Bleifreies Handlöten - · PDF fileHamburger Lötzirkel 16. Juni 2005 TA Bleifreies...
19
Hamburger Lötzirkel 16. Juni 2005 TA Bleifreies Handlöten 1 © T. Ahrens, Fraunhofer ISIT 2005 Bleifreies Handlöten Bleifreies Handlöten Seher Seher Kurnaz Kurnaz, Thomas Ahrens , Thomas Ahrens Fraunhofer ISIT, D-25524 Itzehoe Fraunhofer ISIT, D-25524 Itzehoe Fraunhoferstraße 1, Tel. 04821 17-4605, Fax -4251 Fraunhoferstraße 1, Tel. 04821 17-4605, Fax -4251 e-mail e-mail [email protected] [email protected] T. Ahrens, CIT, Mastertrainer für FED, Berlin T. Ahrens, CIT, Mastertrainer für FED, Berlin Hamburger Lötzirkel Hamburger Lötzirkel Treffen am 14. Juni 2005 Treffen am 14. Juni 2005 im Fraunhofer ISIT, Itzehoe im Fraunhofer ISIT, Itzehoe © T. Ahrens, Fraunhofer ISIT 2005 Übersicht Übersicht l Metallurgie des Handlötens Metallurgie des Handlötens l Probleme mit „bleifrei“ Probleme mit „bleifrei“ l Bewertungskriterien zur Prozessoptimierung Bewertungskriterien zur Prozessoptimierung l Erfassung des Prozessfensters Erfassung des Prozessfensters l Lotlegierungen im Vergleich Lotlegierungen im Vergleich l Schlussfolgerungen Schlussfolgerungen l Literatur Literatur
Transcript of Bleifreies Handlöten - · PDF fileHamburger Lötzirkel 16. Juni 2005 TA Bleifreies...

Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 1
© T. Ahrens, Fraunhofer ISIT 2005
Bleifreies HandlötenBleifreies Handlöten
Seher Seher KurnazKurnaz, Thomas Ahrens, Thomas AhrensFraunhofer ISIT, D-25524 ItzehoeFraunhofer ISIT, D-25524 Itzehoe
Fraunhoferstraße 1, Tel. 04821 17-4605, Fax -4251Fraunhoferstraße 1, Tel. 04821 17-4605, Fax -4251e-maile-mail [email protected]@isit.fraunhofer.de
T. Ahrens, CIT, Mastertrainer für FED, BerlinT. Ahrens, CIT, Mastertrainer für FED, Berlin
Hamburger LötzirkelHamburger LötzirkelTreffen am 14. Juni 2005Treffen am 14. Juni 2005im Fraunhofer ISIT, Itzehoeim Fraunhofer ISIT, Itzehoe
© T. Ahrens, Fraunhofer ISIT 2005
ÜbersichtÜbersicht
ll Metallurgie des HandlötensMetallurgie des Handlötens
ll Probleme mit „bleifrei“Probleme mit „bleifrei“
ll Bewertungskriterien zur ProzessoptimierungBewertungskriterien zur Prozessoptimierung
ll Erfassung des ProzessfenstersErfassung des Prozessfensters
ll Lotlegierungen im VergleichLotlegierungen im Vergleich
ll SchlussfolgerungenSchlussfolgerungen
ll LiteraturLiteratur
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 2
© T. Ahrens, Fraunhofer ISIT 2005
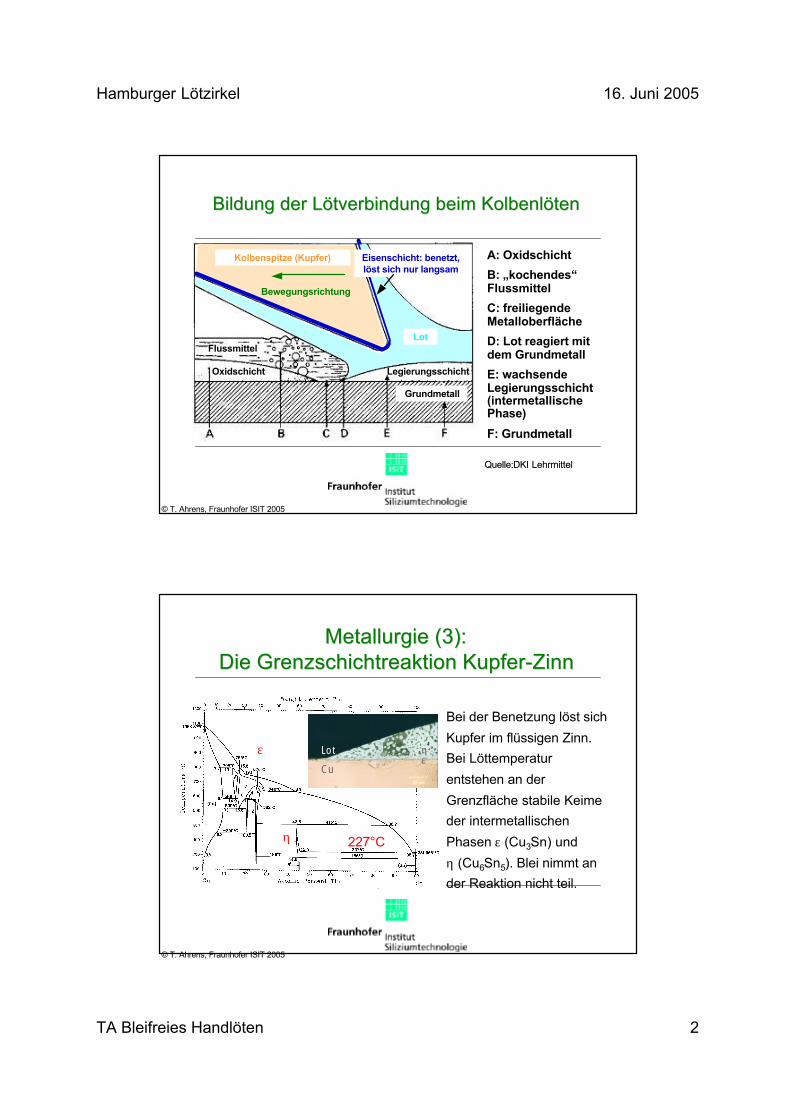
Bildung der Lötverbindung beim KolbenlötenBildung der Lötverbindung beim Kolbenlöten
Quelle:DKIQuelle:DKI Lehrmittel Lehrmittel
A: Oxidschicht
B: „kochendes“Flussmittel
C: freiliegendeMetalloberfläche
D: Lot reagiert mitdem Grundmetall
E: wachsendeLegierungsschicht(intermetallischePhase)
F: Grundmetall
Bewegungsrichtung
Kolbenspitze (Kupfer)
Oxidschicht
Flussmittel
Legierungsschicht
Lot
Grundmetall
Eisenschicht: benetzt,löst sich nur langsam
© T. Ahrens, Fraunhofer ISIT 2005
Metallurgie (3):Metallurgie (3):Die Grenzschichtreaktion Kupfer-ZinnDie Grenzschichtreaktion Kupfer-Zinn
Bei der Benetzung löst sich
Kupfer im flüssigen Zinn.
Bei Löttemperatur
entstehen an der
Grenzfläche stabile Keime
der intermetallischen
Phasen ε (Cu3Sn) und
η (Cu6Sn5). Blei nimmt an
der Reaktion nicht teil.
ε
η
Lot
Cu
ηηεε
227°C
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 3
© T. Ahrens, Fraunhofer ISIT 2005
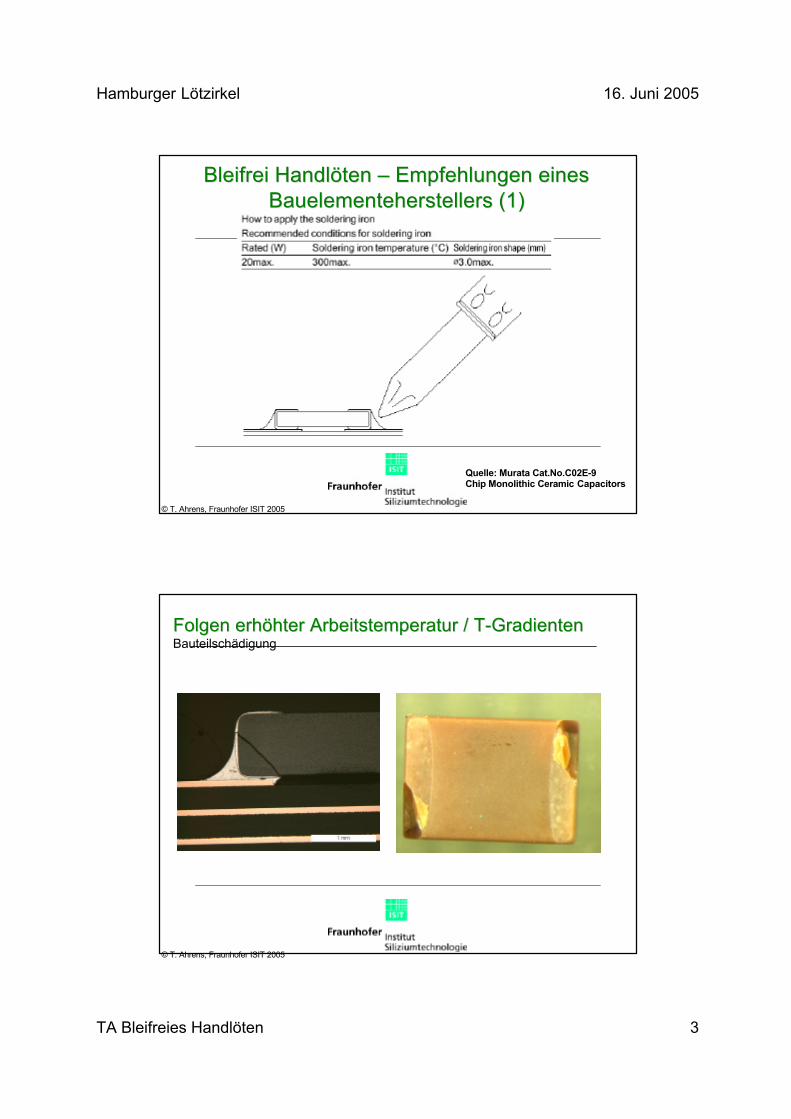
Bleifrei Handlöten – Empfehlungen einesBleifrei Handlöten – Empfehlungen einesBauelementeherstellers (1)Bauelementeherstellers (1)
Quelle: Murata Cat.No.C02E-9Chip Monolithic Ceramic Capacitors
© T. Ahrens, Fraunhofer ISIT 2005
Folgen erhöhter Arbeitstemperatur / T-GradientenFolgen erhöhter Arbeitstemperatur / T-Gradienten Bauteilschädigung
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 4
© T. Ahrens, Fraunhofer ISIT 2005
Grundregeln für das Löten von HandGrundregeln für das Löten von Hand
l Stelle einen guten Wärmekontakt zwischen der Lötspitze und der Lötstelleher. Dieser gute Kontakt kann nur über das flüssige Lot erzielt werden.
l Lass das Flussmittel seine Wirkung an den entsprechenden Stellenverrichten.Das Flussmittel muss frei auf die zu lötende Stelle kommen.Flussmittel fördert den Wärmeübergang.
l Erhalte den Kontakt zwischen Lötkolben und zu lötender Stelle so langeaufrecht, bis das Lot gut verlaufen ist.
l Verwende nur soviel Lot wie notwendig.Bei bedrahteten Anschlüssen sollte die Kontur der Drähte sichtbar bleiben.
l Die Bauteile dürfen sich während der Erstarrung nicht bewegen.
Quelle: Klein Quelle: Klein WassinkWassink“Weichlöten in der Elektronik”“Weichlöten in der Elektronik”Leuze-VerlagLeuze-Verlag (1992) (1992)
Reichen diese Regeln schon aus für einen beherrschten Prozess?
© T. Ahrens, Fraunhofer ISIT 2005
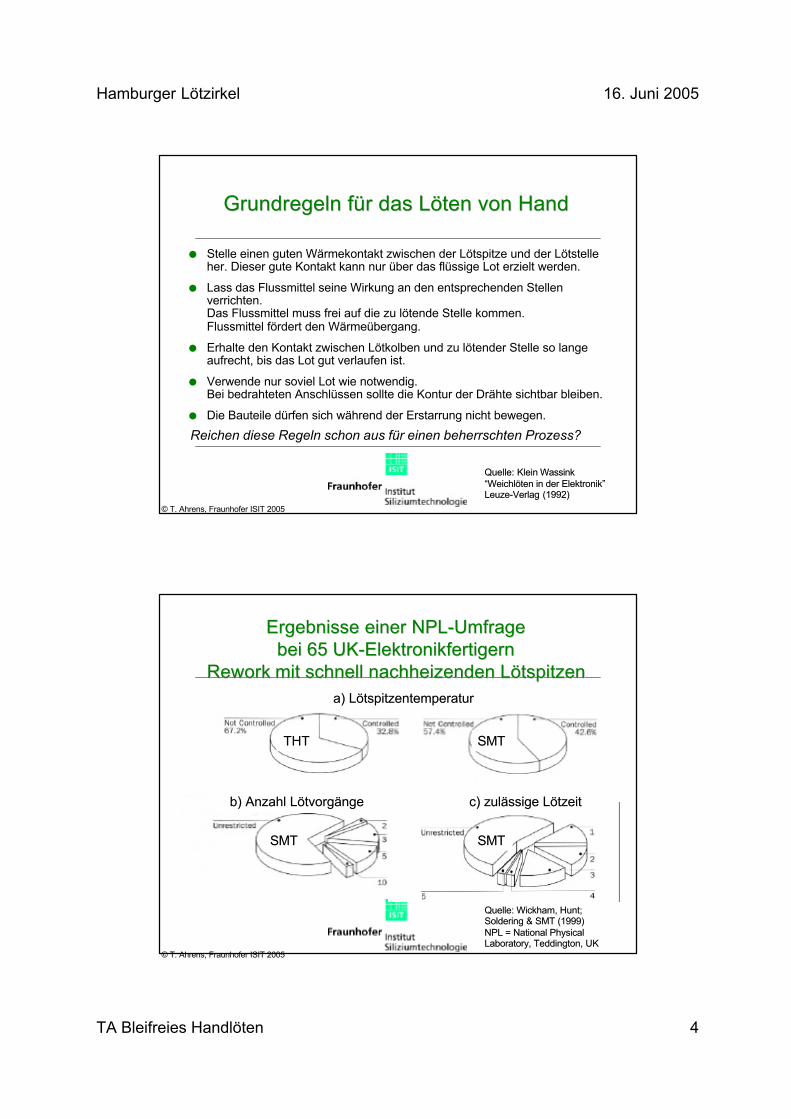
Ergebnisse einer NPL-UmfrageErgebnisse einer NPL-Umfragebei 65 UK-Elektronikfertigernbei 65 UK-Elektronikfertigern
ReworkRework mit schnell nachheizenden Lötspitzen mit schnell nachheizenden Lötspitzen
Quelle: Quelle: WickhamWickham, , HuntHunt;;SolderingSoldering & SMT (1999) & SMT (1999)NPL = National NPL = National PhysicalPhysicalLaboratory, Laboratory, TeddingtonTeddington, UK, UK
a) Lötspitzentemperatura) Lötspitzentemperatur
THTTHT SMTSMT
b) Anzahl Lötvorgängeb) Anzahl Lötvorgänge c) zulässige Lötzeitc) zulässige Lötzeit
SMTSMT SMTSMT
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 5
© T. Ahrens, Fraunhofer ISIT 2005
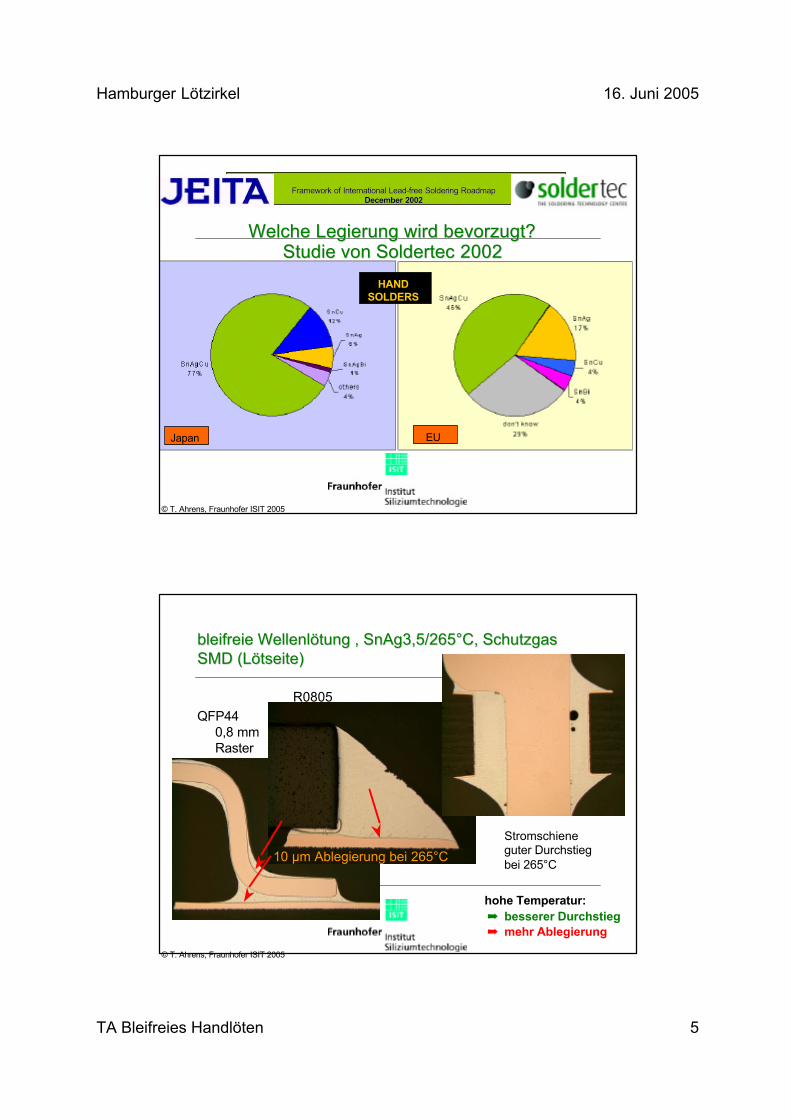
EUJapan
Framework of International Lead-free Soldering RoadmapFramework of International Lead-free Soldering RoadmapDecember 2002December 2002
HANDSOLDERS
Welche Legierung wird bevorzugt?Welche Legierung wird bevorzugt?Studie von Studie von SoldertecSoldertec 2002 2002
© T. Ahrens, Fraunhofer ISIT 2005
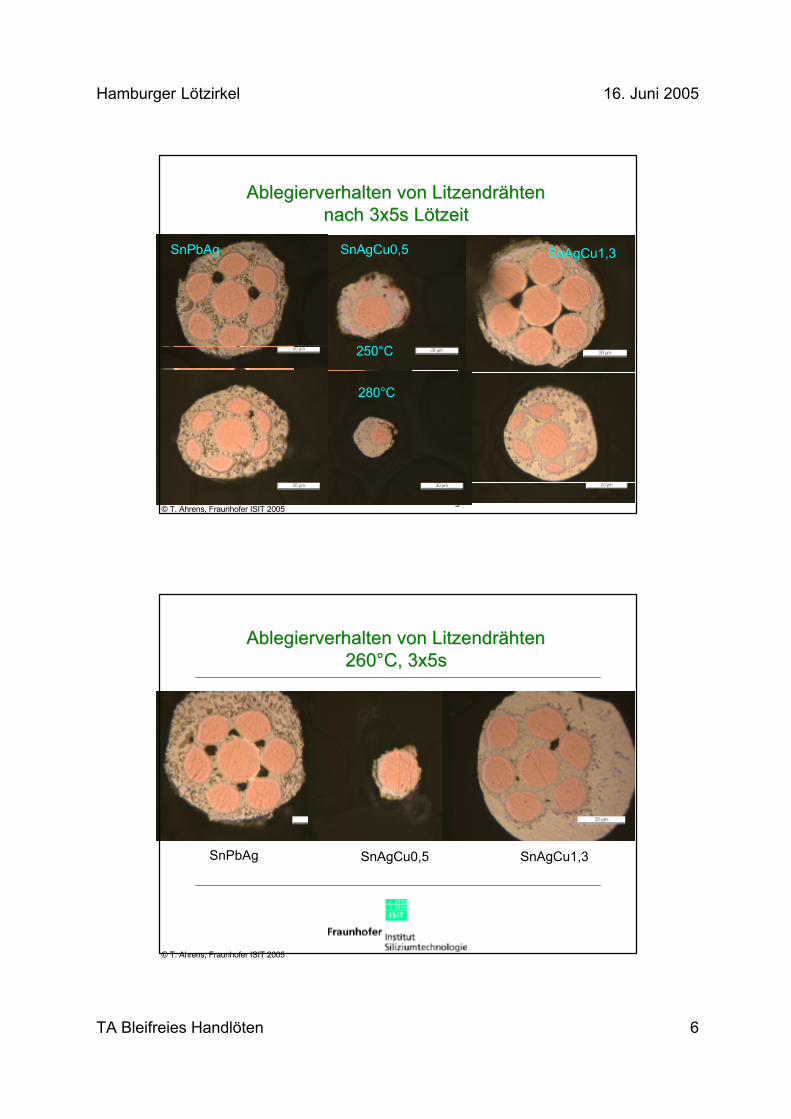
bleifreie Wellenlötung , SnAg3,5/265°C, Schutzgasbleifreie Wellenlötung , SnAg3,5/265°C, SchutzgasSMD (Lötseite)SMD (Lötseite)
R0805QFP44
0,8 mmRaster
Stromschiene guter Durchstieg bei 265°C
hohe Temperatur: á besserer Durchstieg
á mehr Ablegierung
10 µm Ablegierung bei 265°C
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 6
© T. Ahrens, Fraunhofer ISIT 2005
Ablegierverhalten von LitzendrähtenAblegierverhalten von Litzendrähtennach 3x5s Lötzeitnach 3x5s Lötzeit
Litzendrähte verdrilltSnPbAg SnAgCu0,5 SnAgCu1,3
250°C
280°C
© T. Ahrens, Fraunhofer ISIT 2005
Ablegierverhalten von LitzendrähtenAblegierverhalten von Litzendrähten260°C, 3x5s260°C, 3x5s
SnPbAg SnAgCu0,5 SnAgCu1,3
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 7
© T. Ahrens, Fraunhofer ISIT 2005
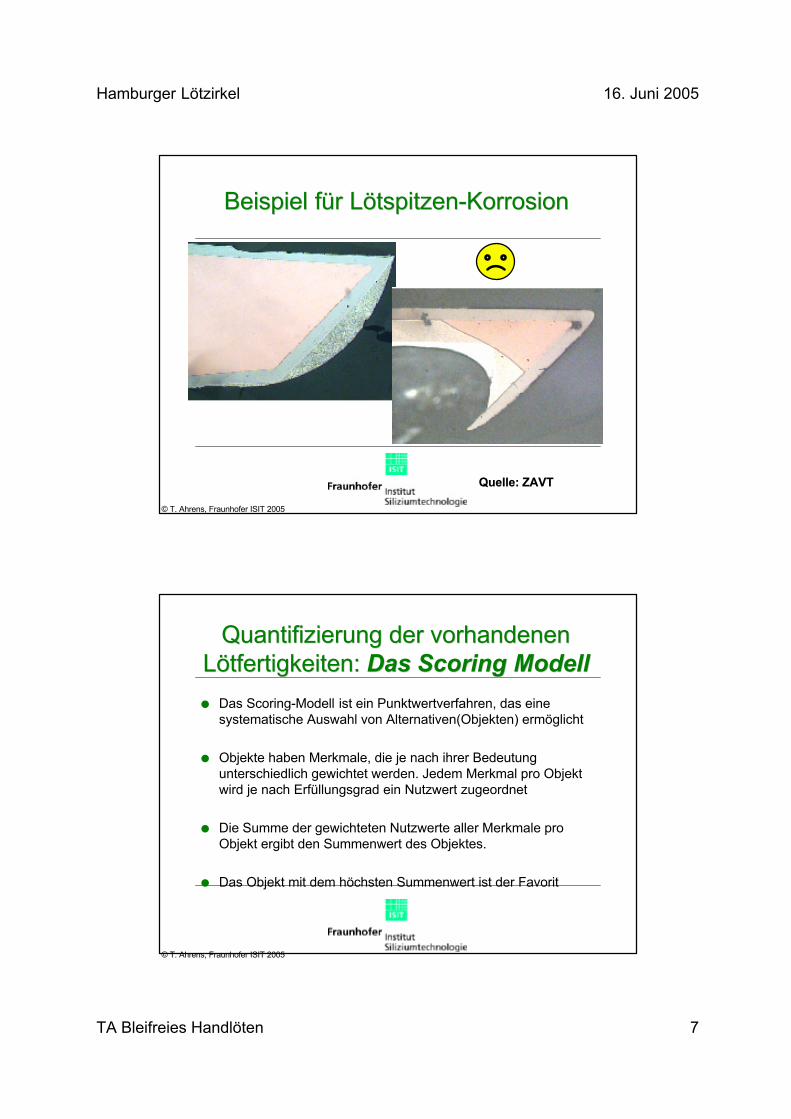
Beispiel für Lötspitzen-KorrosionBeispiel für Lötspitzen-Korrosion
Quelle: ZAVTQuelle: ZAVT
© T. Ahrens, Fraunhofer ISIT 2005
Quantifizierung der vorhandenenQuantifizierung der vorhandenenLötfertigkeiten: Lötfertigkeiten: DasDas Scoring Scoring Modell Modelll Das Scoring-Modell ist ein Punktwertverfahren, das eine
systematische Auswahl von Alternativen(Objekten) ermöglicht
l Objekte haben Merkmale, die je nach ihrer Bedeutungunterschiedlich gewichtet werden. Jedem Merkmal pro Objektwird je nach Erfüllungsgrad ein Nutzwert zugeordnet
l Die Summe der gewichteten Nutzwerte aller Merkmale proObjekt ergibt den Summenwert des Objektes.
l Das Objekt mit dem höchsten Summenwert ist der Favorit

Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 8
© T. Ahrens, Fraunhofer ISIT 2005
ScoringScoring ist eine Gruppenaufgabe; ist eine Gruppenaufgabe;Ermittlung und Gewichtung der Merkmale wird durchErmittlung und Gewichtung der Merkmale wird durch
eine heterogene Gruppe objektivierteine heterogene Gruppe objektiviert
Der Prozess kann in sechs Stufen unterteilt werden:l Definition der Bewertungsgruppe – z. B. Lötergebnisl Auswahl der Bewertungskriterien (Merkmale)l Gewichtung der Bewertungskriterien
(Merkmalsgewichtung) – alle gemeinsam;intuitiv (ausdiskutieren), korrelativ (objektiviert)
l Durchführung der Bewertung - jeder für sich alleinl Auswertung (Mittelwertbildung der Summenwerte)l Sensitivitätsanalyse
© T. Ahrens, Fraunhofer ISIT 2005
visuelle Kriterien* zur Bewertung durchvisuelle Kriterien* zur Bewertung durchdas Fertigungspersonaldas Fertigungspersonal
l Die Lötstellenoberfläche soll gleichmäßig und glatt sein
(Glanz ist nicht erforderlich).
l Das Lot soll von den zu fügenden Teilen aus dünn auslaufen
(kleiner Kontaktwinkel).
l Die Lötstellenoberfläche soll nicht unterbrochen sein.
l Die Konturen der gelöteten Teile sollen in der Lötstelle
erkennbar sein.
l Die Lötstelle muss ausreichend Lot enthalten.
*IPC-A-610 Abnahmekriterien fürelektronische Baugruppen
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 9
© T. Ahrens, Fraunhofer ISIT 2005
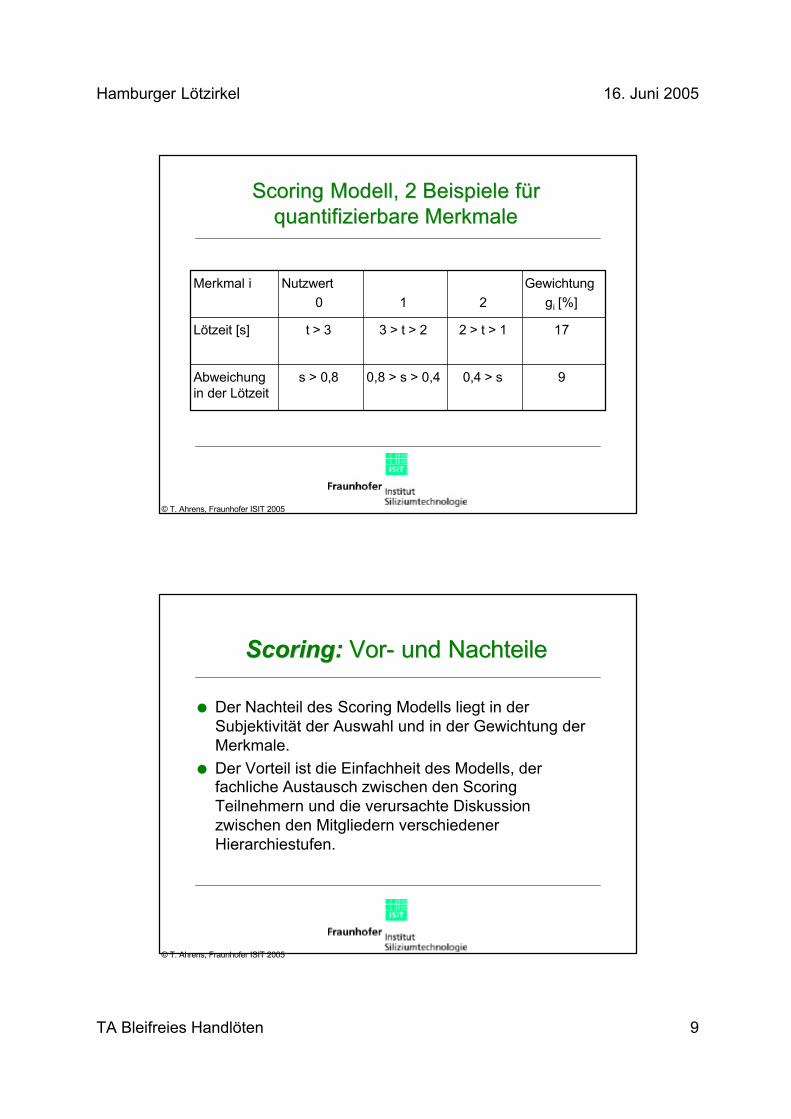
ScoringScoring Modell, 2 Beispiele für Modell, 2 Beispiele fürquantifizierbare Merkmalequantifizierbare Merkmale
90,4 > s0,8 > s > 0,4s > 0,8Abweichungin der Lötzeit
172 > t > 13 > t > 2t > 3Lötzeit [s]
Gewichtunggi [%]21
Nutzwert0
Merkmal i
© T. Ahrens, Fraunhofer ISIT 2005
ScoringScoring:: Vor- und Nachteile Vor- und Nachteile
l Der Nachteil des Scoring Modells liegt in derSubjektivität der Auswahl und in der Gewichtung derMerkmale.
l Der Vorteil ist die Einfachheit des Modells, derfachliche Austausch zwischen den ScoringTeilnehmern und die verursachte Diskussionzwischen den Mitgliedern verschiedenerHierarchiestufen.
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 10
© T. Ahrens, Fraunhofer ISIT 2005
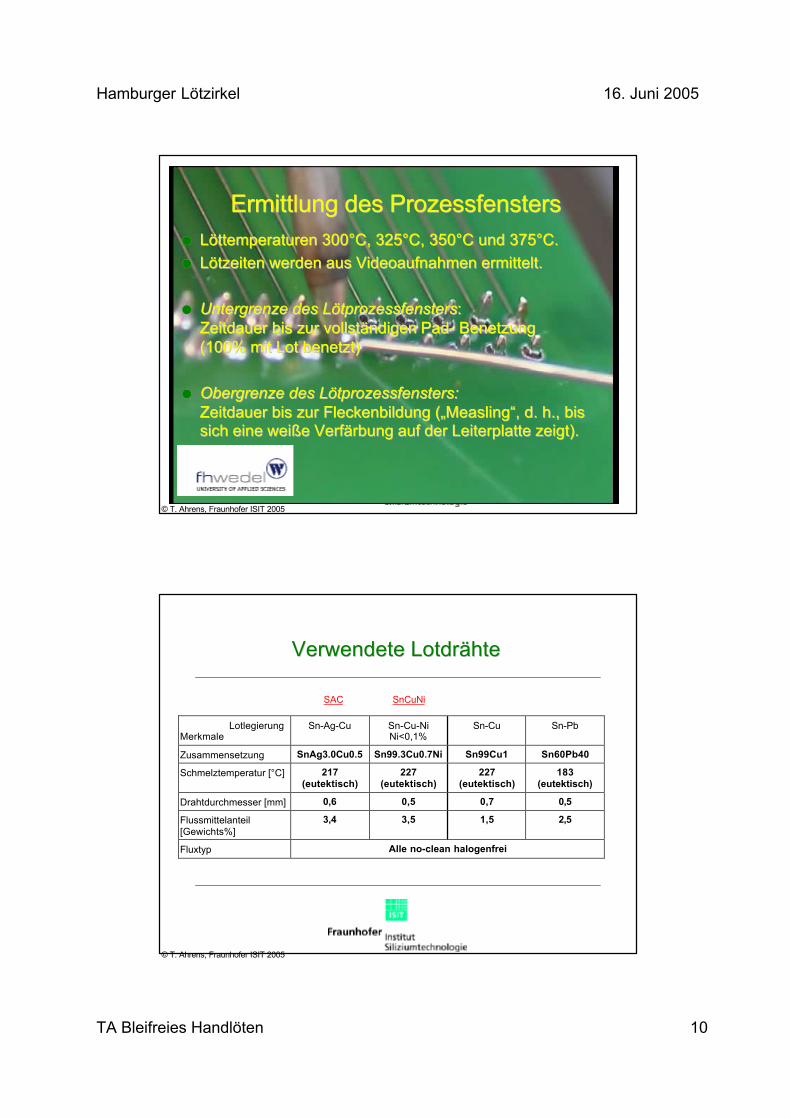
Ermittlung des ProzessfenstersErmittlung des Prozessfenstersll Löttemperaturen 300°C, 325°C, 350°C und 375°C.Löttemperaturen 300°C, 325°C, 350°C und 375°C.ll Lötzeiten werden aus Videoaufnahmen ermittelt.Lötzeiten werden aus Videoaufnahmen ermittelt.
ll Untergrenze des LötprozessfenstersUntergrenze des Lötprozessfensters::Zeitdauer bis zur vollständigen Zeitdauer bis zur vollständigen Pad-Pad- Benetzung Benetzung(100% mit Lot benetzt)(100% mit Lot benetzt)
ll Obergrenze des Lötprozessfensters:Obergrenze des Lötprozessfensters:Zeitdauer bis zur Fleckenbildung („Zeitdauer bis zur Fleckenbildung („MeaslingMeasling“, d. h., bis“, d. h., bissich eine weiße Verfärbung auf der Leiterplatte zeigt).sich eine weiße Verfärbung auf der Leiterplatte zeigt).
© T. Ahrens, Fraunhofer ISIT 2005
Verwendete LotdrähteVerwendete Lotdrähte
LotlegierungMerkmale
Sn-Ag-Cu Sn-Cu-NiNi<0,1%
Sn-Cu Sn-Pb
Zusammensetzung SnAg3.0Cu0.5 Sn99.3Cu0.7Ni Sn99Cu1 Sn60Pb40
Schmelztemperatur [°C] 217(eutektisch)
227(eutektisch)
227(eutektisch)
183(eutektisch)
Drahtdurchmesser [mm] 0,6 0,5 0,7 0,5
Flussmittelanteil[Gewichts%]
3,4 3,5 1,5 2,5
Fluxtyp Alle no-clean halogenfrei
SAC SnCuNi
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 11
© T. Ahrens, Fraunhofer ISIT 2005
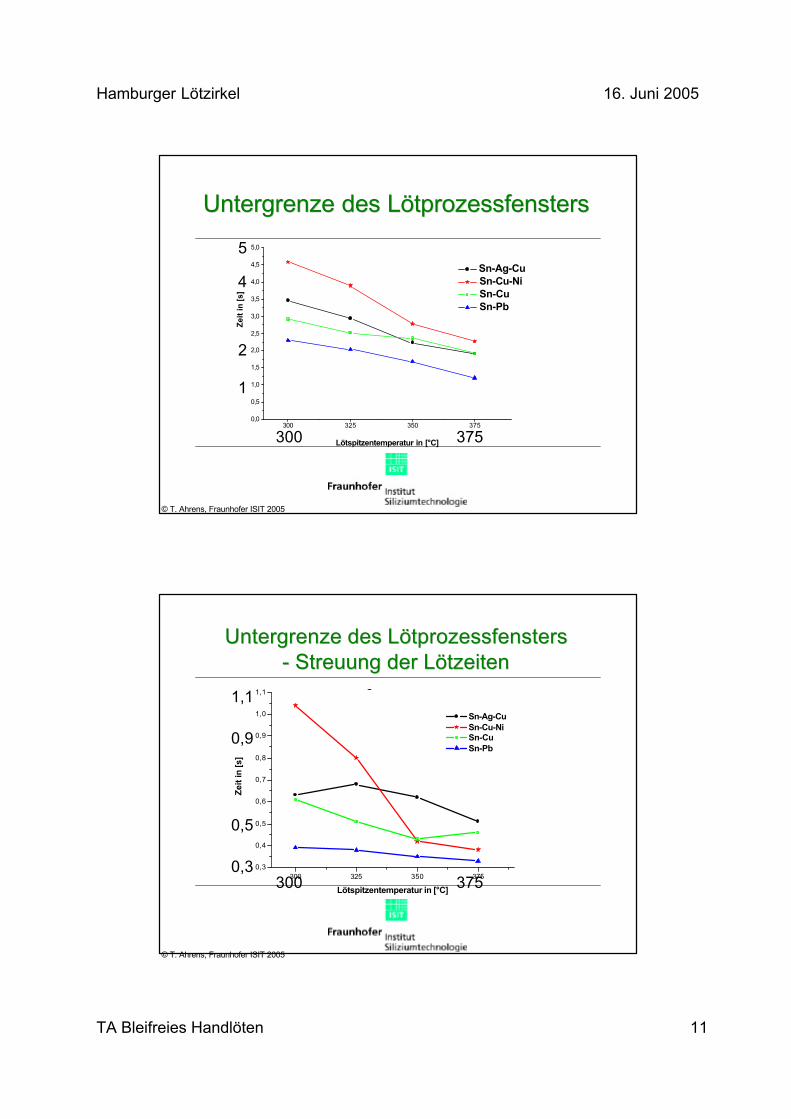
Untergrenze des LötprozessfenstersUntergrenze des Lötprozessfensters
300 325 350 3750,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
Lötspitzentemperatur in [°C]
Zei
t in
[s]
Sn-Ag-Cu Sn-Cu-Ni Sn-Cu Sn-Pb
5
2
4
1
300 375
© T. Ahrens, Fraunhofer ISIT 2005
300 325 350 3750,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
Zei
t in
[s]
Lötspitzentemperatur in [°C]
Sn-Ag-Cu Sn-Cu-Ni Sn-Cu Sn-Pb
Streuung der Lötzeiten
Untergrenze des LötprozessfenstersUntergrenze des Lötprozessfensters- Streuung der Lötzeiten- Streuung der Lötzeiten
0,3300 375
1,1
0,9
0,5
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 12
© T. Ahrens, Fraunhofer ISIT 2005
300 325 350 3750
5
10
15
20
25
Zeit
in [s
]
Lötspitzentemperatur in [°C]
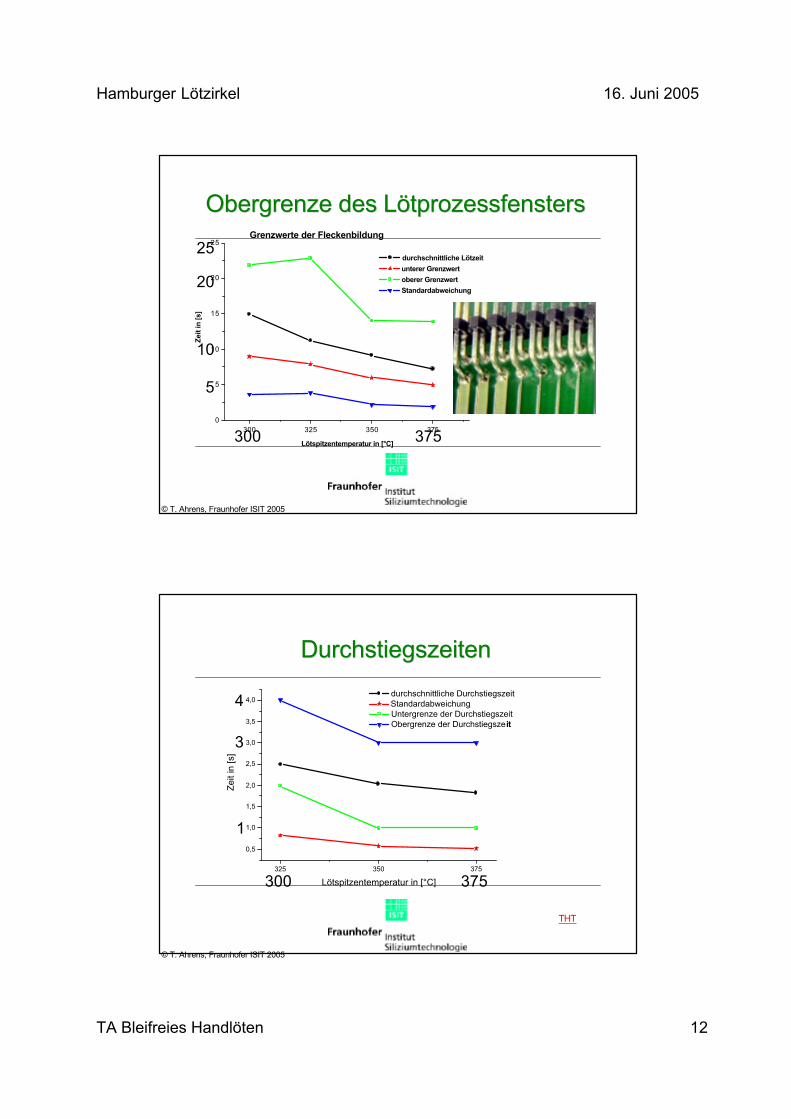
durchschnittliche Lötzeit unterer Grenzwert oberer Grenzwert Standardabweichung
Grenzwerte der Fleckenbildung
Obergrenze des LötprozessfenstersObergrenze des Lötprozessfensters
25
10
20
5
300 375
© T. Ahrens, Fraunhofer ISIT 2005
325 350 375
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Zei
t in
[s]
Lötspitzentemperatur in [°C]
durchschnittliche Durchstiegszeit Standardabweichung Untergrenze der Durchstiegszeit Obergrenze der Durchstiegszeit
DurchstiegszeitenDurchstiegszeiten
4
3
1
300 375
THT
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 13
© T. Ahrens, Fraunhofer ISIT 2005
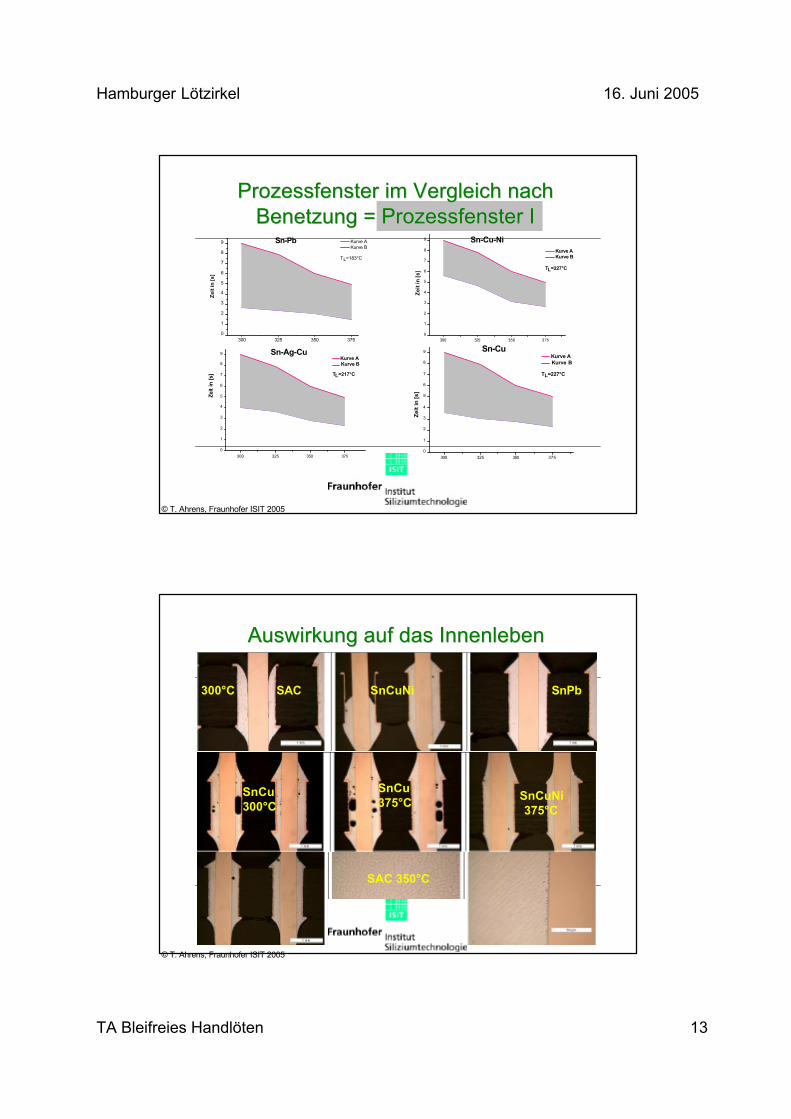
Prozessfenster im Vergleich nachProzessfenster im Vergleich nachBenetzung = Prozessfenster IBenetzung = Prozessfenster I
300 325 350 3750
1
2
3
4
5
6
7
8
9
Zei
t in
[s]
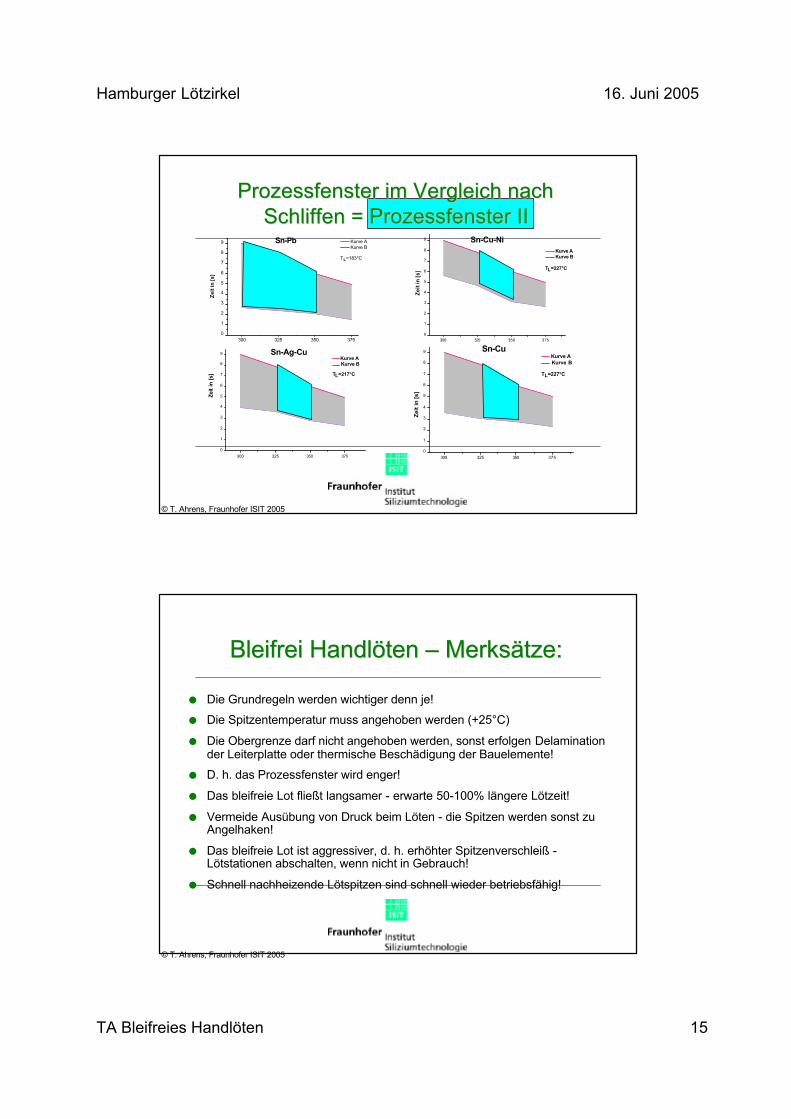
Kurve A Kurve B
TL=183°C
Sn-Pb
300 325 350 3750
1
2
3
4
5
6
7
8
9
Zei
t in
[s]
Kurve A Kurve B
TL=227°C
Sn-Cu-Ni
300 325 350 375
0
1
2
3
4
5
6
7
8
9
Zeit
in [
s]
Kurve A Kurve B
TL=217°C
Sn-Ag-Cu
300 325 350 3750
1
2
3
4
5
6
7
8
9
Zei
t in
[s]
Kurve A Kurve B
TL=227°C
Sn-Cu
© T. Ahrens, Fraunhofer ISIT 2005
Auswirkung auf das InnenlebenAuswirkung auf das Innenleben
300°C SAC SnCuNi SnPb
SnCuNi375°C
SnCu375°C
SnCu300°C
SAC 350°C
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 14
© T. Ahrens, Fraunhofer ISIT 2005
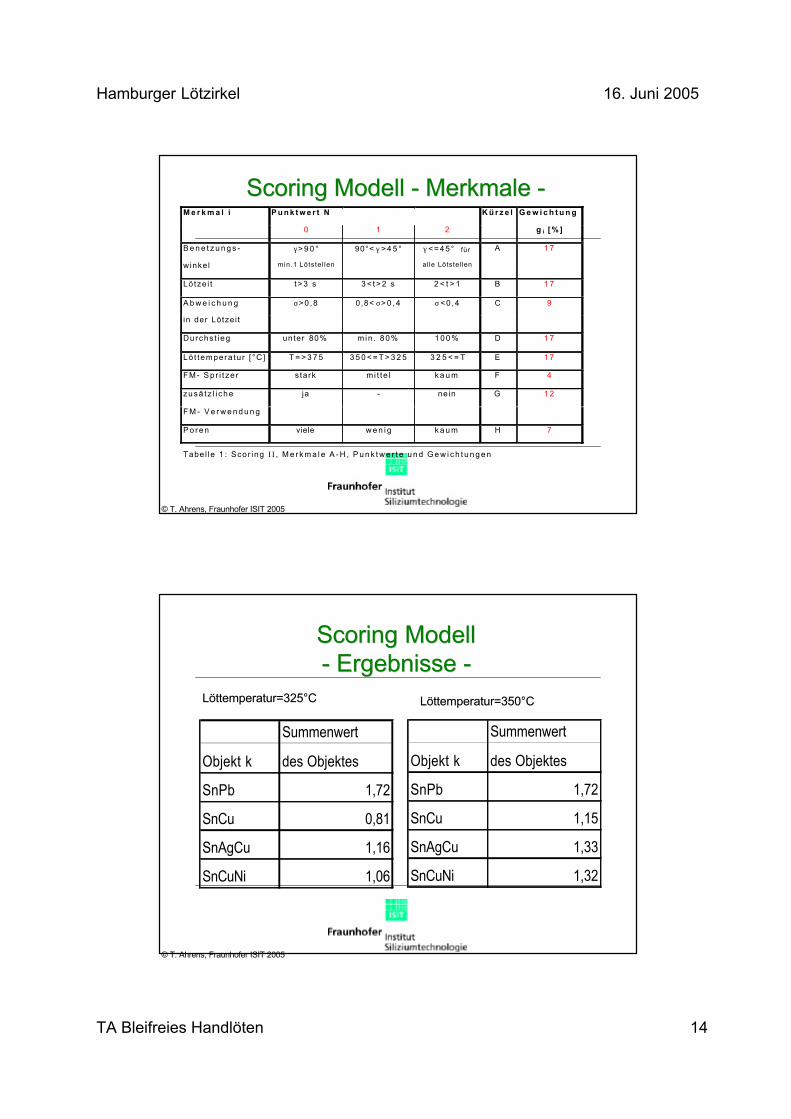
ScoringScoring Modell - Merkmale - Modell - Merkmale -M e r k m a l i P u n k t w e r t N K ü r z e l G e w i c h t u n g
0 1 2 g i [ % ]
B e n e t z u n g s - γ > 9 0 ° 90°< γ > 4 5 ° γ <=45° für A 1 7
winke l min.1 Lötste l len alle Lötstel len
Lötze i t t > 3 s 3 < t > 2 s 2 < t > 1 B 1 7
A b w e i c h u n g σ>0 ,8 0,8< σ> 0 , 4 σ<0 ,4 C 9
in der Lötzei t
Durchs t ieg unter 80% min . 80% 1 0 0 % D 1 7
Löt tempera tu r [ °C ] T = > 3 7 5 3 5 0 < = T > 3 2 5 3 2 5 < = T E 1 7
FM- Spr i t ze r s tark mi t te l k a u m F 4
zusä tz l i che ja - nein G 1 2
F M - V e r w e n d u n g
P o r e n viele w e n i g k a u m H 7
Tabel le 1 : Scor ing Ι Ι , M e r k m a l e A - H , P u n k t w e r t e u n d G e w i c h t u n g e n
© T. Ahrens, Fraunhofer ISIT 2005
ScoringScoring Modell Modell- Ergebnisse -- Ergebnisse -
Löttemperatur=325°CLöttemperatur=325°C
Summenwert
Objekt k des Objektes
SnPb 1,72
SnCu 0,81
SnAgCu 1,16
SnCuNi 1,06
Summenwert
Objekt k des Objektes
SnPb 1,72
SnCu 1,15
SnAgCu 1,33
SnCuNi 1,32
Löttemperatur=350°CLöttemperatur=350°C
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 15
© T. Ahrens, Fraunhofer ISIT 2005
Prozessfenster im Vergleich nachProzessfenster im Vergleich nachSchliffen = Prozessfenster IISchliffen = Prozessfenster II
300 325 350 3750
1
2
3
4
5
6
7
8
9
Zei
t in
[s]
Kurve A Kurve B
TL=183°C
Sn-Pb
300 325 350 3750
1
2
3
4
5
6
7
8
9
Zei
t in
[s]
Kurve A Kurve B
TL=227°C
Sn-Cu-Ni
300 325 350 375
0
1
2
3
4
5
6
7
8
9
Zeit
in [
s]
Kurve A Kurve B
TL=217°C
Sn-Ag-Cu
300 325 350 3750
1
2
3
4
5
6
7
8
9
Zei
t in
[s]
Kurve A Kurve B
TL=227°C
Sn-Cu
© T. Ahrens, Fraunhofer ISIT 2005
Bleifrei Handlöten – Merksätze:Bleifrei Handlöten – Merksätze:
l Die Grundregeln werden wichtiger denn je!
l Die Spitzentemperatur muss angehoben werden (+25°C)
l Die Obergrenze darf nicht angehoben werden, sonst erfolgen Delaminationder Leiterplatte oder thermische Beschädigung der Bauelemente!
l D. h. das Prozessfenster wird enger!
l Das bleifreie Lot fließt langsamer - erwarte 50-100% längere Lötzeit!
l Vermeide Ausübung von Druck beim Löten - die Spitzen werden sonst zuAngelhaken!
l Das bleifreie Lot ist aggressiver, d. h. erhöhter Spitzenverschleiß -Lötstationen abschalten, wenn nicht in Gebrauch!
l Schnell nachheizende Lötspitzen sind schnell wieder betriebsfähig!

Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 16
© T. Ahrens, Fraunhofer ISIT 2005
Bleifrei Handlöten – bekomme ich genügend WärmeBleifrei Handlöten – bekomme ich genügend Wärmein meine in meine FügestelleFügestelle??
© T. Ahrens, Fraunhofer ISIT 2005
GrundlagenGrundlagenzurzur
SimulationSimulation
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 17
© T. Ahrens, Fraunhofer ISIT 2005
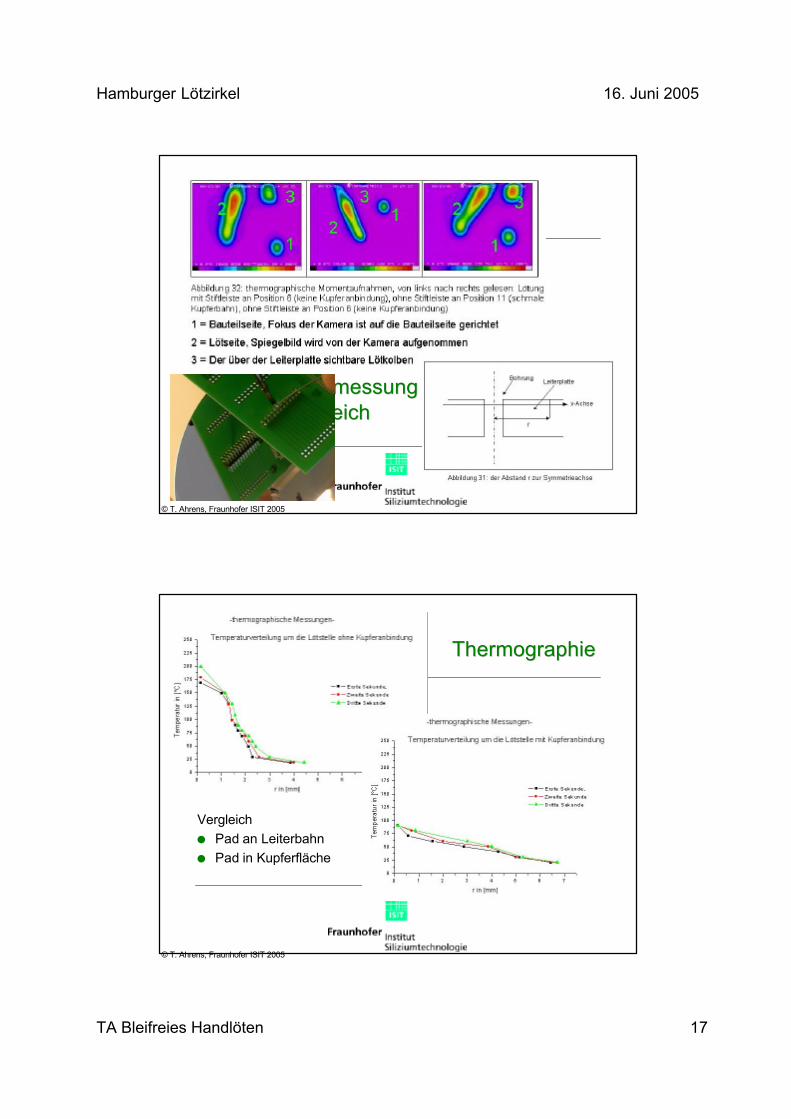
ThermographiemessungThermographiemessungzum Vergleichzum Vergleich
© T. Ahrens, Fraunhofer ISIT 2005
Vergleichl Pad an Leiterbahnl Pad in Kupferfläche
ThermographieThermographie
Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 18
© T. Ahrens, Fraunhofer ISIT 2005
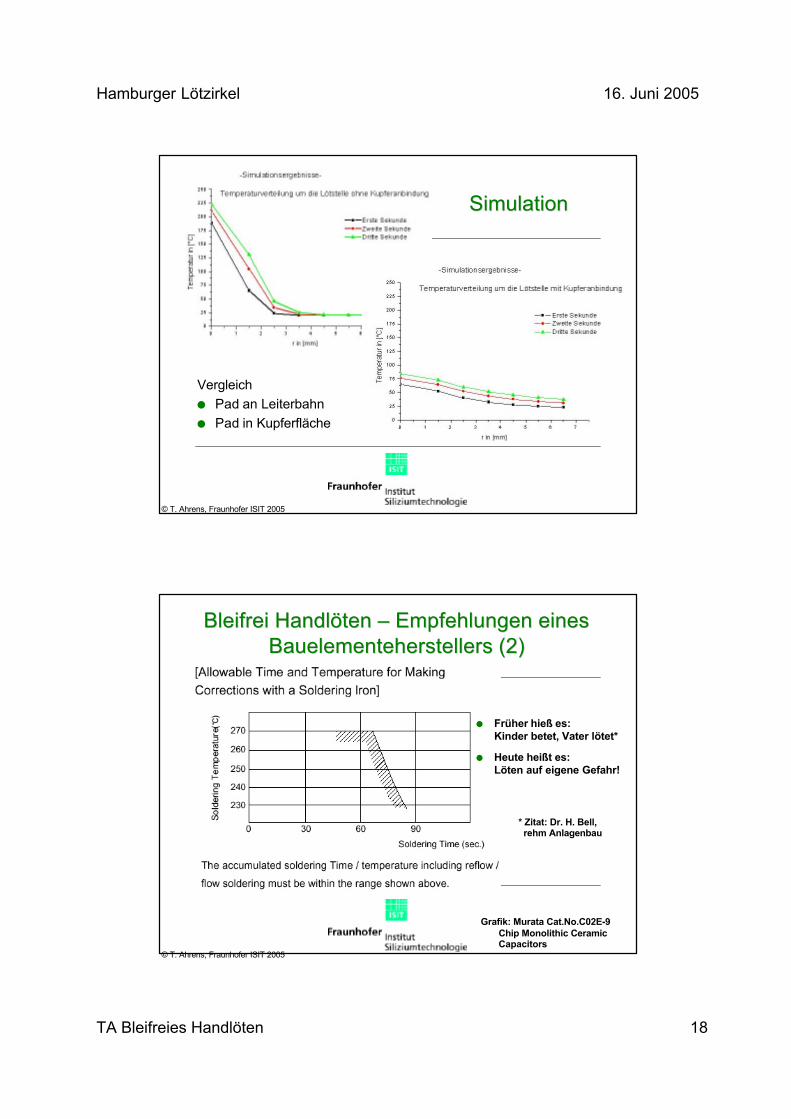
SimulationSimulation
Vergleichl Pad an Leiterbahnl Pad in Kupferfläche
© T. Ahrens, Fraunhofer ISIT 2005
Bleifrei Handlöten – Empfehlungen einesBleifrei Handlöten – Empfehlungen einesBauelementeherstellers (2)Bauelementeherstellers (2)
l Früher hieß es:Kinder betet, Vater lötet*
l Heute heißt es:Löten auf eigene Gefahr!
Grafik: Murata Cat.No.C02E-9Chip Monolithic CeramicCapacitors
* Zitat: Dr. H. Bell, rehm Anlagenbau

Hamburger Lötzirkel 16. Juni 2005
TA Bleifreies Handlöten 19
© T. Ahrens, Fraunhofer ISIT 2005
Zusammenfassung:Zusammenfassung: Bei Verwendung bleifreier Lote sindBei Verwendung bleifreier Lote sind
l die Lötzeiten länger,
l die Ergebnisse ungleichmäßiger
l und die Arbeitstemperaturen höher
Schimpfen Sie daher nicht auf Ihre Werker/innen*,
sondern „scoren“ Sie gemeinsam auf der Suche
nach dem Optimum an Material und Prozess
*wenn‘s mal wieder länger dauert…
© T. Ahrens, Fraunhofer ISIT 2005
LiteraturLiteratur
l DKI Lehrhilfe Werkstofftechnik Herstellungsverfahrenl Klein Wassink ”Weichlöten in der Elektronik” Leuze-Verlag (1992)l IPC-A-610C Abnahmekriterien für elektronische Baugruppenl ESA PSS-01-708 : The manual soldering of high reliability electrical
connections; March 1985l IPC 7711/7721: Rework of Electronic Assemblies & Repair and
Modification of Printed Boards and Electronic Assembliesl Seher Kurnaz, Diplomarbeit Fachhochschule Wedell Scoring-Prozess: www.resource-people.de/home/praktik/pr_scoring.php