
Dreh- und Fräszentrum TM Turning and Milling Center...
12
1 Dreh- und Fräszentrum TM Turning and Milling Center TM Machine de Tournage et Fraisage TM Werkzeugmaschinenfabrik GmbH Rudolf-Diesel-Ring 24 D-82054 Sauerlach bei München / Germany Tel.: 0 8104/8 03-60 · Fax: 0 8104/ 803-19 www.spinner-wzm.de · e-mail: [email protected]
-
Upload
hoangduong -
Category
Documents
-
view
215 -
download
0
Transcript of Dreh- und Fräszentrum TM Turning and Milling Center...

1
Dreh- und Fräszentrum TMTurning and Milling Center TMMachine de Tournage et Fraisage TM
Werkzeugmaschinenfabrik GmbHRudolf-Diesel-Ring 24D-82054 Sauerlach bei München/GermanyTel.: 0 8104/803-60 · Fax: 0 8104/803-19www.spinner-wzm.de · e-mail: [email protected]

2
Zum KonzeptUnsere Maschinenbaureihe TM ist eine neuartige Werkzeugmaschine zur Komplettbearbeitung anspruchsvollsterPräzisionsteile in kleinen und mittleren Stückzahlen. Das Dreh-Fräszentrum TM vereint alle Bearbeitungsmöglichkeiteneiner 5-Achsen Fräsmaschine mit den Merkmalen einer Drehzelle mit Haupt- und Gegenspindel. Zwei einander gegen-überliegende gleichwertige Drehspindeleinheiten S1/C1 und S2/C2 sind zueinander in den Richtungen Z1 und Z2verfahrbar und tragen das Werkstück während der Vorder- und Rückseitenbearbeitung. Zwischen den Spindeln ist ein24-stationen Schaltrevolver angeordnet, verfahrbar in den Achsen X und Y sowie einer zusätzlichen Drehbewegungdes Revolvers in alle Winkellagen als B-Achse. Eine Komplettbearbeitung aller denkbarer räumlicher Konturen einesWerkstückes mit bis zu 5 gleichzeitig eingesetzter Achsen ist dadurch möglich. Verarbeitet werden Teile ab Stangen-material oder Einlegeteile mit Futterspannung.
The conceptOur model TM is a complete new type of machine tool for complex machining of precision parts at highest level ofquality in small and medium quantities. The Turning and Milling Center TM brings together all machining capability ofa 5-axis machining center and a twin spindle turning cell with main- and subspindle. Two identical spindles S1/C1 andS2/C2 are located opposite to each other and moveable in the axis Z1 and Z2 while clamping the workpiece duringmachining of first and second operation. In between the two spindles there is the 24-station turret movable in X and Yaxis as well as rotable in each angle around the B-axis. Complex turning and milling of all possible 3-dimensionalgeometries by using up to 5 axis interpolation is possible now. The machine is working from bar material as well aschucker.
Le conceptLe machine de la gamme TM est une nouvelle innovation dans le secteur de machine-outil qui offre la possibilité d’uneopération complete de haut complexité sur des pièces très précises en petites et moyennes series. Le centre detournage et fraisage TM réunit les possibilités d’usinage d’une fraiseuse 5 axes avec les caractères d’un centre detournage bibroche. Deux broches identique et opposé S1/C1 et S2/C2 sont réglable et programmable dans lesdirections Z1 et Z2 et portant la pièce d’usinage pendant l’opération principale et reprise. Entre les deux broches il ya une tourelle de 24 positions, qui peut se déplacer dans les axes X et Y aussi bien que permet le réglage dans toutles angles avec une axe numerique B. La conception machine permet l’usinage des pièces très complexe avec tout lescontours dans l’espace avec possibilité de l’interpolation de 5 axes simultaries. La machine peut travailer en barre ouen mandrin.
2

3
Der Aufbau1 Steifes 65-Grad Schrägbett aus Grauguß 2 Hydraulik und zentrales Kühlaggregat3 Vorgespannte Linearführungen in X/Y/Z1/Z2 4 Bedienfeld und Schaltschrank5 Schaltrevolver 6 Spindeleinheiten7 Längsschlitten Z1/Z2 8 Kreuzschlitten X9 Y-Achse
The design1 Rigid cast-iron 65 degree slantbed 2 Hydraulic and central cooling system3 Rigid roller-guideways in X/Y/Z1/Z2 4 Control panel and electric cabinet5 Turret 6 Headstock units7 Z1/Z2 slides 8 Cross-slides X9 Y-axis slide
La construction1 Bâti en fonte rigide incliné à 65 degrés 2 Système hydraulique et refroidissement central3 Glissières en X/Y/Z1/Z2 4 Lambris de control et armoire éléctrique5 Tourelle 6 Support de broche massif et rigide7 Coulisses Z1/Z2 8 Coulisses X9 Coulisses Y
19 3
2
7
61
8
4
5
3

4
BearbeitungsmöglichkeitenDurch die komplexen Bewegungsmöglichkeiten des Revolvers in den Achsen X, Y und B sowie des Werkstückes aufden Spindeln in den Achsen Z1 und C1 sowie Z2 und C2 kann ein Schneidwerkzeug in beliebige Winkel- und Raumlagenzum Werkstück gebracht werden. Das gleiche Drehwerkzeug kann z. B. sowohl zum Plandrehen auf der linken Spindelaber auch zum Längsdrehen auf der rechten Spindel eingesetzt werden. Ein Zentrierbohrer als angetriebenes Werk-zeug kann für alle Zentrierungen innerhalb eines Werkstückes genutzt werden, radial, axial oder schräg im Raum, auchaußermittig.
Ways of machiningDue to complex movement of the turret in X, Y and B-axis and movement of workpiece through Z1/C1 and Z2/C2-axisany tool can be brought into multiple angles and positions for machining. One individual turning tool can be used forfacing on left spindle as well as OD-turning on right spindle. A centering drill for example used as a live tool can makeall centering operations within the workpiece for axial, radial or angular machining as well, even off-center.
Possibilités d’usinageLa conception machine avec les axes tourelle X, Y et B ainsi que les axes des broches Z1/C1 et Z2/C2 permet depositionner l’outil dans tout les angles et directions dans l’espace. Le même outil peut être utiliser ne seulement pourle surfaçage sur la broche principale, mais encore pour le chariotage sur la broche de reprise. Un foret de centragemotorisé peut être utiliser pour tout les centrages nécessaire pour la production de la pièce, direction radial, axial oudiagonal dans l’espace, même en dehors du centre.
Drehbearbeitung auf linker/rechter Spindel
Turning operation on left/right spindle
Tournage sur broche principal à gauche/droite
Fräsbearbeitung auf rechter/linker Spindel
Milling operation on right/left spindle
Fraisage sur broche de principale à droite/gauche
4

5
Simultanbearbeitung verschiedener Konturen auf linkerund rechter Spindel als 4-Achsenbetrieb Z1/Z2/X/B er-laubt die Bearbeitung unabhängiger Drehkonturen zeit-gleich durch nur einen Revolver. (Programmiersoftwareerforderlich als Option)
By using an optional programming software it is possibleto machine two unequal geometries with two tools at sametime as a 4-axis interpolation between Z1/Z2/X and B-axis while using only one turret but two toos turning.
Usinage simultane en 4 axes Z1/Z2/X/B des contoursdifferentes sur broche principale et broche de reprise. Laconception permet la production de 2 pièces differentesen temps masqué avec une seule tournelle. (Option logi-ciel de programmation nécessaire)
Simultane Innenbearbeitung mit Z1/Z2 beidseitig
Simultanious internal operations by Z1/Z2-axis
Usinage intérieur simultane sur axes Z1/Z2
Übergabe von Spindel 1auf Spindel 2 mit Abstichund Teileentnahme.
Transfer from spindle 1 tospindle 2 with cut-off andpart-catcher.
Transfer pièce de broche1 à broche 2 avec tronçon-nage et recuperateur depièce.
5
66
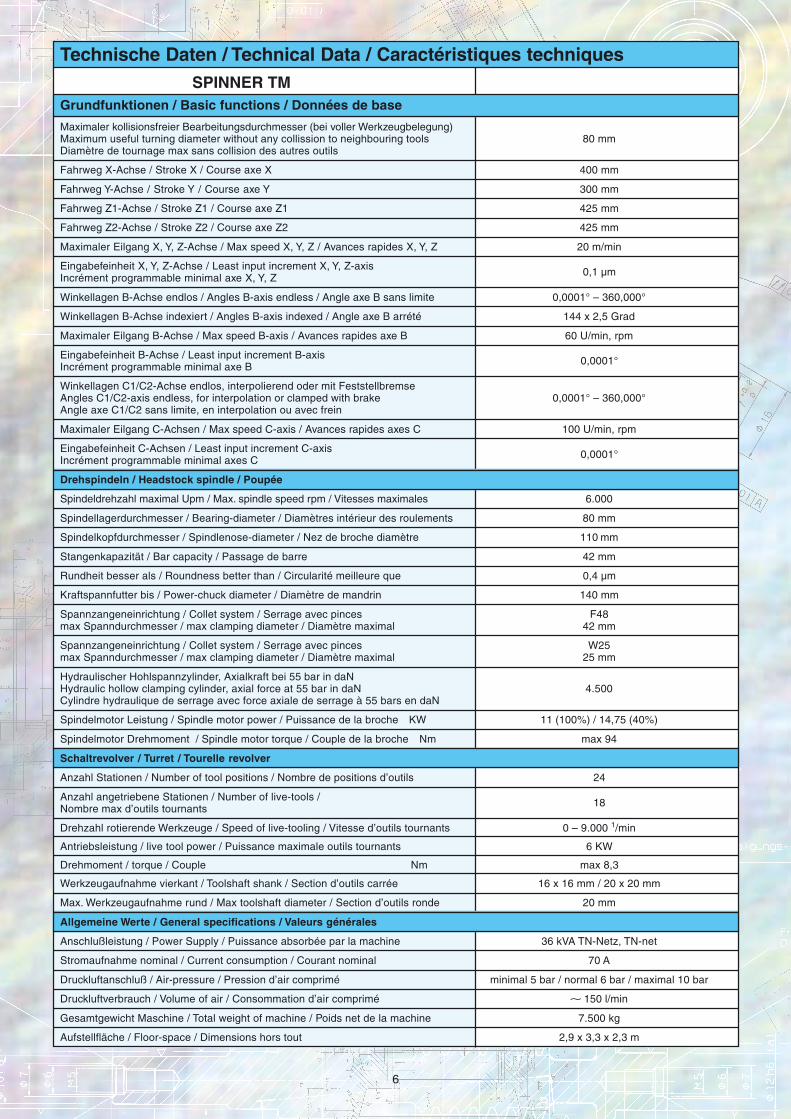
Technische Daten / Technical Data / Caractéristiques techniques SPINNER TMGrundfunktionen / Basic functions / Données de base
Maximaler kollisionsfreier Bearbeitungsdurchmesser (bei voller Werkzeugbelegung)Maximum useful turning diameter without any collission to neighbouring tools 80 mmDiamètre de tournage max sans collision des autres outils
Fahrweg X-Achse / Stroke X / Course axe X 400 mm
Fahrweg Y-Achse / Stroke Y / Course axe Y 300 mm
Fahrweg Z1-Achse / Stroke Z1 / Course axe Z1 425 mm
Fahrweg Z2-Achse / Stroke Z2 / Course axe Z2 425 mm
Maximaler Eilgang X, Y, Z-Achse / Max speed X, Y, Z / Avances rapides X, Y, Z 20 m/min
Eingabefeinheit X, Y, Z-Achse / Least input increment X, Y, Z-axisIncrément programmable minimal axe X, Y, Z 0,1 µm
Winkellagen B-Achse endlos / Angles B-axis endless / Angle axe B sans limite 0,0001° – 360,000°
Winkellagen B-Achse indexiert / Angles B-axis indexed / Angle axe B arrété 144 x 2,5 Grad
Maximaler Eilgang B-Achse / Max speed B-axis / Avances rapides axe B 60 U/min, rpm
Eingabefeinheit B-Achse / Least input increment B-axisIncrément programmable minimal axe B 0,0001°
Winkellagen C1/C2-Achse endlos, interpolierend oder mit FeststellbremseAngles C1/C2-axis endless, for interpolation or clamped with brake 0,0001° – 360,000°Angle axe C1/C2 sans limite, en interpolation ou avec frein
Maximaler Eilgang C-Achsen / Max speed C-axis / Avances rapides axes C 100 U/min, rpm
Eingabefeinheit C-Achsen / Least input increment C-axisIncrément programmable minimal axes C 0,0001°
Drehspindeln / Headstock spindle / Poupée
Spindeldrehzahl maximal Upm / Max. spindle speed rpm / Vitesses maximales 6.000
Spindellagerdurchmesser / Bearing-diameter / Diamètres intérieur des roulements 80 mm
Spindelkopfdurchmesser / Spindlenose-diameter / Nez de broche diamètre 110 mm
Stangenkapazität / Bar capacity / Passage de barre 42 mm
Rundheit besser als / Roundness better than / Circularité meilleure que 0,4 µm
Kraftspannfutter bis / Power-chuck diameter / Diamètre de mandrin 140 mm
Spannzangeneinrichtung / Collet system / Serrage avec pinces F48max Spanndurchmesser / max clamping diameter / Diamètre maximal 42 mm
Spannzangeneinrichtung / Collet system / Serrage avec pinces W25max Spanndurchmesser / max clamping diameter / Diamètre maximal 25 mm
Hydraulischer Hohlspannzylinder, Axialkraft bei 55 bar in daNHydraulic hollow clamping cylinder, axial force at 55 bar in daN 4.500Cylindre hydraulique de serrage avec force axiale de serrage à 55 bars en daN
Spindelmotor Leistung / Spindle motor power / Puissance de la broche KW 11 (100%) / 14,75 (40%)
Spindelmotor Drehmoment / Spindle motor torque / Couple de la broche Nm max 94
Schaltrevolver / Turret / Tourelle revolver
Anzahl Stationen / Number of tool positions / Nombre de positions d’outils 24
Anzahl angetriebene Stationen / Number of live-tools /Nombre max d’outils tournants 18
Drehzahl rotierende Werkzeuge / Speed of live-tooling / Vitesse d’outils tournants 0 – 9.000 1/min
Antriebsleistung / live tool power / Puissance maximale outils tournants 6 KW
Drehmoment / torque / Couple Nm max 8,3
Werkzeugaufnahme vierkant / Toolshaft shank / Section d’outils carrée 16 x 16 mm / 20 x 20 mm
Max. Werkzeugaufnahme rund / Max toolshaft diameter / Section d’outils ronde 20 mm
Allgemeine Werte / General specifications / Valeurs générales
Anschlußleistung / Power Supply / Puissance absorbée par la machine 36 kVA TN-Netz, TN-net
Stromaufnahme nominal / Current consumption / Courant nominal 70 A
Druckluftanschluß / Air-pressure / Pression d’air comprimé minimal 5 bar / normal 6 bar / maximal 10 bar
Druckluftverbrauch / Volume of air / Consommation d’air comprimé 150 l/min
Gesamtgewicht Maschine / Total weight of machine / Poids net de la machine 7.500 kg
Aufstellfläche / Floor-space / Dimensions hors tout 2,9 x 3,3 x 2,3 m
77
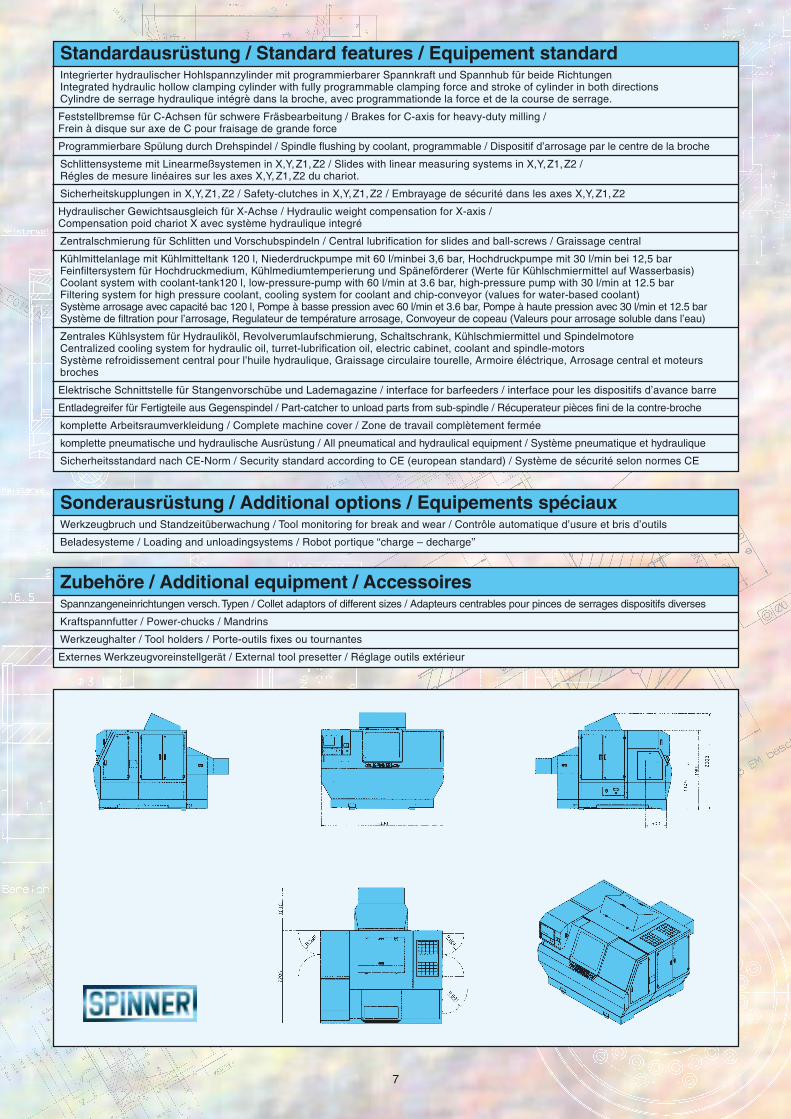
Zubehöre / Additional equipment / AccessoiresSpannzangeneinrichtungen versch. Typen / Collet adaptors of different sizes / Adapteurs centrables pour pinces de serrages dispositifs diverses
Kraftspannfutter / Power-chucks / Mandrins
Werkzeughalter / Tool holders / Porte-outils fixes ou tournantes
Externes Werkzeugvoreinstellgerät / External tool presetter / Réglage outils extérieur
Standardausrüstung / Standard features / Equipement standardIntegrierter hydraulischer Hohlspannzylinder mit programmierbarer Spannkraft und Spannhub für beide RichtungenIntegrated hydraulic hollow clamping cylinder with fully programmable clamping force and stroke of cylinder in both directionsCylindre de serrage hydraulique intégrè dans la broche, avec programmationde la force et de la course de serrage.
Feststellbremse für C-Achsen für schwere Fräsbearbeitung / Brakes for C-axis for heavy-duty milling /Frein à disque sur axe de C pour fraisage de grande force
Programmierbare Spülung durch Drehspindel / Spindle flushing by coolant, programmable / Dispositif d’arrosage par le centre de la broche
Schlittensysteme mit Linearmeßsystemen in X,Y,Z1,Z2 / Slides with linear measuring systems in X,Y,Z1,Z2 /Régles de mesure linéaires sur les axes X,Y, Z1,Z2 du chariot.
Sicherheitskupplungen in X,Y,Z1,Z2 / Safety-clutches in X,Y,Z1,Z2 / Embrayage de sécurité dans les axes X,Y,Z1,Z2
Hydraulischer Gewichtsausgleich für X-Achse / Hydraulic weight compensation for X-axis /Compensation poid chariot X avec système hydraulique integré
Zentralschmierung für Schlitten und Vorschubspindeln / Central lubrification for slides and ball-screws / Graissage central
Kühlmittelanlage mit Kühlmitteltank 120 l, Niederdruckpumpe mit 60 l/minbei 3,6 bar, Hochdruckpumpe mit 30 l/min bei 12,5 barFeinfiltersystem für Hochdruckmedium, Kühlmediumtemperierung und Späneförderer (Werte für Kühlschmiermittel auf Wasserbasis)Coolant system with coolant-tank120 l, low-pressure-pump with 60 l/min at 3.6 bar, high-pressure pump with 30 l/min at 12.5 barFiltering system for high pressure coolant, cooling system for coolant and chip-conveyor (values for water-based coolant)Système arrosage avec capacité bac 120 l, Pompe à basse pression avec 60 l/min et 3.6 bar, Pompe à haute pression avec 30 l/min et 12.5 barSystème de filtration pour l’arrosage, Regulateur de température arrosage, Convoyeur de copeau (Valeurs pour arrosage soluble dans l’eau)
Zentrales Kühlsystem für Hydrauliköl, Revolverumlaufschmierung, Schaltschrank, Kühlschmiermittel und SpindelmotoreCentralized cooling system for hydraulic oil, turret-lubrification oil, electric cabinet, coolant and spindle-motorsSystème refroidissement central pour l’huile hydraulique, Graissage circulaire tourelle, Armoire éléctrique, Arrosage central et moteursbroches
Elektrische Schnittstelle für Stangenvorschübe und Lademagazine / interface for barfeeders / interface pour les dispositifs d’avance barre
Entladegreifer für Fertigteile aus Gegenspindel / Part-catcher to unload parts from sub-spindle / Récuperateur pièces fini de la contre-broche
komplette Arbeitsraumverkleidung / Complete machine cover / Zone de travail complètement fermée
komplette pneumatische und hydraulische Ausrüstung / All pneumatical and hydraulical equipment / Système pneumatique et hydraulique
Sicherheitsstandard nach CE-Norm / Security standard according to CE (european standard) / Système de sécurité selon normes CE
Sonderausrüstung / Additional options / Equipements spéciauxWerkzeugbruch und Standzeitüberwachung / Tool monitoring for break and wear / Contrôle automatique d’usure et bris d’outils
Beladesysteme / Loading and unloadingsystems / Robot portique ‘‘charge – decharge’’
88
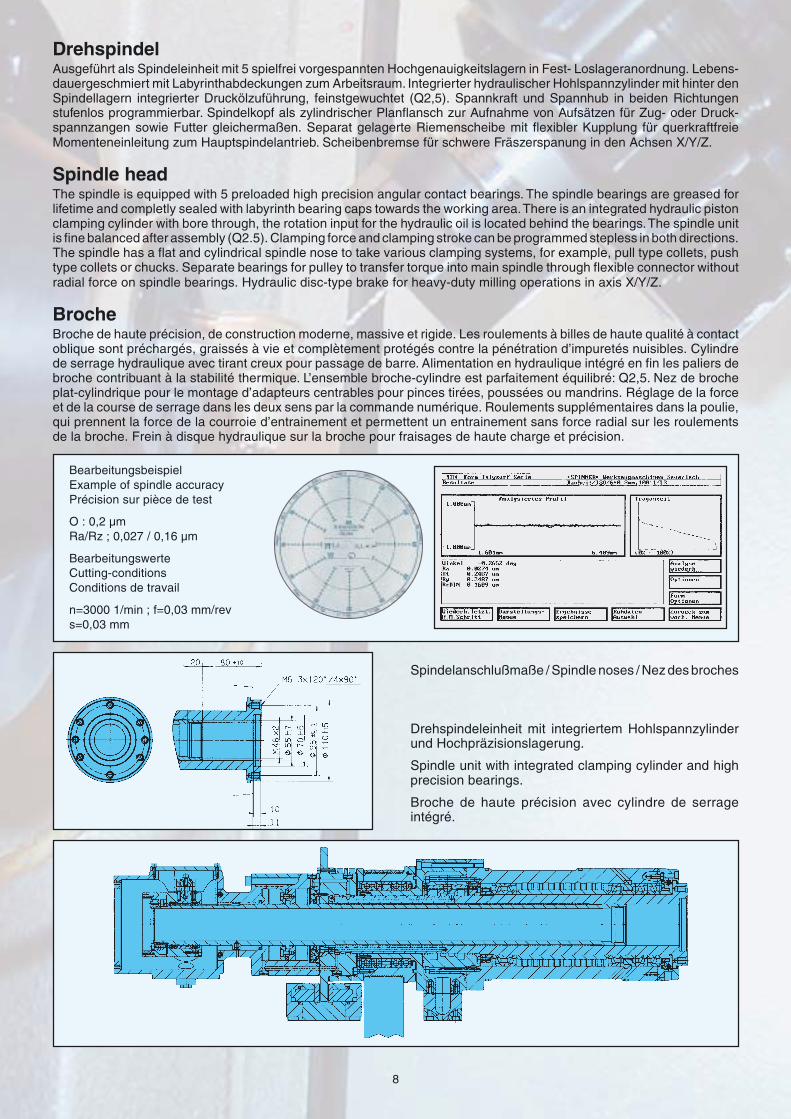
DrehspindelAusgeführt als Spindeleinheit mit 5 spielfrei vorgespannten Hochgenauigkeitslagern in Fest- Loslageranordnung. Lebens-dauergeschmiert mit Labyrinthabdeckungen zum Arbeitsraum. Integrierter hydraulischer Hohlspannzylinder mit hinter denSpindellagern integrierter Druckölzuführung, feinstgewuchtet (Q2,5). Spannkraft und Spannhub in beiden Richtungenstufenlos programmierbar. Spindelkopf als zylindrischer Planflansch zur Aufnahme von Aufsätzen für Zug- oder Druck-spannzangen sowie Futter gleichermaßen. Separat gelagerte Riemenscheibe mit flexibler Kupplung für querkraftfreieMomenteneinleitung zum Hauptspindelantrieb. Scheibenbremse für schwere Fräszerspanung in den Achsen X/Y/Z.
Spindle headThe spindle is equipped with 5 preloaded high precision angular contact bearings. The spindle bearings are greased forlifetime and completly sealed with labyrinth bearing caps towards the working area. There is an integrated hydraulic pistonclamping cylinder with bore through, the rotation input for the hydraulic oil is located behind the bearings. The spindle unitis fine balanced after assembly (Q2.5). Clamping force and clamping stroke can be programmed stepless in both directions.The spindle has a flat and cylindrical spindle nose to take various clamping systems, for example, pull type collets, pushtype collets or chucks. Separate bearings for pulley to transfer torque into main spindle through flexible connector withoutradial force on spindle bearings. Hydraulic disc-type brake for heavy-duty milling operations in axis X/Y/Z.
BrocheBroche de haute précision, de construction moderne, massive et rigide. Les roulements à billes de haute qualité à contactoblique sont préchargés, graissés à vie et complètement protégés contre la pénétration d’impuretés nuisibles. Cylindrede serrage hydraulique avec tirant creux pour passage de barre. Alimentation en hydraulique intégré en fin les paliers debroche contribuant à la stabilité thermique. L’ensemble broche-cylindre est parfaitement équilibré: Q2,5. Nez de brocheplat-cylindrique pour le montage d’adapteurs centrables pour pinces tirées, poussées ou mandrins. Réglage de la forceet de la course de serrage dans les deux sens par la commande numérique. Roulements supplémentaires dans la poulie,qui prennent la force de la courroie d’entrainement et permettent un entrainement sans force radial sur les roulementsde la broche. Frein à disque hydraulique sur la broche pour fraisages de haute charge et précision.
Spindelanschlußmaße / Spindle noses / Nez des broches
Drehspindeleinheit mit integriertem Hohlspannzylinderund Hochpräzisionslagerung.
Spindle unit with integrated clamping cylinder and highprecision bearings.
Broche de haute précision avec cylindre de serrageintégré.
BearbeitungsbeispielExample of spindle accuracyPrécision sur pièce de test
O : 0,2 µmRa/Rz ; 0,027 / 0,16 µm
BearbeitungswerteCutting-conditionsConditions de travail
n=3000 1/min ; f=0,03 mm/revs=0,03 mm
99
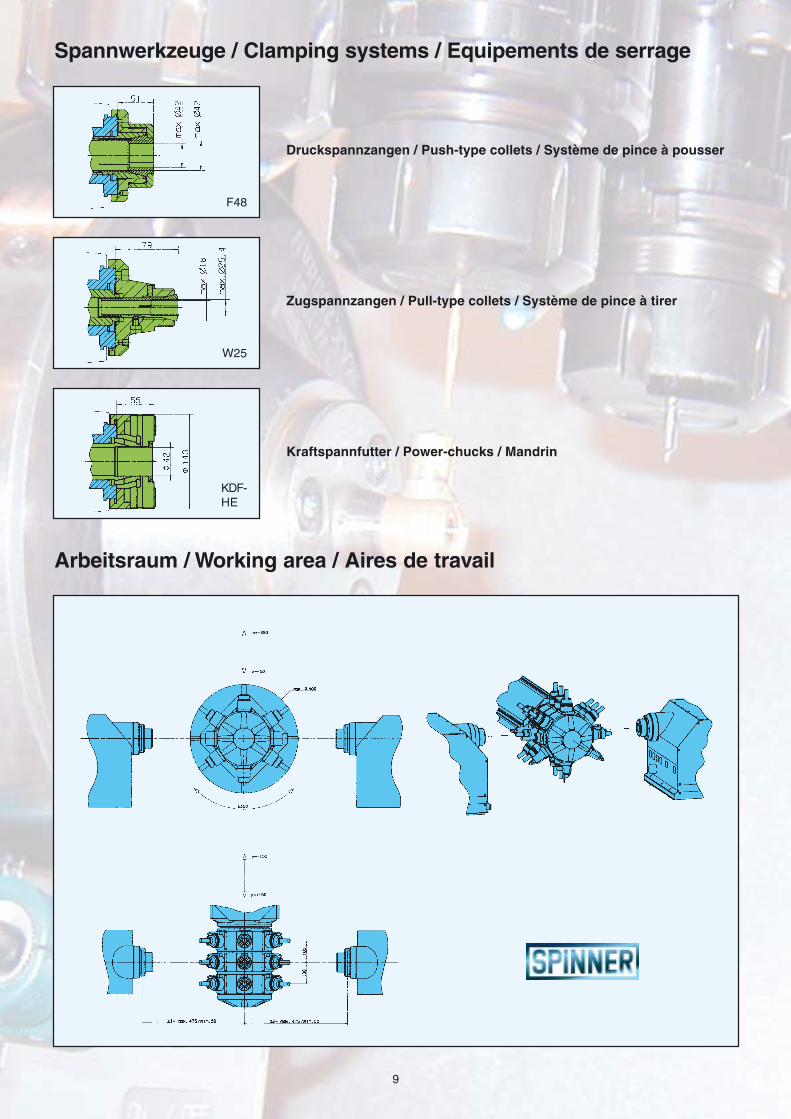
Spannwerkzeuge / Clamping systems / Equipements de serrage
F48
W25
KDF-HE
Arbeitsraum / Working area / Aires de travail
Druckspannzangen / Push-type collets / Système de pince à pousser
Zugspannzangen / Pull-type collets / Système de pince à tirer
Kraftspannfutter / Power-chucks / Mandrin
1010
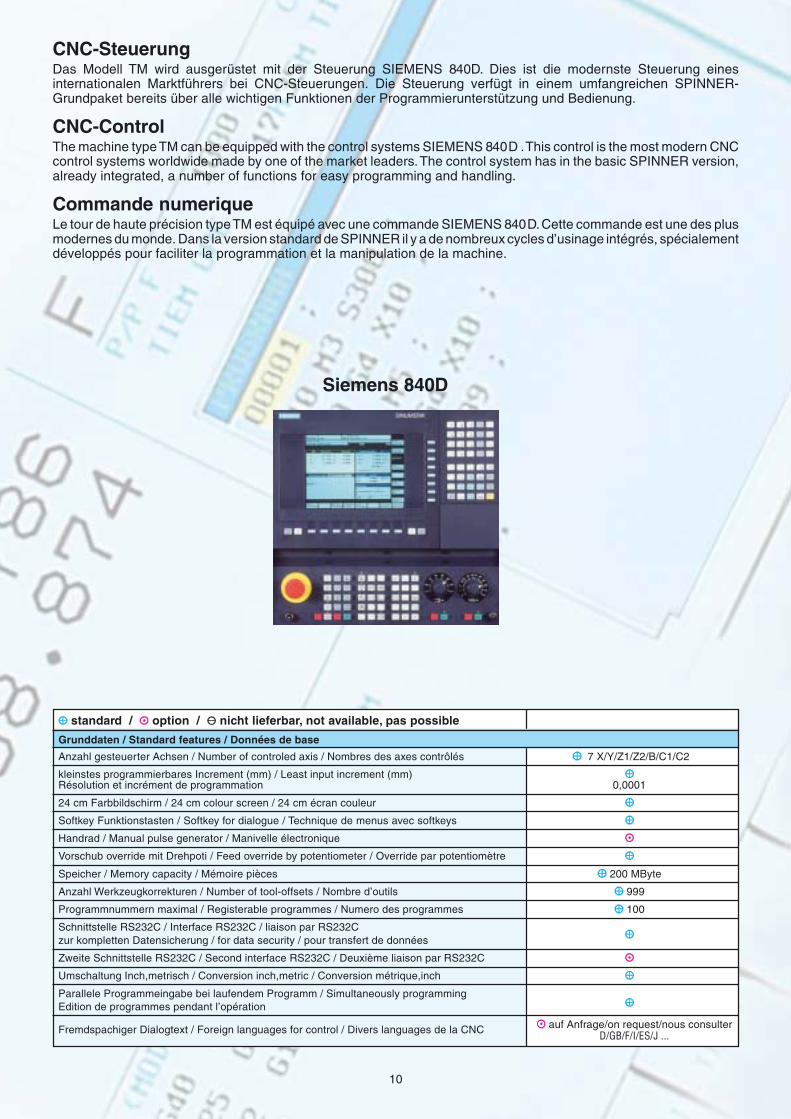
CNC-SteuerungDas Modell TM wird ausgerüstet mit der Steuerung SIEMENS 840D. Dies ist die modernste Steuerung einesinternationalen Marktführers bei CNC-Steuerungen. Die Steuerung verfügt in einem umfangreichen SPINNER-Grundpaket bereits über alle wichtigen Funktionen der Programmierunterstützung und Bedienung.
CNC-ControlThe machine type TM can be equipped with the control systems SIEMENS 840D . This control is the most modern CNCcontrol systems worldwide made by one of the market leaders. The control system has in the basic SPINNER version,already integrated, a number of functions for easy programming and handling.
Commande numeriqueLe tour de haute précision type TM est équipé avec une commande SIEMENS 840D. Cette commande est une des plusmodernes du monde. Dans la version standard de SPINNER il y a de nombreux cycles d’usinage intégrés, spécialementdéveloppés pour faciliter la programmation et la manipulation de la machine.
Siemens 840D
standard / option / nicht lieferbar, not available, pas possible
Grunddaten / Standard features / Données de base
Anzahl gesteuerter Achsen / Number of controled axis / Nombres des axes contrôlés 7 X/Y/Z1/Z2/B/C1/C2
kleinstes programmierbares Increment (mm) / Least input increment (mm)Résolution et incrément de programmation 0,0001
24 cm Farbbildschirm / 24 cm colour screen / 24 cm écran couleur
Softkey Funktionstasten / Softkey for dialogue / Technique de menus avec softkeys
Handrad / Manual pulse generator / Manivelle électronique
Vorschub override mit Drehpoti / Feed override by potentiometer / Override par potentiomètre
Speicher / Memory capacity / Mémoire pièces 200 MByte
Anzahl Werkzeugkorrekturen / Number of tool-offsets / Nombre d’outils 999
Programmnummern maximal / Registerable programmes / Numero des programmes 100
Schnittstelle RS232C / Interface RS232C / liaison par RS232Czur kompletten Datensicherung / for data security / pour transfert de données
Zweite Schnittstelle RS232C / Second interface RS232C / Deuxième liaison par RS232C
Umschaltung Inch,metrisch / Conversion inch,metric / Conversion métrique,inch
Parallele Programmeingabe bei laufendem Programm / Simultaneously programmingEdition de programmes pendant l’opération
Fremdspachiger Dialogtext / Foreign languages for control / Divers languages de la CNC auf Anfrage/on request/nous consulterD/GB/F/I/ES/J ...
1111
Programmierung / Programming / Programmation
Konstante Schnittgeschwindigkeit / Constant surface speed / Vitesse de coupe constante
Programmierung in mm/min oder mm/umdr / Programming in mm/min or mm/rev.Programmation en mm/min ou mm/tour.
Schneidenradiuskompensation / tool nose radius compensation / compensation rayon d’outil teilweise / partly / en partie
Programmierbare Verweilzeit / Dwell time / Durée de temporisation programmable
Gewindeschneidzyklus / Thread cutting cycles / Cycles de filetage
Kegelgewinde / Conic thread cutting / Cycles de filetage conique
Abspanzyklus / Stoke removal cycle / Cycles de chariotage
Einstechzyklus / Grooving cycle / Cycles d’usinage de gorges
Tiefbohrzyklus / Peck drilling cycle / Cycles de percages
Orientierter Spindelhalt / Spindle positioning stop / Arrêt orienté de la broche
Parameterprogrammierung / Programming by parameters / Programmation par paramètres
4-Achsen-Interpolation / 4-axis interpolation / interpolation de 4 axe X/Z1/Z2/B
C-Achse / C-axis / Axe “C”
Anzahl gesteuerter Achsen / Number of controlled axis / Nombres des axes commandés CNC C1/C2
Stirnseitenbearbeitung TRANSMIT im Falle der C-AchseFront operation programming of C-axis by X and Y in case of a C-axis , TRANSMITProgrammation des trajectoires d’outils (X,C) en coordonnées cartésienne (X,Y) , TRANSMIT
Mantelflächenbearbeitung mit Radien im Falle der C-AchseSoftware for easy programming of C-axis on cylinder surface Programmation des trajectoires d’outils sur surfaces cylindriques avec axe “C”
Nicht alle Softwareoptionen stehen in allen Bearbeitungslagen und Einsatzmöglichkeiten der 7 Achsen zur VerfügungNot all Softwareoptions can be used in all possible operations of the 7 axisIl y a des restrictions dans l’utilisation des logiciels supplémentaires avec les possibilités des 7 axes numérique
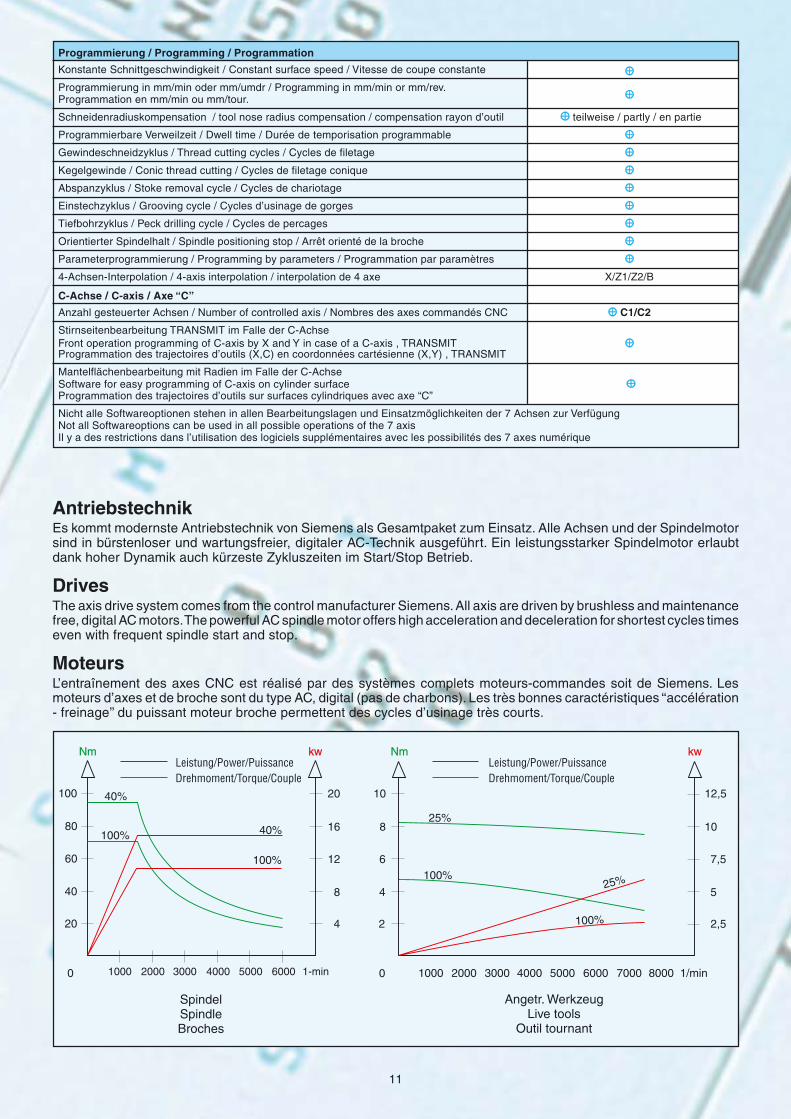
AntriebstechnikEs kommt modernste Antriebstechnik von Siemens als Gesamtpaket zum Einsatz. Alle Achsen und der Spindelmotorsind in bürstenloser und wartungsfreier, digitaler AC-Technik ausgeführt. Ein leistungsstarker Spindelmotor erlaubtdank hoher Dynamik auch kürzeste Zykluszeiten im Start/Stop Betrieb.
DrivesThe axis drive system comes from the control manufacturer Siemens. All axis are driven by brushless and maintenancefree, digital AC motors. The powerful AC spindle motor offers high acceleration and deceleration for shortest cycles timeseven with frequent spindle start and stop.
MoteursL’entraînement des axes CNC est réalisé par des systèmes complets moteurs-commandes soit de Siemens. Lesmoteurs d’axes et de broche sont du type AC, digital (pas de charbons). Les très bonnes caractéristiques ‘‘accélération- freinage’’ du puissant moteur broche permettent des cycles d’usinage très courts.
100 40%
100%80
60
40
20
20
16
12
8
4
0
NmLeistung/Power/PuissanceDrehmoment/Torque/Couple
40%25%
25%100%
100%
100%
1000 2000 3000 4000 5000 6000 1-min
SpindelSpindleBroches
Leistung/Power/PuissanceDrehmoment/Torque/Couple
kw
10
8
6
4
0
2
Nm kw
12,5
10
7,5
5
2,5
1000 2000 3000 4000 5000 6000 7000 8000 1/min
Angetr. WerkzeugLive tools
Outil tournant
12
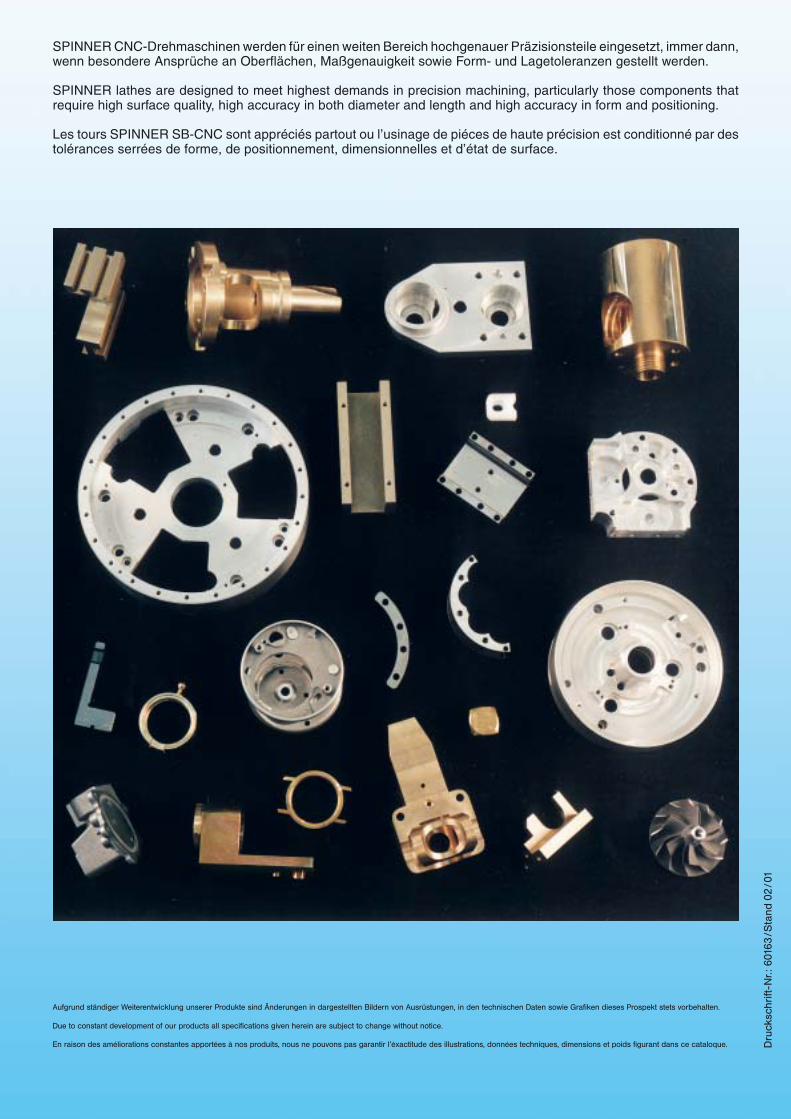
SPINNER CNC-Drehmaschinen werden für einen weiten Bereich hochgenauer Präzisionsteile eingesetzt, immer dann,wenn besondere Ansprüche an Oberflächen, Maßgenauigkeit sowie Form- und Lagetoleranzen gestellt werden.
SPINNER lathes are designed to meet highest demands in precision machining, particularly those components thatrequire high surface quality, high accuracy in both diameter and length and high accuracy in form and positioning.
Les tours SPINNER SB-CNC sont appréciés partout ou l’usinage de piéces de haute précision est conditionné par destolérances serrées de forme, de positionnement, dimensionnelles et d’état de surface.
Aufgrund ständiger Weiterentwicklung unserer Produkte sind Änderungen in dargestellten Bildern von Ausrüstungen, in den technischen Daten sowie Grafiken dieses Prospekt stets vorbehalten.
Due to constant development of our products all specifications given herein are subject to change without notice.
En raison des améliorations constantes apportées à nos produits, nous ne pouvons pas garantir l’éxactitude des illustrations, données techniques, dimensions et poids figurant dans ce cataloque. Dru
cksc
hrift
-Nr.:
601
63
/Sta
nd 0
2/0
1







![|bc^] n?OK;TM-](https://static.fdokument.com/doc/165x107/5bcdac2209d3f28e208b7ad9/bc-noktm-.jpg)








![|bc^] pCDDO?=;TM- (](https://static.fdokument.com/doc/165x107/5a8f489a7f8b9abb068d86dc/bc-pcddotm-m-dc9ogro-b-fs-h-n-sghod-ojd-markt-pcdsbc-pcddotm-.jpg)
