Die CNC-Wälz- und Profilschleifmaschinen LCS 200 – 500...Abrichten Durch das Abrichten in der...
16
Die CNC-Wälz- und Profilschleifmaschinen LCS 200 – 500
Transcript of Die CNC-Wälz- und Profilschleifmaschinen LCS 200 – 500...Abrichten Durch das Abrichten in der...
-
Die CNC-Wälz- und ProfilschleifmaschinenLCS 200 – 500
-
2
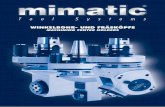
Z1
C2
B1
V1
X1
A1
Z4
B3
C5
Die CNC-Wälz- und Profilschleifmaschinen LCS 200 – 500Mit der neuen LCS-Baureihe steht ein Maschinensystem für die Hartfeinbearbeitung von Verzahnungen zur Verfügung, das sich durch seine besondere Leistungsfähigkeit und Universalität auszeichnet: Wälz- oder Profilschleifen mit abrichtbaren oder galva-nisch belegten CBN-Werkzeugen.Das Verzahnungsschleifen mit abrichtbaren Schnecken oder Scheiben ist eine erfolg-reiche und seit vielen Jahren bewährte Technologie und hat heute mit dem Einsatz moderner Sinterkorund-Werkzeuge eine bemerkenswerte Leistungsfähigkeit erreicht. Das CBN-Verfahren zeichnet sich dagegen durch seine hohe Konstanz der Bearbei-tungsergebnisse über die gesamte Werkzeugstandzeit aus. Dies ist bei den beachtli-chen Reichweiten von bis zu 200 Produktionsstunden gerade in der Massenfertigung ein entscheidender Vorteil. Liebherr deckt mit der LCS-Baureihe beide Technologien ohne Einschränkungen ab, dem Anwen-der eröffnen sich dadurch völlig neue Möglichkeiten.
-
3
C3
In der Massenfertigung der Fahrzeugindustrie zählen harte Fakten. Produktionsmittel müssen kompromisslos rentabel sein: Leistungsstark unter den extremen Bedingun-gen des 3-Schichtbetriebs, Bediener- und wartungsfreundlich, zuverlässig über die gesamte Produktlebensdauer. Für diese Qualitäten sind Liebherr Verzahnmaschinen international bekannt. Sie definieren mit modernen, innovativen Technologien den entscheidenden Maßstab für die Erfolge in der Getriebefertigung: Hohe Produktivität durch niedrigste Stückkosten.
X1 - Radialbewegung StänderschlittenV1 - Tangentialbewegung WerkzeugZ1 - Axialbewegung WerkzeugB1 - Drehbewegung WerkzeugC2 - Drehbewegung WerkstückA1 - Schwenkbewegung WerkzeugZ4 - Vertikalbewegung GegenhalterC3 - Drehbewegung RingladerB3 - Drehbewegung AbrichtwerkzeugC5 - Anstellwinkel Abrichtwerkzeug
Die Plattformstrategie:Optimales Preis-/LeistungsverhältnisDas breite, perfekt abgestufte Typenprogramm bietet für jeden Einsatzbereich das richtige Modell. Basis für das Maschinenkonzept der neuen LCS-Baureihe ist die Plattform der Liebherr Wälzfräs-und Wälzstoßmaschinen.
Profil- oder Wälzschleifen?Nach langjährigen Erfahrungen mit dem CBN-Wälz- und Profilschleifen können die spezifischen Vorteile dieser Verfahren und ihrer Kombination für jeden Einsatzfall op-timal genutzt werden. Dem Anwender eröffnen sich mit diesem universellen Konzept interessante Möglichkeiten.
CBN, Sinterkorund oder die Kombination?Unabhängig von der Schleiftechnologie setzen sie wahlweise CBN- oder Sinterko-rund-Werkzeuge ein. CBN ermöglicht eine hohe Produktionssicherheit über lange Werkzeugstandzeiten, Sinterkorund sorgt für zusätzliche Flexibilität. Oder sie können beide Verfahren kombinieren.
Service-Perfektion.Für höchste VerfügbarkeitLeicht zugängliche Steuerungselemente, lange Wartungsintervalle, schnelle Durchführung aller Servicearbeiten: Das durchdachte Gerä-tedesign und ein optimales Servicekonzept reduzieren die Maschinen-standzeiten für Routinechecks und steigern die Produktivität.
-
4
Die Plattformstrategie:Optimales Preis-/Leistungsverhältnis
Das Maschinenbett Die Werkstückspindel Der Schleifkopf
-
5
Das MaschinenkonzeptDas neue Maschinenkonzept basiert auf der bewährten Plattform der Liebherr Wälz-fräs- und Wälzstoßmaschinen. Rollenführungen in den Linearachsen, Direktantriebe für die Werkzeug- und Werkstückspindel stellen durch die absolute Spielfreiheit ma-ximale Bearbeitungsqualität sicher.
Das MaschinenbettDer vollkommen symmetrische Aufbau des Maschinengestells mit einer geschlossenen Durchflutung des Maschinenbetts sorgt für eine äußerst gleichmäßige Temperaturver-teilung und damit für eine thermische Stabilisierung – wichtig für eine gleichbleibend hohe Werkstückqualität und Prozesssicherheit. Die Steifigkeit des Maschinenbetts wurde durch FEM-Simulation für die Schleifbearbeitung optimiert. Auf Grund der ver-änderten Struktur sind in den Linearachsen hohe Beschleunigungswerte erreichbar. Die dynamische Stabilität des Systems wird dadurch nicht beeinflusst.
Die WerkstückspindelDie direkt angetriebene Werkstückspindel vereinigt hohe Drehzahlen bis 800 min-1 mit äußerster Positioniergenauigkeit. Ihre hohe Dynamik reduziert die Nebenzeiten, so dass beim Profilschleifen Teilungsstrategien mit großen Tischbewegungen möglich sind.
Die WerkzeugspindelDas Werkzeug wird in bewährter Weise durch eine hochdynamische Motorspin-del angetrieben. Die maximale Spindeldrehzahl liegt bei 12.000 min-1 (20.000 min-1). Schnittgeschwindigkeiten >100 m/s sind möglich.
Der SchleifkopfDer Aufbau des Schleifkopfes mit Haupt- und Gegenlager erlaubt den Einsatz längerer Werkzeuge für höhere Standzeiten. Für das Profilieren von abrichtbaren Schleifwerk-zeugen wird der NC-Abrichter eingesetzt. Korrekturen am Eingriffswinkel für ein ver-schränkungsfreies Schleifen balliger Schrägverzahnungen sowie das Form-Abrichten von Schleifscheiben sind möglich.
Der RingladerEr ist mit NC-Antrieben sehr flexibel, die Umrüst- und Werkstückwechselzeiten wer-den nochmals deutlich reduziert. An der Maschinenperipherie bietet Liebherr vielsei-tige, modulare Werkstückspeichereinrichtungen an. Standardisierte Schnittstellen für die Werkstückübergabe vereinfachen die Integration in Produktionssysteme und Maschi nenverkettungen.
-
6
Profil- oder Wälzschleifen?
Die Schrupp/Schlicht-KombinationDer Klassiker unter den CBN-Werkzeugen ist die Kombi-nation der Schruppschnecke mit einer Schlichtschnecke. Bei Aufmaßen bis zu 0,18 mm pro Flanke werden hohe Abtragsleistungen mit hervorragender Bearbeitungsqua-lität verbunden.
Für SpitzenstandzeitenFür hohe Standzeiten bietet sich die „Mono“- Schnecke mit maximalem Shiftbereich an. Der Einsatzschwerpunkt liegt bei kleinen Modulen bis 2,5 mm und Aufmaßen bis 0,10 mm pro Flanke. Bei abrichtbaren Werkzeugen reicht der Einsatzbereich bis Modul 5 mm.
-
7
Eine Schnittstelle: Vielfältige WerkzeugeSämtliche Werkzeuge haben eine einheitliche Schnittstel-le zur Maschine: Steilkegel für das Haupt- und Gegenla-ger. „Fliegende“ Werkzeugaufnahmen werden vermieden. Für das Abrichten stehen unterschiedliche Konzepte zur Verfügung: Für Universalität und Höchstleistung.
Zusatz NC-Nutzen für Qualität und LeistungDie NC-gesteuerte Kühlmitteldüse mit optionaler Hoch-druckreinigung sorgt für eine effiziente Werkzeugnutzung ohne Schleifbrandgefahr. Beim Abrichten lassen sich, ebenfalls NC-gesteuert, fHα-Korrekturen vornehmen.
-
8
CBN, Sinterkorund oderdie Kombination?
CBN-WerkzeugeDer Einsatz von CBN-Werkzeugen zeichnet sich durch eine hohe Prozess-Sicherheit aus. Über die lange Standzeit der CBN-Werkzeuge treten praktisch keine Geometrie-einflüsse im Arbeitsergebnis auf. Für komplexe Werkstücke können häufig nur kleine Werkzeugdurchmesser verwendet werden. Auch hier bietet CBN eine wirtschaftliche Lösung.
-
9
Sinterkorund-Werkzeuge Sie stellen eine immer interessanter werdende Alternative zu CBN-belegten Werkzeugen dar. Sinterkorundwerkzeuge erlauben heute Schnittgeschwindigkeiten bis ca. 60 m/s. Da-mit werden annähernd gleiche Schleifleistungen wie bei CBN erreicht. Trotz des Aufwands für das Abrichten sind dabei die Werkzeugkosten pro Werkstück erheblich geringer.
AbrichtenDurch das Abrichten in der Maschine wird eine hohe Rundlaufgenauigkeit erzielt. Dies wirkt sich in geringerer Welligkeit und besserer Profilform aus. Mit einer CNC-gesteuerten Winkeleinstellung kann beim Abrichten der Eingriffswinkel optimiert bzw. eine gezielte Verschränkung entlang der Schneckenachse vorgenommen werden. (Liebherr Patent).
KombinationAuch die Kombination von CBN- und Sinterkorund-Werkzeugen ist vorteilhaft. Werden Stufenräder bearbeitet, bietet sich für die kleinere Verzahnung eine CBN-Profilscheibe und für die größere Verzahnung eine Sinterkorund-Schnecke als wirtschaftliche Lösung an.
-
10
Größte Leistung: CBN-Wälzschleifen
Kurze BearbeitungszeitenDas leistungsfähigste Schleifverfahren für Zahnräder ist das CBN-Wälzschleifen. Der kontinuierliche Kontakt der Schleifschnecke mit dem Zahnrad vermeidet unproduktive Nebenzeiten. CBN ermöglicht Schnittgeschwindigkeiten von mehr als 70 m/s. Diese werden mit dem kleinen Werkzeugdurchmesser von 140 mm durch hohe Drehzah-len bis zu 12.000 min-1 erzielt und führen zu sehr kurzen Bearbeitungszeiten. Durch die Wälzbewegung kommt es zu äußerst kurzen Kontaktzeiten < 0,003 s zwischen Schleifkorn und Werkstück, trotz hoher Schleifleistung wird eine sehr geringe ther-mische Belastung in der Schleifzone erzeugt. Damit ist die Gefahr von Schleifbrand äußerst gering.
Höchste PräzisionAls Standardwerkzeug wird die Kombination einer Schruppschnecke mit grobem Korn (B251) für einen Materialabtrag von bis zu 0,15 mm/Flanke und einer Schlichtschnecke mit feinem Korn (B91) für hohe Genauigkeit bei einem Abtrag von 0,03 mm/Flanke eingesetzt. Für kleinere Module stehen Mono-Schnecken (B91–B151) mit größerem Shiftbereich und damit längerer Standzeit zur Verfügung. Die hohe Leistungsfähigkeit des Verfahrens wird durch mehrgängige Schnecken noch weiter gesteigert.
Lange LebensdauerDas CBN-Wälzschleifen lässt sich mit dem Profilschleifen ideal ergänzen. Diese Tech-nologie ist bei Werkstücken, die nur geringe Werkzeugdurchmesser zulassen, beson-ders vorteilhaft. Auch hier wird mit der hohen Standzeit der CBN-Werkzeuge eine maximale Prozess-Sicherheit erreicht. Daneben verbindet die Kombination einer CBN-Schruppschnecke mit einer CBN-Schlichtscheibe die Forderung nach Leistungsfähig-keit beim Schruppen und Genauigkeit beim Schlichten. Diese Variante ist bei der Be-arbeitung von NKW-Getriebeteilen äußerst wirtschaftlich. Die Schruppschnecke kann in dieser Anwendung mit erweitertem Shiftbereich ausgelegt werden und bietet so höhere Werkzeugstandzeiten. Nicht zuletzt wird das Schleifen mit CBN-Formscheiben bei Sonderverzahnungen, Innenverzahnungen und Lenksegmenten eingesetzt.
Klassische Schrupp-Schlicht Anwendung Sonderanwendung CBN-Schleifen NKW Lenkritzel
-
11
Größte Leistung: CBN-Wälzschleifen
Für komplexe Bauteile: CBN-ProfilschleifenIn der Kombination von kleinem Werkzeugdurchmesser und hoher Standzeit liegt der Vorteil des CBN-Profil-schleifens. Die Maschine liefert mit hohem Vorschub eine kurze Bearbeitungszeit.
Schleifen von InnenverzahnungenFür Innenverzahnungen bietet sich das CBN-Profilschlei-fen an. Technologisch bedingt werden bei diesem Ver-fahren sehr kleine Schleifscheiben eingesetzt. Durch die CBN-Belegung lassen sich dennoch sehr gute Standzei-ten erzielen. Innenschleifköpfe bietet Liebherr in drei Va-rianten mit verschiedenen Querschnitten der Schleifarme an. Die Auslegung mit der Scheibenachse im Drehpunkt erlaubt auch das Schleifen von Schrägverzahnungen. Mit Drehzahlen bis 20.000 min-1 werden wirtschaftliche Schnittgeschwindigkeiten erzielt. Das Umrüsten vom Au-ßen- zum Innenschleifkopf kann innerhalb von nur 30 Mi-nuten durchgeführt werden.
Für NKW-Getriebe optimal:Das CBN-KombinationsschleifenMehrgängig Wälzschleifen und anschließend Schlich-ten mit Profilscheibe. Eine interessante Kombination von Leistung, Genauigkeit und Sicherheit gegenüber Gefüge-Veränderungen.
Beispiel Kombi-Schleifen: NKW-GangradZähnezahl 47Modul 4,50 mmZahnbreite 65 mmFlankenaufmaß 0,15 mmSchnittgeschwindigkeit 66 m/sVorschübe 0,2 mm/WU 3,6 m/minBearbeitungszeit 2,31 min
CBN-Profilschleifen: NKW-VorgelegewelleZähnezahl 23Modul 4,75 mmZahnbreite 47 mmFlankenaufmaß 0,12 mmSchnittgeschwindigkeit 55 m/sVorschübe 1,6/4,0 m/minBearbeitungszeit 2,29 min
-
12
Schleifen mit Sinterkorund:Wirtschaftlich und flexibel
Vergleichbare Schleifleistung wie CBNAbrichtbare Werkzeuge haben gegenüber galvanisch belegten den Vorteil des höhe-ren Traganteils der Schleifkörner. So lassen sich größere Axialvorschübe realisieren. Die Steifigkeit der Korundwerkzeuge ist jedoch erheblich geringer als bei CBN-Werk-zeugen mit Stahl-Grundkörper. Deshalb ist in der Regel ein Schnitt mehr erforderlich. (Schruppen, Semi-Schlichten, Schlichten). Auf Grund der höheren Vorschubwerte werden mit Sinterkorund dennoch vergleichbare Schleifleistungen erreicht.
Die MonoschneckeVerantwortlich für eine hohe Standzeit ist die verfügbare Spirallänge im Shiftbereich einer Schleifschnecke. Hier bietet eine Monoschnecke die besten Voraussetzungen. In der Abstimmung zwischen Schneckendurchmesser und Schneckenlänge liegt das Optimum bei etwa 180 mm Durchmesser und 200 mm Länge. Mit relativ kleinem Werkzeugdurchmesser werden bei dieser Schneckenlänge gute Standzeiten mit kür-zest möglicher Bearbeitungszeit erzielt.
Hohe WerkstückausbringungDer Schneckendurchmesser beträgt im Neuzustand 195 mm und kann bis ca. 160 mm abgerichtet werden. Dies führt bei einem mittleren PKW-Getriebeteil auf etwa 100 Werkstücke pro Abrichtvorgang und zu einer Gesamtausbringung von ca. 10.000 Tei-len pro Werkzeug.
-
13
Wirtschaftlichkeit: Korund-WälzschleifenHohe Drehzahlen an Schleif-und Werkstückspindel ge-währleisten kurze Bearbeitungszeit. Einflanken-Abrichten mit NC ergibt zusätzlich eine hohe Genauigkeit.
Beispiel: Baumaschinen-PlanetenradZähnezahl 30Modul 4,60 mmZahnbreite 63 mmFlankenaufmaß 0,14 mmSchnittgeschwindigkeit 60 m/sVorschübe 1500/2000 mm/minBearbeitungszeit 3,40 min
Abrichten mit hoher FlexibilitätMit der Abrichteinheit können sowohl Schnecken als auch Profilscheiben abgerichtet werden. Ausgestattet mit einer zusätzlichen, senkrechten NC-Achse, kann beim Wälz-schleifen auf den Eingriffswinkel Einfluss genommen wer-den. Außerdem lassen sich mit programmierbarer Dreh-zahl und Drehrichtung des Diamantabrichters die Rauheit bzw. Schleifbrandsensibilität von rechter und linker Flan-ke beeinflussen.
Große Flexibilität: Korund-ProfilschleifenFür die Prototypen- und Kleinserienfertigung bieten sich Profilscheiben aus Sinterkorund an.Da im Prinzip jede Zahnform und Profilmodifikation mit einer Diamant-Radiusscheibe und einem parametrierten CNC-Abrichtprogramm erzeugt werden kann, ist höchste Flexibilität gewährleistet.
Beispiel: PKW-GangradZähnezahl 41Modul 2,25 mmZahnbreite 14,5 mmFlankenaufmaß 0,10 mmSchnittgeschwindigkeit 60 m/sVorschübe 0,18 mm/WUBearbeitungszeit 0,35 min
-
14
Service-Perfektion. Für höchste Verfügbarkeit
Leicht zugängliche Steuerungselemente, lange Wartungsintervalle, schnelle Durchführung aller Servicearbeiten:Das durchdachte Gerätedesign und ein optimales Servicekonzept reduzieren die Standzeiten für Routinechecks und steigern so die Produktivität.
Servicefreundlich ab WerkEin entscheidendes Merkmal der Liebherr Verzahnmaschinen ist ihre Servicefreundlichkeit:Kurze Check-up Zeiten, lange Service-Intervalle und als Ergebnis eine maximale Maschinenverfügbarkeit.
• Alle Aggregate sind leicht zugänglich an der Außenwand der Maschine installiert. So können tägliche Routine-, Service- und Wartungsaufgaben in kürzester Zeit erledigt werden.
• R+M Konzepte (Reliability and Maintainability) sind bei Liebherr aus der Luftfahrt Komponen-tenherstellung seit vielen Jahren eingeführt und Stand der Technik.
Bedeutende Automobilhersteller haben unsere Bemühungen mit internationalen Lieferanten-preisen ausgezeichnet.
Die Steuerungs- und AntriebstechnikDie eingesetzten PC-basierten Steuerungstechniken bringen, in Verbindung mit hochdyna-mischen digitalen Antrieben, optimale Verzahnungsergebnisse. Der konsequente Einsatz von Standard-Feldbussen und die Verwendung von hochintegrierten Steuerungskomponenten er-geben einen minimalen Verdrahtungsaufwand.
Die speziell für das Verzahnungsschleifen entwickelte Bedien- und Programmieroberfläche er-möglicht eine direkte Eingabe von Zeichnungsdaten in die Steuerung. Die kontextabhängige Bedienerhilfe sowie die Online-Plausibilitätsprüfung sorgen für die sichere Eingabe der Werk-stück- und Werkzeugdaten. Schnelles und vollautomatisches Einmitten vorverzahnter Werk-stücke wird unterstützt, auch durch Softwarealgorithmen zur Ausmittelung von Härteverzügen. Aus den Messdiagramm-Daten erzeugt die Steuerung die notwendigen Korrekturen.
-
15
110043.3"
202"
385.8"9800
5132
155.3"
3945
Technische Daten
LCS 200 LCS 300 LCS 380 LCS 500Werkstückdurchmesser mm 200 300 380 500Werkstückdrehzahl maximal min-1 2.000 2.000 1.000 1.000Axialweg maximal mm 600/1000 600/1000 600/1000 600/1000Axialgeschwindigkeit mm/min 10.000 10.000 10.000 10.000Radialgeschwindigkeit mm/min 8.000 8.000 8.000 8.000Schleifkopfschwenkwinkel Grad ±35 (±45) ±35 (±45) ±35 (±45) ±35 (±45)Schleifbarer Modul maximal (Wälzschleifen) mm 8 8 8 8Schleifbarer Modul maximal (Profilschleifen) mm 14 14 14 14Werkzeugdrehzahl maximal min-1 12.000 12.000 12.000 12.000CBN-Werkzeug-Ø maximal (Wälzschleifen) mm 170 170 170 170CBN-Werkzeug-Ø maximal (Profilschleifen) mm 220 220 220 220Korund-Werkzeug-Ø maximal (Wälzschleifen) mm 320 320 320 320Korund-Werkzeug-Ø maximal (Profilschleifen) mm 320 320 320 320Werkzeuglänge maximal mm 230 230 230 230Tangentialweg maximal mm 320 320 320 320Antriebsleistung Schleifspindel kW 35 35 35 35Gewicht der Maschine mit Gegenständer ca. kg 16.000 16.000 16.000 16.000Gesamtanschlusswert (ohne Filteranlage) ca. kVA 35 35 35 35
Layout LC 380
-
Änderungen vorbehalten.
Liebherr-Verzahntechnik GmbHWerk EttlingenVerzahnwerkzeugeHertzstraße 9-1576275 Ettlingen, Deutschland +49 (0)7243 708-0Fax +49 (0)7243 [email protected]
Liebherr-Utensili S.r.l.VerzahnwerkzeugeVia Nazioni Unite 1810093 Collegno TO, Italien +39 (0)114 248711Fax +39 (0)114 [email protected]
Liebherr-Gear Technology Inc.WerkzeugmaschinenLiebherr Automation Systems Co.Automationssysteme1465 Woodland DriveSaline, MI 48176-1259, USA +1 7344 297225Fax +1 7344 [email protected]
Liebherr-Machine Tools India Pvt. LtdWerkzeugmaschinen353/354, 4th Main, 9th Cross, 4th PhasePeenya Industrial AreaBangalore - 560 058, Indien +91 (0)80 41 273033Fax +91 (0)80 41 [email protected]
Mit rund sechs Jahrzehnten Erfahrung ist Liebherr einer der weltweit führenden Hersteller von CNC-Verzahnmaschinen, Verzahnwerkzeugen und Automationssystemen. Zukunftsweisende Ideen, hochqualifizierte Mitarbeiter und modernste Fertigungsanlagen an den einzelnen Standorten sind die Basis für innovative Produkte. Diese zeichnen sich durch Wirtschaftlichkeit, Bedienfreundlichkeit, Qualität und Zuverlässigkeit sowie hohe Flexibilität aus. Liebherr beschäftigt im Bereich der Werkzeugmaschinen und Automationssysteme rund 1.200 Mitarbeiter und verfügt über Produktionsstätten in Kempten und Ettlingen (Deutschland), Collegno (Italien), Saline (Michigan/USA) und Bangalore (Indien). Diese werden durch fachkundige und zuverlässige Vertriebs- und Servicespezialisten an zahlreichen Standorten weltweit unterstützt.
Werkzeugmaschinen und Automationssysteme von Liebherr
Hochqualitative VerzahnwerkzeugeLiebherr fertigt qualitativ hochwertige, präzise Werkzeuge für die Weich- und Hartbearbeitung von Verzahnungen und stattet seine Verzahnmaschinen damit aus. Zum An-gebot gehören Lagerwerkzeuge der Marke Lorenz sowie individuell auf Kundenwünsche zugeschnittene Produkte.
Automationssysteme für ein breites AnwendungsspektrumMit einem breiten Produktspektrum aus Linearportalen, Palettenhandhabungssystemen, Förderanlagen und der Roboterintegration realisiert Liebherr Projekte aus allen Bereichen der Produktion und erreicht dabei eine über-durchschnittlich hohe Verfügbarkeit der Systeme.
www.liebherr.com
Systemlösungen im Bereich der WerkzeugmaschinenZum Fertigungsprogramm gehören Wälzfräsmaschinen, Wälzstoßmaschinen sowie Wälz- und Profilschleifmaschi-nen, die sich durch ihre hohe Stabilität und Verfügbarkeit auszeichnen. Liebherr deckt alle Technologien zur Her-stellung hochwertiger Zahnräder ab und entwickelt diese beständig weiter. Besondere Bedeutung kommt hierbei auch der Energieeffizienz der Maschinen zu. Verzahnmaschinen von Liebherr werden weltweit an nam-hafte Hersteller von Verzahnungen und Getrieben sowie von großen Drehverbindungen geliefert. Sie werden vor allem von der Pkw-, Lkw- und der Baumaschinenindustrie nachgefragt, zunehmend aber auch von der Windindustrie für die Herstellung von Getrieben für Windkraftanlagen.
Liebherr-Verzahntechnik GmbHWerkzeugmaschinen, AutomationssystemeKaufbeurer Straße 141, 87437 Kempten, Deutschland +49 (0)831 786-0, Fax +49 (0)831 786-1279www.liebherr.com, E-Mail: [email protected]
Printed in Germany by Typodruck BK LVT LCS 200-500_0.5-04.15_de