BETRIEBSBEDARF Schadsto˜blocker - Just in Air · Prof. Dr. Klaus Lösche vom Bremerhavener...
3
LEBENSMITTELTECHNIK 3/2002 66 B iofilter der üblichen Bau- weise sind auch heute noch offene, statische Einheiten, die in der Volumen- stromführung schwer be- herrschbar sind. Der herkömm- liche Biofilter besteht aus ei- nem Apparat, der mit biologisch verwertbarer Masse (Müllkom- post, Rinde, Torf-Heidekraut- Gemisch etc.) gefüllt ist. Darauf angesiedelt sind Mikroorganis- men. Der Apparat wird von der belasteten Abluft vertikal durch- strömt, wodurch die Mikroorga- nismen mit den in der Abluft vorhandenen Schadstoffen in Kontakt gebracht werden und diese somit verwerten können. Ein Biofilter ist also kein Filter im mechanischen Sinne (Rück- haltung von Partikeln), sondern ein Reaktor, in dem Stoffe durch die angesiedelten Mikro- organismen in möglichst un- schädliche Stoffwechselpro- dukte umgewandelt werden. Problematisch beim Einsatz von Biofiltern ist insbesondere die Schadstoffblocker Biologische Abluft- und Abwasserreinigung Für organisch be- lastete Abluft- und Abwasserströme werden in der Le- bensmittelindustrie vermehrt biolo- gische Reinigungs- verfahren einge- setzt, bei denen die enthaltenen Schadstoffe durch mikrobiologische Aktivität ab- bzw. zu harmlose(re)n Komponenten umgebaut werden. Tatsache, dass bei un- zureichender Reinigungs- leistung – definiert als das Verh ält- nis von Belastung auf der Ab- stromseite zur Belastung auf der Zustromseite – die in der Anlage vorhandene Biomasse komplett ausgetauscht wird. Dies verursacht sowohl Kosten durch den Austausch selbst als auch den damit verbundenen gegebenenfalls l ängerfristigen Anlagenstillstand. Die Ursachen für den R ückgang der Reini- gungsleistung k önnen dabei vielf ältiger Natur sein: Verstopfung der Poren im Material durch eingetragene Partikel oder durch den nor- malen Betrieb infolge Clogging (Zuwachsen mit Mikroorga- nismen) Kanalbildung im Material durch so genannte Dry Spots, die einen Filterdurch- bruch hervorrufen k önnen Setzung und Verdichtung des Filtermaterials und damit ver- bunden ein übermäßiger An- stieg des Druckverlustes. Herk ömmliche biologische Ab- luftreinigungsverfahren arbeiten mit einem statischen Bett, d.h. die Tr ägersubstanzen f ür die Mikroorganismen ruhen in dem Apparat. Statische Betten f ür biologische Abluftreinigungs- prozesse haben den Nachteil, dass sie bei einem Betrieb un- ter f ür Mikroorganismen g ünsti- BETRIEBSBEDARF Funktionsschema einer BioWAb-Anlage Luftdurchlass 3000m 3 /h
Transcript of BETRIEBSBEDARF Schadsto˜blocker - Just in Air · Prof. Dr. Klaus Lösche vom Bremerhavener...

LEBENSMITTELTECHNIK 3/200266
B io�lter der üblichen Bau-weise sind auch heutenoch o�ene, statische
Einheiten, die in der Volumen-stromführung schwer be-herrschbar sind. Der herkömm-liche Bio�lter besteht aus ei-nem Apparat, der mit biologischverwertbarer Masse (Müllkom-post, Rinde, Torf-Heidekraut-Gemisch etc.) gefüllt ist. Daraufangesiedelt sind Mikroorganis-men. Der Apparat wird von derbelasteten Abluft vertikal durch-strömt, wodurch die Mikroorga-nismen mit den in der Abluftvorhandenen Schadsto�en inKontakt gebracht werden unddiese somit verwerten können.Ein Bio�lter ist also kein Filterim mechanischen Sinne (Rück-haltung von Partikeln), sondernein Reaktor, in dem Sto�edurch die angesiedelten Mikro-organismen in möglichst un-schädliche Sto�wechselpro-dukte umgewandelt werden.Problematisch beim Einsatz vonBio�ltern ist insbesondere die
Schadsto�blockerBiologische Abluft- und Abwasserreinigung
Für organisch be-lastete Abluft- undAbwasserströmewerden in der Le-bensmittelindustrievermehrt biolo-gische Reinigungs-verfahren einge-setzt, bei denen die enthaltenenSchadsto�e durchmikrobiologischeAktivität ab- bzw.zu harmlose(re)nKomponenten umgebaut werden.
Tatsache,dass bei un-zureichenderReinigungs-leistung –de�niert alsdas Verh ält-nis von Belastung auf der Ab-stromseite zur Belastung aufder Zustromseite – die in derAnlage vorhandene Biomassekomplett ausgetauscht wird.Dies verursacht sowohl Kostendurch den Austausch selbst alsauch den damit verbundenengegebenenfalls l ängerfristigenAnlagenstillstand. Die Ursachenfür den R ückgang der Reini-gungsleistung können dabeivielfältiger Natur sein:
Verstopfung der Poren imMaterial durch eingetragenePartikel oder durch den nor-malen Betrieb infolge Clogging(Zuwachsen mit Mikroorga-nismen)
Kanalbildung im Materialdurch so genannte DrySpots, die einen Filterdurch-
bruch hervorrufen k önnenSetzung und Verdichtung des
Filtermaterials und damit ver-bunden ein übermäßiger An-stieg des Druckverlustes.Herk ömmliche biologische Ab-luftreinigungsverfahren arbeitenmit einem statischen Bett, d.h.die Tr ägersubstanzen für dieMikroorganismen ruhen in demApparat. Statische Betten f ürbiologische Abluftreinigungs-prozesse haben den Nachteil,dass sie bei einem Betrieb un-ter für Mikroorganismen g ünsti-
B E T R I E B S B E D A R F
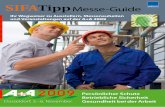
Funktionsschema einer BioWAb-Anlage
Luftdurchlass3000m 3/h

LEBENSMITTELTECHNIK 3/2002
gen bzw. idealen Bedingungen einem m äßigen bis starken Clogging unterliegen und damit den Druckverlust w ährend der Betriebszeit entsprechend stei-gern. Dies f ührt zu erh öhtem Energiebedarf f ür die F örde-rung des Abluftvolumens und damit zu entsprechend erh öh-ten Betriebskosten. Andererseits besteht bei statischen Betten immer die M öglichkeit bzw. Gefahr der Kanalbildung durch Dry Spots, wodurch die Reini-gungsleistung des Apparates entsprechend zur ückgeht. Durch den Einsatz eines Wan-derbettes (dynamisches Bett) in biologischen Abluftreinigungs-anlagen lassen sich die genann-ten Nachteile aufheben und die Reinigungsleistung des Appara-tes signi�kant verbessern. Dazu ist die wichtigste Voraussetzung ein f örderfähiger F üllsto�, der in dem geschlossenen Beh älter-system im Kreislauf gefahren werden kann. Dies tri�t auf das neue BioWAb-Verfahren aus Bremen, zu, wel ches in Zusammenarbeit mit den Firmen Domino-Anlagen-bau und Agricola entwickelt wurde. Hier wird der neuartige Füllsto� Microfun aus wieder-verwerteten Kunststo�en, Zellu-lose und Mineralien eingesetzt, der neben der Unverrottbarkeit die Vorteile einer mehrfach größeren Ober� äche (innere und äußere) wie auch die M ög-lichkeit einer unbeschadeten Zwangsförderung bietet. Bei den einzelnen Rohsto�kompo-nenten zur Herstellung des Füllsto�es handelt es sich in erster Linie um Produkte aus dem „Gelben Sack “. Ein spezi-elles Hochdruckextrusionsver-fahren erm öglicht die homoge-ne Verbindung der unterschied-lichen F üllsto�komponenten sowie durch die Abstimmung der Zusatzsto�e auch die einzustel-lende Dichte des F üllmaterials. Der gr ößte Unterschied zu her-kömmlichen Bio�ltern besteht in der Str ömungsrichtung durch das Filterbett. Im Gegensatz zu der bekannten Bio�ltertech-nik, bei der die zu reinigende Luft zuvor einen Partikelab-scheider (Staub�lter) und anschließend eine F üllk örper-
strecke zur optimalen Befeuch-tung durchlaufen muss, umdann im Fluss von unten nachoben durch das Biobett zu str ö-men, bedient sich das BioWAb-Verfahren der horizontalenDurchströmung.Während des Prozesses wirddie zu reinigende Abluft seitlichdurch den mit Microfun gef üll-ten Beh älter gegeben, wobeidie Zirkulationsgeschwindigkeitder F üllsto�e von den aufge-nommenen Druckdi�erenzenabhängig sein kann. Je nachBelastungsgrad der Abluft istdie F üllsto�schichtdicke varia-bel einstellbar und kann somitan unterschiedliche Abluftstr ö-me kurzfristig angepasst wer-den. Durch die direkte Abgabeder Geruchssto�e aus der Ab-luft auf die kontinuierlich auf-gefeuchteten Trägermaterialienergibt sich eine verk ürzte Über-gabezeit bei einer gleichzeitigerhöhten Durchsatzleistung.Aufgrund der sich aus diesenVerfahrensparametern ergeben-den Voraussetzungen liegt einegeringere und konstante Pres-sung vor, die die baulicheGr öße einer BioWAb-Anlageum ein Vielfaches kleinerwerden l ässt als bei herk ömm-lichen biologischen Abluftrei-nigungsverfahren.Eine Verstopfung des Filtersbzw. Bettes tritt nicht auf, denn durch den innigen Kon-takt der F üllsto�e untereinan-der kann der auf den Partikelnentstehende Belag eine gewisseDicke nicht überschreiten. DieScherkräfte, die in einem dyna-mischen Bett aufgrund der Re-lativbewegung der Partikel zu-einander vorliegen, verhinderndies zuverl ässig. Eine Vermin-derung der Reinigungsleistungist nicht zu erwarten, da dievon den por ösen Kunststo�-
Trägerpar-tikeln abge-
scherte Bio-masse, d.h.
die Mikroorganismen, an dieserStelle noch nicht aus dem Ap-parat entfernt wird, sondern le-diglich losgel öst von den Tr ä-gerpartikeln mit dem Bett zu-sammen durch den Apparatwandert. Eine Abreinigung derTrägersto�e von Staubpartikelnund überschüssiger Biomasseerfolgt in einem Wasserbeh äl-ter, der die Mikroorganismenauch optimal mit Sauersto� und Mineralsto�en versorgt und somit zu einem beschleu-nigten Abbau der Geruchs- und Schadsto�e beitr ägt.
Prozessintegrierte Abwasserbehandlung
Ein weiteres Einsatzgebiet vonMicrofun ist die Abwasserbe-handlung. Die Anforderungenin diesem Bereich nehmenständig zu. Heute werden Le-bensmittel verarbeitende Betrie-be bei der Abwassereinleitunghäu�g als „Starkverschmutzer“eingestuft und sp üren denDruck der sich st ändig er-höhenden Geb ühren undbehördlichen Au�agen. BeiCSB- sowie BSB-Werten undweiteren organischen Belas-tungen im Abwasser, die teil-weise bis zum Mehrfachen über den genehmigten Richt-werten liegen, wird die Prozes-smedienentsorgung auch einThema der Verursachungsver-minderung. Was die Thematik der Abwas-
serbehandlung zus ätzlich komplizierter werden l ässt,
ist die Belastung mit Produk-trückständen, Salzen, niedrig schmelzenden Lipidfraktionen etc. Die aus dem Abwasser se-lektierbaren organischen Bela-stungsmedien k önnen bei-spielsweise in einem speziellen Verfahren einer Biogasanlage zugeführt werden, um aus die-ser Belastung Energie zu ge-winnen. Dabei wird auch die Wiederverwertung energeti-scher Betriebs-Ressourcen sinn-voll mit eingebunden. Durch Nutzung dieser Energie k önnen z.B. fermentative oder thermi-sche Vorg änge kostensparend durchgeführt werden, die f ür die anforderungsgemäße Ent-sorgung sinnvoll sein k önnten. Bei der Einplanung einer Bio-gasanlage sollte in jedem Fall das Kosten/Nutzen-Verh ältnis in Bezug auf die Investitions-wie auch Betriebskosten ermit-telt werden.Das Unternehmen kann auch hier mit dem neuen Verfahren aufwar-ten. Die biologische Abwasser-reinigung basiert ebenfalls auf dem bereits f ür die Abluftbe-handlung beschriebenen Reini-gungsgranulat. Die darauf ange-siedelten Mikroorganismen ver-sto�wechseln die organischen Belastungsmedien und verrin-gern den Belastungsgrad in kürzester Zeit um ein Viel-faches. Bei diesem Verfahren wird das organisch belastete Abwasser durch mehrere mit Microfun belegte Kammern ge-leitet, wobei nach dem Reini-gungsprozess nur das ges äuber-te Abwasser ausgetragen wird und das Siedlungsgranulat nicht. RO/St. www.justinair.com
B E T R I E B S B E D A R F
WWW.LEBENSMITTELTECHNIK-ONLINE.DE
Granulat-material, das f ür Luft- und Abwasserreinigungs-zwecke gleichermaßen Verwendung �ndet (links vordem Einsatz und rechts nach sechsmonatigem Dauerbetrieb)
LT: Welche Marktchancen r äu-men Sie dem neuen Microfun-Verfahren ein?Lösche: Durch die ausgespro-
chen vielseitigen Einsatzm ög-lichkeiten dieses biologischenBehandlungsverfahrens aufKunstfaserbasis mit hervorra-
Nachgefragt
„Beherrschbare Steuerparameter“Prof. Dr. Klaus Lösche vom Bremerhavener Institut für Lebensmittel-technologie und Bioverfahrenstechnik (BILB) war an der Entwick-lung der beschriebenen Verfahren maßgeblich beteiligt.

LEBENSMITTELTECHNIK 3/200268
Verfahren in ersterLinie interessant? Lösche:Grunds ätzlich gibtes keine Bran-cheneinschränkun-gen in der Behand-lung von organi-schen und auch ei-nigen anorganischen, wasser-löslichen Belastungen in Ent-sorgungsmedien. Somit eignetsich das Microfun-Verfahren zurAbluft- und Abwasserbehand-lung in Backwaren-, S üßwaren-und Fleischwarenbetrieben bishin zu Molkereien und Braue-reien. Im letzteren Bereichkonnten mit dem Verfahrenselbst bei der Behandlung vonHopfenabw ässern hohe Abbau-raten der existenten CSB- undBSB 5-Werte erzielt werden. Inerster Linie werden die Einsatz-gebiete in Betrieben mit hohenBelastungsraten und beh ördli-chen Au�agen liegen. Mit demneuen Entsorgungsverfahren
genden Siedlungseigenschaftenfür unterschiedliche Biokultu-ren erwarte ich aufgrund dessteigenden Marktbedarfes anumweltkonformen Entsorgungs-konzepten eine erfolgreiche In-tegration des Microfun-Verfah-rens in den Entsorgungsmarkt.Zum Beispiel werden mit denbeherrschbaren Steuerparame-tern zur Abluftreinigung f ürdiesen Anwendungsbereich Ak-zente gesetzt, womit erstmaligeine biologische Abluftreini-gung die hohen Anforderungender konstanten Systemsicherheitbietet, die zurzeit nur vonenergieintensiven thermischenoder katalytisch-oxydativen Ab-luftreinigungsverfahren erf ülltwerden k önnen. Einen weiterenVorteil sehe ich in den geringenInvestitions- und Betriebskostender biologischen Abluftreini-gung im Vergleich zu anderenAbluftreinigungsverfahren.LT: Für welche Branchen derLebensmittelindustrie ist das
werden zum ande-ren aber auch dieEinschr änkungen inder Betriebsgr ößenach unten gesetzt,da aufgrund der ge-ringen Baugr öße ein Einsatz bereitsbei geringen Ent-
sorgungsströmen ökonomischund ökologisch sinnvoll ist.LT: Wie h äu�g ist das Sied-lungsgranulat zu erneuern undwie kann es entsorgt werden? Lösche: Da es sich bei demSiedlungsgranulat ausschlie ß-lich um einen mineralischenKunststo� handelt, unterliegtdieser nicht der nat ürlichenVerrottung und hat somit eineextrem lange Standzeit. Selbstbei erh öhter mechanischer Be-lastung durch die Zwangsf örde-rung im Wanderbettverfahren,tritt nur ein verschwindend ge-ringer Abrieb auf. Somit wirdauf lange Sicht nur die Erneue-rung der verschlissenen Granu-
B E T R I E B S B E D A R F
WWW.LEBENSMITTELTECHNIK-ONLINE.DE
latpartikel ein Thema, was je-doch durch die Prozessparame-terkontrolle des Granulatf üll-standes automatisch ausgegli-chen wird. Bei einem Komplett-austausch des Siedlungsgranu-lates fallen aufgrund der geringnotwendigen Menge nur einigeKilogramm Trockengranulat an,was unter Umst änden dannauch aufgrund des hohen Bren-nenergiewertes zu Heizenergieumgewandelt werden kann.Eine Belastung des Siedlungs-granulates durch Einlagerungvon Schadsto�en kann unternormalen Bedingungen ausge-schlossen werden, da das Gra-nulat nur den Zweck der Tr ä-gersubstanz für die notwendigeMikro�ora erf üllt. Die zu erwar-tenden Entsorgungskosten f ürverbrauchtes Siedlungsgranulatund die Ersatzinvestitionskos-ten für Ansatzgranulat sind auf-grund der geringen Mengen alsniedrig einzustufen. St. www.ttz-bremerhaven.de
Prof. Dr. Klaus L ösche
ABB
ILD
UN
GEN
: JUST
IN
AIR
, BIL
B