6 8 10 12 CAMPAGNOLO MAGNETFABRIK - GFMS€¦ · LA SICUREZZA PRIMA DI TUTTO La struttura meccanica...
16
Achieve more... THE GF AgieCharmilles CUSTOMER NEWSPAPER GENTILI LETTORI E LETTRICI Sono lieto di presentarvi il primo numero del nostro nuovo giornale «Results today». «Results today» è nato dalla fusione di periodici precedenti come «Experience» (Agie) e «HSM today» (Mikron). «Results today» documenta tutti i punti forti della nostra azienda. A partire dal 1º luglio 2007 abbiamo deciso di unire i marchi tradizionali Agie, Charmilles e Mikron nel marchio comune GF AgieCharmilles. «Results today» viene pubblicato a scadenza semestrale e presenta novità per quanto riguarda i prodotti in contrasto con la meto- dica consolidata nel campo della fresatura e dell’elettroerosione e rende accessibile in forma concisa i vantaggi della collaborazione con GF AgieCharmilles che vi condur- rà con rapidità verso il successo. GF AgieCharmilles unisce l’ampio Know-how del proprio marchio con la dimostrata capacità inno- vativa dei suoi marchi precedenti per dare quel qualcosa in più alla sua clientela. Pertanto ci troviamo adesso nella posizione di poter of- frire un’ampia gamma di prodotti e servizi di alta qualità. GF AgieCharmilles si presenta per la prima volta al mondo con una nuova immagine e una linea di prodotti inediti ed innovativi. In questo modo siamo in grado di realizzare la promessa del nostro marchio «Achieve more». Ci piacerebbe essere in grado anche in futuro di «fare di più» insieme a voi. Cordiali saluti Dr. Jürg Krebser, CEO GF AgieCharmilles MAGNETFABRIK 12 EDM E HSC – LA SINERGIA NELLA COSTRUZIONE DI STAMPI E UTENSILI Nella costruzione di stampi e utensili si è profilato un dra- stico cambiamento. La globalizzazione ha intaccato questo settore industriale più di ogni altro. Molti posti di lavoro a elevata incidenza salariale sui costi sono stati spostati nel- l’Europa dell’est e in Asia insieme all’introduzione di nuove tecnologie. Le tecnologie chiave dell’elettroerosione e della fresatura, se sfruttate propriamente, sono di estrema rile- vanza per produttori ed utilizzatori. La FORM 2000 è una delle numerose novità EDM di GF AgieCharmilles. CAMPAGNOLO 10 BRÄM 8 OMB 6 DR. JÜRG KREBSER La fresatrice HPM 600 è una novità mondiale di GF AgieCharmilles. Le pale delle turbine Pelton sono state fresate con precisione pezzo per pezzo. Il mozzo fresato è fonte d’innovazione nelle settore delle biciclette da corsa. La moneta GF AgieCharmilles 3 4-5 6-7 10-11 14-15 EDIZIONE ITALIANA 01
Transcript of 6 8 10 12 CAMPAGNOLO MAGNETFABRIK - GFMS€¦ · LA SICUREZZA PRIMA DI TUTTO La struttura meccanica...

Achieve more...
THE GF AgieCharmilles CUSTOMER NEWSPAPER
GENTILI LETTORI E LETTRICI
Sono lieto di presentarvi il primo
numero del nostro nuovo giornale
«Results today». «Results today»
è nato dalla fusione di periodici
precedenti come «Experience»
(Agie) e «HSM today» (Mikron).
«Results today» documenta tutti i
punti forti della nostra azienda.
A partire dal 1º luglio 2007
abbiamo deciso di unire i marchi
tradizionali Agie, Charmilles e
Mikron nel marchio comune
GF AgieCharmilles.
«Results today» viene pubblicato
a scadenza semestrale e presenta
novità per quanto riguarda i
prodotti in contrasto con la meto-
dica consolidata nel campo della
fresatura e dell’elettroerosione e
rende accessibile in forma concisa
i vantaggi della collaborazione con
GF AgieCharmilles che vi condur-
rà con rapidità verso il successo.
GF AgieCharmilles unisce l’ampio
Know-how del proprio marchio
con la dimostrata capacità inno-
vativa dei suoi marchi precedenti
per dare quel qualcosa in più alla
sua clientela. Pertanto ci troviamo
adesso nella posizione di poter of-
frire un’ampia gamma di prodotti
e servizi di alta qualità.
GF AgieCharmilles si presenta
per la prima volta al mondo con
una nuova immagine e una linea
di prodotti inediti ed innovativi. In
questo modo siamo in grado di
realizzare la promessa del nostro
marchio «Achieve more».
Ci piacerebbe essere in grado
anche in futuro di «fare di più»
insieme a voi.
Cordiali saluti
Dr. Jürg Krebser,
CEO GF AgieCharmilles
MAGNETFABRIK 12
EDM E HSC – LA SINERGIA NELLA COSTRUZIONE DI STAMPIE UTENSILINella costruzione di stampi e utensili si è profi lato un dra-
stico cambiamento. La globalizzazione ha intaccato questo
settore industriale più di ogni altro. Molti posti di lavoro a
elevata incidenza salariale sui costi sono stati spostati nel-
l’Europa dell’est e in Asia insieme all’introduzione di nuove
tecnologie. Le tecnologie chiave dell’elettroerosione e della
fresatura, se sfruttate propriamente, sono di estrema rile-
vanza per produttori ed utilizzatori.
La FORM 2000 è una delle numerose novità EDM di GF AgieCharmilles.
CAMPAGNOLO 10
BRÄM 8
OMB 6
DR. JÜRG KREBSER
La fresatrice HPM 600 è una novità mondiale di GF AgieCharmilles.
Le pale delle turbine Pelton sono state fresate con precisione pezzo per pezzo.
Il mozzo fresato è fonte d’innovazione nelle settore delle biciclette da corsa.
La moneta GF AgieCharmilles
3
4-5
6-7
10-11
14-15
EDIZIONEITALIANA
01

TECNOLOGIE CHIAVE
Alle tecnologie chiave attuali
della costruzione tradizionale di
stampi e utensili si aggiungo-
no l’elettroerosione (EDM) e la
fresatura ad alta velocità (HSC).
Mentre il processo d’elettro-
erosione agisce da smantellante
termico, la fresatura ad alta
velocità avviene tramite taglio
geometrico determinato. Già
mediante questa semplicissima
comparazione è possibile cono-
scere le proprietà che stabilisco-
no l’idoneità fondamentale del
processo per usi specifi ci.
FRESATURA AD ALTA VELOCITÀ (HSC)
Col termine fresatura ad alta
velocità s’intende la lavorazione
tipica con specifi ci tagli geome-
trici, che permette una velocità
media massimale dei materiali
moderni per utensili e rivesti-
menti su pezzi di materiale ete-
rogeneo. Per quanto riguarda la
costruzione di stampi e utensili,
i punti chiave sono rappresentati
dalla lavorazione di materiali
leggermente elettroerosivi per la
produzione di modelli ed elettro-
di (velocità media di 800 – 2000
m/min-1) nonché dalla lavorazio-
ne di acciai per utensili bonifi cati
e temprati (velocità media di 100
– 500 m/min-1). Come utensi-
li vengono utilizzati moderni
metalli con rivestimenti idonei. I
diametri tipici degli utensili nella
costruzione delle stampi variano
da 0.2 mm a 16 mm, dove è
possibile un rapporto massimo
di lunghezza di taglio rispetto al
diametro da D = 10 a L/D = 15.
L’alta velocità media agisce,
insieme ad una minima capacità
di asportazione del truciolo, per
la rimozione del calore durante
il processo di taglio e riduce
fortemente l’ampio passaggio di
calore nei taglienti dell’utensile.
Le alte temperature soprattutto
al bordo dei taglienti possono
essere contrastate da rivesti-
menti in materiale in grado di
sopportarle, fi no a che questo
non viene in contatto con fl uidi
di raffreddamento. Da un punto
di vista ecologico, si utilizza nor-
malmente una quantità minima
di lubrifi cante con oli sintetici
nebulizzati in particelle fi ni.
ELETTROEROSIONE (EDM)
Nei processi di elettroerosione i
due elettrodi messi sotto tensio-
ne in un fl usso elettrico isolante
(dielettrico) vengono avvicinati,
fi no a provocare una scarica alle
estremità del campo creando un
canale plasma tra gli elettrodi.
La carica sulle superfi ci dei
rispettivi elettrodi trasforma-
no l’energia cinetica in calore,
che causa la fusione locale del
materiale degli elettrodi sulle
superfi ci di contatto tra il canale
plasma e gli elettrodi. Già duran-
te il contatto dei supporti di cari-
camento una parte del materiale
fuso degli elettrodi si vaporizza
o viene eliminato dal cratere
creatosi. In caso d’interruzione
dell’alimentazione, il canale
plasma si rompe ad alta velocità.
La depressione creatasi au-
menta l’effi cienza del processo,
eliminando ulteriore materiale
fuso dal cratere, mediante effetti
di alta pressione e depressione.
Ripetendo a sequenza questo
processo è possibile asportare
notevoli quantità di materiali
conduttori di elettricità.
I processi dell’elettroerosione a
tuffo e a fi lo sono differenti. Nel
primo caso la geometria desi-
derata della cavità tipicamente
tridimensionale dell’elettrodo
corrispondente viene immersa
nel materiale, nel secondo caso
la geometria bidimensionale
massimale viene ricavata dal
pezzo mediante elettrodo a fi lo in
movimento.
Fondamentalmente mediante
il processo d’elettroerosione si
possono lavorare quasi tutti i
materiali conduttori d’elettricità.
A causa del principio basilare di
funzionamento, il procedimento
elettroerosivo non dipende né
dalla durezza dei materiali né
dalla struttura del materiale del
pezzo. In determinate condizio-
ni di lavorazione, emergono le
proprietà speciali, che in passato
prestabilivano il processo per la
costruzione di stampi e utensili
e che fi nora non è stato possi-
bile sostituire con procedimenti
alternativi.
COMPARAZIONE DEI PROCESSI
I processi in competizione tra
loro nella costruzione di forme e
utensili sono l’elettroerosione a
tuffo e la fresatura ad alta velo-
cità. Entrambi i processi servono
principalmente alla produzione
di complesse cavità tridimen-
sionali e punzoni per stampi per
pressofusione o a iniezione,
utensili da pressa, punzoni per
stampa, matrici di sinterizza-
zione a pressione e stampi di
soffi atura. La lavorazione ad alta
velocità si è consolidata nella
produzione di elettrodi di rame
e grafi te ed è da questo punto di
vista un processo complementa-
re dell’elettroerosione a tuffo.
I costi delle macchine per
elettroerosione a tuffo sono
pressoché identici a quelli delle
fresatrici ad alta velocità, consi-
derando che vengono comparate
soltanto macchine della stessa
categoria. Un importante fattore
di questa comparazione è la deli-
neazione dei costi per gli utensili
(utensili per fresatura, produ-
zione degli elettrodi), materiale
complementare (dielettrico, oli
per lubrifi cazione minimale) pez-
zi di ricambio e scambio (man-
drini), smaltimento (dielettrico,
trucioli, sfridi d’erosione ecc.).
Mentre oggi l’elettroerosione a
fi lo non ha rivali nella produzione
di utensili da taglio e stampag-
gio, l’elettroerosione a tuffo e la
fresatura ad alta velocità rappre-
sentano, in molte applicazioni,
processi di produzione in diretta
competizione tra loro. Cionono-
stante, la questione per quanto
riguarda i vantaggi e svantaggi
dell’erosione a tuffo e della
fresatura ad alta velocità nella
costruzione di forme e utensili
non ha ancora trovato una rispo-
sta adeguata. Malgrado i tanti
vantaggi della fresatura ad alta
velocità, gli elementi geometrici
speciali continuano a limitare
il processo. In questo senso
entrambi i processi, secondo le
tecnologie più moderne, sono
da considerarsi probabilmente
complementari.
1997
20%
40%
60%
80%
100%
2002 2007
EDM
Sinterizzazione laser
HSC
Fresatura convenzionale
Stampo
HSC HSC
EDM
Vantaggio in termini di tempo
TempoStampo
Elettrodo
Elettrodo
La fresatura ad alta velocità viene eseguita con 3, 4, o 5 assi. L’erosione a fi lo viene eseguita con 3 assi e può anche essere conica
mediante deviazione dell’asse U e V. Attorno agli assi A e B si possono
eseguire speciali lavorazioni.
L’erosione a tuffo avviene su 3 assi e può essere ampliata attorno
l’asse C.
Il risparmio di tempo della lavorazione HSC rispetto all’EDM aumenta
nell’ambito di stampi semplici, matende a diminuire per gli stampi complessi
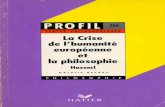
e può in tal caso essere a favore dell’EDM. Quote di mercato delle tecnologie di stampaggio per la produzione di stampi.
EDM HSCa 3 e 5-assi
Precisione ottenibile(Errori di stampo)
2 – 10 μm 5 – 10 μm (3 assi)10 – 20 μm (5 assi)
Asportazione di materia possibile
900 mm3/min 2500 – 3500 mm3/min
Superfi cie massimalavorabile
secondo la rugosità illimitata
Processo indiretto diretto
Durezza massimadel materiale da lavorare (acciaio)
illimitata ≤ 60 HRC senza problemi60 - 65 HRC breve durata di vita
Rigidità massima del materiale da lavorare
illimitata problematica legata all’elevata durezza
Massimo rapporto profondità/larghezzaper le scanalature
illimitata ≤ 7 senza problemi7 – 10 possibile> 10 secondo i casi
Minimo raggio perspigoli interni
Gap Raggio di fresaturaLimitazione mediante il rapporto lunghezza/diametro
Confronto tra EDM e HSC relativamente ai risultati delle prestazioni e della geometria.
GF AgieCharmilles | Results TODAY | 01
EROSIONE – FRESATURA | CONFRONTO 2

PRECISIONE ED AUTONOMIA UNICHE
La meccanica delle macchine della serie
FORM 2000/3000 è stata concepita per ve-
locità ed accelerazioni molto elevate e cor-
risponde molto precisamente ai segmenti
di mercato specifi ci che vogliono «fare di
più». Le FORM 2000 e 3000 consentono
agli utilizzatori di realizzare geometrie
estremamente precise e perfettamente
formate con qualità di superfi cie molto
fi ni. La nuova serie di macchine per elet-
troerosione a tuffo associa perfettamente
precisione e grande autonomia, anche in
ambienti non climatizzati.
Il cuore delle FORM 2000/3000 è un gene-
ratore dotato delle più moderne strategie
di elettroerosione, tecnologie e funzioni,
nate dalle ultime ricerche, che consento-
no a queste macchine a tuffo di ottenere
notevoli performance in modo prevedibile
e costante.
La serie FORM 2000/3000 offre, tanto
con Agievision che con Dynamic Process
Control (DPC), due interfacce utilizzato-
re esclusive, comprovate nella pratica e
apprezzate dai clienti. Un altro punto forte
delle FORM 2000/3000 sono i sistemi di
cambio di pallet e di elettrodi integrabili,
che si caratterizzano per la loro straordi-
naria modularità a prezzi molto competi-
tivi, grazie alla quale questa nuova serie di
macchine a tuffo si adatta ai singoli centri
di lavoro di ogni cliente.
NUOVE MACCHINE PER ELETTROEROSIONE A FILO E A TUFFOFORM 2000 e 3000. Questa serie di macchine
per elettroerosione a tuffo di GF AgieCharmilles
ridefi nisce i limiti di precisione e performance
dell’erosione a tuffo. Le macchine FORM 2000 e
3000 sono state adattate su misura ai bisogni di
utilizzatori esigenti, la cui produzione varia da
pezzi di microelettronica e componenti di teleco-
municazioni complessi ai connettori che richiedo-
no estrema precisione e alle cavità multiple.
Corse (X, Y e Z) mm 350 x 250 x 350 600 x 400 x 500
Peso max. dell’elettrodo kg 100 100
Peso max. dell’elettrodo (con asse C) kg 50 50
Peso max. del pezzo kg 800 2000
Distanza tavola/mandrino di serraggio mm 170/520 200/700
Dimensioni della tavola mm 600 x 400 850 x 600
Dimensioni max. del pezzo mm 820 x 580 x 250 1200 x 800 x 350
Dimensioni della vasca di lavoro mm 900 x 630 x 350 1280 x 1040 x 450
Dimensioni della macchina mm 1410 x 2460 x 2660 1790 x 2790 x 3110
Peso della macchina (senza dielettrico) kg 3830 5900
Designazione della macchina FORM 2000 FORM 3000
La grande precisione e la modularità dei sistemi di cambio di pal-
let e di elettrodi sono le caratteristiche principali della nuova serie di
macchine per elettroerosione a tuffo FORM 2000 e 3000.
GF AgieCharmilles | Results TODAY | 01
NOVITÀ | GF AgieCharmilles 3

LA SICUREZZA PRIMA DI TUTTO
La struttura meccanica delle FORM 20
e 30 è una costruzione a C, con tavola
incrociata. La base, i montanti, la tavo-
la incrociata e l’asse Z sono in ghisa e
offrono una rigidità e una stabilità termica
ottimali. La tavola incrociata e gli altri
componenti meccanici, come le guide de-
gli assi e le viti a ricircolo di sfere, sono di
grandi dimensioni e assicurano una buona
precisione di posizionamento nonché una
buona ripetibilità dei risultati di erosione
in laboratorio. Grazie all’asse C integrato
e al magazzino di elettrodi, le FORM 20 e
FORM 30 sono centri di lavorazione reddi-
tizi, dotati di grande autonomia.
La serie FORM 20 e FORM 30 offre un
grande spazio di lavoro, che si adatta bene
ai montaggi multipli, senza dover fare
restrizioni con scarti di posizione. Con
le FORM 20 e 30 non ci sono sorprese: i
risultati prevedibili sono la caratteristica
di questa nuova serie di macchine per
elettroerosione a tuffo, in modo da poter
programmare un lavoro senza conoscenze
particolari e poter realizzare rapidamente
le geometrie desiderate.
FORM 20 e 30. L’obiettivo di GF AgieCharmilles, as-
sicurare il successo dei propri clienti, viene conso-
lidato dal lancio della nuova serie di macchine per
elettroerosione a tuffo FORM 20 e FORM 30. L’at-
tenzione si concentra in particolare sull’effi cacia di
produzione, l’affi dabilità e la facilità d’uso.
IL KNOW-HOW DELL’EDM COMBINATO AI VALORI SVIZZERI
Nella nuova macchina per elettroerosione
a fi lo CUT 20 si trova sia il know-how del-
l’EDM scaturito dalla ricerca e sviluppo di
GF AgieCharmilles, sia il rispetto dei valori
svizzeri, ai quali l’azienda si sente legata.
Una risposta quindi alle esigenze del mer-
cato, che chiede soluzioni di elettroero-
sione a fi lo EDM accessibili per un’ampia
gamma di applicazioni, dalla produzione di
pezzi di precisione e di elettrodi alla vasta
scelta di utensili di stampaggio.
Come tutte le macchine GF AgieCharmilles,
la CUT 20 è dotata di righe ottiche lineari
di qualità su tutti gli assi, di un’ergonomia
eccellente, di uno spazio di lavoro estre-
mamente accessibile e di un quadro di
comando perfettamente ideato. Basata
su una tecnologia comprovata, la CUT 20
offre un procedimento di elettroerosione
stabile, grande fl essibilità, una program-
mazione semplice, una comoda prepa-
razione del lavoro e un design estetico, il
tutto ad un prezzo interessante.
Un altro vantaggio importante della CUT 20
è l’interfaccia utilizzatore intuitiva e la sua
gamma completa di funzioni software, che
consentono di preparare rapidamente i
lavori di erosione a fi lo e di ottenere subito
risultati ottimali. Grazie alla sua facilità
d’uso, è facile imparare rapidamente a
manipolare la CUT 20 e ottenere in breve
una grande produttività, subito dopo
l’installazione.
CUT 20. La nuova macchina per elettroerosione a
fi lo mette in primo piano la velocità di lavorazione
e la redditività e offre un nuovo standard di pre-
cisione e di qualità di superfi cie, per applicazioni
il cui costo di produzione rappresenta spesso un
criterio più importante della precisione estrema.
Corse (X, Y e Z) mm 350 x 250 x 250 600 x 400 x 400
Peso max. dell’elettrodo kg 50 100
Peso max. dell’elettrodo (con asse C) kg 25 50
Peso max. del pezzo kg 200 1000
Distanza tavola/mandrino di serraggio mm 480/230 650/250
Dimensioni della tavola mm 630 x 400 800 x 600
Dimensioni max. del pezzo mm 800 x 500 x 265 1000 x 700 x 400
Dimensioni della vasca di lavoro mm 955 x 540 x 350 1200 x 800 x 500
Dimensioni della macchina mm 1300 x 1850 x 2500 2000 x 2600 x 2700
Dimensioni del generatore mm 750 x 900 x 1915 750 x 900 x 1915
Peso della macchina (senza dielettrico) kg 2000 3000
Designazione della macchina FORM 20 FORM 30
Corse (X, Y e Z) mm 350 x 250 x 250
Corse (U e V) mm 90 x 90
Dimensioni max. del pezzo kg 400
Dimensioni della tavola mm 700 x 480
Dimensioni max. del pezzo mm 900 x 680 x 250
Dimensioni della vasca di lavoro mm 1050 x 765
Dimensioni della macchina mm 3500 x 3500
Peso della macchina (senza dielettrico) kg 3000
Diametro del fi lo mm 0.15 a 0.30
Conicità max. - ° 25° su 80 mm
Designazione della macchina CUT 20
La serie di macchine per elettroerosione a tuffo
FORM 20 e FORM 30 convincono grazie alla concezione mecca-
nica robusta, alla facilità d’uso e al grande spazio di lavoro.
La nuova macchina per elettroerosione a fi lo CUT 20 offre
una tecnologia comprovata, una grande ergonomia e una
facile programmazione ad un prezzo molto interessante.
GF AgieCharmilles | Results TODAY | 01
NOVITÀ | GF AgieCharmilles 4

NUOVA SERIE DI FRESATRICI MIKRON HPMMIKRON HPM 600, 900 e 1200. I centri di lavora-
zione a tre assi recentemente sviluppati possiedo-
no una struttura rigida e robusta particolarmente
adatta alle lavorazioni nel settore HPC (taglio a
performance elevata) e si distinguono grazie al
cambio di utensili in 2 secondi.
TRASFORMAZIONE RAPIDA SU RICHIESTA
La nuova serie HPM, grazie alla sua strut-
tura modulare, si adatta ogni settore di
utilizzazione: dalla costruzione di prototipi
alla produzione interamente automatizza-
ta e alla costruzione di stampi e utensili,
il tutto grazie alle numerose opzioni e alle
loro possibilità di combinazione. È pos-
sibile scegliere tra diverse possibilità di
automatizzazione: dal magazzino di pallet
della comprovata soluzione di Mikron,
all’aggiunta di robot forniti da produttori
noti. Tutti i componenti delle macchine
sono coordinati l’uno all’altro in modo lo-
gico e consentono di utilizzare le macchi-
ne in modo molto effi cace 24 ore su 24.
RAPIDA NON SOLO IN FRESATURA
Anche per quanto riguarda le quantità di
utensili, la nuova serie HPM apre la porta
a tutte le richieste. Il cliente può scegliere
tra le due soluzioni integrate alla mac-
china per 30 o 60 utensili, e la colonna
di stoccaggio esterna (ATC) prevista per
120, 170 o 220 utensili. Grazie al sistema
di doppio braccio di presa, è possibile
ottenere tempi di cambio utensile straor-
dinariamente rapidi in meno di 2 secondi.
I nuovi elettromandrini Step-Tec Inline,
con velocità di rotazione di 15 000 g/min-1 e
20 000 g/min-1, venduti con o senza aggiun-
ta di lubrifi cante refrigerante, sono stati
creati con coppie di rotazione elevate per
l’asportazione di grandi volumi di truciolo.
Questo tipo di mandrino è essenzialmente
caratterizzato da una costruzione di facile
manutenzione e da cuscinetti di ceramica
ibridi lubrifi cati automaticamente. Inoltre,
gli elettromandrini con velocità di rotazione
di 30 000 g/min-1 e 42 000 g/min-1. Step-Tec
sono utilizzabili anche in modo personaliz-
zato associando strategie di fresatura HSC
(taglio ad alta velocità). Tutti i mandrini
sono regolati in modo vettoriale, in modo
che la calibratura avvenga essenzialmente
senza compensazione.
ASPORTAZIONE DEI TRUCIOLI ASSICURATA
Già nello spazio di lavoro, l’accumulo di
trucioli viene notevolmente evitato. Grazie
ad una vasca macchina costruita pensan-
do ai dettagli, i trucioli sono distribuiti,
separati dal lubrifi cante di raffreddamento
ed eliminati in modo affi dabile ed econo-
mico. Si può scegliere quindi tra diverse
varianti d’installazione. Nella versione
più semplice, i trucioli sono raccolti nella
cesta e il lubrifi cante cola goccia a goccia.
Nella versione automatizzata, un nastro a
spirale provvede all’eliminazione automa-
tica dei trucioli.
FACILE DA USARE FINO NEI DETTAGLI
Le due porte leggere situate a media
altezza con apertura nell’angolo possono
essere completamente aperte dall’opera-
tore, autorizzando il libero accesso nello
spazio di lavoro. Grandi vetrate danno
ampia vista sul processo di lavorazione.
Tutte le macchine Mikron HPM, qua-
lunque siano le loro opzioni, presentano
una perfetta accessibilità. La tavola di
lavoro, il magazzino di pallet e di utensili
nonché il dispositivo di eliminazione dei
trucioli sono accessibili come le unità di
manutenzione. Naturalmente è possibile
caricare la tavola di lavoro e il magazzino
di pallet tramite carro-ponte. Per la nuova
serie di macchine HPM è anche possibile
procurarsi il modulo «smart machine» per
aumentare l’effi cienza.
DIMENSIONI MACCHINA PER PEZZI VOLUMINOSI
La serie HPM a tre assi è disponibile in tre
dimensioni: con una corsa di 650, 900 o
1200 millimetri a scelta. Il peso massimo
del pezzo caricabile è di 1200 kg su una
tavola di lavoro di 1400 su 600 millimetri.
Tutte le dimensioni macchina hanno una
corsa sull’asse Y di 600 millimetri e una
corsa sull’asse Z di 500 millimetri.
Le lavorazioni vengono quindi eseguite
senza problemi.
Corse
Orizzontale X mm 650 900 1200
Trasversale Y mm 600 600 600
Verticale Z mm 500 500 500
Tavola di lavoro
Tavola a scanalature mm 800 x 600 1100 x 600 1400 x 600
Carico massimo della tavola kg 500 800 1200
Sistema di fi ssaggio
EROWA UPC mm 320 x 320 320 x 320 320 x 320
System 3R Dynafi x mm 280 x 280 280 x 280 280 x 280
System 3R GPS mm 240 x 240 240 x 240 240 x 240
MIKRON HPM mm 600 x 600 600 x 600 –
MIKRON HPM mm 800 x 600 800 x 600 –
Peso max. del pezzo kg 80/500 80/800 80
Mandrino
15 000 min-1 Elettromandrino inline
20 000 min-1 Elettromandrino inline
30 000 min-1 Elettromandrino
42 000 min-1 Elettromandrino
Magazzino Numero di utensili
di utensili
Comando
Dati tecnici MIKRON MIKRON MIKRON HPM 600 HPM 900 HPM 1200
I centri di lavorazione a tre assi Mikron HPM 600,
HPM 900 e HPM 1200 sono novità di GF AgieCharmilles
per lavorazioni nel settore HPC.
SK40 o BT40-CAT40
HSK-A63
HSK-A63 o HSK-E40
HSK-E40
30 / 60 / 120 / 170 / 220
Heidenhain iTNC 530
GF AgieCharmilles | Results TODAY | 01
NOVITÀ | GF AgieCharmilles 5

STRATEGIE DI FRESATU-RA FACILI DA ESEGUIRE
L’OMB con sede a Bütschwil in
Svizzera ha ottenuto l’incarico
di produrre turbine Pelton a
richiesta. Esse consistono in una
ruota di base con calotta, onda
spina, dado di bloccaggio nonché
21 pale Pelton. La tornitura e
la fresatura vengono eseguite
a seconda dei dati CAD forniti
dai clienti. Grazie al controllo
aperto del sistema iTNC 530 di
Heidenhain i dati possono essere
trasferiti sulla Mikron UCP 600
Vario senza problemi.
EFFICIENTE PRODUZIONE IN SERIE
I pezzi grezzi preformati di
1.4021, acciaio martensitico
inossidabile, vengono consegnati
e piazzati su pallet GPS 240 dal
robot System 3R. Il sistema inte-
grato della Mikron UCP 600 Vario
può accogliere fi no a 10 pale
che possono essere montate in
condizione instabile. A seconda
della priorità i pezzi vengono
lavorati automaticamente, e allo
stesso modo il regime di cambio
utensili integrato può accogliere,
a seconda della grandezza, da 30
a 220 frese HSK. Diversi moduli
del sistema standard di costru-
zione «smart machine» nel cen-
tro di lavoro ad alta prestazione
Mikron UCP 600 Vario, garanti-
scono un processo ottimale: più
precisione, migliore qualità delle
superfi ci e precisione della for-
ma nonché maggior sicurezza,
necessaria soprattutto durante il
servizio non sorvegliato, dato che
attualmente con OBM su 3 turni
ce n’è uno non sorvegliato.
ASSEMBLAGGIO IN CON-DIZIONE INSTABILE – LAVORAZIONE REGOLATA
Il cambia pallet caricabile si oc-
cupa soprattutto della fl essibilità
dell’OMB, per poter inserire con
rapidità commesse urgenti nella
produzione in serie. I processi di
produzione possono essere ese-
guiti rapidamente e modifi cati a
seconda delle esigenze mediante
il programma Sigma FMC del
Mikron. L’utente mantiene,
nonostante l’instabilità durante
il caricamento del pezzo, una vi-
sione generale e può controllare
il fl usso di lavoro a seconda della
priorità dell’incarico. Poiché
OBM era un nuovo cliente per
Mikron, gli operatori sono stati
formati individualmente sulle
fresatrici UCP e VCE. La curva
di apprendimento si è alzata
rapidamente e dopo poco tempo
entrambe le fresatrici della
Mikron sono state introdotte
nella produzione giornaliera.
«Mikron UCP 600 Vario con il
sistema automatico di carica-
mento e scaricamento dei pallet
ci permette di organizzare e
realizzare con facilità sia prodotti
in serie sia prodotti singoli».
Markus Wick, dirigente dell’OMB
Oberdorfer Maschinenfabrik AG
PRECISIONE DI FRESATURA PEZZO PER PEZZOL’Obendorfer Machinenfabrik AG produce e monta, da oltre 25 anni, prototipi, meccanismi, pezzi, com-
ponenti e apparecchi fi niti. La ditta di Toggenburger è un partner competente per la produzione di pezzi
fi niti CNC in tutti i materiali lavorati al tornio nonché pezzi cubici in serie piccole, medie e grandi, che
l’OMB produce pronti per il montaggio in centri di lavorazione CNC. Per la realizzazione di progetti am-
biziosi è disponibile un dipartimento per la costruzione di prototipi e meccanismi ad alta prestazione.
Il modello del volume 3D nonché il disegno della pala per turbina Pelton mostrano
la complessità della lavorazione e delle strategie di fresatura in moto.
Le pale per turbine Pelton hanno fresato una superfi cie di RA 1.6 μm e mostrano una tolleranza
di ± 0.05 mm sull’intero pezzo.
GF AgieCharmilles | Results TODAY | 01
MILLING CUSTOMER | OMB 6

www.omb.ch
Industrie Hofacker
CH-9606 Bütschwil
Svizzera
Tel: +41-(0)71-982 72 72
Fax: +41-(0)71-982 72 90
Contatto
Markus Wick
www.omb.ch
Lavorazione
con asportazione truciolo
1 centro fresa a 5 assi
Mikron UCP 600 Vario
1 centro di lavorazione verticale
Mikron VCE 800 W Pro
1 centro fresa a 5 assi
5 centri di lavorazione orizzontale
1 centro di lavorazione verticale
7 torni
Sistema di staffaggio
GPS 240 del System 3R
Programmazione
Mastercam VX 3D
Misurazione, collaudo
Zeiss Eclipse 700
Se la produzione supera i 5 pezzi si
può parlare di piccola produzione in
serie. Nello stadio «prototipo» vengono
ottimizzati i programmi CAD e CAM,
vengono scelti i migliori piazzamenti
per la lavorazione e alla fi ne, non per
importanza, viene stabilita la tecno-
logia di lavorazione più economica.
Una volta ottenuta l’approvazione del
cliente, è possibile apportare le ultime
modifi che all’utensile, materiale e
macchine. Così l’OMB ha ideato appo-
sitamente per la produzione in serie
dei componenti meccanici un post pro-
cessor, che corrisponde alle proprietà
della Mikron UCP 600 Vario riguardanti
i percorsi trasversali di tutti i 5 assi. In
questo modo si può dapprima sfruttare
il potenziale completo della macchina
e successivamente il post processor
facilita un rapido piazzamento. L’OMB
può adattarsi con pochi provvedimenti
ai prodotti economici in serie, senza
bisogno di aggiornare le risorse.
Markus Wick, dirigente dell’OMB Oberdorfer
Maschinenfabrik AG, con una pala per turbine
Pelton già pronta.
PAROLA CHIAVEPEZZI DI PRODUZIONE FRESATI
LA SOCIETÀOBERDORFER MASCHINENFABRIK AG
La fl essibilità della
Mikron UCP 600 Vario
permette, grazie al cambio
pallet, una lavorazione
autonoma di pezzi diversi
per quanto riguarda forma e
materiale.
L’OMB ha creato, apposi-
tamente per la lavorazione di
pezzi pressofusi nel campo
medico, il post processor con
il quale è possibile la lavora-
zione di fresatura.
Durante la fresatura è possibile montare e smontare i pezzi in qualsiasi momento. Allo
stesso modo, durante il servizio multitasking, possono essere aggiunte al sistema nuove
lavorazioni di fresatura.
La ruota della pala per turbine Pelton già montata viene utilizzata nell’industria idroelettrica
e consiste in 21 pale, una ruota base con calotta, un’onda a spina e un dado di bloccaggio.
Il pezzo grezzo preformato d’acciao
X20Cr13 pesa 8 kg. Dopo la fresatura, il
peso è sceso a 1.3 kg grazie all’azione della
Mikron UCP 600 Vario che elimina la mag-
gior parte dei trucioli in modo attendibile.
La pala per turbine Pelton già fresata
può essere scaricata e sbloccata mediante
il sistema automatico della Mikron UCP
600 Vario.
La pala per turbine Pelton bloccata sul
pallet del pezzo GPS 240 nella Mikron UCP
600 Vario.
GF AgieCharmilles | Results TODAY | 01
MILLING CUSTOMER | OMB 7

TECNICA ALL’AVANGUAR-DIA SIN DALL’INIZIO
La storia dell’azienda, con un
personale di 35 persone, è carat-
terizzata da investimenti in tecno-
logie al passo coi tempi. Già alla
fi ne degli anni sessanta è stato
installato il primo modello di mac-
china per erosione. Attualmente
il dipartimento specializzato in
erosione, con cinque macchine
per l’erosione a tuffo e a fi lo è il
più grande e produttivo della ditta
Gebr. Bräm AG.
VERSO L’AUTOMAZIONE
Grazie alla continua analisi dei
costi di produzione, l’ammini-
strazione ha adottato, nella fase
di preparazione, un approccio
mirato alla riduzione dei tempi
di lavorazione per aumentare la
produttività. Già alla fi ne degli
anni novanta sono stati installati le
prime postazioni per l’erosione e
fresatura insieme al livello iniziale
per la semi-automatizzazione me-
diante sistemi a pallet. In questo
periodo si è optato per le mac-
chine per erosione Charmilles, le
quali hanno sorpreso Bräm AG
sia per quanto riguarda qualità e
performance sia per competenza
in termini di consulenza e servizio
effi cienti.
DUE SISTEMI CONNESSI SENZA PROBLEMI
A metà novembre 2005 è stata
installata una macchina per
erosione a fi lo Robofi l 440 CC in-
sieme alla macchina per erosione
a tuffo Roboform 350 e al robot
WorkMaster del System 3R. Un
ulteriore passo verso l’automazio-
ne si è avuto poco più tardi con la
messa in funzione di una cella di
fresatura. Erowa è stata utilizzata
per i sistemi di automatizzazio-
ne, in quanto è la più adatta alla
manipolazione ed al collegamento
software con i sistemi esistenti ed
i processi di azionamento interni.
AUTOMAZIONE A TUTTI I LIVELLI
Le celle di produzione permettono,
insieme al cambio utensile e dei
pezzi pallettizzati, un’automazione
che non dipende dalla quantità.
Inoltre ogni pezzo e ogni elettrodo
pallettizzato viene posto sotto
tensione e misurato sulla posta-
zione di inizializzazione e dotato
di un Chip-Id-number salvato
nella banca dati «Cell-Mana-
gers» del System 3R. Tutti i dati,
quali riferimento al punto zero
nonché processo di lavorazione
sono salvati nel «Cell-Manager»
e possono essere richiamati in
modo individuale e fl essibile.
Pertanto i lavori di semifi nitura
e sgrossatura vengono spesso
eseguiti durante le ore notturne
senza bisogno di sorveglianza,
insieme ai lavori intensi svolti
normalmente durante il giorno
come misurazione e lavorazione
di precisione. Intanto con l’auto-
matizzazione, ulteriori processi di
industriali nonché altre macchine
CNC sono state collegate ad una
rete di dati e integrate in un unico
programma. Con ciò è possibile
eseguire i processi correnti dalla
pianifi cazione al completamento e
mediante interfacce con Inventor
11 e Autocad 2002 si possono
scambiare dati con i clienti già
nella fase di progettazione.
LA CELLA D’EROSIONE CREA UNO SPAZIO TEMPORANEO
Già prima dell’automatizza-
zione della fresatura, grazie al
pallettizzatore e all’impiego del
WorkMaster, l’aumento delle ore
di lavoro delle macchine per ero-
sione a tuffo Roboform 350 è stato
impressionante. Con un aumento
di circa il 36%, la Bräm AG ha
raggiunto i suoi obiettivi. Mentre in
passato le commesse di erosione
erano un po’ trascurate a causa
CELLA D’EROSIONE CREA UNO SPAZIO TEMPORANEOLa gamma di produzione di Gebr. Bräm AG comprende la costruzione di prototipi e la fabbricazione di
pezzi singoli e in serie, nonché utensili per stampi, forme, meccanismi e macchine speciali per le quali
l’azienda svizzera utilizza celle d’erosione come tecnologie chiave di precisione.
Gebr. Bräm AG possiede i processi
di lavorazione più importanti insieme
all’elettroerosione a fi lo ed erosione a
tuffo, fresatura ad asse multiplo, rettifi ca di
superfi ci piane e curve, tornitura, levigatura
a estrusione e lucidatura, taglio, saldatura e
scrittura al laser, lavorazione elettrochimi-
ca nonché microrettifi ca e rettifi ca a turbine
come tecnologie del futuro che perfeziona-
no lo spettro di lavorazione.
GF AgieCharmilles | Results TODAY | 01
EDM CUSTOMER | BRÄM 8

www.gebrbraem.ch
Lerzenstrasse 4
CH-8953 Dietikon
Svizzera
Tel: +41-(0)44-746 46 46
Fax: +41-(0)44-746 46 47
Contatto
Martin Bräm
www.gebrbraem.ch
Spanlose Bearbeitung
– Roboform 200
– Roboform 350 con Workmaster
del System 3R
– Roboform 31
– 2 Robofi l 200
– Robofi l 2000
– Robofi l 4020 SI
– Robofi l 440 CC
– HD 30
Lavorazione
con asportazione truciolo
Fresatura ad asse multiplo
Rettifi ca di superfi ci curve
Rettifi ca di superfi ci piane
Tornitura CNC
Estrusione-Levigatura
Lavorazione senza
asportazione truciolo
Elettroerosione
Microrettifi ca e rettifi ca a turbine
Laser
Sistema di staffaggio
System 3R
Programmazione
Sistema corrente CIM
Inventor 7
Autocad
Misurazione, collaudo
macchina di misurazione DEA Global
Image con coordinate 3D
L’ECM è un processo elettrochimico di
elettroerosione a tuffo con elettrodo
vibrante e spazio di lavoro regolato. Tra
l’elettrodo e il pezzo viene applicata
corrente continua pulsante. Il pezzo si
dissolve anodicamente a seconda della
geometria dell’elettrodo che segue. È
possibile creare forme geometriche
complesse in quasi tutti i metalli, come
ad esempio in tipi d’acciaio altamente
bonifi cato, cuscinetti d’acciaio antifri-
zione, acciaio in polvere metallurgica
nonché superleghe. L’ECM utilizza
applicazioni che fi nora non potevano
essere prodotte per motivi economici.
Con la macchina EMC ci si orienta verso
lavorazioni multiple.
PAROLA CHIAVEECM – ELETTROEROSIONE CHIMICA
LA SOCIETÀGEBR. BRÄM AG
L’ECM è nella Gebr. Bräm AG un «nuovo»
processo di lavorazione e viene usato dal-
l’azienda di Dietikon prevalentemente per pezzi
a erosione in serie con contorni piani o aperti.
della mancanza di capacità, ora
la ditta può, grazie all’automa-
tizzazione, usare meglio i propri
punti di forza e rivolgersi a nuovi
clienti. Mediante l’aumento delle
ore di produzione, gli impiegati si
occupano delle macchine con ca-
pacità controllandone i risultati di
lavoro al 100%. Con una capacità
dai 60 agli 80 elettrodi e circa 40
pallet di pezzi nel «WorkMaster»
è possibile organizzare in modo
effi ciente la quantità di lavoro
per rispettare i diffi cili termini di
consegna e cambiare facilmente
anche le priorità assegnate alle
lavorazioni. Il Software modulare
per l’automazione fl essibile per-
mette al programma di lavorazio-
ne di cambiare, anche in caso di
caricamento instabile, l’elettrodo e
il pezzo corretto al momento giu-
sto e di ricollocarlo. Un’ulteriore
misura di sicurezza nel turno non
sorvegliato è il messaggio d’errore
via SMS. L’operatore responsabile
può quindi accedere al controllo
su internet e decidere se possa
essere risolto a distanza o sia ne-
cessario un intervento sul posto.
Sia le tecnologie di lavorazione sia i criteri
economico-qualitativi vengono determinati a
secondo dei dati CAD forniti dal cliente.
I pezzi staffati mediante sistemi di pal-
lettizzazione Erowa vengono misurati sulla
postazione di inizializzazione.
I risultati del lavoro vengono testati e do-
cumentati al 100% da operatori responsabili.
I pallet dei pezzi e gli elettrodi vengono
scambiati automaticamente con
«WorkMaster» con il risultato di raddoppiare
il tempo di lavorazione della «Roboform 350».
GF AgieCharmilles | Results TODAY | 01
EDM CUSTOMER | BRÄM 9

UN NOME RINOMATO NEL CICLISMO
Campagnolo S.r.l. viene fondata
nel 1933 a Vicenza dal Commen-
datore Tullio Campagnolo. La
società si amplia rapidamente
puntando su tre concetti fonda-
mentali che ne caratterizzeranno
anche il futuro: innovazione
tecnologica, effi ciente servizio
post-vendita, ricerca dell’emo-
zione del cliente grazie a prodotti
dotati di grande personalità. La
Campagnolo lavora essenzial-
mente leghe d’alluminio di tipo
aeronautico necessarie per
produrre componenti che uni-
scano ad un’elevata affi dabilità la
leggerezza tipica delle biciclette
sportive professionali. I pezzi,
forgiati a caldo, vengono lavorati
in cosiddetti «machining cen-
ters» o su linee automatiche con
controlli dimensionali statici, al
100% per gli elementi di maggio-
re criticità «in process» o «post
process». La maggior parte delle
macchine è a controllo numerico
ed in numerose aree le macchine
sono robot-assistite. Quasi tutte
le attrezzature sono progettate
dalla Campagnolo, che ha così
sviluppato una propria tecnologia
di produzione a fi anco delle
innovazioni tecniche di prodotto.
Il controllo numerico, presente
su ogni macchina, consente un
controllo qualità ad ogni livello
del ciclo di lavorazione. Pertanto
la Campagnolo può avvalersi del
centro di lavorazione a 5 assi
Mikron UCP 600 Vario non solo
per pezzi ma anche per la produ-
zione di inserti per utensili. Per
la produzione di guarnizioni per
ruota dentata mediante utensile
da taglio di precisione su questa
macchina sono stati fabbricati ad
esempio punzoni e matrici.
APPLICAZIONE FLESSIBI-LE DELLA FRESATRICE
Elettrodi in rame, parti prefab-
bricate in leghe d’alluminio o
inserti per utensili in diversi tipi
d’acciaio rappresentano i lavori
giornalieri eseguiti su Mikron
UPC 600 Vario. Ciò presuppo-
ne un’alta fl essibilità sia delle
modalità di caricamento e di
controllo sia un vasto spettro di
performance tecnologiche della
macchina. Pertanto è possibile
caricare o scaricare i pezzi dal
cambio pallet durante i processi
di lavorazione.
Il controllo digitale Heidenhain
iTNC 530 dell’ultima genera-
zione e una cabina di controllo
ben strutturata rendono Mikron
UCP 600 Vario un centro di la-
vorazione sicuro e user friendly.
Programmazione interattiva e
di facile uso, programmazione
parallela, programmazione
dei contorni e sottoprogrammi
parametrici vengono incontro
in modo ottimale alla varietà
dei lavori di fresatura della
Campagnolo.
Un processo di fresatura stabile
e privo di disturbi contraddistin-
gue l’UCP 600 Vario: sistema di
misurazione diretto sugli assi,
asse tiltante in asse con l’asse
rotante, alte potenze e coppie
anche a bassi regimi di rotazione
col mandrino Hightech della
Steptec, elevata rigidità dell’asse
rotante consente lavorazioni di
sgrossatura e di precisione.
«Lo spettro di lavorazione della
Mikron UPC 600 Vario ci consen-
te di utilizzare questa macchina
in modo universale sia per la
produzione di pezzi in leghe
d’alluminio sia per la produzione
di inserti per utensili in acciaio
bonifi cato.»
Giovanni Borga, direttore di produzione
della Campagnolo S.r.l.
RIDEFINIZIONE DELLA RUOTA CON INNOVAZIONICampagnolo S.r.l. progetta, produce e distribuisce componentistica di alta gamma per biciclette da cor-
sa. E’ presente in oltre 30 paesi attraverso cinque fi liali e nove agenzie. La sede principale è situata a
Vicenza e occupa circa 400 dipendenti. A partire dal marzo 2003, Campagnolo S.r.l. è proprietaria della
società Campagnolo Sportswear S.r.l. che disegna, produce e distribuisce capi d’abbigliamento tecnico
per il ciclismo con il marchio Campagnolo.
Campagnolo s.r.l. per produrre i propri prodotti, impiega costantemente le tecnologie più in-
novative e i migliori materiali: fi bra di carbonio, titanio e leghe d’alluminio di tipo aeronautico.
GF AgieCharmilles | Results TODAY | 01
MILLING CUSTOMER | CAMPAGNOLO 10

www.campagnolo.com
Dopo la lavorazione la matrice staffata e pallettizzata viene riportata automaticamente nel
cambiapezzi.
Via della Chimica, 4
I-36100 Vicenza
Italia
Tel: +39-0444-22 55 00
Fax: +39-0444-22 54 00
Contatto
Giovanni Borga
www.camapgnolo.com
Spanlose Bearbeitung
1 Agietron Mondo Star 20
1 Roboform 20
1 Robofi l 4020
Lavorazione con asportazione trucioli
1 Mikron UCP 600 Vario
Rettifi ca cilindrica
Rettifi ca di superfi cie
Tornitura
Tempratura
Smerigliatura
Saldatura
Sistema di staffaggio
Erowa (erosione e fresatura)
System 3R (erosione e fresatura)
Programmazione
Sulfcam (erosione)
Sulfcam, Unigraphics (CAM fresatura)
Unigraphics (CAD fresatura)
Misurazione, collaudo
CNC-macchina di misurazione Mitutoyo
Sistema di misurazione ottico
Già alla fase di progettazione, effet-
tuata con l’ausilio del sistema CAD e
dell’analisi FEM, si giunge a deter-
minare quali siano le sezioni ottimali
dei pezzi. Strumenti estremamente
sofi sticati vengono quotidianamente
usati dai tecnici della Campagnolo per
controllare le materie prime, i grezzi
e i semilavorati in fase di accettazione
dei materiali e per verifi care la perfetta
rispondenza al progetto dopo i previsti
cicli di lavorazione.
Campagnolo ha progettato il nuovo
sistema «Ultra-Torque» con lo scopo
di migliorare i sistemi esistenti. Il
sistema di staffaggio per i pedali è
stato semplifi cato e richiede una sorve-
glianza limitata. Sia lo smontaggio sia
il montaggio sono più veloci e semplici.
Per poter inserire i cuscinetti a sfere
è stata adottata una soluzione tecnica
utilizzata per alberi motore di aerei: un
albero cuscinetto interno, il quale con-
siste in due assi semiportanti collegati
tra loro in modo estremamente saldo
per mezzo di una dentellatura.
Il prototipo in lega d’alluminio viene dapprima
lavorato al tornio e poi su Mikron UCP 600 Vario
vengono fresati i minimi dettagli e le incisioni
posteriori.
Come parte del sistema «Ultra-Torque» l’asse
semiportante con la dentellatura di acciaio in lega
è stato fresato con Mikron UCP 600 Vario.
Giovanni Borga, direttore della produzione
della Campagnolo Srl, con la matrice dentata
fresata.
PAROLA CHIAVEULTRA-TORQUE
LA SOCIETÀCAMPAGNOLO S.R.L.
Con CAD è stato costruito e ottimizzato un nuovo mozzo della ruota insieme
al sistema «Ultra-Torque».
L’utensile da taglio di precisione completo con gli inserti da taglio fresati per un taglio senza
sbavature.
L’inserto della matrice già fresato per
l’utensile da taglio di precisione ed un elet-
trodo di rame per l’utensile di deformazione
mostrano la condizione del diametro di
carico.
Con il controllo Heidenhain del Mikron
UCP 600 Vario l’utente può avvalersi di
strategie di fresatura affi dabili e in caso di
necessità egli potrà adattarle facilmente a
nuove applicazioni.
Prima della lavorazione si sostituisce il
sensore di misurazione che segue automati-
camente cicli di misurazione per stabilire la
condizione e posizione dei pezzi.
GF AgieCharmilles | Results TODAY | 01
MILLING CUSTOMER | CAMPAGNOLO 11

LEADER CON I MAGNETI PERMANENTI
Con oltre 300 collaboratori e cir-
ca 5000 articoli specifi ci al clien-
te, la fabbrica di magneti elabora
e produce magneti permanenti
e moduli su una superfi cie di
17 000 metri quadrati per diversi
settori: industria automobilistica,
tecnica di trazione, tecnologia
dei sensori, misurazione e rego-
lazione, costruzioni di apparecchi
e costruzione meccanica, utensili
elettrici, elettrodomestici, indu-
stria tessile e tecnica medica.
La soluzione di applicazione
ottimale inizia con la scelta del
materiale, che è la base dello
sviluppo di ogni magnete. Per
poter garantire in qualsiasi mo-
mento le proprietà del materiale,
la fabbrica di magneti Schram-
berg produce da sé i materiali
magnetici; inoltre è l’unica azien-
da in Europa a proporre questa
ampia gamma di materiali di
produzione propria e ad occupar-
si delle lavorazioni successive. I
processi di produzione più comu-
ni dei magneti permanenti e dei
moduli sono la sinterizzazione
e la pressofusione in atmosfera
ossidante e in gas di protezio-
ne, lo stampaggio per iniezione
con uno o più componenti, la
proiezione, la polverizzazione e
il rivestimento di inserti e le tec-
niche di incollatura e giunzione
come la saldatura ad ultrasuoni,
i raccordi a clip, ecc.
ALL’AVANGUARDIA CON L’ELETTROEROSIONE
La Schramberg possiede la pro-
pria attrezzaria interna di costru-
zione di stampi, in particolare
per i processi di pressofusione
e di stampaggio per iniezione,
per avere la competenza tecno-
logica al proprio interno. Per le
forme complesse e le cavità con
superfi ci molto fi ni, la tecnologia
chiave è l’elettroerosione. Per
far fronte effi cacemente alle
esigenze crescenti di precisione,
tempi e costi, la Schramberg
nel 2006 ha lanciato, sotto la re-
sponsabilità del direttore Heimo
Hüner e con la solida consulenza
di Charmilles, il progetto «cella
di produzione». Era necessario
aumentare i tempi di servizio
(24 ore / 7 giorni), la capacità, la
fl essibilità delle macchine non-
ché le superfi ci. La disponibilità
delle macchine e la precisione
per lunghi tempi di servizio
(variazioni di temperatura) dove-
vano essere garantite. Infi ne, si
dovevano ridurre i tempi di pro-
grammazione e di preparazione.
La prima tappa dell’allestimen-
to è stata una «piccola cella di
produzione per elettroerosione a
tuffo» costituita da una Roboform
350 con cassa in metallo duro
e un sistema di manipolazione
Toolmaster Versione 2.1 Duo
Paket di System 3R, compren-
dente una stazione inclinabile e
un mandrino di serraggio Dynafi x
per 12 alloggiamenti di pallet e
216 alloggiamenti di elettrodi.
Dopo una fase test di 6 mesi riu-
scita, nella seconda tappa è stato
portato a termine l’allestimento
completo, con una Roboform 350
MicroTEC, in modo che oggi nella
fabbrica di magneti Schramberg
le lavorazioni per elettroerosione
a tuffo possono essere eseguite
in modo automatizzato con una
Roboform 350 e 350 MicroTEC,
simultaneamente, comandate dal
«ToolMaster». Lo stesso è stato
realizzato nel 2007 per l’elettro-
erosione a fi lo, con una Robofi l
240 CC, comandata dal sistema
di manipolazione dei pezzi 3R
WorkPal.
LE CELLE DI PRODUZIONE IN PRATICA
È possibile illustrare l’integrazio-
ne delle due celle di produzio-
ne presentando il processo di
produzione di un componente
automobilistico. Questo articolo
è stato sviluppato in comune tra
il cliente e la fabbrica di magneti
Schramberg e da lì è stato co-
struito un modello 3D rudimen-
tale. Il principio di funzionamen-
to è stato testato, controllato con
il metodo di elementi fi niti in 2D
e ottimizzato a livello della tec-
nica magnetica. La competenza
principale di Schramberg è stata
il dimensionamento dell’arti-
colo come modulo completo,
e la produzione di un prototipo
d’utensile per lo stampaggio per
iniezione. Nelle tappe successive
sono stati eseguiti i test funzio-
nali, climatici, di corrosione e di
produzione. A causa del numero
di pezzi richiesti, l’utensile è
stato concepito con due cavità
quadruple. Dalla costruzione
dell’utensile di stampaggio per
iniezione, sono state dedotte
le geometrie degli elettrodi,
che sono poi stati realizzati in
rame, fi ssati sul portaelettro-
di, misurati nella stazione di
pre-regolazione, dotati di chip di
CELLE DI PRODUZIONE PER ELETTROEROSIONE A TUFFO E A FILOLa fabbrica di magneti Schramberg è uno dei principali produttori europei di magneti permanenti e di
moduli, utilizzati nel settore automobilistico, negli elettrodomestici, nella tecnica di misurazione, di co-
mando, di regolazione e di trazione. Questa azienda con sede nella regione della Foresta Nera si avvale
di soluzioni globali che sono realizzate anche nella costruzione di stampi interni con erosione automa-
tizzata, riducendo i costi.
Con più di 5000 articoli adattati alle esigenze dei singoli clienti, l’azienda della Foresta Nera
è il produttore che offre la più ampia gamma di magneti permanenti in Europa.
GF AgieCharmilles | Results TODAY | 01
EDM CUSTOMER | MAGNETFABRIK 12

www.magnete.de
Max-Planck-Strasse 15
D-78713 Schramberg
Germania
Tel: +49-(0)7422-519-0
Fax: +49-(0)7422-519-260
Contatto
Dietmar Schwegler, Dipl.-Ing. (FH)
www.magnete.de
Spanlose Bearbeitung
– Roboform 350, 350 S e 350
MicroTEC con ToolMaster di
System 3R
– Robofi l 4020 SI
con WorkPal di System 3R
– Robofi l 240 SL
– Robofi l 240 CC
con WorkPal di System 3R
Lavorazione con asportazione trucioli
Rettifi ca, tornitura, fresatura
Sistema di staffaggio
System 3R Macro
Hirschmann 4000
Programmazione
ProEngineer (CAD)
Peps (fresatura)
DPC, Sigma (erosione a tuffo)
Peps (erosione a fi lo)
Misurazione, collaudo
Misuratrice CNC Zeiss Vista
Microscopio
Misuratore di durezza Wolpert
Con il sistema di manipolazione
«ToolMaster» di System 3R previsto
per 216 elettrodi e 12 pallet di pezzi da
lavorare, la Schramberg si è orientata
verso la cella di produzione automatiz-
zata e ha aumentato così la capacità di
un terzo, facendo passare il tempo di
servizio delle macchine a 13 000 ore
(2 x 6500) all’anno. Attualmente tutto
lascia presagire che si otterranno
risultati simili anche con la cella di
produzione per erosione a fi lo. La
fl essibilità di queste celle di produzione
consente in qualsiasi momento di
allestire altre macchine per elettroe-
rosione a tuffo e a fi lo ed è anche pos-
sibile integrare senza problemi delle
fresatrici. Questo concetto è sicuro
per il futuro, perché è raggiungibile
per tappe ed è tanto attraente per la
fabbrica di magneti Schramberg, che
ha ordinato un’altra «piccola» cella di
produzione, costituita da una macchina
per elettroerosione a tuffo Roboform
350 con un rack di elettrodi e pezzi da
lavorare.
Un «ToolMaster» serve due macchine per
elettroerosione a tuffo Charmilles, per consentire
una produzione fl essibile 24 ore su 24.
PAROLA CHIAVECELLA DI PRODUZIONE
LA SOCIETÀMAGNETFABRIK SCHRAMBERG GMBH& CO. KG
Le macchine per elet-
troerosione del marchio
Charmilles rappresentano
una tecnologia centrale per
la costruzione di stampi
nell’ambito della fabbrica di
magneti Schramberg GmbH
& Co.KG dove sono state
allestite progressivamente in
celle di produzione.
Impulsi speciali conferiscono al pezzo le superfi ci più fi ni, per ridurre l’usura dell’elettrodo,
in modo che l’inserto di stampo è pronto al montaggio per lo stampaggio per iniezione.
riconoscimento e riposti in modo
aleatorio nel «ToolMaster». In
parallelo, dei pezzi da lavorare
sono stati misurati sui pallet, se-
gnati con i chip di riconoscimen-
to e introdotti nel «ToolMaster»
o nel «WorkPal». Le macchine
per elettroerosione a fi lo e a
tuffo hanno poi asportato tutte le
parti previste. Per lo stampo per
iniezione è stato utilizzato acciaio
metallurgico in polvere, acciaio
speciale e metallo duro. I pezzi
tagliati sono stati consegnati e
rivestiti di materia termoplastica
ad elevata performance. I nuclei
di stampo presentavano una
rugosità conforme alla VDI 20-0
e la tolleranza sull’utensile in-
tero era di ± 5 μm. La tecnologia
fondamentale è l’elettroerosione
con circa il 45% della produzione
totale.
Nel dipartimento erosione, si prepara
l’inserto di stampo per un utensile di
stampaggio per iniezione destinato alla
produzione di componenti automobilistici.
I diversi elettrodi di rame sono stati esami-
nati nella stazione di pre-regolazione.
I 3 impianti di erosione a tuffo e i 3 im-
pianti di erosione a fi lo illustrano la grande
importanza delle macchine Charmilles
nella fabbrica di magneti Schramberg
GmbH & Co. KG.
Grazie alla microtecnologia della mac-
china per elettroerosione a tuffo Roboform
350 MicroTEC, viene garantita una grande
stabilità di processo e di temperatura e si
ottengono tempi di servizio più lunghi.
La prima fase di allestimento
dell’elettroerosione a tuffo è stata eseguita
con una Roboform 350 e un ToolMaster.
L’allestimento fi nale è stato eseguito
con il «ToolMaster» della prima fase, che
comanda i due impianti di erosione a tuffo
Roboform 350 e 350 MicroTEC.
GF AgieCharmilles | Results TODAY | 01
EDM CUSTOMER | MAGNETFABRIK 13

TECNOLOGIE CHIAVE DA UN UNICO PRODUTTORE
Durante la progettazione del-
l’utensile sono stati tenuti in par-
ticolare considerazione i criteri
economici, per lavorare restando
il più vicino possibile alla pratica,
come i nostri clienti. Per la
produzione dell’utensile di zinco
sono state utilizzate le tecniche
di fresatura ad alta velocità HSC,
l’erosione a fi lo e a tuffo, nonché
la tecnica della fresatura HSC
con elettrodi di rame e grafi te. Il
capoprogetto di questo «progetto
di produzione» è stato Franz-
Josef Sendler, responsabile del
marketing prodotto e comunica-
zione di Agie Charmilles GmbH,
che ha assunto il ruolo di coordi-
natore e supervisore tecnico. La
moneta si basa su un disegno di
Roberto Grizzi, grafi co del dipar-
timento MarCom EDM, convertito
in programmi CAD e CAM.
LA GEOMETRIA HA DETERMINATO I PROCESSI DI LAVORAZIONE
Sul lato anteriore della moneta
recante un «Uno», il disegno ha
richiesto l’uso di strati arrotonda-
ti, con bordi nitidi e precisi. Una
caratteristica dell’ «Uno» sono
i suoi bordi esterni acuti e ben
visibili . La specifi ca del disegno
di dare una forma nitida ai simboli
a destra e a sinistra dell’ «Uno»
ha costituito una sfi da in materia
di tecnica di produzione. È stato
deciso di utilizzare i simboli come
corpo centrale, mentre gli spazi
per i simboli sono stati lavorati
mediante elettroerosione a fi lo.
In questo modo la geometria dei
simboli sulle superfi ci frontali del
corpo centrale, lavorato mediante
elettroerosione a fi lo, ha potuto
essere lavorata mediante fresatu-
ra HSC economica su una Mikron
XSM 400U.
Gli elementi che si trovano sul
lato posteriore della moneta
sono stati realizzati su diversi
livelli. L’impressione tridimensio-
nale è dovuta a strati di 0.05 mm
ciascuno, che conducono dal
più alto al più basso e viceversa.
Questi livelli graduati sono tutti
paralleli al piano. Gli strati ra-
diali sono fresati a HSC. Poiché
non si desideravano strati sugli
elementi di contorno del «profi lo
della Svizzera» né raggi di fre-
satura, la croce svizzera è stata
ritagliata e inserita al centro. In
questo modo è stato possibile
fresare gli strati, smussando il
taglio della «Croce svizzera».
La copia della cartina svizzera è
stata prodotta mediante fresatu-
ra HSC sotto forma di elettrodo
di grafi te su una Mikron HSM 300
GraphiteMaster e poi lavorata
mediante EDM a tuffo nello
stampo con il corpo centrale del-
la croce svizzera perfettamente
incorporato.
Tutti gli elementi presenti hanno
prodotto una «interpenetrazio-
ne» di livelli, rappresentata sul
lato anteriore e posteriore della
moneta. Le diffi coltà di pianifi ca-
zione che ne risultano, al fi ne di
utilizzare le tecnologie in modo
economico e di rispettare il pro-
getto, non hanno potuto essere
stimate dall’inizio. Dato che gli
eiettori sono sempre visibili sul
pezzo (nel nostro caso il lato
croce della moneta), i comuni
eiettori rotondi sarebbero stati
troppo semplici. Sono quindi
stati prodotti a forma di stemma
con la croce svizzera.
Numerosi dipartimenti di
GF AgieCharmilles hanno par-
tecipato al successo di questa
moneta coniata con precisione.
Questo dimostra che l’interazio-
ne dei collaboratori del gruppo è
altrettanto formidabile di quella
delle sue tecnologie. Coniata
per voi.
CONIATA PER VOIIl doppio senso è voluto. Da un lato, infatti, GF AgieCharmilles ha creato questa moneta espressamente
per i propri clienti e dall’altro i clienti ricevono il simbolo durevole di due tecnologie chiave: l’elettro-
erosione (EDM) e la fresatura ad alta velocità (HSC), con le quali è stato prodotto lo stampo di zinco di
questa moneta.
Solo la combinazione delle tecnologie
EDM ed HSC consente ai costruttori
e ai responsabili della pianifi cazione
del lavoro di realizzare nel modo più
economico possibile le geometrie dettate
dal progetto.
Sul lato posteriore della moneta, sono
chiaramente visibili i diversi livelli degli
elementi del disegno, che hanno richie-
sto metodi di lavorazione combinati.
GF AgieCharmilles | Results TODAY | 01
GF AgieCharmilles | LA MONETA 14

L’elettrodo di grafi te R8710 usato per
l’«Uno» è stato fabbricato su una Mikron
HSM 300 Graphitemaster mediante
sgrossatura e fi nitura con una qualità di
superfi cie di VDI 7.
Il profi lo della Svizzera è stato creato
sotto forma di elettrodo di grafi te R8710 su
una Mikron HSM 300 GraphitMaster.
La rugosità fi nale era di Ra 0.4 μm.
I tagli dei 4 corpi centrali sono stati
lavorati mediante EDM a fi lo su una AC
Challenge 3V con una rugosità di superfi cie
di Ra 0.6 μm e una tolleranza di profi lo di
± 2 μm.
La «Croce svizzera» è stata lavorata
come corpo centrale mediante EDM a fi lo su
una FI 440 CC con una qualità di superfi cie
di Ra 0.6 μm e una tolleranza di profi lo di
± 2 μm.
I 4 corpi centrali, sui quali sono stati fre-
sati i simboli con una Mikron XSM 400 U.
Dopo l’esecuzione delle aperture con
l’elettro-erosione a fi lo, dettagli più fi ni
sono stati fresati con una Mikron XSM 400U.
Per tutte le altre fasi della lavorazione, i
corpi centrali degli stampi sui due lati della
moneta sono stati realizzati mediante pro-
grammi CAD.
La scritta è stata inserita negli elettrodi
di rame mediante incisione artigianale.
Un’arte secolare che, come potete osserva-
re, viene ancora utilizzata nel XXI secolo.
Per la riproduzione dei dettagli, lo stampo
a pressione è stato fabbricato con acciaio
temprato 1.2767 HRC 54. Dato che gli
eiettori sono sempre visibili sul pezzo (nel
nostro caso il lato posteriore della moneta),
i comuni eiettori rotondi sarebbero stati
troppo semplici. Sono quindi stati prodotti a
forma di stemma con la croce svizzera.
Le monete sono state prodotte su una macchina per stampaggio ad iniezione della società Föhl
di Rudersberg, Germania.
Sulle monete prestampate si può vedere che l’utensile di zinco ad inie-
zione è stato progettato con stampo doppio per grandi quantità.
GF AgieCharmilles | Results TODAY | 01
GF AgieCharmilles | LA MONETA 15

Achieve more...
«SERVIZIO CLIENTI» – ESTENSIONE DEI SERVIZI DI GF AgieCharmilles
Con l’estensione della gamma dei «Servizi clienti»,
GF AgieCharmilles intende aiutare i propri clienti ad avere
ancora più successo. Grazie alla maggiore produttività,
i clienti traggono vantaggio dallo sviluppo delle loro
conoscenze tecniche e infi ne, con tempi di funzionamento
più lunghi, dalle loro macchine GF AgieCharmilles.
GF AgieCharmilles offre ai
propri clienti la più vasta gamma
di manutenzione del mercato
e progetta di consolidare
ulteriormente questo settore.
Ad esempio, nei prossimi mesi
nuovi fi li per elettroerosione
saranno proposti esclusivamen-
te da GF AgieCharmilles e il
programma di fedeltà dei clienti
«Privilege Club» sarà introdotto
in Germania e negli altri mer-
cati importanti. Inoltre, i clienti
disporranno di una «Banca dati
e know-how online» e di una
«e-boutique», mentre il progetto
di una piattaforma di ricambi
per i mercati asiatici è in fase di
analisi.
Grazie alla fusione dei marchi,
anche il personale è stato
riunito. In tutto il mondo, 700
tecnici di manutenzione, che
possiedono tra loro 10 000 anni
di esperienza, lavorano ora per
GF AgieCharmilles. Un fatto
unico.
PROGRAMMA DI FEDELTÀ
Il programma di fedeltà dei
clienti «Privilege Club» ricom-
pensa i clienti all’acquisto di
pezzi d’usura e di materiali di
consumo. Per ogni euro o franco,
il cliente acquisisce un «punto
Privilege». I punti possono
essere convertiti in contratti di
manutenzione, consulenza di
applicazione o in un programma
di formazione. Offerte ed eventi
esclusivi sono un altro vantaggio
dell’adesione al club. Ogni clien-
te può partecipare gratuitamente
al programma ed usufruire di
certi vantaggi. Il Privilege Club
funziona già da più di due anni in
Francia con successo.
Da allora funziona anche in Gran
Bretagna, Italia e negli Stati
Uniti. In Germania, il programma
di fedeltà clienti è stato trasferito
quest’anno al Privilege Club.
MANUTENZIONE PREVENTIVA
Il servizio di assistenza
telefonica risolve rapidamente
e direttamente al telefono più
dei due terzi dei problemi legati
alle macchine. Oltre a questa
assistenza in caso d’urgenza,
GF AgieCharmilles mira innan-
zitutto sulla prevenzione. Infatti,
la manutenzione preventiva può
evitare più del 70% dei tempi di
immobilizzazione delle macchine.
Non sorprende quindi che questi
contratti di manutenzione siano
molto apprezzati dai clienti di
GF AgieCharmilles. Ogni mac-
china è controllata minuziosa-
mente e in seguito viene redatta
una lista dettagliata delle misure
raccomandate. Questo controllo
dà al proprietario un’idea dello
stato del proprio parco macchine.
PROGRAMMA DI FORMA-ZIONE DETTAGLIATO
Con la formazione dei collabo-
ratori, è possibile sviluppare
un elevato potenziale di pro-
duzione. Le ricerche indicano
che gli operatori non formati
spesso utilizzano solo il 50%
delle capacità della macchina.
GF AgieCharmilles propone un
programma di formazione su
misura. Formazioni di base, di
sviluppo e formazioni di esperti
insegnano progressivamente
al tecnico le possibilità della
sua macchina. Questo non solo
migliora le qualifi che dei colla-
boratori, ma aumenta anche la
loro motivazione.
I PEZZI ORIGINALI GA-RANTISCONO LA QUALITÀ
Ogni macchina contiene fi no a
2000 pezzi diversi, la maggior
parte dei quali non deve fortuna-
tamente mai essere cambiata.
Ma chi punta sulla qualità dei
ricambi, dei pezzi d’usura e dei
materiali di consumo otterrà
fi no al 20% di produttività in più.
I pezzi originali aumentano la
© 2007 GF AgieCharmilles
I dati tecnici e le illustrazioni non sono vincolanti.
Non costituiscono caratteristiche garantite e sono soggette a modifi ca.
259.804.584
Impressum
Editore
GF AgieCharmilles
www.gfac.com
Redattore
Michael Katz
Fotografi e
Marinus van Breugel
Michael Katz
Grafi ca
David Hirsbrunner
Tiratura
140 000
Modo di pubblicazione
Due volte all’anno in
tedesco, francese,
inglese, italiano,
spagnolo e cinese.
Stampa
Poncioni SA, 6616 Losone,
Switzerland
Nr. 1
© GF AgieCharmilles
2007
durata di vita delle macchine
e garantiscono precisione e
performance elevate a lungo
termine. Affi nché i clienti pos-
sano disporre rapidamente dei
pezzi che desiderano, a Ginevra
ci sono più di 21 000 articoli
diversi in magazzino. Anche per
le macchine che hanno 15 o
più anni, molti ricambi originali
sono disponibili in breve tempo.
Più del 95 percento degli ordini
possono essere evasi il giorno
stesso del loro arrivo.
GF AgieCharmilles | Results TODAY | 01
CUSTOMER SERVICES | GF AgieCharmilles 16