6. Anwendung des Rheotensversuchs auf den Schlauchreckprozeß06.pdf · zentraler Bedeutung für die...
18
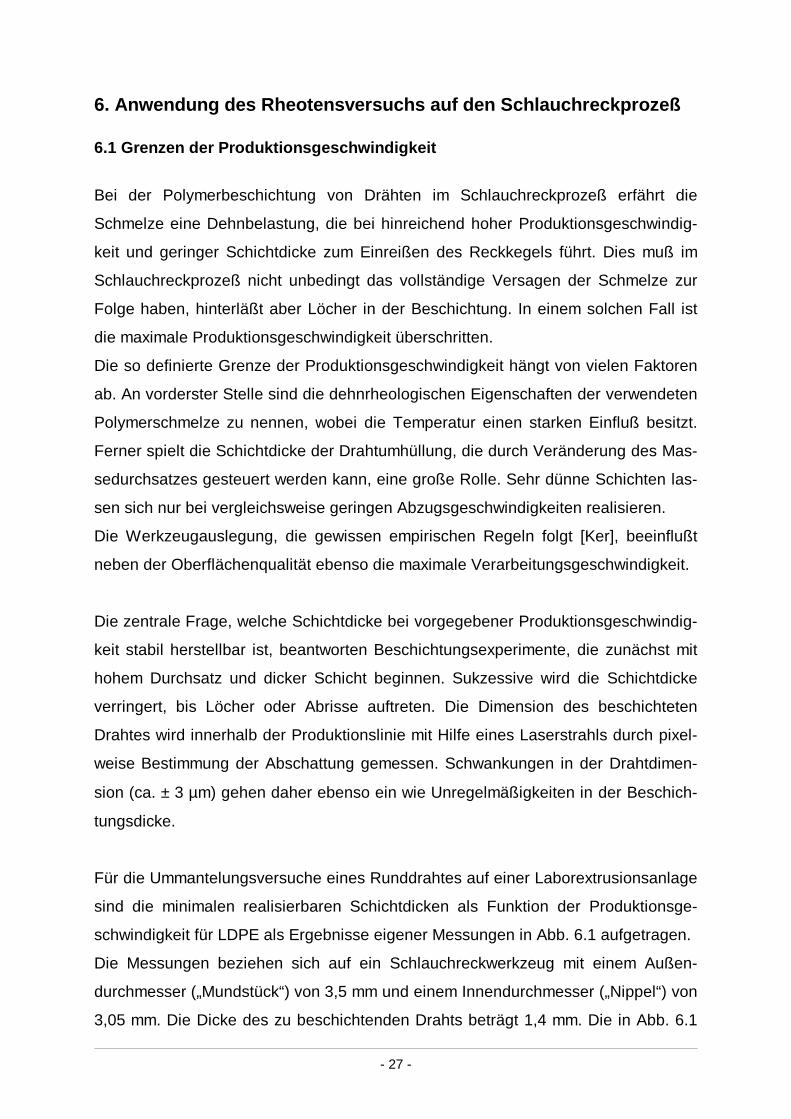
- 27 - 6. Anwendung des Rheotensversuchs auf den Schlauchreckprozeß 6.1 Grenzen der Produktionsgeschwindigkeit Bei der Polymerbeschichtung von Drähten im Schlauchreckprozeß erfährt die Schmelze eine Dehnbelastung, die bei hinreichend hoher Produktionsgeschwindig- keit und geringer Schichtdicke zum Einreißen des Reckkegels führt. Dies muß im Schlauchreckprozeß nicht unbedingt das vollständige Versagen der Schmelze zur Folge haben, hinterläßt aber Löcher in der Beschichtung. In einem solchen Fall ist die maximale Produktionsgeschwindigkeit überschritten. Die so definierte Grenze der Produktionsgeschwindigkeit hängt von vielen Faktoren ab. An vorderster Stelle sind die dehnrheologischen Eigenschaften der verwendeten Polymerschmelze zu nennen, wobei die Temperatur einen starken Einfluß besitzt. Ferner spielt die Schichtdicke der Drahtumhüllung, die durch Veränderung des Mas- sedurchsatzes gesteuert werden kann, eine große Rolle. Sehr dünne Schichten las- sen sich nur bei vergleichsweise geringen Abzugsgeschwindigkeiten realisieren. Die Werkzeugauslegung, die gewissen empirischen Regeln folgt [Ker], beeinflußt neben der Oberflächenqualität ebenso die maximale Verarbeitungsgeschwindigkeit. Die zentrale Frage, welche Schichtdicke bei vorgegebener Produktionsgeschwindig- keit stabil herstellbar ist, beantworten Beschichtungsexperimente, die zunächst mit hohem Durchsatz und dicker Schicht beginnen. Sukzessive wird die Schichtdicke verringert, bis Löcher oder Abrisse auftreten. Die Dimension des beschichteten Drahtes wird innerhalb der Produktionslinie mit Hilfe eines Laserstrahls durch pixel- weise Bestimmung der Abschattung gemessen. Schwankungen in der Drahtdimen- sion (ca. ± 3 μm) gehen daher ebenso ein wie Unregelmäßigkeiten in der Beschich- tungsdicke. Für die Ummantelungsversuche eines Runddrahtes auf einer Laborextrusionsanlage sind die minimalen realisierbaren Schichtdicken als Funktion der Produktionsge- schwindigkeit für LDPE als Ergebnisse eigener Messungen in Abb. 6.1 aufgetragen. Die Messungen beziehen sich auf ein Schlauchreckwerkzeug mit einem Außen- durchmesser („Mundstück“) von 3,5 mm und einem Innendurchmesser („Nippel“) von 3,05 mm. Die Dicke des zu beschichtenden Drahts beträgt 1,4 mm. Die in Abb. 6.1
Transcript of 6. Anwendung des Rheotensversuchs auf den Schlauchreckprozeß06.pdf · zentraler Bedeutung für die...
- 27 -
6. Anwendung des Rheotensversuchs auf den Schlauchreckprozeß
6.1 Grenzen der Produktionsgeschwindigkeit
Bei der Polymerbeschichtung von Drähten im Schlauchreckprozeß erfährt die
Schmelze eine Dehnbelastung, die bei hinreichend hoher Produktionsgeschwindig-
keit und geringer Schichtdicke zum Einreißen des Reckkegels führt. Dies muß im
Schlauchreckprozeß nicht unbedingt das vollständige Versagen der Schmelze zur
Folge haben, hinterläßt aber Löcher in der Beschichtung. In einem solchen Fall ist
die maximale Produktionsgeschwindigkeit überschritten.
Die so definierte Grenze der Produktionsgeschwindigkeit hängt von vielen Faktoren
ab. An vorderster Stelle sind die dehnrheologischen Eigenschaften der verwendeten
Polymerschmelze zu nennen, wobei die Temperatur einen starken Einfluß besitzt.
Ferner spielt die Schichtdicke der Drahtumhüllung, die durch Veränderung des Mas-
sedurchsatzes gesteuert werden kann, eine große Rolle. Sehr dünne Schichten las-
sen sich nur bei vergleichsweise geringen Abzugsgeschwindigkeiten realisieren.
Die Werkzeugauslegung, die gewissen empirischen Regeln folgt [Ker], beeinflußt
neben der Oberflächenqualität ebenso die maximale Verarbeitungsgeschwindigkeit.
Die zentrale Frage, welche Schichtdicke bei vorgegebener Produktionsgeschwindig-
keit stabil herstellbar ist, beantworten Beschichtungsexperimente, die zunächst mit
hohem Durchsatz und dicker Schicht beginnen. Sukzessive wird die Schichtdicke
verringert, bis Löcher oder Abrisse auftreten. Die Dimension des beschichteten
Drahtes wird innerhalb der Produktionslinie mit Hilfe eines Laserstrahls durch pixel-
weise Bestimmung der Abschattung gemessen. Schwankungen in der Drahtdimen-
sion (ca. ± 3 µm) gehen daher ebenso ein wie Unregelmäßigkeiten in der Beschich-
tungsdicke.
Für die Ummantelungsversuche eines Runddrahtes auf einer Laborextrusionsanlage
sind die minimalen realisierbaren Schichtdicken als Funktion der Produktionsge-
schwindigkeit für LDPE als Ergebnisse eigener Messungen in Abb. 6.1 aufgetragen.
Die Messungen beziehen sich auf ein Schlauchreckwerkzeug mit einem Außen-
durchmesser („Mundstück“) von 3,5 mm und einem Innendurchmesser („Nippel“) von
3,05 mm. Die Dicke des zu beschichtenden Drahts beträgt 1,4 mm. Die in Abb. 6.1

- 28 -
eingezeichneten Linien dienen der Übersichtlichkeit und zeigen für die angegebe-
nen Temperaturen den ungefähren Verlauf der Stabilitätsgrenzen, wobei Löcher-
und Abrißfreiheit das Kriterium für Stabilität ist. Oberhalb dieser Linien ist mit einer
fehlerfreien, „stabilen“ Produktion zu rechnen, bei Zuständen unterhalb der Linie
treten makroskopische Löcher und Abrisse auf, der Prozeß ist „instabil“. Die dünn-
sten „stabilen“ Beschichtungen sind mit ausgefüllten Symbolen gekennzeichnet, die
ersten „instabilen“ mit unausgefüllten Symbolen. Zusätzlich sind Linien für häufig
vorgegebene Schichtdicken (50, 65 und 80 µm) gestrichelt eingezeichnet.
Derartige Messungen und Auftragungen sind aus der Literatur nicht bekannt, obwohl
leicht einzusehen ist, von welch grundsätzlicher Bedeutung die Abhängigkeit der
erreichbaren Schichtdicke von der Produktionsgeschwindigkeit ist.
0 5 10 15 20 250
10
20
30
40
50
60
70
80
90
100
T
LDPE 1840 H
180°C 200°C 220°Cstabil stabil stabilinstabil instabil instabil
Sch
icht
dick
e [µ
m]
Produktionsgeschwindigkeit [m/min]
Abb. 6.1 Prozeßstabilität in Abhängigkeit von Schichtdicke und Produktionsgeschwindigkeit
In der folgenden Tabelle sind die aus Abb. 6.1 abzulesenden Ergebnisse für die
Produktionsgeschwindigkeit bei drei Schichtdicken und drei Temperaturen zusam-
mengestellt:
- 29 -
Schichtdicke ∆R [µm] T=180 °C T=200 °C T=220 °C
50 3 m/min 4 m/min 8 m/min
65 5 m/min 6 m/min 11 m/min
80 7 m/min 10,5 m/min > 25 m/min
Tab. 6.1: Maximale Produktionsgeschwindigkeit bei unterschiedlichen Schichtdicken und Extrusions-
temperaturen
Je langsamer produziert wird, desto dünnere Schichten sind herstellbar. Im Bereich
größerer Abzugsgeschwindigkeiten stellt sich offenbar ein konstanter Wert für die
dünnste stabile Schichtdicke ein. Bei allen Temperaturen zeigt sich ein ähnliches
Verhalten, wobei eine heißere Schmelze bei gleicher Produktionsgeschwindigkeit
dünnere Schichten ermöglicht. Bei T=220 °C kann eine 80 µm-Schicht stabil bis zur
Höchstgeschwindigkeit der Laboranlage (ca. 25 m/min) extrudiert werden.
Die Kurven durchlaufen jeweils ein Maximum, das sich bei höheren Temperaturen
systematisch zu höheren Produktionsgeschwindigkeiten verschiebt, wie durch den
Pfeil angedeutet. Als mögliche Ursache für ein solches Maximum könnte man in
Analogie zum Verlauf der stationären Dehnviskositätsfunktion einen Dehnverfesti-
gungseffekt in Betracht ziehen. Im Anhang A-3 sind (im Vorgriff auf kommende Ka-
pitel) Ergebnisse von diesbezüglichen Modellberechnungen dargestellt, die einen
Einblick in die Größenordnung der auftretenden Zugspannungs- und Dehnge-
schwindigkeitsentwicklung geben. Ein Vergleich zeigt allerdings, daß die Zugspan-
nung, bei der das Maximum der stationären Dehnviskosität auftritt, mehr als eine
Größenordnung niedriger ist als die abgeschätzte Zugspannung, die im modellierten
Schlauchreckprozeß aus Abb. 6.1 herrscht. Von einem direkten Zusammenhang
zwischen den Maxima in Abb. 6.1 und der Dehnverfestigung des LDPE kann also
nicht ausgegangen werden.
6.2 Anpassung des Rheotens-Versuchs an einen Schlauchreckprozeß
In dieser Arbeit wird das Rheotens-Experiment erstmals herangezogen, um in den
im Folgenden skizzierten Versuchsführungen den Verlauf der Deformation in einem
Beschichtungsprozeß zu betrachten mit dem Ziel, Kenntnis über Größenordnung
und Verlauf der Deformation zu erlangen. Letztlich sollen Maximalwerte der Be-
- 30 -
schichtungsgeschwindigkeit aus Rheotens-Daten abgeleitet werden. Der Rheotens-
Versuch ist hierfür hinsichtlich der äußeren Parameter Schmelzeaustrittsgeschwin-
digkeit, Abzugslänge und Düsengeometrie möglichst äquivalent zum Verarbeitungs-
verfahren zu gestalten, so daß er den Deformationsverlauf im Schlauchreckprozeß
möglichst realistisch simuliert.
Die Schmelzeaustrittsgeschwindigkeit ist proportional zum Massedurchsatz, der
recht genau eingehalten werden kann und der in Rheotens- und Schlauchreckver-
such absolut übereinstimmend eingestellt werden kann.
Eine weitere wichtige Einflußgröße ist der Abstand zwischen den Abzugswalzen und
dem Extrusionswerkzeug, die sogenannte Abzugslänge S. Die Abzugslänge im an
den Schlauchreckprozeß angepaßten Rheotens-Test soll der Länge des Reckkegels
entsprechen, denn bei Berührung der Abzugswalzen bzw. der Drahtoberfläche ist
das Ende des Verstreckvorgangs erreicht. Die Länge des Reckkegels hängt u.a. von
der Produktionsgeschwindigkeit ab, als typischer Wert für den Betrieb ohne Vakuum
können zehn Millimeter angenommen werden. Die Abzugslänge ist bei Verwendung
des Schlauchwerkzeugs nach unten auf 60 mm begrenzt, weil der Ring, mit dem das
Mundstück des Werkzeugs gehalten und eingestellt wird, knapp 40 mm vorsteht und
der Radius der Abzugswalzen 20 mm beträgt (siehe Abb. 6.2). Neben der minima-
len Abzugslänge von S=60 mm wurden für weitere Versuche auch die Abzugslängen
S=100 mm und S=180 mm eingestellt.

- 31 -
Abb. 6.2: Geometrische Behinderung am Schlauchreckwerkzeug
Da die Abzugslänge den Verstreckvorgang in extremer Weise beeinflußt, ist ihre
Vergleichbarkeit zur Länge des Reckkegels von grundsätzlicher Bedeutung. Hilfs-
weise wird eine Rundkapillare mit gleicher Querschnittsfläche gewählt, die nippelar-
tig aus dem Werkzeugkörper heraus- und in den Zwickelbereich hineinragt, wie in
Abb. 6.3 schematisiert. Damit ist eine realistische Abzugslänge von etwa 10 mm
realisierbar. Mit dem Durchmesser 1,7 mm hat sie den gleichen Schmelzeaustritts-
querschnitt wie das verwendete Schlauchreckwerkzeug mit einem Außendurchmes-
ser von 3,5 mm und einem Innendurchmesser von 3,05 mm. Auch die Länge der Ka-
pillare muß an das Schlauchwerkzeug angepaßt werden. Entsprechend der Vermu-
tung, daß die Länge der Bügelzone des Schlauchwerkzeugs (5 mm) eine sinnvolle
Größenordnung für die Kapillarlänge ist, wurden zwei Düsen mit dem Kapillardurch-
messer 1,7 mm und den Kapillarlängen 5 und 10 mm hergestellt, um den Einfluß der
Düsenlänge untersuchen zu können.
S=
60 m
m
Abzugsrolle
- 32 -
Abb. 6.3: Düsenkonstruktion zur Realisierung sehr kurzer Abzugslängen
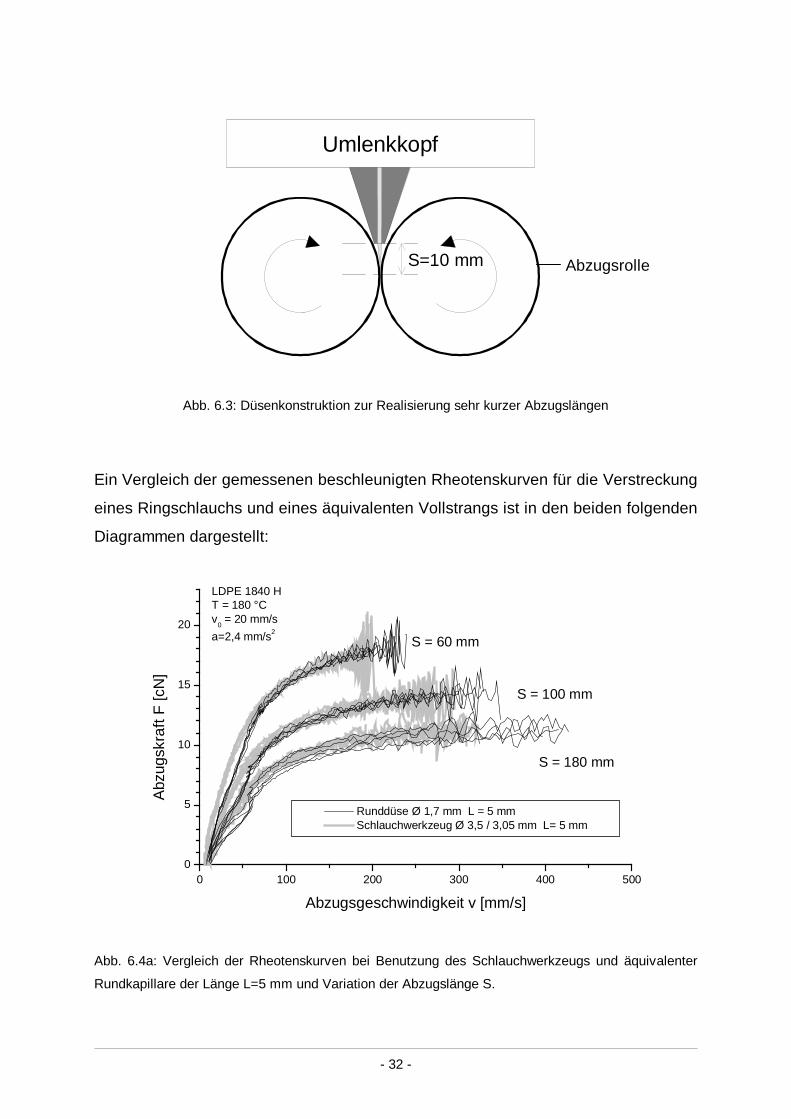
Ein Vergleich der gemessenen beschleunigten Rheotenskurven für die Verstreckung
eines Ringschlauchs und eines äquivalenten Vollstrangs ist in den beiden folgenden
Diagrammen dargestellt:
0 100 200 300 400 5000
5
10
15
20
S = 180 mm
S = 100 mm
S = 60 mm
LDPE 1840 HT = 180 °Cv
0 = 20 mm/s
a=2,4 mm/s2
Runddüse Ø 1,7 mm L = 5 mm Schlauchwerkzeug Ø 3,5 / 3,05 mm L= 5 mm
Abz
ugsk
raft
F [c
N]
Abzugsgeschwindigkeit v [mm/s]
Abb. 6.4a: Vergleich der Rheotenskurven bei Benutzung des Schlauchwerkzeugs und äquivalenter
Rundkapillare der Länge L=5 mm und Variation der Abzugslänge S.
Umlenkkopf
S=10 mm Abzugsrolle
- 33 -
Abb. 6.4a zeigt die Ergebnisse für die Ringdüse und die Vollstrang-Düse mit der
Länge 5 mm. Die Kurvenformen und Kraftniveaus stimmen erstaunlich gut überein,
wenn man bedenkt, daß die Gestalt der beiden Werkzeuge völlig unterschiedlich ist.
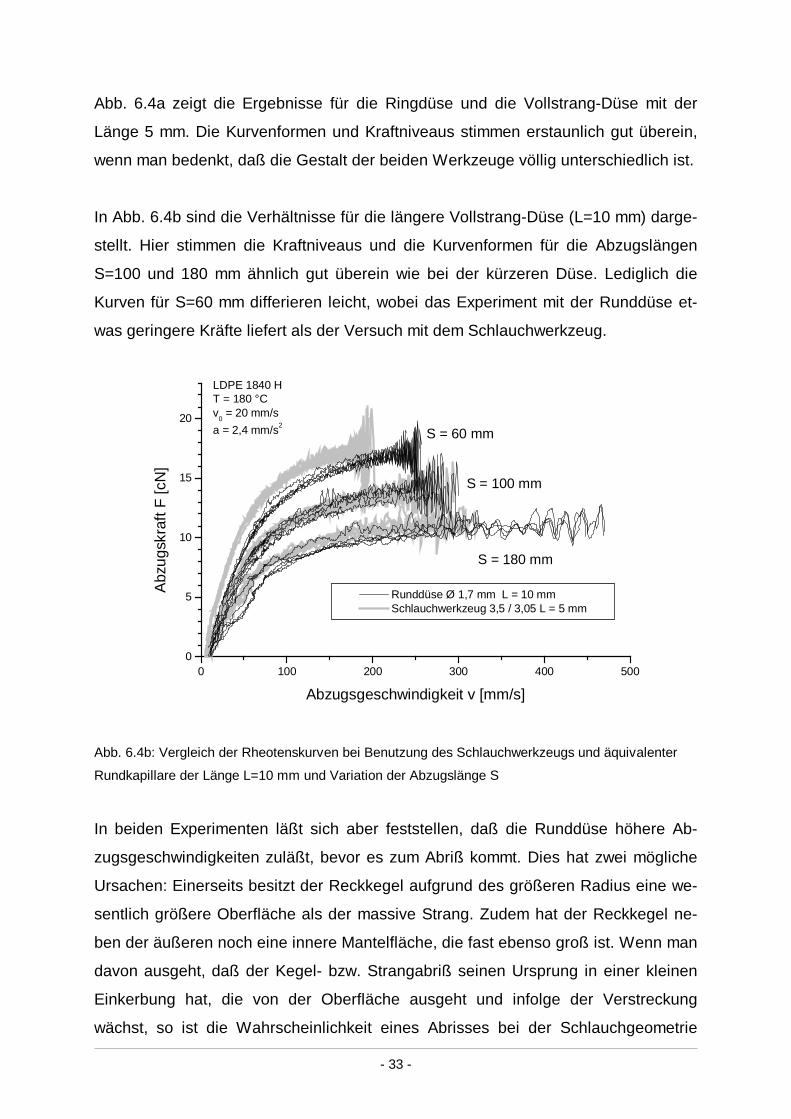
In Abb. 6.4b sind die Verhältnisse für die längere Vollstrang-Düse (L=10 mm) darge-
stellt. Hier stimmen die Kraftniveaus und die Kurvenformen für die Abzugslängen
S=100 und 180 mm ähnlich gut überein wie bei der kürzeren Düse. Lediglich die
Kurven für S=60 mm differieren leicht, wobei das Experiment mit der Runddüse et-
was geringere Kräfte liefert als der Versuch mit dem Schlauchwerkzeug.
0 100 200 300 400 5000
5
10
15
20
S = 180 mm
S = 100 mm
S = 60 mm
LDPE 1840 HT = 180 °Cv
0 = 20 mm/s
a = 2,4 mm/s2
Runddüse Ø 1,7 mm L = 10 mm Schlauchwerkzeug 3,5 / 3,05 L = 5 mm
Abz
ugsk
raft
F [c
N]
Abzugsgeschwindigkeit v [mm/s]
Abb. 6.4b: Vergleich der Rheotenskurven bei Benutzung des Schlauchwerkzeugs und äquivalenter
Rundkapillare der Länge L=10 mm und Variation der Abzugslänge S
In beiden Experimenten läßt sich aber feststellen, daß die Runddüse höhere Ab-
zugsgeschwindigkeiten zuläßt, bevor es zum Abriß kommt. Dies hat zwei mögliche
Ursachen: Einerseits besitzt der Reckkegel aufgrund des größeren Radius eine we-
sentlich größere Oberfläche als der massive Strang. Zudem hat der Reckkegel ne-
ben der äußeren noch eine innere Mantelfläche, die fast ebenso groß ist. Wenn man
davon ausgeht, daß der Kegel- bzw. Strangabriß seinen Ursprung in einer kleinen
Einkerbung hat, die von der Oberfläche ausgeht und infolge der Verstreckung
wächst, so ist die Wahrscheinlichkeit eines Abrisses bei der Schlauchgeometrie
- 34 -
größer als beim Vollstrang, der erst bei größerer Deformation versagt. Die Abrisse
passieren stets in der Nähe der Abzugsrollen, wo die Verstreckung am größten ist.
Die andere Ursache kann mit der Anordnung der Werkzeugbestandteile im Be-
schichtungskopf zusammenhängen (Bündigkeit von Mundstück und Nippel). Wenn
der Nippel ca. 0,5-1 mm aus dem Werkzeug herausragt, ist erfahrungsgemäß mit
besseren Extrusionsergebnissen hinsichtlich der erreichbaren Produktionsge-
schwindigkeiten und der Oberflächenglätte zu rechnen, als wenn die Nippelkante
hinter der Mundstücköffnung bleibt [Och,Ott]. Kertscher [Ker] empfiehlt, den Nippel
aus dem Mundstück des Schlauchwerkzeugs hervorstehen zu lassen. Eine theoreti-
sche Betrachtung des Phänomens konnte in der Literatur nicht gefunden werden. In
eigenen Schlauchreckexperimenten konnte dieser Befund bestätigt werden.
Die Vergleichbarkeit der Verstreckeigenschaften bei unterschiedlichen Strangformen
ist im wesentlichen dann gegeben, wenn die Kraftniveaus und die Kurvenformen
übereinstimmen. Die Lage des Abrißpunkts hingegen wird außer durch die Schmel-
zeeigenschaften auch durch die Kontaktreaktionen mit der Abzugsvorrichtung be-
einflußt. Die zitierte Literatur geht auf diesen Einfluß nicht ein.
Aus der großen Ähnlichkeit der Rheotenskurven bei äquivalenten äußeren Parame-
tern kann geschlossen werden, daß der Dehnprozeß beim Vollstrang und beim
Ringschlauch gleichartig verläuft und die Rheotenskurve nicht von der Düsengestalt,
sondern nur von der Fläche des Querschnitts abhängt. Diese Erkenntnis ist von
zentraler Bedeutung für die nachfolgenden Abhandlungen und bildet die Diskus-
sionsgrundlage für die Modellierung von Rheotensversuchen zur Simulation von
Schlauchreckprozessen. Fast alle gefundenen Beiträge zum Rheotensversuch be-
ziehen sich auf Runddüsen mit konstantem Durchmesser. Die Ausnahme stellt eine
Arbeit von Laun und Schuch [LaS] dar, in der aber nur Rundkapillaren mit zu- und
abnehmendem Durchmesser untersucht wurden, nicht jedoch Ringdüsen. Im Hin-
blick auf diese Arbeit ist der Beitrag von Laun und Schuch allerdings nicht relevant,
weil die eigenen Ergebnisse stets unter Verwendung von Kapillaren konstanten
Durchmessers gewonnen wurden.
- 35 -
6.3 Maximale Verstreckung im Rheotens-Versuch
In Kap. 6.1 wurden die Ergebnisse der minimalen Schichtdicke als Funktion der Ab-
zugsgeschwindigkeit dargestellt, die auf der Labor-Ummantelungsanlage erhalten
werden. Mit geeigneten Rheotens-Experimenten kann ebenfalls eine minimale (fikti-
ve) Schichtdicke als Funktion der Abzugsgeschwindigkeit im Schlauchreckprozeß
bestimmt werden. Hierzu werden unbeschleunigte Versuche bei mehreren konstan-
ten Walzengeschwindigkeiten im Bereich des Abrißpunkts durchgeführt und für
mehrere Durchsätze wiederholt. Die Geschwindigkeit der Abzugsrollen entspricht
dabei der Produktionsgeschwindigkeit. Die maximale Abzugsgeschwindigkeit (bei
konstanter Schmelzeaustrittsgeschwindigkeit) ist die Rollengeschwindigkeit, bei der
die Schmelze gerade noch ohne Abriß verstreckt werden kann. Durch die im folgen-
den dargestellte Umrechnung läßt sich dann die jeweilige Schichtdicke für einen fik-
tiven Drahtdurchmesser Di, der real auch bei den Beschichtungsversuchen (s. Abb.
6.1) verwendet wurde, bestimmen.
Für die Bestimmung von Abrißgrenzen mit Hilfe des Rheotensversuchs muß der zu-
grundeliegende Durchsatz in Zusammenhang gebracht werden mit der Schichtdicke
in einem äquivalenten Schlauchreckprozeß. Dieser Durchsatz m�
liegt auch dem
analogen Schlauchreckprozeß zugrunde. Dort kann er ausgedrückt werden durch
die Dichte bei Raumtemperatur ρRT (die Schichtdicke wird bei Raumtemperatur ge-
messen) und den Volumenstrom V�
:
Vm RT
�
�
⋅ρ= (Gl. 6.1)
Der Volumenstrom ist das Produkt aus Beschichtungsquerschnitt A und Produkti-
onsgeschwindigkeit (die der Maximalgeschwindigkeit im Rheotensversuch identisch
ist).
Avm RT ⋅⋅ρ= max
�
(Gl. 6.2)
( )max
22
4 v
mDDA
RTia ⋅ρ
=−⋅π=�
(Gl. 6.3)
- 36 -
Da und Di sind der Außen- und der Innendurchmesser der Beschichtung (Di = Draht-
durchmesser). Umformung von Gl. 6.3 ergibt
2
max
2 4i
RTa D
v
mD +
⋅ρ⋅π⋅=
�(Gl. 6.4)
Aus Gl. 6.4 kann die Schichtdicke ∆R (halbe Differenz der Durchmesser des be-
schichteten und des unbeschichteten Drahts) wie folgt berechnet werden:
( ) ��
�
����
�
−+⋅ρ⋅π
⋅⋅=−⋅=∆ iiRT
ia DDv
mDDR 2
max
4
2
1
2
1 �(Gl. 6.5)
Damit ergibt sich die Schichtdicke aus den Rheotensversuchen zu:
��
��
�
−+⋅ρ⋅π
⋅=∆ iiRT
DDv
mR 2
max
4
2
1 �(Gl. 6.6)
∆R.....Schichtdickem� ......DurchsatzρRT.....Dichte des Polymers bei RTvmax....Maximale Abzugsgeschwindigkeit im Rheotensversuch ohne AbrißDi.......Drahtdurchmesser
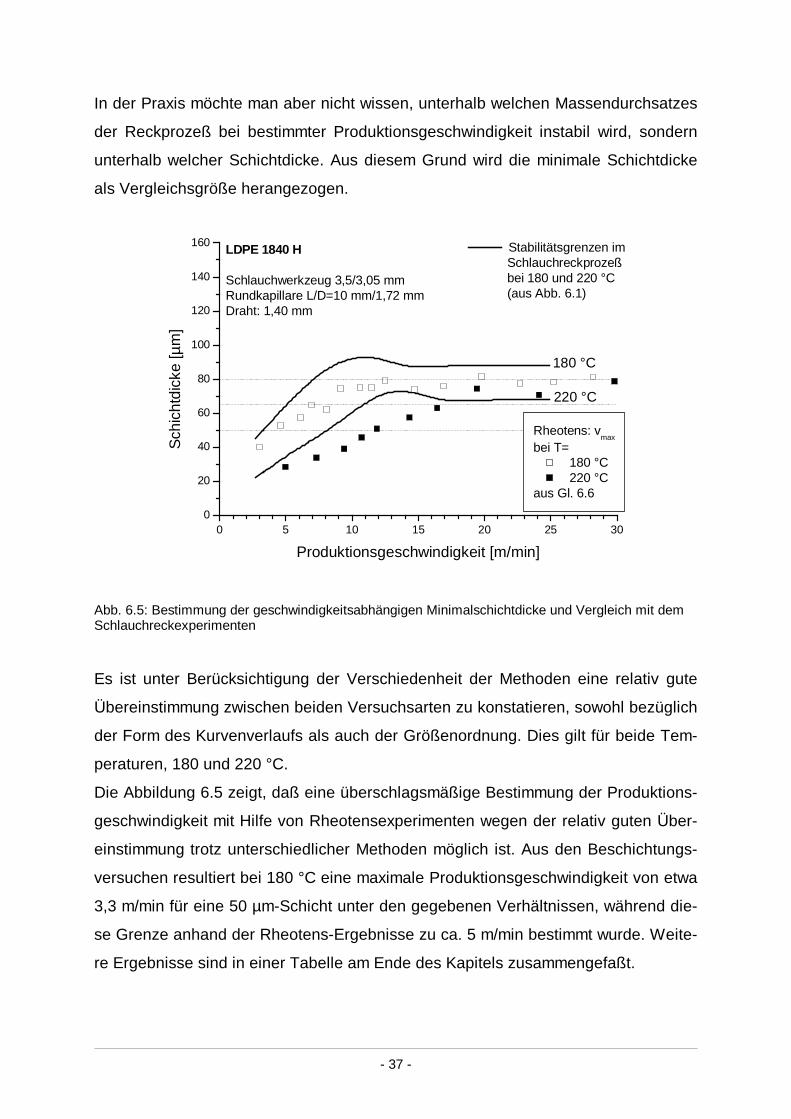
In Abb. 6.5 sind für LDPE die Abrißgrenzen in Schlauchreck-Beschichtungs-
experimenten (vgl. Abb. 6.1) und in Rheotensversuchen zum Vergleich gegenüber-
gestellt. Grundlage dieses Vergleichs ist die Bestimmung einer maximalen Abzugs-
geschwindigkeit (=Produktionsgeschwindigkeit) bei vorgegebenem Durchsatz. In
einem realen Schlauchreckexperiment führt dieser (zunächst unbekannte) Durchsatz
zu einer gewissen Schichtdicke, die gemessen wird, und durch einfache Umformung
der Gl. 6.3 kann der Durchsatz aus der gemessenen Schichtdicke berechnet wer-
den. Beim Rheotensversuch hingegen ist der Durchsatz direkt meßbar und wird vor-
gegeben. Mit der maximalen Abzugsgeschwindigkeit ohne Abriß wird unter Verwen-
dung von Gl. 6.6 berechnet, zu welcher Schichtdicke der vorgegebene Durchsatz
führen würde, wenn ein Draht des Durchmessers Di beschichtet würde.
- 37 -
In der Praxis möchte man aber nicht wissen, unterhalb welchen Massendurchsatzes
der Reckprozeß bei bestimmter Produktionsgeschwindigkeit instabil wird, sondern
unterhalb welcher Schichtdicke. Aus diesem Grund wird die minimale Schichtdicke
als Vergleichsgröße herangezogen.
0 5 10 15 20 25 300
20
40
60
80
100
120
140
160 Stabilitätsgrenzen im Schlauchreckprozeß bei 180 und 220 °C (aus Abb. 6.1)
220 °C
180 °C
Rheotens: vmax
bei T= 180 °C 220 °C
aus Gl. 6.6
LDPE 1840 H
Schlauchwerkzeug 3,5/3,05 mmRundkapillare L/D=10 mm/1,72 mmDraht: 1,40 mm
Sch
icht
dick
e [µ
m]
Produktionsgeschwindigkeit [m/min]
Abb. 6.5: Bestimmung der geschwindigkeitsabhängigen Minimalschichtdicke und Vergleich mit demSchlauchreckexperimenten
Es ist unter Berücksichtigung der Verschiedenheit der Methoden eine relativ gute
Übereinstimmung zwischen beiden Versuchsarten zu konstatieren, sowohl bezüglich
der Form des Kurvenverlaufs als auch der Größenordnung. Dies gilt für beide Tem-
peraturen, 180 und 220 °C.
Die Abbildung 6.5 zeigt, daß eine überschlagsmäßige Bestimmung der Produktions-
geschwindigkeit mit Hilfe von Rheotensexperimenten wegen der relativ guten Über-
einstimmung trotz unterschiedlicher Methoden möglich ist. Aus den Beschichtungs-
versuchen resultiert bei 180 °C eine maximale Produktionsgeschwindigkeit von etwa
3,3 m/min für eine 50 µm-Schicht unter den gegebenen Verhältnissen, während die-
se Grenze anhand der Rheotens-Ergebnisse zu ca. 5 m/min bestimmt wurde. Weite-
re Ergebnisse sind in einer Tabelle am Ende des Kapitels zusammengefaßt.

- 38 -
Dieser Zusammenhang ist von zentraler Bedeutung für die Motivation dieser Arbeit,
denn aufgrund dieser Ergebnisse kann auch der Rheotensversuch Auskunft geben,
welche Schichtdicke des verwendeten Beschichtungsmaterials bei welcher Ge-
schwindigkeit im realen Beschichtungsprozeß mit den vorgegebenen Parametern
realisierbar ist, was im nachfolgenden gezeigt und diskutiert wird.
Wird eine bestimmte Schichtdicke angestrebt, weil beispielsweise der isolierte Draht
Standardmaße erfüllen muß (z.B. Schichtdicke 50 µm bei Drahtdurchmesser 1,4
mm), so ist eine weitere Auftragung von Interesse, die zeigt, ob die maximal erreich-
bare Abzugsgeschwindigkeit über der jeweils gewünschten Produktionsgeschwin-
digkeit liegt. Nach Gl. 6.4 hängt die vorgegebene Produktionsgeschwindigkeit v be-
schichteter Drähte mit dem Massedurchsatz m�
, der Dichte ρ des Polymers bei
Raumtemperatur und den Durchmessern des beschichteten und unbeschichteten
Drahts Da und Di wie folgt zusammen:
)(
422iaRT DD
mv
−⋅π⋅ρ⋅=
�
(Gl. 6.7)
Eine Auftragung der gemessenen maximalen Abzugsgeschwindigkeit bei Rheotens-
versuchen in Abhängigkeit vom Durchsatz kann bei Anwendung von Gl. 6.7 auf den
Rheotensversuch aussagen, ob bei einer bestimmten fiktiven Schichtdicke die vor-
gegebene Produktionsgeschwindigkeit erreicht werden kann oder nicht. Dies kann
mit Hilfe von Abb. 6.6 entschieden werden.
Zum besseren Verständnis ist auf einer zweiten x-Achse die aus dem Durchsatz
nach Gl. 6.7 berechnete zugrundeliegende Produktionsgeschwindigkeit angegeben.
Die durchgezogene Linie „Sollgeschwindigkeit“ zeigt, wie hoch die Abzugsge-
schwindigkeit sein muß, damit bei vorgegebenem Durchsatz die vorgegebene (fikti-
ve) Schichtdicke, in diesem Fall 50 µm erreicht wird. Sie trennt die Bereiche, in de-
nen die gemessene maximale Abzugsgeschwindigkeit größer bzw. geringer als die
aus der Durchsatzvorgabe berechnete Produktionsgeschwindigkeit ist. Wenn die
erreichte (gemessene) maximale Abzugsgeschwindigkeit des Strangs geringer als
der theoretische Wert ist, liegt der Meßpunkt also unterhalb dieser Trennlinie, dann
ist keine stabile Produktion zu erwarten, sondern Löcher und Abrisse. Liegt die ma-

- 39 -
ximale Abzugsgeschwindigkeit, also die Verstreckbarkeit, über dem benötigten Wert,
kann stabil und ohne Abrisse produziert werden.
0 2 4 6 8 10 120
50
100
150
200
250
300
350
400
450
500
LDPE 1840 HT=180 °CL/D = 5/1,72Draht-Ø 1,4 mm50 µm-Schicht
S=10 mm S=8 mm
gem
esse
ne m
axim
ale
Ges
chw
indi
gkei
t [m
m/s
]
Durchsatz [g/min]
0 10 20 30 40 50
instabileProduktion
stabileProduktion
Sollgeschw.
vorgegebene Produktionsgeschwindigkeit [m/min]
Abb. 6.6: Maximale Abzugsgeschwindigkeit bei Variation des Durchsatzes (Rheotens) für zwei ver-
schiedene Abzugslängen S
Im Beispiel von Abb. 6.6 ist eine Schicht der Dicke 50 µm angestrebt. Eine Abzugs-
rollengeschwindigkeit von 500 mm/s entspricht einer Produktionsgeschwindigkeit
von 30 m/min. Bis zu einem Durchsatz von ca. 1 g/min, der in einem Beschichtungs-
prozeß einer Produktionsgeschwindigkeit von 5 m/min entsprechen würde, liegen
die gemessenen maximalen Abzugsgeschwindigkeiten oberhalb der Trennlinie zwi-
schen stabiler und instabiler Produktion. Bis zu 5 m/min ist mit stabilen Verhältnis-
sen in der Produktion zu rechnen, oberhalb 5 m/min mit Löchern und Abrissen.
Eine untergeordnete Rolle spielt in diesem Fall die Abzugslänge, weil die Meß-
punkte erst bei Durchsätzen oberhalb 4 g/min bei den untersuchten prozeßrelevan-
ten Abzugslängen 8 und 10 mm voneinander abweichen. Die Meßgenauigkeit der
Abrißgeschwindigkeiten ist bei kleinen Abzugsgeschwindigkeiten erheblich besser
als bei großen. Wie in der Verfahrensbeschreibung unbeschleunigter Rheotensver-
- 40 -
suche bereits in Kap. 3.3 erläutert, macht aber die Angabe von Streubereichen we-
nig Sinn, weil stets die kleinste Geschwindigkeit, bei der (in mehrmals reproduzier-
ten Experimenten) ein Strangabriß stattfand, angegeben wird.
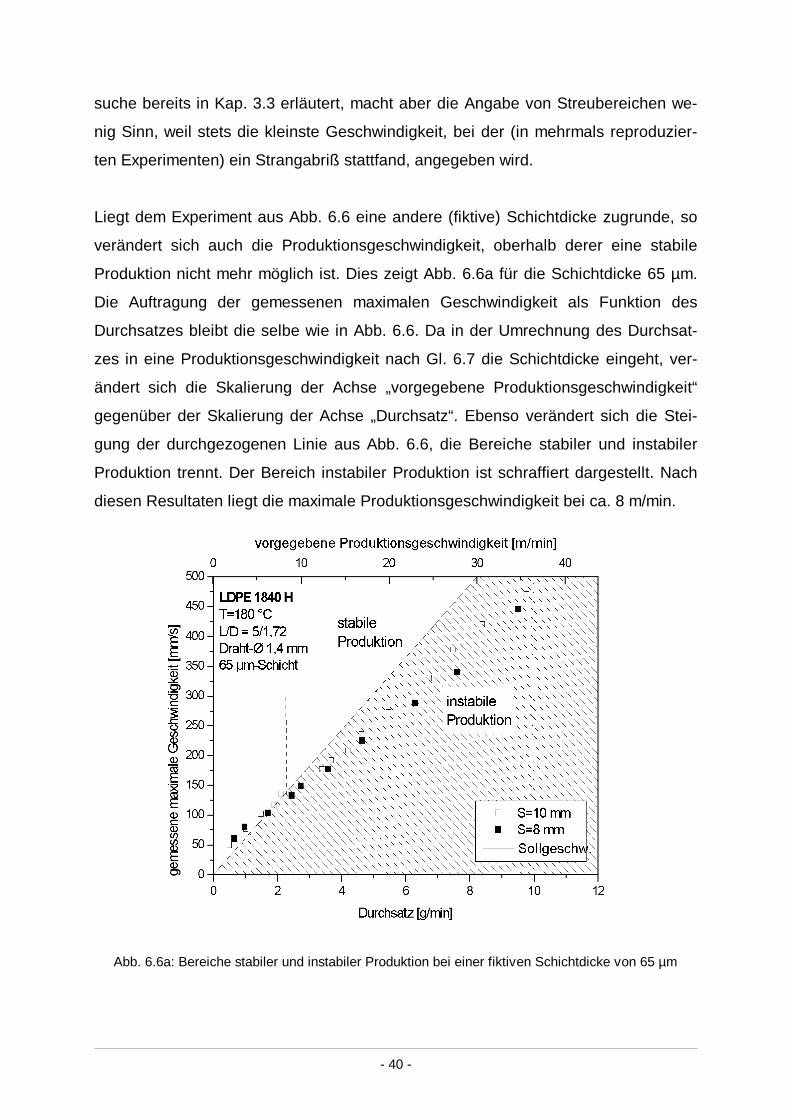
Liegt dem Experiment aus Abb. 6.6 eine andere (fiktive) Schichtdicke zugrunde, so
verändert sich auch die Produktionsgeschwindigkeit, oberhalb derer eine stabile
Produktion nicht mehr möglich ist. Dies zeigt Abb. 6.6a für die Schichtdicke 65 µm.
Die Auftragung der gemessenen maximalen Geschwindigkeit als Funktion des
Durchsatzes bleibt die selbe wie in Abb. 6.6. Da in der Umrechnung des Durchsat-
zes in eine Produktionsgeschwindigkeit nach Gl. 6.7 die Schichtdicke eingeht, ver-
ändert sich die Skalierung der Achse „vorgegebene Produktionsgeschwindigkeit“
gegenüber der Skalierung der Achse „Durchsatz“. Ebenso verändert sich die Stei-
gung der durchgezogenen Linie aus Abb. 6.6, die Bereiche stabiler und instabiler
Produktion trennt. Der Bereich instabiler Produktion ist schraffiert dargestellt. Nach
diesen Resultaten liegt die maximale Produktionsgeschwindigkeit bei ca. 8 m/min.
Abb. 6.6a: Bereiche stabiler und instabiler Produktion bei einer fiktiven Schichtdicke von 65 µm
- 41 -
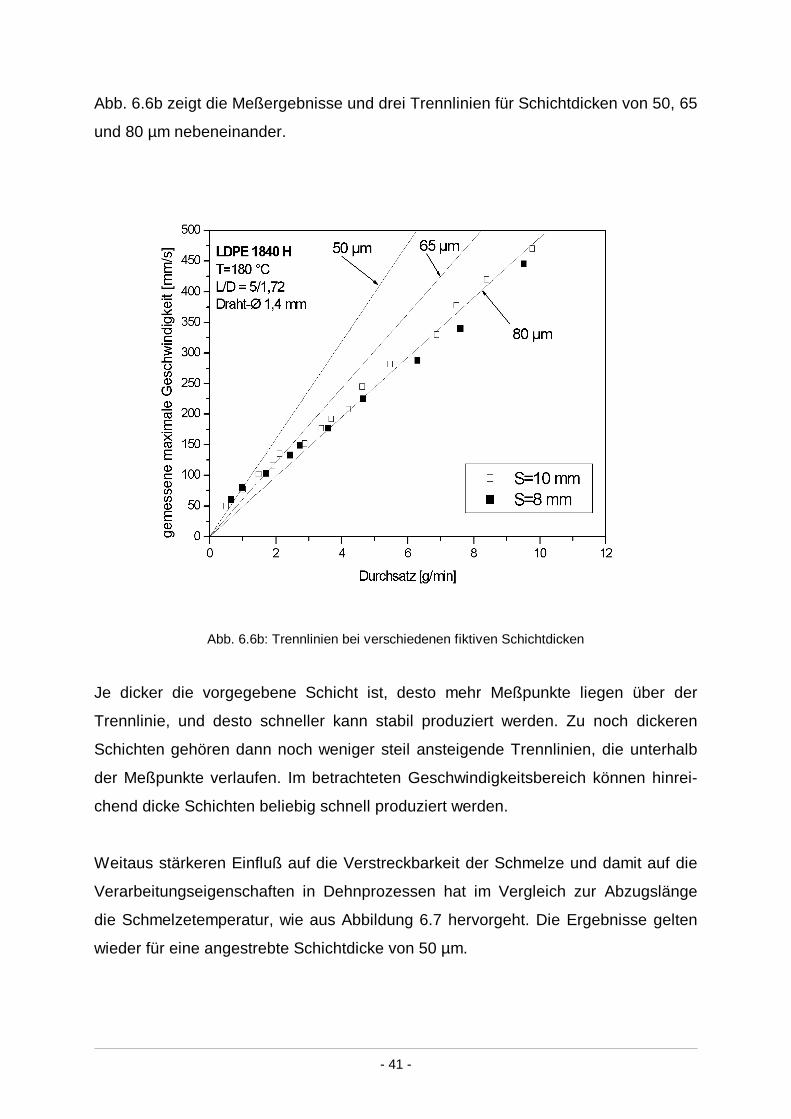
Abb. 6.6b zeigt die Meßergebnisse und drei Trennlinien für Schichtdicken von 50, 65
und 80 µm nebeneinander.
Abb. 6.6b: Trennlinien bei verschiedenen fiktiven Schichtdicken
Je dicker die vorgegebene Schicht ist, desto mehr Meßpunkte liegen über der
Trennlinie, und desto schneller kann stabil produziert werden. Zu noch dickeren
Schichten gehören dann noch weniger steil ansteigende Trennlinien, die unterhalb
der Meßpunkte verlaufen. Im betrachteten Geschwindigkeitsbereich können hinrei-
chend dicke Schichten beliebig schnell produziert werden.
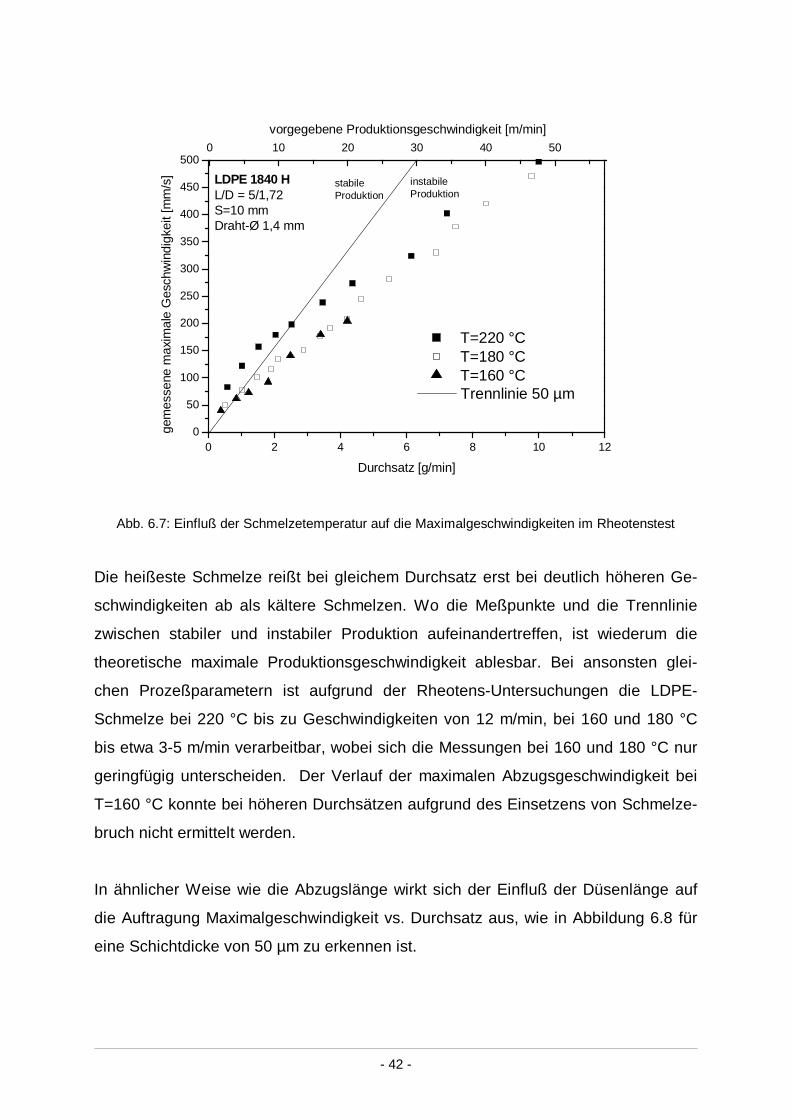
Weitaus stärkeren Einfluß auf die Verstreckbarkeit der Schmelze und damit auf die
Verarbeitungseigenschaften in Dehnprozessen hat im Vergleich zur Abzugslänge
die Schmelzetemperatur, wie aus Abbildung 6.7 hervorgeht. Die Ergebnisse gelten
wieder für eine angestrebte Schichtdicke von 50 µm.
- 42 -
0 2 4 6 8 10 120
50
100
150
200
250
300
350
400
450
500
LDPE 1840 HL/D = 5/1,72S=10 mmDraht-Ø 1,4 mm
T=220 °C T=180 °C T=160 °C
gem
esse
ne m
axim
ale
Ges
chw
indi
gkei
t [m
m/s
]
Durchsatz [g/min]
0 10 20 30 40 50
instabileProduktion
stabile Produktion
Trennlinie 50 µm
vorgegebene Produktionsgeschwindigkeit [m/min]
Abb. 6.7: Einfluß der Schmelzetemperatur auf die Maximalgeschwindigkeiten im Rheotenstest
Die heißeste Schmelze reißt bei gleichem Durchsatz erst bei deutlich höheren Ge-
schwindigkeiten ab als kältere Schmelzen. Wo die Meßpunkte und die Trennlinie
zwischen stabiler und instabiler Produktion aufeinandertreffen, ist wiederum die
theoretische maximale Produktionsgeschwindigkeit ablesbar. Bei ansonsten glei-
chen Prozeßparametern ist aufgrund der Rheotens-Untersuchungen die LDPE-
Schmelze bei 220 °C bis zu Geschwindigkeiten von 12 m/min, bei 160 und 180 °C
bis etwa 3-5 m/min verarbeitbar, wobei sich die Messungen bei 160 und 180 °C nur
geringfügig unterscheiden. Der Verlauf der maximalen Abzugsgeschwindigkeit bei
T=160 °C konnte bei höheren Durchsätzen aufgrund des Einsetzens von Schmelze-
bruch nicht ermittelt werden.
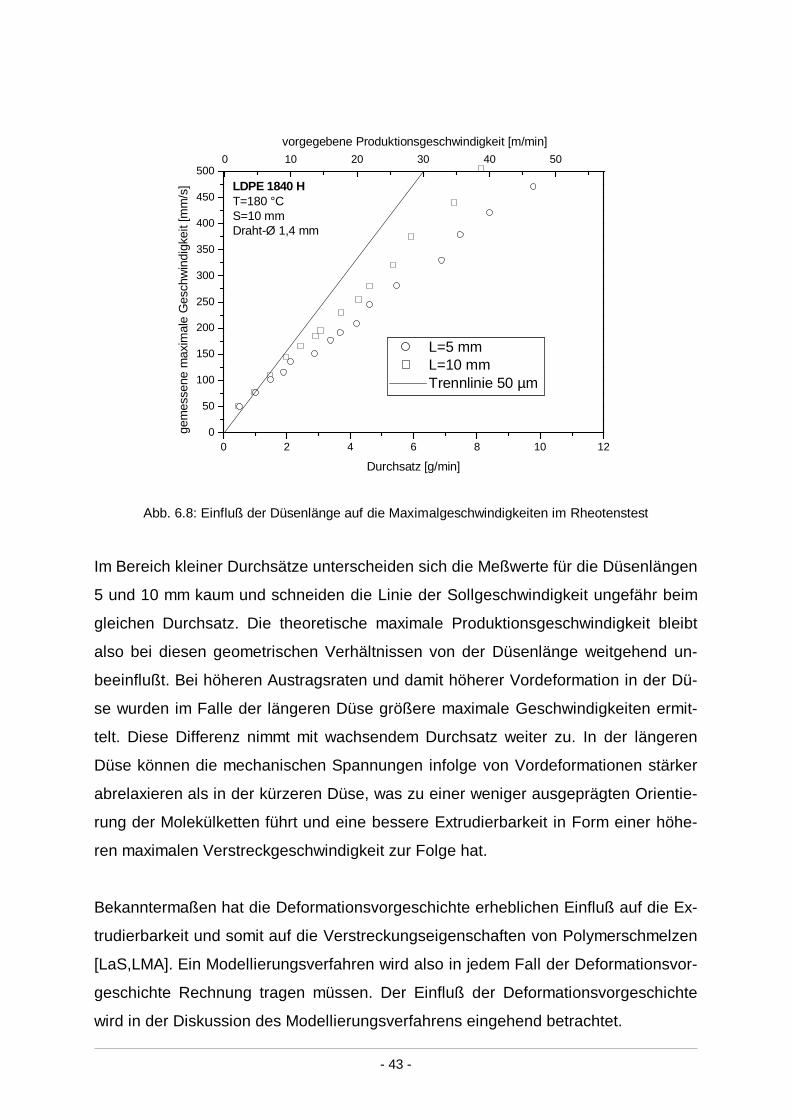
In ähnlicher Weise wie die Abzugslänge wirkt sich der Einfluß der Düsenlänge auf
die Auftragung Maximalgeschwindigkeit vs. Durchsatz aus, wie in Abbildung 6.8 für
eine Schichtdicke von 50 µm zu erkennen ist.
- 43 -
Abb. 6.8: Einfluß der Düsenlänge auf die Maximalgeschwindigkeiten im Rheotenstest
Im Bereich kleiner Durchsätze unterscheiden sich die Meßwerte für die Düsenlängen
5 und 10 mm kaum und schneiden die Linie der Sollgeschwindigkeit ungefähr beim
gleichen Durchsatz. Die theoretische maximale Produktionsgeschwindigkeit bleibt
also bei diesen geometrischen Verhältnissen von der Düsenlänge weitgehend un-
beeinflußt. Bei höheren Austragsraten und damit höherer Vordeformation in der Dü-
se wurden im Falle der längeren Düse größere maximale Geschwindigkeiten ermit-
telt. Diese Differenz nimmt mit wachsendem Durchsatz weiter zu. In der längeren
Düse können die mechanischen Spannungen infolge von Vordeformationen stärker
abrelaxieren als in der kürzeren Düse, was zu einer weniger ausgeprägten Orientie-
rung der Molekülketten führt und eine bessere Extrudierbarkeit in Form einer höhe-
ren maximalen Verstreckgeschwindigkeit zur Folge hat.
Bekanntermaßen hat die Deformationsvorgeschichte erheblichen Einfluß auf die Ex-
trudierbarkeit und somit auf die Verstreckungseigenschaften von Polymerschmelzen
[LaS,LMA]. Ein Modellierungsverfahren wird also in jedem Fall der Deformationsvor-
geschichte Rechnung tragen müssen. Der Einfluß der Deformationsvorgeschichte
wird in der Diskussion des Modellierungsverfahrens eingehend betrachtet.
0 2 4 6 8 10 120
50
100
150
200
250
300
350
400
450
500
LDPE 1840 HT=180 °CS=10 mmDraht-Ø 1,4 mm
L=5 mm L=10 mm
Trennlinie 50 µm
gem
esse
ne m
axim
ale
Ges
chw
indi
gkei
t [m
m/s
]
Durchsatz [g/min]
0 10 20 30 40 50
vorgegebene Produktionsgeschwindigkeit [m/min]

- 44 -
Tab. 6.1 stellt die Werte für die maximale gemessene Produktionsgeschwindigkeit,
wie sie aus unbeschleunigten Rheotensversuchen und aus realen Schlauchreckex-
perimenten bestimmt wurden, gegenüber.
maximale ProduktionsgeschwindigkeitS ∆R T L aus Rheotensversuch aus Schlauchreckversuch
8 mm 50 µm 180 °C 5 mm 5 m/min 4 m/min10 mm 50 µm 180 °C 5 mm 5 m/min 4 m/min10 mm 65 µm 180 °C 5 mm 8 m/min 5,5 m/min10 mm 80 µm 180 °C 5 mm 15 m/min 8 m/min10 mm 50 µm 160 °C 5 mm 3 m/min nicht ermittelt 10 mm 50 µm 220 °C 5 mm 12 m/min 9 m/min10 mm 50 µm 180 °C 10 mm 5 m/min 4 m/min
Tab. 6.2: Maximale Produktionsgeschwindigkeiten als Ergebnis von
Rheotens- und Schlauchreckexperimenten
Die Werte, die mit Hilfe der Rheotensversuche ermittelt werden, liegen regelmäßig
höher als die Werte aus den Schlauchreckversuchen, was sich bereits in Abb. 6.5
abzeichnete. Eine erhebliche Differenz ist lediglich bei der Schichtdicke 80 µm fest-
zustellen (vgl. Abb. 6.6b) . Dieses Resultat untermauert die Zulässigkeit des innova-
tiven Vorgehens, unter Zuhilfenahme des Zusammenhangs in Gl. 6.7, die maximale
Produktionsgeschwindigkeit für Schlauchreckversuche mit Hilfe von Rheotensversu-
chen bei gleichen Querschnittsflächen zu bestimmen.
Fazit: Beim untersuchten LDPE 1840 H ist außer den beinahe identischen Ver-
streckeigenschaften (vgl. Abb. 6.4) von zylindrischem Ringschlauch und Vollstrang
gleicher Querschnittsfläche im Rheotensversuch eine weitere wichtige Korrelation
gefunden worden: Bei gleichem Durchsatz wurden für reale Schlauchreckexperi-
mente und daran angepaßte Rheotensversuche bei Variation mehrerer Einflußgrö-
ßen ähnliche maximale Produktionsgeschwindigkeiten ermittelt (vgl. Tab. 6.1). Die
aus den Rheotensversuchen errechneten Werte liegen allerdings etwas höher als
die im realen Schlauchreckprozeß gemessenen.














![Abhandlungen [Uber Die Fabel]](https://static.fdokument.com/doc/165x107/55cf922a550346f57b942e8c/abhandlungen-uber-die-fabel.jpg)