
Beurteilung der Schwingfestigkeit von lunkerbehaftetem ... · Wanddicken von bis zu 1000 mm immer...
10
PERSPEKTIVEN 44 GIESSEREI-SPECIAL 01/2017 1 Einleitung Die Nutzung von Gusseisen mit Kugelgrafit und anderen Guss- werkstoffen für dickwandige Anwendungen im Bereich der Wind- energie und im Großmaschinenbau führt regelmäßig zu Her- ausforderungen bei der Beurteilung von Lunkern, die sich in Wanddicken von bis zu 1000 mm immer wieder einstellen kön- nen. Möglichkeiten der Lunkerdetektion sind durch die Anwen- dung der Ultraschalltechnik und der Durchstrahlungsprüfung gegeben. Insbesondere die Beurteilung der Lunker und deren Auswirkungen auf die zyklische Beanspruchbarkeit führen je- doch immer wieder zu Schwierigkeiten durch die rein visuel- le Beurteilung der Lunker und deren Vergleich mit Röntgen- bildkatalogen [1, 2]. Ansätze der Beurteilung nach diesen Feh- lervergleichskatalogen für den GGG-40 [3] (Bezeichnung nach DIN-EN: EN-GJS-400-15) haben bereits gezeigt, dass eine Ablei- tung von Wöhlerlinien für jede detektierte Lunkerklasse möglich ist. Auf der Basis von Untersuchungen werden diese Erkennt- nisse nun auf drei weitere Kugelgrafitgusswerkstoffe erweitert und präzisiert [4, 5]. Es wird zusätzlich gezeigt, dass die Eintei- lung aus [3] am GGG-40 weitestgehend auch auf die Werkstoffe EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2 übertrag- bar ist und sich, bei vorhandenen Lunkern, außerdem werkstoff- übergreifende Wöhlerlinien ableiten lassen. Ziel ist es, Wöhler- linien für die fünf in [1] definierten Lunkerklassen abzuleiten, die für eine Abschätzung der zulässigen Beanspruchbarkeit dienen können. 2 Werkstoffe und Halbzeuge Die Schwingfestigkeitsuntersuchungen wurden an den ferri- tischen Werkstoffen EN-GJS-400-18U-LT sowie EN-GJS-450-18 und dem höherfesten, perlitischen EN-GJS-700-2 an Rund- proben durchgeführt, die aus Gussplatten mit Wanddicken zwischen 120 mm und 230 mm (Bild 1 ) entnommen wurden. Beurteilung der Schwingfestigkeit von lunkerbehaftetem Gusseisen mit Kugelgrafit aus Röntgenbildern Drei mit Lunkern behaftete Gusseisenwerkstoffe, EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2, werden hinsichtlich ihrer zulässigen zyklischen Beanspruchbarkeit auf der Basis von Wöhlerlinien unter Zuhilfenahme von Röntgenbildern bewertet. Dabei zeigt sich, dass die Kerbwir- kung der Lunker eine werkstoffübergreifende Auswertung der Wöhlerlinien über die drei unter- suchten lunkerbehafteten Werkstoffe ermöglicht. Insbesondere führt die Berücksichtigung der Orientierung des Lunkers relativ zur Belastungsrichtung weiterhin zu einer verbesserten Beur- teilung der Schwingfestigkeit und zu einer reduzierten Streuung. Christoph Bleicher, Darmstadt Bild 1: Gussplatte aus EN-GJS-400-18U-LT mit 230 mm Wanddicke. © Giesserei-Verlag
Transcript of Beurteilung der Schwingfestigkeit von lunkerbehaftetem ... · Wanddicken von bis zu 1000 mm immer...
PERSPEKTIVEN
44 GIESSEREI-SPECIAL 01/2017
1 Einleitung
Die Nutzung von Gusseisen mit Kugelgrafit und anderen Guss-werkstoffen für dickwandige Anwendungen im Bereich der Wind-energie und im Großmaschinenbau führt regelmäßig zu Her-ausforderungen bei der Beurteilung von Lunkern, die sich in Wanddicken von bis zu 1000 mm immer wieder einstellen kön-nen. Möglichkeiten der Lunkerdetektion sind durch die Anwen-dung der Ultraschalltechnik und der Durchstrahlungsprüfung gegeben. Insbesondere die Beurteilung der Lunker und deren Auswirkungen auf die zyklische Beanspruchbarkeit führen je-doch immer wieder zu Schwierigkeiten durch die rein visuel-le Beurteilung der Lunker und deren Vergleich mit Röntgen-bildkatalogen [1, 2]. Ansätze der Beurteilung nach diesen Feh-lervergleichskatalogen für den GGG-40 [3] (Bezeichnung nach DIN-EN: EN-GJS-400-15) haben bereits gezeigt, dass eine Ablei-tung von Wöhlerlinien für jede detektierte Lunkerklasse möglich ist. Auf der Basis von Untersuchungen werden diese Erkennt-nisse nun auf drei weitere Kugelgrafitgusswerkstoffe erweitert und präzisiert [4, 5]. Es wird zusätzlich gezeigt, dass die Eintei-lung aus [3] am GGG-40 weitestgehend auch auf die Werkstoffe EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2 übertrag-bar ist und sich, bei vorhandenen Lunkern, außerdem werkstoff-übergreifende Wöhlerlinien ableiten lassen. Ziel ist es, Wöhler-linien für die fünf in [1] definierten Lunkerklassen abzuleiten, die für eine Abschätzung der zulässigen Beanspruchbarkeit dienen können.
2 Werkstoffe und Halbzeuge
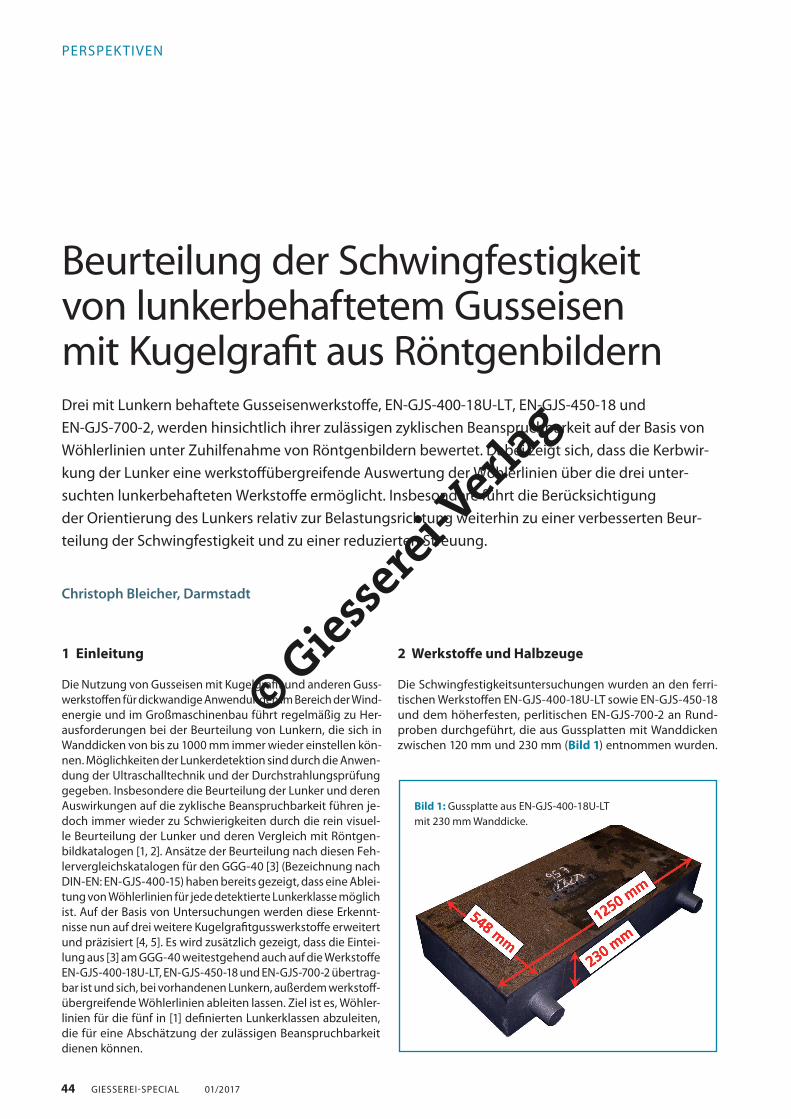
Die Schwingfestigkeitsuntersuchungen wurden an den ferri-tischen Werkstoffen EN-GJS-400-18U-LT sowie EN-GJS-450-18 und dem höherfesten, perlitischen EN-GJS-700-2 an Rund-proben durchgeführt, die aus Gussplatten mit Wanddicken zwischen 120 mm und 230 mm (Bild 1) entnommen wurden.
Beurteilung der Schwingfestigkeit von lunkerbehaftetem Gusseisen mit Kugelgrafit aus RöntgenbildernDrei mit Lunkern behaftete Gusseisenwerkstoffe, EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2, werden hinsichtlich ihrer zulässigen zyklischen Beanspruchbarkeit auf der Basis von Wöhlerlinien unter Zuhilfenahme von Röntgenbildern bewertet. Dabei zeigt sich, dass die Kerbwir-kung der Lunker eine werkstoffübergreifende Auswertung der Wöhlerlinien über die drei unter-suchten lunkerbehafteten Werkstoffe ermöglicht. Insbesondere führt die Berücksichtigung der Orientierung des Lunkers relativ zur Belastungsrichtung weiterhin zu einer verbesserten Beur-teilung der Schwingfestigkeit und zu einer reduzierten Streuung.
Christoph Bleicher, Darmstadt
Bild 1: Gussplatte aus EN-GJS-400-18U-LT mit 230 mm Wanddicke.
SPEC_01_02_Bleicher.indd 44 08.05.17 13:28
© Giesserei-V
erlag
GIESSEREI-SPECIAL 01/2017 45
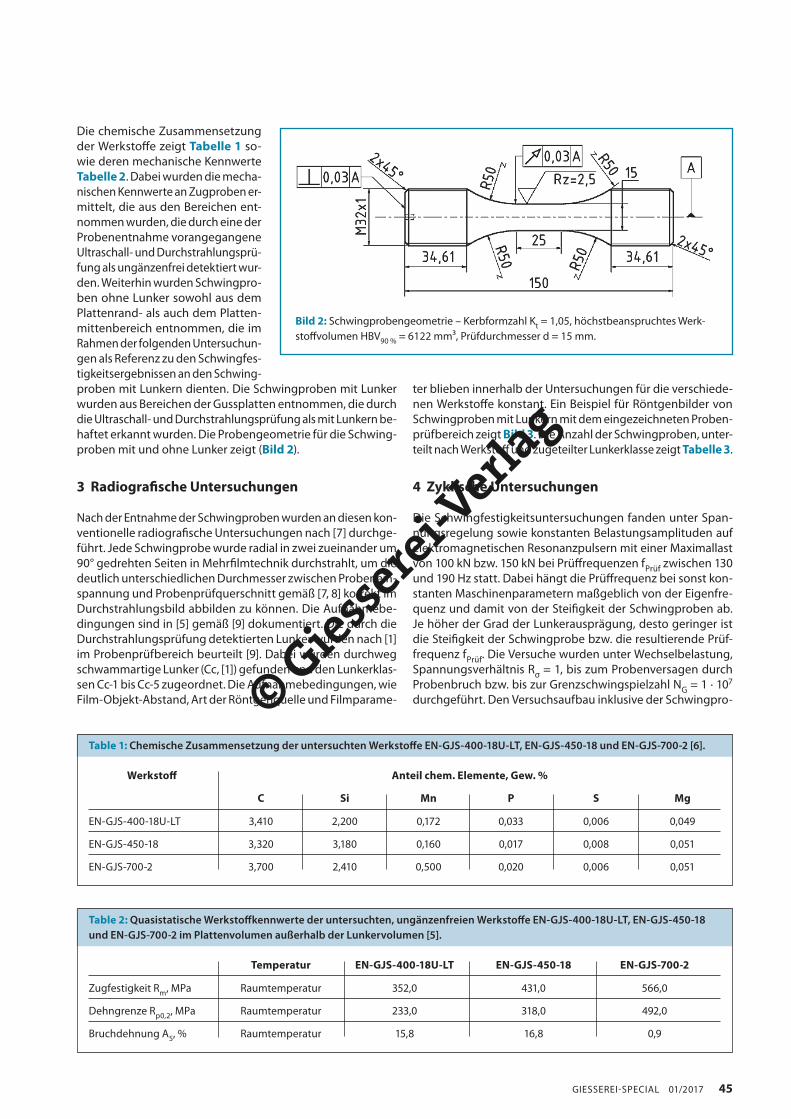
Die chemische Zusammensetzung der Werkstoffe zeigt Tabelle 1 so-wie deren mechanische Kennwerte Tabelle 2. Dabei wurden die mecha-nischen Kennwerte an Zugproben er-mittelt, die aus den Bereichen ent-nommen wurden, die durch eine der Probenentnahme vorangegangene Ultraschall- und Durchstrahlungsprü-fung als ungänzenfrei detektiert wur-den. Weiterhin wurden Schwingpro-ben ohne Lunker sowohl aus dem Plattenrand- als auch dem Platten-mittenbereich entnommen, die im Rahmen der folgenden Untersuchun-gen als Referenz zu den Schwingfes-tigkeitsergebnissen an den Schwing-proben mit Lunkern dienten. Die Schwingproben mit Lunker wurden aus Bereichen der Gussplatten entnommen, die durch die Ultraschall- und Durchstrahlungsprüfung als mit Lunkern be-haftet erkannt wurden. Die Probengeometrie für die Schwing-proben mit und ohne Lunker zeigt (Bild 2).
3 Radiografische Untersuchungen
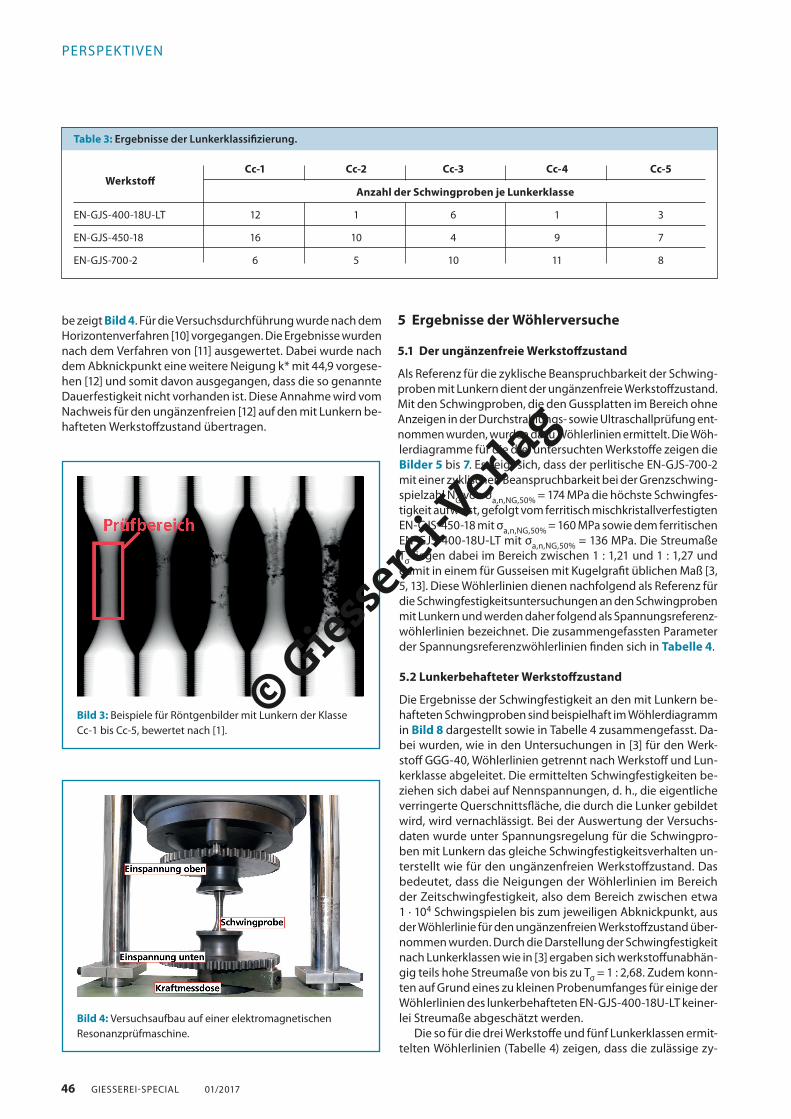
Nach der Entnahme der Schwingproben wurden an diesen kon-ventionelle radiografische Untersuchungen nach [7] durchge-führt. Jede Schwingprobe wurde radial in zwei zueinander um 90° gedrehten Seiten in Mehrfilmtechnik durchstrahlt, um die deutlich unterschiedlichen Durchmesser zwischen Probenein-spannung und Probenprüfquerschnitt gemäß [7, 8] korrekt im Durchstrahlungsbild abbilden zu können. Die Aufnahmebe-dingungen sind in [5] gemäß [9] dokumentiert. Die durch die Durchstrahlungsprüfung detektierten Lunker wurden nach [1] im Probenprüfbereich beurteilt [9]. Dabei wurden durchweg schwammartige Lunker (Cc, [1]) gefunden und den Lunkerklas-sen Cc-1 bis Cc-5 zugeordnet. Die Aufnahmebedingungen, wie Film-Objekt-Abstand, Art der Röntgenquelle und Filmparame-
ter blieben innerhalb der Untersuchungen für die verschiede-nen Werkstoffe konstant. Ein Beispiel für Röntgenbilder von Schwingproben mit Lunkern mit dem eingezeichneten Proben-prüfbereich zeigt Bild 3. Die Anzahl der Schwingproben, unter-teilt nach Werkstoff und zugeteilter Lunkerklasse zeigt Tabelle 3.
4 Zyklische Untersuchungen
Die Schwingfestigkeitsuntersuchungen fanden unter Span-nungsregelung sowie konstanten Belastungsamplituden auf elektromagnetischen Resonanzpulsern mit einer Maximallast von 100 kN bzw. 150 kN bei Prüffrequenzen fPrüf zwischen 130 und 190 Hz statt. Dabei hängt die Prüffrequenz bei sonst kon-stanten Maschinenparametern maßgeblich von der Eigenfre-quenz und damit von der Steifigkeit der Schwingproben ab. Je höher der Grad der Lunkerausprägung, desto geringer ist die Steifigkeit der Schwingprobe bzw. die resultierende Prüf-frequenz fPrüf. Die Versuche wurden unter Wechselbelastung, Spannungsverhältnis Rσ = 1, bis zum Probenversagen durch Probenbruch bzw. bis zur Grenzschwingspielzahl NG = 1 · 107 durchgeführt. Den Versuchsaufbau inklusive der Schwingpro-
Bild 2: Schwingprobengeometrie – Kerbformzahl Kt = 1,05, höchstbeanspruchtes Werk-stoffvolumen HBV90 % = 6122 mm³, Prüfdurchmesser d = 15 mm.
Table 1: Chemische Zusammensetzung der untersuchten Werkstoffe EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2 [6].
Werkstoff Anteil chem. Elemente, Gew. %
C Si Mn P S Mg
EN-GJS-400-18U-LT 3,410 2,200 0,172 0,033 0,006 0,049
EN-GJS-450-18 3,320 3,180 0,160 0,017 0,008 0,051
EN-GJS-700-2 3,700 2,410 0,500 0,020 0,006 0,051
Table 2: Quasistatische Werkstoffkennwerte der untersuchten, ungänzenfreien Werkstoffe EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2 im Plattenvolumen außerhalb der Lunkervolumen [5].
Temperatur EN-GJS-400-18U-LT EN-GJS-450-18 EN-GJS-700-2
Zugfestigkeit Rm, MPa Raumtemperatur 352,0 431,0 566,0
Dehngrenze Rp0,2, MPa Raumtemperatur 233,0 318,0 492,0
Bruchdehnung A5, % Raumtemperatur 15,8 16,8 0,9
SPEC_01_02_Bleicher.indd 45 08.05.17 13:28
© Giesserei-V
erlag
PERSPEKTIVEN
46 GIESSEREI-SPECIAL 01/2017
be zeigt Bild 4. Für die Versuchsdurchführung wurde nach dem Horizontenverfahren [10] vorgegangen. Die Ergebnisse wurden nach dem Verfahren von [11] ausgewertet. Dabei wurde nach dem Abknickpunkt eine weitere Neigung k* mit 44,9 vorgese-hen [12] und somit davon ausgegangen, dass die so genannte Dauerfestigkeit nicht vorhanden ist. Diese Annahme wird vom Nachweis für den ungänzenfreien [12] auf den mit Lunkern be-hafteten Werkstoffzustand übertragen.
5 Ergebnisse der Wöhlerversuche
5.1 Der ungänzenfreie Werkstoffzustand
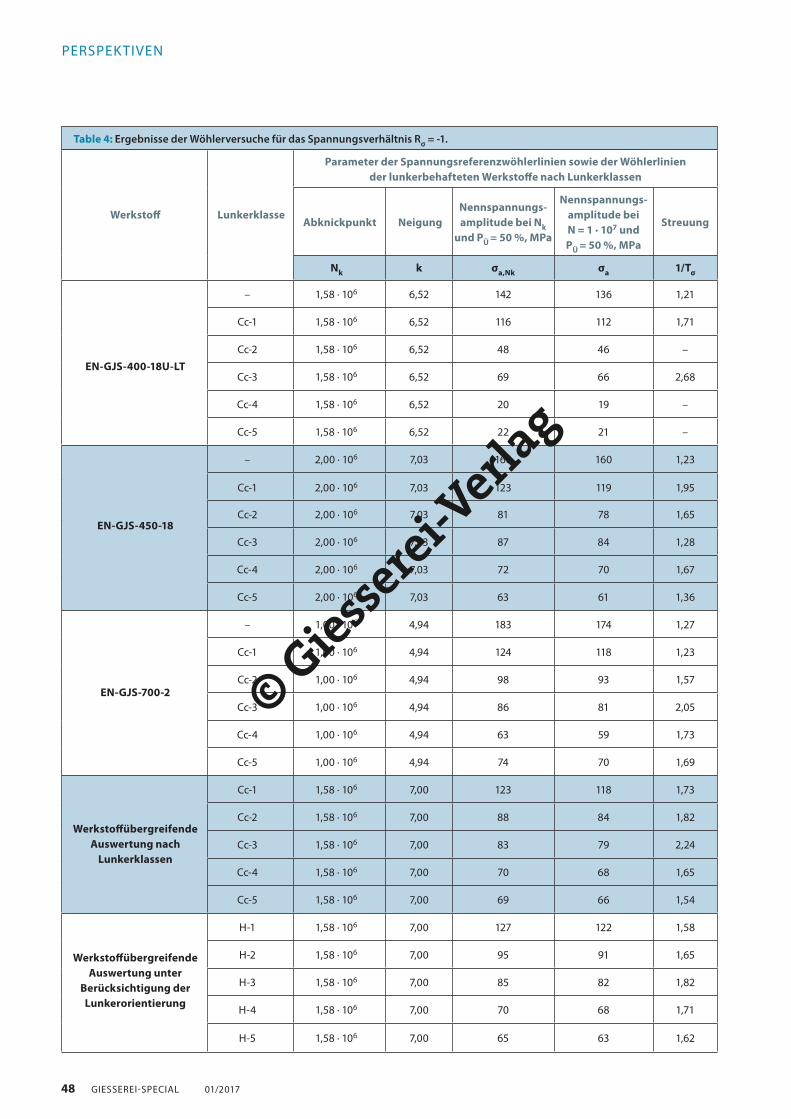
Als Referenz für die zyklische Beanspruchbarkeit der Schwing-proben mit Lunkern dient der ungänzenfreie Werkstoffzustand. Mit den Schwingproben, die den Gussplatten im Bereich ohne Anzeigen in der Durchstrahlungs- sowie Ultraschallprüfung ent-nommen wurden, wurden dazu Wöhlerlinien ermittelt. Die Wöh-lerdiagramme für die drei untersuchten Werkstoffe zeigen die Bilder 5 bis 7. Es zeigt sich, dass der perlitische EN-GJS-700-2 mit einer zyklischen Beanspruchbarkeit bei der Grenzschwing-spielzahl NG von σa,n,NG,50% = 174 MPa die höchste Schwingfes-tigkeit aufweist, gefolgt vom ferritisch mischkristallverfestigten EN-GJS-450-18 mit σa,n,NG,50% = 160 MPa sowie dem ferritischen EN-GJS-400-18U-LT mit σa,n,NG,50% = 136 MPa. Die Streumaße Tσ liegen dabei im Bereich zwischen 1 : 1,21 und 1 : 1,27 und damit in einem für Gusseisen mit Kugelgrafit üblichen Maß [3, 5, 13]. Diese Wöhlerlinien dienen nachfolgend als Referenz für die Schwingfestigkeitsuntersuchungen an den Schwingproben mit Lunkern und werden daher folgend als Spannungsreferenz-wöhlerlinien bezeichnet. Die zusammengefassten Parameter der Spannungsreferenzwöhlerlinien finden sich in Tabelle 4.
5.2 Lunkerbehafteter Werkstoffzustand
Die Ergebnisse der Schwingfestigkeit an den mit Lunkern be-hafteten Schwingproben sind beispielhaft im Wöhlerdiagramm in Bild 8 dargestellt sowie in Tabelle 4 zusammengefasst. Da-bei wurden, wie in den Untersuchungen in [3] für den Werk-stoff GGG-40, Wöhlerlinien getrennt nach Werkstoff und Lun-kerklasse abgeleitet. Die ermittelten Schwingfestigkeiten be-ziehen sich dabei auf Nennspannungen, d. h., die eigentliche verringerte Querschnittsfläche, die durch die Lunker gebildet wird, wird vernachlässigt. Bei der Auswertung der Versuchs-daten wurde unter Spannungsregelung für die Schwingpro-ben mit Lunkern das gleiche Schwingfestigkeitsverhalten un-terstellt wie für den ungänzenfreien Werkstoffzustand. Das bedeutet, dass die Neigungen der Wöhlerlinien im Bereich der Zeitschwingfestigkeit, also dem Bereich zwischen etwa 1 · 104 Schwingspielen bis zum jeweiligen Abknickpunkt, aus der Wöhlerlinie für den ungänzenfreien Werkstoffzustand über-nommen wurden. Durch die Darstellung der Schwingfestigkeit nach Lunkerklassen wie in [3] ergaben sich werkstoffunabhän-gig teils hohe Streumaße von bis zu Tσ = 1 : 2,68. Zudem konn-ten auf Grund eines zu kleinen Probenumfanges für einige der Wöhlerlinien des lunkerbehafteten EN-GJS-400-18U-LT keiner-lei Streumaße abgeschätzt werden.
Die so für die drei Werkstoffe und fünf Lunkerklassen ermit-telten Wöhlerlinien (Tabelle 4) zeigen, dass die zulässige zy-
Bild 4: Versuchsaufbau auf einer elektromagnetischen Resonanzprüfmaschine.
Bild 3: Beispiele für Röntgenbilder mit Lunkern der Klasse Cc-1 bis Cc-5, bewertet nach [1].
Table 3: Ergebnisse der Lunkerklassifizierung.
Werkstoff
Cc-1 Cc-2 Cc-3 Cc-4 Cc-5
Anzahl der Schwingproben je Lunkerklasse
EN-GJS-400-18U-LT 12 1 6 1 3
EN-GJS-450-18 16 10 4 9 7
EN-GJS-700-2 6 5 10 11 8
SPEC_01_02_Bleicher.indd 46 08.05.17 13:28
© Giesserei-V
erlag

GIESSEREI-SPECIAL 01/2017 47
Bild 5: Spannungsreferenzwöhlerlinie für den Werkstoff EN-GJS-400-18U-LT.
, MPa
Bild 6: Spannungsreferenzwöhlerlinie für den Werkstoff EN-GJS-450-18.
, MPa
Bild 7: Spannungsreferenzwöhlerlinie für den Werkstoff EN-GJS-700-2.
SPEC_01_02_Bleicher.indd 47 08.05.17 13:28
© Giesserei-V
erlag
PERSPEKTIVEN
48 GIESSEREI-SPECIAL 01/2017
Werkstoff Lunkerklasse
Parameter der Spannungsreferenzwöhlerlinien sowie der Wöhlerlinien der lunkerbehafteten Werkstoffe nach Lunkerklassen
Abknickpunkt NeigungNennspannungs- amplitude bei Nk
und PÜ = 50 %, MPa
Nennspannungs- amplitude bei N = 1 · 107 und PÜ = 50 %, MPa
Streuung
Nk k σa,Nk σa 1/Tσ
EN-GJS-400-18U-LT
– 1,58 · 106 6,52 142 136 1,21
Cc-1 1,58 · 106 6,52 116 112 1,71
Cc-2 1,58 · 106 6,52 48 46 –
Cc-3 1,58 · 106 6,52 69 66 2,68
Cc-4 1,58 · 106 6,52 20 19 –
Cc-5 1,58 · 106 6,52 22 21 –
EN-GJS-450-18
– 2,00 · 106 7,03 166 160 1,23
Cc-1 2,00 · 106 7,03 123 119 1,95
Cc-2 2,00 · 106 7,03 81 78 1,65
Cc-3 2,00 · 106 7,03 87 84 1,28
Cc-4 2,00 · 106 7,03 72 70 1,67
Cc-5 2,00 · 106 7,03 63 61 1,36
EN-GJS-700-2
– 1,00 · 106 4,94 183 174 1,27
Cc-1 1,00 · 106 4,94 124 118 1,23
Cc-2 1,00 · 106 4,94 98 93 1,57
Cc-3 1,00 · 106 4,94 86 81 2,05
Cc-4 1,00 · 106 4,94 63 59 1,73
Cc-5 1,00 · 106 4,94 74 70 1,69
Werkstoffübergreifende Auswertung nach
Lunkerklassen
Cc-1 1,58 · 106 7,00 123 118 1,73
Cc-2 1,58 · 106 7,00 88 84 1,82
Cc-3 1,58 · 106 7,00 83 79 2,24
Cc-4 1,58 · 106 7,00 70 68 1,65
Cc-5 1,58 · 106 7,00 69 66 1,54
Werkstoffübergreifende Auswertung unter
Berücksichtigung der Lunkerorientierung
H-1 1,58 · 106 7,00 127 122 1,58
H-2 1,58 · 106 7,00 95 91 1,65
H-3 1,58 · 106 7,00 85 82 1,82
H-4 1,58 · 106 7,00 70 68 1,71
H-5 1,58 · 106 7,00 65 63 1,62
Table 4: Ergebnisse der Wöhlerversuche für das Spannungsverhältnis Rσ = -1.
SPEC_01_02_Bleicher.indd 48 08.05.17 13:28
© Giesserei-V
erlag

GIESSEREI-SPECIAL 01/2017 49
klische Beanspruchbarkeit auf Grund der Lunker gegenüber dem ungänzenfreien Werkstoffzustand teilweise deutlich ab-fällt. Beispielsweise weist die Wöhlerlinie der Lunkerklasse Cc-5 für den Werkstoff EN-GJS-400-18U-LT am Abknickpunkt NK ge-rade einmal eine Nennspannungsamplitude von σa,n,50%,Cc-5 = 22 MPa auf. Bild 8 zeigt hierzu das Wöhlerdiagramm für die Spannungsreferenzwöhlerlinie und die Wöhlerlinie der Lun-kerklasse Cc-3 des Werkstoffes EN-GJS-700-2.
6 Werkstoffübergreifende Auswertung der Schwing-festigkeit der Lunker
Die teilweise hohen Streumaße zeigen, dass die bisherige Aus-wertung der Schwingfestigkeit nicht ausreichend ist. Es ist ins-besondere zu prüfen, ob die Schwingfestigkeit des lunkerbe-hafteten Werkstoffes auch noch vom Werkstoff selbst abhän-gig ist und dies in die Beurteilung der Schwingfestigkeit mit einfließen muss.
Zumindest für die drei untersuchten Werkstoffe ist dies nicht der Fall. Untersuchungen zum Kerbverhalten [5] zeigen, dass bei scharfen Kerben die Schwingfestigkeit der Werkstoffe EN-GJS-450-18 und EN-GJS-700-2 mit dem Festigkeitsniveau des EN-GJS-400-18U-LT zusammenfällt. Da Lunker als Ansammlung von Kerben angesehen werden können, bot sich daher eine werkstoffübergreifende Auswertung der Wöhlerversuchser-gebnisse zur Ableitung der Schwingfestigkeit der Schwingpro-ben mit Lunkern getrennt nach Lunkerklasse an. Auf diese Wei-se ergaben sich nun insgesamt fünf Wöhlerlinien für die Lun-kerklassen Cc-1 bis Cc-5, die für den EN-GJS-400-18U-LT, den EN-GJS-450-18 und den EN-GJS-700-2 Gültigkeit besitzen. Der Vorteil der werkstoffübergreifenden Auswertung liegt zudem in einem größeren Stichprobenumfang, der für die Auswertung einer Wöhlerlinie herangezogen werden kann und so die Ab-schätzung, insbesondere der Streuung, verbessert. In diesem Zusammenhang zeigte die Auswertung, dass sich die Streubän-
der in der werkstoffübergreifenden Auswertung verringern. So ergaben sich für die fünf ermittelten Wöhlerlinien Streuma-ße Tσ zwischen 1 : 1,54 und 1 : 2,24. Dennoch sind die so ermit-telten Streumaße noch nennenswert größer als die, die für un-gänzenfreie Kugelgrafitgusswerkstoffe bekannt sind [3, 5, 13].
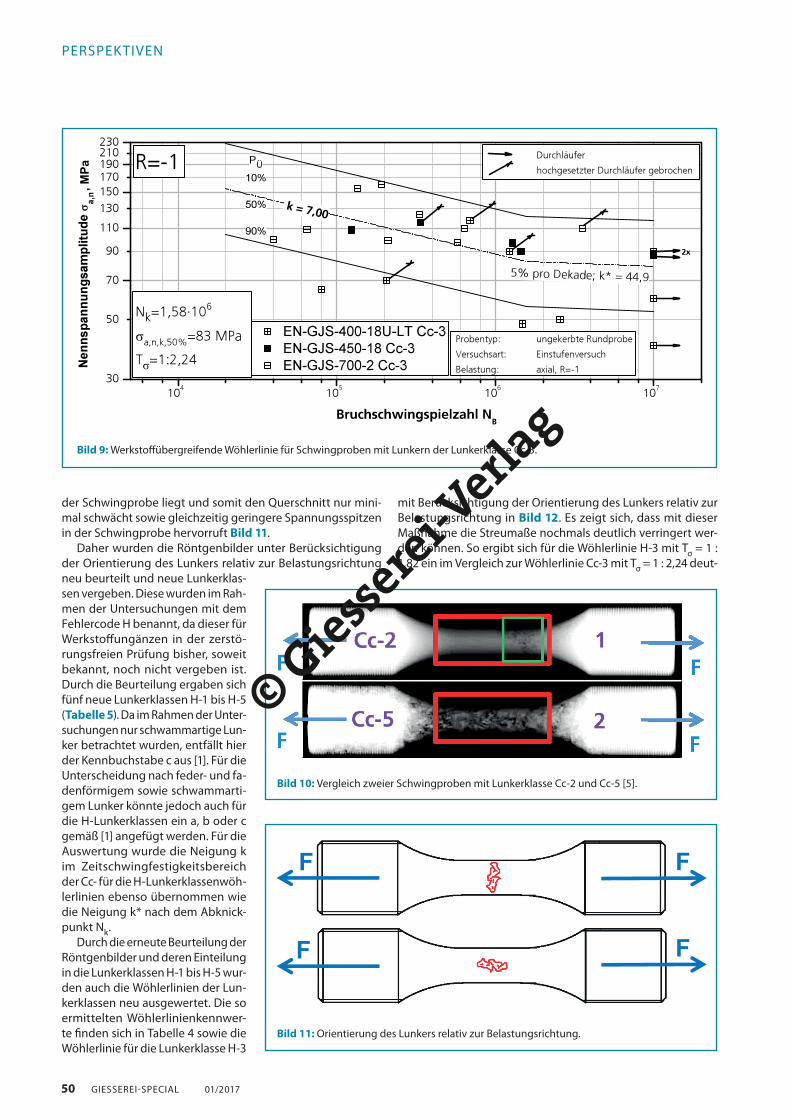
Ein Beispiel für die werkstoffübergreifende Wöhlerlinie für Schwingproben mit Lunkern der Lunkerklasse Cc-3 zeigt Bild 9. Alle Parameter der so in Abhängigkeit der fünf Lunkerklas-sen ermittelten Wöhlerlinien sind in Tabelle 4 zusammengefasst.
7 Berücksichtigung der Orientierung der Lunker in Bezug auf die Belastungsrichtung der Schwing-proben bei der Lunkerklassifizierung
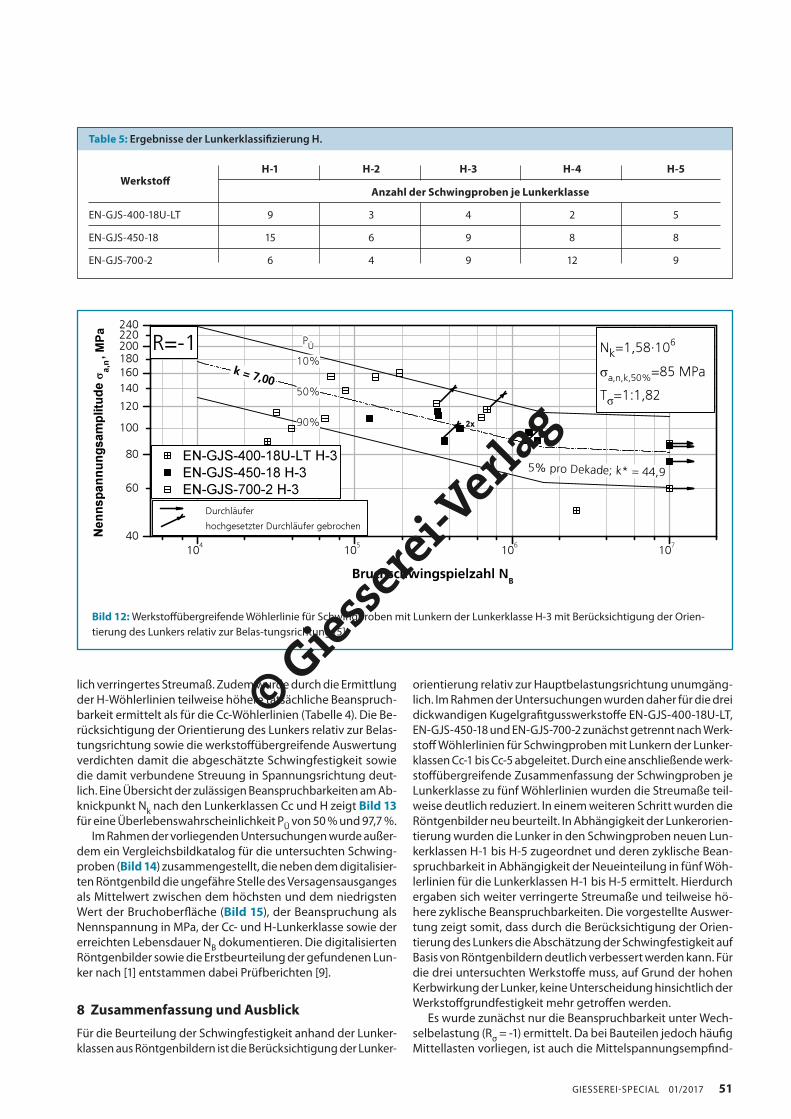
Die bisher ermittelten Streumaße sind jedoch noch weiter zu reduzieren, um den Aussagegehalt der beurteilten Lunker im Röntgenbild weiter zu erhöhen. Dies erfolgte durch die ge-zielte Berücksichtigung der Orientierung des Lunkers relativ zur Belastungsrichtung, die für die Schwingproben einfach zu bestimmen ist. Ein Beispiel hierfür zeigt Bild 10, in der zwei Schwingproben mit einem Cc-2- und einem Cc-5- Lunker ab-gebildet sind. Für beide ist der zu beurteilende Bauteilbe-reich der verjüngte Prüfbereich (Bild 10, roter Kasten). Für die Beurteilung der Lunkerklasse und der Lunkerart nach Norm [1, 2] spielt aktuell nur die Größe und Ausprägung des Lunkers eine Rolle. Das eigentlich Entscheidende jedoch ist die Beur-teilung des Lunkers bezüglich dessen Wirkung auf die zykli-sche Beanspruchbarkeit. Hierzu ist dementsprechend auch die Orientierung des Lunkers im Bauteil, also relativ zur Belas-tungsrichtung oder in Bezug auf die Position des Belastungs-Hot-Spots, in das Vorgehen zur Vergabe der Lunkerklassen mit einzubeziehen.
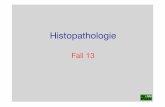
Für die Schwingproben bedeutet dies, dass ein maximal im Prüfquerschnitt verteilter Lunker eine höhere Lunkerklasse er-halten muss als ein gleich großer Lunker, der in Längsrichtung
, MPa
Bild 8: Wöhlerlinie für Schwingproben mit Lunkern der Lunkerklasse Cc-3 für den Werkstoff EN-GJS-700-2.
SPEC_01_02_Bleicher.indd 49 08.05.17 13:28
© Giesserei-V
erlag
PERSPEKTIVEN
50 GIESSEREI-SPECIAL 01/2017
der Schwingprobe liegt und somit den Querschnitt nur mini-mal schwächt sowie gleichzeitig geringere Spannungsspitzen in der Schwingprobe hervorruft Bild 11.
Daher wurden die Röntgenbilder unter Berücksichtigung der Orientierung des Lunkers relativ zur Belastungsrichtung neu beurteilt und neue Lunkerklas-sen vergeben. Diese wurden im Rah-men der Untersuchungen mit dem Fehlercode H benannt, da dieser für Werkstoffungänzen in der zerstö-rungsfreien Prüfung bisher, soweit bekannt, noch nicht vergeben ist. Durch die Beurteilung ergaben sich fünf neue Lunkerklassen H-1 bis H-5 (Tabelle 5). Da im Rahmen der Unter-suchungen nur schwammartige Lun-ker betrachtet wurden, entfällt hier der Kennbuchstabe c aus [1]. Für die Unterscheidung nach feder- und fa-denförmigem sowie schwammarti-gem Lunker könnte jedoch auch für die H-Lunkerklassen ein a, b oder c gemäß [1] angefügt werden. Für die Auswertung wurde die Neigung k im Zeitschwingfestigkeitsbereich der Cc- für die H-Lunkerklassenwöh-lerlinien ebenso übernommen wie die Neigung k* nach dem Abknick-punkt Nk.
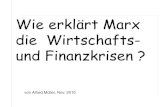
Durch die erneute Beurteilung der Röntgenbilder und deren Einteilung in die Lunkerklassen H-1 bis H-5 wur-den auch die Wöhlerlinien der Lun-kerklassen neu ausgewertet. Die so ermittelten Wöhlerlinienkennwer-te finden sich in Tabelle 4 sowie die Wöhlerlinie für die Lunkerklasse H-3
mit Berücksichtigung der Orientierung des Lunkers relativ zur Belastungsrichtung in Bild 12. Es zeigt sich, dass mit dieser Maßnahme die Streumaße nochmals deutlich verringert wer-den können. So ergibt sich für die Wöhlerlinie H-3 mit Tσ = 1 : 1,82 ein im Vergleich zur Wöhlerlinie Cc-3 mit Tσ = 1 : 2,24 deut-
, MPa
Bild 9: Werkstoffübergreifende Wöhlerlinie für Schwingproben mit Lunkern der Lunkerklasse Cc-3.
Bild 10: Vergleich zweier Schwingproben mit Lunkerklasse Cc-2 und Cc-5 [5].
F
F
F
F
Bild 11: Orientierung des Lunkers relativ zur Belastungsrichtung.
SPEC_01_02_Bleicher.indd 50 08.05.17 13:28
© Giesserei-V
erlag
GIESSEREI-SPECIAL 01/2017 51
lich verringertes Streumaß. Zudem wurde durch die Ermittlung der H-Wöhlerlinien teilweise höhere tatsächliche Beanspruch-barkeit ermittelt als für die Cc-Wöhlerlinien (Tabelle 4). Die Be-rücksichtigung der Orientierung des Lunkers relativ zur Belas-tungsrichtung sowie die werkstoffübergreifende Auswertung verdichten damit die abgeschätzte Schwingfestigkeit sowie die damit verbundene Streuung in Spannungsrichtung deut-lich. Eine Übersicht der zulässigen Beanspruchbarkeiten am Ab-knickpunkt Nk nach den Lunkerklassen Cc und H zeigt Bild 13 für eine Überlebenswahrscheinlichkeit PÜ von 50 % und 97,7 %.
Im Rahmen der vorliegenden Untersuchungen wurde außer-dem ein Vergleichsbildkatalog für die untersuchten Schwing-proben (Bild 14) zusammengestellt, die neben dem digitalisier-ten Röntgenbild die ungefähre Stelle des Versagensausganges als Mittelwert zwischen dem höchsten und dem niedrigsten Wert der Bruchoberfläche (Bild 15), der Beanspruchung als Nennspannung in MPa, der Cc- und H-Lunkerklasse sowie der erreichten Lebensdauer NB dokumentieren. Die digitalisierten Röntgenbilder sowie die Erstbeurteilung der gefundenen Lun-ker nach [1] entstammen dabei Prüfberichten [9].
8 Zusammenfassung und Ausblick
Für die Beurteilung der Schwingfestigkeit anhand der Lunker-klassen aus Röntgenbildern ist die Berücksichtigung der Lunker-
orientierung relativ zur Hauptbelastungsrichtung unumgäng-lich. Im Rahmen der Untersuchungen wurden daher für die drei dickwandigen Kugelgrafitgusswerkstoffe EN-GJS-400-18U-LT, EN-GJS-450-18 und EN-GJS-700-2 zunächst getrennt nach Werk-stoff Wöhlerlinien für Schwingproben mit Lunkern der Lunker-klassen Cc-1 bis Cc-5 abgeleitet. Durch eine anschließende werk-stoffübergreifende Zusammenfassung der Schwingproben je Lunkerklasse zu fünf Wöhlerlinien wurden die Streumaße teil-weise deutlich reduziert. In einem weiteren Schritt wurden die Röntgenbilder neu beurteilt. In Abhängigkeit der Lunkerorien-tierung wurden die Lunker in den Schwingproben neuen Lun-kerklassen H-1 bis H-5 zugeordnet und deren zyklische Bean-spruchbarkeit in Abhängigkeit der Neueinteilung in fünf Wöh-lerlinien für die Lunkerklassen H-1 bis H-5 ermittelt. Hierdurch ergaben sich weiter verringerte Streumaße und teilweise hö-here zyklische Beanspruchbarkeiten. Die vorgestellte Auswer-tung zeigt somit, dass durch die Berücksichtigung der Orien-tierung des Lunkers die Abschätzung der Schwingfestigkeit auf Basis von Röntgenbildern deutlich verbessert werden kann. Für die drei untersuchten Werkstoffe muss, auf Grund der hohen Kerbwirkung der Lunker, keine Unterscheidung hinsichtlich der Werkstoffgrundfestigkeit mehr getroffen werden.
Es wurde zunächst nur die Beanspruchbarkeit unter Wech-selbelastung (Rσ = -1) ermittelt. Da bei Bauteilen jedoch häufig Mittellasten vorliegen, ist auch die Mittelspannungsempfind-
Table 5: Ergebnisse der Lunkerklassifizierung H.
Werkstoff
H-1 H-2 H-3 H-4 H-5
Anzahl der Schwingproben je Lunkerklasse
EN-GJS-400-18U-LT 9 3 4 2 5
EN-GJS-450-18 15 6 9 8 8
EN-GJS-700-2 6 4 9 12 9
, MPa
Bild 12: Werkstoffübergreifende Wöhlerlinie für Schwingproben mit Lunkern der Lunkerklasse H-3 mit Berücksichtigung der Orien-tierung des Lunkers relativ zur Belas-tungsrichtung [5].
SPEC_01_02_Bleicher.indd 51 08.05.17 13:28
© Giesserei-V
erlag

PERSPEKTIVEN
52 GIESSEREI-SPECIAL 01/2017
0
20
40
60
80
100
120
140
0 1 2 3 4 5
Nen
nspa
nnun
gsam
plitu
de b
ei N
k, M
Pa
Lunkerklasse Cc bzw. H
50 %-Nennspannungsamplitude der werkstoffübergreifenden Auswertung97,7 %-Nennspannungsamplitude der werkstoffübergreifenden Auswertung50 %-Nennspannungsamplitude der Auswertung mit Berücksichtigung der Lunkerlage97,7 %-Nennspannungsamplitude der Auswertung mit Berücksichtigung der Lunkerlage
Bild 13: Vergleich der Schwingfestigkeiten der werkstoffübergreifenden Auswertung sowie der Auswertung unter Berücksichtigung der Lunkerorientierung für die Überlebenswahrscheinlichkeiten PÜ = 50 % und PÜ = 97,7 %.
Werksto – EN-GJS-700-2 Probennummer
FWH-I-G-75 FWH-I-G-08 FWH- I-G-56 FWH-I-G-06 FWH-I-G-39 FWH-I-G-38 FWH-I-G-61 FWH-I-G-05 FWH-I-G-34
!Nennspannungsamplitude a,n [MPa]
110 MPa 130 MPa 160 MPa 160 MPa 140 MPa 160 MPa 130 MPa 100 MPa 115 MPa Lunkerklasse mit Berücksichtigung der Belast ungsrichtung relativ zur Lages des Lunkers
H-3 H-3 H-3 H-3 H-3 H-3 H-3 H-3 H-3 Lunkerklasse nach ASTM E-446
Cc-3 Cc-3 Cc-3 Cc-3 Cc-2 Cc-2 Cc-3 Cc-3 Cc-4 erreichte Bruchschwingspielzahl N B
641.606 332.677 191.992 135.702 87.836 70.831 64.908 39.911 32.085 Bruchlage von Probenoberseite aus gemessen
58,91 mm 86,25 mm 78,71 mm 84,87 mm 84,37 mm 84,74 mm 88,91 mm 63,69 mm 56,73 mm
Bild 14: Auszug aus dem erarbeiteten Vergleichskatalog für Lunker.
SPEC_01_02_Bleicher.indd 52 08.05.17 13:28
© Giesserei-V
erlag

GIESSEREI-SPECIAL 01/2017 53
lichkeit von Interesse, die durch die Prüfung von Schwingpro-ben mit Lunkern unter Zugschwellbelastung (Rσ = 0) bestimmt wird. Auch das Verhalten unter variablen Belastungsamplitu-den ist von Interesse, um Bauteilbemessungen gegenüber tat-sächlichen Belastungen (Betriebslasten) durchführen und feh-lende Festigkeiten, aber gegebenenfalls auch Potenziale von mit Lunkern behafteter Bauteile erkennen zu können. Dies ist in weiteren Arbeiten zu untersuchen.
Seitens der Röntgenbildbeurteilung wurde gezeigt, wie durch die Berücksichtigung der Belastungsrichtung relativ zur Orien-tierung des Lunkers und durch die Einführung von Lunkerklas-sen H-1 bis H-5 die zyklische Beanspruchbarkeit genauer be-schrieben werden kann. Durch die Vorteile der sich immer wei-ter verbreitenden digitalen Röntgentechnik sollte dieser Ansatz weiter verfolgt und gegebenenfalls bei der Auswertung stan-dardisiert werden. Auch die Einbeziehung lokaler Dichten könn-te die Röntgenbildbeurteilung verbessern [5]. Eine zusätzliche Einbindung der Ergebnisse von FEM-Belastungssimulationen zur Bestimmung der Position der maximalen Beanspruchung (Hot-Spot) in den Röntgenbildbeurteilungsprozess kann zu-sätzlich helfen, lokal auftretende Lunker deutlich präziser hin-sichtlich ihrer schwingfestigkeitsmindernden Wirkung in Be-lastungs-Hot-Spots zu beurteilen.
Dr.-Ing. Christoph Bleicher, Gruppe Bauteilgebundenes Werk-stoffverhalten, Abteilung Werkstoffe und Bauteile Bereich Betriebsfestigkeit, Fraunhofer-Institut für Betriebsfestigkeit und Systemzuverlässigkeit LBF, Darmstadt.
Literatur:[1] Adjunct to E446 reference radiographs for steel castings up to 2 in. (51 mm) in thickness. ASTM International, 2010.[2] Institut für Gießereitechnik GmbH (IfG); Gesellschaft für Radiogra-phie (GfR) GmbH: VDG-Merkblatt P-541, Fehlervergleichskatalog für die Bewertung von Durch-strahlungsprüfungen an dickwandigen Gussstü-cken aus unlegierten EN-GJS-Werkstoffen. Verein Deutscher Giesserei-fachleute e.V. VDG, 2001.[3] Kaufmann, H.: Zur schwingfesten Bemessung dickwandiger Bauteile aus GGG-40 unter Berücksichtigung gießtechnisch bedingter Gefügeun-gänzen. Dissertation, Fraunhofer LBF, Darmstadt, LBF-Bericht FB-214, 1998.[4] Heinrietz, A.; Bleicher, C.; Kurz, J., u. a.: Lunkerfest – Ermüdungsfestig-keitsnachweis auf Basis zerstörungsfreier Prüfungen an dickwandigen Ei-sengussbauteilen in der Windenergie. Abschlussbericht, Vorhabennum-mer 0325239A, 2014.[5] Bleicher, C.: Ein Beitrag zur Beurteilung der Schwingfestigkeit von Guss-eisen mit Kugelgrafit mit besonderer Berücksichtigung der Auswirkungen von Lunkern auf die Bauteillebensdauer. Dissertation, Technische Univer-sität Darmstadt, Fraunhofer LBF, Darmstadt, LBF-Bericht FB-246, 2016.[6] Giesserei 101 (2014), [Nr. 10], S. 38-47.[7] Normenausschuss Gießereiwesen (GINA) im DIN Deutsches Institut für Normung e.V.; Normenausschuss Materialprüfung (NMP) im DIN Deut-sches Institut für Normung e.V.: DIN EN 12681: Gießereiwesen – Durch-strahlungsprüfung. Deutsche Fassung EN 12681:2003, ICS 77.040.20, Beuth Verlag, Berlin, Juni 2003.[8] Normenausschuss Materialprüfung (NMP) im DIN Deutsches Institut für Normung e.V.: DIN EN 444: Zerstörungsfreie Prüfung – Grundlagen für die Durchstrahlung von metallischen Werkstoffen mit Röntgen- und Gam-mastrahlen. Deutsche Fassung EN 444:1994, ICS 19.100, 77.040.20, Beuth Verlag, Berlin, April 1994.[9] Bublies, G.; Nagel, S.: Prüfbericht für Durchstrahlungsprüfung an Rund-proben – Bericht-Nr.: 123923. Gesellschaft für Radiographie mbH, Hattin-gen, 30.10.2012.[10] Haibach, E.: Betriebsfestigkeit, Verfahren und Daten zur Bauteilbe-rechnung. 3., korrigierte und ergänzte Auflage, Springer-Verlag, Berlin, Heidelberg, New York, ISBN-10 3-540-29363-9, 2006.[11] Spindel, J. E.; Haibach, E.: The method of maximum likelihood applied to the statistical analysis of fatigue data including run-outs. S.E.E. Interna-tional Conference, University of Warwick, Coventry, 3.-6.4.1979. S. 7.1-7.23.[12] Konstruktion 57 (2005), [Nr. 4], S. 87-92.[13] Schönborn, S.: Zur Bemessung von zyklisch innendruckbeanspruch-ten Bauteilen aus Gusseisenwerkstoffen mit Kerbgrundkonzepten. Dis-sertation, Technische Universität Darmstadt, Fraunhofer LBF, Darmstadt, LBF-Bericht FB-248, 2016.
Bild 15: Ermittlung der Position des Versagens.
2032_Convitec negativ.indd 1 01.02.13 10:02
SPEC_01_02_Bleicher.indd 53 08.05.17 13:28
© Giesserei-V
erlag






![Die Synthese amphiphiler 666-6 ... · Schardinger [6] als zyklische Oligosaccharide charakterisiert. Beweise zur Ausbildung von ... durch das Enzym Cyclodextrin-Glycosyltransferase](https://static.fdokument.com/doc/165x107/5d606e1088c993b3248bb750/die-synthese-amphiphiler-666-6-schardinger-6-als-zyklische-oligosaccharide.jpg)









![Örtliche Bewertung der Schwingfestigkeit von ...tuprints.ulb.tu-darmstadt.de/2392/1/Diss_Schneider.pdf · existieren Regelwerke wie die VDI-Richtlinie 2230 [1] im Maschinenbau und](https://static.fdokument.com/doc/165x107/5a9e2d907f8b9a21488cd0da/rtliche-bewertung-der-schwingfestigkeit-von-regelwerke-wie-die-vdi-richtlinie.jpg)