Additive Fertigungsverfahren - Europa-Lehrmittel · 3 Vorwort Die Additive Fertigung, auch unter...
20
Bibliothek des technischen Wissens Additive Fertigungsverfahren RAPID PROTOTYPING • RAPID TOOLING • RAPID MANUFACTURING 1. Auflage, mit Bilder-CD VERLAG EUROPA-LEHRMITTEL • Nourney, Vollmer GmbH & Co. KG, Düsselberger Straße 23 • 42781 Haan-Gruiten Europa-Nr.: 50335 Berger Uwe Hartmann Andreas Schmid Dietmar
Transcript of Additive Fertigungsverfahren - Europa-Lehrmittel · 3 Vorwort Die Additive Fertigung, auch unter...
Bibliothek des technischen Wissens
Additive Fertigungsverfahren
RAPID PROTOTYPING • RAPID TOOLING • RAPID MANUFACTURING
1. Aufl age, mit Bilder-CD
VERLAG EUROPA-LEHRMITTEL • Nourney, Vollmer GmbH & Co. KG, Düsselberger Straße 23 • 42781 Haan-Gruiten
Europa-Nr.: 50335
Berger Uwe
Hartmann Andreas
Schmid Dietmar
Titelei.indd 1Titelei.indd 1 22.08.13 14:0022.08.13 14:00
2
Die Autoren des Buches:
Berger, Uwe Dr.-Ing., Prof., Aalen
Hartmann, Andreas Dipl.-Ing. (FH), Stadtbergen
Schmid, Dietmar Dr.-Ing., Prof., Essingen
Lektorat und Leitung des Arbeitskreises: Prof. Dr.-Ing. Dietmar Schmid, Essingen
Bildbearbeitung: Zeichenbüro des Verlags Europa-Lehrmittel, Ostfi ldern Agathe Schmid-König, Technische Illustration und Gestaltung, 64668 Rimbach Grafi sche Produktionen Jürgen Neumann, 97222 Rimpar
Dem Buch wurden die neuesten Ausgaben der Normen und Gesetze zu Grunde gelegt. Verbindlich sind jedoch nur die Normblätter selbst und die amtlichen Gesetzestexte. Wie in Lehrbüchern üblich werden etwa bestehende Patente, Gebrauchsmuster oder Warenzeichen nicht erwähnt. Das Fehlen eines solchen Hinweises bedeutet daher nicht, dass die dargestellten Produkte frei davon sind. Die Bilder sind von den Autoren entworfen oder entstammen aus deren Arbeitsumfeld. Soweit Bilder, insbesondere Fotos einem Copyright Dritter unterliegen sind diese mit dem ©-Symbol und dem Urhebername versehen.
1. Aufl age 2013
Druck 5 4 3 2 1Alle Drucke derselben Aufl age sind parallel einsetzbar, da sie bis auf die Korrektur von Druckfehlern unverändert sind.
ISBN 978-3-8085-5033-5
Alle Rechte vorbehalten. Das Werk ist urheberrechtlich geschützt. Jede Verwertung außerhalb der gesetzlich geregelten Fälle muss vom Verlag schriftlich genehmigt werden.
© 2013 by Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, 42781 Haan-Gruiten http://www.europa-lehrmittel.de
Umschlaggestaltung: braunwerbeagentur, 42477 Radevormwald und Grafi k und Sound, 50679 Köln unter Verwendung von Fotos des Lektors
Satz: Grafi sche Produktionen Jürgen Neumann, 97222 Rimpar
Druck: M. P. Media-Print Informationstechnologie GmbH, 33100 Paderborn
Titelei.indd 2Titelei.indd 2 22.08.13 14:0022.08.13 14:00
3
Vorwort
Die Additive Fertigung, auch unter den Begriffen Rapid Prototyping, Rapid-Technologien und generative Fertigungsverfahren bekannt, sind die neuen Technologien zur automatisierten Herstellung von Werkstücken bzw. von fast beliebigen räumlichen Gebilden direkt aus einer 3D-Darstellung im Computer.
Kennzeichnend ist eine Formgebung durch Zusammenfügen (Addition) elementarer Volumenelemente, meist von vielen sehr dünnen Schichten. Die Materialien sind vielfältig: Polymere, Metalle, Keramiken, Papier und auch biologisch lebende Zellen. Ebenso vielfältig sind die Anwendungen: Bauteile, Werkzeuge, Modelle, museale Repliken, Skulpturen, Textilien und transplantierbare Gewebe.
Beigefügt ist dem Buch eine CD mit den meisten Bildern. Damit können Lehrende, Schüler und Studierende das Wissens- und Erfahrungsmaterial des Buches mit Whiteboard oder Notebook gut präsentieren und in eigene Ausarbeitungen implementieren.
Hinweise und Verbesserungsvorschläge können dem Verlag und damit den Autoren unter der E-Mail Adresse [email protected] gerne mitgeteilt werden.
Herbst 2013 Die Autoren
Hier liegt ein Lehrbuch vor, das den heutigen Stand dieser Technologie mit einer umfassenden Darstellung aufzeigt und Anregungen zur Nutzung und zur Weiterentwicklung gibt. So ist dies ein Lehrbuch, das, unabhängig von einer spezifi schen Fachrichtung, für alle hilfreich ist, die sich mit räumlichen Gebilden auseinandersetzen, sei es im Design, in der Konstruktionstechnik, in der Produktion, in der Archäologie, in der Kunst, in der Architektur oder in der Medizin.
Titelei.indd 3Titelei.indd 3 22.08.13 14:0022.08.13 14:00

4 Inhaltsverzeichnis
1.1 Additive und subtraktive Fertigung. . . . . . .8
1.2 Systematik der additiven
Fertigungsverfahren . . . . . . . . . . . . . . . . . .10
1.2.1 Gasförmiger Ausgangszustand . . . . . . . . .111.2.2 Flüssiger Ausgangszustand . . . . . . . . . . . .131.2.3 Fester Ausgangszustand . . . . . . . . . . . . . . .141.2.3.1 Drahtförmige Materialien . . . . . . . . . . . . . .151.2.3.2 Laminate . . . . . . . . . . . . . . . . . . . . . . . . . . . .151.2.3.3 Pulver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .151.3 Stützstrukturen . . . . . . . . . . . . . . . . . . . . . .18
1.3.1 Schichtbauprinzipien . . . . . . . . . . . . . . . . . .191.3.2 Stützstrukturgestaltung . . . . . . . . . . . . . . . .201.3.3 Eigenschaften. . . . . . . . . . . . . . . . . . . . . . . .22
2.1 Rapid Product Development (RPD) . . . . . .23
2.2 Modellarten . . . . . . . . . . . . . . . . . . . . . . . . .25
2.3 Rapid Prototyping (RP) . . . . . . . . . . . . . . . .27
2.4 Rapid Tooling (RT) . . . . . . . . . . . . . . . . . . . .30
2.4.1 Direkte Herstellung von Formen und Werkzeugen . . . . . . . . . . . . . . . . . . . . . . . . .30
2.4.2 Indirekte Herstellung von Formen und Werkzeugen . . . . . . . . . . . . . . . . . . . . . . . . .32
2.5 Rapid Manufacturing (RM) . . . . . . . . . . . . .35
3.1 Entwicklungsgang . . . . . . . . . . . . . . . . . . . .37
3.2 Materialien . . . . . . . . . . . . . . . . . . . . . . . . . .38
3.2.1 Kunststoffe . . . . . . . . . . . . . . . . . . . . . . . . . .403.2.1.1 Photopolymerisation . . . . . . . . . . . . . . . . . .443.2.1.2 Laser-Sintern(LS) . . . . . . . . . . . . . . . . . . . . .463.2.1.3 Extrudieren . . . . . . . . . . . . . . . . . . . . . . . . . .473.2.1.4 Pulverdruck-Polymerisation . . . . . . . . . . . .483.2.2 Metalle . . . . . . . . . . . . . . . . . . . . . . . . . . . . .483.2.3 Minerale . . . . . . . . . . . . . . . . . . . . . . . . . . . .513.3 Anwendungsgebiete . . . . . . . . . . . . . . . . . .53
3.3.1 Integralbauteile . . . . . . . . . . . . . . . . . . . . . .543.3.2 Mode-Design . . . . . . . . . . . . . . . . . . . . . . . .563.3.3 Zerstörungsfreie Archäologie . . . . . . . . . . .573.3.4 Architektur . . . . . . . . . . . . . . . . . . . . . . . . . .593.3.5 Bio-Manufacturing . . . . . . . . . . . . . . . . . . . .603.3.5.1 Dentaltechnik . . . . . . . . . . . . . . . . . . . . . . . .603.3.5.2 Prothetik und Herstellung von
chirurgischen Modellen . . . . . . . . . . . . . . .623.3.5.3 Hörakustik. . . . . . . . . . . . . . . . . . . . . . . . . . .643.3.5.4 Tissue Engineering . . . . . . . . . . . . . . . . . . .653.3.6 Personal-3D-Printer . . . . . . . . . . . . . . . . . . .683.3.7 3D-MID . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70
4.1 Druckkopfsysteme . . . . . . . . . . . . . . . . . . . .72
4.1.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . .724.1.2 Pulververarbeitende Systeme . . . . . . . . . .734.1.2.1 Systemkomponenten . . . . . . . . . . . . . . . . .744.1.2.2 Postprocessing . . . . . . . . . . . . . . . . . . . . . . .794.1.2.3 Pulveraufbereiten . . . . . . . . . . . . . . . . . . . .804.1.2.4 Infi ltrieren . . . . . . . . . . . . . . . . . . . . . . . . . . .814.1.2.5 Prozesse . . . . . . . . . . . . . . . . . . . . . . . . . . . .824.1.2.6 Besondere Verfahren . . . . . . . . . . . . . . . . . .844.1.3 Direkter Materialauftrag . . . . . . . . . . . . . . .864.1.3.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . .864.1.3.2 Anlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . .874.1.3.3 Materialien und Verfahren . . . . . . . . . . . . .874.1.3.4 Stützkonstrukte . . . . . . . . . . . . . . . . . . . . . .884.1.3.5 Anforderungen an die Druckköpfe . . . . . . .894.1.3.6 Schichterzeugung . . . . . . . . . . . . . . . . . . . .904.1.3.7 Postprocessing . . . . . . . . . . . . . . . . . . . . . . .924.1.3.8 Multi-Jet Modeling (MJM) . . . . . . . . . . . . .924.1.3.9 3D-Wax-Printing . . . . . . . . . . . . . . . . . . . . . .934.1.3.10 Poly-Jet-Modeling (PJM) . . . . . . . . . . . . . .954.1.4 Druckköpfe . . . . . . . . . . . . . . . . . . . . . . . . . .964.1.4.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . .964.1.4.2 Druckverfahren . . . . . . . . . . . . . . . . . . . . . .974.1.4.3 Aufl ösung, Genauigkeit und Frequenz . .1014.1.4.4 Aufbau des Drucksystems . . . . . . . . . . . .1034.1.4.5 Sonderformen . . . . . . . . . . . . . . . . . . . . . .1044.2 Selektives Lasersintern (SLS). . . . . . . . . .105
4.2.1 Funktionsprinzip . . . . . . . . . . . . . . . . . . . .1054.2.2 LS-Prozess . . . . . . . . . . . . . . . . . . . . . . . . .1064.2.2.1 Teilevorbereitung . . . . . . . . . . . . . . . . . . . .1074.2.2.2 AnfertigungNachbearbeitung . . . . . . . . . .1084.2.2.3 Nachbearbeitung . . . . . . . . . . . . . . . . . . . .1094.2.3 Laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1094.2.4 LS-Baumaterialien . . . . . . . . . . . . . . . . . . .1104.2.5 Erzielbare Genauigkeit . . . . . . . . . . . . . . .1114.2.6 Maschinen-Realisierungen . . . . . . . . . . . .1114.2.7 Anwendungsbereiche . . . . . . . . . . . . . . . .1124.3 Selektives Maskensintern (SMS) . . . . . . .113
4.3.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . .1134.3.2 Verfahren mit direkter Belichtung . . . . . .1144.3.3 Verfahren mit Abbildeoptik . . . . . . . . . . . .1154.3.4 Materialien und Beispiele für Teile . . . . . .1164.4 Selektives Strahlschmelzen
(SLM, SEBM) . . . . . . . . . . . . . . . . . . . . . . .117
4.4.1 Funktionsprinzip . . . . . . . . . . . . . . . . . . . .1174.4.2 Der Strahlschmelzprozess . . . . . . . . . . . . .1174.4.2.1 Teilevorbereitung . . . . . . . . . . . . . . . . . . . .1184.4.2.2 Anfertigung . . . . . . . . . . . . . . . . . . . . . . . .1184.4.3 Strahlquellen . . . . . . . . . . . . . . . . . . . . . . .118
Inhaltsverzeichnis
1 Einführung 7
2 Prozessketten 23
3 Potenziale Additiver Fertigung 37
4 Prozessarten 72
Titelei.indd 4Titelei.indd 4 22.08.13 14:0022.08.13 14:00
5Inhaltsverzeichnis
4.4.3.1 Laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1184.4.3.2 Elektronenstrahlschmelzen (EBM) . . . . . .1194.4.4 Baumaterialien . . . . . . . . . . . . . . . . . . . . . .1194.4.5 Erzielbare Genauigkeiten . . . . . . . . . . . . .1194.4.6 Maschinen-Realisierungen . . . . . . . . . . . .1194.5 Layer Laminated Manufacturing (LLM) . .121
4.5.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . .1214.5.2 Materialien . . . . . . . . . . . . . . . . . . . . . . . . .1234.5.3 LLM-Verfahren . . . . . . . . . . . . . . . . . . . . . .1234.5.4.1 Laminated Oject Modeling (LOM) . . . . . .1234.5.4.2 Paper Laminated Technology (PLT) . . . . .1254.5.4.3 MCor-Verfahren . . . . . . . . . . . . . . . . . . . . .1264.5.4.4 PVC Laminated Technology . . . . . . . . . . .1284.5.4.5 Layer Milling Process (LMC) . . . . . . . . . . .1294.5.4.6 Ultrasonic Additive Manufacturing
(UAM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1304.6 Fused Layer Modeling (FLM) . . . . . . . . . .131
4.6.1 Funktionsprinzip . . . . . . . . . . . . . . . . . . . .1314.6.2 FLM-Prozess . . . . . . . . . . . . . . . . . . . . . . . .1324.6.2.1 Teilevorbereitung . . . . . . . . . . . . . . . . . . . .1324.6.2.2 Anfertigung . . . . . . . . . . . . . . . . . . . . . . . .1344.6.2.3 Nachbearbeitung . . . . . . . . . . . . . . . . . . . .1354.6.3 Extrusionsköpfe . . . . . . . . . . . . . . . . . . . . .1354.6.4 FLM-Baumaterialien . . . . . . . . . . . . . . . . .1354.6.5 Erzielbare Genauigkeit . . . . . . . . . . . . . . .1364.6.6 Maschinen-Realisierungen . . . . . . . . . . . .1364.6.7 Anwendungsbereiche und
Folgeprozesse . . . . . . . . . . . . . . . . . . . . . .1374.7 Stereolithographie (STL) . . . . . . . . . . . . .138
4.7.1 Funktionsprinzip . . . . . . . . . . . . . . . . . . . .1384.7.2 Stereolithographie-Prozess . . . . . . . . . . . .1384.7.2.1 Teilevorbereitung . . . . . . . . . . . . . . . . . . . .1394.7.2.2 Anfertigung . . . . . . . . . . . . . . . . . . . . . . . .1404.7.2.3 Nachbearbeitung . . . . . . . . . . . . . . . . . . . .1414.7.3 Laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1414.7.4 STL-Baumaterialien . . . . . . . . . . . . . . . . . .1424.7.5 Erzielbare Genauigkeit . . . . . . . . . . . . . . .1434.7.6 Maschinen-Realisierungen . . . . . . . . . . . .1434.7.7 Anwendungsbereiche und
Folgeprozesse . . . . . . . . . . . . . . . . . . . . . .1444.8 Flächige UV-Belichtungsverfahren . . . . .146
4.8.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . .1464.8.2 Belichtungstechnologie . . . . . . . . . . . . . . .1484.8.2.1 Selektiv fl ächige Belichtung . . . . . . . . . . .1494.8.2.2 Belichtung mit DLP . . . . . . . . . . . . . . . . . .1494.8.2.3 Belichtung mit Mikroshutter . . . . . . . . . . .1504.8.3 Bauprozesse . . . . . . . . . . . . . . . . . . . . . . . .1514.8.3.1 Solid Ground Curing . . . . . . . . . . . . . . . . .1514.8.3.2 Stationäre Belichtung von oben . . . . . . . .1514.8.3.3 Stationäre Belichtung von unten . . . . . . .1524.8.3.4 Bewegte Belichtung . . . . . . . . . . . . . . . . . .153
5.1 CAD-Datenmodell . . . . . . . . . . . . . . . . . . .154
5.1.1 CAD-Flächenmodell . . . . . . . . . . . . . . . . . .1545.1.2 Volumenmodelle . . . . . . . . . . . . . . . . . . . .1565.2 Voxelmodell . . . . . . . . . . . . . . . . . . . . . . . .156
5.3 Schnittstellenformate . . . . . . . . . . . . . . . .157
5.3.1 STL-Format. . . . . . . . . . . . . . . . . . . . . . . . .1575.3.2 SLC-Format . . . . . . . . . . . . . . . . . . . . . . . .1585.3.3 VRML-Format . . . . . . . . . . . . . . . . . . . . . . .1595.3.4 IGES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1605.3.5 VDAFS. . . . . . . . . . . . . . . . . . . . . . . . . . . . .1615.3.6 STEP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .161
6.1 Allgemeines und Anwendungen . . . . . . .162
6.2 Scannen mit Lichtoptik . . . . . . . . . . . . . . .163
6.2.1 3D-Digitalisierung, Beispiel . . . . . . . . . . . .1656.2.2 Optische 3D-Aufnahmetechniken . . . . . . .1676.2.2.1 Lichtschnittverfahren . . . . . . . . . . . . . . . . .1676.2.2.2 Phasen-Schiebe-Verfahren . . . . . . . . . . . .1686.2.2.3 Moire´-Technik . . . . . . . . . . . . . . . . . . . . . .1686.2.2.4 Photogrammetrie . . . . . . . . . . . . . . . . . . . .1696.2.2.5 Aotofokus-Systeme . . . . . . . . . . . . . . . . . .1706.2.2.6 Lichtlaufzeitsysteme . . . . . . . . . . . . . . . . .1716.2.2.7 Theodolit-Messsysteme . . . . . . . . . . . . . .1716.3 Röntgen-Computertomographie (CT) . . .172
6.3.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . .1726.3.2 Funktionsweise und Technik . . . . . . . . . . .1736.3.2.1 Röntgen CT in der industriellen
Messtechnik . . . . . . . . . . . . . . . . . . . . . . . .1736.3.2.2 Aufl ösung . . . . . . . . . . . . . . . . . . . . . . . . . .174
7.1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . .176
7.2 Szenensteuerung. . . . . . . . . . . . . . . . . . . .177
7.3 Tracking . . . . . . . . . . . . . . . . . . . . . . . . . . .178
7.4 Augmented Reality, Mixed Reality . . . . .179
7.5 Anwendungen . . . . . . . . . . . . . . . . . . . . .179
8 Fallbeispiele 180
Fachwörterbuch Deutsch-Englisch, Sachwortverzeichnis . . . . . . . . . . . . . . . . . . . . . . . .210
Professional-Dictionary English-German, Index . .215
Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .220
Quellenverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . .223
5 3D-Datenfl uss 72
6 3D-Scannen 72
7 Virtuelle Umgebung 176
Titelei.indd 5Titelei.indd 5 22.08.13 14:0022.08.13 14:00

6 U.S. Patent 4,575,330
Auszug aus US Patent Nr. 4,575,330
Titelei.indd 6Titelei.indd 6 22.08.13 14:0022.08.13 14:00
Baudatenüber-tragen
Schichtauftragen
Bauplatt-form
Bauplattformeine Schichtabsenken
Zonenweiseverfestigen
Bauteile entnehmenNachbearbeitung
Bild 1: Stereolithographie-Prozess
Bild 2: Rapid-Prototyping-Schrittkette
Bild 3: Im Stereolithographieverfahren hergestellte
Gehörkapsel
7
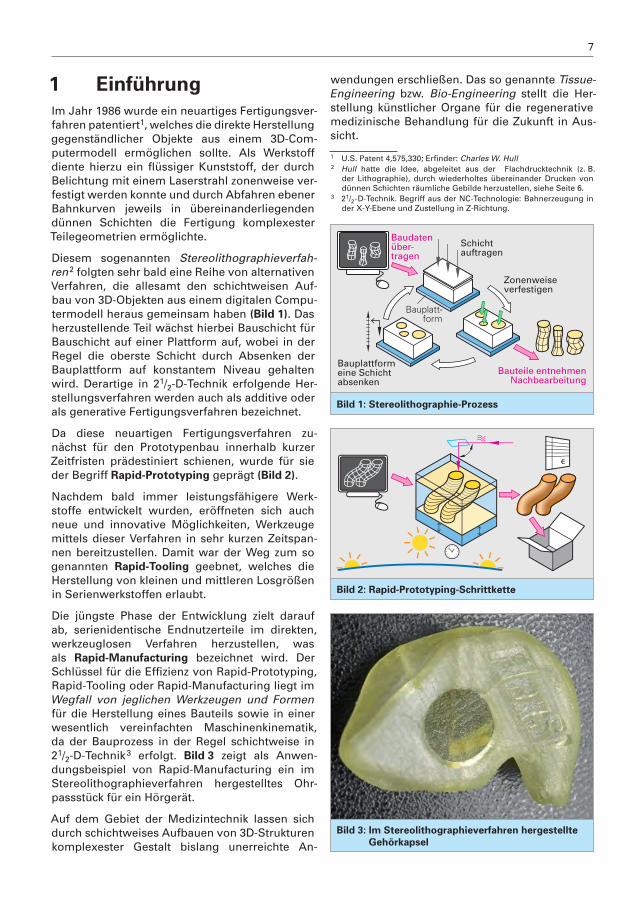
Im Jahr 1986 wurde ein neuartiges Fertigungsver-fahren patentiert1, welches die direkte Herstellung gegenständlicher Objekte aus einem 3D-Com-putermodell ermöglichen sollte. Als Werkstoff diente hierzu ein fl üssiger Kunststoff, der durch Belichtung mit einem Laserstrahl zonenweise ver-festigt werden konnte und durch Abfahren ebener Bahnkurven jeweils in übereinanderliegenden dünnen Schichten die Fertigung komplexester Teilegeometrien ermöglichte.
Diesem sogenannten Stereolithographieverfah-ren2 folgten sehr bald eine Reihe von alternativen Verfahren, die allesamt den schichtweisen Auf-bau von 3D-Objekten aus einem digitalen Compu-termodell heraus gemeinsam haben (Bild 1). Das herzustellende Teil wächst hierbei Bauschicht für Bauschicht auf einer Plattform auf, wobei in der Regel die oberste Schicht durch Absenken der Bauplattform auf konstantem Niveau gehalten wird. Derartige in 21/2-D-Technik erfolgende Her-stellungsverfahren werden auch als additive oder als generative Fertigungsverfahren bezeichnet.
Da diese neuartigen Fertigungsverfahren zu-nächst für den Prototypenbau innerhalb kurzer Zeitfristen prädestiniert schienen, wurde für sie der Begriff Rapid-Prototyping geprägt (Bild 2).
Nachdem bald immer leistungsfähigere Werk-stoffe entwickelt wurden, eröffneten sich auch neue und innovative Möglichkeiten, Werkzeuge mittels dieser Verfahren in sehr kurzen Zeitspan-nen bereitzustellen. Damit war der Weg zum so genannten Rapid-Tooling geebnet, welches die Herstellung von kleinen und mittleren Losgrößen in Serienwerkstoffen erlaubt.
Die jüngste Phase der Entwicklung zielt darauf ab, serienidentische Endnutzerteile im direkten, werkzeuglosen Verfahren herzustellen, was als Rapid-Manufacturing bezeichnet wird. Der Schlüssel für die Effi zienz von Rapid-Prototyping, Rapid-Tooling oder Rapid-Manufacturing liegt im Wegfall von jeglichen Werkzeugen und Formen für die Herstellung eines Bauteils sowie in einer wesentlich vereinfachten Maschinenkinematik, da der Bauprozess in der Regel schichtweise in 21/2-D-Technik3 erfolgt. Bild 3 zeigt als Anwen-dungsbeispiel von Rapid-Manufacturing ein im Stereolithographieverfahren hergestelltes Ohr-passstück für ein Hörgerät.
Auf dem Gebiet der Medizintechnik lassen sich durch schichtweises Aufbauen von 3D-Strukturen komplexester Gestalt bislang unerreichte An-
1 Einführung wendungen erschließen. Das so genannte Tissue-Engineering bzw. Bio-Engineering stellt die Her-stellung künstlicher Organe für die regenerative medizinische Behandlung für die Zukunft in Aus-sicht.
1 U.S. Patent 4,575,330; Erfi nder: Charles W. Hull2 Hull hatte die Idee, abgeleitet aus der Flachdrucktechnik (z. B.
der Lithographie), durch wiederholtes übereinander Drucken von dünnen Schichten räumliche Gebilde herzustellen, siehe Seite 6.
3 21/2-D-Technik. Begriff aus der NC-Technologie: Bahnerzeugung in der X-Y-Ebene und Zustellung in Z-Richtung.
Kapitel-1.indd 7Kapitel-1.indd 7 22.08.13 14:0322.08.13 14:03
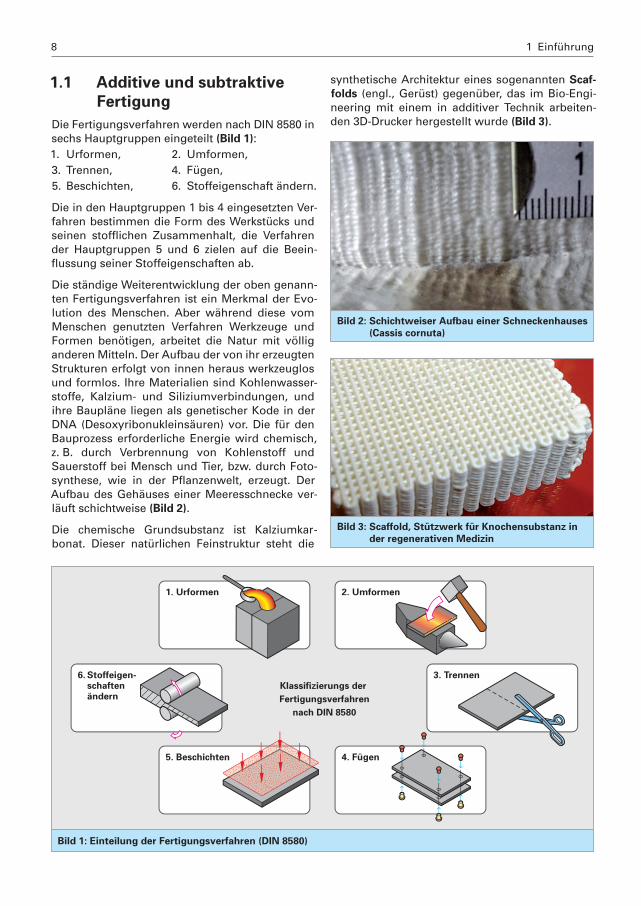
Bild 3: Scaffold, Stützwerk für Knochensubstanz in
der regenerativen Medizin
Bild 2: Schichtweiser Aufbau einer Schneckenhauses
(Cassis cornuta)
Klassifizierungs der
Fertigungsverfahren
nach DIN 8580
1. Urformen
6. Stoffeigen- schaften ändern
5. Beschichten 4. Fügen
3. Trennen
2. Umformen
Bild 1: Einteilung der Fertigungsverfahren (DIN 8580)
8 1 Einführung
1.1 Additive und subtraktive
Fertigung
Die Fertigungsverfahren werden nach DIN 8580 in sechs Hauptgruppen eingeteilt (Bild 1):1. Urformen, 2. Umformen,3. Trennen, 4. Fügen,5. Beschichten, 6. Stoffeigenschaft ändern.
Die in den Hauptgruppen 1 bis 4 eingesetzten Ver-fahren bestimmen die Form des Werkstücks und seinen stoffl ichen Zusammenhalt, die Verfahren der Hauptgruppen 5 und 6 zielen auf die Beein-fl ussung seiner Stoffeigenschaften ab.
Die ständige Weiterentwicklung der oben genann-ten Fertigungsverfahren ist ein Merkmal der Evo-lution des Menschen. Aber während diese vom Menschen genutzten Verfahren Werkzeuge und Formen benötigen, arbeitet die Natur mit völlig anderen Mitteln. Der Aufbau der von ihr erzeugten Strukturen erfolgt von innen heraus werkzeuglos und formlos. Ihre Materialien sind Kohlenwasser-stoffe, Kalzium- und Siliziumverbindungen, und ihre Baupläne liegen als genetischer Kode in der DNA (Desoxyribonukleinsäuren) vor. Die für den Bauprozess erforderliche Energie wird chemisch, z. B. durch Verbrennung von Kohlenstoff undSauerstoff bei Mensch und Tier, bzw. durch Foto-synthese, wie in der Pfl anzenwelt, erzeugt. Der Aufbau des Gehäuses einer Meeresschnecke ver-läuft schichtweise (Bild 2).
Die chemische Grundsubstanz ist Kalziumkar-bonat. Dieser natürlichen Feinstruktur steht die
synthetische Architektur eines sogenannten Scaf-
folds (engl., Gerüst) gegenüber, das im Bio-Engi-neering mit einem in additiver Technik arbeiten-den 3D-Drucker hergestellt wurde (Bild 3).
Kapitel-1.indd 8Kapitel-1.indd 8 22.08.13 14:0322.08.13 14:03

Detail
Bild 3: Treppenförmige Oberfl ächenstruktur eines
im FLM-Verfahren (Fused Layer Modeling)
hergestellten Teils
Detail
Bild 2: Treppenförmige Oberfl ächenstruktur eines im
3DP-Verfahren (3D-Printing) hergestellten Teils
Detail
Bild 1: Treppenförmige Oberfl ächenstruktur eines
im SL-Verfahren (Stereolithographie) her-
gestellten Teils
91.1 Additive und subtraktive Fertigung
Es wird als Stützwerk bei der künstlichen Er-zeugung organischer Knochensubstanz in der Chirurgie benötigt. Der Herstellungsprozess für dieses Stützwerk verläuft in Anlehnung an die Bauweise des Schneckenhauses. Zunächst bil-den aufeinanderfolgende Polymerschichten eine Matrixstruktur, in welcher sich Kalziumkarbonat ablagern kann. Nach und nach verschwindet die Polymermatrix und das mineralisierte 3D-Objekt bleibt übrig.
Erst seit den 1980er Jahren werden neuartige Fer-tigungsverfahren erforscht und entwickelt, die auf dieses Bauprinzip der Natur zurückgreifen. Man möchte Werkstücke beliebiger Komplexität und mit natürlichen Oberfl ächen in technischen Mate-rialien herzustellen. Auf die Anwendung von For-men und Werkzeugen soll man verzichten können.
Ermöglicht wird dies durch die Fortschritte in der Computertechnologie, in der grafi schen 3D-Datenverarbeitung und in der digitalen 3D-Messtechnik. Ein digitales 3D-Abbild des herzu-stellenden Werkstücks ist die Grundlage für den additiven Herstellungsprozess.
Der Begriff Additive Fertigung (engl. additive ma-nufacturing, Kurzbezeichnung AM), hat sich aus dem angelsächsischen Sprachraum verbreitet und verbildlicht den fundamentalen Unterschied der neuen Techniken zu den traditionellen, sub-
traktiv wirkenden Herstellungsverfahren. Auch zu den urformenden und umformenden Ver-fahren besteht der deutliche Unterschied, dass kein Formwerkzeug gefertigt werden muss, was wiederum einen subtraktiv wirkenden vorange-henden Vorgang erfordern würde.
Die derzeit industriell angewandten additiv wir-kenden Fertigungsverfahren sind 21/2-D-Tech-niken. Sie arbeiten direkt-generativ. Direkt be-deutet, dass die Geometrie des zu erzeugenden Gegenstands unmittelbar aus der digitalen, d. h. in der EDV vorliegenden Darstellung abgeleitet wird. Generativ besagt, dass das Teilevolumen schichtenweise anwächst, bis es sein Endvolu-men gemäß dem digitalen Modell einnimmt.
Treppenförmige Strukturen sind charakteristisch für additiv hergestellt Oberfl ächen. Sie treten umso auffälliger in Erscheinung, je fl acher die so gefertigten Schrägen sind. Am Beispiel einer sphärischen Oberfl äche wird dieser Effekt deut-lich.
Additive Fertigungsverfahren arbeiten werkzeuglos und ohne Form. Das Volumen eines Objekts wird dabei schichtweise oder direkt in drei Dimensionen gemäß einem digitalen Computermodell aufgebaut.
Die Bilder 1 bis 3 zeigen die Oberfl ächenstruktur an SL-, 3DP- und FLM-Teilen, die in Bauschicht-stärken von 0,1 mm hergestellt wurden.
Kapitel-1.indd 9Kapitel-1.indd 9 22.08.13 14:0322.08.13 14:03

Grundzustand
des Werkstoffs
gasförmig
flüssig
fest
Physikalisch auftragen (5.8) Chemischauftragen(5.9)
Erstarren(1.1)
Verkleben(4.8)
Verschmelzen(4.6)
Zusammen-setzen (4.1)
Extrudieren(1.2)
4
3
2
1
Bild 1: Technische Realisierungsmöglichkeiten additiver Herstellungsprozesse
10 1 Einführung
1.2 Systematik der additiven
Fertigungsverfahren
DIN 8580 ordnet die Produktionsprozesse inGruppen und untergliedert diese nach den ein-gesetzten Fertigungsverfahren. Die technischen Realisierungsmöglichkeiten generativer Herstel-lungsprozesse beruhen darauf, dass abhängig vom Baumaterial, das fest, fl üssig oder gasför-mig sein kann, ein geeignetes Fertigungsver-fahren nach DIN 8580 zum schichtweisen Aufbau des Werkstücks genutzt wird. Zum Beispiel wird das schichtweise Urformen aus dem fl üssigen Zu-stand beim Stereo-lithograpieverfahren genutzt, die entsprechende Klassifi zierungsnummer ist 1.1 (Bild 1).
Verschmelzen aus dem festen Zustand (4.6) wird bei den Lasersinter- und Laserstrahlschmelzver-fahren eingesetzt, Extrudieren (1.2) beim Fused-Layer-Modeling-Verfahren.
Eine Vielzahl entsprechender Wirkprinzipien ist erprobt, aber nicht alle sind erfolgreich kommer-zialisiert worden.
Der gasförmige Aggregatzustand ermöglicht das additive Aufbringen feinster Schichten und ist da-her die Basistechnologie für die Halbleiter- und Elektronikbranche. Das additive Auftragen aus der Festphase ist Grundlage für die Herstellung großformatiger Werkstücke mittels draht- oder pulverstrahlbasierten Auftragsschweißens oder pulverbettbasierten Strahlschmelzens, beispiels-weise in den Branchen des Maschinenbaus oder der Luft- und Raumfahrttechnik. Sind feinere Oberfl ächen an Teilen mittleren und kleineren Formats gefordert, wie z. B. in der Medizintech-nik oder allgemein für Feingussanwendungen, so bietet sich die additive Fertigung aus der Flüssig-phase an.
Additive Herstellungsprozesse können realisiert werden, indem der Werkstoff im festen Zustand schichtweise oder entlang einer 3D-Bahn auf einem Trägermedium aufgebracht und verfestigt wird. Hier-für werden Werkstoffe aus Kunststoffen, Metallen und Mineralen eingesetzt. Das Baumaterial kann in Drahtform, als Laminat oder als Pulver vorliegen. Die Verbindung kann durch Verkleben, Verbacken oder Verschmelzen erfolgen.
Kapitel-1.indd 10Kapitel-1.indd 10 22.08.13 14:0322.08.13 14:03

NiCr Ta Ta2O5 Au
Keramik
Bild 2: Beispiel einer Dünnschichtschaltung in der
Elektronik
SiCä4 + 2H2 Si + 4HCä
Si-Substrat1240 °C
Graphitunterlage
GasförmigerDotierungsstoff
H2 SiCä4
Ofen
Bild 3: Wirkprinzip CVD-Epitaxie, Beispiel Silizium-
epitaxie aus der Gasphase
Bauwerkstoff − gasförmig
Material physikalisch aufbringenMaterial chemisch aufbringen
Epitaxie-verfahren
PVD − Indirekte Strukturierungdurch Masken-technik
Direkte Strukturierungdurch Laser-/Ionenstrahl
Thermisches VerdampfenLaserstrahlverdampfenKathodenzerstäubungLichtbogenverdampfenMolekularstrahlepitaxie (MBE)
IonenstrahlgestütztesAuftragen (IBAD)LDS-Verfahren
Bild 1: Vom gasförmigen Zustand des Werkstoffs ausgehende additive Herstellungsverfahren
111.2 Systematik der additiven Fertigungsverfahren
1.2.1 Gasförmiger Ausgangszustand
Bei den Verfahren, die auf gasförmigem Zustand des Werkstoffs beruhen unterschiedet man zwi-schen dem Grundprinzip des chemischen und dem des physikalischen Auftragens zur Bau-schichterzeugung (Bild 1).
Beides wird im Entwicklungsgang der Halbleiter-technologie beginnend in den 1970er Jahren für die so genannte Dünnschichttechnologie genutzt (Bild 2). Die Dünnschichttechnologie zielt haupt-sächlich auf die Herstellung von Leiterplatten der Elektronik ab, bei denen zwar die Anzahl der Schichten gering ist, diese jedoch in der Regel aus verschiedenen Materialien zusammengesetzt sind. Vorzugsweise geht es hierbei um die Her-stellung von halbleitenden, metallischen oder di-elektrischen Schichten, die üblicherweise dünner als 1 µm sind. Diese werden aus der Gasphase durch eine chemische Reaktion (CVD, chemical
vapor deposition) oder aus der Dampfphase (PVD,
physical vapor deposition) sowie der ionisierten Phase durch einen physikalischen Vorgang auf einem Trägermedium (Substrat) aufgebracht. Zur Strukturierung der Schichten können Laserbear-beitung, Ionenstrahlbearbeitung oder fotolitho-grafi sche Maskentechnik eingesetzt werden.
Das Wirkprinzip von CVD beruht auf der che-mischen Reaktion diffundierender Gasmoleküle auf der erhitzten Oberfl äche eines Substrats. Hierbei werden auch feine Vertiefungen gleich-mäßig beschichtet, so dass ein konformes Auf-tragen an 3D-Strukturen möglich ist.
Zu CVD gehören die aus der Gasphase heraus wirkenden Epitaxieverfahren (altgriech. epi – auf, taxis – Anordnung). Bei diesen werden auf einem
Substrat bei Prozesstemperaturen zwischen 900 °C und 1100 °C Schichten mit gleichartiger kristalliner Gitterstruktur aufgebaut (Bild 3).
Kapitel-1.indd 11Kapitel-1.indd 11 22.08.13 14:0322.08.13 14:03

550 °C
1,33·10-6 Pa
925 °C
Substrat
Molekular-strahlofen
PumpePolykristallinesGaAs-Pulver
Bild 1: PVD, Wirkprinzip der Molekularstrahl-Epitaxie
© PLATIT AG
Bild 2: PVD-Beschichten mit Sputter-Anlage
Drehtischzur Aufnahme von
Trägersubstrat
Lasermit Optik
Bild 3: Blick in den Arbeitsraum einer LDS-Anlage
12 1 Einführung
Bei den physikalisch wirkenden schichtbauenden Verfahren kann zwischen direktem und indirektem Strukturieren der erzeugten Schicht unterschie-den werden. Bei Letzterem liegt das Beschich-tungsmaterial als chemische Verbindung in Form eines Targets in einer Vakuumkammer vor. Dieses wird mit einem Laser- oder Ionenstrahl beschos-sen oder thermisch zum Verdampfen gebracht. Die so freigesetzten Moleküle schlagen sich auf dem Substrat nieder. Die Prozesstemperaturen liegen unterhalb von 600 °C.
Zu den physikalisch wirkenden Verfahren, die aus der Dampfphase heraus für additive Herstellungs-vorgänge genutzt werden, gehören das
• thermische Verdampfen,
• das Laserstrahlverdampfen,
• das Lichtbogenverdampfen und
• die Katodenzerstäubung (Sputtering).
Hierbei wird zunächst vom festen Aggregatzu-stand ausgehend in die Dampfphase übergeführt. Im Falle der Molekularstrahlepitaxie werden auf einem Substrat Schichten mit gleichartiger kri-stalliner Gitterstruktur aufgebaut (Bild 1). Beim
„Sputtering” können keramische Verbindungen abgeschieden werden (Bid 2).
Die Strukturierung der Oberfl ächen kann bei den genannten Verfahren durch fotolithografi sche Maskentechnik erfolgen.
Additive Herstellungsprozesse können realisiertwerden, indem der Werkstoff aus seiner Gaspha-se durch eine chemische Reaktion oder aus seiner Dampfphase durch einen physikalischen Prozess schichtweise oder punktweise im 3D-Bauraum auf einem Trägermedium aufgebracht und verfestigt wird.
Die direkte Strukturierung dünner Schichten ermög-licht das Ionenstrahl-gestützte Auftragen (IBAD Ion beam assisted deposition). Die kinetische Energie der Ionen beträgt dabei zwischen 10 eV und 1000 eV.
Die additive Laser-Direktstrukturierung nach dem LDS-Verfahren (LDS, laser direct structuring) ermög-licht die Herstellung von metallisierten Leiterbahn-strukturen auf 3D-Bauteiloberflächen aus Kunststoff (Bild 3). Dabei wird das Trägersubstrat aus Polymer zunächst mit einem Infrarotlaser selektiv für das Beschichten mit Kupfer aktiviert, worauf im folgenden weitere aus Nickel und Gold bestehende Schichten stromlos abgeschieden werden.
Kapitel-1.indd 12Kapitel-1.indd 12 22.08.13 14:0322.08.13 14:03
CO2-Laser
Optik Bewegter Spiegel(Scanner)
Wischer
Gefüllte Bauwanne
Bauteil
Stütz-strukturen
Bauplattform
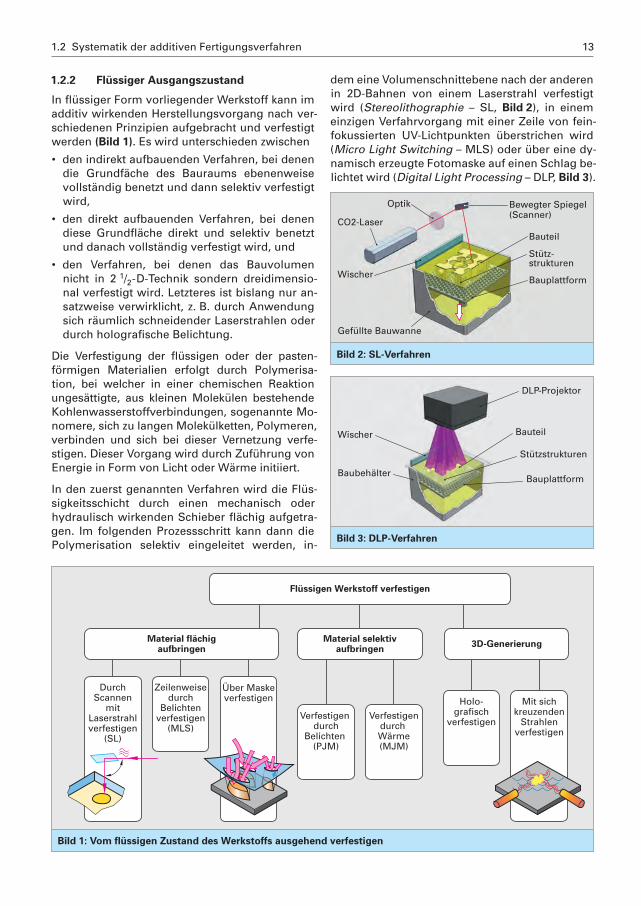
Bild 2: SL-Verfahren
Wischer
DLP-Projektor
Bauteil
Stützstrukturen
BauplattformBaubehälter
Bild 3: DLP-Verfahren
Material flächigaufbringen
Material selektivaufbringen
3D-Generierung
DurchScannen
mitLaserstrahlverfestigen
(SL)
Zeilenweisedurch
Belichtenverfestigen
(MLS)
Über Maskeverfestigen
Verfestigen durch
Belichten (PJM)
Verfestigendurch Wärme(MJM)
Holo-grafisch
verfestigen
Mit sichkreuzenden
Strahlenverfestigen
Flüssigen Werkstoff verfestigen
Bild 1: Vom fl üssigen Zustand des Werkstoffs ausgehend verfestigen
131.2 Systematik der additiven Fertigungsverfahren
1.2.2 Flüssiger Ausgangszustand
In fl üssiger Form vorliegender Werkstoff kann im additiv wirkenden Herstellungsvorgang nach ver-schiedenen Prinzipien aufgebracht und verfestigt werden (Bild 1). Es wird unterschieden zwischen
• den indirekt aufbauenden Verfahren, bei denen die Grundfäche des Bauraums ebenenweise vollständig benetzt und dann selektiv verfestigt wird,
• den direkt aufbauenden Verfahren, bei denen diese Grundfl äche direkt und selektiv benetzt und danach vollständig verfestigt wird, und
• den Verfahren, bei denen das Bauvolumen nicht in 2 1/2-D-Technik sondern dreidimensio-nal verfestigt wird. Letzteres ist bislang nur an-satzweise verwirklicht, z. B. durch Anwendung sich räumlich schneidender Laserstrahlen oder durch holografi sche Belichtung.
Die Verfestigung der fl üssigen oder der pasten-förmigen Materialien erfolgt durch Polymerisa-tion, bei welcher in einer chemischen Reaktion ungesättigte, aus kleinen Molekülen bestehende Kohlenwasserstoffverbindungen, sogenannte Mo-nomere, sich zu langen Molekülketten, Polymeren, verbinden und sich bei dieser Vernetzung verfe-stigen. Dieser Vorgang wird durch Zuführung von Energie in Form von Licht oder Wärme initiiert.
In den zuerst genannten Verfahren wird die Flüs-sigkeitsschicht durch einen mechanisch oder hydraulisch wirkenden Schieber fl ächig aufgetra-gen. Im folgenden Prozessschritt kann dann die Polymerisation selektiv eingeleitet werden, in-
dem eine Volumenschnittebene nach der anderen in 2D-Bahnen von einem Laserstrahl verfestigt wird (Stereolithographie – SL, Bild 2), in einem einzigen Verfahrvorgang mit einer Zeile von fein-fokussierten UV-Lichtpunkten überstrichen wird (Micro Light Switching – MLS) oder über eine dy-namisch erzeugte Fotomaske auf einen Schlag be-lichtet wird (Digital Light Processing – DLP, Bild 3).
Kapitel-1.indd 13Kapitel-1.indd 13 22.08.13 14:0322.08.13 14:03

KunststoffeMineraleMetalle
Feste Bauwerkstoffe auftragen
Laminate aufbringen
DrahtförmigeMaterialienauftragen
Pulvermaterialien verbinden
Verschmelzen
Strahlschmelzenvon Metallen
3D-Drucken(3DP)
Verbacken Verkleben
FormgebendesSchweißenvon Metallen(WAAM)
Extrudieren vonKunststoffen(FLM)
Verkleben vonKunststoffen (LLM)
Fügen von Metallen
Laser (SLM)Elektronen-strahl (EBM)
Masken-Versintern(MS)
Laser-Sintern(LS)
KunststoffeMineraleMetalle
KunststoffeMinerale
4321
Bild 2: Vom festen Zustand des Werkstoffs ausgehend auftragen
Linearachse(Y-Achse)
Druckkopf
Druckachse(X-Achse)
UV-Lampe
Vertikalachse(Z-Achse)
Stützmaterial
Bauteil
Bauplattform
Bild 1: PJM-Verfahren
14 1 Einführung
In den selektiv benetzenden Verfahren wird das fl üssige Baumaterial auf die zu verfestigenden Bereiche des jeweiligen Volumenschnitts durch hin- und herfahrende Düsenköpfe aufgebracht. Entweder wird das Baumaterial im Druckkopf thermisch verfl üssigt und durch Wärmeabfuhr auf dem Bauteil verfestigt (Multi-Jet Modeling – MJM) oder bei Raumtemperatur aufgebracht und durch Belichten verfestigt (Poly-Jet Modeling – PJM, Bild 1).
Auch gibt es bei festen AM-Materialien, ver-glichen mit den fl üssigen, eine größere Band-breite bezüglich Materialkosten, Materialdurch-satz und Materialeffi zienz. Etliche dieser Verfahren, wie z. B. LS, FLM und 3DP, können preisgünstige Serienmaterialien verarbeiten. Die Materialeffi zi-enz bezieht sich auf die Verwertungsrate des ein-gesetzten Baumaterials. Sie kann zwischen 10 % und 90 % liegen. Der Materialdurchsatz und damit die Baugeschwindigkeit kann bei WAAM (Wire and Arc AM), als dem leistungsfähigsten AM-Ver-fahren, mehrere kg/h betragen.
Additive Herstellungsprozesse können realisiert werden, indem der Werkstoff im fl üssigen Zustand schichtweise oder entlang einer 3D-Bahn auf einem Trägermedium aufgebracht und verfestigt wird.
1.2.3 Fester Ausgangszustand
Bei den auf festen Baumaterialien basierenden Wirkprinzipien für eine Additive Fertigung liegt der Werkstoff in Draht- oder Strangform, als La-minat bzw. Blech oder in Form von Pulvern vor. Bei festen Materialien ist die größte Vielfalt für Anwendungen additiv wirkender Verfahren mög-lich, da sowohl Kunststoffe als auch unterschied-lichste Metalle und Metalllegierungen, aber auch mineralische Werkstoffe wie Sande, Keramiken bis hin zu Kompositwerkstoffen eingesetzt wer-den können (Bild 2).
Kapitel-1.indd 14Kapitel-1.indd 14 22.08.13 14:0322.08.13 14:03
10 mm
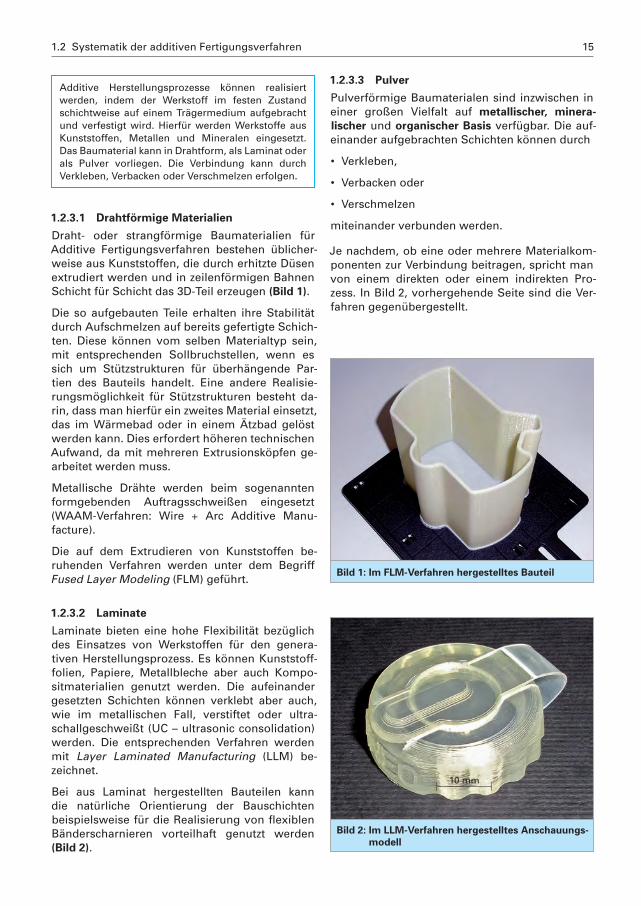
Bild 2: Im LLM-Verfahren hergestelltes Anschauungs-
modell
Bild 1: Im FLM-Verfahren hergestelltes Bauteil
151.2 Systematik der additiven Fertigungsverfahren
1.2.3.1 Drahtförmige Materialien
Draht- oder strangförmige Baumaterialien für Additive Fertigungsverfahren bestehen üblicher-weise aus Kunststoffen, die durch erhitzte Düsen extrudiert werden und in zeilenförmigen Bahnen Schicht für Schicht das 3D-Teil erzeugen (Bild 1).
Die so aufgebauten Teile erhalten ihre Stabilität durch Aufschmelzen auf bereits gefertigte Schich-ten. Diese können vom selben Materialtyp sein, mit entsprechenden Sollbruchstellen, wenn es sich um Stützstrukturen für überhängende Par-tien des Bauteils handelt. Eine andere Realisie-rungsmöglichkeit für Stützstrukturen besteht da-rin, dass man hierfür ein zweites Material einsetzt, das im Wärmebad oder in einem Ätzbad gelöst werden kann. Dies erfordert höheren technischen Aufwand, da mit mehreren Extrusionsköpfen ge-arbeitet werden muss.
Metallische Drähte werden beim sogenannten formgebenden Auftragsschweißen eingesetzt (WAAM-Verfahren: Wire + Arc Additive Manu-facture).
Die auf dem Extrudieren von Kunststoffen be-ruhenden Verfahren werden unter dem Begriff Fused Layer Modeling (FLM) geführt.
1.2.3.2 Laminate
Laminate bieten eine hohe Flexibilität bezüglich des Einsatzes von Werkstoffen für den genera-tiven Herstellungsprozess. Es können Kunststoff-folien, Papiere, Metallbleche aber auch Kompo-sitmaterialien genutzt werden. Die aufeinander gesetzten Schichten können verklebt aber auch, wie im metallischen Fall, verstiftet oder ultra-schallgeschweißt (UC – ultrasonic consolidation) werden. Die entsprechenden Verfahren werden mit Layer Laminated Manufacturing (LLM) be-zeichnet.
Bei aus Laminat hergestellten Bauteilen kann die natürliche Orientierung der Bauschichten beispielsweise für die Realisierung von fl exiblen Bänderscharnieren vorteilhaft genutzt werden (Bild 2).
1.2.3.3 Pulver
Pulverförmige Baumaterialen sind inzwischen in einer großen Vielfalt auf metallischer, minera-
lischer und organischer Basis verfügbar. Die auf-einander aufgebrachten Schichten können durch
• Verkleben,
• Verbacken oder
• Verschmelzen
miteinander verbunden werden.
Je nachdem, ob eine oder mehrere Materialkom-ponenten zur Verbindung beitragen, spricht man von einem direkten oder einem indirekten Pro-zess. In Bild 2, vorhergehende Seite sind die Ver-fahren gegenübergestellt.
Additive Herstellungsprozesse können realisiert werden, indem der Werkstoff im festen Zustand schichtweise auf einem Trägermedium aufgebracht und verfestigt wird. Hierfür werden Werkstoffe aus Kunststoffen, Metallen und Mineralen eingesetzt. Das Baumaterial kann in Drahtform, als Laminat oder als Pulver vorliegen. Die Verbindung kann durchVerkleben, Verbacken oder Verschmelzen erfolgen.
Kapitel-1.indd 15Kapitel-1.indd 15 22.08.13 14:0322.08.13 14:03

1. Bauplattform absenken2. Pulver auftragen3. Aufgetragenes Pulver bedrucken
Bauteil
Beschichter(Recoater)
BaubehälterBauplattform
Linearantrieb(Y-Achse)
Druckkopf
Druckachse(X-Achse)
Bild 1: 3DP-Verfahren
Bild 3: Kunststoffpulveraufbereitung in Siebstation
CO2-Laser
OptikBewegter Spiegel
Walzenbeschichter
Pulvertank
Bauteil
BauplattformPulvertank
Bild 2: Lasersinter-Verfahren
Bauplattform
Bauteil
Pulver-tank
Walzen-beschichter
Tonerwalze
Toner-wischer
Tonermaske
Infrarotstrahler
Maskenträger(Glasscheibe)
Bild 4: Maskensintern
16 1 Einführung
Beim pulververarbeitenden 3D-Druckverfahren
(3D-Printing – 3DP) wird ein fl üssiger Binder mit-tels Düsenkopf selektiv auf einen Pulverwerkstoff gedruckt und so das Modell Schicht für Schicht aufgebaut. Mehrere Modelle können hierbei ne-ben- und übereinander im Pulverbett liegen und benötigen daher keine Stützgeometrie (Bild 1). Als Werkstoffe kommen Kunststoffe und Minerale zum Einsatz.
Der Bauprozess beim Laser-Sintern (LS), auch als selektives Lasersintern (SLS – Selective Laser Sintering) bezeichnet, erfolgt wie allen additiven Verfahren in Schichten (Bild 2). Die einzelnen Körnchen des Baumaterials bestehen aus Kunst-stoff (Bild 3) oder aus polymerummanteltem Glas, Sand oder Metall. Die Körnchen verschmelzen partiell (verbacken) durch den Laserstrahl und halten das Materialgefüge zusammen. Im Bau-prozess ungenutztes Material kann in einer Sieb-station aufbereitet werden (Bild 3).
Beim Masken-Sintern (MS), auch selektives Mas-kensintern (SMS), wird die Pulverschicht über eine jeweils neu erzeugte Tonermaske fl ächig mit Infrarotlicht bestrahlt und Kunststoffpulver auf diese Weise selektiv verfestigt. Beide Verfahren erzeugen somit die Verbindung gewissermaßen durch ein Verbacken der Polymerummantelungen (Bild 4).
Kunststoffpulver verarbeitende AM-Verfahren sind Lasersintern, Maskensintern, Extrudieren und Pul-verdruck-Polymerisation (Bild 1, folgende Seite). Alternativ zu Kunststoffen können auch beliebige an-organische, mineralische Materialien im AM-Prozess extrudiert werden, sofern diese in einen pastösen Zustand versetzbar sind.
Kapitel-1.indd 16Kapitel-1.indd 16 22.08.13 14:0322.08.13 14:03

AM-Verfahren
Kunststoffpulver
Maskensintern
Extrudieren
Pulverdruck-Polymerisation
Lasersintern SLS
SMS
FDM
3DP
Bild 1: AM-Prozesse mit Verarbeitung von Kunststoff-
pulver
Strahlschmelzen
von Metallen
Laser
Laser Cladding
Laser Cusing
Selective Laser Melting
Direktes Laserformen
Direct Metal Laser Sintering
Electron Beam MeltingElektronenstrahl
Pulverstrahl-basiert
Pulverbett-basiert
MechanischeStrahlablenkung
Magnetische Strahlablenkung
Bild 2: Laser-Melting-Verfahren
171.4 Produkterzeugung
Beim Strahlschmelzen (Laser Melting, Über-sicht in Bild 2) können verschiedene Bindungs-mechanismen realisiert werden. Die Porosität des verfestigten Materials hängt vom Umfang der zugeführten Energie ab. Es kann eine grobe Einteilung je nach Verwendung von Laser- oder Elektronenstrahl zum Verfestigen des Metallpul-vers vorgenommen werden. Bei den laserbasier-ten Systemen wird mit magneto-mechanischer Strahlablenkung1 (schwenkbare Spiegel) gear-beitet.
Das Verfahren des Laser-Claddings ermöglicht im Gegensatz zu den üblichen, pulverbettbasierten Schichtbauverfahren einen Aufbau durch Abfah-ren gekrümmter Flächen. Das Metallpulver wird über Düsen aufgebracht und im Laserfokus ver-schmolzen.
Das EBM-Verfahren nutzt die magnetische Ab-lenkung von Elektronenstrahlen. Die Elektronen-
strahlablenkung ermöglicht größere Ablenkge-schwindigkeiten als die Laserstrahlablenkung.
1 Diese Technik gibt es typischerweise bei den traditionellen elektro-mechanischen Messgeräten, den Galvanometern und bei den schnellaufzeichnenden Messschreibern, den Spiegelgalvano-metern. So bezeichnet man diese Art der Laserstrahlablenkung auch galvanometrische Ablenkung.
Metallpulverbettbasierte AM-Verfahren ermöglichen das Herstellen sehr dünner Schichtdicken (20 µm) und feinster Strukturen. Nachteilig sind die relativ niedri-gen Auftragsraten von ca. 0,01 kg/h und die Begren-zung der Arbeitsfläche wegen Laserauslenkung und Bauraumkapselung. Bei pulverstrahlbasierten Verfah-ren liegt die Auftragsrate um eine Größenordnung darüber (ca. 0,1 kg/h), die realisierbaren Bauschicht-stärken betragen jedoch 0,1 bis 1 mm. Der Bauraum unterliegt keinen technologischen Beschränkungen.
Kapitel-1.indd 17Kapitel-1.indd 17 22.08.13 14:0322.08.13 14:03

Stützstruktur
Bauplattform
Bild 3: Feste Verbindungen mit der Bauteilplattform
AbgebröseltesStützmaterial
Guss
Modell
Stützstruktur
Bild 2: Entfernen der Stützstruktur
Trennschicht
Bauteil
Bauteil-verzug,
Bauplattform
Ungebundenes Material
Bauteilabsinken
Stützstruktur
Bauteil-absinken
Bild 1: Baufehler bei Teilen ohne Stützelemente
18 1 Einführung
1.3 Stützstrukturen
Stützstrukturen (Supports1) verhindern als zusätz-liches Baumaterial ein Absinken von Bauteilen im Bauraum oder deren Verzug. Die Gefahr für Ab-sinken und Verzug ist besonders groß, solange die Bauteile noch nicht ihre Endfestigkeit erreicht haben. Ein Verzug (Curling) kann durch ungleich-mäßiges Abkühlen oder ungleichmäßiges Ab-trocknen bzw. Abbinden eines Bauteils entstehen. Der Verzug bedeutet in erster Linie den Verlust der Maßhaltigkeit eines Bauteils (Bild 1).
Das Absinken eines Bauteils oder eines Bauteil-abschnitts kann zu Formabweichung oder im schlimmsten Fall zu einer Trennschicht führen. Eine Trennschicht bedeutet die Unterbrechung des Schichtverbunds und damit auch des Bauteils (Bild 1).
Stützstrukturen werden vorwiegend bei Ver-fahren eingesetzt, bei denen das Baumaterial während des Auftrags fl üssig oder fl ießfähig ist. Bei pulververarbeitenden Systemen stützt in er-ster Linie das ungebundene Pulver die Bauteile. Nimmt die Bauteildichte während der Herstel-lung stark zu, können die Bauteile im Pulverbett absinken. Deshalb können auch hier Stützstruk-turen zur Abstützung eingesetzt werden. Bei der thermischen Herstellung großer Bauteile oder bei Bauteilen mit ungünstigen Querschnittsprüngen aus Pulvermaterial können Stützstrukturen einem Verzug vorbeugen. Bei metallpulverbasierten Pro-zessen kann über die Stützstruktur Wärme in die Bauplattform abgeführt werden.
Bei vielen Verfahren gehen die Bauteile während des Bauvorgangs eine feste Verbindung mit der Bauplattform ein (Bild 3). Zur besseren Entfer-nung der Bauteile besteht die Anbindung zwi-schen den Bauteilen und der Bauplattform in der Regel aus einer Stützkonstruktion.
Die Baudaten der Stützstrukturen werden im Preprozess automatisch von der Maschinensoft-ware erstellt und können vom Bediener optimiertwerden.
1 engl. support = Stütze, Träger, Aussteifung, Bettung
Die Stützstrukturen binden in der Regel direkt am Bauteil an. Nach Fertigstellung des Bauprozesses müssen die Stützstrukturen im Postprozess entfernt werden (Bild 2).
Kapitel-1.indd 18Kapitel-1.indd 18 22.08.13 14:0322.08.13 14:03

Stützstruktur
Bauteil
10 mm
Bild 2: Stützstruktur bei Fused Layer Modeling (FLM)
1. Materialauftrag (Baumaterial/Stützmaterial)
2. Materialauftrag (Baumaterial/Stützmaterial)
1. Materialauftrag (Baumaterial/Stützmaterial)
Bauteil
Bauteil
Bauteil
Bauteil
Stütz-strukturen
Bauplattform
UngebundenesBaumaterial
Bauplattform
Stützen
1. Flächiger Materialauftrag
2. Materialschicht selektiv verfestigen
1. Flächiger Materialauftrag
Direkt aufbauendes Verfahren
Indirekt aufbauendes Verfahren
Bild 1: Stützstruktur bei direkt aufbauenden Verfahren
191.3 Stützstrukturen
1.3.1 Schichtbauprinzipien
In Hinblick auf die Stützkonstruktion können Schichtbauverfahren in drei Gruppen eingeteilt werden:• Direkt aufbauende Verfahren,• Indirekt aufbauende Verfahren,• Laminierende Verfahren.
• Selektiver Auftrag eines erwärmten Wachses oder Kunstoffs mit einem Druckkopf und Aus-härtung durch Abkühlen, z. B. 3D-Waxprinting oder Multijet-Modeling.
Schichtbauprinzip bei indirekt aufbauenden
Verfahren
Bei den indirekt aufbauenden Verfahren (Bild 1,
unten) wird formloses Baumaterial fl ächig auf-getragen und anschließend selektiv gehärtet. Das Baumaterial kann sowohl fl üssig oder pastös als auch pulverförmig sein.
Schichtbauprinzip bei direkt aufbauenden
Verfahren
Bei den direkt aufbauenden Verfahren (Bild 1,
oben) wird das Baumaterial, samt Stützmaterialmit jeder Schicht, direkt und selektiv (nur an den vorgegebenen Stellen) aufgetragen und an-schließend verfestigt.
Das Baumaterial ist während des Auftrags fl üssig bzw. fl ießfähig. Die Stützkonstruktion besteht aus einem weiteren Baumaterial. Nach dem Auftrag härtet es durch thermische oder durch chemische Prozesse aus.
Verfahren sind zum Beispiel:• Selektiver Auftrag eines UV-reaktiven Harzes
mit einem Druckkopf und fl ächige Aushärtung mit einer UV-Lampe, z. B. Poly-Jet Modeling.
• Selektiver Auftrag eines heiß extrudiertenKunstoffs mit einer Düse und Aushärtung durch Abkühlen, z. B. Fused Layer Modeling (Bild 2),
Kapitel-1.indd 19Kapitel-1.indd 19 22.08.13 14:0322.08.13 14:03

StützstrukturStützstruktur
DetailDetail
Bild 2: Stützstruktur bei SL
Stütz-struktur
Detail
Bild 1: Stützstruktur bei SLM
Detail
Stütz-struktur
Bild 3: Stützstruktur bei DLP
20 1 Einführung
Die Stützstrukturen werden hier aus dem Bauma-terial selbst erstellt. Verfahren sind zum Beispiel:
• Selektives Verschmelzen oder Sintern von fl ä-chig aufgetragenem Pulver mit energiereicher Strahlung z. B. Laserintern (Bild 1).
• Selektives verkleben von fl ächig aufgetra-genem Pulver mit einem Binderdruckkopf, z. B. 3D-Printing.
• Selektives polymerisieren eines photosensi-tive Harzes mit UV-Strahlung, z. B. Stereolitho-graphie (Bild 2) oder Digital Light Processing (Bild 3).
Ein besonderes Verfahren zur Herstellung von Stützstrukturen zeigt das Solid Ground Curing
(SGC). Hier wird zunächst eine Schicht aus fl üs-sigem UV-reaktivem Polymerharz aufgetragen und anschließend durch eine Maskenbelichtung mit UV-Strahlung selektiv verfestigt. Anschlie-ßend werden die nicht verfestigten Reste des Harzes abgesaugt und die entstandenen Frei-räume mit fl üssigem Wachs aufgefüllt. Danach drückt eine Kühlplatte auf das Baufeld die das Wachs erstarren lässt. Zur Nivellierung der er-stellten Schicht wird deren Oberfl äche überfräst und der Beschichtungsprozess mit Harz beginnt von neuem.
Schichtbauprinzip bei laminierenden Verfahren
Bei den laminierenden Verfahren werden wie-derholt Schichten aus Folien oder Platten mit-einander verklebt (laminiert). Aus den einzel-nen Schichten wird jeweils der entsprechende Bauteilquerschnitt ausgeschnitten oder gefräst. Da hier das unverbaute Baumaterial direkt und stützend am Bauteil anliegt, sind hier keine stüt-zenden Strukturen notwendig.
Durch das Auffüllen mit Wachs kann auf Stützstruk-turen verzichtet werden. Das Wachs liegt vollfl ächig am Bauteil an und kann rückstandslos entfernt wer-den. Eine Konstruktion von bauteilgemäßen Stütz-strukturen entfällt.
1.3.2 Stützstrukturgestaltung
Die Stützstrukturen bei direkt aufbauenden Ver-
fahren werden aus einem anderen Baumaterial als das Bauteil selbst aufgebaut. Zur besseren Entfernbarkeit weißt das Stützmaterial eine an-dere physikalische oder chemische Eigenschaft
als das Baumaterial selbst auf. So können Stütz-materialien mit einem niedrigeren Schmelzpunkt als das Baumaterial in einem Ofen oder einem warmen Lösungsmittelbad vom Bauteil abgelöst werden.
Stützmaterialien die im Gegenteil zum Bauma-terial wasserlöslich sind können z. B. mit einem Wasserstrahl oder durch Erwärmen abgelöst werden. Bei direkt aufbauenden Verfahren liegen die Stützstrukturen in der Regel direkt und ganz-fl ächig am Bauteil an. So werden die Bauteile optimal unterstützt und können im Postprozess dennoch rückstandsfrei entfernt werden.
Kapitel-1.indd 20Kapitel-1.indd 20 22.08.13 14:0322.08.13 14:03





![konkrete fotografie generative fotografie · 2014. 10. 10. · spielens des Physischen in das Metaphysische. [2] 9 Was ist Generative Fotografie? Gottfried Jäger Eine Generative](https://static.fdokument.com/doc/165x107/5fe57c308ff1c3750d37f320/konkrete-fotografie-generative-fotografie-2014-10-10-spielens-des-physischen.jpg)