4.1 Systematisierung der Verfahrenshauptgruppe Trennen...Trennen ist das Herstellen geometrisch...
14
4 Trennen Prof. Dr.-Ing. habil. H. Dürr (TU Chemnitz, Professur Fertigungslehre) Dr. rer. nat. R. Pilz (TU Chemnitz, Professur Fertigungslehre) Dr.-Ing. S. Herrbach Dipl.-Ing. E. Seliga (TU Chemnitz, Professur Schweißtechnik) 4.1 Systematisierung der Verfahrenshauptgruppe Trennen Die Ordnungsmerkmale der Verfahrenshauptgruppe Trennen sind Stoffzusammenhaltvermindern und Formändern. Die Verfahrenshauptgruppe Trennen umfasst die fünf Verfahrensgruppen Zertei- len, Spanen, Abtragen, Zerlegen und Reinigen (Bild 4.1). Bild 4.1: Beispiele trennender Bearbeitungsverfahren Trennen ist das Herstellen geometrisch bestimmter fester Körper mittels Werkzeugen durch Formändern und Stoffzusammenhaltvermindern. Geometrisch bestimmte feste Körper sind Halbzeuge, montagefähige Einzelteile oder Werkzeuge. Die weitere Klassifizierung der Verfahren ist verfahrensgruppenabhängig und wird in den nachfol- genden Abschnitten für das Spanen und Abtragen erläutert.
Transcript of 4.1 Systematisierung der Verfahrenshauptgruppe Trennen...Trennen ist das Herstellen geometrisch...
-
4 TrennenProf. Dr.-Ing. habil. H. Dürr (TU Chemnitz, Professur Fertigungslehre)Dr. rer. nat. R. Pilz (TU Chemnitz, Professur Fertigungslehre)Dr.-Ing. S. HerrbachDipl.-Ing. E. Seliga (TU Chemnitz, Professur Schweißtechnik)
4.1 Systematisierung der Verfahrenshauptgruppe Trennen
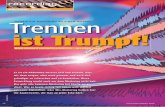
Die Ordnungsmerkmale der Verfahrenshauptgruppe Trennen sind Stoffzusammenhaltvermindernund Formändern. Die Verfahrenshauptgruppe Trennen umfasst die fünf Verfahrensgruppen Zertei-len, Spanen, Abtragen, Zerlegen und Reinigen (Bild 4.1).
Bild 4.1: Beispiele trennender Bearbeitungsverfahren
Trennen ist das Herstellen geometrisch bestimmter fester Körper mittels Werkzeugen durchFormändern und Stoffzusammenhaltvermindern. Geometrisch bestimmte feste Körper sindHalbzeuge, montagefähige Einzelteile oder Werkzeuge.
Die weitere Klassifizierung der Verfahren ist verfahrensgruppenabhängig und wird in den nachfol-genden Abschnitten für das Spanen und Abtragen erläutert.
-
124 4 Trennen
4.2 Trennen durch Spanen
4.2.1 Wirtschaftliche Bedeutung
Die Verfahrensgruppe Spanen umfasst die große Anzahl von Verfahrensuntergruppen und speziel-len Verfahren, mit denen verschiedenartige Formelemente an Werkstücken durch Abtrennen vonStoffteilchen auf mechanischem Weg gefertigt werden können.
Trennende, insbesondere spanende Werkzeuge, sind meist werkstückunabhängige Werkzeuge mitgeringer Formspeicherung. Um dennoch verschiedenartige Formelemente erzeugen zu können, istein komplizierter Bewegungsaufwand notwendig. Die Werkzeuge besitzen den Vorteil der Nach-stellbarkeit, so dass hohe Forderungen hinsichtlich Maß-, Form- und Lagetoleranz sowie Oberflä-chengüte erfüllt werden können. Spanende Fertigungsverfahren sind daher vorwiegend Verfahrender Fertig- bzw. Feinbearbeitung vorgeformter (z. B. umgeformter) Werkstücke in mittleren Stück-zahlbereichen.
Tabelle 4.1: Fertigungsverfahren im Qualitätsvergleich (RZ) nach DIN 4766 (Auszug)
Generell stehen die Fertigungsverfahren miteinander im „Anwendungswettbewerb“. Die besonde-ren Vorteile des Spanens liegen in der
• hohen Fertigungsgenauigkeit,• hohen Reproduzierbarkeit der Qualität (Tabelle 4.1),
-
4.2 Trennen durch Spanen 125
• nahezu geometrisch unbegrenzten Bearbeitungsmöglichkeit und• hohen auftrags- und stückzahlbezogenen Fertigungsflexibilität.Die Nachteile des Spanens sind vor allem im Materialverbrauch (Späneabfall), in der relativ ge-ringeren Produktivität und in den Festigkeitseigenschaften (unterbrochener Faserverlauf) des End-produktes zu sehen.
Allgemein gesagt, hat die spanabhebende Bearbeitung überall dort ihre Berechtigung, wo sie unterBerücksichtigung der genannten Faktoren vorteilhafter als die spanlose Formung anzuwenden ist.Daraus lassen sich die nachstehend genannten Einflussgrößen auf den Spanungsvorgang und somitauch auf die Werkstückqualität ableiten:
• Bearbeitungsverfahren• Werkstück (Werkstoff, Festigkeit, Gefüge, Homogenität, Abmessungen, Gestalt, Stabilität)• Werkzeug (Sorte, Anschliff, Verschleiß, Abmessungen, Starrheit)• Werkzeugmaschine (Spannelemente, Starrheit und Schwingungsverhalten, Betriebszustand)• Spanungsbedingungen (Schnittgeschwindigkeit, Schnitttiefe, Vorschub, Werkzeugwinkel, Küh-
lung, Schmierung)
Der Gesamtzusammenhang zwischen Einflussgrößen und Werkstückqualität ist im Bild 4.2 dar-gestellt. Die Werkstückqualität wird wesentlich vom System Werkzeugmaschine – Werkzeug –Werkstück bestimmt.
Bild 4.2: Einflussgrößen auf die entstehende Werkstückoberfläche bei der Metallzerspanung
Die Wettbewerbsfähigkeit der Zerspanungstechnik wird zukünftig vor allem durch folgende Fak-toren beeinflusst:
• Flexible Automatisierung der Werkstück- und Werkzeughandhabung• Einstellbare Werkzeugsysteme zur Minimierung der Rüst- und Nebenzeit• Hohe Standzeiten der Werkzeuge im HSC-(High Speed Cutting-)Bereich und in der Hartzerspa-
nung durch verbesserte Schneidstoffeigenschaften
-
126 4 Trennen
• Automatisierte Prozess- und Fertigungsmittelüberwachung• Komplettbearbeitung in einer Aufspannung• Kundengerechte Modularisierung der Fertigungsmittel durch Plattformstrategien• Werkstattnahe und wissensbasierte Programmiertechnologien• Minimierung des Kühl- und Schmiermittelverbrauchs bis zur Trockenbearbeitung
4.2.2 Grundlagen der spanenden Fertigung
In den folgenden Ausführungen soll auf die wesentlichsten verfahrensübergreifenden Grundlagender spanenden Formung eingegangen werden. Sie sollen dazu dienen, die Verfahrenssystematik,-kinematik, -einflussgrößen und Verschleißgrößen im Zusammenhang zu sehen.
4.2.2.1 Klassifizierung im Überblick
Prinzipiell sind die Klassifizierungsmerkmale Automatisierungsgrad, Schneidengeometrie, Form-elementegeometrie und Lage der Bearbeitungsstelle für die Verfahrenseinteilung und -auswahlentscheidend.
nach Automatisierungsgrad:
maschinell manuellautomatisiert unbestimmte Relativbewegung zwischen Werkzeug und Werkstück
nach geometrischer Art der Schneide:
geometrisch bestimmte Schneide geometrisch unbestimmte SchneideSchneidenanzahl, Geometrie der Schneidkeile und Lage derSchneiden zum Werkstück sind bekannt (Drehen, Bohren,Fräsen)
Schleifen, Honen, Läppen
nach Art der zu erzeugenden Fläche (Formelement):
Tabelle 4.2: Einfache Grundkinematikebene Fläche kreiszylindrische Fläche
Plandrehen Planfräsen Runddrehen
Schraubflächen ProfilflächenAbbilden mit Werkzeugprofil Form implizit im Werkzeug
Gewindestrehlen Profildrehen
-
4.2 Trennen durch Spanen 127
Tabelle 4.3: Komplizierte GrundkinematikFormflächen einfacher Art Freiformflächen (3D) Verzahnungsflächen
Werkstück und Werkzeug wälzeneinander ab (Abwälzen)
räumliche Steuerung derVorschub- bzw.
Schnittgeschwindigkeit beimFormdrehen
z. B. Hohlformen (Gesenke)5-Achsbearbeitung beim
Formfräsen
Fräser mit Bezugsprofil führt mitder Vorschubbewegung simultane
Werkzeugbewegung aus.Wälzfräsen
4.2.2.2 Basisgrößen der Zerspantechnik
Die Zerspanungstechnologien zeichnen sich durch eine eindeutige Definition ihrer Basisgrößenaus. Im Bild 4.3 ist dazu ein Überblick gegeben. Die weiteren Erläuterungen dieser Größen erfolgtüberwiegend am Beispiel des Drehens.
Bild 4.3: Basisgrößen der Zerspantechnik
-
128 4 Trennen
4.2.2.3 Bewegungsvorgänge und Geschwindigkeiten bei der Spanabnahme
Beim Spanen wird eine in der Ausgangsform eines Fertigteils bereits enthaltene End- bzw. Fer-tigform durch die mechanische Trennwirkung eines Schneidkeils erzeugt. Die Bewegungen beimZerspanvorgang sind Relativbewegungen zwischen Werkzeugschneide und Werkstück. Die Be-wegungen können gerade, kreisförmig oder beliebig sein. Es sind Bewegungen an der Wirkstelle,die durch die Werkzeugmaschine erzeugt werden.
Im einzelnen sind dies folgende Bewegungsvorgänge:
• Bewegungen, die die Spanabnahme vorbereiten (Anstell-, Zustell-, Nachstell-, Rückstellbewe-gung)
• Bewegungen, die unmittelbar zur Spanabnahme führen (Schnitt-, Vorschub-, Wirkbewegung).Die Späne entstehen durch die Wirkbewegung nach einer vorangegangenen Zustellbewegung.Die Bewegungsrichtungen sind dabei momentane Richtungen der Bewegungen im ausgewähltenSchneidenpunkt (Bild 4.4).
Bild 4.4: Bewegungen zwischen Werkzeugschneide und Werkstück (Richtungen der Schnitt-,Vorschub- und Wirkbewegungen)
Die Wirkbewegung ist die resultierende Bewegung aus Schnitt- und gleichzeitig ausgeführter Vor-schubbewegung. Erfolgt keine gleichzeitige Vorschubbewegung (z. B. beim Stoßen), dann ist die
-
4.2 Trennen durch Spanen 129
Schnittbewegung auch die Wirkbewegung. In diesem Zusammenhang sind folgende Geschwindig-keiten für den Spanungsvorgang von Bedeutung:
• Schnittgeschwindigkeit vc • Vorschubgeschwindigkeit vf • Wirkgeschwindigkeit veIst das Verhältnis vf zu vc sehr klein, so gilt die Annäherung: ve ≈ vc. Weitere Informationenbezüglich der Bewegungen, Bewegungsrichtungen, Geschwindigkeiten, Wege sowie deren Kom-ponenten sind der DIN 6580 zu entnehmen.
4.2.2.4 Hilfsgrößen (Bilder 4.5, 4.6, 4.7, 4.8)
Die einheitliche Betrachtung der verschiedenen spanenden Fertigungsverfahren erfordert die Ein-führung einiger Hilfsgrößen:
Vorschubrichtungswinkel ϕ
Der Vorschubrichtungswinkel ist der Winkel zwischen Vorschubrichtung und Schnittrichtung. Erkann konstant sein, z. B. beim Drehen ϕ = 90◦ oder sich während des Zerspanvorganges ständigändern, wie z. B. beim Stirnfräsen.
Bild 4.5: Arbeitsebene, Vorschub- undWirkrichtungswinkel beim Drehenϕ = 90◦
Bild 4.6: Arbeitsebene, Vorschub- undWirkrichtungswinkel beimGegenlauffräsen ϕ < 90◦
Wirkrichtungswinkel η
Der Wirkrichtungswinkel ist der Winkel zwischen Wirkrichtung und Schnittrichtung.
tan η = sin ϕ[(vc/vf ) + cos ϕ]
Arbeitsebene Pfe
Die Arbeitsebene (vgl. DIN 6581) ist eine gedachte Ebene, die die Schnittrichtung und die Vor-schubrichtung im ausgewählten Schneidenpunkt enthält. In der Arbeitsebene vollziehen sich dieBewegungen, die an der Spanabnahme beteiligt sind.
-
130 4 Trennen
Bild 4.7: Arbeitsebene, Vorschub- undWirkrichtungswinkel beimGleichlauffräsen ϕ > 90◦
Bild 4.8: Vorschubrichtungswinkel ϕ beimStirnfräsen
4.2.2.5 Flächen und Vorschubgrößen
Vorschubgrößen ergeben sich aus Vorschubwegen, die auf die Umdrehung oder auf den Hub be-zogen werden.
Vorschub f beim Drehen (Bild 4.9, Bild 4.10)
Der Vorschub f ist der Vorschub je Umdrehung oder Hub, gemessen in der Arbeitsebene.
Bild 4.9: Flächen am Werkstück Bild 4.10: Haupt-/Nebenschnittfläche,Vorschub f (Drehen)
Zahnvorschub fz
Der Zahnvorschub (fz) ist der Vorschubweg je Zahn oder je Schneide, gemessen in der Arbeitsebe-ne. Der Zahnvorschub ist gleich dem Abstand zweier unmittelbar hintereinander entstehenderSchnittflächen, gemessen in Vorschubrichtung.
fz = f/z, (z · · · Anzahl der Zähne oder Schneidenträger)
-
4.2 Trennen durch Spanen 131
Ist z = 1 (beim Drehen oder Fräsen mit Einzahnfräser), so gilt fz = f . Beim Räumen ergibtsich der Zahnvorschub aus der Staffelung der Zähne des Räumwerkzeuges. Vom Zahnvorschubabgeleitet sind Schnittvorschub und Wirkvorschub.
Schnittvorschub fc
Der Schnittvorschub fc ist gleich dem Abstand zweier unmittelbar hintereinander entstehenderSchnittflächen, gemessen in der Arbeitsebene senkrecht zur Schnittrichtung.
fc ≈ fz · sin ϕBeim Drehen und Hobeln ist: ϕ = 90◦: fc = fz = f .
Wirkvorschub fe
Der Wirkvorschub fe ist gleich dem Abstand zweier unmittelbar hintereinander entstehenderSchnittflächen, gemessen in der Arbeitsebene senkrecht zur Wirkrichtung.
fe ≈ fz · sin(ϕ − η)Oft ist das Verhältnis vf/vc so klein, dass der Winkel η vernachlässigt werden kann:
fe ≈ (fz · sin ϕ) = fc
4.2.2.6 Eingriffsgrößen des Werkzeuges
Die Eingriffsgrößen beschreiben geometrisch das Ineinandergreifen von Werkzeug und Werkstück(Bild 4.11, Bild 4.12).
Bild 4.11: Schnittbreite ap, Arbeitseingriff aeund Vorschubeingriff af beimUmfangsfräsen
Bild 4.12: ap, ae und af beim Stirnfräsen
Schnitttiefe bzw. Schnittbreite ap
Ist die Tiefe bzw. Breite des Eingriffs des Werkzeuges, gemessen senkrecht zur Arbeitsebene.Beim Längs-/Plandrehen, Stirnfräsen, Seitenschleifen entspricht ap der Schnitttiefe. Beim Ein-stechdrehen, Räumen, Umfangsdrehen, Umfangsschleifen spricht man von der Schnittbreite ap.Beim Bohren gilt ap = 0,5 · Bohrerdurchmesser.
-
132 4 Trennen
Arbeitseingriff ae
Ist die Größe des Eingriffs des Werkzeuges, gemessen in der Arbeitsebene und senkrecht zur Vor-schubrichtung. Der Arbeitseingriff hat insbesondere beim Fräsen und Schleifen Bedeutung.
Vorschubeingriff af
Ist die Größe des Eingriffs des Werkzeuges in Vorschubrichtung.
4.2.2.7 Spanungsgrößen
Die Spanungsgrößen beschreiben die Maße der vom Werkstück abzuspanenden Schichten(Bild 4.13).
Bild 4.13: ap, af und Spanungsquerschnitt A beim Runddrehen
Sie sind nicht identisch mit den Maßen der entstehenden Späne. Spanungsgrößen werden abgeleitetaus:
• dem Profil der aktiven Schneide,• Eingriffsgrößen und• Vorschüben.Für die vereinfachte Betrachtung der Spanungsgrößen gelten:
• gerade Schneiden• scharfkantige Schneidenecke• Neigungswinkel λs = 0• Werkzeug-Einstellwinkel der Nebenschneide κ′r = 0(Anmerkung: Die Kennzeichnung der Winkel und Flächen an der Nebenschneide erfolgt durch einApostroph am Kurzzeichen. Eine detaillierte Betrachtung wird in der DIN 6581 vorgenommen.)
Spanungsquerschnitt A
Der Spanungsquerschnitt A ist die Querschnittsfläche eines abzunehmenden Spanes, gemessensenkrecht zur Schnittrichtung. Durch ihn werden im einzelnen beeinflusst:
-
4.2 Trennen durch Spanen 133
• Schnittkraft• Standzeit des Werkzeuges• Werkstückoberflächenqualität• Spanvolumen (besser: Zeitspanvolumen)Für das Runddrehen gilt: A = ap · f = b · h
4.2.2.8 Werkzeuggeometrie für das Spanen mit geometrisch bestimmter Schneide
Die festgelegten Begriffe über Bezugssysteme und Winkel am Schneidteil des Werkzeuges geltenfür alle spanenden Fertigungsverfahren mit geometrisch bestimmter Schneide. Die Begriffe bezie-hen sich auf einen ausgewählten Schneidenpunkt im jeweils betrachteten Augenblick (Bild 4.14,Bild 4.15).
Bild 4.14: Schneidkeil am Zerspanwerkzeug Bild 4.15: Schneiden und Flächen amSchneidteil des Drehmeißels
Schneidteil
Ist der wirksame Teil des Werkzeuges, an dem sich die Schneidkeile mit den Schneiden befinden.Bei Werkzeugen mit mehreren Zähnen hat jeder Zahn einen Schneidteil.
Schneidkeil
Ist ein durch Spanfläche und Freifläche gebildeter Keil am Schneidteil. Durch Relativbewegungenzwischen Werkzeug und Werkstück entstehen am Schneidkeil die Späne.
Spanfläche Aγ
Ist die Fläche am Schneidkeil, auf der der Span abläuft.
Freifläche
Ist die Fläche am Schneidkeil, die der entstehenden Schnittfläche zugekehrt ist. Bei Werkzeugenmit Haupt- und Nebenschneide(n) wird unterschieden in
• Hauptfreifläche Aα (Fläche an der Hauptschneide) und• Nebenfreifläche A′α (Fläche an der Nebenschneide).
-
134 4 Trennen
Schneide
Ist die von Spanfläche und Freifläche gebildete Kante am Schneidkeil. Es wird unterschieden in
• Hauptschneide S (bei ϕ = 90◦ in Vorschubrichtung) und• Nebenschneide S ′ (bei ϕ = 90◦ entgegen Vorschubrichtung).
Schneidenecke
Ist der relativ kleine Teil der Schneide, in dem Haupt- und Nebenschneide zusammentreffen. AusStabilitätsgründen wird in der Praxis die Schneidenecke mit einem Radius versehen.
Bezugssysteme
Für die eindeutige Definition und Beschreibung der Winkel am Schneidteil sind ein „Werkzeug-Bezugssystem“ und ein „Wirk-Bezugssystem“ erforderlich.
Das „Werkzeug-Bezugssystem“ wird für die Bestimmung der Geometrie am Schneidteil des Werk-zeuges bei der Konstruktion, Herstellung und Prüfung benötigt. Das „Wirk-Bezugssystem“ ist fürdie Bestimmung der Geometrie am Schneidteil des Werkzeuges während des Zerspanungsvorgan-ges notwendig. Für vc » vF können die Unterschiede zwischen beiden Bezugssystemen vernach-lässigt werden.
Die nachfolgenden Aussagen beziehen sich nur auf das Werkzeug-Bezugssystem (Bild 4.16). Wei-tere Angaben zu beiden Bezugssystemen sind der DIN 6581 zu entnehmen.
Bild 4.16: Ebenen im Werkzeug-Bezugssystem
Wichtige Winkel am Schneidkeil eines Drehmeißels
Ausgangspunkt bildet die Werkzeug-Bezugsebene Pr, die parallel zur Auflagefläche des Dreh-meißels liegt. Der ausgewählte Schneidenpunkt ist ein Punkt der Ebene Pr. Die Werkzeug-
-
4.2 Trennen durch Spanen 135
Schneidenebene Ps steht senkrecht auf Pr und verläuft entlang der Hauptschneide. Die Werkzeug-Orthogonalebene Po steht senkrecht auf Pr und Ps.
Gemeinsamer Schnittpunkt der drei Ebenen ist der ausgewählte Schneidenpunkt. Für die Winkelam Schneidkeil gelten nachfolgende Definitionen:
a) Messung der Winkel in der Werkzeug-Bezugsebene Pr (Bild 4.17)
• Der Einstellwinkel der Hauptschneide κr ist der Winkel zwischen der Hauptschneide und demWerkstück in Vorschubrichtung.
• Der Eckenwinkel εr ist der Winkel zwischen der Haupt- und Nebenschneide.• Der Einstellwinkel der Nebenschneide κ′r ist der Winkel zwischen der Nebenschneide und
dem Werkstück in Vorschubrichtung
Bild 4.17: Messung der Winkel in der Werkzeug-Bezugsebene
b) Messung der Winkel in der Werkzeug-Orthogonalebene Po (Bild 4.18)
• Der Freiwinkel αo ist der Winkel zwischen der Hauptfreifläche und der Werkzeug- Schneide-nebene Ps.
• Der Keilwinkel βo ist der Winkel zwischen der Hauptfreifläche und der Spanfläche.• Der Spanwinkel γo ist der Winkel zwischen der Spanfläche und der Werkzeug-Bezugsebene
Pr. Der Spanwinkel ist positiv, wenn die durch den betrachteten Schneidenpunkt gelegteWerkzeug-Bezugsebene außerhalb des Schneidkeils liegt.
c) Messung der Winkel in der Werkzeug-Schneidenebene
• Der Neigungswinkel λs ist der Winkel zwischen der Hauptschneide und der Werkzeug- Be-zugsebene. Der Neigungswinkel ist positiv, wenn die durch den betrachteten Schneidenpunktgelegte Werkzeug-Bezugsebene außerhalb des Schneidkeils liegt.
Zur Vereinfachung wird in den weiteren Ausführungen auf die Verwendung der Indizes an denWerkzeug-Winkeln verzichtet.
Der Freiwinkel α ist der freie Winkel zwischen Freifläche und bearbeiteter Fläche am Werkstück.Für α = 0◦ tritt eine starke Reibung zwischen der Freifläche des Werkzeugs und der Werkstück-oberfläche auf. Daraus ergibt sich eine schlechte Werkstückoberflächenqualität. Ein großer Frei-winkel mindert den Freiflächenverschleiß, begünstigt aber das Ausbrechen der Schneidkante.
-
136 4 Trennen
Bild 4.18: Messung der Winkel in der Werkzeug-Orthogonalebene
Der Keilwinkel β ist der Winkel des in das Werkstück eindringenden Schneidkeils. Die Werkzeug-schneide dringt um so leichter in den Werkstoff ein, je kleiner der Keilwinkel ist. Andererseitsmuss die Schneide um so stabiler sein, je höher die Festigkeit des zu spanenden Werkstoffs ist.Schneiden mit großem Keilwinkel können die Zerspanungswärme besser von der Schneide abfüh-ren.
Der Spanwinkel γ beeinflusst vor allem die Spanbildung. Der Spanwinkel wird um so größergewählt, je weicher der Werkstoff ist. Tabelle 4.4 enthält Richtwerte für die Winkel α, β und γzum Spanen unterschiedlicher Werkstoffe.
Tabelle 4.4: Winkel am Schneidkeil bei unterschiedlichen Werkstoffen