
Additive Fertigung mit der Hermle...
25
Additive Fertigung mit der Hermle MPA-Technologie Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2015 – 09 – 16
-
Upload
nguyenkhue -
Category
Documents
-
view
220 -
download
0
Transcript of Additive Fertigung mit der Hermle...
Additive Fertigung mit der Hermle MPA-Technologie
Referent: Dipl.- Physiker Rudolf DerntlGeschäftsführer Hermle Maschinenbau GmbH 2015 – 09 – 16

Inhalt
� Firmenvorstellung
� Vorstellung des Hermle MPA Verfahrens
� Werkstoffe und Kennwerte
� Der Fertigungsablauf
� Repräsentative Bauteile

Firmenvorstellung
Hermle Maschinenbau GmbH,Ottobrunn, München
Hermle AG in Gosheim,Schwäbische Alb
Entwicklung MPA-Technologie
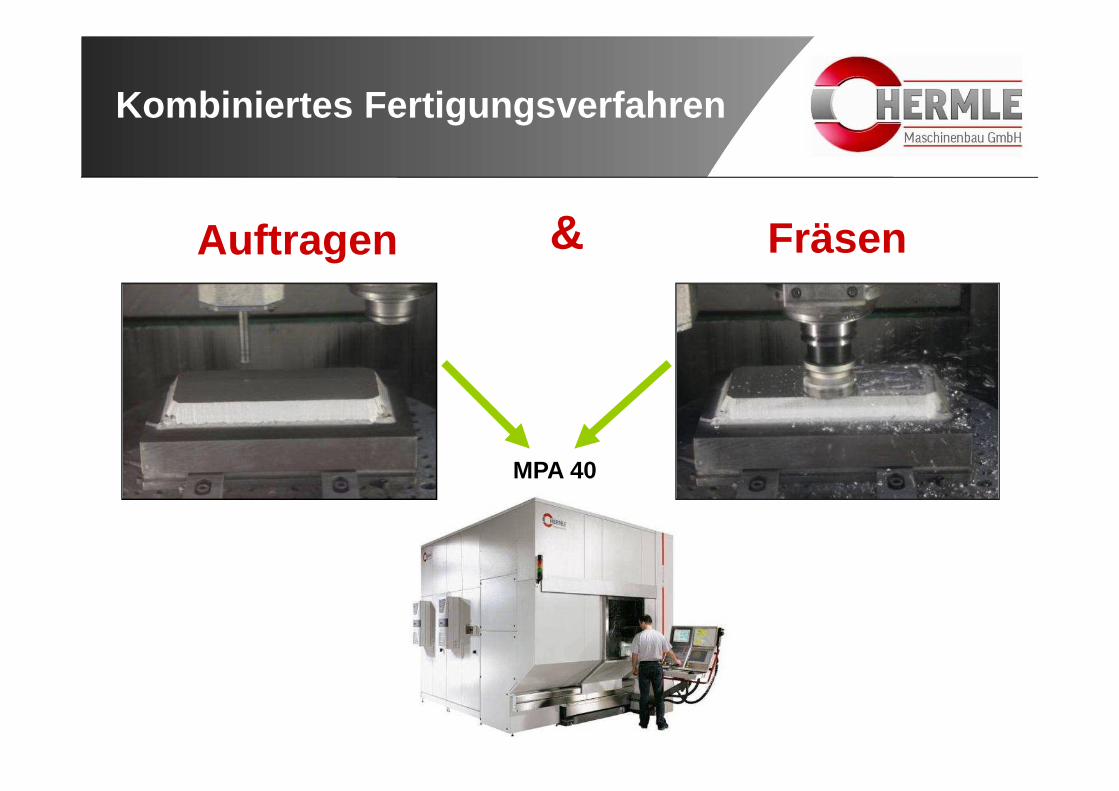
Kombiniertes Fertigungsverfahren
Fräsen&Auftragen
MPA 40

Kombiniertes Fertigungsverfahren
Die Auftragseinheit befindet sich im Z-Schlitten und ist parallel zur Frässpindel orientiert.
Tischdurchmesser: 420mm Auftragseinheit Frässpindel
Hauptgas
Wasserdampf
Lavaldüse
Pulver+Trägergas
(N2)
Substrat
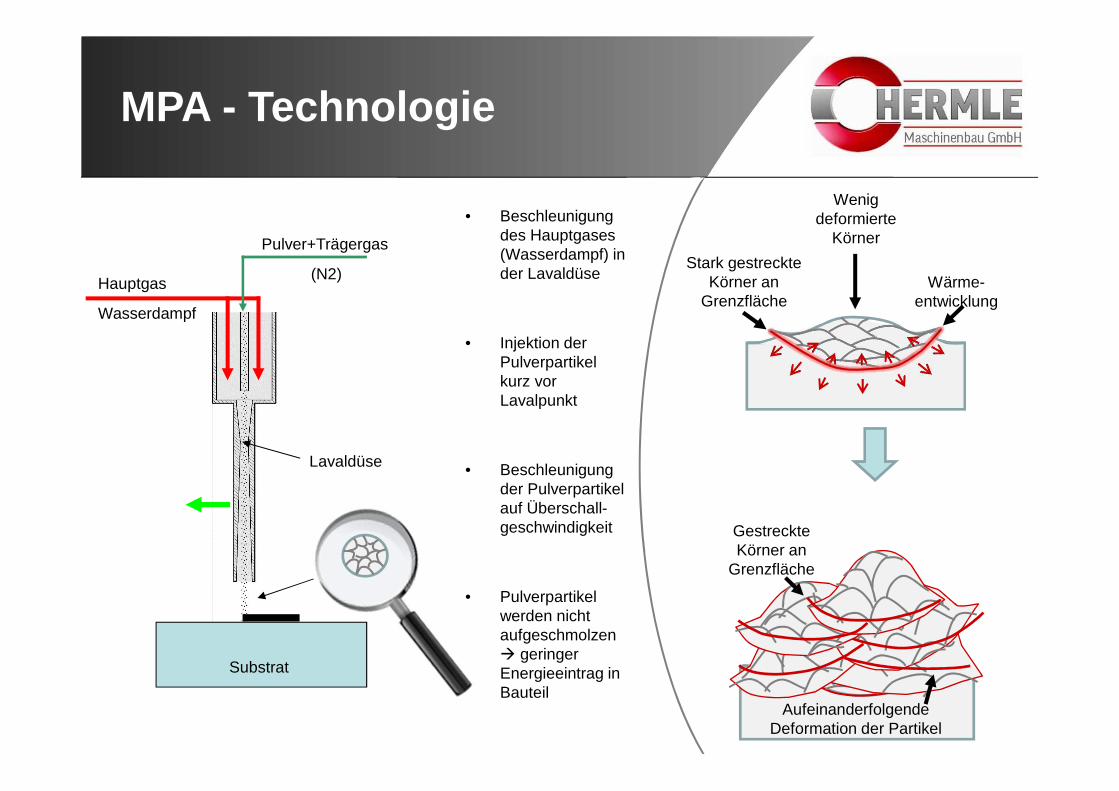
MPA - Technologie
Gestreckte Körner an
Grenzfläche
Aufeinanderfolgende Deformation der Partikel
Wenig deformierte
Körner
Stark gestreckte Körner an
GrenzflächeWärme-
entwicklung
• Beschleunigung des Hauptgases (Wasserdampf) in der Lavaldüse
• Injektion der Pulverpartikel kurz vor Lavalpunkt
• Beschleunigung der Pulverpartikel auf Überschall-geschwindigkeit
• Pulverpartikel werden nicht aufgeschmolzen � geringer Energieeintrag in Bauteil
Füllmaterial
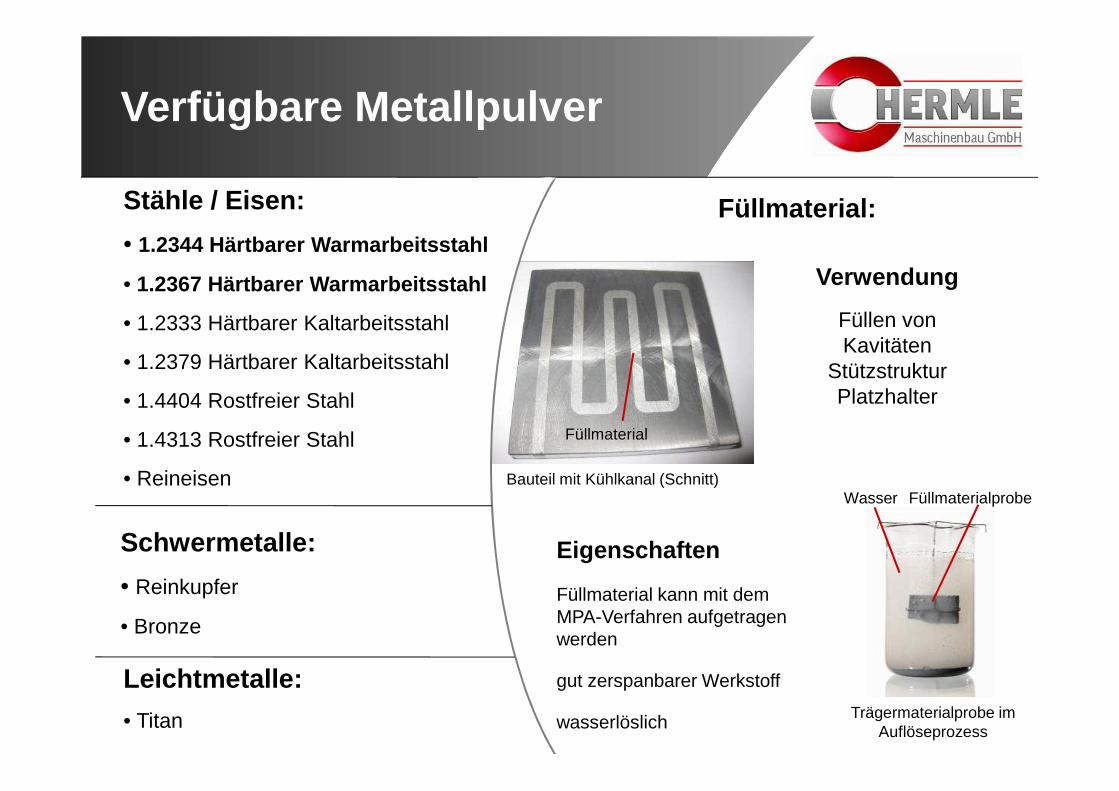
Bauteil mit Kühlkanal (Schnitt)FüllmaterialprobeWasser
Trägermaterialprobe im Auflöseprozess
Eigenschaften
Füllmaterial kann mit dem MPA-Verfahren aufgetragen werden
gut zerspanbarer Werkstoff
wasserlöslich
Füllmaterial:
Verfügbare Metallpulver
Stähle / Eisen:
• 1.2344 Härtbarer Warmarbeitsstahl
• 1.2367 Härtbarer Warmarbeitsstahl
• 1.2333 Härtbarer Kaltarbeitsstahl
• 1.2379 Härtbarer Kaltarbeitsstahl
• 1.4404 Rostfreier Stahl
• 1.4313 Rostfreier Stahl
• Reineisen
Schwermetalle:
• Reinkupfer
• Bronze
Leichtmetalle:
• Titan
Verwendung
Füllen von Kavitäten
StützstrukturPlatzhalter
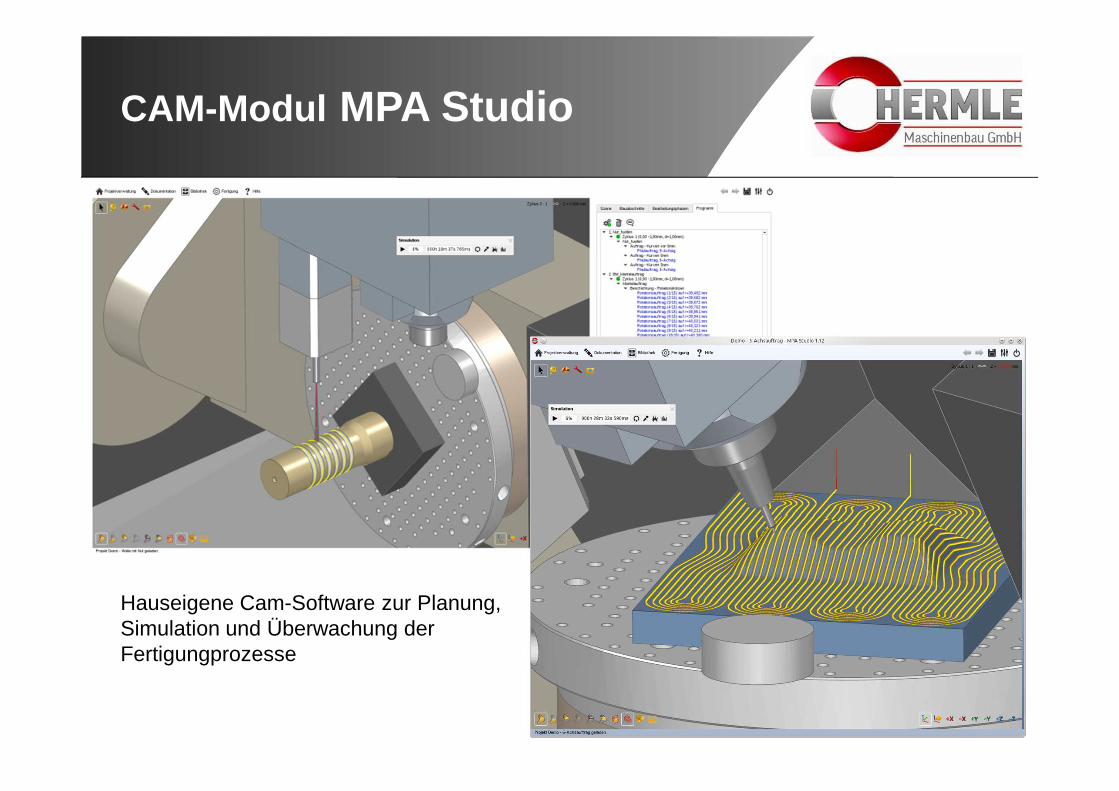
CAM-Modul MPA Studio
Hauseigene Cam-Software zur Planung, Simulation und Überwachung der Fertigungprozesse

Metallographie
Zug-versuche
Dichte-ermittlung
Druck-versuche
Härtebestimmung
Werkstoffuntersuchungen
Düse
aufgetragenerProbenkörper
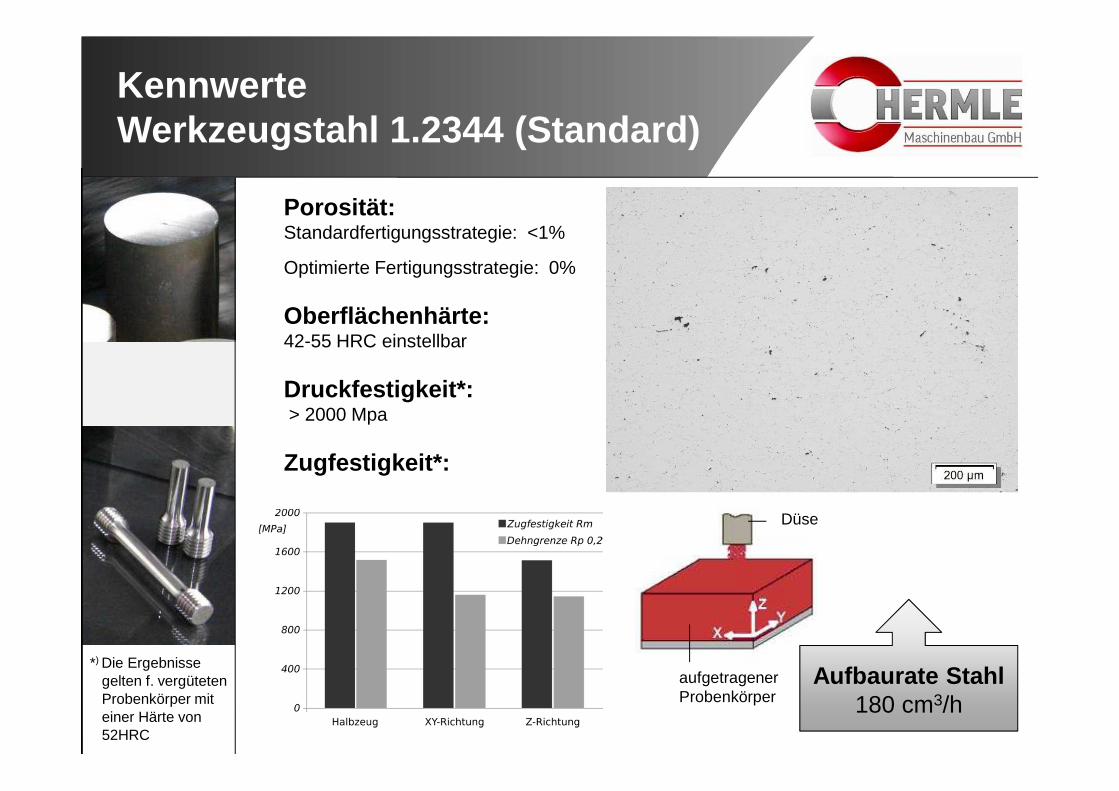
*) Die Ergebnissegelten f. vergüteten Probenkörper miteiner Härte von52HRC
Porosität:Standardfertigungsstrategie: <1%
Optimierte Fertigungsstrategie: 0%
Oberflächenhärte: 42-55 HRC einstellbar
Druckfestigkeit*: > 2000 Mpa
Zugfestigkeit*:
KennwerteWerkzeugstahl 1.2344 (Standard)
Aufbaurate Stahl180 cm3/h
Düse
aufgetragenerProbenkörper
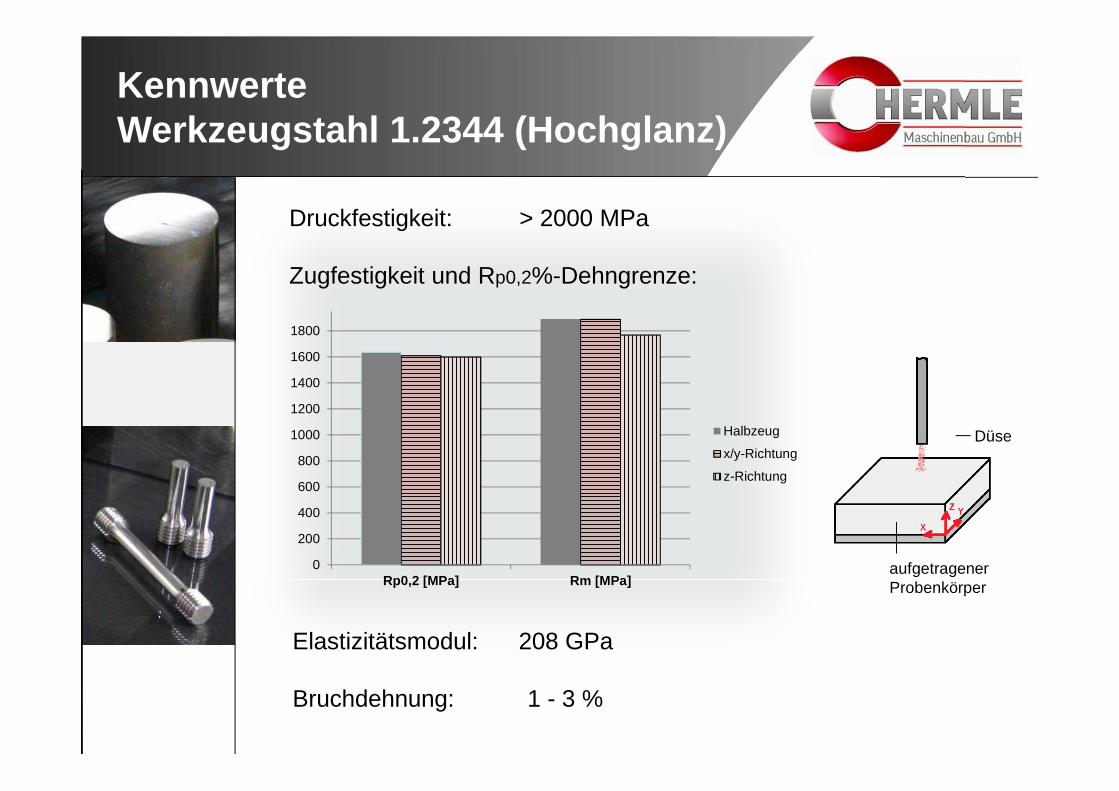
Druckfestigkeit: > 2000 MPa
Zugfestigkeit und Rp0,2%-Dehngrenze:
0
200
400
600
800
1000
1200
1400
1600
1800
Rp0,2 [MPa] Rm [MPa]
Halbzeug
x/y-Richtung
z-Richtung
Elastizitätsmodul: 208 GPa
Bruchdehnung: 1 - 3 %
KennwerteWerkzeugstahl 1.2344 (Hochglanz)
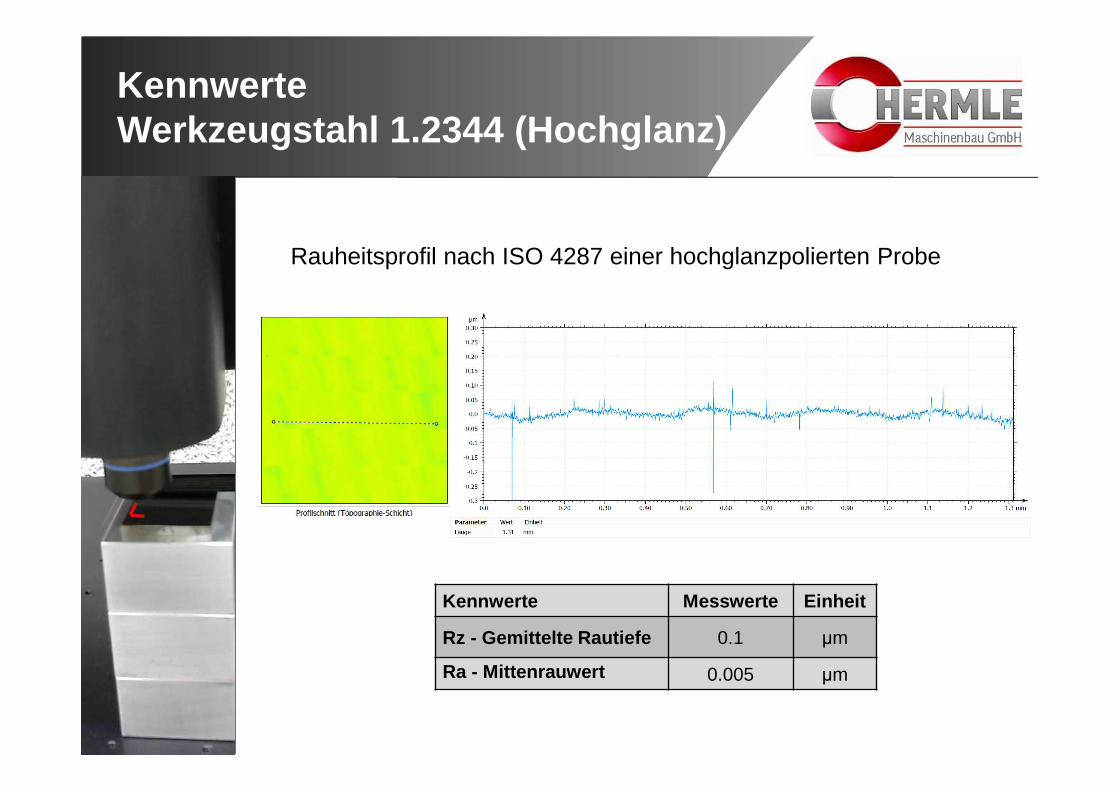
Kennwerte Messwerte Einheit
Rz - Gemittelte Rautiefe 0.1 µm
Ra - Mittenrauwert 0.005 µm
Rauheitsprofil nach ISO 4287 einer hochglanzpolierten Probe
KennwerteWerkzeugstahl 1.2344 (Hochglanz)
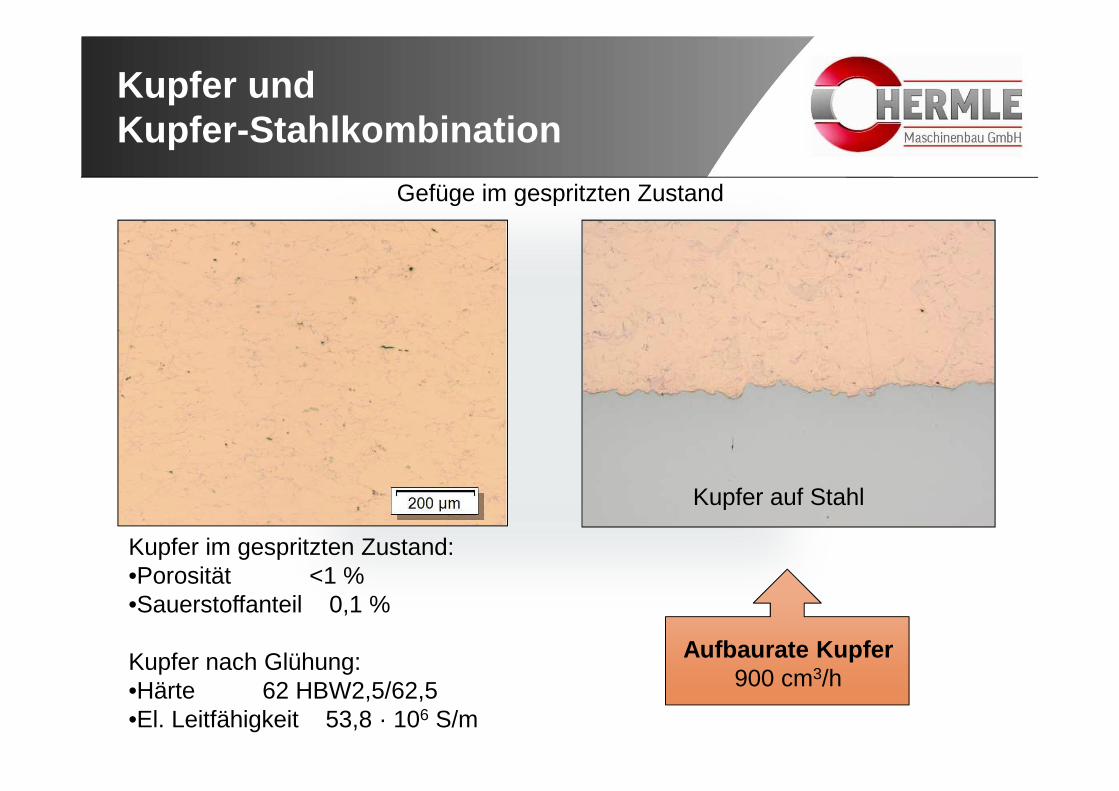
Kupfer im gespritzten Zustand:•Porosität <1 %•Sauerstoffanteil 0,1 %
Kupfer nach Glühung:•Härte 62 HBW2,5/62,5•El. Leitfähigkeit 53,8 · 106 S/m
Gefüge im gespritzten Zustand
Kupfer und Kupfer-Stahlkombination
Kupfer auf Stahl
Aufbaurate Kupfer900 cm3/h
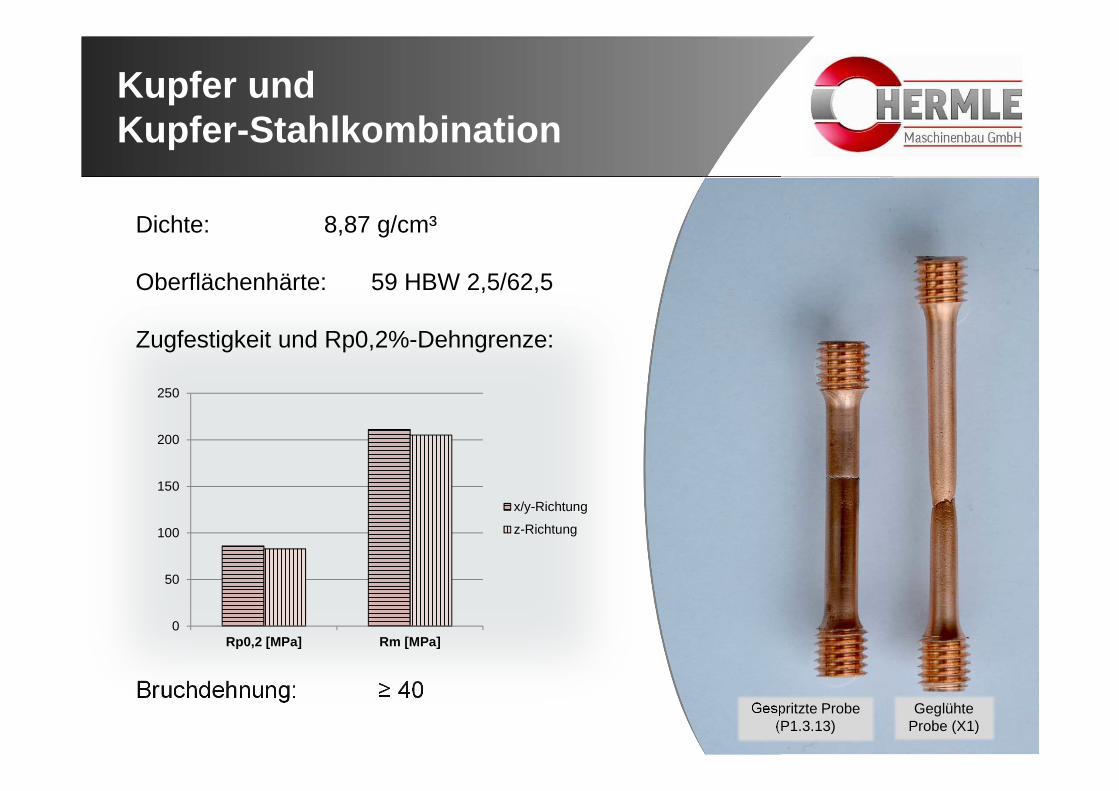
Geglühte Probe (X1)
Gespritzte Probe (P1.3.13)
Bruchdehnung: ≥ 40
0
50
100
150
200
250
Rp0,2 [MPa] Rm [MPa]
x/y-Richtung
z-Richtung
Dichte: 8,87 g/cm³
Oberflächenhärte: 59 HBW 2,5/62,5
Zugfestigkeit und Rp0,2%-Dehngrenze:
Kupfer und Kupfer-Stahlkombination
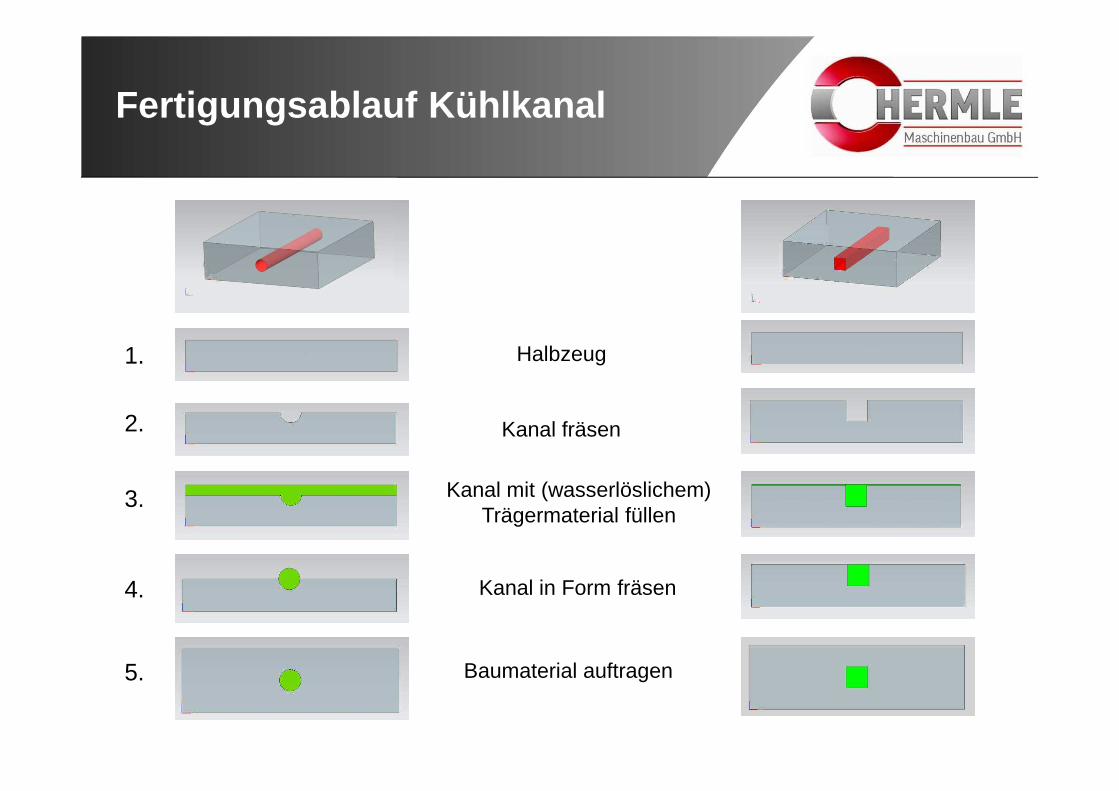
Fertigungsablauf Kühlkanal
1.
2.
3.
4.
5.
Halbzeug
Kanal fräsen
Kanal mit (wasserlöslichem) Trägermaterial füllen
Kanal in Form fräsen
Baumaterial auftragen
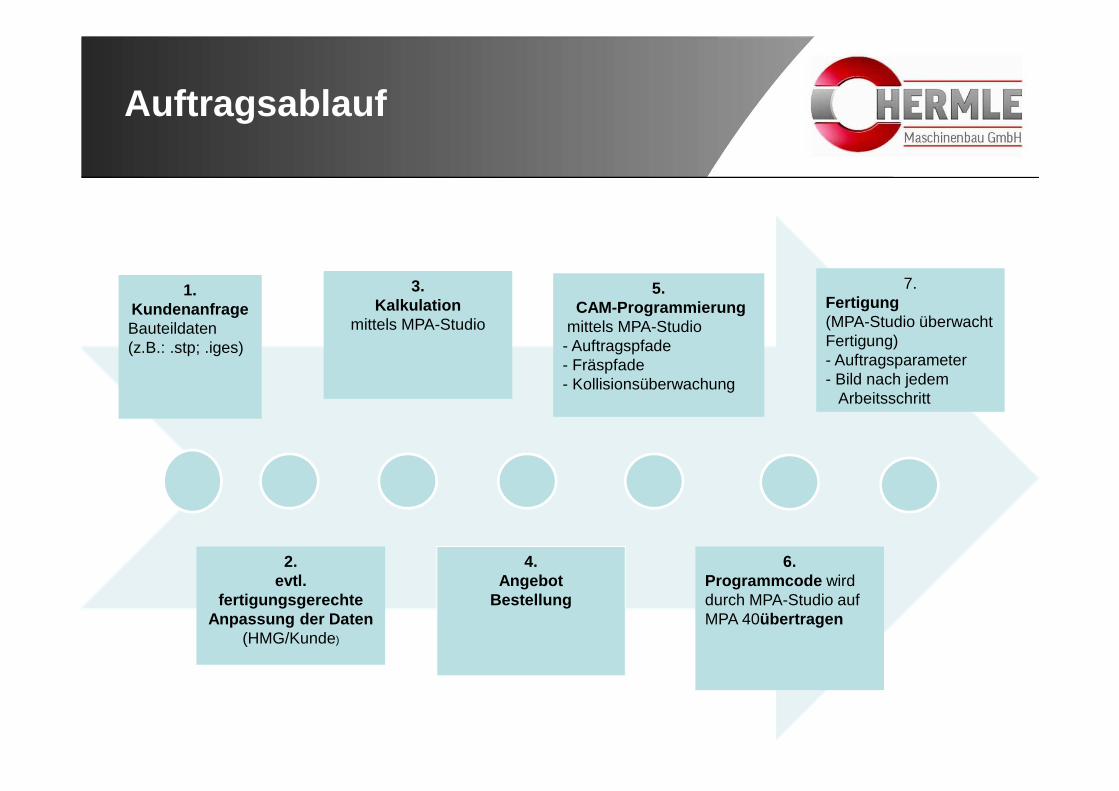
Auftragsablauf
1.Kundenanfrage Bauteildaten (z.B.: .stp; .iges)
2. evtl.
fertigungsgerechte Anpassung der Daten
(HMG/Kunde)
3. Kalkulation
mittels MPA-Studio
4. Angebot
Bestellung
5.CAM-Programmierung
mittels MPA-Studio- Auftragspfade- Fräspfade- Kollisionsüberwachung
6. Programmcode wird durch MPA-Studio auf MPA 40übertragen
7.Fertigung (MPA-Studio überwacht Fertigung)- Auftragsparameter- Bild nach jedem
Arbeitsschritt
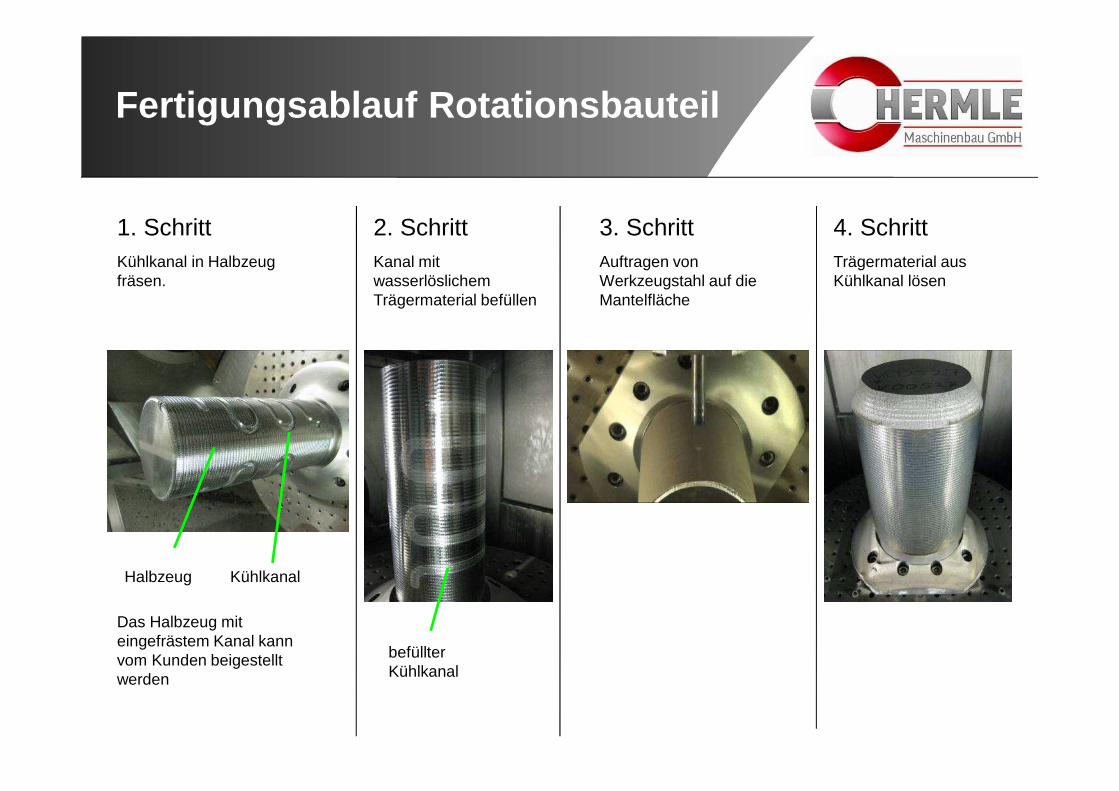
1. SchrittKühlkanal in Halbzeug fräsen.
Halbzeug Kühlkanal
Das Halbzeug mit eingefrästem Kanal kann vom Kunden beigestellt werden
2. SchrittKanal mit wasserlöslichem Trägermaterial befüllen
3. SchrittAuftragen von Werkzeugstahl auf die Mantelfläche
4. SchrittTrägermaterial aus Kühlkanal lösen
befüllter Kühlkanal
Fertigungsablauf Rotationsbauteil
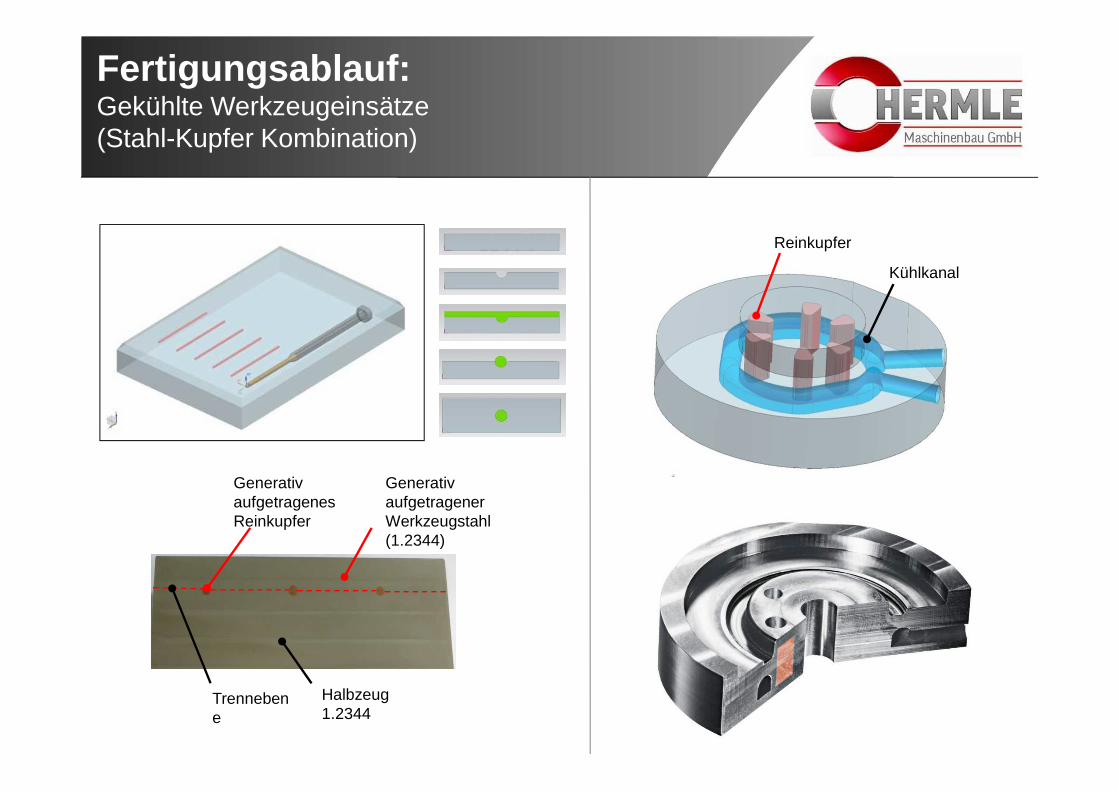
Fertigungsablauf: Gekühlte Werkzeugeinsätze (Stahl-Kupfer Kombination)
Generativ aufgetragener Werkzeugstahl (1.2344)
Halbzeug 1.2344
Generativ aufgetragenesReinkupfer
Trennebene
Reinkupfer
Kühlkanal

FertigungsablaufPulverauftrag auf große Volumen
Dimensionen: 520mm x 520mm x 140 mm
Kühlkanal: 18 mm x 18mm x 3400mm
Gewicht: ca. 260 kg
Materialien: 1.2344 Halbzeug 1.2344 Pulver (ca. 40 kg)Reinkupfer

Spritzgussformen

Druckguss- und Spritzgussbauteile durch Rotationsauftrag

Vorkammerbuchsen
Halbzeug 1.2344
Generativ aufgetragener Werkzeugstahl (1.2344)
Kühlkanal

Gekühlter Werkzeugeinsatz
Halbzeug 1.2367
Generativ aufgetragener Werkzeugstahl (1.2367)
Kühlkanäle

Funktionsteile:
Heizelemente
Thermoelemente
Rohre
Werkzeuge mit eingebetteten Funktionsteilen
Vielen Dank für Ihr Interesse!
Kontakt
+49 (0)89 673 5950 – 335
www.hermle-generativ-fertigen.de


















