DGZfP-Lenkungsaussschuss Normung LAN … lan... · In dieser Europäischen Norm wird ein Verfahren...
47
DGZfP-Lenkungsaussschuss Normung LAN LEITFADEN NR. 1 Einbindung von ZfP-Anforderungen aus Normen oder anderen Regelwerken in neue Normungsvorhaben, Bestellanforderungen oder Verfahrensbeschreibungen September 2007
Transcript of DGZfP-Lenkungsaussschuss Normung LAN … lan... · In dieser Europäischen Norm wird ein Verfahren...

DGZfP-Lenkungsaussschuss Normung
LAN LEITFADEN NR. 1
Einbindung von ZfP-Anforderungen aus Normen oder anderen Regelwerken in neue Normungsvorhaben, Bestellanforderungen oder Verfahrensbeschreibungen September 2007
Wer ist die DGZfP?
Die DGZfP ist die älteste ZfP-Gesellschaft der Welt, 1933 in Berlin gegründet. Die DGZfP organisiert die Kommunikation und den Erfahrungsaustausch zwischen Forschungs- und Entwicklungsinstituten und ZfP-Anwendern, Geräteherstellern und privaten Dienstleistern. Sie informiert über neueste ZfP-Entwicklungen in der Gerätetechnik und den ZfP-Anwendungen.
Zu den rund 1.500 Mitgliedern der DGZfP gehören die großen Konzerne und mittelständische Unternehmen die ZfP einsetzen, ebenso wie Forschungseinrichtungen, Universitäten und Behörden, aber auch einzelne Personen, die sich mit der Zerstörungsfreien Materialprüfung beschäftigen.
Ziele der DGZfP sind Erforschung, Entwicklung, Anwendung und Verbreitung der zerstörungsfreien Prüfver-fahren.
Seit fast 70 Jahren zählt die Ausbildung von Prüfpersonal zu den Aufgaben, denen sich die DGZfP traditions-gemäß mit besonderer Aufmerksamkeit widmet. Mittlerweile haben über 35.000 Teilnehmer DGZfP-Kurse besucht. Mit ihrem umfangreichen Ausbildungsprogramm in ihren sechs Ausbildungszentren und mehreren anerkannten Ausbildungsstätten ist die DGZfP das größte Ausbildungszentrum für ZfP-Personal in Europa.
Zur Lösung spezieller technischer Probleme hat die DGZfP Fachausschüsse eingerichtet. Der praxisnahe Erfahrungsaustausch und die fachliche Weiterbildung findet in 18 regionalen Arbeitskreisen statt.
Die Personalzertifizierungsstelle der DGZfP (DPZ) wurde 1994 von der Trägergemeinschaft für Akkreditie-rung (TGA) akkreditiert. Die DPZ erteilt seitdem Zertifikate nach EN 473 und ISO 9712. Ende 1999 folgte die Akkreditierung und Notifizierung durch die Zentralstelle der Länder für Sicherheitstechnik (ZLS) als Zer-tifizierungsstelle für Prüfpersonal von Druckgeräten, die unter die europäische Druckgeräterichtlinie fallen.
Die Gesellschaft veranstaltet regelmäßig Konferenzen, Symposien und Seminare. Höhepunkt ist die DGZfP-Jahrestagung mit über 500 Teilnehmern.
Die DGZfP versorgt die ZfP-Fachleute durch die Herausgabe von Publikationen mit aktuellen und ausführli-chen Informationen. Sie bietet diverse Online-Service-Dienste über die Homepage der DGZfP im Internet http://www.dgzfp.de
Lenkungsausschuss Normung (LAN)
Eine wichtige Aufgabe technisch-wissenschaftlicher Vereine wie der DGZfP ist es, sich aktiv an der Gestal-tung von Normen zu beteiligen.
Im Jahr 2000 beschloss der Beirat der DGZfP, die Aktivitäten der Gesellschaft im Rahmen der Normung auf die Produktnormung auszudehnen. Dafür wurde der Lenkungsausschuss Normung (LAN) gegründet.
Neben der Pflege der Verfahrensnormen ist die ZfP in den Produktnormen als Arbeitsschwerpunkt definiert.
Herausgeber:
Max-Planck-Straße 6 • D-12489 Berlin Telefon: +49 30 67807-0 • Telefax: +49 30 67807-109 • E-Mail: [email protected] © Alle Rechte, insbesondere das der Übersetzung, vorbehalten. Nachdruck oder Vervielfältigung nur mit Genehmigung der DGZfP.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 3
Inhaltsverzeichnis Seite
Leitfaden .......................................................................................................................... 4
Vorwort .........................................................................................................................4 Allgemeine Hinweise ........................................................................................................4 Anwendung der Checklisten ..............................................................................................4
Geltungsbereich: Grobbleche ........................................................................................... 6
ANHANG Geltungsbereich Grobbleche................................................................................9
Geltungsbereich: Gussstücke aus Stahlguss und aus Gusseisen..................................... 11
ANHANG Geltungsbereich: Gussstücke aus Stahlguss und aus Gusseisen..............................14
Geltungsbereich: Stahlrohre........................................................................................... 19
ANHANG Geltungsbereich: Stahlrohre..............................................................................23
Geltungsbereich: Schmiedestücke aus Stahl .................................................................. 29
ANHANG Geltungsbereich: Schmiedestücke aus Stahl .........................................................35
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 4
Leitfaden
Einbindung von ZfP-Anforderungen aus Normen oder anderen Regelwerken in neue Normungsvorhaben, Bestellanforderungen oder
Verfahrensbeschreibungen
Vorwort
Dieser Leitfaden richtet sich an Normenausschüsse, die neue Produktnormen verfassen oder Produktnormen überarbeiten und in diesen Normen das Thema Zerstörungsfreie Prüfung behandeln.
Weiterhin kann dieser Leitfaden zur Präzisierung von Bestellanforderungen sowie zur Erstellung von Verfahrensbeschreibungen in Angeboten oder ganz allgemein im Rahmen von Qualitäts-sicherungsprogrammen verwendet werden.
Allgemeine Hinweise
Die Verfahren der zerstörungsfreien Prüfung wie Durchstrahlungsprüfung, Ultraschallprüfung, Prü-fung mit thermographischen Methoden, Lecksuchmethoden sowie optische, elektrische und magnetische Oberflächenprüfverfahren sind Maßnahmen zur Qualitätssicherung bei der Herstellung industrieller Produkte oder bei deren Instandhaltung mit dem Ziel, eine festgelegte oder verein-barte Qualität sicherzustellen.
Wichtig ist insbesondere, dass diese Prüfungen im Vorfeld sachkundig geplant und beschrieben werden.
Dazu hat der Lenkungsausschuss Normung (LAN) der DGZfP e.V. Checklisten für folgende wichtige Produktgruppen erarbeitet:
• Flacherzeugnisse
• Gussstücke
• Rohre
• Schmiedestücke
Diese Checklisten können zur Unterstützung der Normungsarbeit im Bereich der Produktnormung und ebenso zur Erarbeitung präziser Bestellvorschriften oder auch Verfahrensbeschreibungen verwendet werden.
Bei Bedarf kann dieser Leitfaden erweitert und fortgeschrieben werden.
Anwendung der Checklisten
Jede dieser Checklisten enthält die relevanten ZfP-Gesichtspunkte in Form von zehn Kriterien, denen die zum Teil vielschichtigen Anforderungen der zerstörungsfreien Prüfung in einer Art Auswahlmatrix zugeordnet sind, und für die dann (unter Verweis auf eine bereits vorhandene Norm) ein oder mehrere Textvorschläge hinterlegt sind.
1 Verwendungszweck
Überprüfen, ob geeignete oder vergleichbare Normen zur zerstörungsfreien Prüfungen existieren; dies betrifft sowohl Prüfnormen als auch Normen, die die Zulässigkeit von Unregelmäßigkeiten (Materialfehler) beschreiben.
2 Technische Regeln
Überprüfen, ob die zerstörungsfreien Prüfungen in technischen Lieferbedingungen (z.B. in Produktnormen) bereits verbindlich beschrieben sind.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 5
3 Prüfpersonal
Qualifikation des Prüfpersonals, ggf. mit Angabe einer geeigneten Stufe und Industriesektor, z.B. nach EN 473.
4 Prüfbereiche und Prüfumfänge
Die zu prüfenden Bereiche sind ausreichend zu definieren; z.B. ein angeschmiedeter Zapfen an einer Scheibe.
Weiterhin ist der Prüfumfang in den zu prüfenden Bereichen festzulegen, z.B. 100 %.
5 Zeitpunkt der Prüfung
Der Zeitpunkt der Prüfung ist eindeutig festzulegen, z.B. vor oder nach der Wärmebehand-lung oder nach Abschluss aller Oberflächenbearbeitungen.
6 Prüfziele
Festlegung der Prüfziele wie z.B.: Nachweis von Längsfehlern, Nachweis von Dopplungen, Nachweis der Dichtheit.
Diese Prüfziele können in den verschiedenen Prüfbereichen auch unterschiedlich sein.
7 Zerstörungsfreie Prüfverfahren
Ein oder mehrere Prüfverfahren/Prüftechniken sind festzulegen.
Normenvorgaben sind ebenso zu berücksichtigen wie ggf. Vorgaben einer Bestell- oder Konstruktionsspezifikation.
Es empfiehlt sich, bereits an dieser Stelle auf prüftechnische Einzelheiten einzugehen. Dazu gehören auch die Angabe einer Prüfklasse und z.B. Angaben über den erforderlichen Oberflächenzustand.
8 Zulässigkeitsgrenzen
Zulässigkeitsgrenzen werden üblicherweise in Qualitätsklassen/Gütestufen angegeben, aber manchmal auch durch diskrete Fehlerabmessungen.
Normenvorgaben sind ebenso zu berücksichtigen wie ggf. Vorgaben einer Bestell- oder Konstruktionsspezifikation.
Zulässigkeitsgrenzen können in den verschiedenen Prüfbereichen auch unterschiedlich sein.
9 Maßnahmen bei unzulässigen Befunden (Überschreitung der Zulässigkeitsgrenzen)
Normenvorgaben sind ebenso zu berücksichtigen wie ggf. Vorgaben einer Bestell- oder Konstruktionsspezifikation.
Beispielsweise können Reparaturmaßnahmen mit entsprechenden Prüfungen beschrieben werden.
10 Prüfbericht
Mindestvorgaben zum Inhalt sind üblicherweise in Prüfnormen enthalten.
Bei der Erarbeitung neuer Produktnormen oder der Überarbeitung bestehender Produktnormen sind diese zehn Hauptkriterien möglichst vollständig zu berücksichtigen.
Im Falle der Erstellung von Bestellspezifikationen müssen diese zehn Kriterien ebenfalls detailliert berücksichtigt werden. Dies kann durch Akzeptieren von Kundenspezifikationen, von Herstellerspezifikationen oder durch gegenseitiges Einvernehmen der beteiligten Stellen erfolgen. Details zu prüftechnischen Einzelheiten (siehe Punkt 7) können beispielsweise in Prüfanweisungen beschrieben werden.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 6
Checkliste zur Überprüfung der Einbindung von ZfP-Anforderungen in Normen oder andere Regelwerke
Geltungsbereich: Grobbleche
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
1.
Welcher Verwendungs-zweck?
Festlegung im Geltungs-/Anwendungsbereich; nach Produktnorm auf Basis DIN EN 10160:1999-09
Festlegung im Geltungs-/Anwendungsbereich; nach Anwendungsnorm auf Basis DIN EN 10160:1999-09
Festlegung im Geltungs-/Anwendungsbereich; nach spezieller Kundenspezifikation
nach Vereinbarung zwischen Hersteller und Besteller
Punkt 1.1
Referenz-Prüfnorm DIN EN 10160:1999-09, Abschnitt 1: Anwendungsbereich
sowie nach spezieller Vereinbarung gemäß Kundenspezifikation/interner Prüfanweisung
2.
Welche Technischen Regeln?
Europäische Norm DIN EN 10160:1999-09
vereinbarte Kundenspezifikation/Liefervorschrift (Basisnorm DIN EN 10160:1999-09)
Punkt 2.1
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung gemäß Kundenspezifikation/interner Prüfanweisung
3.
Wer prüft?
Hersteller mit entsprechend qualifiziertem eigenen oder von ihm beauftragten Personal
nach Vereinbarung: Besteller oder ein von diesem Beauftragter
Punkt 3.1
Gemäß DIN EN 473:2006-01 sowie nach spezieller Vereinbarung gemäß Kundenspezifikation/interner Prüfanweisung
4.
Was wird geprüft?
Grobbleche von 6 mm bis 200 mm
komplettes Volumen
nur Längsrandzone
nur Querrandzone
komplette Randzone
nur Flächenzone
nach Prüfplan- Vereinbarung
1) Nicht zutreffendes streichen
statistisch/vollständig 1)
..... mm
..... mm
..... mm
statistisch/vollständig 1)
statistisch/vollständig 1)
Punkt 4.1
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung gemäß Kundenspezifikation/interner Prüfanweisung

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 7
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
Grobbleche mit Dicken < 6 mm oder >
komplettes Volumen
nur Längsrandzone
nur Querrandzone
komplette Randzone
nur Flächenzone
nach Prüfplan-Vereinbarung
1) Nicht zutreffendes streichen
200 mm
statistisch/vollständig 1)
..... mm
..... mm
..... mm
statistisch/vollständig 1)
statistisch/vollständig 1)
Punkt 4.1
Vereinbarung in Anlehnung an DIN EN 10160:1999-09
speziell vereinbarte Kundenspezifikation/interner Prüfanweisung auch hier Basisnorm DIN EN 10160:1999-09
5.
Wann wird geprüft?
gemäß Festlegung bzw. Empfehlung in der Produktnorm auf Basis DIN EN 10160:1999-09
gemäß Festlegung bzw. Empfehlung in der Prüfnorm DIN EN 10160:1999-09
gemäß Festlegung bzw. Empfehlung in der Anwendungsnorm; Basis DIN EN 10160:1999-09
gemäß Festlegung in der speziell vereinbarten Kundenspezifikation
im prüffähigen Zustand nach Festlegung durch den Hersteller; zur Erzielung optimaler Prüfbedingungen (Stichwort: Hersteller Knowhow)
Punkt 5.1
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung nach Kundenspezifikation/interner Prüfanweisung auch hier Basisnorm DIN EN 10160:1999-09
6.
Welcher Prüfumfang?
gemäß Vorgabe in Prüfnorm DIN EN 10160:1999-09*
gemäß Vorgabe in Produktnorm auf Basis DIN EN 10160:1999-09*
gemäß Festlegung in speziell vereinbarter Kundenspezifikation
gemäß Vereinbarung zwischen Hersteller und Besteller
* entsprechend Prüfklassen spezifischer Festlegung für Randzone- und Flächenklassen
Punkt 6.1
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung gemäß Kundenspezifikation/interner Prüfanweisung auch hier Basisnorm DIN EN 10160:1999-09
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 8
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
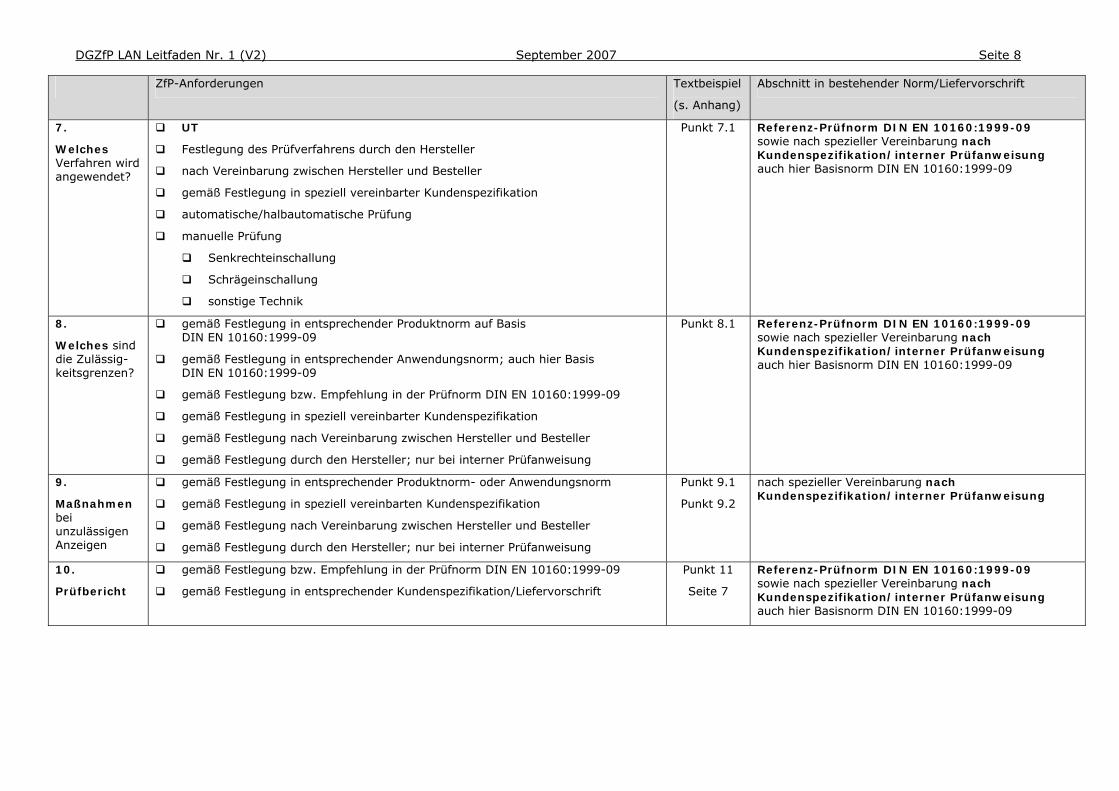
7.
Welches Verfahren wird angewendet?
UT
Festlegung des Prüfverfahrens durch den Hersteller
nach Vereinbarung zwischen Hersteller und Besteller
gemäß Festlegung in speziell vereinbarter Kundenspezifikation
automatische/halbautomatische Prüfung
manuelle Prüfung
Senkrechteinschallung
Schrägeinschallung
sonstige Technik
Punkt 7.1
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung nach Kundenspezifikation/interner Prüfanweisung auch hier Basisnorm DIN EN 10160:1999-09
8.
Welches sind die Zulässig-keitsgrenzen?
gemäß Festlegung in entsprechender Produktnorm auf Basis DIN EN 10160:1999-09
gemäß Festlegung in entsprechender Anwendungsnorm; auch hier Basis DIN EN 10160:1999-09
gemäß Festlegung bzw. Empfehlung in der Prüfnorm DIN EN 10160:1999-09
gemäß Festlegung in speziell vereinbarter Kundenspezifikation
gemäß Festlegung nach Vereinbarung zwischen Hersteller und Besteller
gemäß Festlegung durch den Hersteller; nur bei interner Prüfanweisung
Punkt 8.1
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung nach Kundenspezifikation/interner Prüfanweisung auch hier Basisnorm DIN EN 10160:1999-09
9.
Maßnahmen bei unzulässigen Anzeigen
gemäß Festlegung in entsprechender Produktnorm- oder Anwendungsnorm
gemäß Festlegung in speziell vereinbarten Kundenspezifikation
gemäß Festlegung nach Vereinbarung zwischen Hersteller und Besteller
gemäß Festlegung durch den Hersteller; nur bei interner Prüfanweisung
Punkt 9.1
Punkt 9.2
nach spezieller Vereinbarung nach Kundenspezifikation/interner Prüfanweisung
10.
Prüfbericht
gemäß Festlegung bzw. Empfehlung in der Prüfnorm DIN EN 10160:1999-09
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
Punkt 11
Seite 7
Referenz-Prüfnorm DIN EN 10160:1999-09 sowie nach spezieller Vereinbarung nach Kundenspezifikation/interner Prüfanweisung auch hier Basisnorm DIN EN 10160:1999-09

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 9
ANHANG Geltungsbereich Grobbleche
Vorschlag für Textbausteine gemäß Pkt. 1.1 – 10.1 der Checkliste
1 Welcher Verwendungszweck?
1.1 Angabe des Anwendungsbereiches, Angabe welche Produkte und Abmessungen, Angabe des Verfahrens (Ultraschall). Textbeispiel EN 10160, Abschnitt 1,:
In dieser Europäischen Norm wird ein Verfahren zum Nachweis innerer Inhomogenitäten mittels Ultraschall an nichtbeschichteten Flacherzeugnissen festgelegt. Es ist anwendbar auf Flacherzeugnisse mit einem Nenn-dickenbereich von 6mm bis 200mm aus nichtlegiertem oder legiertem Stahl, jedoch nicht auf austenitische oder austenoferritische Stähle.
2 Welche technischen Regeln?
2.1 Angaben zu Ankopplungsbedingungen und Oberflächenbeschaffenheit (Abschnitt 7). Angaben zum Prüfplan, allgemein (Abschnitt 8.1), zur Flächenprüfung(Abschnitt 8.2) und zur Prüfung der Randzonen (Abschnitt 8.3). Angaben zur Durchführung (Abschnitt 9.1) und zur Fehlerbewertung (Abschnitt 9.2). Textbeispiele: EN 10160, Abschnitte 7 bis 9
3 Wer prüft?
3.1 Angaben zur Qualifikation des Prüfpersonals. Textbeispiele: EN 10160, Abschnitt 5: Die Prüfung erfolgt durch qualifiziertes Personal unter Verantwortung eines nach EN 473 zertifizierten Stufe-3-Mitarbeiters
4 Was wird geprüft?
4.1 Angabe der Anforderungen an die Qualitätsklassen für den Flächen- und Randzonen-bereich, Angabe des geprüften Flächenanteils der Blechfläche und –randzone Textbeispiele: EN 10160, Abschnitte 8 und 9
5 Wann wird geprüft?
5.1 Angaben zum Zeitpunkt und zum Ort der Prüfung, evtl. auch zum Bearbeitungszustand Textbeispiele: EN 10160, Abschnitt 1, 5. Absatz und Abschnitt 7, 2. Absatz: Die Prüfung erfolgt üblicherweise beim Hersteller oder beim Lieferanten. Nach Vereinbarung in den Lieferbedingungen darf die Prüfung auch im Beisein des Kunden oder seines Vertreters durchgeführt werden.1 Die Oberflächenbeschaffenheit muss die klare Darstellung von mindestens zwei aufeinander folgenden Rückwandechos ermöglichen, wenn sich der Prüfkopf in einem Bereich befindet, der frei von inneren Inhomogenitäten ist.
6 Welcher Prüfumfang (Prüfziel)?
6.1 Angabe der Abnahmekriterien Textbeispiele: EN 10160, Abschnitt 10, Tabellen 3 und 4
6.2 Prüfziele: Freiheit von Fehlern (d. h. Freiheit von unzulässigen inneren Inhomogenitäten; siehe DIN EN 10160 Abschnitt 3.2
1 Für diesen Fall ist es notwendig, alle Maßnahmen zu ergreifen, die den reibungslosen Produktionsablauf sicherstellen.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 10
7 Welches Verfahren wird angewendet?
7.1 Angabe zum verwendeten Prüfkopftyp, Einstellung der Prüfausrüstung und zur Fehlerreferenz Textbeispiel: EN 10160, Abschnitte 6 und 9
8 Welches sind die Zulässigkeitsgrenzen
8.1 Angabe der Abnahmekriterien für die jeweiligen Qualitätsklassen Textbeispiele: EN 10160, Abschnitt 10, Tabellen 3 und 4
9 Maßnahmen bei unzulässigen Anzeigen
9.1 Vorlage eines Prüfberichtes, Textbeispiel EN 10160, Abschnitt 11
9.2 Ausmessen der Fehlerfläche, Bestimmen der Fehler-Flächendichte Textbeispiele: EN10160, Abschnitte 9.2, 10, Tabellen 3,4 und 5
Liste der zitierten Normen Nummer Datum Titel
DIN EN 473 2006-01 Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung - Allgemeine Grundlagen
DIN EN 10160 1999-09 Ultraschallprüfung von Flacherzeugnissen aus Stahl mit einer Dicke größer oder gleich 6 mm (Reflexionsverfahren)
Weitere auf Blech anwendbare Normen und Regelwerke Nummer Datum Titel
DIN EN 10246-15 2000-07 Zerstörungsfreie Prüfung von Stahlrohren - Teil 15: Automatische Ultraschallprüfung von Band/Blech, das für die Herstellung geschweißter Stahlrohre eingesetzt wird, zum Nachweis von Dopplungen
DIN EN 10307 2002-03 Zerstörungsfreie Prüfung - Ultraschallprüfung von Flacherzeugnissen aus austenitischem und austenitisch-ferritischem nichtrostendem Stahl ab 6 mm Dicke (Reflexionsverfahren)
ISO 17577 2006-09 Steel - Ultrasonic testing for steel flat products of thickness equal to or greater than 6 mm (Stahl - Ultraschallprüfung für Flachstahlprodukte von größer = 6 mm)

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 11
Checkliste zur Überprüfung der Einbindung von ZfP-Anforderungen in Normen oder andere Regelwerke
Geltungsbereich: Gussstücke aus Stahlguss und aus Gusseisen
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
1.
Welcher Verwendungs-Zweck?
Festlegung im Geltungs-/Anwendungsbereich 1) einer Produktnorm
Festlegung im Geltungs-/Anwendungsbereich 1) einer Anwendungsnorm
Festlegung im Geltungs-/Anwendungsbereich 2) einer Kundenspezifikation/Liefervorschrift
Festlegung durch den Besteller 3)
1) z.B. Gussstücke für den allgemeinen Maschinenbau; für druckbeaufschlagte Gussstücke nach AD-Merkblättern
2) z.B. Gussstücke für Abschirmungen in der Kerntechnik
3) z.B. Gussstücke für den Fahrzeugbau
1.1
1.2
1.3
1.4
DIN EN 10293, Abschnitt 1
DIN EN 1561, Abschnitt 1
DIN EN 1563, Abschnitt 1
SEW 520, Abschnitt 1
2.
Welche Technischen Regeln?
Europäische Norm
Technische Lieferbedingungen Gießereiwesen DIN EN 1559-1, -2 und -3
Prüfnormen: DIN EN 12454 (VT), DIN EN 1371-1 (PT), DIN EN 1369 (MT), DIN EN 12680-1/-2/-3 (UT), DIN EN 12681 (RT)
Kundenspezifikation/Sondervereinbarung/Liefervorschrift
2.1
2.2
Normen der Reihe DIN EN 1559, jeweils Abschnitt 7.3.3
Siemens Prüfanweisung PA 11.70, Ultraschallprüfung von Bauteilen aus Sphäroguss, Abschnitt 1
3.
Wer prüft?
Hersteller mit entsprechend qualifiziertem eigenen oder von ihm beauftragten Personal
Besteller oder ein von diesem Beauftragter
amtlicher Sachverständiger
3.1 DIN EN 1559-1, Abschnitt 8.2

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 12
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
4.
Was wird geprüft?
Gussstücke für „normale“ Anwendungen
a) nach Prüfplan-Vereinbarungen bzw. -vorgaben
b) nach Erfahrungen und allg. QS-Plänen des Herstellers
c) komplettes Volumen aus einer Prüfrichtung
d) komplettes Volumen in Prüf- und Gegenrichtung
e) gemäß a) + spezielle Randzonen nach Prüfplan
f) gemäß b) + spezielle Randzonen nach Prüfplan
4.1 DIN EN 1559-1:1997-08, 7.3.3
Gussstücke für spezielle Anwendungen
a) nach Kundenvorgaben
b) nach Prüfplan-Vereinbarungen
c) nach amtlichen Vorgaben
d) komplettes Volumen aus einer Prüfrichtung
e) komplettes Volumen aus drei Prüfrichtungen
4.2 GNS–(Gesellsch. Für. Nuklearservice)-Basisprüfvorschrift PV 149, Ultraschallprüfung, Abschnitt 1
5.
Wann wird geprüft?
gemäß Festlegung bzw. Empfehlung in der Produktnorm
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung der Kundenspezifikation
nach Festlegung durch den Hersteller (Stichwort: Hersteller-Knowhow)
5.1
5.2
5.3
5.4
DIN EN 1559-1, Abschnitt 7.3.3.1
DIN EN 1371-1, Abschnitt 3 und 4.3
Siemens PA 11.70, Abschnitt 4
Siempelkamp Gießerei Prüfanweisung SGK-PA QLG-540, Abschnitt 4
6.
Welche Prüfziele?
Formabweichungen/-fehler
Oberflächenfehler
Volumenfehler, Innenfehler
Bearbeitungsfehler
6.1
6.2
6.2
6.3
GUSSFEHLER-ATLAS, Gießerei-Verlag GmbH, Düsseldorf 1971, Abschnitte E und F
MSS SP-55; Hasse, St. Guss- und Gefügefehler, Schiele & Schön, Berlin
ASTM E 186, DGZfP-D 5
Entsprechende Bearbeitungszeichnung
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 13
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
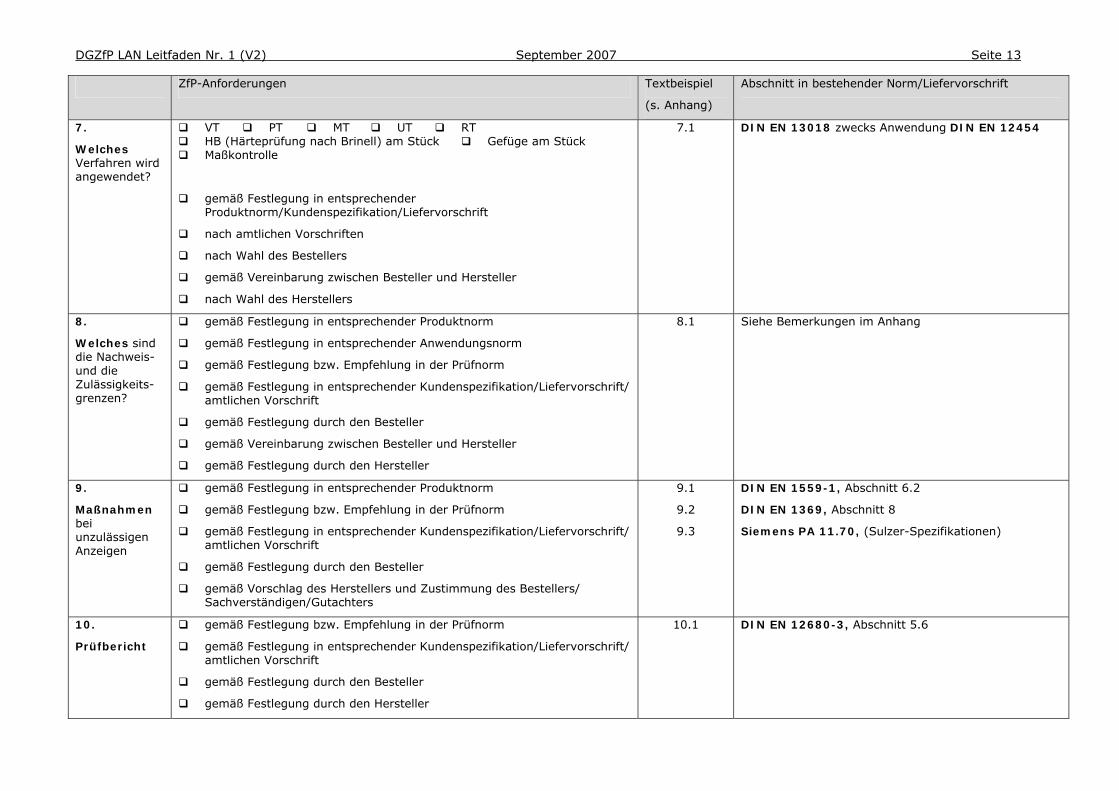
7.
Welches Verfahren wird angewendet?
VT PT MT UT RT HB (Härteprüfung nach Brinell) am Stück Gefüge am Stück Maßkontrolle
gemäß Festlegung in entsprechender Produktnorm/Kundenspezifikation/Liefervorschrift
nach amtlichen Vorschriften
nach Wahl des Bestellers
gemäß Vereinbarung zwischen Besteller und Hersteller
nach Wahl des Herstellers
7.1 DIN EN 13018 zwecks Anwendung DIN EN 12454
8.
Welches sind die Nachweis- und die Zulässigkeits- grenzen?
gemäß Festlegung in entsprechender Produktnorm
gemäß Festlegung in entsprechender Anwendungsnorm
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift/ amtlichen Vorschrift
gemäß Festlegung durch den Besteller
gemäß Vereinbarung zwischen Besteller und Hersteller
gemäß Festlegung durch den Hersteller
8.1 Siehe Bemerkungen im Anhang
9.
Maßnahmen bei unzulässigen Anzeigen
gemäß Festlegung in entsprechender Produktnorm
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift/ amtlichen Vorschrift
gemäß Festlegung durch den Besteller
gemäß Vorschlag des Herstellers und Zustimmung des Bestellers/ Sachverständigen/Gutachters
9.1
9.2
9.3
DIN EN 1559-1, Abschnitt 6.2
DIN EN 1369, Abschnitt 8
Siemens PA 11.70, (Sulzer-Spezifikationen)
10.
Prüfbericht
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift/ amtlichen Vorschrift
gemäß Festlegung durch den Besteller
gemäß Festlegung durch den Hersteller
10.1 DIN EN 12680-3, Abschnitt 5.6

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 14
ANHANG Geltungsbereich: Gussstücke aus Stahlguss und aus Gusseisen
Vorschlag für Textbausteine gemäß Pkt. 1.1 – 10.1 der Checkliste
1 Welcher Verwendungszweck?
Anwendungsbereich:
Die Anwendungsbereiche für Stahlguss und für Gusseisen sind in folgenden Produktnormen/Werkstoffblättern geregelt, die allerdings bis auf SEW 520 keine Hinweise auf die äußere und innere Beschaffenheit und auf zerstörungsfreie Prüfungen enthalten:
1.1 Stahlguss für allgemeine Verwendungszwecke nach DIN EN 10293
1.2 Gusseisen mit Lamellengraphit nach DIN EN 1561
1.3 Gusseisen mit Kugelgraphit nach DIN EN 1563
1.4 Hochfester Stahlguss mit guter Schweißeignung nach SEW 520 (als Beispiel eines STAHL-EISEN-Werkstoffblattes)
2 Welche technischen Regeln?
2.1 Die Basis der Anwendung zerstörungsfreier Prüfung an Gussstücken ist in der Gießereiwesen - Normenreihe der Technische Lieferbedingungen DIN EN 1559 festgelegt. Diese Normenreihe soll bis zum Teil 10 für alle Gusswerkstoffe erweitert werden:
DIN EN 1559-1, Allgemeines (für alle Gusswerkstoffe)
DIN EN 1559-2,.Zusätzliche Anforderungen an Stahlgussstücke, Abschnitt 7.3.3
DIN EN 1559-3, Zusätzliche Anforderungen an Eisengussstücke, Abschnitt 7.3.3
2.2 Da die Normen in aller Regel nur allgemeine Angaben zur Anwendung und zum Umfang zerstörungsfreier Prüfungen an Gussstücken enthalten, werden auftragsbezogen ergän-zende Vorgaben in Kundenspezifikationen oder –vereinbarungen festgelegt.
Als Beispiel wird hier die Siemens PA 11.70 angeführt, die für die US-Prüfung von an die Fa. Siemens zu liefernden Gussstücken aus Sphäroguss, z.B. Innengehäuse, Außengehäuse, Ventilgehäuse, Lagergehäuse, Lagerdeckel, usw. gilt.
3 Wer prüft?
3.1 Alle ZfP-Tätigkeiten sind durch qualifiziertes und kompetentes Personal der Stufen 1, 2 und/oder 3, das vom Arbeitgeber dafür bestätigt wurde, auszuführen. Die Qualifizierung, Zertifizierung und ihre Aufrechterhaltung (Erneuerung und Rezertifizierung) muss nach DIN EN 473 oder nach zumindest gleichwertiger Spezifikation erfolgt sein.
In der Regel werden die zerstörungsfreien Prüfungen an Gussstücken vom Hersteller-Personal durchgeführt, da hierfür umfangreiche und spezielle Erfahrungen erforderlich sind. Demgemäß beschränkt sich daher eine Prüfung durch beauftragte oder amtliche Sachverständige auf eine Überwachung des Prüfvorganges des Hersteller-Personals.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 15
4 Was wird geprüft?
4.1 DIN EN 1559-1 schreibt im Abschnitt 7.3.3 „Anforderungen an die äußere und/oder innere Beschaffenheit müssen vereinbart werden. Sie müssen festlegen:
• das anzuwendende zerstörungsfreie Prüfverfahren;
• den Prüfumfang (Bereich und/oder Häufigkeit);
• die Annahmekriterien.“
entsprechend den Optionen differenzierter Güterstufen in den Prüfnormen.
In der Praxis ergeben sich diese Anforderungen entweder aus den Ergebnissen und Erfahrungen vorheriger Fertigungen oder bei Neukonstruktionen aus einem erhöhten Prüfumfang des Erstmusters oder aus dem Ergebnis von Finite-Elemente-Berechnungen.
4.2 Die zerstörungsfreie Prüfung von Gussstücken für spezielle Anwendungen ist in der Regel durch z. T. zusätzliche Vorschriften, Spezifikationen und Liefervereinbarungen geregelt. Als Beispiel wird hier die GNS PV 149 angeführt, die für die Ultraschallprüfung von z.B. Guss-Komponenten für Verpackungen von radiaktiven Stoffen gilt.
5 Wann wird geprüft?
5.1 DIN EN 1559-1 schreibt allgemein im Abschnitt 7.3.3.1 „In solchen Bereichen, wo eine zerstörungsfreie Prüfung vereinbart wurde, ist der geforderte Oberflächenzustand durch Anwendung eines geeigneten Verfahrens sicherzustellen.“
5.2 Exaktere Vorgaben zum Zustand des Gussstückes zum Zeitpunkt der Prüfung enthalten die Prüfnormen:
Eindringprüfung, DIN EN 1371-1 Abschnitt 4.3
Magnetpulverprüfung, DIN EN 1369 Abschnitt 4.3
Ultraschallprüfung, DIN EN 12680-1/-3, Abschnitt 5.4
5.3 Generell gilt auch nach Siemens PA 11.70, dass die zerstörungsfreie Abnahmeprüfung nach der Fertigstellung des Gussstückes im Lieferzustand auszuführen ist, d.h. je nach Liefervereinbarung des Gussstückes
• im geputzten Zustand
• nach evtl. Produktions- oder Instandsetzungsschweißungen
• nach einer vorgegebenen oder erforderlichen Wärmebehandlung
• nach der Bearbeitung
5.4 In speziellen Fällen wird die Erstellung der Qm-Dokumentation vom Besteller auf den Hersteller übertragen. Die aufgeführte SGK-PA QLG-540 beschreibt die zerstörungsfreie Prüfung von schwergewichtigen dickwandigen Abschirmelementen aus Gusseisen mit Kugelgraphit für CERN; Schweiz. Hierbei werden die Zeitpunkte der VT-, PT-, MT- und UT-Prüfung beschrieben.
6 Welcher Prüfumfang (Prüfziel)?
6.1 Formabweichungen an Gussstücken, die ggf. aus Konstruktions-, Modell- oder Formfehler resultieren, sind im Rahmen der Sichtkontrolle zu überprüfen. Die Basis hierfür ist die Gusszeichnung. Des Weiteren gibt der GUSSFEHLER-ATLAS eine gute Übersicht über Arten und Ursachen von Guss-Formfehlern.
6.2 Für Oberflächenfehler enthalten DIN EN 12454 und DIN EN 1370 Bewertungskriterien. Zusätzlich werden zur Bewertung eingesetzt
SCRATA comparators for the definition of surface quality of Steel castings
BNIF 359 Technische Empfehlung des Bureau de Normalisation des Industries de la Fonderie
MSS SP 55 Quality Standard for Steel Castings, Visual Method for Evaluation of Surface Irregularities

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 16
Weiterhin gibt das angeführte Sachbuch von Stephan Hasse eine sehr gute, reichlich mit Bildbeispielen ergänzte Übersicht über Oberflächenfehler und auch von Volumenfehler bei Gussstücken.
6.3 Für mögliche Volumenfehler in Gussstücken werden im Anhang A der unter 7.1 angeführten Norm DIN EN 12681 gebräuchliche Fehlerkataloge aufgeführt. Auch die unter 7.1 angeführten UT-Prüfnormen enthalten hierfür Bewertungskriterien.
6.4 Bearbeitungsfehler sind im Rahmen der visuellen Endkontrolle und der Maßkontrolle zu überprüfen. Basis ist die entsprechende Fertigungszeichnung des Gussstückes.
7 Welches Verfahren wird angewendet?
7.1 Für die speziellen Anforderung von Gussstücken sind in den letzten Jahren gießereispezifische Normen entwickelt worden:
VT: Stahl-Sandgussstücke, Visuelle Bestimmung von Oberflächenfehlern
DIN EN 12454
Prüfung der Oberflächenrauheit mit Hilfe von Vergleichsmustern
DIN EN 1370
PT: Eindringprüfung Sandgussstücke u. a. DIN EN 1371-1
Eindringprüfung Feingussstücke DIN EN 1371-2
MT: Magnetpulverprüfung DIN EN 1369
UT: Ultraschallprüfung, Stahlgussstücke für allg. Verwendung DIN EN 12680-1
Ultraschallprüfung, Stahlgussstücke für hoch beanspruchte Bauteile DIN EN 12680-2
Ultraschallprüfung, Gussstücke aus Gusseisen mit Kugelgraphit DIN EN 12680-3
RT: Durchstrahlungsprüfung DIN EN 12681
8 Welches sind die Zulässigkeitsgrenzen
8.1 Da die Zulässigkeitsgrenzen in besonderem Maße vom Verwendungszweck und den Einsatzbedingungen des Gussstückes abhängen, ist ihre Basis in den vorgenannten Prüfnormen wohl im groben erfolgt, im speziellen ist jedoch eine auftrag- bzw. projektbezogene Festlegung unabdinglich.
Praxiserfahrungen zeigen weiterhin, dass das Ergebnis einer Fertigung von handgeformten Großgussstücken selbst bei optimaler Planung Unwägbarkeiten enthält, die eine nachträgliche Überprüfung von fixierten Zulässigkeitsgrenzen ggf. unter zu Hilfenahme von Finite-Elemente-Berechnungen erfordern und ggf. zu erweiterten Gewährleistungs-bedingungen führen.
9 Maßnahmen bei unzulässigen Anzeigen
Allgemein gilt für Gussstücke DIN EN 1559-1, Abschnitt 6.2, Produktionsschweißen.
9.1 Für unzulässige Anzeigen an Stahlgussstücken gilt DIN EN 1559-2, Abschnitt 6.2.
Produktionsschweißungen gehören bei Stahlguss zum Fertigungsprozess!
Für Gussstücke aus Gusseisen mit Kugelgraphit gilt DIN EN 1559-3, Abschnitt 6.2.
Bei Gusseisen sind erforderliche Produktionsschweißungen aufgrund der eingeschränkten Schweißeignung dieses Werkstoffes nach vorgenannter Norm „nur entsprechend einer schriftlichen Vereinbarung zwischen Hersteller und Käufer zuzulassen.“
9.2 Festlegungen über Maßnahmen bei unzulässigen Anzeigen gehören nicht in eine Prüfnorm! Lediglich im entsprechenden Prüfbericht ist ein Hinweis auf „- die getroffene Entscheidung nach Auswertung der Ergebnisse“ (DIN EN 1369, Abschnitt 8) sinnvoll, da nach diesen Maßnahmen sicherlich eine ZfP-Nachprüfung erforderlich wird und das Ergebnis des ersten Prüfberichtes nicht den Endzustand des Gussstückes dokumentiert.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 17
9.3 Die Siemens PA 11.70 schreibt im Falle von unzulässigen Befunden vor, dass diese zusätzlich in maßstäblichen Skizzen darzustellen sind, so dass ggf. Tolerierungen vorgenommen werden können. Großmotorenbauer wie z.B. Sulzer geben in ihren Spezifikationen Anleitungen, bis zu welcher Tiefe und in welcher Form unzulässige Anzeigen auf der Oberfläche ausgeschliffen werden können.
10 Prüfbericht
10.1 Der Hersteller muss, wenn gefordert, einen Prüfbericht erstellen, der mindest folgende Angaben enthält:
• Kenndaten und Auftragsdaten des geprüften Gussstückes
• Eingesetztes ZfP-Verfahren mit angewandtem Regelwerk (Prüfnorm bzw. -spezifikation)
• Kennzeichnende Angaben zur eingesetzten Prüftechnik
• Nachweis- und Zulässigkeitsgrenzen
• Prüfumfang mit Prüfzustand bzw. Prüfbarkeit
• Prüfbefund, ggf. mit Angabe/Skizzen registrierpflichtiger Bereiche
• Prüfdatum, Namen und Unterschriften der verantwortlichen Personen.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 18
Liste der zitierten Normen Nummer Datum Titel
DIN EN 473 2006-01 Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung - Allgemeine Grundlagen
DIN EN 1369 1997-02 Gießereiwesen - Magnetpulverprüfung
DIN EN 1370 1997-02 Gießereiwesen - Prüfung der Oberflächenrauheit mit Hilfe von Vergleichsmustern
DIN EN 1371-1 1997-10 Gießereiwesen - Eindringprüfung - Teil 1: Sand-, Schwerkraftkokillen- und Niederdruckkokillengußstücke
DIN EN 1371-2 1998-07 Gießereiwesen - Eindringprüfung - Teil 2: Feingußstücke
DIN EN 1559-1 1997-08 Gießereiwesen - Technische Lieferbedingungen - Teil 1: Allgemeines
DIN EN 1559-2 2000-04 Gießereiwesen - Technische Lieferbedingungen - Teil 2: Zusätzliche Anforderungen an Stahlgussstücke
DIN EN 1559-3 1997-08 Gießereiwesen - Technische Lieferbedingungen - Teil 3: Zusätzliche Anforderungen an Eisengussstücke
DIN EN 1561 1997-08 Gießereiwesen - Gusseisen mit Lamellengraphit
DIN EN 1563 2005-10 Gießereiwesen - Gusseisen mit Kugelgraphit
DIN EN 10293 2005-06 Stahlguss für allgemeine Anwendungen
DIN EN 12454 1998-07 Gießereiwesen - Visuelle Bestimmung von Oberflächenfehlern - Stahlsandgussstücke
DIN EN 12680-1 2003-06 Gießereiwesen - Ultraschallprüfung - Teil 1: Stahlgussstücke für allgemeine Verwendung
DIN EN 12680-2 2003-06 Gießereiwesen - Ultraschallprüfung - Teil 2: Stahlgussstücke für hoch beanspruchte Bauteile
DIN EN 12680-3 2003-06 Gießereiwesen - Ultraschallprüfung - Teil 3: Gussstücke aus Gusseisen mit Kugelgraphit
DIN EN 12681 2003-06 Gießereiwesen - Durchstrahlungsprüfung
DIN EN 13018 2001-07 Zerstörungsfreie Prüfung - Sichtprüfung - Allgemeine Grundlagen
ASTM E 186 1998 Referenz-Durchstrahlungsbilder für dickwandige (51- 114 mm) Teile aus Stahlguss
DGZfP-D 5 2000-01 Katalog mit Vergleichs-Durchstrahlungsbildern für Gussstücke mit Lamellen- und mit Kugelgraphit
GNS PV 149 2005-03 Ultraschallprüfung, Basisprüfvorschrift
GUSSFEHLER-ATLAS
1971
MSS SP-55 Hasse, St. Guss- und Gefügefehler
SEW 520 1996-09 Hochfester Stahlguss mit guter Schweißeignung
SGK-PA QLG-540
Siemens PA 11.70 Ultraschallprüfung von Bauteilen aus Sphäroguss

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 19
Checkliste zur Überprüfung der Einbindung von ZfP-Anforderungen in Normen oder andere Regelwerke
Geltungsbereich: Stahlrohre
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
1.
Welcher Verwendungs-Zweck?
Festlegung im Anwendungsbereich *) einer Produktnorm
Festlegung im Anwendungsbereich *) einer Anwendungsnorm
Festlegung im Anwendungsbereich *) einer Kundenspezifikation/Liefervorschrift
Festlegung durch den Besteller
*) Rohre für Druckbeanspruchung (z.B. Leitungsrohre) Rohre für Druckbeanspruchung bei erhöhten Temperaturen (z.B. Einbaurohre) Konstruktions-Rohre (z.B. Bohrinsel) Rohre für mechanische/dynamische Beanspruchung
1.1
1.2
z.B. DIN EN 10217-2:2005-04, Abschnitt 1
z.B. Kundenspezifikation DBL 4065, Abschnitt 1
2.
Welche Technischen Regeln?
Europäische Norm (z.B. Normenreihe DIN EN 10246)
Kundenspezifikation/Sondervereinbarung/Liefervorschrift
2.1
und/oder 2.2
2.3
z.B. DIN EN 10216, Teile 1 bis 4:2004-07, Abschnitt 11.8.2 und 11.11 (Verweis auf Normen der Reihe DIN EN 10246, Teile 1, 5, 6, 7 und 14) (s. auch Referenzen zu Checkpunkt↓)
z.B. DBL 4065, Abschnitt 5.1
3.
Wer prüft?
Hersteller mit entsprechend qualifiziertem eigenen oder von ihm beauftragten Personal
Besteller oder ein von diesem Beauftragter
3.1
ggf. 3.2
z.B. DIN EN 10216-1 bis 4:2004-07, Abschnitt 7.3.1
z.B. DIN 54161:2004-11 (Bei einfachen, vollautomatisierten. Prüfungen)

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 20
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
4.
Was wird geprüft?
Nahtlose Rohre
Rohrkörper
ungeprüfte Rohrenden
nur Rohrenden (z.B. Stauchend.)
Fasen
Außenoberfläche
Innenoberfläche
Wanddicke
sonstiges
gesamte Länge
..... mm Länge
..... mm Länge
gesamte Länge
gesamte Länge
gesamte Länge
gesamte Länge
statistisch/vollständig1)
abtrennen
nach Vereinbarung
..... mm an den Enden
..... mm an den Enden
nur an den Enden
nach Vereinbarung
4.1.1
4.1.2
4.1.3
4.1.4
4.1.5
z.B. DIN EN 10216-2 bis 4:2004-07, Abschnitt 8.4.2.2 und 11.11.1-.3
z.B. DIN EN 10216-2 bis 4:2004-07, Abschnitt 11.11.1, letzter Absatz
z.B. DIN EN 10208-2:1996-08, Abschnitt D.2.4 (Dopplungen an den Rohrenden)
z.B. DIN EN 10216-2 bis 4:2004-07, Abschnitt 11.10 z.B. DIN EN 10216-2 bis 4:2004 07, Abschnitt 11.9
Geschweißte Rohre
Rohrkörper
Schweißnaht
Bleche/Bänder
ungeprüfte Rohrenden
nur Rohrenden (z.B. aufgeweitet)
Fasen
Außenoberfläche
Innenoberfläche
Wanddicke
sonstiges
gesamte Länge
gesamte Länge
gesamte Fläche
..... mm Länge
..... mm Länge
gesamte Länge
gesamte Länge
gesamte Länge
gesamte Länge
statistisch/vollständig 1)
nur an den Enden
Kanten
abtrennen
nach Vereinbarung
..... mm an den Enden
..... mm an den Enden
nur an den Enden
nach Vereinbarung
4.2.1
4.2.2
4.2.3
4.2.4
4.2.5
4.2.6
4.2.7
z.B. DIN EN 10217-3:2005-04, Abschnitt 8.4.3.2 und 11.12.1.2
z.B. DIN EN 10217-3:2005-04, Abschnitt 8.4.3.2 und 11.12.1 (hochfrequenzgeschweißt)
oder Abschnitt 11.12.2 (unterpulvergeschweißt)
z.B. DIN EN 10217-3:2005-04, Abschnitt 8.4.3.2 und 11.12.2.2
z.B. DIN EN 10217-3:2005-04, Abschnitt 11.12.1.1, letzter Absatz z.B. DIN EN 10208-2:1996-08, Abschnitt D.2.4 (Dopplungen an den Rohrenden)
z.B. DIN EN 10217-3:2005-04, Abschnitt 11.10
z.B. DIN EN 10217-3:2005-04, Abschnitt 11.11
1) Nicht zutreffendes streichen

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 21
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
5.
Wann wird geprüft?
gemäß Festlegung bzw. Empfehlung in der Produktnorm
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung in der Kundenspezifikation/Liefervorschrift
im prüffähigen Zustand
vor/nach 1) dem Innendruck-Versuch mit Wasser
vor/nach 1) der Wärmebehandlung
während der Produktion (z.B. unmittelbar nach dem Schweißen)
nach dem Richten/Entzundern
gemäß Vereinbarung zwischen Besteller und Hersteller
5.1
5.2
5.2 a
z.B. DIN EN 10208-2:1996-08, Abschnitt D.2.2
z.B. DIN EN 10246-7:2005-12, Abschnitt 2.1 und 2.2
z.B. DIN EN 10246-7:2005-12, Abschnitt 2.2
6.
Welche Prüfziele?
Längsfehler Querfehler Dopplungen Dichtheit
Geometrie(Ø, Wanddicke) Restmagnetismus sonstiges
gemäß Vorgabe in Produktnorm; ggf. auch optional (s. Textvorschläge 2.1 bis 2.4)
gemäß Vereinbarung zwischen Besteller und Hersteller
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
6.1
6.2 6.2 a
6.3
6.4
z.B. DIN EN 10216-1 bis 4:2004-07, Abschnitt 8.4.2.2 ggf. einschl. der dort zitierten Optionen z.B. DIN EN 10216-2 bis 4:2000-03, Abschnitt 11.8.2 (Dichtheit)
z.B. DIN EN 10217-3:2005-04, Abschnitt 11.9.2 (Dichtheit)
z.B. DIN EN 10208-2:1996-08, Abschnitt D.2.3 (Restmagnetismus)
z.B. DBL 4065, Abschnitt 5.1, 1. Absatz
7.
Welches Verfahren wird angewendet?
UT ET Streufluss RT MT PT VT sonstiges Verfahren
nach Wahl des Herstellers
nach Wahl des Bestellers
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
gemäß Vereinbarung zwischen Besteller und Hersteller
automatische/halbautomatische Prüfung in ................. – Technik
manuelle Prüfung mit Winkeleinschallung
Senkrechteinschallung
Tastsonde
sonstiger Technik
7.1/7.1.a
z.B. DIN EN 10216-2 bis 4:2000-03, Abschnitt 11.11.1 ggf. einschl. der dort zitierten Option
(6.1.a) z.B. DIN EN 10217-3:2005-04, Abschnitt 11.12.1 ggf. einschl. der dort zitierten Option
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 22
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
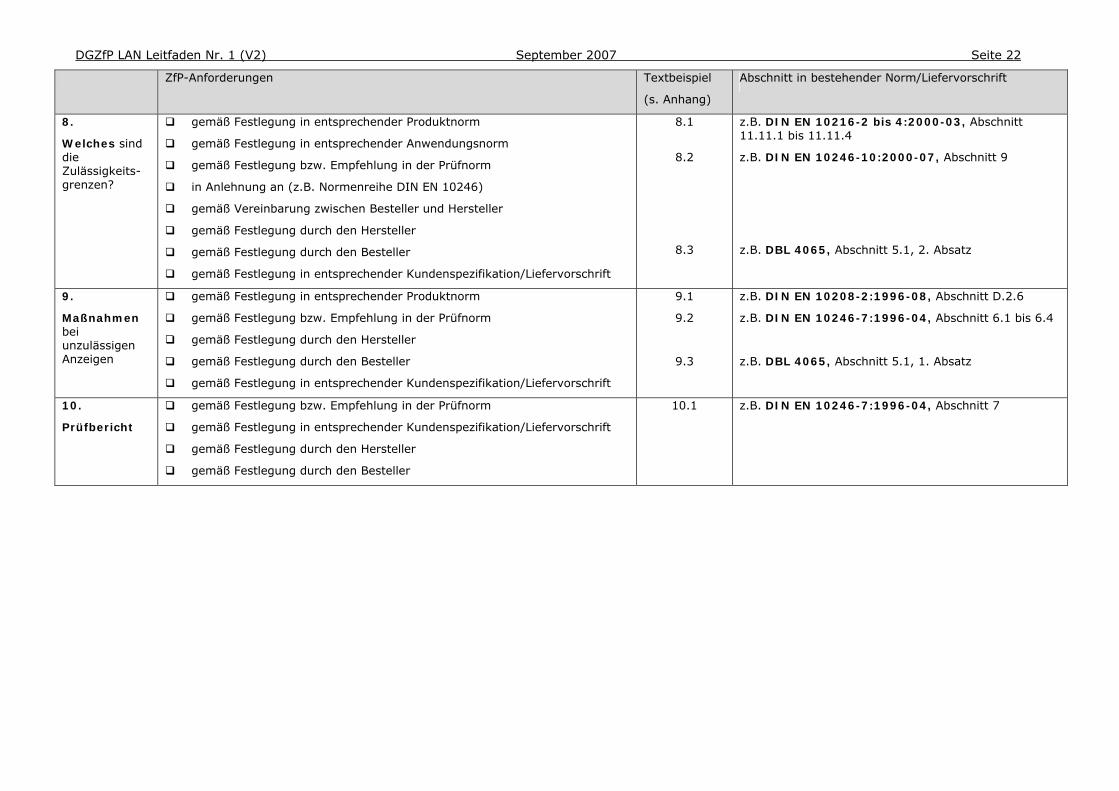
8.
Welches sind die Zulässigkeits-grenzen?
gemäß Festlegung in entsprechender Produktnorm
gemäß Festlegung in entsprechender Anwendungsnorm
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
in Anlehnung an (z.B. Normenreihe DIN EN 10246)
gemäß Vereinbarung zwischen Besteller und Hersteller
gemäß Festlegung durch den Hersteller
gemäß Festlegung durch den Besteller
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
8.1
8.2
8.3
z.B. DIN EN 10216-2 bis 4:2000-03, Abschnitt 11.11.1 bis 11.11.4
z.B. DIN EN 10246-10:2000-07, Abschnitt 9
z.B. DBL 4065, Abschnitt 5.1, 2. Absatz
9.
Maßnahmen bei unzulässigen Anzeigen
gemäß Festlegung in entsprechender Produktnorm
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung durch den Hersteller
gemäß Festlegung durch den Besteller
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
9.1
9.2
9.3
z.B. DIN EN 10208-2:1996-08, Abschnitt D.2.6
z.B. DIN EN 10246-7:1996-04, Abschnitt 6.1 bis 6.4
z.B. DBL 4065, Abschnitt 5.1, 1. Absatz
10.
Prüfbericht
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
gemäß Festlegung durch den Hersteller
gemäß Festlegung durch den Besteller
10.1 z.B. DIN EN 10246-7:1996-04, Abschnitt 7
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 23
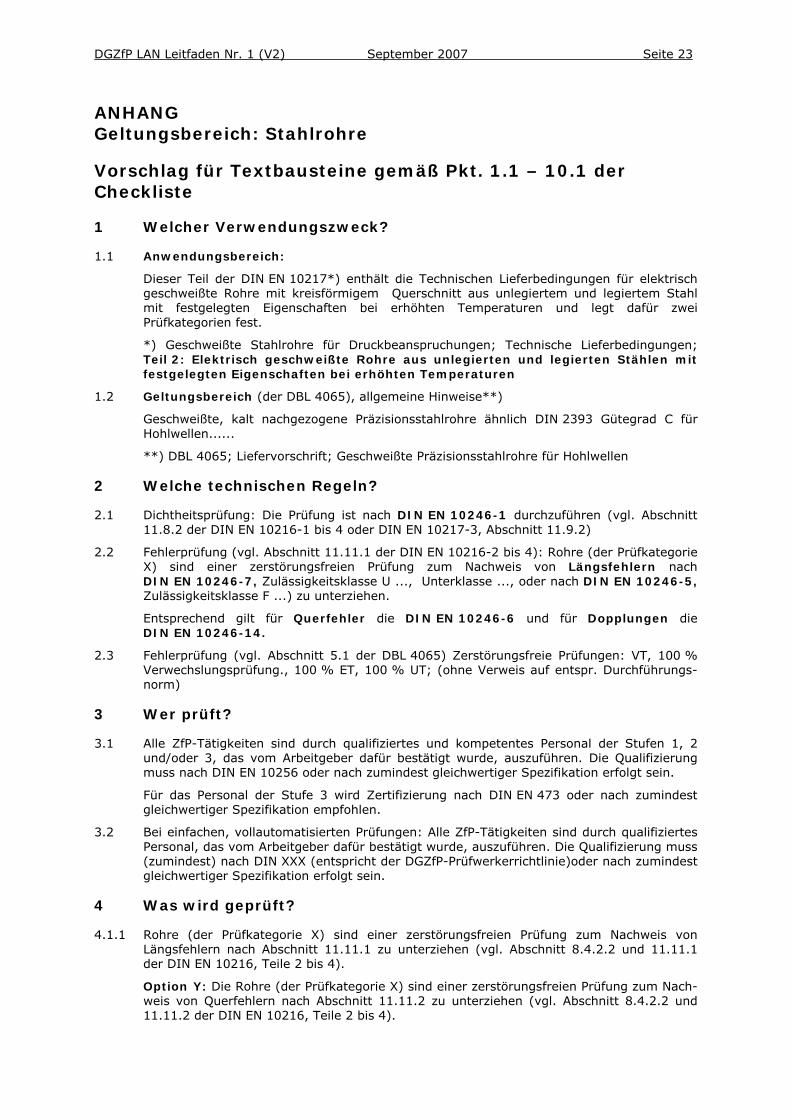
ANHANG Geltungsbereich: Stahlrohre
Vorschlag für Textbausteine gemäß Pkt. 1.1 – 10.1 der Checkliste
1 Welcher Verwendungszweck?
1.1 Anwendungsbereich:
Dieser Teil der DIN EN 10217*) enthält die Technischen Lieferbedingungen für elektrisch geschweißte Rohre mit kreisförmigem Querschnitt aus unlegiertem und legiertem Stahl mit festgelegten Eigenschaften bei erhöhten Temperaturen und legt dafür zwei Prüfkategorien fest.
*) Geschweißte Stahlrohre für Druckbeanspruchungen; Technische Lieferbedingungen; Teil 2: Elektrisch geschweißte Rohre aus unlegierten und legierten Stählen mit festgelegten Eigenschaften bei erhöhten Temperaturen
1.2 Geltungsbereich (der DBL 4065), allgemeine Hinweise**)
Geschweißte, kalt nachgezogene Präzisionsstahlrohre ähnlich DIN 2393 Gütegrad C für Hohlwellen......
**) DBL 4065; Liefervorschrift; Geschweißte Präzisionsstahlrohre für Hohlwellen
2 Welche technischen Regeln?
2.1 Dichtheitsprüfung: Die Prüfung ist nach DIN EN 10246-1 durchzuführen (vgl. Abschnitt 11.8.2 der DIN EN 10216-1 bis 4 oder DIN EN 10217-3, Abschnitt 11.9.2)
2.2 Fehlerprüfung (vgl. Abschnitt 11.11.1 der DIN EN 10216-2 bis 4): Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nachweis von Längsfehlern nach DIN EN 10246-7, Zulässigkeitsklasse U ..., Unterklasse ..., oder nach DIN EN 10246-5, Zulässigkeitsklasse F ...) zu unterziehen.
Entsprechend gilt für Querfehler die DIN EN 10246-6 und für Dopplungen die DIN EN 10246-14.
2.3 Fehlerprüfung (vgl. Abschnitt 5.1 der DBL 4065) Zerstörungsfreie Prüfungen: VT, 100 % Verwechslungsprüfung., 100 % ET, 100 % UT; (ohne Verweis auf entspr. Durchführungs-norm)
3 Wer prüft?
3.1 Alle ZfP-Tätigkeiten sind durch qualifiziertes und kompetentes Personal der Stufen 1, 2 und/oder 3, das vom Arbeitgeber dafür bestätigt wurde, auszuführen. Die Qualifizierung muss nach DIN EN 10256 oder nach zumindest gleichwertiger Spezifikation erfolgt sein.
Für das Personal der Stufe 3 wird Zertifizierung nach DIN EN 473 oder nach zumindest gleichwertiger Spezifikation empfohlen.
3.2 Bei einfachen, vollautomatisierten Prüfungen: Alle ZfP-Tätigkeiten sind durch qualifiziertes Personal, das vom Arbeitgeber dafür bestätigt wurde, auszuführen. Die Qualifizierung muss (zumindest) nach DIN XXX (entspricht der DGZfP-Prüfwerkerrichtlinie)oder nach zumindest gleichwertiger Spezifikation erfolgt sein.
4 Was wird geprüft?
4.1.1 Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nachweis von Längsfehlern nach Abschnitt 11.11.1 zu unterziehen (vgl. Abschnitt 8.4.2.2 und 11.11.1 der DIN EN 10216, Teile 2 bis 4).
Option Y: Die Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nach-weis von Querfehlern nach Abschnitt 11.11.2 zu unterziehen (vgl. Abschnitt 8.4.2.2 und 11.11.2 der DIN EN 10216, Teile 2 bis 4).

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 24
Option Z: Die Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nach-weis von Dopplungen nach Abschnitt 11.11.3 zu unterziehen (vgl. Abschnitt 8.4.2.2 und 11.11.3 der DIN EN 10216, Teile 2 bis 4).
4.1.2 Bereiche an den Rohrenden, die nicht automatisch geprüft wurden, sind entweder einer manuellen bzw. halbautomatischen Ultraschallprüfung nach EN 10246-7, Zulässigkeits-klasse U2..., Unterklasse C... zu unterziehen oder abzutrennen (vgl. DIN EN 10216-2 bis 4, Abschnitt 11.11.1, letzter Absatz).
4.1.3 Dopplungen an den Rohrenden: Innerhalb der letzten 25 mm Rohrlänge an beiden Rohrenden sind Dopplungen in Umfangsrichtung von mehr als X mm Länge nicht zugelassen. Der Nachweis ist auf Vereinbarung durchzuführen. In diesem Fall ist eine Ultraschallprüfung nach DIN EN 10246-17 anzuwenden (vgl. DIN EN 10208-2, Abschnitt D.2.4).
4.1.4 Sichtprüfung: Die Rohre sind einer Sichtprüfung zu unterziehen, um die Übereinstimmung mit den in Abschnitt XYZ angegebenen Anforderungen sicherzustellen.
4.1.5 Wanddicke: Die Wanddicke ist an beiden Rohrenden zu messen, wenn nicht Option YZ festgelegt worden ist
Option YZ: Die Wanddicke ist außerhalb des Rohrendenbereichs nach einem vereinbarten Verfahren zu messen.
4.2.1 Schweißnaht und Grundwerkstoff von HFW-Rohren (der Prüfkategorie Y) sind über die gesamte Länge einer zerstörungsfreien Prüfung zum Nachweis von Längsfehlern 11.12.1.2 zu unterziehen (vgl. Abschnitt 11.12.1.2 der DIN EN 10217-3).
4.2.2 Die Schweißnaht von (HFW-) Rohren (der Prüfkategorie X) ist über die gesamte Länge einer zerstörungsfreien Prüfung zum Nachweis von (Längs-) Fehlern nach 11.12.1 der 10217, Teil 3 zu unterziehen.
Option Z: HFW-Rohre (der Prüfkategorie Z) sind einer zerstörungsfreien Prüfung zum Nachweis von Querfehlern nach Abschnitt 11.12.1.3 zu unterziehen (vgl. Abschnitt 8.4.3.2 und 11.12.1.3 der DIN EN 10217, Teil 2).
Option Z1: HFW-Rohre (der Prüfkategorie Z) sind einer zerstörungsfreien Prüfung zum Nachweis von Dopplungen nach Abschnitt 11.12.1.4 zu unterziehen (vgl. Abschnitt 8.4.3.2 und 11.12.1.4 der DIN EN 10217, Teil 3).
Die Schweißnaht von (SAW-) Rohren ist entweder nach DIN EN 10246-9, Zulässigkeits-klasse U ... oder U ... (je nach Prüfkategorie) oder nach DIN EN 10246-10, Bildgüteklasse R2, über die gesamte Länge zu prüfen (vgl. Abschnitt 11.12.2.1 der DIN EN 10217, Teil 3).
4.2.3 ZfP zum Nachweis von Dopplungen (SAW-Rohre): Der Grundwerkstoff ist nach DIN EN 10246-15, Zulässigkeitsklasse U ... zu prüfen. Die Rohrenden sind nach DIN EN 10246-17 zu prüfen. Innerhalb der letzten 25 mm Rohrlänge an beiden Rohrenden sind Dopplungen in Umfangsrichtung von mehr als 6 mm Länge nicht zugelassen. Die an die Schweißnaht angrenzenden Blech- oder Bandkanten sind nach DIN EN 10246-15 oder DIN EN 10246-16 innerhalb einer 15 mm breiten Zone der Schweißnaht zu prüfen (vgl. Abschnitt 11.12.2.2 der DIN EN 10217, Teil 3).
4.2.4 Bereiche der Schweißnaht an den Rohrenden, die nicht automatisch geprüft wurden, sind entweder einer manuellen bzw. halbautomatischen Ultraschallprüfung nach DIN EN 10246-7 oder –8 (HFW-Rohre) oder 10246-9 oder –10 (SAW-Rohre) zu unterziehen oder abzutrennen (vgl. DIN EN 10217-3, Abschnitt 11.12.1.1, 11.12.1.2 und 11.12.2.1, jeweils letzter Absatz).
4.2.5 Wie 4.1.3
4.2.6 Wie 4.1.4
4.2.7 Wie 4.1.5
5 Wann wird geprüft?
5.1 Soweit nichts anderes vereinbart wurde, ist die ZfP der Schweißnaht von HFW-Rohren < 200 mm Außendurchmesser und die ZfP über den gesamten Umfang von nahtlosen Rohren vor oder nach dem Innendruckversuch mit Wasser durchzuführen. Die ZfP von SAW- und HFW-Rohren ≥ 200 mm Außendurchmesser ist nach dem Innendruckversuch mit Wasser durchzuführen. Die Wahl des geeigneten Zeitpunkts für die Durchführung aller

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 25
anderen festgelegten zerstörungsfreien Prüfungen bleibt dem Hersteller überlassen (vgl. DIN EN 10208-2, Abschnitt D.2.2).
5.2 Die (Ultraschall-) Prüfung wird üblicherweise an den Rohren durchgeführt, nachdem der Hauptfertigungsprozess abgeschlossen ist (vgl. Abschnitt 2.1 der DIN EN 10246-7).
5.2 a Die zu prüfenden Rohre müssen ausreichend gerade sein, um ein einwandfreies Ergebnis der Prüfung sicherzustellen. Die Oberflächen müssen frei sein von solchen Fremdstoffen, die ein einwandfreies Ergebnis der Prüfung beeinträchtigen können (vgl. Abschnitt 2.2 der DIN EN 10246-7).
6 Welcher Prüfumfang (Prüfziel)?
6.1 Die Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nachweis von Längsfehlern nach Abschnitt 11.11.1 der DIN EN 10216 Teile 2 bis 4 (enthält Verweis auf DIN EN 10246-7) zu unterziehen. (vgl. Abschnitt 8.4.2.2, erster Absatz der DIN EN 10216, Teile 2 bis 4; in DIN EN 10216-1 als Option)
Option Y: Die Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nach-weis von Querfehlern nach Abschnitt 11.11.2 der DIN EN 10216 Teile 2 bis 4 (Verweis auf DIN EN 10246-14) zu unterziehen. (vgl. entspr. Optionen in Abschnitt 8.4.2.2 der DIN EN 10216, Teile 1 bis 4).
Option Z (vgl. Abschnitt 8.4.2.2 der DIN EN 10246-2 bis 4): Die Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nachweis von Dopplungen nach Abschnitt 11.11.3 der DIN EN 10216 Teile 2 bis 4 zu unterziehen (Verweis auf DIN EN 10246-14).
6.2 Die Rohre sind einer zerstörungsfreien Prüfung zum Nachweis der Dichtheit nach Pkt 8.4.2.1 der DIN EN 10216, Teile 1 - 4 zu unterziehen
Die Wahl des Prüfverfahrens ist dem Hersteller überlassen, (wenn nicht Option X festgelegt ist).
6.2 a Text wie 6.2 (gilt jedoch für geschweißte Rohre z. B. nach DIN EN 10217-3, Abschnitt 8.4.3.1)
(Option X:) Der Besteller legt das Verfahren der zerstörungsfreien Prüfung fest
6.3 Der Restmagnetismus an den Rohrenden darf parallel zur Rohrachse einen Wert von 30 G (3 mT) nicht überschreiten. Messungen zur Kontrolle der Einhaltung dieser Anforderung sind stichprobenweise vor dem Versand im Werk des Herstellers an der Rohrstirnfläche unter Verwendung eines geeichten Hall-Effekt-Gaussmeters oder einer gleichwertigen Prüfeinrichtung durchzuführen.
6.4 Sicherstellung der Gebrauchstauglichkeit durch Einsatz von VT, 100 % Verwechslungsprüfung, 100 % ET, 100 % UT; (ohne Verweis auf entspr. Durchführungs-norm) sowie Entnahme von Schliffen in regelmäßigen Zeitabständen.
7 Welches Verfahren wird angewendet?
7.1 Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nachweis von Längs-fehlern nach DIN EN 10246-7 (Ultraschallprüfung), Zulässigkeitsklasse U ..., Unter-klasse ..., oder nach DIN EN 10246-5 (Streuflussprüfung), Zulässigkeitsklasse F ...) zu unterziehen
Die Wahl des Prüfverfahrens ist dem Hersteller überlassen, (wenn nicht Option X festgelegt ist).
(Option X:) Der Besteller legt das Verfahren der zerstörungsfreien Prüfung fest
7.1 a Geschweißte Rohre: Die Schweißnaht von (HFW)-Rohren (der Prüfkategorie X) ist über die gesamte Länge entweder nach DIN EN 10246-3 (Wirbelstromprüfung), Zulässigkeits-klasse E ..., oder DIN EN 10246-5 (Streuflussprüfung), Zulässigkeitsklasse F ..., oder DIN EN 10246-7 (Ultraschallprüfung), Zulässigkeitsklasse U ..., Unterklasse ..., oder DIN EN 10246-8 (Ultraschallprüfung), Zulässigkeitsklasse U ... zu prüfen.
Die Wahl des Prüfverfahrens ist dem Hersteller überlassen, (wenn nicht Option X festgelegt ist).
(Option X:) Der Besteller legt das Verfahren der zerstörungsfreien Prüfung fest

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 26
8 Welches sind die Zulässigkeitsgrenzen?
8.1 (s. entspr. Wortlaut bzw. Hinweise unter , , bzw. ): Rohre (der Prüfkategorie X) sind einer zerstörungsfreien Prüfung zum Nachweis von Längsfehlern nach (z. B. DIN EN 10246-6 oder -7, Zulässigkeitsklasse U ..., Unterklasse C, oder nach DIN EN 10246-5, Zulässigkeitsklasse F ...) zu unterziehen (vgl. Abschnitt 11.11.1 bis 11.11.4 der DIN EN 10216-2 bis 4).
8.2 Die nachfolgend angegebenen Zulässigkeitsgrenzen gelten für die Durchstrahlungsprüfung einer Schweißnaht, soweit in den Produktnormen nicht alternative Anforderungen festgelegt sind
1. Risse, unvollständige Durchschweißung .....
2. Einzelne kreisförmige Schlackeneinschlüsse .....
3. Einzelne lang gestreckte Schlackeneinschlüsse .....
4. Einzelne Einbrandkerben .....
5. Einbrandkerben beliebiger Länge ....
(vgl. DIN EN 10246-10, Abschnitt 9.1 bis 9.6)
8.3 Die zerstörungsfreien Prüfungen sind so durchzuführen, dass Fehler ≥ 0,X mm Tiefe und ≥ Y mm Länge auf der Innen- und Außenseite sowohl in Längs- als auch in Umfangsrichtung sicher nachgewiesen werden. Die Eignung der eingesetzten Prüfverfahren ist anhand von künstlichen und natürlichen Fehlern nachzuweisen.
9 Maßnahmen bei unzulässigen Anzeigen
9.1 Fehlerverdächtige Rohre sind nach dem Abschnitt “Zulässigkeitsbedingungen“ in der jeweiligen Europäischen Norm für die zerstörungsfreie Prüfung von Rohren zu behandeln, soweit in dieser Europäischen Norm nichts anderes festgelegt ist (vgl. EN 10208-2, Abschnitt D.2.6, zweiter Absatz).
9.2 Rohre mit Anzeigen, die die Verwerfungsgrenze erreichen oder überschreiten, sind auszusortieren und wie folgt zu behandeln:
• erneut prüfen; wenn Anzeige unterhalb Verwerfungsgrenze: OK
• fehlerhaften Bereich im Rahmen der zulässigen Wandtoleranzen bearbeiten (z.B. Schleifen)
• fehlerhaften Bereich abtrennen
• Rohr ohne weitere Nachprüfung verwerfen
(vgl. DIN EN 10246-7, Abschnitt 6.1 bis 6.4)
9.3 Werden mit der ZfP Fehler entdeckt, sind stichprobenweise Schliffe anzufertigen
10 Prüfbericht
10.1 Der Hersteller muss (ggf. auf Vereinbarung) dem Besteller einen Prüfbericht erstellen, der mindestens die folgenden Angaben enthält:
a) den Bezug auf die angewendete Prüfnorm/Prüfvorschrift
b) Datum des Prüfberichts
c) Zulässigkeitsklasse/Verwerfungsgrenze
d) Bestätigung, dass die Anforderungen erfüllt wurden
e) Produktbezeichnung nach Werkstoff und Abmessung
f) Art und Einzelheiten der Prüftechnik
g) Beschreibung des Bezugsstandards/Testkörpers

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 27
Liste der zitierten Normen Nummer Datum Titel
DBL 4065
DIN 54161 2004-11 Zerstörungsfreie Prüfung - Qualifizierung von Prüfwerkern der zerstörungsfreien Prüfung
DIN EN 473 2006-01 Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung - Allgemeine Grundlagen
DIN EN 10208-2 1996-08 Stahlrohre für Rohrleitungen für brennbare Medien - Technische Lieferbedingungen - Teil 2: Rohre der Anforderungsklasse B
DIN EN 10216-1 2004-07 Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 1: Rohre aus unlegierten Stählen mit festgelegten Eigenschaften bei Raumtemperatur
DIN EN 10216-2 2004-07 Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 2: Rohre aus unlegierten und legierten Stählen mit festgelegten Eigenschaften bei erhöhten Temperaturen
DIN EN 10216-3 2004-07 Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 3: Rohre aus legierten Feinkornbaustählen
DIN EN 10216-4 2004-07 Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 4: Rohre aus unlegierten und legierten Stählen mit festgelegten Eigenschaften bei tiefen Temperaturen
DIN EN 10217-2 2005-04 Geschweißte Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 2: Elektrisch geschweißte Rohre aus unlegierten und legierten Stählen mit festgelegten Eigenschaften bei erhöhten Temperaturen
DIN EN 10217-3 2005-04 Geschweißte Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 3: Rohre aus legierten Feinkornbaustählen
DIN EN 10246-1 1996-04 Zerstörungsfreie Prüfung von Stahlrohren - Teil 1: Automatische elektromagnetische Prüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) ferromagnetischer Stahlrohre zum Nachweis der Dichtheit
DIN EN 10246-5 2000-03 Zerstörungsfreie Prüfung von Stahlrohren - Teil 5: Automatische Magnetfeldsonden-Streuflussprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) ferromagnetischer Stahlrohre über den gesamten Rohrumfang zum Nachweis von Längsfehlern
DIN EN 10246-6 2000-03 Zerstörungsfreie Prüfung von Stahlrohren - Teil 6: Automatische Ultraschallprüfung nahtloser Stahlrohre über den gesamten Rohrumfang zum Nachweis von Querfehlern
DIN EN 10246-7 2005-12 Zerstörungsfreie Prüfung von Stahlrohren - Teil 7: Automatische Ultraschallprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) Stahlrohre über den gesamten Rohrumfang zum Nachweis von Längsfehlern
DIN EN 10246-8 2000-03 Zerstörungsfreie Prüfung von Stahlrohren - Teil 8: Automatische Ultraschallprüfung der Schweißnaht elektrisch geschweißter Stahlrohre zum Nachweis von Längsfehlern
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 28
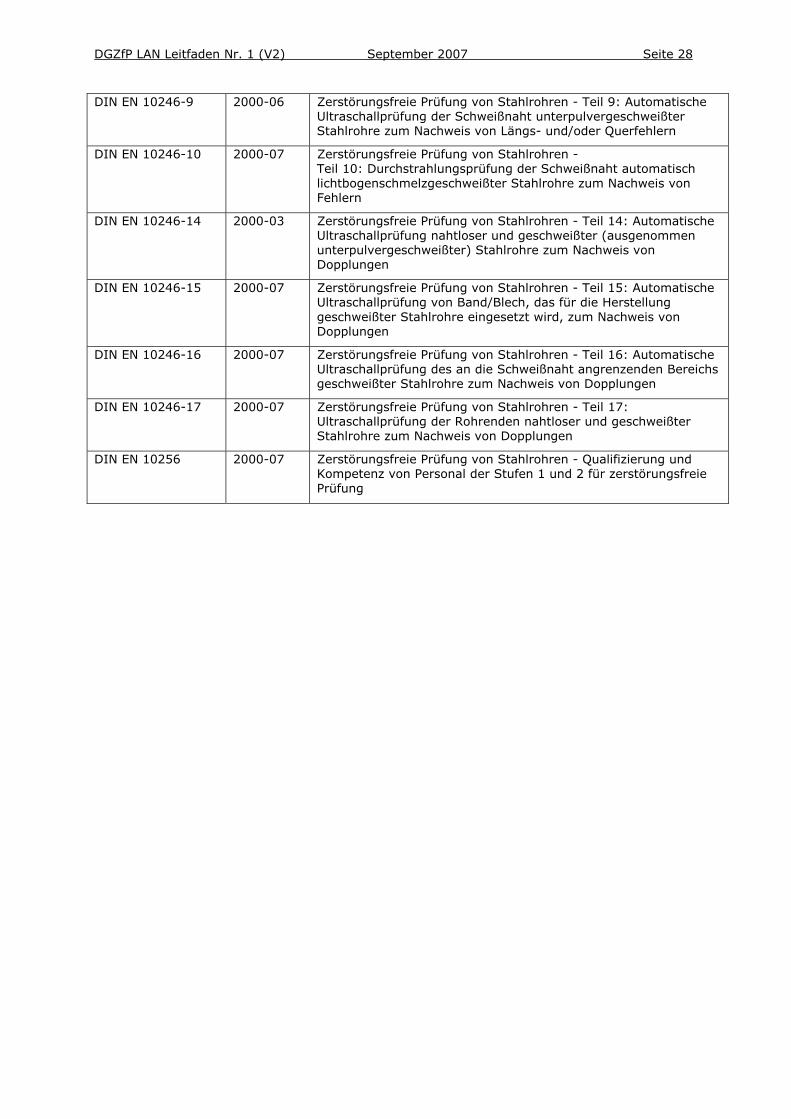
DIN EN 10246-9 2000-06 Zerstörungsfreie Prüfung von Stahlrohren - Teil 9: Automatische Ultraschallprüfung der Schweißnaht unterpulvergeschweißter Stahlrohre zum Nachweis von Längs- und/oder Querfehlern
DIN EN 10246-10 2000-07 Zerstörungsfreie Prüfung von Stahlrohren - Teil 10: Durchstrahlungsprüfung der Schweißnaht automatisch lichtbogenschmelzgeschweißter Stahlrohre zum Nachweis von Fehlern
DIN EN 10246-14 2000-03 Zerstörungsfreie Prüfung von Stahlrohren - Teil 14: Automatische Ultraschallprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) Stahlrohre zum Nachweis von Dopplungen
DIN EN 10246-15 2000-07 Zerstörungsfreie Prüfung von Stahlrohren - Teil 15: Automatische Ultraschallprüfung von Band/Blech, das für die Herstellung geschweißter Stahlrohre eingesetzt wird, zum Nachweis von Dopplungen
DIN EN 10246-16 2000-07 Zerstörungsfreie Prüfung von Stahlrohren - Teil 16: Automatische Ultraschallprüfung des an die Schweißnaht angrenzenden Bereichs geschweißter Stahlrohre zum Nachweis von Dopplungen
DIN EN 10246-17 2000-07 Zerstörungsfreie Prüfung von Stahlrohren - Teil 17: Ultraschallprüfung der Rohrenden nahtloser und geschweißter Stahlrohre zum Nachweis von Dopplungen
DIN EN 10256 2000-07 Zerstörungsfreie Prüfung von Stahlrohren - Qualifizierung und Kompetenz von Personal der Stufen 1 und 2 für zerstörungsfreie Prüfung

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 29
Checkliste zur Überprüfung der Einbindung von ZfP-Anforderungen in Normen oder andere Regelwerke
Geltungsbereich: Schmiedestücke aus Stahl Freiform- und Gesenkschmiedestücke, ggf. auch gewalzte Stäbe analog zu den geschmiedeten Stäben
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
1.
Welcher Verwendungs-zweck?
Festlegung im Geltungs-/Anwendungsbereich einer Richtlinie z.B.:
Druckgeräte-Richtlinie Bauprodukten-Richtlinie Maschinen-Richtlinie
Festlegung im Geltungs-/Anwendungsbereich einer Anwendungsnorm z.B.:
DIN EN 12952 Wasserrohrkessel DIN EN 12953 Großwasserraumkessel DIN EN 13445 Unbefeuerte Druckbehälter DIN EN 13480 Industrierohrleitungen
Festlegung im Geltungs-/Anwendungsbereich einer Kundenspezifikation/ Liefervorschrift
Stahlkonstruktion (z.B. Stahlhochbau) Schmiedestücke für mechanische/dynamische Beanspruchung Sonstiges
Keine ZfP-Anforderungen in den Richtlinien. Spezifikation der ZfP-Anforderungen ist Aufgabe des Herstellers eines Produktes Mit Ausnahme der DIN EN 12952-2, Abschnitt 4.1.6 d) keine ZfP-Anforderungen in den Europäischen Normen.
Spezifikation der ZfP-Anforderungen ist Aufgabe des Herstellers eines Produktes

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 30
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
2.
Welche Prüfnormen?
Allgemein in Produktnormen, z.B.:
DIN EN 10222-1: Schmiedestücken aus Stahl für Druckbehälter – Teil 1: Allgemeine Anforderungen an Freiformschmiedestücke
DIN EN 10250: Freiformschmiedestücke aus Stahl für allgemeine Verwendung
DIN EN 10254: Gesenkschmiedeteile aus Stahl
DIN EN 10273: Warmgewalzte schweißgeeignete Stäbe aus Stahl für Druckbehälter mit festgelegten Eigenschaften bei erhöhten Temperaturen (z.B. Prüfung analog wie geschmiedete Stäbe)
Verfahrens- bzw. werkstoffspezifisch:
DIN EN 10228-1: Magnetpulverprüfung von Schmiedestücken aus ferritischem und martensitischem Stahl
DIN EN 10228-2: Eindringprüfung von Schmiedestücken aus ferritischem und martensitischem Stahl
DIN EN 10228-3: Ultraschallprüfung von Schmiedestücken aus ferritischem und martensitischem Stahl
DIN EN 10228-4: Ultraschallprüfung von Schmiedestücken aus austenitischem und austenitisch-ferritischem nichtrostendem Stahl
DIN EN 10222-1:2202-07, A5 bis A7
DIN EN 10254, Abschnitt 8.3
DIN EN 10273 2, Abschnitte 8.5, 8.6 und 9.1
DIN EN 10228-1 bis DIN EN 10228-4
Prüfanweisung muss als schriftliche Anweisung für die spezielle Anwendung vorliegen
2 Siehe z.B. DIN EN 10228-1, Abschnitt 4
Siehe z.B. DIN EN 10228-2 bis 4, Abschnitte 5
3.
Wer prüft?
Hersteller mit entsprechend qualifiziertem eigenen oder von ihm beauftragten Personal
Besteller oder ein von diesem Beauftragter
3 Siehe z.B. DIN EN 10228-1, Abschnitt 5
2 Zitierte Ausgabe der DIN EN 10273:2000-04

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 31
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
4.
Was wird in welchem Umfang geprüft?
Form Vollständige Prüfung Stichprobenprüfung
Stäbe, rund
Stäbe, vierkant
Scheiben
Ringe
Hohlkörper, beidseitig offen
Hohlkörper, einseitig offen
Hohlkörper, beidseitig geschlossen
sonstige Form
4 DIN EN 10228-1 (MT), Abschnitte 3b), 9
DIN EN 10228-2 (PT) , Abschnitte 4b), 10
DIN EN 10228-3 (UT) , Abschnitte 4b), 12
DIN EN 10228-4 (UT) , Abschnitte 4a), 12
5.
Wann wird geprüft?
im Lieferzustand
zusätzlich Prüfung im vereinbarten Fertigungszustand
5 DIN EN 10228-1, Abschnitt 7
DIN EN 10228-2, Abschnitt 8
DIN EN 10228-3 und -4, Abschnitte 9
6.
Welche Prüfziele?
Oberflächenbeschaffenheit und Fehlerfreiheit 6 Siehe DIN EN 10222-1, Abschnitt 8
7.
Welches Verfahren wird angewendet?
MT
PT
UT
sonstiges
7 DIN EN 10228-1
DIN EN 10228-2
DIN EN 10228-3 bzw. -4
ggf für sonstige Verfahren zutreffende Normen
7.1
Prüf-parameter
gemäß Festlegung in der Prüfnorm
bzw. gemäß besonderer Vereinbarung zwischen Besteller und Hersteller:
gemäß Festlegung durch den Hersteller
7.1 Siehe Normen der Reihe DIN EN 10228 (Teile 1 bis 4)
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 32
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
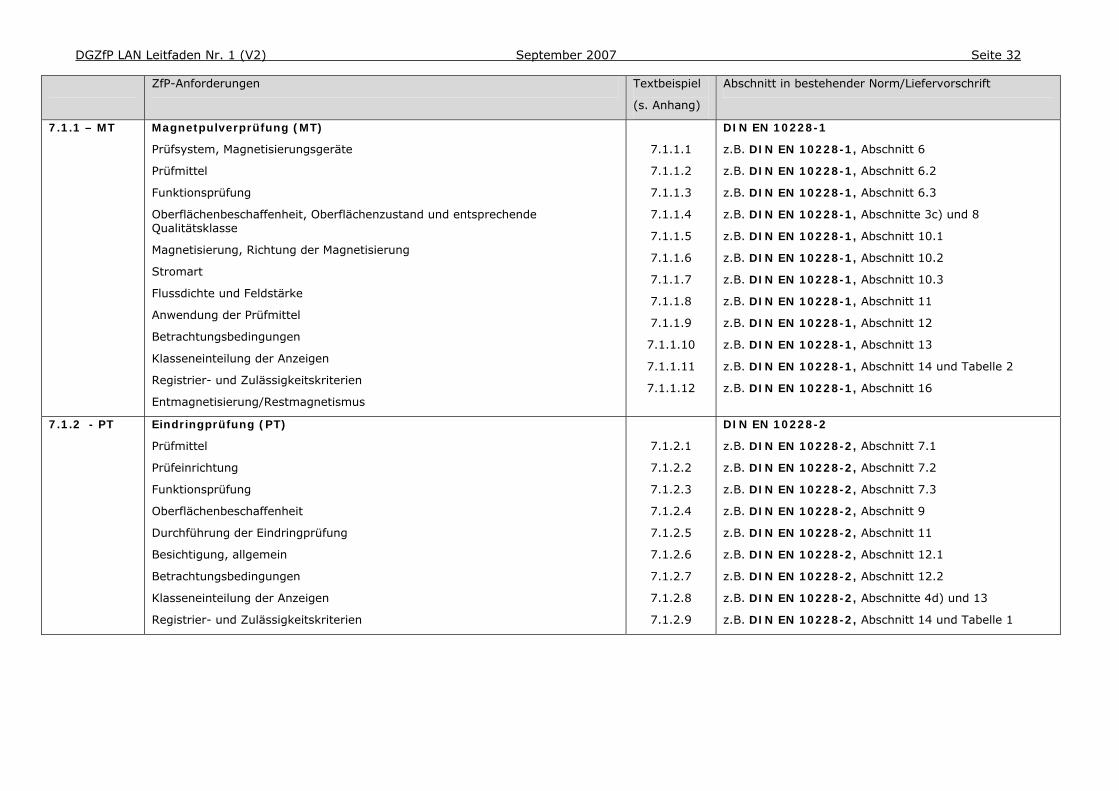
7.1.1 – MT Magnetpulverprüfung (MT)
Prüfsystem, Magnetisierungsgeräte
Prüfmittel
Funktionsprüfung
Oberflächenbeschaffenheit, Oberflächenzustand und entsprechende Qualitätsklasse
Magnetisierung, Richtung der Magnetisierung
Stromart
Flussdichte und Feldstärke
Anwendung der Prüfmittel
Betrachtungsbedingungen
Klasseneinteilung der Anzeigen
Registrier- und Zulässigkeitskriterien
Entmagnetisierung/Restmagnetismus
7.1.1.1
7.1.1.2
7.1.1.3
7.1.1.4
7.1.1.5
7.1.1.6
7.1.1.7
7.1.1.8
7.1.1.9
7.1.1.10
7.1.1.11
7.1.1.12
DIN EN 10228-1
z.B. DIN EN 10228-1, Abschnitt 6
z.B. DIN EN 10228-1, Abschnitt 6.2
z.B. DIN EN 10228-1, Abschnitt 6.3
z.B. DIN EN 10228-1, Abschnitte 3c) und 8
z.B. DIN EN 10228-1, Abschnitt 10.1
z.B. DIN EN 10228-1, Abschnitt 10.2
z.B. DIN EN 10228-1, Abschnitt 10.3
z.B. DIN EN 10228-1, Abschnitt 11
z.B. DIN EN 10228-1, Abschnitt 12
z.B. DIN EN 10228-1, Abschnitt 13
z.B. DIN EN 10228-1, Abschnitt 14 und Tabelle 2
z.B. DIN EN 10228-1, Abschnitt 16
7.1.2 - PT Eindringprüfung (PT)
Prüfmittel
Prüfeinrichtung
Funktionsprüfung
Oberflächenbeschaffenheit
Durchführung der Eindringprüfung
Besichtigung, allgemein
Betrachtungsbedingungen
Klasseneinteilung der Anzeigen
Registrier- und Zulässigkeitskriterien
7.1.2.1
7.1.2.2
7.1.2.3
7.1.2.4
7.1.2.5
7.1.2.6
7.1.2.7
7.1.2.8
7.1.2.9
DIN EN 10228-2
z.B. DIN EN 10228-2, Abschnitt 7.1
z.B. DIN EN 10228-2, Abschnitt 7.2
z.B. DIN EN 10228-2, Abschnitt 7.3
z.B. DIN EN 10228-2, Abschnitt 9
z.B. DIN EN 10228-2, Abschnitt 11
z.B. DIN EN 10228-2, Abschnitt 12.1
z.B. DIN EN 10228-2, Abschnitt 12.2
z.B. DIN EN 10228-2, Abschnitte 4d) und 13
z.B. DIN EN 10228-2, Abschnitt 14 und Tabelle 1

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 33
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
7.1.3 - UT Ultraschallprüfung (UT) von ferritischem oder martensitischem Stahl
Prüfgerät
Prüfköpfe
Justierkörper
Vergleichskörper
Koppelmittel
Justierung, Überprüfung
Oberflächenbeschaffenheit
Empfindlichkeitsjustierung
Durchführung der Prüfung
Anzeigeklassen
Einteilung der Inhomogenitäten
Registriergrenzen und Zulässigkeitsgrenzen
Technik der Größenbestimmung für ausgedehnte Inhomogenitäten
7.1.3.1
7.1.3.2
7.1.3.3
7.1.3.4
7.1.3.5
7.1.3.6
7.1.3.7
7.1.3.8
7.1.3.9
7.1.3.10
7.1.3.11
7.1.3.12
7.1.3.13
DIN EN 10228-3
z.B. DIN EN 10228-3, Abschnitt 1 und 7.1
z.B. DIN EN 10228-3, Abschnitt 7.2
z.B. DIN EN 10228-3, Abschnitt 7.3
z.B. DIN EN 10228-3, Abschnitt 7.4
z.B. DIN EN 10228-3, Abschnitt 7.5
z.B. DIN EN 10228-3, Abschnitt 8
z.B. DIN EN 10228-3, Abschnitt 10
z.B. DIN EN 10228-3, Abschnitt 11
z.B. DIN EN 10228-3, Abschnitt 12
z.B. DIN EN 10228-3, Abschnitt 13.1
z.B. DIN EN 10228-3, Abschnitt 13.2
z.B. DIN EN 10228-3, Abschnitt 14 und Tabellen 5 -7
z.B. DIN EN 10228-3, Abschnitt 15
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 34
ZfP-Anforderungen Textbeispiel
(s. Anhang)
Abschnitt in bestehender Norm/Liefervorschrift
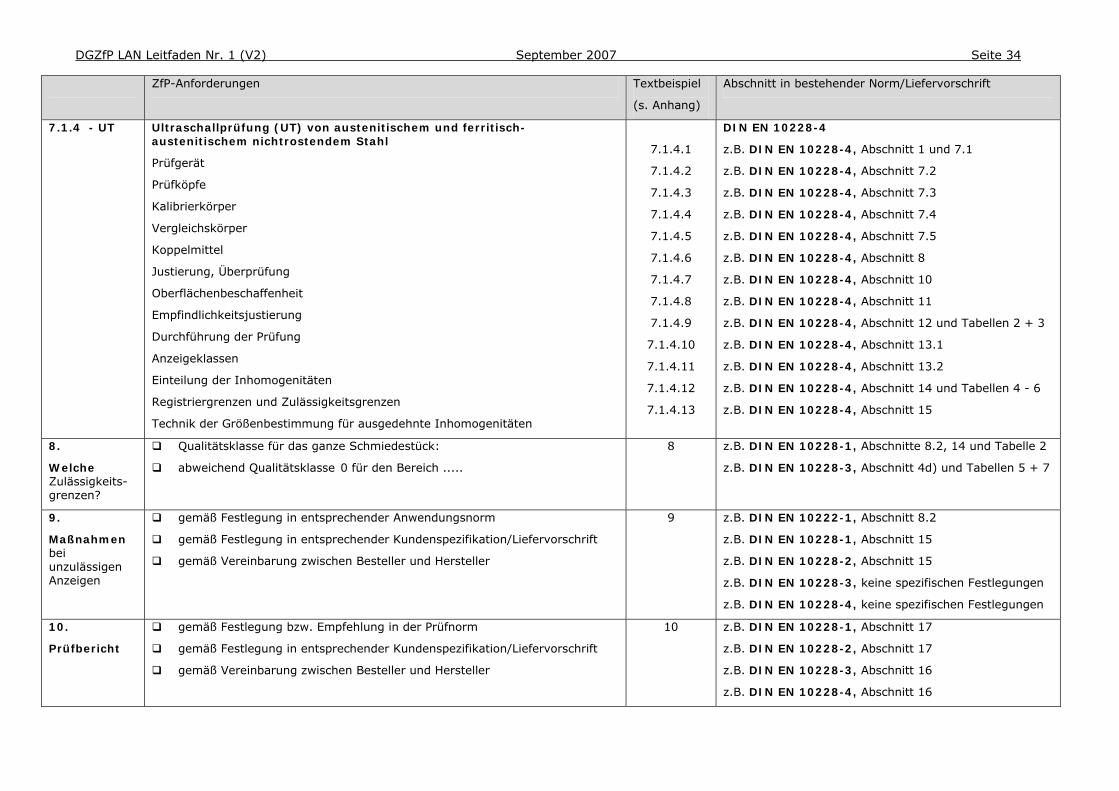
7.1.4 - UT Ultraschallprüfung (UT) von austenitischem und ferritisch-austenitischem nichtrostendem Stahl
Prüfgerät
Prüfköpfe
Kalibrierkörper
Vergleichskörper
Koppelmittel
Justierung, Überprüfung
Oberflächenbeschaffenheit
Empfindlichkeitsjustierung
Durchführung der Prüfung
Anzeigeklassen
Einteilung der Inhomogenitäten
Registriergrenzen und Zulässigkeitsgrenzen
Technik der Größenbestimmung für ausgedehnte Inhomogenitäten
7.1.4.1
7.1.4.2
7.1.4.3
7.1.4.4
7.1.4.5
7.1.4.6
7.1.4.7
7.1.4.8
7.1.4.9
7.1.4.10
7.1.4.11
7.1.4.12
7.1.4.13
DIN EN 10228-4
z.B. DIN EN 10228-4, Abschnitt 1 und 7.1
z.B. DIN EN 10228-4, Abschnitt 7.2
z.B. DIN EN 10228-4, Abschnitt 7.3
z.B. DIN EN 10228-4, Abschnitt 7.4
z.B. DIN EN 10228-4, Abschnitt 7.5
z.B. DIN EN 10228-4, Abschnitt 8
z.B. DIN EN 10228-4, Abschnitt 10
z.B. DIN EN 10228-4, Abschnitt 11
z.B. DIN EN 10228-4, Abschnitt 12 und Tabellen 2 + 3
z.B. DIN EN 10228-4, Abschnitt 13.1
z.B. DIN EN 10228-4, Abschnitt 13.2
z.B. DIN EN 10228-4, Abschnitt 14 und Tabellen 4 - 6
z.B. DIN EN 10228-4, Abschnitt 15
8.
Welche Zulässigkeits-grenzen?
Qualitätsklasse für das ganze Schmiedestück:
abweichend Qualitätsklasse 0 für den Bereich .....
8 z.B. DIN EN 10228-1, Abschnitte 8.2, 14 und Tabelle 2
z.B. DIN EN 10228-3, Abschnitt 4d) und Tabellen 5 + 7
9.
Maßnahmen bei unzulässigen Anzeigen
gemäß Festlegung in entsprechender Anwendungsnorm
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
gemäß Vereinbarung zwischen Besteller und Hersteller
9 z.B. DIN EN 10222-1, Abschnitt 8.2
z.B. DIN EN 10228-1, Abschnitt 15
z.B. DIN EN 10228-2, Abschnitt 15
z.B. DIN EN 10228-3, keine spezifischen Festlegungen
z.B. DIN EN 10228-4, keine spezifischen Festlegungen
10.
Prüfbericht
gemäß Festlegung bzw. Empfehlung in der Prüfnorm
gemäß Festlegung in entsprechender Kundenspezifikation/Liefervorschrift
gemäß Vereinbarung zwischen Besteller und Hersteller
10 z.B. DIN EN 10228-1, Abschnitt 17
z.B. DIN EN 10228-2, Abschnitt 17
z.B. DIN EN 10228-3, Abschnitt 16
z.B. DIN EN 10228-4, Abschnitt 16

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 35
ANHANG Geltungsbereich: Schmiedestücke aus Stahl
Vorschlag für Textbausteine gemäß Pkt. 1 – 9 der Checkliste
(Freiform- und Gesenkschmiedestücke, ggf. auch gewalzte Stäbe analog zu den geschmiedeten Stäben)
1 Welcher Verwendungszweck?
Anwendungsbereich:
Die Anwendung von Schmiedestücken kann in den Geltungsbereich unterschiedlicher Europäischer Richtlinien fallen. Die Richtlinien enthalten keine spezifischen Anforderungen an die ZfP von Erzeugnisformen. Die Spezifikation der ZfP ist Aufgabe des Herstellers und ggf. Ergebnis einer Gefahrenanalyse seines Produktes.
Die Normenreihe DIN EN 10222 gilt als Technische Lieferbedingung für Freiformschmiedestücke aus unterschiedlichen Werkstoffen. Derartige Schmiedestücke können für unterschiedliche Anwendungen spezifiziert werden, für die differenzierte Anforderungen aus den Technischen Regeln resultieren. Die Normen für Druckgeräte sehen mit Ausnahme der für Wasserrohrkessel (EN 12952-2) keine Festlegungen für die ZfP an Schmiedestücken vor; die Spezifikation ist Aufgabe des Herstellers
2 Welche Prüfnormen?
2.1 Normenreihe DIN EN 10228
Die zutreffenden Prüfnormen sind nachfolgend angegeben.
DIN EN 10228-1: Magnetpulverprüfung von Schmiedestücken aus ferritischem und martensitischem Stahl
DIN EN 10228-2: Eindringprüfung von Schmiedestücken aus ferritischem und martensitischem Stahl
DIN EN 10228-3: Ultraschallprüfung von Schmiedestücken aus ferritischem und martensitischem Stahl
DIN EN 10228-4: Ultraschallprüfung von Schmiedestücken aus austenitischem und austenitisch-ferritischem nichtrostendem Stahl
Im Abschnitt "Prüfungen" ist auf die Normenreihe DIN EN 10228 Bezug genommen.
2.2 Prüfanweisung
Nach DIN EN 10228 Teil 1 bis 4 ist für alle Prüfungsverfahren eine schriftliche Prüfanweisung erforderlich. Sie sollte in einer der folgenden Formen vorliegen:
a) als Erzeugnisspezifikation
b) als Prüfanweisung für die spezielle Anwendung
c) in Form der DIN EN 10228-1 mit Zusatzangaben zu anwendungsspezifischen Einzelheiten der Prüfung
Eine Bestätigung dieser Prüfanweisung durch den Besteller kann vereinbart werden.
Die Mindestangaben der Prüfanweisung ist in den Abschnitten 4.3 der Normen DIN EN 10228, Teile 1 und 2 sowie den Abschnitten 5.3 der Normen DIN EN 10228, Teile 3 und 4 spezifiziert.
3 Wer prüft?
Nach DIN EN 10228 Teil 1 bis 4 sind die Prüfungen durch Prüfpersonal des Herstellers oder von ihm beauftragtes Personal, das nach DIN EN 473 qualifiziert und zertifiziert ist, durchzuführen.
Die Durchführung der Prüfung in Gegenwart des Bestellers oder eines von ihm Beauftragten kann vereinbart werden.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 36
4 Was wird in welchem Umfang geprüft?
Entsprechend den Normen werden die unterschiedlichen Formen der Schmiedestücke mit den jeweiligen Verfahren zu 100 % oder in Stichproben geprüft. Die Stichprobe ist bei den Oberflächenverfahren auf den %-Anteil der Stücke bzw. bei der UT-Prüfung durch eine Rasterprüfung mit bestimmtem Rasterabstand der Prüfbahnen – allgemein nach Norm DIN EN 10228-3, Tabellen 3 und 4 bzw. DIN EN 10228-4, Tabellen 2 und 3 - definiert.
Für die Ultraschallprüfung wird in DIN EN 10228-3, Tabellen 3+4 und DIN EN 10228-4, Tabellen 2+3 abhängig von der Herstellung bzw. Form nach Typen der Schmiedstücke differenziert:
• Typ 1a und 1b für Stäbe
• Typ 2 für Scheiben
• Typ 3a, 3b und 3c für Buchsen und Ringe
• Typ 4 ist reserviert für zu vereinbarende Prüfumfänge
5 Wann wird geprüft?
Allgemein wird im Lieferzustand (ggf. nach abschließender Wärmebehandlung) geprüft. Wenn zu einem früheren Fertigungszeitpunkt geprüft werden soll, kann dies vereinbart werden.
6 Prüfziele
Das Ziel der Prüfung nach der Normenreihe DIN EN 10228 ist die Prüfung der Oberflächenbeschaffenheit und die Fehlerfreiheit.
7 Prüfverfahren?
Die Wahl des Prüfverfahrens bestimmt den Normteil aus Normenreihe DIN EN 10228. Die Teile 1 (MT) und 2 (PT) spezifizieren die Oberflächenverfahren und die Teile 3 bzw. 4 die Volumenprüfung mittels UT (siehe Abschnitt 2).
7.1 Prüfparameter
Die Durchführung der Prüfungen ist in den Normen DIN EN 10228 Teile 1 bis 4 spezifiziert. Bestimmte Prüfparameter können entsprechend den Regelungen der Norm vereinbart werden. Dies sind die nachfolgend aufgeführten Punkte.
7.1.1 Magnetpulverprüfung (MT) nach DIN EN 10228-1
7.1.1.1 Prüfsystem, Magnetisierungsgeräte
Eine oder mehrere der folgenden Arten von Magnetisierungsgeräten ist (sind) anzuwenden:
a) Handmagnete für Wechselstrom (siehe DIN EN 10228-1, Anhang A);
b) Stromdurchflutungsgeräte mit Aufsetzelektroden (siehe DIN EN 10228-1, Anhang A);
c) Dauermagnete;
d) Geräte für die Felddurchflutung mit Kabeln oder mit Spulen;
e) Zentralleiter;
f) Geräte für die magnetische Induktion;
g) Geräte zur Anwendung verschiedener Magnetisierungstechniken - gleichzeitig oder nacheinander.
Wird das Verfahren der Selbstdurchflutung (mit Aufsetzelektroden) für fertig bearbeitete Oberflächen angewendet, so sind die Kontaktstellen auf Schädigung zu prüfen.
7.1.1.2 Prüfmittel
Prüfmittel müssen die Anforderungen nach DIN EN ISO 9934-2 erfüllen.
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 37
7.1.1.3 Kontrolle des Prüfsystems
Eine Kontrolle des Prüfsystems ist vor Prüfbeginn durchzuführen, um die Funktionstüchtigkeit des Prüfsystems sicherzustellen. Diese Prüfung ist nach DIN EN ISO 9934-1 Abschnitt 11 durchzuführen.
7.1.1.4 Oberflächenbeschaffenheit
Die zu prüfenden Oberflächen müssen frei sein von Zunder, Öl, Fett, Bearbeitungsriefen, dicken Anstrichen und anderen Fremdstoffen, die die Prüfempfindlichkeit oder die Beurteilung der Anzeigen beeinträchtigen können.
Die Reinigung und Vorbereitung der Oberflächen dürfen auf den Werkstoff, die Oberflächenfertigbearbeitung oder das Prüfmittel keinen schädigenden Einfluss ausüben.
Die Rauheit der zuprüfenden Oberflächen muss die nach DIN EN 10228-1, Tabelle 1 gestellten Anforderungen für die jeweils anwendbare Qualitätsklasse erfüllen.
Es ist schwierig, Oberflächen im Schmiedezustand einer umfassenden Prüfung zu unterziehen. Die zu prüfende Oberfläche ist daher durch Strahlen mit Stahlkies oder Sand oder durch Schleifen vorzubereiten, so dass relevante Anzeigen eindeutig von Scheinanzeigen, die von der Oberflächenstruktur herrühren, unterschieden werden können.
Für allgemeine Anwendungsfälle sind die Qualitätsklassen 1 und 2 anwendbar. Für Gesenkschmiedestücke gilt Qualitätsklasse 3 als Mindestanforderung.
7.1.1.5 Richtung der Magnetisierung
Die Magnetisierung ist in Übereinstimmung mit den in DIN EN ISO 9934-1 angegebenen Anforderungen durchzuführen.
Die Oberfläche ist in mindestens zwei zueinander annähernd senkrecht stehenden Richtungen auf Fehler mit beliebiger Orientierung zu prüfen.
Kann die wahrscheinliche Art und Orientierung von Fehlern zuverlässig vorausgesagt werden - wie z.B. in bestimmten geschmiedeten Langprodukten -, so ist die Magnetisierung in nur einer Richtung zulässig, sofern in der Anfrage oder Bestellung keine andere Festlegung erfolgte.
Bei Magnetisierung unter lokaler Anwendung der Stromdurchflutung oder bei Magnetisierung mit Handmagnet wird für die zu prüfende Oberfläche eine Rastermarkierung empfohlen, um eine 100%ige Erfassung zu sichern (Einzelheiten siehe DIN EN 10228-1, Anhang A).
7.1.1.6 Stromart
Der Lieferer hat über die anzuwendende Stromart zu entscheiden, soweit nicht zwischen Besteller und Lieferer eine bestimmte Stromart (z. B. Wechselstrom oder halb-wellengleichgerichteter Wechselstrom) vereinbart wurde.
Zur Anleitung sollte auf DIN EN ISO 9934-1 Bezug genommen werden.
7.1.1.7 Flussdichte und Feldstärke
Die tangentiale Flussdichte muss mindestens 1,0 T erreichen. Die richtige Wahl von Flussdichte und/oder Feldstärke sind an der zu prüfenden Oberfläche in jeder Magnetisierungsrichtung vor oder während der Prüfung nachzuweisen, wobei eines oder mehrere der in DIN EN ISO 9934-3 erläuterten Verfahren anzuwenden ist (sind). Im Allgemeinen wird eine tangentiale Flussdichte von 1,0 T in Abhängigkeit von der magnetischen Permeabilität des zu prüfenden Werkstoffes bei einer Tangentialfeld-stärke von 2 kA/m bis 6 kA/m erreicht.
7.1.1.8 Anwendung der Prüfmittel
Die Prüfmittel sind kontinuierlich anzuwenden. Die Magnetpulversuspension oder das Magnetpulver ist unmittelbar vor oder während der Magnetisierung aufzutragen. Die Magnetisierung muss für mindestens zwei Sekunden nach Beendigung der Prüfmittelauftragung aufrechterhalten werden, damit sich die Anzeigen aufbauen können und das Prüfmittel, soweit anwendbar, abtropfen kann. Das Prüfmittel ist vor der Anwendung gut zu durchmischen.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 38
Große Schmiedestücke dürfen abschnittsweise geprüft werden, um eine angemessene Wirksamkeit des Prüfmittels sicherzustellen.
7.1.1.9 Betrachtungsbedingungen:
Folgende Betrachtungsbedingungen sind einzuhalten:
a) Nichtfluoreszierende Prüfmittel
Die zu prüfende Oberfläche ist unter weißem Licht von mindestens 500 lx Beleuchtungsstärke auf der Oberfläche zu besichtigen. Blendwirkungen und Reflexionen sind zu vermeiden.
ANMERKUNG: Geringere Beleuchtungsstärken können zwischen Besteller und Lieferer vereinbart werden.
b) Fluoreszierende Prüfmittel
Die zu prüfende Oberfläche ist unter (schwarzer) UV-A-Strahlung bei einer Bestrahlungsstärke von mindestens 10 W/m2 auf der Oberfläche zu besichtigen.
Die Beleuchtungsstärke für das weiße Hintergrundlicht darf 20 Ix nicht überschreiten.
Vor Beginn der Prüfung sind die Augen mindestens 5 Minuten an die schwache Hintergrundbeleuchtung anzupassen.
Die Vorwärmdauer die UV-A-Lampen muss mindestens 5 Minuten betragen.
7.1.1.10 Klasseneinteilung der Anzeigen
Es gelten folgende Vorschriften (siehe DIN EN 10228-1, Bild 1):
a) Eine Anzeige ist als Einzelanzeige zu betrachten, wenn sie nicht in einer Linie mit anderen Anzeigen liegt oder wenn sie wie diese ausgerichtet aber von ihnen mehr als das 5-fache der Länge der längeren der beiden betrachteten Anzeigen entfernt ist.
b) Zusammenhängende Anzeigen sind 2 (oder mehrere) Anzeigen in einer Linie, die für Beurteilungszwecke als eine fortlaufende Länge zu betrachten sind, wenn ihr Abstand weniger als das 5-fache der Länge der längeren der beiden betrachteten Anzeigen beträgt. Die Länge von zusammenhängenden Anzeigen wird als Abstand zwischen den entgegengesetzten Enden der beiden (äußeren) Anzeigen gemessen.
c) Als kumulative Länge wird die Summe der Längen aller auf der Bezugsfläche (148 mm x 105 mm, d. h. AG-Format) nachgewiesenen Anzeigen betrachtet.
ANMERKUNG 1: Anzeigen für Unregelmäßigkeiten in Schmiedestücken weisen üblicher-weise linienartige Form auf. DIN EN 10228-1 berücksichtigt daher lediglich linienartige Anzeigen, d. h. solche Anzeigen, deren Länge mindestens 3-mal so groß wie ihre Breite ist.
d) Der Prüfer hat alle angemessenen Vorkehrungen zu treffen, um Scheinanzeigen zu eliminieren.
ANMERKUNG 2: Scheinanzeigen können während der Prüfung als Folge von Nebeneffekten wie "magnetische Schrift", Querschnittsänderungen oder durch Korngrenzen zwischen Werkstoff bereichen mit unterschiedlichen magnetischen Eigenschaften auftreten.
7.1.1.11 Registrier- und Zulässigkeitskriterien
Vier Qualitätsklassen gelten für Schmiedestücke oder Teile eines Schmiedestückes. Qualitätsklasse 4 stellt die strengsten Anforderungen und erfordert damit die niedrigste Registriergrenze und die strengsten Zulässigkeitskriterien. Für Schmiedestücke für allgemeine Anwendung, die nur im Schmiedezustand geliefert werden, sind die Qualitätsklassen 1 und 2 anwendbar. Für Gesenkschmiedestücke gilt Qualitätsklasse 3 als Mindestanforderung. Die anwendbare(n) Qualitätsklasse(n) ist (sind) vor der Prüfung durch Besteller und Lieferer zu vereinbaren. DIN EN 10228-1, Tabelle 2 enthält Angaben über Registriergrenzen und Zulässigkeitskriterien, die für vier Qualitätsklassen anzuwenden sind.
Soweit dies vereinbart wurde, dürfen Registriergrenzen und Zulässigkeitskriterien, die von den in Tabelle 2 aufgeführten abweichen, angewendet werden.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 39
7.1.1.12 Entmagnetisierung/Restmagnetismus
Bei entsprechender Vereinbarung zwischen Besteller und Lieferer ist nach der Prüfung durch Herunterfahren der Stromstärke oder des magnetischen Flusses eine Entmagnetisierung in Übereinstimmung mit DIN EN ISO 9934-1 durchzuführen. Soweit nichts anderes vereinbart wurde, darf der Restmagnetismus einen Wert von 800 A/m nicht überschreiten.
7.1.2 Eindringprüfung (PT) nach DIN EN 10228-2
7.1.2.1 Prüfmittel
Prüfmittel für die Eindringprüfung (Eindringmittel, Emulgator, Zwischenreiniger und Entwickler) müssen die Anforderungen nach DIN EN 571-1 erfüllen. Die kombiniert einzusetzenden Prüfmittel für die Eindringprüfung müssen folgenden Anforderungen genügen:
a) Sie müssen die Anforderungen in DIN EN 571-1 erfüllen.
b) Sie müssen mit dem zu prüfenden Werkstoff verträglich sein
c) Mit ihnen muss die anzuwendende Registriergrenze für die Bestimmung der Prüfempfindlichkeit (siehe DIN EN 571-1) erreichbar sein.
7.1.2.2 Prüfeinrichtung
Die anzuwendende Prüfeinrichtung muss DIN EN ISO 3452-4 erfüllen.
ANMERKUNG: Die folgenden Einrichtungen können eingesetzt werden:
a) Spritzpistole oder Aerosolspray;
b) Tauchbehälter;
c) elektrostatische Spritzpistole.
7.1.2.3 Funktionsprüfung
Die Empfindlichkeit des Eindringmittels ist nach DIN EN ISO 3452-2 zu bestimmen.
7.1.2.4 Oberflächenbeschaffenheit
Die zu prüfenden Oberflächen müssen frei sein von Zunder, Öl, Fett, Bearbeitungsriefen, Farbanstrichen und anderen Fremdstoffen, die die Prüfempfindlichkeit oder die Beurteilung der Anzeigen beeinträchtigen können.
Die zu prüfenden Oberflächen müssen so beschaffen sein, dass sie eine Rauheit Ra ≤ 6,3 μm für die Qualitätsklassen 2, 3 und 4 und ≤ 12,5 μm für die Qualitätsklasse 1 aufweisen.
7.1.2.5 Durchführung der Eindringprüfung
Die Eindringprüfung ist nach DIN EN 571-1 durchzuführen.
7.1.2.6 Besichtigung, allgemein
Die Besichtigung ist unmittelbar nach Aufbringen des Entwicklers zu beginnen und diskontinuierlich bis zum Ende der Entwicklungsdauer, bei dem die abschließende Beurteilung durchzuführen ist, fortzuführen.
7.1.2.7 Betrachtungsbedingungen
Folgende Betrachtungsbedingungen sind einzuhalten:
a) Farbeindringmittel
Die zu prüfende Oberfläche ist unter weißem Licht von mindestens 500 lx Beleuchtungsstärke auf der Oberfläche zu besichtigen. Blendwirkungen und Reflexionen sind zu vermeiden.
ANMERKUNG: Geringere Beleuchtungsstärken können zwischen Besteller und Lieferer vereinbart werden.
b) Fluoreszierende Eindringmittel
Die zu prüfende Oberfläche ist unter (schwarzer) UV-A-Strahlung bei einer Bestrahlungsstärke von mindestens 10 W/m2 auf der Oberfläche zu besichtigen.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 40
Die Beleuchtungsstärke für das weiße Hintergrundlicht darf 20 lx nicht überschreiten.
Vor Beginn der Prüfung sind die Augen mindestens 5 Minuten an die schwache Hintergrundbeleuchtung anzupassen und die Vorwärmdauer die UV-A-Lampen muss mindestens 5 Minuten betragen.
7.1.2.8 Klasseneinteilung der Anzeigen
Es gelten folgende Vorschriften (siehe DIN EN 10228-2, Bild 1):
Die Anforderungen a – c) entsprechen denen aus DIN EN 10228-2, Abschnitt 8.1.10; weiterhin gilt:
d) Eine runde Anzeige ist eine Anzeige, deren Länge höchstens 3-mal so groß wie deren Breite ist.
e) Scheinanzeigen, die durch die Geometrie des Schmiedestückes (Querschnittsänderungen, Einschnitte usw.) oder die Oberflächengüte (Schrammen, Bearbeitungsriefen usw.) bedingt sind, dürfen nicht berücksichtigt werden.
7.1.2.9 Registrier- und Zulässigkeitskriterien
Die Anforderungen an die Qualitätsklassen entsprechen den Festlegungen in Abschnitt 8.1.11. DIN EN 10228-2, Tabelle 1 enthält Angaben über Registriergrenzen und Zulässigkeitskriterien, die für vier Qualitätsklassen anzuwenden sind.
7.1.3 Ultraschallprüfung (UT) nach DIN EN 10228-3
7.1.3.1 Prüfgerät
DIN EN 10228-3 gilt für die manuelle Ultraschall-Impuls-Echo-Prüfung von Schmiedestücken. Mechanisierte Abtastverfahren wie die Tauchprüfung dürfen angewendet werden, wenn darüber eine Vereinbarung zwischen Besteller und Hersteller getroffen wurde.
Das Prüfgerät muss eine A-Bild-Darstellung haben und die Anforderungen von DIN EN 12668-1 erfüllen.
7.1.3.2 Prüfköpfe
Die Senkrecht- und Winkelprüfköpfe müssen die Anforderungen in DIN EN 12668-2 erfüllen.
Sind weitergehende Untersuchungen erforderlich, so können zusätzliche Prüfköpfe verwendet werden. Zusätzliche Prüfköpfe dürfen nicht für die erstmalige Fehlersuche eingesetzt werden, und es wird empfohlen, dass derartige Prüfköpfe die Anforderungen in DIN EN 12668-2 erfüllen.
Prüfköpfe sind anzuschleifen, wenn dies nach DIN EN 583-2 gefordert wird.
Die Nennfrequenz der Prüfköpfe muss im Bereich von 1 bis 6 MHz liegen.
Der effektive Schwingerdurchmesser muss für Senkrechtprüfköpfe 10 bis 40 mm betragen.
Der Schallstrahlaustrittswinkel von Winkelprüfköpfen muss im Bereich von 35 bis 70° liegen.
Die effektive Schwingerfläche muss 20 bis 625 mm2 betragen.
Ist eine oberflächennahe Prüfung erforderlich (siehe DIN EN 10228-3, Abschnitt 4), so sind SE-Prüfköpfe zu verwenden.
7.1.3.3 Justierkörper
Justierkörper müssen den in DIN EN 12223 gestellten Anforderungen entsprechen.
7.1.3.4 Vergleichskörper
Vergleichskörper müssen verfügbar sein, wenn die Prüfempfindlichkeit mit Hilfe der Bezugslinientechnik einzustellen ist und/oder wenn die Größe von Fehlern anhand der Amplitude, die nach der Bezugslinientechnik für Bezugsreflektoren ermittelt wurde, zu bestimmen ist. Die Vergleichskörper müssen hinsichtlich ihres Oberflächenzustandes wie das zu prüfende Teil beschaffen sein. Soweit nichts anderes festgelegt ist, muss

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 41
der Vergleichskörper mindestens drei Reflektoren, die den gesamten zu prüfenden Tiefenbereich repräsentieren, enthalten.
Die Form des Vergleichskörpers ist von seiner Anwendung abhängig. Er ist zu fertigen aus:
1) überschüssigem Material des zu prüfenden Teils oder
2) einem Teil desselben Werkstoffs, der derselben Wärmebehandlung unterworfen war wie das zu prüfende Teil oder
3) einem Teil, das ähnliche akustische Eigenschaften wie das zu prüfende Teil aufweist
Vergleichskörper dürfen nicht für die abstands- und verstärkungsabhängige Größenbestimmung (AVG-Technik) angewendet werden, soweit sie nicht zum Nachweis der Genauigkeit eines speziellen AVG-Diagrammes benötigt werden.
Die Größe der Reflektoren im Vergleichskörper ist durch die in den Tabellen 5 und 6 der DIN EN 10228-3 angegebenen, jeweils zutreffenden Werte bestimmt. Reflektorgrößen, die von den in den Tabellen 5 und 6 angegebenen Werten abweichen, dürfen verwendet werden, soweit die Prüfempfindlichkeit entsprechend korrigiert wird.
7.1.3.5 Koppelmittel
Das verwendete Koppelmittel muss für die Anwendung geeignet sein. Für das Justieren, das Einstellen der Prüfempfindlichkeit, den Prüfvorgang und die Fehlerbeurteilung ist das gleiche Koppelmittel zu verwenden.
Nach Abschluss der Prüfung ist das Koppelmittel zu entfernen, falls es spätere Weiterverarbeitungs- oder Prüfoperationen oder die Beschaffenheit des Teiles beeinträchtigen könnte.
ANMERKUNG: Beispiele für geeignete Koppelmittel sind Wasser (mit oder ohne Korrosionsinhibitor oder Enthärter), Fett, Öl, Glycerin und Wasser-Zellulose-Paste.
7.1.3.6 Justierung, Überprüfung
Das Prüfsystem (Prüfgerät und Prüfköpfe) muss in Übereinstimmung mit den in EN 12668-3 genannten Anforderungen justiert und überprüft werden.
7.1.3.7 Oberflächenbeschaffenheit
Die Prüfflächen müssen frei sein von Anstrichen, lose haftendem Zunder, trockenem Koppelmittel, Oberflächenunregelmäßigkeiten und anderen Fremdstoffen, die die Ankopplungsbedingungen beeinträchtigen, die freie Bewegung des Prüfkopfes behindern oder Fehler in der Interpretation verursachen könnten.
Die Oberflächengüte muss der gewünschten Qualitätsklasse entsprechen (siehe DIN EN 10228-3, Tabelle 1).
Werden Schmiedestücke im Schmiedezustand geliefert, so sind diese dann als annehmbar zu betrachten, wenn die festgelegte Qualitätsklasse erreicht werden kann.
ANMERKUNG: Es ist schwierig, auf Oberflächen im Schmiedezustand eine umfassende Prüfung auszuführen. Strahlen mit Stahlkies oder Sand oder Schleifen der Oberflächen wird empfohlen, um die akustische Ankopplung sicherzustellen. (Üblicherweise ist lediglich Qualitätsklasse 1 anwendbar.)
7.1.3.8 Empfindlichkeitsjustierung
Allgemeines
Die Empfindlichkeit muss ausreichend sein, um den Nachweis der kleinsten Inhomogenitäten, die entsprechend der geforderten Registrier- bzw. Bewertungsgrenze für die jeweilige Qualitätsklasse festgelegt sind, sicherzustellen (siehe DIN EN 10228-3, Tabelle 5, Tabelle 6 und Tabelle 7).
Eine der folgenden Techniken (Bezugslinien- oder AVG-Technik) ist anzuwenden, um die Empfindlichkeit beim Abtasten mit einem bestimmten Prüfkopf einzustellen (siehe Abschnitt 4). Die jeweils anzuwendende Technik muss die Vorgaben in DIN EN 583-2 erfüllen.

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 42
Senkrechtprüfköpfe
a) Bezugslinientechnik unter Einsatz von Flachboden-Bohrungen;
b) AVG-Technik.
Winkelprüfköpfe
a) Bezugslinientechnik unter Einsatz von Querbohrungen mit 3 mm Durchmesser nach DIN EN 10228-3, Anhang B;
b) AVG-Technik.
Die Bezugslinientechnik und die AVG-Technik sind für SE-Prüfköpfe nicht vergleichbar.
Wird die Prüfung wiederholt, so ist die Empfindlichkeit nach der gleichen Technik (Bezugslinientechnik oder AVG-Technik) einzustellen wie bei der ersten Prüfung.
7.1.3.9 Durchführung der Prüfung
Allgemeines
Die Prüfung ist unter Einsatz des Impuls-Echo-Verfahrens in manueller Kontakttechnik durchzuführen. Der erforderliche Mindestprüfumfang ist durch den Typ des Schmiedestückes bestimmt und davon abhängig, ob in der Anfrage und Bestellung Rasterprüfung oder eine 100%ige Prüfung festgelegt ist (siehe DIN EN 10228-3, Abschnitt 4). DIN EN 10228-3, Tabelle 2 sieht eine Einteilung in vier Typen von Schmiedstücken nach ihrer Form und dem Herstellverfahren vor. DIN EN 10228-3, Tabelle 3 legt die Anforderungen an den Prüfumfang bei Senkrechteinschallung für die Schmiedestücktypen 1, 2 und 3 fest.
DIN EN 10228-3, Tabelle 4 legt die Anforderungen an den Prüfumfang bei Winkeleinschallung für die Schmiedestücktypen 3a und 3b mit einem Verhältnis Außendurchmesser zu Innendurchmesser unter 1,6 fest. Die erfasste Tiefe bei der Prüfung in Umfangsrichtung ist durch den Einschallwinkel und den Durchmesser des Schmiedestückes begrenzt (siehe DIN EN 10228-3, Anhang A).
Komplexe Schmiedestücke
Für Schmiedestücke oder Bereiche davon mit komplexer Form (Typ 4) und Schmiedestücke mit kleinem Durchmesser ist der Prüfumfang zwischen Besteller und Lieferer zum Zeitpunkt der Anfrage und Bestellung zu vereinbaren (siehe DIN EN 10228-3, Abschnitt 4). Diese Vereinbarung muss mindestens Aussagen zum erforderlichen Einschallwinkel, zur Prüfrichtung und zum Umfang der Prüfung (Raster oder 100 %) enthalten.
Rasterprüfung
Die Rasterprüfung ist so durchzuführen, dass der Prüfkopf oder die Prüfköpfe auf den in DIN EN 10228-3, Tabellen 3 und 4 definierten Rasterlinien verfahren wird/werden.
Werden registrierpflichtige Anzeigen während der Rasterprüfung festgestellt, so sind die entsprechenden Stellen einer zusätzlichen Prüfung zur Ermittlung der Größe der Anzeigen zu unterziehen.
100%ige Prüfung
Eine 100%ige Prüfung ist auf den in DIN EN 10228-3, Tabellen 3 und 4 festgelegten Prüfflächen durch überlappendes, aufeinander folgendes Verfahren des Prüfkopfes durchzuführen, wobei die Überlappung mindestens 10 % des wirksamen Prüfkopfdurchmessers erreichen muss.
Abtastgeschwindigkeit
Bei manueller Prüfung darf die Abtastgeschwindigkeit 150 mm/s nicht überschreiten.
7.1.3.10 Anzeigeklassen
Die Anzeigen sind nach ihrem echodynamischen Verlauf wie folgt einzuteilen:
a) Typ1
Wird der Prüfkopf bewegt so wird im A-Bild eine einzelne scharfe Anzeige sichtbar, die in der Amplitude gleichmäßig bis zu einem Höchstwert ansteigt und dann gleichmäßig bis auf Null abfällt (siehe Bild 1). Dieser Verlauf ist kennzeichnend für Inhomogenitäten bis -6 dB-Schallbündelbreite und entspricht auch dem

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 43
echodynamischen Verlauf, der bei Aufnahme einer Richtcharakteristik von Querbohrungen erhalten wird.
b) Typ 2
Wird der Prüfkopf bewegt, so zeigt sich im A-Bild eine einzelne scharfe Anzeige, die in der Amplitude gleichmäßig bis zu einem Maximalwert ansteigt, diesen mit oder ohne Amplitudenänderung beibehält und dann gleichmäßig bis auf Null abfällt (siehe DIN EN 10228-3, Bild 2). Der Verlauf ist kennzeichnend für Inhomogenitäten, die größer sind als die -6 dB Schallbündelbreite.
7.1.3.11 Einteilung der Inhomogenitäten
Die Inhomogenitäten sind nach dem angezeigten echodynamischen Verlauf wie folgt einzuteilen:
a) punktförmige Inhomogenitäten
Echodynamischer Verlauf des Typs 1 und/oder Ausdehnung bis
-6 dB-Schallbündelbreite (siehe DIN EN 10228-3, Bild 3).
b) Inhomogenitäten mit Ausdehnung
Echodynamischer Verlauf des Typs 2 und/oder Ausdehnung größer als
-6 dB-Schallbündelbreite (siehe DIN EN 10228-3, Bild 4).
c) Einzelne Inhomogenitäten
Der Abstand d zwischen Punkten, die jeweils den Anzeigemaxima für benachbarte Inhomogenitäten entsprechen, überschreitet 40 mm (siehe DIN EN 10228-3, Bild 5).
d) Anhäufung von Inhomogenitäten
Der Abstand d zwischen Punkten, die jeweils den Anzeigemaxima für benachbarte Inhomogenitäten entsprechen, beträgt höchstens 40 mm (siehe DIN EN 10228-3, Bild 6).
7.1.3.12 Registriergrenzen und Zulässigkeitsgrenzen
Die anwendbare(n) Qualitätsklasse(n) ist (sind) zwischen Besteller und Lieferer zu vereinbaren (siehe DIN EN 10228-3, Abschnitt 4). Die Tabellen DIN EN 10228-3, 5, 6 und 7 enthalten Angaben über die Registriergrenzen und die Zulässigkeitskriterien, die für vier Qualitätsklassen anzuwenden sind.
ANMERKUNG: Für ein Schmiedestück oder Bereiche davon können verschiedene Qualitätsklassen angewendet werden. Qualitätsklasse 4 stellt die strengsten Anforderungen und weist die niedrigste Registriergrenze und die strengsten Zulässigkeitskriterien auf. Auf Vereinbarung dürfen von den in DIN EN 10228-3, Tabellen 5, 6 und 7 festgelegten Grenzen abweichende Registrier- bzw. Bewertungsgrenzen und Zulässigkeitskriterien angewendet werden.
7.1.3.13 Technik der Größenbestimmung für ausgedehnte Inhomogenitäten
Ist es erforderlich, die Größe der Inhomogenitäten auszumessen, so ist/sind - nach Vereinbarung zwischen Besteller und Lieferer - eine oder mehrere der folgenden Techniken nach DIN EN 583-5 anzuwenden.
1) 6 dB-Abfall-Technik
2) 20 dB-Abfall-Technik
3) Maximal-Amplituden-Technik
7.1.4 Ultraschallprüfung (UT) nach DIN EN 10228-4
7.1.4.1 Prüfgerät
DIN EN 10228-4 gilt für die manuelle Ultraschall-Impuls-Echo-Prüfung von Schmiedestücken, die aus austenitischen und austenitisch-ferritischen nichtrostenden Stählen gefertigt sind. Mechanisierte Abtastverfahren wie die Tauchprüfung dürfen angewendet werden, wenn darüber eine Vereinbarung zwischen Besteller und Hersteller getroffen wurde.
DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 44
Das Prüfgerät muss eine A-Bild-Darstellung haben und die Anforderungen von DIN EN 12668-1 erfüllen.
7.1.4.2 Prüfköpfe
Die Senkrecht- und Winkelprüfköpfe für die erstmalige Fehlersuche müssen die Anforderungen in DIN EN 12668-2 erfüllen.
Werden zusätzliche Prüfköpfe für andere Zwecke als die erstmalige Fehlersuche eingesetzt, so brauchen diese nicht die Anforderungen der DIN EN 12668-2 zu erfüllen.
Die Nennfrequenz der Prüfköpfe muss im Bereich von 0,5 bis 6 MHz liegen.
Sonstige Anforderungen an Prüfköpfe betreffend:
• Anschleifen
• effektive Schwingerdurchmesser für Senkrechtprüfköpfe
• Schallstrahlaustrittswinkel von Winkelprüfköpfen
• effektive Schwingerfläche
• oberflächennahe Prüfung
wie in DIN EN 10228-4, Abschnitt 8.3.2
7.1.4.3 Kalibrierkörper
Kalibrierkörper müssen den in DIN EN 12223 gestellten Anforderungen entsprechen.
7.1.4.4 Vergleichskörper
Anforderungen wie in DIN EN 10228-4, Abschnitt 8.3.4
7.1.4.5 Koppelmittel
Anforderungen wie in DIN EN 10228-4, Abschnitt 8.3.5
7.1.4.6 Justierung, Überprüfung
Anforderungen wie in DIN EN 10228-4, Abschnitt 8.3.6
7.1.4.7 Oberflächenbeschaffenheit
Im spanend bearbeiteten Zustand muss für die Prüfung nach den Qualitätsklassen 1 und 2 eine Rauheit Ra ≤ 12,5 μm und für die Qualitätsklasse 3 von Ra ≤ 6,3 μm erreicht werden.
Sonstige Anforderungen an die Oberflächenbeschaffenheit wie in DIN EN 10228-4, Abschnitt 8.3.7
7.1.4.8 Empfindlichkeitsjustierung
Allgemeines
Die Empfindlichkeit muss ausreichend sein, um den Nachweis der kleinsten Inhomogenitäten, die entsprechend der geforderten Registrier- bzw. Bewertungsgrenze für die jeweilige Qualitätsklasse festgelegt sind, sicherzustellen (siehe DIN EN 10228-4, Tabelle 4 und, soweit erforderlich Tabellen 5 oder 6).
Kann die geforderte Empfindlichkeit als Folge von Grobkorn nicht erreicht werden, so ist über die Zulässigkeit des Schmiedestückes zwischen Besteller und Lieferer eine Vereinbarung zu treffen.
Sonstige Festlegungen für die Techniken der Empfindlichkeitsjustierung der Senkrechtprüfköpfe und Winkelprüfköpfe wie in DIN EN 10228-4, Abschnitt 8.3.8
7.1.4.9 Durchführung der Prüfung
Allgemeines
Sonstige Festlegungen für die Durchführung der Prüfung sinngemäß wie in DIN EN 10228-4, Abschnitt 8.3.8.
Komplexe Schmiedestücke
Für Schmiedestücke oder Bereiche davon mit komplexer Form (Typ 4) und Schmiedestücke mit kleinem Durchmesser ist der Prüfumfang zwischen Besteller und

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 45
Lieferer zum Zeitpunkt der Anfrage und Bestellung zu vereinbaren (siehe DIN EN 10228-4, Abschnitt 4). Diese Vereinbarung muss mindestens Aussagen zum erforderlichen Einschallwinkel, zur Prüfrichtung und zum Umfang der Prüfung (Raster oder 100 %) enthalten.
7.1.4.10 Anzeigeklassen
Differenzierung in Typ 1 und Typ 2 wie in DIN EN 10228-4, Abschnitt 8.3.10.
7.1.4.11 Einteilung der Inhomogenitäten
(Einteilung wie in DIN EN 10228-4, Abschnitt 8.3.11, jedoch Bezug auf andere Bildnummern in DIN EN 10228-4)
Die Inhomogenitäten sind nach dem angezeigten echodynamischen Verlauf wie folgt einzuteilen:
a) punktförmige Inhomogenitäten
Echodynamischer Verlauf des Typs 1 und/oder Ausdehnung bis
-6 dB-Schallbündelbreite (siehe DIN EN 10228-4, Bild 3a).
b) Inhomogenitäten mit Ausdehnung
Echodynamischer Verlauf des Typs 2 und/oder Ausdehnung größer als
-6 dB-Schallbündelbreite (siehe DIN EN 10228-4, Bild 3b).
c) Einzelne Inhomogenitäten
Der Abstand d zwischen Punkten, die jeweils den Anzeigemaxima für benachbarte Inhomogenitäten entsprechen, überschreitet 40 mm (siehe DIN EN 10228-4, Bild 3c).
d) Anhäufung von Inhomogenitäten
Der Abstand d zwischen Punkten, die jeweils den Anzeigemaxima für benachbarte Inhomogenitäten entsprechen, beträgt höchstens 40 mm (siehe DIN EN 10228-4, Bild 3d).
7.1.4.12 Registriergrenzen und Zulässigkeitsgrenzen
Für ein Schmiedestück oder Teile eines Schmiedestückes sind unterschiedliche Qualitätsklassen anwendbar. Die anwendbare(n) Qualitätsklasse(n) ist (sind) zwischen Besteller und Lieferer zu vereinbaren. Die DIN EN 10228-4, Tabelle 4 enthält Angaben über die Registriergrenzen und die Zulässigkeitskriterien, die für drei Qualitätsklassen bei Senkrechteinschallung anzuwenden sind. DIN EN 10228-4, Tabellen 5 und 6 enthalten die Registriergrenzen und Zulässigkeitskriterien bei Winkeleinschallung.
7.1.4.13 Technik der Größenbestimmung für ausgedehnte Inhomogenitäten
Anforderungen wie in DIN EN 10228-4, Abschnitt 8.3.13
8 Welche Zulässigkeitsgrenzen?
Die Normenreihe DIN EN 10228 definiert 4 verschiedene Qualitätsklassen, die durch entsprechende Registriergrenzen und Zulässigkeitsgrenzen charakterisiert sind.
Die Zulässigkeit von Anzeigen nimmt mit steigender Q-Klasse ab.
Die üblichen Qualitätsklassen für Freiformschmiedestücke sind die Klassen 1 und 2 sowie 3 und 4 für Gesenkschmiedestücke.
Allgemein gilt eine Qualitätsklasse für das gesamte Schmiedestück. Je nach Verwendung bzw. Verwendungsanforderung dürfen jedoch auch differenzierte Anforderungen für bestimmte Bereiche bei der Anfrage und Bestellung festgelegt werden.
Für die Zulässigkeitsgrenzen bei der UT-Prüfung siehe auch Abschnitte 8.3.12 und 8.4.12.
9 Maßnahmen bei unzulässigen Anzeigen
Maßnahmen im Fall unzulässiger Anzeigen sind in den Produktnormen (DIN EN 10222, Abschnitt 8) oder Prüfnormen (DIN EN 10228-1 und -2, jeweils Abschnitt 17) geregelt. Allgemein gilt:

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 46
• Beseitigung von Oberflächenfehlern durch Schleifen oder spanende Bearbeitung, bei der die unteren Grenzabmessungen eingehalten werden, sind zulässig.
• Oberflächenreparaturen durch Schweißen sind nur nach vorlaufender Genehmigung durch den Besteller zulässig.
• Die Reparatur von Volumenfehlern durch Schweißen ist in den Normen nicht spezifisch behandelt; hier gelten die Regeln der DIN EN 10222-1, Abschnitt 8.2.3 sinngemäß
10 Prüfbericht
Die Mindestangaben im Prüfbericht regeln die jeweiligen Prüfnormen. Gegebenenfalls fordern die Spezifikationen des Bestellers oder seines Auftraggebers weitergehende Informationen. Dies ist zu vereinbaren.
Liste der zitierten Normen
Nummer Datum Titel
DIN EN 571-1 1997-03 Zerstörungsfreie Prüfung - Eindringprüfung - Teil 1: Allgemeine Grundlagen
DIN EN 583-2 2001-04 Zerstörungsfreie Prüfung - Ultraschallprüfung - Teil 2: Empfindlichkeits- und Entfernungsjustierung
DIN EN 583-5 2001-02 Zerstörungsfreie Prüfung - Ultraschallprüfung - Teil 5: Beschreibung und Größenbestimmung von Inhomogenitäten
DIN EN 10222-1 2002-07 Schmiedestücke aus Stahl für Druckbehälter - Teil 1: Allgemeine Anforderungen an Freiformschmiedestücke
DIN EN 10228-1 1999-07 Schmiedestücke aus Stahl für Druckbehälter - Teil 1: Allgemeine Anforderungen an Freiformschmiedestücke
DIN EN 10228-2 1998-06 Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 2: Eindringprüfung
DIN EN 10228-3 1998-07 Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 3: Ultraschallprüfung von Schmiedestücken aus ferritischem oder martensitischem Stahl
DIN EN 10228-4 1999-10 Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 4: Ultraschallprüfung von Schmiedestücken aus austenitischem und austenitisch-ferritischem nichtrostendem Stahl
DIN EN 10250-1 1999-12 Freiformschmiedestücke aus Stahl für allgemeine Verwendung - Teil 1: Allgemeine Anforderungen
DIN EN 10250-2 1999-12 Freiformschmiedestücke aus Stahl für allgemeine Verwendung - Teil 2: Unlegierte Qualitäts- und Edelstähle
DIN EN 10250-3 1999-12 Freiformschmiedestücke aus Stahl für allgemeine Verwendung - Teil 3: Legierte Edelstähle
DIN EN 10250-4 2000-02 Freiformschmiedestücke aus Stahl für allgemeine Verwendung - Teil 4: Nichtrostende Stähle
DIN EN 10254 2000-04 Gesenkschmiedeteile aus Stahl - Allgemeine technische Lieferbedingungen
DIN EN 10273 2000-04 Warmgewalzte schweißgeeignete Stäbe aus Stahl für Druckbehälter mit festgelegten Eigenschaften bei erhöhten Temperaturen
DIN EN 12223 2000-01 Zerstörungsfreie Prüfung - Ultraschallprüfung - Beschreibung des Kalibrierkörpers Nr 1
DIN EN 12668-1 2000-07 Zerstörungsfreie Prüfung - Charakterisierung und Verifizierung der Ultraschall-Prüfausrüstung - Teil 1: Prüfgeräte
DIN EN 12668-2 2001-09 Zerstörungsfreie Prüfung - Charakterisierung und Verifizierung der Ultraschall-Prüfausrüstung - Teil 2: Prüfköpfe

DGZfP LAN Leitfaden Nr. 1 (V2) September 2007 Seite 47
DIN EN 12952-2 2002-04 Wasserrohrkessel und Anlagenkomponenten - Teil 2: Werkstoffe für drucktragende Kesselteile und Zubehör
DIN EN 12953-1 2002-08 Großwasserraumkessel - Teil 1: Allgemeines
DIN EN 12953-2 2002-08 Großwasserraumkessel - Teil 2: Werkstoffe für drucktragende Kesselteile und Zubehör
DIN EN 12953-3 2002-08 Großwasserraumkessel - Teil 3: Konstruktion und Berechnung für drucktragende Teile
DIN EN 12953-4 2002-08 Großwasserraumkessel - Teil 4: Verarbeitung und Bauausführung für drucktragende Kesselteile
DIN EN 12953-5 2002-08 Großwasserraumkessel - Teil 5: Prüfung während der Herstellung, Dokumentation und Kennzeichnung für drucktragende Kesselteile
DIN EN 12953-6 2002-08 Großwasserraumkessel - Teil 6: Anforderungen an die Ausrüstung für den Kessel
DIN EN 12953-7 2002-08 Großwasserraumkessel - Teil 7: Anforderungen an Feuerungsanlagen für flüssige und gasförmige Brennstoffe für den Kessel
DIN EN 12953-8 2002-08 Großwasserraumkessel - Teil 8: Anforderungen an Sicherheitseinrichtungen gegen Drucküberschreitung
DIN EN 12953-9 2007-09 Großwasserraumkessel - Teil 9: Anforderungen an Begrenzungseinrichtungen an Kessel und Zubehör
DIN EN 13445-1 2002-08 Unbefeuerte Druckbehälter - Teil 1: Allgemeines
DIN EN 13445-2 2002-08 Unbefeuerte Druckbehälter - Teil 2: Werkstoffe
DIN EN 13445-3 2003-11 Unbefeuerte Druckbehälter - Teil 3: Konstruktion
DIN EN 13445-4 2002-08 Unbefeuerte Druckbehälter - Teil 4: Herstellung
DIN EN 13445-5 2002-08 Unbefeuerte Druckbehälter - Teil 5: Inspektion und Prüfung
DIN EN 13445-6 2002-08 Unbefeuerte Druckbehälter - Teil 6: Anforderungen an die Konstruktion und Herstellung von Druckbehältern und Druckbehälterteilen aus Gusseisen mit Kugelgraphit
DIN EN 13445-8 2006-12 Unbefeuerte Druckbehälter - Teil 8: Zusätzliche Anforderungen an Druckbehälter aus Aluminium und Aluminiumlegierungen
DIN EN 13480-1 2002-08 Metallische industrielle Rohrleitungen - Teil 1: Allgemeines
DIN EN 13480-2 2002-08 Metallische industrielle Rohrleitungen - Teil 2: Werkstoffe
DIN EN 13480-3 2002-08 Metallische industrielle Rohrleitungen - Teil 3: Konstruktion und Berechnung
DIN EN 13480-4 2002-08 Metallische industrielle Rohrleitungen - Teil 4: Fertigung und Verlegung
DIN EN 13480-5 2002-08 Metallische industrielle Rohrleitungen - Teil 5: Prüfung
DIN EN 13480-6 2004-10 Metallische industrielle Rohrleitungen - Teil 6: Zusätzliche Anforderungen an erdgedeckte Rohrleitungen
DIN EN 13480-8 2007-06 Metallische industrielle Rohrleitungen - Teil 8: Zusatzanforderungen an Rohrleitungen aus Aluminium und Aluminiumlegierungen
DIN EN ISO 3452-2 2006-11 Zerstörungsfreie Prüfung - Eindringprüfung - Teil 2: Prüfung von Eindringprüfmitteln (ISO 3452-2:2006)
DIN EN ISO 3452-4 1999-02 Zerstörungsfreie Prüfung - Eindringprüfung - Teil 4: Geräte (ISO 3452-4:1998)
DIN EN ISO 9934-1 2002-03 Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 1: Allgemeine Grundlagen (ISO 9934-1:2001)
DIN EN ISO 9934-2 2003-03 Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 2: Prüfmittel (ISO 9934-2:2002)
DIN EN ISO 9934-3 2002-10 Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 3: Geräte (ISO 9934-3:2002)