Analyzing Free-Improvised Music: Four Improvisations by Trombonist Ben Gerstein
Upload
andyhaggerCategory
view
101download
0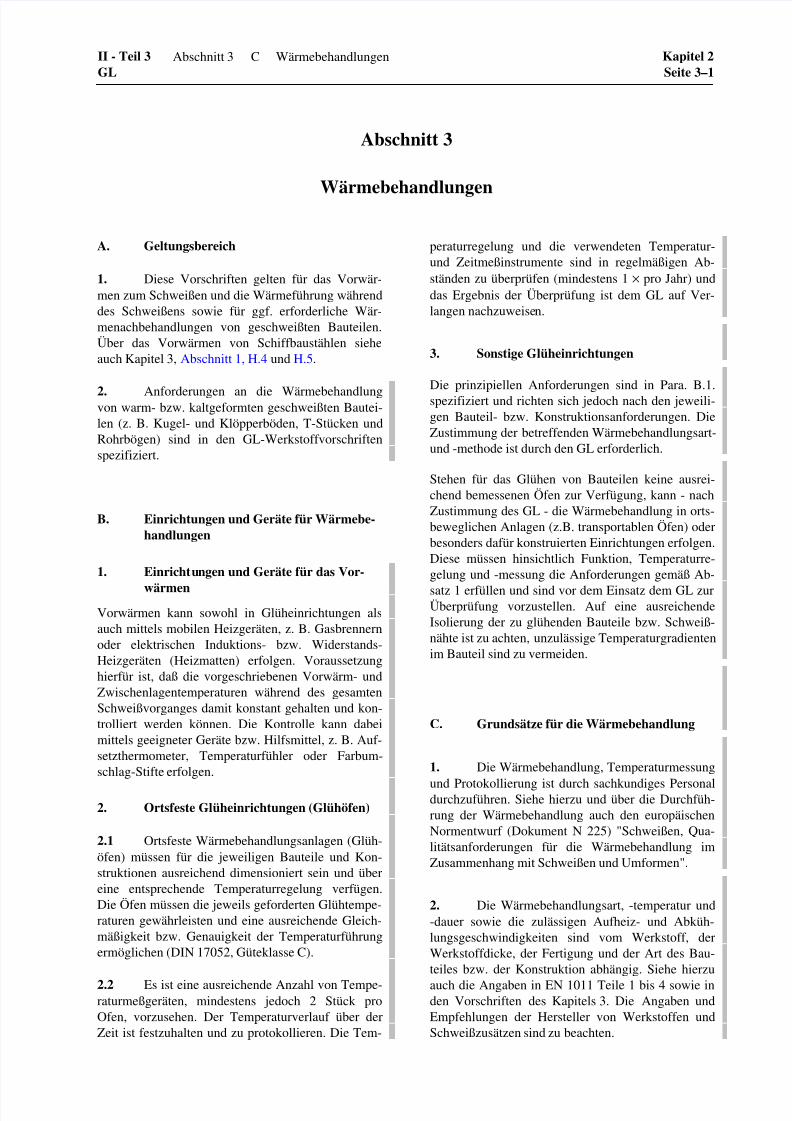
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 18
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash1
C
Abschnitt 3
Waumlrmebehandlungen
A Geltungsbereich
1 Diese Vorschriften gelten fuumlr das Vorwaumlr-men zum Schweiszligen und die Waumlrmefuumlhrung waumlhrenddes Schweiszligens sowie fuumlr ggf erforderliche Waumlr-menachbehandlungen von geschweiszligten BauteilenUumlber das Vorwaumlrmen von Schiffbaustaumlhlen sieheauch Kapitel 3 Abschnitt 1 H4 und H5
2 Anforderungen an die Waumlrmebehandlungvon warm- bzw kaltgeformten geschweiszligten Bautei-len (z B Kugel- und Kloumlpperboumlden T-Stuumlcken undRohrboumlgen) sind in den GL-Werkstoffvorschriftenspezifiziert
B Einrichtungen und Geraumlte fuumlr Waumlrmebe-
handlungen
1 Einrichtungen und Geraumlte fuumlr das Vor-
waumlrmen
Vorwaumlrmen kann sowohl in Gluumlheinrichtungen alsauch mittels mobilen Heizgeraumlten z B Gasbrennernoder elektrischen Induktions- bzw Widerstands-Heizgeraumlten (Heizmatten) erfolgen Voraussetzunghierfuumlr ist daszlig die vorgeschriebenen Vorwaumlrm- undZwischenlagentemperaturen waumlhrend des gesamtenSchweiszligvorganges damit konstant gehalten und kon-trolliert werden koumlnnen Die Kontrolle kann dabeimittels geeigneter Geraumlte bzw Hilfsmittel z B Auf-setzthermometer Temperaturfuumlhler oder Farbum-schlag-Stifte erfolgen
2 Ortsfeste Gluumlheinrichtungen (Gluumlhoumlfen)
21 Ortsfeste Waumlrmebehandlungsanlagen (Gluumlh-oumlfen) muumlssen fuumlr die jeweiligen Bauteile und Kon-struktionen ausreichend dimensioniert sein und uumlbereine entsprechende Temperaturregelung verfuumlgenDie Oumlfen muumlssen die jeweils geforderten Gluumlhtempe-raturen gewaumlhrleisten und eine ausreichende Gleich-maumlszligigkeit bzw Genauigkeit der Temperaturfuumlhrungermoumlglichen (DIN 17052 Guumlteklasse C)
22 Es ist eine ausreichende Anzahl von Tempe-raturmeszliggeraumlten mindestens jedoch 2 Stuumlck proOfen vorzusehen Der Temperaturverlauf uumlber derZeit ist festzuhalten und zu protokollieren Die Tem-
peraturregelung und die verwendeten Temperatur-und Zeitmeszliginstrumente sind in regelmaumlszligigen Ab-staumlnden zu uumlberpruumlfen (mindestens 1 times pro Jahr) unddas Ergebnis der Uumlberpruumlfung ist dem GL auf Ver-langen nachzuweisen
3 Sonstige Gluumlheinrichtungen
Die prinzipiellen Anforderungen sind in Para B1
spezifiziert und richten sich jedoch nach den jeweili-
gen Bauteil- bzw Konstruktionsanforderungen Die
Zustimmung der betreffenden Waumlrmebehandlungsart-und -methode ist durch den GL erforderlich
Stehen fuumlr das Gluumlhen von Bauteilen keine ausrei-chend bemessenen Oumlfen zur Verfuumlgung kann - nachZustimmung des GL - die Waumlrmebehandlung in orts-beweglichen Anlagen (zB transportablen Oumlfen) oderbesonders dafuumlr konstruierten Einrichtungen erfolgenDiese muumlssen hinsichtlich Funktion Temperaturre-gelung und -messung die Anforderungen gemaumlszlig Ab-
satz 1 erfuumlllen und sind vor dem Einsatz dem GL zurUumlberpruumlfung vorzustellen Auf eine ausreichendeIsolierung der zu gluumlhenden Bauteile bzw Schweiszlig-naumlhte ist zu achten unzulaumlssige Temperaturgradientenim Bauteil sind zu vermeiden
C Grundsaumltze fuumlr die Waumlrmebehandlung
1 Die Waumlrmebehandlung Temperaturmessung
und Protokollierung ist durch sachkundiges Personaldurchzufuumlhren Siehe hierzu und uumlber die Durchfuumlh-rung der Waumlrmebehandlung auch den europaumlischenNormentwurf (Dokument N 225) Schweiszligen Qua-litaumltsanforderungen fuumlr die Waumlrmebehandlung imZusammenhang mit Schweiszligen und Umformen
2 Die Waumlrmebehandlungsart -temperatur und-dauer sowie die zulaumlssigen Aufheiz- und Abkuumlh-lungsgeschwindigkeiten sind vom Werkstoff derWerkstoffdicke der Fertigung und der Art des Bau-teiles bzw der Konstruktion abhaumlngig Siehe hierzu
auch die Angaben in EN 1011 Teile 1 bis 4 sowie inden Vorschriften des Kapitels 3 Die Angaben undEmpfehlungen der Hersteller von Werkstoffen undSchweiszligzusaumltzen sind zu beachten
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 28
Kapitel 2
Seite 3ndash2
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
3 Die Angaben zur Waumlrmevor- und -nach-behandlung eines Bauteiles bzw einer Konstruktionmuumlssen in den zur Pruumlfung durch den GL vorgelegtenAusfuumlhrungsunterlagen enthalten sein SoweitSchweiszliganweisungen des Herstellers (WPS) zur An-wendung kommen muumlssen diese die notwendigenAngaben zum Vorwaumlrmen der Waumlrmefuumlhrung beimSchweiszligen und zur Waumlrmenachbehandlung enthalten
4 Bauteile sind in der Regel einer Waumlr-menachbehandlung im ganzen zu unterziehen Teil-weises oder abschnittsweises Gluumlhen von Schweiszlig-naumlhten bzw das Gluumlhen von Teilbereichen insbeson-dere an druckfuumlhrenden Bauteilen erfordert die Zu-stimmung des GL in jedem Einzelfall Hierfuumlr ist demGL eine Spezifikation zur Pruumlfung einzureichen
5 Bei Schweiszligverbindungen von unterschiedli-chen Werkstoffen geschweiszligten komplexen Bautei-len (z B LNGLPG-Prozessdruckbehaumlltern und Gas-tanks) Bauteilen mit hohen Kaltumformgraden (mehrals 3 ) umfangreicheren Konstruktions- und Repa-raturschweiszligungen an Guszligteilen sind NotwendigkeitArt und Umfang einer Waumlrmebehandlung mit demGL abzustimmen
6 Die Teile sind ordnungsgemaumlszlig fuumlr die Waumlr-mebehandlung vorzubereiten Flansch- und Dich-tungsflaumlchen sind ausreichend gegen Verzunderung
zu schuumltzen Es sind Vorkehrungen gegen Bauteil-verwerfungen zu treffen die Bauteile und Konstruk-tionen sind entsprechend zu lagern UnzulaumlssigeTemperaturgradienten waumlhrend des Gluumlhens Aufhei-zens und Abkuumlhlens sind zu vermeiden
D Witterungsschutz Vorwaumlrmen Waumlrme-
fuumlhrung beim Schweiszligen
1 Witterungsschutz Schweiszligen bei niedri-
gen Temperaturen
11 Der Arbeitsbereich des Schweiszligers ist - ins-besondere bei Arbeiten im Freien - vor Wind Naumlsseund Kaumllte zu schuumltzen Vor allem beim Schutzgas-schweiszligen ist auf ausreichende Abschirmung gegenZugluft zu achten Es empfiehlt sich in jedem Falledie Nahtkanten bei Arbeiten im Freien unter unguumln-stigen Witterungsbedingungen trockenzuwaumlrmen
12 Bei Umgebungstemperaturen unter + 5 degCsind zusaumltzliche Maszlignahmen festzulegen wie Abdek-ken der Bauteile groszligflaumlchiges Anwaumlrmen Vorwaumlr-
men insbesondere beim Schweiszligen mit relativ gerin-ger Waumlrmeeinbringung (Streckenenergie) z B beiduumlnnen Kehlnaumlhten oder bei rascher Waumlrmeablei-tung z B bei dickwandigen Teilen Bei Umgebung-
stemperaturen unter ndash 10 degC soll moumlglichst nicht mehrgeschweiszligt werden
2 Vorwaumlrmen beim Schweiszligen ferritischer
Staumlhle
21 Die Notwendigkeit zum Vorwaumlrmen ferriti-scher Staumlhle und die Houmlhe der zu waumlhlenden Vor-waumlrmtemperatur sind von mehreren Einfluszliggroumlszligenabhaumlngig Hierzu zaumlhlen insbesondere
ndash die chemische Zusammensetzung von Grund-werkstoff (Kohlenstoffaumlquivalent) undSchweiszliggut
ndash die Werkstuumlckdicke und die Art des Schweiszlig-stoszliges (zwei- oder dreidimensionale Waumlr-meableitung)
ndash das Schweiszligverfahren und die Schweiszligpara-meter (Streckenenergie)
ndash die Schrumpfspannungen und Umwandlungs-spannungen
ndash die Temperaturabhaumlngigkeit der mechanischenEigenschaften von Schweiszliggut und Waumlrmeein-fluszligzone sowie
ndash der Gehalt an diffusiblem Wasserstoff imSchweiszliggut
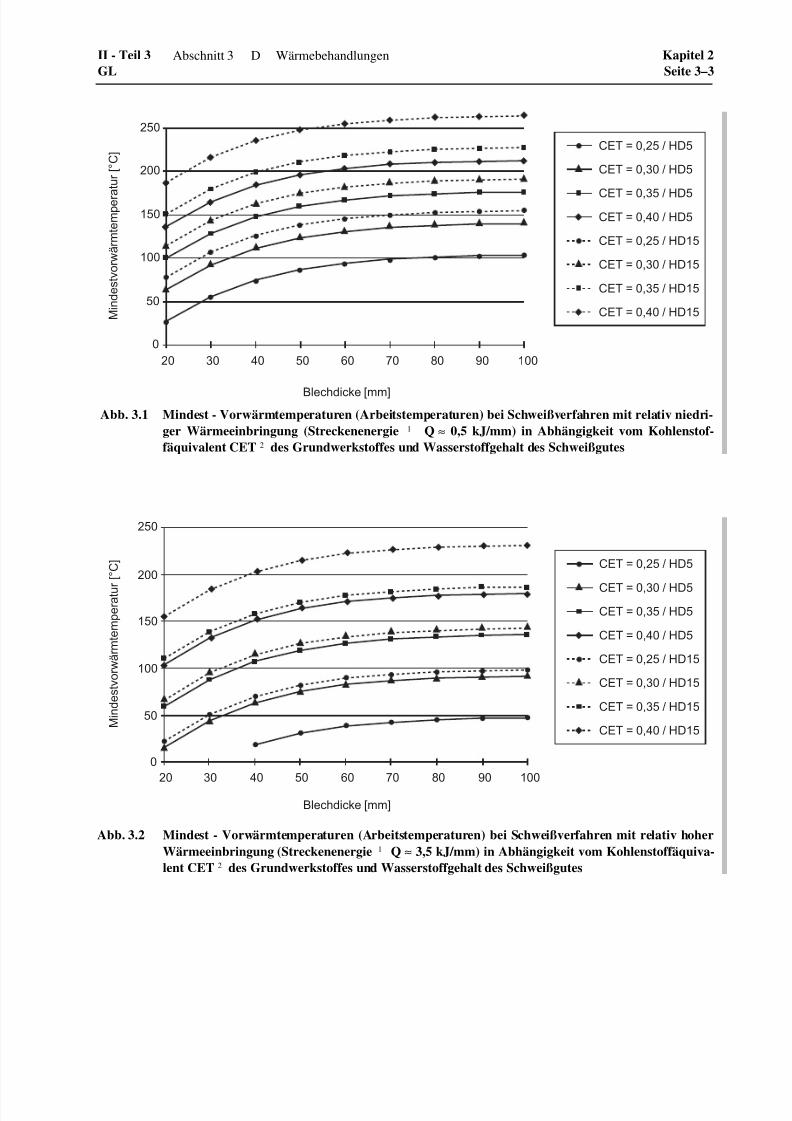
22 Die einzuhaltende Arbeitstemperatur (Min-
dest-Vorwaumlrmtemperatur und maximale Zwischenla-gentemperatur) von (Schiff-) Baustaumlhlen kann gemaumlszligEN 1011-2 bestimmt werden Anhaltswerte daraus fuumlrdie Vorwaumlrmtemperatur fuumlr zwei verschiedene Strek-
kenenergien 1 und Wasserstoffgehalte HD 2 desSchweiszliggutes sowie unterschiedliche Kohlenstoff-
aumlquivalente CET 3 sind in den nachstehenden Abbil-dungen 31 und 32 angegeben
ndashndashndashndashndashndashndashndashndashndashndashndashndashndash1 Streckenenergie
QU Volt I Amp Schweiszligzeit
Nahtlaumlnge mm
kJ
mm=
sdot sdot sdot L
NMO
QPmin 6
2 HD 5 = max 5 ml diffusibler Waserstoff pro 100 g
SchweiszliggutHD 15 = max 15 ml diffusibler Waserstoff pro 100 g
Schweiszliggut3 Kohlenstoffaumlquivalent
CET CMn Mo Cr Cu Ni
Gew= +
+
+
+
+ minus
10 20 40
Die obige Formel fuumlr die Ermittlung des Kohlenstoffaumlquiva-lents CET ist laut EN 1011-2 anwendbar fuumlr Staumlhle mit
Streckgrenzen von 300 ndash 1000 MPa und fuumlr folgende chemi-sche Zusammensetzung 005 ndash 032 C max 08 Si05 ndash 19 Mn max 075 Mo max 15 Cr max07 Cu max 25 Ni max 012 Ti max 018 Vmax 0005 B max 006 Nb
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 38
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash3
D
0
50
100
150
200
250
20 30 40 50 60 70 80 90 100
CET = 025 HD5
CET = 030 HD5
CET = 035 HD5
CET = 040 HD5
CET = 025 HD15
CET = 030 HD15
CET = 035 HD15
CET = 040 HD15 M i n d e s t v o r w auml r m t e m p e r a
t u r [ deg C ]
Blechdicke [mm]
Abb 31 Mindest - Vorwaumlrmtemperaturen (Arbeitstemperaturen) bei Schweiszligverfahren mit relativ niedri-
ger Waumlrmeeinbringung (Streckenenergie 1 Q asymp 05 kJmm) in Abhaumlngigkeit vom Kohlenstof-
faumlquivalent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweiszliggutes
CET = 025 HD5
CET = 030 HD5
CET = 035 HD5
CET = 040 HD5
CET = 025 HD15
CET = 030 HD15
CET = 035 HD15
CET = 040 HD15
0
50
100
150
250
200
20 40 60 80 10030 50 70 90
M i n d e s t v o r w auml r m t e m p e r a t u r [ deg C ]
Blechdicke [mm]
Abb 32 Mindest - Vorwaumlrmtemperaturen (Arbeitstemperaturen) bei Schweiszligverfahren mit relativ hoher
Waumlrmeeinbringung (Streckenenergie 1 Q asymp 35 kJmm) in Abhaumlngigkeit vom Kohlenstoffaumlquiva-
lent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweiszliggutes
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 48
Kapitel 2
Seite 3ndash4
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
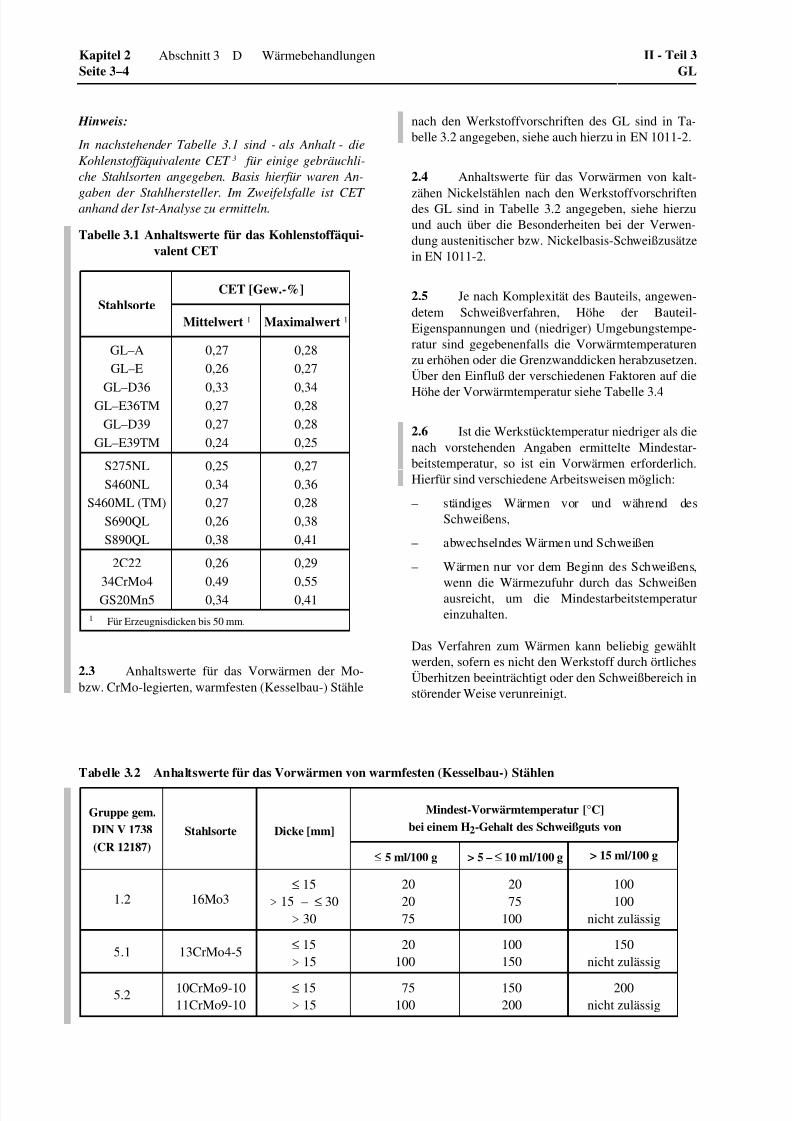
Hinweis
In nachstehender Tabelle 31 sind - als Anhalt - die
Kohlenstoffaumlquivalente CET 3 fuumlr einige gebraumluchli-
che Stahlsorten angegeben Basis hierfuumlr waren An-
gaben der Stahlhersteller Im Zweifelsfalle ist CET anhand der Ist-Analyse zu ermitteln
Tabelle 31 Anhaltswerte fuumlr das Kohlenstoffaumlqui-
valent CET
CET [Gew-]
Stahlsorte
Mittelwert 1 Maximalwert 1
GLndashA
GLndashE
GLndashD36GLndashE36TM
GLndashD39
GLndashE39TM
027
026
033027
027
024
028
027
034028
028
025
S275NL
S460NL
S460ML (TM)
S690QL
S890QL
025
034
027
026
038
027
036
028
038
041
2C22
34CrMo4GS20Mn5
026
049034
029
0550411 Fuumlr Erzeugnisdicken bis 50 mm
23 Anhaltswerte fuumlr das Vorwaumlrmen der Mo-bzw CrMo-legierten warmfesten (Kesselbau-) Staumlhle
nach den Werkstoffvorschriften des GL sind in Ta-belle 32 angegeben siehe auch hierzu in EN 1011-2
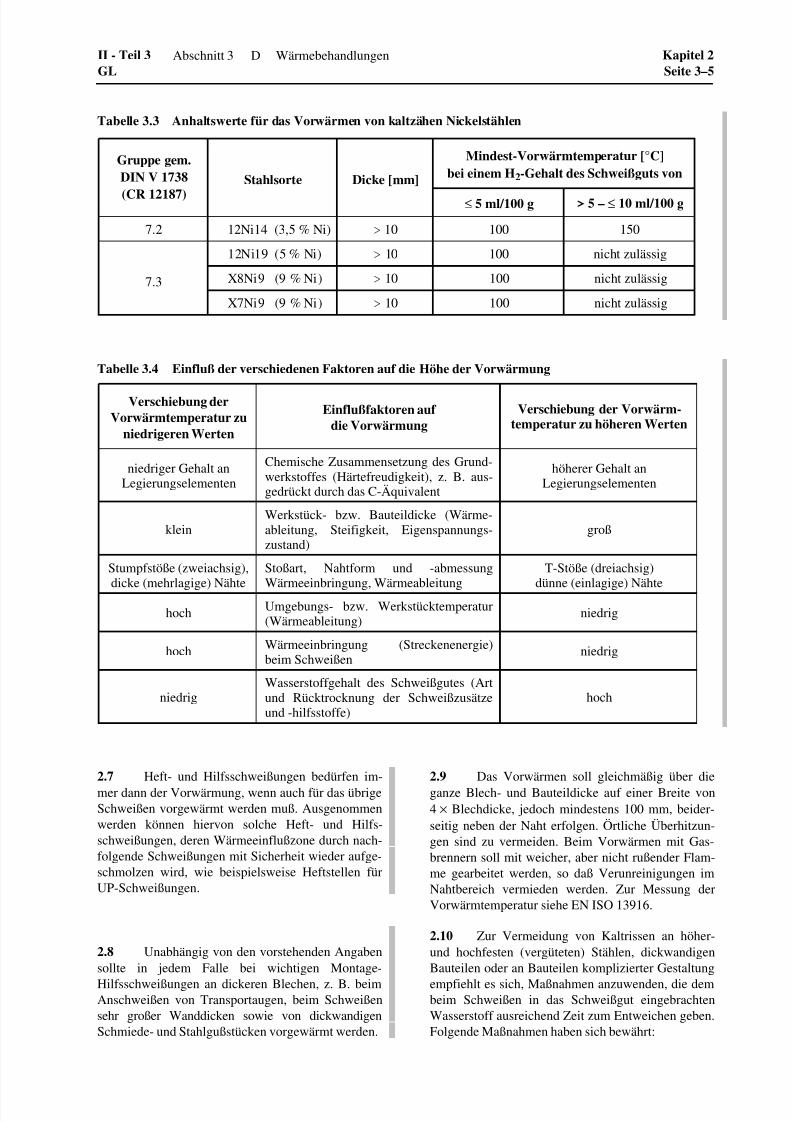
24 Anhaltswerte fuumlr das Vorwaumlrmen von kalt-
zaumlhen Nickelstaumlhlen nach den Werkstoffvorschriftendes GL sind in Tabelle 32 angegeben siehe hierzuund auch uumlber die Besonderheiten bei der Verwen-dung austenitischer bzw Nickelbasis-Schweiszligzusaumltzein EN 1011-2
25 Je nach Komplexitaumlt des Bauteils angewen-detem Schweiszligverfahren Houmlhe der Bauteil-Eigenspannungen und (niedriger) Umgebungstempe-ratur sind gegebenenfalls die Vorwaumlrmtemperaturenzu erhoumlhen oder die Grenzwanddicken herabzusetzenUumlber den Einfluszlig der verschiedenen Faktoren auf die
Houmlhe der Vorwaumlrmtemperatur siehe Tabelle 34
26 Ist die Werkstuumlcktemperatur niedriger als dienach vorstehenden Angaben ermittelte Mindestar-beitstemperatur so ist ein Vorwaumlrmen erforderlichHierfuumlr sind verschiedene Arbeitsweisen moumlglich
ndash staumlndiges Waumlrmen vor und waumlhrend desSchweiszligens
ndash abwechselndes Waumlrmen und Schweiszligen
ndash Waumlrmen nur vor dem Beginn des Schweiszligens
wenn die Waumlrmezufuhr durch das Schweiszligenausreicht um die Mindestarbeitstemperatureinzuhalten
Das Verfahren zum Waumlrmen kann beliebig gewaumlhltwerden sofern es nicht den Werkstoff durch oumlrtlichesUumlberhitzen beeintraumlchtigt oder den Schweiszligbereich instoumlrender Weise verunreinigt
Tabelle 32 Anhaltswerte fuumlr das Vorwaumlrmen von warmfesten (Kesselbau-) Staumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts von
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g gt 15 ml100 g
12 16Mo3le 15
gt 15 ndash le 30gt 30
202075
2075
100
100100
nicht zulaumlssig
51 13CrMo4-5 le 15gt 15
20100
100150
150nicht zulaumlssig
52 10CrMo9-1011CrMo9-10
le 15gt 15
75100
150200
200nicht zulaumlssig
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 58
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash5
D
Tabelle 33 Anhaltswerte fuumlr das Vorwaumlrmen von kaltzaumlhen Nickelstaumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts vonGruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g
72 12Ni14 (35 Ni) gt 10 100 150
12Ni19 (5 Ni) gt 10 100 nicht zulaumlssig
X8Ni9 (9 Ni) gt 10 100 nicht zulaumlssig73
X7Ni9 (9 Ni) gt 10 100 nicht zulaumlssig
Tabelle 34 Einfluszlig der verschiedenen Faktoren auf die Houmlhe der Vorwaumlrmung
Verschiebung der
Vorwaumlrmtemperatur zu
niedrigeren Werten
Einfluszligfaktoren auf
die Vorwaumlrmung
Verschiebung der Vorwaumlrm-temperatur zu houmlheren Werten
niedriger Gehalt anLegierungselementen
Chemische Zusammensetzung des Grund-werkstoffes (Haumlrtefreudigkeit) z B aus-gedruumlckt durch das C-Aumlquivalent
houmlherer Gehalt anLegierungselementen
kleinWerkstuumlck- bzw Bauteildicke (Waumlrme-ableitung Steifigkeit Eigenspannungs-zustand)
groszlig
Stumpfstoumlszlige (zweiachsig)
dicke (mehrlagige) Naumlhte
Stoszligart Nahtform und -abmessung
Waumlrmeeinbringung Waumlrmeableitung
T-Stoumlszlige (dreiachsig)
duumlnne (einlagige) Naumlhte
hoch Umgebungs- bzw Werkstuumlcktemperatur(Waumlrmeableitung)
niedrig
hoch Waumlrmeeinbringung (Streckenenergie)beim Schweiszligen
niedrig
niedrigWasserstoffgehalt des Schweiszliggutes (Artund Ruumlcktrocknung der Schweiszligzusaumltzeund -hilfsstoffe)
hoch
27Heft- und Hilfsschweiszligungen beduumlrfen im-mer dann der Vorwaumlrmung wenn auch fuumlr das uumlbrige
Schweiszligen vorgewaumlrmt werden muszlig Ausgenommenwerden koumlnnen hiervon solche Heft- und Hilfs-schweiszligungen deren Waumlrmeeinfluszligzone durch nach-folgende Schweiszligungen mit Sicherheit wieder aufge-schmolzen wird wie beispielsweise Heftstellen fuumlrUP-Schweiszligungen
28 Unabhaumlngig von den vorstehenden Angabensollte in jedem Falle bei wichtigen Montage-
Hilfsschweiszligungen an dickeren Blechen z B beimAnschweiszligen von Transportaugen beim Schweiszligensehr groszliger Wanddicken sowie von dickwandigenSchmiede- und Stahlguszligstuumlcken vorgewaumlrmt werden
29Das Vorwaumlrmen soll gleichmaumlszligig uumlber dieganze Blech- und Bauteildicke auf einer Breite von
4 times Blechdicke jedoch mindestens 100 mm beider-seitig neben der Naht erfolgen Oumlrtliche Uumlberhitzun-gen sind zu vermeiden Beim Vorwaumlrmen mit Gas-brennern soll mit weicher aber nicht ruszligender Flam-me gearbeitet werden so daszlig Verunreinigungen imNahtbereich vermieden werden Zur Messung derVorwaumlrmtemperatur siehe EN ISO 13916
210 Zur Vermeidung von Kaltrissen an houmlher-und hochfesten (verguumlteten) Staumlhlen dickwandigenBauteilen oder an Bauteilen komplizierter Gestaltung
empfiehlt es sich Maszlignahmen anzuwenden die dembeim Schweiszligen in das Schweiszliggut eingebrachtenWasserstoff ausreichend Zeit zum Entweichen gebenFolgende Maszlignahmen haben sich bewaumlhrt
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 68
Kapitel 2
Seite 3ndash6
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
ndash Einhalten einer bestimmten Mindestvorwaumlrm-und Zwischenlagentemperatur waumlhrend desganzen Schweiszligvorganges
ndash verzoumlgertes Abkuumlhlen nach dem Schweiszligen
ndash Halten bei rd 250 degC vor dem Abkuumlhlen (Was-serstoffarmgluumlhen) oder
ndash Gluumlhen unmittelbar nach dem Schweiszligen (ohneZwischenabkuumlhlung)
211 Liegen Schiffbaustaumlhle oder Feinkornbau-staumlhle thermomechanisch umgeformt (TM-Staumlhle)vor so ist uumlber die Notwendigkeit und Houmlhe derVorwaumlrmung unter Beruumlcksichtigung des Kohlenstof-faumlquivalents und der Ergebnisse der Zulassungs- bzwVerfahrenspruumlfungen gesondert zu entscheiden Ge-
gebenenfalls reicht ein Trockenwaumlrmen der Schweiszlig-stellen aus
3 Kontrolle der Zwischenlagentemperatu-
ren
Die fuumlr die verschiedenen Staumlhle als Richtwert inTabelle 35 angegebenen Zwischenlagentemperaturensollen nicht nennenswert uumlberschritten werden
4 Schweiszligen mit kontrollierter Strecken-
energie
Insbesondere bei den hochfesten (verguumlteten)schweiszliggeeigneten Feinkornbaustaumlhlen ist - neben derVorwaumlrmung und der Zwischenlagentemperatur - die
Streckenenergie beim Schweiszligen zu kontrollierenDie Streckenenergie soll die vom Stahlherstellerangegebenen bzw bei den Verfahrenspruumlfungen ver-wendeten und in den Schweiszliganweisungen (WPS)festgelegten Werte nicht wesentlich unter- oder uumlber-
schreiten
5 Vorwaumlrmen und Waumlrmefuumlhrung beim
Schweiszligen anderer Staumlhle bzw Werkstoffe
51 Bei austenitischen Werkstoffen ist ein Vor-
waumlrmen in der Regel nicht gefordert Bei austenitisch-ferritische Werkstoffen kann eine Vorwaumlrmung erfor-derlich werden Eine maximal zulaumlssige Zwischenla-gentemperatur zur Vermeidung von Heiszligrissen in derRegel 150deg ndash 180 degC ist zu beachten
52 Ferritische und martensitische nichtrostendeStaumlhle sind ausreichend vorzuwaumlrmen und mit kon-trollierter Streckenenergie zu schweiszligen Anhalts-werte fuumlr die Vorwaumlrm- und Zwischenlagentempera-tur sind in EN 1011-3 festgelegt
53 Beim Schweiszligen von Aluminiumlegierungenist ein Vorwaumlrmen in der Regel nicht gefordert je-doch sollten 50 degC nicht uumlberschritten werden Eben-falls ist eine maximal zulaumlssige Zwischenlagentempe-
ratur von 100deg ndash 120 degC zur Vermeidung von uner-wuumlnschten Phasenausscheidungen zu beachten An-haltswerte fuumlr die anzuwendende Vorwaumlrmtemperaturund Zwischenlagentemperatur sind in EN 1011-4angegeben
Tabelle 35 Anhaltswerte fuumlr die maximale Zwischenlagentemperatur beim Schweiszligen
Gruppe gemaumlszlig
DIN V 1738(CR 12187)
Stahlsorte
Maximale Zwischen-
lagentemperatur [degC]
11 Normalfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 Houmlherfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 warmfeste niedrig Mo-legierte Staumlhle 250
2Normalisierte oder thermomechanisch behandelte Feinkorn-staumlhle mit Streckgrenzen gt 360 Nmm2 250
3Verguumltete oder ausscheidungsgehaumlrtete (ohne nichtrostende)Staumlhle mit Streckgrenzen gt 360 Nmm2 250
5 Staumlhle mit Cr max 10 Mo max 12 3507 Nickellegierte Staumlhle mit Ni max 10 250
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 28
Kapitel 2
Seite 3ndash2
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
3 Die Angaben zur Waumlrmevor- und -nach-behandlung eines Bauteiles bzw einer Konstruktionmuumlssen in den zur Pruumlfung durch den GL vorgelegtenAusfuumlhrungsunterlagen enthalten sein SoweitSchweiszliganweisungen des Herstellers (WPS) zur An-wendung kommen muumlssen diese die notwendigenAngaben zum Vorwaumlrmen der Waumlrmefuumlhrung beimSchweiszligen und zur Waumlrmenachbehandlung enthalten
4 Bauteile sind in der Regel einer Waumlr-menachbehandlung im ganzen zu unterziehen Teil-weises oder abschnittsweises Gluumlhen von Schweiszlig-naumlhten bzw das Gluumlhen von Teilbereichen insbeson-dere an druckfuumlhrenden Bauteilen erfordert die Zu-stimmung des GL in jedem Einzelfall Hierfuumlr ist demGL eine Spezifikation zur Pruumlfung einzureichen
5 Bei Schweiszligverbindungen von unterschiedli-chen Werkstoffen geschweiszligten komplexen Bautei-len (z B LNGLPG-Prozessdruckbehaumlltern und Gas-tanks) Bauteilen mit hohen Kaltumformgraden (mehrals 3 ) umfangreicheren Konstruktions- und Repa-raturschweiszligungen an Guszligteilen sind NotwendigkeitArt und Umfang einer Waumlrmebehandlung mit demGL abzustimmen
6 Die Teile sind ordnungsgemaumlszlig fuumlr die Waumlr-mebehandlung vorzubereiten Flansch- und Dich-tungsflaumlchen sind ausreichend gegen Verzunderung
zu schuumltzen Es sind Vorkehrungen gegen Bauteil-verwerfungen zu treffen die Bauteile und Konstruk-tionen sind entsprechend zu lagern UnzulaumlssigeTemperaturgradienten waumlhrend des Gluumlhens Aufhei-zens und Abkuumlhlens sind zu vermeiden
D Witterungsschutz Vorwaumlrmen Waumlrme-
fuumlhrung beim Schweiszligen
1 Witterungsschutz Schweiszligen bei niedri-
gen Temperaturen
11 Der Arbeitsbereich des Schweiszligers ist - ins-besondere bei Arbeiten im Freien - vor Wind Naumlsseund Kaumllte zu schuumltzen Vor allem beim Schutzgas-schweiszligen ist auf ausreichende Abschirmung gegenZugluft zu achten Es empfiehlt sich in jedem Falledie Nahtkanten bei Arbeiten im Freien unter unguumln-stigen Witterungsbedingungen trockenzuwaumlrmen
12 Bei Umgebungstemperaturen unter + 5 degCsind zusaumltzliche Maszlignahmen festzulegen wie Abdek-ken der Bauteile groszligflaumlchiges Anwaumlrmen Vorwaumlr-
men insbesondere beim Schweiszligen mit relativ gerin-ger Waumlrmeeinbringung (Streckenenergie) z B beiduumlnnen Kehlnaumlhten oder bei rascher Waumlrmeablei-tung z B bei dickwandigen Teilen Bei Umgebung-
stemperaturen unter ndash 10 degC soll moumlglichst nicht mehrgeschweiszligt werden
2 Vorwaumlrmen beim Schweiszligen ferritischer
Staumlhle
21 Die Notwendigkeit zum Vorwaumlrmen ferriti-scher Staumlhle und die Houmlhe der zu waumlhlenden Vor-waumlrmtemperatur sind von mehreren Einfluszliggroumlszligenabhaumlngig Hierzu zaumlhlen insbesondere
ndash die chemische Zusammensetzung von Grund-werkstoff (Kohlenstoffaumlquivalent) undSchweiszliggut
ndash die Werkstuumlckdicke und die Art des Schweiszlig-stoszliges (zwei- oder dreidimensionale Waumlr-meableitung)
ndash das Schweiszligverfahren und die Schweiszligpara-meter (Streckenenergie)
ndash die Schrumpfspannungen und Umwandlungs-spannungen
ndash die Temperaturabhaumlngigkeit der mechanischenEigenschaften von Schweiszliggut und Waumlrmeein-fluszligzone sowie
ndash der Gehalt an diffusiblem Wasserstoff imSchweiszliggut
22 Die einzuhaltende Arbeitstemperatur (Min-
dest-Vorwaumlrmtemperatur und maximale Zwischenla-gentemperatur) von (Schiff-) Baustaumlhlen kann gemaumlszligEN 1011-2 bestimmt werden Anhaltswerte daraus fuumlrdie Vorwaumlrmtemperatur fuumlr zwei verschiedene Strek-
kenenergien 1 und Wasserstoffgehalte HD 2 desSchweiszliggutes sowie unterschiedliche Kohlenstoff-
aumlquivalente CET 3 sind in den nachstehenden Abbil-dungen 31 und 32 angegeben
ndashndashndashndashndashndashndashndashndashndashndashndashndashndash1 Streckenenergie
QU Volt I Amp Schweiszligzeit
Nahtlaumlnge mm
kJ
mm=
sdot sdot sdot L
NMO
QPmin 6
2 HD 5 = max 5 ml diffusibler Waserstoff pro 100 g
SchweiszliggutHD 15 = max 15 ml diffusibler Waserstoff pro 100 g
Schweiszliggut3 Kohlenstoffaumlquivalent
CET CMn Mo Cr Cu Ni
Gew= +
+
+
+
+ minus
10 20 40
Die obige Formel fuumlr die Ermittlung des Kohlenstoffaumlquiva-lents CET ist laut EN 1011-2 anwendbar fuumlr Staumlhle mit
Streckgrenzen von 300 ndash 1000 MPa und fuumlr folgende chemi-sche Zusammensetzung 005 ndash 032 C max 08 Si05 ndash 19 Mn max 075 Mo max 15 Cr max07 Cu max 25 Ni max 012 Ti max 018 Vmax 0005 B max 006 Nb
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 38
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash3
D
0
50
100
150
200
250
20 30 40 50 60 70 80 90 100
CET = 025 HD5
CET = 030 HD5
CET = 035 HD5
CET = 040 HD5
CET = 025 HD15
CET = 030 HD15
CET = 035 HD15
CET = 040 HD15 M i n d e s t v o r w auml r m t e m p e r a
t u r [ deg C ]
Blechdicke [mm]
Abb 31 Mindest - Vorwaumlrmtemperaturen (Arbeitstemperaturen) bei Schweiszligverfahren mit relativ niedri-
ger Waumlrmeeinbringung (Streckenenergie 1 Q asymp 05 kJmm) in Abhaumlngigkeit vom Kohlenstof-
faumlquivalent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweiszliggutes
CET = 025 HD5
CET = 030 HD5
CET = 035 HD5
CET = 040 HD5
CET = 025 HD15
CET = 030 HD15
CET = 035 HD15
CET = 040 HD15
0
50
100
150
250
200
20 40 60 80 10030 50 70 90
M i n d e s t v o r w auml r m t e m p e r a t u r [ deg C ]
Blechdicke [mm]
Abb 32 Mindest - Vorwaumlrmtemperaturen (Arbeitstemperaturen) bei Schweiszligverfahren mit relativ hoher
Waumlrmeeinbringung (Streckenenergie 1 Q asymp 35 kJmm) in Abhaumlngigkeit vom Kohlenstoffaumlquiva-
lent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweiszliggutes
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 48
Kapitel 2
Seite 3ndash4
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
Hinweis
In nachstehender Tabelle 31 sind - als Anhalt - die
Kohlenstoffaumlquivalente CET 3 fuumlr einige gebraumluchli-
che Stahlsorten angegeben Basis hierfuumlr waren An-
gaben der Stahlhersteller Im Zweifelsfalle ist CET anhand der Ist-Analyse zu ermitteln
Tabelle 31 Anhaltswerte fuumlr das Kohlenstoffaumlqui-
valent CET
CET [Gew-]
Stahlsorte
Mittelwert 1 Maximalwert 1
GLndashA
GLndashE
GLndashD36GLndashE36TM
GLndashD39
GLndashE39TM
027
026
033027
027
024
028
027
034028
028
025
S275NL
S460NL
S460ML (TM)
S690QL
S890QL
025
034
027
026
038
027
036
028
038
041
2C22
34CrMo4GS20Mn5
026
049034
029
0550411 Fuumlr Erzeugnisdicken bis 50 mm
23 Anhaltswerte fuumlr das Vorwaumlrmen der Mo-bzw CrMo-legierten warmfesten (Kesselbau-) Staumlhle
nach den Werkstoffvorschriften des GL sind in Ta-belle 32 angegeben siehe auch hierzu in EN 1011-2
24 Anhaltswerte fuumlr das Vorwaumlrmen von kalt-
zaumlhen Nickelstaumlhlen nach den Werkstoffvorschriftendes GL sind in Tabelle 32 angegeben siehe hierzuund auch uumlber die Besonderheiten bei der Verwen-dung austenitischer bzw Nickelbasis-Schweiszligzusaumltzein EN 1011-2
25 Je nach Komplexitaumlt des Bauteils angewen-detem Schweiszligverfahren Houmlhe der Bauteil-Eigenspannungen und (niedriger) Umgebungstempe-ratur sind gegebenenfalls die Vorwaumlrmtemperaturenzu erhoumlhen oder die Grenzwanddicken herabzusetzenUumlber den Einfluszlig der verschiedenen Faktoren auf die
Houmlhe der Vorwaumlrmtemperatur siehe Tabelle 34
26 Ist die Werkstuumlcktemperatur niedriger als dienach vorstehenden Angaben ermittelte Mindestar-beitstemperatur so ist ein Vorwaumlrmen erforderlichHierfuumlr sind verschiedene Arbeitsweisen moumlglich
ndash staumlndiges Waumlrmen vor und waumlhrend desSchweiszligens
ndash abwechselndes Waumlrmen und Schweiszligen
ndash Waumlrmen nur vor dem Beginn des Schweiszligens
wenn die Waumlrmezufuhr durch das Schweiszligenausreicht um die Mindestarbeitstemperatureinzuhalten
Das Verfahren zum Waumlrmen kann beliebig gewaumlhltwerden sofern es nicht den Werkstoff durch oumlrtlichesUumlberhitzen beeintraumlchtigt oder den Schweiszligbereich instoumlrender Weise verunreinigt
Tabelle 32 Anhaltswerte fuumlr das Vorwaumlrmen von warmfesten (Kesselbau-) Staumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts von
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g gt 15 ml100 g
12 16Mo3le 15
gt 15 ndash le 30gt 30
202075
2075
100
100100
nicht zulaumlssig
51 13CrMo4-5 le 15gt 15
20100
100150
150nicht zulaumlssig
52 10CrMo9-1011CrMo9-10
le 15gt 15
75100
150200
200nicht zulaumlssig
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 58
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash5
D
Tabelle 33 Anhaltswerte fuumlr das Vorwaumlrmen von kaltzaumlhen Nickelstaumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts vonGruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g
72 12Ni14 (35 Ni) gt 10 100 150
12Ni19 (5 Ni) gt 10 100 nicht zulaumlssig
X8Ni9 (9 Ni) gt 10 100 nicht zulaumlssig73
X7Ni9 (9 Ni) gt 10 100 nicht zulaumlssig
Tabelle 34 Einfluszlig der verschiedenen Faktoren auf die Houmlhe der Vorwaumlrmung
Verschiebung der
Vorwaumlrmtemperatur zu
niedrigeren Werten
Einfluszligfaktoren auf
die Vorwaumlrmung
Verschiebung der Vorwaumlrm-temperatur zu houmlheren Werten
niedriger Gehalt anLegierungselementen
Chemische Zusammensetzung des Grund-werkstoffes (Haumlrtefreudigkeit) z B aus-gedruumlckt durch das C-Aumlquivalent
houmlherer Gehalt anLegierungselementen
kleinWerkstuumlck- bzw Bauteildicke (Waumlrme-ableitung Steifigkeit Eigenspannungs-zustand)
groszlig
Stumpfstoumlszlige (zweiachsig)
dicke (mehrlagige) Naumlhte
Stoszligart Nahtform und -abmessung
Waumlrmeeinbringung Waumlrmeableitung
T-Stoumlszlige (dreiachsig)
duumlnne (einlagige) Naumlhte
hoch Umgebungs- bzw Werkstuumlcktemperatur(Waumlrmeableitung)
niedrig
hoch Waumlrmeeinbringung (Streckenenergie)beim Schweiszligen
niedrig
niedrigWasserstoffgehalt des Schweiszliggutes (Artund Ruumlcktrocknung der Schweiszligzusaumltzeund -hilfsstoffe)
hoch
27Heft- und Hilfsschweiszligungen beduumlrfen im-mer dann der Vorwaumlrmung wenn auch fuumlr das uumlbrige
Schweiszligen vorgewaumlrmt werden muszlig Ausgenommenwerden koumlnnen hiervon solche Heft- und Hilfs-schweiszligungen deren Waumlrmeeinfluszligzone durch nach-folgende Schweiszligungen mit Sicherheit wieder aufge-schmolzen wird wie beispielsweise Heftstellen fuumlrUP-Schweiszligungen
28 Unabhaumlngig von den vorstehenden Angabensollte in jedem Falle bei wichtigen Montage-
Hilfsschweiszligungen an dickeren Blechen z B beimAnschweiszligen von Transportaugen beim Schweiszligensehr groszliger Wanddicken sowie von dickwandigenSchmiede- und Stahlguszligstuumlcken vorgewaumlrmt werden
29Das Vorwaumlrmen soll gleichmaumlszligig uumlber dieganze Blech- und Bauteildicke auf einer Breite von
4 times Blechdicke jedoch mindestens 100 mm beider-seitig neben der Naht erfolgen Oumlrtliche Uumlberhitzun-gen sind zu vermeiden Beim Vorwaumlrmen mit Gas-brennern soll mit weicher aber nicht ruszligender Flam-me gearbeitet werden so daszlig Verunreinigungen imNahtbereich vermieden werden Zur Messung derVorwaumlrmtemperatur siehe EN ISO 13916
210 Zur Vermeidung von Kaltrissen an houmlher-und hochfesten (verguumlteten) Staumlhlen dickwandigenBauteilen oder an Bauteilen komplizierter Gestaltung
empfiehlt es sich Maszlignahmen anzuwenden die dembeim Schweiszligen in das Schweiszliggut eingebrachtenWasserstoff ausreichend Zeit zum Entweichen gebenFolgende Maszlignahmen haben sich bewaumlhrt
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 68
Kapitel 2
Seite 3ndash6
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
ndash Einhalten einer bestimmten Mindestvorwaumlrm-und Zwischenlagentemperatur waumlhrend desganzen Schweiszligvorganges
ndash verzoumlgertes Abkuumlhlen nach dem Schweiszligen
ndash Halten bei rd 250 degC vor dem Abkuumlhlen (Was-serstoffarmgluumlhen) oder
ndash Gluumlhen unmittelbar nach dem Schweiszligen (ohneZwischenabkuumlhlung)
211 Liegen Schiffbaustaumlhle oder Feinkornbau-staumlhle thermomechanisch umgeformt (TM-Staumlhle)vor so ist uumlber die Notwendigkeit und Houmlhe derVorwaumlrmung unter Beruumlcksichtigung des Kohlenstof-faumlquivalents und der Ergebnisse der Zulassungs- bzwVerfahrenspruumlfungen gesondert zu entscheiden Ge-
gebenenfalls reicht ein Trockenwaumlrmen der Schweiszlig-stellen aus
3 Kontrolle der Zwischenlagentemperatu-
ren
Die fuumlr die verschiedenen Staumlhle als Richtwert inTabelle 35 angegebenen Zwischenlagentemperaturensollen nicht nennenswert uumlberschritten werden
4 Schweiszligen mit kontrollierter Strecken-
energie
Insbesondere bei den hochfesten (verguumlteten)schweiszliggeeigneten Feinkornbaustaumlhlen ist - neben derVorwaumlrmung und der Zwischenlagentemperatur - die
Streckenenergie beim Schweiszligen zu kontrollierenDie Streckenenergie soll die vom Stahlherstellerangegebenen bzw bei den Verfahrenspruumlfungen ver-wendeten und in den Schweiszliganweisungen (WPS)festgelegten Werte nicht wesentlich unter- oder uumlber-
schreiten
5 Vorwaumlrmen und Waumlrmefuumlhrung beim
Schweiszligen anderer Staumlhle bzw Werkstoffe
51 Bei austenitischen Werkstoffen ist ein Vor-
waumlrmen in der Regel nicht gefordert Bei austenitisch-ferritische Werkstoffen kann eine Vorwaumlrmung erfor-derlich werden Eine maximal zulaumlssige Zwischenla-gentemperatur zur Vermeidung von Heiszligrissen in derRegel 150deg ndash 180 degC ist zu beachten
52 Ferritische und martensitische nichtrostendeStaumlhle sind ausreichend vorzuwaumlrmen und mit kon-trollierter Streckenenergie zu schweiszligen Anhalts-werte fuumlr die Vorwaumlrm- und Zwischenlagentempera-tur sind in EN 1011-3 festgelegt
53 Beim Schweiszligen von Aluminiumlegierungenist ein Vorwaumlrmen in der Regel nicht gefordert je-doch sollten 50 degC nicht uumlberschritten werden Eben-falls ist eine maximal zulaumlssige Zwischenlagentempe-
ratur von 100deg ndash 120 degC zur Vermeidung von uner-wuumlnschten Phasenausscheidungen zu beachten An-haltswerte fuumlr die anzuwendende Vorwaumlrmtemperaturund Zwischenlagentemperatur sind in EN 1011-4angegeben
Tabelle 35 Anhaltswerte fuumlr die maximale Zwischenlagentemperatur beim Schweiszligen
Gruppe gemaumlszlig
DIN V 1738(CR 12187)
Stahlsorte
Maximale Zwischen-
lagentemperatur [degC]
11 Normalfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 Houmlherfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 warmfeste niedrig Mo-legierte Staumlhle 250
2Normalisierte oder thermomechanisch behandelte Feinkorn-staumlhle mit Streckgrenzen gt 360 Nmm2 250
3Verguumltete oder ausscheidungsgehaumlrtete (ohne nichtrostende)Staumlhle mit Streckgrenzen gt 360 Nmm2 250
5 Staumlhle mit Cr max 10 Mo max 12 3507 Nickellegierte Staumlhle mit Ni max 10 250
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 38
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash3
D
0
50
100
150
200
250
20 30 40 50 60 70 80 90 100
CET = 025 HD5
CET = 030 HD5
CET = 035 HD5
CET = 040 HD5
CET = 025 HD15
CET = 030 HD15
CET = 035 HD15
CET = 040 HD15 M i n d e s t v o r w auml r m t e m p e r a
t u r [ deg C ]
Blechdicke [mm]
Abb 31 Mindest - Vorwaumlrmtemperaturen (Arbeitstemperaturen) bei Schweiszligverfahren mit relativ niedri-
ger Waumlrmeeinbringung (Streckenenergie 1 Q asymp 05 kJmm) in Abhaumlngigkeit vom Kohlenstof-
faumlquivalent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweiszliggutes
CET = 025 HD5
CET = 030 HD5
CET = 035 HD5
CET = 040 HD5
CET = 025 HD15
CET = 030 HD15
CET = 035 HD15
CET = 040 HD15
0
50
100
150
250
200
20 40 60 80 10030 50 70 90
M i n d e s t v o r w auml r m t e m p e r a t u r [ deg C ]
Blechdicke [mm]
Abb 32 Mindest - Vorwaumlrmtemperaturen (Arbeitstemperaturen) bei Schweiszligverfahren mit relativ hoher
Waumlrmeeinbringung (Streckenenergie 1 Q asymp 35 kJmm) in Abhaumlngigkeit vom Kohlenstoffaumlquiva-
lent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweiszliggutes
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 48
Kapitel 2
Seite 3ndash4
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
Hinweis
In nachstehender Tabelle 31 sind - als Anhalt - die
Kohlenstoffaumlquivalente CET 3 fuumlr einige gebraumluchli-
che Stahlsorten angegeben Basis hierfuumlr waren An-
gaben der Stahlhersteller Im Zweifelsfalle ist CET anhand der Ist-Analyse zu ermitteln
Tabelle 31 Anhaltswerte fuumlr das Kohlenstoffaumlqui-
valent CET
CET [Gew-]
Stahlsorte
Mittelwert 1 Maximalwert 1
GLndashA
GLndashE
GLndashD36GLndashE36TM
GLndashD39
GLndashE39TM
027
026
033027
027
024
028
027
034028
028
025
S275NL
S460NL
S460ML (TM)
S690QL
S890QL
025
034
027
026
038
027
036
028
038
041
2C22
34CrMo4GS20Mn5
026
049034
029
0550411 Fuumlr Erzeugnisdicken bis 50 mm
23 Anhaltswerte fuumlr das Vorwaumlrmen der Mo-bzw CrMo-legierten warmfesten (Kesselbau-) Staumlhle
nach den Werkstoffvorschriften des GL sind in Ta-belle 32 angegeben siehe auch hierzu in EN 1011-2
24 Anhaltswerte fuumlr das Vorwaumlrmen von kalt-
zaumlhen Nickelstaumlhlen nach den Werkstoffvorschriftendes GL sind in Tabelle 32 angegeben siehe hierzuund auch uumlber die Besonderheiten bei der Verwen-dung austenitischer bzw Nickelbasis-Schweiszligzusaumltzein EN 1011-2
25 Je nach Komplexitaumlt des Bauteils angewen-detem Schweiszligverfahren Houmlhe der Bauteil-Eigenspannungen und (niedriger) Umgebungstempe-ratur sind gegebenenfalls die Vorwaumlrmtemperaturenzu erhoumlhen oder die Grenzwanddicken herabzusetzenUumlber den Einfluszlig der verschiedenen Faktoren auf die
Houmlhe der Vorwaumlrmtemperatur siehe Tabelle 34
26 Ist die Werkstuumlcktemperatur niedriger als dienach vorstehenden Angaben ermittelte Mindestar-beitstemperatur so ist ein Vorwaumlrmen erforderlichHierfuumlr sind verschiedene Arbeitsweisen moumlglich
ndash staumlndiges Waumlrmen vor und waumlhrend desSchweiszligens
ndash abwechselndes Waumlrmen und Schweiszligen
ndash Waumlrmen nur vor dem Beginn des Schweiszligens
wenn die Waumlrmezufuhr durch das Schweiszligenausreicht um die Mindestarbeitstemperatureinzuhalten
Das Verfahren zum Waumlrmen kann beliebig gewaumlhltwerden sofern es nicht den Werkstoff durch oumlrtlichesUumlberhitzen beeintraumlchtigt oder den Schweiszligbereich instoumlrender Weise verunreinigt
Tabelle 32 Anhaltswerte fuumlr das Vorwaumlrmen von warmfesten (Kesselbau-) Staumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts von
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g gt 15 ml100 g
12 16Mo3le 15
gt 15 ndash le 30gt 30
202075
2075
100
100100
nicht zulaumlssig
51 13CrMo4-5 le 15gt 15
20100
100150
150nicht zulaumlssig
52 10CrMo9-1011CrMo9-10
le 15gt 15
75100
150200
200nicht zulaumlssig
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 58
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash5
D
Tabelle 33 Anhaltswerte fuumlr das Vorwaumlrmen von kaltzaumlhen Nickelstaumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts vonGruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g
72 12Ni14 (35 Ni) gt 10 100 150
12Ni19 (5 Ni) gt 10 100 nicht zulaumlssig
X8Ni9 (9 Ni) gt 10 100 nicht zulaumlssig73
X7Ni9 (9 Ni) gt 10 100 nicht zulaumlssig
Tabelle 34 Einfluszlig der verschiedenen Faktoren auf die Houmlhe der Vorwaumlrmung
Verschiebung der
Vorwaumlrmtemperatur zu
niedrigeren Werten
Einfluszligfaktoren auf
die Vorwaumlrmung
Verschiebung der Vorwaumlrm-temperatur zu houmlheren Werten
niedriger Gehalt anLegierungselementen
Chemische Zusammensetzung des Grund-werkstoffes (Haumlrtefreudigkeit) z B aus-gedruumlckt durch das C-Aumlquivalent
houmlherer Gehalt anLegierungselementen
kleinWerkstuumlck- bzw Bauteildicke (Waumlrme-ableitung Steifigkeit Eigenspannungs-zustand)
groszlig
Stumpfstoumlszlige (zweiachsig)
dicke (mehrlagige) Naumlhte
Stoszligart Nahtform und -abmessung
Waumlrmeeinbringung Waumlrmeableitung
T-Stoumlszlige (dreiachsig)
duumlnne (einlagige) Naumlhte
hoch Umgebungs- bzw Werkstuumlcktemperatur(Waumlrmeableitung)
niedrig
hoch Waumlrmeeinbringung (Streckenenergie)beim Schweiszligen
niedrig
niedrigWasserstoffgehalt des Schweiszliggutes (Artund Ruumlcktrocknung der Schweiszligzusaumltzeund -hilfsstoffe)
hoch
27Heft- und Hilfsschweiszligungen beduumlrfen im-mer dann der Vorwaumlrmung wenn auch fuumlr das uumlbrige
Schweiszligen vorgewaumlrmt werden muszlig Ausgenommenwerden koumlnnen hiervon solche Heft- und Hilfs-schweiszligungen deren Waumlrmeeinfluszligzone durch nach-folgende Schweiszligungen mit Sicherheit wieder aufge-schmolzen wird wie beispielsweise Heftstellen fuumlrUP-Schweiszligungen
28 Unabhaumlngig von den vorstehenden Angabensollte in jedem Falle bei wichtigen Montage-
Hilfsschweiszligungen an dickeren Blechen z B beimAnschweiszligen von Transportaugen beim Schweiszligensehr groszliger Wanddicken sowie von dickwandigenSchmiede- und Stahlguszligstuumlcken vorgewaumlrmt werden
29Das Vorwaumlrmen soll gleichmaumlszligig uumlber dieganze Blech- und Bauteildicke auf einer Breite von
4 times Blechdicke jedoch mindestens 100 mm beider-seitig neben der Naht erfolgen Oumlrtliche Uumlberhitzun-gen sind zu vermeiden Beim Vorwaumlrmen mit Gas-brennern soll mit weicher aber nicht ruszligender Flam-me gearbeitet werden so daszlig Verunreinigungen imNahtbereich vermieden werden Zur Messung derVorwaumlrmtemperatur siehe EN ISO 13916
210 Zur Vermeidung von Kaltrissen an houmlher-und hochfesten (verguumlteten) Staumlhlen dickwandigenBauteilen oder an Bauteilen komplizierter Gestaltung
empfiehlt es sich Maszlignahmen anzuwenden die dembeim Schweiszligen in das Schweiszliggut eingebrachtenWasserstoff ausreichend Zeit zum Entweichen gebenFolgende Maszlignahmen haben sich bewaumlhrt
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 68
Kapitel 2
Seite 3ndash6
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
ndash Einhalten einer bestimmten Mindestvorwaumlrm-und Zwischenlagentemperatur waumlhrend desganzen Schweiszligvorganges
ndash verzoumlgertes Abkuumlhlen nach dem Schweiszligen
ndash Halten bei rd 250 degC vor dem Abkuumlhlen (Was-serstoffarmgluumlhen) oder
ndash Gluumlhen unmittelbar nach dem Schweiszligen (ohneZwischenabkuumlhlung)
211 Liegen Schiffbaustaumlhle oder Feinkornbau-staumlhle thermomechanisch umgeformt (TM-Staumlhle)vor so ist uumlber die Notwendigkeit und Houmlhe derVorwaumlrmung unter Beruumlcksichtigung des Kohlenstof-faumlquivalents und der Ergebnisse der Zulassungs- bzwVerfahrenspruumlfungen gesondert zu entscheiden Ge-
gebenenfalls reicht ein Trockenwaumlrmen der Schweiszlig-stellen aus
3 Kontrolle der Zwischenlagentemperatu-
ren
Die fuumlr die verschiedenen Staumlhle als Richtwert inTabelle 35 angegebenen Zwischenlagentemperaturensollen nicht nennenswert uumlberschritten werden
4 Schweiszligen mit kontrollierter Strecken-
energie
Insbesondere bei den hochfesten (verguumlteten)schweiszliggeeigneten Feinkornbaustaumlhlen ist - neben derVorwaumlrmung und der Zwischenlagentemperatur - die
Streckenenergie beim Schweiszligen zu kontrollierenDie Streckenenergie soll die vom Stahlherstellerangegebenen bzw bei den Verfahrenspruumlfungen ver-wendeten und in den Schweiszliganweisungen (WPS)festgelegten Werte nicht wesentlich unter- oder uumlber-
schreiten
5 Vorwaumlrmen und Waumlrmefuumlhrung beim
Schweiszligen anderer Staumlhle bzw Werkstoffe
51 Bei austenitischen Werkstoffen ist ein Vor-
waumlrmen in der Regel nicht gefordert Bei austenitisch-ferritische Werkstoffen kann eine Vorwaumlrmung erfor-derlich werden Eine maximal zulaumlssige Zwischenla-gentemperatur zur Vermeidung von Heiszligrissen in derRegel 150deg ndash 180 degC ist zu beachten
52 Ferritische und martensitische nichtrostendeStaumlhle sind ausreichend vorzuwaumlrmen und mit kon-trollierter Streckenenergie zu schweiszligen Anhalts-werte fuumlr die Vorwaumlrm- und Zwischenlagentempera-tur sind in EN 1011-3 festgelegt
53 Beim Schweiszligen von Aluminiumlegierungenist ein Vorwaumlrmen in der Regel nicht gefordert je-doch sollten 50 degC nicht uumlberschritten werden Eben-falls ist eine maximal zulaumlssige Zwischenlagentempe-
ratur von 100deg ndash 120 degC zur Vermeidung von uner-wuumlnschten Phasenausscheidungen zu beachten An-haltswerte fuumlr die anzuwendende Vorwaumlrmtemperaturund Zwischenlagentemperatur sind in EN 1011-4angegeben
Tabelle 35 Anhaltswerte fuumlr die maximale Zwischenlagentemperatur beim Schweiszligen
Gruppe gemaumlszlig
DIN V 1738(CR 12187)
Stahlsorte
Maximale Zwischen-
lagentemperatur [degC]
11 Normalfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 Houmlherfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 warmfeste niedrig Mo-legierte Staumlhle 250
2Normalisierte oder thermomechanisch behandelte Feinkorn-staumlhle mit Streckgrenzen gt 360 Nmm2 250
3Verguumltete oder ausscheidungsgehaumlrtete (ohne nichtrostende)Staumlhle mit Streckgrenzen gt 360 Nmm2 250
5 Staumlhle mit Cr max 10 Mo max 12 3507 Nickellegierte Staumlhle mit Ni max 10 250
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 48
Kapitel 2
Seite 3ndash4
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
Hinweis
In nachstehender Tabelle 31 sind - als Anhalt - die
Kohlenstoffaumlquivalente CET 3 fuumlr einige gebraumluchli-
che Stahlsorten angegeben Basis hierfuumlr waren An-
gaben der Stahlhersteller Im Zweifelsfalle ist CET anhand der Ist-Analyse zu ermitteln
Tabelle 31 Anhaltswerte fuumlr das Kohlenstoffaumlqui-
valent CET
CET [Gew-]
Stahlsorte
Mittelwert 1 Maximalwert 1
GLndashA
GLndashE
GLndashD36GLndashE36TM
GLndashD39
GLndashE39TM
027
026
033027
027
024
028
027
034028
028
025
S275NL
S460NL
S460ML (TM)
S690QL
S890QL
025
034
027
026
038
027
036
028
038
041
2C22
34CrMo4GS20Mn5
026
049034
029
0550411 Fuumlr Erzeugnisdicken bis 50 mm
23 Anhaltswerte fuumlr das Vorwaumlrmen der Mo-bzw CrMo-legierten warmfesten (Kesselbau-) Staumlhle
nach den Werkstoffvorschriften des GL sind in Ta-belle 32 angegeben siehe auch hierzu in EN 1011-2
24 Anhaltswerte fuumlr das Vorwaumlrmen von kalt-
zaumlhen Nickelstaumlhlen nach den Werkstoffvorschriftendes GL sind in Tabelle 32 angegeben siehe hierzuund auch uumlber die Besonderheiten bei der Verwen-dung austenitischer bzw Nickelbasis-Schweiszligzusaumltzein EN 1011-2
25 Je nach Komplexitaumlt des Bauteils angewen-detem Schweiszligverfahren Houmlhe der Bauteil-Eigenspannungen und (niedriger) Umgebungstempe-ratur sind gegebenenfalls die Vorwaumlrmtemperaturenzu erhoumlhen oder die Grenzwanddicken herabzusetzenUumlber den Einfluszlig der verschiedenen Faktoren auf die
Houmlhe der Vorwaumlrmtemperatur siehe Tabelle 34
26 Ist die Werkstuumlcktemperatur niedriger als dienach vorstehenden Angaben ermittelte Mindestar-beitstemperatur so ist ein Vorwaumlrmen erforderlichHierfuumlr sind verschiedene Arbeitsweisen moumlglich
ndash staumlndiges Waumlrmen vor und waumlhrend desSchweiszligens
ndash abwechselndes Waumlrmen und Schweiszligen
ndash Waumlrmen nur vor dem Beginn des Schweiszligens
wenn die Waumlrmezufuhr durch das Schweiszligenausreicht um die Mindestarbeitstemperatureinzuhalten
Das Verfahren zum Waumlrmen kann beliebig gewaumlhltwerden sofern es nicht den Werkstoff durch oumlrtlichesUumlberhitzen beeintraumlchtigt oder den Schweiszligbereich instoumlrender Weise verunreinigt
Tabelle 32 Anhaltswerte fuumlr das Vorwaumlrmen von warmfesten (Kesselbau-) Staumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts von
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g gt 15 ml100 g
12 16Mo3le 15
gt 15 ndash le 30gt 30
202075
2075
100
100100
nicht zulaumlssig
51 13CrMo4-5 le 15gt 15
20100
100150
150nicht zulaumlssig
52 10CrMo9-1011CrMo9-10
le 15gt 15
75100
150200
200nicht zulaumlssig
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 58
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash5
D
Tabelle 33 Anhaltswerte fuumlr das Vorwaumlrmen von kaltzaumlhen Nickelstaumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts vonGruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g
72 12Ni14 (35 Ni) gt 10 100 150
12Ni19 (5 Ni) gt 10 100 nicht zulaumlssig
X8Ni9 (9 Ni) gt 10 100 nicht zulaumlssig73
X7Ni9 (9 Ni) gt 10 100 nicht zulaumlssig
Tabelle 34 Einfluszlig der verschiedenen Faktoren auf die Houmlhe der Vorwaumlrmung
Verschiebung der
Vorwaumlrmtemperatur zu
niedrigeren Werten
Einfluszligfaktoren auf
die Vorwaumlrmung
Verschiebung der Vorwaumlrm-temperatur zu houmlheren Werten
niedriger Gehalt anLegierungselementen
Chemische Zusammensetzung des Grund-werkstoffes (Haumlrtefreudigkeit) z B aus-gedruumlckt durch das C-Aumlquivalent
houmlherer Gehalt anLegierungselementen
kleinWerkstuumlck- bzw Bauteildicke (Waumlrme-ableitung Steifigkeit Eigenspannungs-zustand)
groszlig
Stumpfstoumlszlige (zweiachsig)
dicke (mehrlagige) Naumlhte
Stoszligart Nahtform und -abmessung
Waumlrmeeinbringung Waumlrmeableitung
T-Stoumlszlige (dreiachsig)
duumlnne (einlagige) Naumlhte
hoch Umgebungs- bzw Werkstuumlcktemperatur(Waumlrmeableitung)
niedrig
hoch Waumlrmeeinbringung (Streckenenergie)beim Schweiszligen
niedrig
niedrigWasserstoffgehalt des Schweiszliggutes (Artund Ruumlcktrocknung der Schweiszligzusaumltzeund -hilfsstoffe)
hoch
27Heft- und Hilfsschweiszligungen beduumlrfen im-mer dann der Vorwaumlrmung wenn auch fuumlr das uumlbrige
Schweiszligen vorgewaumlrmt werden muszlig Ausgenommenwerden koumlnnen hiervon solche Heft- und Hilfs-schweiszligungen deren Waumlrmeeinfluszligzone durch nach-folgende Schweiszligungen mit Sicherheit wieder aufge-schmolzen wird wie beispielsweise Heftstellen fuumlrUP-Schweiszligungen
28 Unabhaumlngig von den vorstehenden Angabensollte in jedem Falle bei wichtigen Montage-
Hilfsschweiszligungen an dickeren Blechen z B beimAnschweiszligen von Transportaugen beim Schweiszligensehr groszliger Wanddicken sowie von dickwandigenSchmiede- und Stahlguszligstuumlcken vorgewaumlrmt werden
29Das Vorwaumlrmen soll gleichmaumlszligig uumlber dieganze Blech- und Bauteildicke auf einer Breite von
4 times Blechdicke jedoch mindestens 100 mm beider-seitig neben der Naht erfolgen Oumlrtliche Uumlberhitzun-gen sind zu vermeiden Beim Vorwaumlrmen mit Gas-brennern soll mit weicher aber nicht ruszligender Flam-me gearbeitet werden so daszlig Verunreinigungen imNahtbereich vermieden werden Zur Messung derVorwaumlrmtemperatur siehe EN ISO 13916
210 Zur Vermeidung von Kaltrissen an houmlher-und hochfesten (verguumlteten) Staumlhlen dickwandigenBauteilen oder an Bauteilen komplizierter Gestaltung
empfiehlt es sich Maszlignahmen anzuwenden die dembeim Schweiszligen in das Schweiszliggut eingebrachtenWasserstoff ausreichend Zeit zum Entweichen gebenFolgende Maszlignahmen haben sich bewaumlhrt
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 68
Kapitel 2
Seite 3ndash6
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
ndash Einhalten einer bestimmten Mindestvorwaumlrm-und Zwischenlagentemperatur waumlhrend desganzen Schweiszligvorganges
ndash verzoumlgertes Abkuumlhlen nach dem Schweiszligen
ndash Halten bei rd 250 degC vor dem Abkuumlhlen (Was-serstoffarmgluumlhen) oder
ndash Gluumlhen unmittelbar nach dem Schweiszligen (ohneZwischenabkuumlhlung)
211 Liegen Schiffbaustaumlhle oder Feinkornbau-staumlhle thermomechanisch umgeformt (TM-Staumlhle)vor so ist uumlber die Notwendigkeit und Houmlhe derVorwaumlrmung unter Beruumlcksichtigung des Kohlenstof-faumlquivalents und der Ergebnisse der Zulassungs- bzwVerfahrenspruumlfungen gesondert zu entscheiden Ge-
gebenenfalls reicht ein Trockenwaumlrmen der Schweiszlig-stellen aus
3 Kontrolle der Zwischenlagentemperatu-
ren
Die fuumlr die verschiedenen Staumlhle als Richtwert inTabelle 35 angegebenen Zwischenlagentemperaturensollen nicht nennenswert uumlberschritten werden
4 Schweiszligen mit kontrollierter Strecken-
energie
Insbesondere bei den hochfesten (verguumlteten)schweiszliggeeigneten Feinkornbaustaumlhlen ist - neben derVorwaumlrmung und der Zwischenlagentemperatur - die
Streckenenergie beim Schweiszligen zu kontrollierenDie Streckenenergie soll die vom Stahlherstellerangegebenen bzw bei den Verfahrenspruumlfungen ver-wendeten und in den Schweiszliganweisungen (WPS)festgelegten Werte nicht wesentlich unter- oder uumlber-
schreiten
5 Vorwaumlrmen und Waumlrmefuumlhrung beim
Schweiszligen anderer Staumlhle bzw Werkstoffe
51 Bei austenitischen Werkstoffen ist ein Vor-
waumlrmen in der Regel nicht gefordert Bei austenitisch-ferritische Werkstoffen kann eine Vorwaumlrmung erfor-derlich werden Eine maximal zulaumlssige Zwischenla-gentemperatur zur Vermeidung von Heiszligrissen in derRegel 150deg ndash 180 degC ist zu beachten
52 Ferritische und martensitische nichtrostendeStaumlhle sind ausreichend vorzuwaumlrmen und mit kon-trollierter Streckenenergie zu schweiszligen Anhalts-werte fuumlr die Vorwaumlrm- und Zwischenlagentempera-tur sind in EN 1011-3 festgelegt
53 Beim Schweiszligen von Aluminiumlegierungenist ein Vorwaumlrmen in der Regel nicht gefordert je-doch sollten 50 degC nicht uumlberschritten werden Eben-falls ist eine maximal zulaumlssige Zwischenlagentempe-
ratur von 100deg ndash 120 degC zur Vermeidung von uner-wuumlnschten Phasenausscheidungen zu beachten An-haltswerte fuumlr die anzuwendende Vorwaumlrmtemperaturund Zwischenlagentemperatur sind in EN 1011-4angegeben
Tabelle 35 Anhaltswerte fuumlr die maximale Zwischenlagentemperatur beim Schweiszligen
Gruppe gemaumlszlig
DIN V 1738(CR 12187)
Stahlsorte
Maximale Zwischen-
lagentemperatur [degC]
11 Normalfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 Houmlherfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 warmfeste niedrig Mo-legierte Staumlhle 250
2Normalisierte oder thermomechanisch behandelte Feinkorn-staumlhle mit Streckgrenzen gt 360 Nmm2 250
3Verguumltete oder ausscheidungsgehaumlrtete (ohne nichtrostende)Staumlhle mit Streckgrenzen gt 360 Nmm2 250
5 Staumlhle mit Cr max 10 Mo max 12 3507 Nickellegierte Staumlhle mit Ni max 10 250
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 58
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash5
D
Tabelle 33 Anhaltswerte fuumlr das Vorwaumlrmen von kaltzaumlhen Nickelstaumlhlen
Mindest-Vorwaumlrmtemperatur [degC]
bei einem H2-Gehalt des Schweiszligguts vonGruppe gem
DIN V 1738
(CR 12187)
Stahlsorte Dicke [mm]
le 5 ml100 g gt 5 ndash le 10 ml100 g
72 12Ni14 (35 Ni) gt 10 100 150
12Ni19 (5 Ni) gt 10 100 nicht zulaumlssig
X8Ni9 (9 Ni) gt 10 100 nicht zulaumlssig73
X7Ni9 (9 Ni) gt 10 100 nicht zulaumlssig
Tabelle 34 Einfluszlig der verschiedenen Faktoren auf die Houmlhe der Vorwaumlrmung
Verschiebung der
Vorwaumlrmtemperatur zu
niedrigeren Werten
Einfluszligfaktoren auf
die Vorwaumlrmung
Verschiebung der Vorwaumlrm-temperatur zu houmlheren Werten
niedriger Gehalt anLegierungselementen
Chemische Zusammensetzung des Grund-werkstoffes (Haumlrtefreudigkeit) z B aus-gedruumlckt durch das C-Aumlquivalent
houmlherer Gehalt anLegierungselementen
kleinWerkstuumlck- bzw Bauteildicke (Waumlrme-ableitung Steifigkeit Eigenspannungs-zustand)
groszlig
Stumpfstoumlszlige (zweiachsig)
dicke (mehrlagige) Naumlhte
Stoszligart Nahtform und -abmessung
Waumlrmeeinbringung Waumlrmeableitung
T-Stoumlszlige (dreiachsig)
duumlnne (einlagige) Naumlhte
hoch Umgebungs- bzw Werkstuumlcktemperatur(Waumlrmeableitung)
niedrig
hoch Waumlrmeeinbringung (Streckenenergie)beim Schweiszligen
niedrig
niedrigWasserstoffgehalt des Schweiszliggutes (Artund Ruumlcktrocknung der Schweiszligzusaumltzeund -hilfsstoffe)
hoch
27Heft- und Hilfsschweiszligungen beduumlrfen im-mer dann der Vorwaumlrmung wenn auch fuumlr das uumlbrige
Schweiszligen vorgewaumlrmt werden muszlig Ausgenommenwerden koumlnnen hiervon solche Heft- und Hilfs-schweiszligungen deren Waumlrmeeinfluszligzone durch nach-folgende Schweiszligungen mit Sicherheit wieder aufge-schmolzen wird wie beispielsweise Heftstellen fuumlrUP-Schweiszligungen
28 Unabhaumlngig von den vorstehenden Angabensollte in jedem Falle bei wichtigen Montage-
Hilfsschweiszligungen an dickeren Blechen z B beimAnschweiszligen von Transportaugen beim Schweiszligensehr groszliger Wanddicken sowie von dickwandigenSchmiede- und Stahlguszligstuumlcken vorgewaumlrmt werden
29Das Vorwaumlrmen soll gleichmaumlszligig uumlber dieganze Blech- und Bauteildicke auf einer Breite von
4 times Blechdicke jedoch mindestens 100 mm beider-seitig neben der Naht erfolgen Oumlrtliche Uumlberhitzun-gen sind zu vermeiden Beim Vorwaumlrmen mit Gas-brennern soll mit weicher aber nicht ruszligender Flam-me gearbeitet werden so daszlig Verunreinigungen imNahtbereich vermieden werden Zur Messung derVorwaumlrmtemperatur siehe EN ISO 13916
210 Zur Vermeidung von Kaltrissen an houmlher-und hochfesten (verguumlteten) Staumlhlen dickwandigenBauteilen oder an Bauteilen komplizierter Gestaltung
empfiehlt es sich Maszlignahmen anzuwenden die dembeim Schweiszligen in das Schweiszliggut eingebrachtenWasserstoff ausreichend Zeit zum Entweichen gebenFolgende Maszlignahmen haben sich bewaumlhrt
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 68
Kapitel 2
Seite 3ndash6
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
ndash Einhalten einer bestimmten Mindestvorwaumlrm-und Zwischenlagentemperatur waumlhrend desganzen Schweiszligvorganges
ndash verzoumlgertes Abkuumlhlen nach dem Schweiszligen
ndash Halten bei rd 250 degC vor dem Abkuumlhlen (Was-serstoffarmgluumlhen) oder
ndash Gluumlhen unmittelbar nach dem Schweiszligen (ohneZwischenabkuumlhlung)
211 Liegen Schiffbaustaumlhle oder Feinkornbau-staumlhle thermomechanisch umgeformt (TM-Staumlhle)vor so ist uumlber die Notwendigkeit und Houmlhe derVorwaumlrmung unter Beruumlcksichtigung des Kohlenstof-faumlquivalents und der Ergebnisse der Zulassungs- bzwVerfahrenspruumlfungen gesondert zu entscheiden Ge-
gebenenfalls reicht ein Trockenwaumlrmen der Schweiszlig-stellen aus
3 Kontrolle der Zwischenlagentemperatu-
ren
Die fuumlr die verschiedenen Staumlhle als Richtwert inTabelle 35 angegebenen Zwischenlagentemperaturensollen nicht nennenswert uumlberschritten werden
4 Schweiszligen mit kontrollierter Strecken-
energie
Insbesondere bei den hochfesten (verguumlteten)schweiszliggeeigneten Feinkornbaustaumlhlen ist - neben derVorwaumlrmung und der Zwischenlagentemperatur - die
Streckenenergie beim Schweiszligen zu kontrollierenDie Streckenenergie soll die vom Stahlherstellerangegebenen bzw bei den Verfahrenspruumlfungen ver-wendeten und in den Schweiszliganweisungen (WPS)festgelegten Werte nicht wesentlich unter- oder uumlber-
schreiten
5 Vorwaumlrmen und Waumlrmefuumlhrung beim
Schweiszligen anderer Staumlhle bzw Werkstoffe
51 Bei austenitischen Werkstoffen ist ein Vor-
waumlrmen in der Regel nicht gefordert Bei austenitisch-ferritische Werkstoffen kann eine Vorwaumlrmung erfor-derlich werden Eine maximal zulaumlssige Zwischenla-gentemperatur zur Vermeidung von Heiszligrissen in derRegel 150deg ndash 180 degC ist zu beachten
52 Ferritische und martensitische nichtrostendeStaumlhle sind ausreichend vorzuwaumlrmen und mit kon-trollierter Streckenenergie zu schweiszligen Anhalts-werte fuumlr die Vorwaumlrm- und Zwischenlagentempera-tur sind in EN 1011-3 festgelegt
53 Beim Schweiszligen von Aluminiumlegierungenist ein Vorwaumlrmen in der Regel nicht gefordert je-doch sollten 50 degC nicht uumlberschritten werden Eben-falls ist eine maximal zulaumlssige Zwischenlagentempe-
ratur von 100deg ndash 120 degC zur Vermeidung von uner-wuumlnschten Phasenausscheidungen zu beachten An-haltswerte fuumlr die anzuwendende Vorwaumlrmtemperaturund Zwischenlagentemperatur sind in EN 1011-4angegeben
Tabelle 35 Anhaltswerte fuumlr die maximale Zwischenlagentemperatur beim Schweiszligen
Gruppe gemaumlszlig
DIN V 1738(CR 12187)
Stahlsorte
Maximale Zwischen-
lagentemperatur [degC]
11 Normalfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 Houmlherfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 warmfeste niedrig Mo-legierte Staumlhle 250
2Normalisierte oder thermomechanisch behandelte Feinkorn-staumlhle mit Streckgrenzen gt 360 Nmm2 250
3Verguumltete oder ausscheidungsgehaumlrtete (ohne nichtrostende)Staumlhle mit Streckgrenzen gt 360 Nmm2 250
5 Staumlhle mit Cr max 10 Mo max 12 3507 Nickellegierte Staumlhle mit Ni max 10 250
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden
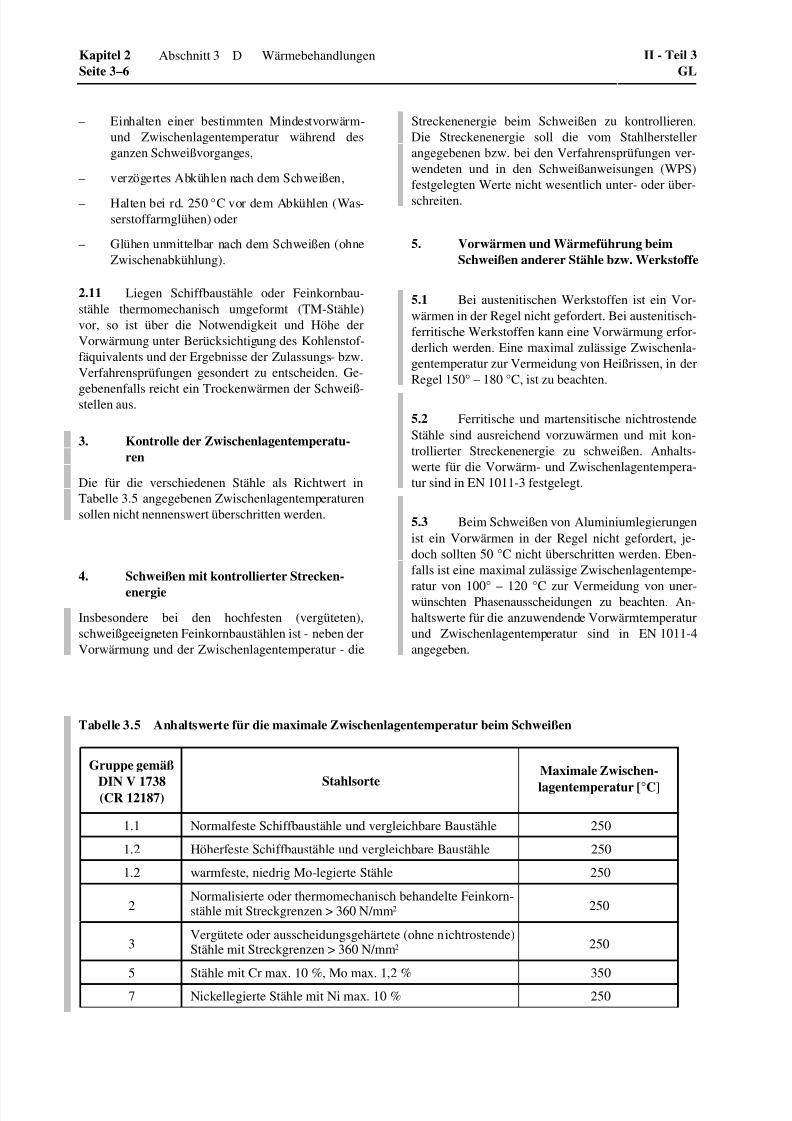
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 68
Kapitel 2
Seite 3ndash6
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
D
ndash Einhalten einer bestimmten Mindestvorwaumlrm-und Zwischenlagentemperatur waumlhrend desganzen Schweiszligvorganges
ndash verzoumlgertes Abkuumlhlen nach dem Schweiszligen
ndash Halten bei rd 250 degC vor dem Abkuumlhlen (Was-serstoffarmgluumlhen) oder
ndash Gluumlhen unmittelbar nach dem Schweiszligen (ohneZwischenabkuumlhlung)
211 Liegen Schiffbaustaumlhle oder Feinkornbau-staumlhle thermomechanisch umgeformt (TM-Staumlhle)vor so ist uumlber die Notwendigkeit und Houmlhe derVorwaumlrmung unter Beruumlcksichtigung des Kohlenstof-faumlquivalents und der Ergebnisse der Zulassungs- bzwVerfahrenspruumlfungen gesondert zu entscheiden Ge-
gebenenfalls reicht ein Trockenwaumlrmen der Schweiszlig-stellen aus
3 Kontrolle der Zwischenlagentemperatu-
ren
Die fuumlr die verschiedenen Staumlhle als Richtwert inTabelle 35 angegebenen Zwischenlagentemperaturensollen nicht nennenswert uumlberschritten werden
4 Schweiszligen mit kontrollierter Strecken-
energie
Insbesondere bei den hochfesten (verguumlteten)schweiszliggeeigneten Feinkornbaustaumlhlen ist - neben derVorwaumlrmung und der Zwischenlagentemperatur - die
Streckenenergie beim Schweiszligen zu kontrollierenDie Streckenenergie soll die vom Stahlherstellerangegebenen bzw bei den Verfahrenspruumlfungen ver-wendeten und in den Schweiszliganweisungen (WPS)festgelegten Werte nicht wesentlich unter- oder uumlber-
schreiten
5 Vorwaumlrmen und Waumlrmefuumlhrung beim
Schweiszligen anderer Staumlhle bzw Werkstoffe
51 Bei austenitischen Werkstoffen ist ein Vor-
waumlrmen in der Regel nicht gefordert Bei austenitisch-ferritische Werkstoffen kann eine Vorwaumlrmung erfor-derlich werden Eine maximal zulaumlssige Zwischenla-gentemperatur zur Vermeidung von Heiszligrissen in derRegel 150deg ndash 180 degC ist zu beachten
52 Ferritische und martensitische nichtrostendeStaumlhle sind ausreichend vorzuwaumlrmen und mit kon-trollierter Streckenenergie zu schweiszligen Anhalts-werte fuumlr die Vorwaumlrm- und Zwischenlagentempera-tur sind in EN 1011-3 festgelegt
53 Beim Schweiszligen von Aluminiumlegierungenist ein Vorwaumlrmen in der Regel nicht gefordert je-doch sollten 50 degC nicht uumlberschritten werden Eben-falls ist eine maximal zulaumlssige Zwischenlagentempe-
ratur von 100deg ndash 120 degC zur Vermeidung von uner-wuumlnschten Phasenausscheidungen zu beachten An-haltswerte fuumlr die anzuwendende Vorwaumlrmtemperaturund Zwischenlagentemperatur sind in EN 1011-4angegeben
Tabelle 35 Anhaltswerte fuumlr die maximale Zwischenlagentemperatur beim Schweiszligen
Gruppe gemaumlszlig
DIN V 1738(CR 12187)
Stahlsorte
Maximale Zwischen-
lagentemperatur [degC]
11 Normalfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 Houmlherfeste Schiffbaustaumlhle und vergleichbare Baustaumlhle 250
12 warmfeste niedrig Mo-legierte Staumlhle 250
2Normalisierte oder thermomechanisch behandelte Feinkorn-staumlhle mit Streckgrenzen gt 360 Nmm2 250
3Verguumltete oder ausscheidungsgehaumlrtete (ohne nichtrostende)Staumlhle mit Streckgrenzen gt 360 Nmm2 250
5 Staumlhle mit Cr max 10 Mo max 12 3507 Nickellegierte Staumlhle mit Ni max 10 250
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden

5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 78
II - Teil 3
GL
Abschnitt 3 Waumlrmebehandlungen Kapitel 2
Seite 3ndash7
E
E Waumlrmebehandlungen nach dem Schweiszligen
1 Wenn in den Abschnitten 1 bis 5 von Kapi-
tel 3 gefordert sind geschweiszligte Bauteile einer Waumlr-
menachbehandlung zu unterziehen Im allgemeinenkommt eine Waumlrmenachbehandlung fuumlr ferritischeStaumlhle in Betracht hierfuumlr genuumlgt in der Regel einSpannungsarmgluumlhen oder Anlaszliggluumlhen Sofern beider Herstellung bestimmter Bauteile oder Konstruk-tionen anderweitige Regelwerke mitberuumlcksichtigtwerden muumlssen (z B beim Bau von DampfkesselnTRD 201 vergl Kapitel 3 Abschnitt 2 A22) sosind die Angaben zur Waumlrmenachbehandlung in die-sen Regelwerken mit zu beachten
Hinweis
Die Notwendigkeit und Art einer Waumlrmenachbe-
handlung wird von verschiedenen Faktoren bestimmt
die wichtigsten sind nachstehend genannt
ndash Werkstoffeigenschaften und -abmessungen
(Wanddicken)
ndash Niedrigste zu erwartende Betriebstemperatur
(Entwurfstemperatur)
ndash Art des Betriebs- und Umgebungsmediums
(z B Korrosionsgefahr)
ndash Dehnungs- und Schrumpfungsbehinderung
durch Anhaumlufung von Schweiszlignaumlhten
ndash Gefahr des Verziehens bei nachfolgender me-
chanischer Bearbeitung
2 Reicht ein Spannungsarmgluumlhen nach demSchweiszligen nicht aus und ist eine weitergehendeWaumlrmebehandlung gefordert (z B Normalgluumlhenoder Verguumlten) so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen beson-ders festzulegen und mit dem GL abzustimmen Diesgilt sinngemaumlszlig auch fuumlr andere als die hier behandel-ten Werkstoffe und Werkstoffkombinationen sowiefuumlr andere Methoden des Spannungsabbaus
3 Das Spannungsarmgluumlhen muszlig durch einlangsames und gleichmaumlszligiges Erwaumlrmen der Bauteileauf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 36) ein Halten in diesenBereichen von 2 Minuten je mm Wanddicke minde-stens aber fuumlr 30 Minuten ein langsames Abkuumlhlenim Ofen oder in der Gluumlhvorrichtung bis auf 400 degCund ein anschlieszligendes Abkuumlhlen an ruhender Lufterfolgen Bei dickwandigen Bauteilen braucht eineHaltezeit von 150 Minuten nicht uumlberschritten wer-den
4 Besteht die Gefahr daszlig beim Gluumlhen einVerwerfen der Bauteile eintritt kann in bestimmtenGrenzen bei niedrigerer Temperatur mit erhoumlhterHaltezeit gegluumlht werden Die hierfuumlr erforderlichenTemperaturen und Haltezeiten sind mit dem GL zuvereinbaren
5 Bei Verbindungen zwischen ferritischen undaustenitischen Staumlhlen (Schweiszliggut) duumlrfen Waumlrme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgefuumlhrt wer-den sofern nicht mit Nickelbasis-Zusatzwerkstoffengeschweiszligt wird
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden
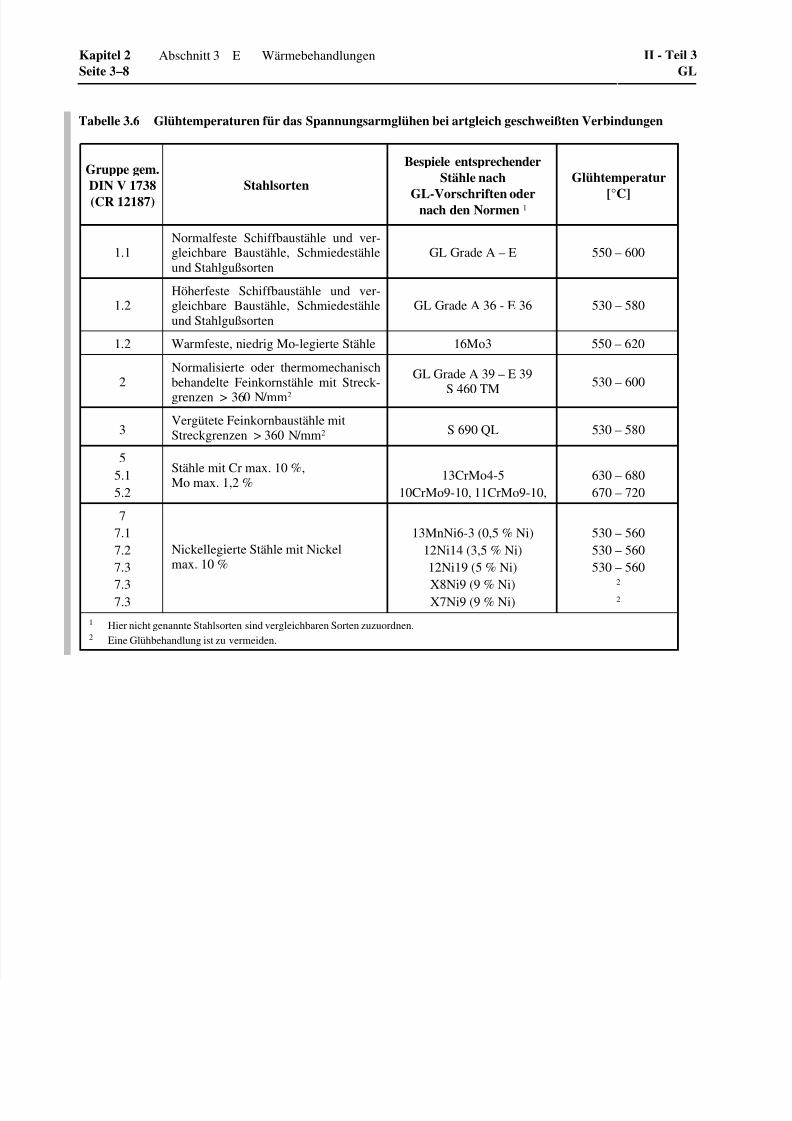
5122018 abschn03 - slidepdfcom
httpslidepdfcomreaderfullabschn03-55a4d30425d58 88
Kapitel 2
Seite 3ndash8
Abschnitt 3 Waumlrmebehandlungen II - Teil 3
GL
E
Tabelle 36 Gluumlhtemperaturen fuumlr das Spannungsarmgluumlhen bei artgleich geschweiszligten Verbindungen
Gruppe gem
DIN V 1738
(CR 12187)
Stahlsorten
Bespiele entsprechender
Staumlhle nach
GL-Vorschriften odernach den Normen 1
Gluumlhtemperatur
[degC]
11Normalfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A ndash E 550 ndash 600
12Houmlherfeste Schiffbaustaumlhle und ver-gleichbare Baustaumlhle Schmiedestaumlhleund Stahlguszligsorten
GL Grade A 36 - E 36 530 ndash 580
12 Warmfeste niedrig Mo-legierte Staumlhle 16Mo3 550 ndash 620
2Normalisierte oder thermomechanischbehandelte Feinkornstaumlhle mit Streck-grenzen gt 360 Nmm2
GL Grade A 39 ndash E 39
S 460 TM530 ndash 600
3Verguumltete Feinkornbaustaumlhle mitStreckgrenzen gt 360 Nmm2 S 690 QL 530 ndash 580
5
5152
Staumlhle mit Cr max 10 Mo max 12
13CrMo4-510CrMo9-10 11CrMo9-10
630 ndash 680670 ndash 720
7717273
7373
Nickellegierte Staumlhle mit Nickelmax 10
13MnNi6-3 (05 Ni)12Ni14 (35 Ni)12Ni19 (5 Ni)
X8Ni9 (9 Ni)X7Ni9 (9 Ni)
530 ndash 560530 ndash 560530 ndash 560
2
2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen2 Eine Gluumlhbehandlung ist zu vermeiden