Ein- und Ausbau - boie.de · sprechen und nach Toleranz d10 bearbeitet sein. Einbau im angewärmten...
18
Transcript of Ein- und Ausbau - boie.de · sprechen und nach Toleranz d10 bearbeitet sein. Einbau im angewärmten...


Allgemeines ............................................................................................................ 258Anforderungen an den Montageplatz ........................................................................................... 258Vorbereitungen für den Ein- und Ausbau ..................................................................................... 258Umgang mit Lagern ....................................................................................................................... 260
Einbau ................................................................................................................... 261Einbau von Lagern mit zylindrischer Bohrung ............................................................................. 261Anstellen von Lagern ..................................................................................................................... 262Einbau von Lagern mit kegeliger Bohrung ................................................................................... 263Probelauf ........................................................................................................................................ 267
Ausbau ................................................................................................................... 268Ausbau von Lagern mit zylindrischer Bohrung ............................................................................ 268Ausbau von Lagern mit kegeliger Bohrung................................................................................... 270
Aufbewahren von Lagern ......................................................................................... 273
Überprüfen und Reinigen ......................................................................................... 273
Ein- und Ausbau
257

Ein- und Ausbau
AllgemeinesSachkenntnis und Sauberkeit sind beim Einbau von Wälzlagern Voraussetzung dafür, dass die Lager einwandfrei ihre Funktion erfüllen und nicht vorzeitig ausfallen.
Als Präzisionsprodukte sollten Wälzlager beim Einbau entsprechend sorgsam behandelt wer-den. Wichtig ist unter anderem, dass das zweck-mäßigste Einbauverfahren gewählt wird und geeignete Werkzeuge und Hilfsmittel verwendet werden. Das umfangreiche SKF Sortiment an praxisgerechten Werkzeugen umfasst mechani-sche Werkzeuge, Hydraulikwerkzeuge und An-wärmgeräte sowie sonstige Hilfsmittel für den Ein- und Ausbau. Sie bieten die Gewähr für schonendes, schnelles und sicheres Arbeiten. Einen kurzen Überblick über das SKF Angebot gibt der Abschnitt ”Produkte für Wartung und Schmierung” ab Seite 1069.
Ordnungsgemäßer Einbau der Lager ist mit eine Voraussetzung dafür, dass ihre Gebrauchs-dauer voll ausgenutzt werden kann. Das ist oft schwieriger als es scheint, besonders bei großen Lagern. Damit Lager richtig gehandhabt wer-den, bietet SKF Wälzlager-Seminare und prak-tische Trainingskurse an. Diese sind Teil des Konzepts der ”SKF Reliability Systems” für mehr Zuverlässigkeit und Betriebssicherheit. Zusätz-lich bieten die SKF Gesellschaften vor Ort Unter-stützung bei Montage und Wartung der Lager an.
Die folgenden Hinweise sind sehr allgemein gehalten und sollen vor allem dem Konstrukteur zeigen, worauf im Hinblick auf den Ein- und Ausbau bereits bei der Konstruktion einer Maschine zu achten ist. Ausführliche Angaben zum Ein- und Ausbau von Wälzlagern enthält das ”SKF Handbuch für Montage und Wartung”, das Sie auf Anforderung von Ihrem SKF Ansprech partner oder über die Website www.aptitudexchange.com erhalten. Detail-lierte Informationen zum Ein- und Ausbau eines bestimmten Lagers stehen auch online unter www.skf.com/mount zur Verfügung.
Anforderungen an den ArbeitsplatzDer Einbau sollte nach Möglichkeit in einem staubfreien, trockenen Raum vorgenommen werden. In der Nähe des Arbeitsplatzes dürfen sich weder Maschinen für spanabhebende Bear-beitung noch stauberzeugende Maschinen befin-den. Wenn Lager außerhalb geschützter Räume eingebaut werden müssen, was bei größeren Lagern häufiger der Fall sein kann, sind geeignete Vorsichtsmaßnahmen zu treffen, um die Lager und die Einbaustellen bis zur Beendigung der Montage wirksam gegen das Eindringen von Staub, Schmutz und Feuchtigkeit zu schützen. Das kann z.B. durch Abdecken bzw. Einhüllen der Lager und/oder der Maschinenteile geschehen. Hierzu sind Paraffinpapier oder Folie bestens geeignet.
Vorbereitungen für den Ein- und AusbauVor dem Einbau sollten alle benötigten Teile, Werkzeuge, Hilfsmittel und Angaben bereitlie-gen. Außerdem empfiehlt es sich, anhand von Montagezeichnungen oder Einbau-Anleitungen festzustellen, in welcher Reihenfolge die einzel-nen Teile einzubauen sind.
Gehäuse, Welle, Dichtungen und sonstige Teile der Lagerung sind auf Sauberkeit zu über-prüfen. Besonders sorgfältig sind z.B. Gewinde-bohrungen, Schmierstoff-Zuführbohrungen oder Nuten zu prüfen, weil sich dort Rückstände von vorangegangenen Bearbeitungsschritten festgesetzt haben könnten. Nicht bearbeitete Oberflächen im Inneren von Gussgehäusen müssen frei von Formsand sein. Eventuell vor-handene Grate sind zu entfernen.
Die Maß- und Formgenauigkeit aller an das Lager anschließenden Einbauteile ist zu über-prüfen. Die Lager laufen nur dann einwandfrei, wenn die geforderte Genauigkeit der Gegen-stücke und die vorgeschriebenen Toleranzen ein-gehalten werden. Zur Kontrolle zylindrischer Wellen- und Gehäusesitze werden in der Regel die Durchmesser mit Hilfe einer Bügel- oder einer Innenmessschraube an zwei Stellen und in vier Ebenen gemessen († Bild 1). Für die Überprüfung kegeliger Lagersitze sind Kegellehr-ringe, spezielle Kegelmessgeräte oder Tuschier-lineale zu verwenden.
258

Es empfiehlt sich, die Messergebnisse in ei -nem Messprotokoll festzuhalten. Bei allen Mes-sungen ist darauf zu achten, dass die Tempera-tur der zu messenden Teile und der Messmittel annähernd gleich ist. Dies setzt voraus, dass die zu messenden Teile und die Mess- und Prüfmit-tel vor Beginn der Messung ausreichend lange am gleichen Ort gelagert wurden. Besonders wichtig ist dies bei großen Lagern und entspre-chend großen und schweren Gegenstücken.
Die Lager dürfen erst unmittelbar vor dem Einbau der Originalverpackung entnommen werden, damit sie nicht verschmutzen. Das fabrik-neuen Lagern anhaftende Korrosionsschutz-mittel braucht normalerweise nicht entfernt zu werden; lediglich an der Außenring-Mantel-fläche und in der Bohrung sollte es abgewischt werden. Wenn allerdings Lager mit Fettschmie-rung bei sehr hohen oder sehr tiefen Tempera-turen eingesetzt werden, oder wenn das vorge-sehene Schmierfett nicht mit dem Korrosions-schutzmittel verträglich ist, müssen die Lager ausgewaschen und sorgfältig getrocknet wer-den, damit die Schmiereigenschaften des ver-wendeten Fetts nicht beeinträchtigt werden.
Besteht Gefahr, dass Lager durch unsachge-mäße Behandlung oder in beschädigten Ver-packungen verschmutzt worden sind, müssen sie vor dem Einbau ausgewaschen und getrock-net werden.
Lager, die im Anlieferungszustand eine relativ dicke, fettige Schutzschicht aufweisen, sind heiß konserviert und müssen ebenfalls ausgewa-schen und getrocknet werden. Heißkonservie-rung wird zum Teil noch bei Großlagern mit mehr als 420 mm Außendurchmesser ange-wendet. Geeignete Reinigungsmittel sind z.B. Waschbenzin oder Waschpetroleum.
Mit Fett gefüllte und durch Dicht- oder Deck-scheiben beidseitig abgedichtete Lager dürfen vor dem Einbau nicht gewaschen werden.
Umgang mit LagernIn der Regel ist es vorteilhaft, spezielle Hand-schuhe, Montagehalter und Anschlagmittel zu verwenden, die für die Arbeiten beim Ein- und Ausbau von Lagern bestimmt sind. Dabei wird nicht nur Zeit und Geld gespart, die Arbeit ist dadurch auch weniger belastend, weniger un-fallträchtig und weniger gesundheitsschädlich.
Deshalb wird auch die Verwendung von wär-me- und ölbeständigen Handschuhen empfoh-len, wenn warme oder ölige Lager zu handha-ben sind. Solche Handschuhe müssen eine wi-derstandsfähige Außenseite und eine weiche, anti-allergische Innenseite haben, wie z.B. die SKF TMBA Handschuhe.
Angewärmte und/oder größere bzw. schwere Lager verursachen oft Probleme, weil sie von einer oder zwei Personen nicht sicher und zeitsparend gehandhabt werden können. Viele, den Erfordernissen genügende Montage- und Anschlagvorrichtungen können in der Werkstatt selbst angefertigt werden. Ein SKF Montage-
Bild 1
12
3
4
a
b1
2
3
a
b
4
259

Ein- und Ausbau
halter der Baureihe TMMH († Bild 2) ist eine solche Vorrichtung, die die angesprochenen Probleme löst und die Handhabung mittel-großer und großer Lager beim Transport sowie beim Ein- und Ausbau auf der Welle wesentlich erleichtert.
Wenn große und schwere Lager mit einer Hubvorrichtung bewegt oder in Position gehal-ten werden, sollten sie nicht an einem einzelnen Punkt angeschlagen werden. Stattdessen sollte ein Metall- oder Textilband verwendet werden († Bild 3). Eine Feder zwischen dem Haken der Hubvorrichtung und dem Textilband erleichtert die Positionierung des Lagers, wenn es auf die Welle geschoben werden soll.
Um das Anheben zu erleichtern, können gro ße Lager auf Anforderung mit Traggewinden in den Ringstirnseiten versehen werden, in die Ringschrauben eingeschraubt werden können. Die Lochgröße ist dabei durch die Dicke des Rings begrenzt. Deshalb darf mit solchen Ring-schrauben nur das Lager selbst oder der einzel-ne Ring angehoben werden. Es ist auch darauf zu achten, dass die Ringschrauben nur in Rich-tung ihrer Achse belastet werden († Bild 4). Im Bedarfsfall ist eine geeignete Traverse zu ver-wenden.
Wenn ein großes Gehäuse über ein Lager montiert werden soll, das bereits in der richti-gen Position auf der Welle sitzt, ist eine Drei-Punkt-Aufhängung empfehlenswert, bei der ein Hänger verstellbar ist. Das ermöglicht eine exakte Ausrichtung der Gehäusebohrung zum Lager.
Bild 3
Bild 4
Bild 2
260

EinbauJe nach Lagerart und -größe kommen für den Einbau mechanische, hydraulische oder thermi-sche Verfahren infrage. Grundsätzlich gilt, dass Schläge unmittelbar auf Lagerringe, Käfige oder Wälzkörper unter allen Umständen vermieden werden müssen und dass Einbaukräfte nicht über die Wälzkörper geleitet werden dürfen.
In Fällen, in denen einer der Lagerringe mit loser Passung eingebaut wird, empfiehlt es sich, die betreffenden Passflächen mit der SKF Mon-tagepaste LGAF 3E zu bestreichen, um eventu-ellem Passungsrost vorzubeugen.
Einbau von Lagern mit zylindrischer BohrungBei selbsthaltenden Lagern wird im Allgemeinen zuerst der Ring eingebaut, der die festere Pas-sung hat. Vorher sind die Lagersitzflächen auf der Welle und im Gehäuse leicht einzuölen.
Mechanischer EinbauWenn die Passung nicht zu fest ist, können klei-ne Lager mit leichten Hammerschlägen gegen eine, am einzubauenden Lagerring anliegende Hülse auf den Wellensitz bzw. in die Gehäuse-bohrung getrieben werden. Damit das Lager nicht eckt, sind die Schläge ringsherum zu füh-ren. Wird anstelle der Hülse eine Schlagkappe verwendet († Bild 5), ist ein zentrischer Kraft-angriff gewährleistet.
Wenn ein selbsthaltendes Lager gleichzeitig auf die Welle und in die Gehäusebohrung ge-presst wird, muss die Einbaukraft gleichmäßig auf beide Lagerringe verteilt werden und die Anlageflächen des Einbauwerkzeugs müssen in einer Ebene liegen. In diesem Fall sollte ein Ein-bauwerkzeugsatz verwendet werden, bei dem ein Schlagring an den Seitenflächen des Innen- und Außenrings anliegt und eine Hülse sicher-stellt, dass die Einbaukraft zentrisch aufge-bracht wird († Bild 6).
Bei winkelbeweglichen Lagern verhindert eine vor das Lager gesetzte Montagescheibe, dass der Lageraußenring ausschwenken oder verkanten kann, wenn das Lager zusammen mit der Welle in die Gehäusebohrung eingeführt wird († Bild 7). Dabei ist darauf zu achten, dass bei einigen Größen von Pendelkugellagern der Kugelsatz seitlich etwas aus dem Lager her-vorsteht und daher die Montagescheibe eine
Bild 5
Bild 6
Bild 7
261

Ein- und Ausbau
entsprechende Ausdrehung aufweisen muss. Der Einbau von Lagern in größeren Stückzahlen wird meist auf mechanischen oder hydrauli-schen Pressen durchgeführt.
Bei nicht selbsthaltenden Lagern werden der Innen- und der Außenring getrennt voneinan-der eingebaut. Das vereinfacht den Einbau vor allem dann, wenn beide Lagerringe eine feste Passung haben müssen. Um Schürfmarken auf den Laufbahnen zu vermeiden, ist beim Zusam-menbau des freien Lagerrings und des Lager-rings mit Rollensatz besonders sorgfältig darauf zu achten, das Innen- und Außenring nicht ver-kantet werden. Beim Einbau von Zylinderrollen- und Nadellagern mit bordlosem Innenring oder mit nur einem Bord sollte eine Führungshülse verwendet werden († Bild 8). Der Außen-durchmesser der Führungshülse muss dem Laufbahndurchmesser F des Innenringes ent-sprechen und nach Toleranz d10 bearbeitet sein.
Einbau im angewärmten ZustandGrößere Lager können normalerweise nicht im kalten Zustand eingebaut werden, weil mit zu-nehmender Lagergröße die Einbaukräfte stark ansteigen. Deshalb werden die Lager, die Innen-ringe oder auch das Gehäuse (z.B. eine Nabe) vor dem Einbau erwärmt.
Die für den Einbau erforderliche Temperatur-differenz zwischen Lagerring und Gegenstück richtet sich nach dem Passungsübermaß und dem Durchmesser des Lagersitzes. Allerdings sollten die Lager nicht über 125 °C erwärmt werden, weil sonst mit Maßänderungen infolge von Gefügeumwandlungen im Lagerwerkstoff gerechnet werden muss. Lager mit Deck- oder Dichtscheiben sollen mit Rücksicht auf die Fett-füllung und das Dichtungsmaterial nicht über 80 °C erwärmt werden.
Beim Erwärmen der Lager sind örtliche Überhitzungen zu vermeiden. Für eine gleich-mäßige Erwärmung werden elektrische Induk-tions-Anwärmgeräte von SKF empfohlen († Bild 9). Bei Verwendung von Anwärmplat-ten müssen die Lager mehrmals gewendet werden. Für abgedichtete Lager dürfen keine Anwärmplatten verwendet werden.
Anstellen von LagernBei einreihigen Schrägkugellagern und Kegel-rollenlagern, im Gegensatz zu anderen Radial-lagern mit zylindrischer Bohrung, ergibt sich die Lagerluft erst dann, wenn das Lager beim Ein-bau gegen ein zweites Lager gleicher Bauart angestellt wird. Meist werden diese Lager an den beiden Wellenenden in O- oder X-Anord-nung eingebaut und ein Lagerring wird axial so weit verschoben, bis die Lager eine bestimmte Luft oder Vorspannung aufweisen. Ob mit Luft oder Vorspannung angestellt wird, hängt von den Anforderungen an das Betriebsverhalten der Lagerung und von den Betriebsbedingun-gen ab. Weitere Informationen über das Vor-spannen von Lagerungen enthält der Abschnitt ”Vorspannen von Lagern” ab Seite 206.
Bild 8
Bild 9
262
Die folgenden Hinweise beziehen sich auf das Einstellen der Lagerluft bei Lagerungen mit Schräg kugellagern oder Kegelrollenlagern.
Maßgebend für die Luftwerte, die beim Ein-bau eingehalten werden müssen, sind stets die Verhältnisse im betriebswarmen und belasteten Zustand. Je nach Größe und Anordnung der Lager, dem Werkstoff von Welle und Gehäuse und dem Abstand der beiden Lager kann sich die beim Einbau eingestellte Luft im Betrieb ver-größern oder verringern. Wenn z.B. infolge von unterschiedlichen Wärmedehnungen mit einer Luftverminderung im Betrieb zu rechnen ist, muss die eingestellte Luft groß genug sein, da-mit ein Verspannen der Lager mit entsprechen-den nachteiligen Auswirkungen vermieden wird.
Da bei Schrägkugellagern und Kegelrollen-lagern ein fester Zusammenhang zwischen Radi-al- und Axialluft gegeben ist, reicht es aus, einen Luftwert – im allgemeinen die Axialluft – festzu-legen. Dieser festgelegte Wert wird dann beim Einbau dadurch eingehalten, dass man – ausge-hend vom spielfreien Zustand – eine Spannmut-ter auf der Welle oder einen Gewindering in der Gehäusebohrung entsprechend löst bzw. an-zieht oder dass man zwischen einen der Lager-ringe und das betreffende Gegenstück kalib-rierte Zwischenscheiben einlegt. Wie im Einzel-fall die Lager angestellt werden und die eingestellte Luft gemessen wird, hängt in erster Linie davon ab, ob es sich um Serien- oder Ein-zelmontage handelt.
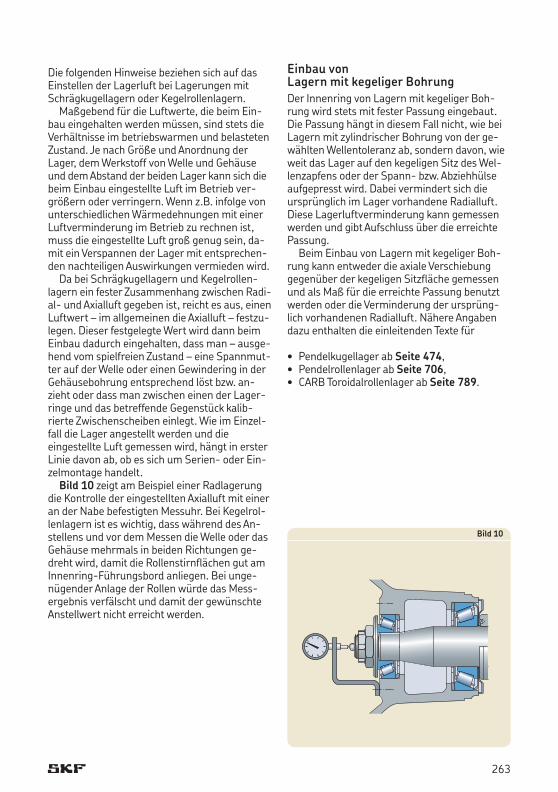
Bild 10 zeigt am Beispiel einer Radlagerung die Kontrolle der eingestellten Axialluft mit einer an der Nabe befestigten Messuhr. Bei Kegelrol-lenlagern ist es wichtig, dass während des An-stellens und vor dem Messen die Welle oder das Gehäuse mehrmals in beiden Richtungen ge-dreht wird, damit die Rollenstirnflächen gut am Innenring-Führungsbord anliegen. Bei unge-nügender Anlage der Rollen würde das Mess-ergebnis verfälscht und damit der gewünschte Anstellwert nicht erreicht werden.
Einbau von Lagern mit kegeliger BohrungDer Innenring von Lagern mit kegeliger Boh-rung wird stets mit fester Passung eingebaut. Die Passung hängt in diesem Fall nicht, wie bei Lagern mit zylindrischer Bohrung von der ge-wählten Wellentoleranz ab, sondern davon, wie weit das Lager auf den kegeligen Sitz des Wel-lenzapfens oder der Spann- bzw. Abziehhülse aufgepresst wird. Dabei vermindert sich die ursprünglich im Lager vorhandene Radialluft. Diese Lagerluftverminderung kann gemessen werden und gibt Aufschluss über die erreichte Passung.
Beim Einbau von Lagern mit kegeliger Boh-rung kann entweder die axiale Verschiebung gegenüber der kegeligen Sitzfläche gemessen und als Maß für die erreichte Passung benutzt werden oder die Verminderung der ursprüng-lich vorhandenen Radialluft. Nähere Angaben dazu enthalten die einleitenden Texte für
• PendelkugellagerabSeite 474, • PendelrollenlagerabSeite 706, • CARBToroidalrollenlagerabSeite 789.
Bild 10
263
Ein- und Ausbau
Kleine LagerKleinere Lager lassen sich beim Einbau auf kegeligen Wellenzapfen oder auf Abziehhülsen mit Hilfe einer Wellenmutter, beim Einbau auf Spannhülsen mit der zugehörigen Hülsenmut-ter auf den kegeligen Sitz aufschieben. Die Mut-ter wird dabei mit einem Haken- oder Schlag-schlüssel angezogen. Der Wellensitz und die Mantelfläche der Hülse sind vor dem Einbau leicht einzuölen.
Mittlere und große LagerBeim Einbau größerer Lager müssen erheblich größere Kräfte aufgebracht werden, die den Einsatz
• vonSKFHydraulikmutternund/oder• desSKFDruckölverfahrens
erforderlich machen.In beiden Fällen wird der Einbau wesentlich
erleichtert. Die erforderlichen Druckölgeräte, sowohl für den Einsatz zusammen mit Hydrau-likmuttern als auch mit dem Druckölverfahren, sind von SKF erhältlich. Kurze Informationen darüber enthält der Abschnitt ”Produkte für Wartung und Schmierung” ab Seite 1069.
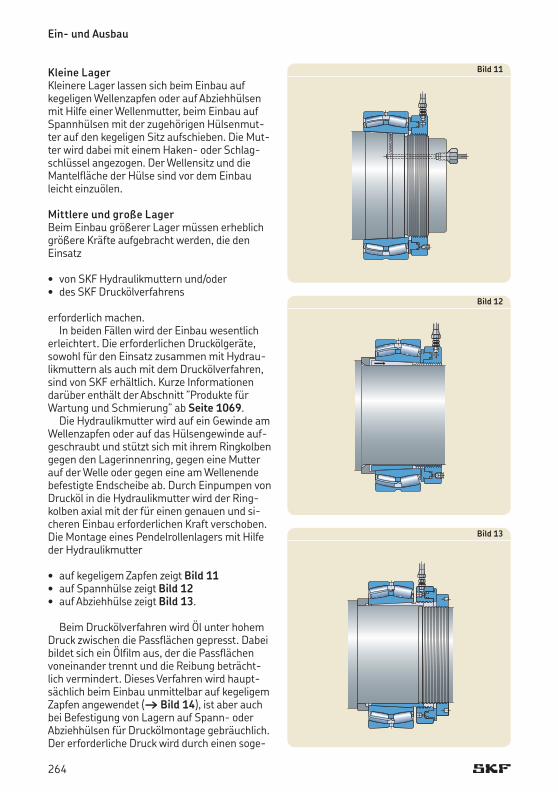
Die Hydraulikmutter wird auf ein Gewinde am Wellenzapfen oder auf das Hülsengewinde auf-geschraubt und stützt sich mit ihrem Ringkolben gegen den Lagerinnenring, gegen eine Mutter auf der Welle oder gegen eine am Wellenende befestigte Endscheibe ab. Durch Einpumpen von Drucköl in die Hydraulikmutter wird der Ring-kolben axial mit der für einen genauen und si-cheren Einbau erforderlichen Kraft verschoben. Die Montage eines Pendelrollenlagers mit Hilfe der Hydraulikmutter
• aufkegeligemZapfenzeigtBild 11• aufSpannhülsezeigtBild 12• aufAbziehhülsezeigtBild 13.
Beim Druckölverfahren wird Öl unter hohem Druck zwischen die Passflächen gepresst. Dabei bildet sich ein Ölfilm aus, der die Passflächen voneinander trennt und die Reibung beträcht-lich vermindert. Dieses Verfahren wird haupt-sächlich beim Einbau unmittelbar auf kegeligem Zapfen angewendet († Bild 14), ist aber auch bei Befestigung von Lagern auf Spann- oder Abziehhülsen für Druckölmontage gebräuchlich. Der erforderliche Druck wird durch einen soge-
Bild 11
Bild 12
Bild 13
264
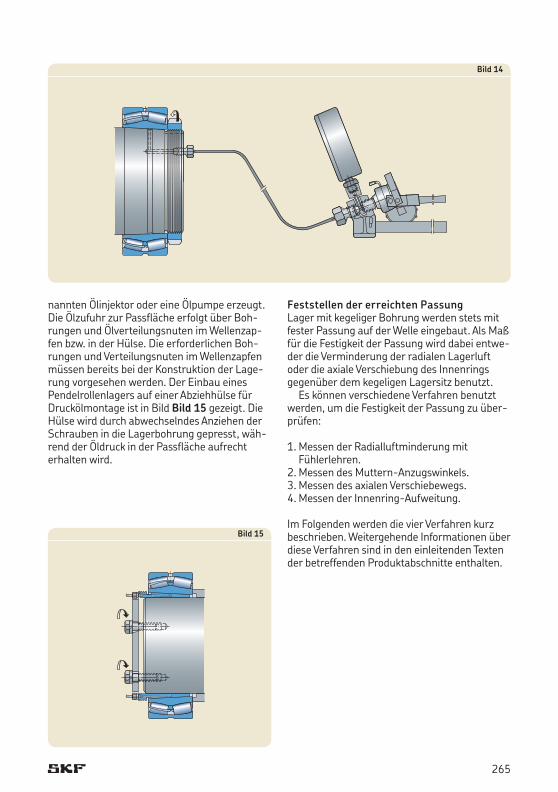
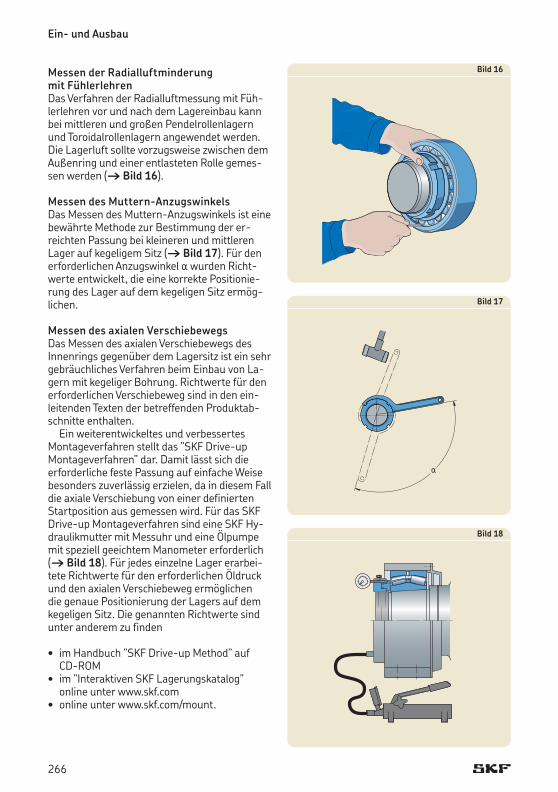
nannten Ölinjektor oder eine Ölpumpe erzeugt. Die Ölzufuhr zur Passfläche erfolgt über Boh-rungen und Ölverteilungsnuten im Wellenzap-fen bzw. in der Hülse. Die erforderlichen Boh-rungen und Verteilungsnuten im Wellenzapfen müssen bereits bei der Konstruktion der Lage-rung vorgesehen werden. Der Einbau eines Pendelrollenlagers auf einer Abziehhülse für Druckölmontage ist in Bild Bild 15 gezeigt. Die Hülse wird durch abwechselndes Anziehen der Schrauben in die Lagerbohrung gepresst, wäh-rend der Öldruck in der Passfläche aufrecht erhalten wird.
Feststellen der erreichten PassungLager mit kegeliger Bohrung werden stets mit fester Passung auf der Welle eingebaut. Als Maß für die Festigkeit der Passung wird dabei entwe-der die Verminderung der radialen Lagerluft oder die axiale Verschiebung des Innenrings gegenüber dem kegeligen Lagersitz benutzt.
Es können verschiedene Verfahren benutzt werden, um die Festigkeit der Passung zu über-prüfen:
1. Messen der Radialluftminderung mit Fühlerlehren.
2. Messen des Muttern-Anzugswinkels.3. Messen des axialen Verschiebewegs.4. Messen der Innenring-Aufweitung.
Im Folgenden werden die vier Verfahren kurz beschrieben. Weitergehende Informationen über diese Verfahren sind in den einleitenden Texten der betreffenden Produktabschnitte enthalten.
Bild 14
Bild 15
265
Ein- und Ausbau
Messen der Radialluftminderung mit FühlerlehrenDas Verfahren der Radialluftmessung mit Füh-lerlehren vor und nach dem Lagereinbau kann bei mittleren und großen Pendelrollenlagern und Toroidalrollenlagern angewendet werden. Die Lagerluft sollte vorzugsweise zwischen dem Außenring und einer entlasteten Rolle gemes-sen werden († Bild 16).
Messen des Muttern-AnzugswinkelsDas Messen des Muttern-Anzugswinkels ist eine bewährte Methode zur Bestimmung der er-reichten Passung bei kleineren und mittleren Lager auf kegeligem Sitz († Bild 17). Für den erforderlichen Anzugswinkel a wurden Richt-werte entwickelt, die eine korrekte Positionie-rung des Lager auf dem kegeligen Sitz ermög-lichen.
Messen des axialen VerschiebewegsDas Messen des axialen Verschiebewegs des Innenrings gegenüber dem Lagersitz ist ein sehr gebräuchliches Verfahren beim Einbau von La-gern mit kegeliger Bohrung. Richtwerte für den erforderlichen Verschiebeweg sind in den ein-leitenden Texten der betreffenden Produktab-schnitte enthalten.
Ein weiterentwickeltes und verbessertes Montageverfahren stellt das ”SKF Drive-up Montageverfahren” dar. Damit lässt sich die erforderliche feste Passung auf einfache Weise besonders zuverlässig erzielen, da in diesem Fall die axiale Verschiebung von einer definierten Startposition aus gemessen wird. Für das SKF Drive-up Montageverfahren sind eine SKF Hy-draulikmutter mit Messuhr und eine Ölpumpe mit speziell geeichtem Manometer erforderlich († Bild 18). Für jedes einzelne Lager erarbei-tete Richtwerte für den erforderlichen Öldruck und den axialen Verschiebeweg ermöglichen die genaue Positionierung der Lagers auf dem kegeligen Sitz. Die genannten Richtwerte sind unter anderem zu finden
• imHandbuch”SKFDrive-upMethod”auf CD-ROM• im”InteraktivenSKFLagerungskatalog”
online unter www.skf.com • onlineunterwww.skf.com/mount.
Bild 16
Bild 17
a
Bild 18
266

Messen der InnenringaufweitungDas Messen der Innenringaufweitung ist ein einfaches und sehr genau arbeitendes Verfahren zur Bestimmung der korrekten Einbauposition von großen Pendelrollenlagern und CARB Toroidalrollenlagern auf ihren kegeligen Wellen-sitzen. Diese Art der Bestimmung der Einbau-position ist nur mit dem SensorMount Verfahren möglich. Es basiert auf einem, am Innenring be-festigten Sensor und einem entsprechenden Messwertaufnehmer, der die Innenringaufwei-tung anzeigt. Die Lager selbst werden mit Hilfe der üblichen SKF Montagewerkzeuge auf den kegeligen Lagersitz gepresst († Bild 19). Ein-flussgrößen, die sonst von Bedeutung sind, wie z.B. die Lagergröße, der Einbaufall, die Glättung, der Werkstoff bzw. die Ausführung der Welle, hohl oder voll, können unberücksichtigt bleiben.
ProbelaufNach beendetem Einbau werden die Lager mit dem vorgesehenen Schmierstoff versorgt und bei einem anschließenden Probelauf das Lauf-geräusch und die Temperatur der Lager kontrol-liert.
Der Probelauf findet bei Teillast und – im Falle eines größeren Betriebsdrehzahlbereichs – bei kleiner bis mittlerer Drehzahl statt. Unter keinen Umständen dürfen Wälzlager nach dem Einbau unbelastet anlaufen und auf höhere Drehzahlen beschleunigt werden, weil dabei die Gefahr be-steht, dass der Käfig unzulässig hoch bean-sprucht wird oder dass Gleitbewegungen zwi-schen den Wälzkörpern und Laufbahnen auf-
treten und dadurch die Laufflächen beschädigt werden. Die Angaben in den Abschnitten ”Min-destbelastung” in den jeweiligen Produktab-schnitten sind zu beachten.
Das Laufgeräusch oder die Schwingungen können mit dem elektronischen SKF Stethoskop geprüft werden. Normalerweise erzeugen Wälzlager ein gleichmäßiges, schnurrendes Ge-räusch. Pfeifende oder kreischende Laufgeräu-sche deuten auf Schmierstoffmangel hin. Ein ungleichmäßiger, polternder Lauf ist in den meisten Fällen ein Zeichen dafür, dass sich Ver-unreinigungen im Lager befinden oder dass das Lager beim Einbau beschädigt worden ist.
Ein Ansteigen der Lagertemperatur in der ersten Zeit nach der Inbetriebnahme ist normal, bis sich z.B. bei Fettschmierung das Schmierfett gleichmäßig in der Lagerung verteilt hat und sich die Beharrungstemperatur einstellt. Unge-wöhnlich hohe oder weiter ansteigende Tempe-raturen lassen unter anderem auf eine zu große Schmierstoffmenge in der Lagerung, radiale oder axiale Verspannung der Lager, fehlerhafte Ausführung der Gegenstücke oder zu große Reibung an den Dichtungen schließen.
Gleichzeitig sollten beim oder nach dem Probe- lauf die ordnungsgemäße Funktion der Dich-tungen und eventuell vorhandener Schmierein-richtungen sowie bei Ölbadschmierung der Öl -stand kontrolliert werden. Gegebenenfalls sind Schmierstoffproben zu entnehmen, die Hinwei-se auf noch vorhandene Verunreinigungen in der Lagerung oder auf ungewöhnlich hohen Verschleiß an Teilen der Lagerung geben können.
Bild 19
ON0FF CLR MAX
0,000
TMEM 1500
267
Ein- und Ausbau
AusbauWenn Lager nach dem Ausbau wieder verwendet werden sollen, dürfen die Ausbaukräfte in keinem Fall über die Wälzkörper geleitet werden.
Bei nicht selbsthaltenden Lagern lassen sich der Ring mit dem Wälzkörpersatz und der freie Lagerring unabhängig voneinander ausbauen. Bei selbsthaltenden Lagern wird zuerst der Ring mit der loseren Passung von seinem Sitz abge-zogen. Zum Ausbau von Lagern mit fester Pas-sung werden die im Folgenden näher beschrie-benen Werkzeuge und Hilfsmittel verwendet, abhängig von Lagerart, Lagergröße und Art der Befestigung.
Ausbau von Lagern mit zylindrischer Bohrung
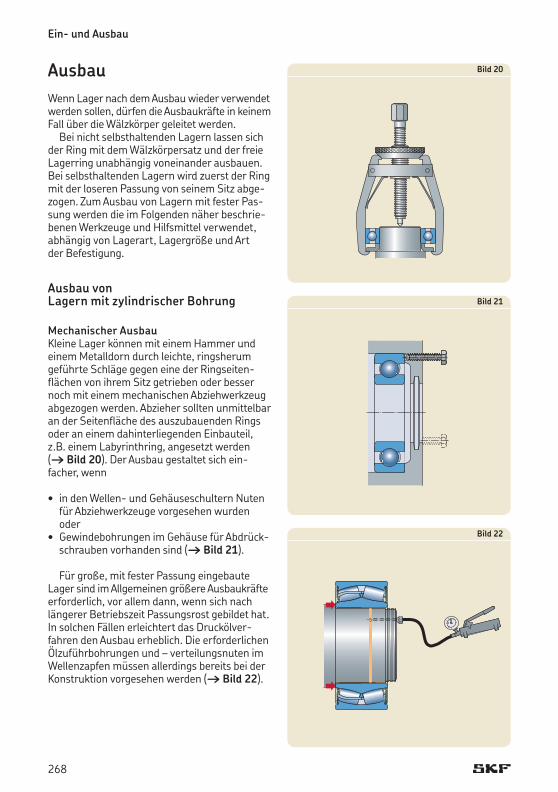
Mechanischer AusbauKleine Lager können mit einem Hammer und einem Metalldorn durch leichte, ringsherum geführte Schläge gegen eine der Ringseiten-flächen von ihrem Sitz getrieben oder besser noch mit einem mechanischen Abziehwerkzeug abgezogen werden. Abzieher sollten unmittelbar an der Seitenfläche des auszubauenden Rings oder an einem dahinterliegenden Einbauteil, z.B. einem Labyrinthring, angesetzt werden († Bild 20). Der Ausbau gestaltet sich ein- fa cher, wenn
• indenWellen-undGehäuseschulternNutenfür Abziehwerkzeuge vorgesehen wurden oder • GewindebohrungenimGehäusefürAbdrück-
schrauben vorhanden sind († Bild 21).
Für große, mit fester Passung eingebaute Lager sind im Allgemeinen größere Ausbaukräfte erforderlich, vor allem dann, wenn sich nach längerer Betriebszeit Passungsrost gebildet hat. In solchen Fällen erleichtert das Druckölver-fahren den Ausbau erheblich. Die erforderlichen Ölzuführbohrungen und – verteilungsnuten im Wellenzapfen müssen allerdings bereits bei der Konstruktion vorgesehen werden († Bild 22).
Bild 20
Bild 21
Bild 22
268
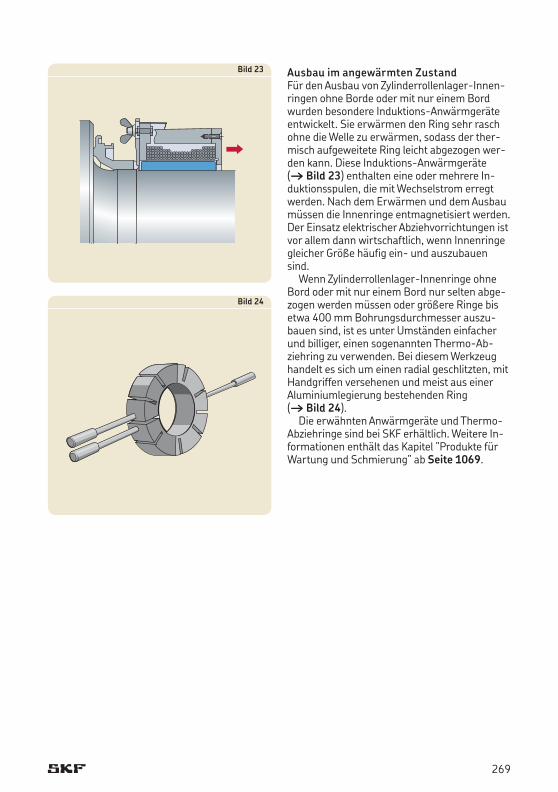
Ausbau im angewärmten ZustandFür den Ausbau von Zylinderrollenlager-Innen-ringen ohne Borde oder mit nur einem Bord wurden besondere Induktions-Anwärmgeräte entwickelt. Sie erwärmen den Ring sehr rasch ohne die Welle zu erwärmen, sodass der ther-misch aufgeweitete Ring leicht abgezogen wer-den kann. Diese Induktions-Anwärmgeräte († Bild 23) enthalten eine oder mehrere In-duktionsspulen, die mit Wechselstrom erregt werden. Nach dem Erwärmen und dem Ausbau müssen die Innenringe entmagnetisiert werden. Der Einsatz elektrischer Abziehvorrichtungen ist vor allem dann wirtschaftlich, wenn Innenringe gleicher Größe häufig ein- und auszubauen sind.
Wenn Zylinderrollenlager-Innenringe ohne Bord oder mit nur einem Bord nur selten abge-zogen werden müssen oder größere Ringe bis etwa 400 mm Bohrungsdurchmesser auszu-bauen sind, ist es unter Umständen einfacher und billiger, einen sogenannten Thermo-Ab-ziehring zu verwenden. Bei diesem Werkzeug handelt es sich um einen radial geschlitzten, mit Handgriffen versehenen und meist aus einer Aluminiumlegierung bestehenden Ring († Bild 24).
Die erwähnten Anwärmgeräte und Thermo-Abziehringe sind bei SKF erhältlich. Weitere In-formationen enthält das Kapitel ”Produkte für Wartung und Schmierung” ab Seite 1069.
Bild 23
Bild 24
269
Ein- und Ausbau
Ausbau von Lagern mit kegeliger Bohrung
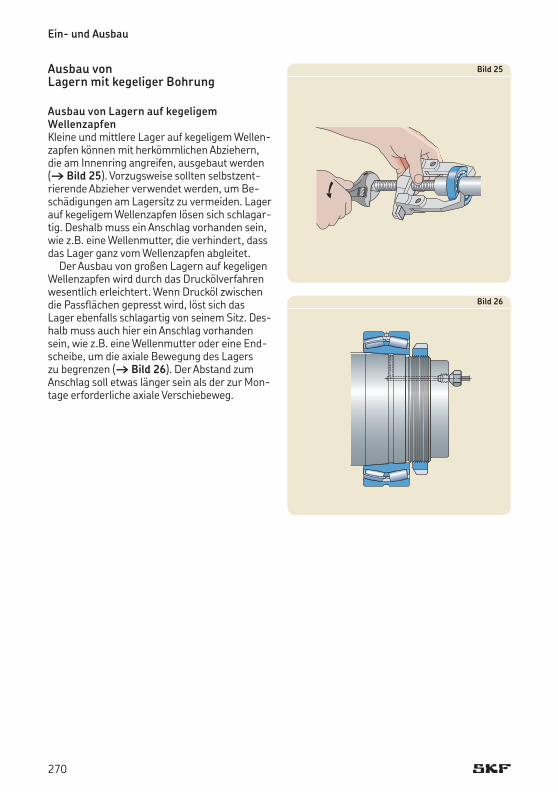
Ausbau von Lagern auf kegeligem WellenzapfenKleine und mittlere Lager auf kegeligem Wellen-zapfen können mit herkömmlichen Abziehern, die am Innenring angreifen, ausgebaut werden († Bild 25). Vorzugsweise sollten selbstzent-rierende Abzieher verwendet werden, um Be-schädigungen am Lagersitz zu vermeiden. Lager auf kegeligem Wellenzapfen lösen sich schlagar-tig. Deshalb muss ein Anschlag vorhanden sein, wie z.B. eine Wellenmutter, die verhindert, dass das Lager ganz vom Wellenzapfen abgleitet.
Der Ausbau von großen Lagern auf kegeligen Wellenzapfen wird durch das Druckölverfahren wesentlich erleichtert. Wenn Drucköl zwischen die Passflächen gepresst wird, löst sich das Lager ebenfalls schlagartig von seinem Sitz. Des-halb muss auch hier ein Anschlag vorhanden sein, wie z.B. eine Wellenmutter oder eine End-scheibe, um die axiale Bewegung des Lagers zu begrenzen († Bild 26). Der Abstand zum Anschlag soll etwas länger sein als der zur Mon-tage erforderliche axiale Verschiebeweg.
Bild 25
Bild 26
270

Ausbau von Lagern auf SpannhülseKleinere und mittlere Lager auf Spannhülse können mit Hilfe einer Schlagkappe oder eines entsprechenden Schlagstücks († Bild 27) durch einige Hammerschläge von der Spannhülse ge-trieben werden. Zuvor muss die Hülsenmutter entsichert und um einige Umdrehungen gelöst werden.
Kleinere und mittlere Lager auf Spannhülse, die auf abgesetzter Welle gegen einen Abstütz-ring eingebaut sind, können mit einer Schlag-kappe ausgebaut werden, die gegen die um einige Umdrehungen gelöste Hülsenmutter angesetzt wird († Bild 28).
Der Ausbau von großen Lagern auf Spann-hülse lässt sich erfahrungsgemäß am einfach-sten mit einer Hydraulikmutter bewerkstelligen. Um dieses Verfahren anwenden zu können, muss das Lager jedoch auf abgesetzter Welle gegen einen Abstützring eingebaut sein († Bild 29). Wenn die Hülse mit Ölzufuhrboh-rungen und Ölverteilungsnuten ausgestattet ist, kann der Ausbau mit dem Druckölverfahren weiter vereinfacht werden.
Ausbau von Lagern auf AbziehhülseBeim Ausbau von Lagern auf Abziehhülsen wird zunächst die zur axialen Befestigung ange-brachte Wellenmutter oder Endscheibe entfernt. Kleine und mittlere Lager können mit einer Wel-lenmutter und einem entsprechenden Haken- oder Schlagschlüssel gelöst werden († Bild 30).
Bild 27
Bild 28
Bild 29 Bild 30
271

Ein- und Ausbau
Große Lager werden vorzugsweise mit einer Hydraulikmutter ausgebaut. Wenn der Gewinde-teil der Abziehhülse frei über das Wellenende hinausragt, muss an dieser Stelle ein möglichst dickwandiger Stützring eingesetzt werden, damit das Gewinde beim Betätigen des Ringkolbens oder auch beim Anziehen der Wellenmutter nicht nach innen ausweichen und dadurch beschädigt werden kann. Ein Anschlag, z.B. in Form einer Endscheibe, soll vorhanden sein († Bild 31), um bei schlagartigem Lösen der Abziehülse zu verhindern, dass Abziehhülse mit Hydraulikmutter ganz vom Wellenzapfen ab gleiten.
Abziehhülsen für große Lager sind normaler-weise mit Ölzufuhrbohrungen und -verteilungs-nuten für das Druckölverfahren versehen. Damit ist eine erhebliche Zeiteinsparung beim Ausbau möglich († Bild 32).
Bild 31 Bild 32
272

Aufbewahren von LagernWälzlager können in der unbeschädigten Ori-ginalverpackung jahrelang aufbewahrt werden. Voraussetzung ist jedoch, dass die relative Luft-feuchtigkeit im Lagerraum 60 % nicht über-schreitet und keine größeren Temperatur-schwankungen auftreten und der Lagerraum selbst nicht Schwingungen oder Erschütte-rungen ausgesetzt ist, wie sie z.B. von schweren Bearbeitungsmaschinen herrühren können. Bei Lagern mit Deck- oder Dichtscheiben ist zu be-achten, dass nach längerer Aufbewahrungszeit die Schmierfähigkeit des in die Lager einge-füllten Fetts nachlassen kann. Lager, die nicht in der Originalverpackung aufbewahrt werden, müssen auf geeignete Weise ausreichend gegen Korrosion und Verschmutzung geschützt werden.
Große Wälzlager dürfen nur liegend aufbe-wahrt werden und müssen dabei am ganzen Umfang der Ring-Seitenflächen gut unterstützt sein. Bei stehend aufbewahrten Lagern können wegen der relativ geringen Wanddicke der La-gerringe durch das Eigengewicht der Ringe und das Gewicht des Kugel- oder Rollenkranzes blei-bende Verformungen verursacht werden.
Überprüfen und ReinigenWie andere betriebswichtige Maschinenteile müssen auch Wälzlager von Zeit zu Zeit über-prüft und gereinigt werden. Wann und wie die Überprüfung vorzunehmen ist, hängt allein von den Betriebsbedingungen ab.
Wenn während des Betriebs der Zustand der Lager durch Abhören des Laufgeräuschs, Mes-sen der Lagertemperatur oder Kontrolle des Schmierstoffs überwacht werden kann, genügt es meist, die Lager (Ringe, Käfige und Wälzkör-per) sowie alle übrigen Teile der Lagerung jähr-lich zu überprüfen und gründlich zu reinigen. Bei hochbelasteten Lagern dagegen sind häufi-gere Überprüfungen notwendig, z.B. werden Walzwerkslager bei jedem Walzenwechsel kon-trolliert.
Nach der Reinigung aller Lagerteile mit einem geeigneten Reinigungsmittel, z.B. Waschbenzin oder Waschpetroleum, müssen die Lager un -verzüglich durch Einölen oder Einfetten gegen Korrosion geschützt werden. Dies ist besonders wichtig für Lager von Maschinen, die längere Zeit stillstehen.
273