Automatisierte Prozesskontrolle der CTP-Produktion€¦ · flusst werden, um in Form eines...
23
Automatisierte Prozesskontrolle der CTP-Produktion Eine Machbarkeitsstudie Ifra Special Report 2.32
Transcript of Automatisierte Prozesskontrolle der CTP-Produktion€¦ · flusst werden, um in Form eines...

Automatisierte Prozesskontrolleder CTP-ProduktionEine Machbarkeitsstudie
Ifra Special Report 2.32
Inhalt02
Inhalt
Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
Einführung ............................................................................................................................................................. 03
1 Praxisprobleme .................................................................................................................................................... 04
1.1 CTP-Produktionslinien im Zeitungsdruck ................................................................................................................ 04
1.2 Diskussion der CTP-Technologien ........................................................................................................................... 04
1.3 Probleme der CTP-Qualitätssicherung .................................................................................................................... 05
2 Relevanz ................................................................................................................................................................ 07
2.1 Industrielle Zeitungsproduktion .............................................................................................................................. 07
2.2 Automatisierte CTP-Prozesskontrolle ..................................................................................................................... 07
2.3 Bedeutung der Plattenqualität für die Druckqualität .............................................................................................. 08
2.4 Denken in Prozessschritten ..................................................................................................................................... 09
3 Zielsetzungen ...................................................................................................................................................... 10
3.1 Ziele der Arbeitsgruppe .......................................................................................................................................... 10
3.2 Kriterien der Konzeptstudie .................................................................................................................................... 10
3.3 Relevante Prozessparameter und ihre Erfassung .................................................................................................... 11
4 Erreichtes .............................................................................................................................................................. 12
4.1 Messkonzept ........................................................................................................................................................... 12
4.2 Festlegung des Verfahrens ...................................................................................................................................... 13
4.3 Praktische Erfahrungen mit dem Versuchsaufbau eines Geräts zur Positionierung
eines analogen Graustufenkeils in einem Purup-Eskofot DMX 2737 CTP-Belichter des „Darmstädter Echo“ ......... 14
4.4 Praktische Erfahrungen mit dem CCD-Messgerät von Techkon ............................................................................... 15
4.5 Praktische Erfahrungen mit dem Messgerät im Stanz- und Abkantautomaten ....................................................... 18
4.6 Messungen zum Entwicklungsprozess durch Agfa .................................................................................................. 18
5 Realisierung und Anwendernutzen .................................................................................................................. 20
5.1 Praxistauglichkeit des Konzepts ............................................................................................................................. 20
5.2 Angestrebte technische Realisierung und Anwendernutzen ................................................................................... 20
5.3 Technische Grenzen ................................................................................................................................................ 20
5.4 Ausblick und Produktentwicklung ........................................................................................................................... 20
6 Verwendete Abkürzungen und Fachbegriffe ................................................................................................... 22
Impressum
Ifra Special Reports, Forschungsberichte, Untersuchungsberichte zu Technik und Organisation sowie Dokumente zur Standardisierung der Verlagstechnik. Herausgeber: Ifra, Washingtonplatz, 64287 Darmstadt, Deutschland; www.ifra.com;Telefon +49.6151.733-6; Fax +49.6151.733-800. Chief Executive Officer: Günther W. Böttcher. Director of Research andConsulting: Manfred Werfel. Research Manager: Uwe Junglas. Eine Wiederveröffentlichung – auch auszugsweise – ist nurmit ausdrücklicher Genehmigung des Herausgebers und unter Angabe der Quelle gestattet. Bezug: Ifra Special Reportswerden zum Preis von 130 EUR* pro Exemplar vertrieben. Für Ifra-Mitglieder ist der Bezugspreis durch den Mitglieds-beitrag im Rahmen eines vereinbarten Kontingents abgegolten. Ifra-Mitglieder erhalten auf Anfrage zusätzliche Exemplare zu einer Kostenpauschale von 13 EUR* pro Exemplar.
* zuzüglich 7 % MWSt. in Deutschland sowie für Unternehmen und Personen der EU, die über keine VAT-Nr. verfügen.

CTP (Computer-to-Plate) hat sich vorwiegend in Eu-ropa als Produktionsverfahren in den Zeitungsbetriebenetabliert. Nach groben Schätzungen werden hier 30-40%aller Zeitungsdruckplatten im CTP-Verfahren hergestellt.Auch in anderen Regionen nimmt die Anzahl der Belichternun zu. Der optisch scheinbar perfekte Zustand der Laser-bebilderten Platten lässt jedoch nicht genügend Rück-schlüsse auf die tatsächliche Plattenqualität zu. Oft werdendefekte Platten überhaupt nicht als druckuntauglich er-kannt. Daher wäre es wünschenswert, wenn für den CTP-Prozess ein Qualitätssicherungssystem zur Verfügung stün-de, mit dem sich die versprochene Auflagenbeständigkeitder CTP-Platte und die gewünschte Tonwertzunahme so-fort bestätigen und ständig garantieren liessen.
Deshalb sollten so viele Parameter wie möglich pro-zessbegleitend erfasst, interpretiert und korrigierend beein-flusst werden, um in Form eines Regelkreises in das CTP-Produktionssystem integriert werden zu können. Im Ideal-fall – d.h. mit einem geschlossenen Regelkreis – ließe sichdann die optimale Plattenqualität automatisch sichern.
Ein erster Schritt in Richtung automatische Qualitäts-kontrolle wäre es, wenn das angestrebte System bei einerfehlerhaften Platte Alarm geben würde. In einem weiterenSchritt wäre es sinnvoll, Hinweise über den Ort bzw. dieUrsache der Abweichung geben zu können. Diese Ur-sachenidentifizierung wurde theoretisch erarbeitet undzum Teil bereits in der Praxis überprüft. Ein ausführlicherPraxistest soll folgen. Erst im dritten und letzten Schrittwäre eine Selbstregelung denkbar.
Die Ifra-Arbeitsgruppe „CTP Closed Loop Measure-ment“ wurde aus Anwendern und Herstellern, die an einerCTP-Produktionslinie beteiligt sind, zusammengestellt. DerIfra Special Report „Automatisierte Prozesskontrolle derCTP-Produktion“ dokumentiert die Ergebnisse dieser Ifra-Arbeitsgruppe.
Gegenstand der Arbeit war die Entwicklung einerKonzeptstudie, die mögliche mess- und regeltechnische Lö-sungen zeigen sollte, die der Qualitätsverbesserung in der
CTP-Produktion dienen können. Die Arbeitsgruppe kon-zentrierte sich auf Fotopolymerplatten, die im Bereich dessichtbaren Lichts bebildert werden. Dies geschah deshalb,weil Fotopolymerplatten einen hohen Marktanteil bei deneuropäischen Zeitungs-CTP-Installationen besitzen unddort die Qualitätskontrolle aufwendiger ist als z.B. bei Sil-berplatten.
Die Machbarkeit eines solchen Prozesskontrollkonzeptswurde bereits auf der IfraExpo 2000 in Amsterdam vonden beteiligten Herstellern in Ansätzen der interessiertenFachöffentlichkeit vorgestellt. Im August 2001 wurde beimDarmstädter Echo in eine der beiden dort vorhandenenCTP-Produktionslinien ein Kontrollsystem zu Testzweckenkurzzeitig eingebaut (Prototyp, s. Bild 10 und 11). Der Einbau einer endgültigen Version des Prototyps ist fürSeptember 2001 geplant. Nach dem Abschluss der Ifra-Machbarkeitsstudie wird das Projekt von den beteiligtenHerstellerfirmen selbstständig im Sinne einer Prototyp-Entwicklung weiter verfolgt mit dem Ziel, eine praxis- und serientaugliche Produktlösung zu erarbeiten.
Unser Dank geht an alle Teilnehmer der Arbeitsgruppe,die von Uwe Junglas, Research Manager der Ifra, geleitetwurde. Die erste Sitzung fand am 25. November 1999 beiIfra in Darmstadt statt. Es schlossen sich weitere sechsSitzungen an; in der letzten, am 21. März 2001, wurde dervorliegende Bericht – geschrieben von Dieter Kleeberg,Kleeberg & Stein, Johannesberg, D – in Auftrag gegeben.Er wurde von den Mitgliedern der Arbeitsgruppe geprüftund mit einigen Änderungen und Ergänzungen freige-geben.
Der Arbeitsgruppe gehörten folgende Mitglieder an:Thomas Altrath, Verlagsgruppe Rhein-Main, Mainz, D*Thomas Beyer, Fuji Photo Film GmbH, Düsseldorf, DHelmut Britsch, NELA – Brüder Neumeister GmbH, Lahr, DWolf Buchholz, Buchholz & Partner, Schönberg, DFrank Dieckhoff, Darmstädter Echo, Darmstadt, DAndreas Dreger, Techkon GmbH, Königstein, DStephan Esenwein, Agfa-Gevaert AG, Wiesbaden, DElke Horak, Druckerei Konstanz GmbH, Konstanz, DReinhard Kappen, Darmstädter Echo, Darmstadt, D* Ulrich Krzyminski, Techkon GmbH, Königstein, DGerhard Raab, Purup-Eskofot GmbH, Willich, DMichael Rettig, Darmstädter Echo, Darmstadt, DMichael Schultz, AdvancedTEC Software, Schönberg, DWieland Schwarz Fuji Photo Film (Europe), Düsseldorf, DJoachim Spiess, Glunz & Jensen A/S, Ringsted, DKManfred Werfel, Ifra, Darmstadt, DAndy Williams, Ifra, Darmstadt, DUwe Junglas, Ifra, Darmstadt, D (Leiter)*(inzwischen in veränderter Position bei einem anderenUnternehmen)
Des weiteren wurden diverse andere Anwender undMitarbeiter von Herstellerfirmen über ein e-Mail-Forumund Protokolle informiert.
September 2001
© 2001 Ifra, Darmstadt
03Einführung
Ifra Special Report 2.32
Einführung
Bild 1: Gruppenfoto vom ersten Treffen der AG bei der Ifra im November
1999 (von links nach rechts, unten: Andy Williams (Ifra), Manfred Werfel
(Ifra), Reinhard Kappen (Darmstädter Echo), Andreas Dreger (Techkon),
oben: Uwe Junglas (Ifra), Stephan Esenwein (AGFA), Gerhard Raab (Purup-
Eskofot), Frank Dieckhoff (Darmstädter Echo), Ulrich Krzyminski (Techkon)

1 Praxisprobleme04
1 Praxisprobleme
Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
1.1 CTP-Produktionslinien im Zeitungsdruck
Seit Jahren hält der Trend zum 4/4-farbigen Zeitungs-druck und zu mehr Regionalausgaben an. Dieser Trendkann als wesentlicher Grund für den stark wachsenden Be-darf an CTP-Platten gesehen werden. Denn die gestiegeneAnzahl der Druckplatten je Zeitungsseite, sowie die höherenQualitätsanforderungen des Vierfarbendrucks verlangennach den Vorteilen, die die Computer-to-Plate-Technologie(CTP) gegenüber „Computer to Film“ (CTF) bietet:> Produktion von wesentlich mehr Platten in den nach
wie vor engen Termingrenzen,> niedrigere Kosten durch Wegfall der CTF-Materialien
und analogen Prozessschritte,> niedrigere Kosten durch entsprechende Personal-
einsparungen,> bessere Druckqualität hinsichtlich des Passers und u.U.
der Farbannahme,> dadurch geringerer Makulaturanfall.
Anbieter von CTP-Belichtern mit Systemen, die explizitfür den Zeitungsdruck konzipiert sind, sind Agfa-Gevaert,Autologic International Inc., CreoScitex (Thermo), Sym-bolic Sciences, ECRM, Kodak Polychrome Graphics (Ther-mo), Krause Biagosch, Monotype/PrePress & Imaging, Purup-Eskofot und Western Lithotech (Mitsubishi).
1.2 Diskussion der CTP-Technologien
Im Zeitungsdruck sieht die prozentuale Verteilung derverschiedenen zum Einsatz kommenden CTP-Technologienanders aus als im Akzidenz- und Verpackungsdruck. Sogab es bis Anfang 2000 keine thermisch bebilderbare Plat-te („Thermoplatte“), die durch eine hohe Empfindlichkeiteinen zeitungsgerechten Durchsatz ermöglicht hätte. Wei-terhin waren bis dahin Thermoplatten teuer und andereVorteile, wie hohe Auflagenbeständigkeit, Tageslichtverar-beitung und hohe Punktschärfe konnten die Nachteilenicht aufwiegen. Erst seit Anfang 2000 steht eine spezielleZeitungsplatte, die thermisch bebildert wird, aber auf Pho-topolymerbasis arbeitet, zur Verfügung.
Im Zeitungsmarkt wird an IR-empfindlichen Plattenzur Zeit nur die Fotopolymerplatte Kodak Thermal/News830 angeboten. Western Lithotech plant, eine neue Ther-moplatte für Zeitungen auf den Markt zu bringen.
Bei Fotopolymerplatten stehen dem Anwender insge-samt drei Hersteller zur Wahl: Agfa, Fuji und – vor allemin Amerika – Western Lithotech (Mitsubishi).
Bei Silberhalogenidplatten gibt es derzeit nur einenAnbieter, nachdem die Aktivitäten von DuPont durch Agfaübernommen wurden.
Ursprünglich beabsichtigte die Ifra-Arbeitsgruppe, dieKonzeptstudie für alle lichtempfindlichen Fotopolymer-und Silberhalogenidplatten durchzuführen. EingeschränkteRessourcen und praktische Erwägungen führten dann aberschnell zur Konzentration auf Fotopolymerplatten. Trotzder Beschränkung auf lichtempfindliche Fotopolymerplat-ten werden viele CTP-Anwender von den Ergebnissen derIfra-Arbeitsgruppe profitieren können.
125
262
464
700
Oktober 1998 Oktober 1999 Oktober 2000 Oktober 2001*
1
2
18
22
69
464
Australien
Afrika
Asien
Südamerika
Nordamerika
Europa
Grafik 1: Entwicklung der CTP Installationen in europäischen Zeitungen.
(*Oktober 2001 ist eine Ifra Schätzung)
Grafik 2: Bei den bisherigen Zahlen ist Europa Spitzenreiter.
(Stand Oktober 2000) Im Jahr 2001 sind die Installationen auch in außer-
europäischen Ländern angestiegen. Die Installationen werden in allen
Kontinenten weiter zunehmen.

© 2001 Ifra, Darmstadt
051 Praxisprobleme
Ifra Special Report 2.32
1.3 Probleme der CTP-Qualitätssicherung
Die Umstellung von CTF auf CTP geschieht heute indeutlich kürzeren Fristen als noch vor wenigen Jahren:Statt einjähriger Test- und Parallelproduktions-Phasen istdie Technologieumstellung vielfach in ca. drei Monatendurchführbar. Neben der gewachsenen Zuverlässigkeit derCTP-Systeme dürfte dafür vor allem die gestiegene digitaleAusprägung des Workflows verantwortlich sein.
Allerdings stehen mit der Einführung von CTP die An-wender - nicht nur in den Zeitungsbetrieben - vor neuenQualitätssicherungs-Problemen, mit denen sie bei CTFnicht konfrontiert waren. Auf Grund des enormen Zeit-drucks und des hohen Durchsatzes können sich Zeitungs-druckereien in der Plattenproduktion keine Zeitverlustedurch Fehler leisten. Jede Unterbrechung des Auflagen-drucks wegen auszutauschender, defekter Platten und diedann stattfindende Fehlersuche erhöht den Zeitdruck zu-sätzlich. Es passiert selten, aber es ist in der Vergangenheitschon vorgekommen, dass druckuntaugliche Platten alssolche nicht erkannt wurden bzw. mit bisherigen Hilfsmit-teln gar nicht erkannt werden konnten und so in denDrucksaal gelangten.
Für die Stabilitätsschwankungen des CTP-Prozessesgibt es mehrere Gründe, die für viele Anwender nicht so-fort klar ersichtlich sind:> ungenügende Kalibrierung des Systems Belichter/RIP,> Änderung des Gerätezustandes durch geänderte
Umwelteinflüsse während der Produktion, wie Tem-peratur, Luftfeuchtigkeit,
> Verwenden einer neuen Platten-Charge, Schwan-kungen in der Produktionsqualität der eingesetztenPlatten,
> zu geringe Laserintensität durch Defekt, Alterung oderVerschmutzung des Lasers bzw. des optischen Wegs(Linsen, Spiegel),
> Temperaturschwankungen (Nacherwärmung, Entwickler) im Plattenprozessor,
> Aktivität (Erschöpfungsgrad) des Entwicklers im Plattenprozessor,
> Auswaschqualität der Plattenoberfläche,> Kombination aus mehreren der oben genannten
Ursachen.
Folgende Kontrollen sollten in regelmäßigen Abstän-den durchgefüht werden:> Laserintensitätskontrolle mit Hilfe eines analogen
Kontrollkeils (UGFA/FOGRA 1982 Teststreifen).> Gerasterte Graufläche über das gesamte Plattenformat
belichten und die Gleichmäßigkeit der Tonwertwieder-gabe überprüfen.
> In größeren Zeitabständen (z.B. 1 mal pro Woche) undbei der Geräteabnahme sollte ein digitaler Keil an 9verschiedenen Positionen einer Platte belichtet undausgemessen werden.
Weiterhin sollte auf jeder produzierten Platte ein digi-taler Kontrollkeil im Abkantbereich positioniert werden.Darin enthalten sind spezielle Kontrollfelder, die Rück-schlüsse auf die CTP-Prozessstabilität zulassen (z.B. FO-GRA/UGRA Digital Plate Wedge oder Agfa DigiControl).
Unter dem Aspekt der Qualitätssicherung wie auch derProzessautomation ist bei CTP die „Belichtungskalibration“genauso aktuell wie zuvor bei CTF. Das CTP-Kalibrations-resultat sollte sich nicht unterscheiden von dem Resultat,das früher auf der CTF-kopierten Platte erzielt wurde(davon ausgehend, dass bereits bei der Filmproduktion dieNorm DIN ISO 12647-3 eingehalten wurde).
Eine gute Kalibration ist nach wie vor eine der ent-scheidenden Voraussetzungen für eine sichere, automati-sierbare Plattenproduktion. Neben der Grundeinstellungdes Belichters ist die RIP-„Linearisierung“1 die wichtigsteProzedur der Systemkalibration Belichter/RIP: Weil dieTonwertzuname im Zeitungsdruck (laut DIN ISO 12647-3soll die Tonwertzunahme im Druck, bezogen auf ein 50%-Feld, 30% betragen) normalerweise in der Reproduktionkompensiert wird, sollte die RIP-Einstellung der Ton-wertzunahme auf der Platte entgegenwirken, damit die aufder Platte gemessenen Prozentwerte linear sind. DIN ISO12647-3 erlaubt eine Tonwertzunahme auf der konven-tionell bebilderten Negativ-Platte von 3% im Mittelton.Aus Kompatibilitätsgründen mit CTF und um Probleme beider Verarbeitung von CopyDot-Dateien zu vermeiden, istdieser Wert auch für CTP anzustreben.
Grafik 3: Das Logo der Arbeitsgruppe
1 Der Begriff „Linearisierung“ in seiner branchenüblichen Interpretation
meint nicht eine Linearisierung im streng mathematischen Sinne, sondern
eine 1:1 Übertragung der Tonwerte der Belichtungsdatei auf die Druckplatte.
D.h. 20% in der Datei werden als 20% Punkt auf der Druckplatte gemessen,
30% wie 30%, 50% wie 50% usw.

1 Praxisprobleme06Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
Die Kennlinien werden mittels eines Plattenmessgerätsaufgenommen. Zweckmäßig ist es zu versuchen, alle vor-handenen Belichter mit ein und derselben Kurve zu kali-brieren.
Wird bei regelmäßiger Überwachung eine veränderteTonwertzunahme auf der Platte festgestellt, können eineoder mehrere der oben genannten Ursachen in Frage kom-men. Unabhängig davon ist bei der Umstellung auf eineneue Plattencharge oder ein anderes Plattenfabrikat dieLinearisierung abzustimmen. Allerdings können auch in-nerhalb ein und desselben Plattenfabrikats veränderte Ton-wertzunahmen oder sogar instabile Platten vorkommen.
spät ist: in einer zu geringen Standzeit in der Druckma-schine. Auch überlagerte Platten können Probleme hervor-rufen.
Erfahrungsgemäß treten als häufige Ursachen für in-stabile Platten zu geringe Laser-Intensitäten, zu niedrigePreheat-Temperaturen und der Entwicklerzustand auf. Bis-lang gibt es aber keine zuverlässige Methode, die derartigeFehler automatisch lokalisiert und benennt und gegebe-nenfalls vorhersagt, ob die CTP-Platte bereits nach 10.000gedruckten Exemplaren am Ende sein wird. Der optischgute Eindruck, den eine Platte vermittelt, oder die auf derPlatte mit einem Plattenmessgerät aufgenommenen Ton-
Bild 3: Beispiel für ein Kontrollelement, das auf jeder Platte im Abkantbereich mit belichtet werden sollte.
Bild 2: UGRA/FOGRA Keil 1982 zur Kontrolle der Aushärtung einer Platte. Die 3. Stufe muß gedeckt sein (AGFA N91).
Die Eigenschaften einer neuen Charge können wesentlichverändert sein. Dadurch wird die Kontinuität der Produk-tion gestört. Insbesondere bei Fotopolymerplatten ist eineLagerzeit von mindestens einer Woche, besser zwei Wo-chen ab Herstellungsdatum abzuwarten, um die vorsensi-bilisierte Polymerschicht genügend „reifen“ zu lassen. Ei-ner zu kurz „abgelagerten“ Platte ist dieser Mangel nichtvor der Bebilderung und sehr schwierig nach Bebilderungund Entwicklung anzusehen.Er äußert sich erst, wenn es zu
wertübertragungskennlinien sind keinesfalls eine Garantiedafür, dass die Platte die vom Hersteller ausgewiesene Auf-lagenhöhe auch übersteht. Zuverlässige Messmethoden füralle übrigen Parameter wären jedoch die Voraussetzung füreine permanent kontrollierbare und sogar geschlossenregelbare CTP-Plattenproduktion.
Dieses Defizit – vor dem Hintergrund der geschildertenProbleme – war Anlass für die Formierung der Ifra-Ar-beitsgruppe „CTP Closed Loop Measurement“.

© 2001 Ifra, Darmstadt
072 Relevanz
Ifra Special Report 2.32
2.1 Industrielle Zeitungsproduktion
Die industrielle Zeitungsproduktion, als anvisiertesZiel, ist gekennzeichnet durch viele automatisierte undComputer-gestützte Prozesse. Manuelle Arbeiten, entwederlogistischer Natur oder das Einrichten der Druckmaschinenbetreffend, sind auf ein notwendiges Minimum reduziert.Sonstige Eingriffe erfolgen über Benutzerschnittstellen anPCs, Workstations oder Leitständen. Ein übergeordnetesWorkflow-Management – vor allem in der Druckvorstufe –koordiniert die technischen Abläufe (z.B. Bereitstellen derSeiten, RIP-Warteschlangen) und kontrolliert ihre Fehler-freiheit (z.B. Preflights, Proofs).
Charakteristisch für einen konsistenten Vorstufen-Workflow in der industriellen Zeitungsproduktion sindProduktionslinien, die weitestgehend automatisch arbeiten.Dies ist bereits bei CTF bis zu einem bestimmten Grad derFall: Automatisch beschickte Filmbelichter, eingebunden inein Workflow-Management, sind an einen Online-Prozes-sor angeschlossen. Eine Online-Anbindung zur Plattenher-stellung, die zumindest verarbeitungsseitig automatisiertist, besteht allerdings nicht.
CTP geht einen Schritt weiter, indem auch die Platten-herstellung in die bebildernde Produktionslinie integriertwird. Komplizierter als bei CTF gestaltet sich allerdingsschon die Beschickung des CTP-Belichters mit den Platten:Sie werden nicht wie der Film von einer Rolle problemlosabgewickelt, sondern müssen vereinzelt und von Zwi-schenpapier befreit werden. Dafür aber ist der Anwenderflexibler, wenn das Plattenformat gewechselt werden muss,indem sich gleichzeitig Kassetten unterschiedlicher For-mate vorhalten lassen.
Die Bemühungen der Ifra-Arbeitsgruppe zielen auf dasproblemlose Funktionieren des CTP-Prozesses innerhalbder industriellen Zeitungsproduktion.
2.2 Automatisierte CTP-Prozesskontrolle
Generell verwendet die Zeitungsindustrie im Vergleichzu anderen Industrieproduktionen relativ wenige automa-tische Kontrollmechanismen im Sinne selbst steuernderRegelkreise. Resultat ist, dass die Qualitätsschwankungenoft hoch sind. Um diese Schwankungen zu minimieren,sollten im Gesamtprozess Messmechanismen bis hin zugeschlossenen Regelkreisen eingebaut werden, um einekonstantere Qualität zu gewährleisten.
Die automatisierte CTP-Prozesskontrolle ist ein wich-tiger Schritt in Richtung einer vollumfänglich industriellenZeitungsproduktion. Denn, wie beschrieben, stehen die bis-her mangelhaften Qualitätssicherungsmittel einer fehler-freien automatisierten CTP-Produktion im Wege.
Die CTP-Qualitätskontrolle muss den selben Ansprü-chen genügen, die an die gesamte industrielle Zeitungspro-duktion gestellt werden. Sowohl im bisherigen Szenarioder CTF-Produktion als auch im neuen CTP-Szenariokommt die Qualitätskontrolle der Druckplatte zu kurz, d.h.die Qualitätskontrolle auf der Druckplatte wurde auch imkonventionellen Plattenkopierprozess oft unterschätzt.
Das Messen von Filmen hingegen wird durchaus häu-fig und meist konsequent praktiziert, doch mit der Ein-sparung des CTF-Zwischenschritts fällt dieses zuverlässigeKontrollmittel weg. Vor allem daraus wird die wachsendeBe-deutung einer CTP-Plattenmessung ersichtlich.
Der Grund, dass in den letzten Jahren an Platten nichtoder lediglich mit oft ungeeigneten Densitometern dergeometrische Rastertonwert gemessen wurde, lag am Feh-len spezieller Plattenmessgeräte. Inzwischen wurden plani-metrisch arbeitende Videomikroskope entwickelt und opti-miert.
Planimetrie bedeutet „Flächenmessung“ an der Platten-oberfläche. So messen diese Geräte also keine optischeDichte. Vielmehr unterzieht ein Online-PC-Programm dieVideoaufnahme einer Bildanalyse, bei der Form, Größeund Orientierung der Rasterpunkte CCD-Pixel-weise erfasstwerden. Eine eventuelle stochastische Verteilung von Ras-terpunkten sorgt für die automatische Identifizierung alsFM-Raster. Die Helligkeit der Pixel liegt dann entwederüber oder unter einem bestimmten Schwellenwert für den„druckbaren Punkt“. Daraus lassen sich wesentlich exaktereRückschlüsse auf den Rastertonwert und letztendlich dieTonwertübertragungs-Kennlinie ziehen.
Die zu erwartende Standfestigkeit der vermessenenRasterpunkte geht aus den Resultaten aber nicht hervor. Indieser Hinsicht ist die Planimetrie genau so wenig für dieQualitätskontrolle der Platte geeignet wie das menschlicheAuge.
2 Relevanz
2 Relevanz08Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
Die planimetrische Messmethode eignet sich in ersterLinie für die Belichterkalibration und damit nur für einenTeil der CTP-Qualitätssicherung. Wie schon gesagt, kanndie Kalibration, wenn sie exakt ist, nur eine Basis für dieAussagekraft anderer Qualitätskontrollmittel sein, indem> die Planimetrie die Tonwertübertragungs-Kennlinie
liefert, deren Einhaltung es mit anderen Kontrollmit-teln (möglichst automatisch) zu überwachen gilt,
> eine fehlerhafte Kalibration als Ursache für eventuelleParameterabweichungen auf der Platte ausgeschlossenwerden kann.
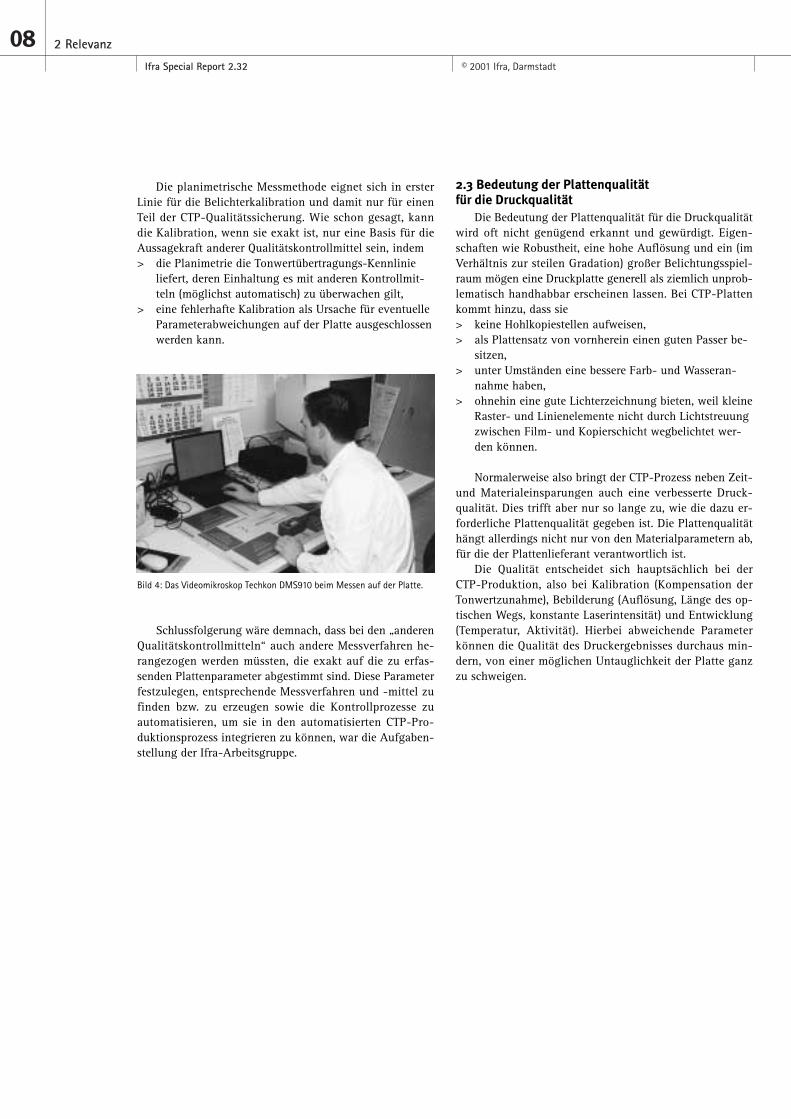
2.3 Bedeutung der Plattenqualität für die Druckqualität
Die Bedeutung der Plattenqualität für die Druckqualitätwird oft nicht genügend erkannt und gewürdigt. Eigen-schaften wie Robustheit, eine hohe Auflösung und ein (imVerhältnis zur steilen Gradation) großer Belichtungsspiel-raum mögen eine Druckplatte generell als ziemlich unprob-lematisch handhabbar erscheinen lassen. Bei CTP-Plattenkommt hinzu, dass sie> keine Hohlkopiestellen aufweisen,> als Plattensatz von vornherein einen guten Passer be-
sitzen,> unter Umständen eine bessere Farb- und Wasseran-
nahme haben,> ohnehin eine gute Lichterzeichnung bieten, weil kleine
Raster- und Linienelemente nicht durch Lichtstreuungzwischen Film- und Kopierschicht wegbelichtet wer-den können.
Normalerweise also bringt der CTP-Prozess neben Zeit-und Materialeinsparungen auch eine verbesserte Druck-qualität. Dies trifft aber nur so lange zu, wie die dazu er-forderliche Plattenqualität gegeben ist. Die Plattenqualitäthängt allerdings nicht nur von den Materialparametern ab,für die der Plattenlieferant verantwortlich ist.
Die Qualität entscheidet sich hauptsächlich bei derCTP-Produktion, also bei Kalibration (Kompensation derTonwertzunahme), Bebilderung (Auflösung, Länge des op-tischen Wegs, konstante Laserintensität) und Entwicklung(Temperatur, Aktivität). Hierbei abweichende Parameterkönnen die Qualität des Druckergebnisses durchaus min-dern, von einer möglichen Untauglichkeit der Platte ganzzu schweigen.
Bild 4: Das Videomikroskop Techkon DMS910 beim Messen auf der Platte.
Schlussfolgerung wäre demnach, dass bei den „anderenQualitätskontrollmitteln“ auch andere Messverfahren he-rangezogen werden müssten, die exakt auf die zu erfas-senden Plattenparameter abgestimmt sind. Diese Parameterfestzulegen, entsprechende Messverfahren und -mittel zufinden bzw. zu erzeugen sowie die Kontrollprozesse zuautomatisieren, um sie in den automatisierten CTP-Pro-duktionsprozess integrieren zu können, war die Aufgaben-stellung der Ifra-Arbeitsgruppe.

© 2001 Ifra, Darmstadt
092 Relevanz
Ifra Special Report 2.32
2.4 Denken in Prozessschritten
Das Denken in Prozessschritten ist erforderlich für diegesamte Strecke der Zeitungsherstellung. Die Prozess-schritte in der industriellen Zeitungsproduktion sind:> Erzeugen von Zeitungsseiten durch layoutgebundene
Text-/Bildredaktion und Anzeigenplatzierung,> nach zeitlichen Prioritäten koordiniertes Ausgeben der
ausgeschossenen Zeitungsseiten in der Druckformher-stellung (CTF plus Plattenkopie oder CTP),
> Einrichten der Druckmaschine und Auflagendruck,> Komplettieren (mit vorgedruckten Büchern oder Sup-
plements), Sortieren und Konfektionieren der Zeitungs-exemplare für den Versand.
Dabei erweist sich CTP in mehrerer Hinsicht als einekritische Stufe:> die CTP-Produktionslinie darf nicht durch Störungen
zum „Flaschenhals“ geraten (in der Regel sind deswe-gen Backup-Systeme vorhanden),
> mit der Plattenqualität entscheidet sich größtenteilsdie Druckqualität,
> eventuell sind Ersatzplatten neu auszugeben, wennPlatten im Druck beschädigt wurden oder nicht ihrevorgesehene Auflagebeständigkeit erreichten.
Funktionalität Farbdensitometer* Plattenmessgerät*
Messprinzip optische Dichte unter dem Farbfilter, Videomikroskop-Aufnahme
der maximalen Kontrast zur Schichtfärbung bietet
Analyse der Messung Anwendung der Murray-Davies Formel planimetrische Auswertung
ermittelte Parameter optisch wirksamer Flächendeckungsgrad, Korrektur der geometrischer Rastertonwert
Murray-Davies Formel nach Yule-Nielson mit n > 1 AM: Rasterweite, -winkel, -form
AM und FM: Rasterpunktgrößen
Parameterdarstellung Software-gestützt als Tonwertübertragungs-Kennlinie Software-gestützt als Tonwert-
(grafisch und tabellarisch) übertragungskennlinie (graf., tab.),
außerdem AM- und FM-Rasterparameter
Aussagefähigkeit nicht ausreichend exakt, Unterschiede bei verschiedenen hohe Wiederholgenauigkeit, exakt
Schichtfarben möglich
Anwendung der Yule-Nielsen Korrektur zumindest zweifelhaft
*) Beide Gerätearten werden in gleicher Weise gehandhabt: Die Messung an Kontrollstrips und Keilen erfolgt
in paralleler Ausrichtung zur Plattenkante. Auf bestimmten Plattenarten (abhängig von der Farbe und dem
Maximalkontrast) können Spektralfotometer sehr gute Ergebnisse liefern.
Tabelle 1: Messverfahren für konventionelle und CTP-Platten im Vergleich
Damit kritische Situationen im Vorhinein entschärftwerden, sind standardisierte Bedingungen erforderlich.Deren Überwachung ist noch nicht in allen Prozessschrit-ten gewährleistet – eben in der CTP-Produktion. Die Kon-trolle der Kennlinie mittels Plattenmessgerät ist heute einzusätzlicher manueller Schritt und reicht, wie bereits fest-gestellt, nicht aus, um alle relevanten Parameter konstantzu halten.
Auch im Kleinen ist eine Betrachtung in Prozessstufensinnvoll. Die Qualität des CTP-Prozesses ist von drei Haupt-komponenten abhängig:> Platte,> Belichter,> Prozessor.
Demzufolge sind Kontrollelemente zu finden, die es er-möglichen, die verschiedenen Prozessparameter diesen dreiKomponenten getrennt zuzuordnen.

3 Zielsetzungen10
3 Zielsetzungen
Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
3.1 Ziele der Arbeitsgruppe
Aus den vorangegangenen Ausführungen seien hiernochmals die Zielsetzungen der Ifra-Arbeitsgruppe zusam-mengefasst:> Der CTP-Plattenproduktionsprozess, insbesondere bei
Fotopolymerplatten, soll so gestaltet werden, dass erautomatisiert kontrollierbar wird.
> Es soll ein Mess-, Kontroll- und Regelsystem erarbeitetwerden, das sich in die CTP-Produktionslinie integrie-ren lässt.
> Als erstes Ziel soll dieses System die vorgegebenenReferenzwerte der CTP-Platte und z.B. die gewünschte,durch Kalibration eingestellte Tonwertzunahme sofortbestätigen und Fehler bzw. Abweichungen als Alarman den Bediener melden.
> In einer weiteren Stufe soll das System bei einemAlarm mögliche Fehlerquellen benennen.
> In der letzten Ausbaustufe soll dieses System idealer-weise in Form eines geschlossenen Regelkreises wirken.
> Eine gute Kalibration des Systems Belichter/RIP –durchgeführt und kontrolliert mittels eines Platten-messgeräts für eine ganz bestimmte Plattencharge – muss vorausgesetzt werden, um das Problem aufPlatte, Belichter oder Prozessor eingrenzen zu können.
> Im Falle eines geschlossenen Regelkreises muss einstörender Einfluss auf das System den Bedienern deut-lich angezeigt werden, weil z.B. eine Neukalibration imRIP die Gefahr birgt, dass ein Problem nicht erkanntwird, bis die Grenzen der Regelung erreicht sind unddie Parameterabweichung inzwischen zu groß ist.
> Festzulegen, zu erfassen und zu beeinflussen sind Pa-rameter, die die Plattenqualität maßgeblich beein-flussen und von den jeweiligen Gerätezuständen derProduktionslinie oder der Chargenqualität abhängigsind.
3.2 Kriterien der Konzeptstudie
Die Ifra-Arbeitsgruppe stellte fünf Kriterien auf, die beider Entwicklung der Konzeptstudie wie auch der Umset-zung in die spätere Produktlösung maßgeblich sind:> Offene Lösung. Um so vielen Zeitungsbetrieben wie
möglich die Anwendungsmöglichkeit zu geben, musseine Lösung gefunden werden, bei der keiner der in derjeweiligen CTP-Produktionslinie vereinigten Herstellerausgegrenzt sein darf – unabhängig von einem Enga-gement in der Arbeitsgruppe.
> Integrierbar in existierende Systeme. Der Einbau soll inbisherigen und künftigen CTP-Systemen möglich sein.
CTP-Komponente Parameter-Beschreibung Kontrollmöglichkeiten
Plattenmaterial Träger, Laufrichtung, Aufrauung, Lichtempfindlichkeit, Chargentest
Gradation, Tonwertzunahme
Plattensujet Bebilderungsanteil je Gesamtfläche Farbzonenvoreinstelldaten
(ggf. CIP4) aus dem RIP
RIP Rasteralgorythmus, Plattenmessgerät
KalibrierungTonwertzunahme auf der Platte (z.B. planimetrisches Videomikroskop),
digitaler Kontrollkeil
Laser Intensität, Fokus, Verschmutzung, analoger Halbtonkeil, Siemensstern,
mechanische Veränderungen, Tonwertzunahme Schachbrett-/Linienmuster
Prozessor Plattentransportgeschwindigkeit Drehzahl einer aufsetzenden Rolle
(zurückgelegter Umfang je Umdrehung)
Preheat Prozessor-interne Temperatur Temperaturmessung auf Plattenrückseite,
evtl. kontaktlos auf Vorderseite
Entwickler Temperatur, Aktivität, Füllstand, Bürstenpressung Temperatursensoren,
Konstanthaltern der Aktivität über Regenerierung
Prewash, Spülstation Messung des Anteils der ausgewaschenen Deckschicht, pH-Wert-Messung, Leitwertermittlung
Algenbildung, Tonen
Prozessor Trocknertemperatur Luftthermometer
Tabelle 2: Parameter, die den CTP-Gesamtprozess beeinflussen können
© 2001 Ifra, Darmstadt
113 Zielsetzungen
Ifra Special Report 2.32
> Kein Zeitverlust in der Produktion. Das Mess-, Kontroll-oder Regelsystem darf die CTP-Produktion nicht störenoder zu Zeitverzögerungen führen.
> Kein zusätzlicher Manpower-Aufwand. Die angestrebteLösung darf keine zusätzlichen Arbeitskräfte binden.
> Mindestziel: automatische Warnung. Wenn zunächstkein geschlossener Regelkreis aufgebaut werden kann,soll das System zumindest warnen, dass etwas im Pro-zess außerhalb der Soll-Parameter abläuft.
3.3 Relevante Prozessparameter und ihre Erfassung
Nachdem der erste Ansatz verworfen worden war, aus-schließlich von einem digitalen Plattenmesskeil auszuge-hen, mit dem die RIP-„Linearisierung“ überprüft wird, kon-zentrierte sich die Arbeitsgruppe auf die Parameter, die denBelichter (Laser), den Prozessor und die Platte charakte-risieren. Diese prozessrelevanten Parameter, die die ver-schiedenen CTP-Komponenten hervorbringen und die denGesamtprozess beeinflussen können, wurden hinsichtlichihrer Kontrollierbarkeit mit Messelementen und Messtech-nik diskutiert:> Die Preheat-Temperatur muss prozessorintern auf einer
konstanten Temparatur gehalten werden. Eine kontakt-lose Temperaturmessung auf der Plattenrückseite wur-de in Erwägung gezogen.
> Die Laserintensität muss hinsichtlich Fokus, Verschmut-zung und mechanischer Veränderungen kontrolliertwerden, was mit Hilfe eines Siemenssterns realisiertwerden kann.
> Entwicklertemperatur und -aktivität können mit vor-handen Sensoren für die Temperatur und die Durch-laufgeschwindigkeit, sowie mit einem speziellen Sys-tem für die Entwickleraktivität (Leitwertregelung),überprüft werden.
> In der Spülstation lassen sich Algenbildung und Tonendurch die Leitwert-Messtechnik kontrollieren.
> Das aktuelle Plattenmaterial wird einem Chargentestunterzogen, der Träger, Laufrichtung, Aufrauung undLichtempfindlichkeit betrifft.
> Diese Parameter haben ihrerseits Einfluss auf die Härteder lichtempfindlichen Fotopolymerschicht, die anhandeines Punkt-Linien-Messelements (bekannt aus demAgfa-Testkeil für die Platte N91) und eines Halbton-Keils (sieben Stufen) ablesbar ist.
Eine weitere entscheidende Arbeit war es, geeigneteMesselemente zu finden, die es nach Möglichkeit erlauben,die verschiedenen Prozessparameter den drei Komponen-ten Platte, Belichter und Prozessor getrennt als Verursacherzuzuordnen. Um diese Aufgabe für Fotopolymerplatten zubewältigen, kam die Arbeitsgruppe zu dem Schluss, dassnur ein optischer Filterkeil geeignet sei, die Durchhärtungeiner Platte verlässlich zu prüfen.
Voraussetzung für das Funktionieren dieses Keils istder Einsatz eines speziellen abgestuften optischen Filtersan einer genauen Position im Belichter.
Die Alternative, anstatt einen Filter einzubauen, denLaserstrahl in der Intensität während der Belichtung zumodulieren, wurde nicht favorisiert, weil einerseits dasEinschwingverhalten des Lasers zu berücksichtigen wäreund andererseits fraglich ist, ob alle Belichtersysteme dieMöglichkeit der Energiemodulation erlauben. Allerdingsmuss sich ein optischer Filter mechanisch in die Belichter-systeme integrieren lassen.
Grundsätzlich war die Frage zu klären, welcher Art einMesselement sein soll, das der Bewertung der Laserinten-sität dient – digital und/oder analog:> „digital“ bedeutet, dass das Element Bestandteil des
Bebilderungsjobs sein muss,> „analog“ erfordert das Dazwischenschalten eines
physikalisch vorhandenen Elements zwischen Laserund Platte.
Als Lösungsvorschläge, wie das Messelement erzeugtund gemessen werden kann, wurden diskutiert:> ein digitales Element (ähnlich dem DigiContol von
Agfa) in Form eines „pseudo-analogen“ Graukeils, be-stehend aus einem Linienraster und einem Feinpunkt-raster, die bei optimalen kalibrierten Bedingungen einhomogenes Erscheinungsbild ergeben; bei Änderungder Laser-Intensität, aber auch anderer Parameter, ein-schließlich Entwicklung, wird die Tonwertzunahme beiden Punkten anders als bei den Linien ausfallen, sodassein breites, stilisiertes Ausrufezeichen „!“ sichtbar wird– genügend auffällig als visuelles Alarmsignal, aberohne jeden Hinweis auf für die Störung den verant-wortlichen Parameter;
> ein analoges Element (ein Filmstreifen oder Glasfilter,eventuell kombiniert mit digitalen Linienelementen, diein Kombination eine erweiterte Beurteilung ermögli-chen), das in den Belichter eingebaut wird und bei Be-darf in den optischen Weg einschwenkt, um im Ab-kantbereich der Platte mitbelichtet zu werden. DieMessung erfolgt mit einer Videokamera, die mit einemKontrast-steigernden Farbfilter ausgestattet ist. NachErfahrungen mit Videokamera-basierten Plattenmess-geräten sollten sowohl die Dichteunterschiede in demanalogen Stufenkeil als auch das Grenzverhalten einesSiemenssterns gut darstellbar sein und die Schluss-folgerung „Platte OK“ oder „Platte schlecht“ erlauben.Sekundär ist, wie oft das Belichten und Messen desKontrollelements erfolgen sollte – ob bei jeder Platteoder z.B. nur bei jeder 10. Platte.

4 Erreichtes12
4 Erreichtes
Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
4.1 Messkonzept
Als entscheidende messbare Parameter wurden verein-bart und wie folgt priorisiert:> [1] Entwickleraktivität,> [2] Vergleich zwischen eingestellter und gemessener
Laser-Intensität,> [3] Laser-Fokus,> [4] Verschmutzung des optischen Weges Laser – Platte.
Ihre Messbarkeit ist anhand mehrerer Messelementemöglich, sodass ihre Wirkung bei einzelnen oder mehrerenElementen gleichzeitig eine genauere Bestimmung derFehlerursache erleichtert.
Das Messverfahren beruht auf einer Erfassung derMesselemente mit einer CCD-Videokamera. Eine solcheKamera kann in Verbindung mit entsprechender Softwaresowohl planimetrische Bildanalysen durchführen als auchHelligkeiten bzw. optische Dichten „messen“, wie verschie-dene Echtzeit-Messsysteme an laufenden Papierbahnen be-reits in der Praxis beweisen.
Als aussagekräftigste Testelemente wurden in einem 40 x 9 mm großen Kontrollelement zusammengestellt:1. Optischer Halbtonkeil. Der echte Halbton-Stufenkeil
(Bestandteil des UGRA/FOGRA-Keils 1982) – erzeugtdurch Halbtonfilter von 0 bis 1,5 Dichte und abgestuftin 0,15-er Schritten (11 Felder, s. Bild 2 und Bild 7). Ein kritischer Punkt bleibt die zunächst testweise Ver-wendung des UGRA/FOGRA-Halbtonkeils, der als Film-streifen zwar preiswert ist, jedoch von der stofflichenKonsistenz her nicht den idealen Messkeil verkörpert.Aus Gründen der mechanischen Stabilität und Licht-streuung wäre ein Glasfilter besser geeignet. Dochabgesehen von der Verfügbarkeit von Absorptionsglas-filtern (sie würden im Gegensatz zu Reflexionsglasfil-tern z.B. in einem Innentrommelbelichter keine Prob-leme hervorrufen) können Glasfilter ganz allgemeinReflexionen an ihren Kanten erzeugen, und sie sind ineinem Belichter nur mit höherem technischen Aufwandzu installieren und auf die Platte zu kopieren. Außerdem wäre in Anpassung an die Belichtungsgeo-metrie ein leicht gebogener Glasfilter nötig, was vomHerstellungsaufwand im Rahmen dieses Projekts in-akzeptabel war.
2. Digitaler Keil. Er wird so belichtet, dass er sich direktan den optischen Halbtonkeil anschließt. Er muss nichtim Objektivbereich der Video-Kamera liegen, da er alsein rein visuelles, ergänzendes Alarmsystem gedacht ist.Der digitale Keil besteht aus folgenden Komponenten:(s. Bild 6 und Bild 7)
> Siemensstern Dieses Element stellt einen 4 x 4 mmgroßen Viertelausschnitt aus einem vollen Siemens-sterns dar. Dieser digital belichtete Viertel-Siemenssternreagiert auf Veränderungen des Lasers hinsichtlichseiner Fokussierung [3], die durch scheinbare Auf-lösungsverschlechterung verantwortlich sind für Ab-weichungen in Größe und Form der Rasterpunkte aufder Platte. Auch Entwickler [1], Belichtung und Ver-schmutzungen [4] haben Einfluss auf die Wiedergabedes Elements.
> Punkt-/Linienmuster. Die beiden je 2 x 2 mm großen,digital belichteten Elemente sind bekannt aus demAgfa-Testkeil für die Fotopolymerplatte N91 zumAnzeigen des Tonwertes der Platte. Hier dienen sie beider Auswertung des CCD-Videobildes zur Kontrolleeiner eventuell erhöhten Tonwertzunahme auf der Plat-te, die verursacht werden kann durch Verschmutzung[4], Intensitätsänderung [2] und Defokussierung [3] desLaser sowie durch Änderung der Entwickleraktivität[1]. Das schachbrettähnliche Muster (horizontale undvertikale Verbreiterung möglich) besteht aus 4 x 5 Pi-xel großen Zellen mit 2 x 2 eingeschalteten Pixeln. Dassenkrechte Linienmuster (nur horizontale Ausdehnungmöglich) aus drei eingeschalteten und sechs ausge-schalteten Pixelfolgen je Pixelzeile. (s. Bild 5)
> Drei 0% und 100%-Felder. Die je 2 x 4 mm großen,digital belichteten Felderpaare geben Aufschluss überden maximalen Kontrast und dienen der Kalibrationdes Messgerätes.
Bild 5: Das Punkt-/Linienmuster.

© 2001 Ifra, Darmstadt
134 Erreichtes
Ifra Special Report 2.32
> Rasterfelder mit 25%, 50% und 75% Flächendeckung(kalibriert und unkalibriert) und Linienmuster. Zusätz-lich dienen sie vor allem der Prüfung, ob die im RIPeingestellte Linearisierung eingehalten wurde. Denkbarwären hier weitere Felder, z.B. mit 5% und 95% Flä-chendeckung.
> Strich-Code. Der noch verbleibende Raum, der nichtvon Kontrollelementen belegt ist und von der Kameraerfasst wird, kann mit einem Strichcode und mit demNamen des Belichters in Klarschrift versehen werden(sinnvoll bei mehreren Belichtern).
4.2 Festlegung des Verfahrens
In dem Halbtonkeil von Bedeutung sind die Felder 1 bis 10, wobei die Felder 2 und 3 genügend Deckung undeinen typischen Glanz aufweisen müssen. Auf einer gutbelichteten Platte, d.h. einer gut durchhärteten Schicht,sollte kein Unterschied zwischen Feld 2 und 3 sichtbarsein. Bei der visuellen Prüfung sieht der Betrachter seitlichauf die Testflächen und kippt die Platte leicht an. Um denGlanz auch messtechnisch zu prüfen, sollte die CCD-Kamera keinen Glanz unterdrückenden Polarisationsfilterverwenden.
Im Viertel-Siemensstern wird der nicht mehr aufgelösteBereich analysiert – also dort, wo die Strahlenlinien zuvoller Flächendeckung verschmolzen sind. Im Normalfallhat dieser Bereich die Form eine Viertel-Ellipse, deren
beide Radien, a und b, parallel zu den horizontalen undvertikalen Testfeldkanten verlaufen. Die Ausdehnungendieser Radien werden in einer Kalibriation als Referenz-werte festgelegt und dann während der Plattenproduktiongemessen und verglichen. Der relativ kleine Bildausschnitt,und damit die geringe Anzahl von Pixeln, reichen nachersten Tests aus, um die beiden Radien auszumessen, so-dass ein Zoomen durch das Objektiv nicht nötig ist.
Das Punkt-/Linienmuster kann die Kamera in derselbenAuflösung wie den Siemensstern erfassen. Die Auswertunghinsichtlich einer Tonwertzunahme gelingt planimetrischfür die geometrische Flächendeckung.
Die drei 0%/100%-Felder werden zugleich zur Kalibra-tion der CCD-Kamera benötigt. Sie dienen der Kamera alsReferenz für das Trägermaterial (0%) und für die ausge-härtete Schicht (100%). Drei Felder wurden deshalb ge-wählt und über das Kontrollelement verteilt, weil somitauch Materialschwankungen und Abdunklungseffekte amRand der Aufnahmefläche kompensiert werden könnten.
Voraussetzung für eine akkurate Messung ist das prä-zise Ausrichten der Platte. Eine Toleranz von 20 bis 70 µmbeim Positionieren erscheint realisitisch und akzeptabel.Bei der Positionierung des einzuschwenkenden Halbton-keils hingegen reicht eine Genauigkeit von ±0,5 mm aus.Da das Messelement im Testfall an der Anlageseite be-lichtet wird, stellen die unterschiedlichen Referenzen, wiePassmarken und Plattenkante, kein Problem dar.
Bild 6: Der Aufbau des Kontrollelements. Oben der analoge, unten der digitale Teil. Zusätzliche Rasterfelder sind möglich, aber hier nicht in der Abbildung
enthalten.
Bild 7: Aufnahme des Kontrollelemntes. Aufgenommen mit der CCD-Kamera.
optischer Halbtonkeil
digitaler Keil
0%-100% Feld StrichcodeSiemensstern Schachbrett-/Linienmuster
optischer Halbtonkeil
digitaler Keil
0%-100% Feld StrichcodeSiemensstern Schachbrett-/Linienmuster

4 Erreichtes14Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
4.3 Praktische Erfahrungen mit dem Versuchsaufbaueines Geräts zur Positionierung eines analogenGraustufenkeils in einem Purup-Eskofot DMX 2737CTP-Belichter des „Darmstädter Echo“
Von Anfang an geplant war der Einbau des Mess- undKontrollsystems in der CTP-Produktion des „DarmstädterEchos“. Die Produktionslinie besteht aus einem BelichterPurup-Eskofot DMX 2737 und einem Online-ProzessorGlunz & Jensen Interplater 85HD. Gleich daneben stehteine identische Backup-Linie. Ein Stanz- und Abkantauto-mat NELA VCP2002 arbeitet die Platten beider Linien ab.
Im Rahmen eines ersten Tests wurde zunächst eine pro-visorisch konstruierte Vorrichtung zur Positionierung einesanalogen Graustufenkeils für das manuell gesteuerte Ein-schwenken des analogen Filmstreifens im Belichter instal-liert. So konnte der Filmstreifen zusammen mit den digi-talen Messelementen exakt auf den Abkantbereich derPlatten belichtet werden. Der Filmstreifen wurde perKnopfdruck und Fernsteuerung manuell eingeschwenkt.Eine elektronische Steuerung stand beim ersten Test nochnicht zur Verfügung.Diese Versuchsanordnung funktio-nierte zwar, doch fehlten zu jenem Zeitpunkt noch dieleitwertgestützte Entwickler-Regeneration im Online-Pro-zessor und die CCD-Kamera, deren Einbau nach dem On-line-Prozessor, zweckmäßigerweise im Stanz- und Abkant-automaten, vorgesehen ist. Deshalb mussten die auf die
beschriebene Weise belichteten Platten zur „Offline“-Aus-wertung an Techkon übergeben werden. Es konnte nur dieLaser-Intensität als variabler Parameter untersucht werden.Die Untersuchung der Laser-Fokussierung hätte die Pro-duktion gestört und war sowieso bei Purup-Eskofot unterLaborbedingungen geplant, wo ein Subsystem zur internenKontrolle des Fokus und der Laserleistung entwickelt wird.
Der manuell einzuschwenkende Klappkeil wurde da-nach wieder deinstalliert. Ein zweiter Test – nunmehr miteiner automatischen Einschwenkvorrichtung und einer Online-CCD-Kamera im Abkantautomaten – startete imAugust 2001. Bei der automatischen Einschwenkvorrich-tung handelt sich um einen Prototypen, dessen Interfacefür die elektronische Steuerung Purup-Eskofot entwickeltund der im Auftrag von Purup-Eskofot bei NELA gebautwird. Der Klappkeil-Prototyp wird voraussichtlich im Sep-tember 2001 fertig gestellt. Die automatisierte Lösung ba-siert auf einer Elektronik im Belichter, die das erforderlicheSignal zum Einschwenken gibt, wenn die Platte ihre end-gültige Bebilderungsposition eingenommen hat.
Bild 9: Die erste provisorische Konstruktion des Einschwenkarmes für den
Filmstreifen in der Belichtertrommel des DMX 2737.
Bild 8: In dieser CTP-Produktionslinie im „Darmstädter Echo“ wurde das
Konzept eines Kontrollsystems erprobt. Die Linie besteht aus dem Belichter
Purup-Eskofot DMX 2737 (hier wurde die Vorrichtung zur Positionierung
eines analogen Graukeils im Versuch installiert) dem Online-Prozessor Glunz
& Jensen Interplater 85HD und dem Stanz- und Abkantautomaten NELA
VCP2002.
© 2001 Ifra, Darmstadt
154 Erreichtes
Ifra Special Report 2.32
4.4 Praktische Erfahrungen mit dem CCD-Messgerät von Techkon
Die Firma Techkon war als Hersteller des DMS910,einem digitalen CCD-Videokamera-basierten Messmikro-skop für Druckplatten, prädestiniert für die Aufgabe, einähnlich konzipiertes Messgerät zu bauen und zu testen.Dieses Messgerät wurde in zwei größeren Versuchskom-plexen mit dem belichteten Ifra-Kontrollelement getestetund zwischenzeitlich verbessert. Mehrere Softwaremodulefür die Erfassung der Teilelemente des Kontrollkeils sindvorhanden. Sie müssen lediglich noch zusammengefügtwerden.
Der Test unter Produktionsbedingungen kann nach derInstallation, der Einschwenkvorrichtung, die im September2001 erfolgen soll, gestartet werden.
Die Techkon-Entwicklung besteht aus:> einer Schwarzweiss-CCD-Kamera Sony XC-75CE mit
einem Objektiv RJM Rheinmetall Jenoptik Tevidon1.9135,
> einem Eagle Frame Grabber als Speicher- und Export-system für videoerzeugte Standbilder,
> einer Leuchte Kaiser RSI mit 2 x 2 U-förmigen Leucht-stoffröhren Osram Dulux L 55 W zur gleichmäßigenBeleuchtung jeweils im 45° Winkel.
Das Messgerät arbeitet nach folgendem Prinzip:> Kalibration der Kamera auf maximalen Flächende-
ckungskontrast von 0% bis 100% (Referenzwerte) undWeißabgleich über die gesamte Breite zur Kompensa-tion der Ausleuchtungs-Inhomogenität, die sonst dieMessung am Halbtonkeil verfälschen würde;
> Standbild-Aufnahme eines Kontrollelements, das unteroptimalen kalibrierten Belichtungs- und Entwicklungs-bedingungen erzeugt wurde;
> Hinterlegen dieser Aufnahme als Referenzbild undSpeichern eines Schwellenwerts, der die Berechnungs-grundlage für die Auswertung bildet;
> Standbild-Aufnahme des Kontrollelements zu Mess-zwecken;
> Vergleich der Messaufnahme mit dem Referenzbild. DerSoll-Ist-Vergleich resultiert aus der Abfrage des Refe-renzbildes. Planimetrische Analysen verlangen zusätz-lich eine Binarisierung, d.h. eine Zuordnung der Pixel-helligkeiten zu Schwarz oder Weiß unter- oder ober-halb des gespeicherten Schwellenwerts.
Bild 10: Der neue Prototyp. Gebaut von der Firma Nela für Purup-Eskofot.
Bild 11: Die Steuerung für das Herunterklappen des Filmhalters ist bereits in
die Belichtersoftware des DMX 2737 integriert.

4 Erreichtes16Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
Techkon testete an Platten vom „Darmstädter Echo“und aus dem Wiesbadener Agfa-Labor. Es handelte sichum fotopolymere Agfa-Platten N90A und N91.
Aus den Testberichten gehen folgende Erkenntnissehervor:> Das komplette Kontrollelement kann mit einer einzigen
Aufnahme erfasst werden. Obwohl beim Siemenssternnur 23 x 26 Pixel erfasst werden, reicht dies für eineBildanalyse aus. Eine stärkere Vergrößerung, und somitdie Erfassung von mehr Pixeln, ist nicht nötig. BeimPunkt-/Linienmuster hingegen ließe sich durch einehöhere Auflösung noch eine Verbesserung erzielen.Berücksichtigt man aber den Aufwand für eine Zoom-kamera und die anschließend kompliziertere Bildana-lyse, erscheint eine einzige Aufnahme für alle Mess-elemente („One-Shot-Messung“) praktikabler.
> Das Messergebnis am analogen Halbtonkeil über alleFelder ist eine Helligkeits-Verlaufskurve. Es kristalli-sierte sich bei allen Platten ein „Umschlagpunkt“ he-raus: Bei Stufe 3 (Grauwert ca. 90%) – also auf derStufe der mindestens erforderlichen Härte – ändertensich alle Werte am stärksten. Ein weiteres markantesFeld ist Stufe 6 (Grauwert unter 20%). Daraus folgtu.a., dass weniger als zehn Keilstufen verwendet wer-den können. Jede Messung repräsentiert einen Mittel-wert aus drei statistisch stabilen Einzelwerten. DieseMittelwerte werden auf die 0%/100%-Referenzwertebezogen. Die resultierenden prozentualen Grauwertesind u.U. nicht linear zur Flächendeckung, sodass danneine Kalibration der Kamera auf Basis einer charakte-ristischen Kurve sinnvoll ist. Ansonsten beschreibendie Helligkeitskurven in geeigneter Form den Verlaufder Dichtewerte über den gesamten optischen Keil. (s. Bild 12)
Als Ergebnis ist auch eine Flächendeckungskurvemöglich, doch unterliegt der Flächendeckungsverlauf aufGrund der inhomogen ausbelichteten Felder einer deut-lichen Streuung.> Im Siemensstern gelingt es zuverlässig und ohne nen-
nenswerte Streuung, nach einer Schwarzweiß-Binari-sierung die Viertel-Ellipse zu erkennen, ihre Radiendurch Kantenerkennung zu bestimmen und anschlie-ßend einen Längenvergleich der beiden Ellipsenradiena und b durchzuführen. (An eventuell schräg ausge-bildeten Ellipsen entsprechen die Kanten allerdingsnicht den Radien.) Als zuverlässiger Schwellenwert fürdie Binarisierung hat sich der mittlere Grauwert zwi-schen 0% und 100% erwiesen. Die gewonnenen Wertewurden in Pixeln angegeben; eine Auswertung in Mil-limeter ist nach entsprechender Kalibration ebensomöglich. Bei den Berechnungen in Pixeln stellt sich dieFrage, in welchen Bereichen die Radien „OK“ sind bzw.auf ein Fehler im Laser-Fokus zu schließen ist, um ab-schätzen zu können, ob die Auflösung der Werte aus-reicht. Liegt die Schwankung der Messergebnisse überden Toleranzen für den Laser-Fokus, so muss das Ver-fahren verfeinert werden.
> Das Punkt-/Linienmuster kann sowohl nach Helligkeitals auch nach Flä-chendeckung analysiert werden. DieAuswertung der beiden Muster erfolgt analog zurGrauwertberechnung des optischen Halbtonkeils. EinVergleich der beiden resultierenden Grauwerte ergibteinen Quotienten, der ein Maß für die Tonwertzunahmedarstellt – ebenso wie ein Vergleich der planimet-rischen Daten. Letztere liefern reproduzierbare Ergeb-nisse mit geringen Schwankungen, insbesondere wasden Quotienten der beiden Felder betrifft. Die ange-gebenen Flächendeckungen sind jedoch – ebenso wiedie Werte des Keils – nicht kalibriert. Für die Berech-nung des Quotienten spielt dies aller-dings eine unter-geordnete Rolle.
Wie bereits erwähnt konnte vorerst nur die Laserinten-sität als variabler Parameter untersucht werden. Die unter-schiedlichen Laserintensitäten ließen sich mehr als deutlichim Graukeil, im Siemensstern und im Schachbrett-/Linien-muster nachweisen.
Darüber hinaus reicht die Anzahl der bisher gemesse-nen Druckplatten für eine fundierte statistische Auswer-tung noch nicht aus. Dennoch liefern die Ergebnisse einegute Diskussionsgrundlage dafür, ob die gewonnenen Pa-rameter für die Erstellung einer Expertensystem-Softwareausreichend sind, oder ob eine quantitative Auswertung,z.B. der Dichten im Halbtonkeil, zusätzlich notwendig ist.

© 2001 Ifra, Darmstadt
174 Erreichtes
Ifra Special Report 2.32
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
1 2 3 4 5 6 7 8 9 100,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
1 2 3 4 5 6 7 8 9 10
Bild 12: Messauswertung der durch den Halbtonkeil entstandenen Helligkeiten auf der Platte. Die Platten wurden mit unterschiedlicher Laserintensität
belichtet. Deutlich ist der unterschiedliche Wert an Position 3 und 4 zu erkennen. Quelle: Techkon GmbH

4 Erreichtes18Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
4.5 Praktische Erfahrungen mit dem Messgerät imStanz- und Abkantautomaten
Für die Montage einer oder mehrerer CCD-Kameras imStanz- und Abkantautomaten NELA VPC2002 steht einStandardprofil für die Halterung zur Verfügung und soll indem Produktionstest im „Darmstädter Echo“ zum Einsatzkommen.
Das Kontrollelement kann nicht an jeder beliebigenPosition auf die Platte belichtet werden, da in der NELA-Anlage bereits diverse Geräte entsprechenden Platz ein-nehmen. Da Einzelseiten und Panoramaplatten zwangsläu-fig unterschiedliche Positionen im VPC2002 haben, kön-nen vorerst nur Einzelseiten geprüft werden.
Zu den vorausgesetzten Kriterien gehört, dass die Mes-sung keinen Zeitverlust in der Plattenproduktion verur-sacht. Ohne Plattenstillstand ist eine zuverlässige Messungdurch die CCD-Kamera jedoch nicht möglich. Glücklicher-weise bietet sich im Ablauf des Abkantverfahrens die Gele-genheit, den Prozess für ein bis zwei Sekunden zu stoppen,um die Aufnahmen vornehmen zu können. Die Aufnahmemuss unverzüglich nach der exakten Ausrichtung der Plat-te stattfinden.
4.6 Messungen zum Entwicklungsprozess durch Agfa
Die Firma Agfa führte ausführliche Tests zur Simula-tion der Entwicklererschöpfung durch. Im Rahmen dessenwurden sensitometrische Kennlinien ermittelt, die erwar-tungsgemäß den Zusammenhang zwischen Schichthärteund Laserintensität offenbarten. Unter optimalen Entwick-lungsbedingungen wurde auf dem optischen Keil die Stufe3 als zu errei-chende Mindesthärte ermittelt. Es zeigte sich,dass die Härte in Abhängigkeit von der Laserintensitätkontinuierlich ansteigt.
Ein so genannter Umschlagpunkt in der Aushärtungs-qualität existiert nicht, wohl aber muss ein bestimmterSchwellenwert überschritten werden, der eine genügendhohe Härte bewirkt. Zusätzlich wurde festgestellt, daß dieTonwertzunahme auch abhängig vom Laser-Fokus ist.
Darüber hinaus gelang Agfa zwischenzeitlich ein wich-tiger Schritt in Richtung Konstanthaltung des Entwick-lungsprozesses auf der Basis der leitwertgesteuerten Ent-wickler-Regeneration, die aus Agfas Entwicklungsgerätenfür Analogplatten schon bekannt ist. In Bädern für dieAuswaschung und Spülung von Fotopolymerplatten funk-tionierte dieses Verfahren aber bislang nicht. Inzwischenhat Agfa das bestehende Regenerationsverfahren modi-fiziert, so dass jetzt eine Leitwert-gesteuerte Regenerationauch im aktuellen Fotopolymer-System möglich ist.
Dieses Resultat ist eine wichtige Voraussetzung für denwirkungsvollen Einsatz des eigentlichen Messsystems.Denn durch die autonome Konstanthaltung des Entwick-lungsprozesses beeinflussen die Entwicklungsparameterdas Messergebnis der CCD-Kamera in wesentlich geringe-rem Umfang und die Messergebnisse lassen sich auf laser-relevante Parameter hin interpretieren.
Zurzeit wird als Grundlage für die Regeneration aller-dings die gesamte Plattenfläche – ganz gleich, wie starkbebildert – herangezogen. Erst durch einen Einsatz derLeitwertregelung ist eine verbrauchsabhängige Regene-rierung möglich. Um den Prozess weiter zu stabilisieren,sollten in Zukunft weitere zusätzliche Entwicklungspara-meter berücksichtigt werden wie > der Bebilderungsanteil der Platte,> die Preheat-Temperatur auf der Plattenoberseite,> der Anpressdruck und die Rotationsgeschwindigkeit
der Bürsten,> die Entwickler-Ruhezeiten in denen Oxidations-
vorgänge ablaufen (bei Verwendung einer Leitwertregelung nicht nötig).

© 2001 Ifra, Darmstadt
194 Erreichtes
Ifra Special Report 2.32
Grafik 4: Durch die Verwendung einer leitwertgesteuerten Regenerierung gelingt es, den Entwicklungsprozess sehr konstant zu halten.
(Tonwertabweichung im Mittelton ca. +/- 1%) Quelle: Agfa-Gevaert AG

5 Realisierung und Anwendernutzen20
5 Realisierung und Anwendernutzen
Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
5.1 Praxistauglichkeit des Konzepts
Die endgültige Praxistauglichkeit wird sich erst miteinem Test der vollständigen Versuchsanordnung, d.h.eines Prototypen, unter Produktionsbedingungen erweisen.Bereits jetzt kann aber angenommen werden, dass dastheoretisch erarbeitete Konzept erfolgversprechend ist unddie getroffenen Vereinbarungen zum Ziel führen können.Dies belegen nicht zuletzt die in Teilen getesteten Konzept-abschnitte.
5.2 Angestrebte technische Realisierung und An-wendernutzen
Die technische Realisierung ist sicher nur schrittweisemöglich. Hinzu kommt, dass es die erlangten Ergebnisseerforderlich machen, über den ursprünglichen „Proof ofConcept“ hinauszugehen.
Als äußerst wichtig erscheint die Erarbeitung einesKommunikationsstandards für alle integrierten Geräte –Belichter, Prozessor, Stanz-und Abkantautomat und Mess-gerät. Diese Geräte benötigen eine offene Schnittstelle, umDaten weitergeben zu können, d.h. die zu entwickelndenSubsysteme müssten die Daten nach einem Standardpro-tokoll an ein übergeordnetes Kontrollsystem zur Auswer-tung weiterleiten. Bei Purup-Eskofot existiert z.B. schonein Datenfluss vom Prozessor zum Belichter: Alle wichti-gen Prozessorparameter werden an die Belichtersteuerungübergeben.
Es wäre im Sinne der Anwender, wenn die Herstellervon CTP-Produktionslinien, die ein Mess- und Kontrollsys-tem einbauen wollen, auf einen offenen Standard zurück-greifen könnten, sodass das jeweilige System nur noch mitden individuellen Parametern „gefüttert“ werden müsste.Dazu plant die Ifra ein weiterführendes Forschungsprojekt,um einen solchen Kommunikationsstandard zu entwickeln.
Noch geprüft wird, ob der einzuschwenkende Film-streifen mit dem analogen Halbtonkeil nicht besser durcheine Acrylumhüllung (Plexiglas) geschützt werden sollte,nachdem sich ein Glasfilter aus mehreren Gründen alsungeeignet erwiesen hatte.
5.3 Technische Grenzen
Wie dieser Report erläuterte, ist das eindeutige Erken-nen einer bestimmten Fehlerquelle im CTP-Prozess durchein einziges spezifisches Messelement nicht möglich. AlleMesselemente, die in dem Kontrollelement vereinigt sind,reagieren auf Abweichungen mehrerer Parameter. Da siedies allerdings in unterschiedlicher Weise und Intensitättun, wäre aus diesem komplexen Reaktionsbild eine Tren-nung der verschiedenen Fehlerursachen möglich. Daher er-scheint es sinnvoll, ein Expertensystem zu entwickeln, dasaus den Reakti-onsbildern die Fehlerursache eindeutigableiten kann und die jeweilige Regelelektronik gezieltanspricht. Die größte Aussagekraft besitzt der Halbtonkeil,dessen Notwendigkeit von Anfang an erkannt wurde undworan trotz des Konstruktionsaufwands festgehalten wurde.
5.4 Ausblick und Produktentwicklung
Als Meilenstein wird die Installation des vollständigenMess- und Kontrollsystems (Prototyp) im „DarmstädterEcho“ angesehen. Wenn sich dort unter Produktionsbedin-gungen die Tauglichkeit der Konzeptstudie bestätigt, darfvon einem gelungenen Projekt gesprochen werden.
Der Bedienkomfort der Kontrollsoftware, der auf Grundder Verknüpfung mit der Bildanalyse von Techkon ent-wickelt wird, spielt dabei eine untergeordnete Rolle. Diesist eine Angelegenheit der eigentlichen Produktentwick-lung, die anschließend durch die Lieferindustrie durchge-führt werden kann und muss. Den einzelnen Herstellern,die möglicherweise individuelle Lösungen anstreben undin ihre Systeme einbauen wollen, steht neben den Erkennt-nissen aus diesem Ifra Special Report die Unterstützungder Ifra im Rahmen ihrer Möglichkeiten zur Verfügung.
Der Prototyp, der im Auftrag von Purup-Eskofot beiNELA gebaut und im „Darmstädter Echo“ zur Zeit der Re-porterstellung (August–September 2001) installiert wird, istauf die Gegebenheiten des Purup-Eskofot-Belichters DMXsowie auf die Einzelplattenabkantung im NELA-Automatendes Darmstädter Zeitungsbetriebes abgestimmt.
Die Prototyp-Entwicklung enthält mittlerweile schüt-zenswertes Know-how der beteiligten Herstellerfirmen. Ausdiesen Gründen betrachtete die Arbeitsgruppe das Ziel derMachbarkeitsstudie als erreicht und beendete ihre Arbeitmit der Berichterstattung dieses Ifra Special Reports.
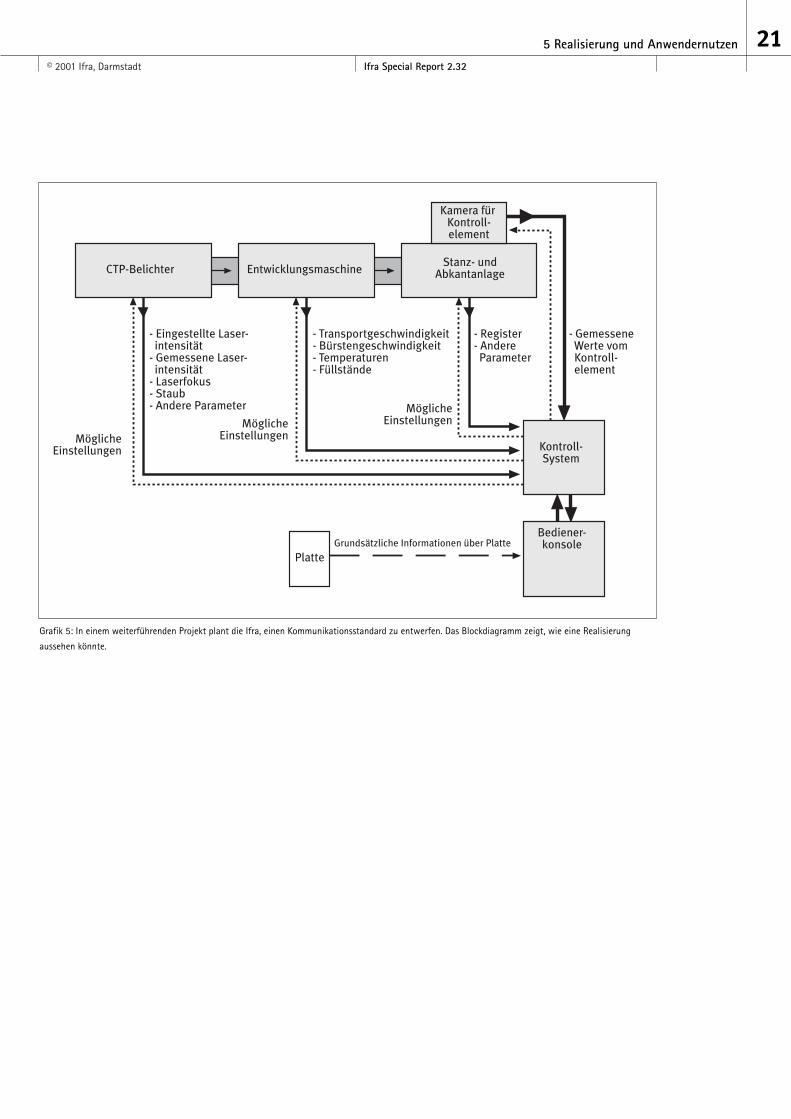
In der Phase nach der Testinstallation möchte Ifra miteinem Folgeprojekt einen Beitrag zur Entwicklung des er-wähnten Expertensystems leisten, das zur eindeutigen Zu-weisung der Fehlerursachen in der Lage sein soll. Dies istdie Definition einer möglichst einfachen und eindeutigenKommunikationsstruktur aller beteiligten Systemkompo-nenten, um z.B. die RIP-Daten in einem standardisiertenFormat an den Online-Prozessor übergeben zu können, derdarauf automatisch seinen Regenerationsbedarf abstimmenkönnte (s. Grafik 5). Das Gesamtsystem „CTP-Produktion“sollte ferner in der Lage sein, mittels CIP4-kompatiblerMeldungen mit einem übergeordneten Produktionsman-agement-System zu kommunizieren.
© 2001 Ifra, Darmstadt
215 Realisierung und Anwendernutzen
Ifra Special Report 2.32
CTP-Belichter EntwicklungsmaschineStanz- und
Abkantanlage
Kamera für Kontroll-element
Kontroll-System
Bediener-konsole
- Eingestellte Laser- intensität- Gemessene Laser- intensität- Laserfokus- Staub- Andere Parameter
- Transportgeschwindigkeit- Bürstengeschwindigkeit- Temperaturen- Füllstände
- Register- Andere Parameter
- Gemessene Werte vom Kontroll- element
PlatteGrundsätzliche Informationen über Platte
MöglicheEinstellungen
MöglicheEinstellungen
MöglicheEinstellungen
Grafik 5: In einem weiterführenden Projekt plant die Ifra, einen Kommunikationsstandard zu entwerfen. Das Blockdiagramm zeigt, wie eine Realisierung
aussehen könnte.
6 Verwendete Abkürzungen und Fachbegriffe22
6 Verwendete Abkürzungen und Fachbegriffe
Ifra Special Report 2.32 © 2001 Ifra, Darmstadt
Silberhalogenid:
lichtempfindliche Komponente in fotografisch arbeitendenDruckplattenschichten; entweder AgBr (Silberbromid) oderAgCl (Silberchlorid).
CCD:
Charge-Coupled-Device; opto-elektronisches Bauelement,das Matrix-förmig in Videokameras angeordnet ist und dasderen Auflösungsvermögen bestimmt. Das auftreffendeLicht bewirkt eine der Wellenlänge und Intensität ent-sprechende Ladungsverschiebung aus den CCD-Elementenin einen Bildspeicher
CIP4:
International Cooperation for Integration of [Processes in]Prepress, Press and Postpress; Konsortium zur Standar-disierung der Jobautomatisierung von der Vorstufe bzw.Administration bis zur Weiterverarbeitung bzw. zum Versand. Genutzte Formatspezifikationen sind PPF (PrintProduction Format), JDF (Job Definition Format), PDF(Adobe Portable Document Format), PJTF (Adobe PortableJob Ticket Format) und XML (eXtensible Markup Lan-guage). Ifra ist Mitglied im CIP4 Konsortium.
CTF:
Computer-to-Film; Filmbelichtung aus dem Datenbestand(mit anschließender analoger Plattenkopie und -entwick-lung).
CTP:
Computer-to-Plate; Plattenbebilderung aus dem Datenbe-stand (in der Regel mit anschließender Plattenentwicklung,Abkantung und Stanzung).
EMPA:
Eidgenössische Materialprüfungs- und Forschungsanstalt,St. Gallen, CH
FD-Nd-YAG:
Oft auch mit (FD-YAG) abgekürzt. Frequency-DoubledNeodym-Granat Yttrium-Aluminium-Garnet Laser. Laserdessen Emissionsfrequenz verdoppelt und damit die Wel-lenlänge von 1064 nm (IR) auf 532 nm (sichtbar, blaugrün)halbiert wurde.
FOGRA:
Forschungsgesellschaft Druck e.V., München, D; Mitent-wickler des UGRA/FOGRA-Keils
Fotopolymer:
Organische Verbindung, deren eingebettete Licht-, UV-und/oder IR-empfindliche Komponenten bei Strahlungs-einfall eine Molekülveränderung (latentes Bild) bzw. -ver-netzung (Aushärtung des latenten Bildes) anregen, was zurAusprägung der Auflagenbeständigkeit des Fotopolymersführt
Leitwert:
Kehrwert des elektrischen Widerstandes; ein Maß für dieLeitfähigkeit einer wässrigen Lösung und somit auch einMaß für die Konzentration der gelösten Elektrolyte
RIP:
Raster Image Processor. Der RIP setzt Grauwerte, Text undStrichgrafik aus den Seitendaten in eine belichtbare Bit-map um.
IR:
Infrarot; Bereich des elektromagnetischen Spektrums fürdie thermische Laser-Bebilderung
pH-Wert:
Auf Grund der Anwesenheit von Hydroniumionen (Er-scheinungsform dissoziierter Wassermoleküle in wässrigenLösungen) ein Maß für den sauren (< 7), neutralen (= 7)oder basischen (> 7) Charakter einer wässrigen Lösung undsomit auch ein Maß für die Konzentration der gelöstenElektrolyte (hier z.B. Auswaschprodukte in der Prewash-Station)
Preheat:
Der eigentlichen Nassentwicklung vorausgehende Erwär-mung der bebilderten Druckplatte im Plattenprozessor, dieeine Härtung der Laser-belichteten, später Druckfarbe füh-renden Fotopolymer-Schichtbereiche bewirkt. Im Deut-schen spricht man von Nacherwärmung. Erwärmung nachder Belichtung.
Siemensstern:
Strahlenstern-förmiges Testelement aus feinen Linien zurstufenlosen und richtungsabhängigen Ermittlung der op-tischen Auflösungsgrenze eines Detailwiedergabesystems(z.B. Resultat der Laserbebilderung einer Druckplatten-schicht); ein Viertelkreisausschnitt (wie hier verwendet) istbereits ausreichend für die Beurteilung der horizontalenund vertikalen Auflösung.
UGRA:
Verein zur Förderung wissenschaftlicher Untersuchungenin der grafischen Industrie, St. Gallen, CH. Der EMPA an-geschlossene schweizerische Forschungseinrichtung; Mit-entwickler des UGRA/FOGRA-Keils.

Weitere Ifra Special Reports zum Bereich:
2 Prepress(Stand September 2001)
2.13 Optimale Rasterung und Auflösung digitaler Bilder für Zeitungen
2.14 Möglichkeiten und Grenzen von Computer-to-Plate im Zeitungsdruck
2.16 Möglichkeiten und Grenzen des Unbuntaufbaus im Zeitungsdruck
2.19 Schnellere Pressefotos mit Digitalkameras
2.20 Vorarlberger Nachrichten – eine FallstudieWie man den Qualitätsstandard des Ifra Colour Quality Club erreicht
2.21 Die FM-Rasterung in der täglichen Produktion
2.22 ICC-Profile für standardisierten Zeitungsdruck
2.23 Softproofing farbiger Ganzseiten
2.24 Computer-to-Plate – eine wirtschaftliche Lösung für Zeitungen
2.25 Intranets in Zeitungsbetrieben
2.26.1 Datenmanagement in der ZeitungsbrancheNeue Wege und Chancen für Zeitungsverlage – Teil I, Anwendungen
2.27 Computer-to-Plate im Kreuzverhör
2.28 Automatisierung der Zeitungsvorstufe mit AppleScript
2.30 Einführung und Inbetriebnahme von Blattplanungsystemen
2.31 Integrierte Verlagssysteme
Alle Ifra Special Report-Bereiche
Falls Sie an diesen Ifra Special Reports interessiert sind, wenden Sie sich bitte an:Ifra · Washingtonplatz · 64287 Darmstadt · GermanyTelefon +49.6151.733-762 · Telefax +49.6151.733-800 · www.ifra.com
1 Materialien 2 Prepress 3 Rotationsmaschinen 4 Versandraum und Vertrieb 5 Kommunikation 6 Allgemeines