau bei Schöm-berg, ca. 5 km vom Werk entfernt
■ Kalksteinbruch Plettenberg, 1.000 mü. N. N. gelegen und über eine 2,3 km lange Materialseilbahn mitdem 350 m tiefer gelegenen Werkverbunden
Abb. 1: Rohrbach Zement in Dotternhausen, Ansicht von NW: Im Vordergrund der Ölschiefer-steinbruch, im Hintergrund der 1.000 m hohe Plettenberg, auf dem sich der Kalksteinbruch befindet.
2 Geschichtliche Entwicklung
In den 1930er-Jahren forschte RudolfRohrbach nach einer Möglichkeit, den inBaden-Württemberg oberflächennah vorkommenden Rohstoff „Ölschiefer“wirtschaftlich zu nutzen. Die Vorausset-zungen sind bei einem Ölausbringen vonnur 40 bis 45 l/t, einem Heizwert von nur3.400 kJ/kg und einem Aschegehalt von71 % nicht gerade günstig. NachdemRohrbach aber herausgefunden hatte,dass man Ölschiefer so brennen kann,dass er hydraulische Eigenschaften ent-wickelt, war klar, dass die Lösung in dergleichzeitigen Nutzung der im Ölschieferenthaltenen Energie und seiner minerali-schen Bestandteile liegt.
Zunächst wurde der Klinker unter Verwen-dung von Ölschiefer auf Saugzug-Sinter-bändern und vorübergehend auch in ei-nem Schachtofen gebrannt. Zudem wurdezeitweise eine Pyrolyseanlage zur Ver-schwelung des Ölschiefers betrieben.
In den 1960er-Jahren erfolgten zwei be-deutende verfahrenstechnische Entwick-lungsschritte, die zu der noch heute ge-nutzten Technologie des Ölschiefer-zementwerkes führten:
■ 1961 wurde das Kraftwerk in Betriebgenommen, in dem in zwei Wirbel-schichtöfen aus Ölschiefer der hy-draulisch aktive „gebrannte Ölschie-fer“ hergestellt wird. Die dabei freiwerdende Energie des Ölschieferswird zur Stromerzeugung genutzt,
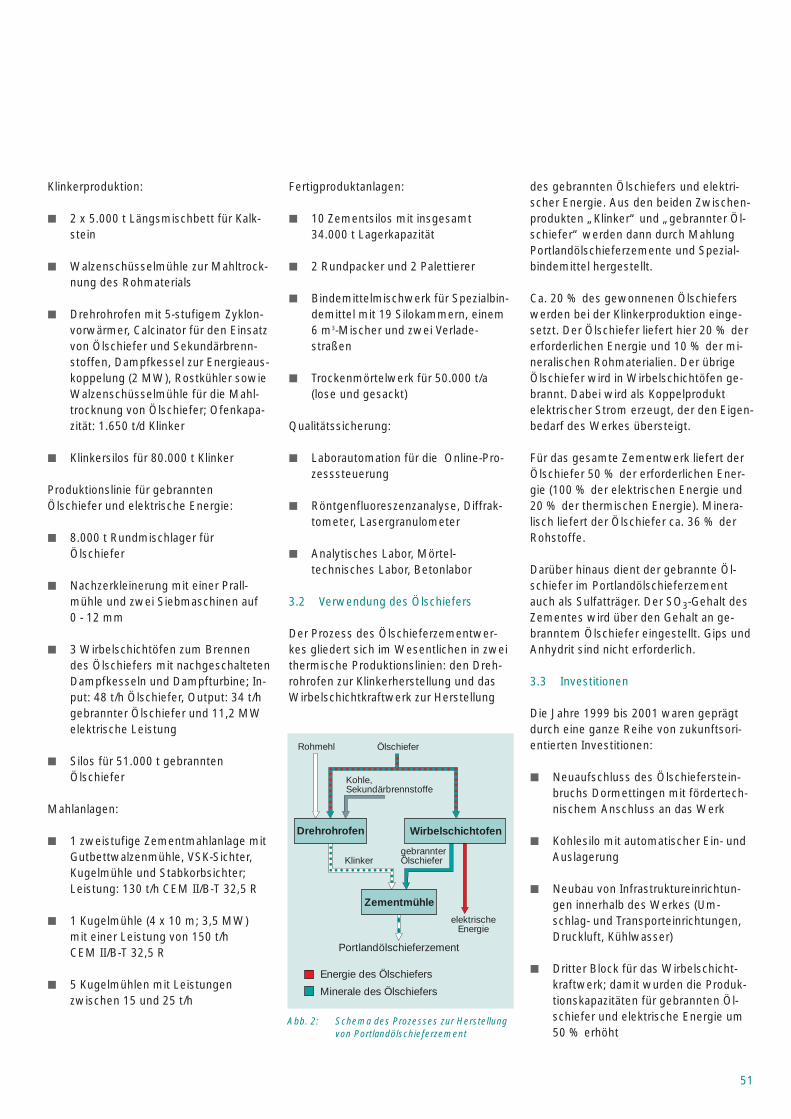
51
Klinkerproduktion:
■ 2 x 5.000 t Längsmischbett für Kalk-stein
■ Walzenschüsselmühle zur Mahltrock-nung des Rohmaterials
■ Drehrohrofen mit 5-stufigem Zyklon-vorwärmer, Calcinator für den Einsatzvon Ölschiefer und Sekundärbrenn-stoffen, Dampfkessel zur Energieaus-koppelung (2 MW), Rostkühler sowieWalzenschüsselmühle für die Mahl-trocknung von Ölschiefer; Ofenkapa-zität: 1.650 t/d Klinker
■ Klinkersilos für 80.000 t Klinker
Produktionslinie für gebrannten Ölschiefer und elektrische Energie:
■ 8.000 t Rundmischlager für Ölschiefer
■ Nachzerkleinerung mit einer Prall-mühle und zwei Siebmaschinen auf 0 - 12 mm
■ 3 Wirbelschichtöfen zum Brennen des Ölschiefers mit nachgeschaltetenDampfkesseln und Dampfturbine; In-put: 48 t/h Ölschiefer, Output: 34 t/hgebrannter Ölschiefer und 11,2 MWelektrische Leistung
■ Silos für 51.000 t gebrannten Ölschiefer
Mahlanlagen:
■ 1 zweistufige Zementmahlanlage mitGutbettwalzenmühle, VSK-Sichter,Kugelmühle und Stabkorbsichter;Leistung: 130 t/h CEM II/B-T 32,5 R
■ 1 Kugelmühle (4 x 10 m; 3,5 MW) mit einer Leistung von 150 t/h CEM II/B-T 32,5 R
■ 5 Kugelmühlen mit Leistungen zwischen 15 und 25 t/h
Fertigproduktanlagen:
■ 10 Zementsilos mit insgesamt 34.000 t Lagerkapazität
■ 2 Rundpacker und 2 Palettierer
■ Bindemittelmischwerk für Spezialbin-demittel mit 19 Silokammern, einem6 m3-Mischer und zwei Verlade-straßen
■ Trockenmörtelwerk für 50.000 t/a (lose und gesackt)
Qualitätssicherung:
■ Laborautomation für die Online-Pro-zesssteuerung
■ Röntgenfluoreszenzanalyse, Diffrak-tometer, Lasergranulometer
■ Analytisches Labor, Mörtel-technisches Labor, Betonlabor
3.2 Verwendung des Ölschiefers
Der Prozess des Ölschieferzementwer-kes gliedert sich im Wesentlichen in zweithermische Produktionslinien: den Dreh-rohrofen zur Klinkerherstellung und dasWirbelschichtkraftwerk zur Herstellung
des gebrannten Ölschiefers und elektri-scher Energie. Aus den beiden Zwischen-produkten „Klinker“ und „gebrannter Öl-schiefer“ werden dann durch MahlungPortlandölschieferzemente und Spezial-bindemittel hergestellt.
Ca. 20 % des gewonnenen Ölschieferswerden bei der Klinkerproduktion einge-setzt. Der Ölschiefer liefert hier 20 % dererforderlichen Energie und 10 % der mi-neralischen Rohmaterialien. Der übrigeÖlschiefer wird in Wirbelschichtöfen ge-brannt. Dabei wird als Koppelproduktelektrischer Strom erzeugt, der den Eigen-bedarf des Werkes übersteigt.
Für das gesamte Zementwerk liefert derÖlschiefer 50 % der erforderlichen Ener-gie (100 % der elektrischen Energie und20 % der thermischen Energie). Minera-lisch liefert der Ölschiefer ca. 36 % derRohstoffe.
Darüber hinaus dient der gebrannte Öl-schiefer im Portlandölschieferzementauch als Sulfatträger. Der SO3-Gehalt desZementes wird über den Gehalt an ge-branntem Ölschiefer eingestellt. Gips undAnhydrit sind nicht erforderlich.
3.3 Investitionen
Die Jahre 1999 bis 2001 waren geprägtdurch eine ganze Reihe von zukunftsori-entierten Investitionen:
■ Neuaufschluss des Ölschieferstein-bruchs Dormettingen mit fördertech-nischem Anschluss an das Werk
■ Kohlesilo mit automatischer Ein- undAuslagerung
■ Neubau von Infrastruktureinrichtun-gen innerhalb des Werkes (Um-schlag- und Transporteinrichtungen,Druckluft, Kühlwasser)
■ Dritter Block für das Wirbelschicht-kraftwerk; damit wurden die Produk-tionskapazitäten für gebrannten Öl-schiefer und elektrische Energie um50 % erhöht
Drehrohrofen Wirbelschichtofen
Zementmühle
ÖlschieferRohmehl
Kohle,Sekundärbrennstoffe
KlinkergebrannterÖlschiefer
elektrischeEnergie
Portlandölschieferzement
Energie des Ölschiefers
Minerale des Ölschiefers
Abb. 2: Schema des Prozesses zur Herstellung von Portlandölschieferzement
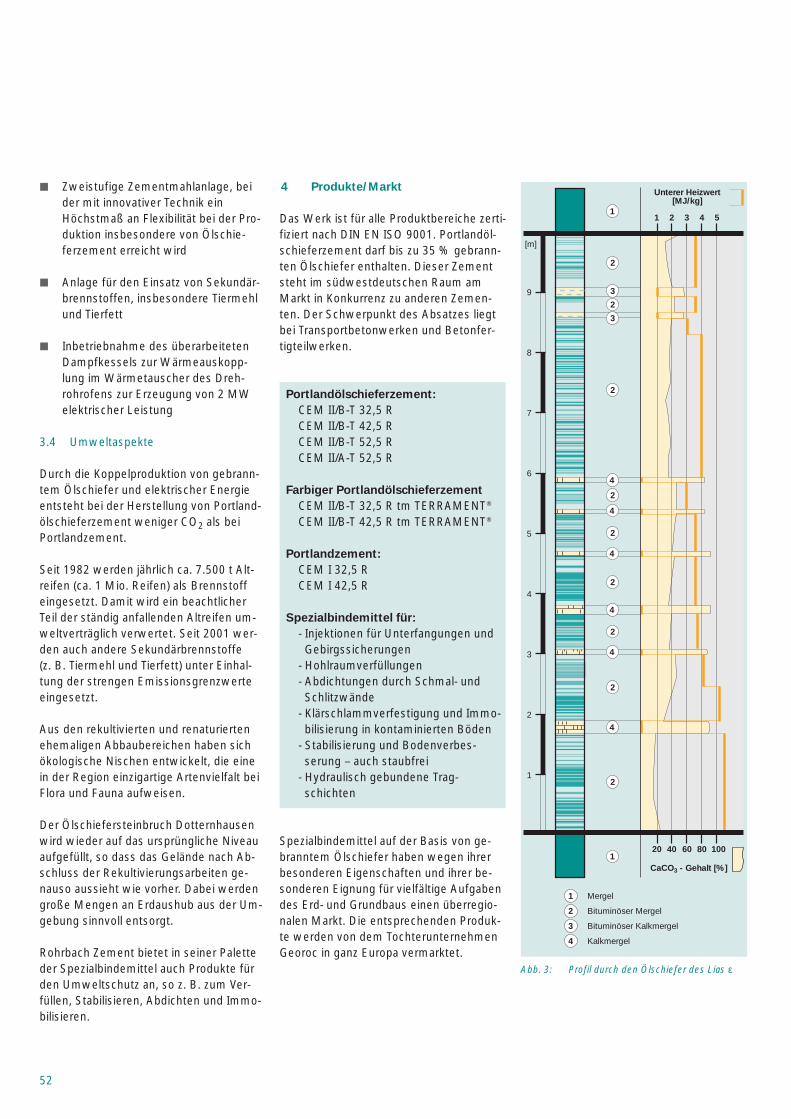
52
■ Zweistufige Zementmahlanlage, beider mit innovativer Technik einHöchstmaß an Flexibilität bei der Pro-duktion insbesondere von Ölschie-ferzement erreicht wird
■ Anlage für den Einsatz von Sekundär-brennstoffen, insbesondere Tiermehlund Tierfett
■ Inbetriebnahme des überarbeitetenDampfkessels zur Wärmeauskopp-lung im Wärmetauscher des Dreh-rohrofens zur Erzeugung von 2 MWelektrischer Leistung
3.4 Umweltaspekte
Durch die Koppelproduktion von gebrann-tem Ölschiefer und elektrischer Energieentsteht bei der Herstellung von Portland-ölschieferzement weniger CO2 als beiPortlandzement.
Seit 1982 werden jährlich ca. 7.500 t Alt-reifen (ca. 1 Mio. Reifen) als Brennstoffeingesetzt. Damit wird ein beachtlicherTeil der ständig anfallenden Altreifen um-weltverträglich verwertet. Seit 2001 wer-den auch andere Sekundärbrennstoffe (z. B. Tiermehl und Tierfett) unter Einhal-tung der strengen Emissionsgrenzwerteeingesetzt.
Aus den rekultivierten und renaturiertenehemaligen Abbaubereichen haben sichökologische Nischen entwickelt, die einein der Region einzigartige Artenvielfalt beiFlora und Fauna aufweisen.
Der Ölschiefersteinbruch Dotternhausenwird wieder auf das ursprüngliche Niveauaufgefüllt, so dass das Gelände nach Ab-schluss der Rekultivierungsarbeiten ge-nauso aussieht wie vorher. Dabei werdengroße Mengen an Erdaushub aus der Um-gebung sinnvoll entsorgt.
Rohrbach Zement bietet in seiner Paletteder Spezialbindemittel auch Produkte fürden Umweltschutz an, so z. B. zum Ver-füllen, Stabilisieren, Abdichten und Immo-bilisieren.
4 Produkte/Markt
Portlandölschieferzement:
CEM II/B-T 32,5 RCEM II/B-T 42,5 RCEM II/B-T 52,5 RCEM II/A-T 52,5 R
Farbiger Portlandölschieferzement
CEM II/B-T 32,5 R tm TERRAMENT®
CEM II/B-T 42,5 R tm TERRAMENT®
Portlandzement:
CEM I 32,5 RCEM I 42,5 R
Spezialbindemittel für:
- Injektionen für Unterfangungen und Gebirgssicherungen
- Hohlraumverfüllungen - Abdichtungen durch Schmal- und Schlitzwände
- Klärschlammverfestigung und Immo-bilisierung in kontaminierten Böden
- Stabilisierung und Bodenverbes-serung – auch staubfrei
- Hydraulisch gebundene Trag-schichten
Das Werk ist für alle Produktbereiche zerti-fiziert nach DIN EN ISO 9001. Portlandöl-schieferzement darf bis zu 35 % gebrann-ten Ölschiefer enthalten. Dieser Zementsteht im südwestdeutschen Raum amMarkt in Konkurrenz zu anderen Zemen-ten. Der Schwerpunkt des Absatzes liegtbei Transportbetonwerken und Betonfer-tigteilwerken.
1 2 3 4 5
Unterer Heizwert[MJ/kg]
20 40 60 80 100
CaCO3 - Gehalt [%]
9
8
7
6
5
4
3
2
1
1 Mergel
2 Bituminöser Mergel
3 Bituminöser Kalkmergel
4 Kalkmergel
[m]
4
1
2
3
2
3
2
1
4
4
2
2
4
4
2
2
4
2
2
Abb. 3: Profil durch den Ölschiefer des Lias ε
Spezialbindemittel auf der Basis von ge-branntem Ölschiefer haben wegen ihrerbesonderen Eigenschaften und ihrer be-sonderen Eignung für vielfältige Aufgabendes Erd- und Grundbaus einen überregio-nalen Markt. Die entsprechenden Produk-te werden von dem TochterunternehmenGeoroc in ganz Europa vermarktet.
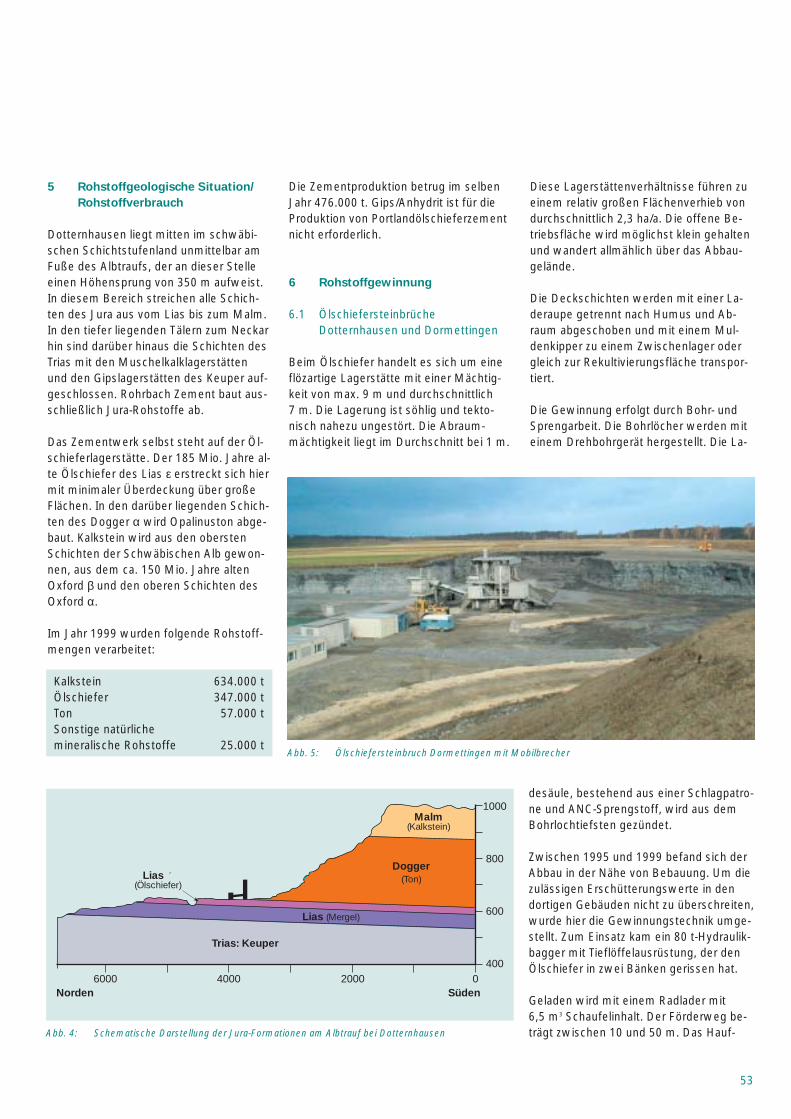
53
5 Rohstoffgeologische Situation/
Rohstoffverbrauch
Dotternhausen liegt mitten im schwäbi-schen Schichtstufenland unmittelbar amFuße des Albtraufs, der an dieser Stelleeinen Höhensprung von 350 m aufweist.In diesem Bereich streichen alle Schich-ten des Jura aus vom Lias bis zum Malm.In den tiefer liegenden Tälern zum Neckarhin sind darüber hinaus die Schichten desTrias mit den Muschelkalklagerstättenund den Gipslagerstätten des Keuper auf-geschlossen. Rohrbach Zement baut aus-schließlich Jura-Rohstoffe ab.
Das Zementwerk selbst steht auf der Öl-schieferlagerstätte. Der 185 Mio. Jahre al-te Ölschiefer des Lias ε erstreckt sich hiermit minimaler Überdeckung über großeFlächen. In den darüber liegenden Schich-ten des Dogger α wird Opalinuston abge-baut. Kalkstein wird aus den oberstenSchichten der Schwäbischen Alb gewon-nen, aus dem ca. 150 Mio. Jahre altenOxford β und den oberen Schichten des Oxford α.
Im Jahr 1999 wurden folgende Rohstoff-mengen verarbeitet:
Kalkstein 634.000 t..Ölschiefer 347.000 t..Ton 57.000 t..Sonstige natürliche mineralische Rohstoffe 25.000 t..
Die Zementproduktion betrug im selbenJahr 476.000 t. Gips/Anhydrit ist für dieProduktion von Portlandölschieferzementnicht erforderlich.
6 Rohstoffgewinnung
6.1 Ölschiefersteinbrüche Dotternhausen und Dormettingen
Beim Ölschiefer handelt es sich um eineflözartige Lagerstätte mit einer Mächtig-keit von max. 9 m und durchschnittlich 7 m. Die Lagerung ist söhlig und tekto-nisch nahezu ungestört. Die Abraum-mächtigkeit liegt im Durchschnitt bei 1 m.
Diese Lagerstättenverhältnisse führen zueinem relativ großen Flächenverhieb vondurchschnittlich 2,3 ha/a. Die offene Be-triebsfläche wird möglichst klein gehaltenund wandert allmählich über das Abbau-gelände.
Die Deckschichten werden mit einer La-deraupe getrennt nach Humus und Ab-raum abgeschoben und mit einem Mul-denkipper zu einem Zwischenlager odergleich zur Rekultivierungsfläche transpor-tiert.
Die Gewinnung erfolgt durch Bohr- undSprengarbeit. Die Bohrlöcher werden miteinem Drehbohrgerät hergestellt. Die La-
1000
800
600
4006000 4000 2000 0
SüdenNorden
Malm(Kalkstein)
Dogger(Ton)
Lias (Mergel)
Trias: Keuper
Lias ´(Ölschiefer)
Abb. 4: Schematische Darstellung der Jura-Formationen am Albtrauf bei Dotternhausen
desäule, bestehend aus einer Schlagpatro-ne und ANC-Sprengstoff, wird aus demBohrlochtiefsten gezündet.
Zwischen 1995 und 1999 befand sich derAbbau in der Nähe von Bebauung. Um diezulässigen Erschütterungswerte in dendortigen Gebäuden nicht zu überschreiten,wurde hier die Gewinnungstechnik umge-stellt. Zum Einsatz kam ein 80 t-Hydraulik-bagger mit Tieflöffelausrüstung, der denÖlschiefer in zwei Bänken gerissen hat.
Geladen wird mit einem Radlader mit 6,5 m3 Schaufelinhalt. Der Förderweg be-trägt zwischen 10 und 50 m. Das Hauf-
Abb. 5: Ölschiefersteinbruch Dormettingen mit Mobilbrecher

54
werk wird zur Vorzerkleinerung in einenMobilbrecher gegeben. Kernstück dieserAnlage ist ein Hammerbrecher mit einerLeistung von 300 t/h bei einem Austragvon 0 bis 70 mm. Der 200 t schwere Mo-bilbrecher hat ein Reifenfahrwerk, mitdem er etwa alle 4 bis 6 Wochen umge-setzt wird.
Die Förderung erfolgt kontinuierlich überBandanlagen, im Abbaubereich über einrückbares Strossenband. Die Länge desStrossenbandes beträgt je nach Lage derFeldesgrenze 250 bis 450 m. Abhängigvon der aktuellen Strossenlänge wird dasBand alle 6 bis 10 Monate der Gewin-nungsfront folgend gerückt. Dabei bildetdie Übergabe auf das nachfolgende Bandden Drehpunkt.
In einem Rundmischlager mit einer Kapa-zität von 8.000 t, das entspricht einemVorrat für eine Woche, wird der Schieferhomogenisiert.
Nach dem Durchgang des Abbaus wirddas Gelände möglichst schnell wieder rekultiviert oder renaturiert, so wie es inden Betriebsplänen vorgesehen ist. Einca. 16 ha großes Gelände der ehemaligenAbbaufläche wurde renaturiert zu einemBiotop „Öde Flusslandschaft“. Dort befin-den sich permanente und temporäreWasserflächen, substratarme Rohböden,freie Felswände und Böschungen. ZweiGutachter haben unabhängig voneinanderhier eine ungewöhnliche Artenvielfalt beiFlora und Fauna festgestellt, die weit überdas in der Region übliche Maß hinaus-geht. Daneben gibt es landwirtschaftlicheRekultivierungen sowohl auf der Stein-bruchsohle als auch auf Gelände, das aufdas ursprüngliche Niveau wieder aufge-füllt wurde.
Die genehmigten Vorräte im SteinbruchDotternhausen, der unmittelbar an dasWerk angrenzt, wurden bei einer Förder-leistung von 360.000 t/a im Jahr 2001vollständig abgebaut. Der Abbau hat mitt-lerweile in den Steinbruch Dormettingengewechselt. Dort sind in 2 bis 3 km Ent-fernung vom Zementwerk auf einerFläche von 143 ha 23 Mio. t Ölschiefer-
vorräte genehmigt. Unter Zugrunde-legung der derzeitigen Förderrate reichendiese Vorräte für 60 Jahre.
Der Steinbruch Dormettingen ist über ein2.350 m langes Kurvenförderband mitdem Werk verbunden. Zu der Wahl einerumweltverträglichen Trassenführunggehört auch, dass eine Senke einschließ-lich Bachlauf mit einer 130 m langenBrücke überspannt wird und dass dasBand in zwei Tunnelabschnitten mit insge-samt 766 m Länge unterirdisch geführtwird. Außerhalb der Tunnel ist die Band-anlage komplett mit einer Jumbo-Haubeabgedeckt.
6.2 Tonsteinbruch Withau
Die Lagerstätte des Tons befindet sichstratigraphisch ca. 50 m über dem Öl-schiefer und ist wenige Mio. Jahre späterals dieser entstanden. Nach der langsa-men Sedimentation im Lias-Meer senktesich der Meeresboden rasch ab und eskam zu der mächtigen Ablagerung desOpalinustons des Dogger α. Ein bis zu 30 m hoher Bergrücken vor dem Albtraufwird auf einer Breite von 200 m auf zwei Sohlen abgebaut. Eine 5 bis 10 mmächtige Verwitterungsschicht ist durchihre braune Farbe gekennzeichnet. Darun-
ter hat der Ton eine graue Farbe, ist relativtrocken und soweit verfestigt, dass ereher als Festgestein anzusehen ist.
Der Abbau wird von einem Subunterneh-mer betrieben. Die jährliche Abbaumengebeträgt ca. 50.000 t, das ergibt einen Ab-baufortschritt von ca. 6 m pro Jahr. DieGewinnung erfolgt reißend mit einem Hy-draulikbagger. Mit einem Radlader wirdder Ton auf Straßen-LKW verladen undzum 5 km entfernten Zementwerk trans-portiert. Auf diese Weise wird zweimalwöchentlich eine Vorratshalde von ca. 600 t gefüllt.
6.3 Kalksteinbruch Plettenberg
Der mengenmäßig bedeutendste Roh-stoff ist der Kalkstein, der gut 300 m überdem Ölschiefer auf der Hochfläche derSchwäbischen Alb ansteht. Der Stein-bruch befindet sich auf dem Plettenberg,einem 1.000 m hohen, inzwischen vonder übrigen Albhochfläche abgetrenntenZeugenberg, unmittelbar am Albtrauf. DieLagerstätte besteht aus Malmkalken desmittleren und oberen Oxfordiums und hatein Alter von etwa 150 Mio. Jahren.
Der Abbau erstreckt sich über drei Sohlenà 20 m von der Hochfläche bis hinunter
Abb. 6: Tonsteinbruch Withau

55
zum Niveau 940 m ü. N. N. Die Liegend-grenze des Oxford α wird nicht erreicht.Die Grenze zwischen Oxford α und βzieht sich auf unterschiedlichen Niveausdurch den Steinbruch. Die CaO-Gehalte indiesen beiden Horizonten unterscheidensich deutlich:
Im Oxford α sind 38 bis 49 % CaO enthal-ten, im Oxford β 49 bis 55,5 %. Generellnimmt zur Teufe hin der CaO-Gehalt ab,während die Gehalte an SiO2, Al2O3 undFe2O3 steigen. Die flachen bis leicht ge-neigten bankigen Kalke werden unterbro-chen durch Schwammriffe, die auch dieUrsache für das unterschiedliche Einfallender Schichten sind. In einigen eng be-grenzten Bereichen ist der Kalkstein stär-ker dolomitisiert. Die MgO-Gehalte, dienormalerweise bei 1 % liegen, könnendort bis über 10 % steigen.
In diesem Steinbruch werden jährlich650.000 t Kalkstein abgebaut. Mit Groß-bohrlochsprengungen werden jeweils bis
zu 10.000 t Material gewonnen. Die un-terschiedlichen Qualitäten werden selek-tiv abgebaut, so dass dem Zementwerkimmer eine gleich bleibende Mischunggeliefert wird. Das Haufwerk wird von ei-nem Radlader mit 6,5 m3 Schaufelinhaltauf Muldenkipper mit 46 t Nutzlast gela-den. In einem stationären Hammerbre-cher mit einer Leistung von 400 t/h wirddas Material vorgebrochen. Mit einer 2,3 km langen Seilbahn, die einen Höhen-unterschied von 320 m überwindet, wirdder Kalkstein zum Werk gefördert unddort in einem Längsmischbett homogeni-siert.
7 Werkforum/Fossilienmuseum
Zum 50. Firmenjubiläum (1989) wurdendas Werkforum und das Fossilienmu-seum eröffnet. Im Fossilienmuseum sinddie interessantesten Funde aus den Stein-brüchen ausgestellt. Darüber hinaus fin-den im Werkforum regelmäßig verschie-dene Veranstaltungen statt: Kundenver-
Abb. 7: Kalksteinbruch Plettenberg
anstaltungen, geologische Ausstellungen,Konzerte, Kunstausstellungen, Diavorträgeund Autorenlesungen.
Zwei Präparatoren und ein Paläontologesuchen, bergen und präparieren die Ver-steinerungen und bearbeiten sie wissen-schaftlich. Den Schwerpunkt der Ausstel-lung bilden Fossilfunde aus dem Ölschie-fer (Lias ε) von Dotternhausen: Ammoni-ten, Belemniten, Seelilien, Fische, Ichthyo-saurier, Krokodile und Flugsaurier – über185 Mio. Jahre alte „Zeitzeugen“. Eine„erdgeschichtliche Rampe“ lässt die un-vorstellbar langen Zeitspannen der Erdge-schichte und die Kürze der Menschheits-geschichte erahnen. Auf dem für jeder-mann zugänglichen Klopfplatz direkt vordem Werkforum machen sich Kinder undErwachsene selbst auf die Suche nach imÖlschiefer verborgenen Fossilien – siewerden meist schnell fündig.
Der Eintritt ist frei. Öffnungszeiten: Dienstag bis Donnerstag 13 bis 17 Uhr,Sonn- und Feiertage 11 bis 17 Uhr (geschlossen vom 1.12. bis 6.1.).
Abb. 8: Eingangsbereich des Werkforum/ Fossilienmuseums
Rohrbach Zement GmbH & Co. KGDormettinger Straße 2572359 Dotternhausen
Tel.: 0 74 27/79-0Fax: 0 74 27/79-201
eMail: [email protected]: www.rohrbach-zement.de

57
Inhalt
1 Allgemeines
2 Geschichte
3 Werksanlagen
4 Produkte/Markt
5 Rohstoffversorgung
6 Gewinnung/Transport
7 Geologie
8 Rekultivierung/Renaturierung
9 Öffentlichkeitsarbeit
Kiefersfelden – Integrierter Standort
in den nördlichen Kalkalpen
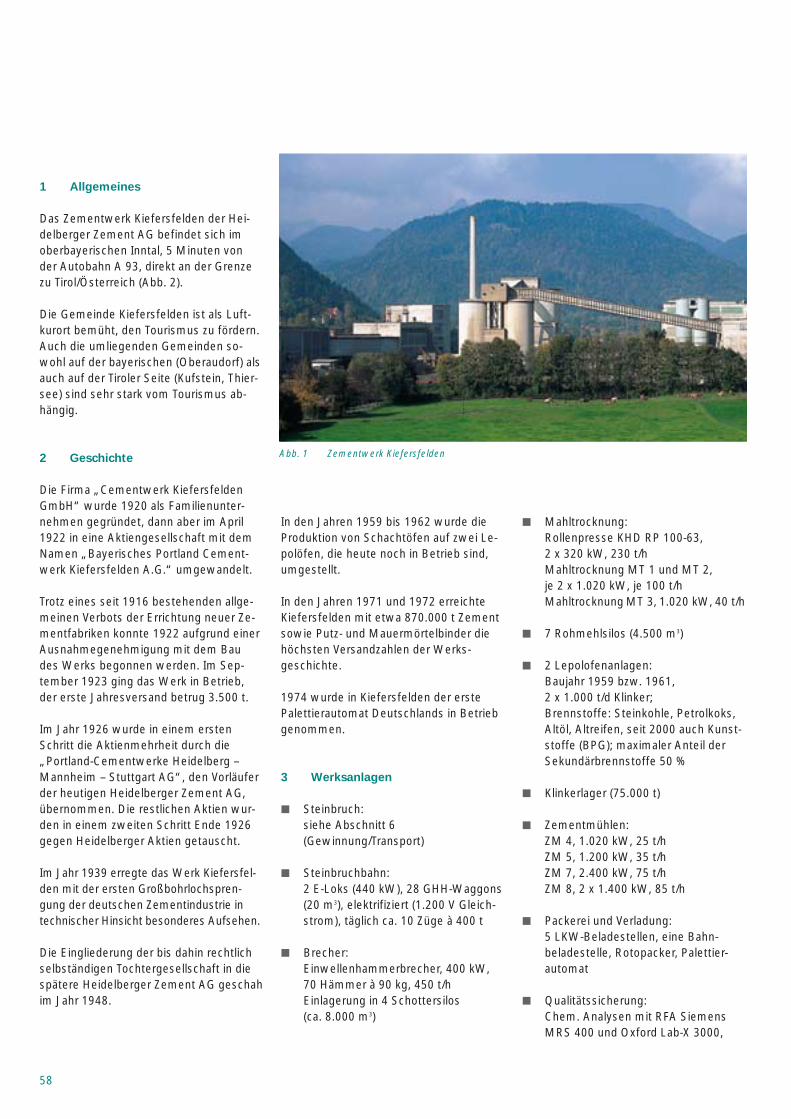
58
1 Allgemeines
Das Zementwerk Kiefersfelden der Hei-delberger Zement AG befindet sich imoberbayerischen Inntal, 5 Minuten vonder Autobahn A 93, direkt an der Grenzezu Tirol/Österreich (Abb. 2).
Die Gemeinde Kiefersfelden ist als Luft-kurort bemüht, den Tourismus zu fördern.Auch die umliegenden Gemeinden so-wohl auf der bayerischen (Oberaudorf) alsauch auf der Tiroler Seite (Kufstein, Thier-see) sind sehr stark vom Tourismus ab-hängig.
2 Geschichte
Die Firma „Cementwerk KiefersfeldenGmbH“ wurde 1920 als Familienunter-nehmen gegründet, dann aber im April1922 in eine Aktiengesellschaft mit demNamen „Bayerisches Portland Cement-werk Kiefersfelden A.G.“ umgewandelt.
Trotz eines seit 1916 bestehenden allge-meinen Verbots der Errichtung neuer Ze-mentfabriken konnte 1922 aufgrund einerAusnahmegenehmigung mit dem Baudes Werks begonnen werden. Im Sep-tember 1923 ging das Werk in Betrieb,der erste Jahresversand betrug 3.500 t.
Im Jahr 1926 wurde in einem erstenSchritt die Aktienmehrheit durch die„Portland-Cementwerke Heidelberg –Mannheim – Stuttgart AG“, den Vorläuferder heutigen Heidelberger Zement AG,übernommen. Die restlichen Aktien wur-den in einem zweiten Schritt Ende 1926gegen Heidelberger Aktien getauscht.
Im Jahr 1939 erregte das Werk Kiefersfel-den mit der ersten Großbohrlochspren-gung der deutschen Zementindustrie intechnischer Hinsicht besonderes Aufsehen.
Die Eingliederung der bis dahin rechtlichselbständigen Tochtergesellschaft in diespätere Heidelberger Zement AG geschahim Jahr 1948.
In den Jahren 1959 bis 1962 wurde dieProduktion von Schachtöfen auf zwei Le-polöfen, die heute noch in Betrieb sind,umgestellt.
In den Jahren 1971 und 1972 erreichteKiefersfelden mit etwa 870.000 t Zementsowie Putz- und Mauermörtelbinder diehöchsten Versandzahlen der Werks-geschichte.
1974 wurde in Kiefersfelden der erste Palettierautomat Deutschlands in Betriebgenommen.
3 Werksanlagen
■ Steinbruch: siehe Abschnitt 6 (Gewinnung/Transport)
■ Steinbruchbahn: 2 E-Loks (440 kW), 28 GHH-Waggons(20 m3), elektrifiziert (1.200 V Gleich-strom), täglich ca. 10 Züge à 400 t
■ Brecher: Einwellenhammerbrecher, 400 kW,70 Hämmer à 90 kg, 450 t/hEinlagerung in 4 Schottersilos (ca. 8.000 m3)
■ Mahltrocknung: Rollenpresse KHD RP 100-63, 2 x 320 kW, 230 t/hMahltrocknung MT 1 und MT 2, je 2 x 1.020 kW, je 100 t/hMahltrocknung MT 3, 1.020 kW, 40 t/h
■ 7 Rohmehlsilos (4.500 m3)
■ 2 Lepolofenanlagen: Baujahr 1959 bzw. 1961, 2 x 1.000 t/d Klinker; Brennstoffe: Steinkohle, Petrolkoks,Altöl, Altreifen, seit 2000 auch Kunst-stoffe (BPG); maximaler Anteil derSekundärbrennstoffe 50 %
■ Klinkerlager (75.000 t)
■ Zementmühlen: ZM 4, 1.020 kW, 25 t/hZM 5, 1.200 kW, 35 t/hZM 7, 2.400 kW, 75 t/hZM 8, 2 x 1.400 kW, 85 t/h
■ Packerei und Verladung: 5 LKW-Beladestellen, eine Bahn- beladestelle, Rotopacker, Palettier-automat
■ Qualitätssicherung: Chem. Analysen mit RFA SiemensMRS 400 und Oxford Lab-X 3000,
Abb. 1 Zementwerk Kiefersfelden
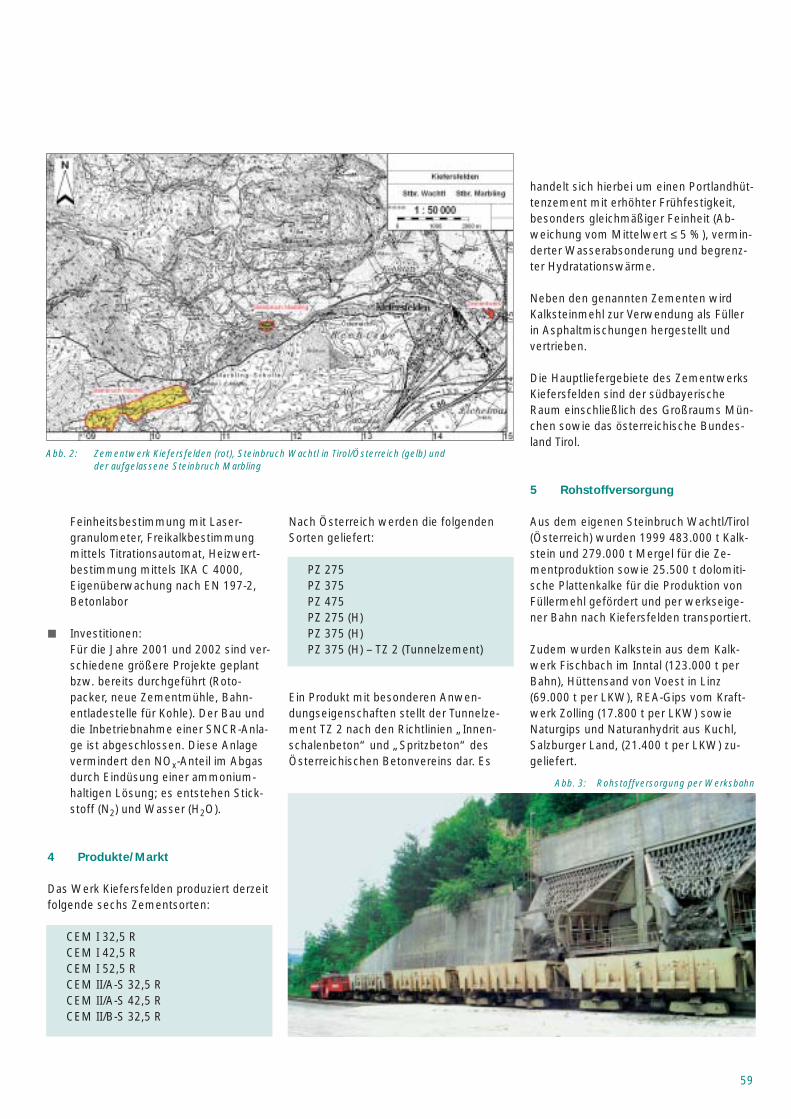
59
Feinheitsbestimmung mit Laser-granulometer, Freikalkbestimmungmittels Titrationsautomat, Heizwert-bestimmung mittels IKA C 4000,Eigenüberwachung nach EN 197-2,Betonlabor
■ Investitionen: Für die Jahre 2001 und 2002 sind ver-schiedene größere Projekte geplantbzw. bereits durchgeführt (Roto-packer, neue Zementmühle, Bahn-entladestelle für Kohle). Der Bau unddie Inbetriebnahme einer SNCR-Anla-ge ist abgeschlossen. Diese Anlagevermindert den NOx-Anteil im Abgasdurch Eindüsung einer ammonium-haltigen Lösung; es entstehen Stick-stoff (N2) und Wasser (H2O).
4 Produkte/Markt
Das Werk Kiefersfelden produziert derzeitfolgende sechs Zementsorten:
CEM I 32,5 RCEM I 42,5 RCEM I 52,5 RCEM II/A-S 32,5 RCEM II/A-S 42,5 RCEM II/B-S 32,5 R
Nach Österreich werden die folgendenSorten geliefert:
PZ 275PZ 375PZ 475PZ 275 (H)PZ 375 (H)PZ 375 (H) – TZ 2 (Tunnelzement)
Ein Produkt mit besonderen Anwen-dungseigenschaften stellt der Tunnelze-ment TZ 2 nach den Richtlinien „Innen-schalenbeton“ und „Spritzbeton“ desÖsterreichischen Betonvereins dar. Es
handelt sich hierbei um einen Portlandhüt-tenzement mit erhöhter Frühfestigkeit,besonders gleichmäßiger Feinheit (Ab-weichung vom Mittelwert ≤ 5 %), vermin-derter Wasserabsonderung und begrenz-ter Hydratationswärme.
Neben den genannten Zementen wirdKalksteinmehl zur Verwendung als Füllerin Asphaltmischungen hergestellt und vertrieben.
Die Hauptliefergebiete des ZementwerksKiefersfelden sind der südbayerischeRaum einschließlich des Großraums Mün-chen sowie das österreichische Bundes-land Tirol.
5 Rohstoffversorgung
Aus dem eigenen Steinbruch Wachtl/Tirol(Österreich) wurden 1999 483.000 t Kalk-stein und 279.000 t Mergel für die Ze-mentproduktion sowie 25.500 t dolomiti-sche Plattenkalke für die Produktion vonFüllermehl gefördert und per werkseige-ner Bahn nach Kiefersfelden transportiert.
Zudem wurden Kalkstein aus dem Kalk-werk Fischbach im Inntal (123.000 t perBahn), Hüttensand von Voest in Linz(69.000 t per LKW), REA-Gips vom Kraft-werk Zolling (17.800 t per LKW) sowieNaturgips und Naturanhydrit aus Kuchl,Salzburger Land, (21.400 t per LKW) zu-geliefert.
Abb. 2: Zementwerk Kiefersfelden (rot), Steinbruch Wachtl in Tirol/Österreich (gelb) und der aufgelassene Steinbruch Marbling
Abb. 3: Rohstoffversorgung per Werksbahn
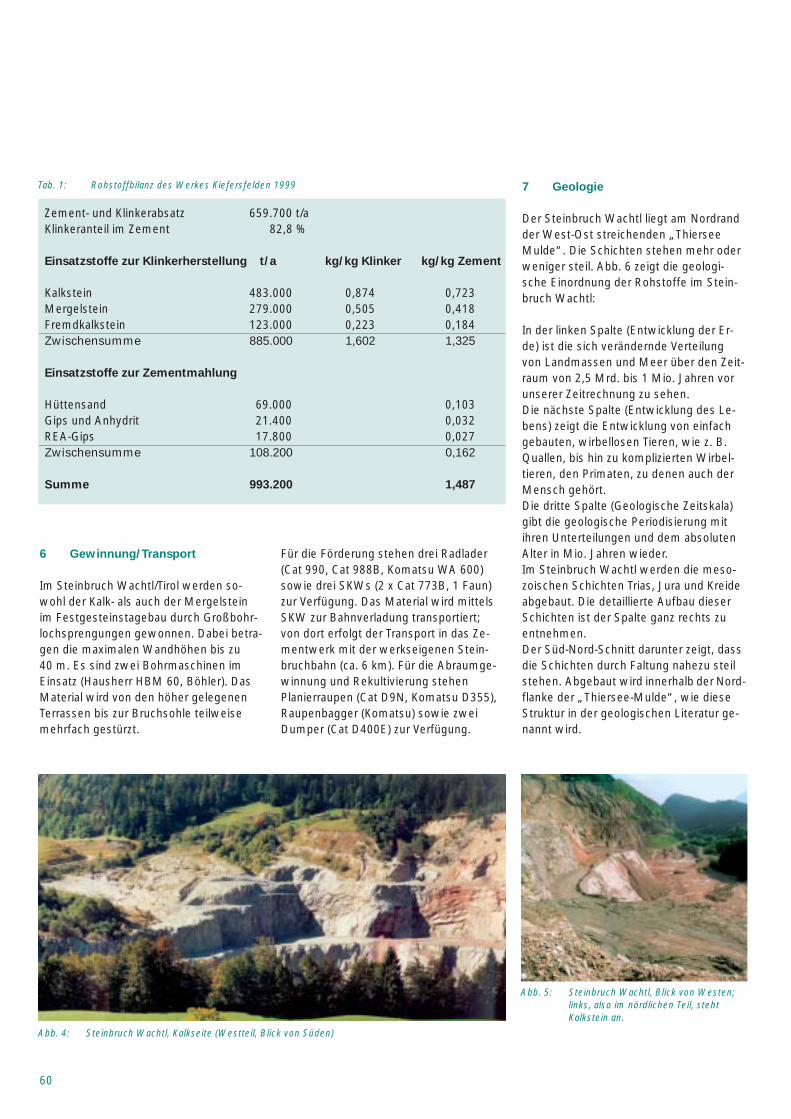
60
6 Gewinnung/Transport
Im Steinbruch Wachtl/Tirol werden so-wohl der Kalk- als auch der Mergelsteinim Festgesteinstagebau durch Großbohr-lochsprengungen gewonnen. Dabei betra-gen die maximalen Wandhöhen bis zu 40 m. Es sind zwei Bohrmaschinen imEinsatz (Hausherr HBM 60, Böhler). DasMaterial wird von den höher gelegenenTerrassen bis zur Bruchsohle teilweisemehrfach gestürzt.
Für die Förderung stehen drei Radlader(Cat 990, Cat 988B, Komatsu WA 600) sowie drei SKWs (2 x Cat 773B, 1 Faun)zur Verfügung. Das Material wird mittelsSKW zur Bahnverladung transportiert; von dort erfolgt der Transport in das Ze-mentwerk mit der werkseigenen Stein-bruchbahn (ca. 6 km). Für die Abraumge-winnung und Rekultivierung stehenPlanierraupen (Cat D9N, Komatsu D355),Raupenbagger (Komatsu) sowie zweiDumper (Cat D400E) zur Verfügung.
7 Geologie
Der Steinbruch Wachtl liegt am Nordrandder West-Ost streichenden „ThierseeMulde“. Die Schichten stehen mehr oderweniger steil. Abb. 6 zeigt die geologi-sche Einordnung der Rohstoffe im Stein-bruch Wachtl:
In der linken Spalte (Entwicklung der Er-de) ist die sich verändernde Verteilungvon Landmassen und Meer über den Zeit-raum von 2,5 Mrd. bis 1 Mio. Jahren vorunserer Zeitrechnung zu sehen. Die nächste Spalte (Entwicklung des Le-bens) zeigt die Entwicklung von einfachgebauten, wirbellosen Tieren, wie z. B.Quallen, bis hin zu komplizierten Wirbel-tieren, den Primaten, zu denen auch derMensch gehört.Die dritte Spalte (Geologische Zeitskala)gibt die geologische Periodisierung mitihren Unterteilungen und dem absolutenAlter in Mio. Jahren wieder.Im Steinbruch Wachtl werden die meso-zoischen Schichten Trias, Jura und Kreideabgebaut. Die detaillierte Aufbau dieserSchichten ist der Spalte ganz rechts zuentnehmen. Der Süd-Nord-Schnitt darunter zeigt, dassdie Schichten durch Faltung nahezu steilstehen. Abgebaut wird innerhalb der Nord-flanke der „Thiersee-Mulde“, wie dieseStruktur in der geologischen Literatur ge-nannt wird.
Zement- und Klinkerabsatz 659.700 t/aKlinkeranteil im Zement 82,8 %
Einsatzstoffe zur Klinkerherstellung t/a kg/kg Klinker kg/kg Zement
Kalkstein 483.000 0,874 0,723Mergelstein 279.000 0,505 0,418Fremdkalkstein 123.000 0,223 0,184Zwischensumme 885.000 1,602 1,325
Einsatzstoffe zur Zementmahlung
Hüttensand 69.000 0,103Gips und Anhydrit 21.400 0,032REA-Gips 17.800 0,027Zwischensumme 108.200 0,162
Summe 993.200 1,487
Abb. 5: Steinbruch Wachtl, Blick von Westen; links, also im nördlichen Teil, steht Kalkstein an.
Abb. 4: Steinbruch Wachtl, Kalkseite (Westteil, Blick von Süden)
Tab. 1: Rohstoffbilanz des Werkes Kiefersfelden 1999
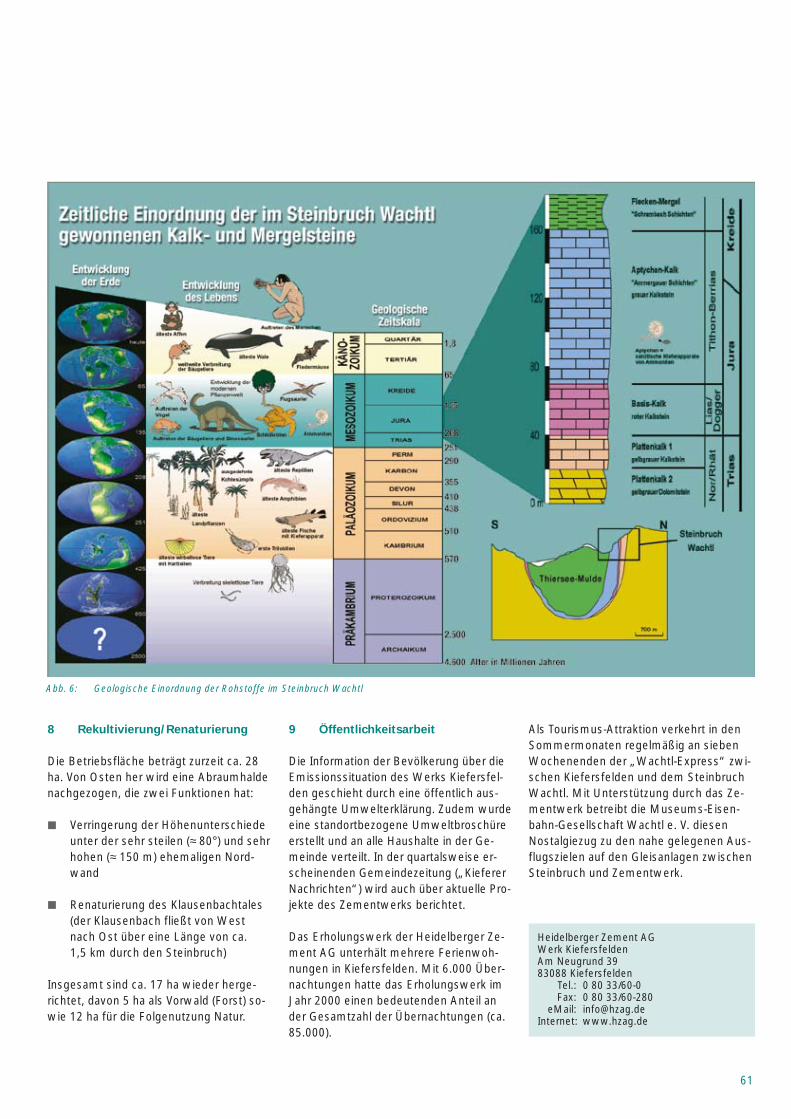
61
8 Rekultivierung/Renaturierung
Die Betriebsfläche beträgt zurzeit ca. 28ha. Von Osten her wird eine Abraumhaldenachgezogen, die zwei Funktionen hat:
■ Verringerung der Höhenunterschiedeunter der sehr steilen (≈ 80°) und sehrhohen (≈ 150 m) ehemaligen Nord-wand
■ Renaturierung des Klausenbachtales(der Klausenbach fließt von Westnach Ost über eine Länge von ca. 1,5 km durch den Steinbruch)
Insgesamt sind ca. 17 ha wieder herge-richtet, davon 5 ha als Vorwald (Forst) so-wie 12 ha für die Folgenutzung Natur.
9 Öffentlichkeitsarbeit
Die Information der Bevölkerung über dieEmissionssituation des Werks Kiefersfel-den geschieht durch eine öffentlich aus-gehängte Umwelterklärung. Zudem wurdeeine standortbezogene Umweltbroschüreerstellt und an alle Haushalte in der Ge-meinde verteilt. In der quartalsweise er-scheinenden Gemeindezeitung („KiefererNachrichten“) wird auch über aktuelle Pro-jekte des Zementwerks berichtet.
Das Erholungswerk der Heidelberger Ze-ment AG unterhält mehrere Ferienwoh-nungen in Kiefersfelden. Mit 6.000 Über-nachtungen hatte das Erholungswerk imJahr 2000 einen bedeutenden Anteil ander Gesamtzahl der Übernachtungen (ca.85.000).
Abb. 6: Geologische Einordnung der Rohstoffe im Steinbruch Wachtl
Heidelberger Zement AGWerk KiefersfeldenAm Neugrund 3983088 Kiefersfelden
Tel.: 0 80 33/60-0Fax: 0 80 33/60-280
eMail: [email protected]: www.hzag.de
Als Tourismus-Attraktion verkehrt in denSommermonaten regelmäßig an siebenWochenenden der „Wachtl-Express“ zwi-schen Kiefersfelden und dem SteinbruchWachtl. Mit Unterstützung durch das Ze-mentwerk betreibt die Museums-Eisen-bahn-Gesellschaft Wachtl e. V. diesenNostalgiezug zu den nahe gelegenen Aus-flugszielen auf den Gleisanlagen zwischenSteinbruch und Zementwerk.

Literatur
63
■ Basten, M. (2002): Investitionen, Rohstoffeund Naturschutz – Aspekte nachhaltigerEntwicklung am Beispiel der Zementindu-strie in Nordrhein-Westfalen. In: Zement-Kalk-Gips 55 (2002) H. 3, S. 54-59.
■ Bundesanstalt für Geowissenschaften undRohstoffe (2000): Flächenbedarf für denAbbau von oberflächennahen Rohstoffen(Steine und Erden, Braunkohle, Torf) imJahr 1997. Commodity Top News No. 9,Hannover.
■ Bundesverband der Deutschen Zementin-dustrie (2000): Zement-Jahresbericht 1999-2000.
■ Bundesverband der Deutschen Zementin-dustrie (2001): Zement-Jahresbericht 2000-2001.
■ Bundesverband der Deutschen Zementin-dustrie/Verein Deutscher Zementwerke(2001): Naturschutz und Zementindustrie.Projektteil 1: Auswertung einer Umfrage.Bearbeitet von U. Tränkle und M. Röhl,Düsseldorf.
■ CEMBUREAU (1999): Domestic Deliveriesand Strenghts of Cement – 1997. Econo-mic Circular.
■ Duda, W. H. (1976): Cement-Data-Book. In-ternationale Verfahrenstechniken der Ze-mentindustrie/International Process En-gineering in the Cement Industry, Wies-baden u. a.
■ Gotthardt, R./Kasig, W. (1996): Karbonatge-steine in Deutschland. Rohstoff, Nutzung,Umwelt, Düsseldorf.
■ Kühl, H. (1958): Zement-Chemie. Band II:Das Wesen und die Herstellung der hy-draulischen Bindemittel, 3. Aufl. Berlin.
■ Lamprecht, H.-O. (1996): Opus Caementiti-um. Bautechnik der Römer. 5. Aufl. Düssel-dorf.
■ Lieber, W. (1990): Calcit, Baustein des Le-bens. Hrsg. von Münchner MineralientageFachmesse GmbH, Oberhaching.
■ Schmidt, M. (1998): Innovative Zemente –Schnellzemente, Spritzzement, Feinstze-ment und Zemente mit hohem Sulfat- undSäurewiderstand. In: Zement-Kalk-Gips 51(1998) H. 8, S. 444-450.
■ Schmidt, M. (2000): Technische, ökologi-sche und wirtschaftliche Einflüsse auf diederzeitigen und zukünftigen Mengen an re-zyklierten Baustoffen. In: BundesverbandBaustoffe – Steine und Erden (Hrsg.): DerBedarf an mineralischen Baustoffen. Gut-achten über den künftigen Bedarf an mine-ralischen Rohstoffen unter Berücksichti-gung des Einsatzes von Recycling-Bau-stoffen, Frankfurt/Main.
■ Sprung, S. (1981): Technologische Proble-me beim Brennen des Zementklinkers. Ur-sache und Lösung. Düsseldorf (Schriften-reihe der Zementindustrie 56).
■ Sprung, S. (1992): Umweltentlastung durchVerwertung von Sekundärrohstoffen. In:Zement-Kalk-Gips 45 (1992) H. 5, S. 213-221.
■ Sprung, S./Sylla, H.-M. (2000): Zemente mit„individualisierten“ und „besonderen“ Ei-genschaften. In: Bauhaus-Universität Wei-mar (Hrsg.): ibausil – 14. Internationale Bau-stofftagung. Tagungsbericht Band 1,Weimar.
■ Tegethoff, F. W. (2000): Calciumcarbonat.Von der Kreidezeit ins 21. Jahrhundert, Ba-sel u. a.
■ Verein Deutscher Zementwerke (2000): Ze-ment Taschenbuch 2000, 49. Ausgabe Düs-seldorf.
■ Verein Deutscher Zementwerke/Bundes-verband der Deutschen Zementindustrie(2000): Interne statistische Erhebungen zurHüttensanderzeugung.
■ Verein Deutscher Zementwerke/For-schungsinstitut der Zementindustrie(1999): Tätigkeitsbericht 1996-99.
■ Verein Deutscher Zementwerke/For-schungsinstitut der Zementindustrie (2000):Verminderung der CO2-Emissionen – Bei-trag der deutschen Zementindustrie. Moni-toring-Bericht 2000.
■ Verein Deutscher Zementwerke/For-schungsinstitut der Zementindustrie(2002): Umweltdaten der deutschen Ze-mentindustrie 2000.

64
Verlag Bau + Technikvormals Beton-Verlag