DicHTungselemenTe 12. O-Ring nutgestaltung handbuch/eriks - technisches handbuch - o-ring... · 106...
31
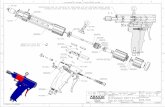
- 104 DICHTUNGSELEMENTE 12. O-Ring Nutgestaltung Die-folgenden-Seiten-beinhalten- Informationen-über-die-Auslegung-von- Standard-O-Ring-Nuten.-Bitte-setzen- Sie-sich-mit-uns-in-Verbindung,-wenn- Ihre-Anwendung-nicht-eindeutig-einer- dieser-Anwendungsarten-zuzuordnen- ist. Statische Anwendungen Es-gibt-fünf-Arten-von-statischen-- O-Ring-Anwendungen: •- Flanschdichtung •- Radialdichtung •- Trapezdichtung-(Schwalben-- schwanzdichtung) •- Verschraubungsdichtung •- Quetschdichtung Flanschdichtung (Axialdichtung) Bei-Flanschdichtungen-werden-die-- beiden-Flansche-Metall-auf-Metall- montiert.-Es-gibt-demnach-also-keinen- bemerkenswerten-Dichtspalt-und-kein- Risiko-der-Spaltextrusion,-soweit-sich- die-Konstruktion-unter-Systemdruck- nicht-deformiert-(Fig.-1-6). Wenn-der-Druck-von-Außen-kommt,- sollte-der-O-Ring-Innendurchmesser-- an-der-Innenwand-der-Nut-anlie- gen.-Bei-Druck-von-Innen-an-der- Außenwand-der-Nut. Radialdichtung Da-die-Metallteile-entweder-zusam- mengepresst-oder-verschraubt-sind,- existiert-immer-ein-gewisses-Spiel-mit- dem-Risiko-der-Extrusion-(Fig.-1-7). Trapezdichtung (oder Schwalben- schwanzdichtung) Auch-hier-handelt-es-sich-um-eine- Metall-auf-Metall-Verbindung,- solange-die-Konstruktion-sich-unter- Systemdruck-nicht-deformiert-- (Fig.-1-30). Verschraubungsdichtung Die-Nutabmessungen-sind-mit-den- Standard-O-Ring-Abmessungen-- verbunden. Oberflächenfinish für statische Nuten Geradwandige-Nuten-vermeiden- Extrusion-oder-das-Abknabbern-des- Elastomers-am-wirkungsvollsten.-Um- fünf-Grad-geneigte-Nutwände-kön- nen-einfacher-hergestellt-werden-und- eignen-sich-für-niedrigere-Drücke.- Oberflächenfinishs-von-64-bis-15- RMS-ohne-Grat,-Ausbrüche-oder- Kratzer-werden-empfohlen. Das-Verfahren-der- Oberflächenbehandlung-ist-wich- tig.-Wenn-das-Finish-maschinell-auf- der-Drehbank-oder-einem-anderen- Verfahren-durchgeführt-wurde,-bei- dem-Kratzer-und-Grate-in-Richtung- des-Maschinenkopfes-entstehen,- kann-eine-sehr-raue-Oberfläche- immer-noch-effektiv-dichten.-Andere- Verfahren-hingegen,-wie-zum-Beispiel- das-Fräsen,-führen-zu-Längskratzern,- die-den-O-Ring-überqueren.-Sogar- diese-können-einen-eher-höheren- Rauheitswert-haben,-sofern-das-Profil- der-Kratzer-abgerundet-ist,-so-dass- der-O-Ring-leicht-hineinfließen-kann. Fig. 1-26 Fig. 1-27 Druck- von- Außen Druck- von-Innen Fig. 1-30 X-=-Oberflächenfinish-in-µ-Ra
Transcript of DicHTungselemenTe 12. O-Ring nutgestaltung handbuch/eriks - technisches handbuch - o-ring... · 106...

104
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
DiefolgendenSeitenbeinhaltenInformationenüberdieAuslegungvonStandardO-RingNuten.BittesetzenSiesichmitunsinVerbindung,wennIhreAnwendungnichteindeutigeinerdieserAnwendungsartenzuzuordnenist.
Statische AnwendungenEsgibtfünfArtenvonstatischenO-RingAnwendungen:• Flanschdichtung• Radialdichtung• Trapezdichtung(Schwalben-
schwanzdichtung)• Verschraubungsdichtung• Quetschdichtung
Flanschdichtung (Axialdichtung)BeiFlanschdichtungenwerdendiebeidenFlanscheMetallaufMetallmontiert.EsgibtdemnachalsokeinenbemerkenswertenDichtspaltundkeinRisikoderSpaltextrusion,soweitsichdieKonstruktionunterSystemdrucknichtdeformiert(Fig.1-�6).WennderDruckvonAußenkommt,solltederO-RingInnendurchmesseranderInnenwandderNutanlie-gen.BeiDruckvonInnenanderAußenwandderNut.
RadialdichtungDadieMetallteileentwederzusam-mengepresstoderverschraubtsind,existiertimmereingewissesSpielmitdemRisikoderExtrusion(Fig.1-�7).
Trapezdichtung (oder Schwalben- schwanzdichtung)AuchhierhandeltessichumeineMetallaufMetallVerbindung,solangedieKonstruktionsichunterSystemdrucknichtdeformiert(Fig.1-30).
VerschraubungsdichtungDieNutabmessungensindmitdenStandardO-RingAbmessungenverbunden.
Oberflächenfinish für statische NutenGeradwandigeNutenvermeidenExtrusionoderdasAbknabberndesElastomersamwirkungsvollsten.UmfünfGradgeneigteNutwändekön-neneinfacherhergestelltwerdenundeignensichfürniedrigereDrücke.Oberflächenfinishsvon64bis1�5RMSohneGrat,AusbrücheoderKratzerwerdenempfohlen.DasVerfahrenderOberflächenbehandlungistwich-tig.WenndasFinishmaschinellaufderDrehbankodereinemanderenVerfahrendurchgeführtwurde,beidemKratzerundGrateinRichtungdesMaschinenkopfesentstehen,kanneinesehrraueOberflächeimmernocheffektivdichten.AndereVerfahrenhingegen,wiezumBeispieldasFräsen,führenzuLängskratzern,diedenO-Ringüberqueren.SogardiesekönneneineneherhöherenRauheitswerthaben,soferndasProfilderKratzerabgerundetist,sodassderO-Ringleichthineinfließenkann.
Fig. 1-26 Fig. 1-27
DruckvonAußen
DruckvonInnen
Fig. 1-30
X=OberflächenfinishinµRa

105
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
Dynamische AnwendungenEsgibtdreiArtenvondynamischenO-RingAnwendungen:• wechselseitigbewegteDichtung• reversierend,bzw.pendelnd
bewegteDichtung• rotierendbewegteDichtung
Anwendung in wechselseitigen und pendelnden BewegungenDieNutabmessungenvonwechsel-seitigundpendelndbewegendenAnwendungensindidentisch.DynamischeAnwendungensindaufgrundderBewegunggegendenO-RingkomplizierteralsstatischeAnwendungen.DieMedienbeständigkeitmusssorgfältiggeprüftwerden,daeineQuellungderDichtungvonüber�0%zuernsthaftenProblemendurcherhöhterReibungführenkann.EineSchrumpfungvonmaximal4%kannzurVermeidungvonLeckageproblementoleriertwerden.AufgrundderBewegungderabzu-dichtendenTeileistimmereinDichtspaltmitderpotentiellenGefahrderSpaltextrusiondesO-Ringesvorhanden.O-RingDichtungenfunktionierenindynamischenAnwendungenmitkurzenHübenundrelativgerin-genDurchmessernoptimal.O-RingDichtungenimEinsatzmitlangenHübenundgroßenDurchmessernsindanfälligerfürSpiralfehler.
Anwendung von O-Ringen in rotierenden BewegungenIneinerrotierendenAnwendungenrotierteineWellekontinuierlichimInnendurchmesserdesO-Ringes,waszuReibungundWärmeführt.DaKautschukeinschlechterWärmeleiterist,kannderO-RingseineEigenschaftenverlieren.UmdieAbnutzungzuminimierenoderredu-zieren,könnennachfolgendePunktedurchgeführtwerden.BittesetzenSiesichdarüberhinausjedochmitunsinVerbindung.• KlärenSiedieeingesetzteHöhe
derVerpressung.• SetzenSiediegeringmöglichste
O-RingSchnurstärkeein.• WählenSieeinenO-Ringmitinter-
nerSchmierungoderbenutzenSieMineralstoffefürgeringereReibung.
• ÜbersteigenSiekeineTemperaturvon100°C(�1�°F).
• SorgenSiefürSchmierung.• DerO-RingdarfinderNutnicht
rotieren;dieBewegungsolltenurrelativzurStangeerfolgen.
• RaueNutoberflächenverhinderneinRotierendesO-Ringes.
• KontrollierenSiedasOberflächenfinish(könntezurausein).
Einbau des O-RingesMetallischeKontaktflächensindimAllgemeinenausverschiedenenMetallen,wobeieinesdieserMetalleweicherist,alsdasandere.DieO-RingNutsollteindasweicherederbeidenMetallegestochenwerden.FürdenFall,dasssichdieMetallegegen-seitigabnutzen,wirddashärtereMetallwenigerbeschädigt.EineguteDichtflächebleibtsolängererhalten.
Oberflächenfinish für dynamische NutenGeradwandigeNutenvermeidenExtrusionoderdasAbknabberndesElastomersamwirkungs-vollsten.UmfünfGradgeneigteNutwändekönneneinfacherherge-stelltwerdenundeignensichfürDrückebiszu100bar(1.500psi).DieidealeKontaktoberflächesollteeineOberflächenrauheitvon8-16RMSohnelängs-undumlaufendeSchrammenhaben.Bestmöglich
Fig. 1-33
solltedieOberflächefeingeschliffen,prägepoliertoderhartverchromtsein.DerZustandvondynamischenKontaktoberflächenistsehrentsch-eidendfürdieLebensdauereinerDichtung.SachgerechteOberflächenfinishssindwichtig.DiezulässigemaximaleRauheitderNutflächenistbegrenzt,darauereNutflächenzueinerübermäßigenAbnutzungführenwürden.FeinereFlächenführendagegenzueinerMangelschmierungdesO-Ringes,diezueinemRuckgleiten(demsogenann-tenSlip-StickEffekt)odereinemungleichmäßigenVerschleißführenkönnte.EineOberflächenrauheitvonwenigerals5millionstelZoll(0,15mmRa)werdenfürdynamischeO-RingAnwendungennichtempfohlen.DieOberflächemussraugenugsein,umkleineMengenvonÖlzuhalten.Oberflächenfinishsunter5RMSstreifendasÖlzusauberab,wodurchdieLebensdauerderDichtungleidet.ZylinderbohrungenausStahloderGusseisensolltenbevorzugteinge-setztwerden.Siesolltenstarkgenugsein,umsichbeiDruckbelastungnichtaufzuweitenoderzuatmen,dasichsonstderradialeDichtspaltunterdenDruckschwankungenaufweitenundzusammenziehenkönnte,waswiederumzueinemAnknabberndesO-Ringsführt.

106
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
ReibungInnormalenAnwendungenbietenhär-tereMaterialieneinegeringereReibungalsweichere.WenndieHärteeinesO-Ringesjedoch70°ShoreAübersteigt,nimmtdieReibungzu.Diesresultiertdaraus,dassdieDruckkraftbeigleicherVerpressunghöherist,alsdievonweicherenMaterialien.
EineQuellungdesCompoundsver-ringertdessenHärteunderhöhtmögli-cherweisedieReibung.JegeringerdieBetriebstemperatur,destohärterwirdeinelastomererCompound,wasebenfallszueinerErhöhungderReibungführenkann.EinethermischeSchrumpfungdesDichtungswerkstoffes,welchezueinerVerringerungdereffektivenVerpressungführt,kannjedocheinedurcheineZunahmederHärtehervorgerufeneErhöhungderReibungausgleichen.
DieHaftreibungistdienotwendigeKraft,dieaufgewendetwerdenmuss,umeinerelativeBewegungzubeginnen.DieseistabhängigvonderZeitspannezwischenArbeitsgängen,sowiedemOberflächenfinishdesMetalls,derKautschukhärte,VerpressungundanderenreibungsbeeinflussendenFaktoren.NacheinemStillstandvon10TagenistdieHaftreibungzweibisfünfMalsohochwiedieReibungeinerDichtunguntergeringerLast.DieHaftreibungkannverringertwerden,indemmaneinenweicherenCompoundoderspeziellmodifizierteCompoundsverwendet.
DieGleitreibungistvonzweiFaktorenabhängig:zumeinendieKraft,dieaufdiereibendeOberflächedesO-RingesdurchdieDruckkraftderVerpressungausgeübtwirdundzumanderendieKraftdesSystemdrucks,dieaufdenO-Ringeinwirktunddiesenzueinem„D“formt.DerersteFaktorhängtvonderHärtedesO-Rings,derprozentu-alenVerpressungundderLängederreibendenFlächeab.
DieOberfläche,überdiederO-Ringgleitet,istebenfallssehrwichtig.Sie
musshartundabriebfestseinsowiegenügendglatt,sodassderO-Ringnichtabgeschliffenwird.SiesolltedennochwinzigeKraterhaben,umSchmiermittelhaltenzukönnen.
WeicheMetallewieAluminium,Messing,Bronze,MonelmetallundeinigeEdelstählesolltenvermiedenwerden.MetallischebewegendeOberflächen,diedurcheinenO-Ringabgedichtetwerden,solltesichidealerWeisenie-malsberühren.WennSiesichjedochberührenmüssen,solltedieFläche,inderdieO-RingNuteingearbeitetwurde,auseinemnachgiebigentragendenMaterialsein.WenneinübermäßigesSpielentsteht,führtdieszuExtrusion.FallseineangemesseneVerpressungnichterrei-chtwird,führtdieszuLeckage.
EsgibteineVielzahlmöglicherLösungen,umeinerübermäßighohenReibungentgegenzuwirken:•wählenSieeineandereO-RingHärte.•wählenSieeinenanderenO-
RingWerkstoffmitbesseremReibungskoeffizienten.
•erhöhenSiedieNuttiefe.•denkenSieüberdenEinsatzeines
anderenDichtungsdesignsnach.•Viton®hateinevielgeringereReibung
alsNBR,EPDModerSilikon.•prüfenSie,obsichdieVerpressung
nochimempfohlenenBereichbefindet.•reduzierenSienichtdieVerpressung
unterdenempfohlenenBereich,umsodieReibungzuverringern.DieswürdezuLeckageführen.
Extrusion der DichtungWennderradialeSpielraumzwischenderabzudichtendenFlächeunddenNuteckpunkten(Dichtspalt)zugroßistundderDruckdieDeformierungsgrenzedesO-Ringesübersteigt,tritteineExtrusiondesO-RingWerkstoffsindenDichtspaltauf.Wenndiesgeschieht,schleiftsichderextrudierteWerkstoffmitfortlaufendenArbeitsgängenaboderfranstausunddieDichtungbeginntundichtzuwerden.
InformationenüberExtrusionundDruckrichtungstatischerDichtungenkönnenSiederGrafikFig.1-�6(Seite110)entnehmen.Ineinerwechsel-seitigbewegendenAnwendungsteigtdieNeigungzuExtrusion,indemdieReibungundderSystemdruckindiegleicheRichtungagieren.DurcheineentsprechendeNutgestaltungkanndie-serNeigungentgegengewirktwerden.SieheGrafikenFig.1-3�aundb.
WenndieReibungderbewegendenMetalloberflächediegleicheRichtunghatwiederSystemdruck,wirdderO-RingleichterindenDichtspaltgedrückt.EinO-Ringkannsoschonbeinur35%dessonstfüreineExtrusionnotwen-digenDrucksextrudieren.DurcheinePlatzierungderNutindemgegenüber-liegendenMetallteilwirddieReibunggegendenDruckarbeiten.
EinederbestenWegezurReduzierungvonExtrusionistdieVerwendungvonStützringen(sieheSeite119).
Fig. 1-32 a Fig. 1-32 b
Dichtspalt Dichtspalt
PMedium
Reibungsbewegung
PMedium
Reibungsbewegung

107
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
fig 1-14
clearance gap
pressure
Nuttiefe und DichtspaltDierichtigeNuttiefeistinO-RingAnwendungensehrwichtig,dasiedieVerpressungdesO-RingQuerschnittsstarkbeeinflusst.IndenTabellenzurNutgestaltungbeinhaltetdieNuttiefeimmerdieausgestocheneNutunddenDichtspalt.DerDichtspaltbeeinflusstdieExtrusionsrate.Daessehrschwerist,dieNuttiefezumessen,istesbes-ser,dieBerechnungmitderBohrung,demKolben-/StangendurchmesserunddemNutdurchmesserwieuntengenanntdurchzuführen.
DichtungsauslegungDichtungenwerdenindreigrundlegen-deKategorienunterteilt:statischaxiale,statischradiale,unddynamischradialeDichtungen.StatischaxialeDichtungen(sogenannteFlanschdichtungen)besitzenkeinenDichtspaltundbestehenauseinerNut,dieineinenFlanscheingesto-chenwurde,dermiteinemanderenpaarweisezusammengefügtwird.SoentstehteinKontaktvonOberflächeaufOberfläche.StatischradialeDichtungenunddyna-mischradialeDichtungenbenötigenzurMontagedasVorhandenseineinesdiametrischenSpielraumesundsomitDichtspalts.
EsgibtzweiArtenvonradialenDichtungsauslegungen:1.)NutimInnenteil,bzw.Vaterteil–dieO-RingNutbefindetsichaufeinemKolben,derineineBohrungoderZylindereingeführtwird(Fig.1-�3).�.)NutimAußenteil,bzw.Mutterteil–dieO-RingNutbefindetsichinderBohrungoderimZylinderundeineStangewirddurchdenO-RingInnendurchmessermontiert(Fig.1-�4).
DichtungsauslegungenmitderNutimInnenteilbasierenaufdenfolgendenFaktoren(siehedazuFig.1-�3):Bohrungsdurchmesser(A)Kolbendurchmesser(H)Nutdurchmesser(B)Nutbreite(F)wieindenAbmessungstabellenzurNutauslegunggezeigt.Nuttiefe(E)wieindenAbmessungstabellenzurNutauslegunggezeigt.
DieerzieltemechanischeVerpressungdesO-RingsinderNutwirddurchdenBohrungsdurchmesserunddemDurchmesserderNutimVater-oderMutterteilbestimmt.(Fig.1-�3).DieFormelzurBerechnungdesNutdurchmessers(B)beigegebe-nemBohrungsdurchmesser(A)undNuttiefe(E)lautet:
Bmin=Amin-�xEmaxBmax=Amax-�xEmin
DieVerpressungwirdvomNutgrundbiszurabzudichtendenGegenflächeinklusivedesvorhandenenDichtspalts(Spielraums)gemessen.DiefolgendeFormelwirdfürdieBestimmungdertatsächlichenNuttiefemitToleranzengenommen:
MaximaleNuttiefe=(ØBohrungmax-ØNutmin)/�
MinimaleNuttiefe=(ØBohrungmin-ØNutmax)/�
H BA
Fig. 1-19
Fig. 1-23
.
Kantenumca.R=0,15(.005)brechen
x=OberflächenfinishµRaNuttiefeistinkl.Spalt
Fig. 1-24
fig 1-14
H
E
F
DA
Reibungsbewegung
Druck

108
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
DasgesamtediametrischeSpielistderUnterschiedzwischendemBohrungsdurchmesser(A)unddemKolben-/Stangendurchmesser(H).DieToleranzendesBohrungs-undKolben-/Stangendurchmessersbe-stimmendenmaximalenundmini-malendiametrischenDichtspalt.DieseWerte,dividiertdurchzwei,ergebendenmaximalenundminimalenradi-alenDichtspalt.
DichtungsauslegungenmitderNutimAußenteil(Fig.1-�4)basierenaufdenfolgendenFaktoren:Bohrungsdurchmesser(A)Kolbendurchmesser(H)Nutdurchmesser(D)Nutbreite(F)wieindenAbmessungstabellenzurNutauslegunggezeigt.Nuttiefe(E)wieindenAbmessungstabellenzurNutauslegunggezeigt.
DiemechanischeVerpressungeinerDichtungdieserArtwirddurchdenNutdurchmesser(D)unddemKolbendurchmesser(H)bestimmt.DieFormelzurBerechnungdesNutdurchmessers(D)beigegebenemKolbendurchmesser(H)undNuttiefe(E)lautet:Dmax=Hmax+�xEmaxDmin=Hmin+�xEmin
DieVerpressungwirdvomNutgrundbiszurabzudichtendenGegenflächeinklusivedesvorhandenenDichtspalts(Spielraums)gemessen.VerwendenSiediefolgendeFormelzurErmittlungdertatsächlichenNuttiefemitToleranzen:
MaximaleNuttiefe=(ØNutmax-ØKolbenmin)/�MinimaleNuttiefe=(ØNutmin-ØKolbenmax)/�
DasgesamtediametrischeSpielistderUnterschiedzwischendemBohrungsdurchmesser(A)unddemKolben-/Stangendurchmesser(H).DieToleranzendesBohrungs-undKolben-/StangendurchmessersbestimmendenmaximalenundminimalendiametrischenDichtspalt.DieGrößedesDichtspaltswirddarüberhinausauchdurchdenGradder„Atmung“derMetallteilebeeinflusst.BitteberücksichtigenSiejedemöglicheAtmungoderExpansionderpaarendenTeile,diedurchDruckbelastungauftretenkannsowieinsbesonderedendiametrischenDichtspaltbeiIhrerDichtungsauslegung.AuchbeiderVerwendungdertabellarischenEmpfehlungenzurNutauslegungaufdenfolgendenSeiten.
IneinigenKonstruktionenistderDichtspaltüberdengesamtenUmfangdesO-Ringesgleich.DiesistdasgesamteSpielbeimaximalerKonzentrizität.WenndieKonzentrizitätzwischenStangeundZylinderunveränderterhaltenbleibt,istdasradialeSpielgleichdemdiam-etrischenSpiel.
InderPraxisbestehtindenmeistenKonstruktionenaufgrundvonSeitenlastundFehlausrichtungenaneinemPunktdesO-RingUmfangseinMinimumodersogarNullanDichtspaltundandemgegenüber-liegendenPunkteinMaximumanDichtspalt.DiesistdasgesamteSpielbeimaximalerExzentrizität(Fig.1-�0).
•BittesetzenSiesichmitunsfürnähereInformationenüberFührungsbänderundweiterenProduktenzurVerbesserungderKonzentrizitätinVerbindung.
Fig. 1-20
Bohrung
gesamtesSpielmitmax.Exzentrizität
gesamtesSpielmitmax.Konzentrizität
Stange
S
S

109
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
EffektivsteundzuverlässigsteAbdichteigenschaftenwerdenimAllgemeinendurcheinwieinTabelle3.B-1agelistetesmaximalesdiam-etrischesSpielerreicht.Diemaxi-malerlaubtenDichtspaltewerdenfürO-RingemitverschiedenenSchnurstärkenundeinerHärtevon70°inwechselbewegendenundstatischenDichtungsanwendungenohnedenEinsatzvonStützringengenannt.DieseWertebasierenaufeineDruckbeaufschlagungvonca.80bar(8MPa,1.�00psi)bei�1°C(70°F).WenngrößereZwischenräumeauftreten,zeigtFig.1-�1–jenachDruckundHärtegraddesO-Rings–allgemeinmöglichemaximaleDichtspalte.[SieheTabelle3.B-1a]
Hinweis: reduzieren Sie bitte für Silikon- und Fluorsilikon-Compounds alle aufgelisteten maximalen Dichtspalte um 50%.
DasDiagramm(Fig.1-�1)gibteineRichtlinieüberdieRelationzwi-schenHärte,Druck,DichtspaltundExtrusionwieder.DieseGrafikbasiertaufNBRO-RingemiteinerSchnurstärkevon3,53mm(.139Zoll)ohneStützringe.FallseinRisikoderExtrusionbesteht,solltenkonkaveStützringeausHartkautschukoderStützringeausKunststoff,wiezumBeispielPTFE,verwendetwerden.DieErgebnissebasierenaufPrüfungenbeiTemperaturenbis70°C.
Tabelle 3.B-1a Dichtspalt in Relation zur Härte und der O-Ring Schnurstärke
Schnurstärke Max. Dichtspalt, 70° Shore A O-Ring
Zoll Millimeter Zoll Millimeter .070 1,0-�,0 .00�-.004 0,05-0,1 .103 �,0-3,0 .00�-.005 0,05-0,13 .139 3,0-4,0 .00�-.006 0,05-0,15 .�10 4,0-6,0 .003-.007 0,07-0,18 >.�75 >6,0 .004-.010 0,1-0,�5
Gesamter diametrischer Dichtspalt
Fig. 1-21
10.500(700)
9.000(600)
4.500(300)
3.000(�00)
�.000(140)
1.500(100)
1.000(70)8�5(55)
600(40)
450(30)
300(�0)
��5(15)
150(10)ZollMillimeter
.0100,�5
.0�00,5
.0300,7
.0401,0
Keine Extrusion
70°Sh.A
90°Sh.A
Extrusion
Dru
ck in
psi
(b
ar)

110
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 A. Nutauslegung statisch axiale Anwendungen
NutauslegungfürstatischeAnwendungenundO-RingemitaxialerVerpressung
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Tabelle AS C1 – Nutabmessungen (Zoll) für industrielle O-Ring Flanschdichtungen
O-Ring Nuttiefe Statische Verpressung für Nutbreite Nutradius Schnurstärke axial statisch (Zoll) Flanschdichtungen W R W E nominal effektiv effektiv (Zoll) % Flüssigkeiten Vakuum und Gase 1/16 .070 .050/.054 .013/.0�3 �7 .101/.107 .084/.089 .005/.015 3/3� .103 .074/.080 .0�0/.03� �1 .136/.14� .1�0/.1�5 .005/.015 1/8 .139 .101/.107 .0�8/.04� �0 .177/.187 .158/.164 .010/.0�5 3/16 .�10 .15�/.16� .043/.063 18 .�70/.�90 .�39/.�44 .0�0/.035 1/4 .�75 .�01/.�11 .058/.080 16 .34�/.36� .309/.314 .0�0/.035Diese Abmessungen sind vorzugsweise für O-Ring Flanschdichtungen von Anwendungen mit normalen Temperaturen gedacht.
Fig. 1-26
Fig. 1-27 a
DruckvonAußen
DruckvonInnen
.
Kantenbrechen,ca.R=0,15mm(.005Zoll)
X=OberflächenfinishµRa
NuttiefeistinklusiveSpalt

111
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
Nutauslegung für statische Anwendungen und O-Ringe als Flanschdichtung mit axialer Verpressung (metrisch)O-Ringe,dieaxialinstatischenAnwendungenverpresstwerden,wer-denauchFlanschdichtungengenannt(sieheFig.1-�6und1-�7).
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Tabelle 3.C-1 Nutabmessungen (metrisch) für statische Anwendungen - Flanschdichtungen
W E F R O-Ring Schnurstärke Nuttiefe Nutbreite Nutradius Durchmesser Toleranz +/- Flüssigkeiten Vakuum/ (Millimeter) DIN 3771 Toleranz +0/- Toleranz -0/+ Gase0,90 0,08 0,68 0,0� 1,30 1,10 0,�1,0-1,0� 0,08 0,75 0,0� 1,45 1,�0 0,�1,�0 0,08 0,90 0,0� 1,75 1,45 0,�1,�5-1,�7 0,08 0,94 0,0� 1,80 1,50 0,�1,4� 0,08 1,07 0,0� �,05 1,70 0,�1,50 0,08 1,13 0,0� �,�0 1,80 0,�1,60-1,63 0,08 1,�0 0,03 �,35 1,90 0,�1,78*-1,80 0,08 1,34 0,03 �,60 �,15 0,�1,90 0,08 1,43 0,03 �,75 �,30 0,��,0 0,08 1,51 0,04 �,90 �,40 0,� �,�0-�,�1 0,08 1,67 0,04 �,90 �,55 0,��,40 0,08 1,8� 0,04 3,�0 �,80 0,��,46 0,08 1,87 0,04 3,�5 �,85 0,��,50 0,08 1,90 0,04 3,30 �,90 0,��,6�* 0,08 1,99 0,04 3,50 3,05 0,��,70 0,09 �,05 0,04 3,60 3,15 0,��,95 0,09 �,�4 0,04 3,90 3,40 0,5 3,0 0,09 �,�7 0,04 3,90 3,45 0,53,15 0,09 �,38 0,05 4,15 3,60 0,53,50-3,53* 0,09 �,67 0,05 4,60 4,05 0,53,60 0,1 �,7� 0,05 4,70 4,10 0,54,0 0,1 3,03 0,06 5,�5 4,60 0,5 4,50 0,1 3,60 0,06 6,10 5,10 0,54,70 0,1 3,76 0,06 6,40 5,35 0,54,80 0,1 3,84 0,06 6,50 5,45 0,55,0 0,10 4,00 0,06 6,80 5,70 0,75,33*-5,34 0,13 4,�6 0,08 7,�5 6,05 0,75,50 0,13 4,40 0,08 7,45 6,�5 0,75,70 0,13 4,56 0,08 7,75 6,50 0,75,80 0,13 4,64 0,08 7,90 6,60 0,7 6,0 0,13 4,98 0,08 7,80 7,75 0,76,40 0,13 5,31 0,1 8,30 7,�0 0,76,50 0,13 5,40 0,1 8,40 7,30 0,76,90 0,13 5,73 0,1 8,95 7,75 0,76,99* 0,15 5,80 0,1 9,05 8,85 0,77,0 0,15 5,81 0,1 9,05 7,90 0,77,50 0,15 6,�3 0,1 9,70 8,40 1,08,0 0,18 6,64 0,1 10,35 9,00 1,08,40 0,18 6,97 0,15 10,90 9,45 1,0 9,0 0,� 7,65 0,15 11,10 10,40 1,010,0 0,� 8,50 0,15 1�,30 11,55 1,011,0 0,� 9,35 0,15 13,55 1�,70 1,01�,0 0,� 10,�0 0,15 14,80 13,85 1,513,0 0,� 11,05 0,15 16,00 15,00 1,514,0 0,� 11,90 0,3 17,�5 16,15 1,516,0 0,� 13,60 0,3 19,70 18,45 1,518,0 0,� 15,30 0,3 ��,15 �0,80 1,5�0,0 0,� 17,00 0,3 �4,65 �3,10 1,5
Fig. 1-27 a
.
Kantenbrechen,ca.R=0,15mm(.005Zoll)
X=OberflächenfinishµRa
NuttiefeistinklusiveSpalt
Fig. 1-26
DruckvonAußen
DruckvonInnen

11�
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 B. Nutauslegung für statische, radiale Anwendungen
Nutauslegung für statische Anwendungen und O-Ringe mit radialer Verpressung (zöllige Abmessungen)
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Tabelle AS.C2 – Nutabmessungen für statische Dichtungen – industrielle radiale Anwendungen (Zoll)
O-Ring Nuttiefe Statische Diametrisches Nutbreite Nutradius Max. Schnurstärke radial statisch Verpressung für Spiel F R erlaubte W E radiale Dichtungen Exzentrizität1
nominal effektiv effektiv % Standard ein zwei (Zoll) Stützring2 Stützring2
1/16 .070 .050/.05� .015/.0�3 ��/3� *.00�min. .093/.098 .138/.143 .�05/.�10 .005/.015 .005/.0153/3� .103 .081/.083 .017/.0�5 17/�4 *.00�min. .140/.145 .171/.176 .�38/.�43 .005/.015 .005/.0151/8 .139 .111/.113 .0��/.03� 16/�3 *.003min. .187/.19� .�08/.�13 .�75/.�80 .010/.0�5 .010/.0�53/16 .�10 .170/.173 .03�/.045 15/�1 *.003min. .�81/.�86 .311/.316 .410/.415 .0�0/.035 .0�0/.0351/4 .�75 .��6/.��9 .040/.055 15/�0 *.004min. .375/.380 .408/.413 .538/.543 .0�0/.035 .0�0/.035
1. Gemessen zwischen Nut und anliegendem abzudichtenden Bauteil. 2. Diese Nutabmessungen beziehen sich auf Compounds, die im Betrieb weniger als 15% quellen. Bei stärker quellenden Werkstoffen muss die Nutbreite entsprechend angeglichen werden. * Siehe Fig. 1-22 für die Bestimmung des maximal tolerierbaren Spiels, basierend auf den vorhandenen Druck und der Härte des Compounds. * Das maximale Spiel sollte für Compounds mit geringer Festigkeit um die Hälfte reduziert werden. Die Abmessungen des Vaterteils (Stange bzw. Zapfen) und des Mutterteils (Bohrung) sollten anhand der maximalen und minimalen Dichtspalte berechnet werden.
Fig. 1-28
Fig. 1-27 a
Kantenbrechen,ca.R=0,15mm(.005Zoll)
X=OberflächenfinishµRa
NuttiefeistinklusiveSpalt

113
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
Tabelle 3.C-2 – Nutabmessungen für statische Dichtungen – industrielle radiale Anwendungen (metrisch)
W E S Diametri- F Nutbreite R Maximale O-Ring Schnurstärke Nuttiefe sches Spiel Nutradius Exzentrizität Durchmesser Toleranz +/- Toleranz Toleranz in Millimeter DIN 3771 -0/+ -0/+0,13
0,90 0,08 0,65 0,0� 0,1 1,�0 0,� 0,051,0-1,0� 0,08 0,7� 0,0� 0,1 1,35 0,� 0,051,�0 0,08 0,87 0,0� 0,1 1,60 0,� 0,051,�5-1,�7 0,08 0,91 0,0� 0,1 1,65 0,� 0,051,4� 0,08 1,03 0,0� 0,1 1,90 0,� 0,051,50 0,08 1,09 0,0� 0,1 �,00 0,� 0,051,60-1,63 0,08 1,16 0,03 0,1 �,10 0,� 0,051,78*-1,80 0,08 1,�9 0,03 0,1 �,35 0,� 0,051,90 0,08 1,38 0,03 0,1 �,50 0,� 0,05�,0 0,08 1,45 0,04 0,1 �,65 0,� 0,05 �,�0-�,�1 0,08 1,74 0,04 0,1 3,00 0,� 0,05�,40 0,08 1,90 0,04 0,1 3,�5 0,� 0,05�,46 0,08 1,94 0,04 0,1 3,35 0,� 0,05�,50 0,08 1,98 0,04 0,1 3,40 0,� 0,05�,6�* 0,08 �,07 0,04 0,1 3,55 0,� 0,05�,70 0,09 �,13 0,04 0,1 3,65 0,� 0,05�,95 0,09 �,33 0,04 0,1 4,00 0,5 0,05 3,0 0,09 �,40 0,04 0,15 4,05 0,5 0,073,15 0,09 �,5� 0,05 0,15 4,�5 0,5 0,073,50-3,53* 0,09 �,8� 0,05 0,15 4,75 0,5 0,073,60 0,1 �,88 0,05 0,15 4,85 0,5 0,074,0 0,1 3,�0 0,06 0,15 5,40 0,5 0,07 4,50 0,1 3,64 0,06 0,15 6,00 0,5 0,074,70 0,1 3,80 0,06 0,15 6,30 0,5 0,074,80 0,1 3,88 0,06 0,15 6,40 0,5 0,075,0 0,1 4,04 0,06 0,15 6,70 0,7 0,105,33*-5,34 0,13 4,31 0,08 0,15 7,15 0,7 0,105,50 0,13 4,45 0,08 0,15 7,35 0,7 0,105,70 0,13 4,61 0,08 0,15 7,65 0,7 0,105,80 0,13 4,69 0,08 0,15 7,75 0,7 0,10 6,0 0,13 4,91 0,08 0,18 8,15 0,7 0,136,40 0,13 5,�4 0,1 0,18 8,70 0,7 0,136,50 0,13 5,3� 0,1 0,18 8,85 0,7 0,136,90 0,13 5,65 0,1 0,18 9,40 0,7 0,136,99* 0,15 5,7� 0,1 0,18 9,50 0,7 0,137,0 0,15 5,73 0,1 0,18 9,55 0,7 0,137,50 0,15 6,14 0,1 0,18 10,�0 1,0 0,138,0 0,18 6,55 0,1 0,18 10,90 1,0 0,138,40 0,18 6,87 0,15 0,18 11,45 1,0 0,13 9,0 0,� 7,65 0,15 0,18 11,85 1,0 0,1310,0 0,� 8,50 0,15 0,18 13,�0 1,0 0,1311,0 0,� 9,35 0,15 0,18 14,50 1,0 0,131�,0 0,� 10,�0 0,15 0,18 15,85 1,0 0,1313,0 0,� 11,05 0,15 0,18 17,15 1,5 0,1314,0 0,� 11,90 0,3 0,18 18,45 1,5 0,1316,0 0,� 13,60 0,3 0,18 �1,10 1,5 0,1318,0 0,� 15,30 0,3 0,18 �3,75 1,5 0,13�0,0 0,� 17,00 0,3 0,18 �6,40 1,5 0,13
12 B. Nutauslegung für statische, radiale Anwendungen
Nutauslegung für statische Anwendungen und O-Ringe mit radialer Verpressung (metrische Abmessungen)
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Fig. 1-28
Fig. 1-27 a
.
Kantenbrechen,ca.R=0,15mm(.005Zoll)
X=OberflächenfinishµRa
NuttiefeistinklusiveSpalt

114
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 C. Auslegung von Trapez-Nuten (Schwalbenschwanz-Nuten)
Nutauslegung für statische Anwendungen und O-Ringe in Trapez-Nuten (Zoll)
Trapez-Nutenwerdenverwendet,umdenO-RingbeiderMontageoderWartungsarbeiteninderNutzuhalten.DieseNutauslegungistsehrunüblichsowiesehraufwendigherzustellenundsolltenurAnwendungfinden,wenndiesabsolutnotwendigist.EineTrapez-NutwirdnurfürO-RingemiteinerSchnurstärkevon3,53mm(.139Zoll)undgrößerempfohlen.
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Tabelle AS.C3 – Nutabmessungen für Trapez-Nuten (Zoll)
O-Ring Nuttiefe Verpressung Nutbreite zum Nutradius Schnurstärke % scharfen Winkel W E F2 1/16 .070 .050/.05� �7 .055/.059 .005 .015 3/3� .103 .081/.083 �1 .083/.087 .010 .015 1/8 .139 .111/.113 �0 .113/.117 .010 .030 3/16 .�10 .171/.173 18 .171/.175 .015 .030 1/4 .�75 .�31/.�34 16 .�31/.�35 .015 .060 3/8 .375 .315/.319 16 .315/.319 .0�0 .090
Der Radius „R2“ ist kritisch. Ein ungenügender Radius führt zu einer Beschädigung des
O-Rings bei dessen Montage, wohingegen ein zu großer Radius Extrusion fördern kann.
R2 ist ein Größenradius, R1 ein Fertigungsradius.
Fig. 1-30
X=OberflächenfinishµRa

115
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 C. Auslegung von Trapez-Nuten (Schwalbenschwanz-Nuten)
Nutauslegung für statische Anwendungen und O-Ringe in Trapez-Nuten (metrisch)
Trapez-Nutenwerdenverwendet,umdenO-RingbeiderMontageoderWartungsarbeiteninderNutzuhalten.DieseNutauslegungistsehrunüblichsowiesehraufwendigherzustellenundsolltenurAnwendungfinden,wenndiesabsolutnotwendigist.EineTrapez-NutwirdnurfürO-RingemiteinerSchnurstärkevon3,53mm(.139Zoll)undgrößerempfohlen.
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Tabelle 3.C-3 – Nutabmessungen für Trapez-Nuten (metrisch)
W O-Ring E F R Schnurstärke Nuttiefe Nutbreite Radius Millimeter E+0/-0,05 F2 +/-0,05 F1 +/-0,05 R1 R23,0 �,40 �,45 �,60 0,4 0,�53,5-3,53* �,80 �,80 3,05 0,8 0,�5 4,0 3,�0 3,10 3,40 0,8 0,�54,5 3,65 3,50 3,75 0,8 0,�5 5,0 4,15 3,85 4,10 0,8 0,�55,33* 4,40 4,10 4,35 0,8 0,�55,5 4,6 4,�0 4,60 0,8 0,45,7 4,8 4,35 4,75 0,8 0,4 6,0 5,05 4,55 4,95 0,8 0,46,5 5,50 4,90 5,30 0,8 0,46,99*-7,0 5,95 5,�5 5,65 1,5 0,4 7,5 6,40 5,60 6,00 1,5 0,4 8,0 6,85 6,00 6,50 1,5 0,58,4 7,�5 6,�5 6,80 1,5 0,58,5 7,35 6,35 6,90 1,5 0,5 9,0 7,80 6,70 7,�5 1,5 0,59,5 8,�0 7,05 7,60 1,5 0,5 10,0 8,70 7,40 7,95 1,5 0,5
Abmessungen in Millimeter, *US/BS Norm AS 568
Der Radius „R2“ ist kritisch. Ein ungenügender Radius führt zu einer Beschädigung des O-Rings bei
dessen Montage, wohingegen ein zu großer Radius Extrusion fördern kann.
R2 ist ein Größenradius, R1 ein Fertigungsradius.
F1 ist die Nutbreite, gemessen vom/zum scharfen Winkel; F2 ist die Nutbreite vom/zum runden
Winkel.
Fig. 1-30
X=OberflächenfinishµRa

116
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 D. Nutauslegung für O-Ringe als statische Gewindedichtungen
O-Ring Gewindedichtungen für gerade Einschraub-Rohrverschraubungen.
Die900erReihederAS568Dash-NummernlegendieGrößenderNabendichtungenvonRohrverschraubungenfest.DieZiffernnachder9identifizierendienominaleRohrgrößein16telZoll.DieRohrgrößeistderAußendurchmesser(AD).AlsBeispiel:Größe903istfürdenEinsatzmiteinemRohrmit3/16ZollAußendurchmessergedacht.
Gewindegang Abmessungen
AS 568 O-Ring I.D. Rohr Gewinde J D U K Y P Z 0 Nr. der Schnur- Außen min. min. +.005 +.015 min. min. ±1° min. O-Ring stärke Ø Gewin- -.000 -.000 Größe detiefe -90� .064±.003 .�39±.005 1/8 5/16-�4UNF-�B .390 .06� .358 .074 .67� .468 1�° .438 -903 .064±.003 .301±.005 3/16 3/8-�4UNF-�B .390 .1�5 .4�1 .074 .750 .468 1�° .500 -904 .07�±.003 .351±.005 1/4 7/16-�0UNF-�B .454 .17� .487 .093 .8�8 .547 1�° .563 -905 .07�±.003 .414±.005 5/16 1/�-�0UNF-�B .454 .�34 .550 .093 .906 .547 1�° .6�5 -906 .078±.003 .468±.005 3/8 9/16-�0UNF-�B .500 .�97 .616 .097 .909 .609 1�° .688 -908 .087±.003 .644±.009 1/� 3/4-16UNF-�B .56� .391 .811 .100 1.188 .688 15° .875 -910 .097±.003 .755±.009 5/8 7/8-14UNF-�B .656 .484 .94� .100 1.344 .781 15° 1.000 -91� .116±.004 .9�4±.009 3/4 11/16-1�UN-�B .750 .609 1.148 .130 1.6�5 .906 15° 1.�50 -913 .116±.004 .986±.010 13/16 -914 .116±.004 1.047±.010 7/8 13/16-1�UN-�B .750 .719 1.�73 .130 1.765 .906 15° 1.375 -916 .116±.004 1.171±.010 1 15/16-1�UN-�B .750 .844 1.398 .130 1.910 .906 15° 1.500 -9�0 .118±.004 1.475±.014 11/4 15/8-1�UN-�B .750 1.078 1.713 .13� �.�70 .906 15° 1.875 -9�4 .118±.004 1.7�0±.014 11/� 17/8-1�UN-�B .750 1.31� 1.96� .13� �.560 .906 15° �.1�5 -93� .118±.004 �.337±.018 � �1/�-1�UN-�B .750 1.781 �.587 .13� 3.480 .906 15° �.750
Verschraubungsabmessungen (MS 33656)
O-Ring O-Ring I.D. Rohr Gewinde F D U K Größe, Nr. Schnurstärke Außen + .002 max. ± .010 + .015 Ø - .003 - .000 AS-90� .064±.003 .�39±.005 1/8 5/16-�4UNF-�B .�50 .005 .549 .063 AS-903 .064±.003 .301±.005 3/16 3/8-�4UNF-�B .31� .005 .611 .063 AS-904 .07�±.003 .351±.005 1/4 7/16-�0UNF-�B .364 .005 .674 .075 AS-905 .07�±.003 .414±.005 5/16 1/�-�0UNF-�B .4�6 .005 .736 .075 AS-906 .078±.003 .468±.005 3/8 9/16-18UNF-�B .481 .005 .799 .083 AS-908 .087±.003 .644±.009 1/� 3/4-16UNF-�B .660 .005 .986 .094 AS-910 .097±.003 .755±.009 5/8 7/8-14UNF-�B .773 .005 1.111 .107 AS-91� .116±.004 .9�4±.009 3/4 11/16-1�UN-�B .945 .008 1.361 .1�5 AS-914 .116±.004 1.047±.010 7/8 13/16-1�UN-�B 1.070 .008 1.475 .1�5 AS-916 .116±.004 1.171±.010 1 15/16-1�UN-�B 1.195 .008 1.599 .1�5 AS-9�0 .118±.004 1.475±.014 11/4 15/8-1�UN-�B 1.507 .008 1.849 .1�5 AS-9�4 .118±.004 1.7�0±.014 11/� 17/8-1�UN-�B 1.756 .008 �.095 .1�5 AS-93� .118±.004 �.337±.018 � �1/�-1�UN-�B �.381 .008 �.718 .1�5
GewindeGanG bis
zu diesem Punkt
Gewinde
d dia.
u dia.
45°±5°
45°±5°
detail ‘a’
detail ‘a’
100
.015 Radius füR
Gewindeauslauf
mindest-Gewindehöhe
mindest
duRch-messeR Punkt-flanke
.031
.016Radius
.010
.005Rad
Q
O YF E
PGewinde
J
KZ
fase GeGenübeR
sechskantebene
sollte inneRhalb des 15° ± 5° winkels und
deR duRchmesseR-beschRänkunG sein
die RechteckiGkeit zwischen Gewinde und sechskantflanke soll-te, wenn Gemessen bei
duRchmesseR e, h nicht übeRsteiGen.
dieseR duRchmesseR ist nuR von bedeutunG, wenn deR GewindebohReR nicht den vollständiGen GewindeGanG PassieRen kann
duRchmesseR d sollte kon-zentRisch mit Gewinde d sein, inneRhalb .005 f.i.R.

117
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 E. Nutauslegung für die dyna-mische Hydraulik
Nutauslegung für dynamische Hydraulik-Anwendungen (Zoll)
DiefolgendenTabellengebenNutabmessungenfürwechsel-seitigbewegendeundreversierendeAnwendungenwieder,beidenengegenHydraulikflüssigkeitenundanderenviskosenFlüssigkeitenabge-dichtetwird.
Oberflächenfinish XKontaktflächeundNutgrund:X=0,4µmRa(16Microinch)
Nutseiten:X=0,8µmRa(3�Microinch)
Tabelle AS.D1 – Nutabmessungen für dynamische Dichtungen – industrielle, wechselseitig bewegende Anwendungen (Zoll)
O-Ring Nuttiefe Dynamische Diametri- Nutbreite** Nutradius Maximale Schnurstärke Radial dynamisch Verpressung für sches Spiel F R Exzentrizität1 W E radiale Dichtungen nominal effektiv effektiv % Standard ein zwei Stützrng2 Stützringe2
1/16 .070 .055/.057 .010/.018 15/�5 *.00�min. .093/.098 .138/.143 .�05/.�10 .005/.015 .00�3/3� .103 .088/.090 .010/.018 10/17 *.00�min. .140/.145 .171/.176 .�38/.�43 .005/.015 .00�1/8 .139 .1�1/.1�3 .01�/.0�� 9/16 *.003min. .187/.19� .�08/.�13 .�75/.�80 .010/.0�5 .0033/16 .�10 .185/.188 .017/.030 8/14 *.003min. .�81/.�86 .311/.316 .410/.415 .0�0/.035 .0041/4 .�75 .�37/.�40 .0�9/.044 11/16 *.004min. .375/.380 .408/.413 .538/.543 .0�0/.035 .005
1. Gemessen zwischen Nut und anliegendem abzudichtenden Bauteil. 2. Diese Nutabmessungen beziehen sich auf Compounds, die im Betrieb weniger als 15% quellen.
Bei stärker quellenden Werkstoffen muss der Nutbreite entsprechend angeglichen werden. ** Die Nutbreite basiert auf die Verwendung von elastomeren Stützringen.
Für Nutauslegungen mit spiralförmigen PTFE Stützringen siehe Tabelle 3.D-2. * Siehe Tabelle 13.A für die Bestimmung des maximal tolerierbaren Spiels, basierend auf den vorhandenen Druck und der Härte des Compounds. * Die Abmessungen der Stange bei Nutauslegungen im Vaterteil sollte anhand des maximalen Spiels, welches aus der Extrusions-Tabelle
13.A abgeleitet werden kann und des oben genannten minimalen Spalts berechnet werden. * Die Abmessungen der Bohrung bei Nutauslegungen im Vaterteil sollte anhand des maximalen Spiels, welches aus der Extrusions-
Tabelle 13.A abgeleitet werden kann und des oben genannten minimalen Spalts berechnet werden.
Fig. 1-33/34 Fig. 1-27
.
Kantenbrechen,ca.R=0,15mm(.005Zoll)
X=OberflächenfinishµRa
NuttiefeistinklusiveSpalt

118
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 E. Nutauslegung für die dyna-mische Hydraulik
Nutauslegung für dynamische Hydraulik-Anwendungen (Zoll)
DiefolgendenTabellengebenNutabmessungenfürwechsel-seitigbewegendeundreversierendeAnwendungenwieder,beidenengegenHydraulikflüssigkeitenundanderenviskosenFlüssigkeitenabge-dichtetwird.
Oberflächenfinish XKontaktflächeundNutgrund:X=0,4µmRa(16Microinch)
Nutseiten:X=0,8µmRa(3�Microinch)
Fig. 1-33/34
Fig. 1-27
.
Kantenbrechen,ca.R=0,15mm(.005Zoll)
X=OberflächenfinishµRa
NuttiefeistinklusiveSpalt
Tabelle 3.D-1 – Nutabmessungen für statische Dichtungen – industrielle, wechselseitig bewegende Anwendungen (metrisch)
W E S Diametri- F R Maximale O-Ring Schnurstärke Nuttiefe sches Spiel Nutbreite Nutradius Exzentrizität Durchmesser Toleranz +/- in Toleranz Toleranz in Millimeter DIN3771 Millimeter -0/+ -0/+0,130,90 0,08 0,7� 0,0� 0,1 1,�0 0,� 0,051,0-1,0� 0,08 0,80 0,0� 0,1 1,35 0,� 0,051,�0 0,08 0,96 0,0� 0,1 1,60 0,� 0,051,�5-1,�7 0,08 1,00 0,0� 0,1 1,70 0,� 0,051,4� 0,08 1,13 0,0� 0,1 1,90 0,� 0,051,50 0,08 1,�0 0,0� 0,1 �,00 0,� 0,051,60-1,63 0,08 1,�8 0,03 0,1 �,10 0,� 0,051,78*-1,80 0,08 1,4� 0,03 0,1 �,40 0,� 0,051,90 0,08 1,5� 0,03 0,1 �,50 0,� 0,05�,0 0,08 1,60 0,04 0,1 �,65 0,� 0,05 �,�0-�,�1 0,08 1,89 0,04 0,1 3,00 0,� 0,05�,40 0,08 �,06 0,04 0,1 3,�5 0,� 0,05�,46 0,08 �,11 0,04 0,1 3,35 0,� 0,05�,50 0,08 �,15 0,04 0,1 3,40 0,� 0,05�,6�* 0,08 �,�5 0,04 0,1 3,55 0,� 0,05�,70 0,09 �,3� 0,04 0,1 3,70 0,� 0,05�,95 0,09 �,53 0,04 0,1 4,00 0,5 0,05 3,0 0,09 �,61 0,04 0,15 4,05 0,5 0,073,15 0,09 �,74 0,05 0,15 4,�5 0,5 0,073,50-3,53* 0,09 3,07 0,05 0,15 4,75 0,5 0,073,60 0,1 3,13 0,05 0,15 4,85 0,5 0,074,0 0,1 3,48 0,05 0,15 5,40 0,5 0,07 4,50 0,1 3,99 0,05 0,15 6,00 0,5 0,074,70 0,1 4,17 0,05 0,15 6,30 0,5 0,074,80 0,1 4,�6 0,05 0,15 6,40 0,5 0,075,0 0,1 4,44 0,05 0,15 6,70 0,7 0,105,33*-5,34 0,13 4,73 0,05 0,15 7,15 0,7 0,105,50 0,13 4,88 0,05 0,15 7,40 0,7 0,105,70 0,13 5,06 0,05 0,15 7,60 0,7 0,105,80 0,13 5,15 0,05 0,15 7,75 0,7 0,10 6,0 0,13 5,19 0,05 0,18 8,15 0,7 0,136,40 0,13 5,54 0,05 0,18 8,70 0,7 0,136,50 0,13 5,63 0,05 0,18 8,85 0,7 0,136,90 0,13 5,97 0,05 0,18 9,40 0,7 0,136,99* 0,15 6,05 0,05 0,18 9,50 0,7 0,137,0 0,15 6,06 0,05 0,18 9,55 0,7 0,137,50 0,15 6,49 0,05 0,18 10,�0 1,0 0,138,0 0,18 6,9� 0,05 0,18 10,90 1,0 0,138,40 0,18 7,�7 0,05 0,18 11,45 1,0 0,13 9,0 0,� 7,9� 0,05 0,18 1�,10 1,0 0,1310,0 0,� 8,80 0,05 0,18 13,40 1,0 0,13
* US/BS Norm AS 568A ** Für Nutbreiten mit Stützringe für O-Ringe nach AS 658A, siehe Tabelle 3.D-2. Setzten Sie
sich bitte mit uns für Nutbreiten von metrischen O-Ringen mit Stützringen in Verbindung.

119
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 F. Nutauslegung für statische und dynamische Anwendung und der Verwendung von Stützringen
Die Verwendung von StützringenExtrusiontrittaufwennTeiledesO-RingsaufgrunddesSystemdrucksdurchdenSpaltzwischenzweianein-anderliegendenMetallteilengedrücktwerden.
Eine Extrusion kann auf verschiedene Arten verhindert werden:-eineReduzierungdesSpaltshilftbei
derVerhinderung.-einhärtererO-RingWerkstoff,zum
BeispielNBR90°ShoreA,FKM90°oder95°ShoreAundPUR(Polyurethan),kannzurVorbeugungeingesetztwerden.(FKM95°ShoreAistdarüberhinaushervorragendgeeignetgegenüberexplosiveDekompression,siehedazuSeite80.)
-einO-RingkannmiteinemStützringauseinemhärterenWerkstoffeinge-bautwerden,derdenSpaltschließtunddenO-Ringabstützt.
DieVerwendungvonStützringenistvonderO-RingHärte,desSystemdrucksundderArtderAnwendung,entwederstatischoderdynamisch,abhängig.ImAllgemeinengeltendiefolgendenRichtlinien:
Statische Hochdruckanwendungen:Bis70bar(7MPa,1.000psi)ohneStützring,bis400bar(40MPa,6.000psi)mitStützring,bis�.000bar(�00MPa,30.000psi)miteinerSpezialkonstruktion.
Dynamische Anwendungen: WechselseitigbewegendeAnwendungenbis50bar(5MPa,750psi)ohneStützring;höhereDrückemitStützring.
Geschwindigkeit:Wechselseitigbewegendbis0,5m/sek.
Extrusion
a cb
Fig 1-38
spiralförmig
StützringExtrusion
Druck
DruckDruck
b3b2
Druck
geschlitzt (mit Schrägschnitt) endlos
Verschiedene Formen von Stützringen:
Fig. 1-38

1�0
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
Lösungen mit Stützringen
InderPraxistritteineExtrusionvon70°ShoreAhartenO-RingeninstatischenAnwendungenbeieinerTemperaturvon�0°C(70°F),denrich-tigenSpaltmaßenundDrückenvonbiszu80bar(8MPa,1.�00psi)nichtauf.
UmdasRisikoderExtrusionzuver-meiden,wirdderEinsatzvon90°ShoreAharteO-RingeabDrückenvon50bar(5MPa,750psi)empfohlen,soferndieNutabmessungenzukleinfürdenEinsatzvonStützringensind,oderdieNutnichtfürdenEinsatzvonStützringenhergestelltwerdenkann.ImAllgemeinenistesempfehlenswert,indynamischenAnwendungenmitDrückenüber50bar(5MPa,750psi)Stützringeeinzusetzen.StützringewerdenfürgewöhnlichauseinemWerkstoffhergestellt,derhärterist,alsderO-RingWerkstoff.StützringekönnenausPTFE,PTFE-Verbundstoffe,90°bis95°hartenElastomerenundeinigenKunststoffenwiePolyamideoderPEEKfürHoch-temperaturanwendungen,hergestelltwerden.StützringewerdenindieNutinDruckrichtunghinterdemO-Ringeingebaut.SiehedazuauchFig.1-��.
InAnwendungenmitwechselseiti-gerDruckbeaufschlagungwerdenzweiStützringeeingesetzt;eineranjederSeitedesO-Rings.BeiderVerwendungvonStützringenmüs-sendieNutenangepasstwerden,umdieseauchaufnehmenzukönnen.DieempfohlenenNutbreitenausdenTabellenzurNutauslegungsolltendaherumdieStärkedesStützringes,beziehungsweisederStützringe,erhöhtwerden.
Druck Druck
Stützring
Stützring Stützring
Stützring
Druck
fig 1-22
Fig. 1-22
O-Ring
Druck
T
M
FStützring Stützring
Fig 1-35
Fig. 1-35

1�1
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
Stützring-Ausführungen
Spiralförmigeundgeschlitzte(oderSchrägschnitt)PTFEStützringesindauf-grundderEinfachheitderMontagedieserAusführungeneinegebräuchlicheWahl.BittebeachtenSiedabei,dassdieHöhedesStützringsgleichdieNuttiefeplusdesDichtspaltsist.SieheFig.1-�3.EinendloserPTFEStützringwirdfürAnwendungenmithöherenSystemdrückenempfohlen.EndlosePTFEStützringekönnenallerdingsnurinzweiteiligenNuteneingebautwerden.KonkaveNBRStützringewerdenfürAnwendungenmithöherenSystemdrückenempfohlen,beidenenderStützringwährenddesEinbausaufge-dehntwerdenmuss.SieheFig.1-�4.StandardAbmessungenfürAS568O-RingemitStützringesindinderTabelle3.D-�aufgeführt.PTFEStützringesindinkundenspezi-fischenAbmessungenverfügbar.BittesetztenSiesichmitunsfürweitereInformationeninVerbindung.
FürUSStandardO-RingenachAS568sindspiralförmigePTFEStützringeinStandardabmessungenverfügbar.AusderTabelle3.D-�könnenSieempfohleneO-RingNutabmessungenmitStandardStützringenentnehmen.SieheFig.1-35.
O-Ring
Druck
T
M
FStützring Stützring
Fig 1-35
spiral solidwithcut
solid
fig1-�3
45ϒ
0,5 R
contoured back-up ring
Tabelle 3.D-2 – Nutabmessungen für O-Ringe mit spiralförmigen Standard Stützringen
O-Ring Stärke des Nuttiefe Nutbreite Schnurstärke Stützringes (inkl. Dichtspalt) W T M FMillimeter Zoll Zoll Millimeter Zoll Millimeter Zoll Millimeter Zoll Millimeter +0 / -.001 +0 / -0,25 +0 / -.002 +0 / -0,25 +.004/-0 +0,10 / -0 +.004/-0 +0,10 / -0
1,78 .070 1,5 .057 1,45 .150 3,80 .�09 5,30 �,6� .103 1,5 .090 �,�5 .197 5,00 .�56 6,50 3,53 .139 1,5 .1�3 3,10 .�44 6,�0 .303 7,70 5,33 .�10 1,8 .188 4,70 .350 8,90 .4�1 10,70 7,0 .�75 �,6 .�38 6,05 .476 1�,10 .579 14,70
Fig. 1-23
Fig. 1-24
Fig. 1-35
spiralförmig
geschlitzt (mit Schrägschnitt)
endlos
Hinweis:WirführenauchParbak®StützringeinverschiedenenCompoundsvon90°ShoreAHärte(vorzugsweiseinAS-Abmessungen)alsLagerware.

1��
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
PTFE Stützring Standardabmessungenfür AS 568 O-Ringe
DieAbmessung„E“desStützringesistfürdynamischeAnwendungenabhän-gigvonderTiefederNut.DieStandardNutbreitemussumdasein-oderzweifachederStärkedesStützringeserhöhtwerden,jenachdem,wievieleStützringeeingebautwerdenmüssen.(SieheFig.1-39und1-40.)
EinStützringmussaufderSeiteein-gebautwerden,aufderdieGefahrderExtrusiondesO-RingesoderX-Ringesbesteht.NurfürdenFallvonwechselndenDruckrichtungensindStützringeaufbeidenSeitenderDichtungnotwendig.StandardStützringesindfürO-RingenachTabelle3.D-�Aerhältlich.
BittefragenSieeinenunsererStützring-SpezialistenfürInformationenüberSondergrößen.
Fig. 1-39
Fig. 1-40
Stützring
Stützring
Druck
X-Ring
Druck

1�3
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 G. Nutauslegung für Teflon® ummantelte O-Ringe, Teflex O-Ringe
DerTeflexO-RingbestehtauseinemelastomerenVoll-oderHohlkern,dernahtlosvoneinerTeflon®FEPoderPFAHülleummanteltist.Derelas-tomereKernkanndabeiFKModerSilikon-Kautschuksein.VollkernTeflexO-Ringewer-denimAllgemeineninstatischenAnwendungeneingesetzt.TeflexO-RingemitSilikon-HohlkernwerdengemeinhinfürAnwendungen,indeneneinegeringereDichtkraftbenötigtwird,wieinhalb-dynamischenAnwendungen,eingesetzt.DerTeflexO-Ringbieteteineeffek-tiveLösungfürvieleschwierigeAnwendungen.DieTeflon®FEPoderPFAUmmantelungerbringtdieeigentlicheDichtwirkung.Derelas-tomereKernstelltdabeieinegleich-bleibendeVorspannungderDichtungsicher.DasErgebnisisteinehomo-geneDichtvorspannung,diedurchdenSystemdrucknocherhöhtwird.EinummantelterO-RingverhältsichwieeinehochviskoseFlüssigkeit:jedeDruckeinwirkungaufdenO-RingwirdinalleRichtungenuneingeschränktübertragen.FEPundPFAwirdalternativzuPTFEeingesetzt,dasichdieseWerkstoffefürdasSpritzguss-Verfahren(demsogenannten„InjectionMoulding“)eignen.DiemaximaleBetriebstemperaturvonFEPbeträgt�04°C(400°F)unddievonPFA�60°C(500°F).DiechemischenundelektrischenEigenschaftenähnelndenvonPTFE.PFAbietetdarüberhinauseinezusätzlicheAbriebbeständigkeit.(SieheFig.1-43.).
®
Warum sind Teflex O-Ringe notwendig?EsgibtbestimmteAnwendungen,dieeinenEinsatzvonkonventionel-lenelastomerenO-Ringenverbieten.DerEinsatzvonbesondersaggres-sivenChemikalienoderextremenTemperaturen(sowohlhochalsauchtief)beiverschiedenenProzessenmacheineeffektiveAbdichtungsehrschwer.VieleDichtungsherstellerhabenverschiedene„HighPerformance“WerkstoffefürdieseAnwendungenproduziert.ERIKShatdabeimitderEinführungderTeflexRingemitgewirkt.
TeflexO-RingesindinverschiedenenStandardAbmessungenverfügbar:•AS568,BS1806•JISB�401•schwedischeNorm•metrischeAbmessungen
DarüberhinaussindTeflexO-RingeinanderenAbmessungenundalterna-tivenQuerschnitten,wieoval,viereckigoderrechteckig,erhältlich.BittesetzenSiesichmitunsfürweitereInformationeninVerbindung.NähereInformationenerhaltenSieauchausunseremspeziellenProspektüberTeflexDichtungen.
Teflex O-Ringe bieten Ihnen:-hervorragendechemische
BeständigkeitdurchdieFEP/PFAUmmantelung.
-einenTemperaturbereichvon-60°Cbis�04°C(-75°Fbis400°F)mitSilikonkernund-15°Cbis�04°C(5°Fbis400°F)mitFKM-Kern.SpezielleAnwendungensindbis�60°C(500°F)möglich.
-eineGesamthärtevon85°±5°ShoreA.
-Sterilisierbarkeit.-DrückevonVakuumbis700bar
(70MPa,10.000psi).-niedrigeDruckverformungsreste.-Antihaft-Eigenschaften,einenicht-
klebendeOberfläche,undgeringenReibungskoeffizienten.
-FDA-Konformität.-schnelleLieferfähigkeit.-keineBegrenzungenim
Innendurchmesser.
Fig. 1-43
Teflon®FEP
VollkernausFKModerSilikon
Hohlkern(nurausSilikon)

1�4
D i c H T u n g s e l e m e n T e
12 G. Nutauslegung für Teflon® umman-telte O-Ringe, Teflex O-Ringe
TeflexO-RingesindindenfolgendenAbmessungenerhältlich.
AufAnfragekönnenauchTeflexO-RingemitspeziellemDesignoderspeziellenAbmessungengeliefertwerden.
12 . O - R in g n u t g es t a l t u n g
Tabelle 3E-1 – Standardabmessungen Teflex O-Ringe
O-Ring Schnurstärke W Kleinstmöglicher Innendurchmesser mit Silikon-Kern mit Viton®-Kern Zoll Millimeter Zoll Millimeter Zoll Millimeter .059-.079 1,5-� .301 7,65 .487 1�,37 .094-.103 �,4-�,6� .361 9,19 .487 1�,37 .130-.139 3,31-3,53 .48� 1�,�5 .813 �0,64 .150-.157 3,80-4,0 .734 18,64 .859 �1,8� .169-.177 4,3-4,5 .787 �0,00 .866 ��,00 .197 5,0 .8�6 �1,00 .91� �3,16 .�10 5,33 .850 �1,59 .945 �4,00 .�17-.�36 5,5-6,0 1.10� �8,00 1.�99 33,00 .�48-.�76 6,3-7,0 1.417 36,00 �.00 50,80 .�95-.315 7,5-8,0 �.00 50,80 3.00 76,�0 .354-.374 9,0-9,5 3.50 88,90 3.50 88,90 .394 10,0 4.00 101,60 4.00 101,60 .433-.49� 11,0-1�,5 4.75 1�0,65 4.75 1�0,65 .551 14,0 6.00 15�,40 6.00 15�,40 .591-.709 15,0-18,0 7.00 177,80 7.00 177,80 .748-.787 19,0-�0,0 8.00 �03,�0 8.00 �03,�0 1.0 �5,4 9.00 ��8,60 9.00 ��8,60 1.�5 31,75 10.00 �50,00 10.00 �50,00
®
Fig. 1-43
Teflon®FEP
VollkernausFKModerSilikon
Hohlkern(nurausSilikon)

1�5
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
Tabelle 3E-1N – Standardabmessungen Teflex O-Ringe
O-Ring Schnurstärke W Kleinstmöglicher Innendurchmesser
mit Viton® Kern mit Silikonkern mit Silikon- HohlkernMillimeter Zoll Millimeter Zoll Millimeter Zoll Millimeter Zoll 1,60 10,00 5,00 -- 1,78 .070 10,00 .40 5,�8 .�0 8,00 .30 �,00 10,00 6,80 10,00 �,50 1�,00 7,40 1�,00 �,6� .103 1�,00 .50 7,60 .30 16,00 .60 3,00 15,00 1�,00 �0,00 3,40 15,00 �,50 �3,00 3,53 .139 15,00 .60 13,00 .50 �4,00 1 4,00 16,00 14,00 �8,00 4,�5 17,00 14,50 3�,00 4,50 18,00 15,00 35,00 5,00 ��,00 �0,00 4�,00 5,33 .�10 �4,00 1.00 ��,00 .90 48,00 � 5,50 �7,00 �3,00 50,00 5,70 �7,00 �4,00 60,00 6,00 30.00 �7,00 75,00 6,35 40,00 40,00 90,00 6,99 .�75 50,00 �.00 50,00 � 100,00 4 8,00 75,00 75,00 150,00 8,40 80,00 80,00 160,00 9,00 100,00 100,00 175,00 9,5� .375 1�0,00 5.00 105,00 4 �00,00 8 10,00 140,00 110,00 �30,00 11,10 150,00 115,00 �50,00 1�,00 180,00 1�0,00 300,00 1�,70 .500 190,00 7.50 130,00 5 350,00 14 14,30 �30,00 180,00 390,00 15,00 350,00 �50,00 400,00 15,90 .6�5 400,00 16 �80,00 11 450,00 18 19,05 .750 500,00 �0 350,00 14 500,00 �0 �0,63 .81� 550,00 �� 400,00 16 550,00 �� �5,40 1 600,00 �4 4�5,00 17 600,00 �4
12 G. Nutauslegung für Teflon® ummantelte O-Ringe, Teflex O-Ringe
Einbau von Telfex O-RingenEsistbesonderswichtig,dassderTeflexO-RingnichtwährendseinesEinbausbeschädigtwird.EineDehnungvonTeflexO-Ringenwirdnichtempfohlen.BrechenSiealleKantenvorderMontageundschmierenSiedieNutvorherein.AchtenSiedarauf,dassderO-RingbeiderMontagenichtzustarkgebo-genwird,dadieszueinerStauchungdesFEP/PFA-Mantelsführenkann.DerTeflexO-RingkannzumBeispielineinemWasserbaderwärmtwerden,wodurcherflexiblerunddieMontageerleichtertwird.TeflexO-RingeneigenzurbleibendenVerformungnacheinerBelastung.KleinereSchnurstärkenweiseneinenhöherenDruckverformungsrestauf,alsgrößereSchnurstärken.AusdiesemGrundwirdderEinsatzvongrößtmöglichenSchnurstärkenem-pfohlen.WirempfehlendenEinsatzvonTeflexO-RingeninstatischenAnwendungen.FürdenEinsatzindynamischenAnwendungensolltenTestsunterPraxisbedingungendurchgeführtwerden,umeinetatsächlicheEignungsicherzustellen.(SieheFig.1-44.)
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8µmRa(3�Microinch)
fürVakuumundGaseX=0,4µmRa(16Microinch)
Nutseiten:X=1,6µmRa(63Microinch)
Fig. 1-44

1�6
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 H. Nutauslegung für PTFE O-Ringe
PTFEhatsogutwiegarkeineElastizität.AusdiesemGrundsolltenPTFEO-RingenurinstatischenAnwendungenmitaxi-alerVerpressungeingesetztwerden.
PTFEO-Ringebenötigenumeineausrei-chendeDichtwirkungzuerreicheneinevielhöhereVerpressungalsElastomere.DieSteifheitdesMaterialsmachtdenEinbauvonPTFEO-Ringenrelativsch-wer.EineErwärmungaufungefähr100°C(�15°F)machtPTFEO-Ringeflexiblerunddadurcheinfacherzuinstal-lieren.PerfluorierteElastomerehabenähn-lichechemischeundthermischeEigenschaftenwiePTFE,bietenaller-dingsdieVorteileeinerelastomerenDichtung.InextremenoderkritischenAnwendungensollteüberdenEinsatzeinesperfluoriertenElastomers(Kalrez®)nachgedachtwerden.(SieheFig.1-45,1-46,1-47.)
E=10%bis�0%derSchnurstärke(bei1,78bis5,33mm,bzw..070bis.�10Zoll)
E=10%bis15%derSchnurstärke(bei5,33bis7mm,bzw..�10bis.�75Zoll)
Oberflächenfinish XKontaktflächeundNutgrund:fürFlüssigkeitenX=0,8mmRa(3�Microinch)
fürVakuumundGaseX=0,4mmRa(16Microinch)
Fig. 1-45 Fig. 1-46
Fig. 1-47
Druck
Druck
max.Spalt0,13mm(.005Zoll)
F=w+10%vonww=Schnurstärke R=(w+10%vonw)/�

1�7
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 I. Empfohlene O-Ring Verpressung in verschiedenen Anwendungen
1. Pneumatik, außendichtend (Kolbendichtung)
1,8 �,65 3,55 5,3 7.070 .103 .139 .�10 .�75
30
�5
�0
15
10
5
0
Schnurstärke in Millimeter / Zoll
.070 .103 .139 .�10 .�75
Schnurstärke in Millimeter / Zoll
Ver
pre
ssun
g in
%
�5,5
��
9,5
8,56,5
5,5 5
�0
1715,5
maximale Verpressung
minimale Verpressung
1,8 �,65 3,55 5,3 7
�0
18
16
14
1�
10
8
6
4
�
0
Ver
pre
ssun
g in
%
19,5
16
54
3 3 3
14,5
13,513
maximale Verpressung
minimale Verpressung
2. Pneumatik, innendichtend (Stangendichtung)

1�8
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 I. Empfohlene O-Ring Verpressung in verschiedenen Anwendungen
3. Hydraulik, innendichtend (Stangendichtung)
1,8 �,65 3,55 5,3 7
�5
�0
15
10
5
0
Ver
pre
ssun
g in
%
�5�1
10,5
98
19 17 16,5
4. Hydraulik, außendichtend (Kolbendichtung)
7
1,8 �,65 3,55 5,3 7
30
�5
�0
15
10
5
0
Ver
pre
ssun
g in
%
�8,5
�4
1311,5
9,5 9 9
�3 �0,5
19,5
maximale Verpressung
minimale Verpressung
maximale Verpressung
minimale Verpressung
7
.070 .103 .139 .�10 .�75
Schnurstärke in Millimeter / Zoll
.070 .103 .139 .�10 .�75
Schnurstärke in Millimeter / Zoll

1�9
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 I. Empfohlene O-Ring Verpressung in verschiedenen Anwendungen
5. Statisch außendichtend (Kolbendichtung)
1,8 �,65 3,55 5,3 7
35
30
�5
�0
15
10
5
0
Ver
pre
ssun
g in
%
30,5
�8
13,513
11,5 11 10,5
�7,5�6
6. Statisch innendichtend (Stangendichtung)
1,8 �,65 3,55 5,3 7
30
�5
�0
15
10
5
0
Ver
pre
ssun
g in
%
�7
�5,5
1110,5
109,5 9
�4,5�3
�0,5 maximale Verpressung
minimale Verpressung
�4maximale Verpressung
minimale Verpressung
.070 .103 .139 .�10 .�75
Schnurstärke in Millimeter / Zoll
.070 .103 .139 .�10 .�75
Schnurstärke in Millimeter / Zoll

130
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 J. Nutauslegung für Kalrez® O-Ringe
Kalrez®TeilewerdenausaußergewöhnlichresistentenMaterialienhergestellt,dieindenmeistenchemischenUmgebungenbiszu3�6°C(6�5°F)eingesetztwerdenkönnen(abhängigvomspezifischenCompound).
MitdiesemHandbuchsollKonstrukteureneineHilfegeschaffenwerden,dieAuswahleinesO-RingesundderGestaltungderNutfürspe-zifischeAnwendungenrichtigdurch-zuführen.InharmlosenMedien,beimäßigenDrückenundTemperaturenisteswenigerproblematisch,eineNutzukonstruierenodereinenO-Ringauszuwählen.IneinemFallaller-dings,indemdieBetriebsumgebungaggressiverunddieAnwendungspeziellerist,könnenProblemebeiderAuslegungentstehen.DieseInformationensollendenProzessderNut-/Dichtungsauslegungerleichtern,insbesonderefürKalrez®Perfluorelastomerteile.
Allgemeine Überlegungen in der Dichtungsauswahl oder NutauslegungEininFragekommenderDichtungswerkstoffkannausgewähltwer-den,wenndieTemperaturunddasche-mischeMediumbekanntsind.UmeineNutzukonstruierenoderumdiegeeig-netsteO-RingAbmessungfüreinebeste-hendeNutgeometrieauszuwählen,müs-senjedochdieAnwendungsumgebungdetaillierterbetrachtetwerden.
•WasistderBetriebstemperaturbereich?•IstdieTemperaturzyklisch?•WiehochistderDruckunterschiedund
welcheDruckrichtungbesteht?•WenneseineVakuum-Anwendungist:
wotrittdasVakuumauf?•IstderDruckoderdasVakuum
zyklisch?•WiehochistdieVerpressungs-/
Komprimierungsrate,fallsderDruckhochist(über80bar)?
•IsteseineradialeDichtung(NutimGehäuseoderimZapfen?)?
•IsteseineaxialeDichtung(Flanschdichtung)?
•IsteseinekonventionelleNutgeometrieoderistsiespeziell:zumBeispieleineDreiecksnut(Quetschnut)oderTrapez-Nut?
•IsteseineFlachdichtungsanwendung?•WelcheMedienmüssenabgedichtet
werden?•WenneseinAustauschfüreineaus-
gefalleneDichtungist:waswardiealteDichtung?
•WaswarderGrunddesVersagens?•IstdieAnwendungstatischoderdyna-
misch?•Wennsiedynamischist:definieren
SiedieBewegung.•WiesinddieNutabmessungenund
Toleranzen,wenndieseschonbesteht?

131
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 . O - R in g n u t g es t a l t u n g
12 J. Nutauslegung für Kalrez® O-Ringe
DasVerhältnisvonderO-RingSchnurstärkezurNuttiefegibtdieAnfangsverpressungdesO-Ringsan.EsgibteinigeallgemeineEmpfehlun-genfürdieAnfangsverpressungimEinsatzvonKalrez®O-Ringen.DiesefindenSieindennebenste-hendenTabellen.
DieBedingungenindererstenTabellespiegelneinen„normalenAnwendungsfall“wieder,indemdieBetriebstemperaturennichtbesondersaggressivsindundeinethermischeAusdehnungdesWerkstoffesnichtimÜbermaßzuerwartenist.
DieDatenvonTabelle�sindfürHoch-temperaturanwendungengedacht.DieTemperaturensindhiersohoch,dassdiethermischeAusdehnungvonBedeutungwird.DievolumetrischethermischeAusdehnungvonKalrez®ist0%bei�1°Cundbiszu�0,4�%bei316°C.BittebeachtenSiedaher,dassdietatsächlicheVerpressungdesO-RingsbeihohenTemperaturenaufgrunddie-serAusdehnungsteigt.
ImSzenarioderTabelle3redu-zierensichdietatsächlichenO-RingAbmessungendurcheineÄnderungderUmgebungbeimWechselvomAnfangszustandzumBetriebszustand.DieReduzierungderO-RingGrößeistdasResultatvonTieftemperatur-schrumpfung(diealsumgekehr-teAusdehnunggesehenwerdenkann)oderderdirekteEinflussvonVakuum.InbeidenFällenkanndieAnfangsverpressungdeutlichsinken.EsistdaherschoninderPhasederNutauslegungnotwendig,dieszuberücksichtigenunddieVerpressungausgleichendhöheranzusetzen.
ImAllgemeinenisteineAnfangsver-pressungvonüber�5%nichtempfehlenswert,dadiesbeihohenTemperaturenzueinerÜberverpressungführenkann.IndynamischenAnwendungenkanneinehoheAnfangsverpressungzuProblemendurchübermäßigemAbriebführen.
AnwendungenmitTemperaturzyklenkönnenandereVerpressungenbenötigen.
Tabelle 1 – Anfangsverpressung für Anwendungen bei 25° bis 200°C
O-Ring Schurstärke Anfangsverpressung bei 20°C (%) in Millimeter statisch dynamisch 1,78 18 1� �,6� 17,5 11,5 3,53 17 11 5,33 16,5 10,5 6,99 16 10
Tabelle 2 – Anfangsverpressung für Anwendungen > 200°C
O-Ring Schurstärke Anfangsverpressung bei 20°C (%) in Millimeter statisch dynamisch 1,78 16 1� �,6� 15,5 11,5 3,53 15 11 5,33 14,5 10,5 6,99 14 10
Tabelle 3 – Anfangsverpressung für Anwendungen bei Tieftemperatur und Vakuum
O-Ring Schurstärke Anfangsverpressung bei 20°C (%) in Millimeter statisch dynamisch 1,78 �7 �0 �,6� �5 18 3,53 �3 16 5,33 �1 14 6,99 19 1�

13�
D i c H T u n g s e l e m e n T e
12 . O - R in g n u t g es t a l t u n g
12 J. Nutauslegung für Kalrez® O-Ringe
Ausgleichen der thermischen AusdehnungWievorhingenannt,isteinEffektderthermischenAusdehnungder,dassdieserzueinerErhöhungderAnfangsverpressungführt.EinanderesProblem,welchesauftretenkann,istdieÜberfüllungderO-RingNutalsErgebnisderVolumenänderungderDichtung.GenerellsolltedieO-RingNutnachderfolgendenFormelausgelegtwerden:
Toleranzeinflüsse auf die NutauslegungFürgewöhnlichistbeiderNutauslegungeineStandard(ASoderBS)O-RingNutausreichend.InFällen,indenenQuellungundAusdehnunghochseinkönnen,mussjedocheinespezielleNutausgelegtwerden.O-RingemitkleinemInnendurchmesserundrelativgroßerSchnurstärkeführenoftzuProbleme.IndiesenFällenistderBereich,dermitdemO-RingInnendurchmesserver-bundenist,kleinundesbedarfkeinergroßenAusdehnung,umzuProblemenmitDehnungoderNutüberfüllungzuführen.EineAuslegungundTolerierungderNutfürsolcheO-RingArtensolltedahermitgrößterSorgfaltdurchgeführtwerden.BeidiesenProblemenbeiderNutauslegungsollteüberprüftwer-den,obdasmaximalvorhandenefreieNutvolumenunterBerücksichtigungallermöglichenextremenToleranzendesO-RingsundderNutbeiderNutauslegungberechnetwurde.
VolumenNUT=VolumenO-RINGx(1+CEXP+TEXP)x1,�
wobei:
CEXPdievolumetrischeAusdehnungdurchchemischeQuellungund
TEXPdievolumetrischethermischeAusdehnungdarstellt.
Tabelle 4 – Lineare und volumetrische Ausdehnung von Kalrez®
Temperatur Ausdehnung (%) in °C linear volumetrisch �1 0 0 38 0,41 1,�4 93 1,68 5,04 149 �,96 8,90 �04 4,�3 1�,79 �60 5,50 16,56 316 6,81 �0,4�
ZurSicherheitsolltedieNuteinummindestens�0%größeresVolumenhaben,alsdervollausgedehnteO-Ring.DieRatenderthermischenAusdehnungvonKalrez®findenSieinTabelle4.
WenndiethermischeAusdehnungnichtangemessenberücksichtigtwird,fülltderO-RingdieNutundversuchtausdieserauszubrechen.DiesführtzueinerExtrusionundkatastrophalemmechanischenSchaden.
ZusätzlicheQuellungkanndurchKontaktdesO-RingsmitchemischenMedienentstehen.DiechemischeQuellungvonKalrez®fürvieleallge-meineChemikalienklassenkön-nenSieSeite58ff.entnehmen.FürDatenüberspezifischeChemikalienoderchemischenGemischenistesfürgewöhnlichnotwendig,Quellprüfungendurchzuführen.VieledieserDatenvonDuPontPerformanceElastomerskönnenSieauchüberunserhalten.
•BittesetzenSiesichmitunsfürweitereInformationeninVerbindung.

133
T e c H n i s c H e D O k u m e n TaT i O n O - R i n g e
12 J. Nutauslegung für Kalrez® O-Ringe
Extrusion von O-Ringen im BetriebExtrusionisteinesehrhäufigeFehlerursache,dieoftausderman-gelhaftenBerücksichtigungderAusdehnungundQuellungdesO-Ringesresultiert.DieseProblemewurdenimvorherigenAbschnitt„AusgleichenderthermischenAusdehnung“behandelt.Eskannjedochauchsein,dassdermaximaleDichtspalt(wieerdurchToleranzenderzugehörendenTeileentstehenkann)imDichtsystemnichtauszu-reichendeinbezogenwurde.DermaximaltolerierbareDichtspaltisteineFunktionausderWerkstoffhärteunddemabzudichtendenSystemdruck.DieTabelle5gibtem-pfohlenemaximaleDichtspaltealseineFunktionvonHärteundDruckwieder,wennStützringenichteinges-etztwerden.
WieSiediesenWertenentnehmenkönnen,benötigenweichereCompoundskleinereToleranzenalshärtere.BitteberücksichtigenSiedabei,dassdieseDatenfürrelativgeringeTemperaturenbisca.100°Cgelten.FürhöhereTemperaturenmussderEinflussderTemperaturaufdieHärtedesCompoundsberück-sichtigtwerden.MankanndabeialsFaustregelannehmen,dassdieHärtebeieinemTemperaturanstiegum100°Cumca.10°(ShoreA)sinkt.BitteberücksichtigenSiedabeiauch,dassdieseDichtspalteaufdemgesamtendiametrischenSpielbasieren.
Manchmalkannestechnischnichtmöglichsein,solchengeToleranzenherzustellen,wiesievonElastomerenineinigenFällengefordertwerden.Elastomerebenehmensichimwesent-lichenwiehochviskoseunkomprimier-bareFlüssigkeiten,diebeiDruckundTemperaturzumfließenneigen.
12 . O - R in g n u t g es t a l t u n g
Tabelle 5 – Maximaler Dichtspalt gegen Druck/Härte (Millimeter)
Maximaler Druck Härte in ° Shore A in bar 60 70 80 90 7 0,7 0,79 0,84 0,86 15 0,56 0,66 0,73 0,79 �0 0,43 0,56 0,66 0,73 30 0,36 0,48 0,58 0,68 35 0,�8 0,40 0,51 0,64 40 0,�0 0,36 0,48 0,61 50 0,15 0,31 0,43 0,56 55 0,13 0,�5 0,38 0,53 60 0,10 0,�3 0,36 0,51 70 0,08 0,�0 0,33 0,48 140 0,05 0,15 0,�8 �00 0,08 0,15 �75 0,0� 0,10 345 0,01 0,05 410 0,04 480 0,0�5 550 0,0� 6�0 0,01 700 0,00
DieVerwendungvonStützringenwirdempfohlen,wennderDruck/dieTemperaturderBetriebsumgebungeinFließenderDichtunghervorruft.WennbeieinembestimmtenDruckdermaximaleDichtspaltgrößerist,alsderinTabelle5angegebeneWert,sollteeinStützringverwendetwerden.
StützringekönnenausTeflon®Fluorpolymer(PTFE),gefülltmit�5%GlasoderanderenMaterialien,diegegenüberdenabzudichtendenMedienbeständigsind,hergestelltwerden.WennStützringeverwen-detwerden,solltedasNutvolumenentsprechendgeändertwerden,umsoeinerÜberfüllungbeihohenTemperaturenentgegenzuwirken.

134
D i c H T u n g s e l e m e n T e
12 J. Nutauslegung für Kalrez® O-Ringe
DruckverformungsrestDerDruckverformungsrestistimwe-sentlicheneineMessungderFähigkeiteinerDichtung,Dichtkraftzuerhalten,undsomitauchdieFunktionsfähigkeit.DieHöhedesDruckverformungsrestsberuhtaufdieBetriebsumgebungund–besonderswichtig–aufdieDauerderEinwirkung.IntechnischenMaterial-DatenblätterwirdderDruckverformungsrestfürgewöhnlichnacheinerZeitspannevon70Stundenangegeben,waskaumrepräsentativfüreineBeurteilungdesLangzeitverhaltensist.InWirklichkeittendiertKalrez®nacheineranfänglichenSteigungdesDruckverformungsrestsdazu,seineelastomerenEigenschaftenviellängeralskonventionelleElastomerebeizubehalten.
DerDruckverformungsrestführtzudenmeistenProblemeninAnwendungen,indenenextremeTemperaturzyklenvorkommen.FallsKalrez®O-RingekontinuierlichhohenTemperaturenaus-gesetztwerden,könnensogarsieunterVerformungleidenundeinenQuerschnittannehmen,dernichtmehrrundist.DiesmussdieDichtungsintegritätnichtbeeinflussen,sofernesbeiderDichtungsauslegungberücksichtigtwurde.Kalrez®hateinerelativlangsameelastischeErholungsrate.WährendthermischenZyklen,beidenensichdasVolumenaufgrunddesTemperaturabfallsdurchKühlphasenverringernkann,könntedaherdieForm,welchedieDichtungunterTemperatureinwirkungangenommenhat,beibehaltenwerden.ZudiesemZeitpunktistderpoten-tielleVerlustderDichtkraftamgrößtenunddasSystemkannzurLeckageneigen.SolcheineGegebenheitistfürgewöhnlichjedochnichtdauer-haft.DieelastischeErholungsratevonKalrez®erhöhtsichzusehendsmiteinerErhöhungderTemperatur.WenndieDichtungstemperaturangehobenwird,bildetsichdernormalerundeQuerschnittderO-RingDichtungzurück;zusammenmitdenDichtungseigenschaften.Esistdannoffensichtlich,dassderAblaufderBeanspruchungdes
12 . O - R in g n u t g es t a l t u n g
SystemsdieIntegritätderDichtungstarkbeeinflussenkann.DieswirddurchdasfolgendeBeispieleinesBeanspruchungsablaufsunddieEinflüsseaufdieDichtungsintegritätver-anschaulicht:
Anfahrt▼
DruckanstiegTemperaturerhöhung
StatischeBedingungen(Minuten)▼
DruckreduzierungniedrigereTemperatur
StatischeBedingungen(Minuten)▼
Druckanstieg
(mögliche leckage)Temperaturerhöhung
StatischeBedingungen(Minuten)...etc.
Anfahrt▼
TemperaturerhöhungDruckanstieg
StatischeBedingungen(Minuten)▼
DruckreduzierungniedrigereTemperatur
StatischeBedingungen(Minuten)▼
TemperaturerhöhungDruckanstieg
(Integritätbeibehalten)StatischeBedingungen(Minuten)
...etc.
EineDichtungsleckagekanneinfachdurchdieUmkehrungdesBeanspruch-ungsablaufsvermiedenwerden.
DerDruckverformungsrestwirdoftdurchchemischenAngriffbeschleunigt,wobeidiegesamteUmgebungberücksichtigtwerdenmuss.SeitdieinderIndustrieverwendetenChemikalienundche-mischenGemischesozahlreichwurden,istesnichtmöglich,entwederallesTest-kombinationendurchzuprüfenoderhieralleverfügbarenDatenzupräsentieren.
Montage von O-RingenEinwichtigerAspektbeimAbdichtenistdieMontagederDichtung.EsgibtvieleWege,eineBeschädigungder
DichtungsoberflächewährenddesEinbauszuverhindern.DerGebrauchvonSchmiermittelnkannOberflächen-beschädigungenminimieren;durchdieReduzierungdesReibungskoeffizientenzwischenderDichtungundderNutkanndieDichtungeinfacherindierichtigePositiongleiten.DaKalrez®gegenüberfastallenche-mischenMedienbeständigist,kannnahezujedesSchmiermittelverwendetwerden.Tatsächlichistesnatürlichein-facher,dieDichtungmitdemMediumeinzuschmieren,gegenwelchesdiesenachherabdichtensoll.FluorierteÖlewieKrytox®odergepulvertesGrafitkönnenebenfallszurErleichterungderMontageeingesetztwerden.DasDichtsystemwirdüblicherweisesogestaltet,dassdieDichtungbeimEinbaukeinescharfenKantenüberquerenmuss.WenndiesinderPraxisnichtdurchführbarist,sollteeinMontagewerkzeug–oftinFormeinesKonus’–hergestelltundverwendetwer-den,mitdessenHilfedieDichtungübervielscharfeKantenbewegtwerdenkann.
DieReißdehnungvonKalrez®liegtzwischen1�0und170Prozent,jenach-dem,welcherCompoundeingesetztwird.BittebeachtenSiebeiderMontage,dassesmöglichist,einenO-RingdurchÜberdehnungzuzerreißen.DaeinTeilderMolekularstrukturvonKalrez®dervonPlastikähnelt,istesauchmöglich,eineplastischeDeformierungaufgrundvonÜberdehnungzuverursachen.WennSieKalrez®zusehrdehnen–insbeson-derewenneskaltist–wirdeszuerstwiePlastikfließenundanschließendbrechen.O-RingemitgeringerSchnurstärkesolltenbeiderMontagenichtüber�0%aufge-dehntwerden,umsodieseProblemezuverhindern.ZurMontageerleichterungkönnenKalrez®O-RingewieauchTeflexO-Ringeweichergemachtwerden,indemsievorderMontageineinemWasserbaderhitztwerden.
BittebeachtenSiefolgendes:wennderO-RinginPositiongerolltwird,solltenSiesicherstellen,dassderO-RingnichtineinerpermanentverdrehtenLagegelassenwird.DieseLagekannzueinerÜberlastungundeinemmechanischenVersagenbeihohenTemperaturenführen.