Automatische Verschlussdüsenregelung für Heiß- und Kaltkanäle · 2020. 8. 13. · systeme im...
8
Sonderdruck Sonderdruck aus der Fachzeitschrift Kunststoffe 6/2016 Impressum Verlag: Carl Hanser Verlag GmbH & Co. KG, Kolbergerstr. 22, 81679 München © Lizenzausgabe mit Genehmigung des Carl Hanser Verlags, München. Alle Rechte, auch die des Nachdrucks, der photo- mechanischen und elektronischen Wiedergabe sowie der Übersetzung dieses Sonderdrucks, behält sich der Verlag vor. Christopherus Bader Alles eine Frage der Balance Automatische Verschlussdüsenregelung für Heiß- und Kaltkanäle PRIAMUS SYSTEM TECHNOLOGIES AG Rheinweg 4 CH-8200 Schaffhausen / Schweiz Tel. +41 (0)52 632 2626 Fax +41 (0)52 632 2627 [email protected] www.priamus.com
Transcript of Automatische Verschlussdüsenregelung für Heiß- und Kaltkanäle · 2020. 8. 13. · systeme im...

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
Sond
erdr
uck
Sonderdruck aus der Fachzeitschrift Kunststoffe 6/2016
Impressum Verlag: Carl Hanser Verlag GmbH & Co. KG, Kolbergerstr. 22, 81679 München
© Lizenzausgabe mit Genehmigung des Carl Hanser Verlags, München. Alle Rechte, auch die des Nachdrucks, der photo-mechanischen und elektronischen Wiedergabe sowie der Übersetzung dieses Sonderdrucks, behält sich der Verlag vor.
Christopherus Bader
Alles eine Frage der BalanceAutomatische Verschlussdüsenregelung
für Heiß- und Kaltkanäle
PRIAMUS SYSTEM TECHNOLOGIES AGRheinweg 4CH-8200 Schaffhausen / Schweiz
Tel. +41 (0)52 632 2626Fax +41 (0)52 632 [email protected]

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
© Carl Hanser Verlag, München Kunststoffe 6/2016
2 SPRITZGIESSEN Regelungstechnik
Alles eine Frage der Balance
Automatische Verschlussdüsenregelung für Heiß- und Kaltkanäle
Sensorbasierte Prozessregelungen direkt im Spritzgießwerkzeug nehmen ständig an Bedeutung zu. Die Ursa-
chen hierfür sind leicht nachvollziehbar: Auch ohne Komplikation unterliegen Spritzgießprozesse permanen-
ten Schwankungen. Und immer häufiger werden Spritzgussteile in Schwellenländern produziert, die kaum
über qualifiziertes Personal verfügen. Die naheliegende Lösung lautet, den Prozess dort zu regeln, wo die
Qualität der Spritzteile gemacht wird: direkt im Spritzgießwerkzeug.
Alle Ansätze, die Regelung von Spritz-gießprozessen zurück in die Maschi-
ne zu verlagern, sind bisher daran ge-scheitert, dass sie dort letztendlich nicht qualitätsbestimmend sind. Ein weiterer Aspekt, der in diesem Zusammenhang nicht zu vernachlässigen ist, ist der hohe Kostendruck, der immer häufiger dazu führt, dass auf eine kostenintensive Prü-fung der Teile nach der Herstellung („Post Inspection“) verzichtet wird. Vorausset-zung hierfür ist zum einen eine lückenlo-se Dokumentation der Qualitätsparame-ter im Werkzeug und zum anderen deren regeltechnische Anpassung, wenn diese die vorgegebenen Grenzwerte über-schreiten. Die Konsequenz, vor allem für international agierende Unternehmen, ist eine Standardisierung der Qualitätsregel-systeme im Werkzeug.
Die Balancierung von Heißkanal- Werkzeugen mithilfe von Werkzeug-wandtemperatur-Sensoren ist mittler-weile ein anerkanntes und weit verbrei-tetes Verfahren im Spritzgießprozess. Dabei wird der Schmelzefluss in den ein-zelnen Kavitäten eines Mehrfach-Werk-zeugs ermittelt und über die jeweiligen Düsentemperaturen angepasst und op-timiert [1–4].
Ganz neue Möglichkeiten im Bereich der Prozessregelung bieten sich dadurch, dass die Positionen der Nadeln in ent-sprechenden Verschlussdüsen direkt in Abhängigkeit des Schmelzeflusses ge-steuert und geregelt werden können. Auf diese Weise lassen sich Mehrfach-Werk-zeuge ausbalancieren, ohne die Düsen-temperaturen von Heißkanälen zu verän-
dern. Heißkanalsysteme für Thermo-plast-Materialien können nach diesem Prinzip ebenso balanciert werden wie Kaltkanalsysteme beim Flüssigsilikon- Spritzgießen.
Das Regelprinzip
Die Vorteile von Nadelverschlussdüsen sind hinlänglich bekannt. Im Vergleich zu offenen Düsen können größere Dü-
[FAHRZEUGBAU] [MEDIZINTECHNIK] [VERPACKUNG] [ELEKTRO & ELEKTRONIK] [BAU] [KONSUMGÜTER] [FREIZEIT & SPORT] [OPTIK]
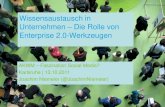
4-fach-Spiral-Werk-
zeug mit Nadelver-
schlussdüsen für die
Erprobung des
Priamus-Regelsys-
tems zur automati-
schen Balancierung
über den Verschluss-
düsenhub (© Priamus)

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
Kunststoffe 6/2016 www.kunststoffe.de
Regelungstechnik SPRITZGIESSEN 3
gezielt optimieren. Einige Steuerungs-konzepte, z. B. die activeGate-Systeme der Synventive Molding Solutions GmbH, Bensheim, erlauben es außer-dem, die Geschwindigkeit des Nadel-
senquerschnitte verwendet werden, wodurch das Material während des Ein-spritzvorgangs weniger geschert wird. Darüber hinaus lässt sich die Zykluszeit durch den aktiven Verschluss der Düsen
Bild 1. Das Priamus-System berechnet aus den Füllunterschieden Zyklus für Zyklus, welcher
Nadelhub eingestellt werden muss, um eine balancierte Füllung zu erreichen (Quelle: Priamus)
BlueLine-Verstärker FillcontrolControl V
Verschlussdüsen-Steuerung(Heißkanal)
Verschlussdüsen-Steuerung(LSR)
VerschlussdüsenTeile aus dem Mehr-Kavitäten-Werkzeug
p
T1
T2
T4
T3
Bild 2. In jeder Kavität sind ein Drucksensor in
der Nähe des Anschnitts und vier Temperatur-
sensoren im Verlauf des Fließwegs angeord-
net. Der zuletzt platzierte Temperatursensor
kurz vor dem Fließwegende wird zur automa-
tischen Balancierung über die Verschlussdü-
sen verwendet (© Priamus)
© Kunststoffe
Messzeit
45
°C
41
39
37
35
33
31
29
27
251,0
Tem
pera
tur
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 s 3,0
8
6
4
2
0
mm
1 2 3 4
Vers
chlu
ssdü
senh
ub
Kavität 1 [°C] Kavität 2 [°C] Kavität 3 [°C] Kavität 4 [°C]
KavitätKavität
unbalanciert (Zyklus 82)
2,5
s
1,5
1,0
0,5
01 2 3 4
Bala
ncie
rzei
t
Messzeit
45
°C
41
39
37
35
33
31
29
27
250
Tem
pera
tur
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 s 3,0
8
6
4
2
0
mm
1 2 3 4
Vers
chlu
ssdü
senh
ub
KavitätKavität
balanciert (Zyklus 206)
2,5
s
1,5
1,0
0,5
01 2 3 4
Bala
ncie
rzei
t
Bild 3. Bei konstantem Verschlussdüsenhub in allen Kavitäten sind die Füllzeiten („Balancierzeiten“) in den Kavitäten zwangsläufig unterschiedlich
(links). Im balancierten Zustand (rechts) erfolgt die Füllung in allen Kavitäten gleichzeitig – Voraussetzung für eine gleichmäßige Qualität der Teile
(Quelle: Priamus)
© Kunststoffe
© Kunststoffe

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
© Carl Hanser Verlag, München Kunststoffe 6/2016
4 SPRITZGIESSEN Regelungstechnik
Einstellwerte des jeweiligen Nadelhubs und übermittelt diese über eine Schnitt-stelle an die Verschlussdüsensteuerung. Auf diese Weise werden die Füllzeiten in jeder Kavität adaptiv und automa-tisch aneinander angeglichen und ba-lanciert.
Automatische Nadelverschlussdüsen- Regelung im praktischen Einsatz
Um die automatische Nadelverschlussdü-sen-Regelung zu erproben, hat der Heiß-kanalspezialist Synventive an seinem Stammsitz in Peabody, Massachusetts/USA, ein Heißkanal-Testwerkzeug gebaut und jede der vier Kavitäten mit jeweils einem Werkzeuginnendruck-Sensor (Typ 6002B) und vier Werkzeugwandtempera-tur-Sensoren (Typ 4004C; Hersteller je-weils: Priamus) ausgerüstet. Hierbei wur-den der Drucksensor und die zuerst posi-tionierten drei Temperatursensoren in je-der Kavität zur Ermittlung der Viskosität und der Füllzeiten im Verlauf des Fließ-wegs verwendet, für die Erprobung der Nadelverschlussdüsen-Regelung hinge-gen ausschließlich der zuletzt positionier-te Werkzeugwandtemperatur-Sensor kurz vor dem Fließwegende (Bild 2).
Die vier einzelnen Fließspiralen in dem Werkzeug bieten aufgrund ihrer Geometrie ideale Voraussetzungen, et-waige Fließunterschiede von Kavität zu Kavität zu messen, zu regeln und auch anhand der nicht ganz gefüllten Teile vi-suell darzustellen. Die Versuche wurden mit einer Spritzgießmaschine des Typs
Allrounder 520 H 1500-400 Hidrive (Her-steller: Arburg GmbH + Co KG, Loßburg) und einem Heißkanal-Regelgerät (Typ: G24-39170M; Hersteller: Gammaflux Eu-rope GmbH, Wiesbaden) durchgeführt. Das dafür verwendete Polypropylen (Typ: P4G4Z-011; Hersteller: Flint Hills Resources, Wichita, Kansas/USA) wurde mit einem Masterbatch (Typ: BL2237P; Hersteller: Color Master Inc, Butler, Indiana/USA) ver-mischt.
Um die Fließunterschiede von Kavi-tät zu Kavität zu verdeutlichen, wird die Einstellung in den Versuchen jeweils so gewählt, dass die Teile nicht vollständig gefüllt sind. Im unbalancierten Aus-gangszustand (Zyklus 82) führt ein iden-tischer Verschlussdüsenhub trotz glei-chen Einspritzvolumens in den Ver-schlussdüsen zu unterschiedlichen Füll-zeiten („Balancierzeiten“) in den vier Kavitäten (Bild 3). Die Priamus-Verschluss-düsenregelung passt den Hub der Na-deln in jeder der vier Verschlussdüsen automatisch so lange an, bis die Füllzei-ten in allen Kavitäten praktisch iden-tisch sind (Zyklus 206).
Analysiert man den zeitlichen Verlauf der Verschlussdüsenregelung (Bild 4), wird deutlich, dass die Füllzeitunterschiede in-nerhalb weniger Zyklen deutlich redu-ziert und schließlich permanent auf ein Minimum geregelt werden. Eine Opti-mierung der einzelnen Füllzeiten über die manuelle Einstellung des Verschluss-düsenhubs ist schon deshalb undenkbar, weil eine Differenzierung von Kavität zu Kavität ohne Sensorik und automatische
Zyklusnummer
8,0
mm
7,0
6,5
6,0
5,5
5,0
4,5
4,082
Vers
chlu
ssdü
senh
ub
102 122 142 162 182 202Zyklusnummer
1,0
s
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
082
max
. Bal
anci
erze
itdiff
eren
z
102 122 142 162 182 202
Zyklus 206
Zyklus 206
Zyklus 82
Zyklus 82
Kavität 1 [mm] Kavität 2 [mm] Kavität 3 [mm] Kavität 4 [mm] max. Balancierzeitdifferenz
Bild 4. Der zeitliche Verlauf der Verschlussdüsenregelung zeigt, dass sich die Füllzeiten in den Kavitäten sofort nach Aktivierung der Regelung
deutlich annähern. Links ist der jeweilige Nadelhub der Verschlussdüsen pro Zyklus dargestellt, rechts die Balancierzeitdifferenz (Quelle: Priamus)
hubs zu steuern, was sich in einer ver-besserten Oberflächenqualität im Be-reich des Anschnitts niederschlägt. Grundsätzlich zeichnen sich die Nadel-verschluss-Steuerungen der letzten Ge-neration jedoch dadurch aus, dass die Position der Nadel über eine Schnittstel-le der Verschlussdüsensteuerung in je-dem Zyklus vorgegeben und dadurch gesteuert und geregelt werden kann.
Anstatt den Schmelzefluss in der Kavi-tät – und damit die Viskosität der Schmel-ze – über die Düsentemperaturen zu be-einflussen, ist es ebenso möglich, das Volumen der Schmelze über den Nadel-hub der Verschlussdüse von Zyklus zu Zy-klus zu regeln (Bild 1). Voraussetzung hier-für ist ein Werkzeugwandtemperatur- Sensor vor dem Ende des Fließwegs, der das Ankommen der Schmelze während des Einspritzvorgangs quasi in Echtzeit de-tektiert. Bei einem Mehr-Kavitäten-Werk-zeug werden die einzelnen Kavitäten in der Regel zu unterschiedlichen Zeitpunk-ten gefüllt, was zwangsläufig – aufgrund der unterschiedlichen Verdichtung und Schwindung – zu Qualitätsunterschieden in den Spritzteilen führt.
Durch das automatische Detektieren der Schmelzefront in jedem Formnest werden die Füllzeitunterschiede von Ka-vität zu Kavität erkannt, sie lassen sich mithilfe des Regelsystems Fillcontrol Control V (Anbieter: Priamus System Tech-nologies AG, Schaffhausen/Schweiz) auto-matisch analysieren.
Das Priamus-System berechnet für jeden einzelnen Zyklus die optimierten
© Kunststoffe

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
Kunststoffe 6/2016 www.kunststoffe.de
Regelungstechnik SPRITZGIESSEN 5
Erkennung der Schmelzefront nicht möglich wäre. Darüber hinaus ist die Ba-lancierung der verschiedenen Füllzeiten kein statischer Vorgang, sondern ein Pro-zess, der permanent während der ge-samten Produktionszeit geregelt werden muss, um die Schwankungen von Materi-al und Umgebungseinflüssen zu elimi-nieren.
Eine Grafik verdeutlicht, wie sich die unterschiedlichen Füllzeiten direkt so-wohl auf das Gewicht als auch auf die Fließweglänge der einzelnen Fließspira-len auswirken (Bild 5). Während sich so-wohl Gewicht als auch Länge der Teile
im unbalancierten Zustand stark unter-scheiden, werden diese einander im ge-regelten bzw. balancierten Zustand an-geglichen.
Flüssigsilikon: Niedrige Viskosität bewirkt große Füllzeitunterschiede
Im Gegensatz zum Thermoplast-Spritz-gießen werden Flüssigsilikon-Spritzteile in einem Kaltkanalsystem und in einem vergleichsweise heißen Werkzeug her-gestellt. Die beiden Materialkomponen-ten (Katalysator und Vernetzer) werden beim heißvulkanisierenden LSR-Spritz-
gießverfahren miteinander vermischt, wodurch der Vernetzungsprozess ge-startet wird. Die vermischten Flüssigsili-kon-Komponenten sind während des Einspritzvorgangs wesentlich niedrigvis-koser als bei Thermoplast-Schmelzen, was üblicherweise zu noch größeren Füllunterschieden bei Mehrfach-Werk-zeugen führt.
Die Geschwindigkeiten der Schmelze-fronten in den einzelnen Kavitäten verhal-ten sich hier noch sensibler und unterlie-gen vor allem unter dem Aspekt einer Prozessregelung höheren Anforderun-gen. Dabei sind die Eigenschaften von
Bild 5. Die Auswertung der Teilegewichte und der Fließweglängen offenbart eine deutliche Verbesserung vor und nach der Balancierung.
Im oberen Teil der Grafik sind die unterschiedlichen Spirallängen im Vergleich abgebildet (Quelle: Priamus)
Zyklusnummer
35
mm
31
29
27
25
23
21
19
17
150
Teile
läng
e
10 20 30 40 50 60 70 80 90 100Zyklusnummer
0 10 20 30 40 50 60 70 80 90 100
Kavität 1 [mm] Kavität 2 [mm] Kavität 3 [mm] Kavität 4 [mm]Durchschnitt
Kavität 1 [g] Kavität 2 [g] Kavität 3 [g] Kavität 4 [g]Durchschnitt
unbalanciert (Zyklus 82)
Zyklusnummer
35
mm
31
29
27
25
23
21
19
17
1590
Teile
läng
e
210190170150130110 210190170150130110
balanciert (Zyklus 206)
4,40
g
4,30
4,25
4,20
4,15
4,10
Teile
gew
icht
Zyklusnummer90
4,40
g
4,30
4,25
4,20
4,15
4,10
Teile
gew
icht
unterschiedliche Fließweglängeim unbalancierten Zustandgleiche Fließweglängeim balancierten Zustand
© Kunststoffe

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
© Carl Hanser Verlag, München Kunststoffe 6/2016
6 SPRITZGIESSEN Regelungstechnik
sich beispielsweise auf die Größe und Überspritzung der Teile auswirkt.
Aufgrund der niedrigen Viskosi-tät des Materials werden Werkzeuge für die Verarbeitung von Flüssigsilikon (LSR) zwangsläufig mit Verschlussdüsen aus-gestattet, weil sich der Volumenstrom
des eingespritzten Materials nicht anders steuern lässt. Für die Erprobung der auto-matischen Verschlussdüsenregelung von Priamus stattete die ACH solution GmbH – Hefner moulds, Fischlham/Österreich, ein 8-fach-Test-Werkzeug zur Herstel-lung von Kabelbindern mit mehreren
Silikon-Spritzteilen direkt vom Volumen abhängig, bei dem das Material vernetzt. Sind die Kavitäten eines Mehrfach-Werk-zeugs also unterschiedlich gefüllt, muss der Verarbeiter aufgrund der unterschied-lichen Vernetzung auch mit einer unter-schiedlichen Teilequalität rechnen, was
Messzeit
182
°C
178
176
174
172
170
168
166
164
162
182
°C
178
176
174
172
170
168
166
164
1621,0
Tem
pera
tur
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 s 3,0
3,0
2,8
2,6
2,4
2,2
mm3,0
2,8
2,6
2,4
2,2
mm
1
Vers
chlu
ssdü
senh
ub
Kavität 1 [°C] Kavität 2 [°C] Kavität 3 [°C] Kavität 4 [°C] Kavität 5 [°C] Kavität 6 [°C] Kavität 7 [°C] Kavität 8 [°C]
KavitätKavität
unbalanciert (Zyklus 30)
2,0
s
1,8
1,7
1,6
1,5
Bala
ncie
rzei
t
2,0
s
1,8
1,7
1,6
1,5
Bala
ncie
rzei
t
2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8
Messzeit1,0
Tem
pera
tur
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 s 3,0
Vers
chlu
ssdü
senh
ub
KavitätKavität
balanciert (Zyklus 180)
Bild 7. Die Ergebnisse bei den Versuchen mit Flüssigsilikon zeigen ein ähnliches Bild wie bei denen mit einem Thermoplasten. Ein einheitlicher
Nadelhub bewirkt zwangsläufig unterschiedliche Füllzeiten in den acht Kavitäten (links). Erst im balancierten Zustand (rechts) werden die Kavitäten
gleichzeitig gefüllt (Quelle: Priamus)
Bild 6. Zur Erprobung des Priamus- Regelsystems in einer Flüssigsilikon- Anwendung wurde ein
8-fach-Ver suchswerkzeug für Kabelbinder her gestellt (© Priamus)
© Kunststoffe
Die AutorenDipl.-Ing. (FH) Christopherus Bader ist seit 2001 Geschäftsführer der Priamus System Technologies AG, Schaffhausen/Schweiz; [email protected]. Frank Pribbernow ist seit 2008 bei Priamus beschäftigt. Seit 2013 leitet er in Schaffhausen die Abteilung Elektronik-Entwicklung.
DankDer Dank der Autoren gilt:
W Sergio Antunes, Controls Engineering Manager, und Al Bernier, R&D Injection Molding Supervisor, beide bei Synven-tive Molding Solutions, Peabody/USA;
W Wilhelm Hangweirer (Automatisierung) und Andreas Penninger (Anwendungs-technik) von der ACH solution GmbH – Hefner moulds, Fischlham/Österreich.

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.
Kunststoffe 6/2016 www.kunststoffe.de
Regelungstechnik SPRITZGIESSEN 7
Priamus-Sensoren aus (Bild 6): In jeder Ka-vität wurde zur Bestimmung der Viskosi-täten ein Werkzeuginnendruck-Sensor (Typ 6010BC) in der Nähe des Anschnitts und ein Werkzeugwandtemperatur-Sen-sor (Typ 4012B) vor dem Fließwegende positioniert. Der Temperatursensor vor dem Fließweg ende wurde wie im bereits beschriebenen Verfahren für die auto-matische Verschlussdüsenregelung ver-wendet, wobei für die Erkennung der Schmelzefront alternativ auch ein Druck-sensor eingesetzt werden könnte.
Die Versuche mit den beiden Testmate-rialien Silpuran 6600/60 A und Silpuran 6600/60 B (Hersteller: Wacker Chemie AG, München) wurden auf einer Spritzgießma-schine des Typs Engel Victory 500 H/200L/160 Combi (Hersteller: Engel Austria GmbH, Schwertberg/Österreich) durchge-führt. Als Verschlussdüsensteuerung wurde
das Servo-Shot-System der ACH Hefner ver-wendet, das direkt auf das Spritzgießwerk-zeug montiert wird und auch für die Verar-beitung von Thermoplasten geeignet ist.
Automatische Balancierung eines 8-fach-Werkzeugs für LSR
Die Versuchsergebnisse spiegeln ein ähnliches Bild wider, wie in den Versu-chen mit dem thermoplastischen Mate-rial (Bild 7). Wesentlicher Unterschied ist dabei, dass die Werkzeugwandtempera-tur-Sensoren beim Kontakt mit dem Flüssig silikon wegen des aufgeheizten Werkzeugs keinen Temperaturanstieg, sondern einen Temperaturabfall detek-tieren. Das Priamus-System ist jedoch in der Lage, Tem peratur änderungen – und somit das Eintreffen der Fließfront – in beide Richtungen (steigend und fallend) quasi in Echtzeit zu messen. Wiederum zeigt sich, dass ein in allen Verschlussdü-sen konstant eingestellter Nadelhub sich aufgrund des unbalancierten Zustands in unterschied lichen Füllzeiten („Balan-cierzeiten“) der acht Kavitäten nieder-schlägt (Zyklus 30). Im balancierten Zu-stand mit unterschiedlichen Nadelposi-tionen ist die Balancierzeit demgegen-über in allen Kavitäten nahezu identisch (Zyklus 180). Ähnlich wie in der Versuchs-reihe mit dem thermoplastischen Mate-rial ändert sich die Balancierzeit nach Ak-
Zyklusnummer
3,1
mm
2,9
2,8
2,7
2,6
2,5
2,4
2,3
2,20
Vers
chlu
ssdü
senh
ub
20 40 60 80 100 120 140 160 180 200 40 60 80 100 120 140 160 1800200Zyklusnummer
0,25
0,20
0,15
0,10
0,05
0
s
max
. Bal
anci
erze
itdiff
eren
z
200
Zyklus 180
Zyklus 180
Zyklus 30
Zyklus 30
Kavität 1 [mm] Kavität 2 [mm] Kavität 3 [mm] Kavität 4 [mm]Kavität 5 [mm] Kavität 6 [mm] Kavität 7 [mm] Kavität 8 [mm]
max. Balancierzeitdifferenz
Bild 8. Auch bei der Verschlussdüsenregelung von Silikon-Materialien werden die Füllzeitunterschiede während der Produktion permanent mini-
miert. Aufgrund der Vernetzung der LSR-Komponenten ist ein gleichmäßiges Volumen in den einzelnen Kavitäten besonders wichtig. Die extrem
niedrige Viskosität des Materials während des Füllvorgangs ist dabei eine Herausforderung (Quelle: Priamus)
© Kunststoffe
ServiceLiteratur & Digitalversion
B Das Literaturverzeichnis und ein PDF des Artikels finden Sie unter www.kunststoffe.de/1372821
English Version B Read the English version of the article
in our magazine Kunststoffe international or at www.kunststoffe-international.com
tivierung des Priamus-Systems innerhalb kurzer Zeit und wird über den Produkti-onszeitraum ständig optimiert bzw. mi-nimiert (Bild 8).
Fazit
Beide Versuche haben gezeigt, dass eine Balancierung der Fließfront unabhängig von den Düsentemperaturen nicht nur möglich ist, sondern auch effektiv einge-setzt werden kann. Eine aktive Balancie-rung der Fließfronten mithilfe von Werk-zeugsensoren über die Regelung des Na-delhubs von Verschlussdüsen ist jedoch nur der erste Schritt in Richtung intelli-genter Spritzgießwerkzeuge. Rein tech-nisch gesehen, ist die Qualitätsregelung direkt im Spritzgießwerkzeug – unabhän-gig von der Spritzgießmaschine – aus vie-len Gründen naheliegend und über weite Strecken alternativ los. Gerade die Balan-cierung von Mehrfach-Werkzeugen aus der Maschine oder dem Heißkanal ist aus physikalischen Gründen nicht möglich. Die Thematik der Prozessvalidierung wird unter diesem Blickwinkel neu beurteilt werden und die ein oder andere teure Maschinenschnittstelle wird möglicher-weise ihre Daseinsberechtigung verlieren. Die Zukunft wird zeigen, inwieweit eine direkte Qualitätsregelung aus dem Werk-zeug den Anspruch an eine aufwendige Maschinensteuerung ersetzt. W

© Carl Hanser Verlag, Munchen. Der Nachdruck, auch auszugsweise, ist nicht gestattet und muss vom Verlag schriftlich genehmigt werden.