Design and High Precision Monitoring of Detector...
130
CERN-THESIS-2007-108 22/10/2007
Transcript of Design and High Precision Monitoring of Detector...

CER
N-T
HES
IS-2
007-
108
22/1
0/20
07
DISSERTATION
Design and High PrecisionMonitoring of DetectorStructures at CERN
ausgeführt zum Zwecke der Erlangung des akademischen Grades eines Doktorsder technischen Naturwissenschaften unter der Leitung von
O.Univ.Prof. Dipl.-Ing. Dr.techn. Peter Herbert Osanna
E311 Institut für FertigungstechnikDepartment for Interchangeable Manufacturing and Industrial Metrology
eingereicht an der Technischen Universität WienFakultät für Maschinenwesen und Betriebswissenschaften von
Dipl.-Ing. Friedrich Lackner
Matrikel Nr. 9526748
Rainbergsiedlung 5, A-8820 Neumarkt i.d. Stmk.
Diese Arbeit wurde unterstützt vom Österreichischen Bundesministerium fürWissenschaft und Forschung.
Genf, am 22. September 2007

Begutachter
Technische Universität Wien, Institut für Fertigungstechnik (E311)
O.Univ.Prof. Dipl.-Ing. Dr.techn. Peter Herbert Osanna
Technische Universität Wien, Institut für Mechanik und Mechatronik (E325)
O.Univ.Prof. Dipl.-Ing. Dr.techn. Peter Kopacek
i

Kurzfassung
CERN, das Europäische Zentrum für Teilchenphysik in Genf arbeitet zurzeit ander Fertigstellung des LHC Beschleunigers (Large Hadron Collider). Der Ring-beschleuniger mit einem Umfang von 27 km wird voraussichtlich 2008 seinenBetrieb aufnehmen, es wird erwartet, dass die Resultate das bisherige Wissenüber den Aufbau der Materie vertiefen und neue Erkenntnisse gewonnen werden.
Eines der vier LHC Experimente ist ALICE (A Large Ion Colliding Expe-riment), ein Teilchendetektor bestehend aus unterschiedlichen Subdetektoren,implementiert und installiert in Strukturen rund um den Kollisionspunkt. DieTeilchen werden nach der Kollision hinsichtlich ihrer Energien, Impulse, Spu-ren und Zerfallsprodukte detektiert. Um dies zu realisieren ist es erforderlichsämtliche Strukturen mit höchtser Präzision zueinander und hinsichtlich desInteraktionspunktes zu positionieren und während des Experiments die aktu-elle Position intervalmässig zu bestimmen. Die eingesetzten Messsysteme müs-sen unter den gegebenen Umgebungsein�üssen (Bsp.: Ionisierende Strahlung,Magnetfeld) eine maximale Verfügbarkeit während des gesamten Lebenszyklusaufweisen. Diese Dissertation beschreibt die speziellen Lösungen zur Struktur-vermessung im ALICE Experiment und zeigt weiters eine spezielle Anwendungder Entwicklung am Beispiel des CMS Experiments (Compact Muon Solenoid).
Detektor Vermessung: Der essentielle Aspekt während der gesamten In-stallation und Integration des ALICE Experiments ist das präzise Positionierender inneren Detektorsysteme hinsichtlich des zentral positionierten Strahlroh-res. Basierend auf dem Prinzip der optischen Messtechnik des BCAM systems(Brandeis CCD Angle Monitor) wurde eine Weiterentwicklung durchgeführt diees erlaubt durch eine Re�exion an einem Retrore�ektor dieses Prinzip für speziel-le Messapplikationen zu erweitern. Verschiedene Resultate aus Labortests sowieErgebnisse der Messungen am Experiment erläutern die Genauigkeit sowie Vor-und Nachteile des mittlerweile in drei der vier grossen LHC Experimente zurAnwendung kommenden Prinzips.
Strahlrohr Vermessung: Das fragile zentrale Strahlrohr in ALICE, einBeryllium Rohr von 59.6mm Durchmesser und 0.8mm Wandstärke ist in dreiPunkten gelagert. Unter Anwendung der Methode der Finiten Elemente wurdeder kritische Rahmen des ersten Fixierungspunktes optimiert um eine möglichstminimale Deformation der Struktur zu erzielen. Deformationen des Rahmensbewirken unerwünschte Normalspannungen in der Beryllium Struktur und da-
ii

iii
her ist ein Messen der einwirkenden Kräfte unumgänglich. Nachdem die Leitungunter Ein�uss eines Magnetfeldes von 0.5T und einer erwarteten IonisierendeStrahlendosis von 10 kGy in zehn Jahren betrieben wird, war die Auswahl anMesssystemen beschränkt. Frühere Arbeiten haben gezeigt, dass DMS basier-te Sensoren gute Ergebnisse unter diesen speziellen Bedingungen liefern. DieseArbeit zeigt die Entwickling des Sensors der Aufgrund zahlreicher Randbedin-gungen eine 1N Au�ösung benötigt.
Die Kombination der BCAM - Retrore�ektor Anwendung und der auf demDMS Prinzip arbeitende Sensor liefert hinreichende Informationen über denZustand der Kräfte und Positionen des Strahlrohres, der inner Detektoren sowieder Detektoren in axialer Richtung. Eine weitere praktische Anwendung desBCAM - Retrore�ektor Prinzips wird anhand der Positionierung der grossenStrukturen (Barrels) des supraleitenden CMSMagneten beschrieben. Ergebnissedes ersten Zusammenbaus der fünf Barrels werden präsentiert.

Abstract
Situated on the outskirts of Geneva, CERN is the leading center for particlephysics in the world. The Large Hadron Collider (LHC) with its 27 km ring-shaped accelerator, which is currently under construction and will be operationalin 2008, will begin a new era in high energy physics by revealing the basic con-stituents of the universe.
One of the experiments is ALICE (A Large Ion - Colliding - Experiment),a detector consisting of multiple layers of sub detectors around the collisionpoint to detect di�erent types and properties of particles created in the col-lisions. Those particles are identi�ed via their energy, momentum, track anddecay products, and it is therefore important to align the various sub detectorsvery precisely to each other and monitor their position. The monitoring sys-tems have to operate for an extended period of time under extreme conditions(e.g. high radiation) and must not absorb too many of the particles created inthe collisions. This dissertation describes monitoring systems developed for theALICE and CMS (Compact muon solenoid) experiments.
Detector monitoring: The crucial aspect within the integration of theALICE experiment is precise alignment of the inner detectors with respect tothe central beryllium beam pipe. Based on the BCAM system (Brandeis CCDAngle Monitor), tests were carried out in order to approve the idea of mount-ing a BCAM on the external reference point and a re�ecting mirror on the subdetector. Using a corner cube prism instead of a plane mirror eliminates thesensitivity to rotations of the mirror. Results obtained from the various labtests and �nal setups will show that the novel BCAM application which is nowused in three out of the four LHC experiments, has several advantages over thestandard two BCAM based angle monitoring.
Beam pipe monitoring: The fragile ALICE central beryllium beam pipewith a diameter of 59.6mm and 0.8mm wall thickness is supported at threepoints. In order to minimize the de�ections and hence stresses in the beampipe, one of the three support structures was designed with the aid of �niteelement analysis. The pipe will operate in an environment of 0.5T magnetic�eld and is expected to absorb a dose of 10 kGy in ten years. These special con-straints and the lack of access preclude most standard force monitoring systems.Previous work has shown that strain gage based systems work well under theseconditions. The thesis presents an optimized strain gage based system for the
iv

v
ALICE beam pipe that is sensitive to changes in force of 1N.
Both the BCAM - retrore�ector system and the strain gage based forcemonitoring system provide critical information regarding the status of the beampipe, ITS and forward detector systems. The last chapter will deal with a furtherBCAM - retrore�ector system used in the CMS experiment in order to align the�ve large barrels of the super-conducting solenoid. Furthermore, it will presentresults from the �rst CMS magnet closure.

Acknowledgements
I am especially grateful to my university supervisor, Prof. Peter Herbert Osannafor his help and guidance over the last years. In particular, I am thankful toWerner Riegler for giving me the possibility to work for the ALICE integrationgroup and helping me to develop a research topic closer to my heart. I wouldlike to sincerely thank Prof. Christian Fabjan, Lars Leistam and ChristianLasseur for accepting my application and to Lukas Kräuter for introducing me toCERN. Thanks to Kevan Hashemi from the Brandeis University for helping meto understand the fundamentals of BCAM operations. From the CERN surveygroup a special mention must go to Antje Behrens, Raphaël Goudard, AndreasHerty and Dirk Mergelkuhl for their help and commitment shown during thelast three years. Special thanks to Didier Piedigrossi and Daniel Fraissard forsharing their ideas and specialist knowledge to help improve my experimentalsetups. Thanks to all the members of the ALICE integration team, especiallyto my Danish o�ce mate Tyge Schioler for all the very detailed 'of course' justwork related discussions and furthermore for all his helpful hints and correctionsregarding my thesis. When I arrived at CERN, I never expected that therewould be a future for my musical interests. Luckily I was mistaken, and I wouldlike to thank Gerda Benedikt for helping me to improve my interpretations ofBach et al. I also want to thank Marcello Losasso; whenever I listen to FritzKreislers 'Tempo di menuetto', it reminds me of my �rst period at CERN andthe nice Friday evening rehearsals which helped me �nd a work-life balance.Furthermore I am grateful to all those Austrians at CERN who shared the goodtimes with me. Even though it has been hard to keep in touch with my verybest friends whilst in Switzerland, I am truly thankful for the short periods oftime we have managed to share. Finally, I would like to thank my parents andsisters for letting me know that they are always there for me when I come home.
vi


List of Abbreviations
ADC Analog Digital Converter
AIS ALICE Integration and Services group (CERN)
ALICE A Large Ion Collider Experiment at CERN
ATLAS A Torodial LHC Apparatus
BCAM Brandeis CCD Angle Monitor
BK7 Optical glass
CAD Computer Aided Design
CCD Charge Coupled Device
CERN Conseil Européen pour la Recherche Nucléaire
CMM Coordinate-measuring machine
CMS The Compact Muon Solenoid Experiment
CR Counting Room
DCS Detector Control System
DP Digital Photogrammetry
ELMB Embedded Local Monitor Board
FEA Finite Element Analysis
FEM Finite Element Method
FMD Forward Multiplicity Detector
FWD Forward Detector
GSI Gesellschaft für Schwerionenforschung Darmstadt
HMPID High Momentum Particle Identi�cation Detector
IMS ITS Monitoring System
ITS Inner Tracking System
INFN Instituto Nazionale di Fisica Nucleare
IP Interaction Point
ITS Inner Tracking System
L3 ALICE Solenoid
LEP Large Electron Positron Collider
LHC Large Hadron Collider
LHC-B Large Hadron Collider Beauty
viii

ix
LWDAQ Long Wire Data Acquisition
PCI Peripheral Component Interface
PMD Photon Multiplicity Detector
PT100 Platinum Resistance Thermometers
PVSS Object-oriented process visualization and control system
RB24 ALICE A-side
RB26 ALICE C-side
RMS Rail Monitoring System
SMS Spaceframe Monitoring System
SSW Service Support Wheel
SU Survey group (CERN)
TCP/IP Transmission Control Protocol (TCP) and the InternetProtocol (IP)
TIG Tungsten Inert Gas
TPC Time Projection Chamber
TS Technical Support Department (CERN)
YB CMS Yoke Barrel
YE CMS Yoke Endcap

Contents
Begutachter i
Kurzfassung ii
Abstract iv
Acknowledgements vi
List of Abbreviations viii
1 CERN 1
1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.1.1 The Large Hadron Collider . . . . . . . . . . . . . . . . . 11.1.2 The Large Hadron Collider Experiments . . . . . . . . . . 21.1.3 ALICE (A Large Ion Collider Experiment) . . . . . . . . . 21.1.4 CMS (The Compact Muon Solenoid) . . . . . . . . . . . . 4
2 Monitoring Systems in ALICE 5
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.1.1 The BCAM System . . . . . . . . . . . . . . . . . . . . . 5
2.2 Strain Gages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.2.1 The Resistance Strain Gage Design and Layout . . . . . . 82.2.2 The Stress - Strain Relation . . . . . . . . . . . . . . . . . 92.2.3 The Wheatstone Full Bridge Circuit . . . . . . . . . . . . 102.2.4 Noise and Drift Problems . . . . . . . . . . . . . . . . . . 12
3 ALICE Integration 13
3.1 The ALICE Beam Pipe Support . . . . . . . . . . . . . . . . . . 133.1.1 Forces Applied to the Beam Pipe . . . . . . . . . . . . . . 17
3.2 TPC Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . 173.3 ITS Fixation to the Inner Cone of the TPC . . . . . . . . . . . . 183.4 The RB24 Beam Pipe Fixation . . . . . . . . . . . . . . . . . . . 213.5 Finite Element Analysis of the RB24 Support Frame (Forward
Detector Table) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.5.1 Boundary Conditions . . . . . . . . . . . . . . . . . . . . . 273.5.2 The FEA Results . . . . . . . . . . . . . . . . . . . . . . . 29
3.6 Load Test With Frame Mockup . . . . . . . . . . . . . . . . . . . 33
x

CONTENTS xi
3.6.1 Load Test Results . . . . . . . . . . . . . . . . . . . . . . 363.6.2 Finite Element Analysis of the Frame Mockup . . . . . . . 393.6.3 Final Design Concept and Discussion . . . . . . . . . . . . 40
4 Re�ectors in BCAM Applications 42
4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 424.2 Reasons for Combining BCAMs with Retrore�ectors . . . . . . . 43
4.2.1 The Principle of Corner Cube Prisms . . . . . . . . . . . . 434.2.2 Measurement Principle BCAM - Corner Cube Re�ector . 434.2.3 User Interface Response due to a Corner Cube Re�ector
Movement . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.3 Test Bench Results . . . . . . . . . . . . . . . . . . . . . . . . . . 484.4 Test Results for a Longitudinal and Transverse Re�ector Movement 48
4.4.1 Results for the Longitudinal Re�ector Movement . . . . . 494.4.2 Results for the Transverse Re�ector Movement . . . . . . 51
4.5 Reproducibility for a 1mm Transverse Re�ector Displacement . . 534.6 BCAM Repositioning Tests . . . . . . . . . . . . . . . . . . . . . 56
4.6.1 BCAM Repositioning without Baseplate Fixation . . . . . 564.6.2 BCAM Repositioning with Baseplate Fixation . . . . . . . 57
4.7 Support Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . 584.7.1 The Axial Baseplate . . . . . . . . . . . . . . . . . . . . . 594.7.2 Prism Support . . . . . . . . . . . . . . . . . . . . . . . . 59
4.8 Advantages of the BCAM - Re�ector System . . . . . . . . . . . 604.9 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
5 BCAM Applications in ALICE 62
5.1 The Spaceframe Monitoring System (SMS) . . . . . . . . . . . . . 625.1.1 Magnetic Field Mapping . . . . . . . . . . . . . . . . . . . 63
5.2 The Rail Monitoring System (RMS) . . . . . . . . . . . . . . . . 645.2.1 Design Concept . . . . . . . . . . . . . . . . . . . . . . . . 65
5.3 The ITS Monitoring System (IMS) . . . . . . . . . . . . . . . . . 665.3.1 Results and Final ITS Installation . . . . . . . . . . . . . 67
6 High Resolution Strain Monitoring 70
6.1 Design Concept and Requirements . . . . . . . . . . . . . . . . . 706.1.1 Strain Gage Selection and Theoretical Resolution . . . . . 726.1.2 First Prototype Repeatability Test . . . . . . . . . . . . . 74
6.2 Beam Pipe Fixation Mockup . . . . . . . . . . . . . . . . . . . . 756.2.1 Readout Soft- and Hardware . . . . . . . . . . . . . . . . 766.2.2 The Final Testbench Circuit . . . . . . . . . . . . . . . . . 77
6.3 Temperature In�uence and Thermal Output . . . . . . . . . . . . 796.3.1 The Temperature Dependence of a Single Gage . . . . . . 796.3.2 Short Duration Temperature Test . . . . . . . . . . . . . . 806.3.3 Gage Factor Variation with Temperature . . . . . . . . . . 816.3.4 Curvature E�ect due to the 5mm Specimen Radius . . . . 816.3.5 Self Temperature Compensating Mismatch . . . . . . . . . 82
6.4 Long Duration Studies . . . . . . . . . . . . . . . . . . . . . . . . 82

CONTENTS xii
6.4.1 Electronic Sources of Noise . . . . . . . . . . . . . . . . . 866.4.2 Environmental Sources of Noise . . . . . . . . . . . . . . . 86
6.5 Experimental Drift Analysis . . . . . . . . . . . . . . . . . . . . . 866.5.1 Power Supply Stability . . . . . . . . . . . . . . . . . . . . 876.5.2 Measurement System (ELMB, Voltmeter) . . . . . . . . . 876.5.3 In�uence of Humidity and Air Pressure . . . . . . . . . . 886.5.4 Long Term Temperature In�uence . . . . . . . . . . . . . 886.5.5 Environmental In�uences and Active Noise Sources . . . . 886.5.6 Cabling and Grounding . . . . . . . . . . . . . . . . . . . 89
6.6 Final Calibration and Installation . . . . . . . . . . . . . . . . . . 906.6.1 Final Setup . . . . . . . . . . . . . . . . . . . . . . . . . . 90
6.7 Results of the Vertical ITS Movement and the TPC Displacement 926.8 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
7 The CMS barrel closure 95
7.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 957.2 The CMS Solenoid . . . . . . . . . . . . . . . . . . . . . . . . . . 957.3 System Requirements . . . . . . . . . . . . . . . . . . . . . . . . . 96
7.3.1 System Integration . . . . . . . . . . . . . . . . . . . . . . 967.3.2 The BCAM Data Acquisition in CMS . . . . . . . . . . . 1007.3.3 BCAM Mount Calibration . . . . . . . . . . . . . . . . . . 101
7.4 Results from the CMS Closure Monitoring . . . . . . . . . . . . . 1027.4.1 Photogrammetry - BCAM/BCAM . . . . . . . . . . . . . 1027.4.2 Theodolite and 'BCAM - Prism' Results . . . . . . . . . 103
7.5 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
8 Comprehensive Summary 106
Bibliography 108
CURRICULUM VITÆ 115

Chapter 1
CERN
1.1 Introduction
After the second world war there was the need to stop the migration of highlytrained scientists to the United States. It was partly with this in mind when theoriginal 12 signatories of the CERN convention came together in 1954 to founda research institute focused on peaceful investigation of nuclear physics. Sincethis time CERN, the 'Conseil Européen pour la Recherche Nucléaire' has grownto the present 20 member states and is the leading center for particle physicsin the world. The laboratory on the outskirts of Geneva currently employs ap-proximately 2300 full-time members. About 8000 engineers and scientists fromapproximately 500 universities in 80 countries are working on projects relatedto the large CERN experiments.
1.1.1 The Large Hadron Collider
The project currently under construction and assumedly operational in 2008is the Large Hadron Collider (LHC) (cf. �gure 1.1). The LHC is installed inCERN's existing 27-kilometer circumference circular tunnel which was built forthe Large Electron-Positron (LEP) collider. The LHC will begin a new era inhigh energy physics by revealing the basic constituents of the universe. In orderto deliver the maximum center-of-mass energy within the 27 km of circumfer-ence the LHC is constructed as high-luminosity proton-proton collider, based on1232 superconducting dipole magnets. The magnets are providing a magnetic�eld of 8.4T. The superconducting coils are electrically operated with a currentof 11.2 kA. The magnets will be operated at temperature below 2K using su-per�uid helium for the cooling.
In the last few decades there has been an enormous improvement and asuccessive appreciation of the basic composition of matter, particles and theirinteractions. This de�nition and all the basis of knowledge are established bythe standard model theory. The LHC will accelerate and collide proton beamsand heavy ions con�gured in bunches of up to 1011 for the p-p runs, separatedby 25ns, giving a center of mass energy of 14TeV and luminosities of 1034
1

CHAPTER 1. CERN 2
cm−2s−1. The collisions will take place at four experimental sites on the accel-erator ring.
Figure 1.1: The CERN accelerator chain
1.1.2 The Large Hadron Collider Experiments
The largest experiments, CMS (Compact Muon Solenoid) [1] and ATLAS (AToroidal LHC Aparatus) [2], are general purpose experiments and optimized forthe discovery of the Higgs boson. The more specialized experiments are LHC-B [3] (Large Hadron Collider Beauty) and ALICE [4] (A Large Ion ColliderExperiment) which is dedicated to heavy ion physics. The LHC-B experimentincludes a forward collider detector designed for studying the CP-asymmetriesand decays in B-meson systems. LHC-B will be operated at the lower luminosityof 2.1032 cm−2s−1. A very short description of the ALICE and CMS detectorsis given below.
1.1.3 ALICE (A Large Ion Collider Experiment)
The layout of the ALICE detectors (�gure 1.2) consists of the central detectorsystem positioned inside the large solenoidal magnet from the former 'LEP/L3'experiment. The magnet is operated at a current of 30 kA, generating a magnetic�eld of 0.5T. The inner detector system includes six layers of high-resolutionsilicon detectors (Inner Tracking System - ITS) installed around the interactionpoint (IP) inside the main tracking system TPC (Time Projection Chamber).

CHAPTER 1. CERN 3
On the outer circumference of the TPC the TRD (Transition-Radiation Detec-tor) layers provides the identi�cation of electrons. Additionally on the outermostcircumference a particle identi�cation array TOF (Time Of Flight) is installed.Furthermore there are two areas with the HMPID (High-Momentum ParticleIdenti�cation Detector) for the identi�cation of high momentum particles andan electromagnetic calorimeter PHOS (PHOton Spectrometer).
In the forward region of ALICE, a PMD (Photon Multiplicity Detector)measures the multiplicity and spatial distribution of photons. The ensemble ofFMD (Forward Multiplicity Detector) detectors provide charged-particle multi-plicity information in the forward region. In the forward direction fast triggersignals are provided by a system of scintillator and quartz counters (T0 and V0).About 116m from the interaction point, neutron and hadron calorimeters willmeasure the energy in the forward direction ZDC (Zero Degree Calorimeter).The forward muon spectrometer consists of a dipole magnet (0.7T ), the passivefront absorber close to the interaction vertex, a muon �lter and the trackingand trigger stations.
1 ALICE and the LHC project 19
Heavy quarks and quarkonium states Heavy quarks (charm, bottom) will be produced in the ion collisions as the collision energies are far above the production threshold. The production can be described within pQCD and the long lifetime of charm and bottom quarks will allow them to live through the thermalization phase of the plasma and be affected by its presence. Heavy quark – antiquark pairs can form bond quarkonium states with binding energies in the range of the thermal energies of the plasma. Therefore there is a high break-up probability for these states and quarkonium suppression should be observed due to the presence of the QGP.
1.2.2 The ALICE detector
Fig. 5 Layout of the ALICE detector.
The ALICE experiment, illustrated in Fig. 5, consists of a central detector system, covering mid-pseudorapidity (|η| ≤ 0.9) over the full azimuth, and several forward systems. The central system is installed inside the large solenoidal magnet from the LEP/L3 experiment, which generates a magnetic field of 0.5 [T]. The central system includes, from the interaction vertex to the outside, six layers of high-resolution silicon detectors (Inner Tracking System—ITS), the main tracking system of the experiment (Time-Projection Chamber—TPC), a transition radiation detector for electron identification (Transition-Radiation Detector—TRD), and a particle identification array (Time-Of-Flight—TOF). The central system is complemented by two small-area detectors: an array of ring-imaging Cherenkov detectors (|η| ≤ 0.6, 57.6° azimuthal coverage) for the identification of high-momentum particles (High-Momentum Particle Identification Detector—HMPID), and an electromagnetic calorimeter (|η| ≤ 0.12, 100° azimuthal coverage) consisting of arrays of high-density crystals (PHOton Spectrometer— PHOS). The large rapidity systems include a muon spectrometer (−4.0 ≤ η ≤ −2.4), a photon counting detector (Photon Multiplicity Detector—PMD), an ensemble of multiplicity detectors (Forward Multiplicity Detector—
Figure 1.2: ALICE - A Large Ion Collider Experiment
The ALICE trigger and data-acquisition system will handle the data ob-tained from the large particle multiplicities expected for Pb-Pb collisions. Thisresults in a huge amount of event data, up to 2.5Gbyte/s or 1Pbyte per year.

CHAPTER 1. CERN 4
1.1.4 CMS (The Compact Muon Solenoid)
The CMS experiment (Compact Muon Solenoid) (cf. �gure 1.3) is one of thetwo large LHC general-purpose particle detectors. CMS was designed for study-ing many di�erent aspects of proton collisions at the LHC center-of-mass energyof 14TeV. The weight of the experiment is about 14600 tons, it has a lengthof 21.6m and a diameter of 14.6m. The main part of the experiment is thelarge CMS super-conducting solenoid. The magnetic �eld of 4T is required inorder to achieve adequate momentum resolution of highly energetic particles.The magnet is also designed as a support structure for various subdetectors likeTracker, Calorimeter System and the Muon System[5]. Page 1 of 1
8/19/2007http://www.phys.ufl.edu/hee/cms/images/CMS_3D_Detector_50.gif
Figure 1.3: The CMS experiment - diameter: 14.60 m, length: 21.60 m, weight:14600 tons

Chapter 2
Monitoring Systems in ALICE
2.1 Introduction
This chapter will introduce two di�erent alignment and monitoring conceptsused in ALICE. The sensors are implemented on detector structures in order toreceive appropriate information about their position in space.
2.1.1 The BCAM System
This section gives a short introduction to the BCAM (Brandeis CCD AngleMonitor) system. More detailed descriptions can be found in [6, 7].
The BCAM is a simple optical device which has been developed by BrandeisUniversity for the LHC ATLAS experiment End - Cap Alignment system [8].
A BCAM (see �gure 2.1) consists of an electronic camera and a pair of lightsources, all integrated into a single enclosure kinematically mounted on threesteel balls. The camera contains a CCD (Charge Coupled Device) image sensorand a lens with a focal length of 75mm. Its �eld of view is 40mrad horizontallyand 30mrad vertically to its mounting plane. The CCD provides an array of344 by 244 pixels, serving as a two - dimensional coordinate system. A pixelmeasures 10µm square. The light sources of the BCAM are red laser diodes,treated as being point - like. Each laser transmits at λ = 650nm in a rectan-gular cone that measures 75mm by 25mm on a screen at a distance of 100mmfrom the BCAM. Lasers and CCDs can be controlled via an RJ - 45 socket.
The centers of the steel balls on which the BCAM is mounted de�ne a localBCAM - coordinate system. All relevant BCAM - parameters, e.g. the centerof the lens or CCD rotation, can be related to this local coordinate system by acalibration procedure. Thus one only needs to know the position of the centersof the steel balls in a global coordinate system to know the position and orien-tation of the BCAM - coordinate system.
5

CHAPTER 2. MONITORING SYSTEMS IN ALICE 6
Y
XZ
A B
91
55
30
Figure 2.1: Black azimuthal BCAM; Local coordinate system shown in (B);DImensions are given in [mm]
The standard setup for a BCAMmeasurement system consists of two BCAMs,which we call BCAM A and BCAM B. Flashing the light sources of BCAM Ayields two light spots on the CCD of BCAM B. When A moves, the light spotson the CCD move as well. This procedure is repeated by �ashing the lightsources of BCAM B. Knowing the spot movements on the CCDs of BCAM Aand BCAM B, the calibrated focal length and the distance between the twolight sources one can calculate the angular separation between the two BCAMs.The measurement principle is shown in �gure 2.2 [9].
The BCAM [3,4] is a simple optical instrumentdesigned to monitor the geometry of large struc-tures. It consists of one or two electronic camerasand one or two pairs of light sources, all integratedinto a single enclosure. This enclosure mounts kine-matically onto three steel balls.
Figure 1: CAD drawing of a double endedBCAM, containing two cameras and fourlaser diode light sources. The enclosure is91 mm long. The lid is shown transparent.
The word BCAM is for Brandeis CCD Angle Moni-tor. The cameras use CCD (charge-coupled device)image sensors and measure the bearing of lightsources. The BCAM shown in Figure 1 uses redlaser diodes [2] as light sources. There is no lens infront of the lasers. Instead, each laser produces arectangular cone of light.The camera consists of a plano-convex lens of focallength f = 72 mm, a 2mm aperture, and a TC255Pimage sensor [1]. This sensor provides an array of344 by 244 pixels, each pixel is 10µm square. Thefield of view of each camera is approximately 30 cmby 40 cm at a range of 10m. The optical systemcan be reduced to a virtual perfect thin lens and avirtual CCD [4]. The center of this virtual perfectthin lens is called the pivot point, and defines to-gether with the center of the virtual perfect CCDthe camera axis (see Figure 2).Beneath each BCAM there are three depressions, aflat, a slot, and a cone. These allow the BCAM tosit kinematically on three quarter-inch (6.35mm di-ameter) steel balls. The centers of these balls definea mount coordinate system (also called BCAM co-ordinates) [4]. Our calibration procedure allows usto determine the position of the camera pivot pointand the direction of the camera axis, the rotation ofthe CCD and the position of the laser light sourcesin the mount coordinates. The calibration error,when added to the error in our measurement ofkinematic mounts and the precision of the mount-ing procedure itself, gives us a total angular errorof 50 µrad and translation error of 20 µm.
CCD lenslightsource
central ray
camera axisα
himage
pivot pointf '
Figure 2: The measuring principle of a BCAM.
Measurement Principles A BCAM is analyzingthe relative position of the center of a light spotthat is projected onto the CCD. When looking atpoint-like sources the images need not to be in focussince the quantity of interest for the reconstruction- the center of intensity - does not change with de-focus. Thus BCAMs need not be adapted to the in-dividual source distances, which makes the techni-cal implementation of this system easy and general.The intrinsic sensor resolution is 5µrad, which cor-responds to a center-finding precision on the CCDof 0.4 µm. This resolution can be achieved for sep-arations between the BCAM and its source from1 m to 20 m.Readout System Each BCAM provides an RJ-45socket through which the lasers and the CCDs arecontrolled, and the image pixels are retrieved. TheRJ-45 socket is an LWDAQ Device Socket, for usewith the Long-Wire Data Acquisition System 5].
Device Device
MultiplexerDriver Board
Device
1...10 Devices1..8 Devices or MuX
LVDAQ
VME or TCP/IP
Figure 3: LWDAQ connection scheme
This DAQ system consists of a driver board thatconnects up to 8 devices or multiplexers. The driverboard exists as VME version or as stand-alone ver-sion which is operated via TCP/IP. One type of ca-ble (solid core twisted pair) connects to either typeof element. The maximum cable length betweenthe driver and the device is 130 m.
[1] The TC255P is made by Texas Instruments[2] Such as the DL3147-031 by Sanyo.[3] Hashemi et al, The BCAM Camera, ATLASnote MUON-2000-024.[4] Daniels et al, BCAM Calibration, ATLAS noteMUON-2000-026.[5] Hashemi, LWDAQ Specification, on web site.
Figure 2.2: BCAM measurement principle
The BCAM is connected to a driver board [10] with a TCP/IP interface thatcan be connected either directly to a PC or to the internet via a network plug.The BCAMs can be connected to the driver either directly or via a multiplexerthat connects up to ten BCAMs. With the driver supplying all the connecteddevices with power, the BCAM system is a stand alone data acquisition systemconnected to the rest of the world through the driver's Ethernet socket.
The angular resolution ϕ of the BCAM is 5µrad. Thus, the resolution whenmeasuring the angle between two separate light sources is equal to 7µrad. This

CHAPTER 2. MONITORING SYSTEMS IN ALICE 7
limit is given by errors of calibration. In addition to the measurement of therelative angle of two BCAMs, the relative distance of two cameras is given bythe separation of the light spots on the CCD.
The accuracy of this measurement depends on the distance d between thelight spots and the distance D between the lens pivot point and the light sourceof the opposite BCAM. This results in an angular resolution equal to ∆Z inequation 2.1.
The BCAM absolute measurement error is 50µrad rms. This is the errorin its calibration with respect to its mount. The relative measurement error is5µrad. This is the error measuring the movements of objects across its �eld ofview.
∆Z =D2ϕ
d+Dϕ∼=D2ϕ
d(2.1)
D ... Distance between lens pivot point of BCAM Aand the laser LED source of BCAM B
ϕ ... Angular resolution of the BCAM system in µradd ... Distance between the two light sources∆Z ... Accuracy of measurement
2.2 Strain Gages
In 1939 Ruge and Simmons introduced the electrical resistance strain gage.Since this time, strain gages have been used to measure strain in nearly all�elds of science and technology. In the following section a short descriptionof bonded resistance strain gages is given. The principle of resistance straingages is based on the fundamental principle that the resistance R of a conduc-tor changes linearly with the normal strain ε (cf. equation 2.2) [11].
R = ρL
A(2.2)
R ... resistance of conductorL ... length of the conductorA ... cross-sectional area of the conductorρ ... resistivity of conductor
Resistance strain gages are used to measure static and dynamic strain. Thebig advantages of these gage types are the low costs and a high accuracy. Re-sistance strain gages are available in a wide variety of sizes and are commonly

CHAPTER 2. MONITORING SYSTEMS IN ALICE 8
bonded to the strained surfaces. Resistance gages have a very wide �eld of ap-plications operational within a high temperature region. The disadvantage ofstrain gages is the high sensitivity to temperature variations in both grid mate-rial and the adhesive used. The adhesive itself is furthermore sensitive to creepe�ects due to aging. Temperature based hysteresis due to thermoelastic strainalso a�ects the resistance based strain gages.
2.2.1 The Resistance Strain Gage Design and Layout
Figure 2.3 presents a typical general purpose gage (VISHAYMicro-MeasurementsCEA series) based on a constantan grid completely encapsulated in polyamide.The measurements for the grid length and grid width are those of the active grid,which is measured inside the endloops of the grid [12]. Constantan is the oldestcommonly used alloy for strain gages providing the adequate strain sensitivity.Furthermore constantan provides adequate fatigue life and is relatively stableunder special environmental conditions like radiation. Gages with a constantangrid can be operated within a temperature range of -269 ◦C to +260 ◦C for shortduration measurements.
EncapsulationGrid
width
Gage
length
Overall
pattern width
Matrix width
Matr
ix len
gth
Over
all patt
ern len
gth
Copper coated tabs
Backing
Active grid
Orientation marks
Figure 2.3: Strain gage dimensions and layout (VISHAY CEA series; gage type032UW; Grid width = 1.52mm; Gage length = 0.81mm [13, 14])
It has to be mentioned that di�erent grid alloys have di�erent physical prop-erties, including gage factor, thermal coe�cient of resistivity and long duration

CHAPTER 2. MONITORING SYSTEMS IN ALICE 9
stability under magnetic �eld or radiation conditions. Commonly used materialsfor grid alloys are constantan and nickel - chrome and platinum based alloys.Constantan grid based gages show appropriate characteristics and responsive-ness for self temperature compensated applications. This results in low sensi-tivity due to temperature induced strain. In order to realize self temperaturecompensated applications it is required to know the thermal expansion coe�-cient of the specimen on which the gages are applied. Figure 2.4 presents thethermal output graph produced by a constantan gage applied to an iso-elasticalloy. The polynomial function is due to a non temperature compensated appli-cation [14].
-500
-300
-100
100
300
500
-100 -50 0 50 100 150 200 250 300
Ther
mal outp
ut
[µε]
Temperature [°C]
constantan grid, thermal output
Figure 2.4: Thermal output of an uncompensated constantan gage applied onan iso-elastic material
2.2.2 The Stress - Strain Relation
The linear stress strain relationship was de�ned in the 17th century by theBritish physicist Robert Hook. The elastic stress - strain behaviour depends onmaterial conditions. Materials such as aluminum alloys do not show the typicalstrain hardening e�ect seen in a standard Fe-C system. Therefore the yieldpoint is given in the 0.2% o�set strain which is remaining as hysteresis after anapplied load [15, 16].
Based on the general form of the three dimensional Hooke's law for homo-geneous isotropic materials (cf. equation 2.6), one can de�ne the strain for auniaxial elastic stress condition. Figure 2.5 represents the basic principle ofthis linear elastic strain according the Hooke's law applied to a tensile specimen(uniaxial load condition). Equation 2.8 de�nes the linear elastic strain for theuniaxial stress - strain relation. As can be seen, strain is a dimensionless quan-tity mostly given in µε [17, 18].

CHAPTER 2. MONITORING SYSTEMS IN ALICE 10
σxx = 2G(εxx +ν
1− 2νe), σxy − 2Gεxy (2.3)
σyy = 2G(εyy +ν
1− 2νe), σyz − 2Gεyz (2.4)
σzz = 2G(εzz +ν
1− 2νe), σzx − 2Gεzx (2.5)
G =E
2(1 + ν), e = εxx + εyy + εzz (2.6)
e ... First invariant of the distortion tensor [17]G ... Shear modulusν ... Poisson's ratio, negative quotient of transverse
and linear strain
Undeformed specimen
F
L0ΔL
Figure 2.5: Principle (exaggerated): Linear elastic strain (δL/L0) due to anaxial Force (F )
εx =σx
E=δL
L0(2.7)
εy = −ν σy
E(2.8)
2.2.3 The Wheatstone Full Bridge Circuit
The Wheatstone bridge is commonly used for measuring unknown resistances bybalancing the bridge o�set to zero. Figure 2.6 presents a standard unbalancedfull Wheatstone bridge circuit with four active strain gages in the bridge arms.As can be seen, the input and output (UA, UB) are provided via the diagonalbridge arms. The Wheatstone bridge is balanced when the output voltage UA isequal to zero. For the application in strain measurements, the full Wheatstonebridge provides adequate temperature compensation, as the four active gagesare in�uenced by the same temperature induced voltage change.

CHAPTER 2. MONITORING SYSTEMS IN ALICE 11
R1
R2 R3
R4
UA
UB
Figure 2.6: Strain readout using the principle of a Wheatstone full bridge
In basic lab tests, voltmeters are used to measure the diagonal bridge out-put. In industrial monitoring applications, special strain readers or networksprovide accurate readouts of gages. There exists a large number of di�erentways calibrating and balancing the Wheatstone bridges to compensate for ini-tialization and compensation uncertainties. In general, the readout of a bridgeconnection with four active gages is given by equation 2.10. This is correlatedto the specimen shown in �gure 2.5 where ε1 and ε3 would read a longitudinallinear elastic displacement. ε2 and ε4 are presenting the lateral strain. Theuncertainties due to a Wheatstone bridge nonlinearity are de�ned in [19] andcan become signi�cant for large strain readings.
UA = UBk
4(−ε1 + ε2 − ε3 + ε4) (2.9)
k =∆R/R0
∆l/l0=
∆R/R0
ε(2.10)
UA ... Bridge input voltageUB ... Diagonal bridge output voltagek ... Strain sensitivity

CHAPTER 2. MONITORING SYSTEMS IN ALICE 12
2.2.4 Noise and Drift Problems
Reading strain gages especially in applications were a high resolution is neces-sary, requires dealing with the subject of noise and drift problems. This timeconsuming task demands careful study of the di�erent sources of error. For ex-ample, the main problem encountered during the sensor development presentedin chapter 6 was the drift e�ect encountered over durations greater than 48 h.The di�erent sources of drift and noise can be mainly attributed to environmen-tal and electronic e�ects.
The environmental in�uences are mainly due to long duration temperaturedrifts, magnetic �elds or certain radiation levels as well as active noise sourcesin the area around the installed setup. These e�ects can be minimized bycareful selection of the entire measurement system and readout mode. Table 2.1compares a DC ampli�er with one using a carrier frequency.
Table 2.1: DC ampli�er versus carrier frequency
Characteristics DC ampli�er carrier frequencySignal bandwidth high low
Responding behaviour high lowDrift and noise Sensitivity high low
Both readout methods are commonly used in practical and laboratory ap-plications. Practical tests have shown, that carrier frequency based systemsas well as ampli�ers operated in DC mode can provide a time stable readoutin these special environmental conditions [20, 21, 22]. According to [22] themain electronic errors are due to poor cabling, grounding and shielding. Thedeveloped sensor presented in this thesis showed long term drift e�ects whichwere reduced by careful selection and installation of shield and grounding. Amore detailed description of the various drift and noise sources is presented inchapter 6.

Chapter 3
ALICE Integration
This chapter presents the complex integration of the ALICE central berylliumbeam pipe [23]. During the critical installation of the inner detector structures,forces are applied to the beam pipe. In order to estimate those forces, causedby the di�erent integration steps calculations and FE analysis were conductedin order to investigate the force-displacement stability of the beam pipe and itssupport structure. Additionally, a load test was performed for the most criticalsupport structure verifying the FE results. This detailed investigation of bothFE and load test resulted in further improvement of the force-displacement sta-bility for the detector structure. The chapter will furthermore note the necessityof continuous monitoring of the detector structures.
3.1 The ALICE Beam Pipe Support
Around the collision point of the particle detectors the beam pipe is made fromberyllium in order to limit the multiple scattering of particles on their way fromthe interaction point to the detector. Usually this 'Be' beam pipe is not de-signed to receive forces during the di�erent installation procedures [24]. In theALICE experiment the beam pipe has to be installed before the main detectorstructures (i.e. Inner Tracking System (ITS), Forward Detectors and the TimeProjection Chamber (TPC) [25]. These di�erent installation sequences deformthe beam pipe.
Due to the in�uence of small displacements during detector installation, theimplementation of monitoring systems is therefore crucial (cf. chapter4 6). Thestructure deformation during detector installations is of the order of a few mm.Di�erent measurement systems are required to provide accurate online moni-toring of the critical integration in order not to exceed the maximum allowabledeformation. Figure 3.1 shows the ALICE main detector structures in their �nalsetup with the beryllium beam pipe in the center of the experiment.
13

CHAPTER 3. ALICE INTEGRATION 14
1
2
3
4
5
6
7
8
RB24
A-sideRB26
C-side
Figure 3.1: ALICE main detector structures
1) Central beryllium beam pipe2) RB24 service support wheel3) Service chariot4) Time Projection Chamber (TPC)5) Inner Tracking System (ITS)6) RB26 service support wheel7) Frontabsorber8) RB24 forward detector structure
The central ALICE beryllium beam pipe with a length of 4600mm, an outerdiameter of 59.6mm and a wall thickness of 0.8mm is supported at three points(A, B and C). At both ends of the beryllium pipe there is a transition to stainlesssteel. The stainless steel parts are copper coated on the inner super�cies sur-face [24]. The beam pipe alloy, as well as di�erent material tests, were studiedduring the beam pipe design for the LHC-B experiment. The mechanical prop-erties for Be are published for room temperature and 200 ◦C, and are presentedin Table 3.1 [26, 27]. The ALICE collaboration decided a maximum permissi-ble bending stress of 15N/mm2 including safety factors and su�cient tolerance.

CHAPTER 3. ALICE INTEGRATION 15
Table 3.1: Beryllium mechanical properties
Temperature RT 200 ◦C
E (GPA) 303 295σu (MPA) 400 330σ0.2 (MPA) 281 250
ν 0.16 0.16Elongation (%) 2.0 2.0
Two bellows connect the pipe to the outer vacuum chambers and allow atransversal movement of 5mm. After the installation, the beam pipe is tempo-rary supported inside the bake out shell [28, 24]. In the ALICE experiment thebake out shell is removed stepwise after the bake out process [24].
At point (A) the beam pipe is supported on the so called RB24 forward de-tector structure (cf. �gure 3.1 (8)). The structure, made from aluminum alloy,is �xed to the RB24 TPC service support wheel (�gure 3.1 (2)). In order toavoid unacceptable deformations due to self-weight it was optimized in orderto achieve maximum sti�ness whilst minimizing the mass. The optimization aswell as the load test carried out in order to con�rm the FE results are presentedin subsection 3.6.2.
The middle support point (B) is realized on the structure of the second For-ward Multiplicity Detector (FMD2) alongside the inner tracking system (ITS)(�gure 3.1 (5)). The third �xation point on the RB26 (C) side is done at theFMD1 structure (�gure 3.1 (C)).
At point (B) and (C) (cf. �gure 3.4) stainless steel wire ropes are used tohold the beam pipe in place, whilst providing the essential rotational degree offreedom. These support points allow rotations transverse and vertical to thebeam axis. The third point (A) on the forward detector table is designed as a�xed bearing point in order to compensate the vacuum forces which result in anaxial thrust of 50 kg. The desired e�ect of a 'theoretical' �xation at point (A)is provided by a clamp with a clearance of 100µm which still allows limited ro-tations. This additional degree of freedom decrease the critical normal stressesin the beam pipe microstructure
Figure 3.2 shows a picture taken during an integration test at the INFNTorino, carried out in order to verify critical installation steps as well as thewhole beam pipe bakeout procedure. The image shows the remaining RB24bake out shell towards the later RB24 side (2) supported on the beam pipechariot (5) which is mounted to the ITS transfer rails (4). The test was carriedout using mockup structures for the TPC and ITS detectors. The used full-scalebeam pipe mockup is made from stainless steel. In this �gure, the TPC mockupis in the so called parking position which is de�ned to be -4500mm (towards Z

CHAPTER 3. ALICE INTEGRATION 16
(RB24) direction) from the IP (interaction point).
One further step during this installation test was the RB24 beam pipe �x-ation. In preliminary design it was proposed to use the same �xation methodas for the FMD2 and front absorber. This would have resulted in a complexsupport using extension bars in order to be able to stretch the steel wire ropes.It turned out that this solution was unpractical. A crucial aspect was the riskof accidental damage caused by impacts to this �xation support. The conclu-sion of not having steel wire ropes at the RB24 �xation point also simpli�esthe support which would have been required in order to compensate the axialthrust caused by the vacuum systems.
The very successful test clari�ed the tolerances and constraints as well asthe various steps which could result in a dangerous situation for the fragile Bebeam pipe.
1
4
3
2 5
Figure 3.2: Installation Test with mockup structures done at the INFN Torino
1) Beam pipe mockup, stainless steel2) Final bakeout shell, remaining part on RB243) TPC Mockup4) Original ITS transfer rails5) Beam pipe chariot

CHAPTER 3. ALICE INTEGRATION 17
3.1.1 Forces Applied to the Beam Pipe
After the primary installation and bake out operation one can summarize threecritical conditions exposing the 'Be' beam pipe to forces.
1. TPC installation
2. ITS �xation to the inner cylinder of the TPC
3. The RB24 beam pipe �xation
3.2 TPC Installation
Figure 3.3 shows an image of the ALICE experiment taken in May 2007. Asa �nal step, the TPC (1) moves from its transport cradle (DELPHI frame (4))into the spaceframe (2), a distance of 4.5m to the IP [29, 30].
F. Lackner 4Measurement 2007http://pcaliweb02.cern.ch/Public/whats_up/
3
1
2
4
RB24 (A-side)
Figure 3.3: Image of ALICE (May 2007) - The TPC is in the parking positionready to be slid inside the spaceframe structure to its �nal position
According to the �nal installation an integration test was performed in 2005.The test carried out in the ALICE installation area showed that during this op-eration, small vertical displacements of the TPC were observed. This e�ect,due to the fabrication and alignment limitations of the spaceframe transfer railson which the TPC is sliding into its �nal position, is in the order of 2mm. Asduring this operation the ITS and therefore also the beam pipe, are temporarily

CHAPTER 3. ALICE INTEGRATION 18
supported on the inner TPC rails [31, 32], small displacements will be trans-ferred to the three beam pipe �xation points.
3.3 ITS Fixation to the Inner Cone of the TPC
After the critical �nal integration of the ALICE TPC (cf. �gure 3.1 (4)), theITS detector is lifted by 3mm in order to align and �x it on the inner cylinder ofthe TPC. During this operation, the beam pipe is temporary supported in theremaining sector of the bakeout shell on the RB24 side. The parallel movementof the �xation points (B) and (C) (cf. �gure 3.4) will deform the beam pipebased on the mechanical beam model shown in �gure 3.6.
a = 1200mmb = 3400mm
A
(FWD Table)
B
(FMD2)
C
(FMD1)
L
X
Figure 3.4: The three ALICE 'Be' beam pipe �xation points
In order to be able to predict the expected stress level due to the ITS move-ments, the relationship between beam pipe sag and vertical movement of theITS is presented in �gure 3.5. A 3mm movement of the ITS results in a beampipe sag equal to 1mm. The expected force in support point (B) is investigatedbased on the mechanical model and using the kinematic conditions of equilib-rium (equation 3.1). The position with the maximum sag is given by xm inequation 3.4 [33, 18].
∑n
Fn = 0,∑n
Mn = 0, n ∈ [1, 3]. (3.1)
Iy =π
64(D4
a − d4i ) (3.2)
Da ... Outer beampipe diameterdi ... Inner beampipe diameter
wFMD2 =FFMD2a
2b2
3EIyL(3.3)

CHAPTER 3. ALICE INTEGRATION 19
0
0.5
1
1.5
2
2.5
3
0 2 4 6 8 10
Bea
m p
ipe
sag [m
m]
Vertical displacement between point (A) and (B) (C) [mm]
Max. sag in the beam pipe due to a vertical ITS or RB24 displacements
Figure 3.5: Relation between ITS vertical movement and the maximum beampipe sag
A B C
Figure 3.6: 3mm vertical movement of the inner detector
wFMD2 ... Sag in support point (B) (FMD2 support)FFMD2 ... Resulting force in point (B) (FMD2 support)E ... Young's modulusIy ... Moment of inertia (second moment of area)L ... Beam pipe lenghta, b ... Lengths of beam pipe sections
xm =
√l2 − a2
3(3.4)
xm ... position of maximum sag
The maximum beam pipe sag wm at point xm is given by equation 3.5.

CHAPTER 3. ALICE INTEGRATION 20
wm =FRB24a
√(l2 − a2)3
9√
3EIyL(3.5)
wm ... max. sag at position xm
The ITS lifting (as mentioned above 3.1.1) is done after the �nal TPC move-ment. The beampipe support points (B) and (C) will therefore move parallel inthe vertical direction (cf. �gure 3.6). Figure 3.7 shows the force - displacementbehaviour of the support point (B) due to the described parallel vertical move-ment in support point (B) and (C).
0
10
20
30
40
50
60
70
0 0.5 1 1.5 2 2.5 3 3.5 4
Forc
e FM
D2 s
upport
[N
]
Sag in beam pipe due to the ITS movement [mm]
Beam pipe sag - FMD2 Force relation
Figure 3.7: Expected Force at the FMD2 �xation point (B). The permissibleforce of 40N corresponds to a beam pipe sag of 2.5mm
Figure 3.8 shows the expected normal stress - deformation relationship at theFMD2 beampipe support due to a vertical movement of the ITS. The bendingmoment for the normal elastic stress calculation is given by MFMD2 in equa-tion 3.6. The calculation for the normal stress is given by equation 3.7.
MFMD2 = −Fa (3.6)
MFMD2 ... Bending moment in the FMD2 support
σFMD2 = −MFMD2ebpIy
(3.7)

CHAPTER 3. ALICE INTEGRATION 21
σFMD2 ... Elastic bending stressMFMD2 ... Maximal bending momentebp ... Perpendicular distance to the centroidal longitu-
dinal axis of the beam pipe
0
5
10
15
20
0 0.5 1 1.5 2 2.5 3
Norm
al st
ress
in F
MD
2 s
upport
[N
/m
m²]
Sag in Beam pipe [mm]
Normal stress in FMD2 support
Figure 3.8: Expected normal stress at the FMD2 (B) support; The limit of15N/mm2 corresponds to a sag of 2.4mm
3.4 The RB24 Beam Pipe Fixation
As mentioned before, the beam pipe is �xed on the RB24 forward detector struc-ture. As there are no further possibilities for additional �xation points, the onlysolution was a �xation to the so called RB24 Service Support Wheel [30, 29].The FWD support table and the applied detector load (about 100 kg nominal)will deform the Service Support Wheel (SSW), resulting in small movementsof the RB24 beam pipe �xation point and therefore the beam pipe. Figure 3.9shows the mechanical model equivalent to a movement of the FWD supporttable. As mentioned in section 3.1 the RB24 beam pipe support allows smallrotations in the transverse direction which minimizes the bending stress in the'Be' structure.
The prediction of the discrete force at the monitored FMD2 support pointis based on equation 3.9 [33]. Using the kinematic conditions of equilibrium(equation 3.1) one can calculate the force reaction at the FMD2 support pointdue to a beam pipe de�ection at point (A) (cf. equation 3.9). The position withthe maximum sag between point (B) and (C) is equal to xm in equation 3.10

CHAPTER 3. ALICE INTEGRATION 22
A B C
Figure 3.9: Vertical movement due to the the SSW deformation
wRB24 =FRB24a
2(a+ b)3EIy
(3.8)
wRB24 ... Sag at support point (C) (FWD support)FRB24 ... Force at point (A) (FWD support)E ... Young's modulusIy ... Second moment of areaa, b ... Lengths of beam pipe sections
FFMD2 =FRB24L
b(3.9)
FFMD2 ... Force at point (B) (FMD2 support)L ... Beam pipe lenght
xm =a√3
(3.10)
xm ... Position of maximum sag
The maximum beam pipe sag wm at point xm is given in equation 3.11.
wm =Fab2
9√
3EIy(3.11)
wm ... Max. sag at position xm
Figure 3.10 shows the FMD2 reaction force due to the beam pipe de�ectionbetween �xation point (B) and (C). As the clearance between beam pipe and

CHAPTER 3. ALICE INTEGRATION 23
the inner detector is limited the in�uence of vertical de�ections between thesetwo support points is crucial. (cf. �gure 3.7).
0
20
40
60
80
100
120
0 0.5 1 1.5 2 2.5 3
Forc
e FM
D2 s
upport
[N
]
Deflection between beampipe fixation points (B) and (C) [mm]
Force FMD2 support
Figure 3.10: Expected Force at the FMD2 support due to a vertical displace-ment between point (B) and (C), The permissible force of 40Ncorresponds to a displacement of 1.4mm between the two �xationpoints
Figure 3.11 represents the expected normal stress at the FMD2 beampipesupport due to the de�ection between the points (B) and (C). The bendingmoment for the normal elastic stress calculation is equal to MFMD2 in equa-tion 3.12. The calculation for the normal stress is given by equation 3.7.
MFMD2 = −F abl
(3.12)
MFMD2 ... Bending moment in the FMD2 support
In order to optimize the vertical force-displacement behaviour, the structuremade from Al-alloy was optimized to achieve maximum structural sti�ness. Toverify the results from the FEA iterations, a load test was performed using amockup frame made from structural steel. The FEA as well as the load test aredescribed in the following section.

CHAPTER 3. ALICE INTEGRATION 24
0
20
40
0 0.5 1 1.5 2 2.5 3
Norm
al st
ress
in F
MD
2 s
upport
[N
/m
m²]
Deflection between beampipe fixation points (B) and (C) [mm]
Normal stress in FMD2 support
Figure 3.11: Expected normal stress at the FMD2 support due to a verticaldisplacement between point (B) and (C)

CHAPTER 3. ALICE INTEGRATION 25
3.5 Finite Element Analysis of the RB24 Support Frame(Forward Detector Table)
The RB24 support frame and ITS chariot are �xed on the RB24 Service SupportWheel (SSW), shown in �gure 3.12
‘FWD’ Frame (CERN)
ITS Chariot (INFN)
RB24 Service Support wheel (GSI)
Figure 3.12: The meshed FEA model, SSW, ITS Chariot and FWD table
The �nite element method was used to investigate the relationship betweenthe applied load and the structural deformation. In the beginning of the FEanalysis it was decided to run simulations using simpli�ed 3D models of thedi�erent structures. The design of the Service Support Wheel was investigatedin collaboration with the TPC group from the GSI Darmstadt (Gesellschaft fürSchwerionenforschung). The 3D model designed in Darmstadt was thereforeused as the basis to the FE model. After the �rst analysis iteration of theFWD table, it was decided to run further simulations including the RB24 ser-vice chariot. This structure, which supports all the ITS cabling, is also �xed tothe RB24 SSW and therefore applying forces of a certain magnitude. As both

CHAPTER 3. ALICE INTEGRATION 26
the ITS chariot and the FWD frame deform the SSW, simulations to verify theresulting displacement were required. The ITS service chariot designed in col-laboration with the INFN Torino ('Istituto Nazionale di Fisica Nucleare') wasoptimized in order to use it for the 3D FEA.
The di�erent models were combined using the 'iges' and 'step' CAD inter-face �le formats. Further model simpli�cations like the reduction of holes andnon essential geometries were done using the 'Mechanical Desktop' (MD) CADpackage. Figure 3.12 represents the �nal FE Model which was combined usingMD. It consists of the Service Support Wheel (SSW), the two halves of the ITSservice chariot and the Forward Detector Table (FWD) structure.
For the di�erent simulations the ANSYS FEM software package was used [34,35]. As can be seen, the simulation was conducted using eight �xation pointsfor the SSW. This is due to the �rst FEA iterations which have shown, thatthe proposed four connection points between SSW and Spaceframe were note�ectual regarding the spoke sti�ness of the SSW. In order to reduce the de-formation it was decided to run further simulations applying additional �xationpoints to the top and bottom SSW bars (cf. �gure 3.14).
The results presented in subsection 3.5.2 as well as the load test results de-scribed in section 3.6 con�rm the necessity of having these additional �xations.
Table 3.2: ANSYS model properties
Part- Material Mass Volume Elements Nodesname [kg ] [m3]
ITS chariot Al-Alloy 107.3 0.038 8280 23866FWD table Al-Alloy 60.0 0.021 6586 19993
SSW Al-Alloy 476.3 0.18 7972 51679∑643.6 0.23 22838 95538
The simulation described in this section is the �nal out of several iterationsused to optimize the sti�ness of the FWD structure. As mentioned before, theITS chariot was included to the FE model in order to verify its in�uence on theload-deformation behaviour.
Due to the permissible stress, the resulting permissible force at the FMD2support is equal to 40N (cf. �gure 3.10). This value corresponds to a verti-cal movement of 10mm in the RB24 beam pipe support. The �nal iteration,was done using a highly detailed mesh of solid elements in order to obtain anadequately accurate result. The model properties as well as the mesh charac-teristics are presented in table 3.2.

CHAPTER 3. ALICE INTEGRATION 27
3.5.1 Boundary Conditions
The environmental constraints can be seen in �gure 3.14. As mentioned before,eight �xed support points were used in the �nal iteration. The ITS chariotbearing point connection to the inner 18-sided ring of the SSW was simulatedusing frictionless supports [34, 35]. As in the �nal setup, the two halves of theITS chariot are �xed to the SSW using a bolt. The �xation of the ITS tableto the SSW was modeled using a bonded connection. In the reality, the FWDstructure will be bolted to four welded plates on the SSW spokes. For the pur-pose of calculating the sti�ness of the overall structure this represents a validsimpli�cation.
To give an example, the normal stress in the welded plates (cf. �gure 3.13)fora load of 2000N on the front surface of the FWD structure was estimated. Basedon kinematic conditions of equilibrium (equation 3.1) and the elastic bendingequations 3.13 [18] the applied normal stress on the welded plate is 9.18N/mm2.According to section 6.6 in Eurocode 9 [36] the critical part of this weld is theheat a�ected zone, in which the critical stress is 87.8N/mm2 for the Al-alloyused for the �nal design. (6082-T6, DIN 1783-1784-509600). Figure 3.13 showsthe RB24 wheel with the �xation plates for the FWD structure already TIG(Tungsten Inert Gas) welded and the additional �xation supports for the lowerSSW bar.
σwb = −Mbe
Iw, Iw =
bh3
12(3.13)
σwb ... Elastic bending stressMb ... Maximum bending momentIw ... Second moment of areae ... Distance from the centroidb, h ... Width and height of the weld

CHAPTER 3. ALICE INTEGRATION 28
Welding plate
Figure 3.13: The �xation plates on the SSW and one of the additional �xationsupports for the lower SSW bar
Figure 3.14: Boundary Conditions for the �nal FE iteration
The nominal forces due to the �nal cable load on the upper and lower ITSservice chariot can be seen in �gure 3.15. The �nal magnitude in order to simu-

CHAPTER 3. ALICE INTEGRATION 29
late the cable load is equal to 55 kg on each of the cable tray support �anges. Forthe FWD table, the simulation was conducted with a nominal load of 80 kg onboth the beam pipe support point and the V0-A support point (cf. �gure 3.15).The total load of 160 kg corresponds to the �rst estimate of the full detectorand support structure load.
V0-A
Beam pipe
Figure 3.15: Applied load to the ITS chariot and the FWD table
3.5.2 The FEA Results
As can be seen from �gure 3.16 the maximum deformation in the vertical di-rection (corresponding ANSYS coordinate: Z) is 2.47mm on the ITS servicechariot. The corresponding deformation on the important beam pipe �xationpoint is equal to 0.86mm.
This e�ect is due to the longitudinal deformation presented in �gure 3.17.The 18-sided construction of the SSW is similar to a spoked wheel consistingof an inner and outer ring. The SSW is made from U-shaped Al-alloy pro�lesassembled using bolted connections. The construction was preliminary foreseento absorb symmetrical loads in the vertical direction. Thus, the consideration ofhaving bending moments due to a non symmetrical vertical load was not takeninto account.
Figure 3.18 compares the solution for having additional �xation points onthe SSW to the one using the four standard �xations to the Spaceframe struc-ture. It can be seen that having additional �xations results in the deformationin the vertical direction being reduced by a factor of four.
The applied resulting out-of-plane bending moment from the FWD struc-ture and the ITS service chariot will therefore deform the SSW outer ring. Thisdeformation is due to the low axial bending sti�ness of the SSW structure. Ascan be seen �gure 3.19 the additional �xation points on the SSW reduces the

CHAPTER 3. ALICE INTEGRATION 30
Z
Figure 3.16: FEA results for the vertical deformation
axial deformation by a factor of three. This explains the necessity of having ad-ditional �xations on the bottom horizontal bar of the SSW structure. Furthersimulations were conducted in order to verify the in�uence of having additional�xations on the upper horizontal SSW bar. These showed an additional im-provement of 0.15mm in axial deformation of the beam pipe �xation point. Asone can see, the deformation and stress concentration caused by the FWD tablerotation (cf. �gure 3.11, 3.10) is more critical than those caused by the verticalmovement of the ITS. It was therefore decided to include additional �xationsupports also for the top horizontal bar of the RB24 SSW.

CHAPTER 3. ALICE INTEGRATION 31
Y
Figure 3.17: FEA results for the axial deformation
0
0.5
1
1.5
2
2.5
3
3.5
4
0 20 40 60 80 100 120 140 160
Ver
tica
l def
orm
atio
n [m
m]
Total load [kg]
Beam pipe pointV0-A supportBeam pipe point (SSW fixed)V0-A support (SSW fixed)
-0.5
0
0.5
1
1.5
2
2.5
3
0 20 40 60 80 100 120 140 160
Lon
gitu
din
al D
efor
mat
ion [m
m]
Total load [kg]
Beam pipe pointBottom SSW barBeam pipe point (SSW fixed)Bottom SSW bar (SSW fixed)
Figure 3.18: Vertical deformation of the critical points. - Beam pipe �xation- V0-A support. With and without additional �xations to theSpaceframe

CHAPTER 3. ALICE INTEGRATION 32
0
0.5
1
1.5
2
2.5
3
3.5
4
0 20 40 60 80 100 120 140 160
Ver
tica
l def
orm
ati
on [m
m]
Total load [kg]
Beam pipe pointPMD supportBeam pipe point (SSW fixed)PMD support (SSW fixed)
-0.5
0
0.5
1
1.5
2
2.5
3
0 20 40 60 80 100 120 140 160
Longitudin
al D
eform
ati
on [m
m]
Total load [kg]
Beam pipe pointBottom SSW barBeam pipe point (SSW fixed)Bottom SSW bar (SSW fixed)
Figure 3.19: Axial deformation at the critical points. - Beam pipe �xation- V0-A support. With and without additional �xations to theSpaceframe
During the various iterations of the FWD table di�erent design conceptswere studied. For the main optimizations in order to obtain a maximum struc-tural sti�ness one can summarize two essential steps.
1. Weight optimization in order to minimize deformation due to self weight.This was realized using high-alloyed Al hollow section for the structure.
2. Optimization in the position, size and angle of the lateral and horizontalreinforcement bars.
The deformation due to self weight for the �nal design including the ITSchariot is presented in �gure 3.20. The �gure gives an impression of the defor-mation characteristics. Therefore, the deformations are exaggerated by a factorof 850. The �gure illustrates the deformation behaviour between the outer andinner SSW ring based on the bending sti�ness of the spokes. Furthermore, thedeformation due to self weight is higher on the lower ITS chariot. This can beexplained due to the in�uence of the support structure. The vertical magnitudeof deformation for the beam pipe and V0-A support point, as well as the maxi-mum value on the upper and lower ITS chariot can be seen.

CHAPTER 3. ALICE INTEGRATION 33
Z
Figure 3.20: Deformation due to self weight for the �nal support layout (Exag-geration factor: 850)
In order to get information about the accuracy of the FEA output a loadtest was performed. A simple frame mockup was used for this purpose. This fullscale frame mockup was welded using structural steel hollow section. As the de-formation is mostly due to the low sti�ness of the SSW, the di�ering structuralproperties of the mockup frame compared to the one designated in the originalsetup does not a�ect the crucial information about the load-deformation be-haviour.
3.6 Load Test With Frame Mockup
The load test was performed in the ALICE installation hall. In the �nal setupthe SSW will stand on gliders, �xed at the eight mounting points to the space-frame. As can be seen in �gure 3.21 the load test was performed using concreteblocks �xing the SSW in the same way as for the original installation. Themockup forward detector table was temporarily bolted to the correspondingSSW spokes.

CHAPTER 3. ALICE INTEGRATION 34
Figure 3.21: Load test detector support table, CERN
Figure 3.22 shows the side view of the designed mockup table and the loca-tion of the center of gravity of the applied loads. The reinforcement bars as wellas the geometry of the basic structure is not entirely equivalent to the originalversion. However, in order to obtain an impression of the real load-deformationbehaviour this was an acceptable approximation. As assumed from the FEAconducted for the �nal setup, the SSW bending sti�ness was supposed to havemore in�uence on the FWD deformation than the FWD structure deformationitself. Load was applied using 15 kg weights up to a total load of 60 kg resultingin an adequate estimate for the load-deformation behaviour.

CHAPTER 3. ALICE INTEGRATION 35
1730
1300
400
995
Figure 3.22: Load test detector support table
Figure 3.23 shows the positions of the dial gauges installed in order to mon-itor the deformation of the critical support points. The desired output of theload test was to estimate the following deformations:
• Vertical deformation in the beam pipe and V0-A support point
• Vertical deformation due to a load applied at the maximum distance fromthe SSW
• Axial deformation of the SSW in the lower and upper 18-sided rings
• Transverse deformation due to an accidental load
• Vibrations caused by accidental load
Table 3.3 presents the monitored point names and the direction based onthe local coordinate system shown in �gure 3.23 as well as the nominal o�setfrom the 0 - plane.

CHAPTER 3. ALICE INTEGRATION 36
1
2
3
5
4
0 - Plane
ZX
Y
Figure 3.23: Dial gauge positions during the performed load test
Table 3.3: Dial gauge position FWD load test
Dial gauge Position Monitored o�set fromdirection 0 - Plane [mm]
1) Inner SSW ring Z -1002) Lower SSW ring Z -1403) Upper FWD frame Z -1404) Lower FWD Z -1005) Beam pipe �xation Y 1140
3.6.1 Load Test Results
The �rst load test was carried out �xing the SSW at the four spaceframe �xationpoints. Figure 3.21 shows the setup used to estimate the deformation due to aforce at the maximum distance from the SSW. Figure 3.24 represents the resultsobtained from this test. As can be seen from the X - axis, four load tests wereperformed applying and combining weights on the di�erent points. The loadcombination of 120 kg at the beam pipe and the V0-A support point results in

CHAPTER 3. ALICE INTEGRATION 37
a deformation of 1.85mm in the beampipe support. The huge axial movementof the lower SSW bar observed in this �rst load setup was equal crucial.
-1
-0.5
0
0.5
1
1.5
2
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=400; Z=1300)
DG 1
DG 2
DG 3
DG 4
DG 5
-0.2
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=400)
DG 1
DG 2
DG 3
DG 4
DG 5
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=1300)
DG 1
DG 2
DG 3
DG 4
DG 5
-1
-0.5
0
0.5
1
1.5
2
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=1730)
DG 1
DG 2
DG 3
DG 4
DG 5
Figure 3.24: Load test results without additional �xation for weight at twopositions on the table (cf. �gure 3.22
The second load test was performed after �xing the SSW additionally in theproposed bottom bar. The �xation was done by clamping the wheel to concreteblocks. (c.f. �gure 3.21). Again the load conditions used in the previous testwere measured. As can be seen in �gure 3.25 the additional �xation reduces thedeformation in the beam pipe �xation point by a factor 1.85. This con�rms theresults obtained from the FEA.

CHAPTER 3. ALICE INTEGRATION 38
-1
-0.5
0
0.5
1
1.5
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=400; Z=1300)
DG 1
DG 2
DG 3
DG 4
DG 5
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0.4
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=400)
DG 1
DG 2
DG 3
DG 4
DG 5
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=1300)
DG 1
DG 2
DG 3
DG 4
DG 5
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
0 10 20 30 40 50 60
Def
orm
ation [m
m]
Load [kg] (Z=1730)
DG 1
DG 2
DG 3
DG 4
DG 5
Figure 3.25: Load test results for additional bottom �xation points

CHAPTER 3. ALICE INTEGRATION 39
3.6.2 Finite Element Analysis of the Frame Mockup
In order to be able to compare the results from the mockup frame directlywith FEA it was required to implement the 3D mockup in the FE software.Therefore, the mockup frame design was assembled to the SSW. Figure 3.26represents the �nal SSW-mockup frame model used for the FEA. The weight ofthe mockup frame is equal to 85 kg.
One can see that the environmental conditions where the same as in theload test. It has to be mentioned that the load test was performed without amockup for the ITS chariot. Therefore, the FEA simulation was just conductedfor the di�erent 60 kg load conditions and the one with a mximum load of 90 kg.
GliderGlider
Fixation 1
Fixation 4
Fixation 2
Fixation 3
Primary additional fixations
Figure 3.26: The Boundary conditions for the test frame FE simulation
FEA - Load Test Results
Table 3.4 compares the results obtained from the load test with the one fromthe FEA. The values in brackets represent the FE results. One can see thatthe FEA values correspond adequately to the ones obtained from the load test.One can conclude, that the load test con�rmed the FE prediction, and that one

CHAPTER 3. ALICE INTEGRATION 40
can therefore trust the FE results described for the Al-alloy structure.
The lower deformation obtained for the Al-structure is due to the 30% higherweight of the structural steel table and the missing partially symmetrical loadfrom the ITS chariot which was not applied. According to the FEA these e�ectsresult in a deformation due to self weight of 0.82mm for the beam pipe supportpoint. This value is three times higher than the deformation obtained for theAl-structure including ITS chariot. (cf. �gure 3.20).
Table 3.4: FEA results - Load test results, [measured (FEA), (...) = no valueor not measured], ∗ Carried out for a load of 90 kg)
axial Load DG1 DG2 DG3 DG4 DG5position (Z) [mm] [mm] [mm] [mm] [mm]400;1300 0.87(0.80) 0.70(0.65) 0.14(0.08) 0.05(0.03) 1.00(0.95)1300 0.64(0.70) 0.53(0.59) 0.11(0.07) 0.03(0.02) 0.69(0.75)400 0.22(0.36) 0.16(0.28) 0.03(0.03) ....(0.02) 0.30(0.50)1730∗ 0.87(0.92) 0.72(0.77) 0.15(0.11) 0.05(0.03) 0.65(0.86)
3.6.3 Final Design Concept and Discussion
Figure 3.27 presents the �nal layout for the forward detector support includingthe detectors. As can be seen, the �xation for the beam pipe as well as thevalve and pump will be connected to separate adjustment tables. The accu-rate positioning of the structures will prevent bringing small forces on the beampipe. As the whole FWD installation is a crucial and a highly sensitive partin the whole ALICE integration, the table will be protected to avoid accidentalimpacts. Furthermore, a small roll made from iron sheet will protect the beampipe in the transition part of the PMD detector.

CHAPTER 3. ALICE INTEGRATION 41
T0-A
V0-A
FMD1
PMD
SSW RB24
VALVE
PUMP
Beampipe fixation
IP
‘FWD’ Table
Figure 3.27: 3d layout of the di�erent forward detectors supported on the RB24support structure, Euclid (CERN, AIS)
According to [37, 30] the following detectors will be connected on the FWDsupport table:
• T0-A (Time Zero Detector)
• V0-A (Trigger for the muon spectrometer)
• FMD1 (Forward Multiplicity Detector)
The permissible load was veri�ed to be equal to 1600N in the beam pipeand V0-A support. According to the FE simulation this load would result in anabsolute displacement at the beam pipe point of 0.86mm.
However, the permissible force in the FMD2 beam pipe point is 40N whichcorresponds to a 10mm vertical displacement of the beam pipe �xation pointon the FMD2 support (cf. �gure 3.7).

Chapter 4
Re�ectors in BCAM
Applications
4.1 Introduction
As mentioned in section 2.1.1 the BCAM was developed as a monitoring sys-tem for the ATLAS Muon End-Cap Spectrometer [6]. The simple principle incombination with low costs and the stability in radiation and magnetic �eldsmade this system very interesting for the other LHC experiments like ALICEand CMS. Initially, the main applications for the BCAMs in ALICE were theGMS (Geometry Monitoring System of the ALICE Muon Spectrometer) [7] andthe SMS (Spaceframe Monitoring System) [38].
Within the SMS, BCAMs are used for monitoring the structural deforma-tion in a 18-sided spaceframe. The purpose of the spaceframe is to support anumber of sub detectors with a total static mass of 77.5 tons.
Installing the sub detectors is a challenging process as the clearance betweenthe sub detectors and the spaceframe is very small. For example, during theintegration of the TPC detector (Time Projection Chamber), wich has a massof 13 tons the acceptable clearance during the movement inside the spaceframeis about 2mm.
For this reason accurate monitoring of the Spaceframe and other detectorstructures is essential. Furthermore, the operation and integration of ALICEdemands di�erent other measurement systems (described in chapter 2).
The following section gives an introduction to the principle of BCAMs com-bined with corner cube re�ectors. The description and analysis of the di�erenttests will show the accuracy of a BCAM - retrore�ector system compared tohaving a standard BCAM - BCAM system. Further tests are presented thatde�ne the di�erent sources of error of this new setup.
42

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 43
4.2 Reasons for Combining BCAMs with Retrore�ec-tors
One essential point of interest during the installation of ALICE will be the posi-tion monitoring of the inner detector system ITS (Inner Tracking System). Thelimited space and the special environmental conditions in this area precludemost standard monitoring systems [39].
However, in order to de�ne the central beryllium beam pipe position withrespect to the other beam pipe points (cf. chapter 3), it was necessity to have anaccurate online monitoring system providing accurate information during bothinstallation and the entire life cycle of the experiment.
For monitoring the movement of points in a very small and con�ned spacethe standard BCAM setup (two BCAMs looking to each other) cannot be ap-plied. Therefore, the idea of mounting a retrore�ective target on the point tobe monitored and looking at it from 'outside' was developed within this thesis.
First tests with retrore�ectors made it very clear that this principle is anideal candidate for monitoring the ITS displacements [40] as well as many otherapplications. As BCAMs have not been used in combination with re�ectors be-fore, it was necessary to verify and approve the properties and the measurementaccuracy of this new principle in various test bench setups.
4.2.1 The Principle of Corner Cube Prisms
The basic principle of a single light ray total re�ection using a corner cube ispresented in Figure 4.1 [41].
The application of retrore�ectors is well known and commonly used in surveyapplications like theodolite and photogrammetry. The structure of these prismsurfaces is such that light is re�ected in the source direction. Placing three planemirrors perpendicularly to each other gives the possibility of realizing a simplecorner cube re�ector. The corner cube re�ector used in laser optics are typicallyrealized as a burnished cut of a cube made from BK7 glass.
4.2.2 Measurement Principle BCAM - Corner Cube Re�ector
The measurement principle of the BCAM combined with a corner cube re�ectoris presented in Figure 4.2 based on a longitudinal displacement of the cornercube. It shows the setup of a BCAM - retrore�ector application. The two�ashing light sources (A and B) appear as light sources at twice the distancebetween lens pivot point and mirror plane of corner cube re�ector. The respondon the CCD is resulting in the two light spots with an initial distance of X2 - X1.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 44
1
2
3 4
Figure 4.1: Single light ray re�ection in a corner cube
As can be seen, a small displacement ∆Z is limited by the angular BCAMresolution of 5µrad de�ned by ϕ2 - ϕ1 according to equation 2.1 and 4.1. Forcalculating the structural displacement, the distance is the one between theBCAM light source and the real setup. This is given by the simple relationshipbetween the quotient of spot displacement on the CCD and the BCAMs focallength which is equal to the quotient of structural displacement and the distancebetween BCAM and test point (cf. equation 4.2)
∆Z =D2
Tϕ
d+Dϕ∼=D2ϕ
d(4.1)
DT ... Distance between lens pivot point of the BCAMA and the mirror plane of the retrore�ector
ϕ ... Angular resolution of the BCAM system in µradd ... Distance between the two light sources∆Z ... Accuracy of
∆SDT
=∆XF
(4.2)
∆S ... Structural displacement∆X ... Spot displacement on CCDF ... Focal length of the BCAM

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 45
2 DT1 F
£1
£2
¢Z 2 DT2
2d
¢X
x - x2 1
A
B
C D
Figure 4.2: Longitudinal resolution of the standard BCAM and the retrore�ec-tor application due to a longitudinal displacement ∆Z
The image obtained using a corner cube prism is similar to the image ob-served using a plane mirror. The distance between real object and mirror planeis therefore the same as between the mirror plane and the virtual object. Thus,the distance of a light spot image formed in a corner cube re�ector is twice thedistance between corner cube mirror plane and light source.
Figure 4.3 explains the di�erence between the standard BCAM and there�ector system. It shows the basic principle of a BCAM setup. Point (B)de�nes the light source of a BCAM B at a distance (DT1) from the lens pivotpoint (P) of the target BCAM A represented with its source, lens and CCD.
F
X/2
A
d/2
B
LENS
CCDC
X
P
2 DT1
DT1
1
1’
D
Figure 4.3: Standard BCAM - BCAM system versus BCAM - re�ector system
Imagine BCAM B �ashing with source (B) inducing a light spot (1) on theCCD at a distance (X) from the central axis of the theoretically ideal alignedsetup. BCAM B is now replaced with a corner cube re�ector such that thecorner cube mirror plane matches the source plane of the previously installedBCAM B. The source (B) of BCAM A would then appear as source (C) attwice the distance (2DT1) from the lens pivot point (P) of BCAM A. The totalinternal re�ection inside the corner cube re�ector is inducing a light spot (1')in half the distance (X/2) from the central axis. This explains why the doubleddistance does not a�ect the calculation presented in equation 4.2. Furthermore,

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 46
it shows that the distance resolution of the BCAM - Corner cube system is halfof the resolution of a standard BCAM system (cf. �gure 4.4).
0
1
2
3
4
5
6
7
8
9
10
0 2000 4000 6000 8000 10000 12000
Dis
tance
res
oluti
on [m
m]
Distance [mm]
Resolution standard BCAM system
Resolution reflector
Figure 4.4: Distance resolution of the standard BCAM and the retrore�ectorsystem
It has to be mentioned, that using a corner cube re�ector instead of a planemirror eliminates the sensitivity to rotations of the mirror. The produced imageof a corner cube re�ector is the rotated image of an object. By comparison theimage seen in a normal plane mirror is re�ected. The theoretically minimumretrore�ector size is half of the distance between the two BCAM light spots.Practically, the re�ector needs to be slightly larger in order to allow for imper-fect orientation.
4.2.3 User Interface Response due to a Corner Cube Re�ectorMovement
In order to test the principle of a BCAM - retrore�ector the test setup shown in�gure 4.5 was used. The �gure presents the 3d view of a BCAM and a re�ectormounted on a micrometer table.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 47
Z
XY
Figure 4.5: BCAM Test bench; (1) black azimuthal BCAM (2) BCAM base-plate (3) Corner cube support (4) Micrometer table
The screen shows the LWDAQ BCAM user interface. A transverse move-ment in the +Y direction results in a light spot movement towards the rightborder of the UI. A vertical movement in +Z direction results in a light spotmovement towards the bottom border on the UI. For a longitudinal movementin +X direction, the two light spots would decrease their initial seperation.Figure 4.6 shows the base view of the setup and user interface response due tothe displacements. For distances greater than 10m the produced CCD imagesof the left and the right light spots start to overlap. Therefore, for distancesgreater than 10m, the light sources are usually �ashed in separate LWDAQsteps in order to get an good readout image whilst observing structures.
Y
X
Z
ΔY
ΔZ
CCD Lens
OriginBaseplate
µm - table
ΔX
Figure 4.6: User interface respond due to a corner cube displacement

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 48
4.3 Test Bench Results
In the following sections, di�erent tests are presented to verify that a BCAMcombined with a corner cube re�ector can be a candidate for structural moni-toring and positioning. The results are presented in the following two subsection:
• Accuracy of re�ector movements in the longitudinal and transverse direc-tion
• Repeatability tests for the repositioning accuracy of BCAMs on a base-plate
The tests where carried out inside a clean room using a standard BCAM(black azimuthal BCAM), a corner cube re�ector made of BK7 optical glassand a retrore�ector from the Leica Geosystems company (CCR 1.5"). A preci-sion micrometer table was used to realize accurate corner cube movements. Foreach experiment an azimuthal BCAM was mounted on a �xed axial baseplate(see subsection 4.7). The baseplate as well as the micrometer table were �xedto an optical bar. The principle of the test bench setup is shown in �gure 4.5.
In further experiments the accuracy of the BCAM re�ector system was com-pared to theodolite and photogrammetry measurements. The test bench wastherefore measured using the close range photogrammetry as described in chap-ter 7.
As mentioned before, the main objectives of the tests were to verify if it ispossible to monitor the ITS movements with an accuracy of better than 0.5mm.Another aspect was to get some experience using di�erent corner cube types,de�ning an optimum diameter and testing software parameters like laser LED�ash seconds and the background substraction mode which is improving thespot quality under special ambient light conditions.
4.4 Test Results for a Longitudinal and TransverseRe�ector Movement
The �rst tests for the longitudinal and transverse re�ector cube movements werecarried out in order to de�ne the following characteristics:
• Spot distance variation on the CCD (Presented for the longitudinal re�ec-tor test)
• Errors due to the CCD spot variation
• Measurement accuracy of the de�ned corner cube displacement

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 49
4.4.1 Results for the Longitudinal Re�ector Movement
This test was used to verify the theoretical principle shown in �gure 4.2. Thecorner cube re�ector was moved toward the BCAM by a de�ned step size of0.5mm. The measurement for each step was repeated ten times.Table 4.1 presents the initial test bench parameters for the longitudinal mea-surement. The LWDAQ software parameters used for the longitudinal cornercube movement are presented in Table 4.2.
Table 4.1: Measurement parameters used for the corner cube movement tests
Measurement parametersNumber of BCAMs 1Initial distance corner cube - BCAM 820mmMeasured distance 20mmStep size 0.5mmMeasurements per step 10Micrometer table movement resolution 1µmCorner cube diameter 15mm
Table 4.2: LWDAQ software settings for the corner cube movement tests
LWDAQ Software settingsAnalysis threshold 10 %Auto adjust �ash onFlash timing 0.00001 sBackground substraction on
In order to present the variation of the light spot distance on the CCD, thereference measurement is shown in �gure 4.8. It presents the variation of theCCD spot distance for ten recurrences. The standard deviation σR10 is equal to0.30µm. The angular resolution due to the observed spot variation is therefore4µrad. This observed spot variation is equivalent to a longitudinal displacementof 3.3µm of the corner cube at the measured distance of 820mm.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 50
704.6
704.8
705
705.2
705.4
705.6
705.8
706
1 2 3 4 5 6 7 8 9 10
Spot
dis
tance
on C
CD
[µm
]
Number of measurements
Spot distance variation on CCD
Figure 4.7: Reference measurement - CCD light spot distance variation
Figure 4.8 presents the averaged distance between the two CCD light spots(X2 - X1) for each of the ten measurements. The longitudinal displacement oftotal 20mm shows the expected linear behaviour. The accuracy is calculatedusing the averaged value of each measured step. The residuals of the linear �thave a standard deviation of σRL = 0.20µm and an measurement accuracy ofdx = 250µm. The LWDAQ software settings for the re�ector tests were thesame as for a standard two BCAM based system.
y = 0.84x + 704.7R² = 0.998
700
705
710
715
720
725
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Spo
t d
ista
nce
on
CC
D [
µm
]
Longitudinal corner cube displacement [mm]
Figure 4.8: Longitudinal corner cube movement

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 51
Figure 4.9 shows the variation of the two light spots in the vertical direction.This correlated linear displacement which does not a�ect the longitudinal res-olution, is due to a small vertical displacement of the micrometer table duringthe 20mm longitudinal re�ector movement.
1164
1165
1166
1167
1168
1169
1170
1171
1172
1173
1174
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Spot
dis
tance
on C
CD
[µm
]
Longitudinal Corner cube displacement [mm]
Left Spot
Right Spot
Linear (Left Spot)
Linear (Right Spot)
Figure 4.9: Vertical spot movement during the longitudinal corner cube move-ment
4.4.2 Results for the Transverse Re�ector Movement
The initial test bench and LWDAQ Software parameters for the transverse cor-ner cube movement were the same as in the longitudinal test. LWDAQ softwaresettings presented in Table 4.2 were the same as for a standard two BCAMalignment.
Figure 4.10 shows the averaged X and Y spot positions on the CCD aftera transverse corner cube prism movement. For the measured distance the spotintensity is satisfactory. The residuals of the linear �t for the left CCD light spothave a standard deviation of σRT = 0.31µm resulting in an angular resolutionof 4.1µrad and an accuracy of dy1 = 4.40µm. The residuals of the right spothave a standard deviation of σRT = 0.28µm resulting in an angular resolutionof 3.7µrad and an accuracy of dy2 = 3µm.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 52
y = 45.69x + 1011.7
R² = 0.999
y = 45.74x + 301.7
R² = 0.999
0
500
1000
1500
2000
2500
3000
3500
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Spot
dis
tance
on C
CD
[µm
]
Transverse corner cube displacement [mm]
Left Spot
Right Spot
Linear (Left Spot)
Linear (Right Spot)
Figure 4.10: Transverse corner cube movement
Figure 4.11 shows the variation of the two light spots in the vertical direc-tion. This correlated linear displacement, which does not a�ect the transverseresolution, is due to a small vertical displacement of the micrometer table duringthe 20mm transverse re�ector movement.
1155
1160
1165
1170
1175
1180
1185
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Spot
dis
tance
on C
CD
[µm
]
Transverse corner cube displacement [mm]
Left Spot
Right Spot
Linear (Left Spot)
Linear (Left Spot)
Figure 4.11: Vertical spot movement during the transverse corner cube move-ment

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 53
4.5 Reproducibility for a 1mm Transverse Re�ectorDisplacement
Further tests were carried out to test the reproducibility of a transverse cornercube movement using di�erent BCAMs. Ten BCAMs were used to measure a1mm transverse movement (x - direction cf. �gure 2.1). Two sets of experi-ments were carried out. In the �rst set of tests the corner cube re�ector waspositioned at a distance of 3000mm. For the second set of tests this distancewas reduced to 1500mm. Both set of tests involved displacing the retrore�ectorby a de�ned distance of 1mm on a micrometer table. The test setup is shownin �gure 4.12.
In order to accurate reproduce the 1mm re�ector displacement the BCAMcalibration parameters were included. As mentioned in the Literature Reviewsubsection 2.1.1 all internal BCAM calibration parameters are known with re-spect to its mounting position.
Figure 4.12 presents the important parameters for the BCAM test, includ-ing the longitudinal BCAM calibration parameter ZOP which represents thedistance between the BCAMs origin and the lens pivot point. All calibrationparameters are provided in the BCAM calibration database. [6, 38]
ZRM
ZRP
ZBM
DT
ZBO F
ZOP
Figure 4.12: Distance and calibration parameters
In equation 4.3 the absolute distance DT between the re�ectors mirror planeand the center of lens is de�ned. According to the �rst bench setup DT wasgiven to better than 0.5mm.
DT = ZRP + ZRM + ZBM + ZBO ± ZOP (4.3)

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 54
DT ... Lens pivot point - Mirror plane of the cornercube
ZBM ... Baseplate - Micrometer table edgeZRM ... Micrometer table - Surface of the re�ectorZRP ... Corner cube edge - Mirror plane of the corner
cubeZBO ... Baseplate face - BCAM originZOP ... BCAM origin - Lens pivot point
The reproduction of the corner cube displacement is based on the mathe-matical correlation presented in equation 4.4.
XRef =F (XCCD2 −XCCD1)
DT(4.4)
Table 4.3 presents the initial test parameters. The LWDAQ software pa-rameters were the same as for the previous tests ( cf. table 4.2).
Table 4.3: Measurement parameters used for the transversal test
Measurement ParametersNumber of BCAMs 10Initial distance corner cube - BCAM 3000, 1500mmMeasured distance 1mmStep size 1mmMeasurements per step 10Adjusting plate movement precision 1µmCorner cube diameter 15mm
The test was done by measuring the actual position ten times before dis-placing the retrore�ector by 1mm. After the displacement, the position of theretrore�ector was again measured ten times. The displacement on the CCD wascalculated using the averaged values for the measured position.
Figure 4.13 represents the di�erence between the measured and actual po-sition rm for the reproduced 1mm transverse re�ector displacement of 1mm ina distance of 3000mm with respect to the BCAM.
The diagram is therefore showing the accuracy for the measurement repeata-bility using di�erent BCAMs. The residuals of the averaged left spot positionhave a standard deviation of σRT = 18µm, which is equivalent to an angularresolution of 240µrad and an accuracy of 720µm for the movement at a distanceof 3000mm. The residuals of the right spot for all BCAMs have a standard de-viation of σRT = 8µm which is equivalent to an angular resolution of 106µrad

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 55
and an accuracy of 320µm for the movement at a distance of 3000mm. Usingthe information from both spots this would result in an overall measurementaccuracy of 520µm.
-30
-20
-10
0
10
20
30
X2-X
1[µ
m]
BCAM number
RIGHT SPOT
LEFT SPOT
Figure 4.13: Di�erence between measured and actual CCD spot position forthe 1mm corner cube displacement. Distance between lens pivotpoint and mirror plane of retrore�ector: 3000mm
Figure 4.14 shows the di�erence between measured and actual position rmfor the reproduced displacement after a transverse retrore�ector displacementof X = 1mm at a distance of 1500mm with respect to the BCAM.
The diagram shows again the accuracy of measurement repeatability. Theresiduals of the right spot have a standard deviation of σRT = 11µm which isequal to an angular resolution of 146µrad and an accuracy of 220µm for themovement at a distance of 1500mm. The residuals of the left spot have a stan-dard deviation of σRL = 7µm which is equal to an angular resolution of 93µradand an accuracy of 140µm for the movement at a distance of 1500mm. Usingthe information out of both spots this would result in an overall measurementaccuracy of 180µm.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 56
-25
-20
-15
-10
-5
0
5
10
15
20
X2-X
1 [µm
]
BCAM number
RIGHT SPOT
LEFT SPOT
Figure 4.14: Di�erence between measured and actual CCD spot position forthe 1mm corner cube displacement. Distance between lens pivotpoint and mirror plane of retrore�ector: 1500mm
4.6 BCAM Repositioning Tests
In order to verify the reproducibility of repositioning, two sets of tests werecarried out. Between each measurement the BCAM was removed from thebaseplate before being placed back in the same position.
The experiments consisted of a series of ten measurements using a singleBCAM. In experiment one the BCAM was merely placed on the baseplatewhereas in experiment two the BCAM was also �xed in place using bolts.
4.6.1 BCAM Repositioning without Baseplate Fixation
Figure 4.16 shows the averaged distance between the two light spots on theCCD for each of the ten measurements of experiment one. The averaged valuesare presented in �gure 4.15.
The maximum deviation after ten measurements is 1µm and the standarddeviation σRT1 is 0.2µm. This is equivalent to angular resolution of 2.6µradand an accuracy of 3.9µm for the position of the prism at a distance of 1500mm.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 57
406.7
406.9
407.1
407.3
407.5
407.7
407.9
1 2 3 4 5 6 7 8 9 10
Spot
dis
tance
vari
ati
on [µm
]
Repositioning without fixation
Figure 4.15: Repositioning of one BCAM on the baseplate without �xation
406.9
407
407.1
407.2
407.3
407.4
407.5
407.6
407.7
0 1 2 3 4 5 6 7 8 9 10 11
Aver
aged
spot
dis
tance
vari
ati
on [µm
]
Repositioning without fixation
Figure 4.16: Averaged spot distance on CCD
4.6.2 BCAM Repositioning with Baseplate Fixation
Figure 4.17 shows the distances between the two light spots on the CCD for eachof the ten measurements of the experiment using bolt �xation. The averagedvalues are presented in �gure 4.18.
The maximum deviation after ten measurements is 1.4µm and the standarddeviation σRT2 is 0.3µm. This is equivalent to angular resolution of 4µrad and

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 58
an accuracy of 6µm for the position of the prism at a distance of 1500mm.
406
406.2
406.4
406.6
406.8
407
407.2
407.4
407.6
1 2 3 4 5 6 7 8 9 10
Spot
dis
tance
variation [µm
]
Repositioning with fixation
Figure 4.17: Repositioning of one BCAM on the baseplate with �xation
406.2
406.3
406.4
406.5
406.6
406.7
406.8
406.9
407
407.1
407.2
407.3
0 1 2 3 4 5 6 7 8 9 10 11
Aver
aged
spot
dis
tance
vari
ati
on [µm
]
Repositioning with fixation
Figure 4.18: Averaged spot distance on CCD
4.7 Support Design
As mentioned in the introduction, BCAMs are used in di�erent experiments fordi�erent applications. The various monitoring applications in ALICE requiredthe de�nition of a standard �xation plate (axial baseplate) which satis�es the

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 59
di�erent demands. This section presents the design of the axial BCAM baseplateas well as the support for the corner cube re�ector.
4.7.1 The Axial Baseplate
In order to provide accurate coordinate information when measuring with BCAMs,it is crucial to know the exact orientation of the �xation plate in space. There-fore the ALICE axial baseplate provides H7 holes [42] for attaching standardsurvey targets. For accurate monitoring applications (e.g. application describedin chapter 7) the coordinates of the baseplate mounting spheres, as well the cen-ter of the H7 holes were measured using a CMM [43, 44].
One possibility of measuring the baseplate orientation in space is a standardmeasurement technique like digital short range photogrammetry. In the �nalinstallation of the ALICE experiment, when all the di�erent detectors are inte-grated, the space is limited. The network of short range photogrammetry couldtherefore result in under-determined information not providing the required ac-curacy. Another solution to accurately de�ne the baseplate position in spaceis by using standard theodolites. Figure 4.19 presents the �nal layout of theALICE axial baseplate.
Figure 4.19: Axial BCAM baseplate (163 x 60 x 15mm)
1) Baseplate �xation holes2) Holes for standard survey target (H7)3) Cones for BCAM mounting spheres4) BCAM �xation (M4)
4.7.2 Prism Support
As the standard survey re�ectors are rather expensive, it was decided to designa custom-made support for corner cube retrore�ectors made from BK7.

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 60
The corner cubes are glued to the tapped blind hole with a diameter of15mm. Figure 4.20 shows the �nal design of the corner cube prism support forthe ALICE ITS and L3 rail monitoring. In order to run �rst test, the supportwas designed without threaded pin. This does allow a faster �xation for shortduration monitoring applications. Such a �xation could be realized using i.e.double sided tape.
Figure 4.20: Corner cube (BK7), Prism support (Da = 20mm; Alternativesupport for adhesive connections to the measuring point)
4.8 Advantages of the BCAM - Re�ector System
A problem which is frequently encountered during monitoring of structures inplaces like the LHC is that systems have to work in di�cult environmental con-ditions. These includes:
• Small clearances
• Dose (several Mrad [45, 46])
• Magnetic �elds (several T )
• Monitoring of sliding parts (no cable required on sliding object)
As the cost of retrore�ectors is nearly the same as for a standard azimuthalBCAM a further criteria for choosing the BCAM - retrore�ector system is givenby the associated cabling. The large physics experiments at CERN require anextreme and complex e�ort regarding the cabling work. Using a re�ector insteadof a BCAM would reduce the amount of cables, and therefore also the costs, aswell as the associated installation work by a factor of 50%. Finally, re�ective

CHAPTER 4. REFLECTORS IN BCAM APPLICATIONS 61
targets are relatively small compared to a BCAM, and one can therefore observeseveral retrore�ectors using a single BCAM.
4.9 Discussion
The results show the accuracy of repeatability for measurements taken with theBCAM - retrore�ector system. Tests with a prism at a distance of 820mm froma BCAM show a measurement accuracy of 5µm in the transverse direction and250µm in the longitudinal direction.
The most signi�cant observation that can be made from the results obtainedin the repeatability tests is that the accuracy of the results is very similar to thatobtained using a two BCAM system. The results for the re�ector at a distanceof 3000mm show that the overall accuracy using di�erent BCAMs reproducinga 1mm transverse re�ector displacement is due to 18µm using one light spotfor the reproduction. Including both light spots for the reproduction improvesthe accuracy to 13µm. Thus, despite the challenging environments which ruleout the two BCAM system in some cases, one does not have to compromise onthe precision of the deformation measurements.
The accuracy of the measurements is adversely a�ected by the use of boltsto �x the BCAM to its baseplate. One reason for the discrepancy maybe thatthe torque used on the bolts was not constant. This could have caused varyingdeformation in the BCAM boxes. Given that the BCAMs have to be boltedon to their baseplates during operational use, it would be sensible to ascertainwhether the use of a torque spanner when screwing in the bolts would improveoverall accuracy.
Minimizing the material absorbtion by using coated mirrors is not necessaryfor distances up to 10m. For distances greater than 10m the intensity can beoptimized by using coated corner cube prisms. It has to be mentioned that thecorner cubes physical basic principle is the rationale of a mirror. Therefore, thetheoretically minimum retrore�ector size is half of the distance between the twoBCAM light spots. Practically, the re�ector needs to be slightly larger in orderto allow for imperfect orientation of the re�ectors.
One point of simpli�cation for the entire principle would be the utilizationof simple coated sticker targets as used for photogrammetry. A �rst test showedthat the huge amount of micro retrore�ectors in the shape of spheres causean oversaturated spot image on the CCD. In order to use such a principle, itwould be necessary to modify the centroid calculation code in order to analyzethe spot image centroid in a way similar to the digital photogrammetry method.

Chapter 5
BCAM Applications in ALICE
5.1 The Spaceframe Monitoring System (SMS)
Figure 5.1: ALICE Spaceframe - diameter: 8.5 m, length: 7 m, weight: 10.5tons; Monitored surfaces are highlighted in red
In the ALICE experiment the sub detectors are held in place by a structurecalled the spaceframe. It has a cylindrical 18 - sided geometry with a lengthof 7m and a diameter 8.5m. The weight of all the sub detectors, about 80tons, will deform the spaceframe radially. Before the detector installation, thisweight was simulated with water-�lled PVC tubes. For obvious reasons thesedeformations have to be monitored. The 18 corners of the spaceframe showrelative movements of a few millimeters when the structure is fully loaded.
The monitoring system has to determine the positions of all the cornersto an accuracy of better than 500µm. The BCAM system is attached to thespaceframe by �xing a mounting plate holding two BCAMs on each corner. By
62

CHAPTER 5. BCAM APPLICATIONS IN ALICE 63
A05
4
16
A03
A05
A07
08RB24
SIDE A
A01
A09
8120
1610
SIDE A
A17
8
1412A11
A13
A15
7000
Figure 5.2: BCAM monitoring of the ALICE Spaceframe
measuring the relative angles of all the BCAMs, the 18 internal angles of thespace frame can be monitored. In the summer of 2005 a load test was per-formed to verify the expected deformations [38]. Di�erent load conditions weremeasured by the SMS and with external surveys done by the CERN surveygroup. Both results were compared and showed that the SMS could reconstructthe positions of the 36 vertices on both sides of the Spaceframe for every loadcondition within the expected 500µm of their actual position.
5.1.1 Magnetic Field Mapping
After the primary installation and load test veri�cation in the installation hall,the frame was transferred to the cavern and installed into the L3 magnet inearly 2006. As there were variations due to the readout quality and stabilityafter transferring the frame, it was necessary to readjust several BCAMs andcover them using specially designed covering caps. After some modi�cations inthe circuits of the L3 magnet, �eld tests were performed in order to verify themagnetic �eld stability [47]. During this period it was decided to operate thespace frame monitoring system verifying the magnetic �eld stability.
In order to reconstruct the shape of the spaceframe, a least square adjust-ment was implemented [48]. Figure 5.3 presents a �rst readout for reconstructingthe spaceframe deformation during the described magnetic �eld test. As canbe seen, the �t represents the RB26 (C-side) face of the spaceframe. The tableshows an very stable readout during the �rst six days. After the start up of theL3 magnet to the nominal current of 30000A (0.5T ) the maximum deformationof the spaceframe was 0.9mm vertically and 0.86mm horizontally. After the

CHAPTER 5. BCAM APPLICATIONS IN ALICE 64
shutdown of the magnet the residual deformation was 0.3mm in the verticaland 0.35mm in the horizontal direction.
The deformation of the spaceframe in the magnetic �eld is due to a displace-ment of the spaceframe feet (cf. �gure 5.5), which sit on rails that themselvesare attached to the iron joke.Deformation of Spaceframe during Solenoid testBCAM Spaceframe Monitoring System
Friedrich Lackner
x [m]
y [
m]
Date Solenoid status ΔV max ΔH max
[A] [μm] [μm]
02.June 0 0 0
08.June 0 1.7 3
13.June 30000 902.8 860.2
14.June 0 307.4 343.3
20.June 0 303.5 350.6
Deformation Cside 13.06.2006
Zero measurement
Magnification = 1500
Figure 5.3: SMS C-side readout during the magnetic �eld test
It has to be mentioned that further research is required in order to de�nethe detailed error due to the L3 magnetic �eld. Also the �nal start up and im-plementation of the SMS into the �nal detector control system (DCS) requiresfurther optimization. One time consuming task will be the reveri�cation of thelight spot range. According section 6.1 in [38] the CCD light spot position foran undeformed frame should be between 107 and 142 Pixels horizontally andwithin 50 and 195 Pixels vertically.
5.2 The Rail Monitoring System (RMS)
Another monitoring system required for the ALICE experiment is one that mon-itors the so called L3 - rails. These rails support the space frame structure andtherefore all the detectors installed in the spaceframe. This RMS system pro-vides detailed information about the deformation of the rails. Due to the totalload of 80 tons it is necessary to provide an accurate information about the raildeformation. The RMS is based on the BCAM - retrore�ector principle.

CHAPTER 5. BCAM APPLICATIONS IN ALICE 65
5.2.1 Design Concept
As can be seen in �gure 5.5 the RMS consists of one azimuthal BCAM on eachof the two spaceframe rails. These BCAMs observe re�ectors positioned on sup-ports �xed to the rails. On each rail two re�ectors are installed, therefore the�rst support �xed on the middle rail distance and one �xed to the maximumdistance. As there is no additional �xation in between the two rail supportpoints, the middle re�ector will monitor the maximal vertical displacement.
2
1
3
3
4
Figure 5.4: Spaceframe Rail Monitoring System
1) Spaceframe rail2) BCAM support3) Retrore�ector support4) Spaceframe feet

CHAPTER 5. BCAM APPLICATIONS IN ALICE 66
http://pcaliweb02.cern.ch/Public/whats_up/
F. Lackner 7Measurement 2007
1
2
Figure 5.5: The open and empty L3 solenoid (2) (January 2006) - Spaceframerails (1)
The support bars, as well as the prism supports, were produced in the CERNmain workshop. The system is ready to be installed after all the critical maindetector implementations.
5.3 The ITS Monitoring System (IMS)
As mentioned in chapter 4 the BCAM - retrore�ector principle was developedas a position monitoring system for the ALICE inner tracking system. Themonitoring of small movements of the ITS in vertical and transverse directionsis crucial during the installation of various detectors like the TPC. The only so-lution using the BCAM system was by �xing the BCAMs to the frontabsorberstructure on the RB24 side. Two azimuthal BCAMs were therefore mounted onthe top and bottom surface of the frontabsorber whilst the prism was �xed onthe ITS.
Figure 5.6 shows the image taken during the �rst test for the IMS, operatedduring the ALICE integration test in the installation hall.

CHAPTER 5. BCAM APPLICATIONS IN ALICE 67
1
2
4
3
Figure 5.6: Integration test (2005), temporary installation of the IMS
1) Front Absorber2) Temporary �xed BCAM3) ITS - Retrore�ector position on upper support link4) Spaceframe
As after the �nal TPC installation the clearance between the BCAMs andthe inner cone of TPC is limited, the choice of the BCAM position was im-portant. Therefore, the BCAM was placed at a distance of 650mm from theretrore�ector. It has to be mentioned that this length would represent the lowestoperational distance for a standard BCAM system in order to obtain a focusedlaser image. For shorter distances, the laser image would be defocused. As men-tioned in [6], a black hole would than appear in the middle of the CCD laserimage. This is a result of the destructive interference at the center of the image.As the spot image in the re�ector appears at twice the distance, the hole in thespot center does not appear until distances become smaller than 400mm.
5.3.1 Results and Final ITS Installation
In August 2007 the IMS was �nally installed for the purposes of monitoring thetemporary movement of the TPC into the spaceframe. Figure 5.9 presents thehorizontal and vertical movement of the ITS �xation link. As can be seen, thereconstructed displacement is within 80µm for both directions.
The absolute distance DT calculated using equation 4.3 in chapter 4 is equalto 61.95mm for the upper and 66.5mm for the lower blue azimuthal BCAM on

CHAPTER 5. BCAM APPLICATIONS IN ALICE 68
the Front Absorber. These values include the calibration constants found in [38].
-20
0
20
40
60
80
10 20 30 40 50
Ver
tica
l m
ovem
ent
[µm
]
Horizontal movement [µm]
ITS Bottom
-80
-60
-40
-20
0
20
40
-60 -55 -50 -45 -40 -35 -30 -25 -20
Ver
tica
l m
ovem
ent
[µm
]
Horizontal movement [µm]
ITS Top
Figure 5.7: IMS - The vertical and horizontal displacement of the ITS duringthe TPC movement (14.08.2007)
Figure 5.8 presents a picture of the �nal setup before the installation of theTPC. The re�ector is attached to the upper ITS �xation link that connects theITS to the inner cylinder of the TPC.
BCAMReflector
ITS
Frontabsorber
Figure 5.8: Final IMS installation (September 2007)
The �nal connection of the ITS to the inner cylinder of the TPC was mea-

CHAPTER 5. BCAM APPLICATIONS IN ALICE 69
sured using both the IMS and the strain gage system presented in chapter 6.Therefore, the ITS was lifted by 4mm in the vertical direction. This providesthe required clearance for the centering in the connection link. The displace-ment is done using a sophisticated mechanical system developed by the INFNTorino. The system provides the required possibility to lift the ITS remotelyfrom the RB24 side once the TPC is in its �nal position.
0
2
4
6
8
10
12
14
16
18
20
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
Forc
e on t
he
FM
D2 s
upport
[N
]
Vertical ITS movement (measured with BCAM) [mm]
ITS vertical displacement - Force in FMD2 support
Figure 5.9: Force- displacement relation during the �nal ITS installation
Figure 5.9 represents the measured force - displacement relationship for the�nal installation. As can be seen, the force for the 4mm displacement is equalto 18.2N. This corresps well with the theoretical value of 18N predicted inchapter 3.
The vertical displacement measured by the BCAM system represents theaverage value obtained from the top and bottom BCAM on the frontabsorber.After the �nal movement of the TPC, the ITS is lowered in order to �nallyconnect it to the support link in the TPC. The graph shows that the �nalvertical position of the ITS is equal to 2.33mm resulting in a remaining forceon the FMD2 support of 4.5N.

Chapter 6
High Resolution Strain
Monitoring
In chapter 3 the critical forces in the beam pipe caused by the di�erent inte-gration steps were de�ned. It was shown that the force tolerances are quite lowduring the critical installation process. In order to minimize the risk of damag-ing the beam pipe and furthermore to get more information about its position,it was decided to investigate an online monitoring system. This chapter willdescribe the �nal solution for the beam pipe force monitoring.
Physical constraints preclude force monitoring in all of the three beam pipesupport points. The only support acceptable for accurate force monitoring is themiddle support point (B) (cf. �gure 3.1). Therefore, the pretension of 40N inthe four steel wires are monitored by installing sensor probes in each cable [49].The de�ections in the beam pipe are directly related to the strain in the steelwire ropes. Based on the stress-strain behaviour one can de�ne the forces ap-plied on the �xation points.
Furthermore, additional monitoring systems like the BCAM (cf. chapter 4)and the theodolites will provide information about the ITS position during themovement of the TPC into its �nal position. The results from the di�erent mon-itoring systems is providing accurate information about forces and the positionof the beam pipe, allowing accidental contact between the fragile structures tobe avoided.
6.1 Design Concept and Requirements
In order to keep the sag of the pipe to acceptable levels it is required to accu-rately monitor the forces in the cables which hold the beryllium beam pipe inplace. The beam pipe is installed in an environment of 0.5T magnetic �eld,and is expected to absorb 1MRad of radiation in ten years. The permissiblebending stress for the beryllium beam pipe is 15N/mm2 [23]. These specialconstraints and the lack of accessibility preclude most standard monitoring sys-
70

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 71
tems. During the whole process of investigation, di�erent standard industrialmonitoring systems were considered for this crucial operation. Previous workhas shown that strain gauge based systems work well under these conditions.
As the monitoring system for the ALICE beryllium beam pipe has to beinstalled in front of the FMD2 detector, a small sensor size is required to min-imize multiple scattering. To provide the requested sensor resolution of 1N itwas required to determine the production accuracy of the available machiningcenter which was used for the fabrication of the specimen.
Based on the design of tensile specimens a small tube made from an AlMgSi1alloy was designed as substrate for applying a strain gauge full bridge (see �g-ure 6.1). In order to minimize curvature-induced change caused by thermalextension� the minimum acceptable diameter was 10mm. Di�erent specimenswere produced with varying the wall thickness in order to optimize the strain sen-sitivity. The fabrication limit was found to be a wall thickness of 0.25mm, whichwould have resulted in a maximum strain sensitivity of 1.8µε/N or 12.5µV/Nfor an input voltage of 5V. Applying �rst gages to such a specimen showed,that the probes deformed easily, and collapsed during handling procedures. Aspecimen with a wall thickness of 0.4 0mm was found to provide the best com-promise between ruggedness and high sensitivity.
Figure 6.1: CAD specimen model
As can be seen in �gure 6.4 there are non uniform stresses near the end of thespecimens, Ansys was used to de�ne the minimum specimen length that wouldprovide an area of constant strain su�ciently large to attach the strain sensors.Figure 6.2 shows the main dimensions of the specimen. This �nal sensor designresults in an expected elastic strain readout sensitivity of 1.6µε/N or 7µV/Nfor an input voltage of 5V.
Ua
Ue=KN
ε(6.1)

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 72
K ... Gage factor (VISHAY 032UW, K = 2.13)N ... Bridge factor (N = 2.6 full bridge connection on
a hollow cylinder)Ua ... Output voltageUe ... Input voltageε ... linear elastic strain
Figure 6.2: Main dimensions of the beam pipe monitoring specimen. ALl di-mensions given in mm
6.1.1 Strain Gage Selection and Theoretical Resolution
The strain gauge selected was the type VISHAY - 032UW [13] with a constan-tan grid completely encapsulated in polyamide. The grid size for this gage isequal to 0.81 x 1.52mm and the gage factor K = 2.13 ± 0.3 %. The gages areapplied with Vishay M-Bond 610 adhesive [50]. Regarding the radiation envi-ronment, the Los Alamos Scienti�c Laboratory has proved that strain gaugeswith constantan grid encapsulated in polyimide can be operated e�ectively in afast neutron �ux up to 7 x 1018 nvt (En > 1.5MeV ) and can absorb a gammadose rate of at least 1011 rad (1 rad = 0.01 Joules/kg) [51].
The VISHAY CEA gage series is de�ned for applications with universalgeneral-purpose primarily used for general-purpose static and dynamic stressanalysis.
Temperature Range
• Normal conditions: -75 to +175 ◦C
• Special or Short-Term conditions: -195 to +205 ◦C
Strain Range
• + 3% for gage lengths under 3.2mm
• + 5% for 3.2mm and over

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 73
Fatigue Life
• 105 cycles at + 1500 µε
• 106 cycles at + 1500 µε with low modulus solder.
Theoretical Behaviour
The expected strain - load behaviour calculated using the ANSYS model (�g-ure 6.4) is presented in �gure 6.3. As can be seen, the expected elastic straindue to a force of 100N is equal to 116µε or 792µV.
0
200
400
600
800
1000
1200
1400
0
20
40
60
80
100
120
140
0 10 20 29 39 49 59 69 78 88 98
Rea
dout
volt
age
[µV
]
Str
ain
[µε]
Load [N]
Strain
Readout voltage
Figure 6.3: Expected strain and output voltage for the �nal sensor design
Figure 6.4: FEA ANSYS model for the specimen. The results correspond tothe strain results for an applied load of 98N

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 74
6.1.2 First Prototype Repeatability Test
Short duration load tests were carried out in order to verify the theoretical gageresolution. Beforehand, crimped steel wire ropes were attached to both endsof the sensor using the end caps. Force was applied using a test bench witha clamping �xture. A spring balance was inserted in between the �xation onthe testbench and the sensor, in order to verify the applied force. The testpresented in �gure 6.5 shows a repeatability test conducted in order to get a�rst impression of the sensor readout quality. During this test, the sensor wasloaded ten times to a maximal load of 10 kg. Afterwards, the sensor was rotatedalong the transverse axis by 180 degrees in order to verify the result for bothdirections excluding small uncertainties in the bonded strain gages.
The source voltage of 4.998V was applied using a standard lab power supplyand for the �rst readout a voltmeter with a resolution of 10µV was used. Ascan be seen, the test was done for two sensors out of the �rst prototype series.The results corresponds well to the theoretical expected values, showing smallvariations when the orientiation of the sensor was changed. For example, sensorA showed an excellent repeatability for orientation A with an averaged value of0.76µV and a standard deviation of 4.71 x 10−3 µV.
0.745
0.75
0.755
0.76
0.765
0.77
0.775
1 3 5 7 9
Rea
dout
Volt
age
[µV
]
Repeated 10 [kg] load steps]
Sensor 1 (Orientation A)
0.67
0.68
0.69
0.7
0.71
0.72
0.73
0.74
1 3 5 7 9
Rea
dout
Volt
age
[µV
]
Repeated 10 [kg] load steps]
Sensor 1 (Orientation B)
0.695
0.7
0.705
0.71
0.715
0.72
0.725
0.73
0.735
1 3 5 7 9
Rea
dout
Volt
age
[µV
]
Repeated 10 [kg] load steps
Sensor 2 (Orientation A)
0.66
0.67
0.68
0.69
0.7
0.71
0.72
0.73
0.74
0.75
1 3 5 7 9
Rea
dout
Volt
age
[µV
]
Repeated 10 [kg] load steps
Sensor 2 (Orientation B)
Figure 6.5: First strain readout test verifying the theoretical results
The repeated test for orientation B resulted in an averaged value 0.703µVand a standard deviation of 1.49−3 µV. The variations of this results can beexplained due to the unexercised bonding and cabling in the �rst prototypes.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 75
The most critical operation during the delicate process of gluing the small strainsensors to the specimen is to properly align the gages axially and transversally.This is due to the small curvature of the specimen and the low grade con�g-uration for preparing �rst prototypes. One further problem encountered wasthe correct protection once the gages had been applied. There exists varioussolutions protecting the highly sensitive gages during the practical application.In the �rst lab test, this was realized by using the gage glue to �x the internalbridge connection. Because of the curvature and the small wall thickness, thiscould result in a systematic readout variation due to a small local reinforcementof the specimen wall. This approach was therefore abandoned.
With the experience of �rst prototyping, a second series of specimens wasproduced in order to exclude these uncertainties. The basic tests repeated for thesecond production series showed an important improvement due to the readoutrepeatability in both directions. This second produced series was implementedin a beam pipe assembly mockup, in order to investigate �rst long durationreadouts and to de�ne �nal cabling, readout soft- and hardware.
6.2 Beam Pipe Fixation Mockup
A test bench made from hollow section structural steel was produced in order toprovide setup conditions similar to the later application. As in the �nal setup, aspecial tension frame designed by the CERN vacuum group was used to preten-sion the steel wire ropes to 40N. Figure 6.6 presents the test bench model anda detailed view of the tension frame. The main demand regarding this tensionframe was the ability of absorbing accidental force impacts of the order of 10 kgby the springs.
Later experiments made clear that improvements in the wire guidance wouldresult in a more accurate readout because of absolute symmetrical loads. Alsoimperfectly aligned tension frames su�er from contact between the wire ropeand the small duct on the front surface of the frame. This results in friction,which causes further uncertainty in the µV readout level. During the varioustests a careful alignment of the tension frame was required in order to providefrictionless axial guidance of the wire rope. In order to install the strain sensorson the test bench, it was required to crimp the wire ropes to the end caps. Thiswas done by a specialized external company to ful�ll safety requirements.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 76
1 23
4
5
Figure 6.6: Testbench setup including tension frames and simpli�ed beampipesupport ring
1) Tension frame2) Strain gauge sensor3) Beam pipe support ring (simpli�ed)4) Stainless steel wire rope5) Detailed view of the tension frame
6.2.1 Readout Soft- and Hardware
Hardware
An electronic board developed at CERN for reading PT100 temperature sen-sors in the LHC experiments was used for reading the strain sensors. The socalled Embedded Local Monitor Board (ELMB) [52] o�ers a 64 channel ADC forreading voltages of the level of µV. The readout requires a standard PC withan appropriate 'PCI' interface card [53] in order to read the di�erent ELMBchannels via a CAN bus. For the �rst set of tests, data from the strain gageswas logged using a single ELMB. To investigate the temperature e�ects duringthe long duration tests, a second set of tests was carried out with a PT100 probeattached to each of the four strain gauges. A second ELMB was also added tothe setup to record data from these probes.
Software
The ELMB readout for the main applications in LHC is done within the generaldetector control system. The detector control system of the LHC is realizedusing the PVSS framework software package. Therefore it was required to realize

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 77
a framework for reading the strain gages providing an adequate user interface.The main demand regarding a user friendly interface were:
• Visualization of the output voltage from the four sensor probes
• Visualization of the ratiometric values
• Including and editing the calibration factors
• Bridge balancing
• Selection of the time step between readings
• Saving the data points
• Direct calculation and visualization of the resulting forces in the singlewires and for the entire setup.
The realization of the interface as well as the primary installation was donein collaboration with the CERN ALICE IT group. Figure 6.7 presents the �nallayout of the UI design. The �gure is due to the �nal version including theoptions for time step readings and bridge balancing.
Figure 6.7: The PVSS User Interface for reading and analyzing the strain read-out
6.2.2 The Final Testbench Circuit
The �nal testbench circuit diagram is presented in Figure 6.8. It includes thetwo ELMBs reading the sensors and PT100 temperature probes. This setupwas used mainly after the �rst prototype readings to run long duration stabil-ity tests. It has to be mentioned that the second ELMB, as well as additionalvoltmeters (mV,nV), were included after the �rst long duration results. This

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 78
was to investigate long duration readings which showed noise and drift. Thelong term noise and drift, in detail discussed in subsection 6.4 was later studiedunder di�erent setup conditions, both with and without the mockup frame.
R1
R3
R2
R4
5V
R1
R3
R2
R4
R1
R3
R2
R4
R1
R3
R2
R4
MU
X A
DC
ELM
B 1
12
34
Sen
sor
1Sen
sor
2
Sen
sor
3Sen
sor
4
1 2 3 4 5 6 7 8
MU
X A
DC
ELM
B 2
1 32 4
PT
100 1
PT
100 2
PT
100 3
PT
100 4
1 2 3 4
V
GN
DG
ND
GN
D
GN
D
CA
N b
us
cable
DA
Q - P
VSS F
ram
ework
1 2 3 4
Shie
ld
Shie
lded
cable
: V
ISH
AY
ST
C-3
1V
-4 R
WB
G:
V
R5
R1
GN
D
ab
c
Title
Aut
hor
File
Rev
isio
n
Doc
umen
t
Dat
eS
heet
sE
AM
PIP
E M
ON
ITO
RIN
G\S
train
_Cur
uit_
Cad
1.ds
n
1.0
1 of
1
Figure 6.8: Straingage readout circuit including PT100 sensors

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 79
6.3 Temperature In�uence and Thermal Output
This section studies the e�ects of temperature on the output of the strain gagesystem. These e�ects are kept to a minimum by the full bridge setup. It will beshown that theoretically predicted values for the remaining variation correspondwell with the experimental results.
6.3.1 The Temperature Dependence of a Single Gage
The remaining thermal output for the self temperature compensated constan-tan grid (VISHAY gage CEA-032UW) can be predicted by using the equa-tion 6.2 [54]. The thermal output obtained for a CEA-032UW single gageinstalled on a Al-alloy plate would therefore result in a thermal output of2.8µε/◦C.
(∆RR0
)T/O
=[βG + FG
(1 +Kt
1− ν0Kt
)(αS − αG)
]∆T (6.2)
(∆RR0
)T/O
... Unit change in resistance from the initial refer-ence resistance R0, caused by change in temper-ature resulting in thermal output.
βG ... Temperature coe�cient of resistance of the gridfactor
FG ... Gage factor of the strain gageKt ... Transverse sensitivity of the strain gageν0 ... Poisson's ratio of the standard test material used
in calibrating the gage for its gage factorαS − αG ... Di�erence in thermal expansion coe�cients of
substrate and grid, respectively.∆T ... Temperature change from an arbitrary initial
reference temperature
For permanent compensation of temperature induced strain, VISHAY pro-vides the �tted polynomial function for each lot of gages. The polynomialfunction is shown in equation 6.3, where aN are the coe�cients and TN is thetemperature. According the installed CEA-32UW gage the �tted function canbe seen in �gure 6.9.
εT/0 = a0 + a1T0 + a2T
1 + a2T3 + a4T
4 (6.3)

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 80
-300
-200
-100
0
100
200
300
-100 -50 0 50 100 150 200 250 300
Ther
mal outp
ut
[µε]
Temperature [°C]
Thermal output based on the output coefficients for 2024-T4 Aluminum (Foil lot number: A62AF812 - Sensor S3 A)
Figure 6.9: Thermal output variation for gage type CEA-032UW calculatedwith the gage output coe�cients applied to Sensor S3 A
The gages used for the beam pipe monitoring system were connected as afull bridge in order to be insensitive to temperature variations. However, aseach of the four sensors have slightly di�erent gage factors (± 1% variation) aresidual temperature sensitivity remains.
6.3.2 Short Duration Temperature Test
In order to verify the thermal sensor output for the applied full bridge, a shortduration test was performed. For this test, the unloaded specimen (Final layoutspecimen 2) was heated up using an infrared lamp. During the thermal cycle thetemperature and output voltage were logged every of 15 s. Figure 6.10 showsthe remaining in�uence of temperature after a short duration heating of sensor2. The function shows a linear correlation between the temperature reading andthe output voltage. The readout range of 104µV (∆T = 14.7 ◦C ) for one ther-mal cycle corresponds to a thermal linear elastic strain of 15.1µε or respectivelya load of 1.3 kg. This corresponds to an thermal output of 1 µε/◦C.
For comparison, the theoretical thermal output estimated using equation 6.2for a ∆T of 14.7 ◦C is 41µε. The result therefore shows the further improvementof providing a full bridge temperature compensation. The remaining observedtemperature induced change in the strain output of 15.1µε is mainly due to thefollowing e�ects [54]:
1. Gage factor variation with temperature
2. Curvature e�ect due to the 5 mm specimen radius
3. Self temperature compensating mismatch

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 81
y = -0.135x + 364.2
R² = 0.995
24
28
32
36
40
44
2385
2400
2415
2430
2445
2460
2475
2490
Tem
per
atu
re P
T100-2
[°C
]
Readout Prototype 2 [µV]
Prototype 2Linear (Prototype 2)
Figure 6.10: Short duration temperature test of a full bridge sensor
6.3.3 Gage Factor Variation with Temperature
Temperature changes in the grid material result in small variations of the gagefactor. In [54] the gage factor variation for a constantan (A - alloy) grid is equalto 2% or less per 100 ◦C. According to [54], the gage factor variation can beneglected for temperature range within ±50 ◦C.
6.3.4 Curvature E�ect due to the 5mm Specimen Radius
Based on equation 6.4 in the technical note [54] the surface curvature e�ect onthermal output can be calculated as follows:
∆εT/0 =1R
[(1 + 2νA−B) + (hAαA + hBαB)− 2νA−BαS(hA − hB)] ∆T (6.4)
∆εT/0 ... Curvature-induced incremental thermal outputR ... Radius of curvature of test surface at gage siteνA−B ... Average Poisson's ratio of adhesive and backinghA, hB ... Adhesive and backing thickness, respectivelyαA, αB ... Thermal expansion coe�cients of adhesive and
backing, respectivelyαS ... Thermal expansion coe�cients of substrate
(specimen material)∆T ... Temperature change from reference temperature
Thus one would expect a change in strain output of 13.9µε for the giventemperature change of 14.7 ◦C observed in the short duration heat test. One

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 82
can therefore conclude, that this e�ect is the largest source of remaining thermaloutput observed in the short duration test.
6.3.5 Self Temperature Compensating Mismatch
A gage factor variation is only expected when a gage is employed on a di�erentmaterial than the one used from the manufactors thermal output factor. [54]As the VISHAY CEA-032UW gage is designed and tested for the aluminiumalloy 2024-T4, there are no expectations for signi�cant variations in the gagefactor when applying the gage to the Al 6082 specimen. In general a gage factorvariation resulting in a self temperature compensation mismatch is given in 6.5.
∆εT/0 =(βG
FG− αG
)∆T + αS∆T (6.5)
6.4 Long Duration Studies
As the sensors will be used during the whole life cycle of the experiment it wasrequired to prove the long duration stability. As mentioned before, early longduration tests showed a correlated drift in the four measured probes. In orderto optimize and reduce this source of error a time-consuming signal noise anddrift analysis was performed. Drift was observed on nearly every installed longterm setup tested.
In order to �nd the reason for the correlated drift, di�erent setups were in-stalled. The various investigations of di�erent setups showed an improvementregarding the readout stability. As the strain gage sensors will be operatedduring the whole life cycle of ALICE, it was absolutely required to understandthe noise source. The results of the �rst long duration setup, presented in �g-ure 6.11, showed the drift e�ect presented in �gure 6.13.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 83
4
5
2
3
1
Figure 6.11: Picture taken during the �rst long duration readout using the testbench
1) PC2) Voltmeters3) Power supply4) Covered mockup frame including the four sen-
sors5) The two ELMB's for reading the strain output
and the temperature
It was veri�ed that the power supply was stable and not the source of theobserved drift of the output signal. The output voltage in µV for the four mea-sured probes can be seen in �gure 6.12.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 84
5110
5120
5130
5140
5150
5160
5170
5180
2006.0
9.2
5
2006.0
9.2
6
2006.0
9.2
7
2006.0
9.2
8
2006.0
9.2
9
2006.0
9.3
0
2006.1
0.0
1
Sen
sor
S3 C
[µV
]
Long duration readout (Date)
Readout S3 C
3220
3240
3260
3280
3300
3320
3340
3360
3380
3400
2006.0
9.2
5
2006.0
9.2
6
2006.0
9.2
7
2006.0
9.2
8
2006.0
9.2
9
2006.0
9.3
0
2006.1
0.0
1
Sen
sor
S3 C
[µV
]
Long duration readout (Date)
Readout S3 A2780
2790
2800
2810
2820
2830
2840
2850
2860
2006.0
9.2
5
2006.0
9.2
6
2006.0
9.2
7
2006.0
9.2
8
2006.0
9.2
9
2006.0
9.3
0
2006.1
0.0
1
Sen
sor
S3 C
[µV
]
Long duration readout (Date)
Readout S3 B
300
320
340
360
380
400
420
440
2006.0
9.2
5
2006.0
9.2
6
2006.0
9.2
7
2006.0
9.2
8
2006.0
9.2
9
2006.0
9.3
0
2006.1
0.0
1
Sen
sor
S3 C
[µV
]
Long duration readout (Date)
Readout S3 D
Figure 6.12: Long duration test 25.09.2006 - 02.10.2006, Output voltages forthe four measured probes (3rd series)
As can be seen, there is a correlated drift between all the four sensors. Thedrift is within a magnitude of 100 µV. In the diagram for Sensor 'S3 C' one cansee a strong correlation between the Temperature and output voltage during the�rst 5 days. The linear temperature - output relation for this period is within12µV. The temperature range during the measured period was within 4 ◦C.This thermal output correlates to the one observed during the short durationtest presented in section 6.3. On the other hand one can see a drift which isclearly not correlated with the temperature.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 85
22
23
24
25
26
27
28
29
30
3260 3280 3300 3320 3340 3360 3380 3400
Tem
per
atu
re P
T100 [°C
]
Readout [µV]
Sensor S3 A - PT100 A
22
23
24
25
26
27
28
29
30
2800 2810 2820 2830 2840 2850 2860
Tem
per
atu
re P
T100 [°C
]
Readout [µV]
Sensor S3 B - PT100 B
22
23
24
25
26
27
28
29
30
5130 5140 5150 5160 5170 5180
Tem
per
atu
re P
T100 [°C
]
Readout [µV]
Sensor S3 C - PT100 C
22
23
24
25
26
27
28
29
30
300 330 360 390 420 450
Tem
per
atu
re P
T100 [°C
]
Readout [µV]
Sensor S3 D - PT100 D
Figure 6.13: Long duration test 25.09.2006 - 02.10.2006, Voltage-Temperaturebehaviour
Figure 6.14 shows the temperature readings of the four PT100 sensors closeto the specimen.
20
21
22
23
24
25
26
27
28
29
30
2006.0
9.2
5
2006.0
9.2
6
2006.0
9.2
7
2006.0
9.2
8
2006.0
9.2
9
2006.0
9.3
0
2006.1
0.0
1
Tem
per
atu
re P
T100 [°C
]
Long duration readout (Date)
PT100 A-D
Figure 6.14: Long duration test 25.09.2006 - 02.10.2006, Temperatures mea-sured from the PT100 probes applied to the specimens
Based on [22] di�erent possible sources of error were studied.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 86
6.4.1 Electronic Sources of Noise
According to [22] the main electronic sources in a strain gage setup can becategorized as follows.
• Cabling (Cable type, Capacitive and inductive coupling)
• Grounding and shielding (Ground loops, Grounding of cable shields)
• Balancing and Filtering (High frequency �ltering)
• Passive Components (Capacitors)
• Intrinsic Noise Sources (Contact noise, thermal noise)
• Active Device Noise (Noise factor, noise temperature)
• Electrostatic Discharge (Static discharge)
• Digital Circuit Noise and Layout (Internal Noise sources)
6.4.2 Environmental Sources of Noise
Further studies on 'environmental' error sources are not due to uncertaintiesin the electronic circuit. Experiments were conducted in order to exclude thefollowing sources:
• In�uence of humidity (Power supply and readout system)
• In�uence of air pressure (Power supply and readout system)
• Mechanical drift (Drift due to uncertainties in the mechanical system)
• Temperature gradients (Regarding the general setup and lab conditions)
These was based on simple mechanical setups in order to minimize in�u-ences as much as possible. For this reason, the specimens were removed fromthe mockup frame and read in loaded and unloaded conditions.
6.5 Experimental Drift Analysis
The following subsections will brie�y describe the various steps carried out inorder to minimize and de�ne the drift e�ect. The correlated drift plots aretherefore not presented. It has to be mentioned again that regarding the shortperiod of developing and implementing the sensors, not every possible source oferror was de�ned. Furthermore, only the important test results are discussed.The �nal readout stability will show a certain remaining error.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 87
6.5.1 Power Supply Stability
In order to prove the power supply stability, di�erent test were carried out.Comparing the stability of the supply used in the previous setup it was decidedto install an additional digital power supply to compare and check the inputvoltage characteristics. Figure 6.15 presents the gage input voltage after divid-ing the voltage. The readout was performed using the ELMB board. In order toexclude certain system drifts caused by the ELMB the readout was frequentlychecked using a voltmeter.
The supply voltage of 5000mV was divided by a factor of 400 in order tobe able to read the µV level on the same ELMB as the sensor. During variousreadings of the di�erent supplies, the stability was found to be within ± 1mVwhich results in an absolute sensor error of about 1µV. Therefore the powersupply cannot be the source of the observed drift.
11400
11800
12200
12600
13000
2007.0
1.2
5
2007.0
1.2
5
2007.0
1.2
5
2007.0
1.2
5
2007.0
1.2
6
2007.0
1.2
6
2007.0
1.2
6
2007.0
1.2
6
2007.0
1.2
6
2007.0
1.2
7
2007.0
1.2
7
2007.0
1.2
7
2007.0
1.2
7
2007.0
1.2
7
2007.0
1.2
7
2007.0
1.2
8
2007.0
1.2
8
Input
volt
age
div
ider
[µV
]
Long duration readout (Date)
Voltage devider readoutVoltage divider readout
Figure 6.15: Long duration test - Voltage divider stability
6.5.2 Measurement System (ELMB, Voltmeter)
In several tests, the ELMB readout was compared with readings obtained froman installed Nanovolt - meter. Both measurement systems showed the samereadouts and measured the same drift e�ects. Therefore one can exclude un-certainties due to the readout system. Furthermore, the ground was connectedto earth using the same connection point. This excludes �oating ground loopswhich would result in a correlated drift e�ect for the various measurement sys-tems [55, 56].

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 88
6.5.3 In�uence of Humidity and Air Pressure
Analysis of humidity and air pressure in�uences showed no correlation with thesignal drift. Figure 6.16 shows the correlation between the ratiometric sensoroutput and the analyzed humidity and air pressure.
30
32
34
36
38
40
42
44
46
48
50
0.586 0.588 0.59 0.592 0.594 0.596
rlati
ve
hum
idit
y [%
RH
]
output voltage (ratiometric)
954
956
958
960
962
964
966
968
970
972
974
0.586 0.588 0.59 0.592 0.594 0.596A
ir p
ress
ure
[m
bar]
output voltage (ratiometric)
| Mbar – Ua/Ui| % RH – Ua/Ui
Figure 6.16: Long duration test - In�uence of air pressure and hummidity
6.5.4 Long Term Temperature In�uence
Long term temperature drifts are mainly a�ecting the grid material and adhe-sive composite. According to [57] this drift a�ects theoretically described forhigh temperatures were also observed for lower temperatures. Readout testsfrom a setup installed in an environment providing a stable temperature within± 1 ◦C showed the same correlated drift e�ect as the one observed for temper-ature changes within ± 20 ◦C. Therefore, one can exclude drift due to thermale�ects. Furthermore it has to be mentioned that thermal hot - spots were min-imized by applying a standard fan to the setup.
6.5.5 Environmental In�uences and Active Noise Sources
As the correlated drift in the magnitude of 100µV corresponds to a load of0.5 kg, the mechanical drift of the setup was analyzed installing the sensors inone single line connected with a steel wire rope. In order to measure a me-chanical drift, a sensitive spring balance with a resolution of 20 g was applied tostrain the sensors with a load of 1.5 kg. The setup showed again the correlateddrift e�ect showed no mechanical in�uence reading a constant spring balancevalue.
In order to exclude environmental sources of drift, the setup was transferredto a new laboratory. The primary environment was frequently interrupted dur-ing di�erent other setups installed in the close range. Furthermore a heatingsystem was encountered as one of the possible causes of environmental errors.The new environment provided a more stable long duration reading without

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 89
any accidental interruptions. Furthermore the in�uence of other active sources(i.e. �uorescent lamp, heating system) was minimized. As mentioned before,the new environment provided a minimum temperature variation of ± 1 ◦C.
6.5.6 Cabling and Grounding
Di�erent cable types were tested in order to improve the long duration stabil-ity. Main focus was to provide a closed and proper shielding in order to avoidgrounding errors [58]. As example, �gure 6.17 is presenting results from a longduration test using two di�erent cable types applied in two separated setups.In both of this last setups in order to test di�erent cables the sensors were posi-tioned on a wooden plate. A four pole braided shield cable was used for readingtwo Sensors. In setup one, Sensor 'S3 A' was applied using direct soldered con-nections and providing careful ground connection on both ends. As can be seenin �gure 6.17, readout stability shown in the left plot was given to better than10µV. The used power supply in setup one showed a stability within 4mV.Sensor 'S3 C' in setup two was connected using industrial standard connectors(Lemo type). As shown in the right plot in �gure 6.17, the readout stabilitywas given to better than 20µV.
y = -0.299x + 3346
R² = 0.426
3337
3339
3341
3343
3345
3347
27.0
3.0
7
28.0
3.0
7
29.0
3.0
7
30.0
3.0
7
01.0
4.0
7
07.0
4.0
7
Rea
dout
Pro
toty
pe
2 [
µV
]
Long duration readout Sensor S3 A
y = -0.564x + 6236.
R² = 0.480
6215
6220
6225
6230
6235
6240
27.0
3.0
7
28.0
3.0
7
29.0
3.0
7
30.0
3.0
7
01.0
4.0
7
07.0
4.0
7
Rea
dout
Pro
toty
pe
2 [
µV
]
Long duration readout Sensor S3 C
4998
4999
5000
5001
5002
5003
5004
5005
27.0
3.0
7
28.0
3.0
7
29.0
3.0
7
30.0
3.0
7
01.0
4.0
7
07.0
4.0
7
Rea
dout
[mV
]
Long duration rereading power supply 1
5003.4
5003.6
5003.8
5004
5004.2
5004.4
5004.6
5004.8
5005
27.0
3.0
7
28.0
3.0
7
29.0
3.0
7
30.0
3.0
7
01.0
4.0
7
07.0
4.0
7
Rea
dout
[mV
]
Long duration reading power supply 2
Figure 6.17: Long duration test - Cable test - Manual readout using two powersupplies

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 90
6.6 Final Calibration and Installation
The �nal calibration of the sensors was carried out using the designed test bench.A sensitive spring balance with a resolution of 20 g was used to apply a constantforce on each of the four sensors. The parameters carried out as well as the au-tomatic balance value can be found in table 6.1. The calibration was repeatedafter a 18 hours. After this �nal calibration the sensors where installed in theALICE cavern.
Table 6.1: Final sensor calibration
CalibratedChannel
physicalvalue
Gage factor Balancevalue
Calibrationconstant
1 N 2.1 11963 1.0922 N 2.1 9587 1.6153 N 2.1 17774 1.6604 N 2.1 6334 1.419
6.6.1 Final Setup
In order to provide on site measurements close to the FMD2 setup a compactstrain reader was used to provide accurate readout information during the �rst3mm ITS lifting tests [59]. Figure 6.18 shows a picture of the beam pipe �xationand the installed sensors. One can see the already pretentioned steel wire ropessupporting the beryllium beam pipe which is protected using polyamide.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 91
4
3
2
1
Figure 6.18: Final setup of the strain gage sensors
1) Beryllium beam pipe covered with polyimide2) Sensors3) Forward multiplicity detector 2 (FMD2)4) Tension frame
The calculation of the resulting force applied at the FMD2 support point isgiven in equation 6.6.
FrFMD2 =√
(FS1 − FS4)2 + (FS2 − FS3)2 (6.6)
Fn ... Diagonal forcesFrFMD2 ... Resulting force in the FMD2 beam pipe support
point

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 92
6.7 Results of the Vertical ITS Movement and theTPC Displacement
After the �nal installation of the four strain sensors at the FMD2 support, thesensors where read out during TPC displacement and ITS vertical movementtests. The �rst ITS vertical movement test showed a larger resulting force -displacement relation as the theoretical expected one (cf. �gure 6.19). Afteranalyzing the situation it turned out, that one beam pipe support spring insidethe bake out shell was getting stuck during the bake out operation applying aforce to the beam pipe whilst lifting the ITS.
After removing this spring, the readout showed a linear relation correspond-ing to the expected theoretical value of 15N for the 3mm vertical ITS displace-ment.
0
5
10
15
20
25
30
35
40
45
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00
Forc
e F
MD
2 s
upport
[N
]
ITS vertical movement [mm]
10.07.2007
09.07.2007
05.07.2007
Figure 6.19: Measured beam pipe force during vertical movement of ITS
During a TPC displacement test the strain gage system was used to verifythe forces on the FMD2 support (see �gure 6.20). It shows, that the axialdisplacement causes forces up to 12N on the FMD2 beam pipe support. Thiscorresponds to a maximum beam pipe sag of 1.2mm. The beam pipe sag - forcerelation is presented in �gure 6.21.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 93
0
2
4
6
8
10
12
14
0 1000 2000 3000 4000 5000
Res
ult
ing forc
e in
the
FM
D2 s
upport
[N
]
TPC movement (form parking position)
Force (N)
Figure 6.20: FMD2 support force reaction during the displacement of the TPC
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 2 4 6 8 10 12 14
Sag in t
he
bea
m p
ipe
[mm
]
Resulting force in the FMD2 support[N]
Beam pipe sag - FMD2 force
Figure 6.21: Beam pipe sag - FMD2 force relation during the TPC displacement
A further ITS lifting test was carried out after the ITS cabling had beencompleted. The test should verify the in�uence of the vertical ITS displacementof 4mm to the cabling. The force - displacement relation showed again a linearcorrelation corresponding to the theoretical expected 19N for the 4mm ITSdisplacement cf. theoretical force in �gure 3.7.

CHAPTER 6. HIGH RESOLUTION STRAIN MONITORING 94
0
5
10
15
20
25
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00
Forc
e F
MD
2 s
upport
[N
]
ITS vertical movement [mm]
ITS vertical movement Thursday, 20.09.2007
Figure 6.22: Beam pipe force during the vertical 4 mm movement of ITS
6.8 Discussion
Using strain gauges is a standard method. It has been shown that the develop-ment of a high sensitive sensor system for special applications like the ALICEbeam pipe monitoring demands a careful choice for all components. In orderto achieve the requested long duration stability it was necessary to reduce theamount noise and drift e�ects. Tests with di�erent lead wires have reduced theamount of noise e�ects. This results in an absolute system resolution of betterthan 1N. In order to calculate the resulting force in the diagonal arrangementof the beam pipe suspension cables it is necessary to subtract two opposite sen-sor values. This fact will further improve the long duration system resolutionsubtracting correlated sources of error.
The �rst readouts of the sensors in the �nal setup con�rmed the theoreticalexpected force - displacement relationship in the FMD2 support point.

Chapter 7
The CMS barrel closure
7.1 Introduction
Chapter 4 presented the testing and certi�cation procedure for the 'BCAM -prism' system. A further practical application of the principle applied to slid-ing structures is presented in this chapter 4). The 'BCAM - prism' principlewas introduced to the CMS (Compact Muon Solenoid) [5, 1] collaboration asone possible candidate for monitoring the magnet closure [60, 61]. As the CMSmagnet will frequently be opened during maintenance operations, the imple-mentation of an online monitoring system was required.
Several di�erent lab tests where carried out to investigate the possibility ofmonitoring sliding parts with the new BCAM application.
The results from the �rst CMS closure based on the new principle are pre-sented. The standard 'BCAM - BCAM' and 'BCAM - prism' measurementsare compared with the results from a survey theodolite measurement and thedigital close range photogrammetry. Furthermore, the implementation of theBCAM system into the general CMS detector control system, a crucial require-ment from the CMS collaboration, is discussed [62].
7.2 The CMS Solenoid
The solenoid magnet consists of �ve rings called Yoke Barrels (YBs) coupled toeach other. Each of the �ve YBs is designed as a 12-sided structure. At eachend the experiment is closed with three discs called Yoke End caps, for short'YEs'. Figure 7.1 shows a model of the open CMS yoke [1].
The required precision of the Yoke Barrel alignment is approximately to1mm with respect to the CMS and LHC geometrical reference axis [63, 64].Each of the �ve YB barrels with a diameter of 15m and a thickness of 2.5m aswell as the six YE discs (15m in diameter and 0.6m thickness) were surveyedusing the digital short range photogrammetry method. Their coordinates are
95

CHAPTER 7. THE CMS BARREL CLOSURE 96
2. MAGNET
9
2. MAGNET
2.1 INTRODUCTION
The choice of magnet system was the starting point for the CMS detector design. A longsuperconducting solenoid of length 13 m and inner diameter 5.9 m, with a uniform magnetic field of 4 T, hasbeen chosen. The magnetic flux is returned via a 1.8 m thick saturated iron yoke which is instrumented withmuon stations. The favourable aspect ratio of the solenoid allows efficient muon detection and measurement upto a rapidity of 2.4 without the need of forward toroids. Thus the muon spectrometer uses a single magnet,simplifying the detector design. The inner coil diameter is large enough to accommodate the tracker and thecalorimeters.
Since the magnet is the main element of CMS in terms of size, weight, and structural rigidity, it is usedas the principal structural element to support all other barrel detector components.
2.2 THE RETURN YOKE
The system is designed as a 12-sided structure. A balance has been achieved between the outerdiameter of the yoke and the size of the muon stations, while trying to maximise the azimuthal acceptance forthe muon measurement. The overall dimensions are a length of 21.6 m and an outer diameter of 14.6 m, giving atotal iron mass of around 11500 tonnes.
Fig. 2.1: View of opened CMS yoke, showingthe cantilevered superconducting coil.
Fig. 2.2: Three separated endcap disks and twoouter barrel rings.
2.2.1 The Barrel Yoke
The barrel yoke is subdivided along the beam axis into five rings, each approximately 2.6 m long. Thecentral barrel ring, centred on the interaction point, supports the superconducting coil. The other four rings canslide on rails parallel to the beam direction, to allow insertion and maintenance of the muon stations (seeFig. 2.1).
Fig. 2.3: The central section of the vacuum tankready for trial assembly of the central
barrel ring.
Fig. 2.4: Trial assembly of an outer barrel ringaround the assembly jig showing the drilling-
doweling operation.
Each barrel ring is made up of three iron layers. The thickness of the inner layer is 300 mm, the middlelayer 600 mm, and the outer layer 900 mm. Connecting brackets join the steel plates forming the three layersand provide the required structural rigidity. Structural welding has been avoided and hydraulically pre-
Figure 7.1: Model of the opened CMS yoke (Diameter = 15m)
known within an average rms value of 0.3mm [63].
As the previous closure for the magnetic �eld test was performed in the SX5installation hall, a local coordinate system was de�ned using the virtual inter-action point (IP5) of the experiment. (see Figure 7.2) [1].
7.3 System Requirements
Eight corridors of 100mm by 200mm where de�ned at the start of the wholeCMS installation. The corridors provide visual access to the reference pointsused for aligning di�erent detector systems and subsystems. Four of those cor-ridors were de�ned for the CMS magnet closure monitoring system. Figure 7.2shows the approximate position of the four corridors on the outer circumferenceof the yoke barrels. The reference points are connected to the YBs using stan-dard survey brackets (see picture 7.6).
The central yoke barrel YB0 is used as the �xed central reference, therefore,the survey brackets on this barrel were used to install a BCAM system. In orderto build up a compact and e�cient monitoring system, it was decided to usepolar BCAMs which are able to monitor in ±Z direction [6].
7.3.1 System Integration
During the whole monitoring system installation, the CMS was in opened con-dition. Four bottom survey brackets on the YB0 are used for the �xation of thebaseplates (Figure 7.3).

CHAPTER 7. THE CMS BARREL CLOSURE 97
X
Y
Top corridor:
Bottom corridor:
The local coordinate system:
Figure 7.2: The closure monitoring corridors
The axial baseplate design used in ALICE (chapter 4.7.1) was also used forthe polar BCAM �xation in CMS. The additional mounting plate provides thereference for a BCAM - BCAM measurement which is required in order to cali-brate and improve the coordinate information obtained with digital short rangephotogrammetry.
Figure 7.3: BCAM �xation on the bottom survey bracket YB0

CHAPTER 7. THE CMS BARREL CLOSURE 98
As survey brackets are just installed on the bottom corridor, a di�erent de-sign for the upper BCAM �xation was required. The only possible solutionin �xing a BCAM was to install the BCAM in an orientation rotated by 180◦
along the Z axis. The support �xed to the upper CMS support structure wasdesigned to allow vertical and transverse adjustment once the system was in-stalled. Figure 7.4 shows the design solution and �nal installation on the upperCMS support structure.
Figure 7.4: The design and �nal installation of the upper polar BCAM support
As for the retrore�ector applications in ALICE, it was decided to design andmachine the re�ector supports at CERN. The support is based on the standardsurvey prism supports used for theodolite measurements in the CERN surveygroup. The support consists of three parts made from aluminium alloy. A cor-ner cube prism made from BK7 with a 15mm diameter is glued into a sphericalpart with a diameter of 26mm. The sphere is attached to a cylindrical part witha spherical face end and a 8mm g6 pin compatible with the standard surveytarget holes. The sphere allows accurate orientation of the re�ector. After the�nal orientation of the sphere, a small support ring clamps the sphere to theend of the cylindrical part (see Figure 7.5).
Tasks Required for the Final Installation
• The axial hole and sphere positions of the axial baseplates were measuredusing a CMM [43] in order to provide the coordinate information of thekinematic mounting ball position and the H7 survey holes.
• For the temporary closure it was decided to place the BCAM driver board

CHAPTER 7. THE CMS BARREL CLOSURE 99
76 m
m
8 g6
26 mm sperical
target holder
Fixation ring
Target Holder
Figure 7.5: The spherical retrore�ector target holder
near the YB0. BCAM root cables were installed using the cable trays onthe CMS YB0 support structures.
• Alignment of the BCAMs in order to get an optimized �eld of view. Open-source instruments is providing a polar BCAM with a laser pointer. Thistool will be very useful for a timesaving BCAM alignment.
• Fixation of the retrore�ector target supports.
• Digital close range photogrammetric measurement of the installed and�nal oriented baseplate position (See picture 7.6).
• BCAM - BCAM measurement between the two survey brackets on YB0in order to calibrate and compare the DP results for the mounting sphereposition with the BCAM measurement results.
• Determination of the YB and YE target position using a theodolite.

CHAPTER 7. THE CMS BARREL CLOSURE 100
Figure 7.6: Digital photogrammetry bottom corridor
7.3.2 The BCAM Data Acquisition in CMS
The BCAM LWDAQ software package is also used for the primary data acqui-sition in CMS. In order to run and control a BCAM system via the generalCMS detector control system, a solution for the integration was required. Thewhole LHC Process Visualization and Control System is operated with the PVSSframework package. As three of the four LHC experiments are using the BCAMinstrument, the demand of an integration into the control systems [65] was rea-sonable.
To obtain user friendly UIs it should be a main requirement to standardizeas much as possible. For this reason there was no necessity for a complete re-development of the Acquisi�er tool. A more sensible process was to develop amethod of con�guring and controlling the Acquisi�er within PVSS.
The LWDAQ package provides a tool called System Server. The System

CHAPTER 7. THE CMS BARREL CLOSURE 101
Server allows the controls of LWDAQ via TCPIP and transfer the results. Thatmeans that the Acquisi�er tool can be run on a machine which is directly con-nected to the LWDAQ driver hardware or elsewhere on the Ethernet network.The PVSS system could be located on the same machine as the LWDAQ softwareor another machine. The PVSS system could be running on either Windows orLinux.. The required framework component was developed by the DCS groupand was primarily tested running on a MS-Windows based operating system.
The following steps are foreseen to be implemented in the PVSS
framework component:
• Creating and deleting instances of BCAM devices
• Setting up the di�erent BCAM LWDAQ setting
• Automatic generation of the required Acquisi�er script
• Viewing, editing and saving the Acquisi�er scripts
• Sending scripts to the original Acquisi�er and running the image captureprocess
• Receiving the image analysis from the Acquisi�er tool
• Con�gurating and generating of PVSS alarms
The �nal analysis of the data can be done in di�erent ways. One possibilityis given in integrating an individual programming code in PVSS analyzing thelarge number of data. The CMS collaboration decided to use the software pack-age ARAMyS [66], originally developed in order to analyze the data from theenormous amount of various measurement devices on the ATLAS muon cham-ber alignment bars. The solution for the CMS DAQ is therefore:
• PVSS framework UI in order to setup and modify the di�erent instancesof BCAM systems.
• Communicating with the LWDAQ Acquisi�er via the LWDAQ systemserver tool.
• Data analysis within the same UI remotely using the ATLAS ARAMySpackage.
7.3.3 BCAM Mount Calibration
The plate's ball position in the global CMS coordinate system is known to anaccuracy of 0.3mm from using the digital photogrammetry results. To improvethis result, it was necessary to do a further measurement using two BCAMson each line of the YB0. After including the additional data and the BCAM

CHAPTER 7. THE CMS BARREL CLOSURE 102
calibration parameters in the ARAMyS package, the adjustment of the angularuncertainty improved from 300µrad to 100µrad.
7.4 Results from the CMS Closure Monitoring
Each yoke barrel is aligned separately. Four corner cube prisms are used atthe same time in order to align each yoke barrel. Once the alignment has takenplace, the corner cube prisms are transferred to the next barrel and the processis repeated. As the data acquisition as well as the coordinate calculation canbe done within a few seconds the corrections for the alignment are provided on-line. One purpose for a future yoke barrel alignment is to provide a simple andintuitive user interface for the technicians in charge of the closure and openingoperations.
7.4.1 Photogrammetry - BCAM/BCAM
The position of the kinematic balls of each mounting plate were calculated usingthe information from the CMM measurement and the digital close range pho-togrammetry (DP). The relative mounting ball positions of the eight baseplatesin the entire setup is known within an rms of 0.05mm.
Based on a BCAM - BCAM measurement, the position of the mountingspheres have been additionally calculated by using the ARAMyS package. Thesemeasurements for the calibration process were compared afterwards. Table 7.1presents the results obtained by DP and BCAM. As one can see, the data cor-responds within the DP accuracy of 0.05mm.

CHAPTER 7. THE CMS BARREL CLOSURE 103
Table 7.1: Photogrammetry versus BCAM
Sphere Observation DX [mm] DY [mm] DZ [mm]
8 0.03 -0.04 0.019 -0.02 0.01 0.0310 -0.02 0.03 0.0017 0.00 0.00 -0.0118 0.00 -0.01 -0.0119 0.00 0.00 -0.0123 -0.06 0.01 0.0124 0.03 0.02 -0.0125 0.03 -0.03 0.0432 0.01 0.09 -0.0133 -0.01 -0.02 -0.0134 0.00 -0.07 -0.02
min [mm] -0.06 -0.07 -0.02max [mm] 0.03 0.09 0.04Stdev [mm] 0.03 0.04 0.02
7.4.2 Theodolite and 'BCAM - Prism' Results
The relative alignment of the YB rings was determined by measuring the po-sitions of the BCAM prisms using a theodolite. The average rms value wasapproximately to 1mm. Measurements were also taken using the BCAM sys-tem. Using ARAMyS, the position of the corner cube prisms were calculatedfor the 'BCAM - prism' measurement. As can be seen in table 7.2 both sets ofcoordinates correspond well to each other. The global rms value of 0.7mm isequal to the required accuracy of 1mm for the yoke barrel alignment.
Table 7.2: Theodolite versus 'BCAM - prism' measurements
Center of retrore�ector DX [mm] BCAM- Survey
DY [mm] BCAM -Survey
YB-2 -0.8 1.2YB-1 -0.6 0.4YB0 0.0 0.0YB+1 -0.3 -0.6YB+2 -0.2 -1.3
min [mm] -0.8 -1.3max [mm] 0.0 1.2Stdev [mm] 0.3 1.0

CHAPTER 7. THE CMS BARREL CLOSURE 104
7.5 Discussion
The main advantages of the BCAM - prism principle for monitoring the slidingparts during the CMS closure operation are:
• Cables - No additional wiring, no wires on the sliding part
• Installation - Simple installation
• Re�ectors - Also useable with a standard theodolite in order to crosscheckthe results
• Magnetic �elds - As the BCAM can also be operated in magnetic �eldsone can obtain the coordinate status while the CMS experiment is online
• DAQ - Simple user interface for ease of use
Sources of Error for the Transverse and Vertical BCAM - Retrore-
�ector Measurement
• The reference coordinates obtained by the standard survey methods areonly accurate to 1mm, this error dominates the system's performance.
• The prisms centering inside the support is not ideal. This results in anadditional error of 8µm for the BCAM readings. Thus, the error assumedfor the 3d point reconstruction in ARAMyS is equivalent to 0.5mm for adistance of 5m.
• The in�uence of the precision of the parameters obtained by the "mountorientation and calibration process" is about 0.5mm for a point measuredin a distance of 5m.
• The lack of redundancy caused by using just one BCAM per corridor doesnot provide an adequately over-determined network.
The 3D reconstruction of a point measured at a distance of 5m results inthe approximate error budget given by equation 7.1
σ =√
(σReflector)2 + (σSurvey)2 + (σCalibration)2 = 1.2mm (7.1)
One can conclude that the �rst experiment applying BCAMs in combinationwith retrore�ectors was successful. The alignment of the CMS yoke barrels witha diameter of 15m using the new principle results in the same absolute accuracyas obtained by using the standard theodolite method.
It turned out that BCAMs in combination with retrore�ectors o�er an ap-propriate solution for monitoring sliding parts. This is due to the simple in-stallation of just one BCAM surveying one or more prisms. As BCAMs canbe stable operated in �eld and radiation environment and as the prism can be

CHAPTER 7. THE CMS BARREL CLOSURE 105
easily �xed on almost every structure this principle will be suitable for a largenumber of online monitoring applications. However, further work is required inorder to improve the centering of the prism in the support.
Improving the centering of the prism will necessitate the redesign of thecylindrical support hole. One possible solution would be to center the prismin the hole using a spring applying a constant force and avoiding accidental orthermal induced stress in the BK7 microstructure.

Chapter 8
Comprehensive Summary
The major contribution of this work was the implementation and further devel-opment of monitoring systems to provide accurate information about tolerancesand forces during the process of installing the ALICE inner detector systems.This included the careful analysis of the critical installations process de�ningindividual solutions for the monitoring requirement.
The permissible force and stress values in the ALICE central beryllium beampipe were de�ned. The ALICE collaboration decided a maximum permissiblebending stress of 15N/mm2 including safety aspects and su�cient tolerance.This results in a maximum permissible force of 40N on the middle beam pipesupport and a permissible beam pipe sag of 2.5mm.
A new retrore�ector based application for the BCAM system was developedin order to monitor the ALICE ITS movements both during, installation andthe whole lifecycle. Based on tests, the principle was veri�ed to operate with thesame accuracy as the standard two BCAM based monitoring system. A BCAM- retrore�ector has advantages in comparison to the standard BCAM system,especially when space and di�cult environmental conditions does not allow themount of a BCAM on the measured object.
Tests showed the accuracy of repeatability for measurements taken with theBCAM - retrore�ector system. At a distance of 820mm from a BCAM, themeasurement accuracy was 5µm in the transverse direction and 250µm in thelongitudinal direction.
The results for a retrore�ector at a distance of 3000mm showed that theoverall accuracy using di�erent BCAMs reproducing a 1mm transverse re�ec-tor displacement is due to 13µm. Thus, despite the challenging environmentswhich rule out the two BCAM system in some cases, one does not have to com-promise on the precision of the deformation measurements.
Re�ective targets are relatively small compared to a BCAM, therefore onecan observe several retrore�ectors with a single BCAM. As a re�ector is similar
106

CHAPTER 8. COMPREHENSIVE SUMMARY 107
to a plane mirror, theoretical minimum retrore�ector size is half of the distancebetween the two BCAM light spots. Practically, the re�ector needs to be slightlylarger in order to allow errors due to the imperfection in orientation.
The very close range monitoring application for a standard BCAM systemis limited to 600mm due to destructive interference at the center of the image.As the spot image in the re�ector appears in twice the distance, the e�ect ofdestructive interference does not become apparent until the distance is reducedto less than 400mm. The retrore�ector principle was tested for distances up to20m.
For those applications that do not require the use of two BCAM basedangle monitoring there are �nancial savings to be made by using a BCAM -retrore�ector system. Although the cost of a retrore�ector is approximately thesame as for a single BCAM, the number of cables required is reduced by half,as is the often time consuming process of installation.
Baseplate and support structures for BCAMs and retrore�ectors were de-signed. The di�erent BCAM - retrore�ector and the standard BCAM appli-cations in ALICE are presented. The re�ector based BCAM applications inALICE are the IMS (ITS - Monitoring System) and the RMS (Rail MonitoringSystem). The designed RMS supports will be installed after the critical detectorinstallations.
One can conclude, that in comparison to the standard BCAM system, theBCAM - re�ector system has the following advantages:
• Small size (No space to mount a BCAM)
• Dose resistance (up to 13 x 107 Gy for BK 7, [67])
• Monitoring of sliding parts (No cables on the sliding object)
• No cables on measured objects (e.g. easier monitoring of sliding parts)
The critical forces in the fragile ALICE central beryllium beam pipe whichhas diameter of 59.6mm and 0.8mm wall thickness caused by the di�erent in-tegration steps were de�ned. It was shown, the permissible forces are quite lowduring the whole critical installation process. In order to monitor the forcesat the FMD2 detector support a strain gage based monitoring system was de-veloped. Therefore, a Wheatstone full bridge was applied on an Al - specimenwith a diameter of 10mm and 0.4mm wall thickness. Conditions as in the �nalsetup were provided by a designed test bench.
The �rst load tests con�rmed the expected readout resolution of 1.6µε/N .During �rst long duration studies a correlated drift was observed. Experimentalresults show, that the drift in the magnitude of 100µV was not due to driftsin the power supply stability or readout system. The environmental in�uencesof humidity, air pressure and temperature were logged during the di�erent longduration measurements. The analysis of these values showed no correlation with

CHAPTER 8. COMPREHENSIVE SUMMARY 108
the drift. Furthermore the mechanical drift was precluded.
Careful cabling and grounding reduced the drift, thereby increasing the ef-fective readout resolution to 10µV. A remaining temperature dependency on thefull bridge connection of 1µε/◦C was found to be due to the curvature thermale�ect. Remaining correlated environmental factors were minimized in the �nalsetup by the mounting of the sensors in a diagonal arrangement. The systemful�lls and exceeds the absolute system resolution of 1N. The �rst readouts ofthe sensors in the �nal setup con�rmed the theoretical expected force of 18Nfor the 4mm vertical displacement of the ITS.
The BCAM - retrore�ector system was also implemented for the alignmentand closure of the CMS magnet. The magnet consists of �ve yoke barrels witha diameter of 15m assembled to each other. The BCAM - re�ector system wasapplied on the central barrel in order to monitor the required displacements inorder to align and assembly the outer yoke barrels. One can conclude that the�rst experiment of closing the CMS magnet was successful.

Bibliography
[1] CMS Collaboration: The Compact Muon Solenoid Proposal.
[2] ATLAS Collaboration: Technical Poposal for a General-Purpose pp Ex-periment at the Large Hadron Collider at CERN. CERN/LHCC/94-43LHCC/P2, 15. Technical report, December 1994.
[3] LHC-B Collaboration: LHC-B Letter of Intent: A Dedicated LHC ColliderBeaty Experiment for Precision Measurements of CO-Violation.
[4] ALICE Collaboration: Technical Proposal for A Large Ion Collider Exper-iment at CERN LHC.
[5] CMS collaboration, CMS experiment at CERN,http://cmsdoc.cern.ch/cms/outreach/html/. 30.09.2006.
[6] K. Hashemi. BCAM User Manual. Brandeis University,http://alignment.hep.brandeis.edu/, 2006. Open Source Instruments,http://www.opensourceinstruments.com.
[7] A. Grigoryan R. Tieulent. GMS, The Geometry Monitoring System of theALICE Dimuon Spectrometer. Technical report, CERN.
[8] C. Amelung, J.R. Bensinger, F. Cerutti, C.W. Fabjan, K. Hashemi, S.Palestini, J. Rothberg, A. Schricker and I. Trigger. Reference bars for thealignment of the atlas muon spectrometer. http://Sciencedirect.com, 2005.
[9] A. Schricker. The Alignment System of the ATLAS Muon End-Cap Spec-trometer. PhD thesis, CERN - TU Wien, 2002.
[10] K. Hashemi. LWDAQ User Manual. Brandeis University,http://alignment.hep.brandeis.edu/, 2006. Open Source Instruments,http://www.opensourceinstruments.com.
[11] E.J. Hearn. Strain Gauges. Merrow Technical Library, 1971.
[12] VISHAY. Gage dimensions. VISHAY Micro-Measurements. Doc.Nr.:11505.
[13] VISHAY. General purpose strain gages - linear pattern. VISHAY Micro-Measurements. The CEA 032UW gage, Doc.Nr.: 11075.
109

BIBLIOGRAPHY 110
[14] VISHAY. Strain Gage Selection, Criteria, Procedures, Recommendations.VISHAY Micro-Measurements. Tech Note TN-505-4.
[15] F. Ashby, D.R.H. Jones. Engineering Materials, volume 2. Butterworth-Heinemann College, 1996.
[16] H.J. Bargel, H. Hilbrans, K.H. Hübner, O. Krüger, G. Schulze. Werkstof-fkunde, volume 9. Springe, 2005.
[17] H. Parkus. Mechanik der fesen Körper, volume 5. Springer Verlag, 1995.
[18] W. C. Young, Richard G. Budynas. Roak's Formulas for Stress and Strain,volume 7. McGraw-Hill, 2002.
[19] VISHAY Micro-Measurements. Errors due to wheatstone bridge nonlinear-ity, volume Tech Note TN-507-1. Vishay, 2005.
[20] P.K. Stein. The uni�ed Approach to the Engineering of MeasurementSystems, volume Basic Concepts of 1. Stein Engineering Services, Inc.,Phoenix, Arizona 85018 U.S.A., April 1992.
[21] R. Morrison. Grounding and Shielding Techniques. John Wiley & Sons,Inc., 4 edition, 1998.
[22] H.W. Ott. Noise Reduction Techniques in Electronic Systems. John Wiley& Sons, Inc., 2 edition, 1988.
[23] Brush-Wellman Engineerd Materials Company. Speci�cations for beryl-lium, s-200. Source: http://www.berylliumproducts.com.
[24] G. Schneider. Interface speci�cation, alice beam vacuum chamber, lhc-vc2-es-0001.00 rev. 1.0. Technical report, CERN EDMS 370369, AT-VAC-EN1/GS-JKR.
[25] G. Schneider. Installation procedure, installation of the beam pipes in thealice experiment, lhc-vc2-ip-0001 rev. 3.0. Technical report, CERN EDMS372648, AT-VAC-EN/GS.
[26] J.R. Knaster. The Vacuum Chamber in the Interaction Region of ParticleCOlliders: a Historical Study and Developements Implemented in the LHCbExperiment at CERN. PhD thesis, CERN.
[27] Brush-Wellman Engineerd Materials Company. Designing with beryllium.Brush Wellman Inc., 1999.
[28] E.V. Kornelsen P.A. Redhead, J.P. Hobson. The Physical basis of ultrahighvacuum. American Institute of Physics, 1993.
[29] W. Riegler. LHCC Comprehensive Review 7. 3. 20th March 2007. Presen-tation, Alice Integration and Services group (CERN, PH-AIS).

BIBLIOGRAPHY 111
[30] W. Riegler. TPC, ITS, Forward Detector, Beampipe Installations Instal-lation Review 3. 3. April 2005. Meeting, Alice Integration and Services(CERN, PH-AIS).
[31] ALICE collaboration. ALICE Technical Design Report. 9. October 2001.CERN/LHCC 2001-021.
[32] W. Riegler. Beampipe Alignment, Fixation, Deformation Mini-Review.February 2007. Meeting, Alice Integration and Services (AIS).
[33] J. Feldhusen K.-H. Grote. DUBBEL, Taschenbuch für den Maschinenbau,volume 21. Springer Berlin Heidelberg New York, 2005.
[34] C. Groth G. Müller. FEM für Praktiker, volume 1. Die Deutsche Bibliothek- CIP-Einheitsaufnahme, 7 edition, 2002.
[35] ANSYS 11. Release 11.0 Documentation for ANSYS Workbench. c© 2007SAS IP, Inc., 2007.
[36] British standards Institution, BSI. Eurocode 9: Design of aluminium struc-tures. 2000.
[37] ALICE Collaboration. ALICE TDR Forward Detectors (FMD - TO - V0).11. September 2004.
[38] H. Kopetz. A novel method of precision surveying of large particle detectors.Master thesis, TU-Graz, 2005.
[39] A. Lippitsch. A Deformation Analysis Method for the Metrological ATLASCavern Network at CERN. PhD thesis, 2007.
[40] F. Lackner, P. H. Osanna, W. Riegler, H. Kopetz, MEASUREMENT SCI-ENCE REVIEW, Volume 6, Section 1, No. 3, 2006. A Novel Solution forVarious Monitoring Applications at CERN.
[41] J.R. Meyer-Arendt. Introduction to Classical and modern optics. secondedition edition, 1984.
[42] P.H. Osanna, A. Kresk, D. Prostrednik, I. Kuric. Qualität und Ferti-gungsmesstechnik. TU-AUM, 1998. TU-AUM.
[43] P.H. Osanna, M.N. Durakbasa, A. Afjehi-Sadat. Quality in Industry. TU-AUM, Facultas Universitaetsverlag, 2004.
[44] P.H. Osanna, M.N. Durakbasa, A. Afjehi-Sadat. Qualitätssicherung undQualitätsmanagement. TU-AUM, Facultas Universitaetsverlag, 2002.
[45] Brandeis University. Irradiation of the TC255P CCD by Fast NeutronsPart 2, 1999.
[46] Brandeis University. E�ect of Inonizing Radiation on the TC255P CCD,1999.

BIBLIOGRAPHY 112
[47] J.N. Joux A. Behrens V. Prasad, N. Mietakhov. ALICE - Magnet Test,Measurement on the Spaceframe, Measurement on the Muon area 15th June2006. Technical report, June 2006.
[48] G. Schlager. Least Square Adjustment for the ALICE spaceframe monitor-ing system. CERN, 2006.
[49] F. Lackner; W. Riegler; P.H. Osanna; N.M. Durakbasa. 6th internationalconference on measurement. smolenice castle, may 20 - 24, 2007 - highpresicion strain gauge based sensor for monitoring suspension forces atcern. CERN, TU-Wien, May 2007.
[50] VISHAY. Strain Gage Installation with M-Bond 43-B,600 and 610 AdhesiveSystems, Instruction Bulletin B-130. VISHAY Micro-Measurements, 2007.Doc.Nr.: 11130.
[51] VISHAY. Strahlungse�ekte auf DMS, Technische Information. VISHAYMicro-Measurements, 1999. Citation according the review from the LosAlamos Scienti�c Laboratory.
[52] G. Thomas J.R. Cook. ELMB 128 Documentation. CERN, 2005.
[53] KVASER AB Kinnahult (Sweden). PCIcan Hardware Reference Manual,2006.
[54] VISHAY Micro-Measurements. Strain Gage Thermal Output and gage fac-tor variation with temperature, volume Tech Note TN-504-1. Vishay, 2005.
[55] A. Ziel. Noise in Measurements. "A Wiley-Onterscience publication", 1976.
[56] W.J. Becker, K.W. Bon�g, K. Höing. Handbuch elektrische Messtechnik.Hüthig GmbH Heidelberg, 2 edition, 2000.
[57] K. Ho�mann. Eine Einführung in die Technik des Messens mit Dehn-messstreifen. HBM - Messtechnik. http://www.hbm.com/.
[58] VISHAY Micro-Measurements. Errors due to shared leadwires in parallelstrain gage circuits, volume Tech Note TN-516. Vishay, 2005.
[59] VISHAY Micro-Measurements. Model P3 Strain Indicator and Recorder,Instruction Manual, 2004. 130-000109.
[60] F. Lackner, R. Goudard, C. Lasseur. Sept. 2005, edms:655837. Technicalreport, CERN, (WOGEI) CMS collaboration weekely meeting.
[61] R. Goudard, F. Lackner, C. Lasseur. March 2006, edms:715028. Technicalreport, CERN, (WOGEI) CMS collaboration weekely meeting.
[62] J. Bensinger, C. Amelung, K. Hashemi, R. Goudard, F. Lackner, A.Garonna, C. Lasseur. 9th International Workshop on Accelerator Align-ment; Standford Linear Accelerator Center - Sept. 25-29, 2006 - High pre-cision optical instrumentation for large structures position monitoring: The

BIBLIOGRAPHY 113
BCAM system applied to the CMS Magnet. CERN, Brandeis University,www.slac.stanford.edu, September 2006.
[63] J.F. Fuchs, R. Goudarrd, J.D. Maillefaud. CMS - YB0, Photogrammetryof the YB0, CERN - SX5, May, June and July 2006. Technical report,CERN, Report: CMS-SG-UR-0065.
[64] J. Fuchs, R. Goudard. CMS-UXC55, Physicist coordinates of the pointsmeasured on the pro�les of the HF garages. Technical report, CERN, CMS-I-UR-0031, April 2005.
[65] CERN, Geneva, Switzerland. Status of the LHC experiments' control sys-tems, ICALEPCS 2003, Gyeongju, Korea. W. Salter, 2003.
[66] C. Amelung. ARAMyS Manual. Physics Department CERN, 2005.
[67] P. Beynel, O. Maier and H. Schönbacher. CERN, Compilation of RadiationDamage Test Data, Part III: Materials used around high-energy accelera-tors. 1982.


CURRICULUM VITÆ Friedrich Lackner
Friedrich Lackner
Rainbergsiedlung 5
A-8820 Neumarkt in der Steiermark
Tel.: +43 3584 3335
e-mail: [email protected]
Personal Details
Date of Birth October 18th, 1974Place of Birth Friesach, AustriaNationality AustriaMarital Status Single
Career
From Nov 2007 Postdoc position (Fellow) at CERNSince Nov 2004 Doctoral student at CERN, defense in October 2007Jun 2004 Degree of Diplom - Ingenieur, comparable to Master of Science (MSc).Feb - Jul 2004 Diploma thesis at Voith Paper St.Poelten, Austria.Jun - Sept, 1997 -
2002
Employed as technician during the summer inspection at nuclear powerstation Leibstadt (Switzerland); Alu - Menziken, (Switzerland) Main-tenance of the continuous casting plant.
Jan-Feb 2000 Internship at Knorr Bremse, (Austria): Setup time optimization forprocess planning.
Jun-Sept 1996 Internship at the nuclear power station, Muehleberg (Switzerland),Maintenance of the main cooling water pumps (KSB - Zuerich).
Oct 1995 Beginning of Studies of Mechanical Engineering at Vienna Universityof Technologie.
May 1995 - Oct 1995 Employed for the reinstallation of the ABB stationary gas turbine Bez-nau (Switzerland).
Oct 1994 - May 1995 Mandatory military service, Airbase Zeltweg.Jun 1994 High school diploma (Matura) at 'Hoehere Technische Bun-
deslehranstalt Zeltweg', Austria.
Language Skills
German nativeEnglish excellentFrench basic conversation, basic reading, basic writing
115

CURRICULUM VITÆ Friedrich Lackner
Informatics Skills
Operating Systems MS Windows, Linux/UNIXWord Processing MS O�ce, Open O�ce, LATEXData Analysis Matlab, MathematicaProgramming C/C++, VBA.netFEA ANSYS (Classic and Workbench), FLUENTCAD Mechanical Desktop, Cocreate ME10, Solid EdgeOther HTML
Personal Interests
Classical Music Piano and organ, Piano lessons at Vienna Univer-sity of Music and Performing Arts
Sport cycling, running, hiking
Publications
• F. Lackner, W. Riegler, P.H. Osanna, M.N. Durakbasa, High Precision Strain
Gauge Based Sensor for Monitoring Suspension Forces at CERN; MEASURE-MENT May 2007, Slovakia
• C. Amelung, A. Garonna, R. Goudard, F. Lackner, C. Lasseur, J. BensingerK. Hashemi: High Precision Optical Instrumentation for Large Structure Po-
sition Monitoring: The BCAM System applied to the CMS Magnet; 9th In-ternational Workshop on Accelerator Alignment; Stanford Linear AcceleratorCenter, 2006
• F. Lackner, P.H. Osanna, A simple optical solution for monitoring the deforma-
tion of large scale structures at CERN; International Conference on precisionmachining, Vienna 2005
• F. Lackner, P.H. Osanna, H. Kopetz, W. Riegler, A novel solution for vari-
ous monitoring applications at CERN; MEASUREMENT SCIENCE REVIEW,Volume 6, Section 1, 2005
• F. Lackner, Empirische Ermittlung von Vacuumluftmengen an Papiermaschi-
nen; Master thesis, 2004
116





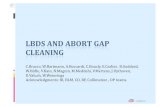


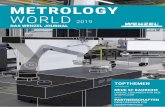

![Interchangeable steel type Steel type marking€¦ · Zentrale: Hans Hilscher GmbH. Lohnergasse 1a - 1210 Wien [T]: +43 1 4791175 - [F]: +43 1 4709051 TECHNIK](https://static.fdokument.com/doc/165x107/5f905f37d36a66145e1b2e06/interchangeable-steel-type-steel-type-marking-zentrale-hans-hilscher-gmbh-lohnergasse.jpg)