







Sprachen
Seiten
Rechtliche


Hydro Building Systems AG Gewerbepark 5506 Mägenwil Telefon 062 887 41 10 Telefax 062 887 41 11 www.ferro-wic.ch
Wichtige Hinweise
Stand 04/11
Wichtige Hinweise
Werkstoffkennzeichnungen: Endzahl 0 = Stahl 1.0044, S275 JR - EN 10025 und EN 10051, walzblank Endzahl 1 = Aluminium EN AW 6060, EN 573-3, Zustand T66 nach EN 755-2 Endzahl 2 = Stahl 1.0244, S280GD+ZA255-B-O, bandlegierverzinkt, EN 10326 und EN 10143
bzw. S280GD + Z275-M-A-C, bandverzinkt, EN 10326 und EN 10143 Endzahl 3 = Edelstahl 1.4401 EN 10088-1 Oberfläche Ausgangsmaterial 2B, EN 10088-2 Endzahl 4 = Edelstahl 1.4401 EN 10088-1 Sichtflächen geschliffen, Körnung 400, foliert
Verarbeitungsrichtlinien

FERRO- WICTEC InhaltFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
1. Wichtige Hinweise 0.3-0.7
1.0 Vorwort 0.3 1.1 Werkstoffe 0.3 1.2 AuswahlderProfile,ZubehörteileundBeschläge 0.3 1.3 Bestellung 0.3 1.4 Transport 0.4 1.5 LagerungbeimVerarbeiter 0.4 1.6 Verarbeitung 0.4 1.6.1 Allgemein 0.4 1.6.2 GütesicherungbeiSchweissarbeitenanProfilenausnichtrostendemStahl 0.5 1.7 OberflächenbehandlungbeiFERRO-WIC-Bauteilen(RahmenundEinzelstäbe) 0.5 1.7.1 Stahlbandverzinktundbandlegierverzinkt 0.5 1.7.2 NichtrostenderStahl 0.5 1.7.3Stahlwalzblank 0.5 1.8 Verglasung,FugenabdichtungamBau 0.5 1.9 VerhütungvonOberflächenschädenaneingebautenFERRO-WIC-Bauteilen 0.5 1.10 ReinigungvonFERRO-WIC-Bauteilen 0.6 1.11 WartungvonFERRO-WIC-Bauteilen 0.6 1.12 Funktionsfähigkeit 0.6 1.13 TechnischeService-Leistungen 0.6 1.14 WarenzeichenFERRO-WIC 0.7
2. Allgemeine Hinweise 0.8-0.17
2.1 Einleitung 0.8 2.2 Profil-undZubehörsortiment 0.8 2.3 FERRO-WIC-ProfileausbandlegierverzinktemKohlenstoffstahl1.0244 0.9 2.3.1 Werkstoff 0.9 2.3.2 Deutsche Normen und Richtlinien 0.9 2.3.3 EuropäischeNormen 0.9 2.3.4 Verarbeitung 0.10 2.4 FERRO-WIC-ProfileausEdelstahl1.4401 0.12 2.4.1 Werkstoff 0.12 2.4.2 Deutsche Normen und Richtlinien 0.12 2.4.3 EuropäischeundinternationaleNormen 0.13 2.4.4 Verarbeitung 0.13 2.5 TabelleDichtstoffe 0.173. Oberflächenbehandlung 0.18-0.29
3.1 EmpfehlungenfürdieBeschichtungvonbandverzinktenFERRO-WIC-Profilen 3.1.1 Allgemein 0.18 3.1.2 Oberflächenvorbereitung 0.18 3.1.3 Aussenanwendung 0.20 3.1.4 Innenanwendung 0.23 3.2 KorrosionsschutzStahl-Aufsatzkonstruktion 3.2.1 Einführung 0.26 3.2.2 Basisinformationen 0.26 3.2.3 Regelwerke 0.29 3.2.4 PraktischeUmsetzung 0.293.2.5 StückverzinkungderStahlaufsatzkonstruktionenFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 E 0.31 4. Arbeitsschritte(Fotodokumentation) 0.33-0.39
5. VerbindungstechnikGrundprofil-UnterkonstruktionbeiFERRO-WICTEC55-1Eund50-1E0.40-0.47
6.EinbauvonFüllelementen 0.46
0.1
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Inhalt
11.03 HYDRO Fassade VAR Kapitel 0
7.Schrägverglasung-Überkopfverglasung 0.47-0.50
8. VerarbeitungshinweiseSchräganschluss3-Ebenendichtung 0.51
9. Sonnenschutzbefestigung 0.52
10.DruckausgleichundEntwässerung 0.53-0.57
0.2

FERRO- WICTEC Wichtige HinweiseFassadensysteme mit Elastomerschaumkeder
05.10 HYDRO Fassade VAR Kapitel 0
Vorwort
DieseUnterlagen(ProgrammlisteundVerarbeitungsrichtlinien)wendensichanFachfirmen,diemitdeneinschlägi-genNormen,RichtlinienundVorschriftenvertrautsind.
1.1Werkstoffe
FERRO-WIC-ProfilewerdeninfolgendenWerkstoff-Variantenhergestellt:
a) Stahl,Werkstoff1.0244,S280GD+ZA255-B-OnachEN10326und10143,mitimSchmelztauchverfahrenkonti-nuierlichaufgebrachtemZink-Aluminium-Überzug(HandelsnameGALFAN)
b) AustenitischernichtrostenderStahl,Werkstoff-Nr.1.4401,KurznameX5CrNiMo17-12-2nachEN10088-1,Ober-flächedesAusgangsmaterials2BnachEN10088-2.
c) Stahl,Werkstoff1.0244,S280GD+Z275-M-A-C,bandverzinktnachEN10326undEN10143,fürdieGrundprofileFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 E
d) Stahl,Werkstoff1.0044,S275JRnachEN10025undEN10051,walzblank,fürdieGrundprofileFERRO- WICTEC 55-1 E und FERRO-WICTEC 50-1 EfürgeschweissteKonstruktionenmitnachträglicherStückverzin-
kunge) AluminiumlegierungENAW6060-nachEN573-3,ZustandT66nachEN755-2fürErgänzungsprofile,Glasleis-
ten,fürGrundprofilefürdieSerienFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 E,sowiefürAndruck-undAbdeckprofile
1.2AuswahlderProfile,ZubehörteileundBeschläge DieAuswahlderSystembestandteileerfolgteigenverantwortlichdurchdenVerarbeiter,abhängigvondenbaulichenGegebenheiten,denstatischenErfordernissen,denarchitektonischenVorstellungenunddenKundenwünschenun-terBeachtungunsererVerarbeitungsrichtlinien.BeiderFestlegungvonElementgrössenmüssenzurAufnahmevonWärmedehnungenundBauwerksbewegungenFugeninderRahmenkonstruktionundgegebenenfallsauchimBau-anschlussvorgesehenwerden.DieinunserenUnterlagendargestelltenBauanschlüssestellenBeispieledarundmüssenvomVerarbeiterdenjeweiligenbaulichenBedingungenangepasstwerden.ZubeachtensindunsereAngabenüberzulässigeFlügelgrössen,-gewichteund-formatesowieNormen,Richtlinien,HinweiseundVorschriftenvonFachverbändenundbehördlicheVerordnungen.
1.3Bestellung AlleArtikelderProgrammlistekönnenbeidenVertriebspartnernbestelltwerden.LieferungenerfolgenausLagervor-rat,unterVorbehaltdesZwischenverkaufs.Die Verkaufsbedingungen sind der FERRO-WIC-Preisliste zu entnehmen. Profile aus nichtrostendem Stahlsind objektbezogen nach Terminvereinbarung auch mit einer speziellen Oberflächenveredelung lieferbar. LieferlängenvonProfilenundVerpackungseinheitenvonZubehörundBeschlägensindinderProgrammlisteaufge-führt.DiebeiProfilenangegebeneAussenabwicklungenthältbeiVerbundprofilendiegesamtesichtbareAbwicklung.DieangegebenenMetergewichtebeziehensichaufdenWerkstoffGalfanundbeiVerbundprofilensinddieGewichtederVerbundstegeeingerechnet.
Esbedeutet:
DieEndzahl0=Stahl1.0044,S275JR,EN10025undEN10051,walzblankDieEndzahl1=AluminiumENAW6060,EN573-3,ZustandT66nachEN755-2DieEndzahl2=Stahl1.0244,S280GD+ZA255-B-O,bandlegierverzinkt,EN10326undEN10143 bzw.S280GD+Z275-M-A-C,bandverzinkt,EN10326undEN10143DieEndzahl3=Edelstahl1.4401,EN10088-1,OberflächeAusgangsmaterial2B,EN10088-2DieEndzahl4=Edelstahl1.4401,EN10088-1,Sichtflächengeschliffen,Körnung400,foliert
1. Wichtige Hinweise
0.3

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Wichtige Hinweise
HYDRO Fassade VAR Kapitel 005.10
1.4Transport FERRO-WIC-Profilewerdenwerkseitigäusserstsorgfältigbehandelt,umKorrosionundmechanischeBeschädigun-genindenVertriebslagernundbeimTransportzumVerarbeiterauszuschliessen.DerTransporterfolgtdurchVertragsspediteure,ausschliesslichaufFahrzeugenmitgedeckterLadeflächeunterBe-achtungunsererVerpackungs-,Verlade-undTransportvorschriften.DamitistdiegrösstmöglicheSicherheitgege-ben,dassFERRO-WIC-ProfileimeinwandfreienZustandbeimEmpfängerankommen.MitderÜbergabederWareaneinenSpediteuroderFrachtführer,spätestensjedochmitVerlassendesLagersoderdesLieferwerks,gehtdieGefahraufdenKäuferüber.ZumAbladenambestengeeignetisteinKranmitTraverseundzweiGurtenmitmindestens80mmBreitediedurcheinzwischenGurtundStahlprofilliegendesHolzbrettstabilisiertwerden.WirdmitStaplerabgeladenundtranspor-tiert,sonurmitbreiten,aufgrossenAbstandeingestelltenGabelzinken.FürdiefristgerechteMeldungvonTransportschädenundsonstigenSachmängelngeltendieentsprechendenHin-weiseinunserenVerkaufsbedingungen.
1.5LagerungbeimVerarbeiter FERRO-WIC-ProfilemüssenzwingendnachWerkstoff getrenntgelagertwerden,umKorrosionsgefahrdurchFremdrost-PartikelaufnichtrostendemStahlundmitAluminiumauszuschliessen.ZurVermeidungvonKorrosionmusseinetrockeneLagerungingeeignetenRäumensichergestelltsein.KurzzeitigstarkeTemperaturschwankun-genimLagerraumsolltenmitRücksichtaufeventuelleSchwitzwasserbildungindenProfilstapelnvermiedenwerden.AuflagenderLagergestellemüssenausHolzoderKunststoffbestehen.SiedürfenkeineaggressivenStoffeent-halten,dieandenBerührungsflächenzudenProfilenchemischeReaktionenauslösenkönnten.Kratzer,EindrückeodersonstigeVerformungenoderBeschädigungenderOberflächemüssenbeiLagerungundTransportvermiedenwerden.DiesgiltinbesonderemMassbeimZwischenlagernvonbereitsoberflächenbehandeltenProfilen.DieEnt-nahmeausLagergestellendarfnurdurchHeraushebenerfolgen.BeiBetrieben,dienebenStahlauchAluminiumverarbeiten,istselbstverständlicheinestrengeräumlicheTrennungdiesesWerkstoffs,sowohlinderLagerungalsauchinderVerarbeitung,einzuhalten.Weissrostbildungbeidenband-verzinktenbzw.bandlegierverzinktenWerkstoffenstelltkeinenReklamationsgrunddar.
1.6Verarbeitung
1.6.1 Allgemein AufeineabsolutgetrennteVerarbeitungderWerkstoffe,Stahlbandverzinktbzw.bandlegierverzinktbzw.schwarz,EdelstahlundAluminium,mussbesondersgeachtetwerden.WerkzeugejederArtdürfennichtwechselseitigge-meinsamverwendetwerden.InunserenVerarbeitungsrichtliniensindgenaue,vollständigeundverbindlicheAngabenzurBearbeitungundVer-bindungvonProfilenundzumEinbauvonZubehörundBeschlägenenthalten.HierzugehörenauchHinweiseübergeeignetespanendeWerkzeuge,optimaleSchnittgeschwindigkeitensowieübergeeigneteSchweissverfahrenundderenAnwendungimsystembezogenenDetail.NichtrostenderStahlhateinegeringereWärmeleitfähigkeitalsandereStahlwerkstoffeunderforderthöhereSchnitt-kräfte;beiseinerBearbeitungistdahereinewirksameWärmeabfuhr(verstärkteKühl-Schmierung,wärmeableitendeSchweissbeilagen)erforderlich.FürdieAbdichtungvonnichtdurchSchweissengeschlossenenFügezonenbeiRahmenverbindungen(stumpfundaufGehrung)empfehlenwirdringenddieVerwendungdeshierfürinunseremProgrammvorgesehenenSchmalfu-gen-Dichtstoffs,danurbeidiesemProdukteinoptimaleskapillaresEindringenindieFugenundeineguteHaftungundVerträglichkeitaufallenOberflächeneinschliesslichderKunststoff-DämmungbeiVerbundprofilensichergestelltist.FürdiewirtschaftlicheundsystemgerechteVerarbeitungallerFERRO-WIC-SerienbietenwireinumfassendesSortimentvonBearbeitungs-undEinbauschablonen,MontagehilfsmittelnundSpezialwerkzeugen.FERRO-WIC-TürbeschlägewerdenmiteinerwerkseitigenErstschmierunggeliefertundmüssenbeimEinbaunichtgefettetwerden.FensterbeschlägemüssenbeimEinbauentsprechenddenHinweisenindenBeschlagverpackun-genleichtgefettetwerden.
FürdieZwischenreinigungbeiderVerarbeitungundfürdieEndreinigungfertigerBauteileliefernwirgeeigneteMit-tel.
0.4

FERRO- WICTEC Wichtige HinweiseFassadensysteme mit Elastomerschaumkeder
05.10 HYDRO Fassade VAR Kapitel 0
Wirweisendaraufhin,dassmancheimHandelerhältlichenProdukteBeschichtungenundOberflächenvonnicht-rostendemStahloderangrenzendeBauteileangreifenkönnen.
1.6.2GütesicherungbeiSchweissarbeitenanProfilenausnichtrostendemStahl
SchweissarbeitenantragendenBauteilendürfennurvonBetriebenmitentsprechenderQualifikationvorgenommenwerden.DienationalenVorgabensindzubeachten.
1.7OberflächenbehandlungbeiFERRO-WIC-Bauteilen(RahmenundEinzelstäbe)
1.7.1Stahlbandverzinktundbandlegierverzinkt
SofernnichtimEinzelfallbesondersstarkeKorrosionsbelastungenzuerwartensind,kanni.a.vonderKorrosions-schutzklasseIIInachDIN55928,Teil8ausgegangenwerden.DementsprechendistdasgeeigneteKorrosionsschutz-Systemauszuwählen.AusführlicheHinweiseübergeeigneteLacksysteme,entsprechendeVorbehandlungunddieAusführungderBeschichtungsindinunserenVerarbeitungsrichtlinienenthalten.EshandeltsichhierbeiumEmp-fehlungen,dieVerantwortungfürdieAusführungundEinhaltungderAnforderungenobliegtdemBeschichter.BeiallenVerfahrensindörtlicheLackanhäufungenindenProfilzonenzuvermeiden,diezurAufnahmevonDichtun-gen,GlasleistenundBeschlägendienen.BeiderPulverbeschichtungvonRahmenausFERRO-WIC-VerbundprofilendarfdieimOfenamRahmenzumessendeObjekttemperatur180°C20Minutennichtüberschreiten.DieEinhaltungdieserBedingungenistdurchAufzeichnungenregelmässigzudokumentieren.Entlackenisti.a.nichtmöglich.InAusnahmefällenkannnachsorgfältigerAbklärungallerVerfahrenspara-meterdurchVorversucheeinEntlackenmöglichsein.(VerwendungvonfürGrundwerkstoff,GrundschichtundDämmstegeverträglichenEntlackungsmittel)
1.7.2NichtrostenderStahlAuchhierzusindinunserenVerarbeitungsrichtlinienausführlicheHinweiseenthalten.Besonderszubeachtenist,dasszumReinigen,EntfettenundBeizeninkeinerVerarbeitungsstufechlorhaltigeMittelverwendetwerdendürfen.
1.7.3StahlwalzblankDieGrundprofilederFassadensystemeFERRO-WICTEC55-1EundFERRO-WICTEC 50-1 E stehen auch walzblankzurVerfügung.DieseGrundprofilesindfüreinenachträglicheStückverzinkungderStahlauf-satzkonstruktionvorgesehen.
1.8Verglasung,FugenabdichtungamBau DieVerglasungssystemeallerFERRO-WIC-SerienentsprechendeneinschlägigenNormen,insbesondereDIN18361,denVerklotzungsvorschriftendesGlaserhandwerksunddenRichtlinienderIsolierglashersteller.Besonderszube-achtensinddieVorschriftenhinsichtlichDruckausgleichundEntwässerungausfreienFalzräumen.AlleVerglasungssystemesindinderRegelfürdieVerglasungzwischenElastomer-Profilen(EPDMbzw.Neoprene)eingerichtet.DieErmittlungderGlasmassesowiedieAuswahlvonGlasleistenundDichtungsprofilen,inAbhängigkeitvonderFül-lungsdicke,erfolgenentsprechenddenAngabeninderProgrammliste,bzw.indenVerarbeitungsunterlagen. BeiFüllungenausAcrylglas(PMMA)undPolycarbonat(PC)kannimKontaktmitunserenEPDM-Dichtun-gendieGefahrvonSpannungsrissenindiesenPlattennichtausgeschlossenwerden.DasRisikoderUn-verträglichkeitliegtausserhalbunsererKontrolleundistvomVerarbeitermitdenHerstellernsolcherFül-lungenabzuklären. FürdieAbdichtungvonBauanschluss-undKonstruktionsfugenbietenwirinunseremProgrammgeeigneteDicht-stoffean,beidenenAdhäsionundVerträglichkeitaufalleninFragekommendenOberflächengesichertsind.DieVerarbeitungs-undSicherheitsdatenblätterdieserStoffesindzubeachten.BeianderweitigbeschafftenDichtstoffenobliegtdemVerarbeiterdieVerantwortungfürderenAuswahl.
0.5

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Wichtige Hinweise
HYDRO Fassade VAR Kapitel 005.10
1.9VerhütungvonOberflächenschädenaneingebautenFERRO-WIC-Bauteilen
EinoptimalerSchutzvonFERRO-WIC-BauteilenwährendderBauarbeitenwirddurchdieVerwendungvonEinputz-zargenerreicht,inwelchedieBauteileerstnachAbschlussderMaurer-undPutzarbeiteneingesetztwerden.BeiAn-wendungandererSchutzverfahren(Abzieh-oderKlarlacke,selbstklebendeKunststoff-Folien)istausschliesslichderAnwenderdafürverantwortlich,dassdieverwendetenProdukteuneingeschränktmitdenBauteilenverträglichsind.WirempfehlenbeigrösserenObjektendieZwischenabnahmevonBauabschnittensofortnachderenFertigstellung.DieüblichenHinweisschilder,mitdenenandereGewerkezursorgfältigenBehandlungmontierterBauteileaufgefor-dertwerden,reichennichtaus,umdenVerarbeitervonmöglichenSchadenersatzforderungenzuentlasten.
1.10ReinigungvonFERRO-WIC-Bauteilen AussenwandelementesindnebenderBeanspruchungdurchSonneundBewitterungaggressivenLuftbestandteilenausgesetztundunterliegendamitunvermeidlicheinerVerschmutzung.DiesebeeinträchtigtnichtnurdasAussehenderBauteile,sondernstelltdurchdieständigeEinwirkungderSchmutzablagerungenaucheinerhöhtesKorrosions-risikodar.DieBauteilemüssendaherinIntervallen,diejenachStandortunterschiedlichsind,gereinigtwerden.WirbeschränkenunsnachfolgendaufeinigewesentlicheHinweise:LeichteVerschmutzungenwerdenmitWasser,unterZusatzeinesneutralenReinigungsmittels(keineSeifenlauge!),mitSchwammundTuchentfernt.DanachwirdmitklaremWassergründlichabgespült.BeistärkererVerschmutzungwerden schwachabrasivwirkendeReinigererforderlich,diejedochnichtaufGlasangewendetwerdendürfen.InjedemFallsolltezuvordurcheineProbeanwendungaufeinerverdecktliegendenFlächesichergestelltwerden,dassOberflächenwedermechanischnochchemischangegriffenwerden.AuszuschliessensindinjedemFallReinigermitpH-Wertenunter5undüber8sowiescheuerndoderschmirgelndwirkendeMittelebensowieStahlwolleoderDrahtbürsten.WeitereDetailskönnenderFachliteraturentnommenwerden.
1.11WartungvonFERRO-WIC-Bauteilen GrundsätzlichisthierdieProduktnormEN13830zubeachten.SofernkeineFunktionsstörungenoderdurchunsach-gemässenUmgangverursachteSchädenvorliegen,kannsichdieWartungbeiprivaterNutzungdaraufbeschränken,zugänglichegleitendeBeschlagteileingrösserenZeitabständenleichtzuölenoderzufetten.WartungsarbeitenbeigrösserenObjektenundbeiöffentlichenBautengehörenindieHanddesFachmanns,zumalsiemitweitergehendenErhaltungsmassnahmenverbundensind.HierkannderVerarbeiterdurchdenAbschlusseinesWartungsvertragsmitderBauherrschaftsicherstellen,dassdieQualitätseinerArbeitübereinenlangenNut-zungszeitraumzurZufriedenheitseinesKundenerhaltenbleibt.BittebeachtenSieindiesemZusammenhangauchdieWartungsanweisungenderBeschlaghersteller.
1.12Funktionsfähigkeit Die FERRO-WIC-FassadenkonstruktionenerfüllenalleVoraussetzungenfürdieProduktnormfürVorhangfassadenEN13830einschliesslichdergefordertenErstprüfung.WeitereDetailssieheKapitel„CE-KennzeichnungvonVorhangfassaden“.
1.13TechnischeService-Leistungen UnserePlanungs-undZeichnungsunterlagen,VerarbeitungsrichtlinienundBeschlagseinbaupläneerleichternIhnendieVerarbeitungunsererSysteme.AuchohneausdrücklichenHinweisgeltenbeiallenobjektbezogenenKonstrukti-onsvorschlägendieVerarbeitungsrichtlinienderBasisserienmit.DarüberhinausstehenIhnendieBeratungsdiensteunseresHausesundunsererVertriebspartnerzurVerfügung.UnterlagenundBeratungenentsprechenunserembes-tenWissen.EineGewährfürFehlerfreiheitkannjedochnichtübernommenwerden,esseidenn,dieFehlerberuhenaufVorsatzodergroberFahrlässigkeitunsererseits.
UnserenVerarbeiternbietenwirSeminaremitintensiverUnterweisunginTheorieundPraxisderFERRO-WIC-Sys-teme. DasSoftwarepaketWICTOP3D/WICPLOTeröffnetdievielseitigenMöglichkeitenmodernerDatenverarbeitungbeiAngebotskalkulation,Arbeitsvorbereitung,ZuschnittoptimierungundZeichnungserstellung.Ausserdemunterstüt-zenwirandereEDV-Programmewiez.B.ORGADATA,MAPetc.AuchaufdiesemGebietwerdenunsere
0.6
FERRO- WICTEC Wichtige HinweiseFassadensysteme mit Elastomerschaumkeder
05.10 HYDRO Fassade VAR Kapitel 0
VerarbeiterindieAnwendungeingeführt.DurchaktuelleInformationenhaltenwirunsereKundeninTechnikundNor-mungaufdemLaufenden.
1.14WarenzeichenFERRO-WIC VerschiedeneProfileundKonstruktionendesFERRO-WIC-Programmssindpatentrechtlichgeschützt.In unsere Technischen FERRO-WIC-UnterlagensinddieErgebnisseunsererEntwicklungsarbeit,unsereErfahrungenundunserFachwissenalsSystemherstellereingebracht.DieWiedergabedesInhaltsdieserListewieauchdesIn-haltsunsereranderenUnterlagenistdeshalbnurmitunsererschriftlichenGenehmigungundunterBenutzungun-seresWarenzeichensFERRO-WICgestattet.
DieBenutzungdiesesWarenzeichenszuWerbezweckenoderalsProduktebezeichnung istnurzulässig,sofernausschliesslichProfile,ZubehörteileundBeschlägedesjeweilsgültigenFERRO-WIC-Programmsvorgesehenoderverwendetwordensind.WeralsoFERRO-WIC-KonstruktionsteileganzoderteilweisemitfremdenKonstruktionstei-lenverarbeitet,istnichtzurBenutzungunseresWarenzeichensberechtigt.InsbesonderedürfenmitfremdenKon-struktionsteilenhergestellteBauteilenichtgegenüberArchitekten,Bauherrenusw.alsFERRO-WIC-Fenster,-Türenoderähnlichbezeichnetwerden.ÄnderungenvonProfilen,Zubehörteilen,Beschlägen,KonstruktionenundVerarbeitungsverfahrenbleibenvorbe-halten.
0.7

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Allgemeine Hinweise
11.03 HYDRO Fassade VAR Kapitel 0
2. Allgemeine Hinweise2.1 Einleitung
Die FERRO-WICSystemesindfürdenEinsatzimTür-,Tor-,Fenster-undFassadenbauausgelegt.DiehoheMass-genauigkeitundGeradheitderProfilederSerie FERRO-WICTEC 55 EfürPfostenundRiegelermöglicheneineein-facheVerarbeitung.
2.2 ProfilundZubehörsortiment DieProfileallerSeriensinderhältlichindenMaterialqualitäten:
Stahl,Werkstoff1.0244,S280GD+ZA255-B-OnachEN10326und10143,mitimSchmelztauchverfahrenkon-tinuierlichaufgebrachtemZink-Aluminium-Überzug(HandelsnameGALFAN)
AustenitischernichtrostenderStahl,Werkstoff-Nr.1.4401,KurznameX5CrNiMo17-12-2nachEN10088-1,Ober-flächedesAusgangsmaterials2BnachEN10088-2.
Die GrundprofilederSerienFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 EsinderhältlichindenMaterial-qualitäten:
Stahl,Werkstoff1.0244,S280GD+Z275-M-A-C,bandverzinktnachEN10326undEN10143
Stahl,Werkstoff1.0044,S275JRnachEN10025undEN10051,walzblank,fürgeschweissteKonstruktionenmitnachträglicherStückverzinkung
AluminiumlegierungENAW6060-nachEN573-3,ZustandT66nachEN755-2
Andruckprofile für alle FERRO-WIC-SeriensinderhältlichindenMaterialqualitäten:
AluminiumlegierungENAW6060-nachEN573-3,ZustandT66nachEN755-2
sowiefürdieSerieFERRO-WICTEC55EundFERRO-WICTEC 55-1 EauchinMaterialqualität:
AustenitischernichtrostenderStahl,Werkstoff-Nr.1.4401,KurznameX5CrNiMo17-12-2nachEN10088-1,Ober-flächedesAusgangsmaterials2BnachEN10088-2.
Abdeckprofile für alle FERRO-WICTEC-SeriensinderhältlichindenMaterialqualitäten:
Stahl,Werkstoff1.0244,S280GD+ZA255-B-OnachEN10326undEN10143(HandelsnameGALFAN)
AluminiumlegierungENAW6060-nachEN573-3,ZustandT66nachEN755-2
Zubehörprofile für alle FERRO-WICTEC-SeriensinderhältlichindenMaterialqualitäten:
Stahl,Werkstoff1.0244,S280GD+ZA255-B-OnachEN10326undEN10143(HandelsnameGALFAN)
AustenitischernichtrostenderStahl,Werkstoff-Nr.1.4401,KurznameX5CrNiMo17-12-2nachEN10088-1,Ober-flächedesAusgangsmaterials2BnachEN10088-2.
DieEdelstahlprofilesindunbehandeltundgeschliffen(Korn400)abLagerlieferbar.DiesekönnenjedochnachKun-denwunschauchmitanderemKorngeschliffen,gebürstet,oderpoliertwerden.
Hinweis
AufdieabsolutgetrennteVerarbeitungvonunlegiertemStahlundnichtrostendemStahlbzw.Aluminiummussbesondersgeachtetwerden.WerkzeugefürdieBearbeitungvonunlegiertemStahldürfennichtfürnichtrostendenStahlverwendetwerden(Korrosionsgefahr)
Einleitung
0.8
FERRO- WICTEC Allgemeine HinweiseFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
2.3 FERRO-WIC-Profileausbandlegier-undbandverzinktemKohlenstoffstahl1.0244
2.3.1Werkstoff
DieNormbezeichnunglautet:S280GD+ZA255-B-O,bzw.S280GD+Z275-M-A-CnachEN10326undEN10143
WerkstoffNr.1.0244nachTabelle2DINEN10326
Dichte: 7.85kg/dm³0.2%Dehngrenze: 280N/mm²Zugfestigkeit: 360N/mm² Bruchdehnung: 18%E-Modul: 210000N/mm²
DerÜberzugbestehtausZinkmitungefähr5Gew.-%Aluminium(KurzzeichenZA),bzw.ausZink(Kurzzei-chenZ).
DasAuflagegewicht(=GewichtdesÜberzugs)beträgtgesamt255,bzw.275g/m2.DasentsprichteinerSchichtdi-ckevonca.20µmproSeite(KurzzeichenZA255bzw.Z275).
DieProfilewerdeninderOberflächenartB(=verbesserteOberfläche)mitderOberflächenbehandlungO(=geölt)geliefert.DieOberflächenartBwirddurchKaltnachwalzenerzielt.
2.3.2DeutscheNormen
DASt-Richtlinie016 BemessungundkonstruktiveGestaltungvonTragwerkenausdünnwandigenkaltgeformtenm Bauteilen
DIN18800,Teil1 Stahlbauten,BemessungundKonstruktion
DIN18800,Teil2 Stahlbauten,Stabilitätsfälle,KnickenvonStäbenundStabwerken
DIN18800,Teil3 Stahlbauten,Stabilitätsfälle,Plattenbeulen
DIN18800,Teil7 AusführungundHerstellerqualifikation
DIN18808 Stahlbauten,TragwerkeausHohlprofilenuntervorwiegendruhenderBeanspruchung
DIN55928-8 Korrosionsschutzvontragenden,dünnwandigenBauteilen
2.3.3EuropäischeNormen
ENISO1461 DurchfeuerverzinkenaufStahlaufgebrachteZinküberzüge(Stückverzinkung)
EN10143 KontinuierlichschmelztauchveredeltesBlechundBandausStahl-Grenzabmasseund Formtoleranzen
EN10326 KontinuierlichschmelztauchveredeltesBandundBlechausBaustählen -TechnischeLieferbedingungen
EN12944 KorrosionsschutzvonStahlbautendurchBeschichtungssysteme
EN12944-1 Allgemeines,Begriffe,Korrosionsbelastung
EN12944-2 EinteilungderUmgebungsbedingungen
ProfileStahlverzinkt
0.9

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Allgemeine Hinweise
11.03 HYDRO Fassade VAR Kapitel 0
EN12944-3 GrundregelnzurGestaltung
EN12944-4 ArtenvonOberflächenundOberflächenvorbereitung
EN12944-5 Beschichtungssysteme
EN12944-6 LaborprüfungenzurBewertungvonBeschichtungssystemen
EN12944-7 AusführungundÜberwachungderBeschichtungsarbeiten
EN12944-8 ErarbeitungvonSpezifikationenfürErstschutzundInstandsetzung
EN13830 ProduktnormVorhangfassade
2.3.4Verarbeitung
Allgemein
DieProfileausdembandlegierverzinktenKohlenstoff-Stahl1.0244entsprecheninihrerVerarbeitbarkeithandelsüb-lichenKohlenstoff-StählenvergleichbarerFestigkeit.ZubeachtenistdieWanddickevon1,5mmund-insbesonderebeimSchweissen-derÜberzugausZink-Alumi-nium.
SpanendeBearbeitung
AlsKühl-undSchmiermittelsindhandelsüblicheProduktefürdieBearbeitungvonKohlenstoff-Stählenzuverwen-den.
Sägen
BesondereAufmerksamkeitmussderEinspannungvonProfilstahlrohrengeschenktwerden.Hierzusindspezielle,denProfilformenentsprechende,Sägebeilageneinzulegen.ZuschnitteerfolgeninderRegelmitMetall-Kaltkreissägen,dieWinkelschnittimBereichvon±90˚ausführenkön-nen.Eskönnenaberauchfüreinfachere,geradeSchnitteHochleistungsbandsägenoderHandsägenverwendetwerden.EssindnurHSS-Sägeblätterzuverwenden.GrobeZahnungistfürVollmaterial,feineZahnungfürdünnwandigesMaterial(FERRO-WIC-Systeme)erforderlich.Schnittgeschwindigkeit: 20–40m/min.Zähneteilung: 4–6mmSägeblattstärke: 2.4bis4mmDievorgegebenenAngabensindvomverwendetenMaschinentypabhängig.
FolgendeSägemaschinekannempfohlenwerden:Universal-Kaltkreissäge,FabrikatKaltenbachKKS400HoderKKS400EC-E
Bohren
EssollteimmermitBohrlehrenoderSchablonengearbeitetwerden.DieBohrer-üblichesSortiment(HSS)-müssenexaktgeschliffenundimmerscharfgehaltenwerden(nachschlei-fen).Winkel,SchneidkantenundHinterschliffezurSeelemüssensymmetrischsein.Spitzenwinkel116–118˚.
ProfileStahlverzinkt
0.10
FERRO- WICTEC Allgemeine HinweiseFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
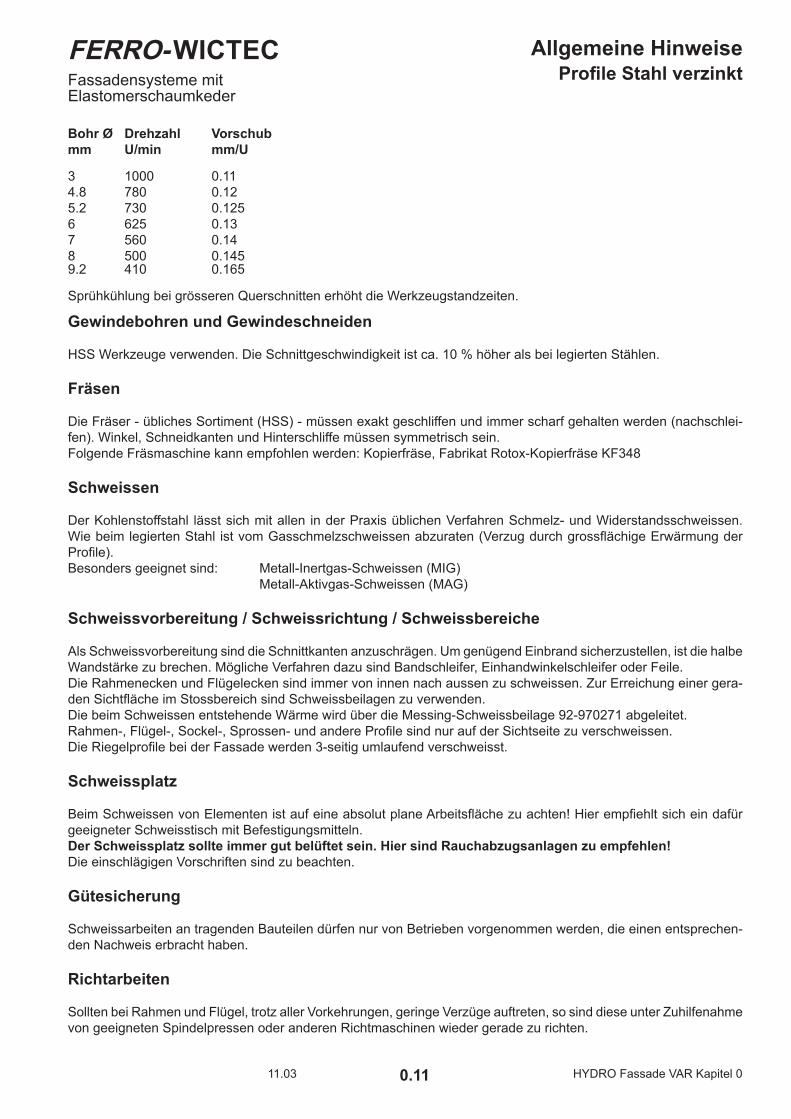
BohrØ Drehzahl Vorschubmm U/min mm/U
3 1000 0.114.8 780 0.125.2 730 0.1256 625 0.137 560 0.148 500 0.1459.2 410 0.165
SprühkühlungbeigrösserenQuerschnittenerhöhtdieWerkzeugstandzeiten.
GewindebohrenundGewindeschneiden
HSSWerkzeugeverwenden.DieSchnittgeschwindigkeitistca.10%höheralsbeilegiertenStählen.
Fräsen
DieFräser-üblichesSortiment(HSS)-müssenexaktgeschliffenundimmerscharfgehaltenwerden(nachschlei-fen).Winkel,SchneidkantenundHinterschliffemüssensymmetrischsein.FolgendeFräsmaschinekannempfohlenwerden:Kopierfräse,FabrikatRotox-KopierfräseKF348
Schweissen
DerKohlenstoffstahl lässtsichmitallen inderPraxisüblichenVerfahrenSchmelz-undWiderstandsschweissen.WiebeimlegiertenStahl istvomGasschmelzschweissenabzuraten(VerzugdurchgrossflächigeErwärmungderProfile).Besondersgeeignetsind: Metall-Inertgas-Schweissen(MIG) Metall-Aktivgas-Schweissen(MAG)
Schweissvorbereitung/Schweissrichtung/Schweissbereiche
AlsSchweissvorbereitungsinddieSchnittkantenanzuschrägen.UmgenügendEinbrandsicherzustellen,istdiehalbeWandstärkezubrechen.MöglicheVerfahrendazusindBandschleifer,EinhandwinkelschleiferoderFeile.DieRahmeneckenundFlügeleckensindimmervoninnennachaussenzuschweissen.ZurErreichungeinergera-denSichtflächeimStossbereichsindSchweissbeilagenzuverwenden.DiebeimSchweissenentstehendeWärmewirdüberdieMessing-Schweissbeilage92-970271abgeleitet.Rahmen-,Flügel-,Sockel-,Sprossen-undandereProfilesindnuraufderSichtseitezuverschweissen.DieRiegelprofilebeiderFassadewerden3-seitigumlaufendverschweisst.
Schweissplatz
BeimSchweissenvonElementenistaufeineabsolutplaneArbeitsflächezuachten!HierempfiehltsicheindafürgeeigneterSchweisstischmitBefestigungsmitteln.DerSchweissplatzsollteimmergutbelüftetsein.HiersindRauchabzugsanlagenzuempfehlen!DieeinschlägigenVorschriftensindzubeachten.
Gütesicherung
SchweissarbeitenantragendenBauteilendürfennurvonBetriebenvorgenommenwerden,dieeinenentsprechen-denNachweiserbrachthaben.
Richtarbeiten
SolltenbeiRahmenundFlügel,trotzallerVorkehrungen,geringeVerzügeauftreten,sosinddieseunterZuhilfenahmevongeeignetenSpindelpressenoderanderenRichtmaschinenwiedergeradezurichten.
ProfileStahlverzinkt
0.11
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Allgemeine Hinweise
11.03 HYDRO Fassade VAR Kapitel 0
Verputzen
DieSchweissnähtewerdenüblicherweisemitdemWinkelschleifer(Fiberscheibe)undanschliessendmitderTeller-schleifscheibeverputzt.UmeinesaubereAnsichtsflächedesElementeszuerreichenundumdieexakteFunktionderGlasleistezugewäh-ren,isteserforderlich,dieEckenmittelsFeilezubearbeiten.
Korrosionsschutz
HiersinddienachstehendenEmpfehlungenfürdieBeschichtungvonFERRO-WIC-ProfilenmitGalfan-Überzugzubeachten.
Montage
DieElementbefestigungamBauwerkistausreichendzudimensionierenundentsprechenddemStandderTechnikauszuführen.DiestatischeLastabtragungmussgewährleistetsein.ZurBefestigungkönnenDübel,Ankerschienen,Montageplattenetc.eingesetztwerden.EineallfälligebauaufsichtlicheZulassungistzuklären.
DieBemessungundAusführungderBauwerksabdichtungenhatnachdeneinschlägigenRichtlinienundNormenzuerfolgen.
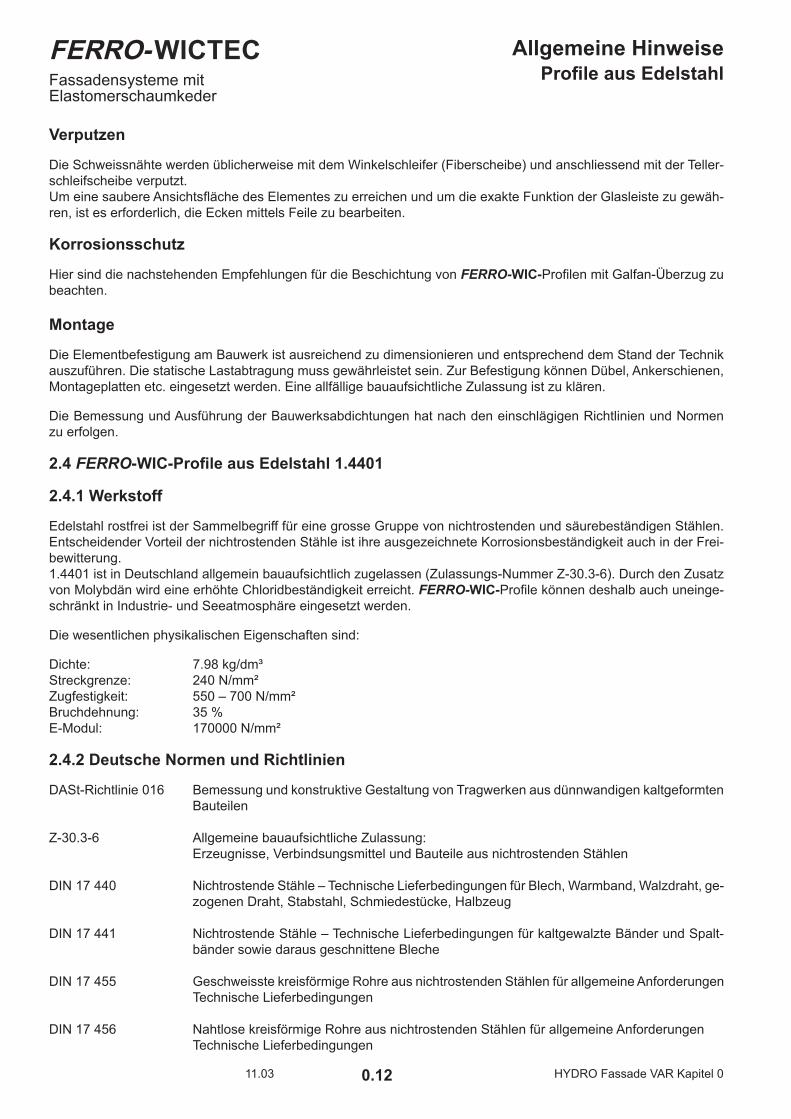
2.4 FERRO-WIC-ProfileausEdelstahl1.4401
2.4.1Werkstoff
EdelstahlrostfreiistderSammelbegrifffüreinegrosseGruppevonnichtrostendenundsäurebeständigenStählen.EntscheidenderVorteildernichtrostendenStähleistihreausgezeichneteKorrosionsbeständigkeitauchinderFrei-bewitterung.1.4401istinDeutschlandallgemeinbauaufsichtlichzugelassen(Zulassungs-NummerZ-30.3-6).DurchdenZusatzvonMolybdänwirdeineerhöhteChloridbeständigkeiterreicht.FERRO-WIC-Profilekönnendeshalbauchuneinge-schränktinIndustrie-undSeeatmosphäreeingesetztwerden.
DiewesentlichenphysikalischenEigenschaftensind:
Dichte: 7.98kg/dm³Streckgrenze: 240N/mm²Zugfestigkeit: 550–700N/mm²Bruchdehnung: 35%E-Modul: 170000N/mm²
2.4.2DeutscheNormenundRichtlinien
DASt-Richtlinie016 BemessungundkonstruktiveGestaltungvonTragwerkenausdünnwandigenkaltgeformtenm Bauteilen
Z-30.3-6 AllgemeinebauaufsichtlicheZulassung: Erzeugnisse,VerbindsungsmittelundBauteileausnichtrostendenStählen
DIN17440 NichtrostendeStähle–TechnischeLieferbedingungenfürBlech,Warmband,Walzdraht,ge-m zogenenDraht,Stabstahl,Schmiedestücke,Halbzeug
DIN17441 NichtrostendeStähle–TechnischeLieferbedingungenfürkaltgewalzteBänderundSpalt-m bändersowiedarausgeschnitteneBleche
DIN17455 GeschweisstekreisförmigeRohreausnichtrostendenStählenfürallgemeineAnforderungenm TechnischeLieferbedingungen
DIN17456 NahtlosekreisförmigeRohreausnichtrostendenStählenfürallgemeineAnforderungen TechnischeLieferbedingungen
0.12
ProfileausEdelstahl
FERRO- WICTEC Allgemeine HinweiseFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
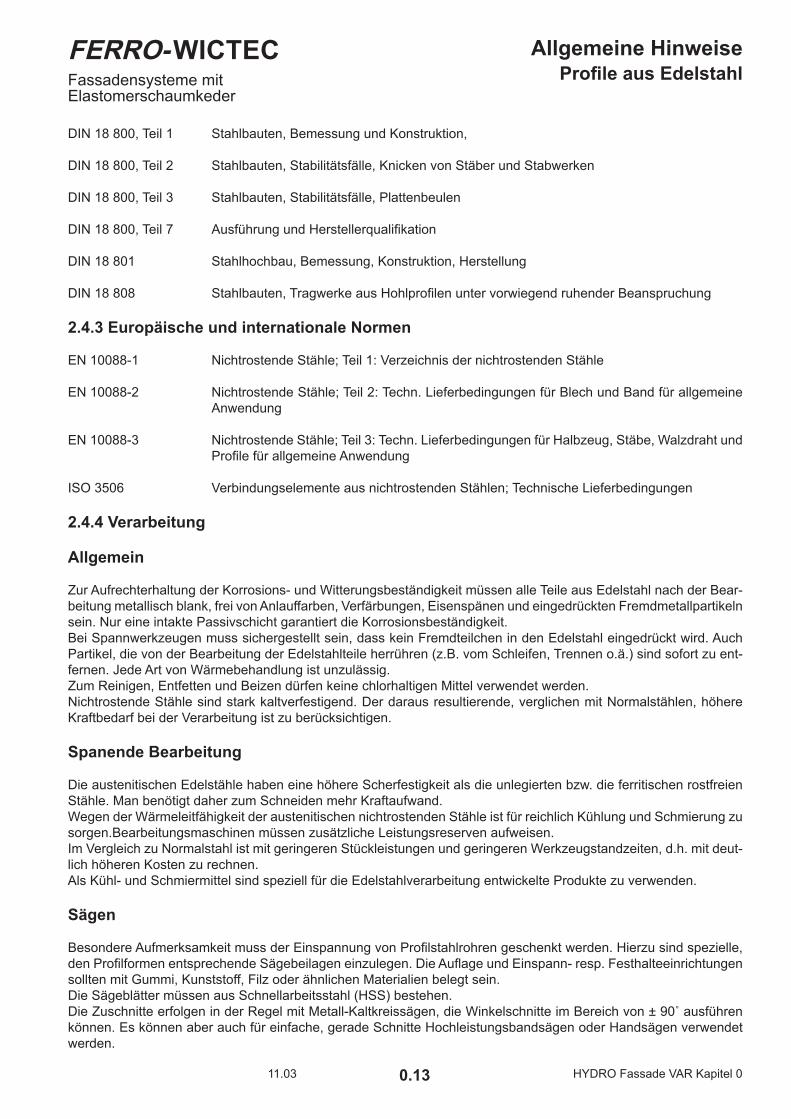
DIN18800,Teil1 Stahlbauten,BemessungundKonstruktion,
DIN18800,Teil2 Stahlbauten,Stabilitätsfälle,KnickenvonStäberundStabwerken DIN18800,Teil3 Stahlbauten,Stabilitätsfälle,Plattenbeulen
DIN18800,Teil7 AusführungundHerstellerqualifikation
DIN18801 Stahlhochbau,Bemessung,Konstruktion,Herstellung
DIN18808 Stahlbauten,TragwerkeausHohlprofilenuntervorwiegendruhenderBeanspruchung
2.4.3EuropäischeundinternationaleNormen
EN10088-1 NichtrostendeStähle;Teil1:VerzeichnisdernichtrostendenStähle
EN10088-2 NichtrostendeStähle;Teil2:Techn.LieferbedingungenfürBlechundBandfürallgemeinem Anwendung
EN10088-3 NichtrostendeStähle;Teil3:Techn.LieferbedingungenfürHalbzeug,Stäbe,Walzdrahtundm ProfilefürallgemeineAnwendung
ISO3506 VerbindungselementeausnichtrostendenStählen;TechnischeLieferbedingungen
2.4.4Verarbeitung
Allgemein
ZurAufrechterhaltungderKorrosions-undWitterungsbeständigkeitmüssenalleTeileausEdelstahlnachderBear-beitungmetallischblank,freivonAnlauffarben,Verfärbungen,EisenspänenundeingedrücktenFremdmetallpartikelnsein.NureineintaktePassivschichtgarantiertdieKorrosionsbeständigkeit.BeiSpannwerkzeugenmusssichergestelltsein,dasskeinFremdteilchenindenEdelstahleingedrücktwird.AuchPartikel,dievonderBearbeitungderEdelstahlteileherrühren(z.B.vomSchleifen,Trenneno.ä.)sindsofortzuent-fernen.JedeArtvonWärmebehandlungistunzulässig.ZumReinigen,EntfettenundBeizendürfenkeinechlorhaltigenMittelverwendetwerden.NichtrostendeStählesindstarkkaltverfestigend.Derdarausresultierende,verglichenmitNormalstählen,höhereKraftbedarfbeiderVerarbeitungistzuberücksichtigen.
SpanendeBearbeitung
DieaustenitischenEdelstählehabeneinehöhereScherfestigkeitalsdieunlegiertenbzw.dieferritischenrostfreienStähle.ManbenötigtdaherzumSchneidenmehrKraftaufwand.WegenderWärmeleitfähigkeitderaustenitischennichtrostendenStähleistfürreichlichKühlungundSchmierungzusorgen.BearbeitungsmaschinenmüssenzusätzlicheLeistungsreservenaufweisen.ImVergleichzuNormalstahlistmitgeringerenStückleistungenundgeringerenWerkzeugstandzeiten,d.h.mitdeut-lichhöherenKostenzurechnen.AlsKühl-undSchmiermittelsindspeziellfürdieEdelstahlverarbeitungentwickelteProduktezuverwenden.
Sägen
BesondereAufmerksamkeitmussderEinspannungvonProfilstahlrohrengeschenktwerden.Hierzusindspezielle,denProfilformenentsprechendeSägebeilageneinzulegen.DieAuflageundEinspann-resp.FesthalteeinrichtungensolltenmitGummi,Kunststoff,FilzoderähnlichenMaterialienbelegtsein.DieSägeblättermüssenausSchnellarbeitsstahl(HSS)bestehen.DieZuschnitteerfolgeninderRegelmitMetall-Kaltkreissägen,dieWinkelschnitteimBereichvon±90˚ausführenkönnen.Eskönnenaberauchfüreinfache,geradeSchnitteHochleistungsbandsägenoderHandsägenverwendetwerden.
0.13
ProfileausEdelstahl
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Allgemeine Hinweise
11.03 HYDRO Fassade VAR Kapitel 0
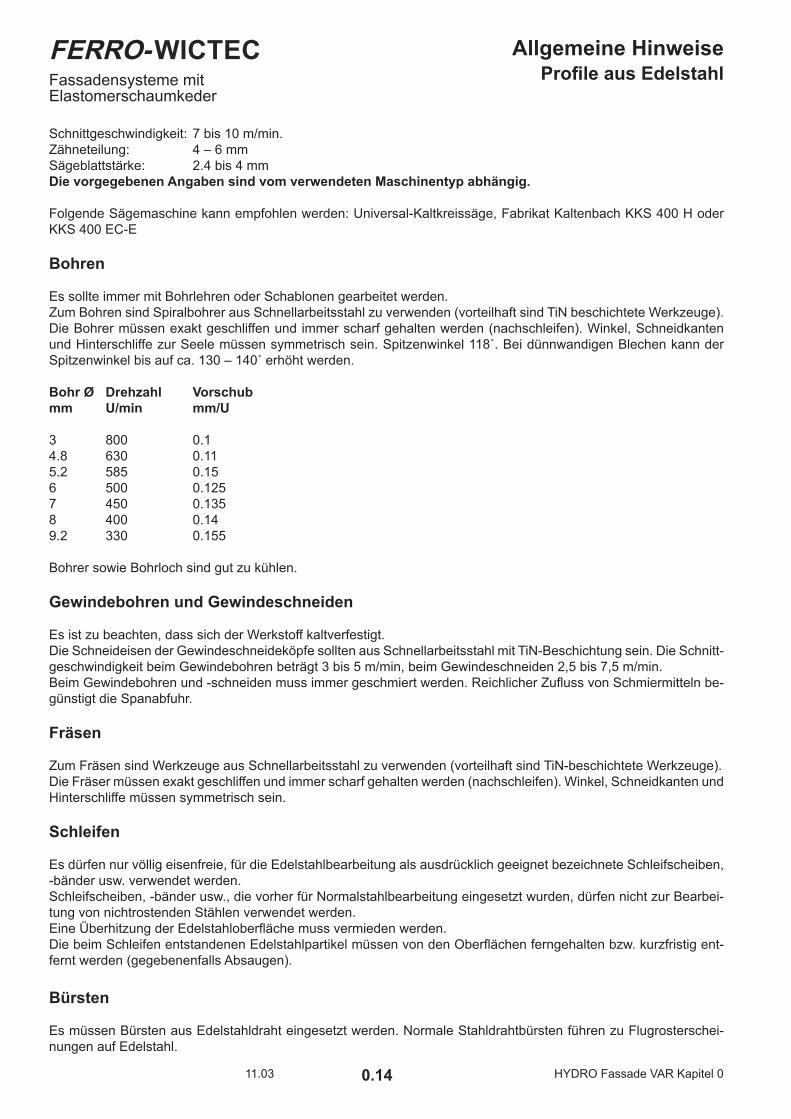
Schnittgeschwindigkeit: 7bis10m/min.Zähneteilung: 4–6mmSägeblattstärke: 2.4bis4mmDievorgegebenenAngabensindvomverwendetenMaschinentypabhängig.
FolgendeSägemaschinekannempfohlenwerden:Universal-Kaltkreissäge,FabrikatKaltenbachKKS400HoderKKS400EC-E
Bohren
EssollteimmermitBohrlehrenoderSchablonengearbeitetwerden.ZumBohrensindSpiralbohrerausSchnellarbeitsstahlzuverwenden(vorteilhaftsindTiNbeschichteteWerkzeuge).DieBohrermüssenexaktgeschliffenundimmerscharfgehaltenwerden(nachschleifen).Winkel,SchneidkantenundHinterschliffezurSeelemüssensymmetrischsein.Spitzenwinkel118˚.BeidünnwandigenBlechenkannderSpitzenwinkelbisaufca.130–140˚erhöhtwerden.
BohrØ Drehzahl Vorschubmm U/min mm/U
3 800 0.14.8 630 0.115.2 585 0.156 500 0.1257 450 0.1358 400 0.149.2 330 0.155
BohrersowieBohrlochsindgutzukühlen.
GewindebohrenundGewindeschneiden
Esistzubeachten,dasssichderWerkstoffkaltverfestigt.DieSchneideisenderGewindeschneideköpfesolltenausSchnellarbeitsstahlmitTiN-Beschichtungsein.DieSchnitt-geschwindigkeitbeimGewindebohrenbeträgt3bis5m/min,beimGewindeschneiden2,5bis7,5m/min.BeimGewindebohrenund-schneidenmussimmergeschmiertwerden.ReichlicherZuflussvonSchmiermittelnbe-günstigtdieSpanabfuhr.
Fräsen
ZumFräsensindWerkzeugeausSchnellarbeitsstahlzuverwenden(vorteilhaftsindTiN-beschichteteWerkzeuge).DieFräsermüssenexaktgeschliffenundimmerscharfgehaltenwerden(nachschleifen).Winkel,SchneidkantenundHinterschliffe müssen symmetrisch sein.
Schleifen
Esdürfennurvölligeisenfreie,fürdieEdelstahlbearbeitungalsausdrücklichgeeignetbezeichneteSchleifscheiben,-bänderusw.verwendetwerden.Schleifscheiben,-bänderusw.,dievorherfürNormalstahlbearbeitungeingesetztwurden,dürfennichtzurBearbei-tungvonnichtrostendenStählenverwendetwerden.EineÜberhitzungderEdelstahloberflächemussvermiedenwerden.DiebeimSchleifenentstandenenEdelstahlpartikelmüssenvondenOberflächenferngehaltenbzw.kurzfristigent-ferntwerden(gegebenenfallsAbsaugen).
Bürsten
EsmüssenBürstenausEdelstahldrahteingesetztwerden.NormaleStahldrahtbürstenführenzuFlugrosterschei-nungenaufEdelstahl.
0.14
ProfileausEdelstahl

FERRO- WICTEC Allgemeine HinweiseFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
Trennen
GeeignetsindNylon-oderDiamanttrennscheiben.DieSchnittqualitätisti.a.schlecht.EtwaigauftretendeAnlauffar-bensindvollständigzuentfernen,gleichesgiltfürdieentstehendenPartikel.
SpanloseBearbeitung
NichtrostendeStähledürfennurkaltumgeformtwerden.DieerhöhtenUmformkräftesindzuberücksichtigen.
Schweissen
DieeinschlägigenNormen,RichtlinienundZulassungensindzubeachten.
Verfahren
FolgendeSchweissverfahrensindzugelassen:Lichtbogenhandschweissen,WIG-Schweissen,MIG-Schweissen,MAG-Schweissen,UP-Schweissen,Bolzenschweis-senmitHubzündung,BolzenschweissenmitSpitzenzündung,Plasmaschweissen,Widerstandspunktschweissen,Widerstandsabbrennstumpfschweissen,PressstumpfschweissenundReibschweissen.ZumSchweissenderStählesinddieWerkstoffblätterderStahlherstellerzubeachten.DieEignungderSchweisszusatzstoffe,vonSchutzgasundSchweisspulvermussvoneinerhierfürbestimmtenStellegeprüftsein.
DieaustenitischenEdelstählelassensichmitnahezualleninderPraxisüblichenVerfahrenschmelz-undwider-standsschweissen.VomGasschweissen(Sauerstoff-Azetylen) istabzuraten.DieSchweiss-Zusatzwerkstoffeent-sprechenweitgehenddenGrundwerkstoffen.BesondersgeeignetistdasWolfram-Inertgas-Schweissen(WIG)ohneZusatz.
GegenüberdenunlegiertenStählensindfürdasSchweissenfolgendeAbweichungenzubeachten:DieWärmeausdehnungistca.50%grösser(ausreichendfesteinspannen).DieWärmeleitfähigkeitistgeringer(UnterlagenausKupferbegünstigendenWärmeabfluss).DerelektrischeWider-standistetwa6xgrösser.DieseUnterschiedebeeinflussendieWahlunddieDurchführungdesSchweissverfahrens.SieerfordernSchweis-senmitdeutlichniedrigerenStromstärken.UmVerzugundVerzunderunggeringzuhalten,solltemitmöglichstgeringerWärmeeinbringunggeschweisstwer-den.DamitwerdenauchschmaleSchweissnähtemitengenAnlauffarbenbereichenerreicht,diewenigerNacharbeiterfordern.FüreinwandfreieSchweissungensindfeste,saubereundglatteSchnittkantenerforderlich.
Schweissvorbereitung/Schweissrichtung/Schweissbereiche
DieRahmeneckenundFlügeleckensindimmervoninnennachaussenzuschweissen.ZurErreichungeinergera-denSichtflächeimStossbereichsindSchweissbeilagenzuverwenden.DiebeimSchweissenentstehendeWärmewirdüberdieMessing-Schweissbeilage92-970271respektiveüberdieKupfer-Schweisslehre91-536350abgeleitet.Rahmen-,Flügel-,Sockel-,Sprossen-undandereProfilesindnuraufderSichtseitezuverschweissen.DieRiegelprofilebeiderFassadewerden3-seitigumlaufendverschweisst.
Schweissplatz
BeimSchweissenvonElementenistaufeineabsolutplaneArbeitsflächezuachten!HierempfiehltsicheindafürgeeigneterSchweisstischmitBefestigungsmitteln.DerSchweissplatzsollteimmergutbelüftetsein.HiersindRauchabzugsanlagenzuempfehlen!DieeinschlägigenVorschriftensindzubeachten.
ProfileausEdelstahl
0.15

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Allgemeine Hinweise
11.03 HYDRO Fassade VAR Kapitel 0
Gütesicherung
SchweissarbeitenantragendenBauteilenundKonstruktionenausnichtrostendenStählendürfennurvonBetriebenvorgenommenwerden,dieeinenentsprechendenNachweiserbrachthaben.DerNachweisgiltalserbracht,wennderBetriebeineBescheinigungüberseineEignungzumSchweissenvonnichtrostendenStählenbesitzt.
KorrosionsschutzgeschweissterBauteile
AlleBereicheanEdelstahlprofilen,diedurchWärmeeinwirkungAnlauffarbenzeigen,sindmetallischsauberzube-arbeiten.NachdemSchweissenmüssenSpritzer,SchlackeundAnlauffarbenvollständigvomWerkstückentferntwerden.An-lauffarbensinddurchBürstenmechanischzubeseitigen.BeidenWanddickenvon1.5mmderFERRO-WIC-Profilereichti.a.diemechanischeBehandlungz.B.mitEdelstahl-bürste,Schleifpapieru.dgl.aus.NurbeitieferenEinbrandstellenunddgl.kanneineZusatzbehandlungnotwendigwerden.Dieskannauf2Wegengeschehen:ElektrochemischoderchemischdurchBeizenmithandelsüblichenEdelstahlbeizen.DieAnwendungs-undSicher-heitshinweisesindzubeachten.DieVerträglichkeitmitdenvorgesehenenChemikalienistdurchVersuchvorabzuklären.
Richtarbeiten
SolltenbeimRahmenundFlügel,trotzallerVorkehrungen,geringeVerzügeauftreten,sosinddieseunterZuhilfe-nahmevongeeignetenSpindelpressenoderanderenRichtmaschinenwiedergeradezurichten.
Verputzen
UmderGefahrderKorrosionsbildungvorzubeugen,sindunbedingtgeeigneteSchleifmittelzuverwenden.Kenn-zeichnungderSchleifscheiben:Inox.DieSchweissnähtewerdenüblicherweisemitdemWinkelschleifer(Fiberscheibe)undanschliessendmitderTeller-schleifscheibeverputzt.UmeinesaubereAnsichtsflächedesElementeszuerreichenundumdieexakteFunktionderGlasleistezugewäh-ren,isteserforderlich,dieEckenmittelsFeilezubearbeiten.
Reinigen
NachderMontagemüssenalleRückständevondenBauteiloberflächenentferntwerden.AbrasiveReinigungsmit-telscheideni.a.wegenderEmpfindlichkeitderEdelstahloberflächenaus.DievielfachfürErst-undGrundreinigunggenanntensaurenReinigersindnichtzuempfehlen,dadieseoftmitanderenWerkstoffenanderFassadenichtver-träglichsind.VorBeginnderReinigungsarbeitensollteninAbstimmungmitEdelstahllieferantundReinigungsfirmaeineProbereinigungdurchgeführtwerden.FürIntervallreinigungreichti.a.WassermitZusatzeinesmildenFettlösers.DasAusmassderWiederverschmutzunghängtinstarkemMassevondenörtlichenGegebenheiten,aberauchvonderOberflächenstrukturderEdelstahlfas-sadeab.SozeigenglanzgewalzteoderhochglanzpolierteOberflächeneinenhervorragendenSelbstreinigungseffekt,währendgeschliffeneOberflächenunteridentischenBedingungenstärkerverschmutzen.
Montage
DieElementbefestigungamBauwerkistausreichendzudimensionierenundentsprechenddemStandderTechnikauszuführen.DiestatischeLastabtragungmussgewährleistetsein.ZurBefestigungkönnenDübel,Ankerschienen,Montageplattenetc.eingesetztwerden.EineetwaigerforderlichebauaufsichtlicheZulassungistzuklären.DieBemessungundAusführungderBauwerksabdichtungenhatnachDIN18195,Teil5zuerfolgen.
ProfileausEdelstahl
0.16

FERRO- WICTEC Allgemeine HinweiseFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
2.5AngabenzuReinigerundPrimerbeiverschiedenenUntergründenfürDichtstoffe.
Dichtstoffesco92-3649xx
92-364975 92-364983 92-364991weiss grau schwarz
Werkstoff Oberfläche Reiniger Haftreiniger Reiniger Haftreiniger Reiniger Haftreiniger
Aluminium blank 537691 -- 537691 -- 537691 --
Aluminium eloxiert 537691 -- 537691 -- 537691 --
Stahlblech verzinkt -- 537705 -- 537705 -- 537705
Edelstahl A2–A4, -- 537705 -- 537705 -- 537705gewalzt,poliertgeschliffen
Kupfer, blank/Messing geschliffen 537691 -- 537691 -- 537691 --
Glas unbeschichtet 537691 -- 537691 -- 537691 --
Plexiglas1) Versuch Versuch Versuch machen machen machen
EPDM / / / / 537705
CR / / / / 537691
Polyamid6.6 Isolierstege 537691 -- 537691 -- 537691 --
Pulverlack Polyester -- 537705 -- 537705 -- 537705
PVDF Nasslack Versuch -- Versuch -- Versuch --machen machen machen
PUR Nasslack Versuch -- Versuch -- Versuch --machen machen machen
Beton2) -- 537705 -- 537705 -- 537705
Gasbeton2) 537705 537705 537705
Mauerwerk2) -- 537705 -- 537705 -- 537705
Keramik Versuch -- Versuch -- Versuch --machen machen machen
Naturstein Versuch Versuch Versuchmachen machen machen
Faserzement z.B.Eternit -- 537705 -- 537705 -- 537705
1)Spannungsrissgefahrprüfen2)staubfreieOberfläche-- sehrguteHaftungaufsauberen,trockenenundfettfreienOberflächenBeiNichtbeachtungderAngabenkönnenHaftungs-undVerträglichkeitsproblemenichtausgeschlossenwerden.
TabelleDichtstoffe
0.17

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
3. Oberflächenbehandlung
3.1 EmpfehlungenfürdieBeschichtungvonbandlegierverzinktenFERRO-WIC- Profilen
3.1.1 Allgemein
DieOberflächenbehandlungdientdemKorrosionsschutzundderfarblichenGestaltung.SieistgrundsätzlichnachderProfilbearbeitungvorzunehmen.MassgebendsindEN ISO12944KorrosionsschutzvonStahlbautendurchBeschichtungenundÜberzüge,undDIN55928,Teil8:KorrosionsschutzvontragendendünnwandigenTeilen.BeisehrstarkerKorrosionsbelastungundlangerSchutzdauer(z.B.FensterinKüstennähe)undbeiSonderbelas-tungensinddieKorrosionsschutzklassendieserNormnichtanwendbar.HiermussinjedemEinzelfalldasgeeigneteSystembestimmtwerden.AusserdemistaufVFFMerkblattST.01zuverweisen.
AnforderungenandenBeschichtungsstoff(Lacksystem)
DerHerstellerdesBeschichtungsstoffesmussdieEignungseinesProduktes fürdieBeschichtungdesZink-Aluminiumüberzugs(KurzzeichenZA,DINEN10214undDIN55928,T.8HandelsnameGalfan)unddenKorrosionsschutzdesGesamtsystemsnachweisen(Grund-undDeckbeschichtungSchweissnahtbereich,Schnittkante).
ZusätzlicheAnforderungensind:
• KeinErweichenbeiFetteinwirkung(HautfettanTüren).• KeineVerblockungsneigung(keinVerklebenbeimStapelnundz.B.anÜberschlagsdichtungenbeifertigenFens-
tern).• AusreichendeWitterungs-undUV-LichtbeständigkeitbeiBauteilenimAussenbereich.• VerträglichmitEPDM-undChloroprene-Dichtungen.
DieÖffnungenzumSpülenderRahmensinddurchdenBeschichtungsbetriebanzugeben.DieSicherheitsvorschriftenundVerfahrensanweisungensindzubeachten.RahmenundProfilesindwährenddesgesamtenAblaufssozufixierenbzw.zukontaktieren,dasskeineDeformierungeintretenkann.
3.1.2 Oberflächenvorbereitung
Grundanforderung
UmeineeinwandfreieHaftungdesBeschichtungssystemszuerreichen,istdurchReinigungundAufrauhenbzw.chemischeVorbehandlungeineentsprechendgeeigneteOberflächeherzustellen.
Schweissnahtbereich
SchweissperlenundZundersindmitderSchleifmaschinesorgfältigzuentfernen,gegebenenfallsmitStrahlpistoleundKorundnachzuarbeiten.
ReinigungderOberflächen
DurchdenUmformungsprozessunddienachfolgendeBearbeitungsinddieProfiloberflächenmitKühlschmierstof-fen,Fetten,Schneidölenusw.verunreinigt.UmeineeinwandfreieHaftungderBeschichtungsicherzustellen,sinddieProfilevollständigzureinigen.MöglicheReinigungsverfahren:
a) AbwaschenmitLösungsmittelgemischenb) DampfstrahlreinigungmitoderohneChemikalienzusatzc) HochdruckheisswasserreinigungmitoderohneChemikalienzusatzd) AlkalischeodersaureAbkochentfettungimTauch-oderSprühverfahren
Allgemein,VorbereitungderOberfläche
0.18
FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
MechanischesAufrauhenderOberfläche
DurchdasmechanischeAufrauhenwirddieHaftungBeschichtung–Untergrundwesentlichverbessert.ImeinfachstenFallwerdendieProfileundRahmenmitSchleifpapierodermitKorund-Kunststoffvlies(z.B.ScotchBritt)angeschliffen.Nachteil:SehrhoherAufwandbeiprofiliertenOberflächen.VorallembeigrösserenStückzahlenistÜberblasen(=Sweep-Strahlen)mitKorundbeivermindertemDruckundeinemStrahlauftreffwinkel<30°wirtschaftlicherundsicherer.AbriebundStrahlmittelrückständesindvollständigzuentfernen.
ChemischeOberflächenbehandlung
DiechemischeOberflächenbehandlungstellteineAlternativezummechanischenAufrauhendar.Für FERRO-WIC-ProfilesindzweiVerfahrengeeignet:
• ZinkphosphatierungnachDIN50942(bevorzugt)• ChromatierungähnlichDIN50939und50941(Gelbbzw.Grün)
DieVerfahrensanweisungenundSicherheitsvorschriftensindzubeachten.DieEntfernungvonWeissrost istnurdurchmechanischeBehandlungwieSchleifenoderSweepenmöglich.
FürnichtverzinkteOberflächenundbeiRahmenmitnichtverzinktenSchweissnahtbereichenkommtnureineZink-phoshatierunginFrage.
VorbereitungderOberfläche
0.19
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
3.1.3Aussenanwendung
Verfahrensablauf
AllenachstehendenAngabenbeziehensichaufKorrosionsschutzklasseIIInachDIN55928,Teil8(allgemeingültigeAnforderungimFenster-undFassadenbau/Aussenanwendung).BeidennachfolgendaufgeführtenVerfahrensabläufenhandeltessichumEmpfehlungen.LetztendlichistderBe-schichterfürdieAusführungunddieEinhaltungderAnforderungenverantwortlich.
Lufttrocknende1-Komponenten-LackefürAussenanwendung
HierhandeltessichumKunstharz-bzw.Kunstharz-Kombinationslacke.
Verfahrensablauf
• Schweissstellenschleifen,gegebenenfallsstrahlen(Welligkeitbeseitigen). • EntfettenundReinigenallerBauteiloberflächen • AufrauhenallerBauteiloberflächen
Vorschlag A
• AusfleckenderSchweiss-undFeilstellensowiederSchnittkantenmit1-Komponenten-Epoxiester-Zink- staub,Sollschichtdicke60µm. • 1xKunstharzkombinationGrundbeschichtung, Sollschichtdicke30µmfürzugängliche,50µmfürunzugänglicheTeile. • 1xKunstharzkombination–Deckbeschichtung, Sollschichtdicke30µmfürzugängliche,50µmfürunzugänglicheTeile.
GeeigneteBeschichtungsstoffesindz.B.:
SikaChemie,Stuttgart:
• FriazincEE:Epoxiester-ZinkstaubGB • Icosit6630highsolid:Kunstharz-Kombination–Grund-undDeckbeschichtung(Seidenglanz) • IcositCorroTop:Kunstharz-Kombination–Deckbeschichtung(Hochglanz)
DerLackauftragkanndurchStreichen,RollenoderSpritzengeschehen.Wegenderz.T.kompliziertenProfil- geometrieistSpritzenvorzuziehen.
VorschlagB
AusfleckenderSchweiss-undFeilstellensowiederSchnittkantenmitKunstharz-KombinationmitKorrosions- schutz-Pigmentierung,Sollschichtdicke50µm.
• 1xKunstharz-Kombination–Grundbeschichtung,Sollschichtdicke50µm • 1xKunstharz-Kombination–Deckbeschichtung,Sollschichtdicke50µm
GeeigneteBeschichtungsstoffesindz.B.:
• GlasuritZinkhaftfarbe(Ein-Topf-Beschichtung) • HerbolProtector(Ein-Topf-Beschichtung)
DerLackauftragkanndurchStreichen,RollenoderSpritzengeschehen.Wegenderz.T.kompliziertenProfil- geometrieistSpritzenVorzuziehen.DieSicherheitsvorschriftenunddieVerfahrensanweisungenderHersteller sindzubeachten.
Aussenanwendung
0.20
FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
2-Komponenten-Epoxid-Grundbeschichtungund2-Komponenten-Polyurethan-Deckbe-schichtungfürAussenanwendung
2-Komponenten-Epoxid-GrundbeschichtungenundPUR-DeckbeschichtungensindlufttrocknendeLacke. BeschleunigteTrocknungbei80°Cbis100°Cistmöglich.
Verfahrensablauf
• Schweissstellenschleifen,gegebenenfallsstrahlen(Welligkeitbeseitigen). • EntfettenundReinigenallerBauteiloberflächen. • Aufrauhen(i.a.Sweepen)allerBauteiloberflächen. • AusfleckenderSchweiss-undFeilstellenmit2-Komponenten-Epoxid-Zinkstaub,Sollschichtdicke60µm. • 1xGrundbeschichtungaufBasis2-K-Epoxid-Eisenglimmerbzw.2-K-Epoxid-Zinkphosphat,Sollschichtdicke 30µmfürzugängliche,50µmfürunzugänglicheTeile. • 1xDeckbeschichtungmit2-K-PUR-Lack,Sollschichtdicke30µmfürzugängliche,50µmfürunzugängliche Teile.
GeeigneteBeschichtungsstoffesindz.B.:
SikaChemie,Stuttgart:
• FriazincR:2KEpoxiZinkstaub • IcositEG1:2KEpoxiEisenglimmer • IcositEGW1:2KEpoxiEisenglimmerwasserverdünnbar • IcositPoxicolor:2KEpoxiKombination • IcositEG5:2KPURDeckbeschichtungsstoff
Permatex,Vaihingen:
• Permatex2311:2KEpoxiZinkstaub • Permatex74031:2KEpoxiEisenglimmer • Permatex2607:2KPURDeckbeschichtungsstoff
DerLackauftragkanndurchStreichen,RollenoderSpritzengeschehen.WegenderzumTeilkomplizierten ProfilgeometrieistSpritzenvorzuziehen.DieSicherheitsvorschriftenundVerfahrensanweisungenderHersteller sindzubeachten.
Aussenanwendung
0.21

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
PulverlackfürAussenanwendung
EswerdenüberwiegendPolyesterpulverwiebeiderAluminiumstückbeschichtungverwendet.
DieObjekttemperatur(=TemperaturdesProfils)darfbeimEinbrennenüber20Minuten180°Cnichtüber- schreiten.
DieKontaktierungmussbeiwärmegedämmtenProfilenanbeidenProfilschalenundanbeidenStossenden, alsoinsgesamtvierfacherfolgen.BeiungedämmtenProfilenerfolgtdieseandenProfilenden.Beibiege- weichenProfilenistgegebenenfallseinezusätzlicheUnterstützungerforderlich.
Verfahrensablauf
• EntfettenundReinigen. • AufrauhenderOberfläche(i.a.Sweepen)bzw.chemischeVorbehandlung
AblaufA
• Zinkphosphatieren • AusfleckenderSchweiss-undFeilstellenmitEpoxid-Pulverprimer,Sollschichtdicke70µm • 1xPolyesterpulverdecklack,Sollschichtdicke60–90µm.
GeeigneteBeschichtungsstoffe,z.B.:
• AkzoNobelPowderCoatings,Bensheim • EpoxidPulverprimerAL113DmitKorrosionsschutzpigmenten • PolyesterPulverlackTGIC-frei,ReiheInterponD36
DieSicherheitsvorschriftenunddieVerfahrensanweisungenderHerstellersindzubeachten.
AblaufB
• Chromatieren(Gelbbzw.Grün) • 1xEpoxid-Pulverprimerganzflächig,Sollschichtdicke50–70µm oder • 1xZinkpulverlackprimerganzflächig,Sollschichtdicke70µm • 1xPolyesterpulverdecklack,Sollschichtdicke60–90µm
GeeigneteBeschichtungsstoffesindz.B.:
AkzoNobelPowderCoatings,Bensheim • EpoxidPulverprimerAL113DmitKorrosionsschutzpigmenten • PulverlackprimerSystem660(EpoxidmitZinkpigmentierung) • PolyesterPulverlackTGIC-frei,ReiheInterponD36
DieSicherheitsvorschriftenunddieVerfahrensanweisungenderHerstellersindzubeachten.
Aussenanwendung
0.22
FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
3.1.4Innenanwendung
Verfahrensablauf
DienachfolgendenEmpfehlungengehendavonaus,dasslängerandauerndeFeuchtigkeitseinwirkung,z.B.durchTransportundLagerungimFreien,ausgeschlossensind.AllenachstehendenAngabenbeziehensichaufKorrosionsschutzklasseIInachDIN55928-Teil8(allgemeingültigeAnforderungfürFenster,Tür,FassadeimInnenbereich–ausgenommenFeuchträume).BeidennachfolgendaufgeführtenVerfahrensabläufenhandeltessichumEmpfehlungen.LetztendlichistderBe-schichterfürdieAusführungunddieEinhaltungderAnforderungenverantwortlich.
Lufttrocknende1-Komponenten-Lacke fürInnenanwendung
HierhandeltessichumKunstharz-bzw.Kunstharz-Kombinationslacke
Verfahrensablauf
• Schweissstellenschleifen,gegebenenfallsstrahlen(Welligkeitbeseitigen). • EntfettenundReinigenallerBauteiloberflächen • Aufrauhen(i.a.Sweepen)allerBauteiloberflächen
Vorschlag A
• 1xKunstharzkombination–Grundbeschichtung,Sollschichtdicke30µmfürzugängliche,50µmfürunzu- gänglicheTeile.
• 1xKunstharzkombination–Deckbeschichtung,Sollschichtdicke30µmfürzugängliche,50µmfürunzu- gänglicheTeile.
GeeigneteBeschichtungsstoffesindz.B.:
SikaChemie,Stuttgart
• Icosit6630highsolid:Kunstharz-KombinationGrund-undDeckbeschichtung(Seidenglanz) • IcositCorroTop:Kunstharz-KombinationDeckbeschichtung(Hochglanz)
DerLackauftragkanndurchStreichen,RollenoderSpritzengeschehen.Wegenderz.T.kompliziertenProfil- geometrieistSpritzenvorzuziehen.
VorschlagB
• 1xKunstharz-Kombination–Grundbeschichtung,Sollschichtdicke40µm • 1xKunstharz-Kombination–Deckbeschichtung,Sollschichtdicke40µm
GeeigneteBeschichtungsstoffesindz.B.:
• GlasuritZinkhaftfarbe(Ein-Topf-Beschichtung) • HerbolProtector(Ein-Topf-Beschichtung)
DerLackauftragkanndurchStreichen,RollenoderSpritzengeschehen.Wegenderz.T.kompliziertenProfil- geometrieistSpritzenvorzuziehen.DieSicherheitsvorschriftenunddieVerfahrensanweisungenderHersteller sindzubeachten.
Innenanwendung
0.23

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
2-Komponenten-Epoxid-Grundbeschichtungund2-Komponenten-Polyurethan-Decklack-beschichtungfürInnenanwendung
2-Komponenten-Epoxid-GrundbeschichtungundPUR-DeckbeschichtungensindlufttrocknendeLacke. BeschleunigteTrocknungbei80°Cbis100°Cistmöglich.
Verfahrensablauf
• Schweissstellenschleifen,gegebenenfallsstrahlen(Welligkeitbeseitigen). • EntfettenundReinigenallerBauteiloberflächen • Aufrauhen(i.a.Sweepen)allerBauteiloberflächen. • 1xGrundbeschichtungaufBasis2-K-Epoxid-Zinkphosphat,Sollschichtdicke30µmfürzugängliche,50µm fürunzugänglicheTeile. • 1xDeckbeschichtungmit2-K-PUR-Lack,Sollschichtdicke30µmfürzugängliche,50µmfürunzugängliche Teile.
GeeigneteBeschichtungsstoffesindz.B.:
SikaChemie,Stuttgart
• IcositPoxicolor,2KEpoxiKombination • IcositEG5,2KPURDeckbeschichtungsstoff
DerLackauftragkanndurchStreichen,RollenoderSpritzengeschehen.WegenderzumTeilkomplizierten ProfilgeometrieistSpritzenvorzuziehen.DieSicherheitsvorschriftenunddieVerfahrensanwendungender Herstellersindzubeachten.
Innenanwendung
0.24

FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
PulverlackfürInnenanwendung
EswerdenüberwiegendPolyesterpulverwiebeiderAluminiumstückbeschichtungverwendet.DieObjekttempe ratur(=TemperaturdesProfils)darfbeimEinbrennenüber20Minuten180°Cnichtüberschreiten. DieKontaktierungmussbeiwärmegedämmtenProfilenanbeidenProfilschalenundanbeidenStossenden, alsoinsgesamtvierfacherfolgen.BeiungedämmtenProfilenerfolgtdieKontaktierungandenProfilenden. BeibiegeweichenProfilenistgegebenenfallseinezusätzlicheUnterstützungerforderlich.
Verfahrensablauf
• EntfettenundReinigen. • AufrauhenderOberfläche(i.a.Sweepen)bzw.chemischeVorbehandlung
AblaufA
• Zinkphosphatieren • 1xPolyesterpulverdecklack,Sollschichtdicke60–90µm.
GeeigneteBeschichtungsstoffez.B.von:
AkzoNobelPowderCoatings,Bensheim
• PolyesterPulverlackTGIC-frei,ReiheInterponD36
DieSicherheitsvorschriftenunddieVerfahrensanweisungenderHerstellersindzubeachten.
AblaufB
• Chromatieren(Gelbbzw.Grün).(DieHaftungdesvorgesehenenPulverlacksaufungeschütztenStahlober- flächenistvorababzuklären.) • 1xPolyesterpulverlack,Sollschichtdicke60–90µm.
GeeigneteBeschichtungsstoffez.B.von:
AkzoNobelPowderCoatings,Bensheim
• PolyesterPulverlackTGIC-frei,ReiheInterponD36
DieSicherheitsvorschriftenunddieVerfahrensanweisungenderHerstellersindzubeachten.
Innenanwendung
0.25
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
3.2KorrosionsschutzStahl-Aufsatzkonstruktionen
3.2.1Einführung
• BasisfürdieAuswahldesKorrosionsschutzsystemssindENISO12944fürBauteilemitWanddicken>3mmundDIN55928-8fürWanddicken<3mm.BeiStahlaufsatzkonstruktionengelteninderRegelbeideNormen.
• DerKorrosionsschutzistdenjeweiligenAnforderungenanzupassen.EineÜbersichtistSeite26zuentnehmen.• ImStandardfall(Büronutzung)stelltdieBauphasedenkritischenAnwendungszeitraumdar.• ProjekteinSeeatmosphäresindindieserPhasestärkerenBeanspruchungenausgesetztalsProjekteimBinnen-
land.
3.2.2Basisinformationen• BeiEinhaltungderVerarbeitungsrichtlinienerfüllendieFERRO-WICTEC E-StahlaufsatzkonstruktionenalleAn-
forderungendereinschlägigenNormenundRichtlinien. DiesgiltinsbesonderefürdenPunktSpaltkorrosionsfreiheitbeidenStahlaufsatzkonstruktionenFERRO-
WICTEC55-1EundFERRO-WICTEC 50-1 E (s.Bestätigungdesö.b.u.v.SachverständigenHerrnSchuntervom28.April2004:VölligeKorrosionsfreiheitnach12MonatenFreibewitterung,sieheSeite0.27).
• GrundlagedesKorrosionsschutzesistbeiallenProfileneineBandverzinkungmiteinemZink-ÜberzugnachEN10326undEN10143–NormbezeichnungS280GD+Z275-M-A-C–Werkstoff-Nummer1.0244.
• DerÜberzugbestehtausZink.DieSchichtdickebeträgtproSeiteca.20µm.ErerfülltdieBasisanforderungenvonDIN55928-8.
• BeidenFassadensystemenFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 EstelltdieinnereDichtungei-nenwirksamenkonstruktivenKorrosionsschutzdar.DurchdieseDichtungwirddasGrundprofilundderÜberlap-pungsbereichGrundprofil/UnterkonstruktionhermetischgegenFeuchtigkeitabgeschlossen–sieheIFT-Prüfbe-richt10624412Rev.1.
• ImmontiertenZustandkanndeshalbbeidenFassadensystemenFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 EdurchdasFehlenvonFeuchtigkeitanGrundprofilundÜberlappungsbereichGrundprofil/Unterkonstruk-tionRostbildungbeikorrekterVerarbeitungnichtauftreten.
Hinweis:DieGrundprofilefürdiebeidenFassadensystemegibtesauchinwalzblank.SiewerdenbeiProfilenmitnachfolgenderStückverzinkungeingesetzt.
Zusatz:DieSerienFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 ElösendieSerienFERRO-WICTEC 55-1 und FERRO-WICTEC 50-1ab.AllebisherigenAngabenzudenSerienFERRO-WICTEC 55-1 und FERRO-WICTEC 50-1 geltenuneingeschränktauchfürdieSerienFERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 E und für dar-ausabgeleiteteSerien.
0.26
KorrosionsschutzStahl-Aufsatzkonstruktionen
FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
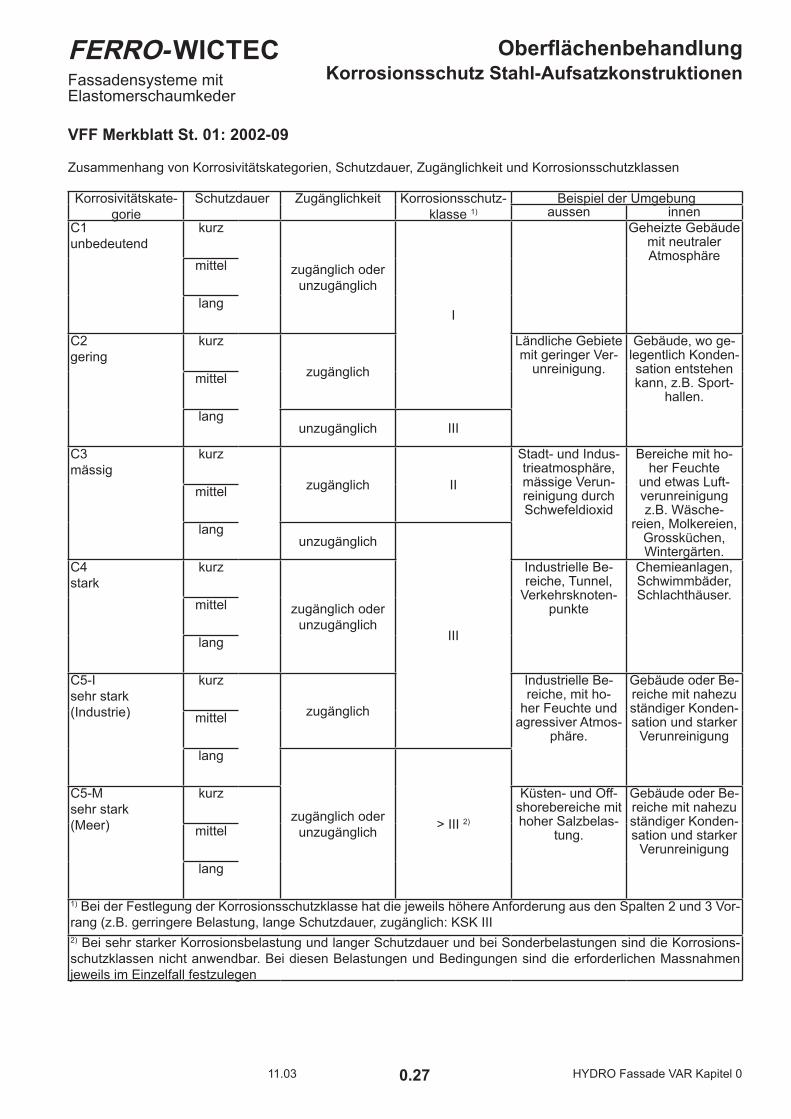
VFFMerkblattSt.01:2002-09
ZusammenhangvonKorrosivitätskategorien,Schutzdauer,ZugänglichkeitundKorrosionsschutzklassen
Korrosivitätskate-gorie
Schutzdauer Zugänglichkeit Korrosionsschutz-klasse 1)
BeispielderUmgebungaussen innen
C1unbedeutend
kurz
zugänglichoderunzugänglich
I
GeheizteGebäudemit neutraler Atmosphäre
mittel
lang
C2gering
kurz
zugänglich
LändlicheGebietemitgeringerVer-unreinigung.
Gebäude,woge-legentlichKonden-sation entstehen kann,z.B.Sport-
hallen.mittel
langunzugänglich III
C3mässig
kurz
zugänglich II
Stadt-undIndus-trieatmosphäre,mässigeVerun-reinigungdurchSchwefeldioxid
Bereichemitho-her Feuchte
und etwas Luft-verunreinigungz.B.Wäsche-
reien,Molkereien,Grossküchen,Wintergärten.
mittel
langunzugänglich
III
C4stark
kurz
zugänglichoderunzugänglich
IndustrielleBe-reiche,Tunnel,
Verkehrsknoten-punkte
Chemieanlagen,Schwimmbäder,Schlachthäuser.
mittel
lang
C5-Isehr stark(Industrie)
kurz
zugänglich
IndustrielleBe-reiche,mitho-
her Feuchte und agressiverAtmos-
phäre.
GebäudeoderBe-reichemitnahezuständigerKonden-sation und starker Verunreinigung
mittel
lang
zugänglichoderunzugänglich >III2)
C5-Msehr stark(Meer)
kurz Küsten- und Off-shorebereichemithoherSalzbelas-
tung.
GebäudeoderBe-reichemitnahezuständigerKonden-sation und starker Verunreinigung
mittel
lang
1)BeiderFestlegungderKorrosionsschutzklassehatdiejeweilshöhereAnforderungausdenSpalten2und3Vor-rang(z.B.gerringereBelastung,langeSchutzdauer,zugänglich:KSKIII2)BeisehrstarkerKorrosionsbelastungundlangerSchutzdauerundbeiSonderbelastungensinddieKorrosions-schutzklassennichtanwendbar.BeidiesenBelastungenundBedingungensinddieerforderlichenMassnahmenjeweilsimEinzelfallfestzulegen
0.27
KorrosionsschutzStahl-Aufsatzkonstruktionen
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 00.28
KorrosionsschutzStahl-Aufsatzkonstruktionen
Bestätigung ErichSchunter Brenzstrasse26 D-89423Gundelfingen/Echenbrunn Telefon+49.9073.91938 Telefax+49.9073.91928 [email protected]
BestätigungüberdieSpaltkorrosionsfreiheitderStahlaufsatzkonstruktionFERRO-WICTEC 55-1
und FERRO-WICTEC 50-1
Hiermitbestätige ich,dassdieStahlaufsatzkonstruktionFERRO-WICTEC 55-1 und FERRO-WICTEC50-1beisachgemässerVerarbeitungkeineKorrosion,insbesondereauchkeineSpalt-korrosionaufweist,wiediesnachfolgendausgeführtwird
Gundelfingen,28.April2004
GrundlagedieserBestätigungistmeinBericht„KorrosionsverhaltenvonbeschichtetenFERRO-WICTEC 55-1 und FERRO-WICTEC50-1AufsatzkonstruktioneninderFreibewitterung12Mo-nate-Endbericht“vom12.Februar2003.
ImRahmeneines12-monatigenFreibewitterungsversucheswurdenProfilabschnittedero.g.Stahlaufsatzkonstruktion12MonateohneAbdeckungimFreienausgelagert.
DerKorrosionsschutzdesStahlunterkonstruktionsprofilsbestandauseinemZinkstaubprimerbzw.auseinemShop-Primer.NachdemAufschweissendesFERRO-WIC-GrundprofilsaufdasUnter-konstruktionsprofilwurdendieSchweissstellenmiteinemZinkstaubprimerausgefleckt.
WeitergehendeKorrosionsschutzmassnahmenwurdennichtvorgenommen.
DieProbenwurdennachBeendigungdesVersuchszurBeurteilungaufgetrennt.Ergebnis:KeineKorrosionandenMusternfeststellbar, insbesonderekeineKorrosionimÜberlappungsbereichGrundprofil–Unterkonstruktion.
DieErgebnissederVersucheanderSerieFERRO-WICTEC 55-1 und FERRO-WICTEC 50-1 sinduneingeschränktaufandereAnsichtsbreitendieserSerieübertragbar.
FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
3.2.3Regelwerke
• DIN55928-8giltfürdenKorrosionsschutztragenderdünnwandigerStahlbauteile,derenDickebis3mm beträgtunddieatmosphärischenKorrosionsbelastungenunterliegen(Kap.1–Abschnitt1).
• AußenfassadenbauteilefallenindiesenAnwendungsbereich.
• DieTeilemüssenbandverzinkt(KurzzeichenZ)bzw.bandlegierverzinktsein(KurzzeichenZA=Galfan oderAZ=Galvalume)–s.Tabelle1inDIN55928-8.
• DIN55928-8legtinTabelle2Korrosionsschutzklassenfest–inAbhängigkeitvonKorrosionsbelastung, SchutzdauerundZugänglichkeit.SieheauchSeite0.27
o UnzugänglicheTeilewerdenbereitsmitgeringerKorrosionsbelastungundlangerSchutzdauerin KorrosionsschutzklasseIIIeingeordnet–sieheo.g.Tabelle2.
o BeiFassadenistimmereinelangeSchutzdauerzugrundegelegt,d.h.Korrosionsschutz-klasseIIIistim Prinzipmaßgebend.
• Ausnahme:LautGutachtendesOtto-Graf-InstitutsderFMPABadenWürttemberg(Universität Stuttgart)giltfürdieStahlaufsatzkonstruktionenFERRO-WICTEC55-1EundFERRO-WICTEC 50-1 E unternachstehendenBedingungenKorrosionsschutzklasseInachDIN55928-8:
o ZuverlässigeAbdichtungdesGrundprofilsimeingebautenZustanddurchdieraumseitigenVerglasungs- dichtungengegenReinigungswasser(belegtdurchPrüfberichtNr.10624412Rev.1*/IFTRosenheim).
o KeinAuftretenvonTauwasserwährendderNutzungdurchmindestens26mmdickeIsolierglasscheiben inRäumenmit>19°CRaumlufttemperaturwährendderHeizperiode(belegtdurchIsothermenberech- nung).
• BeiKorrosionsschutzklasseIgenügenalsKorrosionsschutzdievorhandeneBandverzinkungdesGrund- profilsunddasAusfleckenderSchweißstellendurcheinenZinkstaubprimer.EinezusätzlicheBeschich- tungistnichterforderlich.
• DerKorrosionsschutzderUnterkonstruktionsprofilerichtetsichnachENISO12944.
3.2.4PraktischeUmsetzungAllgemein
• DieDurchführungderKorrosionsschutzarbeiten(=Beschichtung)istinKap.0derVerarbeitungsrichtlinie beschrieben.
• MaßgebendfürdiepraktischeUmsetzungsind:
o ArtderVerbindungGrundprofil–Unterkonstruktion
•Schweißenbzw. •Schrauben,Setzbolzen
o Korrosionsschutzklasse
•KorrosionsschutzklasseI(=Standardfall) •KorrosionsschutzklasseIII(=erhöhteAnforderungen) •Sonderanforderungen(z.B.Hallenbäder)
Standardfall
DienachstehendenAussagengeltenfürTeile,diebiszu6MonateungeschütztderBewitterungausgesetztsind.SiegeltennichtfürSeeatmosphäre,IndustrieatmosphäresowieFeuchträume.
DasGrundprofilistbandverzinkt.
Zusatz
InaggressiverAtmosphäremussdieFassadekurzfristignachMontagegeschlossenwerden.
0.29
KorrosionsschutzStahl-Aufsatzkonstruktionen

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
VerbindungGrundprofil–Unterkonstruktiongeschweisst
• TragstrukturimÜberlappungsbereichzumGrundprofilhinvordenSchweißarbeitenmindestensgrundbe- schichtet.
• Schweiß-StellenamGrundprofilnachträglichentzundernundmitZinkstaubfarbeausflecken.
• KorrosionsschutzklasseI:WeitereKorrosionsschutzmaßnahmensindindiesemBereichnichterforderlich.
• KorrosionsschutzklasseIII:ZusätzlichzumobenbeschriebenenKorrosionsschutzimBereichderSchweiß- stellenistdasganzeGrundprofilzusätzlichmiteinerBeschichtunggemäßKorrosionsschutzklasseIIIzu versehen.
VerbindungGrundprofil–UnterkonstruktionmitSchrauben,Setzbolzen
• DasUnterkonstruktionsprofilkannvordemVerbindenbereitsendbeschichtetsein.Dasbietetsichvorallem beiKorrosionsschutzklasseIan,beiderdasbandverzinkteGrundprofilnicht zusätzlichgeschütztwerden muss.VoraussetzungisteinesorgfältigeHandhabungderbeschichtetenProfile.
• AlternativkannvordemVerbindennurderÜberlappungsbereichbzw.dergesamteUK-Profilquerschnittmit demBasiskorrosionsschutzinFormeinerZinkstaubbeschichtungodergleichwertiggeschütztwerden.
• KorrosionsschutzklasseI:KeinezusätzlichenKorrosionsschutzmaßnahmenamGrundprofilerforderlich.
• KorrosionsschutzklasseIII:KorrosionsschutzgemäßKap.0VARauchimBereichdesGrundprofils.
• KorrosionsschutzderGesamtkonstruktionsieheKapitel0derVerarbeitungsrichtlinie.
NasslackbeschichtungderAufsatzkonstruktionenFERRO-WICTEC55-1EundFERRO-WICTEC 50-1 E geschweisst
Arbeitsablauf
• DasGrundprofilistbandlegierverzinkt.DieProfilederUnterkonstruktionsindroh.
• Arbeitsschritte
oStrahlenderProfilederUnterkonstruktion:OberflächenvorbereitungsgradSa2½ oAuftrageneineszinkstaubhaltigenNasslackprimersimBereichderAuflagerflächedesGrundprofils
•Primersystem:z.B.FriazincRderFa.SIKA-Chemie •Schichtdicke:<20µm •Aufbringungsmethode:Streichen,Rollen,Spritzen
oAufschweißendesGrundprofilsnachVerarbeitungsrichtlinie
oSchweißbereichentzundern(SchleifenoderStrahlen)
oGrundbeschichtung(Streichen,Rollen,Spritzen)aufBasis2-K-Epoxid-Eisenglimmerbzw. 2K-Epoxid-Zinkphosphat(weitereDetailssieheKap.0derVerarbeitungsrichtlinie)
oDeckbeschichtungderGesamtkonstruktion(Streichen,Rollen,Spritzen)mit2-K-PUR-Decklack
KorrosionsschutzStahl-Aufsatzkonstruktionen
0.30
FERRO- WICTEC OberflächenbehandlungFassadensysteme mit Elastomerschaumkeder
11.03 HYDRO Fassade VAR Kapitel 0
PulverbeschichtungderAufsatzkonstruktionenFERRO-WICTEC55-1EundFERRO-WICTEC 50-1 E geschweisst
Arbeitsablauf
• DasGrundprofilistbandlegierverzinkt.DieProfilederUnterkonstruktionsindroh.
• Arbeitsschritte
o StrahlenderUnterkonstruktion(z.B.Rohr,T-Träger,IPE-Träger)OberflächenvorbereitungsgradSa2½ o AuftrageneineszinkstaubhaltigenNasslackprimersaufdasUnterkonstruktionsprofilimBereichder AuflageflächedesGrundprofils
•Primersystem:z.B.FriazincRderFa.SIKA-Chemie •Schichtdicke:<20µm •Aufbringmethode:Streichen,Rollen,Spritzen
o AufschweißendesGrundprofilsnachVerarbeitungsrichtlinie
o Schweißbereicheentzundern(Schleifenbzw.Strahlen)
o Pulverbeschichtenin2Schritten
•AufbringendesZinkstaubprimersaufdieGesamtkonstruktion(dabeimüssendieSchweissstellenam FERRO-WICTECGrundprofilmiterfasstwerden) •AngelierendesPrimerpulvers •AufbringendesPulverdecklacks
o WeitereHinweise:SieheAngabenderPulverlackherstellerundVerarbeitungsrichtlinieFERRO-WICTEC
3.2.5StückverzinkungderStahlaufsatzkonstruktionenFERRO-WICTEC55-1Eund FERRO-WICTEC 50-1 E
• EinweiteressehrhochwertigesKorrosionsschutzverfahrenistdasStückverzinken.
• Fallsgefordert,kannesmiteinernachfolgendenorganischenBeschichtungkombiniertwerden(=Duplex- Verfahren).DamitkanndieKorrosionsschutzwirkungweitergesteigertwerden.
• FürdieStückverzinkunggiltENISO1461.
• DieFERRO-WICTECGrundprofilefürdieseAnwendungsindwalzblank–sieweisenkeineBandverzinkung auf.
• DasFERRO-WICTECGrundprofilwirdmitHilfeeinerSystemschweisslehremiteinemAbstandvon1mm aufdieStahlunterkonstruktionaufgeschweisst–sieheKapitelHilfsmittelinderProgrammliste.
• Lt.Untersuchungdesö.b.u.v.SachverständigenE.SchunteristmiteinemAbstandvon1mmdasProfilsys- temuneingeschränktstückverzinkbar–s.nachfolgendeSeite.
0.31
KorrosionsschutzStahl-Aufsatzkonstruktionen
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Oberflächenbehandlung
11.03 HYDRO Fassade VAR Kapitel 0
MetallkonstruktionenimBauwesen
P r ü fu n g d e r F e u e r v e r z in k ba r k e i t
d e r A u fs a t z k o n s t r u k t i o n F E R R O -W I C T E C 5 5 -1
u n d F E R R O -W I C T E C 5 0 -1 d e r F i r m a E V G
E r ic h S c h u n t e r
Brenzstraße26Ech. D-89423Gundelfingen Telefon+49.9073.91938 Telefax+49.9073.91928 [email protected]
Gundelfingen,3.Juli2001
1. Aufgabenstellung
1.1 Die Firma EVG beauftragte mich, die Feuerverzinkbarkeit der Aufsatz-
konstruktion FERRO-WICTEC 55-1 und FERRO-WICTEC 50-1zuprüfen. 1.2 Für diese Versuche wurden Profilabschnitte von 1000 mm Länge zur
Verfügung gestellt, bei denen das Grundprofil mit dem Schraubkanal miteinem Abstand von 1 mm auf eine Stahlunterkonstruktion aufgeschweißtwar(SieheAnlage).
1.3 DieseMusterwurdenohneweitereVorkehrungenfeuerverzinkt.
2. Ergebnis
2.1 Die Profile mit einem Abstand von 1 mm zwischen dem Grundprofil derAufsatzkonstruktion FERRO-WICTEC 55-1, FERRO-WICTEC 50-1 und demStahlrohrderUnterkonstruktionsinduneingeschränktstückverzinkbar.
2.2 Der Korrosionsschutz für Außenbewitterung nach DIN 55 928 ist
gewährleistet.
0.32
KorrosionsschutzStahl-Aufsatzkonstruktionen
FERRO- WICTEC 4.ArbeitsschritteFotodokumentationFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0Ordner 2.2
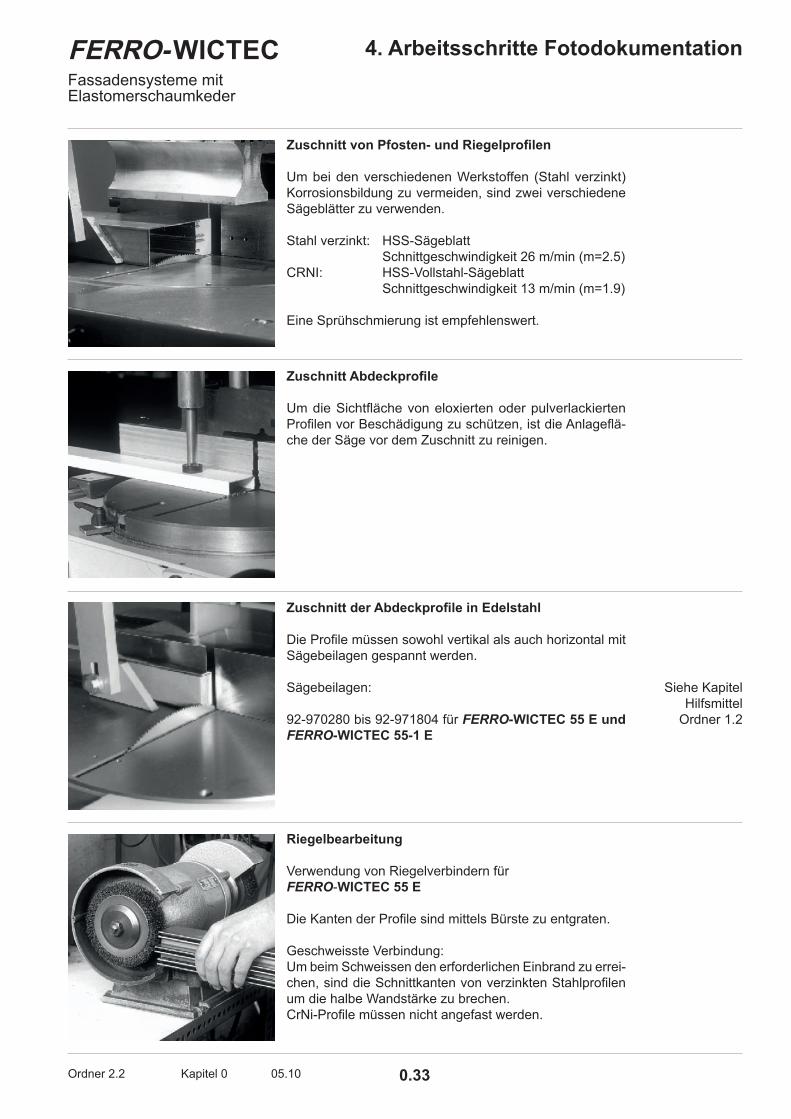
ZuschnittvonPfosten-undRiegelprofilen
UmbeidenverschiedenenWerkstoffen (Stahlverzinkt)Korrosionsbildungzuvermeiden,sindzweiverschiedeneSägeblätterzuverwenden.
Stahlverzinkt: HSS-Sägeblatt Schnittgeschwindigkeit26m/min(m=2.5)CRNI: HSS-Vollstahl-Sägeblatt Schnittgeschwindigkeit13m/min(m=1.9)
EineSprühschmierungistempfehlenswert.
ZuschnittAbdeckprofile
UmdieSichtflächevoneloxiertenoderpulverlackiertenProfilenvorBeschädigungzuschützen,istdieAnlageflä-chederSägevordemZuschnittzureinigen.
ZuschnittderAbdeckprofileinEdelstahl
DieProfilemüssensowohlvertikalalsauchhorizontalmitSägebeilagengespanntwerden.
Sägebeilagen:
92-970280bis92-971804fürFERRO-WICTEC55EundFERRO-WICTEC 55-1 E
SieheKapitelHilfsmittel
Ordner 1.2
Riegelbearbeitung
VerwendungvonRiegelverbindernfürFERRO-WICTEC 55 E
DieKantenderProfilesindmittelsBürstezuentgraten.
GeschweissteVerbindung:UmbeimSchweissendenerforderlichenEinbrandzuerrei-chen,sinddieSchnittkantenvonverzinktenStahlprofilenumdiehalbeWandstärkezubrechen.CrNi-Profilemüssennichtangefastwerden.
0.33
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
4.Arbeitsschritte,Fotodokumentation
Ordner 2.2 05.10Kapitel 0
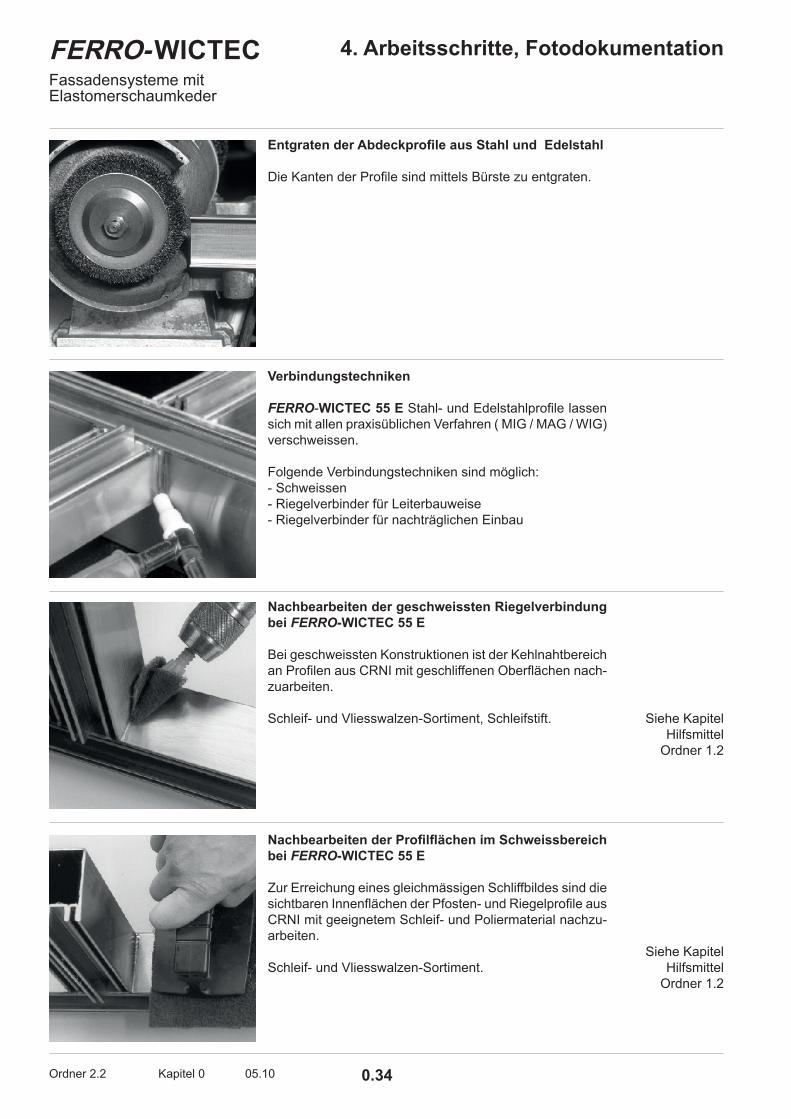
EntgratenderAbdeckprofileausStahlundEdelstahl
DieKantenderProfilesindmittelsBürstezuentgraten.
Verbindungstechniken
FERRO-WICTEC 55 EStahl-undEdelstahlprofilelassensichmitallenpraxisüblichenVerfahren(MIG/MAG/WIG)verschweissen.
FolgendeVerbindungstechnikensindmöglich:-Schweissen-RiegelverbinderfürLeiterbauweise-RiegelverbinderfürnachträglichenEinbau
NachbearbeitendergeschweisstenRiegelverbindungbei FERRO-WICTEC 55 E
BeigeschweisstenKonstruktionenistderKehlnahtbereichanProfilenausCRNImitgeschliffenenOberflächennach-zuarbeiten.
Schleif-undVliesswalzen-Sortiment,Schleifstift. SieheKapitelHilfsmittel
Ordner 1.2
NachbearbeitenderProfilflächenimSchweissbereichbei FERRO-WICTEC 55 E
ZurErreichungeinesgleichmässigenSchliffbildessinddiesichtbarenInnenflächenderPfosten-undRiegelprofileausCRNImitgeeignetemSchleif-undPoliermaterialnachzu-arbeiten.
Schleif-undVliesswalzen-Sortiment.SieheKapitel
HilfsmittelOrdner 1.2
0.34

FERRO- WICTEC 4.ArbeitsschritteFotodokumentationFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0Ordner 2.2
OberflächenbehandlungderverzinktenProfileundEle-mente bei FERRO-WICTEC 55 E
StahlverzinktsieheKapitel0,Abschnitt3«Oberflächen-behandlung».
SieheKapitel0
ZuschneidenundAusklinkenderInnendichtung
DasZuschneidenvonPfosten-undRiegeldichtungmussmitdemStanz-undSchneidwerkzeug92-567736erfolgen.DieMatrizensindentsprechendKapitelHilfsmittelauszu-wählen.AusserdemkannmitdiesemWerkzeugdieRiegeldichtungfürdenÜberlappungsstossausgeklinktwerden.ImKreu-zungspunktüberlappendieDichtungen.
SieheKapitelHilfsmittel
Ordner 1.2
ZuschneidenderInnendichtungbeiSchräganschlüs-senmitfesterWinkelstellung
FürdasZuschneidenderInnendichtungenfürRiegelstössemitfestenSchräganschlüssenvon15,30,45und90°sinddieMatrizen92-735418 /92-735426(55und55-1)bzw.92-735396/92-735400(50-1)zuverwenden.
DieseMatrizenmüssengesondertbestelltwerden.
Ordner 2.2
EinbauLastabtragungsplattebeiFERRO-WICTEC 55 E
Füllungsgewichtbis5000N
EinschweissenderLastabtragungsplatteindenSchraubka-nalbeihohenFüllungsgewichten(3500N-5000N).EinbaupositionsieheVerarbeitungsrichtlinien,Seite1.2.1undfolgendefürFERRO-WICTEC 55 E2.2.1undfolgendefürFERRO-WICTEC 55-1 E3.2.1undfolgendefürFERRO-WICTEC 50-1 E
0.35
SieheKapitelHilfsmittel
Ordner 1.2

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
4.Arbeitsschritte,Fotodokumentation
Ordner 2.2 05.10Kapitel 0
SieheKapitelHilfsmittel
Ordner 1.2
ZuschneidenderInnendichtungbeiSchräganschlüs-senmitbeliebigerWinkelstellung
FürdasZuschneidenderInnendichtungenfürRiegelstösse(SchräganschlüssemitbeliebigerGehrung0-90°)sindSon-dermatrizen92-970735(55und55-1)bzw,92-568589zuverwenden.
DieseMatrizenmüssengesondertbestelltwerden.
SieheKapitelHilfsmittel
Ordner 1.2
EinbauderInnendichtungen
EinbauderInnendichtungenmitEinrollwerkzeug92-535435 für FERRO-WICTEC55Eund55-1E92-566691 für FERRO-WICTEC 50-1 E
HinweiszuEinbaureihenfolge:
Schritt1:AufsetzenderDichtungaufGrundprofilSchritt2:EindrückenderäusserenbeidenDichtungs- lappenindieAussenkonturdesGrundprofilsSchritt3:vollständigesEindrückenderDichtunginden SchraubkanaldesGrundprofils
SieheKapitelHilfsmittel
Ordner 1.2
AusklinkenderPfostendichtung(Beispiel)
AllgemeineInformationenzumInnendichtungssystemsiehejeweiligeProgrammliste.
DiePfosteninnendichtungenwerdenimRiegelbereichmitdemvorgesehenemAusklinkwerkzeugausgenommen.
SieheKapitelHilfsmittel
Ordner 1.2
ÜberlappungderInnendichtungen(Beispiel)
DieDichtungendesRiegelsüberlappendiePfostendich-tungen.DerÜberlappungsbereichwirdmitDichtstoff92-364991(schwarz)eingedichtet.TabelleKapitel0,Seite0.17beachten;Haftreiniger537705verwenden!
0.36

FERRO- WICTEC 4.ArbeitsschritteFotodokumentationFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0Ordner 2.2
SieheKapitelHilfsmittel
Ordner 1.2
EinbauKunststoffglasauflagermitSchrauben(BeispielfürFüllungsgewichtbis2100N)
PositiondesKunststoffglasauflagers:
Seite1.2.1FERRO-WICTEC 55 ESeite2.2.1FERRO-WICTEC 55-1 ESeite3.2.1FERRO-WICTEC 50-1 E
KunststoffglasauflagerüberInnendichtungdesRiegelsauf-steckenundmit3Schraubenbefestigen.SchraubenlängesieheTabellenFüllungseinbauinderProgrammliste,Ord-ner 1.2.
SieKapitelHilfsmittel
Ordner 1.2
EinbauKunststoffglasauflager (mitLastabtragungs-plattefürFüllungsgewichte3500Nbis5000N)
FürdieAusstanzungderRiegelinnendichtungAusklink-werkzeug92-576883verwenden
AbdichtungderAusstanzungmitDichtstoff92-364991.
DasKunststoffglasauflagerwirdüberdieLastabtragungs-platteunddieRiegeldichtunggesteckt.
AufklebendesGlasauflagerdichtteils
NachdemEinbaudesGlasauflagersGlasauflagerdichtteilaufkleben(einseitigselbstklebend).
Glasauflagerdichtteil957302fürStandardandruckprofil.Glasauflagerdichtteil957303fürSG-Andruckprofil.
EndstückausStahl fürFERRO-WICTEC55-1EundFERRO-WICTEC50-1EbeihohenFüllungsgewichten
BeihohenFüllungsgewichten (3500 -5000N)kanneinEndstück(KurzstückdesGrundprofilsausStahlmitLast-abtragungsplatte)verwendetwerden(SieheProgramm-liste).DieEndstückewerdenpaarweisegeliefertundsindvorgerichtetfüreinenTragklotzabstandvon70mm,bzw.100mm(links-rechtsaustauschbar)DasjeweiligeStahl-bzw.AluminiumgrundprofildesRiegelsist420mmkürzerzuzuschneiden.
0.37
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
4.Arbeitsschritte,Fotodokumentation
Ordner 2.2 05.10Kapitel 0
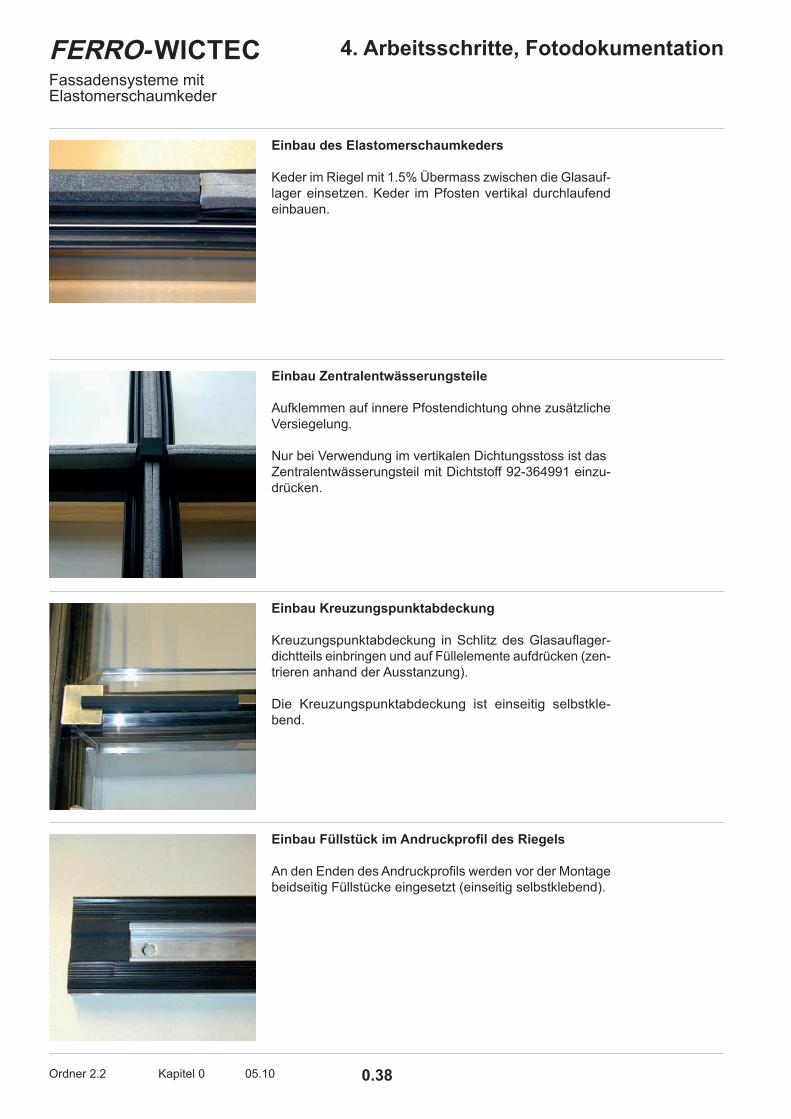
EinbaudesElastomerschaumkeders
KederimRiegelmit1.5%ÜbermasszwischendieGlasauf-lagereinsetzen.Keder imPfostenvertikaldurchlaufendeinbauen.
EinbauZentralentwässerungsteile
AufklemmenaufinnerePfostendichtungohnezusätzlicheVersiegelung.
NurbeiVerwendungimvertikalenDichtungsstossistdasZentralentwässerungsteilmitDichtstoff92-364991einzu-drücken.
EinbauKreuzungspunktabdeckung
Kreuzungspunktabdeckung inSchlitzdesGlasauflager-dichtteilseinbringenundaufFüllelementeaufdrücken(zen-trierenanhandderAusstanzung).
Die Kreuzungspunktabdeckung ist einseitig selbstkle-bend.
0.38
EinbauFüllstückimAndruckprofildesRiegels
AndenEndendesAndruckprofilswerdenvorderMontagebeidseitigFüllstückeeingesetzt(einseitigselbstklebend).

FERRO- WICTEC 4.ArbeitsschritteFotodokumentationFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0Ordner 2.2
AufklipsenderAbdeckprofile
AbdeckprofilmitgeeignetemHilfswerkzeug(Kunststoffun-terlage)montieren.
MontagederAndruckprofile
DasAndruckprofil wird mit den passenden Fassaden-schraubenbefestigt,Schraubabstand300mm.VerschraubungdesAndruckprofilsdesRiegelsimEndbe-reichsieheVerarbeitungsrichtlinieKapitel1,2und3DrehmomentbeiAnziehenderFassadenschraubebeach-ten.Fallsgefordert,zusätzlichemittigeEntwässerungnachAus-sen.
0.39
BearbeitungdesSG-AndruckprofilsamKreuzungs-punkt
BeiVerwendungdesSG-Andruckprofilssindgegebenen-fallsdieEndenauszuklinken(PlatzfürKreuzungspunktab-deckung).
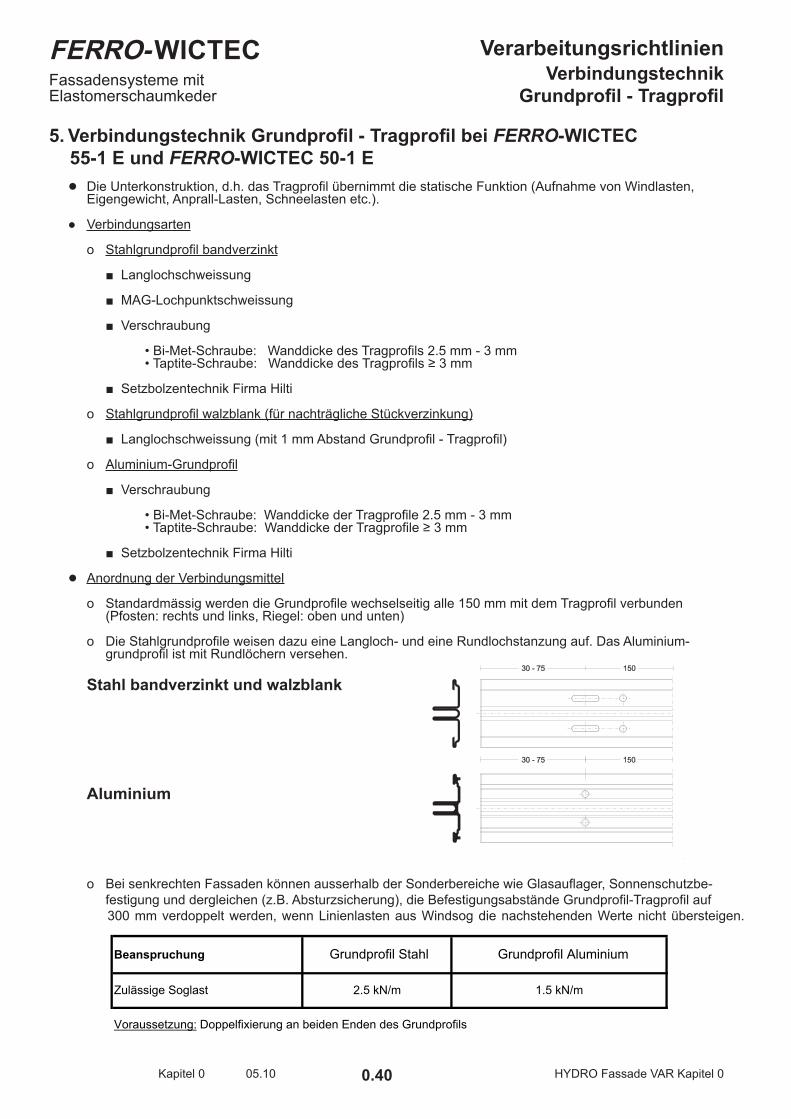
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
5.VerbindungstechnikGrundprofil-TragprofilbeiFERRO-WICTEC 55-1EundFERRO-WICTEC 50-1 E ● DieUnterkonstruktion,d.h.dasTragprofilübernimmtdiestatischeFunktion(AufnahmevonWindlasten, Eigengewicht,Anprall-Lasten,Schneelastenetc.).
● Verbindungsarten
o Stahlgrundprofilbandverzinkt
■Langlochschweissung
■MAG-Lochpunktschweissung ■Verschraubung
•Bi-Met-Schraube:WanddickedesTragprofils2.5mm-3mm •Taptite-Schraube:WanddickedesTragprofils≥3mm
■SetzbolzentechnikFirmaHilti
o Stahlgrundprofilwalzblank(fürnachträglicheStückverzinkung)
■Langlochschweissung(mit1mmAbstandGrundprofil-Tragprofil)
o Aluminium-Grundprofil
■Verschraubung
•Bi-Met-Schraube:WanddickederTragprofile2.5mm-3mm •Taptite-Schraube:WanddickederTragprofile≥3mm
■SetzbolzentechnikFirmaHilti
● AnordnungderVerbindungsmittel
o StandardmässigwerdendieGrundprofilewechselseitigalle150mmmitdemTragprofilverbunden (Pfosten:rechtsundlinks,Riegel:obenundunten)
o DieStahlgrundprofileweisendazueineLangloch-undeineRundlochstanzungauf.DasAluminium- grundprofilistmitRundlöchernversehen. Stahlbandverzinktundwalzblank
VerbindungstechnikGrundprofil-Tragprofil
0.40
Aluminium
o BeisenkrechtenFassadenkönnenausserhalbderSonderbereichewieGlasauflager,Sonnenschutzbe- festigungunddergleichen(z.B.Absturzsicherung),dieBefestigungsabständeGrundprofil-Tragprofilauf 300mmverdoppeltwerden,wennLinienlastenausWindsogdienachstehendenWertenichtübersteigen.
Beanspruchung GrundprofilStahl Grundprofil Aluminium
ZulässigeSoglast 2.5kN/m 1.5kN/m
Voraussetzung:DoppelfixierunganbeidenEndendesGrundprofils
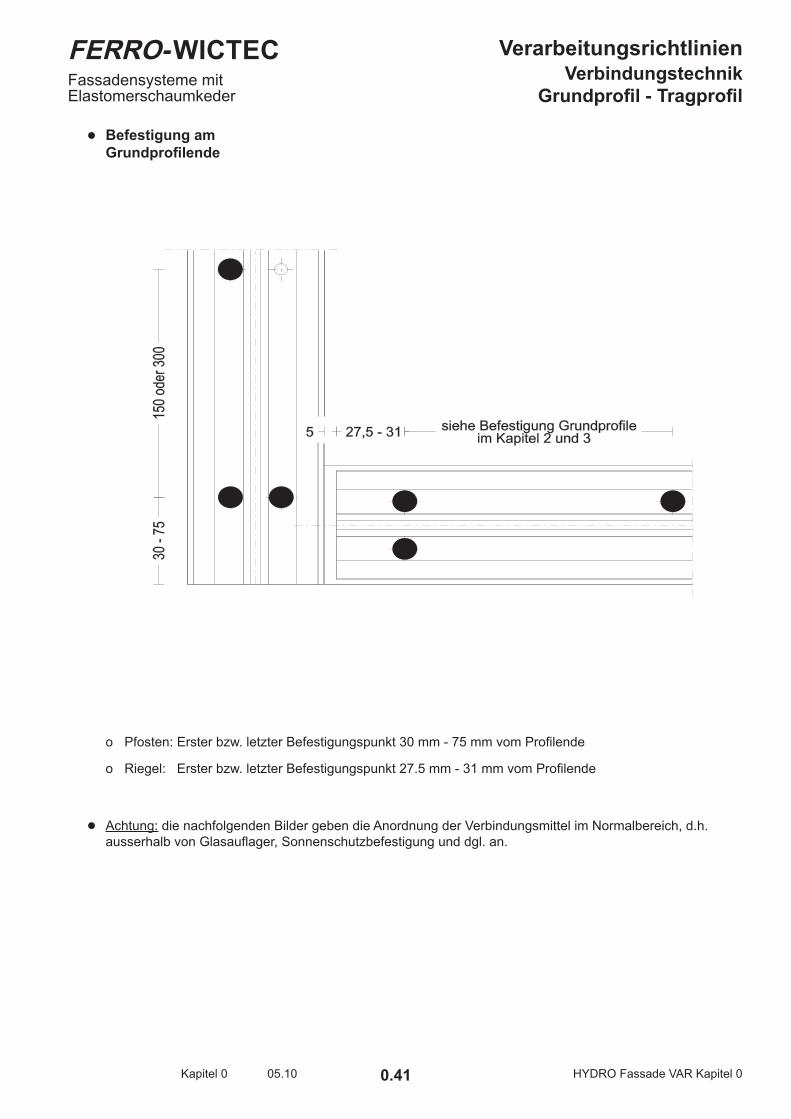
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
VerbindungstechnikGrundprofil-Tragprofil
● Befestigungam Grundprofilende
o Pfosten:Ersterbzw.letzterBefestigungspunkt30mm-75mmvomProfilende
o Riegel:Ersterbzw.letzterBefestigungspunkt27.5mm-31mmvomProfilende
● Achtung:dienachfolgendenBildergebendieAnordnungderVerbindungsmittelimNormalbereich,d.h. ausserhalbvonGlasauflager,Sonnenschutzbefestigungunddgl.an.
0.41
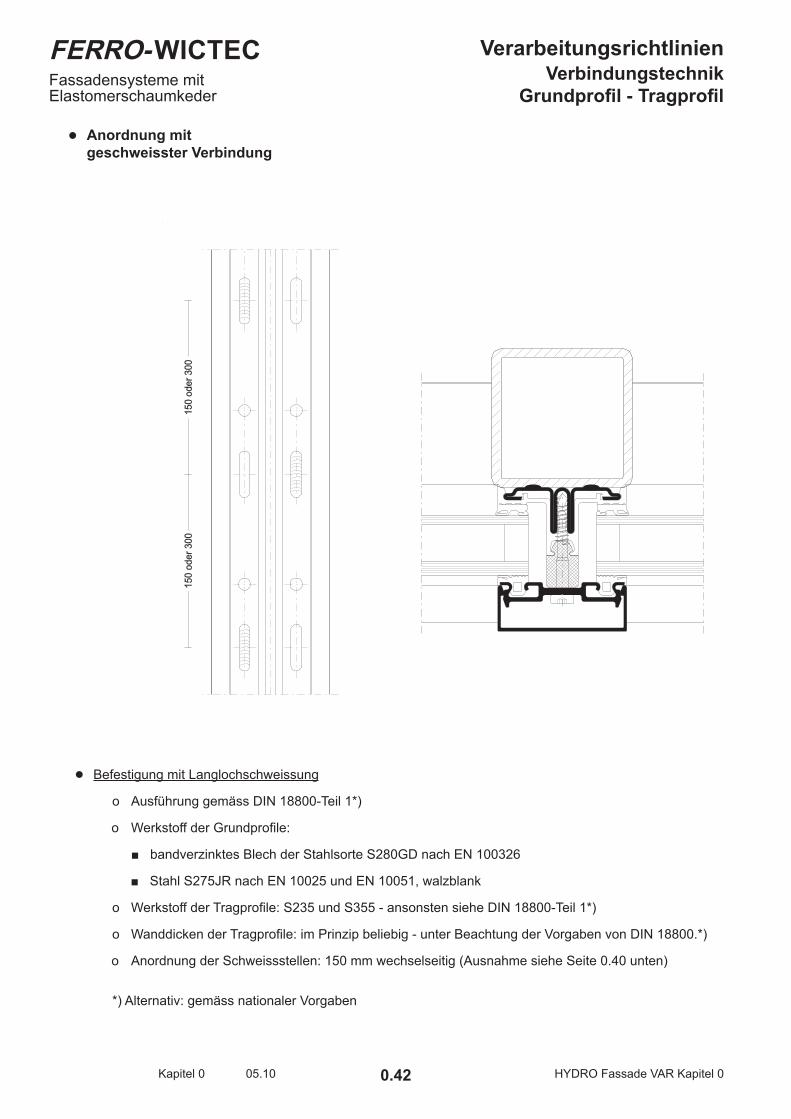
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
● Anordnungmit geschweissterVerbindung
● BefestigungmitLanglochschweissung
o AusführunggemässDIN18800-Teil1*)
o WerkstoffderGrundprofile:
■bandverzinktesBlechderStahlsorteS280GDnachEN100326
■StahlS275JRnachEN10025undEN10051,walzblank
o WerkstoffderTragprofile:S235undS355-ansonstensieheDIN18800-Teil1*)
o WanddickenderTragprofile:imPrinzipbeliebig-unterBeachtungderVorgabenvonDIN18800.*)
o AnordnungderSchweissstellen:150mmwechselseitig(AusnahmesieheSeite0.40unten)
*)Alternativ:gemässnationalerVorgaben
VerbindungstechnikGrundprofil-Tragprofil
0.42
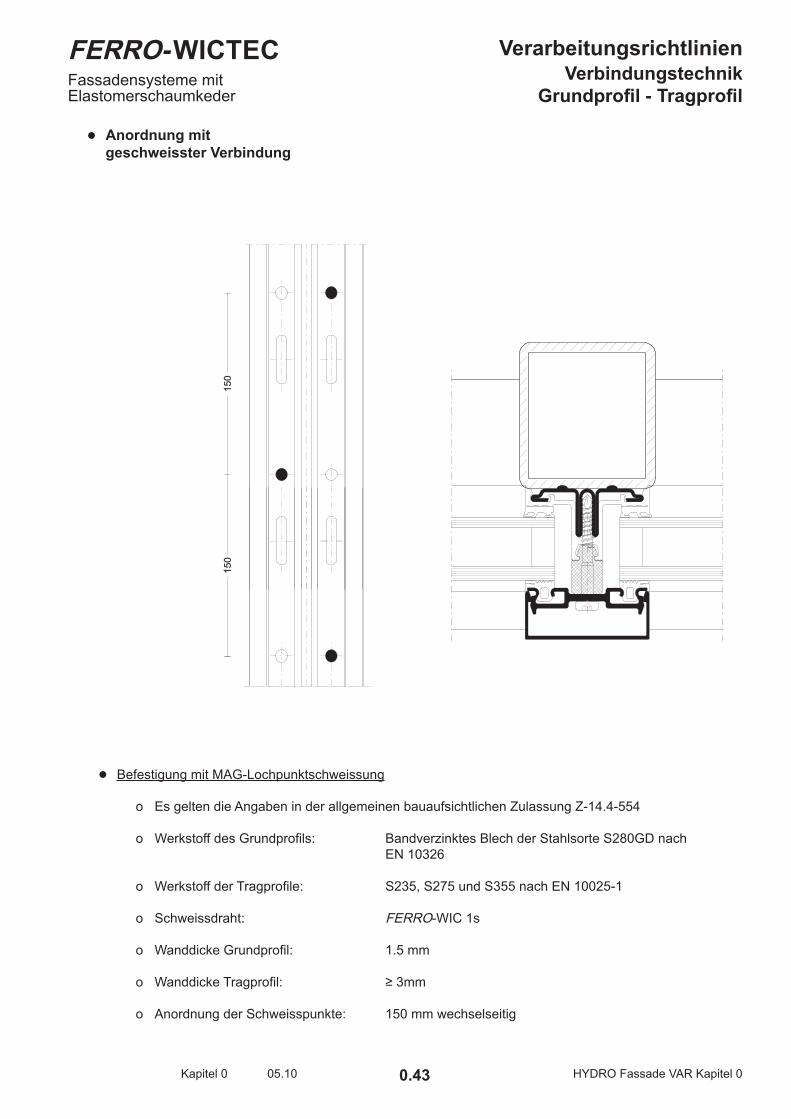
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 00.43
VerbindungstechnikGrundprofil-Tragprofil
● Anordnungmit geschweissterVerbindung
● BefestigungmitMAG-Lochpunktschweissung
o EsgeltendieAngabeninderallgemeinenbauaufsichtlichenZulassungZ-14.4-554
o WerkstoffdesGrundprofils: BandverzinktesBlechderStahlsorteS280GDnach EN 10326
o WerkstoffderTragprofile: S235,S275undS355nachEN10025-1 o Schweissdraht: FERRO-WIC 1s o WanddickeGrundprofil: 1.5mm o WanddickeTragprofil: ≥3mm o AnordnungderSchweisspunkte: 150mmwechselseitig
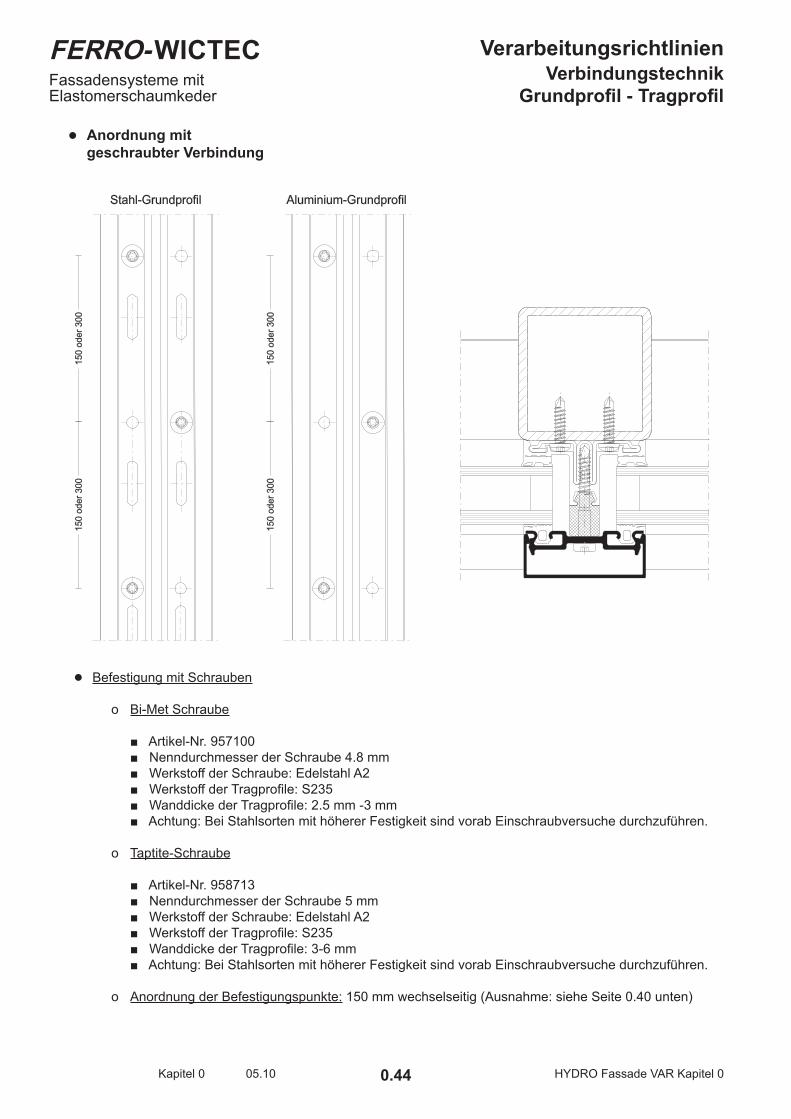
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
● Anordnungmit geschraubterVerbindung
● BefestigungmitSchrauben
o Bi-MetSchraube
■Artikel-Nr.957100 ■NenndurchmesserderSchraube4.8mm ■WerkstoffderSchraube:EdelstahlA2 ■WerkstoffderTragprofile:S235 ■WanddickederTragprofile:2.5mm-3mm ■Achtung:BeiStahlsortenmithöhererFestigkeitsindvorabEinschraubversuchedurchzuführen.
o Taptite-Schraube ■Artikel-Nr.958713 ■NenndurchmesserderSchraube5mm ■WerkstoffderSchraube:EdelstahlA2 ■WerkstoffderTragprofile:S235 ■WanddickederTragprofile:3-6mm ■Achtung:BeiStahlsortenmithöhererFestigkeitsindvorabEinschraubversuchedurchzuführen.
o AnordnungderBefestigungspunkte:150mmwechselseitig(Ausnahme:sieheSeite0.40unten)
0.44
VerbindungstechnikGrundprofil-Tragprofil
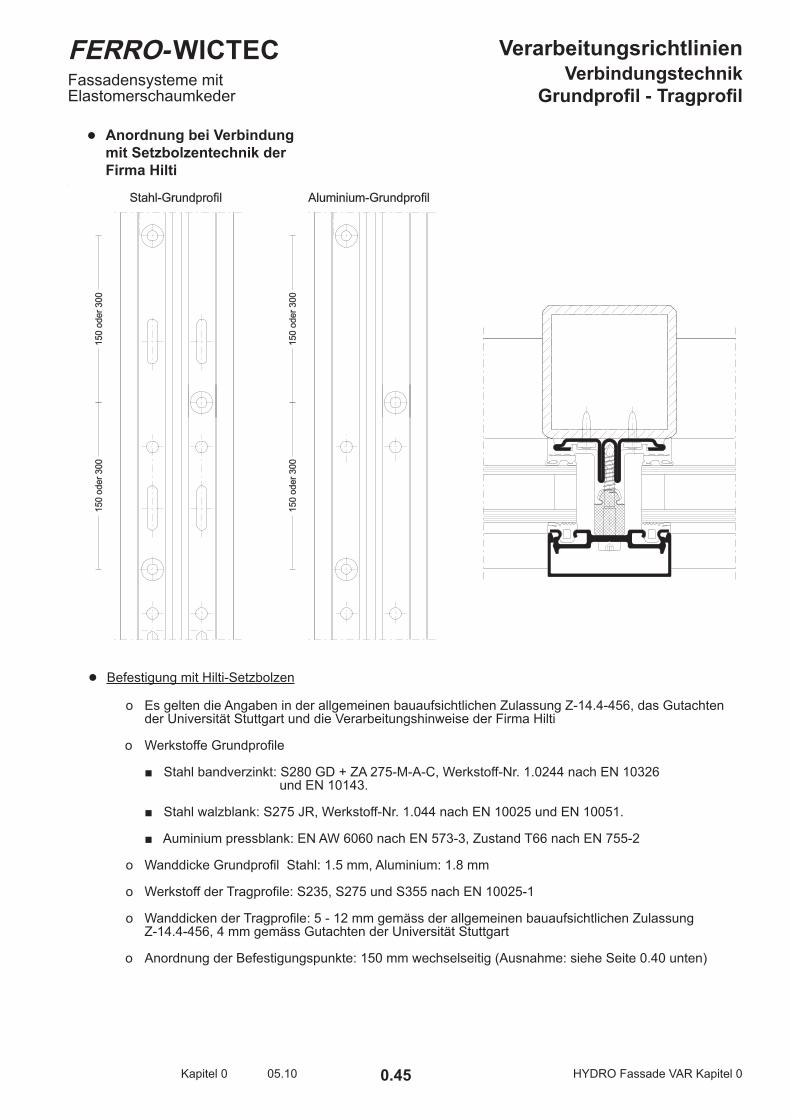
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 00.45
VerbindungstechnikGrundprofil-Tragprofil
● AnordnungbeiVerbindung mitSetzbolzentechnikder Firma Hilti
● BefestigungmitHilti-Setzbolzen
o EsgeltendieAngabeninderallgemeinenbauaufsichtlichenZulassungZ-14.4-456,dasGutachten derUniversitätStuttgartunddieVerarbeitungshinweisederFirmaHilti o WerkstoffeGrundprofile
■Stahlbandverzinkt:S280GD+ZA275-M-A-C,Werkstoff-Nr.1.0244nachEN10326 und EN 10143. ■Stahlwalzblank:S275JR,Werkstoff-Nr.1.044nachEN10025undEN10051.
■Auminiumpressblank:ENAW6060nachEN573-3,ZustandT66nachEN755-2
o WanddickeGrundprofilStahl:1.5mm,Aluminium:1.8mm
o WerkstoffderTragprofile:S235,S275undS355nachEN10025-1
o WanddickenderTragprofile:5-12mmgemässderallgemeinenbauaufsichtlichenZulassung Z-14.4-456,4mmgemässGutachtenderUniversitätStuttgart
o AnordnungderBefestigungspunkte:150mmwechselseitig(Ausnahme:sieheSeite0.40unten)
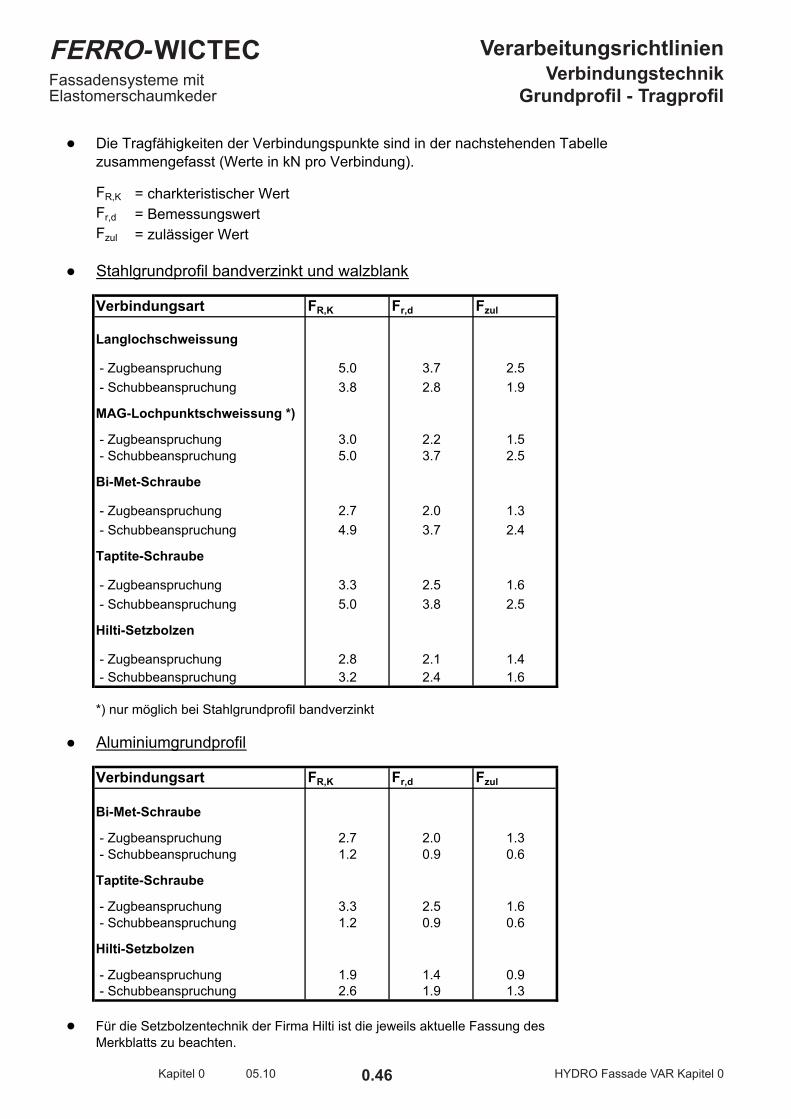
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 00.46
● Die Tragfähigkeiten der Verbindungspunkte sind in der nachstehenden Tabellezusammengefasst (Werte in kN pro Verbindung).
FR,K = charkteristischer WertFr,d = BemessungswertFzul = zulässiger Wert
● Stahlgrundprofil bandverzinkt und walzblank
Verbindungsart FR,K Fr,d Fzul
- Zugbeanspruchung 5.0 3.7 2.5 - Schubbeanspruchung 3.8 2.8 1.9
MAG-Lochpunktschweissung*)
- Zugbeanspruchung 3.0 2.2 1.5 - Schubbeanspruchung 5.0 3.7 2.5
Bi-Met-Schraube
- Zugbeanspruchung 2.7 2.0 1.3 - Schubbeanspruchung 4.9 3.7 2.4
Taptite-Schraube
- Zugbeanspruchung 3.3 2.5 1.6 - Schubbeanspruchung 5.0 3.8 2.5
Hilti-Setzbolzen
- Zugbeanspruchung 2.8 2.1 1.4 - Schubbeanspruchung 3.2 2.4 1.6
*) nur möglich bei Stahlgrundprofil bandverzinkt
● Aluminiumgrundprofil
Verbindungsart FR,K Fr,d Fzul
Bi-Met-Schraube
- Zugbeanspruchung 2.7 2.0 1.3 - Schubbeanspruchung 1.2 0.9 0.6
Taptite-Schraube
- Zugbeanspruchung 3.3 2.5 1.6 - Schubbeanspruchung 1.2 0.9 0.6
Hilti-Setzbolzen
- Zugbeanspruchung 1.9 1.4 0.9 - Schubbeanspruchung 2.6 1.9 1.3
● Für die Setzbolzentechnik der Firma Hilti ist die jeweils aktuelle Fassung desMerkblatts zu beachten.
Langlochschweissung
VerbindungstechnikGrundprofil-Tragprofil
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 00.47
InjedemFallistderkorrekteEinbauderFüllelementedurcheineSichtkontrollederInnendichtun-genzuüberprüfen(=korrekterAnpressdruck=erkennbareWulstbildungderInnendichtung).
6.EinbauvonFüllelementen
Einführung
● DieHinweisederGlas-undPaneelherstellersindzubeachten.DarüberhinausgeltendieRichtlinienvon FachverbändensowieNormenundRegelwerkederBauaufsicht.
● VoraussetzungfürdenEinbauderFüllelementeistu.a.:
- korrekteMontageundkorrekteBefestigungvonPfosten-undRiegelprofilen - korrekteBefestigungderGrundprofileandenUnterkonstruktionsprofilen - vollständigerEinbauderInnendichtungeneinschliesslichsorgfältigerAbdichtungderDichtungsüber- lappungen - korrektePositionierungundBefestigungderGlasauflagereinschliesslichnotwendigerGlasklötze(im StandardfallbeträgtderAbstandzurGlasecke100mm,beischwerenScheibenistderAbstandent-
sprechendzureduzieren) - DasKunststoffglasauflagererlaubteinenAbstandderGlasklötzebiszurGlaseckevonminimal70mm.
GeringereAbständesindinderRegelwegendernotwendigenVerschraubungderAndruckprofiledes Riegelsnichtmöglich(gegebenenfallsRücksprachemitderAnwendungstechnik).
EinsetzenderFüllelemente
● DieFüllelementewerdenimStandardfallvonausseneingesetzt.
● DieFüllelementemüssenbeimAbsetzenaufdieGlasauflagerflächigbiszumAnschlagandenInnen- dichtungenanliegen.
● DieFüllelementedürfenaufkeinenFallineinerZwischenpositionaufdieGlasauflagerabgelastetwerden. DiesführtunweigerlichzueinerÜberbeanspruchungderGlasauflagerundinFolgezueinerDeformation odergarZerstörungvonGlasauflagerundGrundprofil.DiesgiltinbesonderemMassefürschwere Scheiben.
● DieAndruckprofilemitderStandardverschraubungsindalsHilfsmittelfürdieFüllelement-Positionierung nichtgeeignet(nichtgeeignetzum„Heranziehen“derScheiben).
● NachderkorrektenPositionierungderScheibenmüssendieScheibengegenHerausfallengesichert werden.Diesgeschiehti.a.durchAndruckprofil-Kurzstücke,ggf.mitVerstärkung.Dabeiistsicherzustellen, dassdieGlasscheibendamitauchausreichendhinsichtlichWindsogbelastunggesichertsind.
● DieVerschraubungderAndruckprofilemitihrenAussendichtungenmussmitkorrektemAnzugsmoment derSchraubenerfolgen.
● DiekorrekteVerschraubungderAndruckprofileisteineGrundvoraussetzungfürraumseitigdichte Fassaden.
● NachaussenüberhängendeFassaden: - SchonbeiderPlanungistdieZusatzbeanspruchungderAndruckprofilverschraubungendurchdas EigengewichtderFüllelementealsDauerlastzuberücksichtigen. - AuchistdieerschwerteMontagederFüllelementeeinschliesslichderkorrektenGewichtsablastungauf denGlasauflagernzubeachten.
● 2-seitigeAndruckprofilverschraubung: - WirdimRiegeloderimPfostenaufAndruckprofileverzichtet,mussganzbesondersaufeinenausrei- chendenAnpressdruckderFüllelementeaufalleInnendichtungengeachtetwerden.Ansonsten bestehteineerhöhteGefahrvonUndichtigkeiten.
EinbauvonFüllelementen
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
7.Schrägverglasung–ÜberkopfverglasungOffizielleBezeichnung
Schrägverglasung-sieheEN1383•ü• berkopfverglasung-sieheTRLV1)
WeitereBezeichnungen:Dachverglasung–Schrägdach–Glasdach•DefinitionSchrägverglasung/Überkopfverglasung:
VerglasungmiteinerNeigungvon>15°zurVertikalen(=0°bis75°gegendieHorizontale)–sieheEN• 13830:ProduktnormVorhangfassaden.
VerglasungmiteinerNeigungvon>10°zurVertikalen(=0°bis80°gegendieHorizontale)–siehe• TRLV1) in Deutschland.ÜberkopfverglasunggeringerNeigung:<15°gegendieHorizontale–sieheFestlegungIFTRosenheim.•
1)TechnischeRegelnfürlinienförmiggelagerteVerglasungen-massgebendinDeutschland
WeitereBezeichnungen:Dachverglasung–Schrägdach–Glasdach•DasBaurechterlaubtwaagrechteVerglasungen•
Vorbemerkung
ZusätzlichzudennachstehendenAusführungengeltendieeinschlägigenNormenundRichtlinien.•DarüberhinausgeltenProgrammlisteundVerarbeitungsrichtlinien.•EsdürfennurProdukte,dieinderProgrammlisteundderVerarbeitungsrichtlinieaufgeführtsind,eingesetzt•werden.
HerstellungundMontagedergenanntenÜberkopfverglasungerfordernhohesfachlichesKönnenundsehr•sorgfältigeVerarbeitung.
DieKonstruktionmussmitdemIsolierglasherstellerabgeklärtsein.•DieVerarbeitungshinweisederKleb-undDichtstoff-Herstellersindeinzuhalten(sieheinsbesondere:•VorbereitungKlebefläche,trockeneFlächen,Verarbeitungstemperaturen).
ÜberkopfverglasungengeringerNeigungstellenerhöhteAnforderungenandieWartung.Wirempfehleneinen•entsprechendenWartungsvertragmitdemAuftraggeber.
Dachneigung
JegeringerdieNeigung,destoschlechterderSelbstreinigungseffektderGlasscheiben.•JegeringerdieNeigung,destogrösserdasRisikovonWassersackbildungaufdenGlasscheiben•(gegebenenfallsProfileüberhöhenundGlasstatikanpassen).
JegeringerdieNeigung,destogrösserdasRisikovonWasserrückstaudurchWind.•Unter5°NeigunggegendieHorizontaleläuftWassernichtmehrab,giltinsbesondereauchfürGlasfälze.•
0.48
Schrägverglasung-Überkopfverglasung
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
JegeringerdieNeigung,destogeringerderDampfdruckausgleichswirkung.•
Systemgewährleistung
Systemgewährleistunggilt–unterBeachtungderVerarbeitungsrichtlinienundderhierzusammengestellten•Hinweise–fürDachneigungen>5°gegendieHorizontale
Unter5°NeigungobjektbezogeneAbklärungmit• FERRO-WIC-Anwendungstechnik
Dichtigkeit
DauerhafteDichtigkeitistdiegrössteHerausforderungfürÜberkopfverglasungen•WichtigsterPunkt:SorgfältigeVerarbeitung•
KonstruktiveHinweise/Verarbeitungsempfehlungen
GrundprinzipwiebeijederMetallglas-Fassade
Hauptdichtebeneliegtinnen ◦AussendichtungensindSchlagregenbremse ◦WasserführungsfalzmitdurchgehendereinteiligerInnendichtung ◦SorgfältigeAusführungdesÜberlappstossesderinnerenVerglasungsdichtungenRiegel–Pfosten ◦einschliesslichdersorgfältigenEindichtungderÜberlappungmitdemvorgegebenenDichtstoff
DauerhaftgesicherterAnpressdruckderFüllelementeaufdieinnerenDichtungen(besonderszubeachten ◦beifehlendemAndruckprofilaussen)
HöhereInnendichtungwählen:11mmstatt7mmbei ◦ FERRO-WICTEC 55 E
16mmstatt12mmbei ◦ FERRO-WICTEC 55-1 E und FERRO-WICTEC 50-1 E.
FallsmöglichbreitereKonstruktionwählen( ◦ FERRO-WICTEC 55 E,FERRO-WICTEC 55-1 E statt FERRO-
WICTEC 50-1 E)
DruckausgleichimgesamtenGlasfalzsystemsicherstellen•UngestörteVerbindungRiegelfalz-Pfostenfalz ◦PfostenfalzamFusspunktundamKopfpunktöffnen.Aber:EindringenvonSchlagregenverhindern. ◦
WasserstauanaussenliegendenProfilenvermeiden•
Standardfall:WasserableitungzwischenPfostenprofilundzurückgesetztemRiegelprofil ◦MöglichstflacheAndruckprofileverwenden(z.B.SG-Andruckprofil) ◦AndruckprofileflächenbündigmitGlasoberfläche(z.B.SG-Andruckprofil–aberdeutlichhöhereKosten: ◦TVGbzw.ESGmitEinschliff)
VerzichtaufAndruckprofil(aber:Anpressdrucksicherstellen) ◦
KreuzungspunktabdichtungausführengemässVerarbeitungsrichtlinien•
0.49
Schrägverglasung-Überkopfverglasung
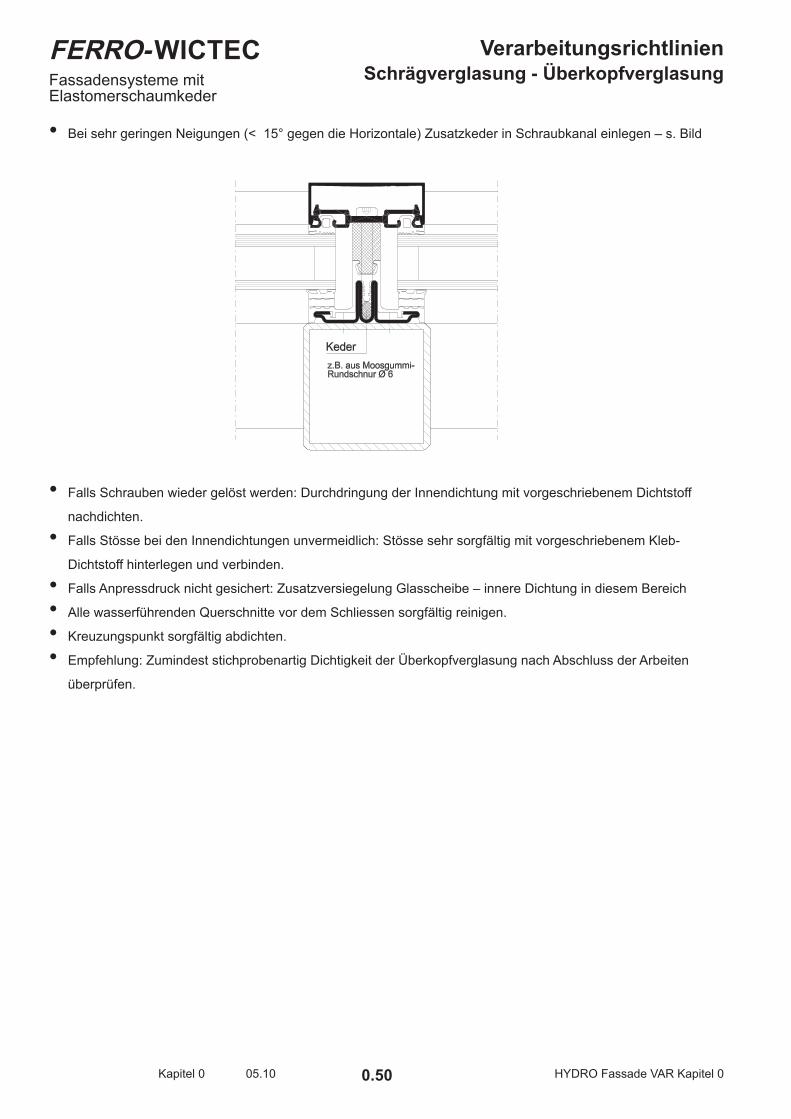
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
BeisehrgeringenNeigungen(<15°gegendieHorizontale)ZusatzkederinSchraubkanaleinlegen–s.Bild•
FallsSchraubenwiedergelöstwerden:DurchdringungderInnendichtungmitvorgeschriebenemDichtstoff•nachdichten.
FallsStössebeidenInnendichtungenunvermeidlich:StössesehrsorgfältigmitvorgeschriebenemKleb-•Dichtstoffhinterlegenundverbinden.
FallsAnpressdrucknichtgesichert:ZusatzversiegelungGlasscheibe–innereDichtungindiesemBereich•AllewasserführendenQuerschnittevordemSchliessensorgfältigreinigen.•Kreuzungspunktsorgfältigabdichten.•Empfehlung:ZumindeststichprobenartigDichtigkeitderÜberkopfverglasungnachAbschlussderArbeiten•überprüfen.
0.50
Schrägverglasung-Überkopfverglasung
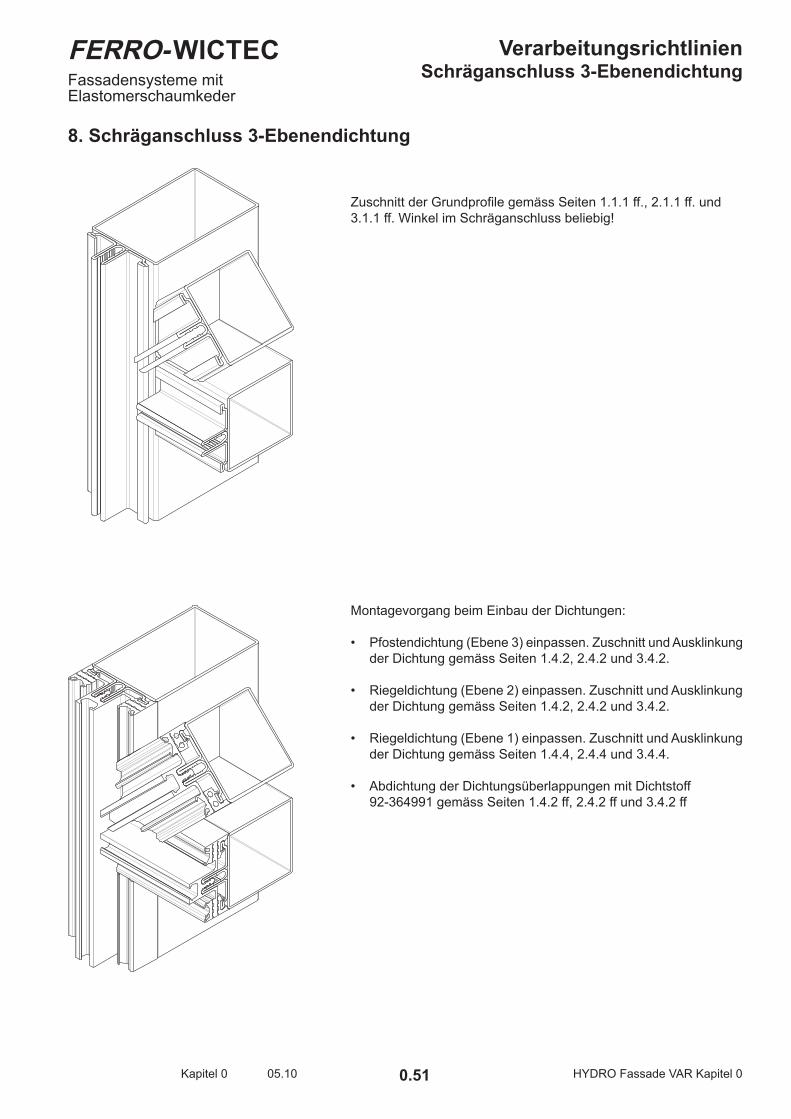
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
ZuschnittderGrundprofilegemässSeiten1.1.1ff.,2.1.1ff.und3.1.1ff.WinkelimSchräganschlussbeliebig!
MontagevorgangbeimEinbauderDichtungen:
• Pfostendichtung(Ebene3)einpassen.ZuschnittundAusklinkungderDichtunggemässSeiten1.4.2,2.4.2und3.4.2.
• Riegeldichtung(Ebene2)einpassen.ZuschnittundAusklinkungderDichtunggemässSeiten1.4.2,2.4.2und3.4.2.
• Riegeldichtung(Ebene1)einpassen.ZuschnittundAusklinkungderDichtunggemässSeiten1.4.4,2.4.4und3.4.4.
•AbdichtungderDichtungsüberlappungenmitDichtstoff 92-364991gemässSeiten1.4.2ff,2.4.2ffund3.4.2ff
Schräganschluss3-Ebenendichtung
0.51
8.Schräganschluss3-Ebenendichtung
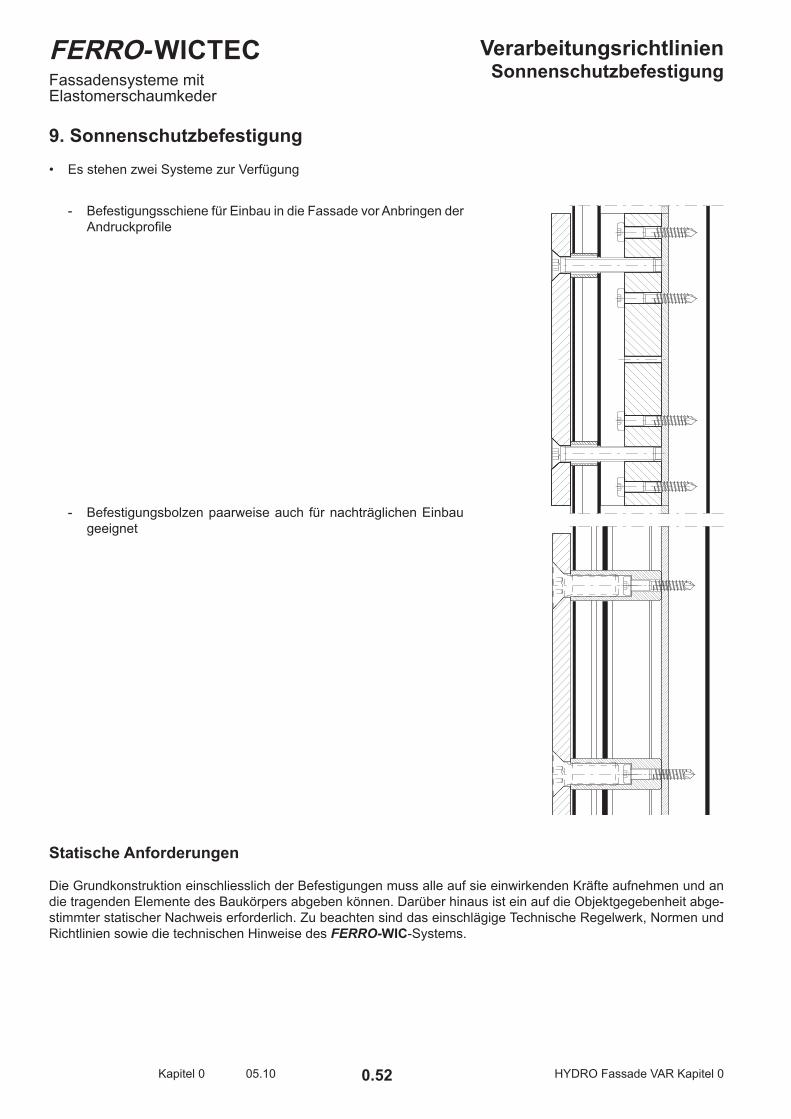
FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
9.Sonnenschutzbefestigung• EsstehenzweiSystemezurVerfügung
- BefestigungsschienefürEinbauindieFassadevorAnbringenderAndruckprofile
- Befestigungsbolzenpaarweiseauch fürnachträglichenEinbaugeeignet
StatischeAnforderungen
DieGrundkonstruktioneinschliesslichderBefestigungenmussalleaufsieeinwirkendenKräfteaufnehmenundandietragendenElementedesBaukörpersabgebenkönnen.DarüberhinausisteinaufdieObjektgegebenheitabge-stimmterstatischerNachweiserforderlich.ZubeachtensinddaseinschlägigeTechnischeRegelwerk,NormenundRichtlinien sowie die technischen Hinweise des FERRO-WIC-Systems.
Sonnenschutzbefestigung
0.52
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
DruckausgleichundEntwässerung
10.DruckausgleichundEntwässerung
Vorbemerkungen
• VoraussetzungfürdieFunktionssicherheitderFassadeisteinewasserdichteunddemStandderTechnik entsprechendeluft-unddampfdichteAusführungdergesamtenraumseitigenDichtebene,einschliesslich derPfosten-Riegel-VerbindungundderPfosten-Dehnstösse. • IntegralerBestandteildiesesKonzeptesisteinnachaussendruckentspannterFalzraumumlaufendumdie AusfachungselementefürDruckausgleich,sowiezurAbführungvonunterUmständenvorhandenemWas- ser.
• DienachstehendenEmpfehlungengeltenfürFERRO-WICTEC55E,FERRO-WICTEC55-1Eund FERRO-WICTEC 50-1 E inVerbindungmitdenbeiWarmfassadenüblicherweiseverwendetenAusfa- chungselementen(Glas,Paneelunddergleichen).
• ImStandardfallDruckausgleichundEntwässerungausfreienFälzenderRiegelprofileindenPfostenkanal biszumFusspunkt.
• WahlweisemindestensallezweiGeschosseWasserableitungüberZentralentwässerungsteilimKreuzungs- punkt. • Bis2mRiegellängekanni.a.aufzusätzlicheÖffnungenimRiegelnach aussenverzichtetwerden.
• Riegellängenüber2merforderngegebenenfallszusätzlicheDruckentspannungs-undEntwässerungsöff- nungen(sieheAngabenindeneinzelnenKapiteln–weitereAbklärungggf.mitdemIsolierglashersteller). • ImEinzelfallsindweitergehendeRegelungenmitdenHerstellernderAusfachungselementeabzustimmen.
KonzeptfürFassadenbis20mHöhe
• DurchÖffnungenamhöchstenundamtiefstenPunktderjeweiligenVariantewirdderDruckausgleichim PfostenundindendamitverbundenenRiegelnsichergestellt.
• EventuellvorhandenesWasserimRiegelfalzwirdamüberlappendausgebildetenStosspunktderinneren GlasdichtungindenFalzraumdesPfostensübergebenundamFusspunktnachaussenabgeleitet.
KonzeptfürFassadenüber20mHöhe
• HiersindzusätzlichWasserableitungsmöglichkeiten,z.B.durchdasimProgrammverfügbareZentralent- wässerungsteil,vorzusehen.DiessolltemindestensinjedemzweitenGeschosseingebautwerden.
Ausführungen
• PrinzipskizzenundAngabensiehenachfolgendeSeiten.
0.53

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
DruckausgleichundEntwässerung
Fassadenunter20MeterHöhe
0.54

FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
Fassadenüber20MeterHöhe
0.55
DruckausgleichundEntwässerung

FERRO- WICTECFassadensysteme mit Elastomerschaumkeder
Verarbeitungsrichtlinien
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
DruckausgleichundEntwässerung
0.56
Dargestellt FERRO-WICTEC 55 E
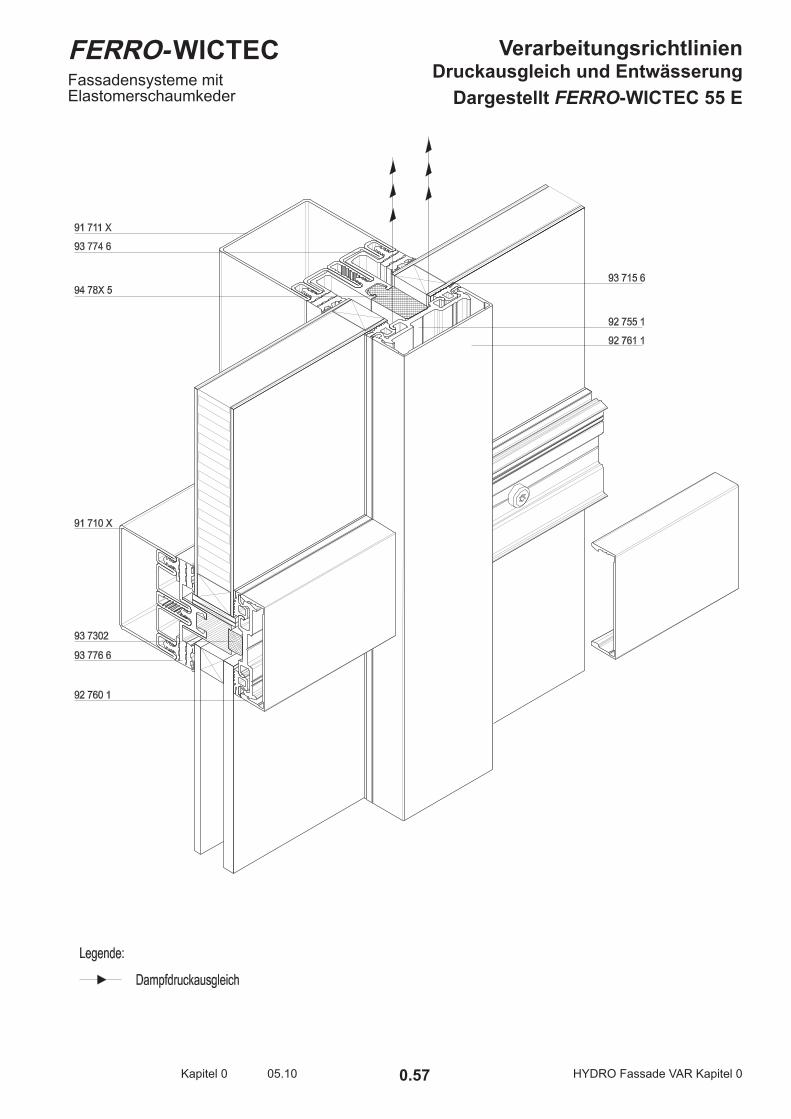
FERRO- WICTEC VerarbeitungsrichtlinienFassadensysteme mit Elastomerschaumkeder
05.10Kapitel 0 HYDRO Fassade VAR Kapitel 0
DruckausgleichundEntwässerungDargestellt FERRO-WICTEC 55 E
0.57
Top Related