
CONARC - Vortrag May 2003konsys-t.tanger.cz/files/proceedings/metal_03/papers/185.pdf · 2 P: \...
12
1 P:\Präsentationen, Vorträge\Vorträge\Mai 2003\CONARC - Vortrag May 2003.doc Metal 2003 May 20. - 22. 2003 Hradec nad Moravici, Czech Republic CONARC ® - All purpose Steelmaking by SMS Demag By: K. Schmale; D. Kersten SMS Demag Aktiengesellschaft Steelmaking / Continuous Casting Division D-40237 Düsseldorf Germany Abstract The capability of a steel plant with regard to the economical production of different grades as well as their quality is largely determined by the capability of the complete integrated production line. Within this production line the steel making plant is of outstanding importance as it determines the required charge material and the steel grades to be produced. The charge mix of an Electric Arc Furnace is mainly determined by the steel quality or grade to be produced. As the quality demands are steadily increasing, highest flexibility in terms of charging scrap, DRI and hot metal, the use of different energy sources and the production of a wide range of steel qualities including stainless steel grades are of extremely importance for the producer. The SMS Demag CONARC ® process was developed for using any kind and mix of raw materials like hot metal, DRI and scrap to ensure highest quality requirements for the production of all steel grades covering a wide range from carbon to stainless steel. This report will show that the CONARC ® process is the best solution for steelmaking, allowing maximum flexibility without any equipment modifications when producing carbon or stainless steel.
Transcript of CONARC - Vortrag May 2003konsys-t.tanger.cz/files/proceedings/metal_03/papers/185.pdf · 2 P: \...
1P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
Metal 2003 May 20. - 22. 2003 Hradec nad Moravici, Czech Republic CONARC® - All purpose Steelmaking by SMS Demag By: K. Schmale; D. Kersten
SMS Demag Aktiengesellschaft Steelmaking / Continuous Casting Division
D-40237 Düsseldorf Germany
Abstract The capability of a steel plant with regard to the economical production of different grades as well as their quality is largely determined by the capability of the complete integrated production line. Within this production line the steel making plant is of outstanding importance as it determines the required charge material and the steel grades to be produced. The charge mix of an Electric Arc Furnace is mainly determined by the steel quality or grade to be produced. As the quality demands are steadily increasing, highest flexibility in terms of charging scrap, DRI and hot metal, the use of different energy sources and the production of a wide range of steel qualities including stainless steel grades are of extremely importance for the producer. The SMS Demag CONARC® process was developed for using any kind and mix of raw materials like hot metal, DRI and scrap to ensure highest quality requirements for the production of all steel grades covering a wide range from carbon to stainless steel. This report will show that the CONARC® process is the best solution for steelmaking, allowing maximum flexibility without any equipment modifications when producing carbon or stainless steel.
2P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
Scrap
AC EAF
Ladle Furnace
VD/ VD-OB
DC EAF
CONARC® - All purpose Steelmaking by SMS Demag In response to the challenges in the steelmaking market, SMS Demag presents a new combined technology that requires just one investment in both process lines for carbon and stainless steel production: - CONARC® CST for Carbon Steel - CONARC® SST for Stainless Steel Before discussing this new technological solution we would like to emphasis the requirements for conventional process lines for carbon and stainless steel production.
1. Carbon steel production
The position which is taken by the electric arc furnace in modern steel making has undergone dramatic changes and deserves special consideration. From a sheer electric scrap melting unit it has changed by the addition of new process optimizing devices such as highly efficient burners, lances or modern module technology and improved techniques such as foamy slag control and post-combustion. The electric arc furnace slowly became a serious competitor to the basic oxygen furnace in many fields. From the middle sixties to now the tap-to-tap time has been lowered from an average of 180 minutes to less than 40 minutes. The electric energy consumption has decreased by 40% and the electrode consumption has been reduced to about 1.6 kg/t. In modern DC furnaces graphite consumption as low as 1 kg/t have been realized. (Fig. 1)
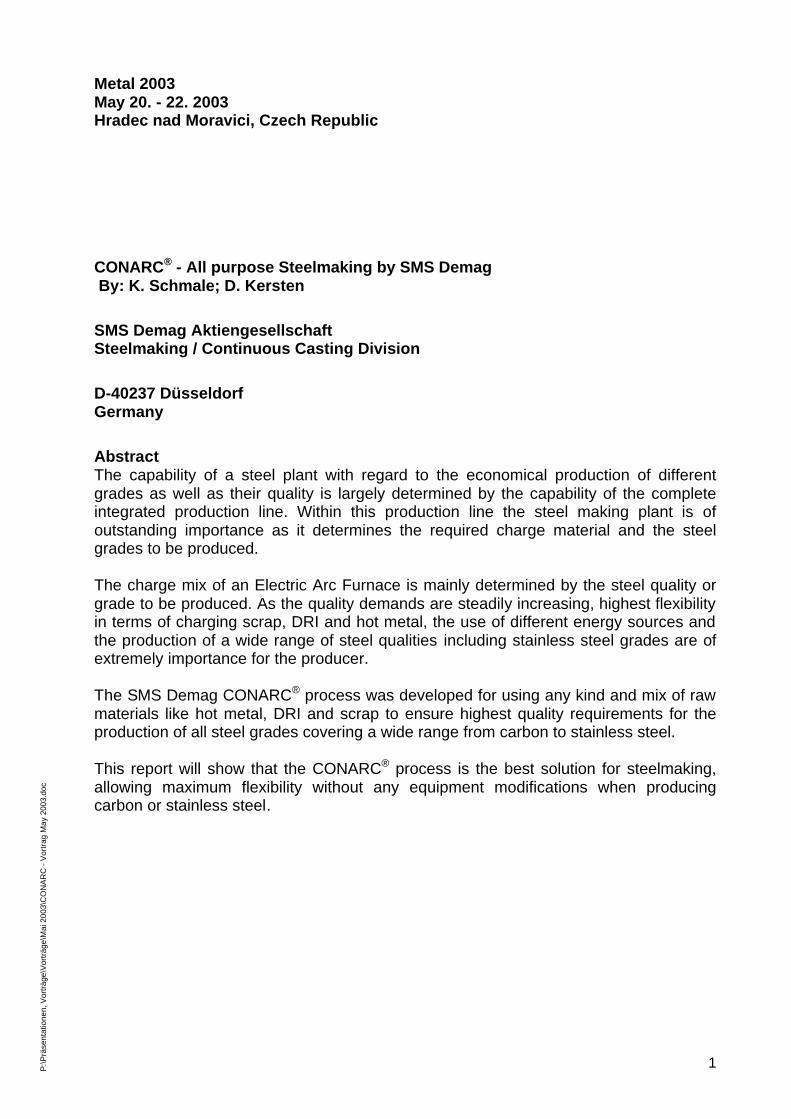
Also the material input has changed from 100% scrap to a wide range of charging materials like DRI / HBI / scarp and up to 30% Hot Metal.
Figure 1 shows steel production routes for a plant with a high scrap input. The draw-back of the conventional electric arc furnace was the quality of its input material.
In particular the decrease in melting time into the range of BOF treatment times has made the electric arc furnace a serious competitor of the basic
oxygen furnace. The BOF will remain an important source of raw steel for CSP lines (Fig. 2). The rapid development in the field of electric arc furnaces, is further improved by the CONARC® Technology.
3P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
Vacuum degassingplant (RH)
LDConverter
Blast furnace
Scrap
Ladle Furnace
Sinteringplant
% (Cu+Sn+Ni+Cr+Mo) (tramp elements)
DRI 0.02
Pig Iron/Hot Metal 0.06
Home Scrap 0.35
New Scrap 0.55
Packages- new 0.25
USA No. 1 Bundles 0.26
Heavy capital scrap 0.56
USA No. 1 HMS 0.50
USA No. 2 HMS 0.72
Shreddered Scrap 0.60
USA Shreddered Scrap 0.45
Packages- old 1.20
USA No. 2 Bundles 1.00
Farmers No. 2 > 1.20
Deep Drawing Steel (DD)
Heavy Plates(HP)
Hot RolledCoil (HRC)
Seamless Tubes (ST)
Cu [%] < 0.04 < 0.10 0.10 < 0.25
Cr [%] < 0.04 < 0.10 < 0.30 < 0.20
Ni [%] < 0.04 < 0.10 < 0.10 < 0.25
Mo [%] < 0.01 < 0.05 - < 0.10
Cu+Cr+Ni+Mo [%] < 0.13 < 0.35 < 0.50 < 0.80
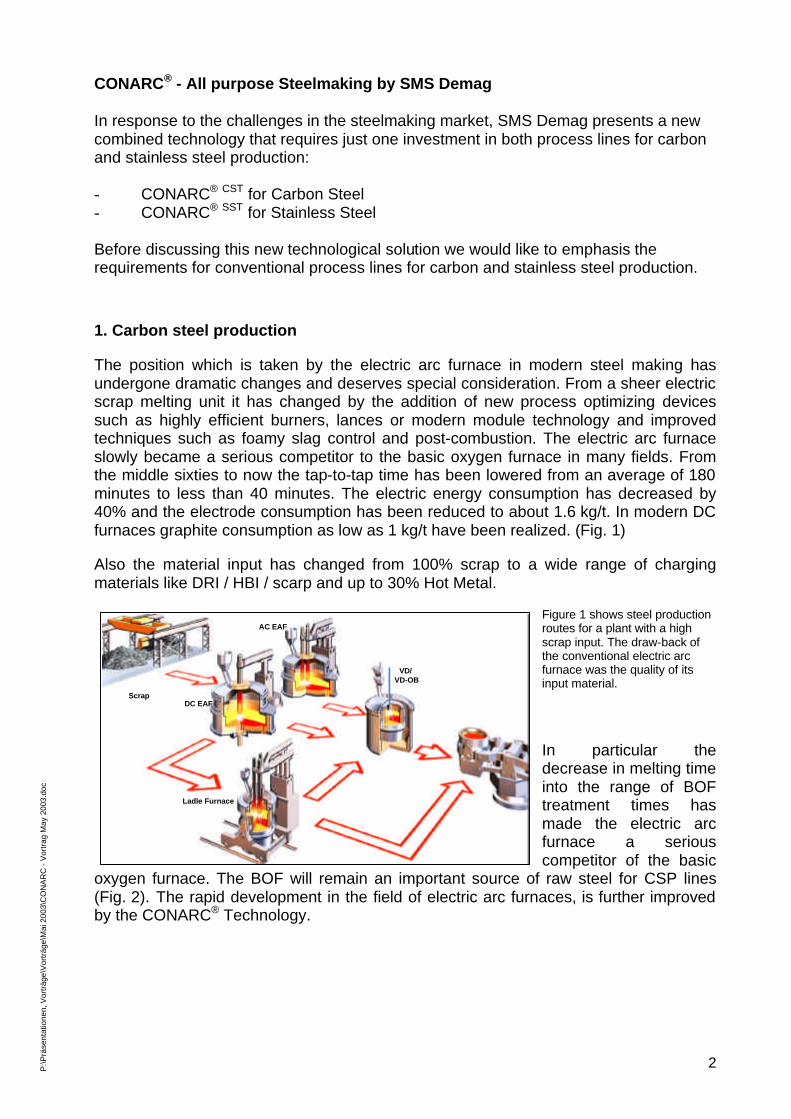
Figure 2 Different routes for Steel Production
BOF - Route
Figure 3 Typical average contents of tramp elements in charged material
The level of the tramp elements in scrap (Fig. 3) contrasts markedly with that of the so-called virgin materials, i.e. DRI, HBI, pig iron or liquid hot metal. This meant that the electric arc furnace (on scrap basis) was considered suitable only for the production of long products and not for flat material with its rather stringent requirements for casting and rolling which are summarised in the following figure (Fig. 4). But the transformation of the electric arc furnace from a sheer electric melting unit to what is increasingly becoming a chemical reactor meant that the scrap could be diluted with increasing amounts of virgin material where the concentration of tramp elements is about an order of magnitude lower.
Figure 4: Max. tolerated content of Cu, Cr, Ni, Mo (tramp elements) in different steel products
4P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
Scrap
CONARC
VD/ VD-OB
Ladle Furnace
HotMetal
Pig Iron DRI
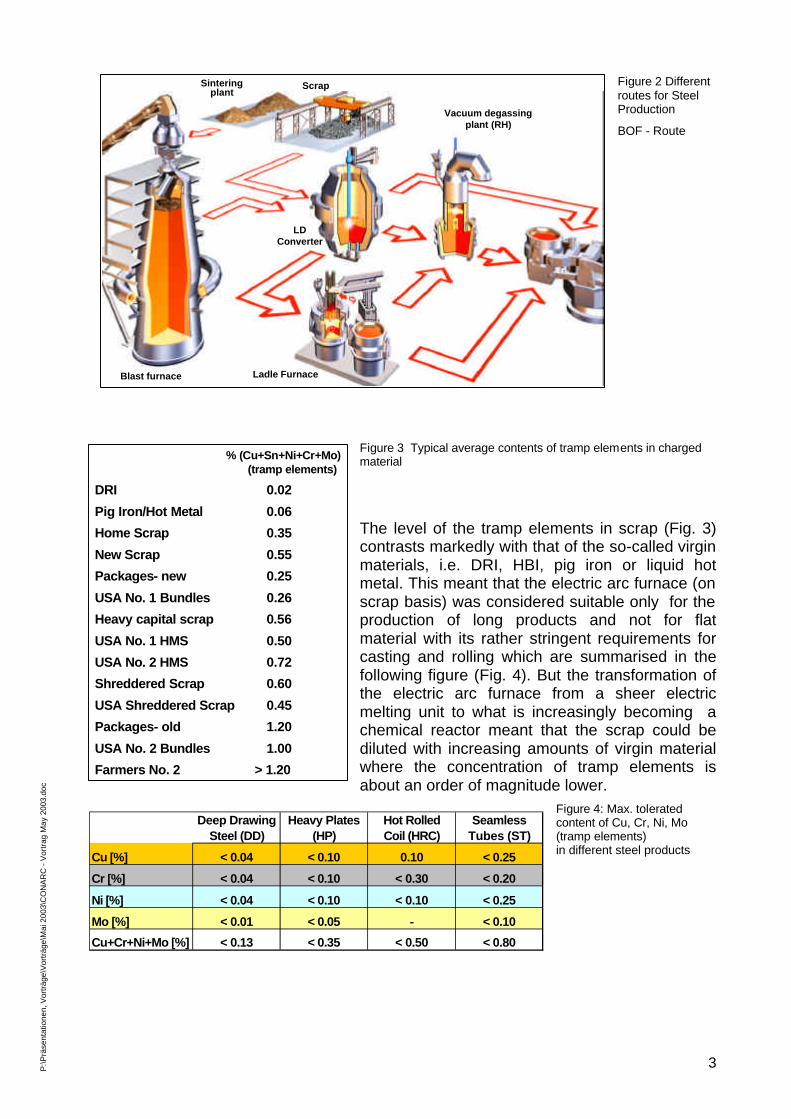
Replacing scrap by hot metal as virgin material not only reduces the concentration of tramp elements but also introduces a new source of primary energy. A conventional EAF can be operated economically with up to 30 % hot metal (Fig. 5).
Figure 5 Plants to choose when charging hot metal / scrap
Over 80% hot metal corresponds to the normal range of BOF operation. For hot metal percentages in the medium range the CONARC® process has proven a very successful solution. The new CONARC® concept permits this process to cover the full range from pure EAF operation with 100 % scrap to pure BOF operation (Fig. 6).
This process thus affords a tremendous amount of flexibility with regard to the raw material sources.
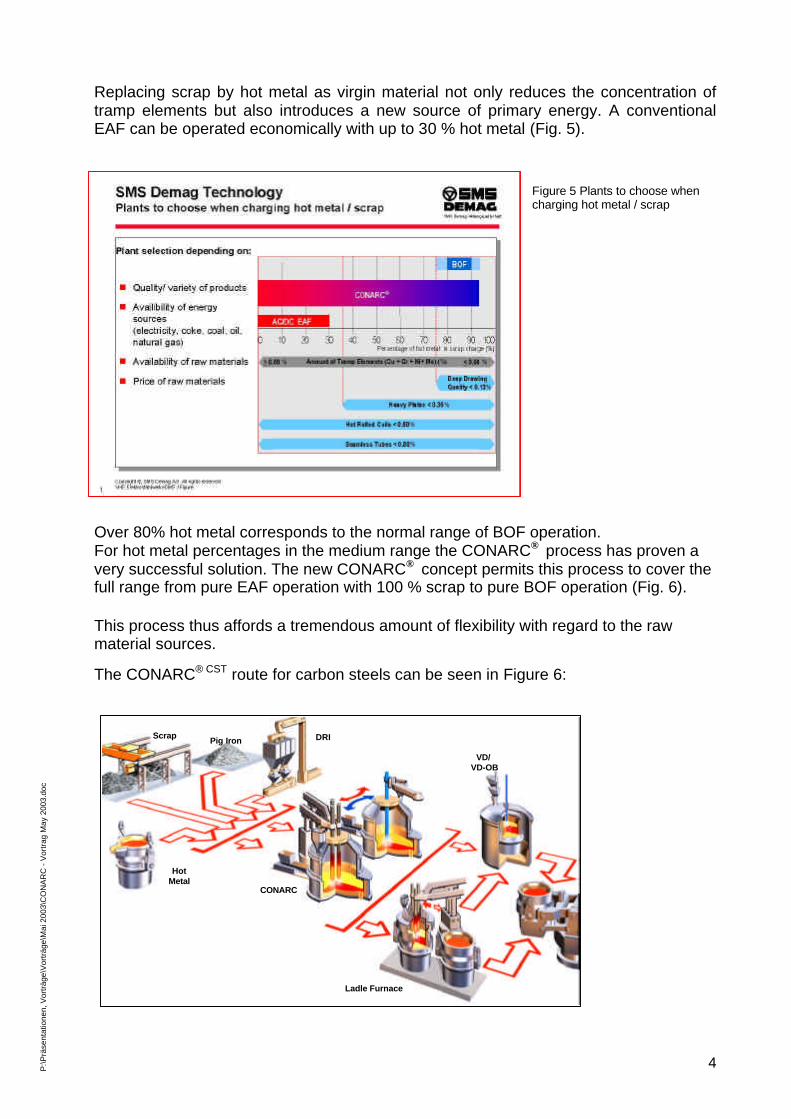
The CONARC® CST route for carbon steels can be seen in Figure 6:
5P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
ScrapAC EAF Spout AOD
Converter
MRP-L
VOD
TRIPLEX
DUPLEX
Ferrite, Austenite
Ferrite, Austenite,Superferrite
Scrap Route
BF
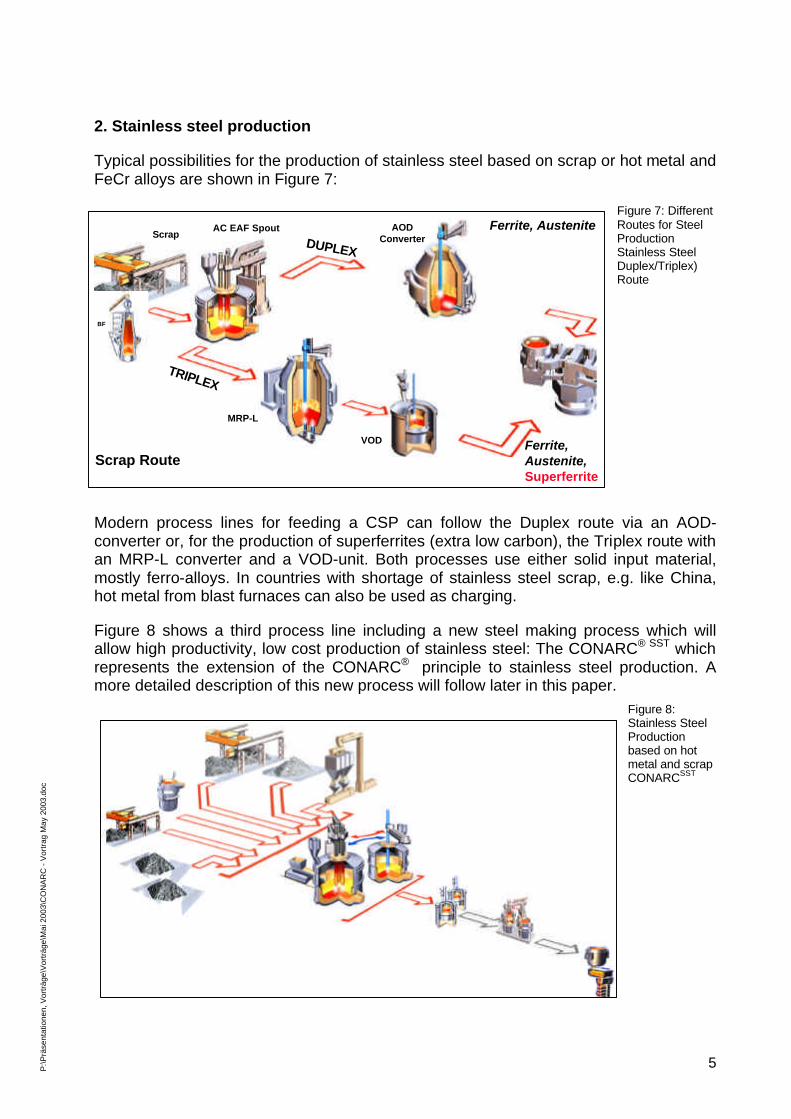
2. Stainless steel production
Typical possibilities for the production of stainless steel based on scrap or hot metal and FeCr alloys are shown in Figure 7:
Figure 7: Different Routes for Steel Production Stainless Steel Duplex/Triplex) Route
Modern process lines for feeding a CSP can follow the Duplex route via an AOD-converter or, for the production of superferrites (extra low carbon), the Triplex route with an MRP-L converter and a VOD-unit. Both processes use either solid input material, mostly ferro-alloys. In countries with shortage of stainless steel scrap, e.g. like China, hot metal from blast furnaces can also be used as charging.
Figure 8 shows a third process line including a new steel making process which will allow high productivity, low cost production of stainless steel: The CONARC® SST which represents the extension of the CONARC® principle to stainless steel production. A more detailed description of this new process will follow later in this paper.
Figure 8: Stainless Steel Production based on hot metal and scrap CONARCSST
6P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
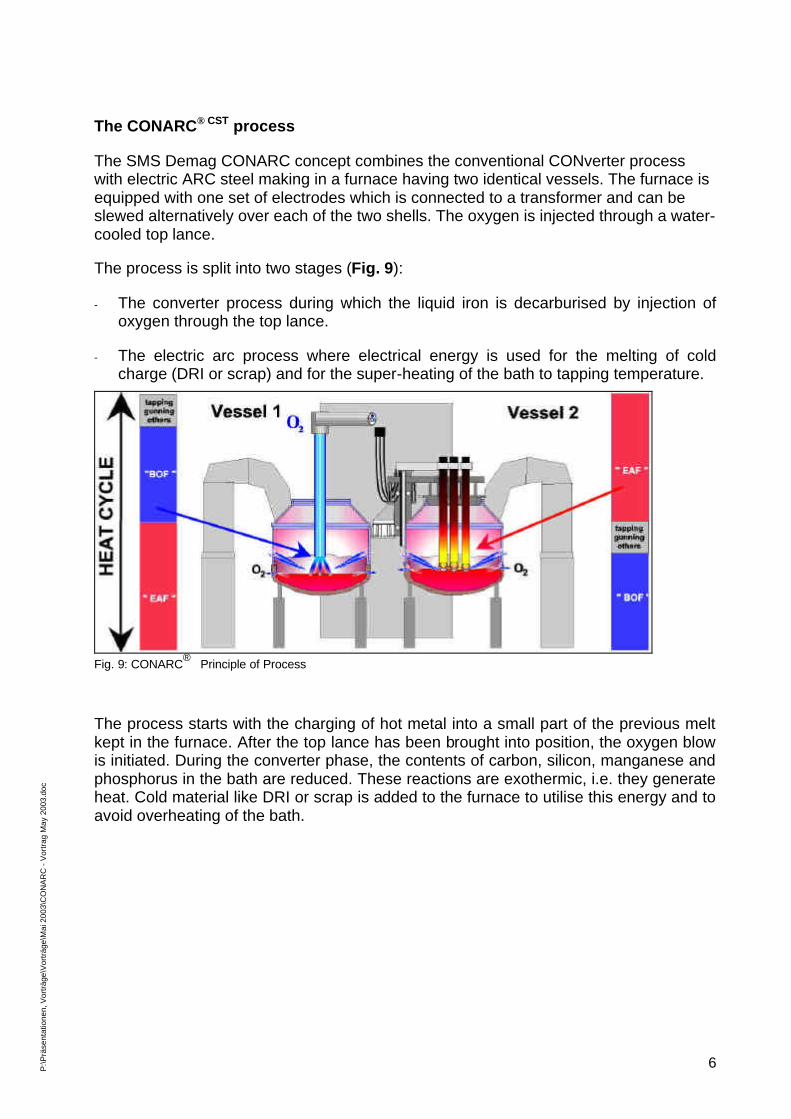
The CONARC® CST process
The SMS Demag CONARC concept combines the conventional CONverter process with electric ARC steel making in a furnace having two identical vessels. The furnace is equipped with one set of electrodes which is connected to a transformer and can be slewed alternatively over each of the two shells. The oxygen is injected through a water-cooled top lance.
The process is split into two stages (Fig. 9):
- The converter process during which the liquid iron is decarburised by injection of oxygen through the top lance.
- The electric arc process where electrical energy is used for the melting of cold charge (DRI or scrap) and for the super-heating of the bath to tapping temperature.
Fig. 9: CONARC® Principle of Process
The process starts with the charging of hot metal into a small part of the previous melt kept in the furnace. After the top lance has been brought into position, the oxygen blow is initiated. During the converter phase, the contents of carbon, silicon, manganese and phosphorus in the bath are reduced. These reactions are exothermic, i.e. they generate heat. Cold material like DRI or scrap is added to the furnace to utilise this energy and to avoid overheating of the bath.
7P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
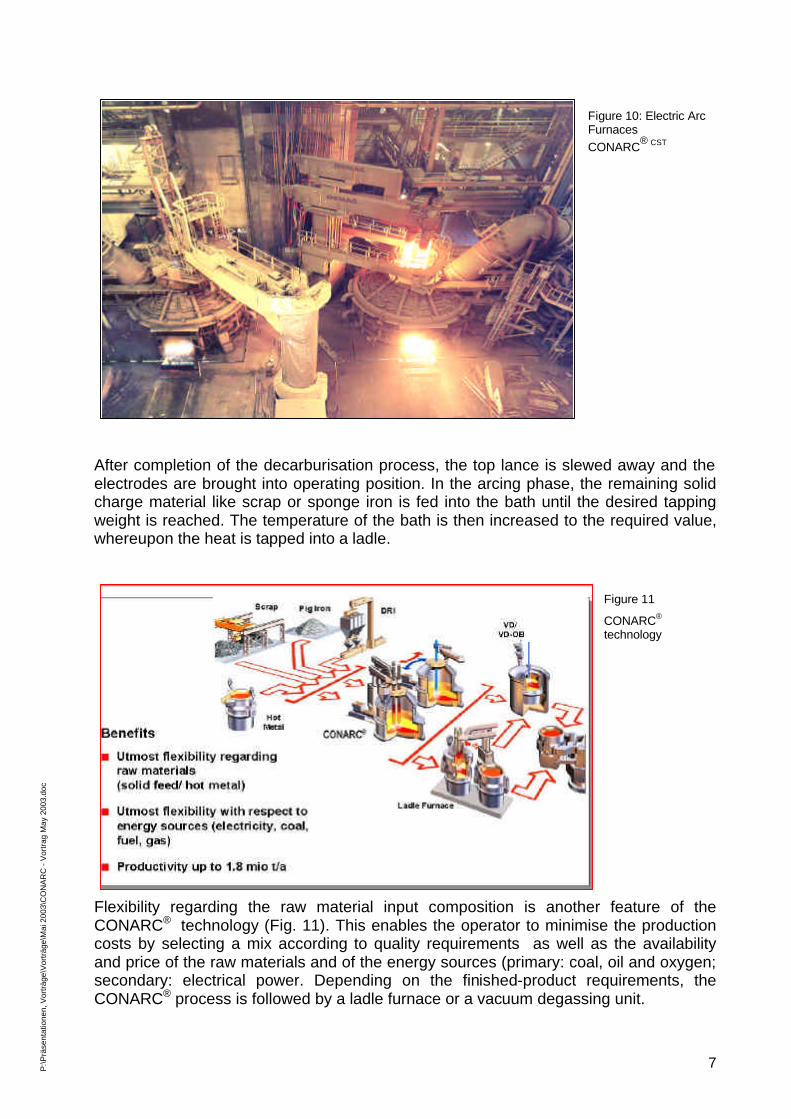
Figure 10: Electric Arc Furnaces CONARC® CST
After completion of the decarburisation process, the top lance is slewed away and the electrodes are brought into operating position. In the arcing phase, the remaining solid charge material like scrap or sponge iron is fed into the bath until the desired tapping weight is reached. The temperature of the bath is then increased to the required value, whereupon the heat is tapped into a ladle.
Figure 11
CONARC® technology
Flexibility regarding the raw material input composition is another feature of the CONARC® technology (Fig. 11). This enables the operator to minimise the production costs by selecting a mix according to quality requirements as well as the availability and price of the raw materials and of the energy sources (primary: coal, oil and oxygen; secondary: electrical power. Depending on the finished-product requirements, the CONARC® process is followed by a ladle furnace or a vacuum degassing unit.
8P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
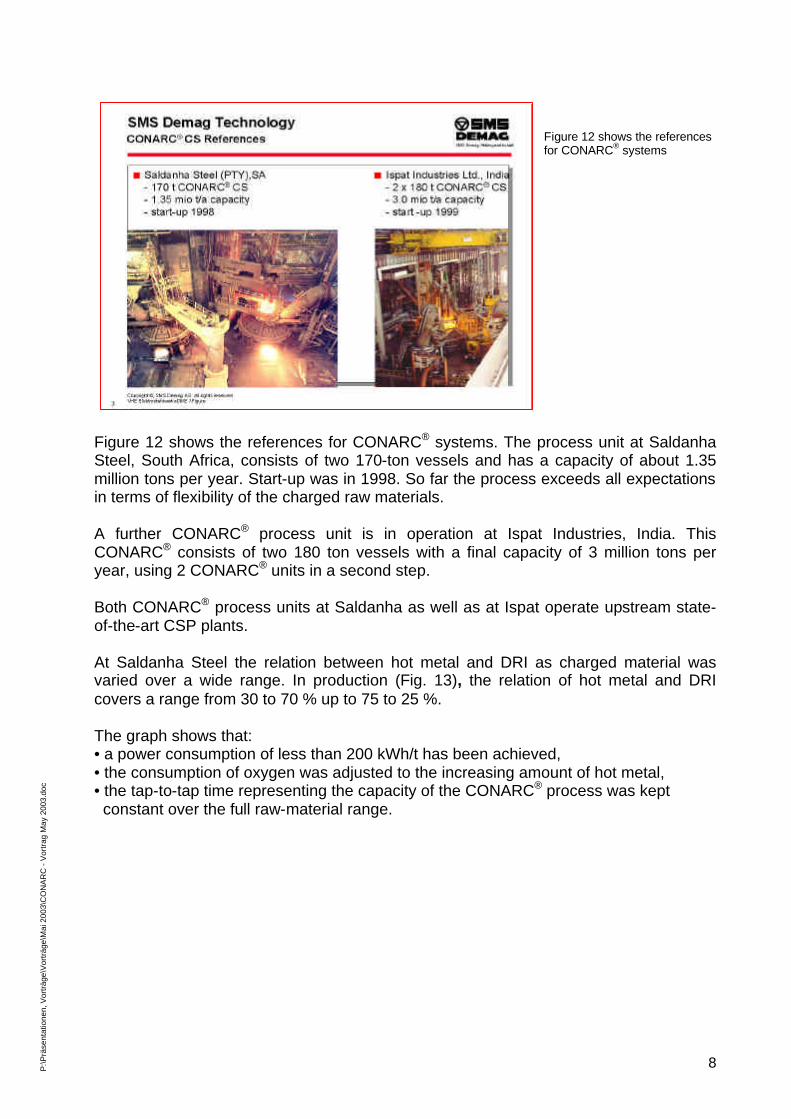
Figure 12 shows the references for CONARC® systems
Figure 12 shows the references for CONARC® systems. The process unit at Saldanha Steel, South Africa, consists of two 170-ton vessels and has a capacity of about 1.35 million tons per year. Start-up was in 1998. So far the process exceeds all expectations in terms of flexibility of the charged raw materials. A further CONARC® process unit is in operation at Ispat Industries, India. This CONARC® consists of two 180 ton vessels with a final capacity of 3 million tons per year, using 2 CONARC® units in a second step. Both CONARC® process units at Saldanha as well as at Ispat operate upstream state-of-the-art CSP plants. At Saldanha Steel the relation between hot metal and DRI as charged material was varied over a wide range. In production (Fig. 13), the relation of hot metal and DRI covers a range from 30 to 70 % up to 75 to 25 %. The graph shows that: • a power consumption of less than 200 kWh/t has been achieved, • the consumption of oxygen was adjusted to the increasing amount of hot metal, • the tap-to-tap time representing the capacity of the CONARC® process was kept constant over the full raw-material range.
9P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
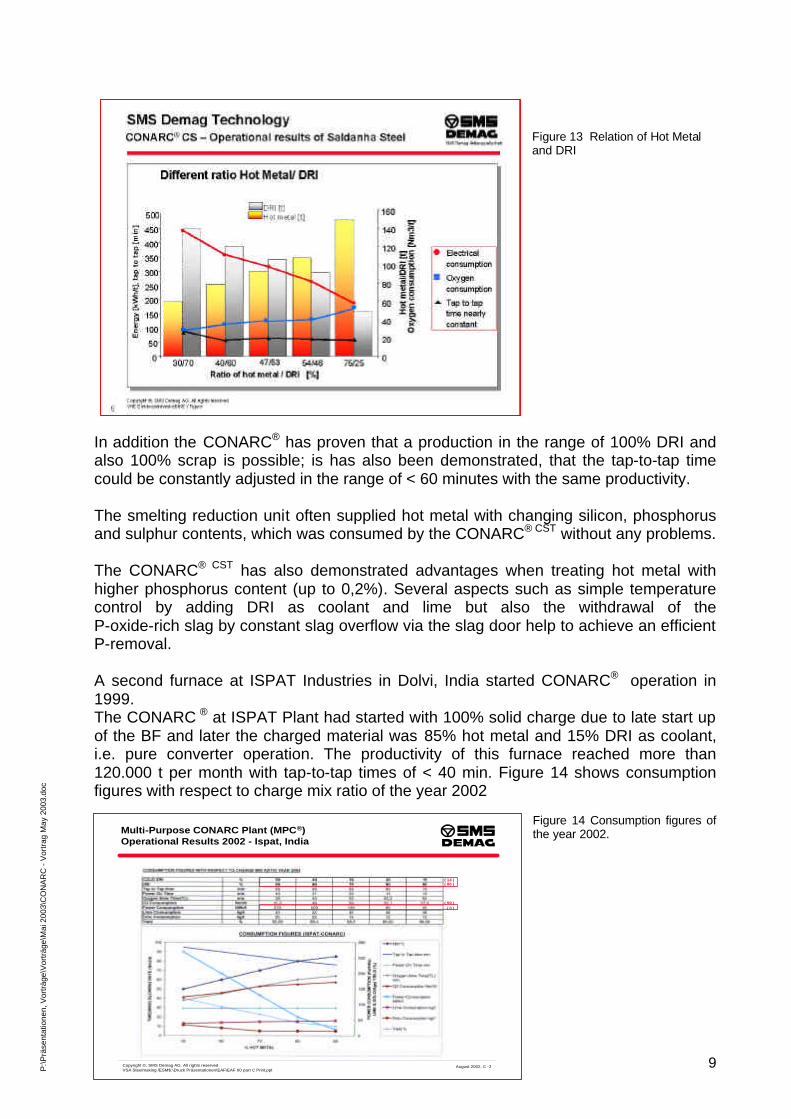
Figure 13 Relation of Hot Metal and DRI
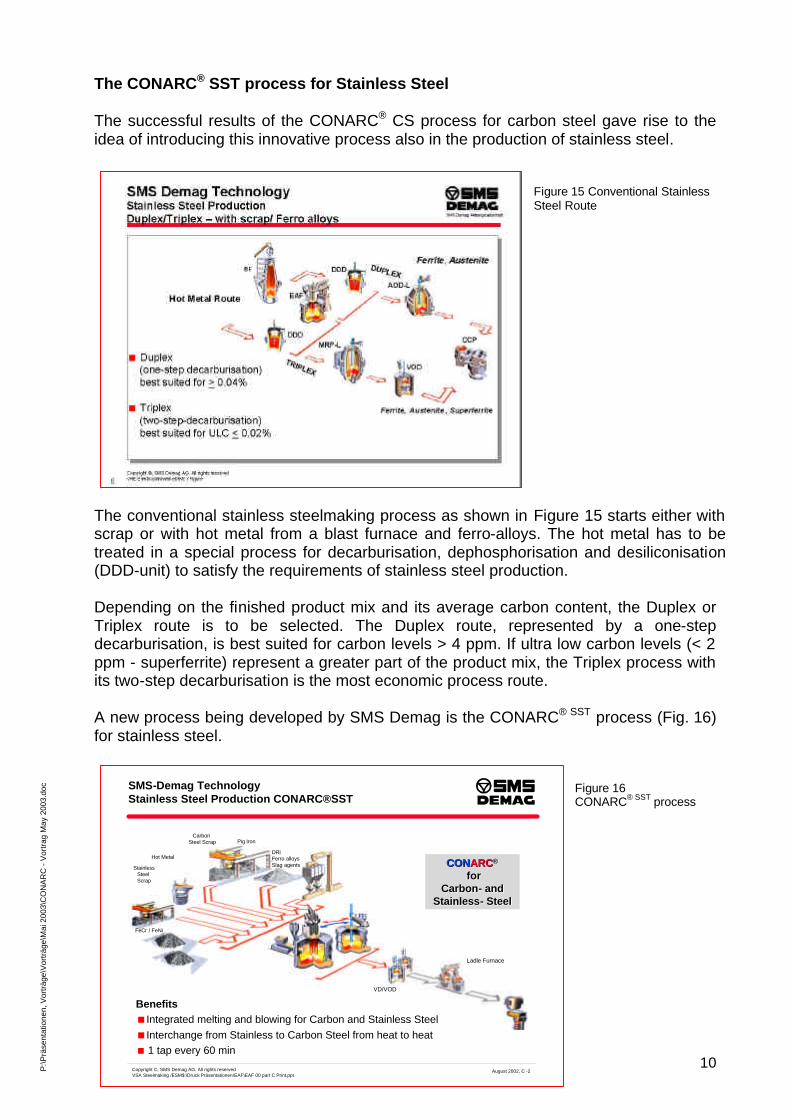
In addition the CONARC® has proven that a production in the range of 100% DRI and also 100% scrap is possible; is has also been demonstrated, that the tap-to-tap time could be constantly adjusted in the range of < 60 minutes with the same productivity. The smelting reduction unit often supplied hot metal with changing silicon, phosphorus and sulphur contents, which was consumed by the CONARC® CST without any problems. The CONARC® CST has also demonstrated advantages when treating hot metal with higher phosphorus content (up to 0,2%). Several aspects such as simple temperature control by adding DRI as coolant and lime but also the withdrawal of the P-oxide-rich slag by constant slag overflow via the slag door help to achieve an efficient P-removal. A second furnace at ISPAT Industries in Dolvi, India started CONARC® operation in 1999. The CONARC ® at ISPAT Plant had started with 100% solid charge due to late start up of the BF and later the charged material was 85% hot metal and 15% DRI as coolant, i.e. pure converter operation. The productivity of this furnace reached more than 120.000 t per month with tap-to-tap times of < 40 min. Figure 14 shows consumption figures with respect to charge mix ratio of the year 2002
Figure 14 Consumption figures of the year 2002.
Copyright ©, SMS Demag AG. All rights reserved VSA Steelmaking /ESM$:\Druck Präsentationen\EAF\EAF 00 part C Print.ppt
August 2002, C -2
( 14 )( 86 )
( 0 )( 59 )
Multi-Purpose CONARC Plant (MPC®) Operational Results 2002 - Ispat, India
10P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
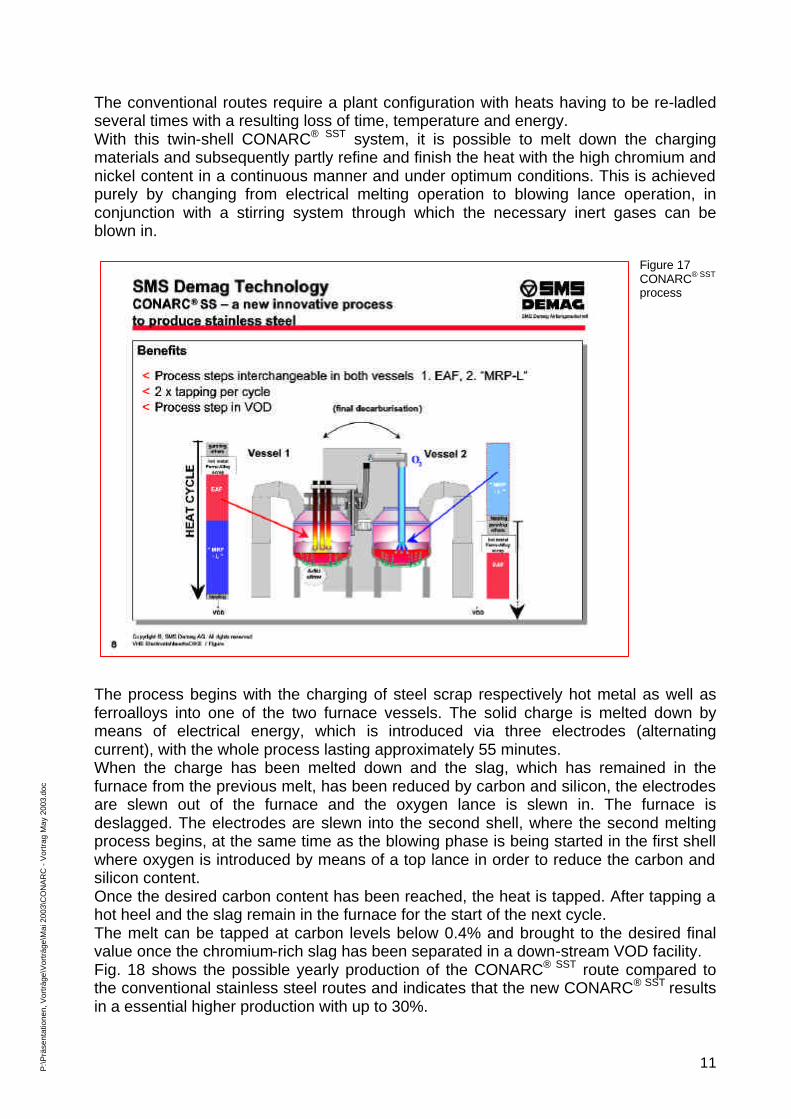
The CONARC® SST process for Stainless Steel The successful results of the CONARC® CS process for carbon steel gave rise to the idea of introducing this innovative process also in the production of stainless steel.
Figure 15 Conventional Stainless Steel Route
The conventional stainless steelmaking process as shown in Figure 15 starts either with scrap or with hot metal from a blast furnace and ferro-alloys. The hot metal has to be treated in a special process for decarburisation, dephosphorisation and desiliconisation (DDD-unit) to satisfy the requirements of stainless steel production. Depending on the finished product mix and its average carbon content, the Duplex or Triplex route is to be selected. The Duplex route, represented by a one-step decarburisation, is best suited for carbon levels > 4 ppm. If ultra low carbon levels (< 2 ppm - superferrite) represent a greater part of the product mix, the Triplex process with its two-step decarburisation is the most economic process route. A new process being developed by SMS Demag is the CONARC® SST process (Fig. 16) for stainless steel.
Figure 16 CONARC® SST process
Copyright ©, SMS Demag AG. All rights reserved VSA Steelmaking /ESM$:\Druck Präsentationen\EAF\EAF 00 part C Print.ppt
August 2002, C -2
SMS-Demag TechnologyStainless Steel Production CONARC®SST
CONCONARCARC®®
forforCarbonCarbon-- andand
StainlessStainless-- SteelSteel
Ladle Furnace
VD/VOD
DRIFerro alloysSlag agents
Pig IronCarbon
Steel Scrap
StainlessSteel Scrap
Hot Metal
FeCr / FeNi
Benefits<Integrated melting and blowing for Carbon and Stainless Steel<Interchange from Stainless to Carbon Steel from heat to heat< 1 tap every 60 min
11P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
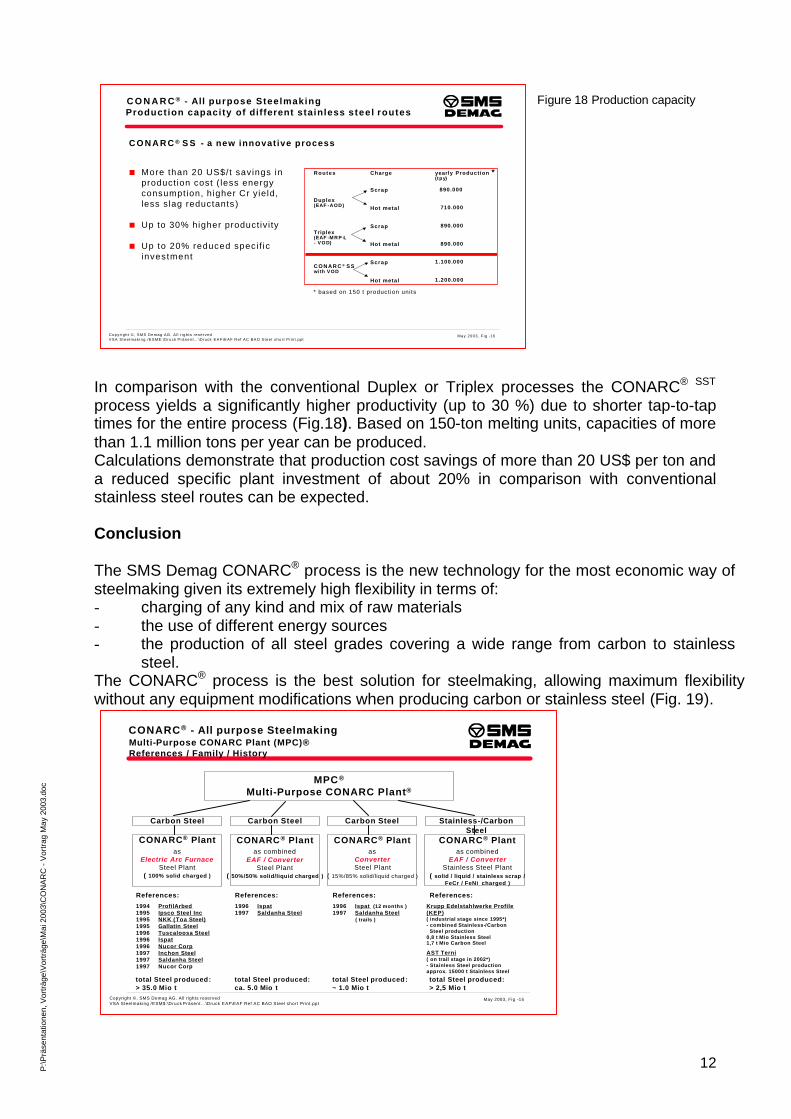
The conventional routes require a plant configuration with heats having to be re-ladled several times with a resulting loss of time, temperature and energy. With this twin-shell CONARC® SST system, it is possible to melt down the charging materials and subsequently partly refine and finish the heat with the high chromium and nickel content in a continuous manner and under optimum conditions. This is achieved purely by changing from electrical melting operation to blowing lance operation, in conjunction with a stirring system through which the necessary inert gases can be blown in.
Figure 17 CONARC® SST process
The process begins with the charging of steel scrap respectively hot metal as well as ferroalloys into one of the two furnace vessels. The solid charge is melted down by means of electrical energy, which is introduced via three electrodes (alternating current), with the whole process lasting approximately 55 minutes. When the charge has been melted down and the slag, which has remained in the furnace from the previous melt, has been reduced by carbon and silicon, the electrodes are slewn out of the furnace and the oxygen lance is slewn in. The furnace is deslagged. The electrodes are slewn into the second shell, where the second melting process begins, at the same time as the blowing phase is being started in the first shell where oxygen is introduced by means of a top lance in order to reduce the carbon and silicon content. Once the desired carbon content has been reached, the heat is tapped. After tapping a hot heel and the slag remain in the furnace for the start of the next cycle. The melt can be tapped at carbon levels below 0.4% and brought to the desired final value once the chromium-rich slag has been separated in a down-stream VOD facility. Fig. 18 shows the possible yearly production of the CONARC® SST route compared to the conventional stainless steel routes and indicates that the new CONARC® SST
results in a essential higher production with up to 30%.
12P:\P
räse
ntat
ione
n, V
ortr
äge\
Vor
träg
e\M
ai 2
003\
CO
NA
RC
- V
ortr
ag M
ay 2
003.
doc
Figure 18 Production capacity
In comparison with the conventional Duplex or Triplex processes the CONARC® SST process yields a significantly higher productivity (up to 30 %) due to shorter tap-to-tap times for the entire process (Fig.18). Based on 150-ton melting units, capacities of more than 1.1 million tons per year can be produced. Calculations demonstrate that production cost savings of more than 20 US$ per ton and a reduced specific plant investment of about 20% in comparison with conventional stainless steel routes can be expected. Conclusion The SMS Demag CONARC® process is the new technology for the most economic way of steelmaking given its extremely high flexibility in terms of: - charging of any kind and mix of raw materials - the use of different energy sources - the production of all steel grades covering a wide range from carbon to stainless
steel. The CONARC® process is the best solution for steelmaking, allowing maximum flexibility without any equipment modifications when producing carbon or stainless steel (Fig. 19).
C O N A R C ® - All purpose Steelmaking
Copyr ight ©, SMS Demag AG. A l l r igh ts reserved VSA Stee lmak ing /ESM$: \Druck Präsent… \Druck E A F \EAF Ref AC BAO Stee l shor t Print.ppt
May 2003, F ig -16
< More than 20 US$/t savings in product ion cost ( less energy consumption, higher Cr y ield, less slag reductants )
< Up to 30% higher product iv i ty
< Up to 20% reduced speci f ic investment
Production capacity of different stainless steel routes
Routes
Duplex(EAF -AOD)
Triplex(EAF -M R P -L- V O D)
C O N A R C ® S Swith VOD
Charge
Scrap
Hot metal
Scrap
Hot metal
Scrap
Hot metal
yearly Production *(tpy)
890.000
710.000
890.000
890.000
1.100.000
1.200.000
C O N A R C ® S S - a new innovat ive process
* based on 150 t product ion units
CONARC® - All purpose Steelmaking
Copyright ©, SMS Demag AG. All rights reserved VSA Steelmaking /ESM$:\Druck Präsent…\Druck EAF\EAF Ref AC BAO Steel short Print.ppt
May 2003, Fig -15
MPC®
Multi-Purpose CONARC Plant®
Carbon Steel Carbon Steel Carbon Steel Stainless-/CarbonSteel
1994 ProfilArbed1995 Ipsco Steel Inc1995 NKK (Toa Steel)1995 Gallatin Steel 1996 Tuscaloosa Steel1996 Ispat1996 Nucor Corp1997 Inchon Steel1997 Saldanha Steel1997 Nucor Corp
CONARC® Plantas
Electric Arc FurnaceSteel Plant
( 100% solid charged )
CONARC® Plantas combined
EAF / ConverterSteel Plant
( 50%/50% solid/liquid charged )
CONARC® Plantas
ConverterSteel Plant
( 15%/85% solid/liquid charged )
CONARC® Plantas combined
EAF / ConverterStainless Steel Plant
( solid / liquid / stainless scrap / FeCr / FeNi charged )
total Steel produced:> 35.0 Mio t
1996 Ispat1997 Saldanha Steel
total Steel produced:ca. 5.0 Mio t
1996 Ispat (12 months )1997 Saldanha Steel
( trails )
total Steel produced:~ 1.0 Mio t
Krupp Edelstahlwerke Profile (KEP)( industrial stage since 1995*)- combined Stainless-/Carbon
Steel production0,8 t Mio Stainless Steel1,7 t Mio Carbon Steel
AST Terni( on trail stage in 2002*)- Stainless Steel productionapprox. 15000 t Stainless Steel
total Steel produced:> 2,5 Mio t
References: References: References: References:
Multi-Purpose CONARC Plant (MPC)®References / Family / History


















