Die Nummer eins unter den nahtlosen...
16
voestalpine Böhler Welding www.voestalpine.com/welding Die Nummer eins unter den nahtlosen Fülldrähten Von den führenden Entwicklern von Schweißzusätzen
Transcript of Die Nummer eins unter den nahtlosen...

voestalpine Böhler Welding
www.voestalpine.com/welding
Die Nummer eins unter den nahtlosen FülldrähtenVon den führenden Entwicklern von Schweißzusätzen

Europäische Qualität, lange Tradition, profunde Kenntnis der Anwendungen und unübertroffene Schweißzusätze – dafür steht voestalpine Böhler Welding. Diese Vorzüge treffen auch auf das umfassende Angebot an nahtlosen, verkupferten Fülldrähten zu, das unter dem renommierten Markennamen Böhler Welding vereint ist. Es enthält sowohl schlackeführende Fülldrähte als auch Metallpulverfülldrähte. Dank jahrzehntelanger Anwendungserfahrung steckt in diesen Produkten Produktivität, Schweißnahtqualität und – vor allem – Sicherheit.
Profitieren Sie vom Spezialisten für nahtlose Fülldrähte
2

Überzeugende Vorteile, die für sich selbst sprechen
Überlegene Produktivität beim Schweißen
Nahtlose Fülldrähte von Böhler verfügen über alle Produktivitätsvorteile, die Fülldrähte im Vergleich zu Massivdrähten auszeichnet. Da bei Fülldrähten bei gleichem Drahtdurchmesser der elektrisch leitende Querschnitt geringer ist, kommt es bei gleichbleibendem Schweißstrom zu einer höheren Widerstandserwärmung in der Drahthülle (I2R-Effekt). Dies führt wiederum zu einer im Vergleich zu Massivdrähten höheren Abschmelzleistung, die – je nach Drahttyp (schlackeführend oder Metallpulver) – in höhere Schweißgeschwindigkeit umgesetzt werden kann.Neben diesem grundlegenden Produktivitätsvorteil bieten Fülldrähte eine leistungsfähige Option, um den Schweißprozess positiv zu beeinfl ussen, indem gezielt Schlackenbildner, Lichtbogenstabilisatoren und Legierungselemente eingesetzt werden. Die überlegene Produktivität ist eine der wesentli-chen Eigenschaften, die sich mit einer optimier-ten Zusammensetzung des Füllpulvers erzielen lassen. Rutile Fülldrähte von Böhler mit schnell erstarrender Schlacke bieten beispielsweise beim Zwangslagenschweißen bis zu dreimal höhere Ab-schmelzleistungen im Vergleich zu jedem anderen manuellen Lichtbogenschweißverfahren.In Wannenlage stellen Metallpulverdrähte von Böhler die produktivste Variante dar. Lichtbogen-stabilisatoren ermöglichen einen perfekten Start des Schweißvorgangs und die Ausbildung eines stabilen Sprühlichtbogens bei Schweißströmen, bei denen Massivdrähte desselben Durchmessers im Kurz- oder Mischlichtbogen verarbeitet werden, und bieten gleichzeitig eine überlegene Produktivi-tät und praktisch vollkommene Spritzerfreiheit.
Optimaler Schutz gegen die wasserstoffinduzierte Rissbildung
Beim Lichtbogenschweißen mit Fülldraht bietet die nahtlose Aus-führung einen optimalen Schutz gegen die Aufnahme von Feuch-tigkeit und damit gegen die wasserstoffi nduzierte bzw. wasser-stoffunterstützte Rissbildung (HIC, HAC, Bildung von Kaltrissen). Aus dem einfachen Grund, dass es keine stumpf oder überlappend geschlossene Naht über die Drahtlänge gibt, kann bei der Lage-rung und während des Schweißvorgangs keine Feuchtigkeit in die Füllung eindringen. Nahtlose Fülldrähte von Böhler werden mit ei-nem extrem niedrigen Gehalt an diffusiblem Wasserstoff produziert – 2–3 ml/100 g Schweißgut bei Rutiltypen und einem noch geringe-ren Gehalt bei Metallpulverdrähten und basischen Fülldrähten.Für alle Typen wird ein ursprünglicher Wasserstoffgehalt gemäß
der Wasserstoffklasse AWS H4 garantiert. Und diese Eigenschaft behalten die Produkte bis zum Schweißvorgang, unabhängig von der Dauer der Lagerung und der Exposition am Arbeitsplatz. Mit nahtlosen Fülldrähten von Böhler genießen Sie stets den bestmöglichen Schutz beim Lichtbo-genschweißen mit Fülldraht. Ein zusätzlicher Vorteil ist, dass die Kupferbe-schichtung der Korrosion der Drahtoberfl äche entgegenwirkt. Einfach und sicher.
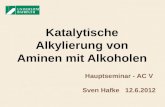
HDM: Rutiler formgeschlossener Fülldraht vs. rutiler nahtloser Fülldraht
10
9
8
7
6
5
4
3
2
1
0
H2
(ml/
100
gr
dep
osi
t)
0 5 12
Days
Folded FCW
Seamless FCW
Welding Conditions: 25 V – 250 A – Stick-out: 17 mm – Gas: M21Diffusible hydrogen content determined according to AWS A4.3-93,using the chromatography method.
9
8
7
6
5
4
3
2
1
0100 200 300 400
Dep
osi
tion
rate
at
100%
dut
y cy
cle
(kg
/h)
Electric current (A)
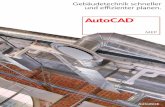
Cored wire ø 0.9 mm
Cored wire ø 1.2 mm
Cored wire ø 1.6 mm
Solid wire ø 1.0 mm
Solid wire ø 1.2 mm
Cored wireø 0.9 mm Argon + 18 % CO2 Stickout length 15 mmø 1.2 / 1.6 mm Argon + 18 % CO2 Stickout length 20 mm
Solid wire Argon + 2 % CO2 Stickout length 12 mm
3

Problemlose Drahtzuführung
Ob Sie 16-kg-Korbspulen oder 250-kg-Öko-Fässer verwenden, ob Sie manuell nahe an der Stromquel-le oder mit Robotern mit langen Zuführungen schweißen – die Drahtförderung ist in jedem Fall völlig problemlos. Der nahtlose verkupferte Draht verfügt über eine ausreichende Steifigkeit und Gleitfähig-keit, um die Reibung in den Führungsspiralen, Schweißbrennern und Kontaktrohren zu überwinden. Die Kupferbeschichtung führt durch die verbesserte Übertragung des Schweißstroms zwischen Kon-taktrohr und Draht zu einem stabilen Lichtbogen. Eine sorgfältige Kontrolle von Sprungmaß und Drall verhindert das sogenannte „Schwänzeln“ und sorgt für gerade, perfekt positionierte Schweißnähte.
Hervorragende Schweißbarkeit und Schweißqualität
Die speziell auf die Anwendung abgestimmte Füllung der nahtlosen Böhler Fülldrähte sorgt für opti-male Schweißeigenschaften. Die geringe Spritzerbildung ist ein Aspekt. Sie hängt von der Zusam-mensetzung der Füllung und der Art des Lichtbogens ab und ist über einen breiten Parameterbereich deutlich niedriger als bei Massivdrähten. Die Benetzung ist besser und der Einbrand runder, sodass sich Schweißfehler wie unzureichender Einbrand und Bindefehler leichter vermeiden lassen.
Komplettes Sortiment von un- und niedriglegierten Stählen
Das Sortiment von Böhler umfasst ein breites Angebot an nahtlosen Fülldrähten mit niedrigem Wasserstoffgehalt für unlegierte und niedriglegierte Stähle: hochfest, kaltzäh, wetter- und warmfest. Sie sind in allen gängigen Durchmessern verfügbar. Die meisten Typen sind nach EN und AWS eingestuft und verfügen über zahlreiche Zulassungen. Als Schutzgas kann je nach Typ CO2
oder Mischgas verwendet werden. Es gibt praktisch für jede Branche hervorragende Fülldrähte für ihre spezifischen Anforderungen.
4

Rutile Fülldrähte für alle Positionen
Für Ein- und Mehrlagenschweißungen geeignet. Diffusibler Wasserstoffgehalt H5 (EN) und H4 (AWS) – typische Werte sind 2–3 ml/100 g Schweißgut unter Mischgas und 1–2 ml/100 g Schweißgut unter 100 % CO2.
Dank schnell erstarrender Schlacke, die das Schweißbad stützt, bieten sie außerordentliche Produktivität beim Zwangslagenschweißen und ermög-lichen gleichzeitig die Verwendung höher Schweißströme. Eine einzige Kombination aus Stromstärke und Spannung kann für alle Schweißposi-tionen verwendet werden. Die Drähte zeichnen sich durch einen sanften und feintropfigen Werkstoffübergang im Sprühlichtbogen mit sehr geringen Spritzerverlusten aus, gute Entfernbar-keit der Schlacke und saubere Nähte. Wurzellagen werden wirtschaftlich auf Keramikunterlagen geschweißt.
Basische Fülldrähte für waagrechte Schweißposition
Für Ein- und Mehrlagenschweißungen geeignet. Diffusibler Wasserstoffgehalt H5 (EN) und H4 (AWS) – typisch 1–3 ml/100 g Schweißgut.
Sie zeichnen sich durch gute Schweißbarkeit und Produktivität in Wannenlage und in Horizontal-Verti-kalposition aus. Sie sorgen für sehr saubere Schweißnähte mit hoher Dehnung und Kerbschlagzähigkeit sowie guter Rissfestigkeit und werden daher oft für stark verspannte Kons-truktionen und für Wurzelschweißun-gen verwendet. Sehr geringe Sprit-zerverluste. Gute Schlackelöslichkeit und saubere Nähte. Für höhere Produktivität bei Wurzelschweißungen können Keramikunterlagen verwendet werden.
Metallpulverdrähte für alle Positionen
Für Ein- und Mehrlagenschweißungen geeignet. Diffusibler Wasserstoffgehalt H5 (EN) und H4 (AWS) – typisch 1–3 ml/100 g Schweißgut.
Sie ermöglichen eine besonders hohe Schweißgutausbringung, da kaum Schlacke gebildet wird. Mehrlagen-schweißungen sind ohne Entfernen der wenigen Silikatinseln möglich, die sich auf der Nahtoberfläche bilden. Sie werden daher häufig für mechani-sierte oder automatisierte Schweißun-gen verwendet, kommen aber auch für den manuellen Einsatz infrage. Sie werden oft für Wurzelschweißungen verwendet, auch auf Keramikunter-lagen.
Fülldrähte für normalfesten Stahl
Produkt Information
BÖHLER Ti 52 T-FDRutil, für alle PositionenMischgas und CO2
Mehrzweckfülldraht für Stahl bis zu einer Streckgrenze von 460 MPa. Gute Kerbschlagzähigkeit bis -40 °C. Allgemeiner Maschinenbau, Schiffbau.
BÖHLER Ti 52 T-FD (HP)Rutil, für alle PositionenMischgas und CO2
Mehrzweckfülldraht für Stahl bis zu einer Streckgrenze von 460 MPa. Hervorragende Kerbschlagzähig-keit bis -40 °C für Anwendungen mit höchsten Anforderungen an die Zähigkeit, z.B. bei Offshore- Anwendungen und im Schiffbau.
BÖHLER Ti 52 T-FD (CO2)Rutil, für alle PositionenCO2
Mehrzweckfülldraht für Stahl bis zu einer Streckgrenze von 460 MPa. Hervorragende Produktivität, vor allem bei Steignahtschweißung. Für Ein- und Mehrlagenschweißungen. Gute Kerbschlagzähigkeit bis -30 °C. Für leistungsstarke Anwendungen im Schiffbau..
BÖHLER Ti 52 T-FD SR (CO2)Rutil, für alle PositionenCO2
Mehrzweckfülldraht für Stahl bis zu einer Streckgrenze von 460 MPa, spannungsarm geglüht. Hervor-ragende Produktivität, vor allem bei Steignahtschweißung. Für Ein- und Mehrlagenschweißungen. Gute Kerbschlagzähigkeit bis -40 °C. Für hervorragende Leistungen im Schiffbau, für Speicherbehälter und dickwandige Stahlkonstruktionen. (CTOD in Arbeit)
BÖHLER Kb 46 T-FDBasisch, waagrechtCO2
Für C- und C-Mn-Stähle bis zu einer Streckgrenze von 420 MPa, einschließlich Feinkornstähle. Hervor-ragende Schweißbarkeit in waagrechter und horizontaler Position. Hervorragende Kerbschlagzähigkeit bis -60 °C.
BÖHLER Kb 52 T-FDBasisch, waagrechtMischgas und CO2
Für Stahl bis zu einer Streckgrenze von 460 MPa. Sehr zähes Schweißgut mit hoher Rissfestigkeit, geeignet für dickwandige Konstruktionen und für Pufferlagen. Unbegrenzte Wandstärke. Hervorragende Kerbschlagzähigkeit bis -60 °C mit Mischgas.
BÖHLER HL 51 T-MCMetallpulver, für alle PositionenMischgas und CO2
MMehrzweckfülldraht für Stahl bis zu einer Streckgrenze von 460 MPa. Hervorragende Kerbschlagzä-higkeit bis -60 °C. Für Ein- oder Mehrlagenschweißungen ohne Zwischenreinigung. Sehr gute Wieder-zündeigenschaften. Allgemeine Anwendungen im Maschinenbau, Roboteranwendungen.
Nahtlose Fülldrähte von Böhler auf einen Blick
5

Fülldrähte für Rohre
Produkt Information
BÖHLER Ti 70 Pipe T-FDRutil, für alle PositionenMischgas
Für das Schweißen von Rohrstahltypen bis API 5L X70 entwickelt. Gut für mechanisiertes (Orbital-)Schweißen geeignet. Gute Kerbschlagzähigkeit bis -50 °C.
BÖHLER HL 60 Pipe T-MCMetallpulver, für alle PositionenMischgas
Für automatische (Orbital-) Schweißanwendungen im Pipelinebau. Entspricht den Mindestanforderun-gen an die Festigkeit von X70-Rohrstahl. Hervorragende Kerbschlag zähigkeit bis -60 °C. CTOD-geprüft bei -10 °C.
Fülldrähte für hochfesten Stahl
Produkt Information
BÖHLER Ti 75 T-FDRutil, für alle PositionenMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 620 MPa. Hervorragende Kerbschlagzähigkeit bis -40 °C. Aufgrund der hervorragenden mechanischen Eigenschaften dieses Füll-drahts selbst bei niedrigen Temperaturen sowie des niedrigen Gehalts an diffusiblem Wasserstoff eignet er sich besonders für Anwendungen im Offshore-Bereich.
BÖHLER Ti 80 T-FDRutil, für alle PositionenMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 690 MPa. Aufgrund der hervorragenden Kerbschlagzähigkeit bis -60 °C sowie des niedrigen Gehalts an diffusiblem Wasserstoff eignet er sich besonders für Anwendungen im Offshore-Bereich sowie im Pipeline- und Kranbau.
BÖHLER Kb 63 T-FDBasisch, waagrechtMischgas
Cr-Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 550 MPa. Hervorragende Kerbschlagzähigkeit bis -40 °C. Verschiedenste Anwendungen im Stahlbau.
BÖHLER Kb 65 T-FDBasisch, waagrechtMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 550 MPa. Hervorragende Kerbschlagzähigkeit bis -40 °C.
BÖHLER Kb 85 T-FDBasisch, waagrechtMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 690 MPa. Hervorragende Kerbschlagzähigkeit bis -60 °C.
BÖHLER Kb 90 T-FDBasisch, waagrechtMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 890 MPa, wie etwa S890QL, S960QL und SQL1100. Hervorragende Kerbschlagzähigkeit bis -40 °C.
BÖHLER HL 65 T-MCMetallpulver, für alle PositionenMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 550 MPa. Hervorragende Kerbschlagzähigkeit bis -50 °C. Besonders geeignet für Wurzelschweißungen im Offshore- und Pipeline-Bereich.
BÖHLER HL75 T-MCMetallpulver, für alle PositionenMischgas
Ni-Mo-legierter Fülldraht für ein- oder mehrlagiges Schweißen von hochfesten Stählen. Dieser Fülldraht eignet sich besonders gut für das Rohrleitungsschweißen von speziellen Grundwerkstoffen wie ASTM A519 Gr. 4130. Entspricht den NACE-Spezifikationen. Hervorragende Kerbschlagzähigkeit bis -40 °C.
BÖHLER 700 T-MCMetallpulver, für alle PositionenMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 690 MPa. Hervorragende Kerbschlagzähigkeit bis -60 °C. Wird im Kranbau eingesetzt.
BÖHLER 900 T-MCMetallpulver, für alle PositionenMischgas
Ni-Mo-legierter Fülldraht für hochfesten Stahl bis zu einer Streckgrenze von 890 MPa. Hervorragende Kerbschlagzähigkeit bis -60 °C. Wird im Kranbau und im Offshore-Bereich eingesetzt.
Fülldrähte für wetterfesten Stahl
Produkt Information
BÖHLER NiCu1 Ti T-FDRutil, für alle PositionenMischgas
Für wetterfeste Stähle wie CORTEN A und PATINAX. Gute Kerbschlagzähigkeit bis -40 °C. Hochbau, Brücken.
BÖHLER NiCu1 T-MCMetallpulver, für alle PositionenMischgas
Für wetterfeste Stähle wie CORTEN und PATINAX. Hervorragende Kerbschlagzähigkeit bis -60 °C.Hochbau, Brücken.
BÖHLER Kb NiCu1 T-FDBasisch, waagrecht
Für wetterfeste Stähle wie CORTEN und PATINAX. Hervorragende Kerbschlagzähigkeit bis -60 °C.Hochbau, Brücken.
Pho
to c
ourt
esy
Max
Bög
l Gm
bH
6

Fülldrähte für kaltzähen Stahl
Produkt Information
BÖHLER Ti 60 T-FDRutil, für alle PositionenMischgas
Für kaltzähe Stähle bis zu einer Streckgrenze von 500 MPa und Anforderungen an die Kerbschlagzähig-keit bis zu -60 °C. Legiert mit < 1 % Ni gemäß NACE-Offshore-Spezifikationen. Offshore, Upstream-Öl- und Gas-Exploration. CTOD-geprüft.
BÖHLER Ti 60 T-FD (CO2)Rutil, für alle PositionenCO2
Für kaltzähe Stähle bis zu einer Streckgrenze von 500 MPa und Anforderungen an die Kerbschlagzähig-keit bis zu -40 °C. Legiert mit < 1 % Ni gemäß NACE-Offshore-Spezifikationen. Offshore, Upstream-Öl- und Gas-Exploration. (CTOD).
BÖHLER Ti 60 T-FD SRRutil, für alle PositionenMischgas
Für kaltzähe Stähle mit Anforderungen an die Kerbschlagzähigkeit bis zu -60 °C. Unbehandelt und span-nungsarm geglüht. Legiert mit < 1 % Ni gemäß NACE-Offshore-Spezifikationen. Offshore, Upstream-Öl- und Gas-Exploration. (CTOD).
BÖHLER Ti 2 Ni T-FDRutil, für alle PositionenMischgas
Für kaltzähe Stähle mit Anforderungen an die Kerbschlagzähigkeit bis zu -60 °C. Legiert mit 2 % Ni für hervorragende Kerbschlageigenschaften. Offshore, Upstream-Öl- und Gas-Exploration. CTOD-geprüft.
BÖHLER Kb 60 T-FDBasisch, waagrechtMischgas
Für kaltzähe Stähle mit Anforderungen an die Kerbschlagzähigkeit bis zu -60 °C. Legiert mit < 1 % Ni gemäß NACE-Offshore-Spezifikationen. Offshore, Upstream-Öl- und Gas-Exploration.
BÖHLER HL 46 GS T-MCMetallpulver, für alle PositionenMischgas
Für das Schweißen verzinkter Stahlbleche entwickelt. Gut für Dünnwandbleche geeignet.Einlagentechnik.
BÖHLER HL 53 T-MCMetallpulver, für alle PositionenMischgas
Für kaltzähe Stähle mit Anforderungen an die Kerbschlagzähigkeit bis zu -60 °C. Legiert mit < 1 % Ni gemäß NACE-Offshore-Spezifikationen. Hervorragende mechanische Eigenschaften bis zu -60 °C, sowohl unbehandelt als auch spannungsarm geglüht. Dieser Fülldraht ist besonders gut für Wurzelschweißungen im Offshore- und Pipeline-Bereich geeignet. CTOD in Arbeit.
Fülldrähte für warmfesten Stahl
Produkt Information
BÖHLER DMO Kb T-FDBasisch, waagrechtMischgas
Für warmfeste 0,5-%-Mo-Stähle für Betriebstemperaturen bis zu 500 °C. Hervorragende Kerbschlag-zähigkeit bis -60 °C, unbehandelt und nach Wärmebehandlung.
BÖHLER DCMS Kb T-FDBasisch, waagrechtMischgas
Für warmfeste 1-%-Cr-0,5-%-Mo-Stähle für Betriebstemperaturen bis zu 500 °C.
BÖHLER CM2 Kb T-FDBasisch, waagrechtMischgas
Für warmfeste 2,25-%-Cr-0,5-%-Mo-Stähle für Betriebs temperaturen bis zu 600 °C.
BÖHLER DCMV Kb T-FDBasisch, waagrechtMischgas
Für warmfeste Cr-Mo-V-legierte Stähle bis zu 550 °C. Dieser Fülldraht eignet sich besonders für das Schweißen von Stahl des Typs G17CrMoV5-10 mit Wärmenachbehandlung.
BÖHLER CM5 Kb T-FDBasisch, waagrechtMischgas
Basischer Fülldraht für waagrechte Schweißpositionen mit Mischgas. Für warmfeste 5-%-Cr-0,5-%-Mo-Stähle.
BÖHLER DMO T-MCMetallpulver, für alle PositionenMischgas
Für warmfeste 0,5-%-Mo-Stähle für Betriebstemperaturen bis zu 500 °C.
BÖHLER DCMS T-MCMetallpulver, für alle PositionenMischgas
Für warmfeste 1-%-Cr-0,5-%-Mo-Stähle für Betriebstempera turen bis zu 500 °C.
BÖHLER CM2 T-MCMetallpulver, für alle PositionenMischgas
Für warmfeste 2,25-%-Cr-0,5-%-Mo-Stähle für Betriebstemperaturen bis zu 600 °C.
7

Nahtlose Fülldrähte von BöhlerNormeinstufung und Leistungsfähigkeit bei niedrigen Temperaturen
( ) Werte nach Wärmebehandlung. Informationen zu den Bedingungen der Wärmebehandlung (PWHT) finden Sie in den jeweiligen Datenblättern auf unserer Website.
Schutzgas M21 gemäß EN ISO 14175
Legie-rungs-gruppe
Produktbezeichnung EN ISO Normeinstufung AWS
A5.36 NormeinstufungISO-V-Prüfwerte
20 °C -20 °C -30 °C -40 °C -50 °C -60 °C CTOD
Unl
egie
rte
Stä
hle
BÖHLER Ti 52 T-FD17632-A T46 4 P M 1 H5 A5.36 E71T1-M21A4-CS1-H4
110 6017632-B T555T1-1MA-H5 A5.36M E491T1-M21A4-CS1-H4
BÖHLER Ti 52 T-FD (HP)17632-A T46 4 P M 1 H5 A5.36 E71T1-M21A4-CS1-H4
120 110 90 ≥4717632-B T554T1-1MA-H5 A5.36M E491T1-M21A4-CS1-H4
BÖHLER Kb 52 T-FD17632-A T46 4 B M 3 H5 A5.36 E70T5-M21A4-CS1-H4
160 100 8017632-B T556T5 0MA H5 A5.36M E490T5-M21A4-CS1-H4
BÖHLER HL 51 T-MC17632-A T 46 6 M M 1 H5 A5.36 E70T15-M21A8-CS1-H4
90 6017632-B T 556T15-1MA H5 A5.36M E490T15-M21A6-CS1-H4
BÖHLER HL 46 GS T-MC17632-A T46 Z M M 1 H5 A5.36 E70T15-M21AZ-CS1-H4
17632-B T55ZT15-1MA H5 A5.36M E490T15-M21AZ-CS1-H4
Nie
drig
- un
d m
ittel
legi
erte
Stä
hle
BÖHLER NiCu1 Ti T-FD17632-A T46 4 Z P M 1 H5 A5.36 E81T1-M21A4-GH4
7017632-B T554T1-1MA-G-H5 A5.36M E551T1-M21A4-GH4
BÖHLER Ti 60 T-FD17632-A T 50 6 1Ni P M 1 H5 A5.36 E81T1-M21A8-Ni1-H4
110 90 (60) 70 65 -10 °C
17632-B T556T1-1MA-N2-UH5 A5.36M E551T1-M21A6-Ni1-H4
BÖHLER Ti 60 T-FD SR17632-A T50 6 1Ni P M 1 H5 A5.36 E81T1-M21AP8-Ni1-H4 120
(60)90 (50) -10 °C
17632-B T556T1-1MAP-N2-H5 A5.36M E551T1-M21AP6-Ni1-H4
BÖHLER Ti 2 Ni T-FD17632-A T50 6 2Ni P M 1 H5 A5.36 E81T1-M21A8-Ni2-H4
80 -40 °C 17632-B T576T1-1MA-N5-H5 A5.36M E551T1-M21A6- Ni2-H4
BÖHLER Ti 75 T-FD18276-A T62 4 Mn1.5Ni P M 1H5 A5.36 E101T1-M21A4-K2-H4
9018276-B T694T1-1MA-N3M1-UH5 A5.36M E691T1-M21A4-K2-H4
BÖHLER Ti 80 T-FD18276-A T69 6 Z P M 1 H5 A5.36 E111T1-M21A8-GH4
75 6018276-B T766T1-1MA-G-UH5 A5.36M E761T1-M21A6-GH4
BÖHLER Kb NiCu1 T-FD17632-A T46 6 1Ni B M 3 H5 A5.36 E80T5-M21A8-GH4
13017632-B T55 6 T5-0MA-G-H5 A5.36M E550T5-M21A6-GH4
BÖHLER Kb 60 T-FD17632-A T 46 6 1Ni B M 3 H5 A5.36 E80T5-M21P8-Ni1-H4
100 8017632-B T556T5-0MA-N2-UH5 A5.36M E550T5-M21P6-Ni1-H4
BÖHLER Kb 63 T-FD18276-A T55 4 Z B M 3 H5 A5.36 E90T5-M21A4-GH4
8018276-B T624T5-0MA-G-UH5 A5.36M E620T5-M21A4-GH4
BÖHLER Kb 65 T-FD18276-A T55 4 1NiMo B M 3 H5 A5.36 E90T5-M21A4-GH4
10018276-B T62 4 T5-0MA-N2M2-UH5 A5.36M E620T5-M21A4-GH4
BÖHLER Kb 85 T-FD18276-A T 69 6 Mn2NiCrMo B M 3 H5 A5.36 E110T5-M21A8-K4-H4
8018276-B T766T5-0MA-N4C1M2-H5 A5.36M E760T5-M21A6-K4-H4
BÖHLER Kb 90 T-FD18276-A T89 4 Mn2Ni1CrMo B M 3 H5 A5.36 E120T5-M21A4-GH4
7518276-B T83 4 T5-0MA-N4C2M2-UH5 A5.36M E830T5-M21A4-GH4
BÖHLER NiCu1 T-MC18276-A T46 6 Z M M 1 H5 A5.36 E80T15-M21A8-GH4
100 7018276-B T55 6 T15-1MA-G-H5 A5.36M E550T15-M21A6-GH4
8

Schutzgas M21 gemäß EN ISO 14175
Legie-rungs-gruppe
Produktbezeichnung EN ISO Normeinstufung AWS
A5.36 NormeinstufungISO-V-Prüfwerte
20 °C -20 °C -30 °C -40 °C -50 °C -60 °C CTOD
Nie
drig
- un
d m
ittel
legi
erte
Stä
hle BÖHLER HL 53 T-MC
17632-A T50 6 1Ni M M 1 H5 A5.36 E80T15-M21A8-Ni1-H4 90 (90) (-40 °C)
17632-B T576T15-1MA-N2-UH5 A5.36M E550T15-M21A6-Ni1-H4
BÖHLER HL 65 T-MC18276-A T55 4 1NiMo M M 1 H5 A5.36 E90T15-M21A4-K3-H4
7018276-B T62 5 T15-1MA-N2M2-UH5 A5.36M E620T15-M21A4-K3-H4
BÖHLER HL75 T-MC18276-A T62 4 Mn1NiMo M M 2 H5 A5.36 E101T15-M21A4-G-H4 70
(60)18276-B T 694T15-1MA-N2M2-UH5 A5.36M E691T15-M21A4-G-H4
BÖHLER 700 T-MC18276-A T69 6 Mn2NiCrMo M M 1 H5 A5.36 E110T15-M21A8-K4-H4 80
(70)70 (60)18276-B T766T15-1MA-N4C1M2-UH5 A5.36M E760T15-M21A6-K4-H4
BÖHLER 900 T-MC18276-A T89 6 Mn2NiCrMo M M 2 H5 A5.36 E120T15-M21A8-GH4
58 5518276-B T836T15-1MA-N4C1M2-UH5 A5.36M E830T15-M21A6-GH4
( ) Werte nach Wärmebehandlung. Informationen zu den Bedingungen der Wärmebehandlung (PWHT) finden Sie in den jeweiligen Datenblättern auf unserer Website.
9

Schutzgas M21 gemäß EN ISO 14175
Legie-rungs-gruppe
Produktbezeichnung EN ISO Normeinstufung AWS
A5.36 NormeinstufungISO-V-Prüfwerte
20 °C -20 °C -30 °C -40 °C -50 °C -60 °C CTOD
War
mfe
ste
Sta
hlso
rten
BÖHLER DMO Kb T-FD
17632-A T46 6 Mo B M 3 H5 A5.36 E80T5-M21P8-A1-H4
210 (140)
150 (140)
130 (120)
17632-B T556T5-0M-2M3-H5 A5.36M E550T5-M21P6-A1-H4
17634-A T Mo B M 3 H5
17634-B T55T5-0M-2M3-H5
BÖHLER DCMS Kb T-FD17634-A T CrMo1 B M 3 H5 A5.36 E80T5-M21PY-B2-H4
(100)17634-B T55T5-0M-1CM-H5 A5.36M E550T5-M21PY-B2-H4
BÖHLER CM2 Kb T-FD17634-A T CrMo2 B M 4 H5 A5.36 E90T5-M21PY-B3-H4
(100) 17634-B T62T5-0M-2C1M A5.36M E620T5-M21PY-B3-H4
BÖHLER DCMV Kb T-FD17634-A T Z B M 3 H5 A5.36 E90T5-M21PY-GH4
10017634-B T62T5-0M-G-H5 A5.36M E620T5-M21PY-GH4
BÖHLER CM5 Kb T-FD17634-A T CrMo5 B M 4 H5 A5.36 E80T5-M21PY-B6-H4
10017634-B A5.36M E550T5-M21PY-B6-H4
BÖHLER DMO T-MC
17632-A T46 2 Mo M M 1 H5 A5.36 E80T15-M21P0-A1-H4
(90)17632-B T552T15-1M-2M3-H5 A5.36M E550T15-M21P2-A1-H4
17634-A T MoL M M 1 H5
BÖHLER DCMS T-MC17634-A T CrMo1 M M 1 H5 A5.36 E80T15-M21PY-B2-H4
(110) (80)17634-B T55T15-1M-1CM-H5 A5.36M E550T15-M21PY-B2-H4
BÖHLER CM2 T-MC17634-A T CrMo2 M M 1 H5 A5.36 E90T15-M21PY-B3-H4
(110)17634-B T62T15-1M-2C1M-H5 A5.36M E620T15-M21PY-B3-H4
Roh
rstä
hle BÖHLER Ti 70 Pipe T-FD
18276-A T55 5 Mn1Ni P M 1 H5 A5.36 E91T1-M21A6-K2-H490 80
18276-B T625T1-1MA-N3M1-UH5 A5.36M E621T1-M21A5-K2-H4
BÖHLER HL 60 Pipe T-MC17632-A T46 6 Z M M 1 H5 A5.36 E80T15-M21A8-K6-H4
160 140 (-10 °C)17632-B E556T15-1MA-N1-H5 A5.36M E550T15-M21A6-K6-H4
( ) Werte nach Wärmebehandlung. Informationen zu den Bedingungen der Wärmebehandlung (PWHT) finden Sie in den jeweiligen Datenblättern auf unserer Website.
10

Schutzgas C1 gemäß EN ISO 14175
Legie-rungs-gruppe
Produktbezeichnung EN ISO Normeinstufung AWS
A5.36 NormeinstufungISO-V-Prüfwerte
20 °C -20 °C -30 °C -40 °C -50 °C -60 °C CTOD
Unl
egie
rte
Stä
hle
BÖHLER Ti 52 T-FD17632-A T46 2 P C 1 H5 A5.36 E71T1-C1A2-CS1-H4
5517632-B T553T1-1CA-H5 A5.36M E491T1-C1A3-CS1-H4
BÖHLER Ti 52 T-FD (CO2)17632-A T46 3 P C 1 H5 A5.36 E71T1-C1A2-CS1-H4
100 95 7017632-B T553T1-1CA-H5 A5.36M E491T1-C1A3-CS1-H4
BÖHLER Ti 52 T-FD (HP)17632-A T 42 2 P C 1H5 A5.36 E71T1-C1A0-CS1-H4
110 10017632-B T492T1-1CA-H5 A5.36M E491T1-C1A2-CS1-H4
BÖHLER Ti 52 T-FD SR (CO2)17632-A T42 4 P C 1 H5 A5.36 E71T12-C1AP4-CS1-H4 110
(90)85 (70) (-10 °C)
17632-B T494T12-1CAP-H5 A5.36M E491T12-C1AP4-CS1-H4
BÖHLER Kb 46 T-FD17632-A T 42 4 B C 1 H5 A5.36 E70T5-C1A4-CS1-H4
90 8017632-B T496T5-1CA-H5 A5.36M E490T5-C1A4-CS1-H4
BÖHLER Kb 52 T-FD17632-A T42 4 B C 3 H5 A5.36 E70T5-C1A4-CS1-H4
140 8017632-B T496T5 - 0CA H5 A5.36M E490T5-C1A4-CS1-H4
BÖHLER HL 51 T-MC17632-A T42 5 M C 1 H5 A5.36 E70T15-C1A6-CS1-H4
80 6017632-B T495T15-1CA-H5 A5.36M E490T15-C1A5-CS1-H4
Nie
drig
- un
d
mitt
elle
gier
te S
tähl
e BÖHLER Ti 60 T-FD (CO2)17632-A T46 4 1Ni P C 1 H5 A5.36 E81T1-C1A4-Ni1-H4
110 80 (-10 °C)17632-B T554T1-1CA-N2-H5 A5.36M E551T1-C1A4-Ni1-H4
BÖHLER Ti 60 K2 T-FD (CO2)17632-A T46 6 1.5Ni P C 1 H5 A5.36 E81T1-C1A8-K2-H4
80 70 6017632-B T556T1-1CA-N3-H5 A5.36M E551T1-M21A6-K2-H4
BÖHLER Kb 85 T-FD (CO2)18276-A T69 4 Mn2NiCrMo B C 3 H5 A5.36 E110T5-C1A4-K4-H4
8018276-B T764T5-0CA-N4C1M2-UH5 A5.36M E760T5-C1A4-K4-H4
( ) Werte nach Wärmebehandlung. Informationen zu den Bedingungen der Wärmebehandlung (PWHT) finden Sie in den jeweiligen Datenblättern auf unserer Website.
11

Zertifizierungen und Zulassungen
Metallpulverfülldrähte CE TÜV GL DNV DB ABS LR BV RINA CWB RS
HL 46 GS T-MC
HL 53 T-MC n n n n n n
HL 75 T-MC n n
HL 65 T-MC n
HL-60 Pipe T-MC
HL 51 T-MC n n n n n n n n n n
NiCu1 T-MC n
900 T-MC n n n
700 T-MC n n n n n n n
CM2 T-MC n n
DCMS T-MC n n n
DMO T-MC n n n
Basische Fülldrähte CE TÜV GL DNV DB ABS LR BV RINA CWB RS
Kb 46 T-FD n n
Kb 52 T-FD n n n n n n n n n
Kb 90 T-FD n
Kb 85 T-FD n n n n n
Kb 85 T-FD (CO2)
Kb 65 T-FD
Kb 60 T-FD n
Kb NiCu1 T-FD n
CM5 Kb T-FD
CM2 Kb T-FD
DMO Kb T-FD n n
DCMV Kb T-FD n n
DCMS Kb T-FD
Rutilfülldrähte CE TÜV GL DNV DB ABS LR BV RINA CWB RS
Ti 52 T-FD n n n n n n n n n n n
Ti 52 T-FD SR (CO2) n n n n
Ti 52 T-FD (HP) n n n n n
Ti 52 T FD (CO2) n n n n n n n n n n
NiCu1 Ti T-FD n
Ti 60 T-FD n n n n n n n n n n n
Ti 60 T-FD SR n n n n
Ti 60 T-FD (CO2) n n n n
Ti 60 K2 T-FD (CO2) n
Ti 70 Pipe T-FD n n
Ti 75 T-FD n
Ti 80 T-FD n n n n n n
Ti 2Ni T-FD n n n n n
12

Spulentypen
D200 Kunststoffspule D200LagengespultAbmessungen:Ø aussen 200 mmØ innen 52 mmBreite 47 mm
Verfügbare VerpackungM5 = 5 kg
Verfügbare Durchmesser: 1,0 mm1,2 mm 1,6 mm
K200 Korbspule K200LagengespultAbmessungen: Ø aussen 200 mmØ innen 100 mmBreite 47 mm
Verfügbare VerpackungK8 = 5 kg
Verfügbare Durchmesser: 1,0 mm 1,2 mm 1,6 mm
K300 Korbspule K300LagengespultAbmessungen: Ø aussen 300 mmØ innen 180 mmBreite 100 mm
Verfügbare VerpackungK0=12,5 kg K1=15 kgK2=18 kg K3=16 kg
Verfügbare Durchmesser: 1,0 mm 1,2 mm 1,6 mm
BS300 Korbspule BS300LagengespultAbmessungen:Ø aussen 300 mmØ innen 180 mmBreite 100 mm
Verfügbare VerpackungS1=15 kgS2=18 kgS3=16 kg
Verfügbare Durchmesser: 1,0 mm 1,2 mm 1,6 mm
D300 Kunststoffspule D300LagengespultAbmessungen:Ø aussen 300 mmØ innen 52 mmBreite 100 mm
Verfügbare VerpackungP0=12.5 kg P1=15 kgP3=16 kg
Verfügbare Durchmesser: 1,0 mm 1,2 mm 1,6 mm
Öko-Fass Großgebinde für SchweißroboterGewicht: ca. 230 kgFülldrahtAbmessungen:h 780 mmØ 510 mm
Verfügbare Durchmesser: 1,0 mm 1,2 mm 1,6 mm
13

Pho
to c
ourt
esy
Wel
con
A/S
Den
mar
k
14

Customer first
Absolute Kundenorientierung ist unser Leitsatz. Wir verstehen uns als Lösungsanbieter für schweißtechnische Herausforderungen, sorgen für die Auswahl der passenden Schweißzusätze, deren korrekte Anwendung und die optimale Einstellung aller Parameter im Schweißprozess. Wir sehen es als unsere Aufgabe, unseren Kunden heute und in Zukunft die besten Lösungen durch neu entwickelte und laufend optimierte Produkte zu bieten um die Herstellungsprozesse unserer Kunden zu optimieren. Wir konzentrieren uns auf Industrien mit hohen technischen Ansprüchen und bieten Produkte, die exakt auf die industriespezifischen Anforderungen abgestimmt sind.
Drei Kompetenzen – drei Marken
Um Kunden bestmöglich zu betreuen und Entwicklungen gezielt voranzutreiben, konzentrieren wir unsere Kernkompetenzen in drei Bereichen: Verbindungsschweißen, Reparatur- & Auftragsschweißen und Hartlöten.
Wir bieten damit weltweit das größte und umfassendste Produktportfolio innerhalb unserer drei Marken:
n Böhler Weldingn UTP Maintenancen Fontargen Brazing
voestalpine Böhler Welding ist ein führender Hersteller und weltweiter Anbieter von Zusatzwerkstoffen für industrielle Schweiß- und Lötanwendungen.
Mit der Zugehörigkeit zum voestalpine Konzern, dem größten österreichischen Stahlerzeuger und einem weltweit führenden Anbieter spezialisierter Stahlprodukte, sind wir Teil eines globalen Netzwerks von Metallurgie-Experten.
Kunden profitieren von:
n Höchstem Schweiß- und Stahl-Know-how aus einer Hand
n Abgestimmten Gesamtlösungen aus Stahl und Schweißzusatz
n Einem Partner von höchster wirtschaftlicher Stabilität und technologischer Kompetenz
Vertrauen Sie auf die Kompetenz von Böhler Welding
15

voestalpine Böhler Welding www.voestalpine.com/welding
voestalpine Böhler WeldingBöhler Welding know-how joins steel
Das Know-how von voestalpine Böhler Welding (der ehemaligen Böhler Welding Group) verbindet Kunden in über 120 Ländern. Ganz auf Schweißzusatzwerkstoffe fokussiert, bietet die voestalpine Böhler Welding umfangreiche technische Beratung und individuelle Lösungen für industrielle Schweiß- und Lötanwendungen. 40 Niederlassungen in 28 Ländern, 2.200 Mitarbeiter sowie mehr als 1.000 Vertriebspartner auf der ganzen Welt sind Garant für Kundennähe.
Böhler Welding – Mehr als 2.000 Produkte für das Verbindungsschweißen mittels aller gängigen Lichtbogenschweißverfahren sind in einem Produktsortiment zusammengefasst, das auf der ganzen Welt seinesgleichen sucht. Das Herstellen dauerhafter Verbindungen ist die Markenphilosophie, sowohl beim Schweißen als auch auf zwischenmenschlicher Ebene.
Fontargen Brazing – Dank eingehender Kenntnisse über Verarbeitungsverfahren und Anwendungsmethoden bietet Fontargen Brazing die besten Hart- und Weichlötlösungen, die auf bewährten Produkten mit deutscher Technologie aufbauen. Das Know-how seiner Anwendungstechniker wuchs über Jahre durch in unzähligen Anwendungsfällen gesammelte Erfahrungswerte.
UTP Maintenance – Jahrzehntelange Erfahrung in der Branche und Anwendungs-Know-how in den Bereichen Instandsetzung sowie Verschleiß- und Oberfl ächenschutz, in Kombination mit innovativen und kundenspezifi schen Produkten, ermöglichen Kunden gesteigerte Produktivität und erhöhten Schutz für ihre Komponenten.
überreicht durch:00
1/20
15/D
E/G
L