1 1 Aufbau von CNC-Maschinen - · PDF file1 1 Aufbau von CNC-Maschinen 1.3 Lageregelung 8 Die...
15
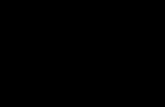
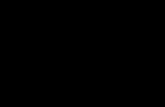
1 1 Aufbau von CNC-Maschinen 1.1 Aufbau einer CNC-Maschine 6 Der Begriff CNC steht für Computerized Numerical Control und bedeutet numerisch (zahlenmäßig) gesteuert mit einem Com- puter. Bei numerisch gesteuerten Maschinen wer- den die einzelnen Arbeitsschritte, wie z. B. Verfahrwege, Spindeldrehzahlen und Vor- schübe, durch Zahlen in einem Programm dargestellt. Diese Zahlen werden in die Maschinensteuerung eingegeben und dort in Steuersignale für die CNC-Maschine umgesetzt. Da die Arbeitsabläufe bei einer CNC- Maschine weitgehend selbstständig, also ohne Eingriff des Maschinenbedieners ablaufen, unterscheiden sich die Bau- und Funktionsgruppen von denen einer kon- ventionellen Maschine. Handräder entfal- len ganz, da die einzelnen Maschinenschlit- ten über Vorschubmotore und Kugelgewin- degetriebe unabhängig voneinander be- wegt werden können. Durch Wegmesssys- teme werden die zurückgelegten Verfahr- wege ermittelt und in der numerischen Steuerung mit den programmierten Soll- werten verglichen (Lageregelkreis). Um hohe Zerspanraten zu erreichen, setzt man für den Hauptspindelantrieb stufenlos regelbare Gleichstrommotore ein. Der große Verbreitungsgrad von CNC- Maschinen ergibt sich aus ihren Vorteilen gegenüber den konventionellen Maschi- nen: Hauptspindelantrieb (Gleichstrommotor) Vorschubantrieb (Gleichstrommotor) Wegmess- Systeme Vorschub- antrieb (Gleich- strom- motor) Vorschubantrieb (Gleichstrommotor) Kugelgewinde- trieb (Y-Achse) Kugel- gewindetrieb (X-Achse) Kugel- gewindetrieb (Z-Achse) Bedienpult mit Bild- schirm CNC-Fräsmaschine Winkel- schrittgeber Revolver- kopf Quer- schlitten Haupt- getriebe Vorschubantriebe (Gleichstrommotore) Kugelgewinde- trieb (Z-Achse) Kugelgewinde- trieb (X-Achse) Wegmess- System Bedien- pult Bett- schlitten programmier- barer Reitstock Haupt- antrieb CNC-Drehmaschine hohe Arbeitsgenauigkeit gleichbleibende Fertigungsqualität kaum Ausschuss geringer Kontrollaufwand kurze Bearbeitungszeiten geringe Rüstzeiten wenig Vorrichtungen mehrere programmierbare Drehachsen, Fräsköpfe und Drehtische
Transcript of 1 1 Aufbau von CNC-Maschinen - · PDF file1 1 Aufbau von CNC-Maschinen 1.3 Lageregelung 8 Die...

1 1 Aufbau von CNC-Maschinen1.1 Aufbau einer CNC-Maschine
6
Der Begriff CNC steht für ComputerizedNumerical Control und bedeutet numerisch(zahlenmäßig) gesteuert mit einem Com-puter.
Bei numerisch gesteuerten Maschinen wer-den die einzelnen Arbeitsschritte, wie z. B.Verfahrwege, Spindeldrehzahlen und Vor-schübe, durch Zahlen in einem Programmdargestellt. Diese Zahlen werden in dieMaschinensteuerung eingegeben und dortin Steuersignale für die CNC-Maschineumgesetzt.
Da die Arbeitsabläufe bei einer CNC-Maschine weitgehend selbstständig, alsoohne Eingriff des Maschinenbedienersablaufen, unterscheiden sich die Bau- undFunktionsgruppen von denen einer kon-ventionellen Maschine. Handräder entfal-len ganz, da die einzelnen Maschinenschlit-ten über Vorschubmotore und Kugelgewin-degetriebe unabhängig voneinander be-wegt werden können. Durch Wegmesssys-teme werden die zurückgelegten Verfahr-wege ermittelt und in der numerischenSteuerung mit den programmierten Soll-werten verglichen (Lageregelkreis). Umhohe Zerspanraten zu erreichen, setzt manfür den Hauptspindelantrieb stufenlosregelbare Gleichstrommotore ein.
Der große Verbreitungsgrad von CNC-Maschinen ergibt sich aus ihren Vorteilengegenüber den konventionellen Maschi-nen:
Hauptspindelantrieb
(Gleichstrommotor)
Vorschubantrieb
(Gleichstrommotor)
Wegmess-
Systeme
Vorschub-
antrieb
(Gleich-
strom-
motor)
Vorschubantrieb
(Gleichstrommotor)
Kugelgewinde-
trieb (Y-Achse)
Kugel-
gewindetrieb
(X-Achse)
Kugel-
gewindetrieb
(Z-Achse)
Bedienpult
mit Bild-
schirm
CNC-Fräsmaschine
Winkel-
schrittgeber
Revolver-
kopf
Quer-
schlitten
Haupt-
getriebe
Vorschubantriebe
(Gleichstrommotore)
Kugelgewinde-
trieb (Z-Achse)
Kugelgewinde-
trieb (X-Achse)
Wegmess-
System
Bedien-
pult
Bett-
schlitten
programmier-
barer Reitstock
Haupt-
antrieb
CNC-Drehmaschine
hohe Arbeitsgenauigkeit
gleichbleibende Fertigungsqualität
kaum Ausschuss
geringer Kontrollaufwand
kurze Bearbeitungszeiten
geringe Rüstzeiten
wenig Vorrichtungen
mehrere programmierbare
Drehachsen, Fräsköpfe und
Drehtische

1 1 Aufbau von CNC-Maschinen1.2 Aufbau einer CNC-Steuerung
7
Über das Bedienfeld kommuniziert derBediener mit der Steuerung. Wegen ihrerunterschiedlichen Funktionen werden dieElemente für die Maschinenbedienungund die Elemente für die Programmierungvoneinander getrennt. Man unterscheidetdeshalb zwischen Programmierfeld undMaschinen-Bedienfeld.
Das CNC-Programm, Bezugspunktver-schiebungen und Werkzeugkorrekturenwerden über das Programmierfeld einge-geben.
Der Rechner speichert und verwaltet dieseDaten und gibt sie beim Programmstart anden CNC-Rechner im Schaltschrank weiter.Die Hauptaufgabe des CNC-Rechners istdie Berechnung der Werkzeugbahnen unddie daraus resultierenden Steuersignalefür die einzelnen Achsen der CNC-Maschi-ne. Jede Achse besitzt ein Wegmesssys-tem, das seine Position an die Steuerungzurückmeldet (Lageregelkreis).
Die speicherprogrammierte Steuerung(SPS) übernimmt als Anpass-Steuerungdie Aufgaben der Maschinenfunktionen,wie Werkzeug- und Palettenhandhabung,sowie wichtige Verriegelungsfunktionen.
Steht z. B. ein Fahrbefehl von der CNC-Steuerung an, gibt die Anpass-Steuerungden Vorschub nicht frei, wenn der Maschi-nenschlitten an einem Endschalter ansteht.
Schaltschrank
Maschinen-funktionen
Verriegelungs-schaltungen
Werkzeug- undPalettenhand-habung
NC-Rechner SPS
InterpolationBahn-berechnung
Speicher füraktuelle NC-Programme
Lagerregelung
Leistungsteil
Bedienfeld und Rechner
Programmeingabe
Bezugspunkt-verschiebungen
Korrekturwerte derWerkzeuge
Maschinen- undSteuerungsparameter
AnzeigePositionsdaten
Systemspeicher
Programmspeicher
Bezugspunkte
Korrekturspeicher
Zehner-Tastatur
Steuerung
EIN
NOT-AUSRichtungs-
Tasten
Drehregler für
Vorschub- und
Spindeldrehzahl
Anzeigefeld
für Texte
und
Grafiken
Bedienfeld

1 1 Aufbau von CNC-Maschinen1.3 Lageregelung
8
Die Hauptaufgabe einer CNC-Steuerungbesteht darin, die Weg- und Geschwindig-keitsinformationen zu verarbeiten und alsFührungsgrößen an die Vorschubantriebeweiterzuleiten.
Um ein gutes dynamisches Verhalten desLageregelkreises zu erhalten, wird demLageregelkreis ein Geschwindigkeitsregel-kreis unterlagert. Dies bewirkt, dass dieLage-Istwerte fast ohne zeitliche Verzöge-rung den Lage-Sollwerten folgen. Aus die-ser geringen Verzögerung resultiert einegeringe Lageabweichung, die Schleppab-stand genannt wird.
Für die Vorschubeinheiten werden alsAntriebsmotore meist Drehstrom-Syn-chronmotore (AC-Motore) eingesetzt. Wer-den vom System schnelle und genaueReaktionen gefordert, verwendet manauch Hydraulikantriebe.
Elastische Nachgiebigkeit, Massenträgheitvon bewegten Maschinenteilen, Spiel beiden kraftübertragenden Elementen odersprunghafte Bahnänderungen bewirken anden Werkstücken eine Formabweichung.Abhilfe schaffen z. B. eine Vorschubredu-zierung durch Bremsrampen oder eineKompensation von Durchhangfehlern mit-hilfe von Korrekturtabellen.
Bei der indirekten Wegmessung beein-trächtigen die Übertragungselemente, wieSpindel oder Zahnstange die Messgenau-igkeit. Steuerungsinterne Korrekturwertebeheben diese Messfehler.
ParameterSollwerte
Regelalgorithmus
Speicher
Mikroprozessor
D/A-Umsetzer
A/D-Umsetzer
Regelstrecke
Stell-motor analoges
Wegmess-System
Lageregelung
Sollwert
Zeit t
Sch
litt
en
weg
s
Bremsrampe
Du
rch
han
g
Durchhangfehler
Bei der Lageregelung wird der
Lage-Sollwert mit dem Lage-Ist-
wert verglichen.
Unterscheiden sich Soll- und Ist-
wert voneinander (Regelabwei-
chung), erzeugt ein Mikroprozessor
den Stellbefehl für die
Regelstrecke.

1 1 Aufbau von CNC-Maschinen1.4 Führungen und Kugelgewindetriebe
9
Aufgrund der hohen Ansprüche gegen-über der konventionellen Fertigung könnenbei CNC-Maschinen keine Gleitführungeneingesetzt werden.
Zum Einsatz kommen wälzkörpergelagerteSchlittenführungen. Nachteilig ist beischweren Schnittbedingungen die geringeSchwingungsdämpfung der Wälzkörper.Deshalb werden noch zusätzlich mit Kunst-stoff beschichtete Gleitbahnen eingesetzt.
Oft angewendet werden aufgrund ihrergeringen Einbaumaße fertig montierte Rol-lenelemente, auch Rollenumlaufschuhegenannt. Sie besitzen eine hohe Steifigkeitund sind leicht einzubauen.
Um eine Rotationsbewegung in eine linea-re Bewegung umzuwandeln, werden inCNC-Maschinen Kugelgewindetriebe ver-wendet. Der Kugelgewindetrieb bestehtaus der Gewindespindel und der Kugelum-laufmutter. Die Verbindung zwischen Spin-del und Mutter wird durch umlaufendeKugeln hergestellt. Um vollkommeneSpielfreiheit zu gewährleisten, werden dieKugeln gegeneinander verspannt. DieseVoreinstellung geschieht entweder durchEinstellscheiben oder durch eine axialeSteigungsverschiebung bei der ungeteiltenMutter.
Bedingt durch die Bauart des Spindel-Mut-ter-Systems, müssen die Kugeln überKugelrückführeinrichtungen wieder in denKreislauf zurückgeführt werden.
Bei der Rückführung durch Rohrumlen-kung führt ein Rücklaufrohr die Kugeln, diedie letzte Laufbahn verlassen haben, wie-der tangential der ersten Laufbahn zu.
Bei beengten Platzverhältnissen kommt dieRückführung durch Innenumlenkung zurAnwendung. Im Gegensatz zur Rohrumlen-kung, wo alle Kugeln das ganze Systemdurchlaufen und zurückgeführt werden, istbei der Innenumlenkung die Kugelanord-nung einreihig, wobei mehrere einreihigeSysteme hintereinander angeordnet wer-den. Die Innenumlenkung ist in ihrenAußenabmessungen kleiner als die Rohr-umlenkung, aber auch teurer.
Vorspannungserzeugungdurch Einstellscheibe
Vorspannungserzeugungdurch axiale Steigungsver-schiebung
mit Rohrumlenkung mit Innenumlenkung
Schlittenführung mit Gleitbahnen
Schlittenführung mit Rollenumlaufschuhen
Kugelgewindetrieb
Bauarten

1 1 Aufbau von CNC-Maschinen1.5 Wegmesssysteme
10
1.5.1 Übersicht
Digitale Systeme
Analoge Systeme
Inkremental
IndirektDirekt
Absolut
IndirektDirekt
Direkt Direkt
Übersicht der gebräuchlichsten Systeme
Art desMessverfahrens
Maßstäbe
Mess- undÜbertragungs-fehler
OrtsfesterNullpunkt
Absolut
Lagemessverfahren, d. h. gemes-sen wird die augenblicklicheLage einer bestimmten Schlitten-position.
Komplizierter Aufbau (bis zu 18Spuren).
Gering durch Verwendung vonzusätzlichen Prüfsignalen (Pari-tätsbit), aber größerer Aufwandund höhere Kosten.
Ist vorhanden. Wird nachBetriebsunterbrechung bzw. Stö-rung wiedergefunden.
Inkremental
Wegmessverfahren, d. h. gemes-sen wird ein zurückgelegter Wegdurch Aufsummierung von Ein-zelschritten (Weginkrementen).
Einfacher Aufbau des Strichmaß-stabes.
Möglich durch Störimpulse undFehlzählungen. Durch die Inkre-mentalprogrammierung Mög-lichkeit von Summenfehlernduch Auf- und Abrundung.
Ist nicht vorhanden. Abhilfedurch Neuanfahren eines Refe-renzpunktes.
Digitale Wegmesssysteme

1 1 Aufbau von CNC-Maschinen1.5 Wegmesssysteme
11
Vorwärtsbewegung
Vorwärtsbewegung
Rückwärtsbewegung
Rückwärtsbewegung
Signal A
Signal A
Signal B
Signal B
Signal A v B
Rechteck-Signale
Richtungs-Signal
B
a
a
A
BA
Abtast-Gitter
Impuls-Maßstab
a
n .a+a/4
a/4
Signal A
Signal B=1
B=Taktgeber
A v B(Zählimpuls)
Richtungs-Signal
Flip-Flop
Exklusiv-Oder-Glied
Signalschaltplan
LampeSammel-Linse
Impuls-Maßstab
Foto-Elemente
Abtast-Gitter
Referenz-Marke
Digital-inkrementales Verfahren mit Glasmaßstab
1.5.2 Glasmaßstab mit Durchlichtverfahren
Das am häufigsten vorkommende Wegmessverfahren ist das System mit digital-inkre-mentaler Maßverkörperung. Bei diesem Wegmesssystem wird der Maßstab in gleich gro-ße Inkremente mit dem Abstand unterteilt. Ein Abtastgitter (A) mit gleicher Rasterteilungtastet den Maßstab ab, wobei am Fotoelement eine sinusförmige Ausgangsspannung(Signal A) erzeugt wird.
Setzt man nun ein zweites Abtastgitter (B) ein, das zum ersten um den Betrag /4 verscho-ben ist, kann man an einer weiteren Fotodiode ein Signal B abnehmen, das um eine Vier-telperiode phasenverschoben ist. Die in Rechtecksignale umgeformten Signale A und Bwerden in einem Exklusiv-ODER-Glied miteinander verknüpft und ergeben den Zählim-puls. Bei Verwendung der antivalenten Signale A und B ist es möglich, durch eine geeig-nete Schaltung eine Signalvervierfachung zu erzeugen.
Das Richtungssignal bei der digital-inkrementalen Wegmessung wird dadurch erzeugt,indem man das Rechtecksignal von A auf den Eingang eines D-Flip-Flops führt und dasSignal B als Taktgeber benutzt. Die aufsteigende Flanke von B öffnet das Flip-Flop undüberträgt das Signal A auf den Ausgang und bildet somit das Richtungssignal.

1 1 Aufbau von CNC-Maschinen1.6 Werkzeuge
12
1.6.1 Werkzeugrevolver
Der Sternrevolver eignet sich für größereWerkstücke und wird vorwiegend bei Bohr-und Fräsmaschinen mittlerer Baugröße ein-gesetzt. Die Werkzeuge befinden sich amUmfang des Revolvers.Beim Trommelrevolver sind die Werkzeugean der Planfläche des Revolverkopfes ange-ordnet. Der Kronenrevolver ist axial und radial imRaum geneigt und vereinigt in sich die Vor-teile von Trommel- und Sternrevolver.
1.6.2 Werkzeugmagazine
1.6.3 Angetriebene Werkzeuge undDoppelschlitten
Angetriebene Werkzeuge ermöglichen oft ei-ne Komplettbearbeitung von Werkstücken.Eine Reduzierung der Hauptzeiten lässt sichdurch den Einsatz von Doppelschlittenerzielen.
Werkzeugrevolver sind Werkzeug-
speicher, in denen die Werkzeuge
fest eingespannt sind.
Werkzeugmagazine sind Speicher-
elemente, aus denen Werkzeuge
entnommen und in die sie nach
jedem Werkzeugwechsel wieder
automatisch abgelegt werden.
Werkzeug-revolver
angetriebenesWerkzeug
Werkzeugschlitten 1
Werkstück
Werkzeug-schlitten 2
Werkstück
Werkzeugrevolver
DoppelschlittenAngetriebenes Werkzeug
Werkstück
Sternrevolver Sternrevolvermit waagerechter Achse mit senkrechter Achse
Trommelrevolver Kronenrevolver
Sternmagazin Kettenmagazin
Trommelmagazine mitunterschiedlicher Werkzeuganordnung
Werkzeugmagazine

2 2 Flexible Fertigungssysteme2.1 Aufbau flexibler Fertigungssysteme
13
Flexible Fertigungssysteme werden einge-setzt, um verschiedene Werkstücke inner-halb einer Produktfamilie in wahlloser Rei-henfolge kostengünstig zu fertigen.
Man spricht auch von einer chaotischenFertigungsfolge. Je nach Flexibilität undProduktivität unterscheidet man:
– flexible Fertigungszellen– flexible Fertigungsinseln– flexible Transferstraßen
Ein flexibles Fertigungssystem besteht aus3 Hauptkomponenten:
Stückzahl
Pro
du
ktiv
itä
t
starre FertigungflexibleFertigungs-systeme
Fertigung miteinzelnenMaschinen
Son-dermaschine
flexi-ble Transfer-
straße
Fertigungs-insel
Fertigungs-zelle
Bear-beitungszen- trum
NC-Maschine
Universal-Maschine
Transfer-straße
Einteilung der FertigungssystemeFlexible Fertigungssysteme
ermöglichen die Bearbeitung von
verschiedenen Werkstücken
innerhalb einer Teilefamilie in
beliebiger Anzahl und Reihenfolge.
Abstellplätze
für Paletten
Paletten-
Transportfahrzeug
Handhabungsgerät
für den Werkzeug-
austausch
Zentrales
Werkzeuglager
Bearbeitungs-
Zentrum
Auf- und
Abspannplätze
für Werkstücke
Roboter
Paletten-
Wechsler
Werkzeug-
Voreinstell-
gerät
Flexibles Fertigungssystem
– eine oder mehrere Bearbeitungseinhei-ten
– Transportsystem für Werkzeuge und Werk-stücke
– DNC-Rechner als Leiteinrichtung (DNC= direct numerical control, mehrereMaschinen werden durch einen überge-ordneten Rechner gesteuert)

2 2 Flexible Fertigungssysteme2.2 Flexible Fertigungszellen
14
Da flexible Fertigungszellen in der Regelbedienerlos betrieben werden, sind be-stimmte Automatisierungs-, Mess- undÜberwachungseinrichtungen erforderlich:
– Werkzeugvermessung an der Maschine– automatische Werkzeugbruch- und
Werkzeugstandzeit-Überwachung– automatische Werkstück-Messeinrich-
tungenBearbei-tungs-prozess
Karten-PCmit Über-wachungs-software
AD-UmsetzerCNC-Steuerung
Maschinen-Interface
Hupe
Dehnungs-oder Kraft-aufnehmer
Werkzeugüberwachung
Kassetten-
magazin
Transport-
system
Paletten-
Wechsel-
einrichtung
Werkzeugmagazine
Werkzeug-
Wechseleinrichtung
Flexible Fertigungszelle
Aus wirtschaftlichen Gründen ist es oft nicht mehr sinnvoll, die einzelne Fertigungszellemit immer größeren Werkzeugmagazinen auszurüsten. Man belässt deshalb das vorhan-dene Werkzeugmagazin mit seiner geringen Kapazität an der Maschine und wechselt wei-tere Werkzeuge aus einem zentral gelegenen Werkzeugspeicher (Werkzeugpool) ein.Handhabungsgeräte oder Roboter entnehmen während der Hauptzeit die nicht mehrbenötigten Werkzeuge aus dem Magazin und ersetzen sie durch neue aus dem zentralenWerkzeugspeicher. Bei größeren Stückzahlen und komplexeren Bearbeitungsaufgabenwerden über ein Kassettenmagazin ganze Spindelstöcke und Mehrspindelköpfe ausge-tauscht. Dies erfordert einen erhöhten organisatorischen Aufwand, der nur über einenautarken Zellenrechner bewältigt werden kann.
Kernstück einer flexiblen Fertigungszelle ist ein Bearbeitungszentrum,
das zusätzlich mit Werkzeug- und Kassettenmagazinen, Palettenwechsel-
einrichtungen und einem Transportsystem für Werkzeuge und Werkstücke
ausgestattet ist.

2 2 Flexible Fertigungssysteme2.3 Fertigungsinseln und Transferstraßen
15
Flexible Drehzellen benutzen häufig einHandhabungsgerät in Portalbauweise, umdie zylindrischen Werkstücke zu greifenund zu spannen.
Da Drehteile erst am Bearbeitungsort ge-spannt werden und Codiersysteme fürDrehteile weitgehend fehlen, kennzeichnetman die Werkstückspeicher, wie z.B. Kistenund Behälter.
Hierbei sind die einzelnen Zellen durch eingemeinsames Steuer- und Transportsys-tem verknüpft. Flexible Fertigungsinselnsind in der Lage, über längere Zeitabschnit-te bedienerlos bzw. bedienerarm zu ferti-gen (Geisterschicht).
2.3.1 Flexible Transferstraßen
Die flexible Transferstraße erreicht diehöchste Stufe der Produktivität innerhalbder flexiblen Fertigungssysteme, ist jedochdurch die serielle Maschinenverkettung inihrer Flexibilität eingeschränkt. MehrereMaschinen sind hintereinander geschaltetund führen aufeinander folgende Bearbei-tungsaufgaben an unterschiedlichen Werk-stücken einer Teilefamilie aus. Die Maschi-nen müssen deshalb weitgehend dieserTeilefamilie angepasst sein.
Abhilfe, jedoch zu Lasten der Produktivität,bringt die parallele, bzw. die parallel-seriel-le Anordnung, bei der ein Werkstück bis zuseiner Fertigbearbeitung beliebige CNC-Maschinen anlaufen kann. Bei dem Ausfalleiner einzelnen Maschine wird dann dieBearbeitung von anderen Maschinen über-nommen.
Ein wichtiger und kapitalintensiver Be-standteil dieser Anordnung ist das verwen-dete Transportsystem, das den Werkstück-transport von der Aufspannstation zu deneinzelnen Bearbeitungsstationen bis zurEndstation organisiert.
Flexible Drehzelle
Parallel-serielle Anordnung beiflexiblen Transferstraßen
Werden mehrere flexible Fertigungs-
zellen miteinander verkettet, erhält
man flexible Fertigungsinseln.

3 3 Koordinatensysteme3.1 Koordinatensystem nach DIN 66 217
16
Die Achsbezeichnung und ihre Zuordnung zu einem Koordinatensystem sind für NC-Maschinen in DIN 66 217 festgelegt. Aus dieser Norm lassen sich auch die einzelnen Bewe-gungsrichtungen ableiten.
Üblich ist ein rechtshändiges, rechtwinkliges Koordinatensystem, bei dem die Achsen X,Y, und Z auf die Hauptführungsbahnen der NC-Maschine ausgerichtet sind.
Die Zuordnung der Koordinatenachsen kann durch den Daumen (X-Achse), den Zeigefin-ger (Y-Achse) und den Mittelfinger (Z-Achse) der rechten Hand veranschaulicht werden.
Beim Programmieren nimmt man also immer an, dass sich das Werkzeug relativ zumKoordinatensystem bewegt.
Daraus ergibt sich für die Programmierung die einfache Programmierregel:
Sind bei numerisch gesteuerten Arbeitsmaschinen Drehachsen, z. B. Drehtische oderSchwenkeinrichtungen vorhanden, werden diese mit den Großbuchstaben A, B und Cbezeichnet. Diese Drehachsen werden entsprechend den translatorischen Achsen X, Y undZ zugeordnet. Blickt man bei einer Achse in die positive Richtung, so ist die Drehung imUhrzeigersinn eine positive Drehrichtung. Sind außer den Koordinatenachsen X, Y und Zweitere parallele Koordinatenachsen vorhanden, werden diese mit U oder P (parallel zu X),mit V oder Q (parallel zu Y) und W oder R (parallel zu Z) bezeichnet. Diese parallelen Koor-dinatenachsen erhalten die gleichen Richtungen wie X, Y und Z.
Das Koordinatensystem bezieht sich grundsätzlich auf das aufgespannte
Werkstück.
Das Werkstück steht still, das Werkzeug bewegt sich.
YZ-Ebene (G19)
ZX-Ebene (G18)
+Y +Y
+X
+X
+A
+B
+C
+Z
+Z
XY-Ebene (G17)

+X
+Z
X
Z
X
Z
Drehmeißel
hinter der
Drehmitte
Drehmeißel
vor der
Drehmitte
3 3 Koordinatensysteme3.2 Koordinatenachsen bei Drehmaschinen
17
+X
+Z
Schrägbett-Drehmaschine
Bei Drehmaschinen ist die Arbeitsspindel der Träger des rotierenden Werkstücks. DasDrehwerkzeug, z. B. der Drehmeißel führt die translatorischen Bewegungen in X- und Z-Richtung aus.
Z-Achse
Die positive Richtung der Z-Achse verläuft vom Werkstück zum Drehwerkzeug. Entferntsich das Werkzeug vom Werkstück, entsteht eine Z-Bewegung in positiver Richtung. DieKoordinatenwerte vergrößern sich.
X-Achse
Die Z-Achse verläuft parallel zu der Arbeitspindel oder fällt mit ihr
zusammen.
Die positive Richtung der X-Achse verläuft von der Werkstückachse
(Drehachse) zum Drehmeißelhalter.
Aufgrund dieser Festlegung resultiert auchdie unterschiedliche Richtung der X-Achsebei der Drehmeißelanordnung vor oderhinter der Drehmitte.
Soll sich das Drehwerkzeug auf das Werk-stück zubewegen, muss eine negative Be-wegungsrichtung programmiert werden.
Entfernt sich das Drehwerkzeug vom Werk-stück, entsteht eine positive Bewegungs-richtung.
Flachbett-Drehmaschine
Drehmeißelanordnung

1 3 Koordinatensysteme3.3 Koordinatenachsen bei Fräsmaschinen
18
Bei Fräsmaschinen ist die Arbeitsspindelder Träger des rotierenden Werkzeugs.
Z-Achse
Der Bediener blickt in Richtung der Haupt-spindel auf das Werkstück, also in Z-Rich-tung. Die positive Z-Achse verläuft entge-gen der Blickrichtung.
Entfernt sich also das Werkzeug vom Werk-stück, entsteht eine Bewegung in positiverRichtung. Bewegt sich das Werkzeug in derZ-Achse auf das Werkstück zu, entstehteine Z-Bewegung in negativer Richtung.
X-Achse
Y-Achse
Durch die Lage und Richtung der X- und Z-Achse ergibt sich automatisch die Lage undRichtung der Y-Achse.
Fräsmaschinen mit Schwenkkopf
Durch den Einsatz eines schwenkbarenWerkzeugkopfes ist es möglich, die senk-recht angeordnete Arbeitsspindel aus derZ-Richtung in eine waagrechte Position zuschwenken.
Ein dreh- und schwenkbarer Arbeitstischerlaubt eine Komplettbearbeitung von 5Seiten.
+Y
Blickrichtung
+Z
+X
Blickrichtung
+Z+Y
+X
Z
Y
Y
Z
Horizontal-Fräsmaschine
Vertikal-Fräsmaschine
Schwenkkopf
Die Z-Achse verläuft in Richtung
der Hauptspindel.
Die X-Achse ist die Hauptachse in
der Positionierebene.
Sie liegt grundsätzlich parallel zur
Aufspannfläche des Werkstücks.

3 3 Koordinatensysteme3.4 Übungsaufgabe – Koordinatenachsen
19
Tragen Sie die Koordinaten- und die Rotations-Achsen mit Vorzeichen für nachfolgendeCNC-Maschinen ein:
– CNC-Drehmaschine mit Doppelschlitten– Bearbeitungszentrum
+C
+X
+Z
+X
Drehmeißelvor der Drehmitte
Drehmeißelhinter der Drehmitte
CNC-Drehmaschine mit Doppelschlitten
+Z
+W
+B
+X
U
Y
Bearbeitungszentrum

3 3 Koordinatensysteme3.5 Maschinen- und Werkzeugbewegungen
20
Bedingt durch die Bauart der CNC-Maschine bewegt sich beim Zerspanen entweder derArbeitstisch oder der Werkzeugträger.
Eine Tischbewegung, z. B. nach rechts, hat den gleichen Effekt wie eine Fräsbewegungnach links.
Damit gleiche Programme auf CNC-Maschinen unterschiedlicher Bauart laufen können,nimmt man immer an, dass sich das Werkzeug relativ zum Koordinatensystem des still-stehend gedachten Werkstückes bewegt.
Daraus ergibt sich für die CNC-Programmierung folgende einfache Programmierregel:
Schlitten
bewegt sich
Werkzeug
bewegt sich
Bewegungen in der X-Achse
Schlitten
bewegt sich
Werkzeug
bewegt sich
Bewegungen in der Z-Achse
Das Werkstück steht still, das Werkzeug bewegt sich.