2015 2016 DE I EN I IT MAGAZIN - liebherr.com · Liebherr-Magazin 2015 / 2016 – Verzahntechnik...
44
Praxis: Anwenderberichte // S. 27 Verzahntechnik: Vorteil durch Asymmetrie // S. 4 Automationssysteme: Der Prozess gibt den Takt an // S. 22 2015 / 2016 DE I EN I IT MAGAZIN Verzahntechnik und Automationssysteme
Transcript of 2015 2016 DE I EN I IT MAGAZIN - liebherr.com · Liebherr-Magazin 2015 / 2016 – Verzahntechnik...

Praxis: Anwenderberichte // S. 27
Verzahntechnik: Vorteil durch Asymmetrie // S. 4
Automationssysteme: Der Prozess gibt den Takt an // S. 22
2015 / 2016 DE I EN I IT
MAGAZINVerzahntechnik und Automationssysteme
2 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
in der dritten Ausgabe unseres Magazins befassen wir uns mit Extremen: von Tech-nologien, die sich im Nanobereich bewegen, bis zur Automation im Schwerlastbe-reich. Wenn es zum Beispiel um die Topologie von Zahnflanken geht, können wir die Verbesserungen mit dem bloßen Auge nicht mehr erkennen. Wir haben uns daher intensiv mit der Mikrogeometrie von Zahnflankenmodifikationen beschäftigt und mit Hilfe topologischer Messungen den Effekt der Verzerrung bei verschränkungsfreien Verzahnungen aufgezeigt. Diese Abweichung beeinflusst die Tragfähigkeit und Ge-räuschentwicklung. Als Problemlösung hat Liebherr das verzerrungsfreie Wälzschlei-fen entwickelt und zum Patent angemeldet. Kleinste Veränderungen zeigen mitunter größte Effekte!
Eher riesig sind dagegen die Dimensionen im Schwerlastbereich: Hier werden sehr große Werkstücke bewegt, die oft Einzelanfertigungen sind. Dennoch kann sich auch für die Losgröße eins eine Automation lohnen. Denn gerade die schweren Teile bieten sich für maschinengestütztes Handling an.
Derweil hat es Veränderungen im Kreis der Geschäftsführer der Liebherr-Verzahntechnik GmbH gegeben. Seit Oktober 2014 verstärkt Dr. Christian Lang das Team. Er über-nahm den Bereich Vertrieb von Dr. Alois Mundt.
So soll sich künftig die Innovationskraft des Unternehmens weiter erhöhen, während gleichzeitig neue Vertriebskanäle für die entstehenden Produkte erschlossen wer-den können. Das ist wichtig, denn in globalisierten Märkten muss Technologieführer-schaft mit intelligenten Vertriebsstrategien Hand in Hand gehen – Liebherr stellt sich dieser Herausforderung.
Wir wünschen Ihnen eine spannende Lektüre und freuen uns auf Ihre Anregungen!
Dr. Klaus Finkenwirth, Friedrich Hesemann und Dr. Christian LangGeschäftsführer der Liebherr-Verzahntechnik GmbH
Dr. Christian Lang verstärkt seit Oktober 2014 die Geschäftsführung der Liebherr-Verzahntechnik GmbH
Verehrte Leserinnen und Leser,

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 3
Verzahntechnik
Vorteil durch AsymmetrieEinseitige Belastung von Zahnrädern macht unterschiedlich geformte Profilseiten sinnvoll 4
Die perfekte FlankenlinieDie elektronische Schrägführung auf der LSE 200 – 500 bietet neue Möglichkeiten bei der Herstellung von Flankenlinienmodifikationen 8
Mikrogeometrie erweitert MöglichkeitenLiebherr entwickelt verzerrungsfreies Wälzschleifen für Flanken linienmodifikationen 12
Fasen nach MaßEine optimale Ergänzung zu Verzahnungsmaschinen: Liebherr-ChamferCut-Maschinen im Stand-alone-Betrieb 17
Drei Marken, eine QualitätDella Ferrera-, Lorenz- und U.S.P.I.T.-Verzahnwerkzeuge kommen aus Italien 19
Automationssysteme
Der Prozess gibt den Takt anEffektive Automation für kleine Losgrößen 22
Aus alt mach neuRetrofit ist die Frischzellenkur für Automationssysteme 24
Der Bediener im MittelpunktIntuitive Steuerung für Roboterzellen 26
Praxis
Englands ganzer StolzLiebherr automatisiert Jaguar 27
Kooperation mit beiderseitigem NutzenVariable Getriebe nach dem Baukastensystem sind die Spezialität von SEW 29
Hervorragende Kommunikation als ErfolgsfaktorLiebherr-Hausgeräte: Neue Verpackungsanlage vermindert Belastung der Mitarbeiter 32
Wenn Zylinder Masken tragenEine besondere Automation für eine preisgekrönte Technologie 34
Große Effizienz für kleine SerienLohnfertiger Berger erhöht die Reaktionsfähigkeit mit Liebherr-Rotationsladesystem (RLS) 36
Ersatzteile erster Güte made in ItalyEuroricambi versorgt den Markt der Lastkraftwagen mit erstklassigen Getrieben und Ersatzteilen 38
Liebherr-Welt
100 Jahre Hans LiebherrUnternehmer, Erfinder, Visionär 40
„Sieger“ der Rallye Dakar 2015Liebherr-Motoren überzeugen in Kamaz-Trucks 41
Liebherr eröffnet neues Logistik zentrum in OberopfingenErsatzteilversorgung für die Sparte Erdbewegung erfolgt künftig von einem neuen zentralen Standort aus 42
Inhalt
ImpressumHerausgeber / Verantwortlich für den Inhalt:Liebherr-Verzahntechnik GmbH
Kaufbeurer Straße 141
87437 Kempten / Allgäu, Deutschland
Redakteure: Giovanni Della Ferrera, Dr.-Ing. Hansjörg Geiser, Stefan Jehle, Thomas Mattern,
Dr.-Ing. Andreas Mehr, Uwe Radigk, Stefan Sattelmeyer, Thomas Weber,
Ronja Wildberger, Dr.-Ing. Oliver Winkel, Robert Würfel
Ausgabe: 2015 / 2016
Layout / Gestaltung: C&G: Strategische Kommunikation GmbH, Overath, Deutschland
© Liebherr-Verzahntechnik GmbH Die Inhalte dürfen ohne Genehmigung des Herausgebers nicht kopiert und weiter
veröffentlicht werden.

4 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Verzahntechnik
Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 5
Oft drehen sich Zahnräder ihr gesamtes Betriebsleben hin-durch nur in eine Richtung. Insbesondere bei Kraftfahrzeugen, Nutzfahrzeugen, Schiffen, Hebezeugen oder Generatoren ist dies der Fall. Bei diesen Zahnradgetrieben ist in der Regel die Belastung der einen Flanke erheblich höher als die der gegenüberliegenden. So werden die Rückflanken während ei-ner relativ kurzen Arbeitsphase gar nicht oder nur leicht bela-stet. Eine asymmetrisch geformte Verzahnung spiegelt diesen funktionalen Unterschied wider.
Ungleiche Lastverteilung fordert ungleiche Profile„Eines der Konstruktionsziele von asymmetrischer Verzah-nung ist es, die Leistung des im Hauptbetrieb belasteten Pro-fils auf Kosten der Leistung der gegenüberliegenden Profile zu verbessern“, erläutert Dr. Alexander Kapelevich, Vorstand von AKGears. Er ist Spezialist für die Berechnung des Werkzeug-profils und weiterer Parameter für asymmetrische Verzahnun-gen. „Asymmetrische Zahnprofile ermöglichen eine Erhöhung des Traganteils und des Betriebseingriffswinkels, die über die mit konventionellen, symmetrischen Getrieben erreichbaren Grenzwerte hinausgehen.“ Durch die Verteilung über Breiten- und Stirnlast sowie über die Dynamik kann die Verzahnungs-steifigkeit deutlich verbessert werden. Auch die Zahnflanken-tragfähigkeit profitiert von einem erhöhten Eingriffswinkel an der belasteten Zahnflanke. Zudem verbessert sich auch die Zahnfußtragfähigkeit.
Der größte Vorteil einer asymmetrischen Verzahnung ist die reduzierte Hertz‘sche Pressung auf den Antriebsflanken. Das führt zu einer höheren Leistungsdichte – also der Tragfähig-keit im Verhältnis zur Zahnradgröße – bei der Kraftübertra-gung im Getriebe. Ein weiterer wichtiger Vorteil ist die Mög-lichkeit, die Rückflanken der Verzahnung unabhängig von der Antriebszahnflanke zu gestalten. Damit wird quasi ein Einstel-len der Zahnsteifigkeit ermöglicht, während gleichzeitig der gewünschte Eingriffswinkel und der Traganteil der Antriebs-flanken beibehalten werden. Dies erlaubt eine höhere Zahn-
Vorteil durch AsymmetrieEinseitige Belastung von Zahnrädern macht unterschiedlich geformte Profilseiten sinnvoll
Verzahntechnik

6 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
kopfbiegung, was den Zahneingriffsstoß dämpft und zu einer Verringerung der Getriebegeräusche und der Schwingun-gen führt.
Angepasste Werkzeuge nötigAlexander Kapelevich definiert die asym-metrische Zahnfußgeometrie unabhän-gig vom Modell der Zahnstange, was
ihn von anderen Forschern der Getriebe-technik unterscheidet. Die Vorgehensweise Direct Gear Design® von Kapelevich er-laubt eine Optimierung der asymmetri-schen Verzahnung und ermöglicht, dass die Fußausrundung bei besonderen Getriebeanwendungen eine maximierte Leistung erzielt. Ein solcher Ansatz erfor-dert selbstverständlich spezielle Werk-zeuge. Nachdem die Optimierung der Zahnfußgeometrie abgeschlossen ist, de finiert Direct Gear Design® auch das Werkzeugprofil und weitere Parameter.
Konturführung mit KöpfchenDie Herstellung von asymmetrischen Verzahnungen durch Vorfräsen, Härten und einer anschließenden Hartfeinbe-arbeitung durch Schälwälzfräsen oder Profilschleifen ist seit Jahren Stand der Technik. Das Schälwälzfräsen ist pro-duktiv, unterliegt aber in der zu erzie-lenden Verzahnungsqualität gewissen Einschränkungen (DIN 6 bis DIN 7). Das Profilschleifen bietet hier einen deutlich hö-heren Qualitätsstandard, ist aber einem kontinuierlich wälzenden Verzahnverfahren zeitlich unterlegen. Auf Kundenwunsch entwickelte die Liebherr-Verzahntechnik GmbH das Wälzschleifen von asymme-trischen Verzahnungen. Dieses Verfah-ren vereint die höchste Produktivität mit hoher Qualität.
An das Wälzschleifen stellen asymme-trische Verzahnungen jedoch höhere Ansprüche als an den Schleifprozess selbst sowie an die Schleif- und Ab-richtwerkzeuge. Für die Entwicklung des neuartigen Schleifverfahrens stell-ten sich gleich mehrere Fragen. „Wir standen vor einer doppelten Herausfor-derung“, erklärt Dr.-Ing. Andreas Mehr, Technologieentwicklung und -beratung Schleifen und Stoßen bei der Liebherr-Verzahntechnik. „Zum einen brauchten wir die Abrichttechnik zur Herstellung einer asymmetrischen Schleifschnecke. Zum anderen mussten wir den gesamten Schleifprozess inklusive des Einmittens der Schleifschnecke in die Zahnlücke entwickeln.“
„Eines der Konstruktionsziele asymmetrischer Verzahnung ist es, die Leistung des im Hauptbetrieb belasteten Profils auf Kosten der Leistung der gegenüberliegenden Profile zu verbessern.“Dr. Alexander Kapelevich, Vorstand von AKGears
Verzahntechnik
Vorteile großer Eingriffswinkel
Vorteile kleiner Eingriffswinkel
Kombination der Vorteile
• GrößererZahnfußquerschnitt • GroßeKrümmungsradieninFußformkreisnähe
• GroßeZahnkopfdicke • GrößereZahnhöhe
• GünstigeKrümmungsverhältnissederFlanken
• GroßerZahnfußquerschnitt
• AusreichendeZahnkopfdicke
• GrößereZahnhöhe
Bildquelle: WZL, RWTH Aachen
Fbnα
d
db, klein
S 30°
d
db, klein
ρmin
Fbn
α
SK, res
S 30°
db, groß
d
db, klein
ρmin
SK
db, groß
d
Δh
db, groß
d

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 7
Profilwinkelkorrektur beim AbrichtenFür das Abrichten entwickelten die Experten ein Softwarepa-ket, das sowohl mit asymmetrischen als auch symmetrischen Abrichtern arbeiten kann. „Ein asymmetrischer Abrichter ist für die Produktion ideal. Im Prototypenbau kann auch ein symmetrischer Abrichter entsprechend geschwenkt werden“, stellt Andreas Mehr die jeweiligen Vorteile dar. Die Maschi-ne bietet einen Schwenkbereich bis 7,5 Grad an. Eine große Heraus forderung beim Abrichten war die komplexe mathema-tische Berechnung der notwendigen Schwenkbewegung des Abrichters. Durch das Abrichten verkleinert sich der Durch-messer der Schleifschnecke, was wiederum eine Profilwinkel-korrektur nach sich zieht – nach jedem Abrichtvorgang.
Im Schleifprozess selbst tritt eine ganz andere Dynamik im Zahnflankenkontakt zwischen Schleifschnecke und Werkstück auf als bei herkömmlichen, symmetrischen Schleifprozessen. Da sich beim Schleifen asymmetrischer Zahnräder entspre-chend den unterschiedlichen Eingriffswinkeln das Aufmaß auf der rechten und linken Zahnflanke ändert, ist eine elektronische Korrektur nötig. Diese wird durch ein modifiziertes Einmitten im Einrüstvorgang ermittelt. Das sogenannte Einmitten, also der mittige Eingriff der Schleifschnecke in die Zahnradlücke, muss
Vorteile asymmetrischer Verzahnungen in einem Getriebe• ReduzierteZahnfußspannungenundHertz‘scheFlanken
pressungen•VerbessertesspezifischesGleiten•ErhöhungderGrübchenundZahnfußtragfähigkeit• GesteigerteLeistungsdichte(TragfähigkeitimVerhältnis
zurZahnradgröße)•LängereLebensdauer•ErhöhterWirkungsgrad•ReduzierteGeräuschundSchwingungsanregung•HöhereBetriebssicherheit
Modifiziertes Einmitten• VerschobeneWerkzeug/Werkstückmitte η über der radialen
ZustellungX• AusgleichderunterschiedlichenAufmaßeΔs auf Links- und
Rechtsflanken•EinstellbarimEinrüstprozess
bei asymmetrischen Verzahnungen leicht versetzt erfolgen und im Schleifprozess durch eine präzise Steuerungs- und Rege-lungstechnik eingehalten werden.
Zeit für Asymmetrie gekommenDank der neuen Schleiftechnik werden asymmetrische Zahn-räder künftig häufiger zum Einsatz kommen. „Ihre Vorteile lie-gen auf der Hand und sind längst bekannt“, weiß Andreas Mehr. „Durch die Berechnungen von Dr. Kapelevich ist eine einfache Auslegung der Makrogeometrie möglich geworden. Jetzt lässt sich auch der Wälzschleifprozess sicher beherr-schen. Gleichzeitig können unsere Kunden ohne großen Auf-wand den Wälzschleifprozess an ersten Prototypen anwen-den, dazu reicht das Softwarepaket. Erst für die Produktion ist dann die Investition in einen asymmetrischen Abrichter not-wendig.“ Die Zeit für asymmetrische Zahnräder scheint damit endlich gekommen zu sein.
Dr.-Ing. Andreas MehrTechnologieentwicklung und -beratung
Schleifen und Stoßen
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1998
Verzahntechnik
ΔSRFΔSLF
ηAsymmetrische Schleifschnecke
X
Asymmetrisches Zahnrad

8 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Eine leichte und kompakte Getriebebauweise führt häufig zu schwer zugänglichen Bearbeitungsstellen. Dies sind beispiels-weise Stufenwellen, Innenverzahnungen oder Außenverzah-nungen gegen einen Bund, die konstruktionsbedingt nur einen sehr geringen Werkzeugauslauf von oftmals weniger als fünf Milli metern bieten. Solche Verzahnungen sind dem Wälzstoßen vorbehalten.
Forderung nach FlankenlinienmodifikationenIn den vergangenen Jahren hat der Wunsch von Getriebekon-strukteuren zugenommen, an diesen Verzahnungen lastbedingte Flankenlinienmodifikationen zu erzeugen. Solche Modifikationen, wie zum Beispiel Breitenballigkeit cβ, Flankenlinienwinkel fhβ bzw. Konizität und Endenrücknahmen, konnten bislang nur unter Ver-wendung eines speziell ausgelegten Abhebenockens erzeugt werden (B4-Achse, siehe Abbildung Seite 9 oben). Bei größeren Konizitäten im Gradbereich muss der gesamte Maschinenstän-der (B5-Achse) während des sogenannten Hinterstoßens in eine Schräglage gebracht werden. Aufgrund des zweiflankigen Stoß-prozesses sind die genannten Modifikationen auf beiden Zahn-
Die perfekte FlankenlinieDie elektronische Schrägführung auf der LSE 200 bis 500 bietet neue Möglichkeiten bei der Herstellung von Flankenlinienmodifikationen
flanken symmetrisch. Damit kann keine Optimierung hinsichtlich der unterschiedlichen Anforderungen erfolgen, die an eine Zug- und Schubflanke gestellt werden.
Mehr Flexibilität bei FlankenlinienmodifikationenDurch die elektronische Schrägführung auf der LSE-Wälzstoß-maschine in Kombination mit dem einflankigen Wälzstoßen kön-nen sowohl symmetrische als auch asymmetrische Flankenlinien-modifikationen erzeugt werden. Auch die Kombination mehrerer Flankenlinienmodifikationen ist durch Superposition der verschie-denen Erzeugungsbewegungen realisierbar.
Noch bessere Verzahnungsqualität Die gewonnene Flexibilität durch die einflankige Wälzstoßbearbei-tung führt dazu, dass die Bearbeitungszeit gegenüber dem kon-ventionellen, zweiflankigen Wälzstoßen geringfügig steigt. Je nach Anwendungsfall liegt die Erhöhung aber nur zwischen fünf und 20 Prozent. Dieser geringe Anteil wird dadurch erzielt, dass der von Liebherr entwickelte Prozessablauf nicht über alle Schnitte einflan-kig erfolgen muss. So werden der Schrupp- und Egalisierschnitt
Beispiele von Verzahnungen, die per Wälzstoßmethode gefertigt werden
Verzahntechnik

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 9
Mögliche Modifikationen der Flankenlinien auf einer LSE-Maschine
CNC-Achsen einer modernen Wälzstoßmaschine
Symmetrische Breitenballigkeit•2flankigmitAbhebenockenmöglich•1flankigmitCNCBewegungmöglich
Symmetrische Konizität•2flankigmitAbhebenockenimµBereichmöglich•2flankigmitSchwenkständerimGradbereich möglich•1flankigmitCNCBewegung möglich
Asymmetrische Breitenballigkeit und Flankenwinkelmodifikation•Nur1flankigmöglich•SpezielleAuslegungderCNCBewegung
Verzahntechnik
fhβ 0 µm 0 µm
cβ 15 µm 15 µm
Mat
eria
lsei
te
fhβ + 10 µm -10 µm
cβ 0 µm 0 µm
fhβ 0 µm -10 µm
cβ 15 µm 5 µm
+
+
+
+
+
+
-
-
-
Va 500 :1
Va 500 :1
Va 500 :1
Vb 4 :1
Vb 4 :1
Vb 4 :1
Notwendige CNC-Achsen• Z3Achse:HubbewegungdesWerkzeugszurErzeugungder
Schnittgeschwindigkeit• B4Achse:AbhebungdesWerkzeugsimRückhub,umdieBe-
schädigung der Schneidkante zu vermeiden• Z2Achse:BewegungdesBearbeitungskopfesparallelzurHub
achse, um diesen auf die Aufspannsituation einzustellen• C1Achse:AbwälzbewegungdesWerkzeugszurErzeugungder
Verzahnung und als Vorschubachse•X1Achse:RadialeZustellung•C2Achse:MaschinentischmitderWerkstückdrehung
Optionale CNC-Achsen• Z1Achse:PositionierendesStoßkopfschlittensbeiMehrfach
verzahnungen• Y1Achse:StänderseitenversatzzurVermeidungvonRückhub-
kollisionen, insbesondere bei Innenverzahnungen• B5Achse:SchwenkständerzumHinterstoßenoderzurAnwen-
dung des SGA-Verfahrens bei Kurbelwellen•C3undZ6Achse:Automation•Z4Achse:GegenhalterfürWellenbearbeitung

10 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
UmsetzungderModifikationenamRealbauteilaufeinerLSEMaschine
Zahnradprofil / Bearbeitungsbeispiel
Zähnezahl 28
Modul 4 mm
Eingriffswinkel 20°
Schrägungswinkel -12°
Verzahntechnik

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 11
WälzstoßenvonFlankenlinienmodifikationen
1-flankig, elektronische Schrägführung
sowie das Schlichten der ersten Zahnflanke zweiflankig durchge-führt. Erst das Schlichten der zweiten Zahnflanke erfolgt ein-flankig, indem das Schneidrad rotatorisch zugestellt wird.
Ein weiterer positiver Effekt der abschließenden einflankigen Bearbeitung ist, dass mögliche Eingriffsstörungen zwischen Schneidrad- und Werkstückflanke bei der Spanabnahme re-duziert werden und die Verzahnungsqualität noch besser wird.Insbesondere der beim Wälzstoßen bekannte S-förmige Profil-formfehler, der durch unterschiedliche Spanungsdicken auf der ein- und auslaufenden Flanke verursacht wird, kann dadurch deutlich reduziert oder sogar ganz vermieden werden.
Korrekturmöglichkeiten im μm-BereichFlankenlinienmodifikationen sind durch eine einfache Einga-be der Solldaten in die Steuerung herstellbar – zum Beispiel fünf µm Breitenballigkeit für die linke und rechte Zahnflanke. Alle notwendigen Berechnungen zur Erzeugung der Modifi-kation werden von der Maschinensteuerung übernommen. Nach der Bearbeitung und Verzahnungsprüfung des ersten Werkstücks bietet die Maschinen steuerung die Möglichkeit zur µm-genauen Korrektur der Messkriterien, zum Bei-spiel der Breitenballigkeit cβ. Dazu können die jeweiligen Messwerte direkt vom Verzahnungsdiagramm in einem spe-ziellen Korrekturfenster in die Steuerung eingegeben werden.
Wer braucht was?Die elektronische Schrägführung der LSE-Maschinen er-möglicht auf eine einfache Weise die flexible Herstellung von Flankenlinienmodifikationen. Bei geringen Losgrößen und bei der Herstellung von Prototypen bzw. in der Einzelteilferti-gung kann die längere Bearbeitungszeit sicherlich in Kauf ge-nommen werden. Dafür entfallen die Zusatzkosten für einen Spezial nocken und dessen Lieferzeit. Bei hohen Losgrößen wird letztendlich der Taktzeitunterschied maßgebend dafür sein, wie wirtschaftlich die gewünschte Modifikation erzeugt werden kann.
Pro•Sehreffektive,beidseitigeSpanabnahme•HoheHubzahlen[DH / min] möglich• HinterstoßenderVerzahnungenimGradbereichdurch
einen Schwenkständer möglich•SymmetrischeModifikation•SehrguteFlankenlinienqualität(DIN1bis4)
Contra•SpeziellausgelegterAbhebenockennotwendig•KeineasymmetrischenModifikationenmöglich• DieProfilqualität(SSchlag)kanndurchEingriffsstörungen
beeinflusst werden
Verzahntechnik
Dr.-Ing. Andreas MehrTechnologieentwicklung und -beratung
Schleifen und Stoßen
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1988
Pro•Modifikationensindeinfachprogrammierbar•SymmetrischeundasymmetrischeModifikationenmöglich• ExzellenteFlankenlinienqualitätdurchdieµm-genaue
Korrekturmöglichkeit(DIN1bis3)•GünstigeSpanbildungführtzusehrguterProfilqualität(SSchlag)
Contra•GeringfügiglängereBearbeitungszeit•ReduzierterHubzahlbereich[DH / min]
2-flankig, konventionell

12 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Mikrogeometrie erweitert MöglichkeitenLiebherr entwickelt verzerrungsfreies Wälzschleifen für Flankenlinienmodifikationen
Verschränkungsfreies Wälzschleifen hat sich als Produktionsmethode bewährt: Bereits 1987 meldete die Liebherr-Ver-zahntechnik GmbH die Erfindung von Dr. Gerd Sulzer zum Patent an. Seit-dem können Schleifschnecken mit über die Länge verändertem Profilwinkel so eingesetzt werden, dass die natürliche
Verschränkung beim Wälzschleifen von Verzahnungen mit Flankenlinienmodifi-kationen korrigiert wird. Dazu wird die Schleifschnecke in einer axialen Bewe-gung am Werkstück vorbeigeführt, so dass sukzessiv jeder Schneckenbereich mit dem Werkstück in Kontakt kommt. Damit wird die Verschränkung eliminiert.
„Was bei diesem Verfahren jedoch nicht eliminiert wird, sind Formfehler“, erläutert Dipl.-Phys. Robert Würfel. In Abbildung 3 ist erkennbar, dass die Verschränkung zwar korrigiert wird, im Profil jedoch eine ungewünschte Hohl-balligkeit entsteht (Ab bildungen 1 bis 3). An einem Praxisbeispiel (Abbildungen 5
Zeichnung aus dem Patent von 1987
A
A
A
B
BB
Verzahntechnik

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 13
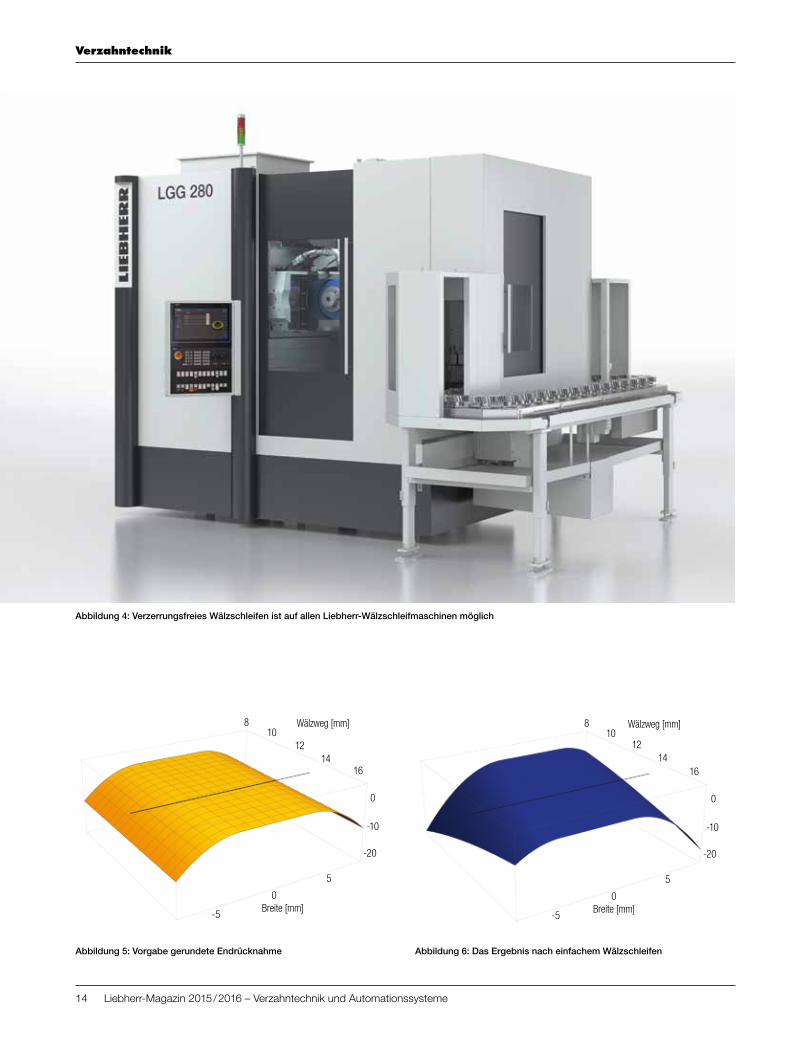
bis 7) mit gerundeter Endrücknahme veranschaulicht Dr.-Ing. Hansjörg Geiser die Verzerrungsproblematik bei Schrägver-zahnungen.
Exakt werde die Modifikation nur auf dem Messkreisdurch-messer erreicht. „Bei der topologischen Verzahnungsmessung zeigen sich deutliche Verzerrungen. In zwei Eckbereichen wird zu viel Material abgeschliffen, in zwei anderen zu wenig. Dies hat Auswirkungen auf die Tragfähigkeit und das Geräusch der Verzahnung“, betont Hansjörg Geiser.
Verschränkungsarmes Schleifen löst das Problem nichtEinfaches, verschränkungsarmes Wälzschleifen löst dieses Problem nur teilweise. Es existieren weiterhin Formabwei-chungen (siehe Abbildung 8), und die Modifikation wird ledig-lich auf dem Messkreisdurchmesser exakt erreicht.
Eine Möglichkeit, solche Verzerrungen zu korrigieren, bestünde im topologischen Abrichten der Schleifschnecke. Diese würde Zeile für Zeile abgerichtet, was aber die Abrichtzeit um ein Viel-faches verlängern würde. Ein wirtschaftlicher Prozess wäre so unmöglich. Robert Würfel hat eine Alternative entwickelt: „Die-sem Dilemma kann Liebherr mit einem neuen Schleifverfahren vorbeugen.“
Das verzerrungsfreie Wälzschleifen von LiebherrMit dem neuen Verfahren ermöglicht Liebherr ein absolut ver-zerrungsfreies Wälzschleifen von Flankenlinienmodifikationen. „Wir haben das Wälzschleifen zwar nicht neu erfunden, aber wir haben es verstanden“, betont Hansjörg Geiser. Das Ergeb-nis nach der neuen Methode entspricht eins zu eins der Vorga-be (Abbildung 9).
„Durch das neue mathematische Verfahren wird die Modifika-tion auf allen Durchmessern exakt erreicht“, erläutert Robert Würfel. Gleichzeitig entsprechen sowohl die Schleif- als auch die Abrichtzeit der des verschränkungsarmen Schleifens. Dazu werden keine speziellen Werkzeuge benötigt, der Standard-Abrichter genügt. „Wir haben damit einen wirtschaftlichen Pro-zess für die Serienfertigung entwickelt. Unser Verfahren kann für jede freie Flankenlinienmodifikation genutzt werden.“
Das zum Patent angemeldete Verfahren ist aus Gründen der Tragfähigkeit für Getriebe sehr interessant. Bislang gab es hier-für keine wirtschaftlich sinnvolle Schleifmethode.
Abbildung 1: Vorgabe verschränkungsfreie Flankenlinienballigkeit
Abbildung 3: Verschränkungskorrigiert
Abbildung 2: Natürlich verschränkt
Verzahntechnik
„Wir haben das Wälzschleifen nicht neu erfunden, aber wir haben es verstanden.“Dr.-Ing. Hansjörg Geiser, Leiter der Entwicklung & Konstruktion Verzahnmaschinen
1012
1416
5
-15
-10
-5
0
0
8 Wälzweg[mm]
Breite[mm]-5
1012
1416
5
-15
-10
-5
0
0
8 Wälzweg[mm]
Breite[mm]-5
1012
1416
5
-15
-10
-5
0
0
8 Wälzweg[mm]
Breite[mm]-5
14 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Abbildung 6: Das Ergebnis nach einfachem Wälzschleifen
Abbildung 4: Verzerrungsfreies Wälzschleifen ist auf allen Liebherr-Wälzschleifmaschinen möglich
Verzahntechnik
-20
-10
0
1416
5
-20
-10
0
0
8 Wälzweg[mm]
Breite[mm]-5
1012
Abbildung 5: Vorgabe gerundete Endrücknahme
1012
1416
5
-20
-10
0
0
8 Wälzweg[mm]
Breite[mm]-5

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 15
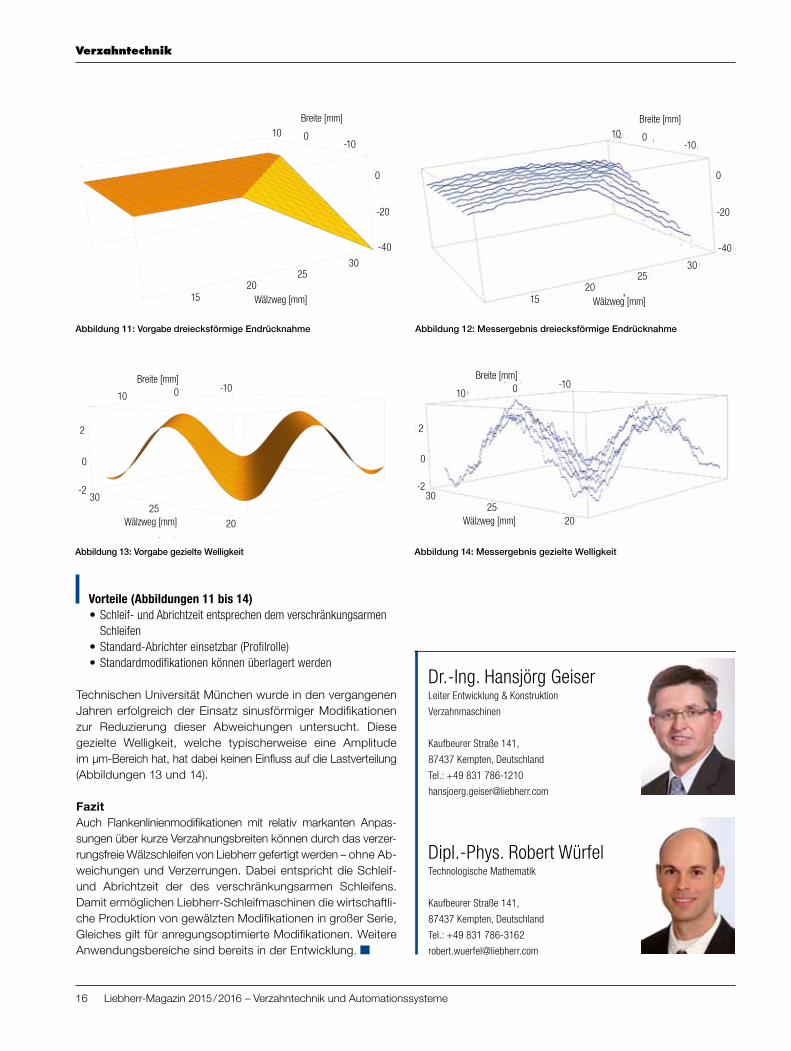
Gewälzte Modifikationen (GER)Das Verfahren kann so angepasst werden, dass es neben freien Flankenlinienmodifikaktionen auch gewälzte Modifikationen schlei-fen kann. Die Vorteile solcher dreiecksförmigen Endrücknahmen (Generated End Relief) bezüglich der Tragfähigkeit werden in der Verzahnungswelt bereits seit vielen Jahren diskutiert. Der Einsatz in der Praxis scheiterte bisher aber daran, dass kein wirtschaftliches Fertigungsverfahren zur Verfügung stand. Liebherr hat somit auch die letzte Hürde aus dem Weg geräumt (Abbildungen 11 und 12).
Anregungsoptimierte ModifikationenEin weiterer Anwendungsbereich sind anregungsoptimierte Modifikationen. Aufgrund der zeitlich veränderlichen Verzah-nungssteifigkeit ergibt sich zwischen zwei gepaarten Zahn-rädern eine periodische Drehwegabweichung mit sehr kleinen Amplituden, welche jedoch einen großen Einfluss auf den Ge-räuschpegel hat. An der Forschungsstelle für Zahnräder und Getriebebau (FZG) am Lehrstuhl für Maschinen elemente der
Abbildung 10: Wirtschaftliche Fertigung von gewälzten Modifikationen
Verzahntechnik
Abbildung 7: Verdeutlichung der zu geringen Rücknahme / Verzerrung
1012
1416
5
-20
-10
0
0
8 Wälzweg[mm]
Breite[mm]-5
Abbildung 9: Ergebnis mit dem verzerrungsfreien Wälzschleifen von Liebherr
Abbildung 8: Auch im einfach verschränkungsarmen Wälzschleifen kommt es zu Abweichungen
1012
1416
5
-20
-10
0
0
8 Wälzweg[mm]
Breite[mm]-5
1012
1416
5
-20
-10
0
0
8 Wälzweg[mm]
Breite[mm]-5
DieMöglichkeitgewälzterModifikationen(GeneratedEndRelief)erlaubteinegezieltereAuslegungderPressungsverteilungimZahneingriff.Dadurchkanndiemaximalauf tretendeHertzschePressungbeeinflusstwerden.IndiesemBeispielkannsobeigleichbleibendenübertragenemDrehmomentdurchNutzungvonGERundunterAnpassung der Kopf- und Fußrücknahmen die Verzahnungsbreite reduziert werden.
Prof.Dr.Ing.KarstenStahl(Ordinarius)
Lehrstuhl für Maschinenelemente
Technische Universität München
85748 Garching, Deutschland
Tel.: +49 89 289-15805
Praxisähnliche Aus-legung CA + CF + CB
CA/CF – Betrag Kopf-/FußrücknahmeGER – Betrag gewälzte ModifikationenCB – Betrag Breitenballigkeit
Angepasste Auslegung GER + CA‘ + CF‘ + CB
Angepasste Auslegung mit reduzierter Breite GER + CA‘ + CF‘ + CB
Lehrstuhl für MaschinenelementeForschungsstelle für Zahnräder und GetriebebauProf. Dr.-Ing. K. Stahl Technische Universität München
16 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Technischen Universität München wurde in den vergangenen Jahren erfolgreich der Einsatz sinusförmiger Modifikationen zur Reduzierung dieser Abweichungen untersucht. Diese gezielte Welligkeit, welche typischerweise eine Amplitude im µm-Bereich hat, hat dabei keinen Einfluss auf die Lastverteilung (Abbildungen 13 und 14).
Fazit Auch Flankenlinienmodifikationen mit relativ markanten Anpas-sungen über kurze Verzahnungsbreiten können durch das verzer-rungsfreie Wälzschleifen von Liebherr gefertigt werden – ohne Ab-weichungen und Verzerrungen. Dabei entspricht die Schleif- und Abrichtzeit der des verschränkungsarmen Schleifens. Damit ermöglichen Liebherr-Schleifmaschinen die wirtschaftli-che Produktion von gewälzten Modifikationen in großer Serie, Gleiches gilt für anregungsoptimierte Modifikationen. Weitere Anwendungsbereiche sind bereits in der Entwicklung.
Abbildung 11: Vorgabe dreiecksförmige Endrücknahme Abbildung 12: Messergebnis dreiecksförmige Endrücknahme
Verzahntechnik
Dr.-Ing. Hansjörg GeiserLeiterEntwicklung&Konstruktion
Verzahnmaschinen
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1210
Dipl.Phys.RobertWürfelTechnologische Mathematik
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-3162
-10
0
-20
-40
25
10Breite[mm]
30
15
0
20Wälzweg[mm]
-10
0
-20
-40
25
10Breite[mm]
30
15
0
20Wälzweg[mm]
Abbildung 13: Vorgabe gezielte Welligkeit
0
0 -10
25
20
10
Breite[mm]
Wälzweg[mm]
2
-230
Abbildung 14: Messergebnis gezielte Welligkeit
0
0 -10
2520
10
Breite[mm]
Wälzweg[mm]
2
-230
• SchleifundAbrichtzeitentsprechendemverschränkungsarmenSchleifen
•StandardAbrichtereinsetzbar(Profilrolle)•Standardmodifikationenkönnenüberlagertwerden
Vorteile (Abbildungen 11 bis 14)

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 17
LCD 300 ChamferCut
Gerade in der Automobilindustrie ist der Trend zu effizienteren und leiseren Getrieben ungebrochen. Damit steigen die An-forderungen an die einzelnen Bauteile. Speziell Zahnräder be-nötigen eine saubere Kantenbearbeitung. Durch Anfasen können Beschädigungen beim Werkstücktransport, Härterisse und Ge - triebeverschleiß durch scharfe Kanten vermieden werden. Zudem erleichtert die Anfasung den Montageprozess und verbessert die Werkzeugstandzeit beim Finishprozess, speziell beim Honen.
Mit der LCD 300 ChamferCut bietet Liebherr jetzt eine Stand-alone-Lösung für das Anfasen mit dem immer stärker nach -gefragten ChamferCut-Verfahren. Auf der EMO 2013 präsen-tierte Liebherr erstmals eine integrierte Maschine, die sich an die Automotive-Industrie richtete und hauptzeitparalleles Wälzfräsen und Anfasen im ChamferCut-Verfahren bot. 2014 wurde das Portfolio um die LC 300 ChamferCut für Bautei-le bis 300 Millimeter Durchmesser erweitert. Schnell kristal-lisierte sich auch der Wunsch nach einer reinen Anfasma-schine heraus. Für diese Anforderungen entwickelte Liebherr nun die eigenständige ChamferCut-Maschine. Die LCD 300 ChamferCut kann eingesetzt werden, um einen bestehenden
Maschinen park zu ergänzen, existierende Anfasmaschinen zu ersetzen oder neue Linien aufzubauen.
Grundidee: schnell und einfachDie Grundidee für die Lösung war eindeutig: „Diese Maschine sollte einfach zu bedienen sein und so schnell wie möglich arbeiten“, erläutert Dr.-Ing. Hansjörg Geiser, Leiter der Ent-wicklung & Konstruktion Verzahnmaschinen bei der Liebherr-Verzahntechnik GmbH. Durch den Einsatz der Anfasmaschine LCD 300 ChamferCut kann die Zahnradaufspannung für das Anfasen geometrisch optimiert und kleinere Werkzeuge ein-gesetzt werden. Das schafft zusätzliche Freiheitsgrade und erweitert den Anwendungsbereich. Durch diese Technologie und die schnellen Rüstzeiten kann eine ChamferCut-Maschine LCD 300 die Zahnräder von etwa zwei bis drei Fräsmaschinen nachbearbeiten.
Entstanden ist so eine Maschine mit extrem schnellen Rüstzeiten und einer optimierten Werkstückspannung. Über CNC-Achsen kann der Bediener die Daten für den ChamferCut-Prozess einfach einstellen und korrigieren. Für die Bedieneroberfläche wurde
Verzahntechnik
Gute Gründe für das Anfasen mit Liebherr-ChamferCut-Einheiten•HoheGeschwindigkeitbeimAnfasen(kurzeTaktzeiten)•KeineReduzierungderFräserlänge•GeometrievonWälzfräserundChamferCutunabhängigwählbar• SteifeVorrichtungbeimWälzfräsen,angepassteVorrichtung
beim ChamferCut • SehrkleineDurchmessermöglich(>30mm)mitbreitererAn-
wendbarkeit•HoheQualitätundpräziseFasenformen•ProblemlosesAnfasendesZahnfußes•SehrhoheStandzeitenauchbeiTrockenbearbeitung•KeineNadelspäne•EinstellungüberCNCAchsenmiteinfachemRüsten•NiedrigsteWerkzeugkostenbeimAnfasenimVergleich•Werkzeugeeinfachnachschleifbar•BedienerfreundlicheDateneingabe
Fasen nach MaßEine optimale Ergänzung zu Verzahnmaschinen: Liebherr-ChamferCut-Maschinen im Stand-alone-Betrieb

18 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
eine neue Software entwickelt. Diese orientiert sich an den Einstellblättern der FETTE-ChamferCut-Werkzeuge. Mit einer grafischen Unterstützung und Beispielen für Einstellkorrekturen kann der Bediener sich schnell orientieren. Eine intuitive Führung erleichtert die Maschinenführung. Beladen wird die Maschine automatisch im bewährten Ringlader-Prinzip, möglich sind alter nativ auch der Einsatz von Robotern oder eines Portals. Dadurch ist auch die Einbindung in den Automationsprozess flexibel, zum Beispiel über ein Kunststoffkettenband.
Kostengünstige und hervorragende ErgebnisseAnfasen mit ChamferCut wird im Vergleich zum Drück-entgraten und Anfasen mit Fingerfräsern immer beliebter, da bei diesem Verfahren die geringsten Anfaskosten anfallen. Die Spezialwerkzeuge sind sehr langlebig und einfach nachzu-schleifen. Präzise und wiederholgenaue Fasen kombiniert mit hohen Standzeiten sprechen für den ChamferCut-Prozess. Kein Wunder also, dass Anfasen mit ChamferCut in den ver-gangenen Jahren an Bedeutung gewonnen hat. Besonders beliebt ist Chamfern aufgrund der hohen Qualität bei PKW- und Nutzfahr zeugherstellern sowie im Getriebe- und Motoren-bau: „In diesen Branchen sind die Ansprüche naturgemäß sehr hoch“, erklärt Hansjörg Geiser. „Die immer kompaktere Konstruktion von Getrieben stellt besondere Anforderungen an die Fasenqualität, die man mit dem ChamferCut-Verfahren auf den Liebherr-Maschinen besonders gut erfüllen kann.“
Fasenausbildung im Vergleich: Drückentgraten
Fasenausbildung im Vergleich: ChamferCut
Verzahntechnik
„Diese Maschine sollte einfach zu bedienen sein und so schnell wie möglich arbeiten.“Dr.-Ing. Hansjörg Geiser, Leiter der Entwicklung & Konstruktion Verzahnmaschinen
Dr.-Ing. Hansjörg GeiserLeiterEntwicklung&Konstruktion
Verzahnmaschinen
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1210
Dr.-Ing. Oliver WinkelLeiter Anwendungstechnik /
Technologieentwicklung Verzahnungsfräsen
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1998
[email protected]: m 2,7 / z 41, Trockenfräsen, Vorfräsen zum Honen
0
3
6
1
4
7
8
2
5
Wer
kzeu
gkos
ten
[Cen
t / S
t.]
Drück / Glättrad
6,7
Gratomat
4,6
ChamferCut
1,3
WerkzeugkostenproWerkstück(Anfasen)

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 19
Drei Marken, eine QualitätDella Ferrera-, Lorenz- und U.S.P.I.T.-Verzahnwerkzeuge kommen aus Italien
Werkzeuge für Liebherr-Maschinen ent-stehen nicht nur in Ettlingen (Deutsch-land). In Collegno in der Nähe von Turin hat die Produktion von Werkzeu-gen für Verzahnungsmaschinen eine lange Tradition: Das Familienunter-nehmen Della Ferrera fertigt dort be-reits seit 1956 Werkzeuge. Nachdem Della Ferrera 1990 von der Maschi-nenfabrik Lorenz übernommen wur-de, die wiederum 1993 von Liebherr gekauft wurde, produziert das italie-nische Werk Verzahnwerkzeuge un-ter drei verschiedenen Marken: Della
Ferrera, Lorenz – und seit 1997 auch U.S.P.I.T., das von Della Ferrera über-nommen wurde. „Diese Markennamen sind auf dem italienischen Markt ein-geführt und für ihre ausgezeichnete Qualität bekannt“, erklärt Giovanni Della Ferrera, Geschäftsführer von Liebherr-Utensili. „Diesen Vorteil wollen wir natür-lich keinesfalls aufgeben.“
2004 baute Liebherr in Collegno ein neu-es Werk, in dem Schneidräder, Schab -räder, Wälzräder, Drückräder, Lehrzahn-räder, Walzstangen, Hobelkämme,
Hohlglocken schneidräder, Wafer, Solid-Wafer, Spann- und Stützringe produ-ziert werden. Auf 6.000 Quadrat metern Hallenfläche steht der Maschinen park, in den auch künftig stark investiert wird. „Ein wichtiges Projekt der geplanten In-vestitionen ist ein Bearbeitungszentrum. Hier wollen wir in der Weichbearbei-tung den Prozess optimieren und auch stärker auto matisieren“, zählt Giovanni Della Ferrera auf. Dabei ist auch die In-stallation weiterer Liebherr-Maschinen geplant.
2004 investierte Liebherr in eine neue Fertigungshalle
Verzahntechnik

20 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Ziel: höchste QualitätWerkzeuge von Liebherr-Utensili sollen von höchster Qualität sein, daher sind verschiedene Bearbeitungsschritte nötig. Nach dem Fräsen und Härten kommen anschließend Schleifmaschinen zum Ein - satz, die eine höhere Qualität erreichen. Dabei setzen die Italiener je nach Werk-stück auf unterschiedliche Schleif techniken und Schleifmittel. Alle Werkzeuge werden vor und nach dem Beschichten einzeln geprüft, denn die Schneidkanten müs-sen vor diesem Arbeits schritt perfekt sein. Dazu werden sowohl messtechnische als auch optische Verfahren eingesetzt. Für alle Schneidräder, dem umsatzstärksten Produkt der Italiener, wird eine Endquali-tät von AAA (Güteklassen nach Liebherr-Normen) bis A nach DIN 1829 angestrebt.
„Für unsere Kunden entscheiden Qualität, Service und schnelle Liefertermine“, erklärt Giovanni Della Ferrera. Für eine Expresslie-ferung liegen in den Standardgrößen von vier und fünf Zoll stets gehärtete Roh-linge ohne Verzahnung bereit, sodass Module mit Größen zwischen zwei und
sechs Zoll sehr schnell nach Wunsch angefertigt werden können. „Viele Kunden verwenden diesen Service für die Proto-typenherstellung.“ Ein weiterer Service ist der Schärfdienst mit Wiederbeschich-tung, der von vielen Kunden gern ge-nutzt wird.
Italien ist der zweitgrößte Markt für Ver-zahnmaschinen in Europa. Gerade in der Region zwischen Turin und Bologna schlägt das Herz der italienischen Verzah-nungsindustrie, insbesondere im Auto-motivebereich. Fiat, Bugatti, Iveco, Lam-borghini, Ferrari und viele andere Marken sind hier zu Hause. Viele Zulieferer grup-pieren sich in der Nähe. Liebherr bedient von hier aus auch den französischen Markt, denn Liebherr-Utensili ist die ein-zige Tochtergesellschaft in Südeuropa. Peugeot PSA gehört dort zu den größten Kunden.
Die Liebherr-Vertretung in ItalienSeit 2013 verantwortet Liebherr-Utensili einen weiteren Bereich: den Vertrieb von Liebherr-Verzahnmaschinen in Italien.
Ein vierköpfiges Team betreut die Kun-den: Luca Lanzetti und Marco Rausa im Außendienst, Luisa D’Alto und Francesca Fatiga im Innendienst. „Italienische Fer-tiger sind sehr treue Kunden“, berichtet Giovanni Della Ferrera. Liebherr genießt in Italien einen ausgezeichneten Ruf. In diesem extrem zersplitterten Markt do-minieren kleine und mittelgroße Betrie-be mit teilweise enormem Innovations-stau. „Aufgrund der steigenden Quali-tätsansprüche rechnen wir damit, dass viele kleine Unternehmen investieren müssen, wenn sie weiterhin bestehen wollen. Viele arbeiten mit umgebauten alten Maschinen, die den modernen Anforderungen kaum noch gerecht werden.“
Liebherr bietet den Kunden den kom-pletten Lieferservice und Kundendienst. Die italienischen Unternehmen schät-zen es sehr, dass sie einen Ansprech-partner im eigenen Land haben. „Die direkte Kommunikation vermittelt dem Kunden ein gutes Gefühl“, bestätigt Luisa D’Alto, die für Reparaturen und Service
Das Team von Liebherr-Utensili S.r.l.
Verzahntechnik

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 21
Qualitätskontrolle auf höchstem Niveau
verantwortlich ist. Sie organisiert den Kundendienst in Italien und übernimmt die Absprachen mit dem Werk in Kempten, wie zum Beispiel die Bestellung von Ersatzteilen, während Francesca Fatiga die gesamte Korrespondenz mit den Kun-den bezüglich der kaufmännischen Organisation der Maschi-nen verwaltet.
Lorenzo GambinoAnsprechpartner für den Verkauf von
Verzahnwerkzeugen
ViaNazioniUnite18,
10093 Collegno TO, Italien
Tel.: +39 011 4248 702
Luca LanzettiAnsprechpartner für den Verkauf von Verzahn maschinen
inNorditalienunddasPiemont
Tel.: +39 360 10 45 269
Marco RausaAnsprechpartner für den Verkauf von Verzahn maschinen
inBolognaundUmgebung(EmiliaRomagna)
Tel.: +39 366 65 31 629
Liebherr-Utensili S.r.l.
Firmengröße: 90BeschäftigteGegründet: 2004Firmensitz: Collegno, ItalienGesamtfläche: 12.000QuadratmeterÜberbaute Fläche: 7.200QuadratmeterWebsite: www.liebherr.com
Verzahntechnik

22 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Hersteller von kleinen Losgrößen kennen das Dilemma: Wenn Rüst- und Lauf zeiten nicht gut harmonieren, steigen die Still-stand zeiten von Maschinen. Hin zu kom-men Laufwege bei Umrüstungen, die er heblichen Zeit- und Logistikaufwand bedeuten. Doch dieses Problem ist lösbar: durch eine Trennung von Rüstplatz und Maschine. Eingebettet ist dieser Rüstplatz in das bewährte Palettenhandhabungs-system PHS von Liebherr, in dem sich die Werkstücke und Vorrichtungen befinden. Das Prinzip dabei spitzt Stefan Jehle, Lei-ter Vertrieb Automations systeme, so zu: „Der Mensch muss weg von der Maschi-ne. Im Moment ist oft die Maschine der Dirigent, der den Takt angibt. Mit einer klu-gen Automation bestimmt der Prozess den Rhythmus, der die Maschine auslastet. Das Dirigentenpult ist am Rüstplatz, den der Mensch koordiniert.“
Konkret sieht das dann so aus: Auf ei-nem unabhängigen Rüstplatz kann ein Mitarbeiter mithilfe einer Ressourcen-steuerung schon Stunden vor der eigent lichen Bearbeitung abfragen, ob Werkzeuge, Software und sonstige Tei-le vor Ort sind. Während der Beschaf-fung und Vorbereitung können andere Werkstücke bearbeitet werden. Sind genug Werkstücke vorbereitet und im zwischengeschalteten Speicher system platziert, kann sogar eine Schicht mannlos gearbeitet werden. Eine Auto-mation mit unabhängigem Rüstplatz kann so intelligent gesteuert werden, dass zwei Maschinen die Arbeit von dreien erledigen können – und das alles durch eine bessere Auslastung. „Unter-stützt von einer intelligenten Zellsteue-rung, die die Auftragsplanung und das Ressourcenmanagement übernimmt,
können die Stückkosten um mehr als 20 Prozent reduziert werden“, errechnet Stefan Jehle.
Sichere und einfache LogistikBesonders interessant ist das System für den Bereich der Schwerlast. Mit dem PHS 10.000 hat Liebherr eine Geräte klasse mit einer Traglast bis zu 13 Tonnen entwickelt, in Sonderanwen-dungen sind sogar 16 Tonnen möglich. Gerade in diesem Segment steigt der Bedarf an Anlagen weltweit, insbeson-dere in der Energieerzeugung mit Wind-kraftanlagen, Diesel- oder Gasturbinen, Wasserkraftanlagen und Pumpen für die Erdöl- oder Gasindustrie. Die hier verbauten Teile werden immer schwerer und größer. An einer Automation führt damit kein Weg vorbei.
Das neue Liebherr PHS 10.000 – für den Schwerlastbereich
Der Prozess gibt den Takt anEffektive Automation für kleine Losgrößen – auch im Schwerlastbereich mit dem PHS 10.000

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 23
Stefan JehleLeiter Vertrieb Automationssysteme
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1326
Durch den Einsatz einer Automation wird zusätzlich der Waren-verkehr mit diesen sehr großen Teilen dramatisch vereinfacht. Die teils über zehn Tonnen schweren Paletten mit Vorrichtungen müssen jeweils der Maschine zu- und abgeführt werden. Dazu ist bei einer konventionellen Fertigung ohne Paletten-handhabungssystem eine umfangreiche Logistik erforderlich. Wenn sämtliche Teile in ein solches System integriert sind, entfallen Transportwege mit Kran und Stapler. Somit bietet das System Sicherheit für den Anwender und die Teile. Zu-dem benötigen viele Werkstücke aufgrund ihrer Komplexität mehrere unterschiedliche Aufspannungen, was die erforder-lichen Transportaufgaben nochmals verschärft. Die gleichen Vorteile können auch für die Werkstücke genutzt werden. Wird das System durch eine Werkstücklogistik ergänzt, gilt auch hier: Die Werkstücke werden sicher transportiert, es besteht weniger Gefahr für den Anwender und die Logistik kann auf kleinerem Raum erfolgen.
Bewährte Technik von Liebherr„Liebherr-Palettenhandhabungssysteme greifen gerade im Schwer lastbereich auf Kompetenzen aus der Firmengruppe zurück“, erläutert Stefan Jehle. Die Seiltechnik und die einzel-
nen Komponenten sind langjährig erprobt und schnell verfüg-bar. Gerade die Seilzugkräfte ermöglichen über den Flaschen-zugeffekt einen sehr effizienten Betrieb des Hubsystems des Fahrwagens. Die Motorgröße kann im Vergleich zu beispiels-weise Kettenantrieben stark reduziert werden, so dass ein sehr belastbares und verschleißarmes Hubsystem mit Stan-dard-Motoren zum Einsatz kommt. Die Synchronisation der beiden Antriebsseiten übernehmen Siemens-Servomotoren im Gantrybetrieb in Kombination mit einem unabhängigen Wegmess-System. „Damit ist neben einem synchronen Lauf beider Hubmotoren auch eine auto matische Kompensation der Seildehnung verbunden“, erklärt Jehle.
Fahrwagen PHS 10.000
Automationssysteme

24 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
In Anlagen altern die unterschiedlichen Komponenten nicht im gleichen Takt: Während mechanische Bauteile langlebig und robust sind, kommen Steuerungselemente deutlich schneller an das Ende ihrer Leistungszeit. Betreiber müssen rechtzei-tig reagieren, sonst droht der Stillstand der gesamten Anla-ge. Liebherr bietet deshalb einen besonderen Service an: Mit Retrofit laufen alte Anlagen mit neuer Steuerung – und allen Vorteilen, die moderne Technik bietet.
Wenn Fertigungslinien ein, zwei Jahrzehnte laufen, fallen oft einzelne Komponenten aus. Meist betrifft dies Computer oder andere Steuerungseinheiten, die ohnehin nicht mehr auf dem aktuellen Stand der Technik sind und für die es oft keinen Ersatz mehr gibt. Da die mechanischen Bauteile in der Regel noch einwandfrei laufen, ist es sowohl unter finanziellen als auch unter nachhaltigen Gesichtspunkten sinnvoll, die Anlage mit einer neuen Steuerungstechnik zu versehen.
Zwei Varianten möglich„Liebherr bietet unter dem Label Retrofit zwei Vorgehensweisen an“, differenziert Uwe Radigk, Key-Account-Manager für Auto-mationssysteme. Entweder wird der komplette Schaltschrank inklusive der Bedienelemente ausgetauscht. „Das funktioniert wie Plug-and-Play am Computer“, beschreibt Radigk diese Vorgehensweise. „In kürzester Zeit tauschen wir einfach die komplette Steuerung aus. Dabei wird die Technik bei uns im Werk konfiguriert und fertig angeliefert, so dass in der Regel nach einem Wochenende die Produktion wieder aufgenom-men werden kann.“ Diese Lösung ist sehr schnell realisierbar.
Oder der alte Schaltschrank wird nicht komplett ersetzt, son-dern mithilfe einer vorbereiteten Platte um die neue Steuerung ergänzt. Dies kann auch dann die beste Variante sein, wenn aufgrund von Relais-Schaltungen der Schrank gar nicht kom-plett ersetzt werden kann. Da bei dieser Vorgehensweise der Verdrahtungsaufwand jedoch deutlich höher ist, dauert der Einbau entsprechend länger. Neben der Steuerung werden bei beiden Varianten auch die Antriebselemente Motor und Getrie-be ersetzt – fertig ist das Retrofit-Paket.
Aus alt mach neuRetrofit ist die Frischzellen -kur für Automationssysteme
„Die Folgen einer solchen Verjüngungskur sind vielfältig.“Uwe Radigk, Key-Account-Manager für Automationssysteme
Vorher …
Automationssysteme

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 25
Uwe RadigkKey-Account-Manager für Automationssysteme
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1160
Vorteile auf einen Blick•NeuesteSteuerungstechnik•AnbindunganaktuellePCTechnik/ITPeripherie•NeueMöglichkeitenfürDatensammlungundtransfers•AustauschanfälligerKomponenten•Komfortable,moderneBedienelemente•ErneuerteGarantie•VerschiedeneVariantenmöglich
Automationssysteme
Positive Folgen für Produktivität und Qualität „Die Folgen einer solchen Verjüngungskur sind vielfältig“, er-läutert Uwe Radigk. „Zum einen erhöht sich die Verfügbarkeit des Systems deutlich. Durch die jüngere Technik können oft höhere Taktzahlen erreicht werden. Wir erreichen also einen echten Wert- und Qualitätserhalt.“ Zudem geht mit dem Up-date ein neuer Bedienkomfort einher. Bediener erhalten die aktuelle Benutzeroberfläche mit all ihren neuen Möglichkeiten und Vorteilen und werden entsprechend darauf geschult. Auch hinsichtlich des Datentransfers zeigt die Frischzellenkur Wir-kung. Sie macht Datentransfers und Dokumentationen mög-lich, die vor 20 Jahren noch nicht darstellbar waren. Auch für die Sicherheit der Anlage und der Bediener ergeben sich neue Standards.
Liebherr setzt auf einen nachhaltigen Kundenservice, der eine möglichst hohe Langlebigkeit der Automationslösung mit einer ausgezeichneten Betreuung verknüpft. Daher bietet das Unternehmen zum Retrofit einen zusätzlichen „Wellness-Check“ an. Ungefähr jeder zweite Retrofit-Kunde nutzt diese zusätzliche Generalüberholung, bei der die gesamte Anlage einmal auf Herz und Nieren geprüft wird, Verschleißteile er-setzt werden und eine neue Garantieurkunde am Ende steht. „Das ist schon fast eine neuwertige Anlage“, beschreibt Ra-digk das Ergebnis. Gerade im Automobilbau wird dieses An-gebot gerne genutzt.
… nachher

26 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Am Anfang und Ende der Produktionslinie steht oft die Roboter-zelle. Bereits seit 2010 entwickelt Liebherr als Turn-key-Lieferant für Automationstechnik Bin-Picking-Systeme. Durch ein pa-tentiertes Acht-Achsen-System ist ein optimales Entleeren von Transportbehältern möglich. Bislang erforderte die Bedienung Kenntnisse in der Quellcode-Programmierung. Um die Gruppe potenzieller Bediener möglichst groß zu gestalten, vereinfachte Liebherr die Steuerung nun: „Unser neues Grafical User Inter-face ermöglicht die Dateneingabe in einer völlig neuen Qualität. Das Einrichten der Anlage wird wesentlich vereinfacht und das Einlernen von Werkstücken deutlich leichter“, erläutert Dipl.-Ing. Thomas Mattern, Leiter Entwicklung Automationssysteme bei der Liebherr-Verzahntechnik GmbH.
Auf einem Touchscreen sieht der Bediener „seine“ Werkstücke und Transportbehälter und die einzustellenden Greifposen. Ganz intuitiv wird er durch die möglichen und nötigen Einstel-lungen geführt, was die Eingabe noch sicherer und schneller macht. Auch die Fehlerdiagnose ist umfangreicher gestaltet. Übersichtliche Funktionen sorgen dafür, dass die Bediener schneller mit dem System vertraut werden. Dadurch reduziert sich der Schulungsaufwand.
Roboterzellen sind nur ein Teil der Liebherr-Automationswelt. Auf Wunsch liefert das Unternehmen komplette Turn-key-Auto mationssysteme, wie zum Beispiel Ein- und Ausgabe-
zellen, Laser marker, Band- oder Schienenautomationen, Portal systeme, Beladungssysteme, Speichersysteme, Zu-satzstationen etc. Damit kann Liebherr die komplette Auto-mationskette aus einer Hand anbieten.
Klare Tendenz zur Automation„Der Griff in die Kiste ist in vielen Bereichen der letzte Schritt, der noch nicht automatisiert ist“, erklärt Thomas Mattern. „Doch auch hier ist schon aufgrund von Arbeitsschutzvor-schriften eine klare Tendenz zu einem höheren Automatisie-rungsgrad gegeben. Die Dauerbelastung ist bei höherer Tak-tung für Menschen gar nicht mehr zumutbar.“ Roboterzellen und Bin-Picking-Systeme stellen hier die Lösung dar: Auto-mation von Anfang an.
Bis zum letzten Stück leert der Roboterarm den Behälter.
Roboterzellen entlasten den Menschen
Der Bediener im MittelpunktIntuitive Steuerung für Roboterzellen
Dipl.-Ing. Thomas MatternLeiterEntwicklungAutomationssysteme
Kaufbeurer Straße 141,
87437 Kempten, Deutschland
Tel.: +49 831 786-1361
Automationssysteme

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 27
Jaguar Land Rover eröffnete im November 2014 sein Moto-renwerk in Wolverhampton in England. Ein Meilenstein für die britische Automobilindustrie: Nach einer Generation kehrte die Motorenproduktion eines britischen Herstellers wieder zu-rück auf die Insel – mit einer Automation von Liebherr.
Rund 500 Millionen Britische Pfund (umgerechnet rund 630 Mil-lionen Euro) hat sich der Autokonzern das neue Werk kosten lassen. Als erster Motor läuft ein 2-Liter-Diesel für die Mittel-klasse-Limousine Jaguar XE vom Band.
Verknüpfung der HerstellungsschritteFür die Qualität der Motoren sorgen die eingesetzten Maschinen, für die reibungslose Produktion der Automationsprozess von Liebherr. Im neuen Werk werden der Zylinderblock, der Zylin-derkopf und die Kurbelwelle produziert und zusammengefügt. Die
Ingenieure von Jaguar hatten ganz klare Vorstellungen von den einzelnen Fertigungsschritten und den einzusetzenden Maschi-nen. Aufgabe von Liebherr war es, diese Schritte zu verknüp-fen, so dass am Ende vollautomatisch und in der gewünschten Taktzahl produziert werden kann.
„Jede zur Produktion eingesetzte Maschine hat andere Voraus-setzungen, an die die Transportsysteme jeweils angepasst werden müssen“, erläutert Stefan Sattelmayer, Vertrieb Automations-systeme der Liebherr-Verzahntechnik, der das Projekt leitete. Bei Zylinderkopf und -block bilden Maschinen von fünf bis sechs Herstellern eine Reihe. Eine noch größere Herausforderung an die Automation stellte die Produktion der Kurbelwelle dar, bei der Maschinen von rund 20 Herstellern harmonisch in Reihe arbeiten müssen – unter anderem auch eine Stoßmaschine von Liebherr, die einen Zahnkranz der Nockenwelle stößt.
Englands ganzer StolzLiebherr automatisiert Jaguar

28 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Individuelle Kundenwünsche umgesetzt„Jaguar Land Rover gab uns die Linie grob vor, wir haben dann die Feinausrichtung und Zeichnung übernommen“, beschreibt Stefan Sattelmayer die Aufgabenstellung. Liebherr plante die Ladeportale, Ein- und Ausschleusstationen der Werkstücke,Messstände und Prozessabläufe. „Auch wenn Produktionsreihen von Motorteilen immer ähnlich aufgebaut sind, so unterscheiden sie sich doch stark in den Details. Unsere Kunden haben sehr spezifische Vorstellungen, was zum Beispiel das Ein- und Aus-schleusen von Werkstücken zu Prüfzwecken angeht. Solche Dinge sind schwierig umzusetzen und müssen immer individuell entwickelt werden“, berichtet Stefan Sattelmayer.
Liebherr hat inzwischen einen großen Erfahrungsschatz und kann bei diesen Fragen kompetent beraten. Für die Konstruk-tion der Fertigungsreihe ist der vom Kunden vorgegebene Takt ausschlaggebend. Wenn ein Teil sehr zügig von A nach B gelangen soll, ist eine schnelle NC-Achse einer pneumati-schen sicherlich vorzuziehen. Allerdings treibt das wiederum die Kosten – daher müssen solche Detailfragen von Anfang an beachtet und besprochen werden. Das Gleiche gilt für einfa-che Dinge wie Greiferformen, räumliche Gegebenheiten wie die Position des Schaltschrankes und so weiter. „Bei so einer Planung treffen viele unterschiedliche Interessen aufeinan-der“, sagt Projektleiter Sattelmayer. „Deshalb müssen wir von Anfang an viele Gespräche führen und alle Beteiligten mit ins
Boot holen, vom Architekten über den Elektriker bis zum Inge-nieur.“ Dass in diesem Fall eine ganz neue Halle mit großzügi-gem Platzangebot zur Verfügung stand, war ein großer Vorteil.
Lagerportallösung im EinsatzZum Einsatz kamen in diesem Projekt die Lagerportal lösungen LP 20 für die beiden leichteren Teile und LP 200 für den Zylinder-block – bei der Kurbelwellenproduktion zudem ein Friktions-kettenband Marke Liebherr. So können die Werkstücke schonend und sicher zwischen den Bearbeitungsstationen transportiert werden. Lasermarkierstationen und andere Pe-ripheriemodule von Liebherr sind ebenfalls im Einsatz. Jedes Werkstück kann aufgrund seiner Lasermarkierung jederzeit verfolgt werden. Zur Bearbeitung werden Zylinderblock und -kopf auf einer Adapterplatte verschraubt, die ebenfalls eine Referenznummer erhält und nachverfolgbar ist. Schnittstellen und Datentransport gehören mit zum Komplettpaket.
Im Fokus sind bei der Planung auch immer die Sicherheit und der Ausschluss von Fehlbedienungen. Ideal sind Abläufe, die dem Menschen „Abkürzungen“ verweigern. Wenn Bediener versuchen, das System auszutricksen, führt das unweigerlich zu Unwägbarkeiten und oft zu Schwierigkeiten. Schon in der Pla-nung müssen daher solche Situationen antizipiert und mög-lichst ausgeschlossen werden.
Jaguar XE
Verwendete Komponenten•LadeportaleLP200undLP20•Ausschleusstationen•Einschleusstationen•Drehstationen•VisuelleInspektionsstation•Kamerastation•Durchgangsschleuse•Adaptermontagestation•Lasermarkierungsstationen•Roboterintegration•Teileverfolgung•Kunststoffkettenbänder•Palletenhandhabungssystem
Praxis

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 29
Kooperation mit beiderseitigem NutzenVariable Getriebe nach dem Baukastensystem sind die Spezialität von SEW
Seit über 80 Jahren produziert SEW-EURODRIVE Antriebs-lösungen und ist zu einer der weltweiten Qualitätsmarken für Antriebstechnik geworden. Seit rund 40 Jahren produziert SEW-EURODRIVE mit Maschinen von Liebherr Zahnräder für Getriebe. „Doch entscheidend ist nicht allein die Produktion“, betont Otto Steinbach, Fertigungsleiter Zahnradfertigung
im Werk Graben. „Wir entwickeln in enger Kooperation ge-meinsam die Maschinen weiter. Davon profitieren beide Seiten: Liebherr kann Maschinen zur Anwendungsreife und damit zum praktischen Einsatz bringen. Wir können unsere Bedürfnisse in das Maschinenkonzept einfließen lassen.“ Die erste CBN-Wälz-schleifmaschine, die in die Produktion aufgenommen wurde, war
Leicht zu erkennen: SEW-Getriebe in typischer roter Farbe
Praxis

30 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
von Liebherr – und deren Implementierung eines der ersten Pro-jekte von Otto Steinbach. „Seit diesem Projekt kenne und schätze ich Liebherr als innovativen Partner mit kreativen Lösungen.“
„Innovation ist die wichtigste Triebfeder der Produktion“, er-klärt Stefan Rimmelspacher, Fertigungsleiter Großgetriebe. „Für unsere Kunden ist eine kurze Lieferzeit ein wesentlicher Faktor. Durch unsere Fertigungstiefe können wir besonders bei der Schnelligkeit punkten. Wo andere Hersteller noch auf einen Zulieferer warten, können wir bereits das komplette Ge-triebe liefern.“ SEW-EURODRIVE produziert Getriebe nach einem Baukastensystem: Aus einem verhältnismäßig über-schaubaren Bauteilesortiment können passgenau optimale Getriebe in millionenfacher Varianz erstellt werden. Gerade bei den Großgetrieben für die Industrie, die 2008 in die Pro-duktion aufgenommen wurden, ist der Anteil der Sonderan-fertigungen jedoch sehr hoch. Nur jedes fünfte Getriebe kann aus dem reinen Baukasten gebaut werden, alle anderen be-nötigen extra angefertigte Einzelteile – oft mit der Losgröße eins. Eine hochmoderne Produktion mit einem 20.000 Plätze umfassenden Hoch regallager macht dennoch auch bei klein-sten Stückzahlen eine effiziente Fertigung möglich.
Besondere AnpassungenIndustriegetriebe sind – verglichen mit der 80-jährigen Tra-dition des Familienunternehmens SEW-EURODRIVE – noch ein junger Geschäftszweig. Am Standort Bruchsal entstand
eine hochmoderne Fabrik für industrielle Großantriebe. Hafen-kräne, Berg- oder Tagebaumaschinen werden mit diesen Ge-trieben ausgestattet. Zum Repertoire gehören Kegelradgetrie-be, Stirnradgetriebe und Planetengetriebe. „Wir nutzen eine LC 600 zum Wälzfräsen, eine LFS 700 und 800 zum Wälz-stoßen sowie mehrere LCS 700 zum Verzahnungsschleifen“, zählt Stefan Rimmelspacher auf. „Die Implementierung er-forderte einige Anpassungen auf unsere außergewöhnlich großen und durchaus schweren Werkstücke. Diese antriebs-technisch zu beherrschen, ist die große Herausforderung für einen Werkzeugmaschinenhersteller. Mit der Verwendung eines neuen Werkstücktisches für die Wälzschleifmaschine LCS 700 konnten wir die Bearbeitungszeit halbieren.“ Hier ging die Praxiserfahrung von SEW-EURODRIVE in die Ent-wicklung der Liebherr-Maschine ein. Zusätzlich wurde ein Schwerlastförderband eingesetzt, was den Werkstücken bes-ser standhalten konnte.
„Für kleine Losgrößen sind die Umrüstzeiten ganz entscheidend“, betont Stefan Rimmelspacher. „Das berücksichtigt Liebherr stark.“ Ein anderer wesentlicher Faktor ist das gleichbleibend gute Ergebnis. Bei einer Losgröße von eins und einem sehr teu-ren Werkstoff muss Ausschuss möglichst verhindert werden. „Deshalb verwenden wir zum Schleifen Cubitron II. Das er-möglicht eine größere Unabhängigkeit von der Qualität der vorangegangenen Schritte. Wir erhalten eine konstante Pro-zessqualität beim Verzahnungsschleifen.“ Auf einer LC 380
Großgetriebe sind immer Sonderanfertigungen
Praxis

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 31
nen 24-Stunden-Service in Landes-sprache und ist daher darauf angewie-sen, seinerseits mit serviceorientierten Unter nehmen zusammenzuarbeiten. „Mit Liebherr haben wir in dieser Hinsicht nur gute Erfahrungen gemacht“, berichtet Otto Steinbach. „Wir können auf eine schnelle Reaktionszeit bei Anfragen vertrauen. Alle gemeinsamen Projekte werden gut begleitet und auch über die Maschinenmontage hinaus betreut.“
fräst SEW Planeten und kleine Module für Industriegetriebe. „Für uns macht das modulare Liebherr-Spannkonzept den Einsatz dieser Maschinen attraktiv.“ Im Bereich Planetengetriebe kommen die LC 380 und die LCS 380 zum Einsatz. Zudem sind eine LFS 800 (handbeladen) und eine LFS 700 (vollautomatisiert) im Betrieb. Sie verwenden Stoßmesser mit Wendeschneidplatten zum Schrupp-stoßen großer Hohlräder. „Durch die Schruppmesser sparen wir 30 Prozent Zeit“, so Rimmelspacher. Die Liebherr-Maschinen bearbeiten Zahnkränze aus ADI. „Das ist kein besonders angenehm zu verarbeitendes Material, aber ein sehr guter Werkstoff für Getriebe.“
Schulungen und WorkshopsAm Standort Graben fertigt SEW Serien-getriebe in großer Stückzahl. Das Werk produziert rund 200.000 Zahnräder im Monat, dazu sind über 100 Maschinen im Einsatz. Ritzel, Schnecken, Klauen (Kupplungen), Ritzelwellen, Schnecken-räder sowie kleine und große Zahnräder laufen hier vom Band. In diesem Werk kommen zum Beispiel Liebherr-Wälz-schleifmaschinen zum Einsatz: Eine LCS 380 schleift mit Cubitron II. An die Wälzschleifmaschine ist eine Schleuder mit SEW-Motor angeschlossen, die die Werkstücke vom Bearbeitungsöl be-freit. Die Liebherr-Maschine gibt je nach Werkstück die Drehzahl für die Schleu-der vor – so können rund 80 Prozent des Öls zurückgewonnen und wieder-verwendet werden. Eine Speziallösung von Liebherr und SEW, die Umwelt und Ressourcen schont.
Doch nicht nur Liebherr-Maschinen wer-den in Graben geschätzt, auch Schulun-gen und Service nutzt SEW-EURODRIVE gerne. „Gerade in der Serie sind regel-mäßige Schulungen wichtig“, betont Otto Steinbach. Gerne nimmt er auch die Möglichkeit produktionsbegleitender Schulungen im Werk an. „Die Fertigung soll permanent besser und schneller werden, da müssen die Mitarbeiter am Puls der Zeit bleiben“, ist sein Motto. Auch der Liebherr-Service kommt gut an. SEW-EURODRIVE selbst bietet ei-
Stefan Rimmelspacher (links), Fertigungsleiter Großgetriebe und Otto Steinbach, Fertigungsleiter Zahnradfertigung im Werk Graben
SEW
Branche: Automobil-, Getränkeabfüll-, Transport- und Logistik,Baubranche,Nahrungsmittel,Holzin-dustrie,ChemieundPharmaunternehmensowieweitereBereiche.
Firmengröße: 16.000BeschäftigteweltweitGegründet: 1931vonChristianPährFirmensitz: Bruchsal,DeutschlandStandorte: VierWerkeinDeutschland,79Niederlassungen
weltweitGeschäftsführer: JürgenBlickle(Vorsitzender),JohannSoder,
Dr.JürgenZanghelliniWebsite: www.sew-eurodrive.de
Liebherr-Maschinen Wälzfräs-, Wälzstoß- und Wälzschleifmaschinen im Einsatz:
Praxis

32 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Schon lange plante die Liebherr-Haus-geräte Ochsenhausen GmbH die Op-timierung des Verpackungsbereichs. Bauliche Veränderungen waren da der willkommene Anlass, diese Pläne zu verwirklichen. Dabei sollten drei Zie-le erreicht werden: eine verbesserte Qualität der Verpackung, Kostensen-kungen und eine geringere Belastung der Mitarbeiter. Denn unter ergono-mischen Gesichtspunkten gehört das Verpacken von Kühlschränken zu den anspruchsvollen Aufgaben. In Ochsen-hausen füllten bislang Mitarbeiter die Lagerstätten für die Kartons von Hand auf und stülpten auch die Kartons ma-nuell über die Geräte – Tätig keiten mit hohen Belastungen, unter anderem für Schulter- und Ellenbogengelenke. Um die Gesundheit der Mitarbeiter – gerade auch von älteren – stärker zu schützen, war die Einführung eines entlastenden Systems geboten.
Zudem wollte die Liebherr-Hausgeräte Ochsenhausen GmbH den Verpackungs-prozess selbst qualitativ optimieren. Seit der Inbetriebnahme der neuen Linie wird jedes Gerät vor der Umverpackung in den Karton mit einer Staubschutz-folie versehen. Das präzise, automati-sierte Überstülpen der Kartons schließt menschliche Fehler beim Verpacken aus. Auch der Kartonmantel bleibt un-beschädigt und die Produkte sind gut gesichert für den Transport.
Bestehende Bausubstanz beachtenBauliche Vorgaben und Einschränkun-gen limitierten die Planungsfreiheiten für die Verpackungslinie. Schließlich realisierte die Liebherr-Verzahntechnik GmbH die Anlage in einem bestehenden Gebäude, nicht auf der grünen Wiese. „Insgesamt war der Platz sehr begrenzt. So mussten wir beispielsweise bestimm-te Elemente der Decken konstruktion
berücksichtigen. Es gab an einigen Stellen Unterzüge, die den Hub des Portals ein-schränkten. Aber das ist unser Tages-geschäft, denn Automationslösungen entstehen nun ein mal nicht in einem Va-kuum“, erläutert Thomas Mattern, Lei-ter Entwicklung Automations systeme bei der Liebherr-Verzahntechnik GmbH. Das Problem der niedrigen Hallen-höhe löste man für die Portale mit ei-ner Zweifach-Teleskopkonstruktion. Diese er möglicht den erforderlichen Hub bei deutlich geringerer Bauhöhe.
Hohe Taktzahl – große VielfaltDer vielfältige Output der Produktions-linien in Ochsenhausen erforderte zudem ein entsprechend flexibles System, das die einzelnen Kühlschränke verpackt. Benjamin Maucher, bei der Liebherr-Hausgeräte Ochsenhausen GmbH zu-ständig für das Projekt, erläutert: „Wir produzieren hier am Standort sehr viele
Fertig montierte Geräte stehen zum Verpacken bereit
Die Schrumpfhaube schützt vor Staub Ein Roboter nimmt den Wellpappring auf
Praxis
Hervorragende Kommunikation als ErfolgsfaktorLiebherr-Hausgeräte: Neue Verpackungsanlage vermindert Belastung der Mitarbeiter

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 33
unterschied liche Kühlgeräte. Darauf muss die Verpackungsanlage vielseitig reagieren können. Die Anlage hat unse-re Erwartungen absolut erfüllt.“
Mit der hohen Produktionsleistung trägt der Standort maßgeblich zur täglichen Fertigung von weltweit über 7.000 Gerä-ten bei. „An die Verfügbarkeit gab es be-sonders hohe Anforderungen“, berichtet Thomas Mattern. „Da wir hier ja in der laufenden Produktion sind, kann man sich keinen Fehler erlauben, denn alle zwölf Se-kunden erreicht der nächste Kühlschrank die Verpackungseinheit. Wenn etwas aus-fällt, steht die gesamte Produktion.“ Solche Voraussetzung kennen die Spezialisten von Anwendungen aus der Automobilindustrie.
In der fertigen Anlage lagern verschieden große Verpackungskartons in gefalteter Form in speziellen Garagen, die entlang der 40 Meter langen Verpackungslinie aufgestellt sind. Über diesen Garagen bewegt sich ein Ladeportal, das von oben jeweils den passenden Karton aus-wählt und zum Punkt der eigentlichen Verpackung an ein Roboter-Handlings-system übergibt. Dieses stülpt dann den Karton über den jeweiligen Kühlschrank, der bereits mit einer Staubschutzfolie versehen ist. Es folgt die Etikettierung. Zum Schluss fixiert und verschließt eine Station die Kartons mit Umreifungsbän-dern. Fertig sind sie für den Versand.
Konstruktive ZusammenarbeitAufgrund der hohen Variantenvielfalt ergeben sich automatisch verschiede-ne Kartongrößen, die abrufbereit und schnell verfügbar sein müssen. „Daher lag eine Portallösung nahe. Neben dem wichtigen Punkt ‚Kosten‘ überzeugte die Liebherr-Verzahntechnik GmbH beim Thema Ge schwindigkeit“, beschreibt Benjamin Maucher und ergänzt: „Die ersten Ideen entstanden alle im Team der Fertigungsplanung und wurden dann mit den Lieferanten abgeglichen. Ohne das Know-how der Lieferanten und die gute Kommunikation unterein-ander hätten wir das niemals so reali-sieren können.“
Liebherr lieferte als Generalunternehmer das Komplettprogramm, bestehend aus eigenen Komponenten und solchen von spezialisierten Partnern. „Für unseren Kunden sind wir der zentrale Ansprech-partner“, so Thomas Mattern. „Zu un-seren Aufgaben zählt auch die Abstim-mung der Schnittstellen – gerade, wenn verschiedene Lieferanten im Boot sind.“ Ein solcher Partner war die Ernst Friedrich Heuer GmbH aus Schliebach. Sie ent-wickelte eine Schleusenfunktion für die Übergabe der unterschiedlichen Kar-tons aus den Lagerboxen an das Portal, abgestimmt auf die individuelle Einbau-situation mit geringem Platzbedarf.
Saubere SchnittstellenInsgesamt sind es in zweifacher Hinsicht die gut funktionierenden Schnittstellen, die den Erfolg dieses Projekts ausma-chen. Zum einen sind es die Menschen, die den Entwicklungs- und Implemen-tierungsprozess begleiten, zum ande-ren die harmonisch zusammenarbei-tenden Systeme der beteiligten Partner: das Portal der Liebherr-Verzahntechnik, die Speicherboxen von Heuer, die Ro-boterzelle der FPT Robotik GmbH & Co. KG und die Greiftechnik für Kartonagen der J. Schmalz GmbH.
Mit dem Ergebnis ist Benjamin Maucher sehr zufrieden: „Die Kommunikation un-tereinander lief hervorragend. Die Bear-beitung war immer unkompliziert und reaktionsschnell, wenn es mal etwas zu klären gab. Für mich als Projektleiter war es zudem wichtig, mit der Liebherr-Verzahntechnik einen zentralen An-sprechpartner zu haben. Das erleichtert die Kommunikation erheblich. Mit dieser Lösung haben wir einen wirtschaftlichen Weg gefunden, in die Gesundheit unse-rer Mitarbeiter zu investieren.“
Fertig verpackte Geräte auf dem Weg in das Logistikzentrum
Der Roboter stülpt den Wellpappring über das Gerät
Praxis

34 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Technologieführerschaft ist ein Anspruch von Mercedes-Benz, den das Unternehmen mit hohen Investitionen in Forschung und Produktion unterstreicht. Die Erfolge bleiben nicht aus: Für die Zylinderbeschichtung NANOSLIDE® erhielt der Autobauer zusammen mit der Gebr. Heller Maschinenfabrik GmbH aus Nürtingen den „R&D 100 Award“ für eine der 100 bedeutends-ten High-Tech-Innovationen des Jahres 2014. NANOSLIDE® ist ein innovatives Verfahren zur Reduzierung von Kraftstoff-verbrauch und damit CO2-Emissionen von Verbrennungsmo-toren. Für die Einführung dieser Technik in die Massenproduk-tion plante und lieferte Liebherr die Auto mation.
In der von Liebherr bestückten Produktionsreihe in Untertürk-heim werden Vier- und Sechszylinderdieselmotoren gefertigt. Zu den Besonderheiten des Kurbelgehäuses gehört die ther-mische Beschichtung der Zylinderbohrung, durch die eine längere und ruhigere Laufleistung erreicht wird. Mit Hilfe des Lichtbogen-Draht-Spritzens werden die Zylinder innenflächen in Aluminium-Kurbelgehäusen mit einer extrem dünnen Be-
schichtung auf der Basis einer Eisen-Kohlenstoff-Legierung versehen. Es entsteht ein nano- bis ultrafeines, sehr verschleiß-beständiges Werkstoffgefüge mit Mikroporositäten. Diese stel-len die Schmierung im Betrieb sicher. Dadurch können die schweren, mehrere Millimeter starken Graugussbuchsen in Aluminium-Zylinderblöcken ersetzt werden. Das Resultat ist eine spiegelglatte Oberfläche mit bis zu 50 Prozent reduzierter Reibung zwischen Kolben, Kolbenringen und Zylinderlaufbahn sowie eine Gewichtseinsparung von mehreren Kilogramm. Da insbesondere in Teillastbereichen bis zu einem Viertel der Kraftstoff energie zur Überwindung innermotorischer Reibung genutzt wird, erzielt die neue Technologie Verbrauchseinspa-rungen von mehreren Prozent.
Sensibler ProzessGegenüber anderen eingesetzten thermischen Beschichtungs-verfahren gilt diese Technologie als äußerst wirtschaftlich und technologisch überlegen. Beim eigent lichen Beschichtungspro-zess müssen allerdings die qualitätsbestimmenden Parameter
Die aufgesetzte Napfmaske schützt die nicht zubeschichteten Teile
Praxis
Wenn Zylinder Masken tragenEine besondere Automation für eine preisgekrönte Technologie

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 35
wie Strom, Spannung, Drahtvorschub und Prozessgasfluss optimal aufeinander und auf den Beschichtungsablauf abgestimmt werden, so die Experten von Heller. „Diese Beschichtung verlangte uns in der Auto-mation einiges ab“, berichtet Projektleiter Stefan Sattelmayer, Vertrieb Automations-systeme der Liebherr-Verzahntechnik. Auf einem Friktionsrollenband von Liebherr werden die Werkstücke in den hoch-sensiblen und daher eingehausten Be-schichtungsbereich eingeführt. Zunächst wird die zu beschichtende Oberfläche aufgeraut und anschließend mit Druckluft gesäubert. Ab diesem Zeitpunkt ist der Beschichtungsbereich so sensibel, dass schon ein Fingerabdruck das Werkstück unbrauchbar machen würde. Eine Mess-einrichtung überprüft daher zunächst, ob die Oberfläche den Anforderungen ent-spricht.
Im nächsten Schritt greift eine Roboter-zelle von Liebherr das Werkstück und legt es zur Erhitzung in einen Ofen. Danach wird die erhitzte Komponente vom Roboter zur Beschichtungsmaschine von Heller transportiert. Vom Ladepor-tal wird aber zunächst eine sogenannte Napfmaske aufgesetzt. Diese verhindert, dass die Beschichtung auf die falschen Stellen gesprüht wird. Eine kalte Maske pro Zylinder muss dazu mit minimalem Abstand zum heißen Zylinderrand präzise eingefügt werden – ein Prozess, der in der gewünschten Taktung für die Massen-produktion eine echte Heraus forderung darstellte. „In Kleinserien hatte sich das Verfahren bewährt, doch für große Stück-zahlen mussten wir sehr sorgfältig planen und testen. Im Anschluss wurden dann die Mitarbeiter an der Anlage geschult, um dieses sensible, aber hocheffektive Verfahren auch wirklich in Serienreife nut-zen zu können.“
Friktionsrollenband zum Ausschleusen der schweren und empfindlichen Bauteile
Praxis

36 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Wird eine Kleinserienfertigung automati-siert, stellt dies spezielle Anforderungen an den Arbeitsprozess, die Logistik und Verfügbarkeit. Die Berger-Gruppe hat auf die steigenden Anforderungen der Märkte reagiert – mit der Einführung des Liebherr-Rotationsladesystems (RLS) am Standort Wertach. Damit ist der Lohnfertiger in der Lage, die Bedürfnisse der Kunden flexibler, schneller und wirt-schaftlicher zu erfüllen.
„Die Märkte sind schnelllebiger gewor-den“, erklärt Helmut Berger, der bei dem gleichnamigen Unternehmen als Werks-leiter tätig ist. „Des halb müssen wir uns im Sinne der Kunden immer kurzfristi-ger auf sich ändernde Marktsituationen einstellen.“ Das in der Vergangenheit ein-gesetzte Konzept erfüllte seinen Zweck, bot aber Optimierungspotenziale. Es stellte sich die Frage nach einer passenden Auto-mationslösung.
Ein entscheidender Grund hierfür: Die zu fertigenden Bauteile – komplexe Kom po nenten für innovative Hydraulik-aggregate – sind mit ihren unterschied-lichen Bohrungen und Gewindeaus-legungen über aus varianten reich. Auch der Fertigungsprozess selbst gestaltet sich anspruchsvoll.
Flexibler dank RotationsladesystemAm überwiegend im Auftrag von Maschinen bauern fertigenden Stand-ort in Wertach (Allgäu) erkannte man das Potenzial, das eine passende Au-tomationslösung bietet. Das Unterneh-men beschloss, bei der Produktion von Kleinserien und Einzelstücken auf das Rotationsladesystem (RLS) von Liebherr zu setzen.
Mit 24 möglichen Speicherplätzen verfügt das System über eine besonders hohe Speicherdichte pro Aufstellfläche – bei geringem Platzbedarf. Zusätzlich erlaubt die Form des Speicher moduls das An-docken eines weiteren Bearbeitungs-zentrums. Das gewährleistet auch in Zukunft das erforderliche Maß an Flexi-bilität. Dank des modularen Baukasten-systems kann die Automatisierungsein-
richtung in kürzester Zeit auf die jeweils aktuellen Bedürfnisse in der Produktion angepasst werden. Dabei decken die zwei Baugrößen RLS 800 / RLS 1500 ein großes Anwendungsspektrum ab. Bei Berger im Speziellen kommt ein RLS 800 zum Einsatz.
„Unser Fokus lag vor allem auf der Redu-zierung kostspieliger Rüstzeiten. Maschi-
Der integrierte Rüstplatz gleich neben der Bedienerseite der Maschine
Praxis
Große Effizienz für kleine SerienLohnfertiger Berger erhöht die Reaktionsfähigkeit mit Liebherr-Rotationsladesystem (RLS)

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 37
Das Rotationsladesystem RLS 800 für bis zu zwei Maschinen
nenseitig ging es um einen deut lichen Ausbau des Werkzeugmagazins“, er-klärt Philipp Schneider, Abteilungsleiter der Niederlassung. So wurde das Werk-zeugmagazin auf Wunsch von 80 auf insgesamt 320 Plätze erweitert. Darü-ber hinaus sollten es die modularen, je nach Anforderung auslegbaren Regal-spalten ermöglichen, selbst individuelle Kunden wünsche zeitnah zu bedienen.
Kooperation in beide RichtungenAusgewählte Liebherr-Spezialisten über-nahmen alle Aufgaben für die Implemen-tierung des Systems. Die Vorrichtung wurde universell gestaltet, um möglichst flexibel zu sein. Beim Anbinden an die Bestandslösung arbeitete man intensiv mit dem Fräsmaschinenhersteller Heckert zusammen. Gemeinsam klärte man so die Schnittstellen zwischen beiden Systemen. Bis heute besteht ein enger Kontakt zwischen dem Standort und dem Liebherr-Team.
Für die Mitarbeiter war die Einführung des RLS ein Meilenstein, denn die Be-diener arbeiten gerne an ihrem neu ge-stalteten Arbeitsplatz. Weil der integrierte Rüstplatz gleich neben der Bediener-seite der Maschine liegt, entfallen viele unnötige Wege. Das spezielle Design des Systems ermöglicht den Anwendern eine gute Zugänglichkeit der Automati-on. In Verbindung mit der übersichtlichen Bedienoberfläche erlauben die Fenster rund um die Anlage einen Überblick des Ist-Standes in und um die Automation. Durch die intuitive Steuerung lassen sich per Drag-and-Drop die gewünschten Funktionen bequem aufrufen. Wie das gesamte System ist auch die Software modular aufgebaut. Auf dem Grund paket satteln verschiedene weitere Zusatzpakete auf. Neue Anwendungsfälle kann Liebherr daher prozesssicher realisieren – ohne be-sonderen Änderungsbedarf mit Blick auf den bestehenden Rechner.
Rüstzeiten deutlich reduziertDie Umstellung auf das RLS bei Kleinfer-tigungen zahlt sich für Berger besonders in Sachen Effizienz, Kundenorientierung und Lieferfähigkeit aus. So ist das Unter-
Praxis
nehmen aufgrund der neu gewonnenen Flexibilität in der Lage, selbst auf sehr kurz-fristige Nachfrageveränderungen direkt zu regieren. Auftraggeber werden zeitnah mit der exakt benötigten Modell variante in gewünschter Menge beliefert und sind damit in sich ändernden Marktsituatio-nen schneller handlungsfähig.
Das RLS hat zudem die Rüstzeiten deutlich gesenkt. Die Optimierung der Prozesskette erlaubt bessere Planbar-keit und damit einen gezielteren Einsatz von Ressourcen. Der Bediener kann die Laufzeit der Maschine für andere Auf-gaben in der Produktion nutzen – die Rüstkosten gehen daher nicht in den Maschinenstundensatz ein. Sogar eine mannlose dritte Schicht wäre fortan pro-blemlos möglich. Ein weiterer Effekt der geänderten Produktionsphilosophie: Berger konnte seine Lagerbestände verringern. Unter dem Strich steht fest, wie die Praxis andeutet: Die Anschaf-fung wird sich bereits in vergleichsweise kurzer Zeit amortisiert haben.
Firmengründer Alois Berger
Berger Gruppe
Branche: Automobil,Hydraulik,Textil,ElektroundElektronikindustrie,PowertoolssowieMaschinenundAnlagenbausowieweitereBereiche.
Firmengröße: 2.400BeschäftigteinzwölfWerkeninfünfLändern
Gegründet: 1955vonAloisBergerFirmensitz: Memmingen im Allgäu, DeutschlandStandorte: Deutschland,Polen,USA,KanadaundChinaGeschäftsführer: KarinBergerHaggenmiller,OswaldBergerWebsite: www.aberger.de
Maschinen im Einsatz: Hochmoderner Maschinenpark mit über 800 Maschinen / Anlagen

38 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Wenn ein LKW-Getriebe ausfällt, hat der Besitzer die Qual der Wahl: Eine Viel-zahl von Herstellern bietet Ersatzteile an – zu unterschiedlichen Preisen und sehr unterschiedlicher Qualität. Einer der größten Anbieter auf diesem Markt ist Euroricambi aus Bologna (Italien). Mit rund 7.000 Einzelkomponenten, Getrie-ben und Differenzialen für fast alle euro-päischen und viele US-amerikanische Marken hat das Unternehmen das brei-teste Angebot. Der eigene Anspruch ist aber nicht Masse, sondern vor allem Technologieführerschaft. „Unser Haupt-ziel ist ein exzellenter Kunden service“, betont der Geschäftsführer Pierluigi Taddei, Sohn des Firmengründers Orazio Taddei. „Wir sorgen für eine sofortige Verfügbarkeit aus unserem Lager, eine schnelle und effiziente Logistik, wettbe-werbsfähige Preise und die Topqualität auf dem Ersatzteilmarkt.“ Für die Quali-tät investiert Euroricambi ständig in neueste Technologie. „Unsere Strategie war immer, kontinuierlich zu investieren und auf der Höhe der Zeit zu bleiben. Nur mit wirklich guten Produkten bleibt man auf lange Sicht erfolgreich und be-hält zufriedene Kunden.“
Genau dieser Anspruch an Qualität und technologische Führerschaft macht Liebherr-Maschinen so interessant. Als vor rund zehn Jahren Investitionen in neue Wälzfräsmaschinen getätigt werden sollten, fiel die Wahl erstmals auf Liebherr. „Ausschlaggebend für uns waren da-mals zwei Kriterien“, sagt Pierluigi Taddei. „Zum einen das Ringlade system, das für uns große Vorteile bietet. Zum an-deren konnten wir mit der LC 300 grö-ßere Werkstücke fräsen. Zusammen ergab sich dadurch eine enorm erhöhte Flexibilität.“ Aufgrund der hohen Zahl
unterschied licher Teile, die in kleinen Auflagen von zumeist 50 bis 300 Stück gefertigt werden, sind für den italieni-schen Hersteller gerade Rüst zeiten und ein großer Spielraum bei der Werkstück-größe entscheidend. So kann schneller und flexibler produziert werden. Die er-ste Liebherr-Maschine überzeugte so sehr, dass inzwischen die 20. bestellt ist. Insgesamt stehen elf Wälzfräsmaschinen, sechs Schleifmaschinen und drei Stoß-
maschinen im vollautomatisierten Ma-schinenpark von Euroricambi.
Der letzte Einkauf bei Liebherr war eine LSE 300 mit elektronischer Schrägfüh-rung des Stoßkopfes. Durch präzise Korrekturen der Schrägwinkel im µm-Bereich können Flankenlinienballigkei-ten auf Knopfdruck hergestellt werden. So können Zahnräder von höchster Qualität produziert werden.
Ersatzteile erster Güte made in ItalyEuroricambi versorgt den Markt der Lastkraftwagen mit erstklassigen Getrieben und Ersatzteilen
Praxis

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 39
Lösungsorientierte PartnerschaftZusammen haben die Zahnradspezialisten eine neue Schleif-technologie zur Feinbearbeitung entwickelt. „Wir müssen den technologischen Entwicklungen des Markts folgen und brau-chen dazu Partner, die uns dabei unterstützen. Mit Liebherr haben wir einen solchen Partner, der lösungsorientiert arbeitet und für uns passende Maschinen konstruiert“, erklärt Pierluigi Taddei. Dazu gehört die Entwicklung spezieller Software genauso wie passgenaue Werkzeuge und Seminare. Für die italienischen Arbeiter organisiert Liebherr Seminare und Workshops vor Ort und in italienischer Sprache. Unterstützung erhält Euroricambi auch von der italienischen Liebherr-Utensili S.r.l.
Die Produktion von Euroricambi arbeitet mit einem automati-sierten Zweischichtbetrieb. Eine Person bestückt und betreibt drei bis vier Maschinen. Auch über die 14. Stunde hinaus fah-ren die Maschinen unbemannt weiter, da sie bevorratet wer-den können. Etwa zwei bis drei Stunden benötigt ein Arbeiter für die Bestückung „seiner“ Maschinen. „Wir haben hier eine sehr clevere Automation für kleine Stückzahlen von 50 bis 2.000 Teilen entwickelt“, erzählt der Geschäftsführer. Auch zur Automation konnte Liebherr einen Beitrag leisten.
Giovanni Della Ferrera, Geschäftsführer von Liebherr-Utensili, mit dem Firmengründer Orazio Taddei und dem Geschäftsführer von Euroricambi, Pierluigi Taddei (von links nach rechts)
Vielseitig: die Wälz- und Profilschleifmaschinen LCS 300
Euroricambi: eine italienische Erfolgsgeschichte
SchonvonAnfanganistderErfolgdiesesUnternehmensüberden italienischenMarkthinausgegangen:98ProzentderProduktewerdenaußerhalbvonItalienausgeliefert,80ProzentaußerhalbvonEuropa.EuroricambiistTeilderFA.TA.RicambiGruppe,dieinItalien,RumänienundPolenbeheimatetist.EuroricambiistdieKeimzelleundbisheute die größte Gesellschaft des Familienkonzerns.
Branche: AutomobilbrancheFirmengröße: über 400BeschäftigteGegründet: 1979 von Orazio TaddeiStandorte: Italien,RumänienundPolenGeschäftsführer: PierluigiTaddeiWebsite: www.euroricambi.com
Liebherr-Maschinen Wälzfräs-, Wälzstoß- und Wälzschleifmaschinen im Einsatz:
Praxis
40 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Zu seinen bahnbrechenden Erfindungen zählten der mobile Turmdrehkran und der erste Hydraulikbagger Europas. Er war einer der großen Pioniere der deutschen Nachkriegswirtschaft: Hans Liebherr. Am 1. April 2015 hätte er seinen 100. Geburtstag gefeiert.
Die Geschichte der Firmengruppe Liebherr ist untrennbar mit ih-rem Gründer verbunden – einem gelernten Baumeister, unermüd-lichen Tüftler, pragmatischen Geschäftsmann und erfolgreichen Pionierunternehmer. Hans Liebherr, geboren am 1. April 1915 in Kaufbeuren (Deutschland), hatte viele Talente. Eines davon war sein ausgeprägtes Gespür für erfolgversprechende Produkte und Zukunftsmärkte.
Als weite Teile Deutschlands nach dem Zweiten Weltkrieg im Wie-deraufbau waren, erkannte Hans Liebherr den Bedarf an Werkzeu-gen und Maschinen für das Baugewerbe und den Wohnungsbau. Gemeinsam mit Konstrukteuren und Handwerkern entwickelte er 1949 den ersten mobilen Turmdrehkran. Der TK 10 ließ sich leicht transportieren und einfach auf der Baustelle montieren. Er beschleunigte und vereinfachte den Wiederaufbau Deutschlands nach 1949 und legte den Grundstein für die heutige Firmengrup-pe. Ein Erfolg, der zunächst nicht abzusehen war. So verlief die Vorstellung des Produkts auf der Frankfurter Herbstmesse 1949 enttäuschend. „Nach der Messe hätte ich eigentlich meine Fer-tigung im Kranbau wieder einstellen können“, erinnerte Hans Liebherr sich später. Stattdessen bewies er einen langen Atem und arbeitete zielstrebig an der Umsetzung seiner Pläne – bis schließlich die ersten Aufträge eingingen und die Fertigung anlief.
Als Unternehmer setzte Hans Liebherr Schritt für Schritt auf Ex-pansion. Dabei finanzierte er alle Vorhaben primär aus eigenem Kapital. Gewinne blieben größtenteils im Unternehmen, um For-schung, Entwicklung, Produktion und Vertrieb weiter zu optimie-ren. Mitte der 1960er-Jahre hatte er die ehemals kleine Baufirma längst als einen der weltweit führenden Baumaschinen-Hersteller etabliert.
Hans Liebherr zählte zu den großen deutschen Unternehmer-Per-sönlichkeiten – und blieb doch immer bescheiden. „Sie wissen ja, ich bin eigentlich nur Maurermeister“, sagte er anlässlich der Ver-leihung der Ehrendoktorwürde durch die Technische Hochschule Aachen im Jahr 1964. Nach wie vor kümmerte er sich persönlich um seine Werke und blieb mit seiner bodenständigen Art nah an den Bedürfnissen seiner Kunden.
Nach seinem Tod im Jahr 1993 übernahmen drei der fünf Kin-der von Hans Liebherr, der durch und durch Familienunternehmer gewesen war, die Leitung. Bis heute sind alle Gesellschafter Fa-milienmitglieder – und dies mittlerweile in der dritten Generation.
Mit seinen Erfindungen hat Hans Liebherr die Firmengruppe Liebherr aufgebaut und das Bauwesen nachhaltig geprägt. Sein Werk bringt ihm heute noch Ehrungen ein. So nahm ihn das be-deutende deutsche Wirtschaftsmedium Handelsblatt Anfang 2015 posthum in die Hall of Fame der Familienunternehmen auf.
100 Jahre Hans Liebherr Unternehmer, Erfinder, Visionär

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 41
Liebherr-Motoren überzeugen in Kamaz-Trucks
„Sieger“ der Rallye Dakar 2015
Die Rallye Dakar 2015 ist für das Truck-Rennteam Kamaz Master erstklassig verlaufen. Die Fahrer der russischen Mannschaft belegten in der Gesamtwer-tung die Plätze eins bis drei sowie Rang fünf. Alle Trucks sind mit leistungsstar-ken V8-Dieselmotoren von Liebherr aus-gerüstet, die sich einmal mehr im harten Wüsteneinsatz bewiesen.
Sengende Hitze, staubige Luft, eine an-spruchsvolle Streckenführung durch die Anden und den weltgrößten Salzsee: Die Rallye Dakar 2015 durch Argentinien, Bolivien und Chile bedeutete extreme Belastungen für Fahrer und Fahrzeuge. Das Truck-Rennteam Kamaz Master ging in diesem Jahr mit vier Fahrzeugen an den Start – jedes davon ausgerüstet mit einem Acht-Zylinder-Dieselmotor D9508 A7 von Liebherr. Ayrat Mardeev belegte nach 44:42:01 Stunden Rang eins. Seine Rennstallkollegen Eduard Nikolaev und Andrey Karginov folgten auf den Plätzen zwei und drei.
„Der Rennerfolg hängt nicht nur mit der Motorleistung zusammen, sondern auch mit der Ausfallwahrscheinlichkeit und den Reparaturzeiten. Hier vertrauen wir auf die Motoren von Liebherr, die sich täglich vor allem im Mining-Bereich bei ähnlich extremen Bedingungen bewäh-ren“, sagte Wladimir Guba, Technischer Direktor des Kamaz-Rennteams.
Um die Komponenten für die speziellen Bedingungen noch zuverlässiger und dynamischer zu gestalten, entwickelte Liebherr den Antrieb für die Rallye in en-ger Zusammenarbeit mit Kamaz. In der Racing-Konfiguration wurde vor allem die Aufladung angepasst, um höheren Ladedruck zu ermöglichen. Bemerkens-wert war, dass nichts an den tragenden Strukturen des Motors geändert wurde. Diese waren bereits in der Serienversion robust genug ausgelegt.
Die Motoren, die bei der Liebherr Ma-chines Bulle SA in der Schweiz gefertigt werden, zeichnen sich durch eine maxi-male Leistung von 770 kW (1.047 PS) und ein höchstmögliches Drehmoment von 4.500 Nm aus. Innerhalb von zehn Sekunden beschleunigen die Motoren von 0 auf 100 km / h. Die 8.900 Kilo-gramm schweren Trucks erreichen im Rennen eine Höchstgeschwindigkeit von 140 km / h.
Liebherr-Welt

42 Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme
Liebherr eröffnet neues Logistik zentrum in OberopfingenErsatzteilversorgung für die Sparte Erdbewegung er-folgt künftig von einem neuen zentralen Standort aus
Im Juni 2015 hat die Firmengruppe Liebherr die Eröffnung ihres neuen Logistikzentrums in Ober opfingen (Deutschland) gefeiert. Von dem Ortsteil von Kirchdorf an der Iller aus ver-sorgt das Familienunternehmen künftig Kunden in der ganzen Welt mit Ersatzteilen für zum Beispiel Mobil- und Raupenbagger, Radlader oder Planierraupen.
Bis 2013 war der Nachschub an Ersatzteilen eher dezentral geprägt. Angesichts des wachsenden Produktportfolios und der zunehmend komplexeren Materialströme entschloss sich Liebherr damals für die Zentralisierung des Systems und or-ganisierte dies zunächst von einem kleineren, bestehenden Lager aus. Mitte 2013 begann das Unternehmen schließlich mit dem Neubau des größeren und moderneren Logistikzen-trums.
„Unsere Kunden erhalten ihre Ersatzteile nun noch professio-neller“, erklärt Martin Barth, Geschäftsführer der Betreiber-gesellschaft Liebherr-Logistics GmbH. „Dieser wichtige Schritt sichert unsere Wettbewerbsfähigkeit auch in Zukunft.“
Die rund 1.000 Eröffnungsgäste – darunter auch die Familie Liebherr – hatten die Möglichkeit, sich einen Überblick über Technik, Ausmaße und Abläufe zu verschaffen. Der Landrat des Landkreises Biberach, Dr. Heiko Schmid, betonte in sei-ner Festrede die Bedeutung der Firmengruppe Liebherr für die Region und begrüßte die Entscheidung, das Engagement mit dem neuen Logistikzentrum zukunftsträchtig zu stärken.
Vollautomatisierter MaterialflussDas neue Zentrallager bietet auf 47.000 Quadratmetern – so groß wie circa sechs Fußballfelder – Platz für etwa 100.000 unterschiedliche Ersatzteile der Sparte Erdbewegung. Die Ein- und Auslagerung der Artikel aus den bis zu 36 Meter ho-hen automatischen Lagerbereichen übernehmen energieeffi-ziente Bediengeräte. Die Verantwortlichen der Liebherr-Logi-stics GmbH setzen auf extrem kurze Durchlaufzeiten: „Unsere moderne Lagertechnik und Kommissionierung machen einen Versand von 1.600 Einzelaufträgen in viele europäische Län-der möglich – und das fast ausschließlich noch am Tag des Auftragseingangs“, sagt Martin Barth. Redundant ausgelegte
Das neue Liebherr-Logistikzentrum in Oberopfingen bei Kirchdorf an der Iller
Liebherr-Welt

Liebherr-Magazin 2015 / 2016 – Verzahntechnik und Automationssysteme 43
IT-Systeme, die Möglichkeit, präventive Wartungsarbeiten im laufenden Betrieb durchzuführen und moderne Brandschutz-techniken garantieren dabei eine maximale Versorgungssi-cherheit.
Strategisch wichtige Lage, beste Verkehrsanbindung Die Position in Oberopfingen wurde bewusst gewählt: Das Gelände liegt nicht nur direkt an der Autobahn A7, son-dern auch in unmittelbarer Nachbarschaft zum großen Produktions standort für Liebherr-Erdbewegungsmaschinen in Kirchdorf an der Iller. Weitere Werke aus dem Baumaschi-nen- und Komponentenbereich in Frankreich, Österreich und der Schweiz sind ebenfalls nicht fern. „Wir haben unterschied-liche Orte für das Lager gedanklich durchgespielt, analysiert und bewertet“, so Martin Barth. „Am Ende war Oberopfingen der Favorit.“ In der Endausbaustufe in einigen Jahren sollen auf dem insgesamt 360.000 Quadratmeter großen Areal, was mehr als 50 Fußballfeldern entspricht, weitere Hallenflächen entstehen, um die Logistikabläufe für die nächsten Jahrzehn-te zu sichern. Langfristig plant die Firmengruppe Liebherr, die Ersatzteillogistik weiterer Baumaschinen-Sparten in Ober- opfingen zusammenzuführen.
Dr. Heiko Schmid, Jan Liebherr, Wolfgang Remlinger und Martin Barth (von links nach rechts) eröffnen das neue Logistikzentrum
Manueller Lagerbereich und Versand im neuen Liebherr-Logistikzentrum in Oberopfingen
Liebherr-Welt
MartinBarthGeschäftsführer Liebherr-Logistics GmbH
St. Vitus 1,
88457 Kirchdorf, Deutschland
Tel.: +49 7354 80-7564

Ihre Lösungsanbieter
Liebherr-Verzahntechnik GmbHVerzahntechnik und AutomationssystemeKaufbeurer Straße 141 87437 KemptenDeutschlandTel.: +49 831 786-0 Fax: +49 831 [email protected]
Liebherr-Utensili S.r.l.Via Nazioni Unite 1810093 Collegno TOItalienTel.: +39 114 248711Fax: +39 114 [email protected]
Liebherr Machine Tools India Private Limited353 / 354, 4th Main, 9th Cross, 4th PhasePeenya Industrial AreaBangalore – 560 058Indien Tel.: +91 80 41 273033Fax: +91 80 41 [email protected]
Liebherr Brasil Guindastes e Máquinas Operatrizes Ltda. Av. Gal. Ataliba Leonel, 93 Sala 106Santana02033-000 São Paulo – SPBrasilienTel.: +55 11 2221 3519Fax: +55 11 3538 [email protected]
Liebherr-Verzahntechnik GmbHWerk EttlingenHertzstraße 9–1576275 EttlingenDeutschland Tel.: +49 7243 708-0Fax: +49 7243 [email protected]
Liebherr-Gear Technology, Inc.Liebherr Automation Systems Co.1465 Woodland DriveSaline, MI 48176–1259USATel.: +1 (734) 429-7225Fax: +1 (734) [email protected]
Liebherr Machinery Service (Shanghai) Co. Ltd. Building 1, 88 Maji RoadWaigaoqiao FTZ200131 ShanghaiP.R. ChinaTel.: +86 21 2893 [email protected]
OOO Liebherr-Russland Bolshoy Palashevskiy pereulok 13 / 2123104 MoskauRusslandTel.: +7 495 280 18 91Fax: +7 495 280 18 [email protected]
www.liebherr.com