






Sprachen
Seiten
Rechtliche

LIEFERPROGRAMMKALTARBEITSSTÄHLEPULVERMETALLURGISCHE STÄHLE
www.uddeholm.com
Uddeholm Vanadis® 8 SuperCleanIhr Garant für längste Werkzeugstandzeiten.
NEU

Impressum
HerausgeberUddeholmvoestalpine High Performance MetalsDeutschland GmbH Hansaallee 32140549 DüsseldorfTel.: +49 211 522-0Fax:+49 211 [email protected]
Gestaltungart4artdesign, Neuss
FotosUddeholm
CopyrightDiese Broschüre und alle in ihr enthaltenenBeiträge und Abbildungen sind urheber-rechtlich geschützt. Jede Verwertung außer-halb der durch das Urheberrechts gesetzfestgelegten Grenzen ist ohne schriftlicheZustimmung des Herausgebers unzulässig.
Hinweis Die Angaben in dieser Broschüre basierenauf unserem gegen wärtigen Wissensstandund vermitteln nur allgemeine Informatio-nen über unsere Produkte und derenAnwendungsmöglichkeiten. Sie könnennicht als Garantie ausgelegt werden,weder für die spezifischen Eigenschaftender beschriebenen Produkte noch für dieEignung für die als Beispiel genanntenAnwendungsmöglichkeiten.
Stand 2017
W-Nr. 1.1730 62
W-Nr. 1.2363 64
W-Nr. 1.2379 66
W-Nr. 1.2436 68
W-Nr. 1.2767 70
W-Nr. 1.2842 72
W-Nr. 1.3343 74
Zum Thema Kaltarbeitsstähle und Pulvermetallurgische Stähle 4
Kostensenkung durch Qualität 9
Übersicht Kaltarbeitsstähle und Pulvermetallurgische Stähle 10
Wärmebehandlung 11
1535° Produktprogramm 12
6-Seiten-Bearbeitung 13
Zertifikat 14
Übersicht schmelzmetallurgische Kaltarbeitsstähle 16
Übersicht DESU-Matrixstähle 17
Übersicht SuperClean PM-Stähle 18
Erodierblöcke / Zusatzprodukte 79
Toleranzen 80
Hinweise 81
Arne® 20
Calmax® 22
ChipperTM 24
FermoTM 26
FormaxTM 28
Nimax® 30
Rigor® 32
Sleipner ® 34
Sverker® 3 36
Sverker® 21 38
UHBTM11 40
Viking® 42
Schmelzmetallurgische Uddeholm Kaltarbeitsstähle
Vanadis® 4 Extra 48
Vanadis® 8 50
Vanadis® 10 52
Vanadis® 23 54
Vanadis® 30 56
Vanadis® 60 58
Vancron® 40 60
Uddeholm SuperClean Pulvermetallurgische Stähle
Konventionelle Kaltarbeitsstähle
Caldie® 44
Unimax® 46
Hochzähe UddeholmDESU-Matrixstähle
LIEFERPROGRAMMKALTARBEITSSTÄHLEPULVERMETALLURGISCHE STÄHLE
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE | 3
INHALT
NEU
Zum Thema Kaltarbeitsstähle und Pulvermetallurgische Stähle
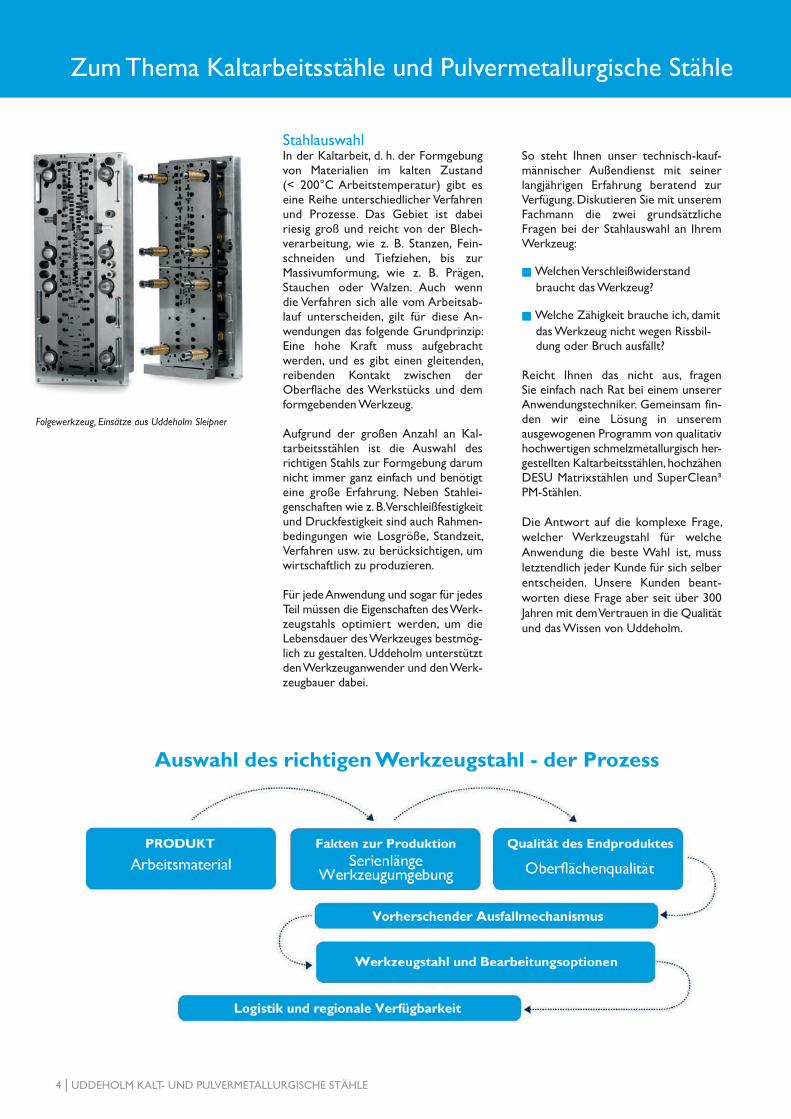
StahlauswahlIn der Kaltarbeit, d. h. der Formgebungvon Materialien im kalten Zustand(< 200°C Arbeitstemperatur) gibt eseine Reihe unterschiedlicher Verfahrenund Prozesse. Das Gebiet ist dabeiriesig groß und reicht von der Blech-verarbeitung, wie z. B. Stanzen, Fein-schneiden und Tiefziehen, bis zurMassiv umformung, wie z. B. Prägen, Stauchen oder Walzen. Auch wenndie Verfahren sich alle vom Arbeits ab-lauf unterscheiden, gilt für diese An-wendungen das folgende Grundprinzip:Eine hohe Kraft muss aufgebrachtwerden, und es gibt einen gleitenden, reibenden Kontakt zwischen derOberfläche des Werkstücks und demformgebenden Werkzeug.
Aufgrund der großen Anzahl an Kal-tarbeitsstählen ist die Auswahl desrichtigen Stahls zur Formgebung darumnicht immer ganz einfach und benötigteine große Erfahrung. Neben Stahlei-genschaften wie z. B. Verschleißfestigkeitund Druckfestigkeit sind auch Rahmen-bedingungen wie Losgröße, Standzeit,Verfahren usw. zu berücksichtigen, umwirtschaftlich zu produzieren.
Für jede Anwendung und sogar für jedesTeil müssen die Eigenschaften des Werk-zeugstahls optimiert werden, um dieLebens dauer des Werkzeuges bestmög-lich zu gestalten. Uddeholm unterstütztden Werkzeuganwender und den Werk-zeugbauer dabei.
Folgewerkzeug, Einsätze aus Uddeholm Sleipner
So steht Ihnen unser technisch-kauf-männischer Außendienst mit seinerlangjährigen Erfahrung beratend zurVerfügung. Diskutieren Sie mit unseremFachmann die zwei grundsätzlicheFragen bei der Stahlauswahl an IhremWerkzeug:
� Welchen Verschleißwiderstandbraucht das Werkzeug?
� Welche Zähigkeit brauche ich, damitdas Werkzeug nicht wegen Rissbil-dung oder Bruch ausfällt?
Reicht Ihnen das nicht aus, fragenSie einfach nach Rat bei einem unsererAnwendungstechniker. Gemeinsam fin-den wir eine Lösung in unseremausgewogenen Programm von qualitativhochwertigen schmelzmetallurgisch her-gestellten Kaltarbeitsstählen, hochzähenDESU Matrixstählen und SuperClean³PM-Stählen.
Die Antwort auf die komplexe Frage,welcher Werkzeugstahl für welcheAnwendung die beste Wahl ist, mussletztendlich jeder Kunde für sich selberentscheiden. Unsere Kunden beant-worten diese Frage aber seit über 300Jahren mit dem Vertrauen in die Qualitätund das Wissen von Uddeholm.
4 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
Auswahl des richtigen Werkzeugstahl - der Prozess

Design HinweiseUm bei einem Werkzeug eine optimalePerformance sicherzustellen und dieInstandhaltung und Stillstände auf einMinimum zu reduzieren, ist nicht nur dierichtige Stahlauswahl von Bedeutung,sondern auch das Werkzeugdesign. Diehierfür geltenden Grundregeln sind hin-länglich bekannt, werden aber in derPraxis nicht immer berücksichtigt.
Bitte achten Sie darum auf:
� ausreichende Dimensionierung
� Ecken, Kanten, Hohlecken usw. mitmöglichst großen Radien
� Vermeidung von schroffenQuerschnittsübergängen
� Vermeidung von Kerben, Spanriefen, Schleifriefen
� ausreichend Abstand zwischenBohrungen und Kanten
� Segmentierung von komplexenWerkzeugen, da Segmente einfacherin der Wärmebehandlung, Korrek-tur und Austausch sind.
AusfallmechanismenWenn das Werkzeug trotzdem diegewünschte Standzeit nicht erreicht,gibt es hierfür in der Kaltarbeitfünf hauptsächlich verantwortlicheMechanismen:
Diese Mechanismen treten zum Teilalleine auf oder auch in Mischformen,welches die Beurteilung erschwert.Welchen Widerstand ein Werkzeug denverschiedenen Ausfallmechanismen ent-gegensetzt, hängt vom jeweiligen Werk-zeugstahl ab, da jeder Stahl aufgrundseiner Analyse und Herstellungsme-thode ein unterschiedliches Eigenschaftsprofil hat.
Uddeholm hat in seinem Lieferpro-gramm für Kaltarbeitsstähle sowohlgenormte Stähle, als auch speziellentwickelte und patentierte Hochlei-stungswerkzeugstähle verschiedenerHerstellverfahren. Damit bieten wir einsorgfältig ausgewogenes Programm an, welches wirtschaftliche Lösungen fürunterschiedlich komplizierte Werkzeugeund Serienlängen beinhaltet.
Neue Herausforderungenbrauchen neue AntwortenJede Generation muss ihre eigenenAntworten auf die Fragen ihrer Zeitfinden – Uddeholm stellt sich diesenFragen und gibt Antworten. Wir ent-wikkeln in Zusammenarbeit mit unserenKunden jedes Jahr neue Werkzeug-stähle, damit auch hochkomplexe Geo-metrien geformt und schwierigsteWerkstoffe geschnitten werden können.Wir versuchen darum nicht nur IhnenStahl zu verkaufen, sondern setzendarauf, gemeinsam mit Ihnen wirtschaft-liche Lösungen zu erarbeiten.
Dafür entwickeln wir immer wiederneue Stähle und setzen dabei aufmodernste und fortschrittlichsteProduktionsverfahren. So bieten wirneben den konventionellen schmelz-metallurgischen Kaltarbeitsstählen auchhochzähe DESU-Matrixstähle undSuperclean³ PM-Stähle für höchsteAnsprüche an.
DESU Verfahren(Druck-Elektro-Schlacke-Umschmelz-verfahren)
Hierbei wird ein zuvor konventionellhergestellter Block als selbstverzeh-rende Elektrode in einem heißen Schlak-kebad abgeschmolzen. Die Stahltropfenfließen durch die Schlacke, wodurch einintensiver Reinigungsprozess stattfindet.Anschließend erstarrt der Stahl in einerwassergekühlten Kokille zu einemneuen Block. Die Erstarrung erfolgtin einer mehraxialen Richtung, wodurchMakroseigerungen weitestgehend ver-mieden werden.
Beim DESU (Druck-Elektro schlacke-Umschmelzverfahren) wird, im Unter-schied zum konventionellen ESU-Umschmelzverfahren, die Schmelzenicht nur durch die Schlacke geschützt, sondern zusätzlich durch Inertgas.
Dies bewirkt einen noch höheren Rein-heitsgrad und eine weitere Reduzierungschädlicher Elemente, wie z. B. Sauer-stoff. Hierdurch wird die Zähigkeit derWerkstoffe enorm gesteigert.
Die so hergestellten Stähle nehmen kei-nen Wasserstoff auf und sind außerdemextrem homogen.
Verschleiß
Ausbröckelung
Plastische Verformung
Rissbildung/Bruch
Kaltaufschweißungen
Die häufigsten Ausfallmechanismen bei Kaltarbeitswerkzeugen.
DESU-Verfahren
Zum Thema Kaltarbeitsstähle und Pulvermetallurgische Stähle
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE | 5

Zum Thema Kaltarbeitsstähle und Pulvermetallurgische Stähle
Was sind PM-Stähle?Im Gegensatz zu konventionell herge-stellten Stählen wird bei der Produktionpulvermetallurgischer Stähle eine Stahl-schmelze mit Hilfe von Inertgas zuPulver verdüst, anschließend in Kapselnabgefüllt und heißisostatisch gepresst(siehe Schaubild).
Die so hergestelltenWerkzeugstähleverfügen im Gegensatz zu konventionel-len Stählen über ein Gefüge mit kleinen,runden, gleichmäßig verteilten Karbidenund haben keine Makroseigerungen.
KonventionellerKaltarbeitsstahl
PulvermetallurgischerKaltarbeitsstahl
Pulvermetallurgisch hergestellte Hochleistungsstähle von Uddeholm!
Warum PM-Stahl?Die Forderung nach qualitativ höher-wertigen Bauteilen und Senkung derStückkosten hat starke Auswirkungenauf die Produktionsprozesse. So werdenzum Beispiel neue, schwer zu verar-beitende Materialien verwendet, dasProduktdesign wird komplexer oder dieAusbringung muss erhöht werden. Diesalles fu hrt zu einer immer höherenBelastung der Werkzeuge, die dieseTeile produzieren und damit zu stetigwachsenden Ansprüchen an die einge-setzten Werkzeugstähle.
Ein gutes Beispiel für diese Entwicklungist die Blechverarbeitung, bei der inzunehmendem Maße hochfeste bzw.ultrahochfeste Bleche und immer mehrrostfreie, austenitische Werkstückstoffezum Einsatz kommen. Für die Werk-zeugstähle bedeutet dies, dass Eigen-schaften wie eine hohe Bruchsicherheitund Kantenstabilität immer häufiger anoberster Stelle stehen. Diese hohenAnforderungen werden meist nurpulvermetallurgisch hergestellte Werk-zeugstähle gerecht, da nur sie über diedafür notwendigen Grundvoraussetzun-gen verfügen wie
� hohe Homogenität
� hoher Reinheitsgrad
� kleine, gleichmäßig verteilte Karbide.
All diese Kriterien werden von Udde-holm SuperClean³ PM-Stählen mitihrem hohen Qualitätsstandard erfüllt.Um diesen Standard gewährleisten zukönnen, spielt bereits das Herstellungs-verfahren eine entscheidende, wennnicht die entscheidende Rolle.
6 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Verbesserte Eigenschaftendurch modernsteTechnikAls führender Werkzeugstahlherstellerhaben wir den Anspruch, Ihnen diebeste Qualität zu bieten, die auf demMarkt erhältlich ist. Deshalb setzen wirimmer auf die neuesten Technologienund produzieren unsere SuperClean³PM-Stähle der dritten Generation aufunserer konzerneigenen PM-Anlage, dieals die modernste Anlage der Welt gilt.
Nur als Produzent können wir, ange-fangen von der Stahlentwicklung überdie Auswahl der Rohstoffe bis hin zurProduktion, diesem Anspruch gerechtwerden und unseren Kunden soeine höhere Gesamtwirtschaftlichkeitermöglichen.
Das Herstellungsverfahren besteht beiUddeholm aus fünf Stufen: DieErschmelzung des Stahls erfolgt ineinemspeziell entwickelten 7t-Tundish, wobeider schmelzflüssige Stahl durch elektro-magnetisches Rühren und gleichzeitigesHeizen während des Abgusses homogenauf Temperatur gehalten wird. DieserProzessschritt bewirkt die extremeReinheit unserer PM-Stähle. Der Nut-zen für unsere Kunden besteht in einemverbesserten Schutz gegen Ausbrücheund damit in höheren Standzeiten derWerkzeuge und einer größeren Produk-tionssicherheit (siehe Diagramm1).
Nach der Erschmelzung erfolgt dieVerdüsung der Stahlschmelze zu einemPulver, das anschließend in Kapselngefüllt und durch heißisostatischesPressen (HIP) zu einem Halbzeug verar-beitet wird. Durch eine hochmoderneVerdu sungstechnik, die ein extremfeines Pulver erzeugt, erhalten unsereSuperClean³ PM-Stähle ihr besondershomogenes Gefüge mit kleineren undgleichmäßig verteilten Karbiden. Aufdiese Weise unterscheiden sie sich vonPM-Stählen, die auf älteren Anlagenverdüst werden. Die hohe Homogenitätwirkt sich positiv auf die LebensdauerIhres Werkzeuges aus.
Der hohe Reinheitsgrad und die klei-neren, gleichmäßiger verteilten Karbidebewirken auch eine sehr gute Polier-barkeit.
Gleichzeitig wurde die Streubreite derPulverkorngröße deutlich verringert, sodass die mechanischen Eigenschaftender Uddeholm-PM-Legierungen aufeinem gleichmäßig hohen Niveau liegen.Hinzu kommt, dass alle Prozessschrittevon der Verdüsung bis zur Verkapselungunter Schutzgas stattfinden und somitvollkommen geschlossen sind.
Das Oxidationsrisiko der Pulverkörnerwird dadurch minimiert, so dass im an-schließenden HIP-Prozess eine bessereBindung erreicht wird. Dies führt zueiner besonders hohen Zähigkeit derPM-Stähle der dritten Generation (sieheDiagramm 2 und 3).
Reinheitsgrad
Diagramm 1: Relativer Vergleich der Anzahl nichtmetallischerEinschlüsse der drei PM- Generationen
Zähigkeitssteigerung
Diagramm 3: Zähigkeitssteigerung von derersten zur dritten Generation von PM-Stählen
Auch bei der HIP-Anlage verfügen wiruber die modernste Technik.
Druck und Temperatur werden in derAnlage gleichzeitig hochgefahren, umeine Gaswanderung zu unterbinden.Dadurch werden Schwefelseigerungenvermieden und die Kantenstabilitätweiter erhöht.
Im Anschluss an das heißisostatischePressen folgt bei Uddeholm im Gegen-satz zu manch anderen Anbietern imMarkt eine weitere Warmumformung(Schmieden & Walzen), wodurch einezusätzliche Zähigkeitssteigerung er-reicht wird.
Pulver dritte Generation Herkömmliches Pulver
Diagramm 2:Vergleich der Pulvergröße zwischen herkömmlichen und PM-Stählen der 3. Generation
Zum Thema Kaltarbeitsstähle und Pulvermetallurgische Stähle
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE | 7

MERKMALE VORTEILE NUTZEN
Zum Thema Kaltarbeitsstähle und Pulvermetallurgische Stähle
Hochzähe DESU Matrixstähle
� modernste Schmelz- undSekundärmetallurgie=> hohe Reinheit
� weniger schädlicheBegleitelemente wiez. B. Schwefel
� engere Analysegrenzen
� höhere Homogenität/feinesPrimärgefüge
� auf die Anwendungabgestimmte Analysen
� höhere Zähigkeit, bessere Polierbarkeit
� Isotropere Eigenschaften, d. h. gleichmäßigere Eigenschaften verschiedene Richtungen
� gleichmäßigere Eigenschaften
� höhere Zähigkeit der Matrix,weniger Härteverzug
� Kostenkontrolle
� längere Standzeiten
� höhere Qualität derproduzierten Teile
� reproduzierbare Ergebnisse
� weniger Nachbearbeitung,geringere Kosten
� Kostenführerschaft
HÖHERE GESAMTWIRT SCHAFTLICHKEIT/GERINGERE STÜCKKOSTEN=
MERKMALE VORTEILE NUTZEN
SuperClean PM-Stähle
� modernste Schmelz- und Reinigungstechnik
� modernste Verdüsungstechnik
� völlig geschlossener Schutz-gaskreislauf bis zum Einkapseln
� modernste HIP-Anlage
� höhere Zähigkeit / PolierbarkeitREINHEIT+
� superfeines Pulver, gleichmäßigesGefüge, kleinere Karbide, besseresFüllverhältnis in den KapselnHOMOGENITÄT+
� kein Oxidationsrisiko vonPulverkörnern, bessere Bindungim HIP-ProzessZÄHIGKEIT+
� Gas und Temperatur werdengleichzeitig hochgefahren, dadurchkeine Gaswanderung/keineSulfidseigerungenKANTENSTABILITÄT+
� längere Standzeiten
� höhere Produktions-sicherheit
� geringere Stückkosten
� höhere Qualität derEndprodukte
� verbesserte Produkt-sicherheit
HÖHERE GESAMTWIRTSCHAFTLICHKEIT/GERINGERE STÜCKKOSTEN=
8 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
Kostensenkung durch überlegene Kaltarbeitsstähle
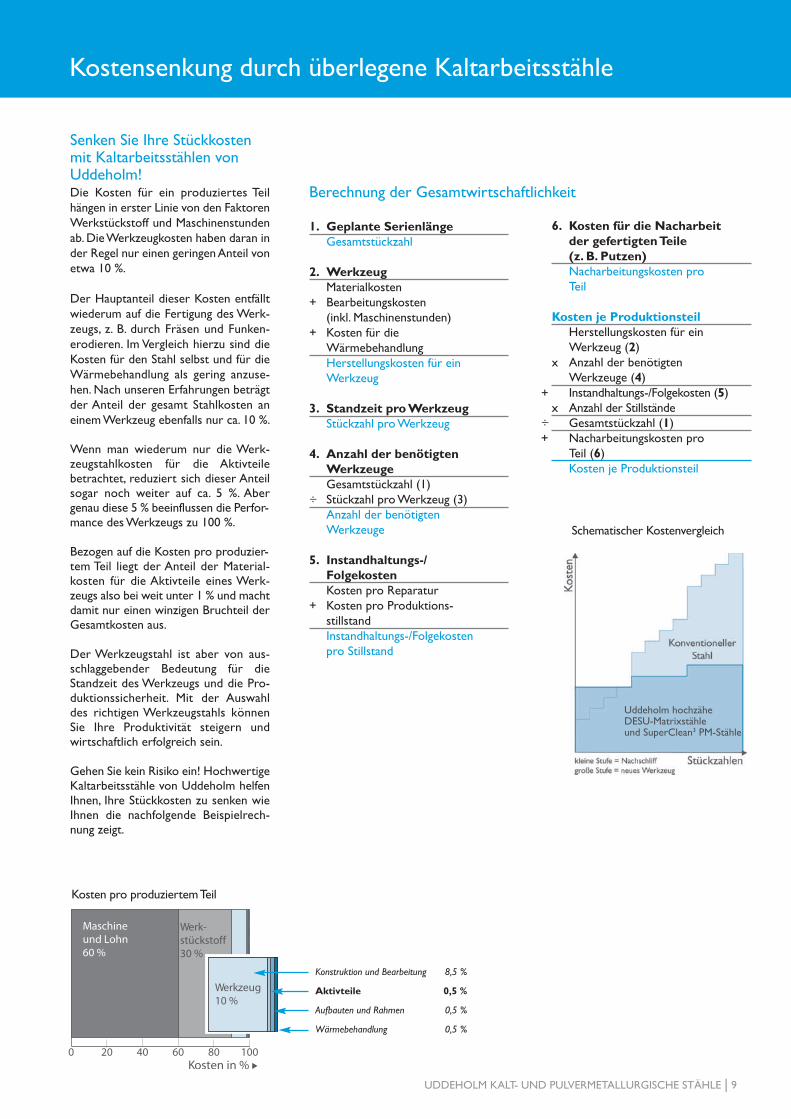
Senken Sie Ihre Stückkostenmit Kaltarbeitsstählen von Uddeholm!Die Kosten für ein produziertes Teilhängen in erster Linie von den FaktorenWerkstückstoff und Maschinenstundenab. Die Werkzeugkosten haben daran inder Regel nur einen geringen Anteil vonetwa 10 %.
Der Hauptanteil dieser Kosten entfälltwiederum auf die Fertigung des Werk-zeugs, z. B. durch Fräsen und Funken-erodieren. Im Vergleich hierzu sind dieKosten für den Stahl selbst und für dieWärmebehandlung als gering anzuse-hen. Nach unseren Erfahrungen beträgtder Anteil der gesamt Stahlkosten aneinem Werkzeug ebenfalls nur ca. 10 %.
Wenn man wiederum nur die Werk-zeugstahlkosten für die Aktivteilebetrachtet, reduziert sich dieser Anteilsogar noch weiter auf ca. 5 %. Abergenau diese 5 % beeinflussen die Perfor-mance des Werkzeugs zu 100 %.
Bezogen auf die Kosten pro produzier-tem Teil liegt der Anteil der Material-kosten für die Aktivteile eines Werk-zeugs also bei weit unter 1 % und machtdamit nur einen winzigen Bruchteil derGesamtkosten aus.
Der Werkzeugstahl ist aber von aus-schlaggebender Bedeutung für dieStandzeit des Werkzeugs und die Pro-duktionssicherheit. Mit der Auswahldes richtigen Werkzeugstahls könnenSie Ihre Produk tivität steigern undwirtschaftlich erfolgreich sein.
Gehen Sie kein Risiko ein! HochwertigeKaltarbeitsstähle von Uddeholm helfenIhnen, Ihre Stückkosten zu senken wieIhnen die nachfolgende Beispielrech-nung zeigt.
1. Geplante Serienlänge Gesamtstückzahl
2. Werkzeug Materialkosten
+ Bearbeitungskosten(inkl. Maschinenstunden)
+ Kosten für dieWärmebehandlung
Herstellungskosten für ein Werkzeug
3. Standzeit pro Werkzeug Stückzahl pro Werkzeug
4. Anzahl der benötigtenWerkzeuge
Gesamtstückzahl (1) Stückzahl pro Werkzeug (3) Anzahl der benötigten Werkzeuge
5. Instandhaltungs-/Folgekosten
Kosten pro Reparatur+ Kosten pro Produktions- stillstand Instandhaltungs-/Folgekosten pro Stillstand
6. Kosten für die Nacharbeitder gefertigten Teile(z. B. Putzen)
Nacharbeitungskosten pro Teil
Kosten je Produktionsteil Herstellungskosten für ein
Werkzeug (2)x Anzahl der benötigten
Werkzeuge (4) Instandhaltungs-/Folgekosten (5)
x Anzahl der Stillstände Gesamtstückzahl (1) Nacharbeitungskosten pro Teil (6)
Kosten je Produktionsteil
Berechnung der Gesamt wirtschaftlichkeit
Kosten pro produziertem Teil
Konstruktion und Bearbeitung 8,5 %
Aktivteile 0,5 %
Aufbauten und Rahmen 0,5 %
Wärmebehandlung 0,5 %
:–
+
:–+
Schematischer Kostenvergleich
Uddeholm hochzäheDESU-Matrixstähleund SuperClean3 PM-Stähle
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE | 9
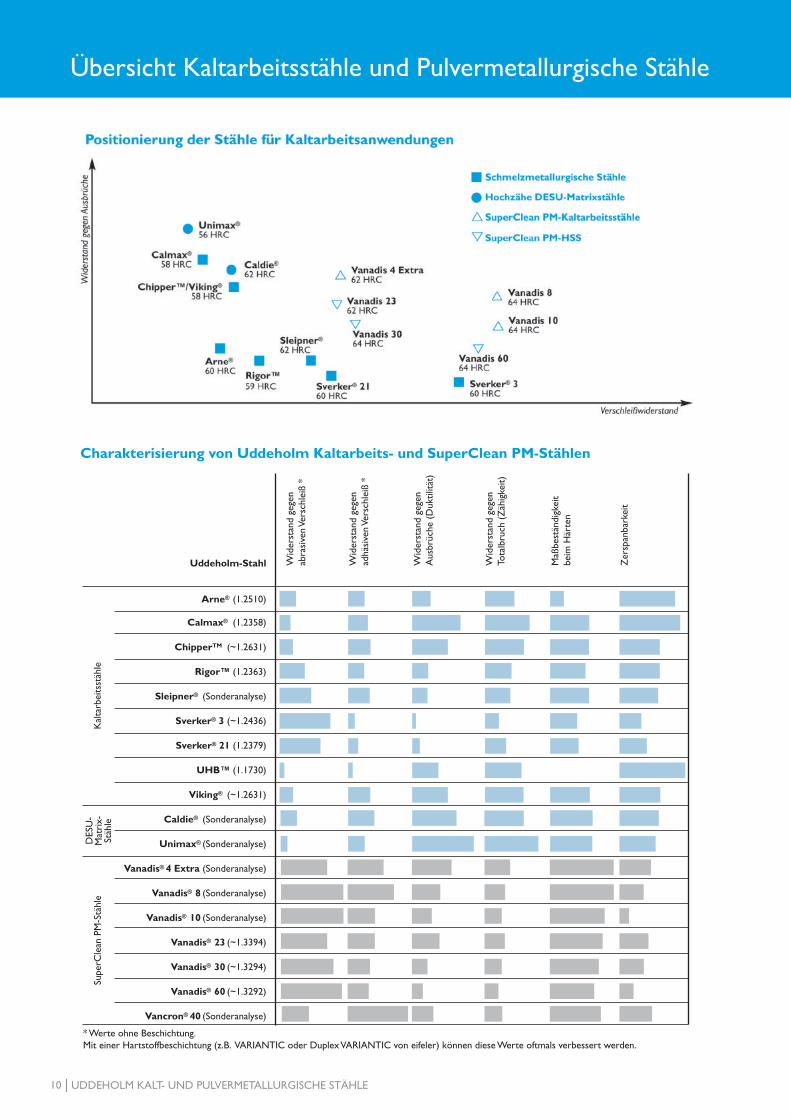
Übersicht Kaltarbeitsstähle und Pulvermetallurgische Stähle
Charakterisierung von Uddeholm Kaltarbeits- und SuperClean PM-Stählen
Uddeholm-Stahl
Arne® (1.2510)
Calmax® (1.2358)
ChipperTM (~1.2631)
Rigor™ (1.2363)
Sleipner® (Sonderanalyse)
Sverker® 3 (~1.2436)
Sverker® 21 (1.2379)
UHB™ (1.1730)
Viking® (~1.2631)
Caldie® (Sonderanalyse)
Unimax® (Sonderanalyse)
Vanadis® 4 Extra (Sonderanalyse)
Vanadis® 8 (Sonderanalyse)
Vanadis® 10 (Sonderanalyse)
Vanadis® 23 (~1.3394)
Vanadis® 30 (~1.3294)
Vanadis® 60 (~1.3292)
Vancron® 40 (Sonderanalyse)
Wid
erst
and
gege
n ab
rasi
ven
Vers
chle
iß *
Wid
erst
and
gege
n ad
häsi
ven
Vers
chle
iß *
Wid
erst
and
gege
n A
usbr
üche
(D
uktil
ität)
Wid
erst
and
gege
n To
talb
ruch
(Z
ähig
keit)
Maß
best
ändi
gkei
tbe
im H
ärte
n
Zer
span
bark
eit
Supe
rCle
an P
M-S
tähl
eD
ESU
-M
atri
x-St
ähle
Kal
tarb
eits
stäh
le
* Werte ohne Beschichtung. Mit einer Hartstoffbeschichtung (z.B. VARIANTIC oder Duplex VARIANTIC von eifeler) können diese Werte oftmals verbessert werden.
10 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Kompetenz in Sachen HärtenSCHNELL, SICHER UND ENTSPANNT
Die Werkzeug- und Formenbauer sehen sich einem immerstärkeren Wettbewerbsdruck ausgesetzt. Komplexerwerdende Produkte müssen in immer kürzerer Zeit undin höchster Qualität auf den Markt gebracht werden.Dadurch steigt die Forderung nach einem Vertriebs- undServicepartner, der die Bedürfnisse seiner Kunden kenntund schnell und zuverlässig darauf eingeht.
Uddeholm reagiert auf diese Anforderungen. Unser Lei-stungsspektrum wurde um eine moderne Vakuum-Wärme-behandlung erweitert. Das ermöglicht uns, höchste Qualitätin kurzer Zeit zu liefern. Die neue Wärmebehandlungverfügt über eine hohe Kapazität und Öfen in verschiedenenGrößen, so dass wir flexibel reagieren können. Eine Liefe-rung innerhalb von 3 bis 4 Arbeitstagen nach Wareneingangist bei uns Standdard.
Ihr Nutzen: Sie erhalten ein hochwertiges Werkzeugdurch optimierte Wärmebehandlung.
Weitere Infos finden Sie auf unserer Homepage www.uddeholm.com/service
Wärmebehandlung
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |11

1535° Produktprogramm
12 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
www.uddeholm.com

6-Seiten-Bearbeitung
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |13
CUSTOM6
Dicke Breite Länge Kanten
gefertigt nach Ihren individuellen Vorgaben
Mit unserem Bearbeitungskonzept ECO6 bieten wirIhnen die kostengünstige und einfachste Varianteunserer 6-Seiten-Bearbeitung. Die Länge und Breitewird gesägt und die Dicke auf Ihr Wunschmaß gefräst.....................................................................................................
Mit der Variante ALL6 bieten wir Ihnen die perfekteAlternative zum Sägeabschnitt.Wir fertigen alle sechs Seiten mit engen Toleranzen infeinstgefräster Ausführung.....................................................................................................
Die Variante PRECISE6 bieten wir Ihnen in der Dickebeidseitig geschliffen und mit sehr engen Toleranzenaller sechs bearbeiteten Seiten an.....................................................................................................
Bei der CUSTOM6 Variante richten wir uns ganz nachIhren Vorgaben. Sie können von der Oberflächenaus-führung, über Toleranzen, eventuelle Bohrungen biszur Wärmebehandlung alles frei wählen.
PRECISE6Dicke Breite Länge Kantengeschliffen feinstgefräst feinstgefräst entgratet+0 / +0,05 +0 / +0,2 +0 / +0,2
ALL6Dicke Breite Länge Kantenfeinstgefräst feinstgefräst feinstgefräst entgratet+0 / +0,05 +0 / +0,2 +0 / +0,2
ECO6Dicke Breite Länge Kantengefräst gesägt gesägt entgratet
Toleranzen in mm

Zertifikat
14 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
Uddeholms eigene F&E ist einentscheidender Wettbewerbsvorteil
• Produktführerschaft im Werkzeugstahl
• Jedes Jahr neu entwickelte Produkte
• 310 aktive Patente
• 50 Mitarbeiter
• Grundlagenforschung
• Modernste Laborausstattung
• Schadensanalyse
• Kundenprojekte

Übersicht Uddeholm schmelzmetallurgische Kaltarbeitsstähle
C Si Mn Cr Mo V 1,55 0,3 0,4 11,8 0,8 0,8
Sverker ® 21 Werkstoffnummer 1.2379
Eigenschaften• ein 12 %-tiger Chromstahl mit sehr guter
Verschleißbeständigkeit bei abrasivemArbeits material
Vorteile Nutzen mögl. Anwendungen
• gute Verfügbarkeit, auch in unterschied-lichen Lieferausfüh-rungen
• gleich bleibend hoheQualität des Stahl-herstellers
• Zeitersparnis aufgrund der gutenVerfügbarkeit
• Kostenersparnis, daals vorgearbeitetesMaterial lieferbar
• gleichbleibendesVerhalten beiZerspanung undWärmebehandlung
• allgemein einsetzba-rer Kaltarbeitstahlz. B. Stanz-, Schneid- und Umformwerkzeuge bei kurzenund mittleren Serien
C Si Mn Cr Mo V 0,6 0,35 0,8 4,5 0,5 0,2
Calmax® Werkstoffnummer 1.2358
Eigenschaften• robuster Matrixkaltarbeitsstahl für Härten bis
58 HRC mit guter Zerspanbarkeit
Vorteile Nutzen mögl. Anwendungen
• hoher Widerstandgegen Ausbrüche
• sehr gute Zerspan-barkeit
• einfache Schweiß- barkeit
• Bruchsicherheit beikompliziertenGeometrien
• Kostenersparnis inder Bearbeitung
• Schneid-, Umform-und Abgratwerk zeugemit hohem Wider-stand gegen Risseund Brüche
C Si Mn Cr W 2,05 0,3 0,8 12,7 1,1
Sverker ® 3 Werkstoffnummer 1.2436
Eigenschaften• ein Stahl mit vielen und großen Karbiden, die
zu einer ausgezeichneten abrasiven Verschleiß-festigkeit führen
Vorteile Nutzen mögl. Anwendungen
• hohe abrasive Ver-schleißfestigkeit auchbei grobem Ver-schleiß
• hohe Standzeiten beigrobem abrasivenVerschleiß
• Kostenersparnis, daals vorgearbeitetesMaterial lieferbar
• stark abrasive Ar-beitsabläufe wieZiegelpressen, Verschleißteile
C Si Mn Cr Mo V 0,9 0,9 0,5 7,8 2,5 0,5
Sleipner® Sonderanalyse
Eigenschaften• ein echter Allrounder mit breitem Eigen-
schaftsprofil
Vorteile Nutzen mögl. Anwendungen
• Härten von >60HRC sind möglich
• kostengünstigereZerspanung alsWerkstoff 1.2379
• gute Zähigkeit, guteSchweißbarkeit, guteHärtbarkeit
• längere Stanzeitendes Werkzeugs durchhohe Härte undZähigkeit
• Kostenersparnis inder Bearbeitung
• höhere Prozesssicherheit
• allgemein einsetz- barer Kaltarbeitstahlz.B. für Schneiden,Kaltumformung, Prägen, Gewinde -walzen, Ziehen undTiefziehen
16 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
C Si Mn Cr Mo V 0,7 0,2 0,5 5,0 2,3 0,5
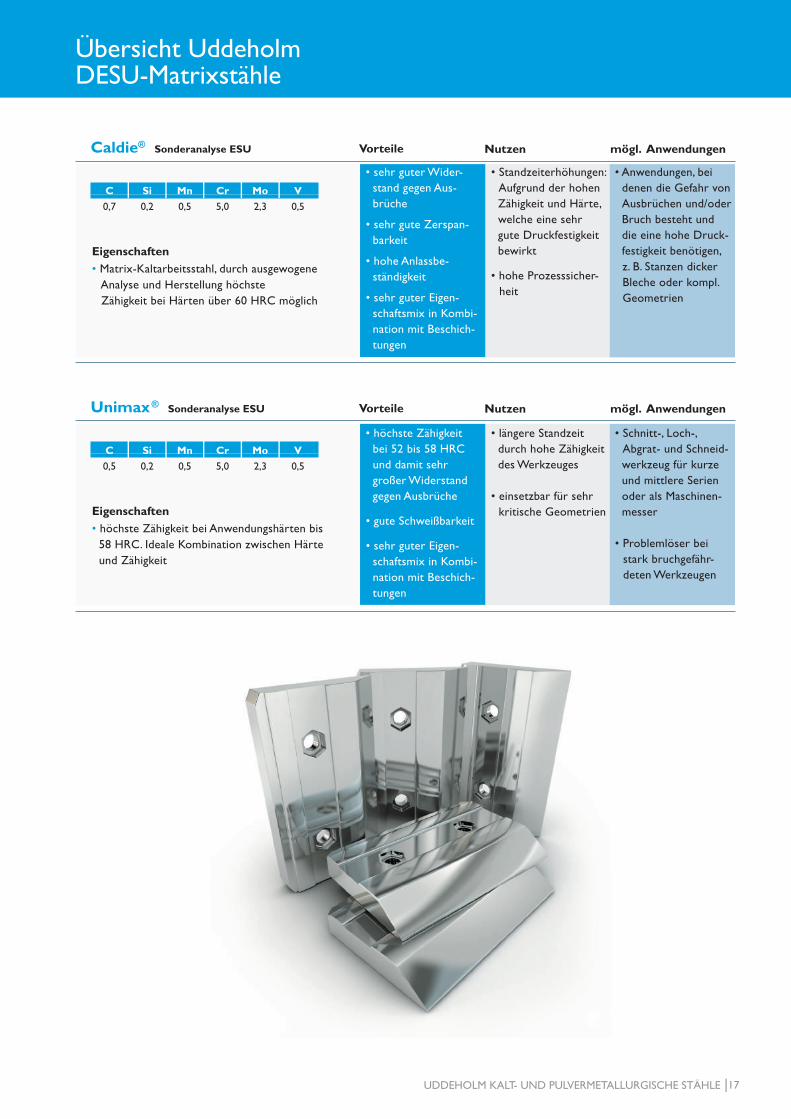
Caldie® Sonderanalyse ESU
Eigenschaften• Matrix-Kaltarbeitsstahl, durch ausgewogene
Analyse und Herstellung höchsteZähigkeit bei Härten über 60 HRC möglich
Vorteile Nutzen mögl. Anwendungen
• sehr guter Wider-stand gegen Aus- brüche
• sehr gute Zerspan-barkeit
• hohe Anlassbe -ständigkeit
• sehr guter Eigen-schaftsmix in Kombi-nation mit Beschich-tungen
• Standzeiterhöhungen: Aufgrund der hohenZähigkeit und Härte, welche eine sehrgute Druckfestigkeitbewirkt
• hohe Prozesssicher-heit
• Anwendungen, beidenen die Gefahr vonAusbrüchen und/oderBruch besteht unddie eine hohe Druck- festigkeit benötigen, z. B. Stanzen dickerBleche oder kompl. Geo metrien
C Si Mn Cr Mo V 0,5 0,2 0,5 5,0 2,3 0,5
Unimax® Sonderanalyse ESU
Eigenschaften• höchste Zähigkeit bei Anwendungshärten bis
58 HRC. Ideale Kombination zwischen Härteund Zähigkeit
Vorteile Nutzen mögl. Anwendungen
• höchste Zähigkeitbei 52 bis 58 HRCund damit sehrgroßer Widerstandgegen Ausbrüche
• gute Schweißbarkeit
• sehr guter Eigen-schaftsmix in Kombi-nation mit Beschich-tungen
• längere Standzeitdurch hohe Zähigkeitdes Werkzeuges
• einsetzbar für sehrkritische Geometrien
• Schnitt-, Loch-, Abgrat- und Schneid-werkzeug für kurzeund mittlere Serienoder als Maschinen-messer
• Problemlöser beistark bruchgefähr-deten Werkzeugen
Übersicht Uddeholm DESU-Matrixstähle
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |17

Übersicht Uddeholm SuperClean PM-Stähle
C Si Mn Cr Mo V 2,9 0,5 0,5 8,0 1,5 9,8
Vanadis® 10
Eigenschaften• PM-Kaltarbeitsstahl mit hohem Kohlenstoff-
und Vanadiumgehalt• Stahl mit der höchsten abrasiven Verschleiß-
festigkeit innerhalb der SuperClean³-Familie
Vorteile Nutzen mögl. Anwendungen
• höhere Verfügbarkeit, Zerspanbarkeit, Zähigkeit undfunkenerosiveBearbeitbarkeit alsfür gleiche Anwen-dungen einsetzbaresHartmetall
• höchste Standzeitenbei Anwendungenmit vorwiegendabrasivemVerschleiß
• Stanzen dünnerharter Bleche
• Schneiden vonPapier und Folien
• Extruderschnecken
• Verschleißteile imMaschinenbau
C Cr Mo V W 1,28 4,2 5,0 3,1 6,4
Vanadis® 23
Eigenschaften• Allrounder mit hoher Druckfestigkeit,
guter Zähigkeit und sehr guter Bearbeitbarkeit
Vorteile Nutzen mögl. Anwendungen
• aufgrund seinerhohen Druckfestig-keit und Zähigkeitfür hohe Werkzeug-belastungen geeignet
• gute Verfügbarkeit
• gute Dimensions-stabilität beimHärten
• höchste Produkt-sicherheit – auch beidickeren Schnitten und in der Massiv-umformung – durchhohen Widerstand gegen plastische Verformung
• Feinschneiden
• Stanzen
• Massivumformung
• Pulverpressen
• Spanende Werkzeuge
C Si Mn Cr Mo V 1,4 0,4 0,4 4,7 3,5 3,7
Vanadis® 4 Extra
Eigenschaften• PM-Kaltarbeitsstahl mit extrem hoher
Duktilität bei hoher Druckfestigkeit undguter Bearbeitbarkeit
Vorteile Nutzen mögl. Anwendungen
• höchste Kanten-stabilität auch beihöchster Werkzeug-belastung
• optimale Kombina-tion aus Duktilitätund Druckfestigkeit
• höchste Standzeitenauch in extremenSituationen, z. B. beihochfesten Blechenund schwerenSchnitten
• höchste Produk- tionssicherheit
• Stanzen hochfesterbis ultrahochfesterBleche
• Feinschneiden• schwere Schnitte• Pulverpressen• verschleißfeste
Einsätze in derKunststoffindustrie
18 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
C Si Mn Cr Mo V 2,3 0,4 0,4 4,8 3,6 8,0
Vanadis® 8
Eigenschaften• PM-Kaltarbeitsstahl mit extrem hohem
Verschleißwiderstand bei gleichzeitigsehr guter Duktilität und Bearbeitbarkeit
Vorteile Nutzen mögl. Anwendungen
• höchste abrasiveVerschleißfestigkeit
• sehr hohe Duktilität
• gute Bearbeitbarkeit
• Lange Werkzeug-lebensdauer
• höchste Produk- tionssicherheit
• günstigere Werkzeug-herstellung als beianderen hochver- schleißfestenPM-Stählen
• Feinschneiden
• Stanzen hochfesterund ultrahochfesterBleche
• Pulverpressen
• Extruderschnecken

C Cr Mo V W Co 1,28 4,2 5,0 3,1 6,4 8,5
Vanadis® 30
Eigenschaften• Co-legierter PM-HSS-Stahl mit sehr hoher
Warm- und Druckfestigkeit• der Standard-PM-Stahl in der Zerspanungs-
industrie
Vorteile Nutzen mögl. Anwendungen
• erhöhte Warm- undDruckfestigkeitdurchZugabe von Kobalt
• hohe Standzeitauch bei hoherthermischerBelastung möglich
• Zerspanungswerk-zeuge (z. B. Räum-nadeln, Bohrer, Fräser)
• Massivumformung
C Cr Mo V W Co 2,3 4,2 7,0 6,5 6,5 10,5
Vanadis® 60
Eigenschaften• hochlegierter PM-HSS-Stahl mit einer
besonderen Kombination aus höchsterDruckfestigkeit, Verschleißfestigkeit undWarmfestigkeit
Vorteile Nutzen mögl. Anwendungen
• größere Zähigkeitund bessere Bear-beitbarkeit alsHartmetall
• sehr hohe Warm-festigkeit
• hohe Härten bis69 HRC möglich
• Problemlöser fürextreme Anwen-dungsfälle in derKaltarbeit
• hohe Standzeiten inder Zerspanungaufgrund des hohenLegierungsgehalts
• Schneiden
• Massivumformung
• Zerspanungswerk- zeuge (z. B. Bohrer)
C Cr Mo V W N 1,1 4,5 3,2 8,5 3,7 1,8
Vancron® 40
Eigenschaften• mit neuer Verfahrenstechnik hergestellter
Stickstoff legierter PM-Stahl• einzigartiger Widerstand gegen adhäsiven
Verschleiß und Kaltaufschweißungen• hohe Druckfestigkeit und sehr gute
Einhärtbarkeit• gute Bearbeitbarkeit
Vorteile Nutzen mögl. Anwendungen
• hoher Widerstandgegen adhäsivenVerschleiß
• keine Beschichtungnotwendig
• hohe Kostenein-sparung durchWegfall derBeschichtungmöglich
• kostengünstigeBearbeitung
• Stanztechnik
• Massivumformung
• Pulverpressen
• SpanendeBearbeitung
• Verarbeitung vonaustenitischenEdelstählen
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |19
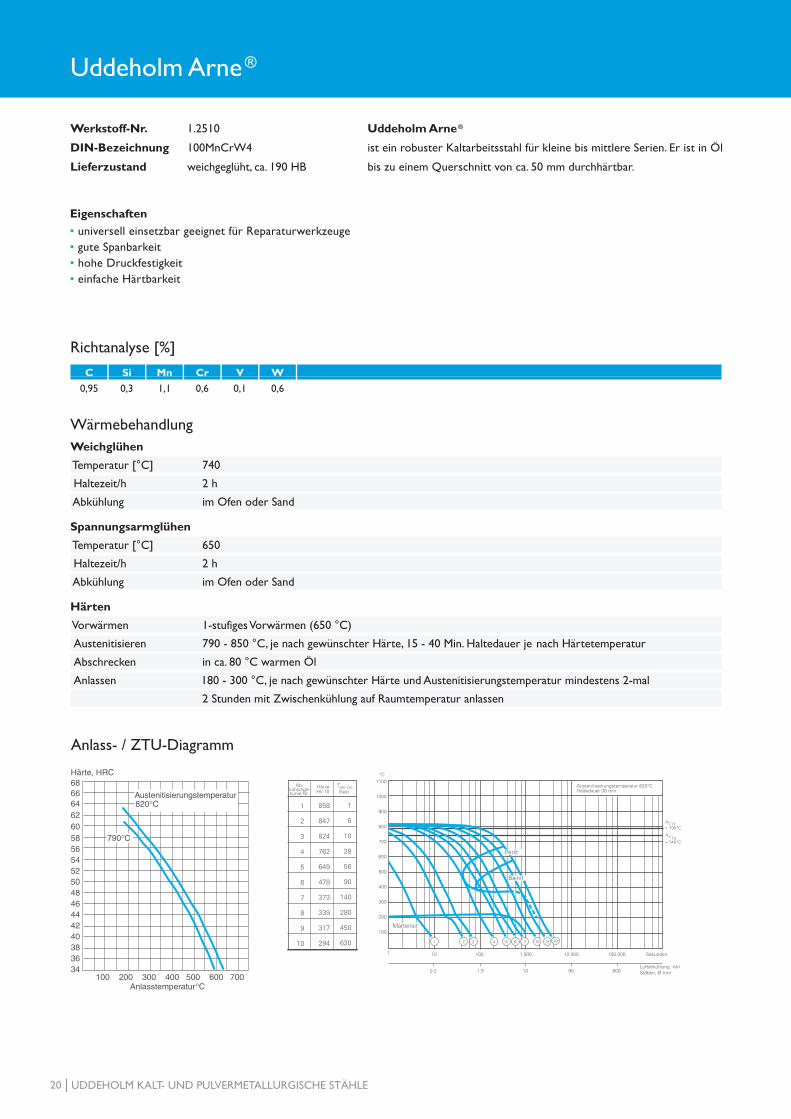
Werkstoff-Nr. 1.2510
DIN-Bezeichnung 100MnCrW4
Lieferzustand weichgeglüht, ca. 190 HB
Uddeholm Arne®
ist ein robuster Kaltarbeitsstahl für kleine bis mittlere Serien. Er ist in Öl
bis zu einem Querschnitt von ca. 50 mm durchhärtbar.
Richtanalyse [%] C Si Mn Cr V W 0,95 0,3 1,1 0,6 0,1 0,6
WärmebehandlungWeichglühen
Temperatur [°C] 740
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 1-stufiges Vorwärmen (650 °C)
Austenitisieren 790 - 850 °C, je nach gewünschter Härte, 15 - 40 Min. Haltedauer je nach Härtetemperatur
Abschrecken in ca. 80 °C warmen Öl
Anlassen 180 - 300 °C, je nach gewünschter Härte und Austenitisierungstemperatur mindestens 2-mal
2 Stunden mit Zwischenkühlung auf Raumtemperatur anlassen
Uddeholm Arne®
Eigenschaften• universell einsetzbar geeignet für Reparaturwerkzeuge• gute Spanbarkeit• hohe Druckfestigkeit• einfache Härtbarkeit
Anlass- / ZTU-Diagramm
20 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
50 50,8 60 63,5 70 80 82,6 85 90 95 100 102 108 115 125 127 135 140
30384557
63,5698286
102108127133153158166203210254260
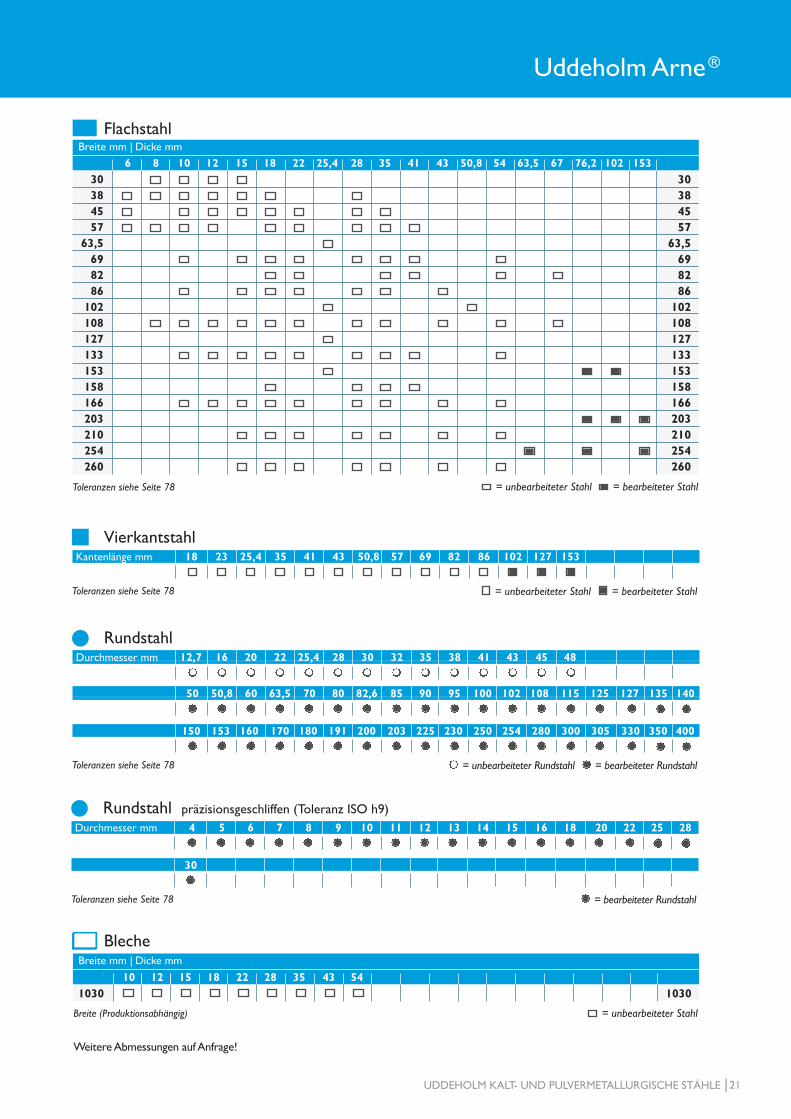
Flachstahl
6 8 10 12 15 18 22 25,4 28 35 41 43 50,8 54 63,5 67 76,2 102 153 30384557
63,5698286
102108127133153158166203210254260
Weitere Abmessungen auf Anfrage!
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 12,7 16 20 22 25,4 28 30 32 35 38 41 43 45 48
150 153 160 170 180 191 200 203 225 230 250 254 280 300 305 330 350 400
1030
Bleche
10 12 15 18 22 28 35 43 54 1030
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Breite mm | Dicke mm
Toleranzen siehe Seite 78 = bearbeiteter Rundstahl
Rundstahl präzisionsgeschliffen (Toleranz ISO h9) Durchmesser mm 4 5 6 7 8 9 10 11 12 13 14 15 16 18 20 22 25 28
30
Uddeholm Arne®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |21
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 18 23 25,4 35 41 43 50,8 57 69 82 86 102 127 153
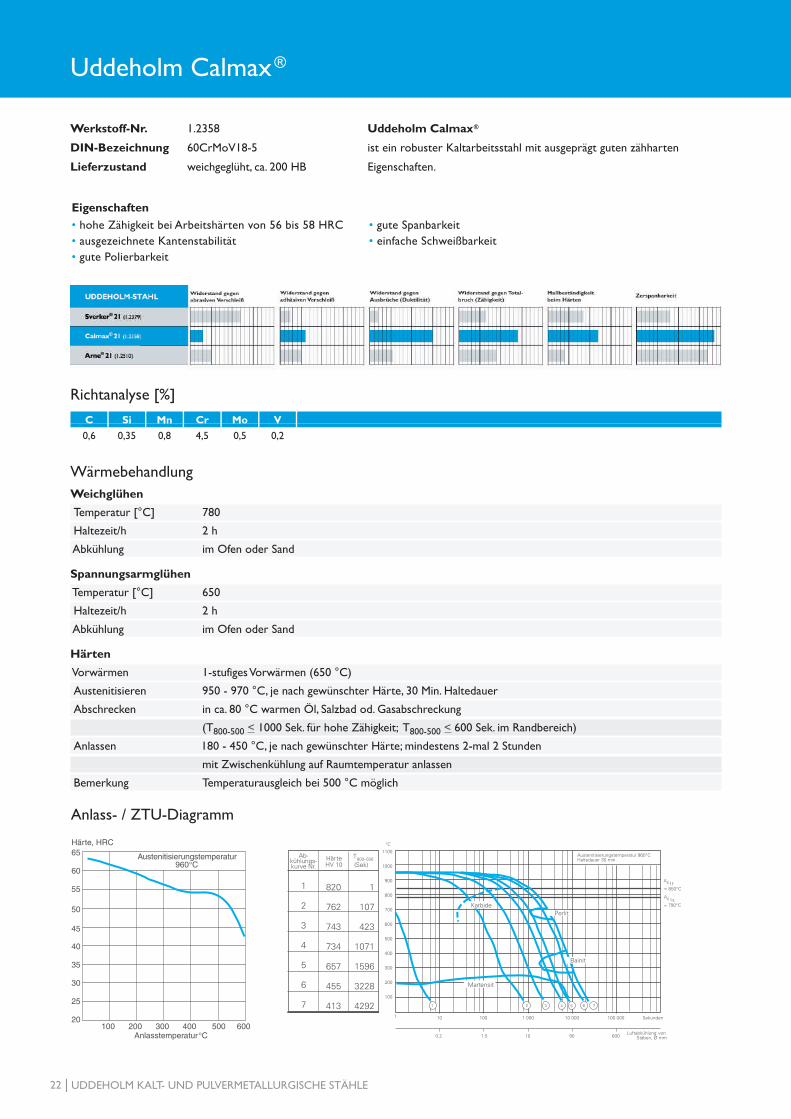
Werkstoff-Nr. 1.2358
DIN-Bezeichnung 60CrMoV18-5
Lieferzustand weichgeglüht, ca. 200 HB
Uddeholm Calmax®
ist ein robuster Kaltarbeitsstahl mit ausgeprägt guten zähharten
Eigenschaften.
Richtanalyse [%] C Si Mn Cr Mo V 0,6 0,35 0,8 4,5 0,5 0,2
WärmebehandlungWeichglühen
Temperatur [°C] 780
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 1-stufiges Vorwärmen (650 °C)
Austenitisieren 950 - 970 °C, je nach gewünschter Härte, 30 Min. Haltedauer
Abschrecken in ca. 80 °C warmen Öl, Salzbad od. Gasabschreckung
(T800-500 < 1000 Sek. für hohe Zähigkeit; T800-500 < 600 Sek. im Randbereich)
Anlassen 180 - 450 °C, je nach gewünschter Härte; mindestens 2-mal 2 Stunden
mit Zwischenkühlung auf Raumtemperatur anlassen
Bemerkung Temperaturausgleich bei 500 °C möglich
Uddeholm Calmax®
Eigenschaften• hohe Zähigkeit bei Arbeitshärten von 56 bis 58 HRC• ausgezeichnete Kantenstabilität• gute Polierbarkeit
Anlass- / ZTU-Diagramm
• gute Spanbarkeit• einfache Schweißbarkeit
22 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
5769
100108125160166200210250260315355400450500600
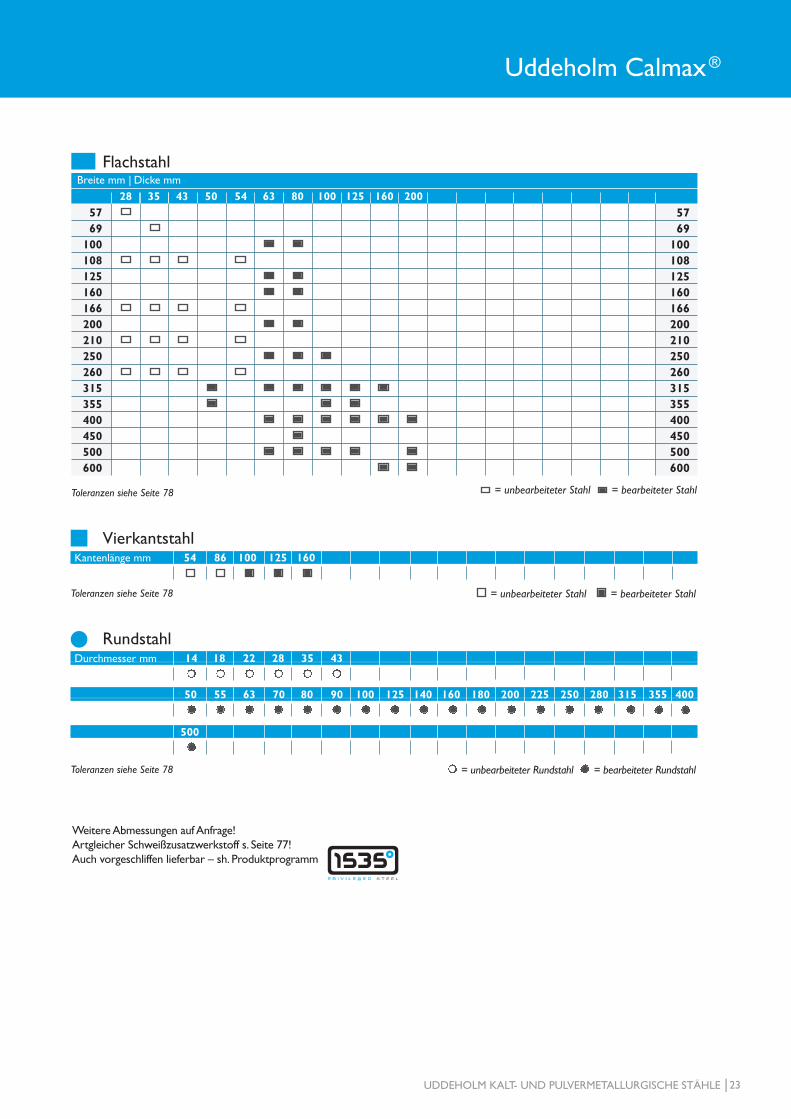
Flachstahl
28 35 43 50 54 63 80 100 125 160 200 5769
100108125160166200210250260315355400450500600
Weitere Abmessungen auf Anfrage! Artgleicher Schweißzusatzwerkstoff s. Seite 77!Auch vorgeschliffen lieferbar – sh. Produktprogramm
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 54 86 100 125 160
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 14 18 22 28 35 43
50 55 63 70 80 90 100 125 140 160 180 200 225 250 280 315 355 400
500
Breite mm | Dicke mm
Uddeholm Calmax®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |23

Werkstoff-Nr. ~ 1.2360 / ~ 1.2631
DIN-Bezeichnung ~ X50CrMoV8-2
Lieferzustand weichgeglüht, ca. 225 HB
Uddeholm Chipper TM
ist ein stabiler Maschinenmesserstahl. Er eignet sich ausgezeichnet
als bruchsich erer Kaltarbeitsstahl in der Stanz- und Umform technik.
Richtanalyse [%] C Si Mn Cr Mo V 0,5 0,9 0,4 7,9 1,4 0,4
WärmebehandlungWeichglühen
Temperatur [°C] 830
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufig vorwärmen (650 °C und 850 °C für das Vakuumhärten)
Austenitisieren 980 - 1050 °C je nach gewünschter Härte, 20 - 40 Min. Haltedauer je nach Härtetemperatur
Abschrecken Die üblichen Messerabmessungen sind alle an der Luft härtbar.
Anlassen Maschinenmesser werden in der Regel thermisch hoch belastet, deshalb sollte bei ca. 525 °C
angelassen werden.
Bemerkung Höhere Härtetemperaturen stehen für eine hohe Verschleißfestigkeit und Arbeitshärte,
während niedrige Härtetemperaturen eine höhere Zähigkeit bewirken.
Uddeholm Chipper TM
Eigenschaften• ausgezeichnete Kanten stabilität• gute Zerspanbarkeit• hohe Anlassbeständigkeit mit hoher thermischer Belast barkeit
Anlass- / ZTU-Diagramm
24 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
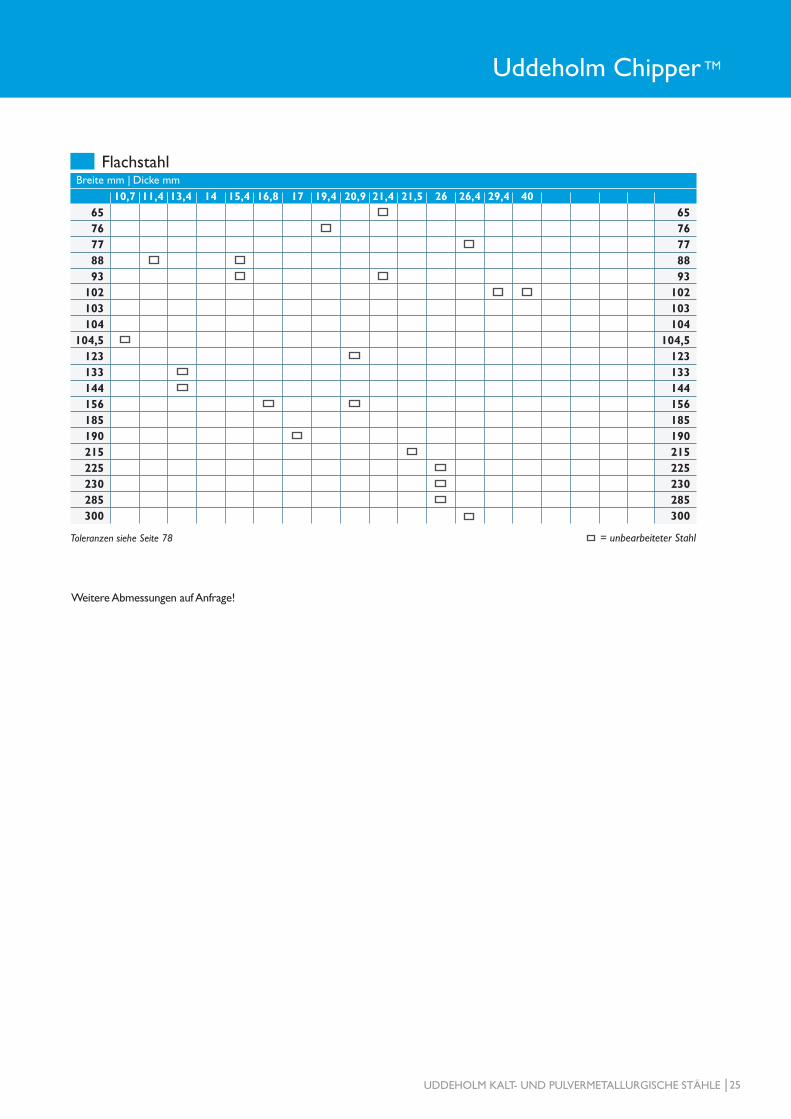
6576778893
102103104
104,5123133144156185190215225230285300
Flachstahl
10,7 11,4 13,4 14 15,4 16,8 17 19,4 20,9 21,4 21,5 26 26,4 29,4 406576778893
102103104
104,5123133144156185190215225230285300
Weitere Abmessungen auf Anfrage!
Toleranzen siehe Seite 78 = unbearbeiteter Stahl
Breite mm | Dicke mm
Uddeholm Chipper TM
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |25

Werkstoff-Nr. ~ 1.7140 (geschmiedet)
DIN-Bezeichnung ~ 47CrMn6
Lieferzustand vorvergütet auf 250 - 290 HB
Uddeholm FermoTM
ist ein flamm- und induktionshärtbarer Stahl mit guter Schweißbarkeit.
Richtanalyse [%] C Si Mn Cr 0,48 0,4* 0,9 1,5
WärmebehandlungWeichglühen
Fermo™ ist für das partielle Härten vorgesehen.
SpannungsarmglühenTemperatur [°C] 550
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Induktions- und/ Je nach Intensität der Flamme
oder Flammhärten: (Einwirkdauer) 850 - 900 °C
Bemerkung Eine Wasserabschreckung nach dem induktiven Härten ist nicht notwendig.
Nach dem partiellen Erwärmen härtet dieser Stahl ohne Zusatzmittel.
Uddeholm Fermo TM
Eigenschaften• hohe Zähigkeit• einfache Schweißbarkeit• sicher und einfach flammhärtbar
Anlass-Diagramm
* Stahlformguss: 0,4 - 0,8 % Si
26 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
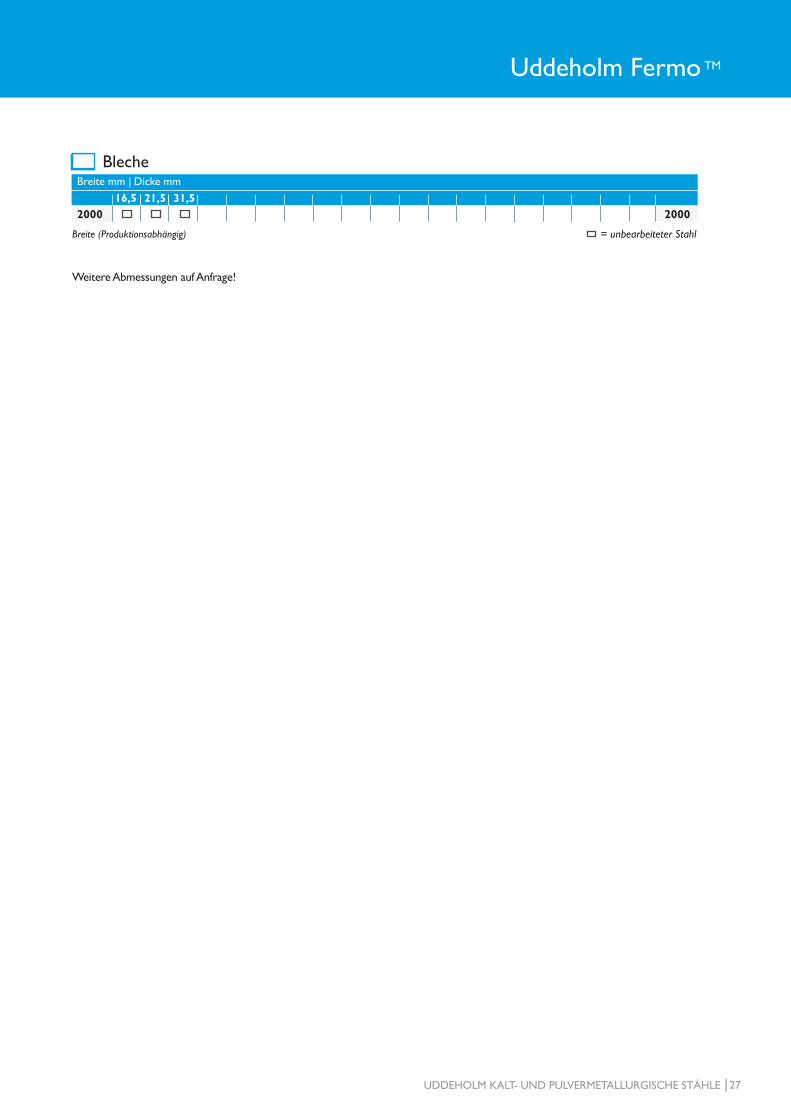
Weitere Abmessungen auf Anfrage!
2000
Bleche
16,5 21,5 31,5 2000
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Uddeholm Fermo TM
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |27
Werkstoff-Nr. Sonderlegierung
Lieferzustand geglüht, ca. 170 HB
Uddeholm FormaxTM
ist ein Formenaufbaustahl mit ausgezeichneter Schweißbarkeit.
Er wird auch für einfache Vorrichtungen verwendet.
Richtanalyse [%] C Si Mn 0,18 0,3 1,4
Wärmebehandlung
EinsatzhärtenAufkohlungstemperatur 900 - 920 °C
Härtetemperatur ca. 820 °C
Abschrecken schnelle Abschreckung im Polymerbad
Anlassen 180 - 200 °C für ca. 60 HRC Oberflächenhärte
Bemerkung Die Tiefe des aufgekohlten Saums richtet sich nach den Einsatzbedingungen
(Aufkohlungsdauer, -temperatur und -mittel)
Uddeholm Formax TM
Eigenschaften• ausgezeichnete spanende Bearbeitbarkeit• ohne Nach- und Vorbehandlung schweißbar• gute Brennschneidbarkeit
Anlass-Diagramm
In der Regel wird Formax™ ohne zusätzliche Wärmebehandlung verwendet. Eine Einsatzhärtung ist möglich, wenn hohe Ober flächenhärten verlangt werden.
28 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
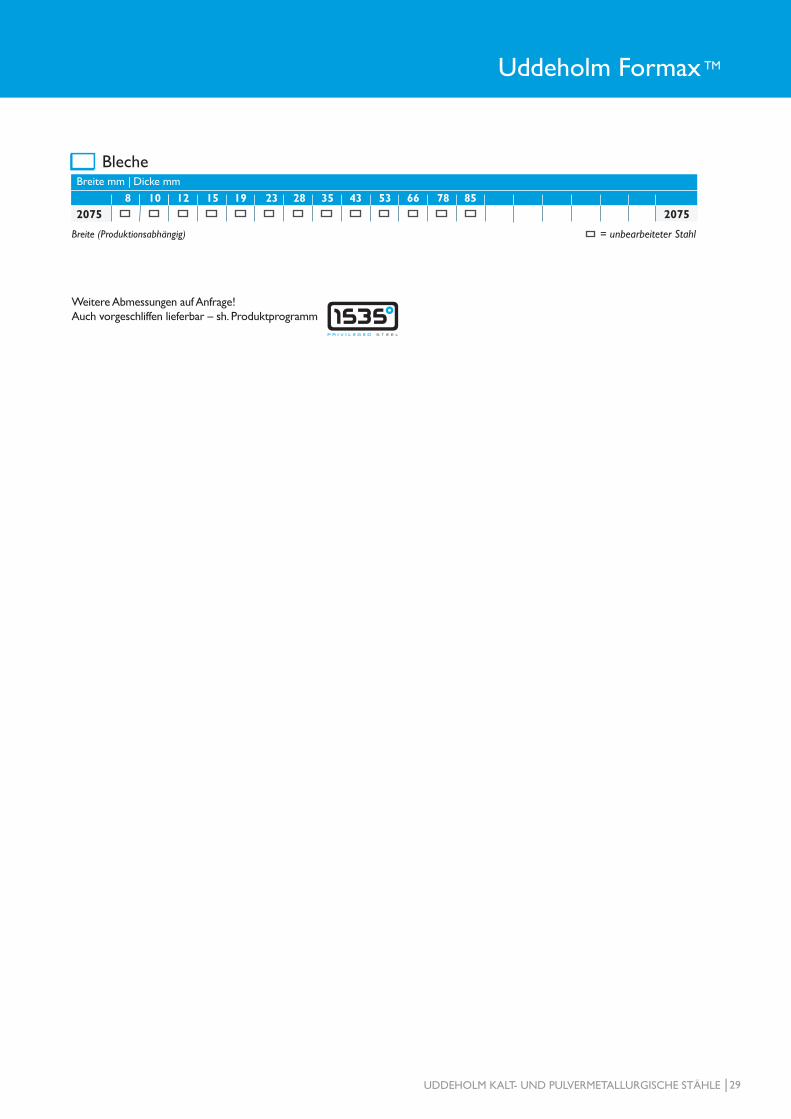
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm
2075
Bleche
8 10 12 15 19 23 28 35 43 53 66 78 852075
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Uddeholm Formax TM
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |29

Werkstoff-Nr. Sonderlegierung
DIN-Bezeichnung ~ X10CrMnNi3-2-1
Lieferzustand ~ 40 HRC
Uddeholm Nimax®
wird mit 40 HRC ausgeliefert und ist daher ohne Wärmebehandlung
einsetzbar. Aufgrund der höheren Härte ist er dem 1.2311 bzw. 1.2312
überlegen und ist für viele Druck-, Führungs- und Halteplatten sowie
niedrig belastete Umformwerkzeuge und Prototypenwerkzeuge geeignet.
Die Zerspanbarkeit ist für das Härteniveau sehr hoch.
Richtanalyse [%] C Si Mn Cr Mo Ni 0,1 0,3 2,5 3,0 0,3 1,0
WärmebehandlungSpannungsarmglühenTemperatur [°C] 470
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Sonstiges Nimax® wird mit ca. 40 HRC ausgeliefert und ist für Anwendungen in diesem Härtebereich vorgesehen.
Die Härte kann durch eine Wärmebehandlung nicht erhöht werden. Sie kann zwar durch ein Anlassen
über 500 °C reduziert werden, aber Temperaturen über 480 °C führen zu einem deutlichen Zähigkeits-
verlust! Dies ist bei allen Behandlungen, die bei erhöhten Temperaturen durchgeführt werden, zu beachten
(Spannungsarmglühen, Nitrieren, usw.). Die Oberflächenhärte kann durch Nitrieren erhöht werden.
Hierfür empfehlen wir vorab Rück sprache mit einem unserer Außendienstmitarbeiter zu halten.
Uddeholm Nimax®
Eigenschaften• Arbeitshärte von 40 HRC• keine Wärmebehandlung notwendig• für 40 HRC exzellente Zerspanbarkeit• sehr hohe Zähigkeit• exellente Schweißbarkeit
30 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
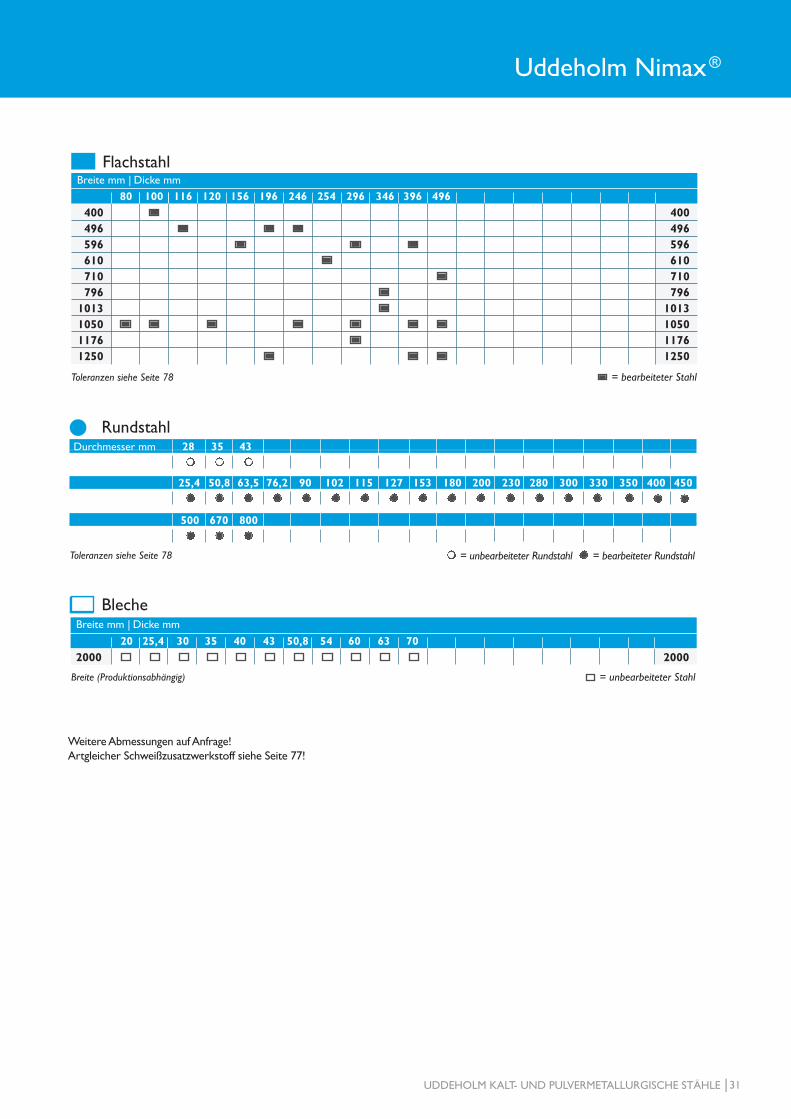
400496596610710796
1013105011761250
Flachstahl
80 100 116 120 156 196 246 254 296 346 396 496400496596610710796
1013105011761250
Weitere Abmessungen auf Anfrage! Artgleicher Schweißzusatzwerkstoff siehe Seite 77!
Toleranzen siehe Seite 78 = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 28 35 43
25,4 50,8 63,5 76,2 90 102 115 127 153 180 200 230 280 300 330 350 400 450
500 670 800
2000
Bleche
20 25,4 30 35 40 43 50,8 54 60 63 70 2000
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Breite mm | Dicke mm
Uddeholm Nimax®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |31
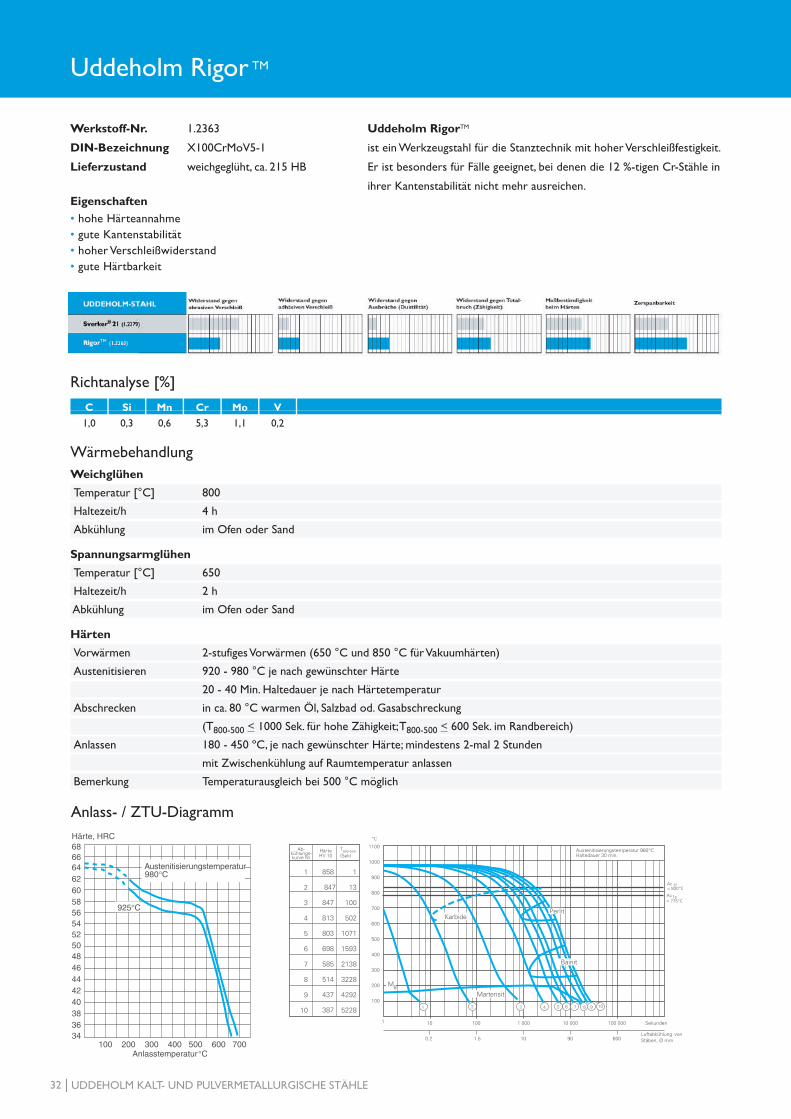
Werkstoff-Nr. 1.2363
DIN-Bezeichnung X100CrMoV5-1
Lieferzustand weichgeglüht, ca. 215 HB
Uddeholm RigorTM
ist ein Werkzeugstahl für die Stanztechnik mit hoher Verschleißfestigkeit.
Er ist besonders für Fälle geeignet, bei denen die 12 %-tigen Cr-Stähle in
ihrer Kantenstabilität nicht mehr ausreichen.
Richtanalyse [%] C Si Mn Cr Mo V 1,0 0,3 0,6 5,3 1,1 0,2
WärmebehandlungWeichglühen Temperatur [°C] 800
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufiges Vorwärmen (650 °C und 850 °C für Vakuumhärten)
Austenitisieren 920 - 980 °C je nach gewünschter Härte
20 - 40 Min. Haltedauer je nach Härtetemperatur
Abschrecken in ca. 80 °C warmen Öl, Salzbad od. Gasabschreckung
(T800-500 < 1000 Sek. für hohe Zähigkeit; T800-500 < 600 Sek. im Randbereich)
Anlassen 180 - 450 ºC, je nach gewünschter Härte; mindestens 2-mal 2 Stunden
mit Zwischenkühlung auf Raumtemperatur anlassen
Bemerkung Temperaturausgleich bei 500 °C möglich
Uddeholm Rigor TM
Eigenschaften• hohe Härteannahme• gute Kantenstabilität• hoher Verschleißwiderstand• gute Härtbarkeit
Anlass- / ZTU-Diagramm
32 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

30384557698286
100108131133153158160166175200203206210250254260265300305315350356400
Flachstahl
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 28 35 43 57 69 82 86 102 107 127 153 203 254 315
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 12,7 14 16 18 22 25,4 28 32 35 38 41 43 45
50 50,8 55 57,2 63,5 70 76,2 80 82,6 90 95 100 102 115 120 125 127 135
140 150 153 160 165 170 180 191 200 203 216 230 250 254 280 300 305 330
380 407
1030
Bleche
6 8 10 12 15 18 22 28 35 43 54 67 84 1030
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Breite mm | Dicke mm
30384557698286
100108131133153158160166175200203206210250254260265300305315350356400
Uddeholm Rigor TM
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |33
8 10 12 15 18 22 28 35 41 43 50,8 54 63 63,5 67 76,2 80 88,9 100 102 114,3 125 127 152,4 153

Werkstoff-Nr. Sonderlegierung
DIN-Bezeichnung ~ X90CrMoV8-3
Lieferzustand weichgeglüht, ca. 235 HB
Uddeholm Sleipner®
Sleipner ist ein 8 %-tiger Cr-Stahl mit hoher Druckfestigkeit, Duktilität
und Verschleißfestigkeit. Sleipner ist dem 1.2379 sowohl in der zu
erwartenden Standzeit, als auch bei den Bearbeitungskosten deutlich
überlegen.
Richtanalyse [%] C Si Mn Cr Mo V 0,9 0,9 0,5 7,8 2,5 0,5
WärmebehandlungWeichglühen Temperatur [°C] 820
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufiges Vorwärmen (650 °C und 850 °C für Vakuumhärten)
Austenitisieren 950 - 1180 ºC, je nach erforderlicher Härte, normalerweise 1030 ºC
für ca. 61 HRC, 30 Min. Haltedauer
Abschrecken in ca. 80 °C warmen Öl, Salzbad od. Gasabschreckung T800-500 < 1000 Sek.
Anlassen mindestens 3-mal anlassen - Hochtemperaturanlassen 530 - 540 ºC,
Niedrigtemperaturanlassen bei 180 - 300 ºC, je nach gewünschter
Härte. Bei Austenitisierungstemperaturen > 1050 ºC, großen
Abmessungen, falls Erodieren, PVD-Beschichtung oder höchste Maßbeständigkeit
gewünscht wird, muss > 530 °C angelassen werden.
Bemerkung Temperaturausgleich bei 500 °C möglich
Uddeholm Sleipner ®
Eigenschaften• höhere Härte und Druckfestigkeit als 1.2379• höherer Widerstand gegen Kantenausbrüche als 1.2379• gute Verschleißfestigkeit
Anlass- / ZTU-Diagramm
• sehr gut für funkenerosive Bearbeitung bei hohen Härten(über 60 HRC) geeignet
• gut als Substrat für Ober flächenbehandlung geeignet• höhere Maßstabilität als 1.2379
34 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

30384557698286
108127133153158160166203210250254260305407457528
30384557698286
108127133153158160166203210250254260305407457528
Flachstahl
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 18 28 43 57 69 82 86 102 127 153 203 254
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 13 16 20 22 25,4 28 32 35 38 43 48
50 50,8 55 60 63,5 70 76,2 80 90 95 100 108 120 127 140 150 160 170
180 200 203 225 250 270 280 290 300 320 330 356 380 400 460
1030
Bleche
4,2 6 8 10 13 16 19 22 25 27 30 32 35 38 43 54 1030
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Breite mm | Dicke mm
Uddeholm Sleipner ®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |35
6 8 10 12 15 18 22 27 28 32 35 38 43 50,8 54 60 63,5 67 70 80 90 102 153 178 203 300
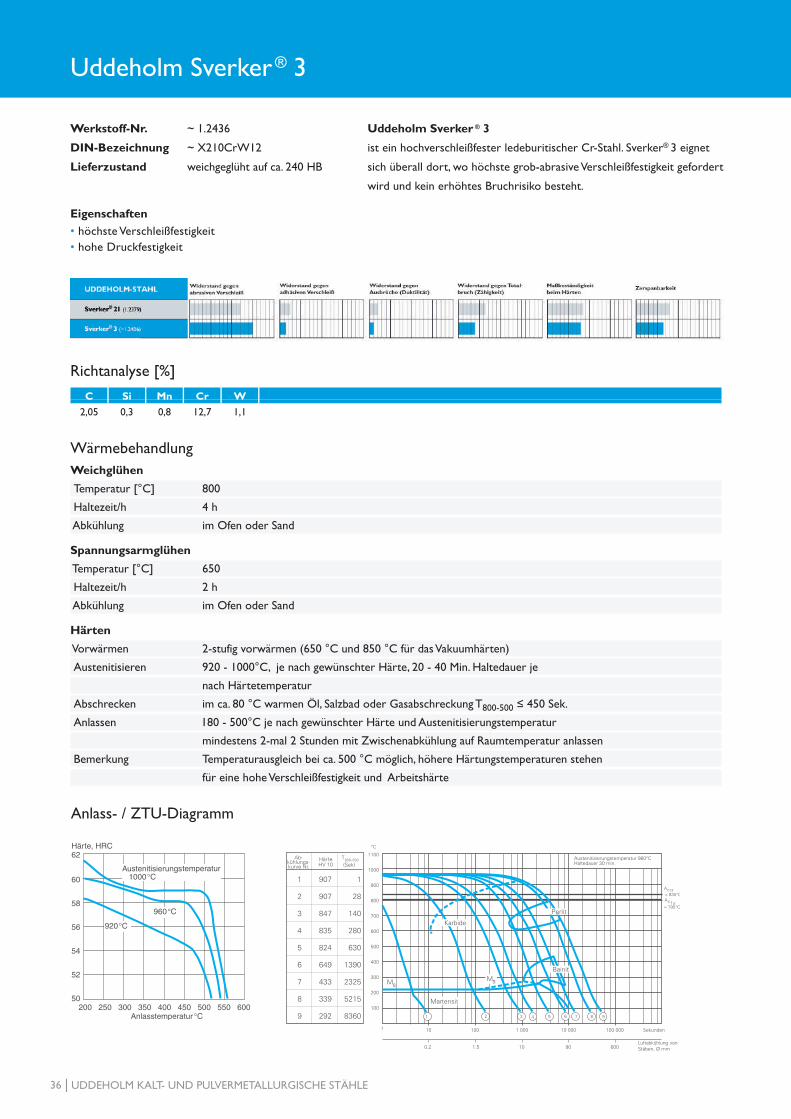
Werkstoff-Nr. ~ 1.2436
DIN-Bezeichnung ~ X210CrW12
Lieferzustand weichgeglüht auf ca. 240 HB
Uddeholm Sverker ® 3
ist ein hochverschleißfester ledeburitischer Cr-Stahl. Sverker® 3 eignet
sich überall dort, wo höchste grob-abrasive Verschleißfestigkeit gefordert
wird und kein erhöhtes Bruchrisiko besteht.
Richtanalyse [%] C Si Mn Cr W 2,05 0,3 0,8 12,7 1,1
WärmebehandlungWeichglühen
Temperatur [°C] 800
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufig vorwärmen (650 °C und 850 °C für das Vakuumhärten)
Austenitisieren 920 - 1000°C, je nach gewünschter Härte, 20 - 40 Min. Haltedauer je
nach Härtetemperatur
Abschrecken im ca. 80 °C warmen Öl, Salzbad oder Gasabschreckung T800-500 ≤ 450 Sek.
Anlassen 180 - 500°C je nach gewünschter Härte und Austenitisierungstemperatur
mindestens 2-mal 2 Stunden mit Zwischenabkühlung auf Raumtemperatur anlassen
Bemerkung Temperaturausgleich bei ca. 500 °C möglich, höhere Härtungstemperaturen stehen
für eine hohe Verschleißfestigkeit und Arbeitshärte
Uddeholm Sverker® 3
Eigenschaften• höchste Verschleißfestigkeit• hohe Druckfestigkeit
Anlass- / ZTU-Diagramm
36 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
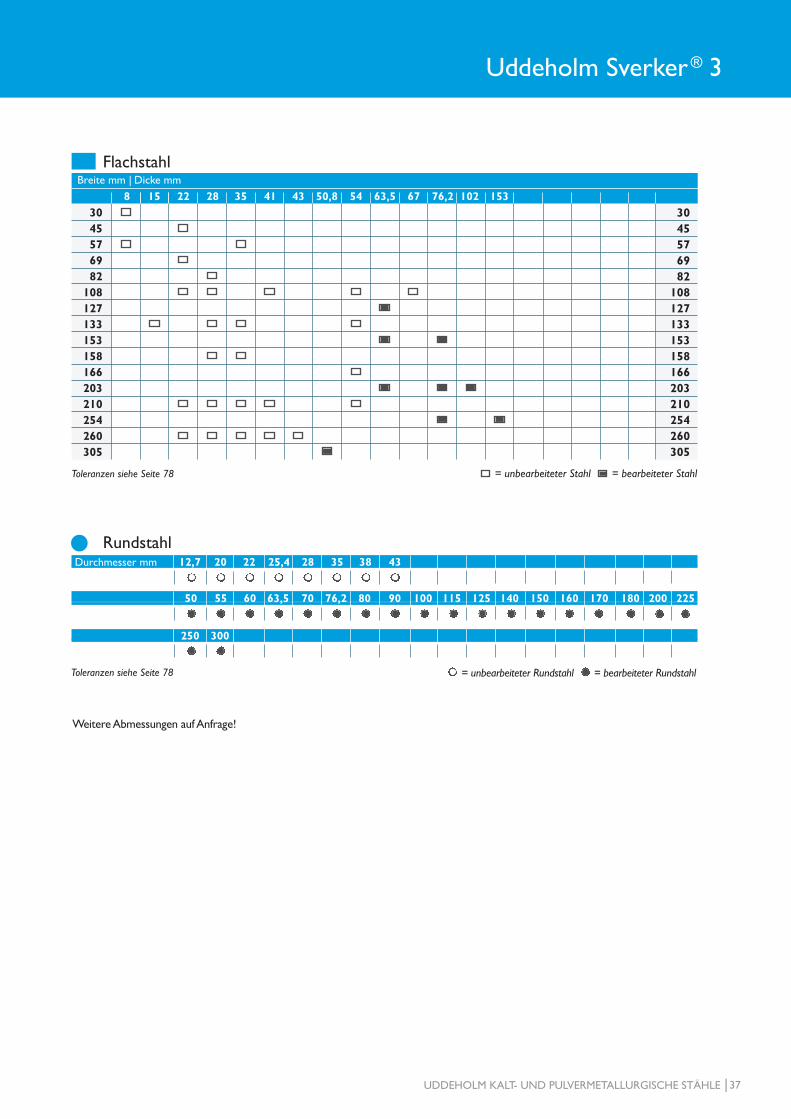
3045576982
108127133153158166203210254260305
Flachstahl
8 15 22 28 35 41 43 50,8 54 63,5 67 76,2 102 153 3045576982
108127133153158166203210254260305
Weitere Abmessungen auf Anfrage!
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 12,7 20 22 25,4 28 35 38 43
50 55 60 63,5 70 76,2 80 90 100 115 125 140 150 160 170 180 200 225
250 300
Breite mm | Dicke mm
Uddeholm Sverker® 3
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |37
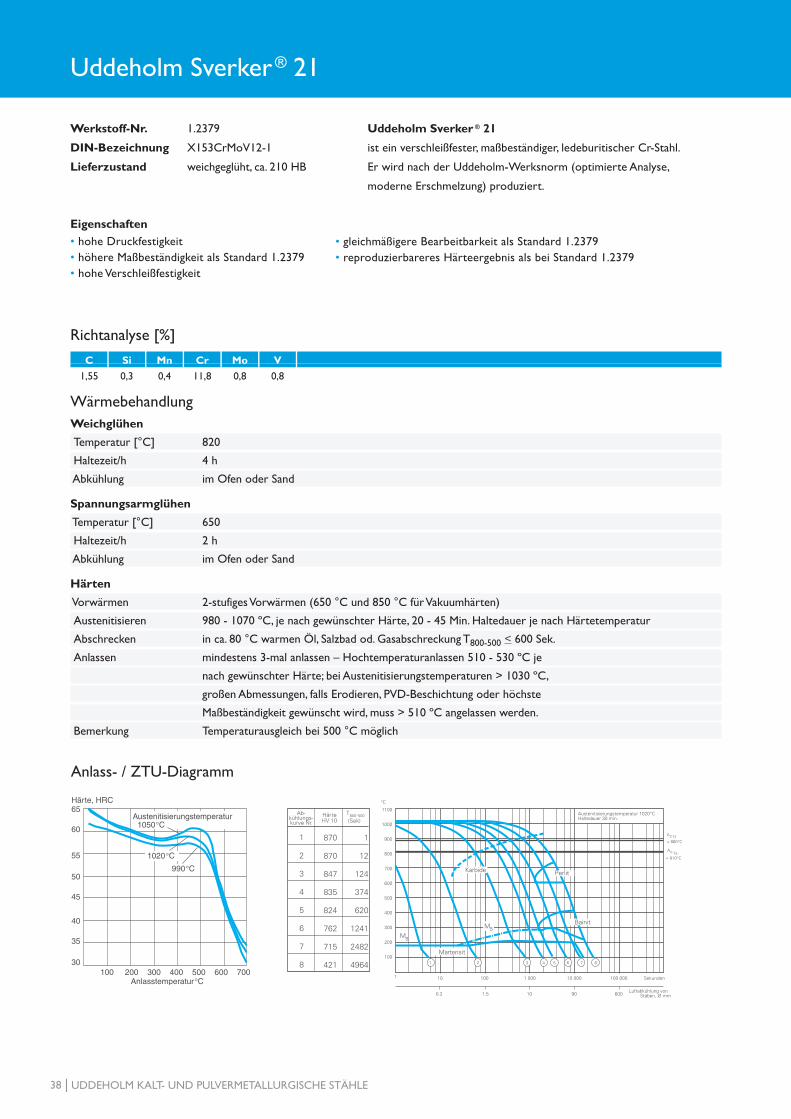
Werkstoff-Nr. 1.2379
DIN-Bezeichnung X153CrMoV12-1
Lieferzustand weichgeglüht, ca. 210 HB
Uddeholm Sverker ® 21
ist ein verschleißfester, maßbeständiger, ledeburitischer Cr-Stahl.
Er wird nach der Uddeholm-Werksnorm (optimierte Analyse,
moderne Erschmelzung) produziert.
Richtanalyse [%] C Si Mn Cr Mo V 1,55 0,3 0,4 11,8 0,8 0,8
WärmebehandlungWeichglühen Temperatur [°C] 820
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufiges Vorwärmen (650 °C und 850 °C für Vakuumhärten)
Austenitisieren 980 - 1070 ºC, je nach gewünschter Härte, 20 - 45 Min. Haltedauer je nach Härtetemperatur
Abschrecken in ca. 80 °C warmen Öl, Salzbad od. Gasabschreckung T800-500 < 600 Sek.
Anlassen mindestens 3-mal anlassen – Hochtemperaturanlassen 510 - 530 ºC je
nach gewünschter Härte; bei Austenitisierungstemperaturen > 1030 ºC,
großen Abmessungen, falls Erodieren, PVD-Beschichtung oder höchste
Maßbeständigkeit gewünscht wird, muss > 510 ºC angelassen werden.
Bemerkung Temperaturausgleich bei 500 °C möglich
Uddeholm Sverker® 21
Eigenschaften• hohe Druckfestigkeit• höhere Maßbeständigkeit als Standard 1.2379• hohe Verschleißfestigkeit
Anlass- / ZTU-Diagramm
• gleichmäßigere Bearbeitbarkeit als Standard 1.2379• reproduzierbareres Härteergebnis als bei Standard 1.2379
38 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
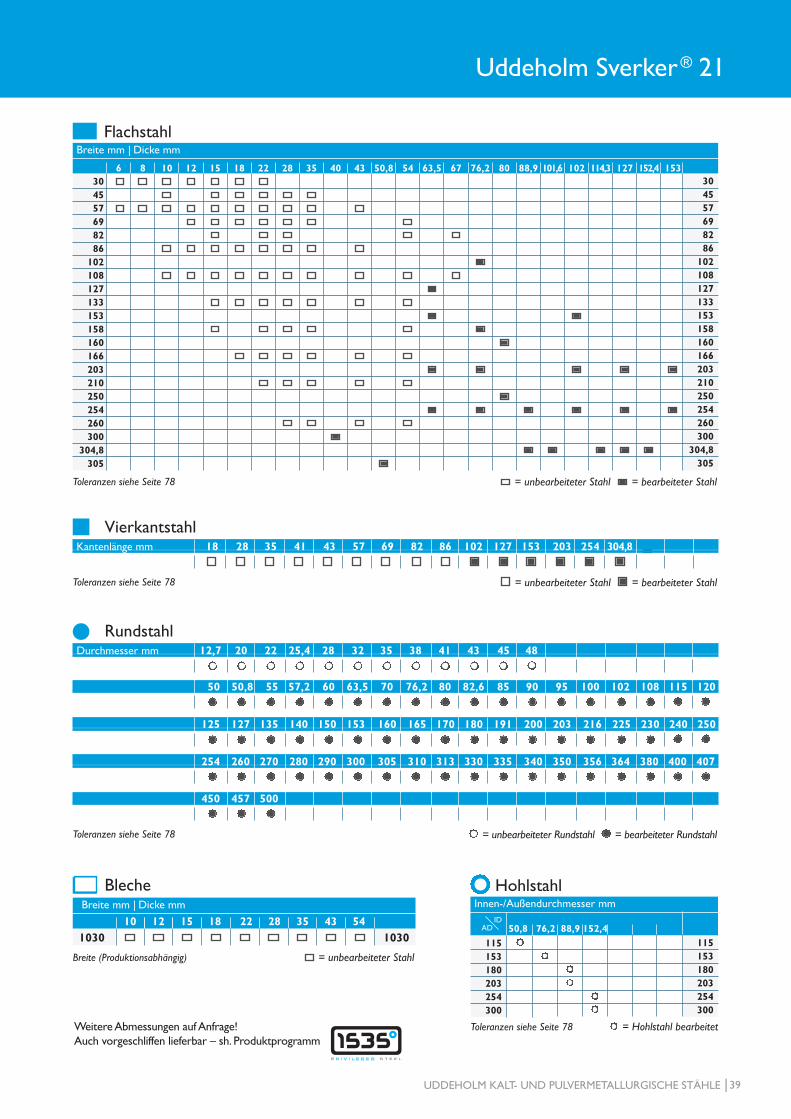
304557698286
102108127133153158160166203210250254260300
304,8305
Flachstahl
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 18 28 35 41 43 57 69 82 86 102 127 153 203 254 304,8
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 12,7 20 22 25,4 28 32 35 38 41 43 45 48
50 50,8 55 57,2 60 63,5 70 76,2 80 82,6 85 90 95 100 102 108 115 120
125 127 135 140 150 153 160 165 170 180 191 200 203 216 225 230 240 250
1030
Bleche
10 12 15 18 22 28 35 43 54 1030
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
Breite mm | Dicke mm
304557698286
102108127133153158160166203210250254260300
304,8305
254 260 270 280 290 300 305 310 313 330 335 340 350 356 364 380 400 407
450 457 500
115153180203254300
Hohlstahl
Toleranzen siehe Seite 78 = Hohlstahl bearbeitet
Innen-/Außendurchmesser mm
115153180203254300
IDAD
Uddeholm Sverker® 21
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |39
6 8 10 12 15 18 22 28 35 40 43 50,8 54 63,5 67 76,2 80 88,9 101,6 102 114,3 127 152,4 153
50,8 76,2 88,9 152,4
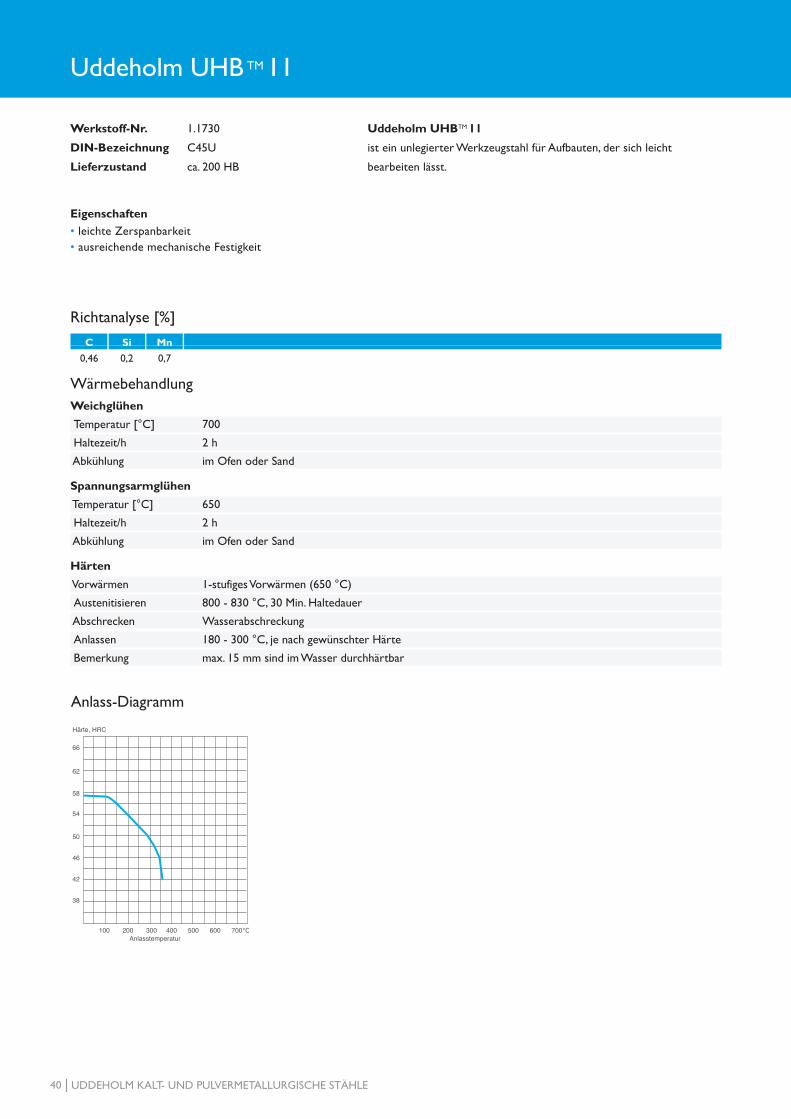
Werkstoff-Nr. 1.1730
DIN-Bezeichnung C45U
Lieferzustand ca. 200 HB
Uddeholm UHBTM 11
ist ein unlegierter Werkzeugstahl für Aufbauten, der sich leicht
bearbeiten lässt.
Richtanalyse [%] C Si Mn 0,46 0,2 0,7
WärmebehandlungWeichglühen Temperatur [°C] 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 1-stufiges Vorwärmen (650 °C)
Austenitisieren 800 - 830 °C, 30 Min. Haltedauer
Abschrecken Wasserabschreckung
Anlassen 180 - 300 °C, je nach gewünschter Härte
Bemerkung max. 15 mm sind im Wasser durchhärtbar
Uddeholm UHB TM 11
Eigenschaften• leichte Zerspanbarkeit• ausreichende mechanische Festigkeit
Anlass-Diagramm
40 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
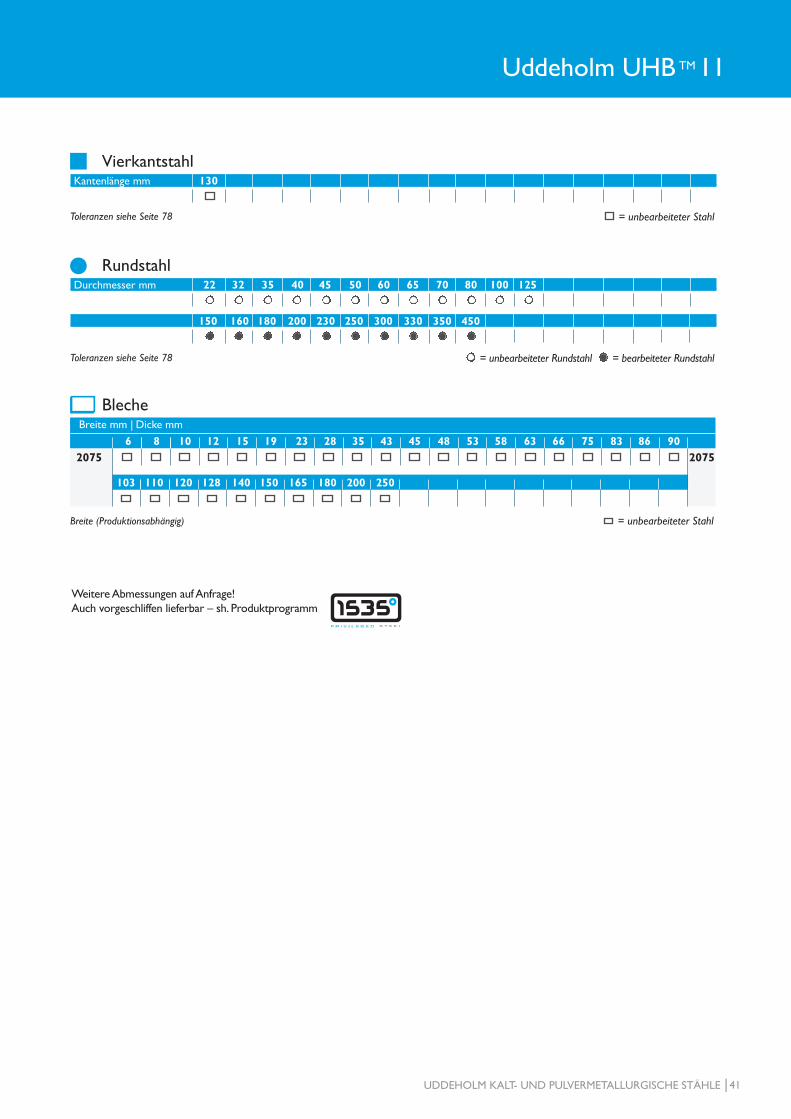
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm
Toleranzen siehe Seite 78 = unbearbeiteter Stahl
Vierkantstahl Kantenlänge mm 130
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 22 32 35 40 45 50 60 65 70 80 100 125
150 160 180 200 230 250 300 330 350 450
2075
Bleche
6 8 10 12 15 19 23 28 35 43 45 48 53 58 63 66 75 83 86 902075
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
103 110 120 128 140 150 165 180 200 250
Uddeholm UHB TM 11
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |41
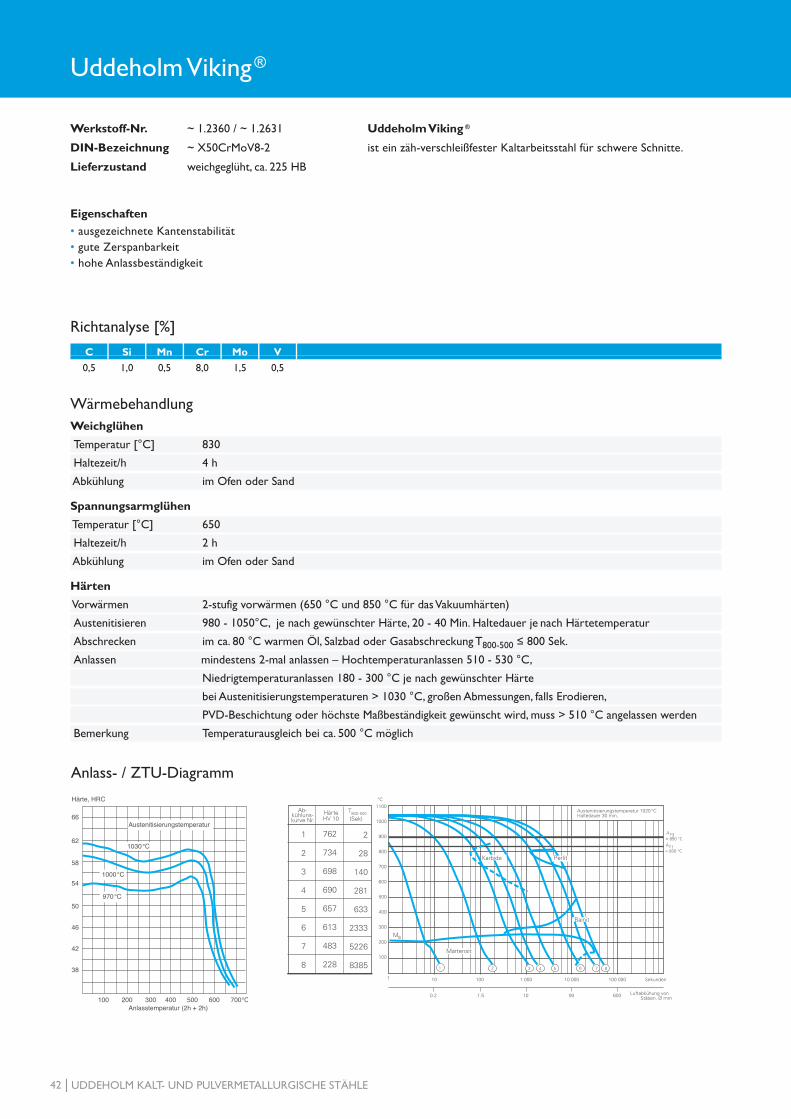
Werkstoff-Nr. ~ 1.2360 / ~ 1.2631
DIN-Bezeichnung ~ X50CrMoV8-2
Lieferzustand weichgeglüht, ca. 225 HB
Uddeholm Viking ®
ist ein zäh-verschleiß fester Kaltarbeitsstahl für schwere Schnitte.
Richtanalyse [%] C Si Mn Cr Mo V 0,5 1,0 0,5 8,0 1,5 0,5
WärmebehandlungWeichglühen
Temperatur [°C] 830
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufig vorwärmen (650 °C und 850 °C für das Vakuumhärten)
Austenitisieren 980 - 1050°C, je nach gewünschter Härte, 20 - 40 Min. Haltedauer je nach Härtetemperatur
Abschrecken im ca. 80 °C warmen Öl, Salzbad oder Gasabschreckung T800-500 ≤ 800 Sek.
Anlassen mindestens 2-mal anlassen – Hochtemperaturanlassen 510 - 530 °C,
Niedrigtemperaturanlassen 180 - 300 °C je nach gewünschter Härte
bei Austenitisierungstemperaturen > 1030 °C, großen Abmessungen, falls Erodieren,
PVD-Beschichtung oder höchste Maß beständigkeit gewünscht wird, muss > 510 °C angelassen werden
Bemerkung Temperaturausgleich bei ca. 500 °C möglich
Uddeholm Viking®
Eigenschaften• ausgezeichnete Kanten stabilität• gute Zerspanbarkeit• hohe Anlassbeständigkeit
Anlass- / ZTU-Diagramm
42 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

100125160200250315
Flachstahl
40 50 63 80 100 100125160200250315
Weitere Abmessungen auf Anfrage!
Toleranzen siehe Seite 78 = bearbeiteter Stahl
= bearbeiteter Rundstahl
Rundstahl Durchmesser mm 32 40 50 63 70 80 90 100 125 150 160 180 200 215 250 321
Breite mm | Dicke mm
Toleranzen siehe Seite 78
Uddeholm Viking®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |43
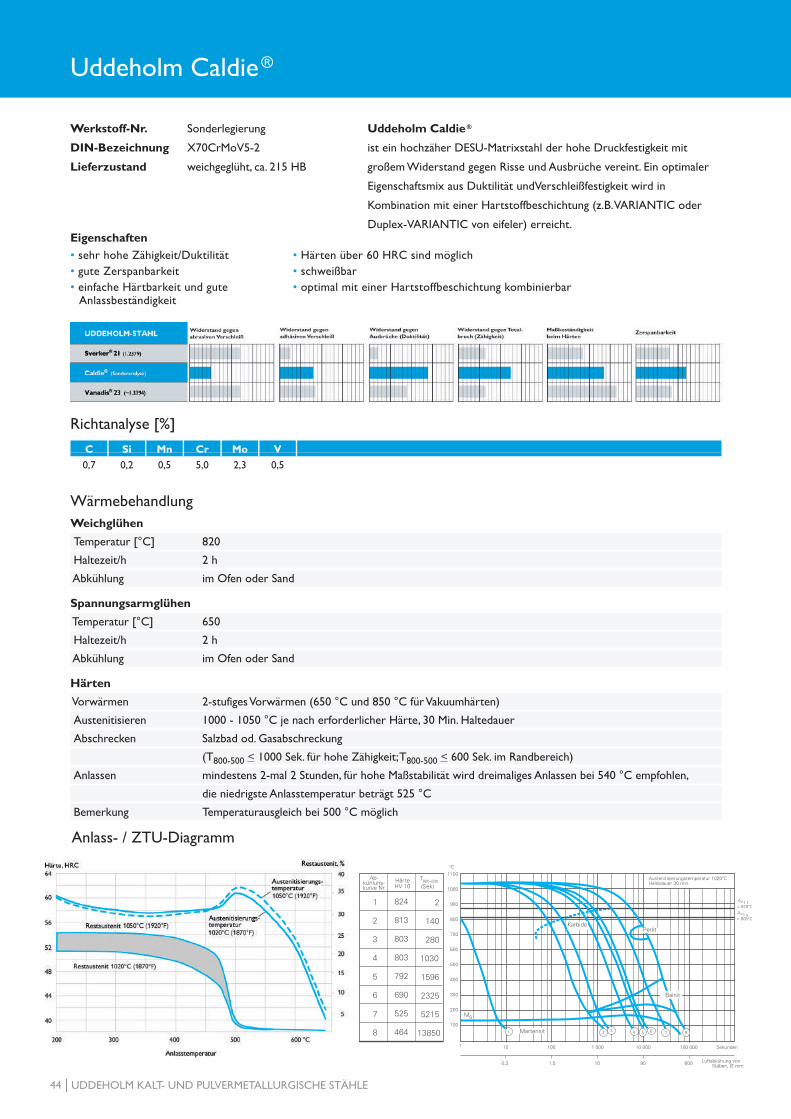
Werkstoff-Nr. Sonderlegierung
DIN-Bezeichnung X70CrMoV5-2
Lieferzustand weichgeglüht, ca. 215 HB
Uddeholm Caldie®
ist ein hochzäher DESU-Matrixstahl der hohe Druckfestigkeit mit
großem Widerstand gegen Risse und Ausbrüche vereint. Ein optimaler
Eigenschaftsmix aus Duktilität undVerschleißfestigkeit wird in
Kombination mit einer Hartstoffbeschichtung (z.B. VARIANTIC oder
Duplex-VARIANTIC von eifeler) erreicht.
Richtanalyse [%] C Si Mn Cr Mo V 0,7 0,2 0,5 5,0 2,3 0,5
WärmebehandlungWeichglühen Temperatur [°C] 820
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufiges Vorwärmen (650 °C und 850 °C für Vakuumhärten)
Austenitisieren 1000 - 1050 °C je nach erforderlicher Härte, 30 Min. Haltedauer
Abschrecken Salzbad od. Gasabschreckung
(T800-500 < 1000 Sek. für hohe Zähigkeit; T800-500 < 600 Sek. im Randbereich)
Anlassen mindestens 2-mal 2 Stunden, für hohe Maßstabilität wird dreimaliges Anlassen bei 540 °C empfohlen,
die niedrigste Anlasstemperatur beträgt 525 °C
Bemerkung Temperaturausgleich bei 500 °C möglich
Uddeholm Caldie®
Eigenschaften• sehr hohe Zähigkeit/Duktilität• gute Zerspanbarkeit• einfache Härtbarkeit und gute
Anlassbeständigkeit
Anlass- / ZTU-Diagramm
• Härten über 60 HRC sind möglich• schweißbar• optimal mit einer Hartstoffbeschichtung kombinierbar
44 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
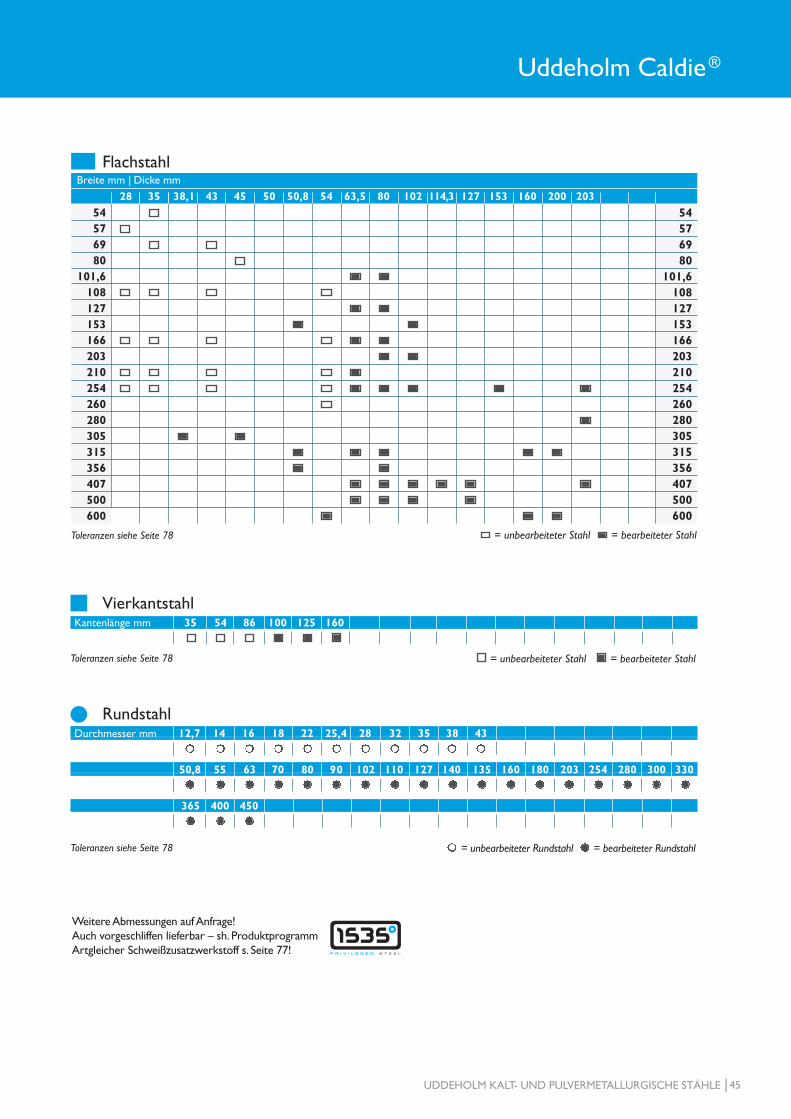
54576980
101,6108127153166203210254260280305315356407500600
Flachstahl
28 35 38,1 43 45 50 50,8 54 63,5 80 102 114,3 127 153 160 200 203 54576980
101,6108127153166203210254260280305315356407500600
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm Artgleicher Schweißzusatzwerkstoff s. Seite 77!
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 35 54 86 100 125 160
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 12,7 14 16 18 22 25,4 28 32 35 38 43
50,8 55 63 70 80 90 102 110 127 140 135 160 180 203 254 280 300 330
Breite mm | Dicke mm
365 400 450
Uddeholm Caldie®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |45

Werkstoff-Nr. Sonderlegierung ESU Spezial
DIN-Bezeichnung ~ X50CrMoV5-2
Lieferzustand weichgeglüht, ca. 185 HB
Uddeholm Unimax®
besitzt hohe Zähig keitswerte bei Arbeitshärten bis 58 HRC. Damit ist
er für alle Werkzeuge mit hoher Bruch- und Rissgefahr der ideale
Problemlöser.
Richtanalyse [%] C Si Mn Cr Mo V 0,5 0,2 0,5 5,0 2,3 0,5
WärmebehandlungWeichglühen
Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufig vorwärmen, 600 - 650 °C und 850 - 900 °C
Austenitisieren 1000 - 1025 °C, normalerweise 1025 °C, 30 Min. Haltedauer
Abschrecken Salzbad oder Gasabschreckung (T800-500 ≤ 1000 Sek. für hohe Zähigkeit;
T800-500 ≤ 600 Sek. im Randbereich)
Anlassen mindestens 525 °C je nach gewünschter Härte
mindestens 2-mal 2 Stunden mit Zwischenabkühlung auf Raumtemperatur anlassen
Bemerkung Temperaturausgleich bei ca. 500 °C möglich
Uddeholm Unimax ®
Eigenschaften• exzellente Zähigkeit und Duktilität in allen Längs- und Querrichtungen• gute Maßstabilität bei der Wärmebehandlung und im Einsatz• exzellente Durchhärtungseigenschaften• gute Schweißbarkeit• hohe abrasive Verschleißfestigkeit in Kombination mit einer Hartstoffbeschichtung
(z.B. VARIANTIC oder Duplex VARIANTIC von eifeler).
Anlass- / ZTU-Diagramm
46 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Weitere Abmessungen auf Anfrage! Artgleicher Schweißzusatzwerkstoff s. Seite 77!
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 14 18 22 25,4 28 35 41 43
50 56 63 70 80 90 102 110 125 140 150 160 170 180 190 200 220 254
280 300 350 405 450 550
5769
108125156160196200210246250254256260296300315355396400450496500596600
Flachstahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
5769
108125156160196200210246250254256260296300315355396400450496500596600
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 86 125
Uddeholm Unimax ®
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |47
28 35 40 43 50 54 56 63 66 76 80 86 96 100 125 136 156 160 196 200 296 346
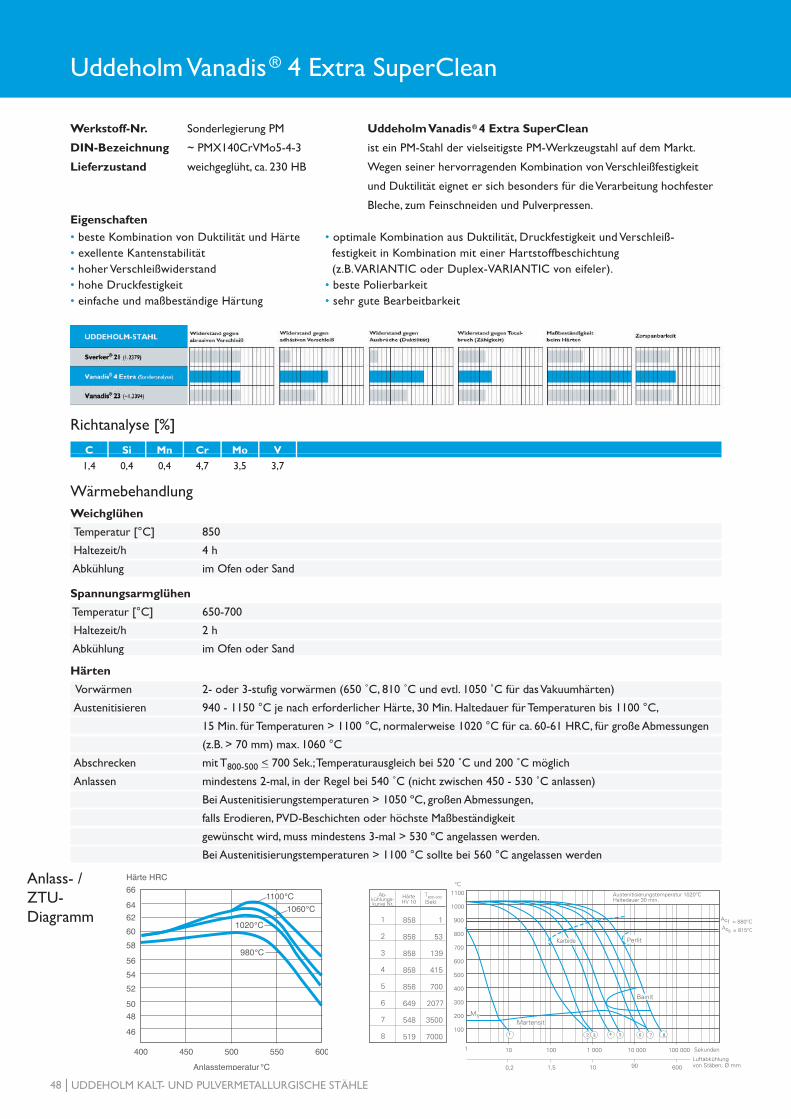
Werkstoff-Nr. Sonderlegierung PM
DIN-Bezeichnung ~ PMX140CrVMo5-4-3
Lieferzustand weichgeglüht, ca. 230 HB
Uddeholm Vanadis® 4 Extra SuperClean
ist ein PM-Stahl der vielseitigste PM-Werkzeugstahl auf dem Markt.
Wegen seiner hervorragenden Kombination von Verschleißfestigkeit
und Duktilität eignet er sich besonders für die Verarbeitung hochfester
Bleche, zum Feinschneiden und Pulverpressen.
Richtanalyse [%] C Si Mn Cr Mo V 1,4 0,4 0,4 4,7 3,5 3,7
WärmebehandlungWeichglühen Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650-700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 ˚C, 810 ˚C und evtl. 1050 ˚C für das Vakuumhärten)
Austenitisieren 940 - 1150 °C je nach erforderlicher Härte, 30 Min. Haltedauer für Temperaturen bis 1100 °C,
15 Min. für Temperaturen > 1100 °C, normalerweise 1020 °C für ca. 60-61 HRC, für große Abmessungen
(z.B. > 70 mm) max. 1060 °C
Abschrecken mit T800-500 < 700 Sek.; Temperaturausgleich bei 520 ˚C und 200 ˚C möglich
Anlassen mindestens 2-mal, in der Regel bei 540 ˚C (nicht zwischen 450 - 530 ˚C anlassen)
Bei Austenitisierungstemperaturen > 1050 ºC, großen Abmessungen,
falls Erodieren, PVD-Beschichten oder höchste Maßbeständigkeit
gewünscht wird, muss mindestens 3-mal > 530 ºC angelassen werden.
Bei Austenitisierungstemperaturen > 1100 °C sollte bei 560 °C angelassen werden
Uddeholm Vanadis® 4 Extra SuperClean
Eigenschaften• beste Kombination von Duktilität und Härte• exellente Kantenstabilität• hoher Verschleißwiderstand• hohe Druckfestigkeit• einfache und maßbeständige Härtung
Anlass- / ZTU-Diagramm
• optimale Kombination aus Duktilität, Druckfestigkeit und Verschleiß-festigkeit in Kombination mit einer Hartstoffbeschichtung(z.B. VARIANTIC oder Duplex-VARIANTIC von eifeler).
• beste Polierbarkeit• sehr gute Bearbeitbarkeit
48 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 28 57 86 100 153
650-850
Bleche
3,78 4,56 5,2 9,2 13,3 16 18 21 28 34650-850
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
45576986
108153158166203210250254260375400470550
Flachstahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
45576986
108153158166203210250254260375400470550
Uddeholm Vanadis® 4 Extra SuperClean
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |49
12 15 18 22 28 35 38 41 43 50 54 63,5 67 76,2 80 90 100 102 127 153 160 200
Toleranzen siehe Seite 78 = kaltgezogener Rundstahl geschliffen auf Toleranz h9 ● = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 4,3 5,3 6,3 7,3 8,3 10,3 11,3 12,7 13,3 15 16 18 20 23,5 25,4 28 32 35
38 40 46 50,8 57,2 60 63,5 65 70 76,2 80 85 90 95 102 110 115 120
127 130 140 153 160 180 190 203 225 230 250 280 300 330 407 450 500
Werkstoff-Nr. Sonderlegierung PM
DIN-Bezeichnung ~ PMX230VCrMo8-5-4
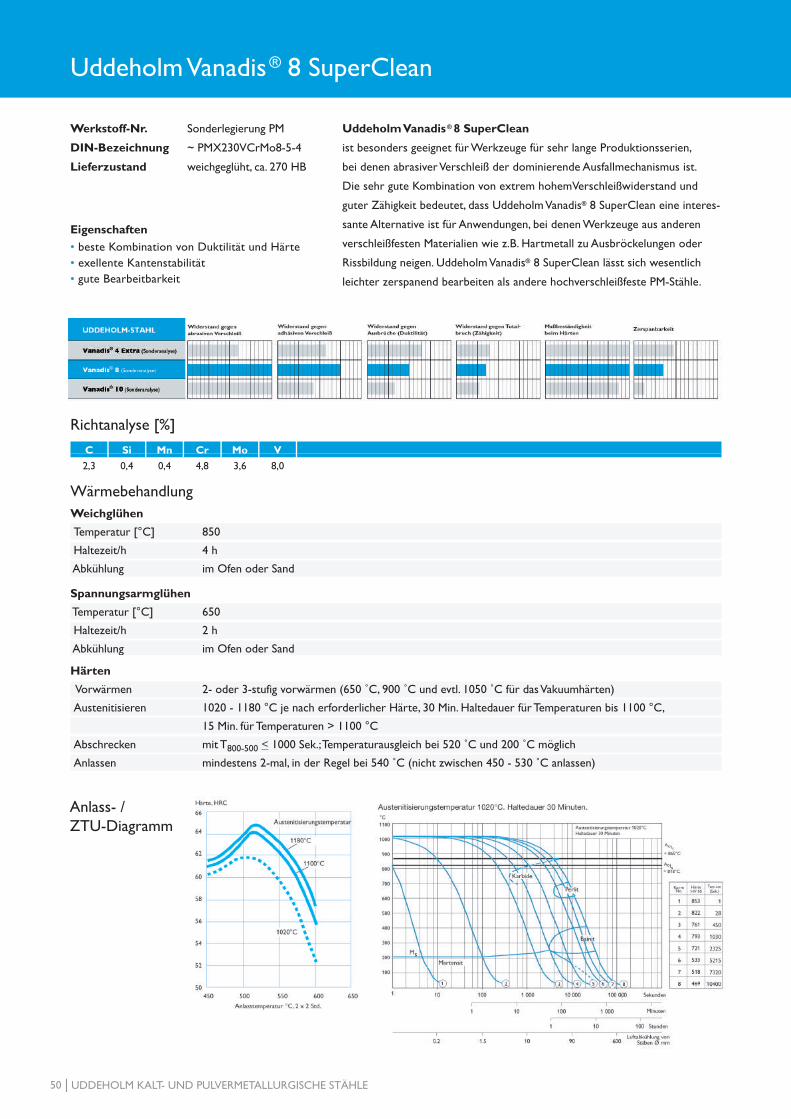
Lieferzustand weichgeglüht, ca. 270 HB
Uddeholm Vanadis® 8 SuperClean
ist besonders geeignet fur Werkzeuge fur sehr lange Produktionsserien,
bei denen abrasiver Verschleiß der dominierende Ausfallmechanismus ist.
Die sehr gute Kombination von extrem hohemVerschleißwiderstand und
guter Zähigkeit bedeutet, dass Uddeholm Vanadis® 8 SuperClean eine interes-
sante Alternative ist fur Anwendungen, bei denen Werkzeuge aus anderen
verschleißfesten Materialien wie z.B. Hartmetall zu Ausbröckelungen oder
Rissbildung neigen. Uddeholm Vanadis® 8 SuperClean lässt sich wesentlich
leichter zerspanend bearbeiten als andere hochverschleißfeste PM-Stähle.
Richtanalyse [%] C Si Mn Cr Mo V 2,3 0,4 0,4 4,8 3,6 8,0
WärmebehandlungWeichglühen Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 ˚C, 900 ˚C und evtl. 1050 ˚C für das Vakuumhärten)
Austenitisieren 1020 - 1180 °C je nach erforderlicher Härte, 30 Min. Haltedauer für Temperaturen bis 1100 °C,
15 Min. für Temperaturen > 1100 °C
Abschrecken mit T800-500 < 1000 Sek.; Temperaturausgleich bei 520 ˚C und 200 ˚C möglich
Anlassen mindestens 2-mal, in der Regel bei 540 ˚C (nicht zwischen 450 - 530 ˚C anlassen)
Uddeholm Vanadis® 8 SuperClean
Eigenschaften• beste Kombination von Duktilität und Härte• exellente Kantenstabilität• gute Bearbeitbarkeit
Anlass- / ZTU-Diagramm
50 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
Weitere Abmessungen auf Anfrage! Auch als Erodierblock lieferbar – siehe Seite 76!
Toleranzen siehe Seite 78 = kaltgezogener Rundstahl geschliffen auf Toleranz h9 ● = bearbeiteter Rundstahl
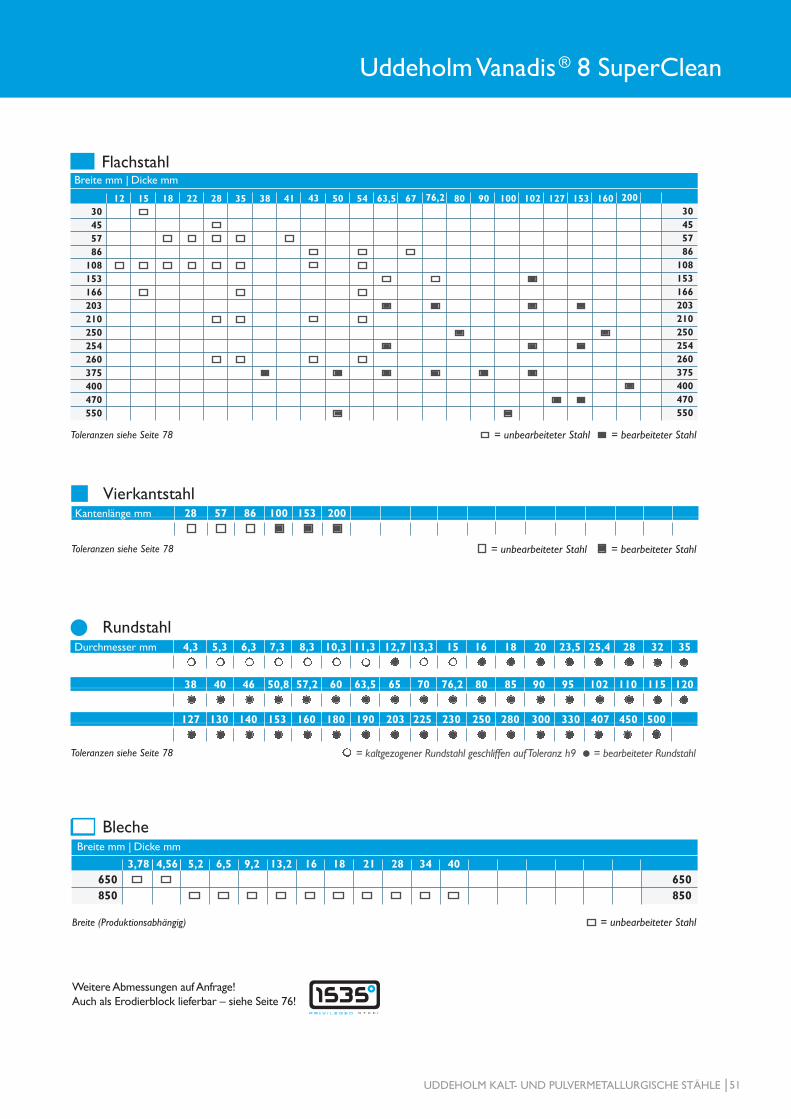
Rundstahl Durchmesser mm 4,3 5,3 6,3 7,3 8,3 10,3 11,3 12,7 13,3 15 16 18 20 23,5 25,4 28 32 35
38 40 46 50,8 57,2 60 63,5 65 70 76,2 80 85 90 95 102 110 115 120
127 130 140 153 160 180 190 203 225 230 250 280 300 330 407 450 500
650850
Bleche
3,78 4,56 5,2 6,5 9,2 13,2 16 18 21 28 34 40650850
= unbearbeiteter StahlBreite (Produktionsabhängig)
Breite mm | Dicke mm
304557 86
108153166203210250254260375400470550
Flachstahl
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
Uddeholm Vanadis® 8 SuperClean
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |51
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 28 57 86 100 153 200
304557 86
108153166203210250254260375400470550
12 15 18 22 28 35 38 41 43 50 54 63,5 67 76,2
7
80 90 100 102 127 153 160 200

Werkstoff-Nr. Sonderlegierung PM
DIN-Bezeichnung ~ PMX290VCrMo10-8-2
Lieferzustand weichgeglüht, ca. 300 HB
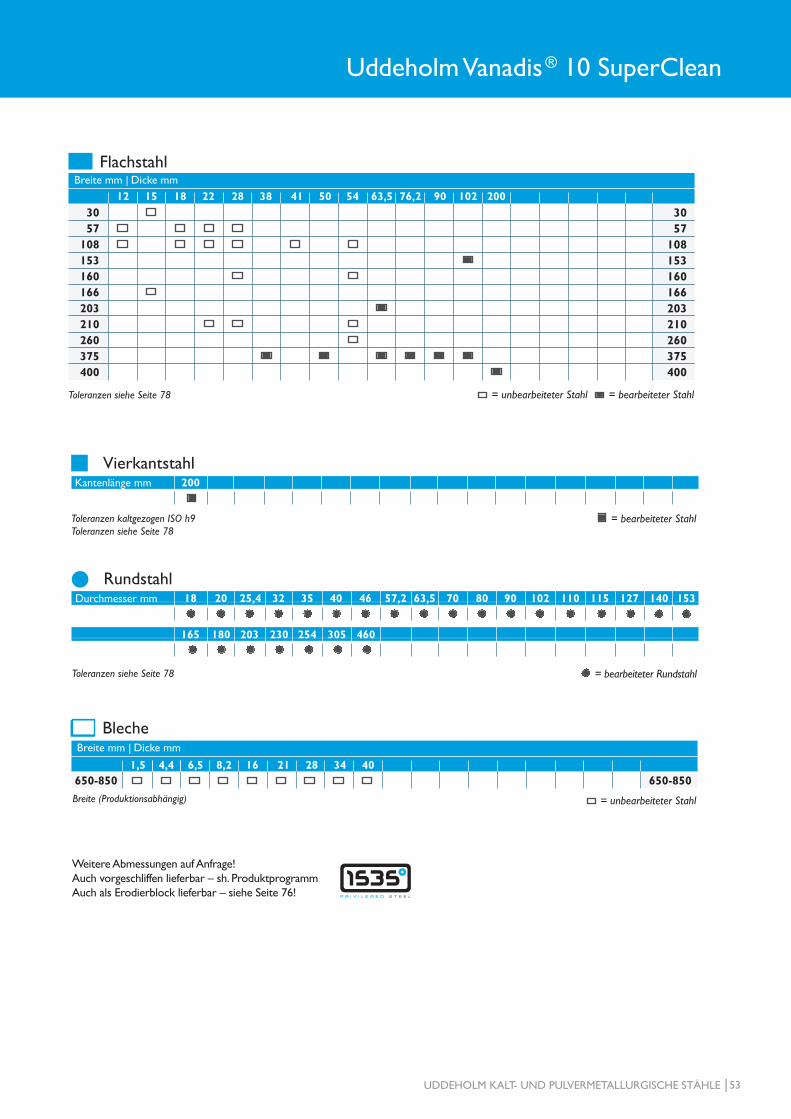
Uddeholm Vanadis® 10 SuperClean
ist ein PM-Stahl mit höchster abrasiver Verschleißfestigkeit für lange
Standzeiten beim Stanzen von federhartem Material bis ca. 1 mm, beim
Schneiden von Papier und Folien und für Verschleißteile im Maschinenbau.
Richtanalyse [%] C Si Mn Cr Mo V 2,9 0,5 0,5 8,0 1,5 9,8
WärmebehandlungWeichglühen
Temperatur [°C] 880
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650 - 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufig vorwärmen (650 °C und 850 °C und evtl. 1050 °C für das Vakuumhärten)
Austenitisieren 1000 - 1100 °C je nach erforderlicher Härte, 30 Min. Haltedauer,
normalerweise 1060 °C für ca. 63 HRC
Abschrecken mit T800-500 ≤ 450 Sek.; Temperaturausgleich bei 520 °C und 250 °C möglich
Anlassen mindestens 2-mal, in der Regel bei 525 - 540 °C (nicht zwischen 450 - 520 °C und unter 200 °C
anlassen), bei Austenitisierungstemperaturen > 1050 °C, bei großen Abmessungen, falls erodieren,
PVD-Beschichten oder höchste Maßbeständigkeit gewünscht wird, muss mindestens 3-mal > 520 °C
angelassen werden
Uddeholm Vanadis® 10 SuperClean
Eigenschaften• extrem hoher Verschleißwiderstand• relativ hohe Sicherheit gegen Brüche und Ausbrüche• hohe Druckfestigkeit
Anlass- / ZTU-Diagramm
• einfache und maßbeständige Härtung• gut CVD- und PVD-beschichtbar• beste Polierbarkeit
52 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
3057
108153160166203210260375400
Flachstahl
12 15 18 22 28 38 41 50 54 63,5 76,2 90 102 2003057
108153160166203210260375400
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Toleranzen kaltgezogen ISO h9Toleranzen siehe Seite 78
= bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 200
Breite mm | Dicke mm
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
650-850
Bleche
1,5 4,4 6,5 8,2 16 21 28 34 40650-850
= unbearbeiteter Stahl
Breite mm | Dicke mm
Toleranzen siehe Seite 78 = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 18 20 25,4 32 35 40 46 57,2 63,5 70 80 90 102 110 115 127 140 153
165 180 203 230 254 305 460
Breite (Produktionsabhängig)
Uddeholm Vanadis® 10 SuperClean
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |53

Werkstoff-Nr. ~1.3395
DIN-Bezeichnung ~ PMHS6-5-3
Lieferzustand weichgeglüht, ca. 260 HB
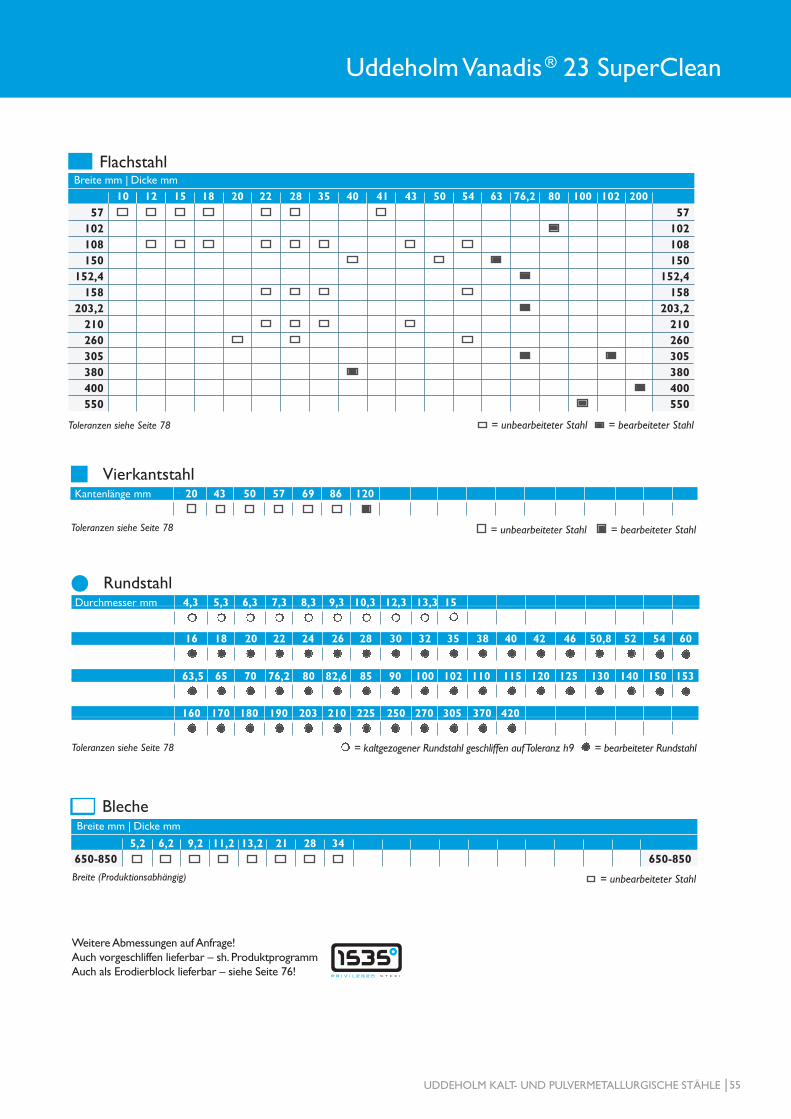
Uddeholm Vanadis® 23 SuperCleanist ein PM-Hochleistungsschnellarbeitsstahl für das Umformen und Schnei-den in der Stanztechnik, für das Massivumformen und das Pulverpressen.Er ist ebenfalls ein ideales Material für spanende Werkzeuge.
Richtanalyse [%] C Cr Mo V W 1,28 4,2 5,0 3,1 6,4
WärmebehandlungWeichglühen Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650 - 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 ˚C, 850 ˚C und evtl. 1050 ˚C für das Vakuumhärten)
Austenitisieren 1000 - 1180 °C ja nach erforderlicher Härte; die Haltedauer hängt von der Härtetemperatur ab
Abschrecken mit T800-500 ≤ 450 Sek.; Temperaturausgleich bei 520 ˚C und 200 ˚C möglich
Anlassen 560 °C; mindestens 3-mal je eine Stunde
Härtetabelle Austenitisierungstemperatur in °C (gewünschte Endhärte ± 1 HRC)
1020 °C > 58 1080 °C > 61 1140 °C > 64
1040 °C > 59 1100 °C > 62 1160 °C > 65
1060 °C > 60 1120 °C > 63 1180 °C > 66
Uddeholm Vanadis® 23 SuperClean
Eigenschaften• hohe Druckbelastbarkeit bei hoher Zähigkeit• gute Schleifbarkeit im Vergleich zu den konventionellen
HSS-Stählen• gute Kombination von Verschleiß- und Druckfestigkeit
Anlass- / ZTU-Diagramm
• gut CVD- und PVD-beschichtbar• beste Polierbarkeit
54 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
Toleranzen siehe Seite 78
57102108150
152,4 158
203,2 210260305380400550
Flachstahl
10 12 15 18 20 22 28 35 40 41 43 50 54 63 76,2 80 100 102 20057
102108150
152,4 158
203,2 210260305380400550
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
= unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 20 43 50 57 69 86 120
Weitere Abmessungen auf Anfrage! Auch vorgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
650-850
Bleche
5,2 6,2 9,2 11,2 13,2 21 28 34 650-850
= unbearbeiteter Stahl
Breite mm | Dicke mm
Toleranzen siehe Seite 78 = kaltgezogener Rundstahl geschliffen auf Toleranz h9 = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 4,3 5,3 6,3 7,3 8,3 9,3 10,3 12,3 13,3 15
16 18 20 22 24 26 28 30 32 35 38 40 42 46 50,8 52 54 60
63,5 65 70 76,2 80 82,6 85 90 100 102 110 115 120 125 130 140 150 153
160 170 180 190 203 210 225 250 270 305 370 420
Breite (Produktionsabhängig)
Uddeholm Vanadis® 23 SuperClean
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |55

Werkstoff-Nr. ~ 1.3294
DIN-Bezeichnung ~ PMHS6-5-3-8
Lieferzustand weichgegluht, max. 300 HB
gezogen, max. 320 HB
Uddeholm Vanadis® 30 SuperCleanist ein PM-Hochleistungsschnellarbeitsstahl fur das Massivumformen.Er ist ebenfalls ein ideales Material fur thermisch hochbelastete spanende Werkzeuge.
Richtanalyse [%] C Cr Mo V W Co 1,28 4,2 5,0 3,1 6,4 8,5
WärmebehandlungWeichglühen Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650 - 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 ˚C, 850 ˚C und evtl. 1050 ˚C für das Vakuumhärten)
Austenitisieren 1000 - 1180 °C ja nach erforderlicher Härte; die Haltedauer hängt von der Härtetemperatur ab
Abschrecken mit T800-500 ≤ 300 Sek.; Temperaturausgleich bei 520 ˚C und 200 ˚C möglich
Anlassen 560 °C; mindestens 3-mal je eine Stunde
Härtetabelle Austenitisierungstemperatur in °C (gewünschte Endhärte ± 1 HRC)
1000 °C > 60 1100 °C > 64
1020 °C > 61 1125 °C > 65
1050 °C > 62 1150 °C > 66
1075 °C > 63 1180 °C > 67
Uddeholm Vanadis® 30 SuperClean
Eigenschaften• sehr hohe Druckbelastbarkeit• hohe thermische Belastbarkeit• gute Schleifbarkeit im Vergleich zu den konventionellen
HSS-Stählen
Anlass- / ZTU-Diagramm
• gut CVD- und PVD-beschichtbar• beste Polierbarkeit
56 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Toleranzen siehe Seite 78
4595
208210260380
Flachstahl
20 22 30 35 43 50 54 75 4595
208210260380
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
= unbearbeiteter Stahl = bearbeiteter Stahl
Vierkantstahl Kantenlänge mm 28 102
Weitere Abmessungen sowie Erodierblöcke auf Anfrage!
Toleranzen siehe Seite 78 = kaltgezogener Rundstahl geschliffen auf Toleranz h9 = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 4,3 6,3 8,3 10,3 12,3 13,0 14,0 15,0
16 18 20 22 26 30 35 35 40 46 48 52 60 70 82,6 85 110 130
140 150 160 170 290
Uddeholm Vanadis® 30 SuperClean
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |57
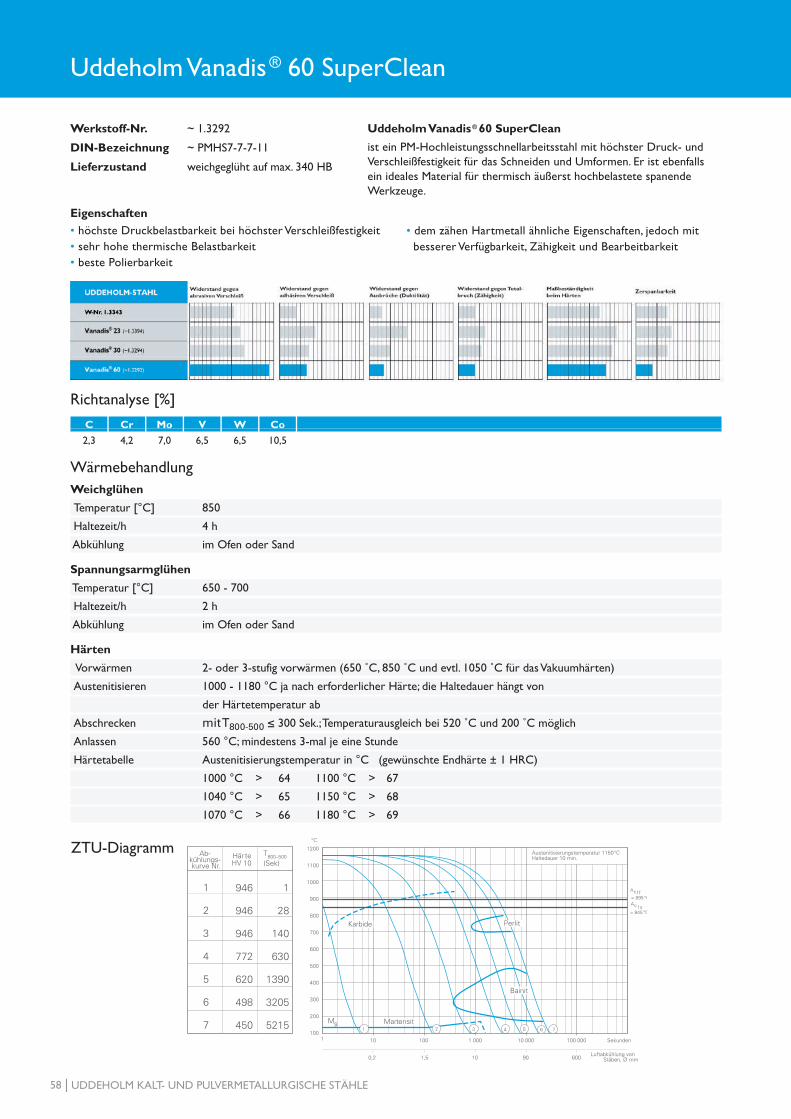
Werkstoff-Nr. ~ 1.3292
DIN-Bezeichnung ~ PMHS7-7-7-11
Lieferzustand weichgeglüht auf max. 340 HB
Uddeholm Vanadis® 60 SuperCleanist ein PM-Hochleistungsschnellarbeitsstahl mit höchster Druck- und Verschleißfestigkeit für das Schneiden und Umformen. Er ist ebenfalls ein ideales Ma terial für thermisch äußerst hochbelastete spanende Werkzeuge.
Richtanalyse [%] C Cr Mo V W Co 2,3 4,2 7,0 6,5 6,5 10,5
WärmebehandlungWeichglühen Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650 - 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 ˚C, 850 ˚C und evtl. 1050 ˚C für das Vakuumhärten)
Austenitisieren 1000 - 1180 °C ja nach erforderlicher Härte; die Haltedauer hängt von
der Härtetemperatur ab
Abschrecken mit T800-500 ≤ 300 Sek.; Temperaturausgleich bei 520 ˚C und 200 ˚C möglich
Anlassen 560 °C; mindestens 3-mal je eine Stunde
Härtetabelle Austenitisierungstemperatur in °C (gewünschte Endhärte ± 1 HRC)
1000 °C > 64 1100 °C > 67
1040 °C > 65 1150 °C > 68
1070 °C > 66 1180 °C > 69
Uddeholm Vanadis® 60 SuperClean
Eigenschaften• höchste Druckbelastbarkeit bei höchster Verschleißfestigkeit• sehr hohe thermische Belastbarkeit• beste Polierbarkeit
• dem zähen Hartmetall ähnliche Eigenschaften, jedoch mitbesserer Verfügbarkeit, Zähigkeit und Bearbeitbarkeit
ZTU-Diagramm
58 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

108158210250260
Flachstahl
22 28 38 54 80 100 108158210250260
Toleranzen siehe Seite 78 = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
Weitere Abmessungen auf Anfrage!
Toleranzen siehe Seite 78 = bearbeiteter Rundstahl
RundstahlDurchmesser mm 16 20 22 26 32 38 42 52 65 75 90 102 130 160 180 210
Uddeholm Vanadis® 60 SuperClean
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |59
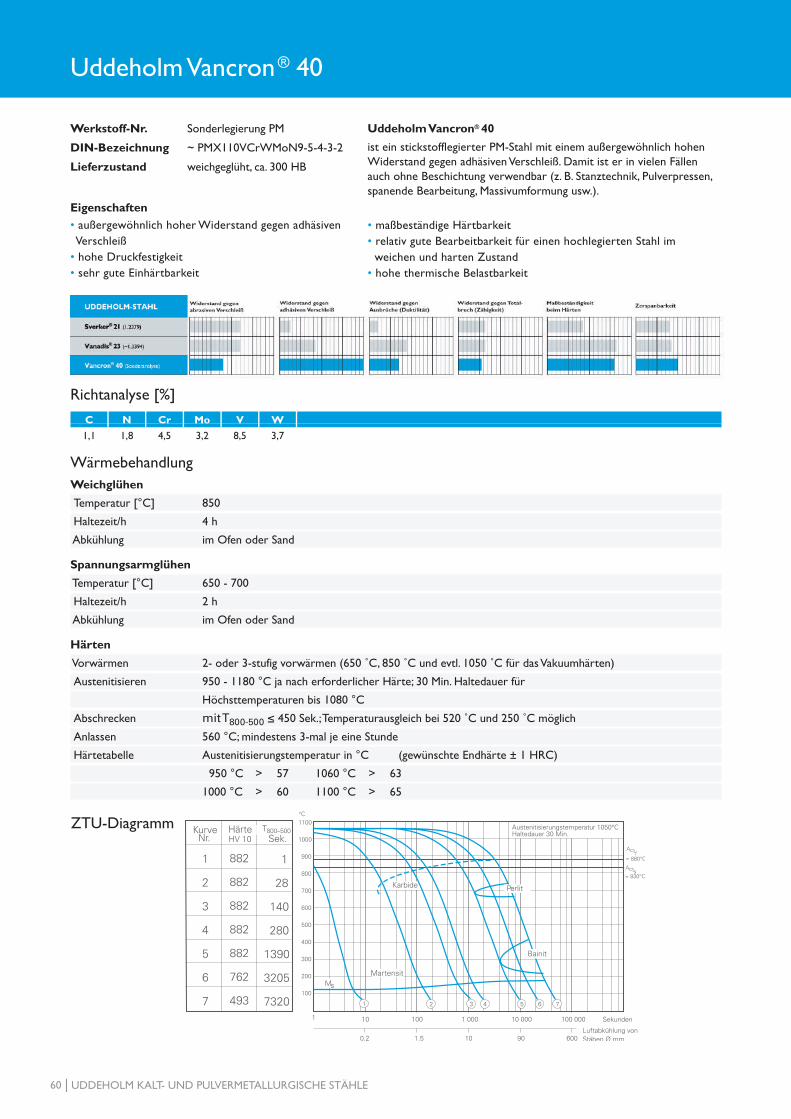
Werkstoff-Nr. Sonderlegierung PM
DIN-Bezeichnung ~ PMX110VCrWMoN9-5-4-3-2
Lieferzustand weichgeglüht, ca. 300 HB
Uddeholm Vancron® 40ist ein stickstofflegierter PM-Stahl mit einem außergewöhnlich hohen Widerstand gegen adhäsiven Verschleiß. Damit ist er in vielen Fällen auch ohne Be schichtung verwendbar (z. B. Stanztechnik, Pulverpressen, spanende Be arbeitung, Mas siv umformung usw.).
Richtanalyse [%] C N Cr Mo V W 1,1 1,8 4,5 3,2 8,5 3,7
WärmebehandlungWeichglühen Temperatur [°C] 850
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650 - 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 ˚C, 850 ˚C und evtl. 1050 ˚C für das Vakuumhärten)
Austenitisieren 950 - 1180 °C ja nach erforderlicher Härte; 30 Min. Haltedauer für
Höchsttemperaturen bis 1080 °C
Abschrecken mit T800-500 ≤ 450 Sek.; Temperaturausgleich bei 520 ˚C und 250 ˚C möglich
Anlassen 560 °C; mindestens 3-mal je eine Stunde
Härtetabelle Austenitisierungstemperatur in °C (gewünschte Endhärte ± 1 HRC)
950 °C > 57 1060 °C > 63
1000 °C > 60 1100 °C > 65
Uddeholm Vancron® 40
Eigenschaften• außergewöhnlich hoher Widerstand gegen adhäsivenVerschleiß
• hohe Druckfestigkeit• sehr gute Einhärtbarkeit
• maßbeständige Härtbarkeit• relativ gute Bearbeitbarkeit für einen hochlegierten Stahl im
weichen und harten Zustand• hohe thermische Belastbarkeit
ZTU-Diagramm
60 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

254
Flachstahl
63,5 76,2 102 153 254254
Toleranzen siehe Seite 78 = bearbeiteter Stahl
Breite mm | Dicke mm
Toleranzen siehe Seite 78 = bearbeiteter Rundstahl
RundstahlDurchmesser mm 8 10 12,7 16,2 18 25,4 32 40 50,8 63,5 70 80 90 102 127 140 153 180
203 230 254 280
Uddeholm Vancron® 40
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |61
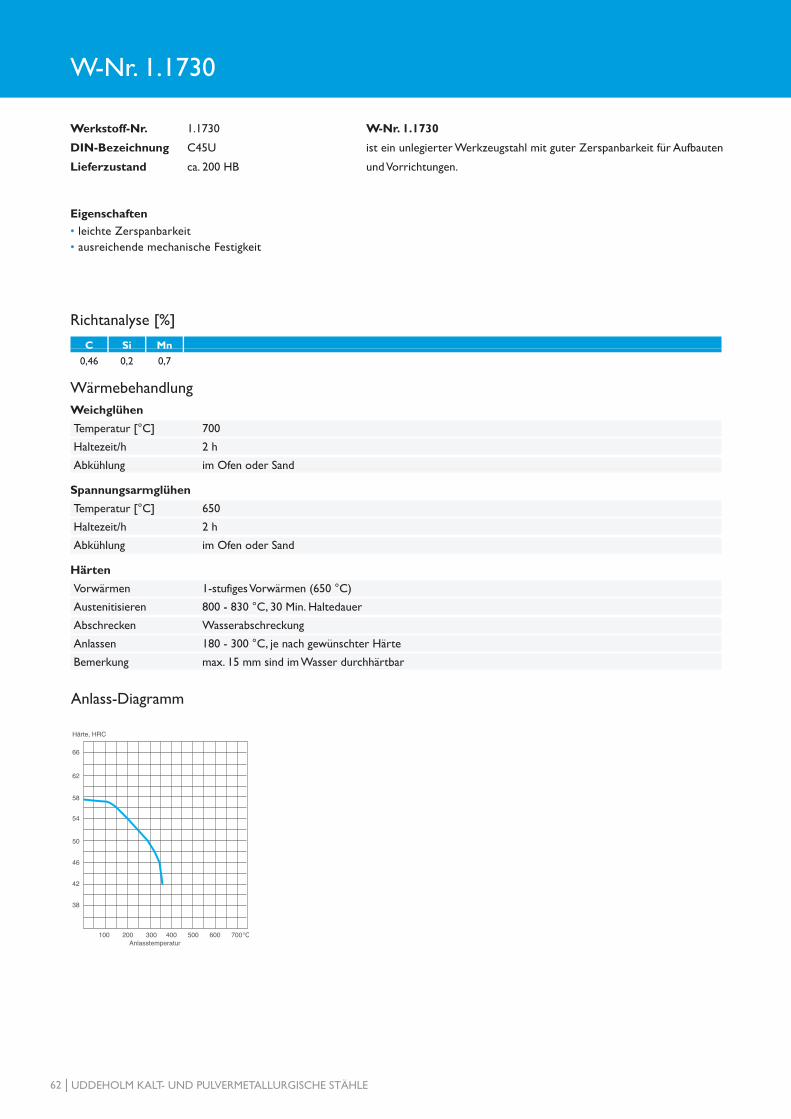
Werkstoff-Nr. 1.1730
DIN-Bezeichnung C45U
Lieferzustand ca. 200 HB
W-Nr. 1.1730
ist ein unlegierter Werkzeugstahl mit guter Zerspanbarkeit für Aufbauten
und Vorrichtungen.
Richtanalyse [%] C Si Mn 0,46 0,2 0,7
WärmebehandlungWeichglühen Temperatur [°C] 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 1-stufiges Vorwärmen (650 °C)
Austenitisieren 800 - 830 °C, 30 Min. Haltedauer
Abschrecken Wasserabschreckung
Anlassen 180 - 300 °C, je nach gewünschter Härte
Bemerkung max. 15 mm sind im Wasser durchhärtbar
W-Nr. 1.1730
Eigenschaften• leichte Zerspanbarkeit• ausreichende mechanische Festigkeit
Anlass-Diagramm
62 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
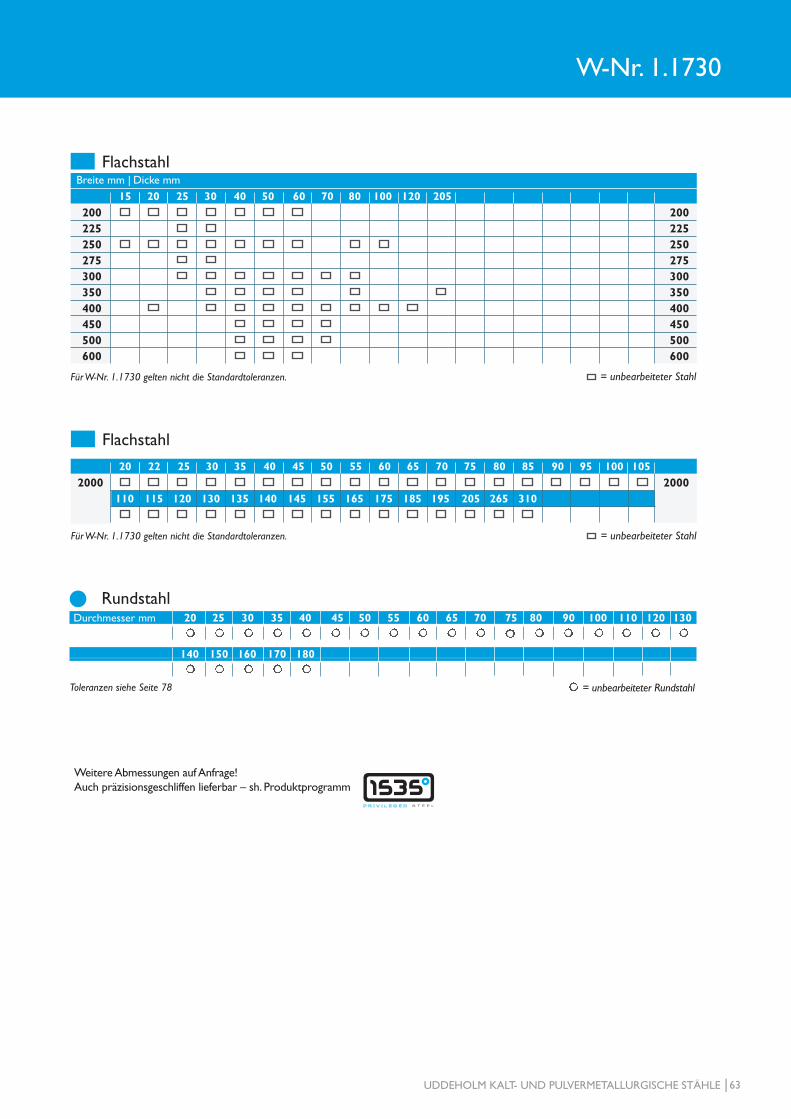
200225250275300350400450500600
Flachstahl
15 20 25 30 40 50 60 70 80 100 120 205200225250275300350400450500600
Für W-Nr. 1.1730 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Breite mm | Dicke mm
Weitere Abmessungen auf Anfrage! Auch präzisionsgeschliffen lieferbar – sh. Produktprogramm
Toleranzen siehe Seite 78 = unbearbeiteter Rundstahl
Rundstahl Durchmesser mm 20 25 30 35 40 45 50 55 60 65 70 75 80 90 100 110 120 130
140 150 160 170 180
W-Nr. 1.1730
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |63
Flachstahl
Für W-Nr. 1.1730 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
200020 22 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105
2000110 115 120 130 135 140 145 155 165 175 185 195 205 265 310
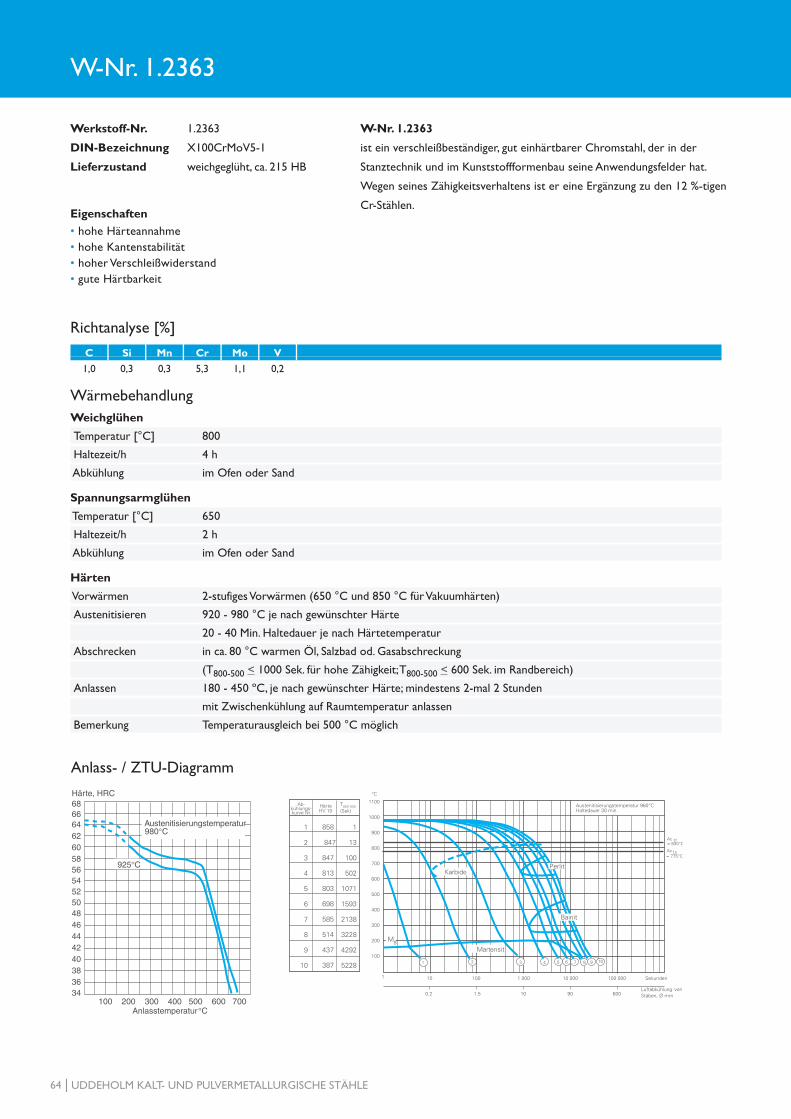
Werkstoff-Nr. 1.2363
DIN-Bezeichnung X100CrMoV5-1
Lieferzustand weichgeglüht, ca. 215 HB
W-Nr. 1.2363
ist ein verschleißbeständiger, gut einhärtbarer Chromstahl, der in der
Stanztechnik und im Kunststoffformenbau seine Anwendungsfelder hat.
Wegen seines Zähigkeitsverhaltens ist er eine Ergänzung zu den 12 %-tigen
Cr-Stählen.
Richtanalyse [%] C Si Mn Cr Mo V 1,0 0,3 0,3 5,3 1,1 0,2
WärmebehandlungWeichglühen Temperatur [°C] 800
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufiges Vorwärmen (650 °C und 850 °C für Vakuumhärten)
Austenitisieren 920 - 980 °C je nach gewünschter Härte
20 - 40 Min. Haltedauer je nach Härtetemperatur
Abschrecken in ca. 80 °C warmen Öl, Salzbad od. Gasabschreckung
(T800-500 < 1000 Sek. für hohe Zähigkeit; T800-500 < 600 Sek. im Randbereich)
Anlassen 180 - 450 ºC, je nach gewünschter Härte; mindestens 2-mal 2 Stunden
mit Zwischenkühlung auf Raumtemperatur anlassen
Bemerkung Temperaturausgleich bei 500 °C möglich
W-Nr. 1.2363
Eigenschaften• hohe Härteannahme• hohe Kantenstabilität• hoher Verschleißwiderstand• gute Härtbarkeit
Anlass- / ZTU-Diagramm
64 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Weitere Abmessungen auf Anfrage!Auch präzisionsgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
Für W-Nr. 1.2363 gelten nicht die Standardtoleranzen. = unbearbeiteter Rundstahl
Rundstahl Durchmesser mm 20 25 28 30 35 40 45 50 60 70 80 100 120
W-Nr. 1.2363
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |65
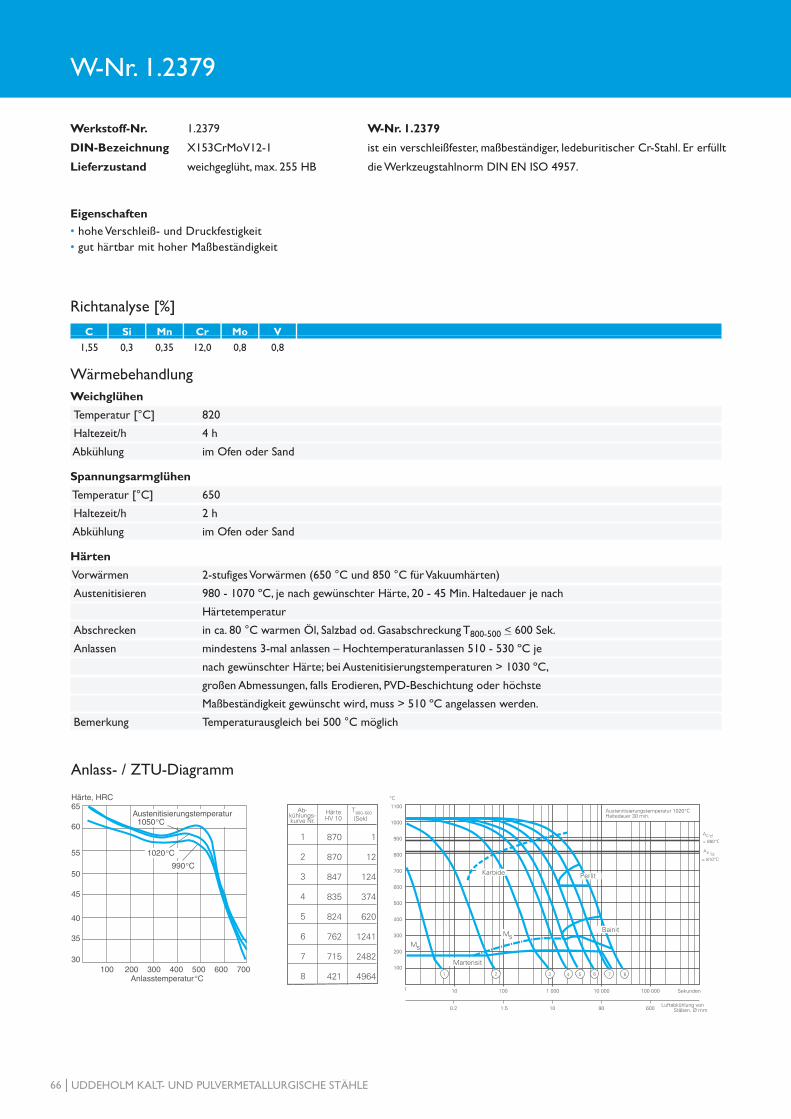
Werkstoff-Nr. 1.2379
DIN-Bezeichnung X153CrMoV12-1
Lieferzustand weichgeglüht, max. 255 HB
W-Nr. 1.2379
ist ein verschleißfester, maßbeständiger, ledeburitischer Cr-Stahl. Er erfüllt
die Werkzeugstahlnorm DIN EN ISO 4957.
Richtanalyse [%] C Si Mn Cr Mo V 1,55 0,3 0,35 12,0 0,8 0,8
WärmebehandlungWeichglühen Temperatur [°C] 820
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufiges Vorwärmen (650 °C und 850 °C für Vakuumhärten)
Austenitisieren 980 - 1070 ºC, je nach gewünschter Härte, 20 - 45 Min. Haltedauer je nach
Härtetemperatur
Abschrecken in ca. 80 °C warmen Öl, Salzbad od. Gasabschreckung T800-500 < 600 Sek.
Anlassen mindestens 3-mal anlassen – Hochtemperaturanlassen 510 - 530 ºC je
nach gewünschter Härte; bei Austenitisierungstemperaturen > 1030 ºC,
großen Abmessungen, falls Erodieren, PVD-Beschichtung oder höchste
Maßbeständigkeit gewünscht wird, muss > 510 ºC angelassen werden.
Bemerkung Temperaturausgleich bei 500 °C möglich
W-Nr. 1.2379
Eigenschaften• hohe Verschleiß- und Druckfestigkeit• gut härtbar mit hoher Maß beständigkeit
Anlass- / ZTU-Diagramm
66 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Für W-Nr. 1.2379 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Vierkantstahl Kantenlänge mm 20 25 30 35 40 45 50 60 70 80 90 100 120 130 150 160 180 200
Für W-Nr. 1.2379 gelten nicht die Standardtoleranzen. = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 10 12 14,5 15,5 16,5 18,5 20,5 22,5 25,5 28,5 30,5 32,8 35,8 38,8 40,8 45,8 50,8 55,8
60,8 66 71 76 81 86 91 96 101,5 106,5 111,5 116,5 121,5 126,5 131,5 136,5 141,5 151,5
156,5 162 172 177 182 187 192 202 207 212 217 222 227 232 242 252,5 262,5 272,5
2030405060708090
100120130140150160180200220250300350400500520600610
Flachstahl
Für W-Nr. 1.2379 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl = bearbeiteter Stahl
Breite mm | Dicke mm
2030405060708090
100120130140150160180200220250300350400500520600610
282,5 292,5 302,5 312,5 323 333 343 353 358 363 373 383 403 413 423 433 453 483
503 513
Weitere Abmessungen auf Anfrage!Auch als Sverker® 21 präzisionsgeschliffen und vor geschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
200,4 250,4 300,4
W-Nr. 1.2379
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |67
10 15 20 25 30 35 40 50 60 70 80 100 105 115 120 125 150 155 200 205 250 255 275 285 300
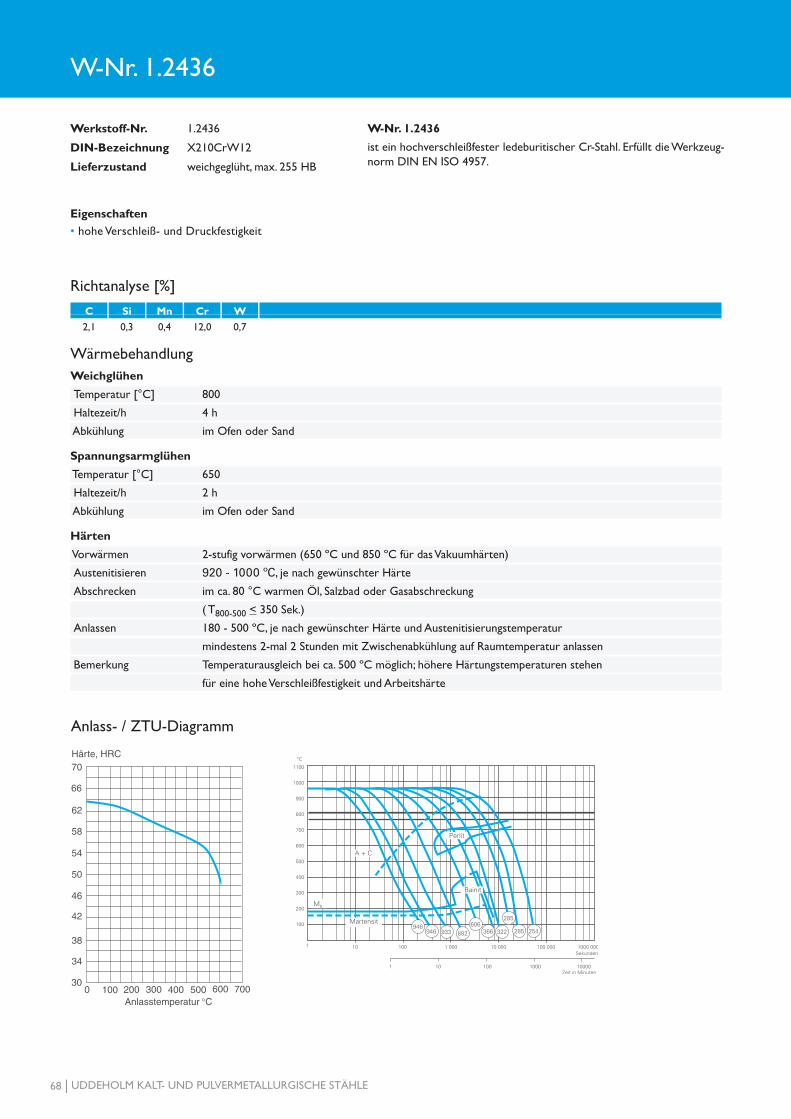
Werkstoff-Nr. 1.2436
DIN-Bezeichnung X210CrW12
Lieferzustand weichgeglüht, max. 255 HB
W-Nr. 1.2436ist ein hochverschleißfester ledeburitischer Cr-Stahl. Erfüllt die Werkzeug-norm DIN EN ISO 4957.
Richtanalyse [%] C Si Mn Cr W 2,1 0,3 0,4 12,0 0,7
WärmebehandlungWeichglühen Temperatur [°C] 800
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2-stufig vorwärmen (650 ºC und 850 ºC für das Vakuumhärten)
Austenitisieren 920 - 1000 ºC, je nach gewünschter Härte
Abschrecken im ca. 80 °C warmen Öl, Salzbad oder Gasabschreckung
( T800-500 < 350 Sek.)
Anlassen 180 - 500 ºC, je nach gewünschter Härte und Austenitisierungstemperatur
mindestens 2-mal 2 Stunden mit Zwischenabkühlung auf Raumtemperatur anlassen
Bemerkung Temperaturausgleich bei ca. 500 ºC möglich; höhere Härtungstemperaturen stehen
für eine hohe Verschleißfestigkeit und Arbeitshärte
W-Nr. 1.2436
Eigenschaften• hohe Verschleiß- und Druckfestigkeit
Anlass- / ZTU-Diagramm
68 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
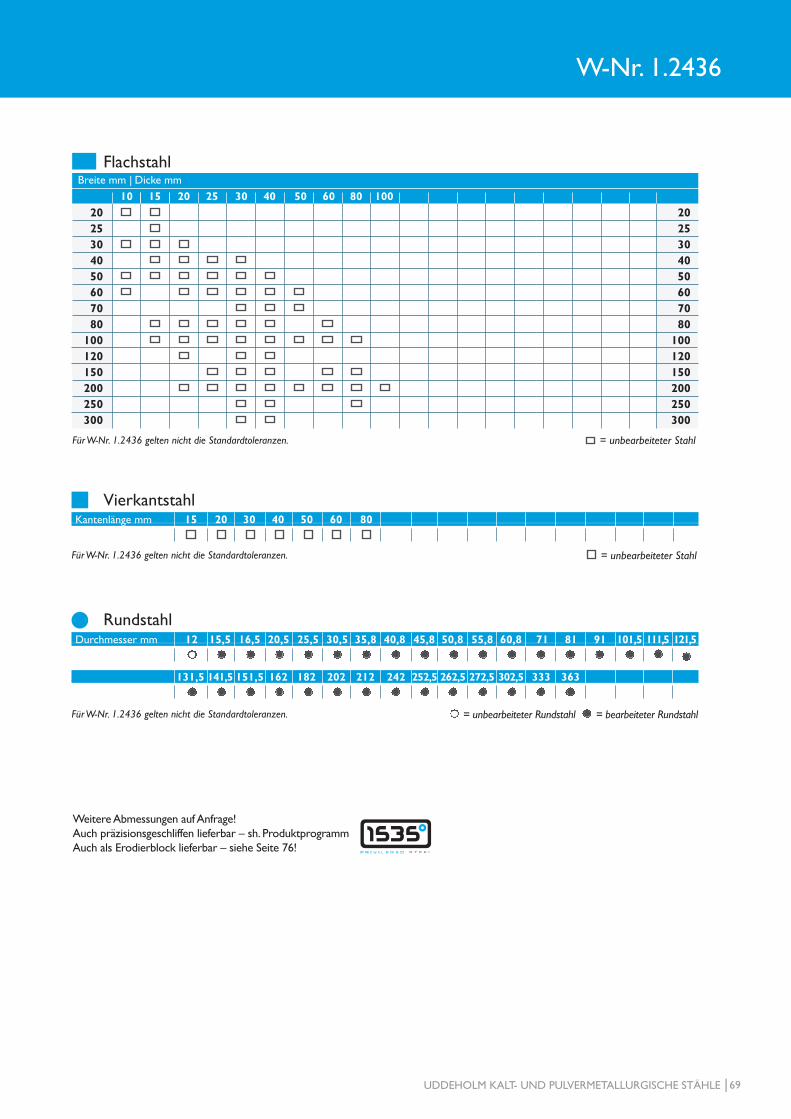
Für W-Nr. 1.2436 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Vierkantstahl Kantenlänge mm 15 20 30 40 50 60 80
Für W-Nr. 1.2436 gelten nicht die Standardtoleranzen. = unbearbeiteter Rundstahl = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 12 15,5 16,5 20,5 25,5 30,5 35,8 40,8 45,8 50,8 55,8 60,8 71 81 91 101,5 111,5 121,5
131,5 141,5 151,5 162 182 202 212 242 252,5 262,5 272,5 302,5 333 363
2025304050607080
100120150200250300
Flachstahl
10 15 20 25 30 40 50 60 80 100 2025304050607080
100120150200250300
Breite mm | Dicke mm
Für W-Nr. 1.2436 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Weitere Abmessungen auf Anfrage!Auch präzisionsgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
W-Nr. 1.2436
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |69
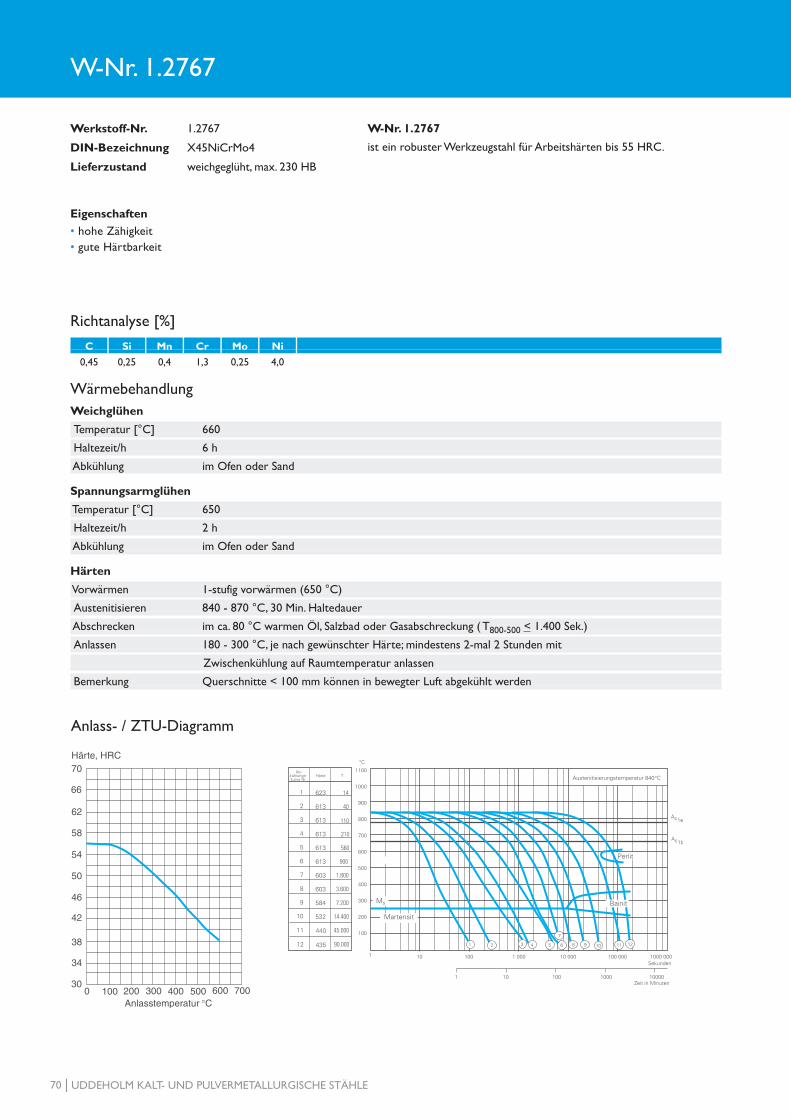
Werkstoff-Nr. 1.2767
DIN-Bezeichnung X45NiCrMo4
Lieferzustand weichgeglüht, max. 230 HB
W-Nr. 1.2767ist ein robuster Werkzeugstahl für Arbeitshärten bis 55 HRC.
Richtanalyse [%] C Si Mn Cr Mo Ni 0,45 0,25 0,4 1,3 0,25 4,0
WärmebehandlungWeichglühen Temperatur [°C] 660
Haltezeit/h 6 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 1-stufig vorwärmen (650 °C)
Austenitisieren 840 - 870 °C, 30 Min. Haltedauer
Abschrecken im ca. 80 °C warmen Öl, Salzbad oder Gasabschreckung ( T800-500 < 1.400 Sek.)
Anlassen 180 - 300 °C, je nach gewünschter Härte; mindestens 2-mal 2 Stunden mit
Zwischenkühlung auf Raumtemperatur anlassen
Bemerkung Querschnitte < 100 mm können in bewegter Luft abgekühlt werden
W-Nr. 1.2767
Eigenschaften• hohe Zähigkeit• gute Härtbarkeit
Anlass- / ZTU-Diagramm
70 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Für W-Nr. 1.2767 gelten nicht die Standardtoleranzen. = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 20,5 25,5 30,5 35,8 40,8 45,8 50,8 55,8 60,8 66 71 76 81 91 101,5 111,5 121,5 131,5
141,5 151,5 162 182 202 252,5 302,5 353
2000
Flachstahl
30 40 50 60 80 100 2000
Breite mm | Dicke mm
Für W-Nr. 1.2767 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Weitere Abmessungen auf Anfrage!Auch präzisionsgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
160250810
Flachstahl
40 57 77 260 160250810
Breite mm | Dicke mm
Für W-Nr. 1.2767 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
W-Nr. 1.2767
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |71
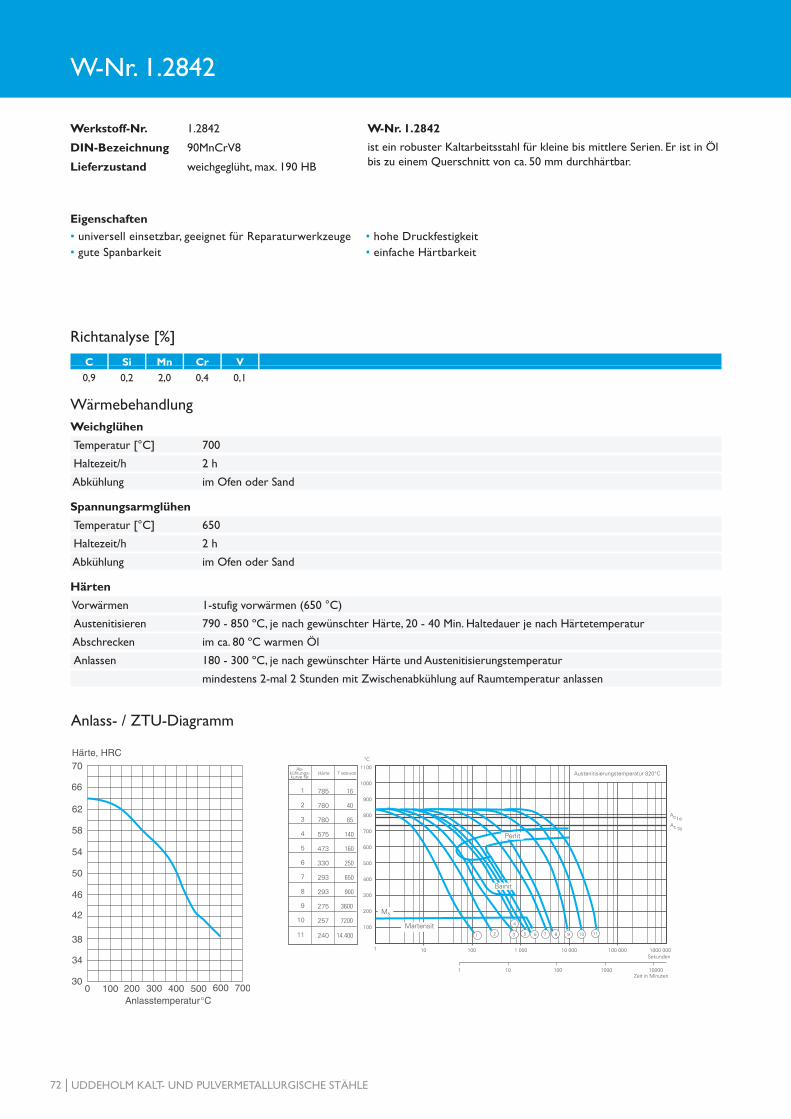
Werkstoff-Nr. 1.2842
DIN-Bezeichnung 90MnCrV8
Lieferzustand weichgeglüht, max. 190 HB
W-Nr. 1.2842ist ein robuster Kaltarbeitsstahl für kleine bis mittlere Serien. Er ist in Öl bis zu einem Querschnitt von ca. 50 mm durchhärtbar.
Richtanalyse [%] C Si Mn Cr V 0,9 0,2 2,0 0,4 0,1
WärmebehandlungWeichglühen Temperatur [°C] 700
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 1-stufig vorwärmen (650 °C)
Austenitisieren 790 - 850 ºC, je nach gewünschter Härte, 20 - 40 Min. Haltedauer je nach Härtetemperatur
Abschrecken im ca. 80 ºC warmen Öl
Anlassen 180 - 300 ºC, je nach gewünschter Härte und Austenitisierungstemperatur
mindestens 2-mal 2 Stunden mit Zwischenabkühlung auf Raumtemperatur anlassen
W-Nr. 1.2842
Eigenschaften• universell einsetzbar, geeignet für Reparaturwerkzeuge• gute Spanbarkeit
Anlass- / ZTU-Diagramm
• hohe Druckfestigkeit• einfache Härtbarkeit
72 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
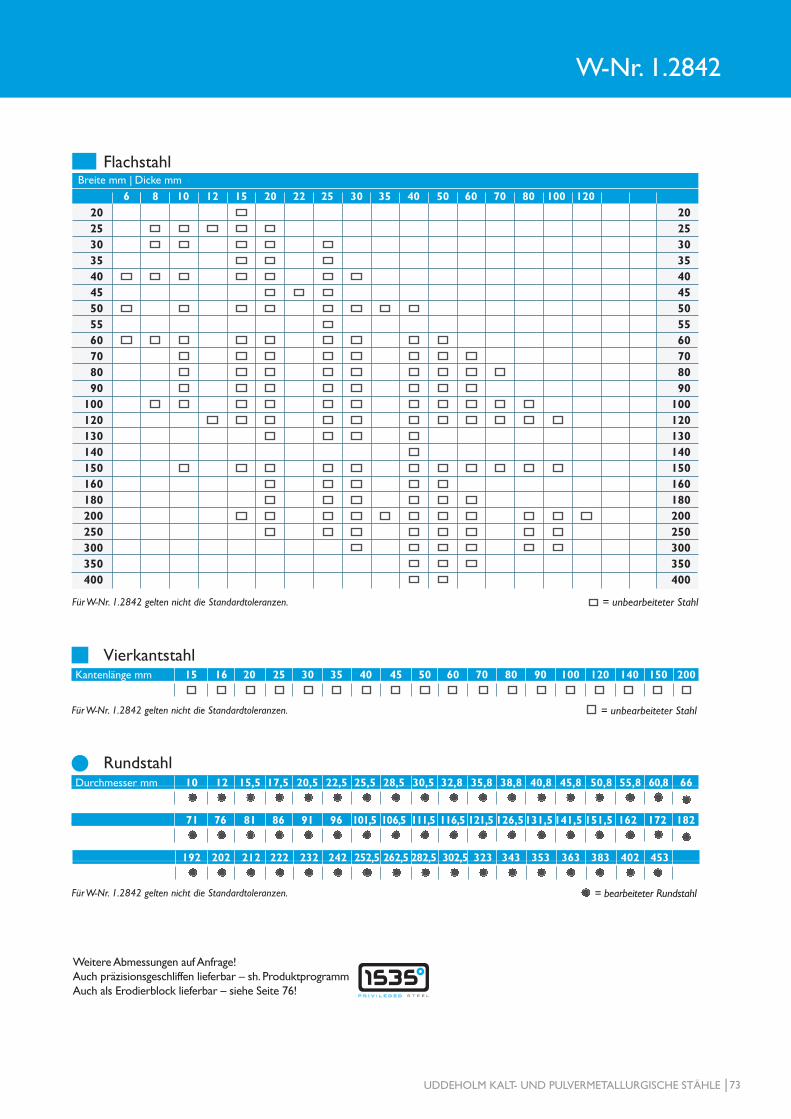
Für W-Nr. 1.2842 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Vierkantstahl Kantenlänge mm 15 16 20 25 30 35 40 45 50 60 70 80 90 100 120 140 150 200
Für W-Nr. 1.2842 gelten nicht die Standardtoleranzen. = bearbeiteter Rundstahl
Rundstahl Durchmesser mm 10 12 15,5 17,5 20,5 22,5 25,5 28,5 30,5 32,8 35,8 38,8 40,8 45,8 50,8 55,8 60,8 66
71 76 81 86 91 96 101,5 106,5 111,5 116,5 121,5 126,5131,5141,5 151,5 162 172 182
202530354045505560708090
100120130140150160180200250300350400
Flachstahl
6 8 10 12 15 20 22 25 30 35 40 50 60 70 80 100 120 202530354045505560708090
100120130140150160180200250300350400
Breite mm | Dicke mm
Für W-Nr. 1.2842 gelten nicht die Standardtoleranzen. = unbearbeiteter Stahl
Weitere Abmessungen auf Anfrage!Auch präzisionsgeschliffen lieferbar – sh. Produktprogramm Auch als Erodierblock lieferbar – siehe Seite 76!
192 202 212 222 232 242 252,5 262,5 282,5 302,5 323 343 353 363 383 402 453
W-Nr. 1.2842
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |73

Werkstoff-Nr. 1.3343
DIN-Bezeichnung HS6-5-2C
Lieferzustand weichgeglüht, max. 270 HB
kaltgezogen, max. 320 HB
W-Nr. 1.3343ist ein Schnellarbeitsstahl für das Um formen und Schneiden.
Richtanalyse [%] C Si Mo V W 0,9 0,2 5,0 1,9 6,4
WärmebehandlungWeichglühen Temperatur [°C] 810
Haltezeit/h 4 h
Abkühlung im Ofen oder Sand
SpannungsarmglühenTemperatur [°C] 650
Haltezeit/h 2 h
Abkühlung im Ofen oder Sand
Härten Vorwärmen 2- oder 3-stufig vorwärmen (650 °C, 850 °C und evtl. 1050 °C für das Vakuumhärten)
Austenitisieren 1000 - 1220 °C je nach gewünschter Härte, die Haltedauer hängt von der Härtetemperatur abAbschrecken im ca. 80 °C warmen Öl, Salzbad oder Gasabschreckung T800-500 ≤ 450 Sek.Anlassen 560 °C, mindestens 3-mal je 1 Stunde mit Zwischenkühlung auf Raumtemperatur
W-Nr. 1.3343
Eigenschaften• hohe Druckbelastbarkeit• gute Kantenstabilität
Anlass- / ZTU-Diagramm
74 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

gewalzt nach DIN EN 10058, entzundert (gestrahlt) = unbearbeiteter Stahl
Vierkantstahl Kantenlänge mm 20 25 30 40
Toleranzen ISO h9 = entkohlungsfrei gezogener Stahl
Blankstahl Durchmesser mm 2,8 3 3,3 3,7 3,8 4,2 4,3 4,7 4,8 5 5,2 5,3 5,5 6,2 6,3 6,4 6,7 6,8
7,3 7,5 8 8,2 8,3 8,4 8,5 8,7 9,2 9,5 10,2 10,3 10,4 10,8 11,2 12,2 12,3
25303540455055607080
Flachstahl
10 15 20 25 30 40 50 25303540455055607080
Breite mm | Dicke mm
gewalzt nach DIN EN 10058, entzundert (gestrahlt) bzw. aus Blech gesägt = unbearbeiteter Stahl
Toleranzen ISO k11 = gewalzter, geschälter und polierter Rundstahl
Rundstahl Durchmesser mm 13 14 14,5 15 15,5 16 16,5 17 17,5 18 18,5 19 19,5 20 20,5 21 21,5 22
22,5 23 23,5 24 24,5 25 25,5 26,5 27,5 28,5 29,5 30,5 31,8 32,8 33,8 34,8 35,8 36,8
37,8 38,8 39,8
Für W-Nr. 1.3343 gelten nicht die Standardtoleranzen. = gewalzter oder geschmiedeter, geschälter bzw. überdrehter Rundstahl
Rundstahl Durchmesser mm 40,8 41,8 42,8 43,8 44,8 45,8 46,8 47,8 48,8 49,8 50,8 51,8 52,8 53,8 54,8 55,8 56,8 58,8
60,8 62,8 64 65 66 68 69 70 71 73 76 79 80 81 83 86 91 96
101,5 106,5 111,5 116,5 121,5 126,5 131,5 136,5 141,5 151,5 162 172 182 192 202 212 222 232
W-Nr. 1.3343
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |75

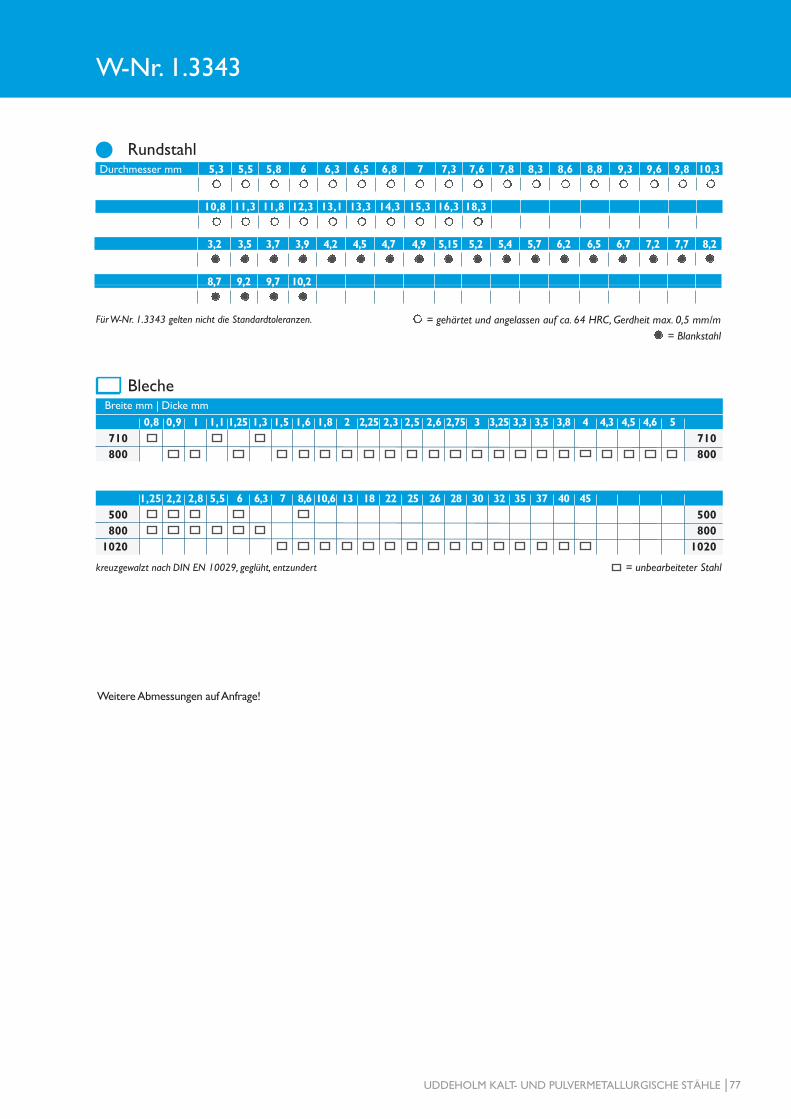
Weitere Abmessungen auf Anfrage!
W-Nr. 1.3343
Für W-Nr. 1.3343 gelten nicht die Standardtoleranzen. = gehärtet und angelassen auf ca. 64 HRC, Gerdheit max. 0,5 mm/m = Blankstahl
Rundstahl Durchmesser mm 5,3 5,5 5,8 6 6,3 6,5 6,8 7 7,3 7,6 7,8 8,3 8,6 8,8 9,3 9,6 9,8 10,3
10,8 11,3 11,8 12,3 13,1 13,3 14,3 15,3 16,3 18,3
3,2 3,5 3,7 3,9 4,2 4,5 4,7 4,9 5,15 5,2 5,4 5,7 6,2 6,5 6,7 7,2 7,7 8,2
8,7 9,2 9,7 10,2
710800
Bleche
0,8 0,9 1 1,1 1,25 1,3 1,5 1,6 1,8 2 2,25 2,3 2,5 2,6 2,75 3 3,25 3,3 3,5 3,8 4 4,3 4,5 4,6 5710800
= unbearbeiteter Stahlkreuzgewalzt nach DIN EN 10029, geglüht, entzundert
Breite mm | Dicke mm
500800
1020
1,25 2,2 2,8 5,5 6 6,3 7 8,6 10,6 13 18 22 25 26 28 30 32 35 37 40 45 500800
1020
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |77

Erodierblöcke / Zusatzprodukte
Nutzen Sie den Kostenvorteil der bewährten Uddeholm-Werkzeugstähle,um Ihren Erfolg weiter auszubauen.
Mit Uddeholm-Erodierblöcken können Sie wirtschaftlich produzieren und flexibel reagieren. Wir bieten Ihnen Erodierblöcke in allen bekanntenUddeholm-Qualitäten an. Zu folgenden Werkstoffen sind außerdem Erodierblöcke als Standardabmessungen direkt ab Lager erhältlich. Die entsprechenden Abmessungen finden Sie in unserem 1535°-Produkt-programm.
Sie benötigen weitere Informationen, dann schauen Sie doch mal Online (www.uddeholm.com) in unser 1535° Produktprogramm oder sprechen Sie Ihren gewohnten Partner im Innen- oder Außendienst an, nehmen Sie über [email protected] Kontakt mit uns auf.
Unser Service
Lieferzustand: weichgeglüht auf ca. 255 HB oder gehärtet nach Kundenwunsch, erodierfähig angelassen
Startlochbohrung: Nach Kundenwunsch mit oder ohne lieferbar
Wichtig:Maße A und B auf Anfrage! Das Maß C wird alsstehende Faser, z. B. Stempelhöhe bzw. Schnitt-plattendicke ausgeliefert.
Erodierblöcke
Uddeholm SleipnerUddeholm Vanadis 4 Extra SuperCleanUddeholm Vanadis 6 SuperCleanUddeholm Vanadis 10 SuperCleanUddeholm Vanadis 23 SuperClean
W-Nr. 1.2363W-Nr. 1.2379W-Nr. 1.2436W-Nr. 1.2767W-Nr. 1.2842
78 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE
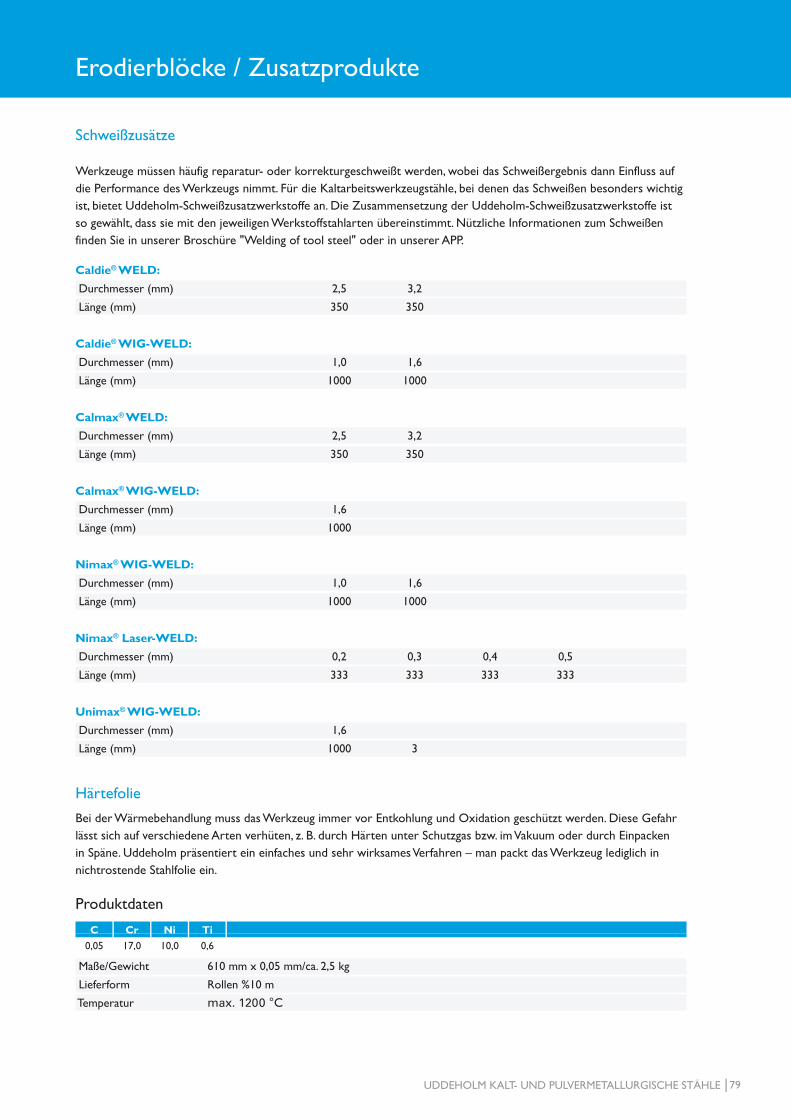
Werkzeuge müssen häufig reparatur- oder korrekturgeschweißt werden, wobei das Schweißergebnis dann Einfluss aufdie Performance des Werkzeugs nimmt. Für die Kaltarbeitswerkzeugstähle, bei denen das Schweißen besonders wichtigist, bietet Uddeholm-Schweißzusatzwerkstoffe an. Die Zusammensetzung der Uddeholm-Schweißzusatzwerk stoffe istso gewählt, dass sie mit den jeweiligen Werkstoffstahlarten übereinstimmt. Nützliche Informationen zum Schweißenfinden Sie in unserer Broschüre "Welding of tool steel" oder in unserer APP.
Caldie® WELD:Durchmesser (mm) 2,5 3,2
Länge (mm) 350 350
Caldie® WIG-WELD:Durchmesser (mm) 1,0 1,6
Länge (mm) 1000 1000
Calmax® WELD:Durchmesser (mm) 2,5 3,2
Länge (mm) 350 350
Calmax® WIG-WELD:Durchmesser (mm) 1,6
Länge (mm) 1000
Nimax® WIG-WELD:Durchmesser (mm) 1,0 1,6
Länge (mm) 1000 1000
Nimax® Laser-WELD:Durchmesser (mm) 0,2 0,3 0,4 0,5
Länge (mm) 333 333 333 333
Unimax® WIG-WELD:Durchmesser (mm) 1,6
Länge (mm) 1000 3
Produktdaten
C Cr Ni Ti 0,05 17,0 10,0 0,6
Maße/Gewicht 610 mm x 0,05 mm/ca. 2,5 kg
Lieferform Rollen %10 m
Temperatur max. 1200 °C
Schweißzusätze
HärtefolieBei der Wärmebehandlung muss das Werkzeug immer vor Entkohlung und Oxidation geschützt werden. Diese Gefahrlässt sich auf verschiedene Arten verhüten, z. B. durch Härten unter Schutzgas bzw. im Vakuum oder durch Einpacken in Späne. Uddeholm präsentiert ein einfaches und sehr wirksames Verfahren – man packt das Werkzeug lediglich innichtrostende Stahlfolie ein.
Erodierblöcke / Zusatzprodukte
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |79

unbearbeiteter Stahl Breite Dicke
Abmessung (0)-200 0 - 20 (20) - 40 (40) - 60 (60) -Toleranzen -0/+1,8 -0/+0,4 -0/+0,6 -0/+0,8 -0/+1,0
Abmessung (200)-300 0 - 20 (20) - 40 (40) - 60 (60) -Toleranzen -0/+2,6 -0/+0,6 -0/+0,8 -0/+1,2 -0/+1,5
bearbeiteter StahlToleranzen +2,5/+4,5 +2,5/+4,5
Toleranzen
Flachstahl
unbearbeiteter Stahl Breite
Abmessung 0 - 30 (30) - 50 (50) - 60 (60) - 70 (70) - 80 (80) -Toleranzen -0/+0,6 -0/+1,1 -0/+1,3 -0/+1,5 -0/+1,7 -0/+1,9
bearbeiteter StahlToleranzen +2,5/+4,5
Vierkantstahl
unbearbeiteter StahlDurchmesser
Abmessung 0 - 15 (15) - 25 (25) - 35 (35) - 70 (70) - 100 (100) -Toleranzen -0,25/+0,4 -0,3/+0,5 -0,4/+0,6 -0,5/+1,0 -0,7/+1,4 -0,9/+1,75
bearbeiteter StahlDurchmesser
Abmessung 0 - 50 (50) - 80 (80) - 120 (120) - 180 (180) - 250 (250) -Toleranzen +0,4/+0,8 +0,9/+1,2 +1,2/+1,7 +2,0/+3,0 +2,0/+4,0 +2,0/+5,0
Rundstahl
unbearbeiteter StahlInnendurchmesser (Außendurchmesser siehe bearbeiteter Rundstahl)
Abmessung ≤ 125 (125) - 305Toleranzen -2,4/-4,0 -5,6/-7,2
Hohlstahl
80 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Hinweise
WärmebehandlungsempfehlungDie einzelnen Wärmebehandlungs-Parameter hängen vom Querschnitt, der Geometrie des Werkstücks, derHärteeinrichtung sowie von weiteren Bedingungen ab. Die empfohlenen Werte sind darum nur allgemein gültigund müssen im Einzelfall angepasst werden. Generell gilt aber: Für eine hohe Zähigkeit sollte das Abschrecken vonder Härtetemperatur möglichst schnell erfolgen. Bitte beachten Sie auch, dass der Stahl vor Oxidation/Entkohlunggeschützt werden sollte. Gerne übernehmen wir die Wärmebehandlung Ihrer Werkzeuge für Sie! Schnell, sicherund entspannt. Kontaktieren Sie Ihren Ansprechpartner im Innen- oder Außendienst, oder nehmen Sie ü[email protected] Kontakt mit uns auf.
MaterialerzeugungBitte beachten Sie, dass es sich bei Werkstoffen mit der Bezeichnung W-Nr. 1.XXXX in der Regel um Konzernwarehandelt.
Überfrästes MaterialÜberfrästes Material ist nicht für den direkten Einsatz gedacht, sondern um das Bearbeitungsaufmaß möglichst gering zu halten. Eine mechanische Bearbeitung der Oberflächen raten wir daher immer an.
Hinweis zu Vancron® 40Bei der unbearbeiteten Ausführung dieses Stahls können sich produktionsbedingte Reste der Kapsel auf der Ober-fläche befinden, welche visuell nicht sofort wahrgenommen werden. Es ist darum unbedingt darauf zu achten, dassder Stahl von allen Seiten gleichmäßig abgearbeitet wird, bevor dieser zum Einsatz kommt.
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |81

Uddeholm digital
UDDEHOLM IM INTERNET UND AUF DEM SMARTPHONE
Detaillierte Informationen zu den Uddeholm Warmarbeitsstählen finden Sie natürlich auch im Internet.Unter www.uddeholm.com können Sie sich alle Produktbroschüren zu unserenWerkstoffen herunterladen. Darüber hinaus gibt Ihnen unsere Homepage natürlich Auskunft uber unser Unter-nehmen und informiert Sie uber unser komplet-tes Lieferprogramm.Mit unserer Uddeholm-Machining-Guidelines-APP bieten wir Ihnen Zerspanungsdaten für alle Uddeholm-Stähle in handlicher Form. Ganz besonders hinweisen möchten wir Sie auf unsere Uddeholm Online-Stores!Im Online-Store für Einzelstücken und Klein-teilen finden Sie eine Vielzahl an Einzelstücken und Kleinteilen aus bewährten Uddeholm-Stahlqualitäten in verschiedensten Ausführun-gen zu reduzierten Preise!Im Uddeholm Store für Präzisionsflachstahl, Präzisionsplatten, Normstäbe, Erodier-blöcke oder geschliffene Rundstäbe haben wir mehr als 6.500 Artikel aus unserem bewähr-tem 1535-Produktprogramm.Bei uns passiert eine Menge! Daran möchten wir Sie aktiv teilhaben lassen. Uddeholm ist auf Facebook, Linkedin und YouTube vertreten.
Schauen Sie doch einfach mal vorbei.
82 | UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE

Notizen
UDDEHOLM KALT- UND PULVERMETALLURGISCHE STÄHLE |83
www.uddeholm.com