abschn03

If you can't read please download the document
-
Upload
andyhagger -
Category
Documents
-
view
294 -
download
2
Transcript of abschn03
II - Teil 3 GL
Abschnitt 3
C
Wrmebehandlungen
Kapitel 2 Seite 31
Abschnitt 3 WrmebehandlungenA. Geltungsbereich peraturregelung und die verwendeten Temperaturund Zeitmeinstrumente sind in regelmigen Abstnden zu berprfen (mindestens 1 pro Jahr) und das Ergebnis der berprfung ist dem GL auf Verlangen nachzuweisen. 3. Sonstige Glheinrichtungen
1. Diese Vorschriften gelten fr das Vorwrmen zum Schweien und die Wrmefhrung whrend des Schweiens sowie fr ggf. erforderliche Wrmenachbehandlungen von geschweiten Bauteilen. ber das Vorwrmen von Schiffbausthlen siehe auch Kapitel 3, Abschnitt 1, H.4 und H.5. 2. Anforderungen an die Wrmebehandlung von warm- bzw. kaltgeformten geschweiten Bauteilen (z. B. Kugel- und Klpperbden, T-Stcken und Rohrbgen) sind in den GL-Werkstoffvorschriften spezifiziert.
Die prinzipiellen Anforderungen sind in Para. B.1. spezifiziert und richten sich jedoch nach den jeweiligen Bauteil- bzw. Konstruktionsanforderungen. Die Zustimmung der betreffenden Wrmebehandlungsartund -methode ist durch den GL erforderlich. Stehen fr das Glhen von Bauteilen keine ausreichend bemessenen fen zur Verfgung, kann - nach Zustimmung des GL - die Wrmebehandlung in ortsbeweglichen Anlagen (z.B. transportablen fen) oder besonders dafr konstruierten Einrichtungen erfolgen. Diese mssen hinsichtlich Funktion, Temperaturregelung und -messung die Anforderungen gem Absatz 1 erfllen und sind vor dem Einsatz dem GL zur berprfung vorzustellen. Auf eine ausreichende Isolierung der zu glhenden Bauteile bzw. Schweinhte ist zu achten, unzulssige Temperaturgradienten im Bauteil sind zu vermeiden.
B.
Einrichtungen und Gerte fr Wrmebehandlungen Einrichtungen und Gerte fr das Vorwrmen
1.
Vorwrmen kann sowohl in Glheinrichtungen als auch mittels mobilen Heizgerten, z. B. Gasbrennern oder elektrischen Induktions- bzw. WiderstandsHeizgerten (Heizmatten) erfolgen. Voraussetzung hierfr ist, da die vorgeschriebenen Vorwrm- und Zwischenlagentemperaturen whrend des gesamten Schweivorganges damit konstant gehalten und kontrolliert werden knnen. Die Kontrolle kann dabei mittels geeigneter Gerte bzw. Hilfsmittel, z. B. Aufsetzthermometer, Temperaturfhler oder Farbumschlag-Stifte erfolgen. 2. Ortsfeste Glheinrichtungen (Glhfen)
C.
Grundstze fr die Wrmebehandlung
2.1 Ortsfeste Wrmebehandlungsanlagen (Glhfen) mssen fr die jeweiligen Bauteile und Konstruktionen ausreichend dimensioniert sein und ber eine entsprechende Temperaturregelung verfgen. Die fen mssen die jeweils geforderten Glhtemperaturen gewhrleisten und eine ausreichende Gleichmigkeit bzw. Genauigkeit der Temperaturfhrung ermglichen (DIN 17052, Gteklasse C). 2.2 Es ist eine ausreichende Anzahl von Temperaturmegerten, mindestens jedoch 2 Stck pro Ofen, vorzusehen. Der Temperaturverlauf ber der Zeit ist festzuhalten und zu protokollieren. Die Tem-
1. Die Wrmebehandlung, Temperaturmessung und Protokollierung ist durch sachkundiges Personal durchzufhren. Siehe hierzu und ber die Durchfhrung der Wrmebehandlung auch den europischen Normentwurf (Dokument N 225) "Schweien, Qualittsanforderungen fr die Wrmebehandlung im Zusammenhang mit Schweien und Umformen". 2. Die Wrmebehandlungsart, -temperatur und -dauer sowie die zulssigen Aufheiz- und Abkhlungsgeschwindigkeiten sind vom Werkstoff, der Werkstoffdicke, der Fertigung und der Art des Bauteiles bzw. der Konstruktion abhngig. Siehe hierzu auch die Angaben in EN 1011 Teile 1 bis 4 sowie in den Vorschriften des Kapitels 3. Die Angaben und Empfehlungen der Hersteller von Werkstoffen und Schweizustzen sind zu beachten.
Kapitel 2 Seite 32
Abschnitt 3 D
Wrmebehandlungen
II - Teil 3 GL
3. Die Angaben zur Wrmevor- und -nachbehandlung eines Bauteiles bzw. einer Konstruktion mssen in den zur Prfung durch den GL vorgelegten Ausfhrungsunterlagen enthalten sein. Soweit Schweianweisungen des Herstellers (WPS) zur Anwendung kommen, mssen diese die notwendigen Angaben zum Vorwrmen, der Wrmefhrung beim Schweien und zur Wrmenachbehandlung enthalten. 4. Bauteile sind in der Regel einer Wrmenachbehandlung im ganzen zu unterziehen. Teilweises oder abschnittsweises Glhen von Schweinhten bzw. das Glhen von Teilbereichen, insbesondere an druckfhrenden Bauteilen, erfordert die Zustimmung des GL in jedem Einzelfall. Hierfr ist dem GL eine Spezifikation zur Prfung einzureichen. 5. Bei Schweiverbindungen von unterschiedlichen Werkstoffen, geschweiten komplexen Bauteilen (z. B. LNG/LPG-Prozessdruckbehltern und Gastanks), Bauteilen mit hohen Kaltumformgraden (mehr als 3 %), umfangreicheren Konstruktions- und Reparaturschweiungen an Guteilen sind Notwendigkeit, Art und Umfang einer Wrmebehandlung mit dem GL abzustimmen. 6. Die Teile sind ordnungsgem fr die Wrmebehandlung vorzubereiten. Flansch- und Dichtungsflchen sind ausreichend gegen Verzunderung zu schtzen. Es sind Vorkehrungen gegen Bauteilverwerfungen zu treffen, die Bauteile und Konstruktionen sind entsprechend zu lagern. Unzulssige Temperaturgradienten whrend des Glhens, Aufheizens und Abkhlens sind zu vermeiden.
stemperaturen unter 10 C soll mglichst nicht mehr geschweit werden. 2. Vorwrmen beim Schweien ferritischer Sthle
2.1 Die Notwendigkeit zum Vorwrmen ferritischer Sthle und die Hhe der zu whlenden Vorwrmtemperatur sind von mehreren Einflugren abhngig. Hierzu zhlen insbesondere: die chemische Zusammensetzung von Grundwerkstoff (Kohlenstoffquivalent) und Schweigut, die Werkstckdicke und die Art des Schweistoes (zwei- oder dreidimensionale Wrmeableitung), das Schweiverfahren und die Schweiparameter (Streckenenergie) die Schrumpfspannungen und Umwandlungsspannungen die Temperaturabhngigkeit der mechanischen Eigenschaften von Schweigut und Wrmeeinfluzone sowie der Gehalt an diffusiblem Wasserstoff im Schweigut.
2.2 Die einzuhaltende Arbeitstemperatur (Mindest-Vorwrmtemperatur und maximale Zwischenlagentemperatur) von (Schiff-) Bausthlen kann gem EN 1011-2 bestimmt werden. Anhaltswerte daraus fr die Vorwrmtemperatur fr zwei verschiedene Strekkenenergien 1 und Wasserstoffgehalte HD 2 des Schweigutes sowie unterschiedliche Kohlenstoffquivalente CET 3 sind in den nachstehenden Abbildungen 3.1 und 3.2 angegeben.
D.
Witterungsschutz, Vorwrmen, Wrmefhrung beim Schweien Witterungsschutz, Schweien bei niedrigen Temperaturen 1 Streckenenergie:Q = U Volt I Amp. Schweizeit min 6 Nahtlnge mm
1.
1.1 Der Arbeitsbereich des Schweiers ist - insbesondere bei Arbeiten im Freien - vor Wind, Nsse und Klte zu schtzen. Vor allem beim Schutzgasschweien ist auf ausreichende Abschirmung gegen Zugluft zu achten. Es empfiehlt sich in jedem Falle, die Nahtkanten bei Arbeiten im Freien unter ungnstigen Witterungsbedingungen trockenzuwrmen. 1.2 Bei Umgebungstemperaturen unter + 5 C sind zustzliche Manahmen festzulegen, wie Abdekken der Bauteile, groflchiges Anwrmen, Vorwrmen insbesondere beim Schweien mit relativ geringer Wrmeeinbringung (Streckenenergie), z. B. bei dnnen Kehlnhten, oder bei rascher Wrmeableitung, z. B. bei dickwandigen Teilen. Bei Umgebung-
LM OP N QkJ mm
2
HD 5 = max. 5 ml diffusibler Waserstoff pro 100 g Schweigut HD 15 = max. 15 ml diffusibler Waserstoff pro 100 g Schweigut Kohlenstoffquivalent:CET = C + Mn + Mo 10 + Cr + Cu 20 + Ni 40 Gew.%
3
Die obige Formel fr die Ermittlung des Kohlenstoffquivalents CET ist laut EN 1011-2 anwendbar fr Sthle mit Streckgrenzen von 300 1000 MPa und fr folgende chemische Zusammensetzung : 0,05 0,32 % C, max. 0,8 % Si, 0,5 1,9 % Mn, max. 0,75 % Mo, max. 1,5 % Cr, max. 0,7 % Cu, max. 2,5 % Ni, max. 0,12 % Ti, max. 0,18 % V, max. 0,005 % B, max. 0,06 % Nb.
II - Teil 3 GL
Abschnitt 3
D
Wrmebehandlungen
Kapitel 2 Seite 33
250
Mindestvorwrmtemperatur [C]
CET = 0,25 / HD5 200 150 100 50 0 20 30 40 50 60 70 80 90 100 CET = 0,30 / HD5 CET = 0,35 / HD5 CET = 0,40 / HD5 CET = 0,25 / HD15 CET = 0,30 / HD15 CET = 0,35 / HD15 CET = 0,40 / HD15
Blechdicke [mm]
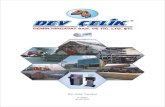
Abb. 3.1
Mindest - Vorwrmtemperaturen (Arbeitstemperaturen) bei Schweiverfahren mit relativ niedriger Wrmeeinbringung (Streckenenergie 1 Q 0,5 kJ/mm) in Abhngigkeit vom Kohlenstoffquivalent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweigutes
250
Mindestvorwrmtemperatur [C]
200
CET = 0,25 / HD5 CET = 0,30 / HD5 CET = 0,35 / HD5 CET = 0,40 / HD5 CET = 0,25 / HD15 CET = 0,30 / HD15 CET = 0,35 / HD15 CET = 0,40 / HD15
150
100
50
0 20 30 40 50 60 70 80 90 100 Blechdicke [mm]
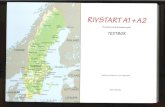
Abb. 3.2
Mindest - Vorwrmtemperaturen (Arbeitstemperaturen) bei Schweiverfahren mit relativ hoher Wrmeeinbringung (Streckenenergie 1 Q 3,5 kJ/mm) in Abhngigkeit vom Kohlenstoffquivalent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweigutes
Kapitel 2 Seite 34
Abschnitt 3 D
Wrmebehandlungen
II - Teil 3 GL
Hinweis: In nachstehender Tabelle 3.1 sind - als Anhalt - die Kohlenstoffquivalente CET 3 fr einige gebruchliche Stahlsorten angegeben. Basis hierfr waren Angaben der Stahlhersteller. Im Zweifelsfalle ist CET anhand der Ist-Analyse zu ermitteln. Tabelle 3.1 Anhaltswerte fr das Kohlenstoffquivalent CETCET [Gew.-%] Stahlsorte Mittelwert 1 GLA GLE GLD36 GLE36TM GLD39 GLE39TM S275NL S460NL S460ML (TM) S690QL S890QL 2C22 34CrMo4 GS20Mn51
nach den Werkstoffvorschriften des GL sind in Tabelle 3.2 angegeben, siehe auch hierzu in EN 1011-2. 2.4 Anhaltswerte fr das Vorwrmen von kaltzhen Nickelsthlen nach den Werkstoffvorschriften des GL sind in Tabelle 3.2 angegeben, siehe hierzu und auch ber die Besonderheiten bei der Verwendung austenitischer bzw. Nickelbasis-Schweizustze in EN 1011-2. 2.5 Je nach Komplexitt des Bauteils, angewendetem Schweiverfahren, Hhe der BauteilEigenspannungen und (niedriger) Umgebungstemperatur sind gegebenenfalls die Vorwrmtemperaturen zu erhhen oder die Grenzwanddicken herabzusetzen. ber den Einflu der verschiedenen Faktoren auf die Hhe der Vorwrmtemperatur siehe Tabelle 3.4 2.6 Ist die Werkstcktemperatur niedriger als die nach vorstehenden Angaben ermittelte Mindestarbeitstemperatur, so ist ein Vorwrmen erforderlich. Hierfr sind verschiedene Arbeitsweisen mglich: stndiges Wrmen vor und whrend des Schweiens, abwechselndes Wrmen und Schweien Wrmen nur vor dem Beginn des Schweiens, wenn die Wrmezufuhr durch das Schweien ausreicht, um die Mindestarbeitstemperatur einzuhalten.
Maximalwert 1 0,28 0,27 0,34 0,28 0,28 0,25 0,27 0,36 0,28 0,38 0,41 0,29 0,55 0,41
0,27 0,26 0,33 0,27 0,27 0,24 0,25 0,34 0,27 0,26 0,38 0,26 0,49 0,34
Fr Erzeugnisdicken bis 50 mm.
2.3 Anhaltswerte fr das Vorwrmen der Mobzw. CrMo-legierten, warmfesten (Kesselbau-) Sthle
Das Verfahren zum Wrmen kann beliebig gewhlt werden, sofern es nicht den Werkstoff durch rtliches berhitzen beeintrchtigt oder den Schweibereich in strender Weise verunreinigt.
Tabelle 3.2
Anhaltswerte fr das Vorwrmen von warmfesten (Kesselbau-) SthlenMindest-Vorwrmtemperatur [C] bei einem H2-Gehalt des Schweiguts von
Gruppe gem. DIN V 1738 (CR 12187)
Stahlsorte
Dicke [mm]
5 ml/100 g 16Mo3 15 > 15 30 > 30 15 > 15 15 > 15 20 20 75 20 100 75 100
> 5 10 ml/100 g
> 15 ml/100 g
1.2
20 75 100 100 150 150 200
100 100 nicht zulssig 150 nicht zulssig 200 nicht zulssig
5.1 5.2
13CrMo4-5 10CrMo9-10 11CrMo9-10
II - Teil 3 GL
Abschnitt 3
D
Wrmebehandlungen
Kapitel 2 Seite 35
Tabelle 3.3
Anhaltswerte fr das Vorwrmen von kaltzhen Nickelsthlen
Gruppe gem. DIN V 1738 (CR 12187) 7.2
Stahlsorte
Dicke [mm]
Mindest-Vorwrmtemperatur [C] bei einem H2-Gehalt des Schweiguts von 5 ml/100 g > 5 10 ml/100 g 150 nicht zulssig nicht zulssig nicht zulssig
12Ni14 (3,5 % Ni) 12Ni19 (5 % Ni)
> 10 > 10 > 10 > 10
100 100 100 100
7.3
X8Ni9 (9 % Ni) X7Ni9 (9 % Ni)
Tabelle 3.4
Einflu der verschiedenen Faktoren auf die Hhe der Vorwrmung
Verschiebung der Vorwrmtemperatur zu niedrigeren Werten niedriger Gehalt an Legierungselementen
Einflufaktoren auf die Vorwrmung Chemische Zusammensetzung des Grundwerkstoffes (Hrtefreudigkeit), z. B. ausgedrckt durch das C-quivalent Werkstck- bzw. Bauteildicke (Wrmeableitung, Steifigkeit, Eigenspannungszustand) Stoart, Nahtform und -abmessung Wrmeeinbringung, Wrmeableitung Umgebungs- bzw. Werkstcktemperatur (Wrmeableitung) Wrmeeinbringung beim Schweien (Streckenenergie)
Verschiebung der Vorwrmtemperatur zu hheren Werten hherer Gehalt an Legierungselementen
klein Stumpfste (zweiachsig), dicke (mehrlagige) Nhte hoch hoch
gro T-Ste (dreiachsig) dnne (einlagige) Nhte niedrig niedrig
niedrig
Wasserstoffgehalt des Schweigutes (Art und Rcktrocknung der Schweizustze und -hilfsstoffe)
hoch
2.7 Heft- und Hilfsschweiungen bedrfen immer dann der Vorwrmung, wenn auch fr das brige Schweien vorgewrmt werden mu. Ausgenommen werden knnen hiervon solche Heft- und Hilfsschweiungen, deren Wrmeeinfluzone durch nachfolgende Schweiungen mit Sicherheit wieder aufgeschmolzen wird, wie beispielsweise Heftstellen fr UP-Schweiungen.
2.9 Das Vorwrmen soll gleichmig ber die ganze Blech- und Bauteildicke auf einer Breite von 4 Blechdicke, jedoch mindestens 100 mm, beiderseitig neben der Naht erfolgen. rtliche berhitzungen sind zu vermeiden. Beim Vorwrmen mit Gasbrennern soll mit weicher, aber nicht ruender Flamme gearbeitet werden, so da Verunreinigungen im Nahtbereich vermieden werden. Zur Messung der Vorwrmtemperatur siehe EN ISO 13916. 2.10 Zur Vermeidung von Kaltrissen an hherund hochfesten (vergteten) Sthlen, dickwandigen Bauteilen oder an Bauteilen komplizierter Gestaltung empfiehlt es sich, Manahmen anzuwenden, die dem beim Schweien in das Schweigut eingebrachten Wasserstoff ausreichend Zeit zum Entweichen geben. Folgende Manahmen haben sich bewhrt:
2.8 Unabhngig von den vorstehenden Angaben sollte in jedem Falle bei wichtigen MontageHilfsschweiungen an dickeren Blechen, z. B. beim Anschweien von Transportaugen, beim Schweien sehr groer Wanddicken sowie von dickwandigen Schmiede- und Stahlgustcken vorgewrmt werden.
Kapitel 2 Seite 36
Abschnitt 3 D
Wrmebehandlungen
II - Teil 3 GL
Einhalten einer bestimmten Mindestvorwrmund Zwischenlagentemperatur whrend des ganzen Schweivorganges, verzgertes Abkhlen nach dem Schweien, Halten bei rd. 250 C vor dem Abkhlen (Wasserstoffarmglhen) oder Glhen unmittelbar nach dem Schweien (ohne Zwischenabkhlung).
Streckenenergie beim Schweien zu kontrollieren. Die Streckenenergie soll die vom Stahlhersteller angegebenen bzw. bei den Verfahrensprfungen verwendeten und in den Schweianweisungen (WPS) festgelegten Werte nicht wesentlich unter- oder berschreiten. 5. Vorwrmen und Wrmefhrung beim Schweien anderer Sthle bzw. Werkstoffe
2.11 Liegen Schiffbausthle oder Feinkornbausthle thermomechanisch umgeformt (TM-Sthle) vor, so ist ber die Notwendigkeit und Hhe der Vorwrmung unter Bercksichtigung des Kohlenstoffquivalents und der Ergebnisse der Zulassungs- bzw. Verfahrensprfungen gesondert zu entscheiden. Gegebenenfalls reicht ein Trockenwrmen der Schweistellen aus. 3. Kontrolle der Zwischenlagentemperaturen
5.1 Bei austenitischen Werkstoffen ist ein Vorwrmen in der Regel nicht gefordert. Bei austenitischferritische Werkstoffen kann eine Vorwrmung erforderlich werden. Eine maximal zulssige Zwischenlagentemperatur zur Vermeidung von Heirissen, in der Regel 150 180 C, ist zu beachten. 5.2 Ferritische und martensitische nichtrostende Sthle sind ausreichend vorzuwrmen und mit kontrollierter Streckenenergie zu schweien. Anhaltswerte fr die Vorwrm- und Zwischenlagentemperatur sind in EN 1011-3 festgelegt. 5.3 Beim Schweien von Aluminiumlegierungen ist ein Vorwrmen in der Regel nicht gefordert, jedoch sollten 50 C nicht berschritten werden. Ebenfalls ist eine maximal zulssige Zwischenlagentemperatur von 100 120 C zur Vermeidung von unerwnschten Phasenausscheidungen zu beachten. Anhaltswerte fr die anzuwendende Vorwrmtemperatur und Zwischenlagentemperatur sind in EN 1011-4 angegeben.
Die fr die verschiedenen Sthle als Richtwert in Tabelle 3.5 angegebenen Zwischenlagentemperaturen sollen nicht nennenswert berschritten werden.
4.
Schweien mit kontrollierter Streckenenergie
Insbesondere bei den hochfesten (vergteten), schweigeeigneten Feinkornbausthlen ist - neben der Vorwrmung und der Zwischenlagentemperatur - die
Tabelle 3.5
Anhaltswerte fr die maximale Zwischenlagentemperatur beim Schweien
Gruppe gem DIN V 1738 (CR 12187) 1.1 1.2 1.2 2 3 5 7
Stahlsorte Normalfeste Schiffbausthle und vergleichbare Bausthle Hherfeste Schiffbausthle und vergleichbare Bausthle warmfeste, niedrig Mo-legierte Sthle Normalisierte oder thermomechanisch behandelte Feinkornsthle mit Streckgrenzen > 360 N/mm2 Vergtete oder ausscheidungsgehrtete (ohne nichtrostende) Sthle mit Streckgrenzen > 360 N/mm2 Sthle mit Cr max. 10 %, Mo max. 1,2 % Nickellegierte Sthle mit Ni max. 10 %
Maximale Zwischenlagentemperatur [C] 250 250 250 250 250 350 250
II - Teil 3 GL
Abschnitt 3
E
Wrmebehandlungen
Kapitel 2 Seite 37
E.
Wrmebehandlungen nach dem Schweien
1. Wenn in den Abschnitten 1 bis 5 von Kapitel 3 gefordert, sind geschweite Bauteile einer Wrmenachbehandlung zu unterziehen. Im allgemeinen kommt eine Wrmenachbehandlung fr ferritische Sthle in Betracht, hierfr gengt in der Regel ein Spannungsarmglhen oder Anlaglhen. Sofern bei der Herstellung bestimmter Bauteile oder Konstruktionen anderweitige Regelwerke mitbercksichtigt werden mssen (z. B. beim Bau von Dampfkesseln TRD 201, vergl. Kapitel 3, Abschnitt 2, A.2.2), so sind die Angaben zur Wrmenachbehandlung in diesen Regelwerken mit zu beachten. Hinweis: Die Notwendigkeit und Art einer Wrmenachbehandlung wird von verschiedenen Faktoren bestimmt, die wichtigsten sind nachstehend genannt: Werkstoffeigenschaften und -abmessungen (Wanddicken) Niedrigste zu erwartende Betriebstemperatur (Entwurfstemperatur) Art des Betriebs- und Umgebungsmediums (z. B. Korrosionsgefahr) Dehnungs- und Schrumpfungsbehinderung durch Anhufung von Schweinhten Gefahr des Verziehens bei nachfolgender mechanischer Bearbeitung
2. Reicht ein Spannungsarmglhen nach dem Schweien nicht aus und ist eine weitergehende Wrmebehandlung gefordert (z. B. Normalglhen oder Vergten), so ist deren Art anhand der Werkstoffspezifikation und der Einsatzbedingungen besonders festzulegen und mit dem GL abzustimmen. Dies gilt sinngem auch fr andere als die hier behandelten Werkstoffe und Werkstoffkombinationen sowie fr andere Methoden des Spannungsabbaus. 3. Das Spannungsarmglhen mu durch ein langsames und gleichmiges Erwrmen der Bauteile auf die vorgeschriebenen Temperaturbereiche (Anhaltswerte gibt Tabelle 3.6), ein Halten in diesen Bereichen von 2 Minuten je mm Wanddicke, mindestens aber fr 30 Minuten, ein langsames Abkhlen im Ofen oder in der Glhvorrichtung bis auf 400 C und ein anschlieendes Abkhlen an ruhender Luft erfolgen. Bei dickwandigen Bauteilen braucht eine Haltezeit von 150 Minuten nicht berschritten werden. 4. Besteht die Gefahr, da beim Glhen ein Verwerfen der Bauteile eintritt, kann in bestimmten Grenzen bei niedrigerer Temperatur mit erhhter Haltezeit geglht werden. Die hierfr erforderlichen Temperaturen und Haltezeiten sind mit dem GL zu vereinbaren. 5. Bei Verbindungen zwischen ferritischen und austenitischen Sthlen (Schweigut) drfen Wrmebehandlungen wegen der Gefahr von KohlenstoffDiffusionen im allgemeinen nicht durchgefhrt werden, sofern nicht mit Nickelbasis-Zusatzwerkstoffen geschweit wird.
Kapitel 2 Seite 38
Abschnitt 3 E
Wrmebehandlungen
II - Teil 3 GL
Tabelle 3.6
Glhtemperaturen fr das Spannungsarmglhen bei artgleich geschweiten Verbindungen
Gruppe gem. DIN V 1738 (CR 12187)
Stahlsorten
Bespiele entsprechender Sthle nach GL-Vorschriften oder nach den Normen 1 GL Grade A E
Glhtemperatur [C]
1.1
Normalfeste Schiffbausthle und vergleichbare Bausthle, Schmiedesthle und Stahlgusorten Hherfeste Schiffbausthle und vergleichbare Bausthle, Schmiedesthle und Stahlgusorten Warmfeste, niedrig Mo-legierte Sthle Normalisierte oder thermomechanisch behandelte Feinkornsthle mit Streckgrenzen > 360 N/mm2 Vergtete Feinkornbausthle mit Streckgrenzen > 360 N/mm2 Sthle mit Cr max. 10 %, Mo max. 1,2 %
550 600
1.2 1.2 2
GL Grade A 36 - E 36 16Mo3 GL Grade A 39 E 39 S 460 TM S 690 QL
530 580 550 620 530 600
3 5 5.1 5.2 7 7.1 7.2 7.3 7.3 7.31 2
530 580
13CrMo4-5 10CrMo9-10, 11CrMo9-10, 13MnNi6-3 (0,5 % Ni) 12Ni14 (3,5 % Ni) 12Ni19 (5 % Ni) X8Ni9 (9 % Ni) X7Ni9 (9 % Ni)
630 680 670 720 530 560 530 560 530 5602 2
Nickellegierte Sthle mit Nickel max. 10 %
Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen. Eine Glhbehandlung ist zu vermeiden.