Aggregate für die Querkeil- und Reckwalzen...
16
Aggregate für die Massivumformung Querkeil- und Reckwalzen
Transcript of Aggregate für die Querkeil- und Reckwalzen...
Aggregate für die Massivumformung Querkeil- und Reckwalzen

Endkonturnahe Massenvorverteilung
3
Unser Angebot
Über 300 Fachleute bei LASCO verbindet ein Ziel: optimale Maschinen für den Erfolg des Anwenders zu bauen.
LASCO Reckwalze RCW 900 in der Produktionslinie von Kurbelwellen bei einem deutschenAutomobilzulieferer.
Als Werkzeug maschinenbauer kon-zentriert sich LASCO seit seinerGründung darauf, Anwendern inder Industrie und im industriena-hen Handwerk Aggregate undAnlagen für die Lösung vonUmformaufgaben zur Verfügung zustellen. Unsere mehr als 140jähri-ge Erfahrung befähigt uns,Produktions technik anzubieten, diespeziell auf das Arbeitsum feld vonBetrieben der Metallumformungausgelegt ist. Zwischen zeitlich zäh-len wir mehr als 1000 Firmen derunterschiedlichsten Branchen in53 Ländern der Erde zu unserenKunden.
Die wachsenden Anforderungen inder Massivumformung hinsichtlichreproduzierbarer Qualität derSchmiedeteile und effektivstemMaterialeinsatz werden in ersterLinie durch automatisierteFertigungszellen erfüllt. In ihnenkommt der endkonturnahen undwirtschaftlichen Massenvorver tei -lung eine immer größereBedeutung zu. LASCO wird diesenMarktanforderungen mit seinemProduktionsprogramm, d. h.hydraulischen Pressen,Gesenkschmiedehämmern,Spindelpressen und Automatisie -rungstechnik sowie einem eigenenMaschinenkonzept zur Massen vor -verteilung durch Querkeil- undReckwalzen, gerecht.
Hydraulische Pressen in der Massivumformung
4
Grundlagen
Die Märkte fordern ständig stei-gende Qualität der Schmiedeteilebei sinkenden Preisen. DieMöglichkeiten der Zulieferer, sichauf diesen Trend einzustellen, sindu. a. in der Automatisierung kom-pletter Schmiedezellen zu finden.LASCO stellt den Kunden seitJahrzehnten die dafür erforderli-chen Schmiedeaggregate mitAutomatisierungsmöglichkeiten zurVerfügung.
Um auch in der Massenvorver -teilung durch Walzen den gleichenAutomatisierungsgrad zu erreichen,wurden für die Vor- und Endform -teile fertigung neue Maschinen-konzepte entwickelt.
Vorformen senkt KostenDer Materialkostenanteil an denStückkosten bei Gesenkschmiede -teilen beträgt 30 – 50 %. Alleinaus diesem Grund ist eine optima-le Vorformung zur Kostenredu -zierung erforderlich. Ziel ist esalso, in einer frühen Phase derFertigung die Massenvorverteilungmöglichst nahe an die Endformanzupassen. Eine gute Massenvor -
ver teilung reduziert im Schmiede -werkzeug die Stoffflusswege underhöht damit die Werkzeug stand -zeit.
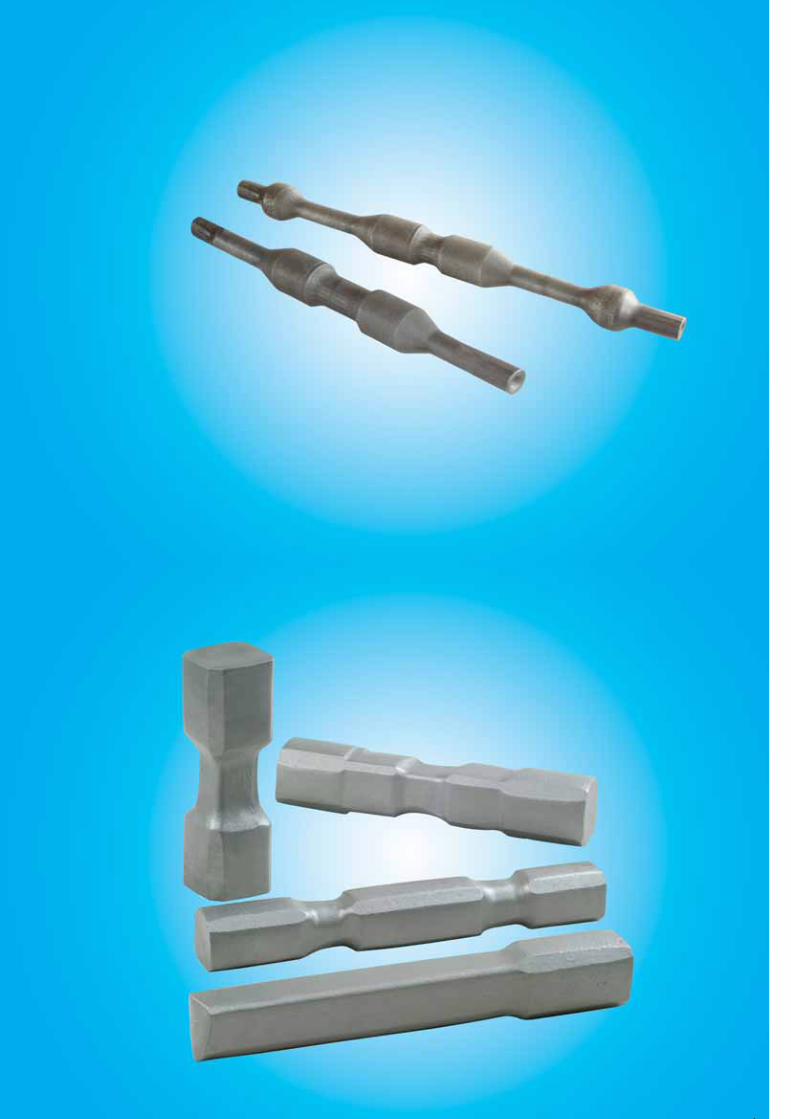
Zwei Walzverfahren1. Die Querkeilwalze ist zum Vor-und Endformen von rotationssym-metrischen Schmiedeteilen ausStahl und Aluminiumwerkstoffenkonzipiert. Erwärmte Rundstäbewerden der Querkeilwalze zuge-führt und zwischen zwei gleichläu-fig rotierenden, werkzeugbestück-ten Walzen abgerollt und dabeiderart umgeformt, dass einWerkstück mit der gewünschtenForm entsteht.
Während des Umformprozessesstützen zwei Führungslineale dieWerkstücke ab. Das ortsfesteWerkstück dreht sich dabei zwi-schen den Walzen und ist exaktauf der geometrischen Mitte zwi-schen den Walzen positioniert.Nach einer Walzenumdrehung wirddas Werkstück über eine Aus spa -rung im rotierenden Walzwerkzeugausgeworfen und den weiterenBearbeitungen zugeführt.
2. Die Reckwalze ist zumVorformen von Rund- undVierkantmaterial konzipiert. ImGegensatz zum Querkeilwalzenwird beim Reckwalzen der Rohlingdurch einen Manipulator radial zuden Walzen zugeführt und in ein-zelnen Sektoren (Stichen) umge-formt. Der fertig gewalzte Rohlingwird auf einem Transportbandabgelegt und dem Hauptumform -aggregat zugeführt.
Beide Walzverfahren bieten eineReihe von Vorteilen:
deutliche Materialeinsparung,
verbesserte Werkstückoberflächedurch Entzunderung,
Verbesserung der Gesenkstand -zeiten im nachfolgendenSchmiedeprozess durchEntzunderung und Reduzierungder Stoffflusswege.
Querkeilwalzen – gleichläufige Rotation. Zuführung der Werkstücke axial.
Reckwalzen – gegenläufige Rotation.Zuführung der Werkstücke radial.
Anforderungen des Marktes
Überzeugend wirtschaftlichWirtschaftliche Materialverteilung durch Walzen
5
Grundlagen
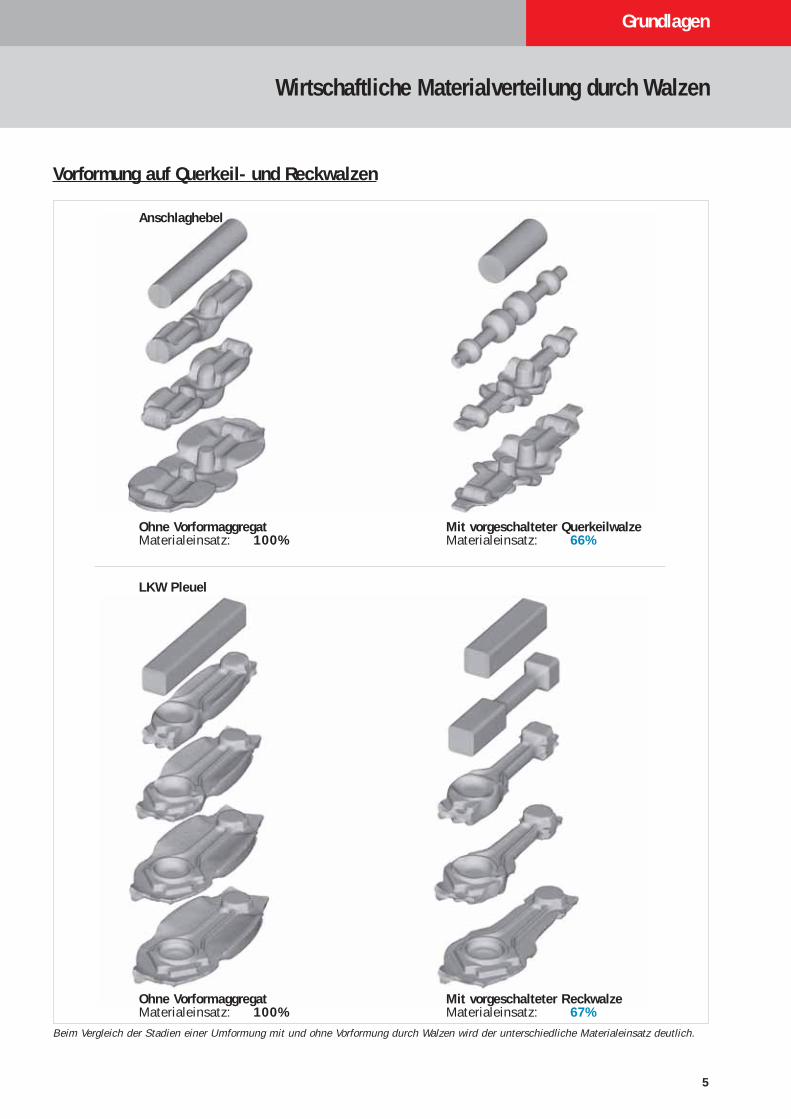
Beim Vergleich der Stadien einer Umformung mit und ohne Vorformung durch Walzen wird der unterschiedliche Materialeinsatz deutlich.
Vorformung auf Querkeil- und Reckwalzen
Anschlaghebel
Ohne VorformaggregatMaterialeinsatz: 100%
Mit vorgeschalteter QuerkeilwalzeMaterialeinsatz: 66%
LKW Pleuel
Ohne VorformaggregatMaterialeinsatz: 100%
Mit vorgeschalteter ReckwalzeMaterialeinsatz: 67%
LASCO-Konzepte...Grundlegende Qualitätsmerkmale
6
LASCO Konzepte...
LASCO Querkeil- und Reckwalzenbieten eine Fülle innovativerDetaillösungen, die diese Vorform -aggregate für den Einsatz in hoch-automatisierten Prozessketten undflexiblen Fertigungen prädestinie-ren. Im Einzelnen sind dies:
Wartungsarm durch Wegfall derstarren Getriebekopplung undder Kupplungs-/ Bremskombi -nation. ProgrammierbareDrehzahlprofile zur Anpassungan die Umformaufgabe.Direktantrieb jeder Walze überje einen Torquemotor.
Sichere Aufnahme der Umform -kräfte und der technologischbedingten Wärmedehnun gen.Einhaltung enger Toleranzen imWalzspalt und damit am Werk -stück.Hohe Steifigkeit desWalzengestells.
Kein Verspannen der Walze,kurze Walzenwechselzeiten.Hydraulische Spannung derWalzenkörper.
Walzenwechsel je nachWalzengröße in 5 bis 10 Min.pro Walze.Walzenwechselmanipulator.
Hohe Parallelität und Genauig -keit des Walzspaltes sichertEinhaltung enger Toleranzen amWerkstück. Mehrfaches Nach -setzen der Werkzeuge möglich.Messung des Walzspaltes unterBetriebslast und automatischeKorrektur; großer Walzspalt -verstellbereich.
Konstante Temperatur sichertkonstante Umformbedingungen.Optionale Walzentemperie rung.
Sichere Reproduzierbarkeit allertechnologischen Parameter.Programmierung aller produkt-spezifischen Maschinenpara meter.
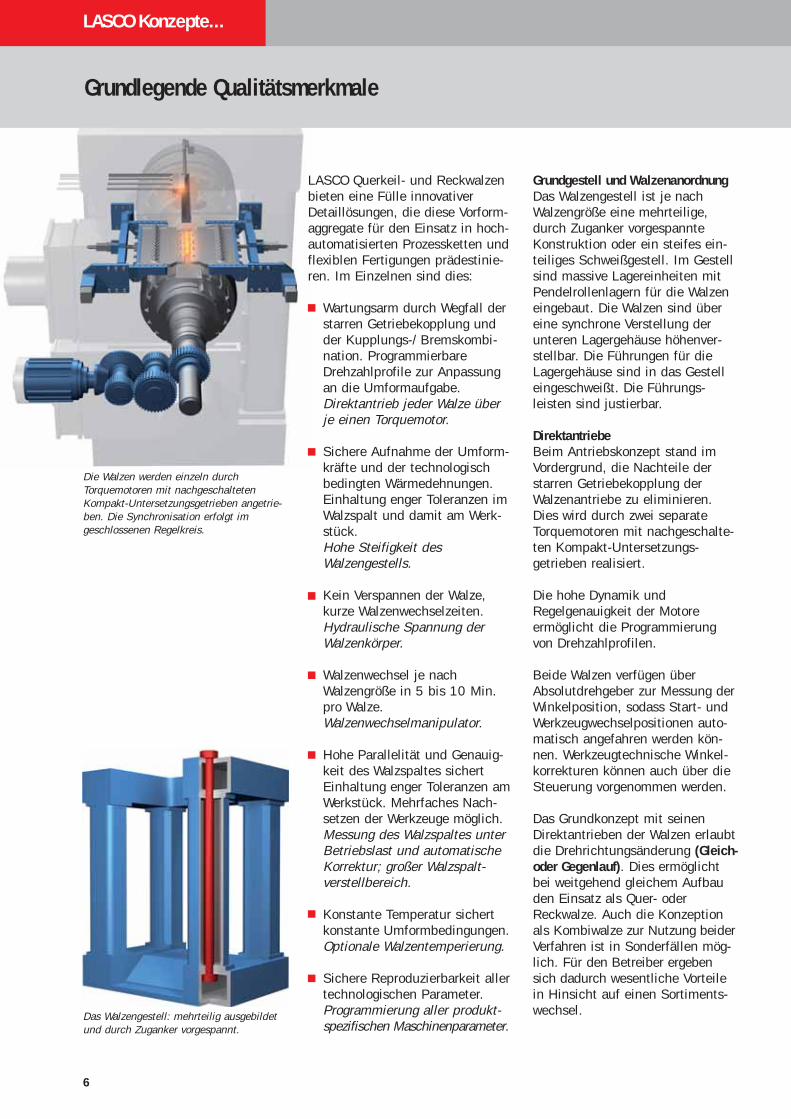
Grundgestell und WalzenanordnungDas Walzengestell ist je nachWalzengröße eine mehrteilige,durch Zuganker vorgespannteKonstruktion oder ein steifes ein-teiliges Schweißgestell. Im Gestellsind massive Lagereinheiten mitPendelrollenlagern für die Walzeneingebaut. Die Walzen sind übereine synchrone Verstellung derunteren Lagergehäuse höhenver-stellbar. Die Führungen für dieLagergehäuse sind in das Gestelleingeschweißt. Die Führungs -leisten sind justierbar.
DirektantriebeBeim Antriebskonzept stand imVordergrund, die Nachteile derstarren Getriebekopplung derWalzenantriebe zu eliminieren.Dies wird durch zwei separateTorquemotoren mit nachgeschalte-ten Kompakt-Untersetzungs -getrieben realisiert.
Die hohe Dynamik undRegelgenauigkeit der Motoreermöglicht die Programmierungvon Drehzahlprofilen.
Beide Walzen verfügen überAbsolutdrehgeber zur Messung derWinkelposition, sodass Start- undWerkzeugwechselpositionen auto-matisch angefahren werden kön-nen. Werkzeugtechnische Winkel -korrekturen können auch über dieSteuerung vorgenommen werden.
Das Grundkonzept mit seinenDirektantrieben der Walzen erlaubtdie Drehrichtungsänderung (Gleich-oder Gegenlauf). Dies ermöglichtbei weitgehend gleichem Aufbauden Einsatz als Quer- oderReckwalze. Auch die Konzeptionals Kombi walze zur Nutzung beiderVerfahren ist in Sonderfällen mög-lich. Für den Betreiber ergebensich dadurch wesentliche Vorteilein Hinsicht auf einen Sortiments -wechsel.
Die Walzen werden einzeln durchTorquemotoren mit nachgeschaltetenKompakt-Untersetzungsgetrieben angetrie-ben. Die Synchronisation erfolgt imgeschlossenen Regelkreis.
Das Walzengestell: mehrteilig ausgebildetund durch Zuganker vorgespannt.
die Wärme ab, die über die Walzenins System eingeleitet wird.Dadurch wird die Temperatur imLagergehäuse stabil gehalten.
WalzenkörperDie Walzen sind mit Kreuznutenausgerüstet, die eine exakteFixierung und Zentrierung in derMaschine garantieren. Das erforder-liche Drehmoment für dieUmformung wird über stabileMitnehmer auf die Walzen übertra-gen. Die Walzen sind aus geschmie -detem, vergütetem Warmarbeits -stahl hergestellt. Die Adaption derWerkzeuge erfolgt durch T-Nutenam Umfang der Walzen.
Hydraulische SpannungZum automatischen Spannen derWalzen wird kein Hilfswerkzeugbenötigt. Die Walzen werdenhydraulisch gespannt und verrie-gelt - dadurch wird eine hoheSicherheit erreicht und ein schnel-ler Walzen wechsel ermöglicht.
Walzenwechsel-ManipulatorOptional können die LASCO-Walzen mit einem voll- oder halb-automatischen Walzenwechsel ma -ni pulator ausgestattet werden.Durch ihn werden die Walzen mit
...im Detail
7
...im Detail
Die Antriebseinheit konnte gegen-über konventionellen Antriebenextrem entflochten werden, wasdem Betrieb, dem Rüstvorgang(Werkzeugwechsel) und derWartung der Maschine zugutekommt.
WalzenlagerungDie Walzen sind pro Seite auf zweidoppelreihigen Pendelrollenlagerngelagert, die mit mehrfacherSicherheit ausgelegt sind. DieWalzenlagerung im rechtenStänder wird zum Walzenwechselhydraulisch zurückgezogen, sodassdie Adaptionen ohne Hilfswerk -zeuge gelöst und die Walzen miteiner Walzenwechsel vorrichtungentnommen werden können.
Während des Betriebs werden dieWalzen axial hydraulisch geklemmt.Das hydraulische Polster dientzugleich der Kompensation vonWärmedehnung im Walzengestell.Somit ist eine axiale Verspannungder Walzen ausgeschlossen.
Lagerschmierung und -kühlungDie Schmierung der Lagerein -heiten erfolgt je nach Baugrößeüber eine Ölumlauf- oder eineFettschmierung. Die Kühlung führt
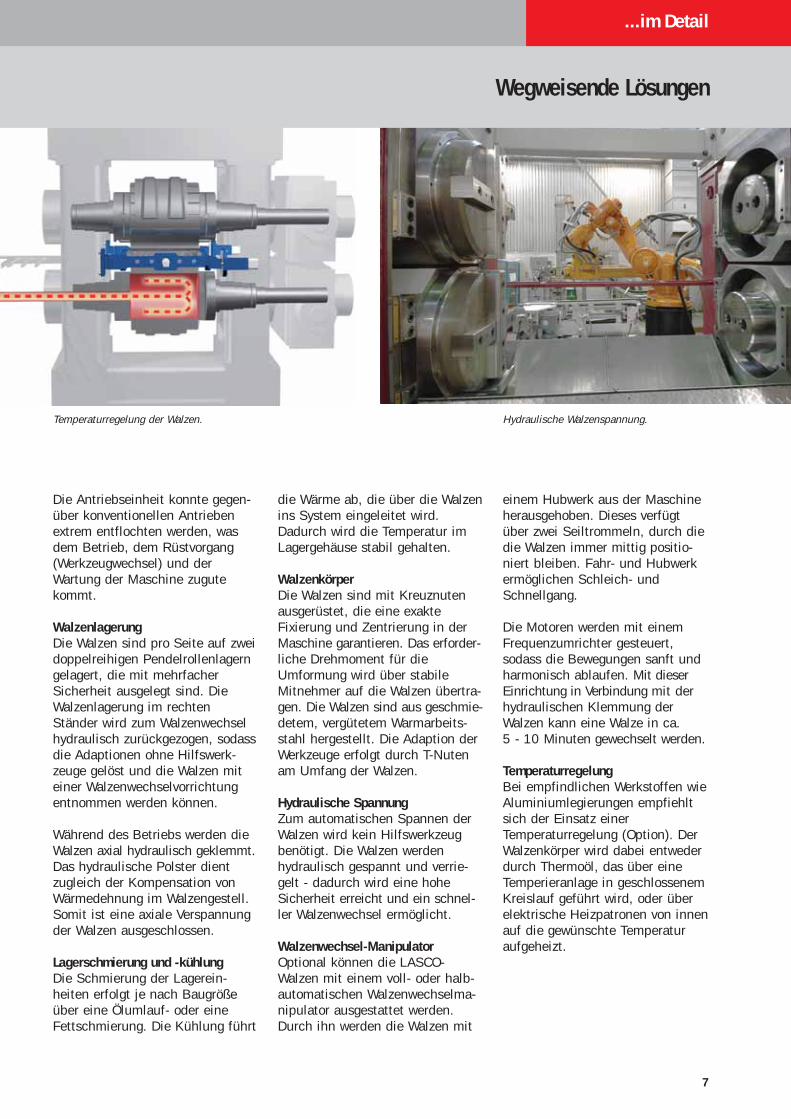
Wegweisende Lösungen
Hydraulische Walzenspannung.Temperaturregelung der Walzen.
einem Hubwerk aus der Maschineherausgehoben. Dieses verfügtüber zwei Seiltrommeln, durch diedie Walzen immer mittig positio-niert bleiben. Fahr- und Hubwerkermöglichen Schleich- undSchnellgang.
Die Motoren werden mit einemFrequenzumrichter gesteuert,sodass die Bewegungen sanft undharmonisch ablaufen. Mit dieserEinrichtung in Verbindung mit derhydraulischen Klemmung derWalzen kann eine Walze in ca. 5 - 10 Minuten gewechselt werden.
TemperaturregelungBei empfindlichen Werkstoffen wieAluminiumlegierungen empfiehltsich der Einsatz einerTemperaturregelung (Option). DerWalzenkörper wird dabei entwederdurch Thermoöl, das über eineTemperieranlage in geschlossenemKreislauf geführt wird, oder überelektrische Heizpatronen von innenauf die gewünschte Temperaturaufgeheizt.
8
Typenreihe QKW
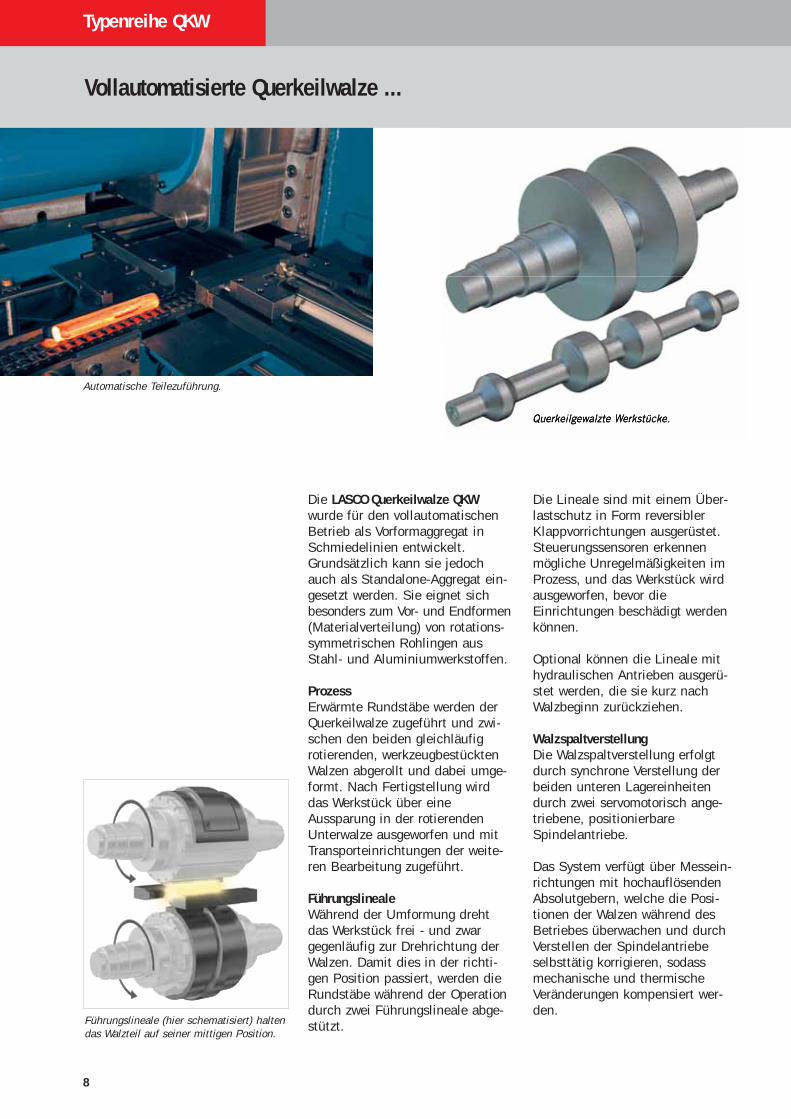
Die LASCO Querkeilwalze QKWwurde für den vollautomatischenBetrieb als Vorformaggregat inSchmiedelinien entwickelt.Grundsätzlich kann sie jedochauch als Standalone-Aggregat ein-gesetzt werden. Sie eignet sichbesonders zum Vor- und End formen(Materialverteilung) von rotations-symmetrischen Rohlingen ausStahl- und Aluminiumwerk stoffen.
ProzessErwärmte Rundstäbe werden derQuerkeilwalze zugeführt und zwi-schen den beiden gleichläufigrotierenden, werkzeugbestücktenWalzen abgerollt und dabei umge-formt. Nach Fertigstellung wirddas Werkstück über eineAussparung in der rotierendenUnterwalze ausgeworfen und mitTransporteinrichtungen der weite-ren Bearbeitung zugeführt.
FührungslinealeWährend der Umformung drehtdas Werkstück frei - und zwargegenläufig zur Drehrichtung derWalzen. Damit dies in der richti-gen Position passiert, werden dieRundstäbe während der Operationdurch zwei Führungslineale abge-stützt.
Die Lineale sind mit einem Über-lastschutz in Form reversiblerKlappvorrichtungen ausgerüstet.Steuerungssensoren erkennenmögliche Unregelmäßigkeiten imProzess, und das Werkstück wirdausgeworfen, bevor dieEinrichtungen beschädigt werdenkönnen.
Optional können die Lineale mithydraulischen Antrieben ausgerü-stet werden, die sie kurz nachWalzbeginn zurückziehen.
WalzspaltverstellungDie Walzspaltverstellung erfolgtdurch synchrone Verstellung derbeiden unteren Lagereinheitendurch zwei servomotorisch ange-triebene, positionierbareSpindelantriebe.
Das System verfügt über Messein -richtungen mit hochauflösendenAbsolutgebern, welche die Posi -tionen der Walzen während desBetriebes überwachen und durchVerstellen der Spindelantriebeselbsttätig korrigieren, sodassmechanische und thermischeVeränderungen kompensiert wer-den.
Vollautomatisierte Querkeilwalze ...
Automatische Teilezuführung.
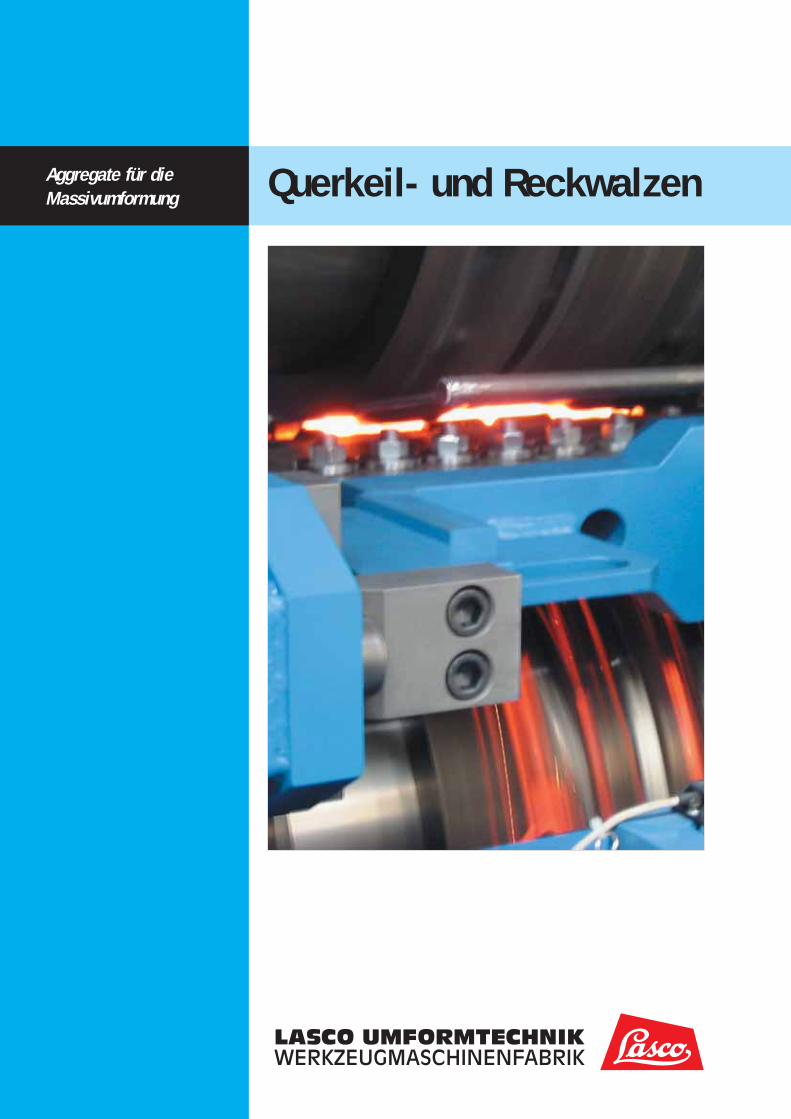
Querkeilgewalzte Werkstücke.
Führungslineale (hier schematisiert) haltendas Walzteil auf seiner mittigen Position.

9
LASCO-Konzepte...
... mit sehr kurzen Rüstzeiten.
Typenreihe QKW
TeilezuführungDie erwärmten Walzrohlinge wer-den von einem Kettenband aufge-nommen und in den Querförderergeschoben. Dieser verfügt übereine Ausschußweiche, die senso-risch gesteuert wird und Teile mitzu geringer Temperatur aussondert.Der Querförderer schiebt denRohling in ein Führungsprisma.Der servomotorisch angetriebeneEinstoßer bringt das Teil zurStartposition des Umform pro zes ses.
Walzenwechselvorrichtung. Inweniger als 5 Minuten ist einWalzenkörper ausgetauscht.
LASCO Querkeilwalze QKW 700 mitZuführungssystem in schematisierterDarstellung.
10
Typenreihe RCW
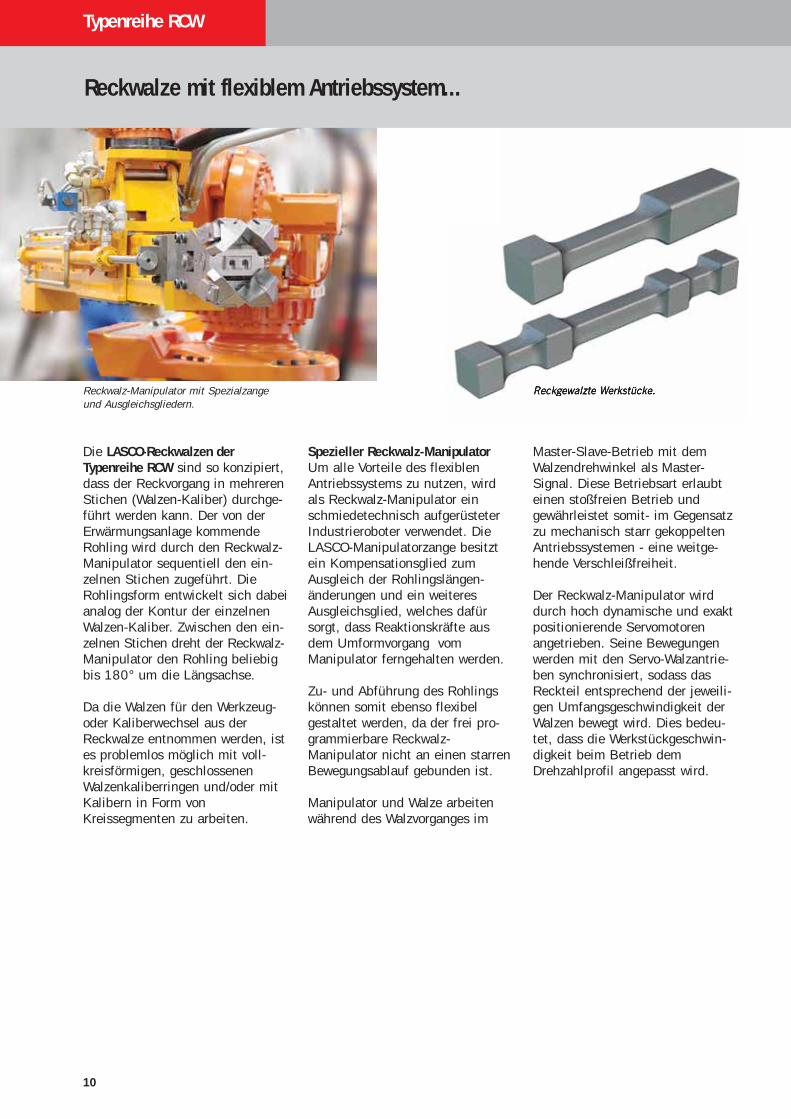
Die LASCO-Reckwalzen derTypenreihe RCW sind so konzipiert,dass der Reckvorgang in mehrerenStichen (Walzen-Kaliber) durchge-führt werden kann. Der von derErwärmungsanlage kommendeRohling wird durch den Reckwalz-Manipulator sequentiell den ein-zelnen Stichen zugeführt. DieRohlingsform entwickelt sich dabeianalog der Kontur der einzelnenWalzen-Kaliber. Zwischen den ein-zelnen Stichen dreht der Reckwalz-Manipulator den Rohling beliebigbis 180° um die Längsachse.
Da die Walzen für den Werkzeug-oder Kaliberwechsel aus derReckwalze entnommen werden, istes problemlos möglich mit voll-kreisförmigen, geschlossenenWalzenkaliberringen und/oder mitKalibern in Form vonKreissegmenten zu arbeiten.
Spezieller Reckwalz-ManipulatorUm alle Vorteile des flexiblenAntriebssystems zu nutzen, wirdals Reckwalz-Manipulator einschmiedetechnisch aufgerüsteterIndustrieroboter verwendet. DieLASCO-Manipulatorzange besitztein Kompensationsglied zumAusgleich der Rohlingslängen -änderungen und ein weiteresAusgleichsglied, welches dafürsorgt, dass Reaktionskräfte ausdem Umformvorgang vomManipulator ferngehalten werden.
Zu- und Abführung des Rohlingskönnen somit ebenso flexibelgestaltet werden, da der frei pro-grammierbare Reckwalz-Manipulator nicht an einen starrenBewegungsablauf gebunden ist.
Manipulator und Walze arbeitenwährend des Walzvorganges im
Master-Slave-Betrieb mit demWalzendrehwinkel als Master-Signal. Diese Betriebsart erlaubteinen stoßfreien Betrieb undgewährleistet somit- im Gegensatzzu mechanisch starr gekoppeltenAntriebssystemen - eine weitge-hende Verschleißfreiheit.
Der Reckwalz-Manipulator wirddurch hoch dynamische und exaktpositionierende Servomotorenangetrieben. Seine Bewegungenwerden mit den Servo-Walzan trie -ben synchronisiert, sodass dasReckteil entsprechend der jeweili-gen Umfangsgeschwindigkeit derWalzen bewegt wird. Dies bedeu-tet, dass die Werkstückgeschwin -dig keit beim Betrieb demDrehzahlprofil angepasst wird.
Reckwalze mit flexiblem Antriebssystem...
Reckwalz-Manipulator mit Spezialzangeund Ausgleichsgliedern.
Reckgewalzte Werkstücke.
11
LASCO-Konzepte...Typenreihe RCW
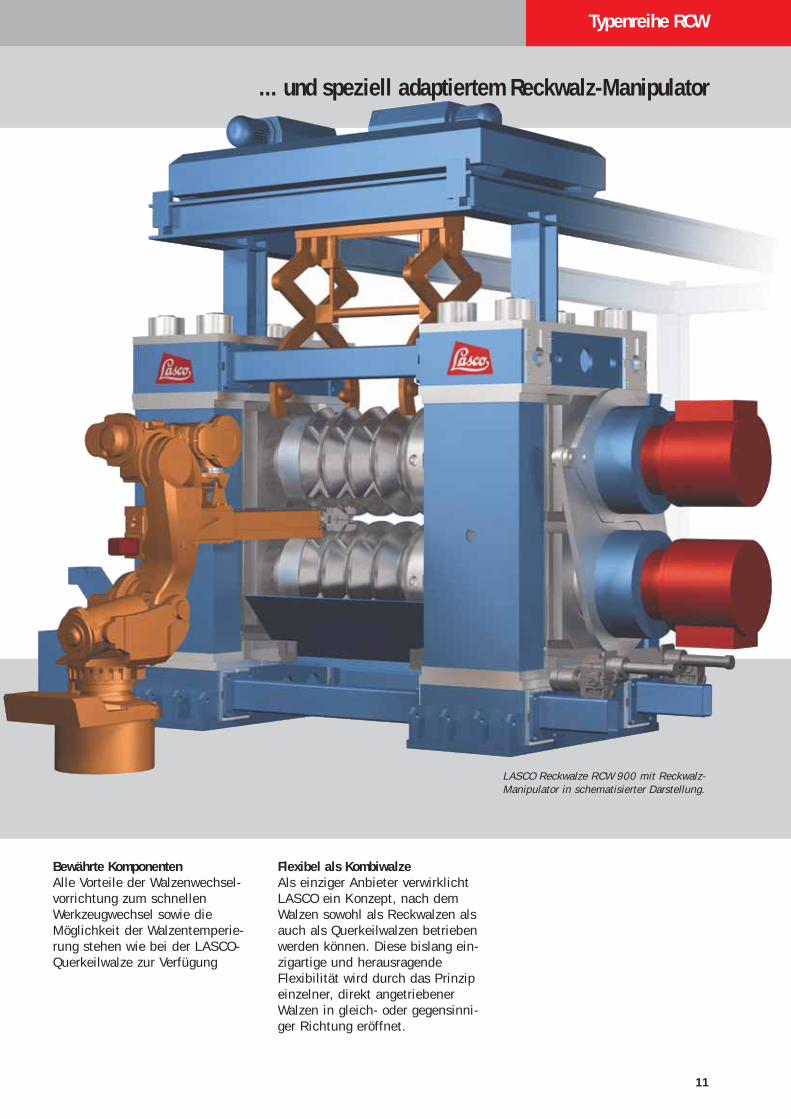
LASCO Reckwalze RCW 900 mit Reckwalz-Manipulator in schematisierter Darstellung.
Bewährte KomponentenAlle Vorteile der Walzenwechsel -vorrichtung zum schnellenWerkzeugwechsel sowie dieMöglichkeit der Walzentem pe rie -rung stehen wie bei der LASCO-Querkeilwalze zur Verfügung
Flexibel als KombiwalzeAls einziger Anbieter verwirklichtLASCO ein Konzept, nach demWalzen sowohl als Reckwalzen alsauch als Querkeilwalzen betriebenwerden können. Diese bislang ein-zigartige und herausragendeFlexibilität wird durch das Prinzipeinzelner, direkt angetriebenerWalzen in gleich- oder gegensinni-ger Richtung eröffnet.
... und speziell adaptiertem Reckwalz-Manipulator
12
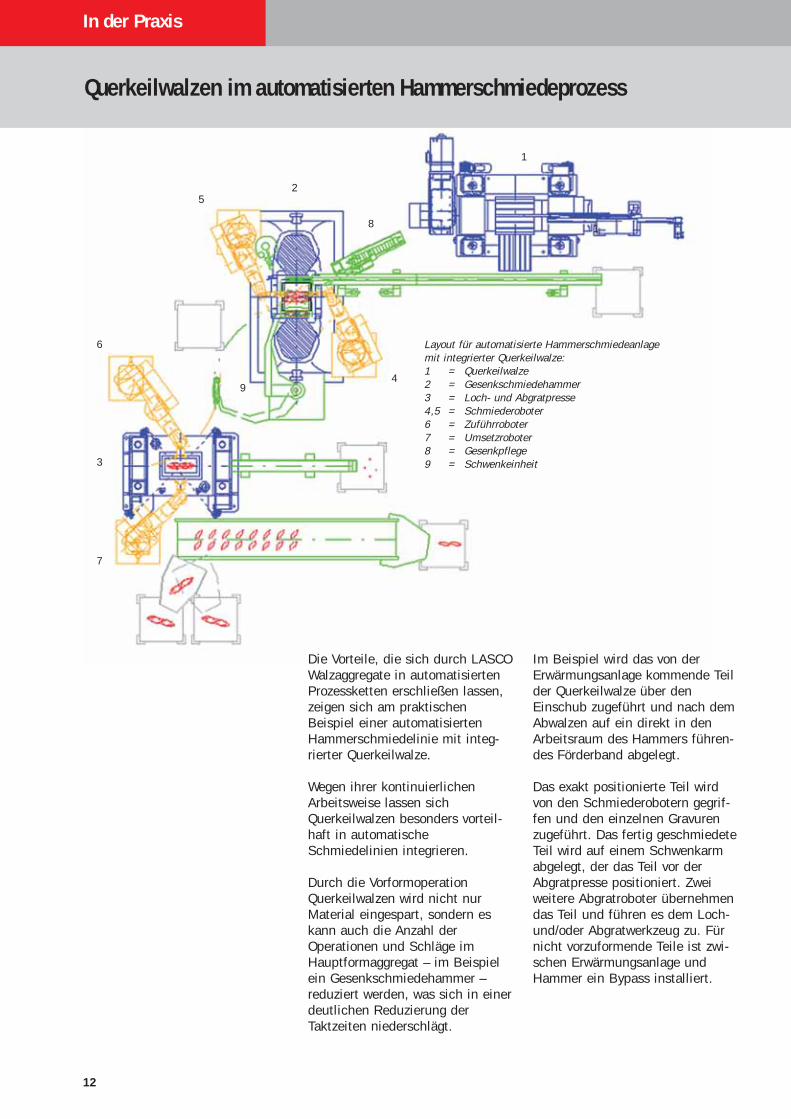
Im Beispiel wird das von derErwärmungsanlage kommende Teilder Querkeilwalze über denEinschub zugeführt und nach demAbwalzen auf ein direkt in denArbeitsraum des Hammers führen-des Förderband abgelegt.
Das exakt positionierte Teil wirdvon den Schmiederobotern gegrif-fen und den einzelnen Gravurenzugeführt. Das fertig geschmiedeteTeil wird auf einem Schwenkarmabgelegt, der das Teil vor derAbgratpresse positioniert. Zweiweitere Abgratroboter übernehmendas Teil und führen es dem Loch-und/oder Abgratwerkzeug zu. Fürnicht vorzuformende Teile ist zwi-schen Erwärmungsanlage undHammer ein Bypass installiert.
In der Praxis
Die Vorteile, die sich durch LASCOWalzaggregate in automatisiertenProzessketten erschließen lassen,zeigen sich am praktischenBeispiel einer automatisiertenHammerschmiedelinie mit integ-rierter Querkeilwalze.
Wegen ihrer kontinuierlichenArbeitsweise lassen sichQuerkeilwalzen besonders vorteil-haft in automatischeSchmiedelinien integrieren.
Durch die VorformoperationQuerkeilwalzen wird nicht nurMaterial eingespart, sondern eskann auch die Anzahl derOperationen und Schläge imHauptformaggregat – im Beispielein Gesenkschmiede hammer –reduziert werden, was sich in einerdeutlichen Reduzierung derTaktzeiten niederschlägt.
Querkeilwalzen im automatisierten Hammerschmiedeprozess
Layout für automatisierte Hammerschmiedeanlage mit integrierter Querkeilwalze:1 = Querkeilwalze2 = Gesenkschmiedehammer3 = Loch- und Abgratpresse4,5 = Schmiederoboter6 = Zuführroboter7 = Umsetzroboter8 = Gesenkpflege9 = Schwenkeinheit
1
3
7
1
5
6
2
4
8
9

13
LASCO-Konzepte...
Automatischer Walzenwechsel
In der Praxis

Umfassender ServiceDer LASCO Mehrwert
14
Umfassender Service
Alle qualitätsentscheidendenKomponenten einer Umformlösungrealisiert LASCO mit langjährigerfahrenen Fachkräften im eigenenHaus. In Verbindung mit derFlexibilität und den kurzenEntscheidungswegen eines mittel-ständischen Hauses eröffnet diesdie Möglichkeit, umfassend auf
Gemeinsam finden LASCO Mitarbeiter ininterdisziplinären Projektteams die optimaleLösung für die Umformaufgaben unsererKunden.
Spezialisten in Vertrieb, Konstruktion,Fertigung, Montage und Service ermögli-chen es LASCO, flexibel und umfassendauf Kundenwünsche einzugehen.
Wünsche der Kunden einzugehenund perfekt abgestimmte Lösungenaus einer Hand anzubieten
Ergänzt durch persönliche Service -leistungen rund um den Globusofferiert LASCO seinen KundenLeistungen, die im Weltmarkt seitJahrzehnten Maßstäbe setzen.
Perfekt abgestimmte Lösungen aus einer Hand
Typenreihen QKW und RCW
Technische Daten
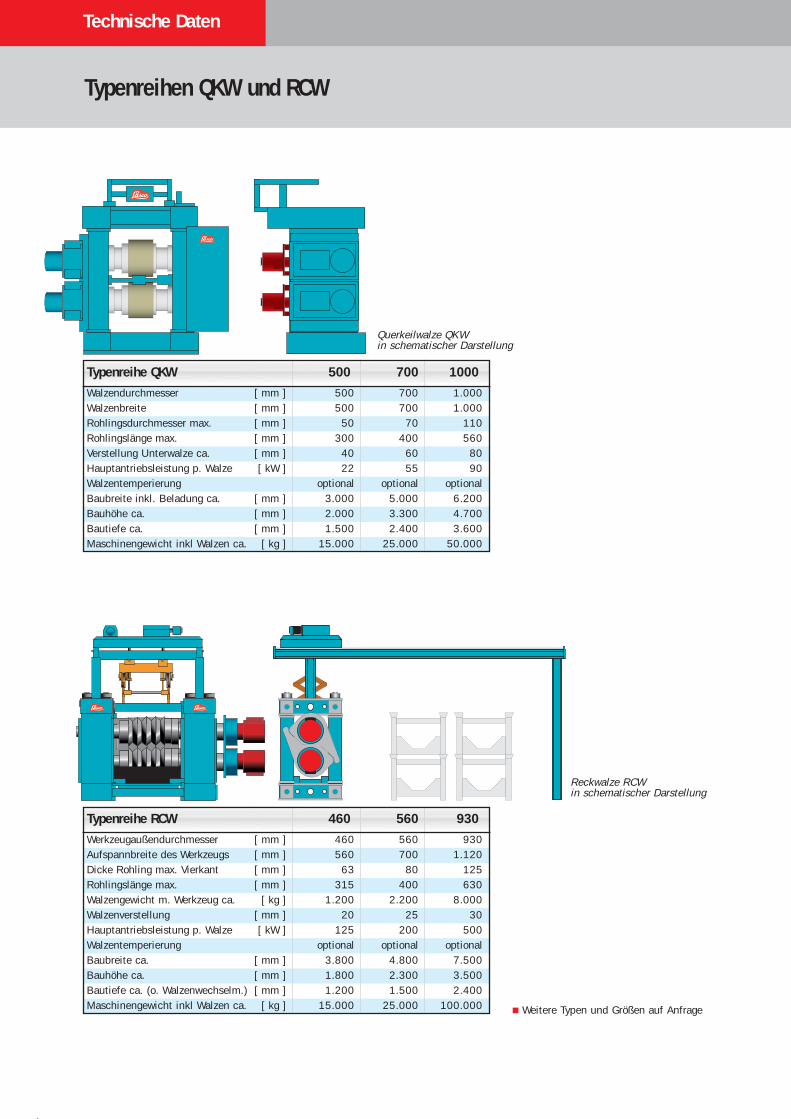
Typenreihe QKW 500 700 1000
Walzendurchmesser [ mm ] 500 700 1.000
Rohlingsdurchmesser max. [ mm ] 50 70 110
Hauptantriebsleistung p. Walze [ kW ] 22 55 90
Baubreite inkl. Beladung ca. [ mm ] 3.000 5.000 6.200
Walzenbreite [ mm ] 500 700 1.000
Rohlingslänge max. [ mm ] 300 400 560Verstellung Unterwalze ca. [ mm ] 40 60 80
Walzentemperierung optional optional optional
Bautiefe ca. [ mm ] 1.500 2.400 3.600Bauhöhe ca. [ mm ] 2.000 3.300 4.700
Maschinengewicht inkl Walzen ca. [ kg ] 15.000 25.000 50.000
Querkeilwalze QKW in schematischer Darstellung
Weitere Typen und Größen auf Anfrage
Typenreihe RCW 460 560 930
Dicke Rohling max. Vierkant [ mm ] 63 80 125
Walzengewicht m. Werkzeug ca. [ kg ] 1.200 2.200 8.000
Hauptantriebsleistung p. Walze [ kW ] 125 200 500
Baubreite ca. [ mm ] 3.800 4.800 7.500
Werkzeugaußendurchmesser [ mm ] 460 560 930Aufspannbreite des Werkzeugs [ mm ] 560 700 1.120
Rohlingslänge max. [ mm ] 315 400 630
Walzenverstellung [ mm ] 20 25 30
Walzentemperierung optional optional optional
Bautiefe ca. (o. Walzenwechselm.) [ mm ] 1.200 1.500 2.400Bauhöhe ca. [ mm ] 1.800 2.300 3.500
Maschinengewicht inkl Walzen ca. [ kg ] 15.000 25.000 100.000
Reckwalze RCWin schematischer Darstellung
www.lasco.com
Zentrale:LASCO Umformtechnik GmbHHahnweg 13996450 COBURGDEUTSCHLANDTelefon +49 9561 642-0Fax +49 9561 642-333E-Mail [email protected] www.lasco.com
LASCO FRANCE1, allée des Cèdres78860 SAINT NOM LA BRETÈCHEFRANCEMonsieur Thierry LebaillyTelefon +33 1 3080-0528 Fax +33 1 3080-0584 E-Mail [email protected]
LASCO USALASCO Engineering Services L.L.C.1111 Bellevue AvenueDETROIT, MI 48207 USATelefon +1 313 579 1100Fax +1 313 579 2674E-Mail [email protected] www.lascoUSA.com
LASCO ChinaBeijing Office5 Xisanhuan Beilu100089 BEIJINGR.P. CHINATelefon +86 10 6873 1775Fax +86 10 6873 1052E-Mail [email protected]
Nov
embe
r 2
00
6