






Sprachen
Seiten
Rechtliche

Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 1
3.1 Organisationsgrundsätze
3.2 Organisation von Maschinen
3.3 Fabrik- und Arbeitsorganisation
3 Produktionsorganisation
- Aufbau- und Ablaufstruktur
- Leitungssysteme
- Organisationsformen im
Unternehmen
- Projektorganisation
- Organisation der Fertigung
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 2
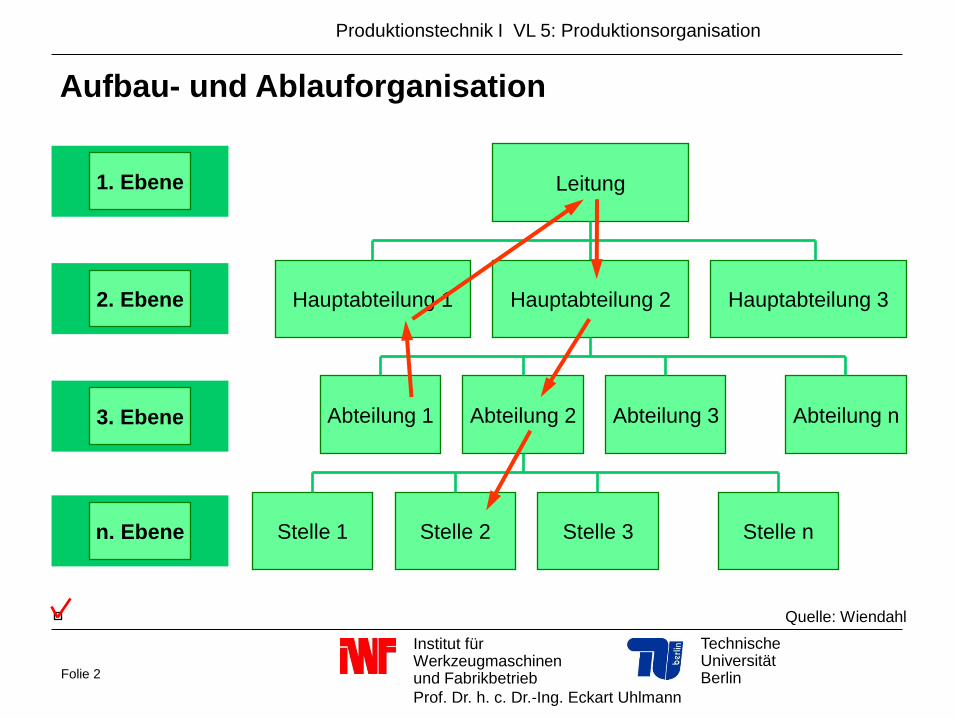
Leitung
Hauptabteilung 2 Hauptabteilung 1 Hauptabteilung 3
Abteilung 3 Abteilung n Abteilung 1 Abteilung 2
Stelle 3 Stelle n Stelle 1 Stelle 2
1. Ebene
2. Ebene
3. Ebene
n. Ebene
Aufbau- und Ablauforganisation
Quelle: Wiendahl
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 3
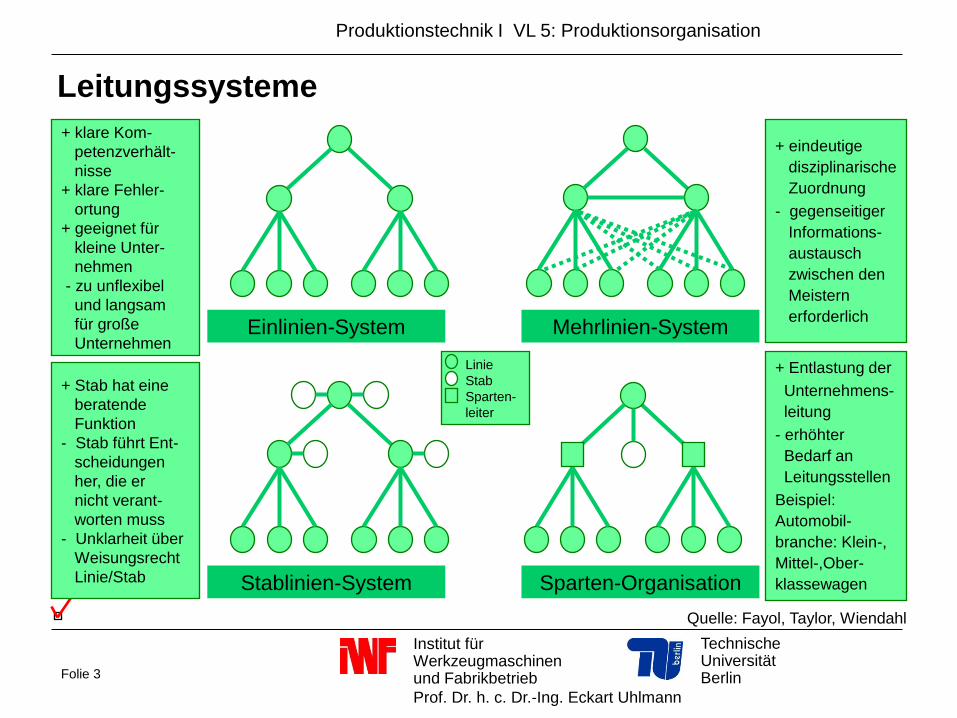
Leitungssysteme
Mehrlinien-System
Sparten-Organisation Stablinien-System
Einlinien-System
Quelle: Fayol, Taylor, Wiendahl
Linie
Stab
Sparten-
leiter
+ klare Kom-
petenzverhält-
nisse
+ klare Fehler-
ortung
+ geeignet für
kleine Unter-
nehmen
- zu unflexibel
und langsam
für große
Unternehmen
+ eindeutige
disziplinarische
Zuordnung
- gegenseitiger
Informations-
austausch
zwischen den
Meistern
erforderlich
+ Stab hat eine
beratende
Funktion
- Stab führt Ent-
scheidungen
her, die er
nicht verant-
worten muss
- Unklarheit über
Weisungsrecht
Linie/Stab
+ Entlastung der
Unternehmens-
..leitung
- erhöhter
..Bedarf an
..Leitungsstellen
Beispiel:
Automobil-
branche: Klein-,
Mittel-,Ober-
klassewagen
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 4
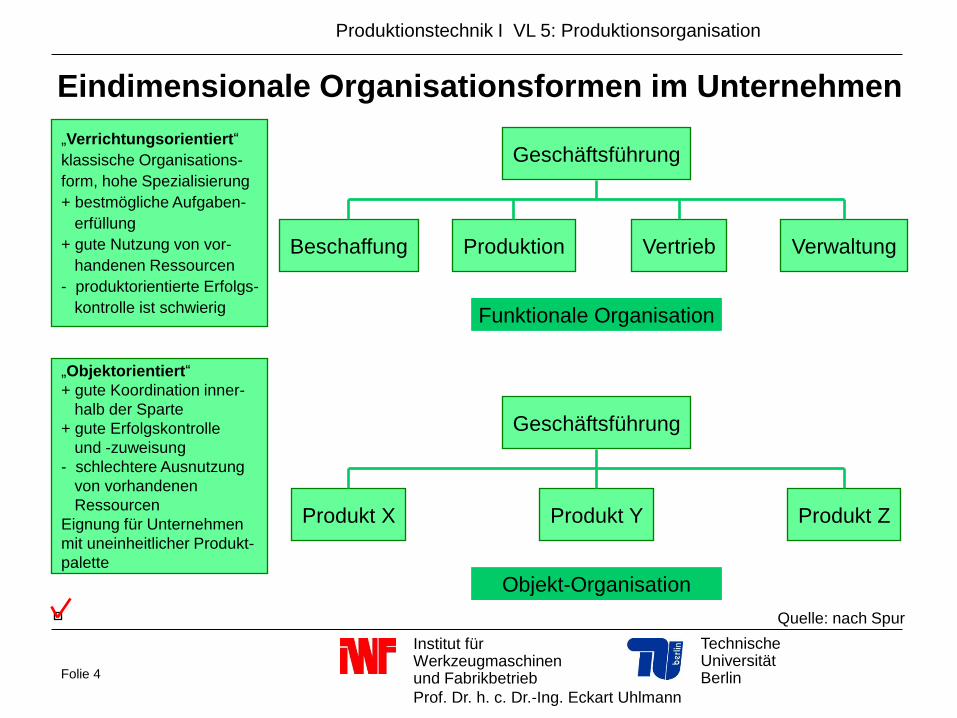
Eindimensionale Organisationsformen im Unternehmen
Objekt-Organisation
Funktionale Organisation
Geschäftsführung
Beschaffung Verwaltung Vertrieb Produktion
Geschäftsführung
Produkt X Produkt Z Produkt Y
Quelle: nach Spur
„Verrichtungsorientiert“
klassische Organisations-
form, hohe Spezialisierung
+ bestmögliche Aufgaben-
erfüllung
+ gute Nutzung von vor-
handenen Ressourcen
- produktorientierte Erfolgs-
kontrolle ist schwierig
„Objektorientiert“
+ gute Koordination inner-
halb der Sparte
+ gute Erfolgskontrolle
und -zuweisung
- schlechtere Ausnutzung
von vorhandenen
Ressourcen
Eignung für Unternehmen
mit uneinheitlicher Produkt-
palette
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 5
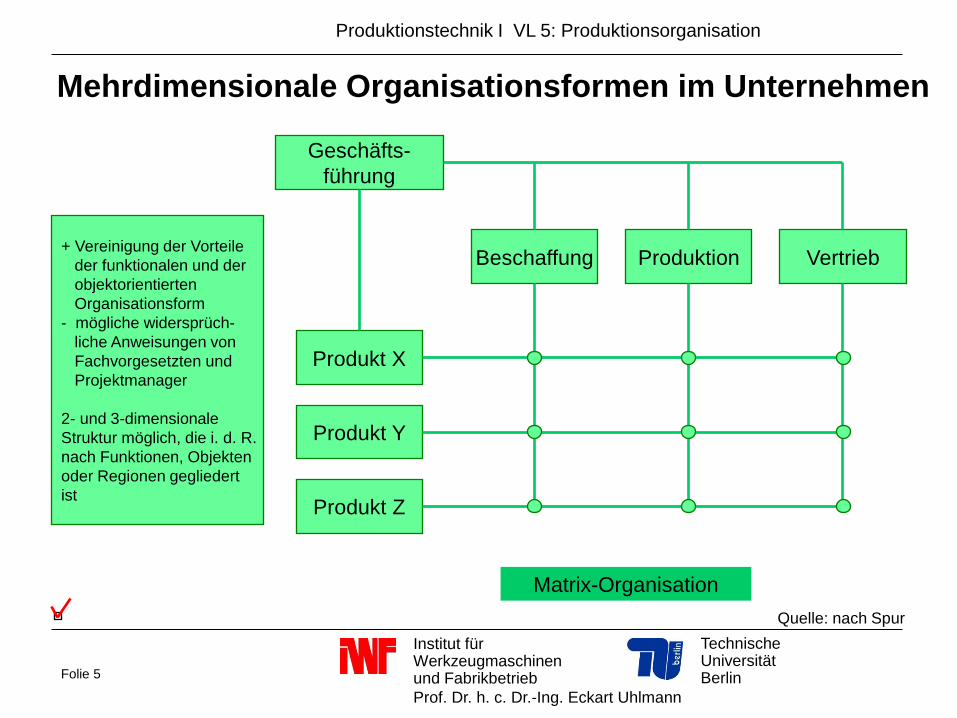
Mehrdimensionale Organisationsformen im Unternehmen
Matrix-Organisation
Geschäfts-
führung
Beschaffung
Produkt X
Vertrieb Produktion
Produkt Y
Produkt Z
Quelle: nach Spur
+ Vereinigung der Vorteile
der funktionalen und der
objektorientierten
Organisationsform
- mögliche widersprüch-
liche Anweisungen von
Fachvorgesetzten und
Projektmanager
2- und 3-dimensionale
Struktur möglich, die i. d. R.
nach Funktionen, Objekten
oder Regionen gegliedert
ist
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 6
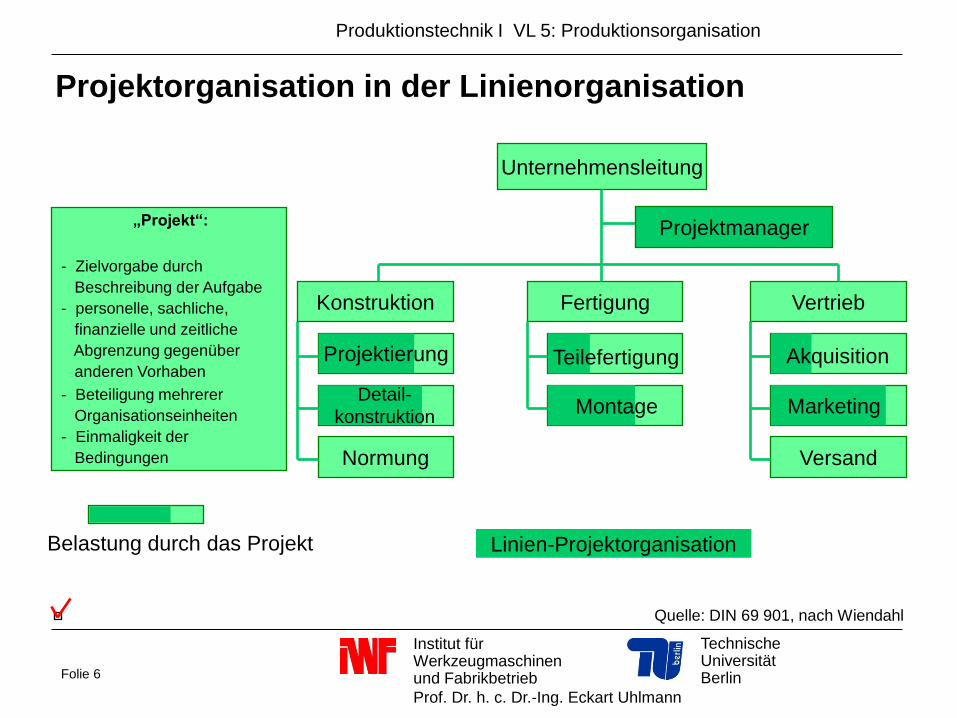
Projektorganisation in der Linienorganisation
Unternehmensleitung
Vertrieb Fertigung Konstruktion
Normung
Marketing
Versand
Projektmanager
Linien-Projektorganisation Belastung durch das Projekt
Marketing
Quelle: DIN 69 901, nach Wiendahl
„Projekt“:
- Zielvorgabe durch
Beschreibung der Aufgabe
- personelle, sachliche,
finanzielle und zeitliche
Abgrenzung gegenüber
anderen Vorhaben
- Beteiligung mehrerer
Organisationseinheiten
- Einmaligkeit der
Bedingungen
Teilefertigung
Montage
Akquisition Projektierung
Detail-
konstruktion
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 7
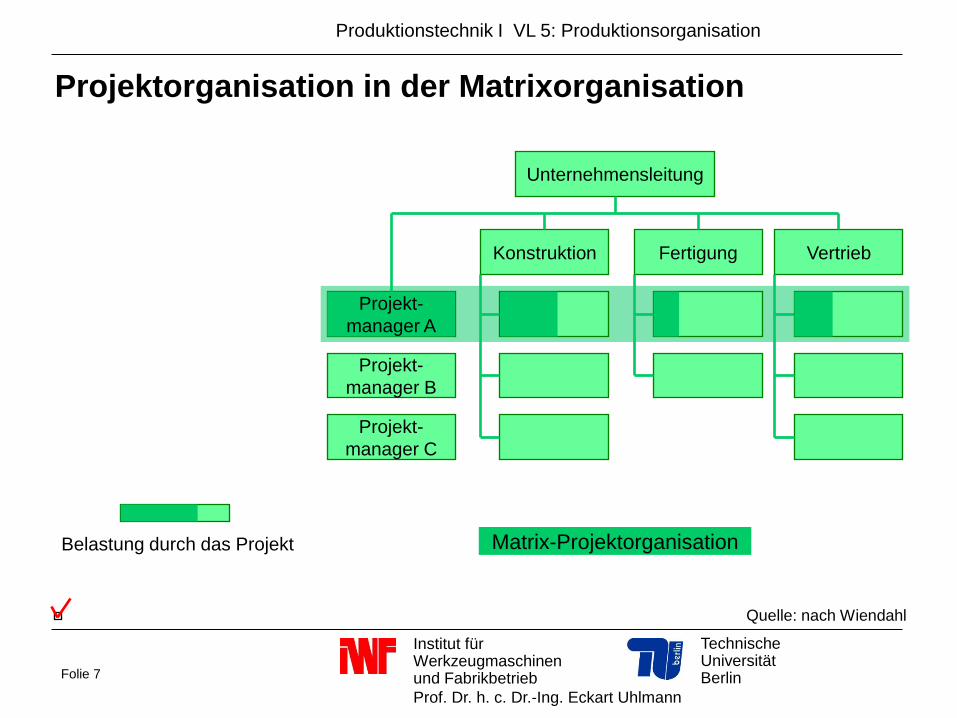
Projektorganisation in der Matrixorganisation
Matrix-Projektorganisation
Unternehmensleitung
Projekt-
manager A
Vertrieb Fertigung Konstruktion
Projekt-
manager B
Projekt-
manager C
Belastung durch das Projekt
Projekt-
manager A
Quelle: nach Wiendahl
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 8
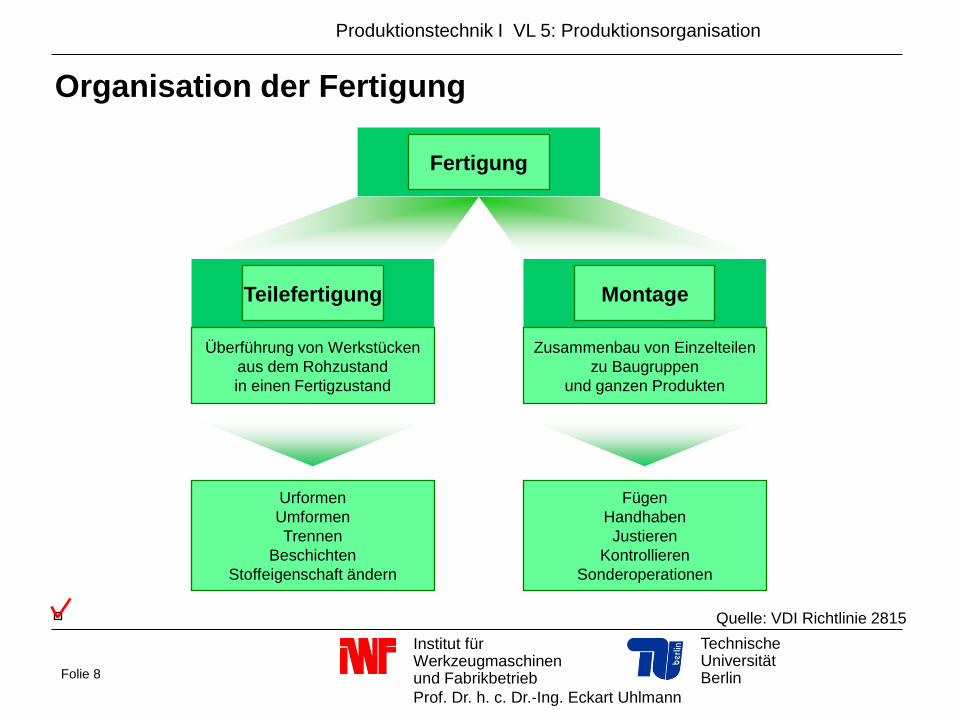
Organisation der Fertigung
Fertigung
Teilefertigung Montage
Überführung von Werkstücken
aus dem Rohzustand
in einen Fertigzustand
Urformen
Umformen
Trennen
Beschichten
Stoffeigenschaft ändern
Zusammenbau von Einzelteilen
zu Baugruppen
und ganzen Produkten
Fügen
Handhaben
Justieren
Kontrollieren
Sonderoperationen
Quelle: VDI Richtlinie 2815
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 9
Fertigungstypologie
Quelle: Schomburg
Fertigung
Art Struktur Ablaufart
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 10
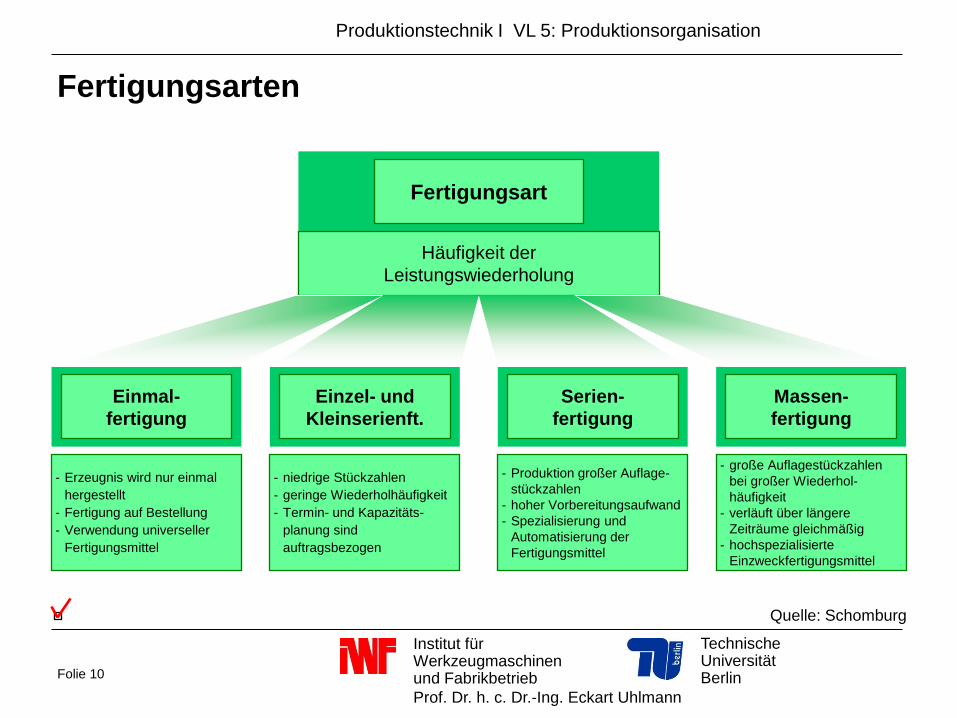
Fertigungsart
Einmal-
fertigung
Massen-
fertigung
Einzel- und
Kleinserienft.
Häufigkeit der
Leistungswiederholung
Serien-
fertigung
Quelle: Schomburg
- Erzeugnis wird nur einmal
hergestellt
- Fertigung auf Bestellung
- Verwendung universeller
Fertigungsmittel
- große Auflagestückzahlen
bei großer Wiederhol-
häufigkeit
- verläuft über längere
Zeiträume gleichmäßig
- hochspezialisierte
Einzweckfertigungsmittel
- Produktion großer Auflage-
stückzahlen
- hoher Vorbereitungsaufwand
- Spezialisierung und
Automatisierung der
Fertigungsmittel
- niedrige Stückzahlen
- geringe Wiederholhäufigkeit
- Termin- und Kapazitäts-
planung sind
auftragsbezogen
Fertigungsarten
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 11
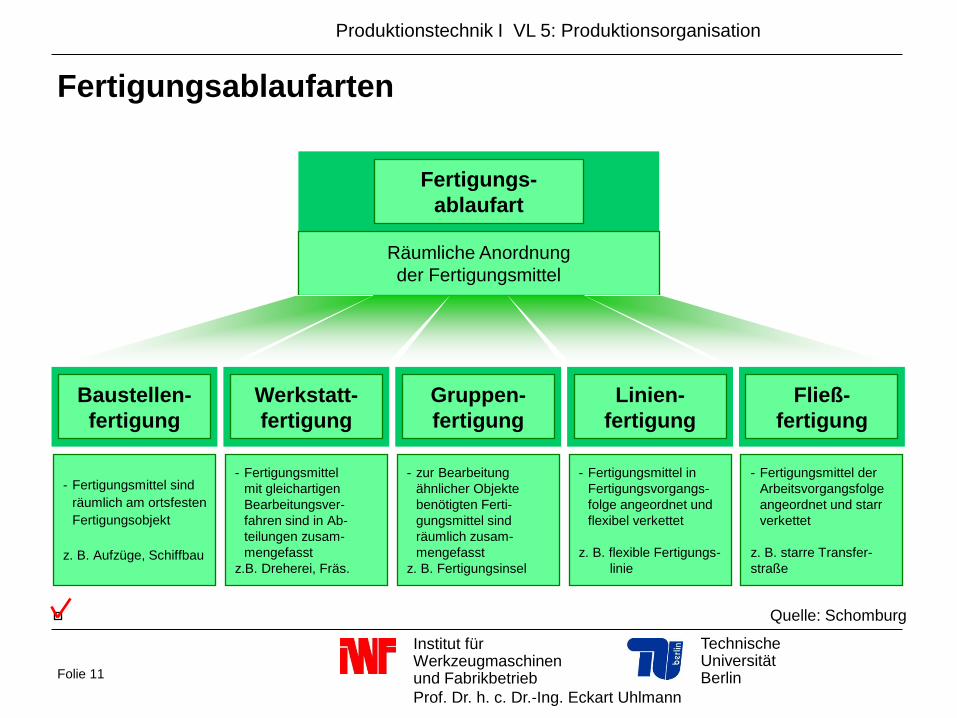
Fertigungs-
ablaufart
Räumliche Anordnung
der Fertigungsmittel
Quelle: Schomburg
Baustellen-
fertigung
- Fertigungsmittel sind
räumlich am ortsfesten
Fertigungsobjekt
z. B. Aufzüge, Schiffbau
Werkstatt-
fertigung
- Fertigungsmittel
mit gleichartigen
Bearbeitungsver-
fahren sind in Ab-
teilungen zusam-
mengefasst
z.B. Dreherei, Fräs.
Gruppen-
fertigung
- zur Bearbeitung
ähnlicher Objekte
benötigten Ferti-
gungsmittel sind
räumlich zusam-
mengefasst
z. B. Fertigungsinsel
Linien-
fertigung
- Fertigungsmittel in
Fertigungsvorgangs-
folge angeordnet und
flexibel verkettet
z. B. flexible Fertigungs-
linie
Fließ-
fertigung
- Fertigungsmittel der
Arbeitsvorgangsfolge
angeordnet und starr
verkettet
z. B. starre Transfer-
straße
Fertigungsablaufarten
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 12
Fertigungs-
struktur
Fertigungstiefe
Geringe
Fertigungstiefe
Mittlere
Fertigungstiefe
Große
Fertigungstiefe
Quelle: nach Schomburg
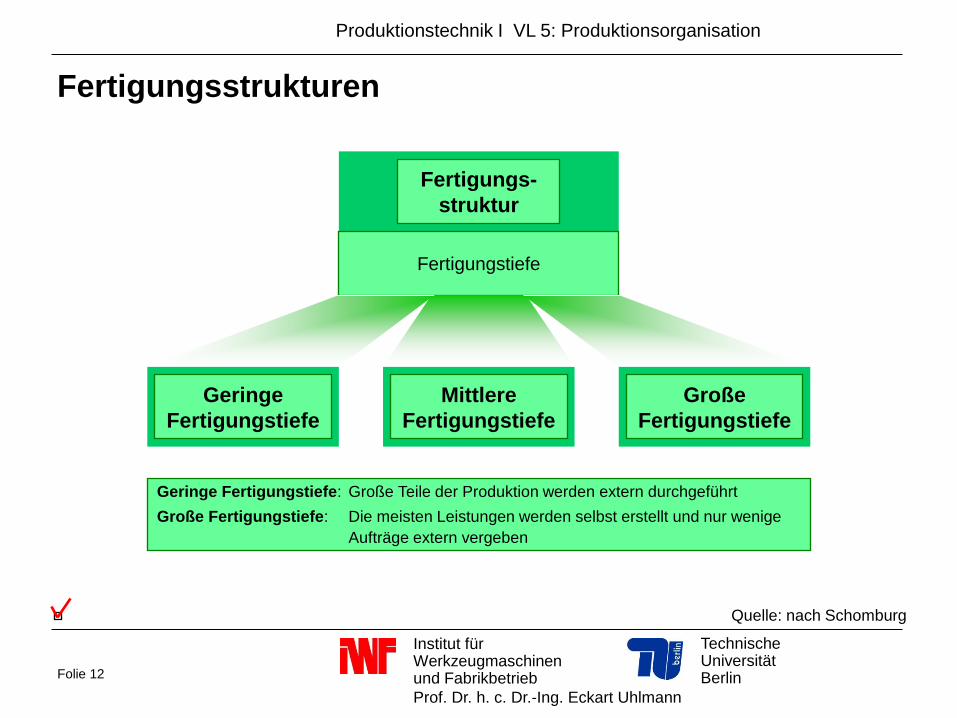
Geringe Fertigungstiefe: Große Teile der Produktion werden extern durchgeführt
Große Fertigungstiefe: Die meisten Leistungen werden selbst erstellt und nur wenige
Aufträge extern vergeben
Fertigungsstrukturen
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 13
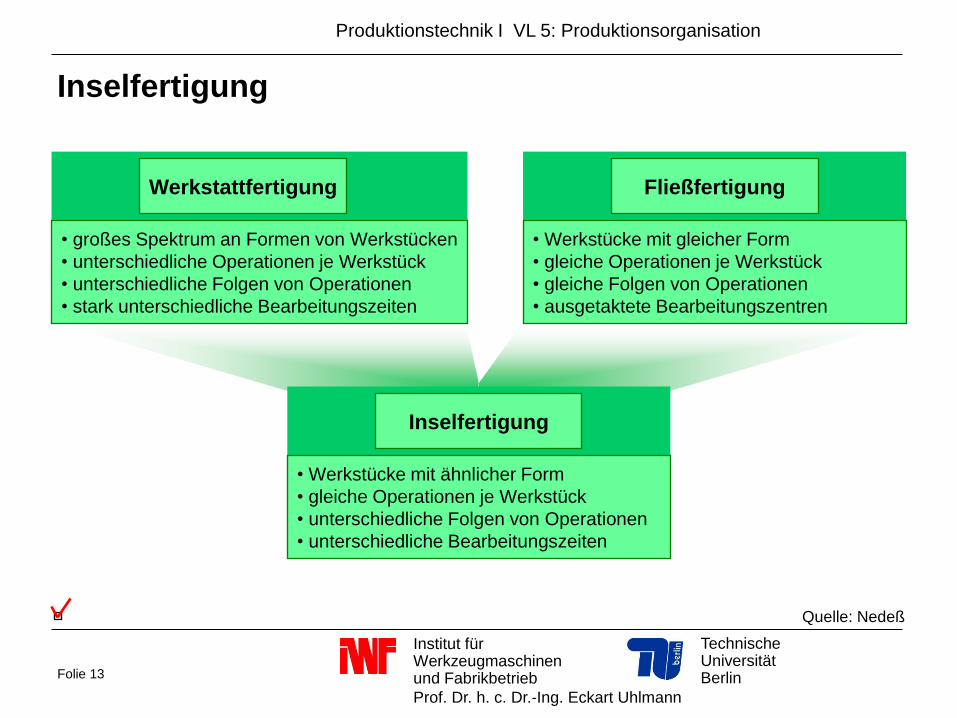
Inselfertigung
• Werkstücke mit ähnlicher Form
• gleiche Operationen je Werkstück
• unterschiedliche Folgen von Operationen
• unterschiedliche Bearbeitungszeiten
Quelle: Nedeß
Werkstattfertigung Fließfertigung
• großes Spektrum an Formen von Werkstücken
• unterschiedliche Operationen je Werkstück
• unterschiedliche Folgen von Operationen
• stark unterschiedliche Bearbeitungszeiten
• Werkstücke mit gleicher Form
• gleiche Operationen je Werkstück
• gleiche Folgen von Operationen
• ausgetaktete Bearbeitungszentren
Inselfertigung
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 14
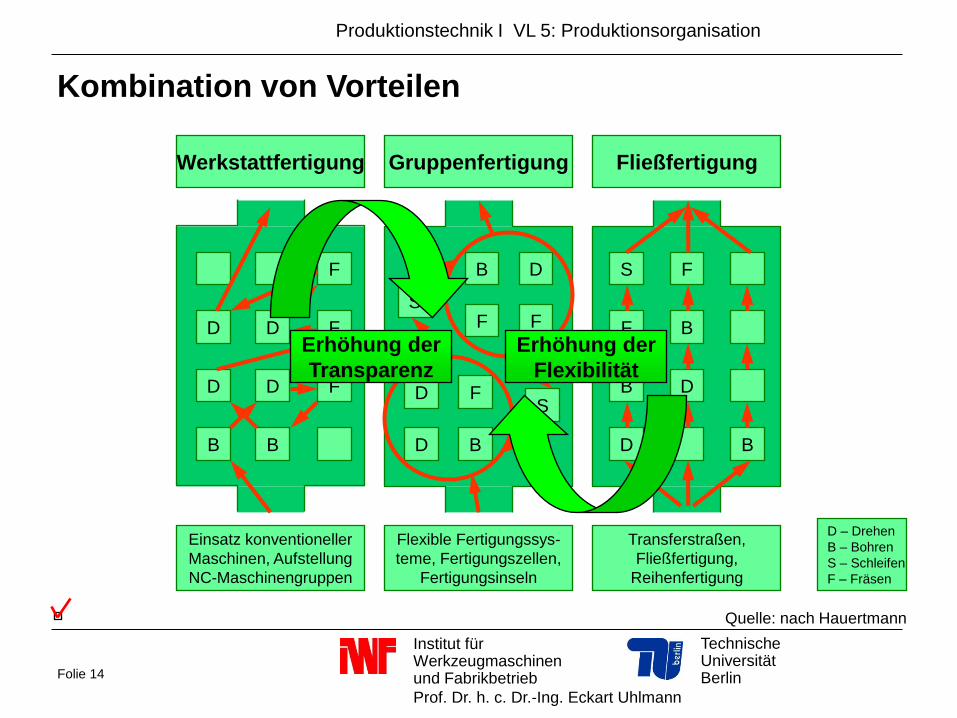
Gruppenfertigung
Flexible Fertigungssys-
teme, Fertigungszellen,
Fertigungsinseln
S
D S
D
F
B
D
F
B
F
Fließfertigung
Transferstraßen,
Fließfertigung,
Reihenfertigung
S
F
B
D B
F
B
D
Werkstattfertigung
Einsatz konventioneller
Maschinen, Aufstellung
NC-Maschinengruppen
F
D D F
D D F
B B
Erhöhung der
Transparenz
Erhöhung der
Flexibilität
D – Drehen
B – Bohren
S – Schleifen
F – Fräsen
Quelle: nach Hauertmann
Kombination von Vorteilen
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 15
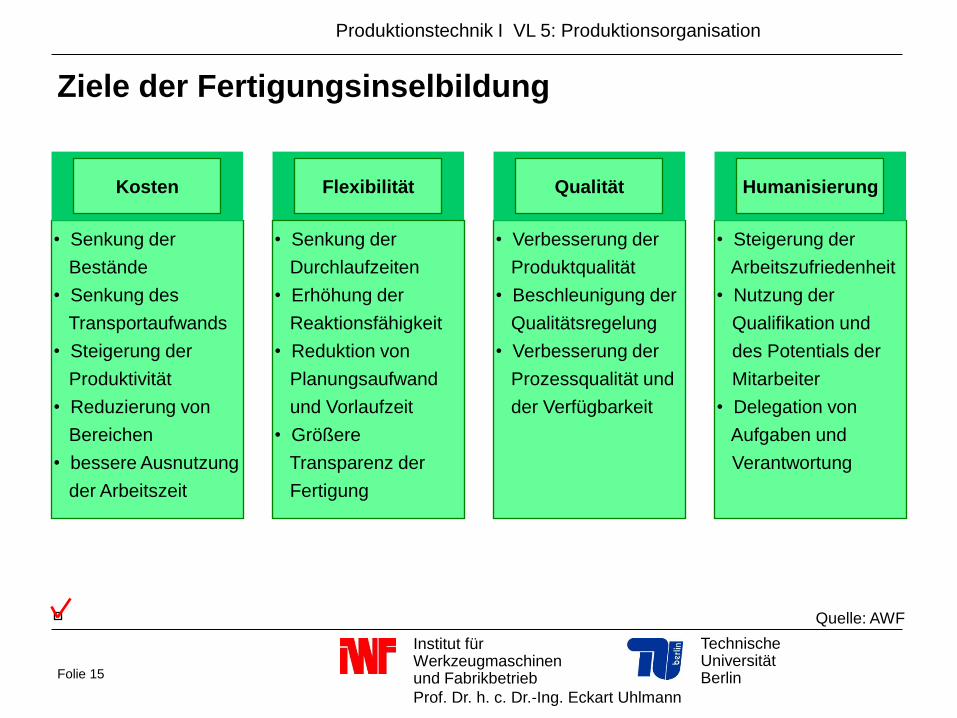
• Senkung der
Bestände
• Senkung des
Transportaufwands
• Steigerung der
Produktivität
• Reduzierung von
Bereichen
• bessere Ausnutzung
der Arbeitszeit
• Steigerung der
Arbeitszufriedenheit
• Nutzung der
Qualifikation und
des Potentials der
Mitarbeiter
• Delegation von
Aufgaben und
Verantwortung
• Verbesserung der
Produktqualität
• Beschleunigung der
Qualitätsregelung
• Verbesserung der
Prozessqualität und
der Verfügbarkeit
Kosten Humanisierung Qualität Flexibilität
• Senkung der
Durchlaufzeiten
• Erhöhung der
Reaktionsfähigkeit
• Reduktion von
Planungsaufwand
und Vorlaufzeit
• Größere
Transparenz der
Fertigung
Quelle: AWF
Ziele der Fertigungsinselbildung
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 16
3.1 Organisationsgrundsätze
3.2 Organisation von Maschinen
3.3 Fabrik- und Arbeitsorganisation
3 Produktionsorganisation
- Einzelmaschinen
- Flexible
Mehrmaschinensysteme
- Starre
Mehrmaschinensysteme
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 17
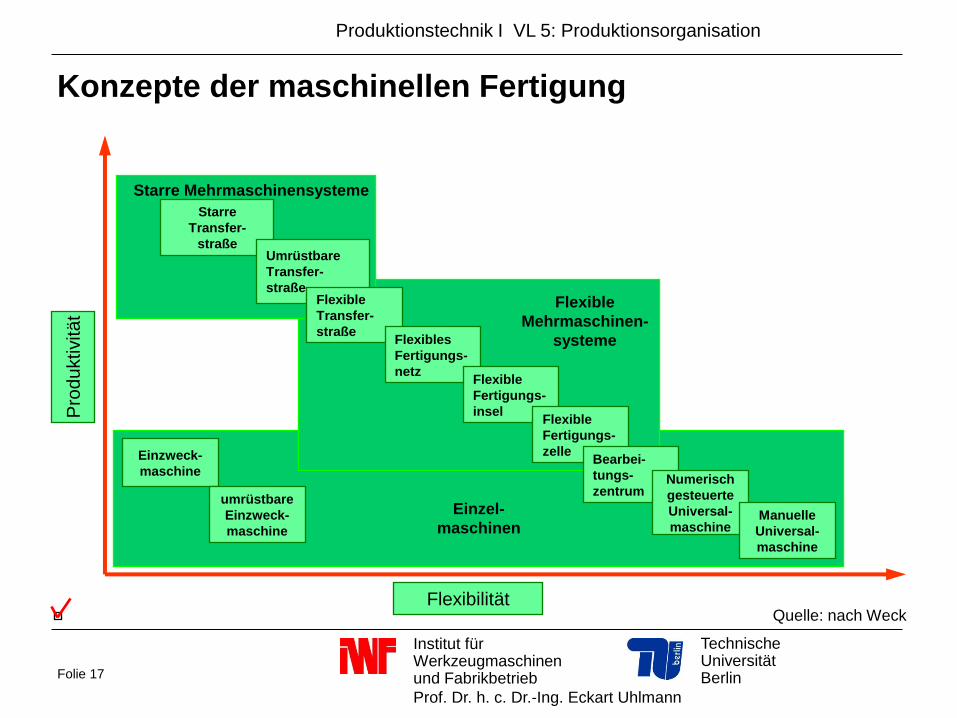
Flexibilität
Pro
du
ktivitä
t
Quelle: nach Weck
Einzel-
maschinen
Flexible
Mehrmaschinen-
systeme
Starre Mehrmaschinensysteme
Starre
Transfer-
straße Umrüstbare
Transfer-
straße Flexible
Transfer-
straße Flexibles
Fertigungs-
netz Flexible
Fertigungs-
insel Flexible
Fertigungs-
zelle Bearbei-
tungs-
zentrum Numerisch
gesteuerte
Universal-
maschine Manuelle
Universal-
maschine
Einzweck-
maschine
umrüstbare
Einzweck-
maschine
Konzepte der maschinellen Fertigung
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 18
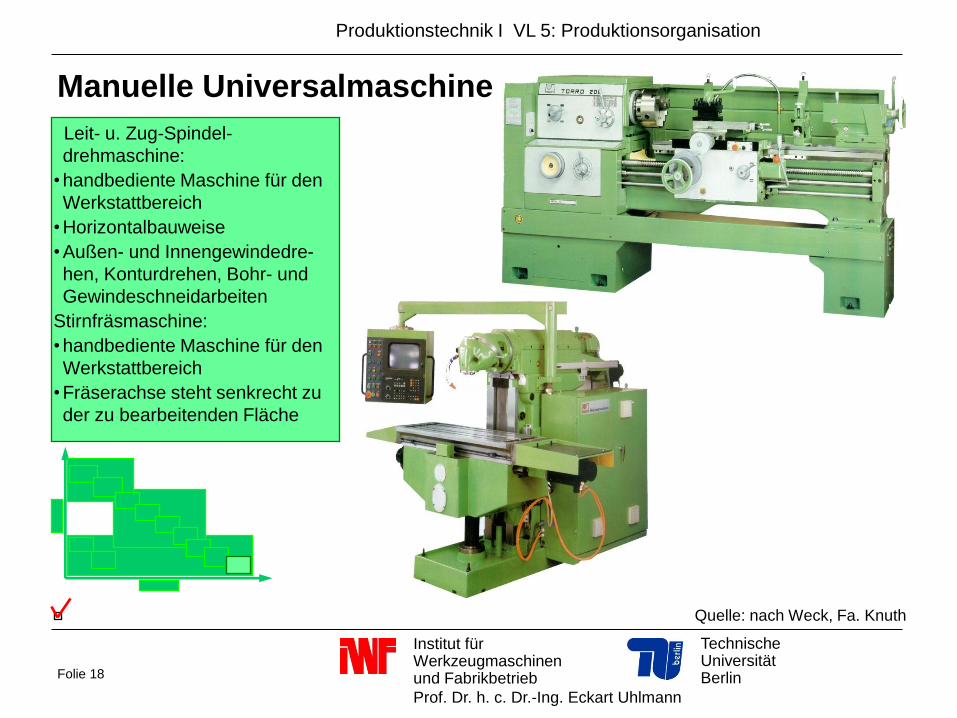
Quelle: nach Weck, Fa. Knuth
Leit- u. Zug-Spindel-
drehmaschine:
• handbediente Maschine für den
Werkstattbereich
• Horizontalbauweise
• Außen- und Innengewindedre-
hen, Konturdrehen, Bohr- und
Gewindeschneidarbeiten
Stirnfräsmaschine:
• handbediente Maschine für den
Werkstattbereich
• Fräserachse steht senkrecht zu
der zu bearbeitenden Fläche
Manuelle Universalmaschine
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 19
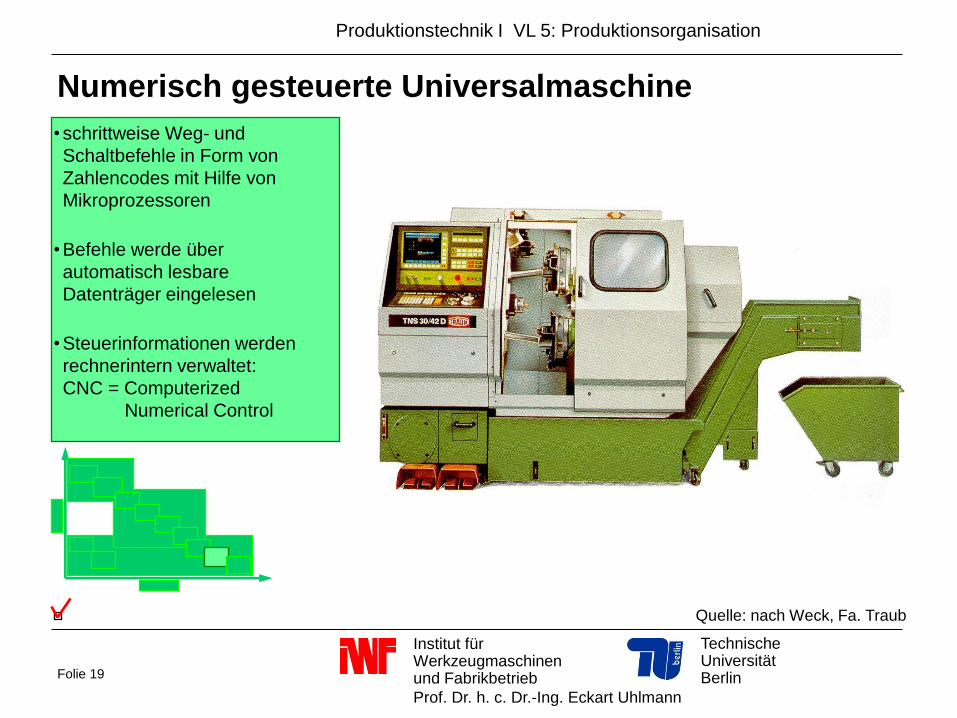
Quelle: nach Weck, Fa. Traub
• schrittweise Weg- und
Schaltbefehle in Form von
Zahlencodes mit Hilfe von
Mikroprozessoren
• Befehle werde über
automatisch lesbare
Datenträger eingelesen
• Steuerinformationen werden
rechnerintern verwaltet:
CNC = Computerized
Numerical Control
Numerisch gesteuerte Universalmaschine
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 20
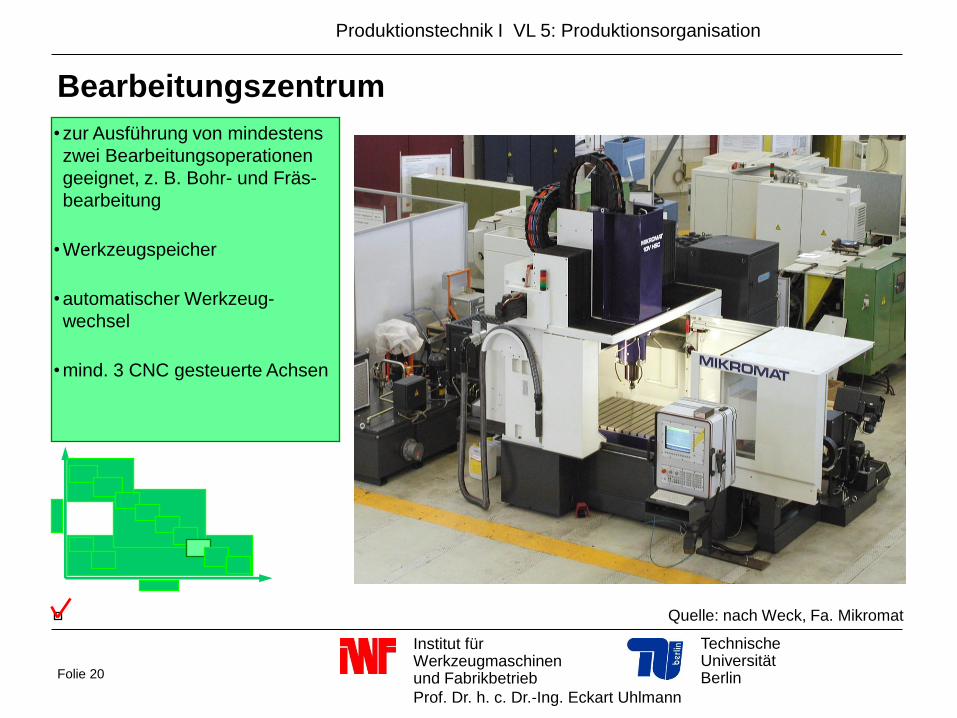
Quelle: nach Weck, Fa. Mikromat
• zur Ausführung von mindestens
zwei Bearbeitungsoperationen
geeignet, z. B. Bohr- und Fräs-
bearbeitung
• Werkzeugspeicher
• automatischer Werkzeug-
wechsel
• mind. 3 CNC gesteuerte Achsen
Bearbeitungszentrum

Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 21
Quelle: nach Weck, Fa. Voith Siemens, Fa. Hüller Hille
• nur für die Herstellung eines
bestimmten Teils geeignet
• höhere Produktivität als bei
NC-Maschinen oder Bearbei-
tungszentren bei minimaler
Flexibilität
Einzweckmaschine
Beispiel: Einzweckmaschine als
Station starrer Transferstraßen
Beispiel: Vertikaldrehmaschine
(Sondermaschine) für Vorortfertigung
eines Turbinenläufers
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 22
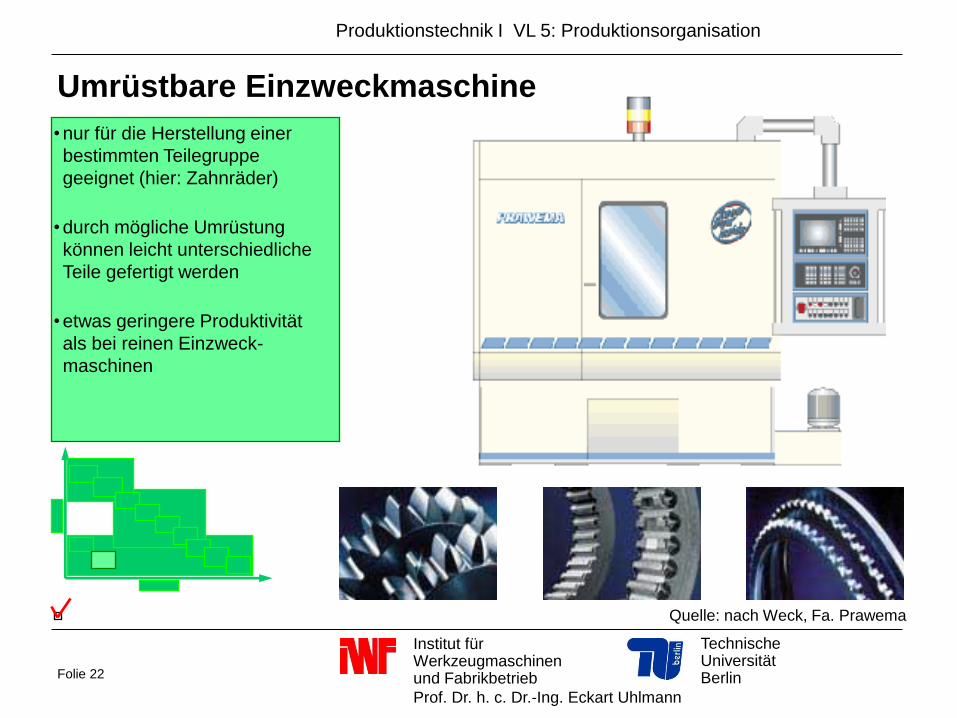
• nur für die Herstellung einer
bestimmten Teilegruppe
geeignet (hier: Zahnräder)
• durch mögliche Umrüstung
können leicht unterschiedliche
Teile gefertigt werden
• etwas geringere Produktivität
als bei reinen Einzweck-
maschinen
Quelle: nach Weck, Fa. Prawema
Umrüstbare Einzweckmaschine
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 23
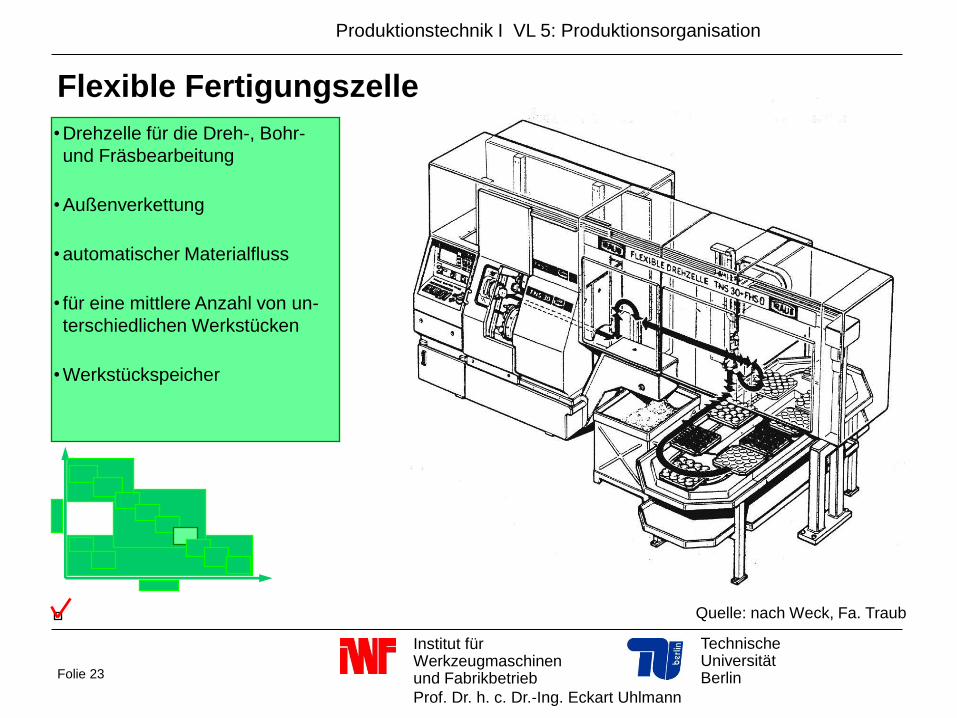
Quelle: nach Weck, Fa. Traub
• Drehzelle für die Dreh-, Bohr-
und Fräsbearbeitung
• Außenverkettung
• automatischer Materialfluss
• für eine mittlere Anzahl von un-
terschiedlichen Werkstücken
• Werkstückspeicher
Flexible Fertigungszelle
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 24
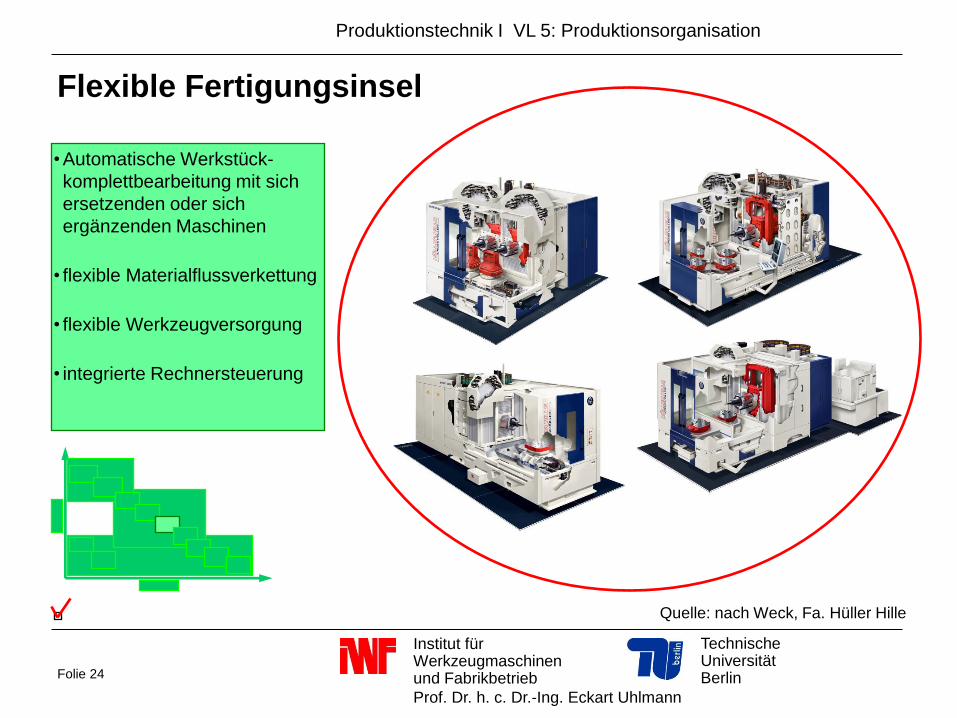
Quelle: nach Weck, Fa. Hüller Hille
• Automatische Werkstück-
komplettbearbeitung mit sich
ersetzenden oder sich
ergänzenden Maschinen
• flexible Materialflussverkettung
• flexible Werkzeugversorgung
• integrierte Rechnersteuerung
Flexible Fertigungsinsel
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 25
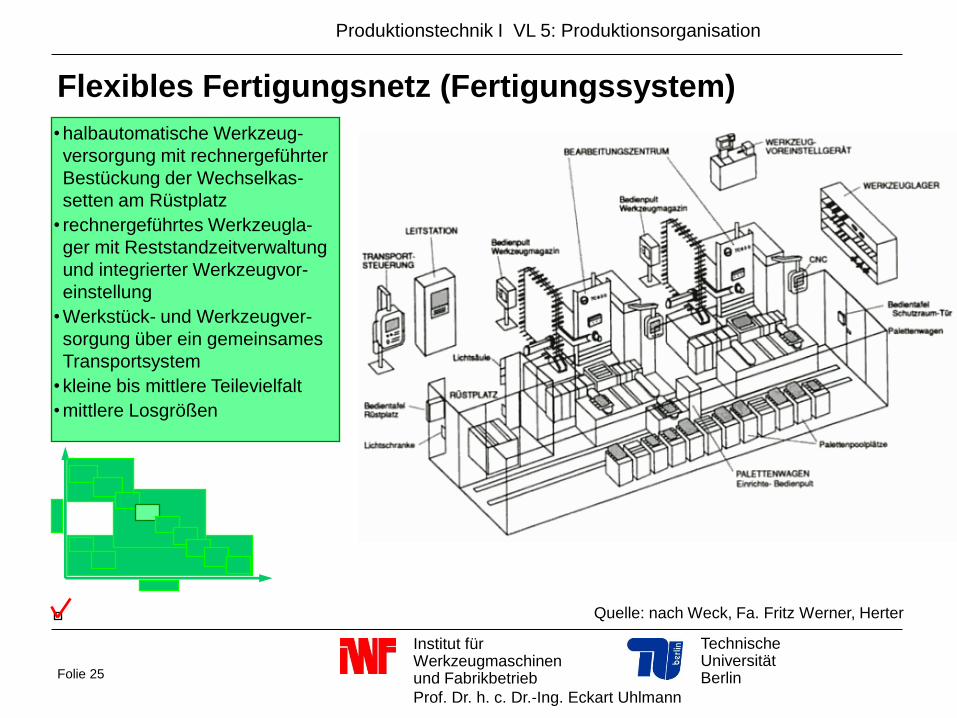
Quelle: nach Weck, Fa. Fritz Werner, Herter
• halbautomatische Werkzeug-
versorgung mit rechnergeführter
Bestückung der Wechselkas-
setten am Rüstplatz
• rechnergeführtes Werkzeugla-
ger mit Reststandzeitverwaltung
und integrierter Werkzeugvor-
einstellung
• Werkstück- und Werkzeugver-
sorgung über ein gemeinsames
Transportsystem
• kleine bis mittlere Teilevielfalt
• mittlere Losgrößen
Flexibles Fertigungsnetz (Fertigungssystem)
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 26
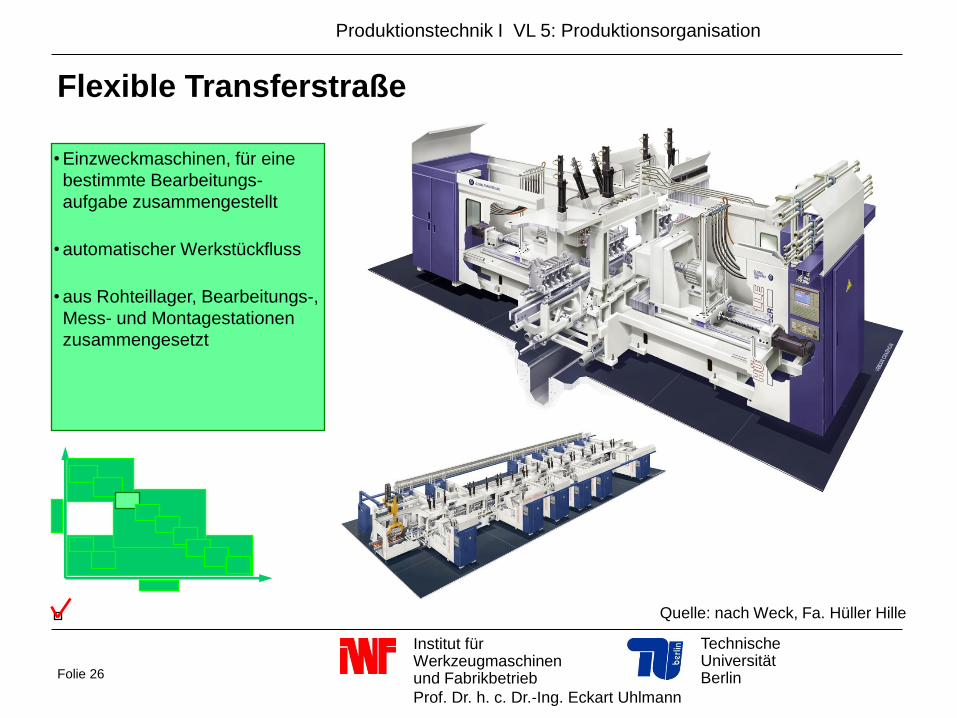
Quelle: nach Weck, Fa. Hüller Hille
• Einzweckmaschinen, für eine
bestimmte Bearbeitungs-
aufgabe zusammengestellt
• automatischer Werkstückfluss
• aus Rohteillager, Bearbeitungs-,
Mess- und Montagestationen
zusammengesetzt
Flexible Transferstraße
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 27
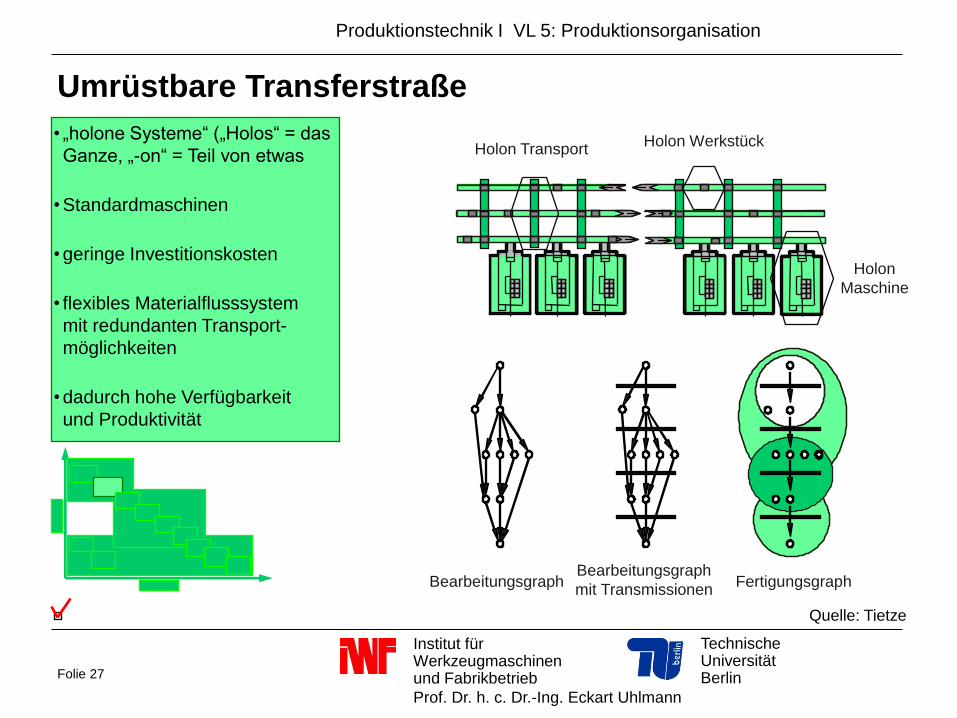
Quelle: Tietze
• „holone Systeme“ („Holos“ = das
Ganze, „-on“ = Teil von etwas
• Standardmaschinen
• geringe Investitionskosten
• flexibles Materialflusssystem
mit redundanten Transport-
möglichkeiten
• dadurch hohe Verfügbarkeit
und Produktivität
Bearbeitungsgraph Bearbeitungsgraph
mit Transmissionen Fertigungsgraph
Holon Werkstück
Holon
Maschine
Holon Transport
Umrüstbare Transferstraße
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 28
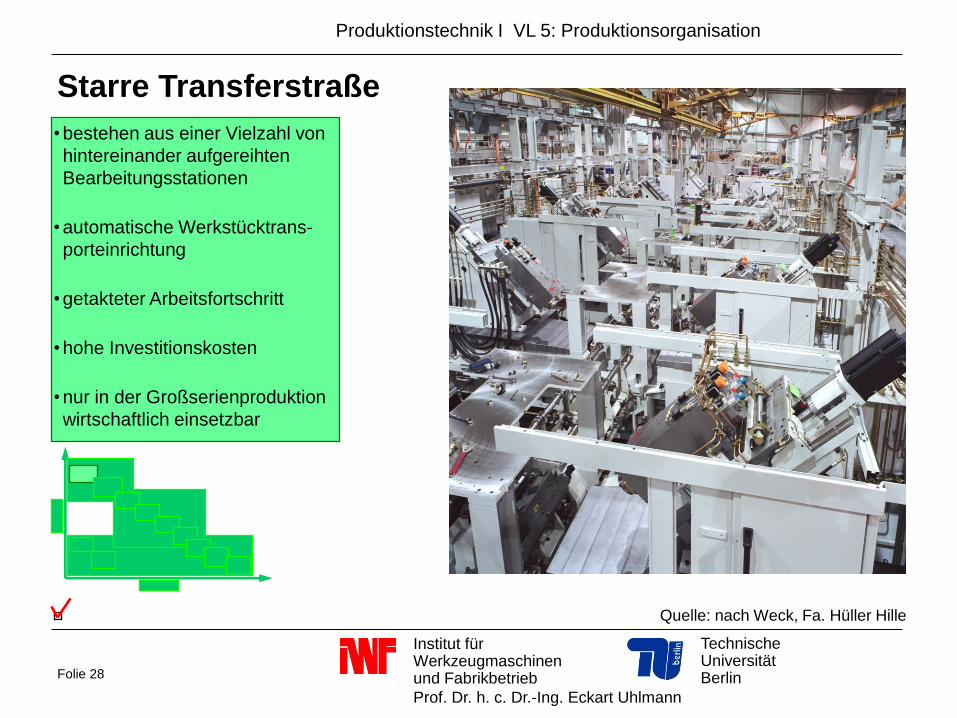
Quelle: nach Weck, Fa. Hüller Hille
• bestehen aus einer Vielzahl von
hintereinander aufgereihten
Bearbeitungsstationen
• automatische Werkstücktrans-
porteinrichtung
• getakteter Arbeitsfortschritt
• hohe Investitionskosten
• nur in der Großserienproduktion
wirtschaftlich einsetzbar
Starre Transferstraße
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 29
3.1 Organisationsgrundsätze
3.2 Organisation von Maschinen
3.3 Fabrik- und Arbeitsorganisation
3 Produktionsorganisation
- Gruppenarbeit
- Fertigungssegmentierung
- Schlanke Fertigung
- Fraktale Fabrik
- Virtuelle Realität in der
Produktion
- Virtuelle Teams und Telearbeit
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 30
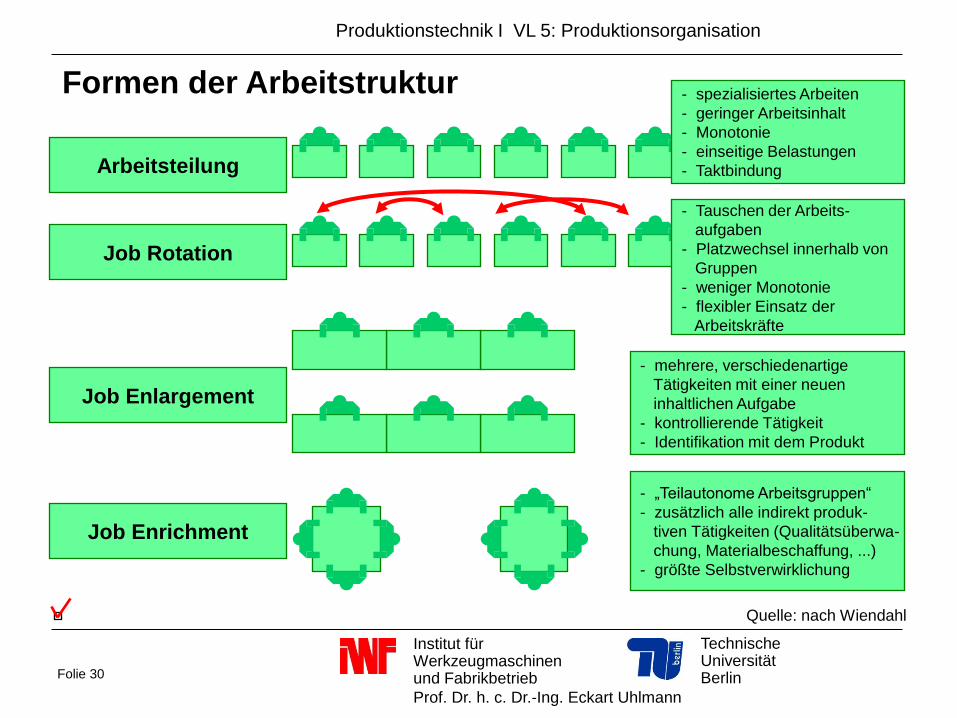
Formen der Arbeitstruktur
Quelle: nach Wiendahl
Arbeitsteilung
Job Rotation
Job Enrichment
Job Enlargement
- spezialisiertes Arbeiten
- geringer Arbeitsinhalt
- Monotonie
- einseitige Belastungen
- Taktbindung
- Tauschen der Arbeits-
aufgaben
- Platzwechsel innerhalb von
Gruppen
- weniger Monotonie
- flexibler Einsatz der
Arbeitskräfte
- mehrere, verschiedenartige
Tätigkeiten mit einer neuen
inhaltlichen Aufgabe
- kontrollierende Tätigkeit
- Identifikation mit dem Produkt
- „Teilautonome Arbeitsgruppen“
- zusätzlich alle indirekt produk-
tiven Tätigkeiten (Qualitätsüberwa-
chung, Materialbeschaffung, ...)
- größte Selbstverwirklichung
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 31
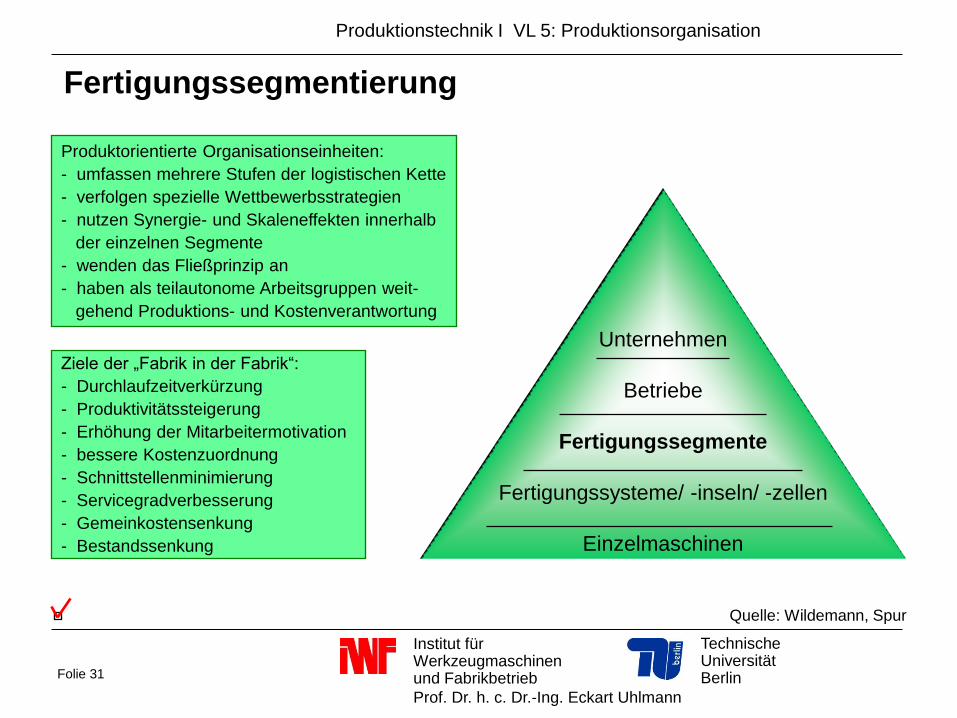
Fertigungssegmentierung
Unternehmen
Betriebe
Fertigungssegmente
Fertigungssysteme/ -inseln/ -zellen
Einzelmaschinen
Ziele der „Fabrik in der Fabrik“:
- Durchlaufzeitverkürzung
- Produktivitätssteigerung
- Erhöhung der Mitarbeitermotivation
- bessere Kostenzuordnung
- Schnittstellenminimierung
- Servicegradverbesserung
- Gemeinkostensenkung
- Bestandssenkung
Quelle: Wildemann, Spur
Produktorientierte Organisationseinheiten:
- umfassen mehrere Stufen der logistischen Kette
- verfolgen spezielle Wettbewerbsstrategien
- nutzen Synergie- und Skaleneffekten innerhalb
der einzelnen Segmente
- wenden das Fließprinzip an
- haben als teilautonome Arbeitsgruppen weit-
gehend Produktions- und Kostenverantwortung
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 32
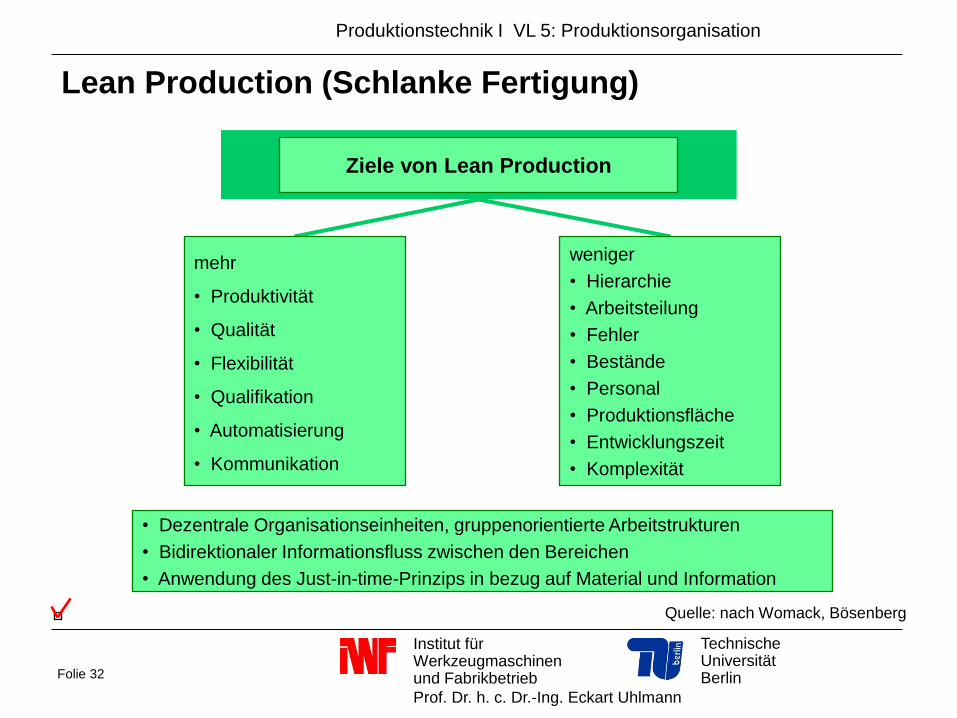
Lean Production (Schlanke Fertigung)
Ziele von Lean Production
mehr
• Produktivität
• Qualität
• Flexibilität
• Qualifikation
• Automatisierung
• Kommunikation
weniger
• Hierarchie
• Arbeitsteilung
• Fehler
• Bestände
• Personal
• Produktionsfläche
• Entwicklungszeit
• Komplexität
• Dezentrale Organisationseinheiten, gruppenorientierte Arbeitstrukturen
• Bidirektionaler Informationsfluss zwischen den Bereichen
• Anwendung des Just-in-time-Prinzips in bezug auf Material und Information
Quelle: nach Womack, Bösenberg
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 33
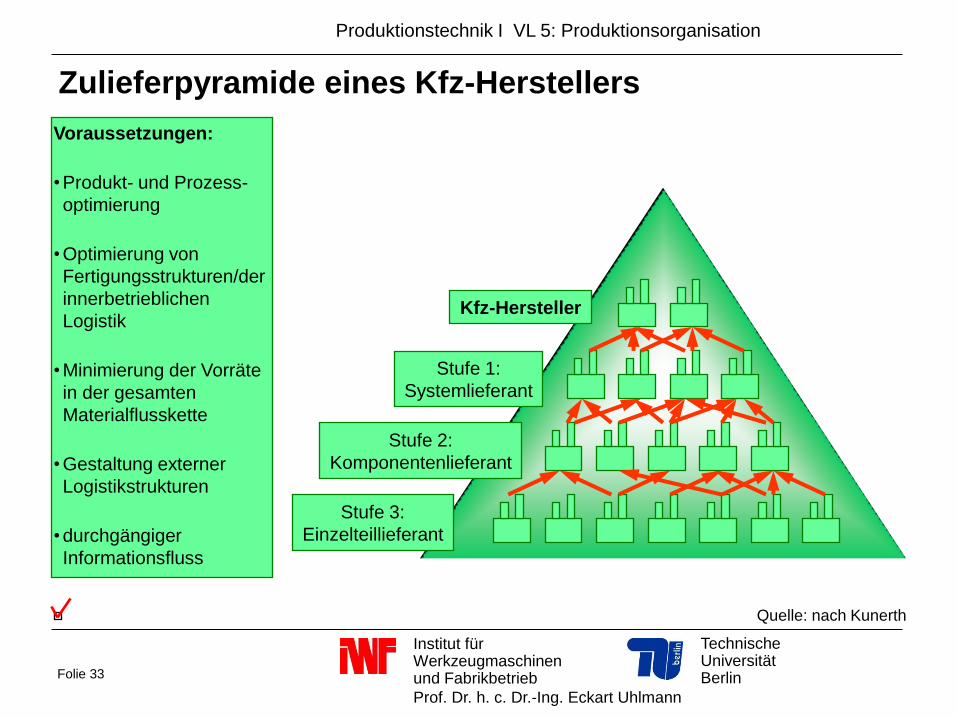
Zulieferpyramide eines Kfz-Herstellers
Kfz-Hersteller
Stufe 1:
Systemlieferant
Stufe 2:
Komponentenlieferant
Stufe 3:
Einzelteillieferant
Quelle: nach Kunerth
Voraussetzungen:
• Produkt- und Prozess-
optimierung
• Optimierung von
Fertigungsstrukturen/der
innerbetrieblichen
Logistik
• Minimierung der Vorräte
in der gesamten
Materialflusskette
• Gestaltung externer
Logistikstrukturen
• durchgängiger
Informationsfluss
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 34
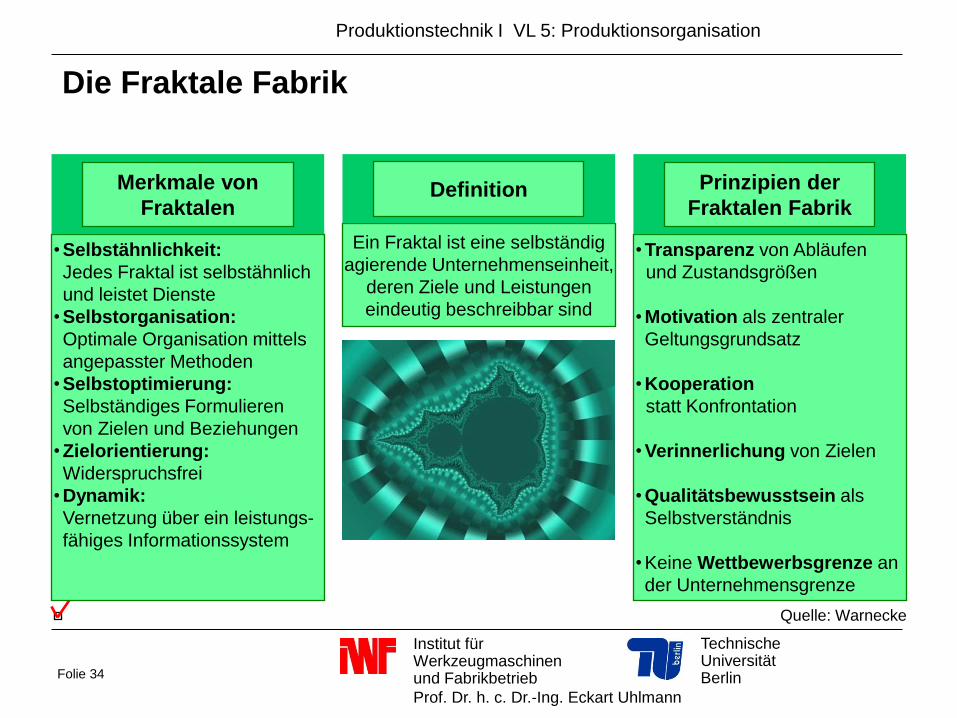
Die Fraktale Fabrik
Quelle: Warnecke
• Selbstähnlichkeit:
Jedes Fraktal ist selbstähnlich
und leistet Dienste
• Selbstorganisation:
Optimale Organisation mittels
angepasster Methoden
• Selbstoptimierung:
Selbständiges Formulieren
von Zielen und Beziehungen
• Zielorientierung:
Widerspruchsfrei
• Dynamik:
Vernetzung über ein leistungs-
fähiges Informationssystem
Merkmale von
Fraktalen
• Transparenz von Abläufen
und Zustandsgrößen
• Motivation als zentraler
Geltungsgrundsatz
• Kooperation
statt Konfrontation
• Verinnerlichung von Zielen
• Qualitätsbewusstsein als
Selbstverständnis
• Keine Wettbewerbsgrenze an
der Unternehmensgrenze
Prinzipien der
Fraktalen Fabrik
Ein Fraktal ist eine selbständig
agierende Unternehmenseinheit,
deren Ziele und Leistungen
eindeutig beschreibbar sind
Definition
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 35
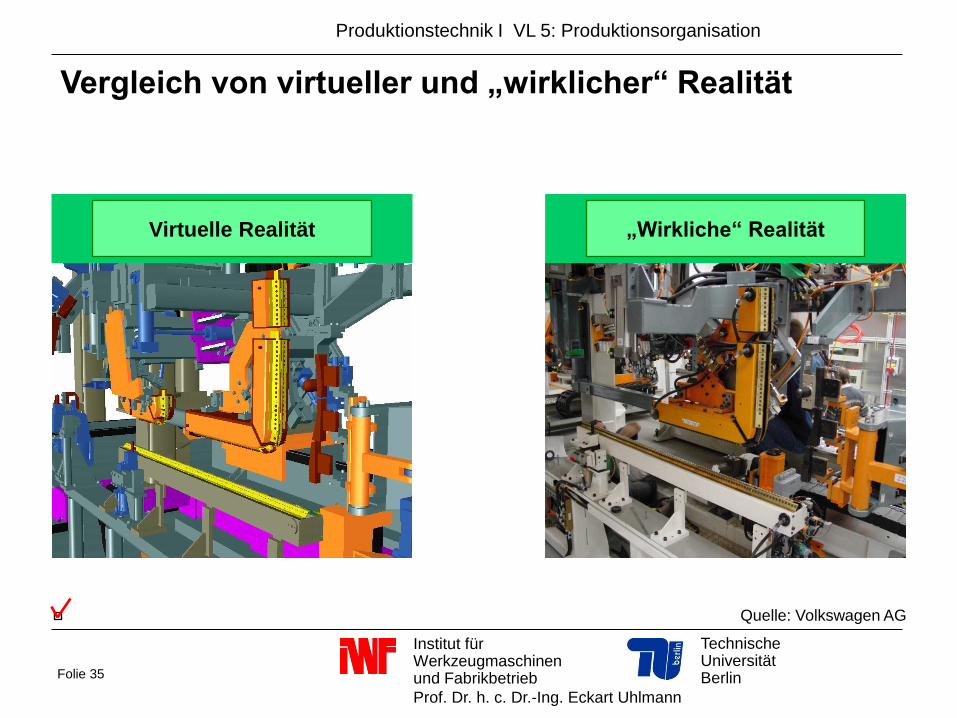
Vergleich von virtueller und „wirklicher“ Realität
Virtuelle Realität „Wirkliche“ Realität
Quelle: Volkswagen AG
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 36
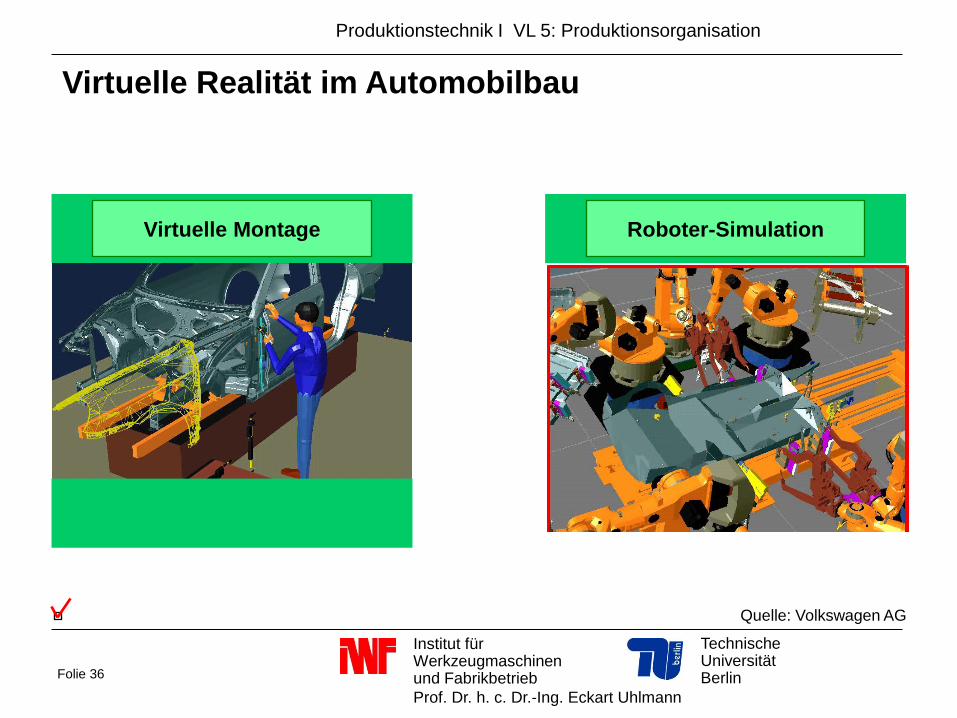
Virtuelle Realität im Automobilbau
Roboter-Simulation Virtuelle Montage
Quelle: Volkswagen AG
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 37
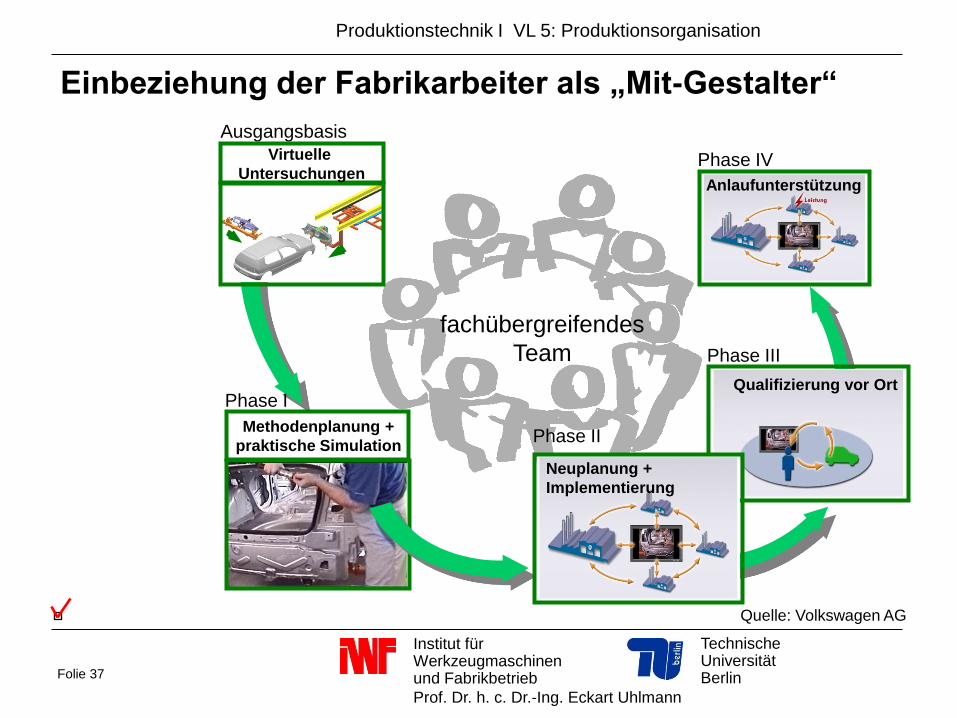
Einbeziehung der Fabrikarbeiter als „Mit-Gestalter“
fachübergreifendes
Team
Phase I
Methodenplanung +
praktische Simulation
Phase IV
Anlaufunterstützung
Ausgangsbasis
Virtuelle
Untersuchungen
Phase III
Qualifizierung vor Ort
Phase II
Neuplanung +
Implementierung
Quelle: Volkswagen AG
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 38
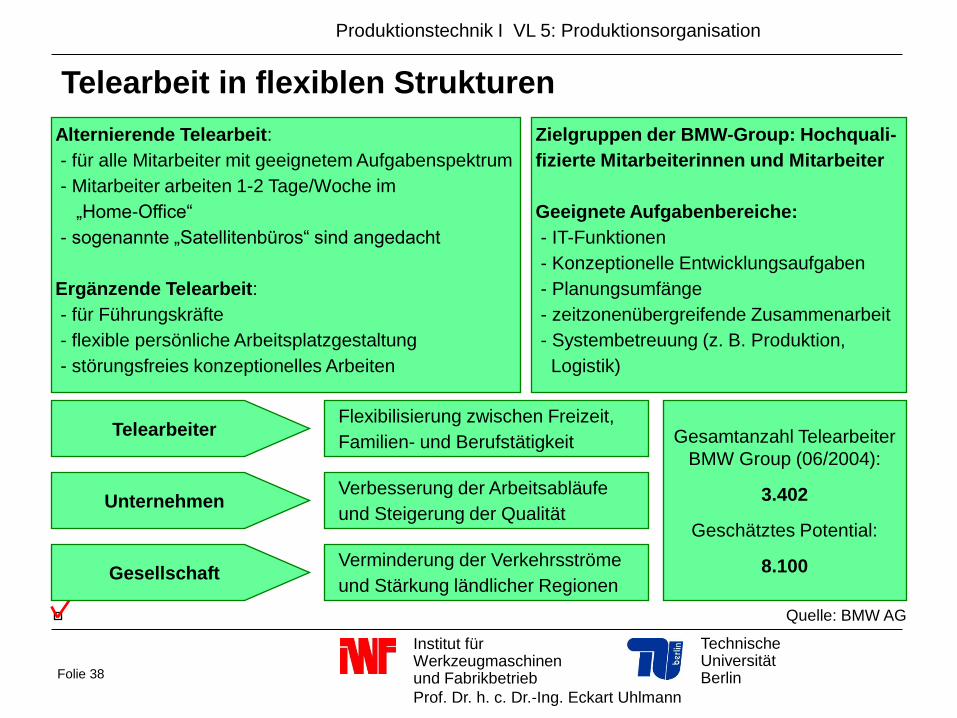
Telearbeit in flexiblen Strukturen
Quelle: BMW AG
Flexibilisierung zwischen Freizeit,
Familien- und Berufstätigkeit
Gesellschaft
Unternehmen
Telearbeiter
Verbesserung der Arbeitsabläufe
und Steigerung der Qualität
Verminderung der Verkehrsströme
und Stärkung ländlicher Regionen
Alternierende Telearbeit:
- für alle Mitarbeiter mit geeignetem Aufgabenspektrum
- Mitarbeiter arbeiten 1-2 Tage/Woche im
„Home-Office“
- sogenannte „Satellitenbüros“ sind angedacht
Ergänzende Telearbeit:
- für Führungskräfte
- flexible persönliche Arbeitsplatzgestaltung
- störungsfreies konzeptionelles Arbeiten
Zielgruppen der BMW-Group: Hochquali-
fizierte Mitarbeiterinnen und Mitarbeiter
Geeignete Aufgabenbereiche:
- IT-Funktionen
- Konzeptionelle Entwicklungsaufgaben
- Planungsumfänge
- zeitzonenübergreifende Zusammenarbeit
- Systembetreuung (z. B. Produktion,
Logistik)
Gesamtanzahl Telearbeiter
BMW Group (06/2004):
3.402
Geschätztes Potential:
8.100
Produktionstechnik I VL 5: Produktionsorganisation
Institut für Werkzeugmaschinen und Fabrikbetrieb
Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann
Technische Universität Berlin Folie 39
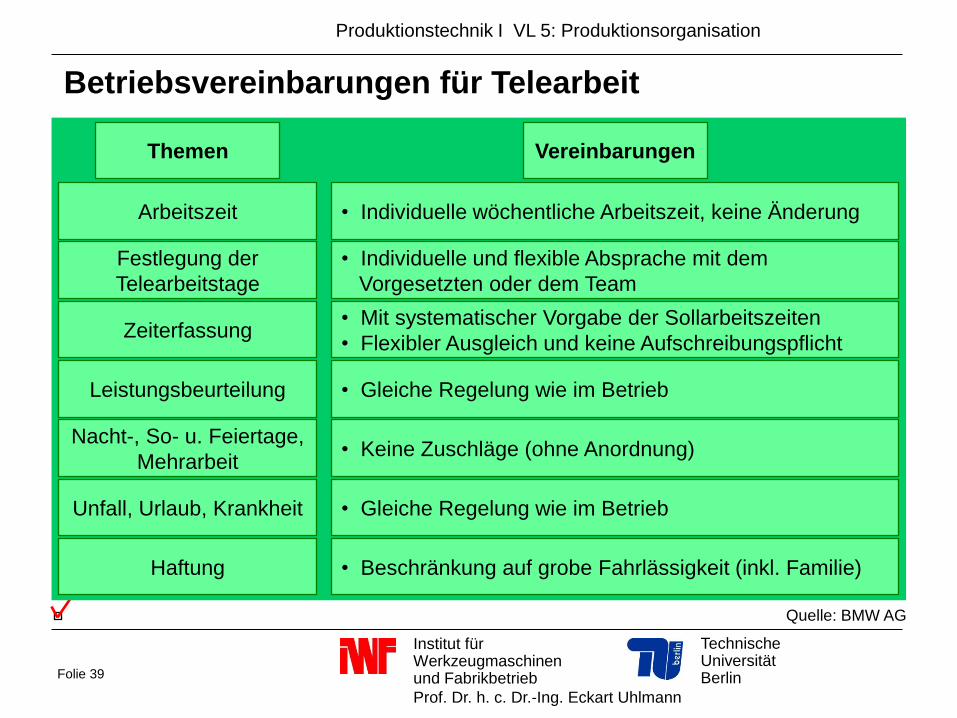
Betriebsvereinbarungen für Telearbeit
Quelle: BMW AG
Themen Vereinbarungen
Arbeitszeit
Festlegung der
Telearbeitstage
Zeiterfassung
Leistungsbeurteilung
Nacht-, So- u. Feiertage,
Mehrarbeit
Unfall, Urlaub, Krankheit
Haftung
• Individuelle wöchentliche Arbeitszeit, keine Änderung
• Individuelle und flexible Absprache mit dem
Vorgesetzten oder dem Team
• Mit systematischer Vorgabe der Sollarbeitszeiten
• Flexibler Ausgleich und keine Aufschreibungspflicht
• Gleiche Regelung wie im Betrieb
• Keine Zuschläge (ohne Anordnung)
• Gleiche Regelung wie im Betrieb
• Beschränkung auf grobe Fahrlässigkeit (inkl. Familie)
Top Related