Zur Erinnerung: Kategorisierung der industriellen ... · Thermoplastische Formgebung (CIM,...
16
Thermoplastische Formgebung (CIM, Heißgießen) Seite 1 36204 Fertigungstechnik keramischer Bauteile WS06/07 Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart klassische Einteilung: Gießen Bildsame Formgebung Schlickergießen Druckschlickergießen Strangpressen Extrusion Spritzgießen Heißgießen Foliengießen Siebdruck Elektrophoresegießen Pressen Pulververfahren: HP, HIP, CIP, Trockenpressen, Feuchtpressen, Stampfen Rapid Prototyping Aufbau- & Pulverbett- Verfahren: Lasersintern, 3D-Printing, etc. wässrige Systeme nicht scherverdünnend (thermo-) plastische Systeme scherverdünnend Eigenschaften der Verfahren von links nach rechts: Feuchtigkeits- gehalte: 30-40 % Restfeuchte: 12-16 % Feuchtigkeits- gehalte: 15-25 % Zur Erinnerung: Kategorisierung der industriellen Formgebungsverfahren • Hochdruckgießen (bis 4 MPa) • Mitteldruckgießen (bis 0,35 MPa) Thermoplastische Formgebung (CIM, Heißgießen) Seite 2 36204 Fertigungstechnik keramischer Bauteile WS06/07 Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart Thermoplastischer keramischer Spritzguss (CIM) Definition: Ausformen eines durch Zusatz von Bindemitteln plastifizierten Pulververbundes durch Einspritzen der Masse in ein geschlossenes Werkzeug Spritzgießverfahren: • Thermoplastisches Spritzgießen • Niederdruck-Spritzgießen (Heißgießen) • Thermodur-Spritzgießen • Sonderverfahren (tonplastisches Spritzgießen)
Transcript of Zur Erinnerung: Kategorisierung der industriellen ... · Thermoplastische Formgebung (CIM,...
Thermoplastische Formgebung (CIM, Heißgießen)Seite 1
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
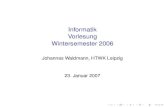
klassische Einteilung:
Gießen Bildsame Formgebung
SchlickergießenDruckschlickergießen
StrangpressenExtrusion
SpritzgießenHeißgießen
FoliengießenSiebdruck
Elektrophoresegießen
Pressen
Pulververfahren:HP, HIP, CIP,
Trockenpressen, Feuchtpressen,
Stampfen
Rapid Prototyping
Aufbau- & Pulverbett-Verfahren:
Lasersintern, 3D-Printing, etc.
wässrige Systeme
nicht scherverdünnend
(thermo-) plastische Systeme
scherverdünnend
Eigenschaften der Verfahren von links nach rechts:
Feuchtigkeits-gehalte: 30-40 %Restfeuchte: 12-16 %
Feuchtigkeits-gehalte: 15-25 %
Zur Erinnerung: Kategorisierung der industriellen Formgebungsverfahren
• Hochdruckgießen(bis 4 MPa)
• Mitteldruckgießen(bis 0,35 MPa)
Thermoplastische Formgebung (CIM, Heißgießen)Seite 2
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Thermoplastischer keramischer Spritzguss (CIM)
Definition: Ausformen eines durch Zusatz von Bindemitteln
plastifizierten Pulververbundes durch Einspritzen der Masse in ein geschlossenes
Werkzeug
Spritzgießverfahren:
• Thermoplastisches Spritzgießen
• Niederdruck-Spritzgießen (Heißgießen)
• Thermodur-Spritzgießen
• Sonderverfahren (tonplastisches Spritzgießen)
Thermoplastische Formgebung (CIM, Heißgießen)Seite 3
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Zielgrößen und Vorgaben beim thermoplastischen Spritzgießen von Keramik
Voraussetzung:möglichst hoher Gehalt an keramischem Feststoff
in der thermoplastischen Masse
• möglichst geringer Fließwiderstand durch optimal eingestellte Viskosität
• hohe Formstabilität und Maßhaltigkeit des Grünkörpers (kein Verzug)
• hohe Rohbruch- und Kantenfestigkeit
• serientaugliche Formtrenneigenschaften
• optimierte Gleitreibungseigenschaften (Werkzeugverschleiß)
• optimierte Maschinenparameter (p, T, vE)
Thermoplastische Formgebung (CIM, Heißgießen)Seite 4
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Eigenschaften des CIM-Verfahrens
• hohe Maßhaltigkeit und geringe Toleranzen (ca. ± 0,02 mm bei 3 mm)
• hohe Oberflächengüte (Ra-Werte unter 0,5 µm „as fired“)
• gute Reproduzierbarkeit von Materialeigenschaften und Geometrien
• kompliziert geformte Teile herstellbar (Wanddickenunterschiede, Hinterschneidungen, Gewinde, etc.)
• kurze Arbeitszyklen beim Spritzgießprozess
• große Stückzahlen möglich
• hoher Automatisierungsgrad
Vorteile
Nachteile
• hohe Formkosten
• aufwändige Masseaufbereitung
• komplexe Katalyse- und Pyrolysechemie der Bindemittel und Additive (Hilfsstoffe)
• vergleichsweise langwieriger Gesamtprozess
Thermoplastische Formgebung (CIM, Heißgießen)Seite 5
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
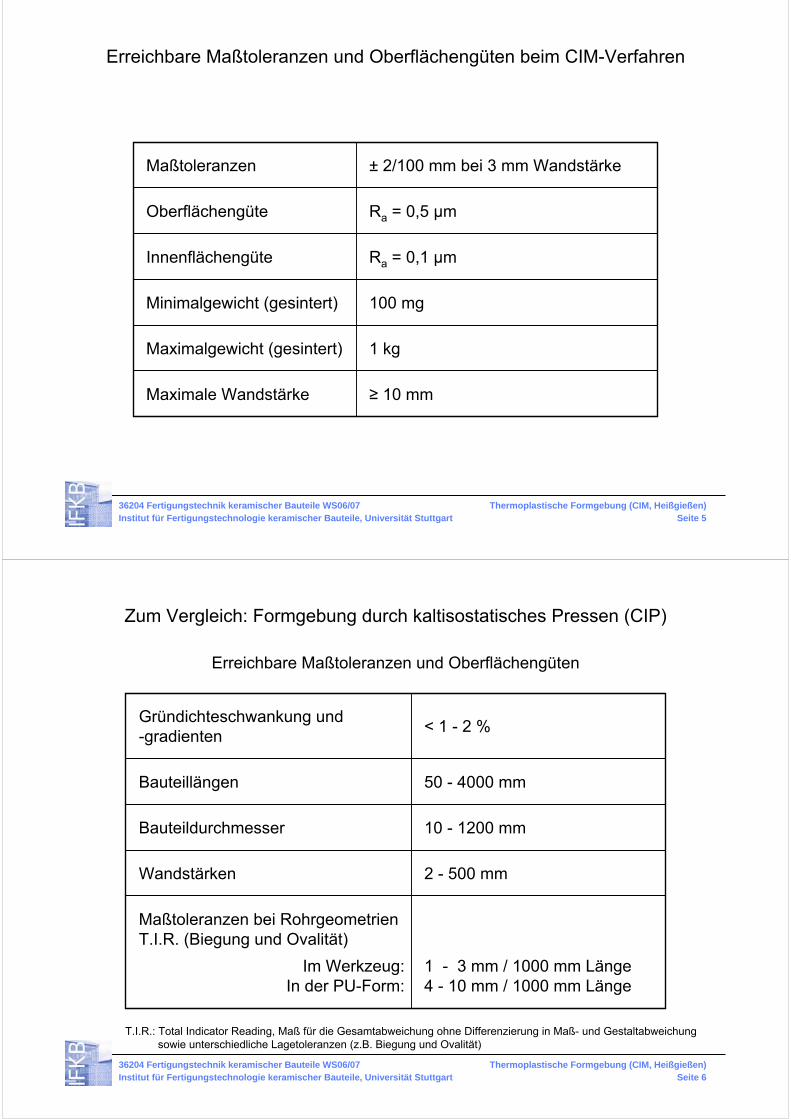
≥ 10 mmMaximale Wandstärke
1 kgMaximalgewicht (gesintert)
100 mgMinimalgewicht (gesintert)
Ra = 0,1 µmInnenflächengüte
Ra = 0,5 µmOberflächengüte
± 2/100 mm bei 3 mm WandstärkeMaßtoleranzen
Erreichbare Maßtoleranzen und Oberflächengüten beim CIM-Verfahren
Thermoplastische Formgebung (CIM, Heißgießen)Seite 6
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Zum Vergleich: Formgebung durch kaltisostatisches Pressen (CIP)
10 - 1200 mmBauteildurchmesser
1 - 3 mm / 1000 mm Länge4 - 10 mm / 1000 mm Länge
Maßtoleranzen bei RohrgeometrienT.I.R. (Biegung und Ovalität)
Im Werkzeug:In der PU-Form:
2 - 500 mmWandstärken
50 - 4000 mmBauteillängen
< 1 - 2 %Gründichteschwankung und -gradienten
Erreichbare Maßtoleranzen und Oberflächengüten
T.I.R.: Total Indicator Reading, Maß für die Gesamtabweichung ohne Differenzierung in Maß- und Gestaltabweichung sowie unterschiedliche Lagetoleranzen (z.B. Biegung und Ovalität)
Thermoplastische Formgebung (CIM, Heißgießen)Seite 7
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
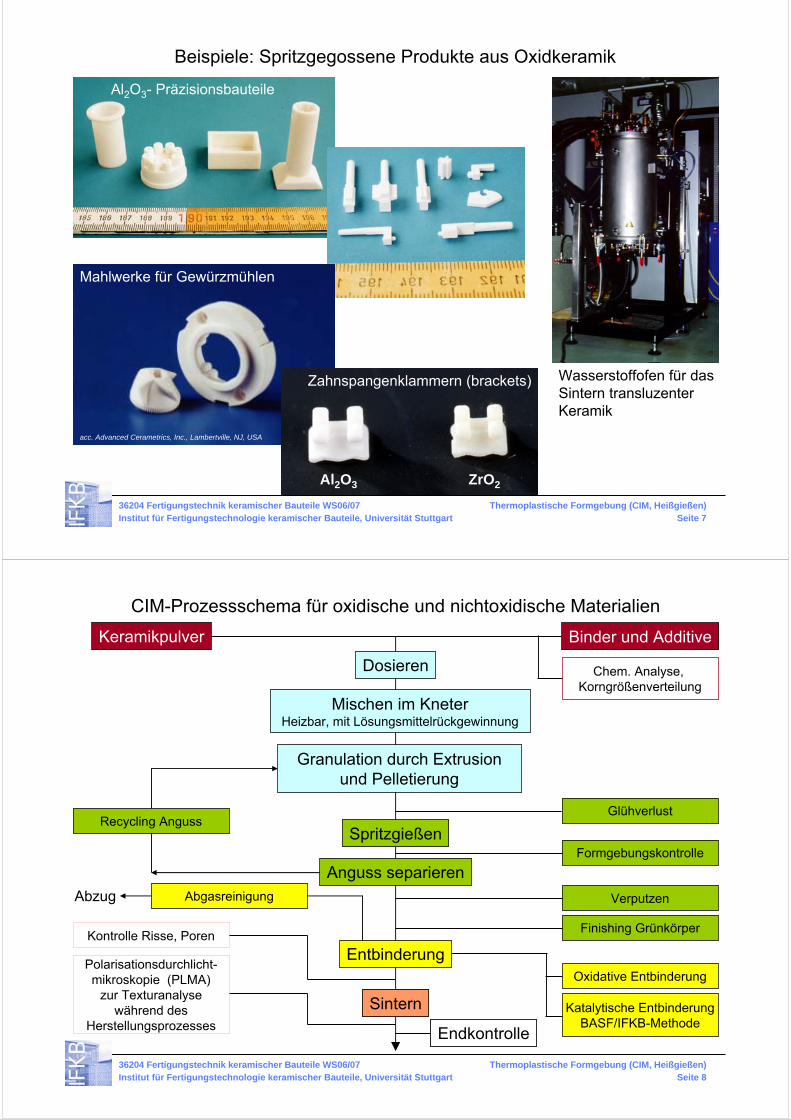
Wasserstoffofen für das Sintern transluzenter Keramik
Al2O3- Präzisionsbauteile
Beispiele: Spritzgegossene Produkte aus Oxidkeramik
acc. Advanced Cerametrics, Inc., Lambertville, NJ, USA
Mahlwerke für Gewürzmühlen
Al2O3 ZrO2
Zahnspangenklammern (brackets)
Thermoplastische Formgebung (CIM, Heißgießen)Seite 8
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
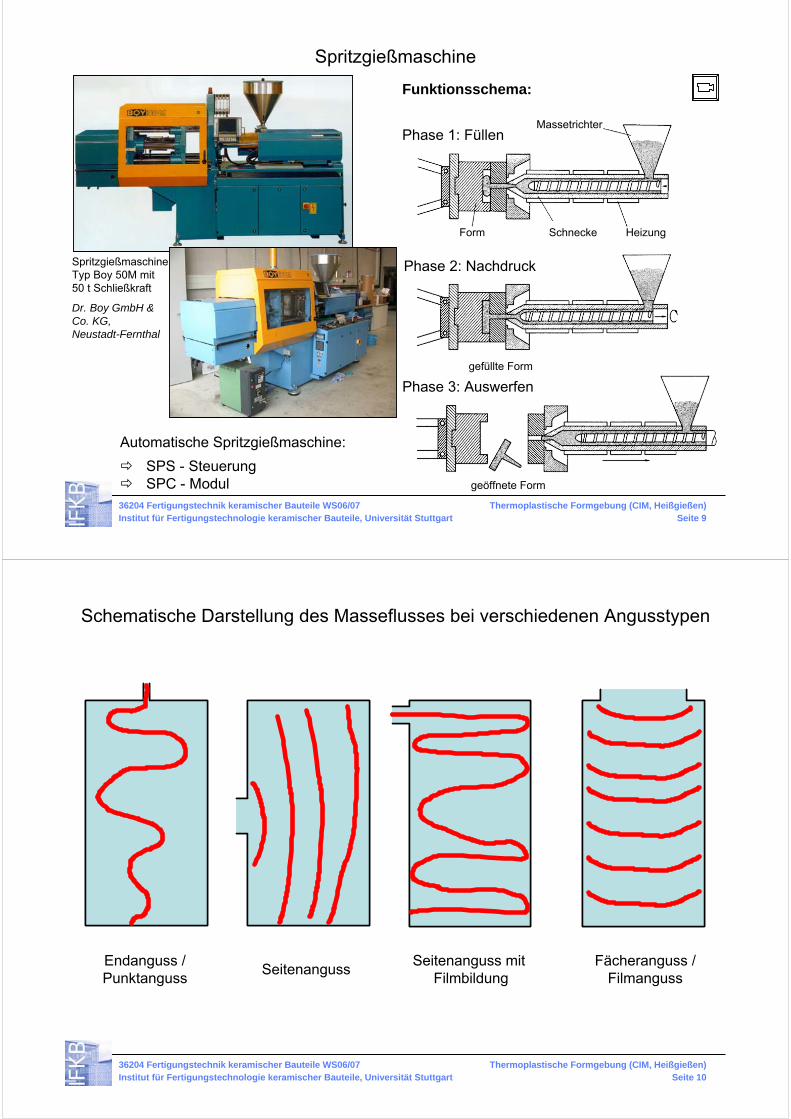
CIM-Prozessschema für oxidische und nichtoxidische Materialien
Dosieren
Mischen im KneterHeizbar, mit Lösungsmittelrückgewinnung
Spritzgießen
Entbinderung
Verputzen
Finishing Grünkörper
Endkontrolle
Sintern
Keramikpulver Binder und Additive
Granulation durch Extrusion und Pelletierung
Anguss separieren
Oxidative Entbinderung
Katalytische EntbinderungBASF/IFKB-Methode
Formgebungskontrolle
Glühverlust
Abgasreinigung
Kontrolle Risse, Poren
Recycling Anguss
Abzug
Chem. Analyse, Korngrößenverteilung
Polarisationsdurchlicht-mikroskopie (PLMA)
zur Texturanalyse während des
Herstellungsprozesses Endkontrolle
Sintern
Thermoplastische Formgebung (CIM, Heißgießen)Seite 9
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
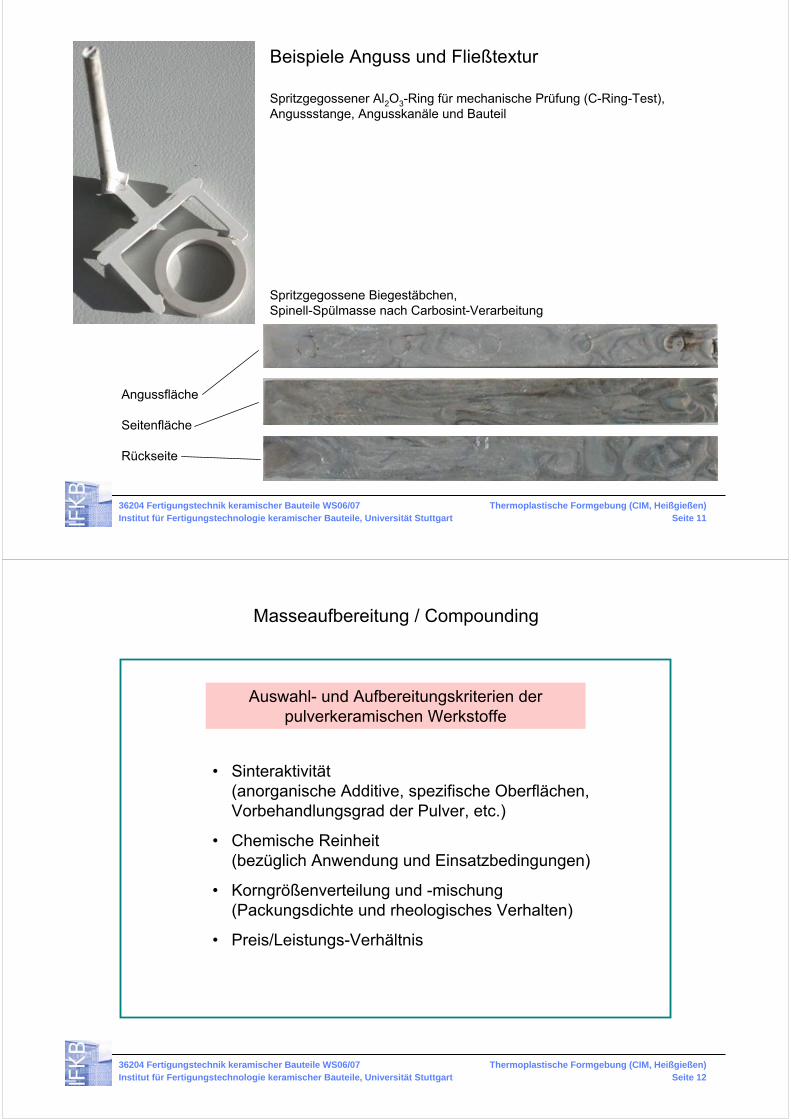
Spritzgießmaschine
Automatische Spritzgießmaschine:
SPS - SteuerungSPC - Modul
Funktionsschema:
Spritzgießmaschine Typ Boy 50M mit 50 t Schließkraft
HeizungForm Schnecke
geöffnete Form
Massetrichter
Phase 3: Auswerfen
Phase 2: Nachdruck
Phase 1: Füllen
gefüllte Form
Dr. Boy GmbH & Co. KG, Neustadt-Fernthal
Thermoplastische Formgebung (CIM, Heißgießen)Seite 10
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Endanguss /Punktanguss
Schematische Darstellung des Masseflusses bei verschiedenen Angusstypen
Fächeranguss /Filmanguss
SeitenangussSeitenanguss mit
Filmbildung
Thermoplastische Formgebung (CIM, Heißgießen)Seite 11
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Spritzgegossene Biegestäbchen, Spinell-Spülmasse nach Carbosint-Verarbeitung
Spritzgegossener Al2O3-Ring für mechanische Prüfung (C-Ring-Test),Angussstange, Angusskanäle und Bauteil
Beispiele Anguss und Fließtextur
Angussfläche
Seitenfläche
Rückseite
Thermoplastische Formgebung (CIM, Heißgießen)Seite 12
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Masseaufbereitung / Compounding
Auswahl- und Aufbereitungskriterien der pulverkeramischen Werkstoffe
• Sinteraktivität (anorganische Additive, spezifische Oberflächen, Vorbehandlungsgrad der Pulver, etc.)
• Chemische Reinheit (bezüglich Anwendung und Einsatzbedingungen)
• Korngrößenverteilung und -mischung(Packungsdichte und rheologisches Verhalten)
• Preis/Leistungs-Verhältnis
Thermoplastische Formgebung (CIM, Heißgießen)Seite 13
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Masseaufbereitung / Compounding
Ermittlung geeigneter Kombinationen von organischen Hilfsstoffen
• Netz- und Dispergiermittel
• Plastifizierungsmittel (einschließlich Gleitmittel)
• Bindemittel (Verfestiger)
• Trennmittel
• Entschäumer
Mechanische, chemische und thermische Verfahrenstechnik
Thermoplastische Formgebung (CIM, Heißgießen)Seite 14
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Organische Hilfsstoffe für den thermoplastischen Spritzguss
Netzmittel
Ölsäuren
Fischöle
Stearinsäuren
Stearinsäure- und Ölsäuremonoamide
Binder (Thermoplaste)
Polyethylen
Ethylenvinylacetat
Acrylester-Copolymere
Polystyrol
Styrolacrylnitril
Thermoplastische Formgebung (CIM, Heißgießen)Seite 15
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Organische Hilfsstoffe für den thermoplastischen Spritzguss
Binder und Gleitmittel (Wachse)
Esterwachse
Fischer-Tropsch-Wachse
Naturwachse (Bienenwachs)
Weichmacher und Trennmittel
Phtalsäureester(Weichmacher)
Polyethylenwachse
Paraffinwachse
Silikonöle (Trennmittel)
Stearate (Trennmittel)
Plastifizierer für Wachsbinder
Polyethylencopolymere
Vinylacetatcopolymere
Polypropylencopolymere
Thermoplastische Formgebung (CIM, Heißgießen)Seite 16
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
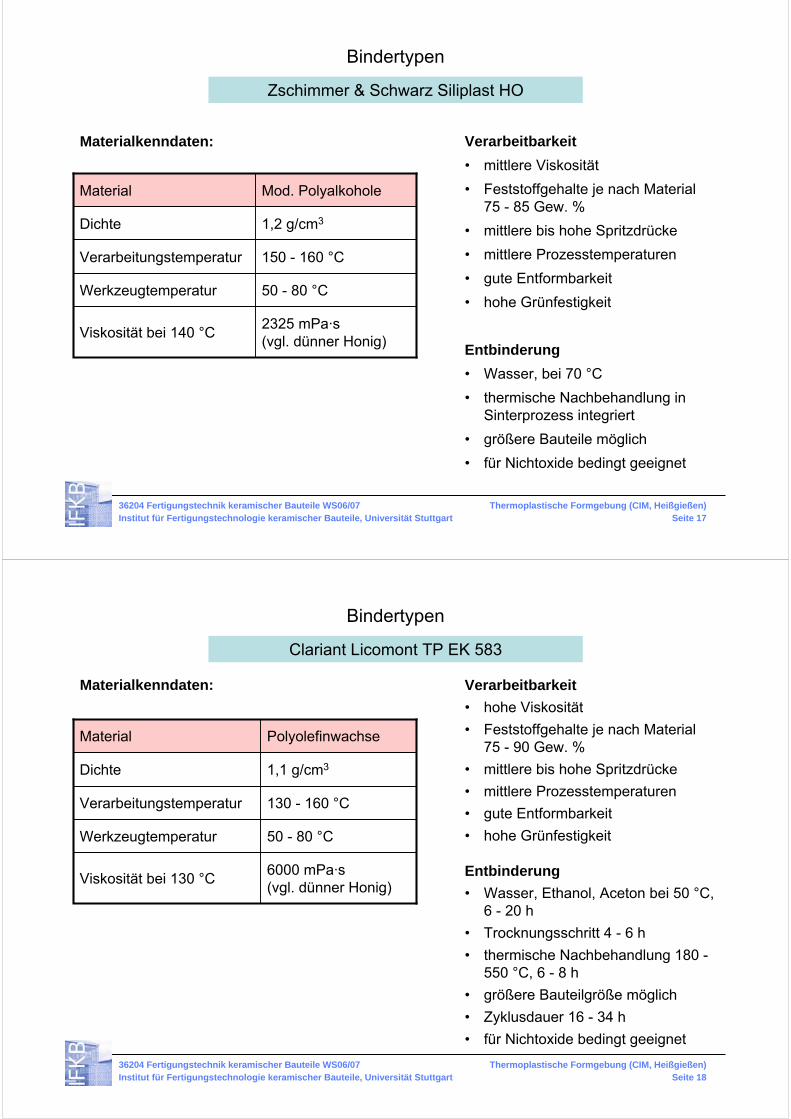
Bindertypen
Zschimmer & Schwarz Siliplast TP 6000
20 mPa·s (vgl. Blut)Viskosität bei 120 °C
40 - 80 °CWerkzeugtemperatur
120 - 130 °CVerarbeitungstemperatur
0,92 g/cm3Dichte
WachskombinationMaterial
Materialkenndaten: Verarbeitbarkeit
• sehr niedrige Viskosität
• Feststoffgehalte je nach Material 75 - 88 Gew. %
• moderate Spritzdrücke
• niedrige Prozesstemperaturen
• gute Entformbarkeit
• mäßige Grünfestigkeit
Entbinderung
• thermisch bei max. 500 °C
• geringe Bauteilgröße möglich
• Zyklusdauer 8 - 12 h
• für Nichtoxide bedingt geeignet
Thermoplastische Formgebung (CIM, Heißgießen)Seite 17
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
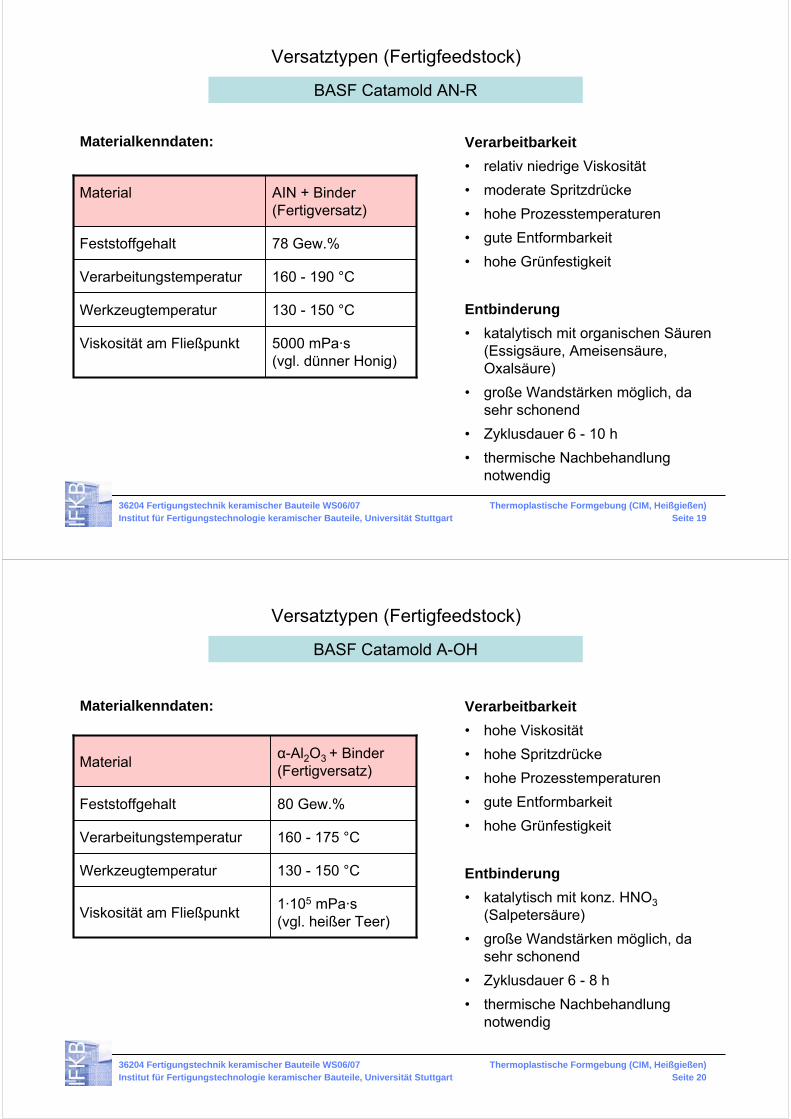
Bindertypen
Zschimmer & Schwarz Siliplast HO
2325 mPa·s(vgl. dünner Honig)
Viskosität bei 140 °C
50 - 80 °CWerkzeugtemperatur
150 - 160 °CVerarbeitungstemperatur
1,2 g/cm3Dichte
Mod. PolyalkoholeMaterial
Materialkenndaten: Verarbeitbarkeit
• mittlere Viskosität
• Feststoffgehalte je nach Material 75 - 85 Gew. %
• mittlere bis hohe Spritzdrücke
• mittlere Prozesstemperaturen
• gute Entformbarkeit
• hohe Grünfestigkeit
Entbinderung
• Wasser, bei 70 °C
• thermische Nachbehandlung in Sinterprozess integriert
• größere Bauteile möglich
• für Nichtoxide bedingt geeignet
Thermoplastische Formgebung (CIM, Heißgießen)Seite 18
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Bindertypen
Clariant Licomont TP EK 583
6000 mPa·s(vgl. dünner Honig)
Viskosität bei 130 °C
50 - 80 °CWerkzeugtemperatur
130 - 160 °CVerarbeitungstemperatur
1,1 g/cm3Dichte
PolyolefinwachseMaterial
Materialkenndaten: Verarbeitbarkeit
• hohe Viskosität
• Feststoffgehalte je nach Material 75 - 90 Gew. %
• mittlere bis hohe Spritzdrücke
• mittlere Prozesstemperaturen
• gute Entformbarkeit
• hohe Grünfestigkeit
Entbinderung
• Wasser, Ethanol, Aceton bei 50 °C, 6 - 20 h
• Trocknungsschritt 4 - 6 h
• thermische Nachbehandlung 180 -550 °C, 6 - 8 h
• größere Bauteilgröße möglich
• Zyklusdauer 16 - 34 h
• für Nichtoxide bedingt geeignet
Thermoplastische Formgebung (CIM, Heißgießen)Seite 19
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Versatztypen (Fertigfeedstock)
BASF Catamold AN-R
5000 mPa·s(vgl. dünner Honig)
Viskosität am Fließpunkt
130 - 150 °CWerkzeugtemperatur
160 - 190 °CVerarbeitungstemperatur
78 Gew.%Feststoffgehalt
AIN + Binder (Fertigversatz)
Material
Materialkenndaten: Verarbeitbarkeit
• relativ niedrige Viskosität
• moderate Spritzdrücke
• hohe Prozesstemperaturen
• gute Entformbarkeit
• hohe Grünfestigkeit
Entbinderung
• katalytisch mit organischen Säuren (Essigsäure, Ameisensäure, Oxalsäure)
• große Wandstärken möglich, da sehr schonend
• Zyklusdauer 6 - 10 h
• thermische Nachbehandlung notwendig
Thermoplastische Formgebung (CIM, Heißgießen)Seite 20
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Versatztypen (Fertigfeedstock)
BASF Catamold A-OH
1·105 mPa·s(vgl. heißer Teer)
Viskosität am Fließpunkt
130 - 150 °CWerkzeugtemperatur
160 - 175 °CVerarbeitungstemperatur
80 Gew.%Feststoffgehalt
α-Al2O3 + Binder (Fertigversatz)
Material
Materialkenndaten: Verarbeitbarkeit
• hohe Viskosität
• hohe Spritzdrücke
• hohe Prozesstemperaturen
• gute Entformbarkeit
• hohe Grünfestigkeit
Entbinderung
• katalytisch mit konz. HNO3(Salpetersäure)
• große Wandstärken möglich, da sehr schonend
• Zyklusdauer 6 - 8 h
• thermische Nachbehandlung notwendig
Thermoplastische Formgebung (CIM, Heißgießen)Seite 21
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Einfluss der Bindemittelwahl auf die CIM-Produktion
► Organische Additive und Bindemittel sind ein wichtiger Faktor für die Verarbeitbarkeit von keramischen Spritzgießmassen
• Einfluss auf das Fließ- und Formfüllverhalten
• Grünfestigkeit
• Entformbarkeit
• Werkzeugverschleiß
► Charakterisierung des rheologischen Verhaltens ist eine wichtige Methode zur Prozessoptimierung
► Funktion und Zusammensetzung der Bindemittel ist werkstoffspezifisch
• rein temporär bei „klassischer“ Keramik
• matrixbildend bei technischen Kohlenstoffen
Thermoplastische Formgebung (CIM, Heißgießen)Seite 22
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Einfluss der Bindemittelwahl auf die CIM-Produktion
► Fertigfeedstocks erlauben schnelle Verarbeitung bei standardisierten Parametern
• Masseaufbereitung entfällt, kleinerer Gerätepark möglich
• höherer Kilopreis
• keine Anpassung der Binderzusammensetzung möglich
• stabiler Entbinderungsprozess
• erhöhte Sicherheitsanforderungen wegen Mineralsäuren
► Kombination von Fertigbindern mit verschiedenen Pulvertypen erlauben größere Rezepturvariation
• eigene Masseaufbereitung notwendig
• geringerer Kilopreis
• Variation des Entbinderungsprozesses möglich
• Ermittlung der Verarbeitungsparameter notwendig

Thermoplastische Formgebung (CIM, Heißgießen)Seite 23
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Pulvertypen
Korund I - gebrochener Schmelz-korund
Ind. Hochrhein Al-99
Alumina II - sphärisches Aluminiumoxid
Sumitomo Sumicorundum AA-18
d50= 17,34 µm
d90= 30,05 µm
d50= 16,96 µm
d90= 22,40 µm
REM-Vergleich von α-Al2O3-Pulvern mit unterschiedlicher Primärkorn-Morphologie
Thermoplastische Formgebung (CIM, Heißgießen)Seite 24
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Vergleich: Fließverhalten einer IFKB AA-05 und einer BASF AO-H CIM-Masse
1000 1000010
3
104
105
106
107
Physica UDS 200 oscillation rheometer
IFKB AA-05 compound:SpeichermodulVerlustmodul
BASF AO-H compound:SpeichermodulVerlustmodul
Spe
iche
rmod
ul G
' [P
a]
Schubspannung τ [Pa]
103
104
105
106
Verlustm
odul G'' [P
a]
AA-05: ebenfalls Sumicorundum, d. h. sphärisches α-Aluminiumoxid, aber andere Korngröße als AA-18
Pulvertypen
Thermoplastische Formgebung (CIM, Heißgießen)Seite 25
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
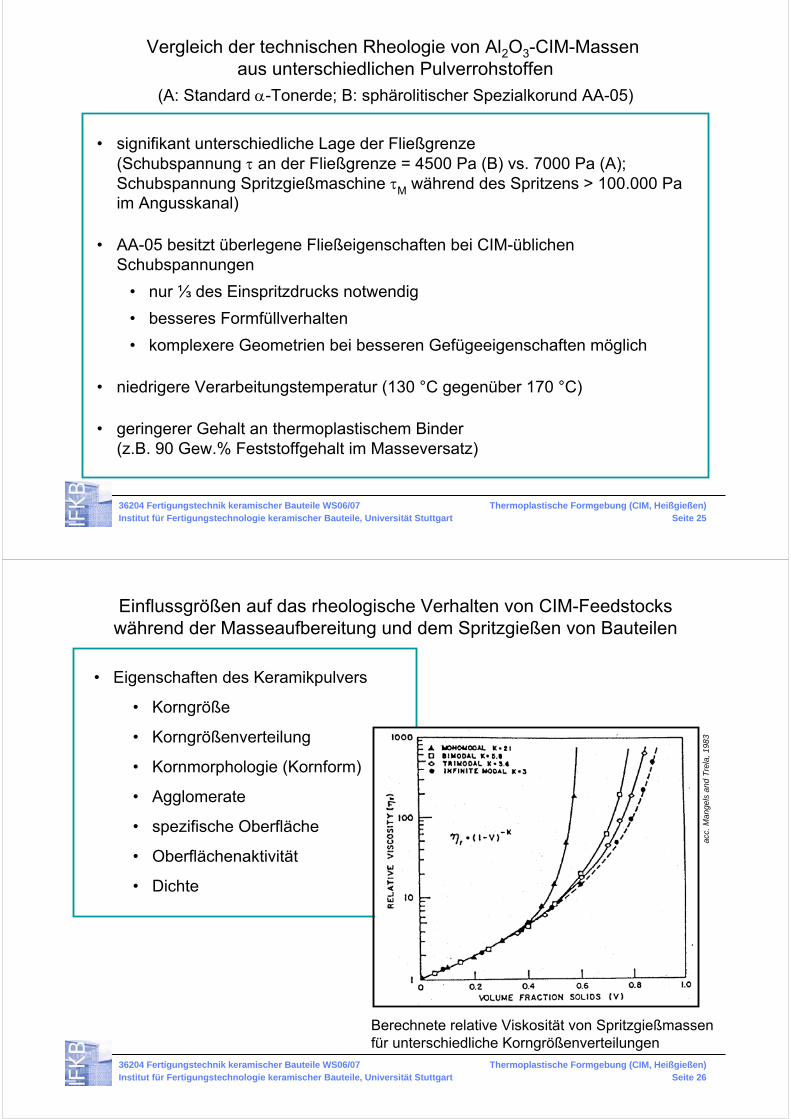
Vergleich der technischen Rheologie von Al2O3-CIM-Massen aus unterschiedlichen Pulverrohstoffen
(A: Standard α-Tonerde; B: sphärolitischer Spezialkorund AA-05)
• signifikant unterschiedliche Lage der Fließgrenze(Schubspannung τ an der Fließgrenze = 4500 Pa (B) vs. 7000 Pa (A); Schubspannung Spritzgießmaschine τM während des Spritzens > 100.000 Pa im Angusskanal)
• AA-05 besitzt überlegene Fließeigenschaften bei CIM-üblichen Schubspannungen
• nur ⅓ des Einspritzdrucks notwendig
• besseres Formfüllverhalten
• komplexere Geometrien bei besseren Gefügeeigenschaften möglich
• niedrigere Verarbeitungstemperatur (130 °C gegenüber 170 °C)
• geringerer Gehalt an thermoplastischem Binder (z.B. 90 Gew.% Feststoffgehalt im Masseversatz)
Thermoplastische Formgebung (CIM, Heißgießen)Seite 26
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Einflussgrößen auf das rheologische Verhalten von CIM-Feedstockswährend der Masseaufbereitung und dem Spritzgießen von Bauteilen
• Eigenschaften des Keramikpulvers
• Korngröße
• Korngrößenverteilung
• Kornmorphologie (Kornform)
• Agglomerate
• spezifische Oberfläche
• Oberflächenaktivität
• Dichte
acc.
Man
gels
and
Tre
la, 1
983
Berechnete relative Viskosität von Spritzgießmassenfür unterschiedliche Korngrößenverteilungen
Thermoplastische Formgebung (CIM, Heißgießen)Seite 27
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
• Additiveigenschaften
• Dispergierhilfen
• Plastifikatoren
• Organische Binder
• Volumen-/ Massegehalt
• Benetzungsverhalten
• Adhäsion / Trennverhalten
• Masseaufbereitung
• Dispergierung des Keramikpulvers (Agglomeration)
• Homogenität der Masse (beheizbarer Kneter, Scherwalzenkneter, usw.)
Einflussgrößen auf das rheologische Verhalten von CIM-Feedstockswährend der Masseaufbereitung und dem Spritzgießen von Bauteilen
Thermoplastische Formgebung (CIM, Heißgießen)Seite 28
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
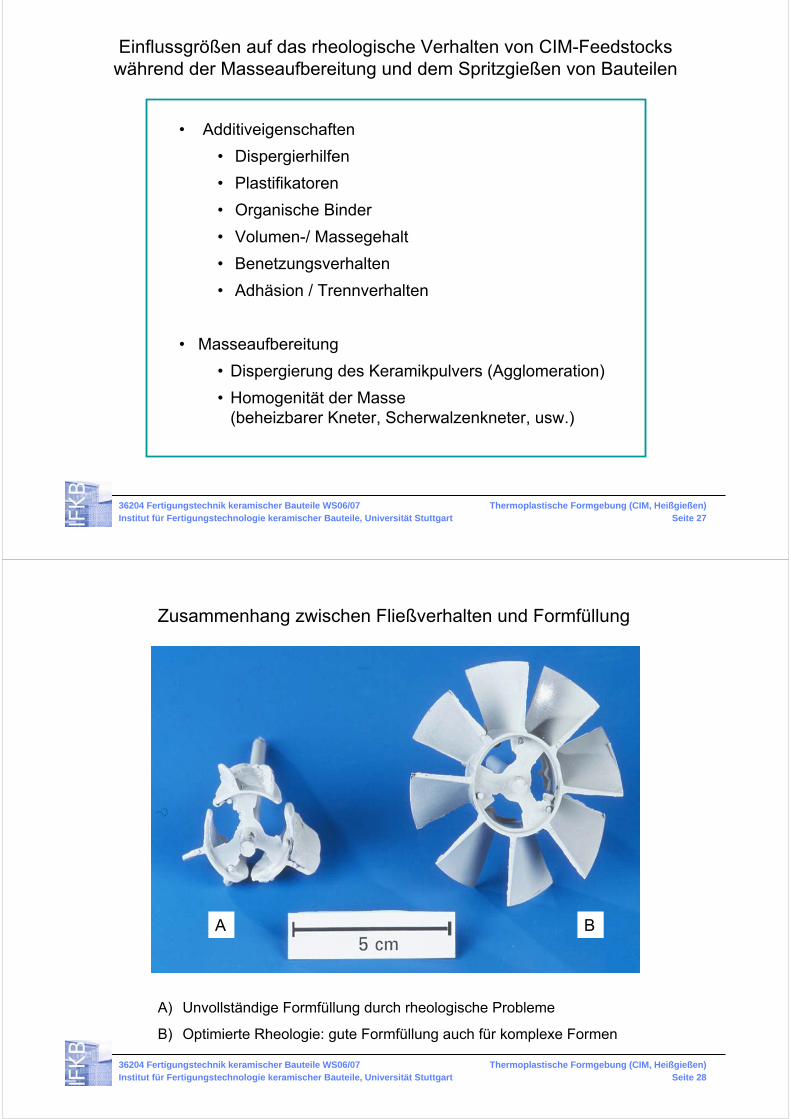
Zusammenhang zwischen Fließverhalten und Formfüllung
A) Unvollständige Formfüllung durch rheologische Probleme
B) Optimierte Rheologie: gute Formfüllung auch für komplexe Formen
A B
Thermoplastische Formgebung (CIM, Heißgießen)Seite 29
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
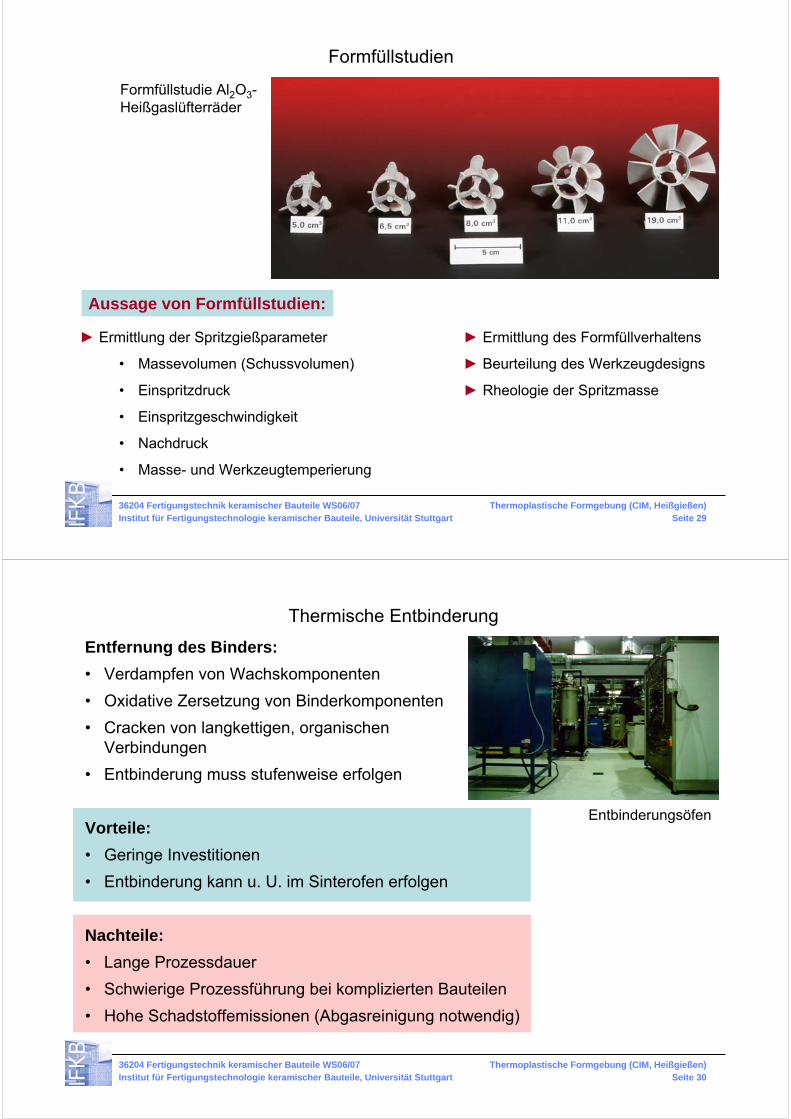
Formfüllstudien
Aussage von Formfüllstudien:
► Ermittlung der Spritzgießparameter
• Massevolumen (Schussvolumen)
• Einspritzdruck
• Einspritzgeschwindigkeit
• Nachdruck
• Masse- und Werkzeugtemperierung
Formfüllstudie Al2O3-Heißgaslüfterräder
► Ermittlung des Formfüllverhaltens
► Beurteilung des Werkzeugdesigns
► Rheologie der Spritzmasse
Thermoplastische Formgebung (CIM, Heißgießen)Seite 30
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Thermische Entbinderung
Entfernung des Binders:
• Verdampfen von Wachskomponenten
• Oxidative Zersetzung von Binderkomponenten
• Cracken von langkettigen, organischen Verbindungen
• Entbinderung muss stufenweise erfolgen
Vorteile:
• Geringe Investitionen
• Entbinderung kann u. U. im Sinterofen erfolgen
Nachteile:
• Lange Prozessdauer
• Schwierige Prozessführung bei komplizierten Bauteilen
• Hohe Schadstoffemissionen (Abgasreinigung notwendig)
Entbinderungsöfen
Thermoplastische Formgebung (CIM, Heißgießen)Seite 31
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
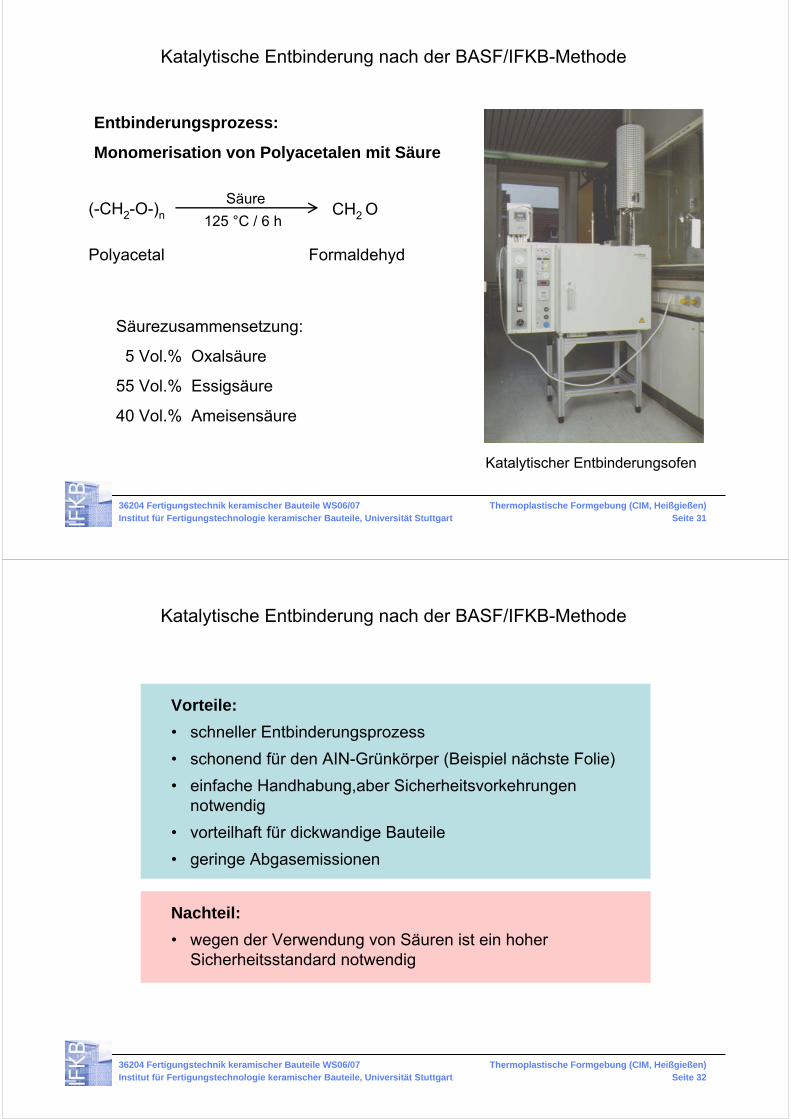
Katalytische Entbinderung nach der BASF/IFKB-Methode
Entbinderungsprozess:
Monomerisation von Polyacetalen mit Säure
(-CH2-O-)n CH2 OSäure
125 °C / 6 h
Polyacetal Formaldehyd
Säurezusammensetzung:
5 Vol.% Oxalsäure
55 Vol.% Essigsäure
40 Vol.% Ameisensäure
Katalytischer Entbinderungsofen
Thermoplastische Formgebung (CIM, Heißgießen)Seite 32
36204 Fertigungstechnik keramischer Bauteile WS06/07Institut für Fertigungstechnologie keramischer Bauteile, Universität Stuttgart
Katalytische Entbinderung nach der BASF/IFKB-Methode
Vorteile:
• schneller Entbinderungsprozess
• schonend für den AIN-Grünkörper (Beispiel nächste Folie)
• einfache Handhabung,aber Sicherheitsvorkehrungen notwendig
• vorteilhaft für dickwandige Bauteile
• geringe Abgasemissionen
Nachteil:
• wegen der Verwendung von Säuren ist ein hoher Sicherheitsstandard notwendig