
Einfach schneller fertig · PDF fileDIN 7527. Bei der Lieferung von SSAB Oxelösund AB...
13
www.stahlnetz.de Einfach schneller fertig
Transcript of Einfach schneller fertig · PDF fileDIN 7527. Bei der Lieferung von SSAB Oxelösund AB...
www.stahlnetz.de
Einfach schneller fertig
32
www.stahlnetz.de
Toolox – einfach schneller fertigToolox ist ein fertig gehärteter Werkzeugstahl. Dieses Konzept erspart Ihnen die Wärmebehandlung, mehrfache Bearbeitungen vor undnach dem Härten, Anpassungsarbeiten wegen Verzuges oder verzunderter Oberflächen.Und es erspart Ihnen einfach viel Zeit und Geld.
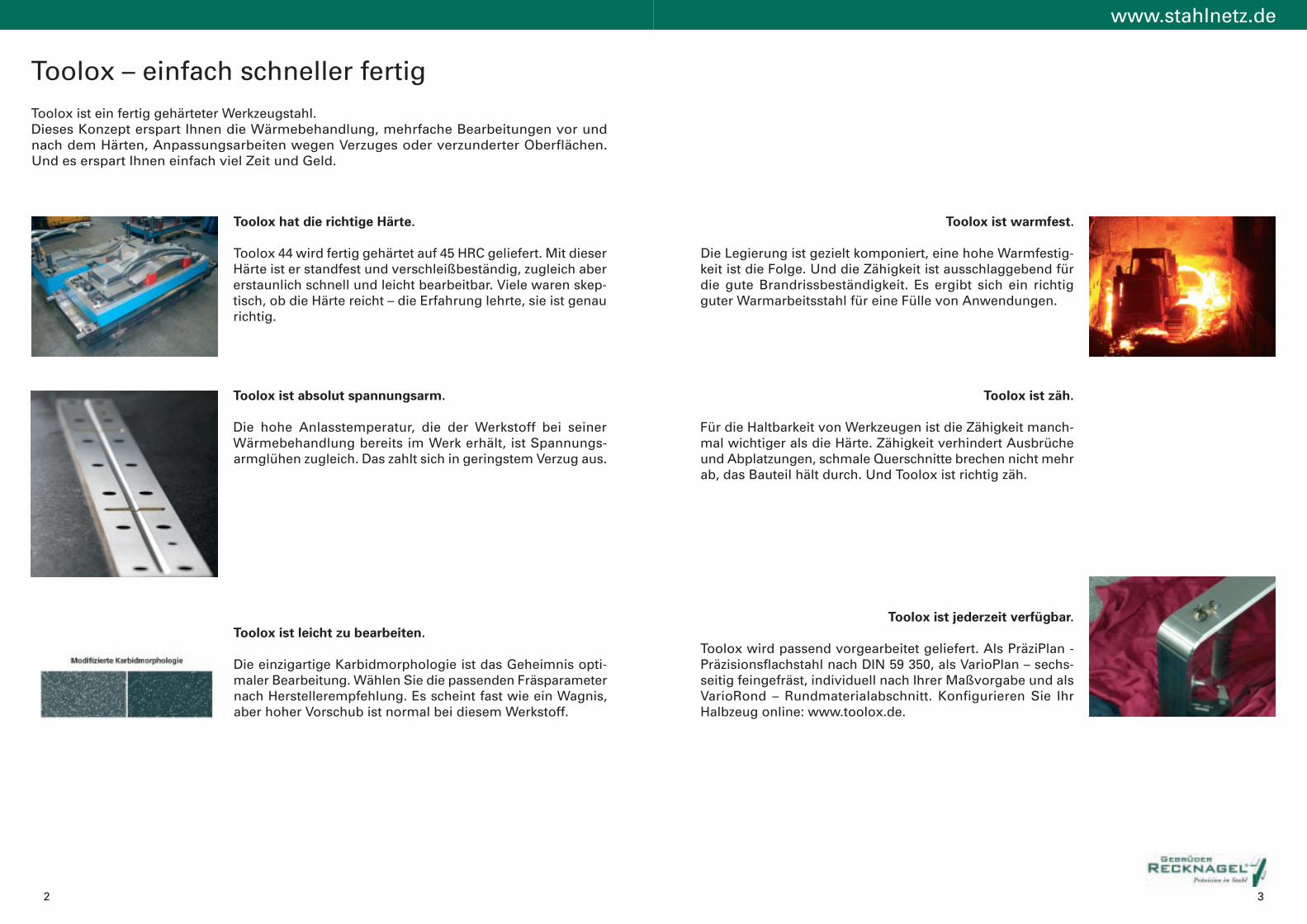
Toolox hat die richtige Härte.
Toolox 44 wird fertig gehärtet auf 45 HRC geliefert. Mit dieserHärte ist er standfest und verschleißbeständig, zugleich abererstaunlich schnell und leicht bearbeitbar. Viele waren skep-tisch, ob die Härte reicht – die Erfahrung lehrte, sie ist genaurichtig.
Toolox ist absolut spannungsarm.
Die hohe Anlasstemperatur, die der Werkstoff bei seinerWärmebehandlung bereits im Werk erhält, ist Spannungs-armglühen zugleich. Das zahlt sich in geringstem Verzug aus.
Toolox ist leicht zu bearbeiten.
Die einzigartige Karbidmorphologie ist das Geheimnis opti-maler Bearbeitung. Wählen Sie die passenden Fräsparameternach Herstellerempfehlung. Es scheint fast wie ein Wagnis,aber hoher Vorschub ist normal bei diesem Werkstoff.
Toolox ist warmfest.
Die Legierung ist gezielt komponiert, eine hohe Warmfestig-keit ist die Folge. Und die Zähigkeit ist ausschlaggebend fürdie gute Brandrissbeständigkeit. Es ergibt sich ein richtigguter Warmarbeitsstahl für eine Fülle von Anwendungen.
Toolox ist zäh.
Für die Haltbarkeit von Werkzeugen ist die Zähigkeit manch-mal wichtiger als die Härte. Zähigkeit verhindert Ausbrücheund Abplatzungen, schmale Querschnitte brechen nicht mehrab, das Bauteil hält durch. Und Toolox ist richtig zäh.
Toolox ist jederzeit verfügbar.
Toolox wird passend vorgearbeitet geliefert. Als PräziPlan -Präzisionsflachstahl nach DIN 59 350, als VarioPlan – sechs-seitig feingefräst, individuell nach Ihrer Maßvorgabe und alsVarioRond – Rundmaterialabschnitt. Konfigurieren Sie IhrHalbzeug online: www.toolox.de.
54
www.stahlnetz.de
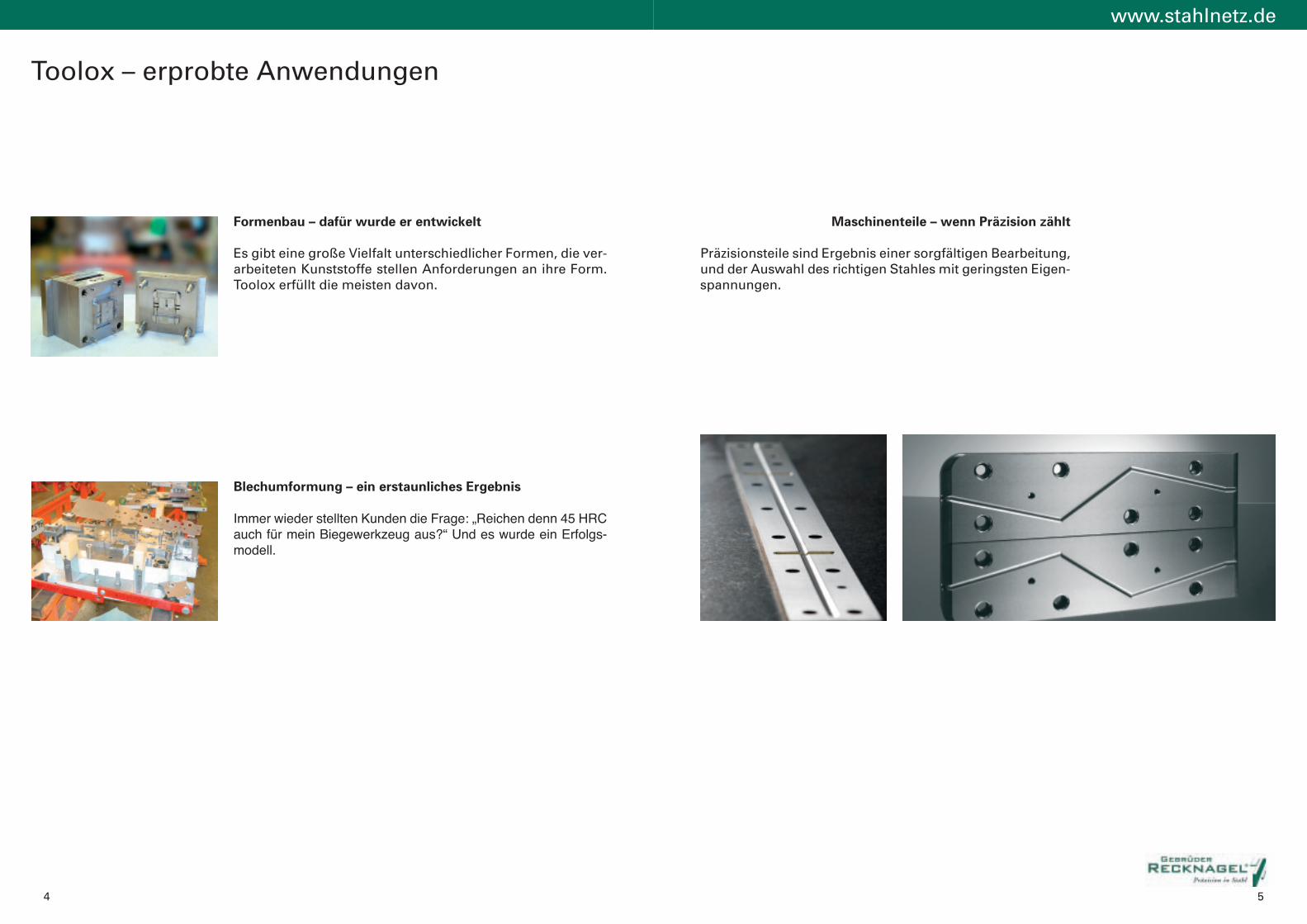
Formenbau – dafür wurde er entwickelt
Es gibt eine große Vielfalt unterschiedlicher Formen, die ver-arbeiteten Kunststoffe stellen Anforderungen an ihre Form.Toolox erfüllt die meisten davon.
Blechumformung – ein erstaunliches Ergebnis
Immer wieder stellten Kunden die Frage: „Reichen denn 45 HRC
auch für mein Biegewerkzeug aus?“ Und es wurde ein Erfolgs-
modell.
Maschinenteile – wenn Präzision zählt
Präzisionsteile sind Ergebnis einer sorgfältigen Bearbeitung,und der Auswahl des richtigen Stahles mit geringsten Eigen-spannungen.
Toolox – erprobte Anwendungen
76
www.stahlnetz.de
Hohe Verschleißfestigkeit
Mit 45 HRC ist Toolox 44 der härteste fertig wärmebehan-delte Kunststoffformenstahl am Markt. Waren bisher vergü-tete Werkstoffe üblich, die Festigkeiten von 300 HB / 1.100N/mm² aufwiesen, so darf man bei der höheren Härte desToolox längere Standzeiten erwarten. Selbst höher vergü-tete Stähle kamen bisher auf nur ca. 400 HB, Toolox 44 aberliegt bei 450 HB.
Feine Oberflächen
Toolox ist hochrein. Engste Legierungstoleranzen bei der Er-schmelzung und ein hervorragend geeignetes metallurgi-sches Verfahren machen Toolox zu einem der sauberstenkonventionell erschmolzenen Werkzeugstähle. Das zahlt sichaus, Toolox ist polierbar und ätzbar. Garantiert.
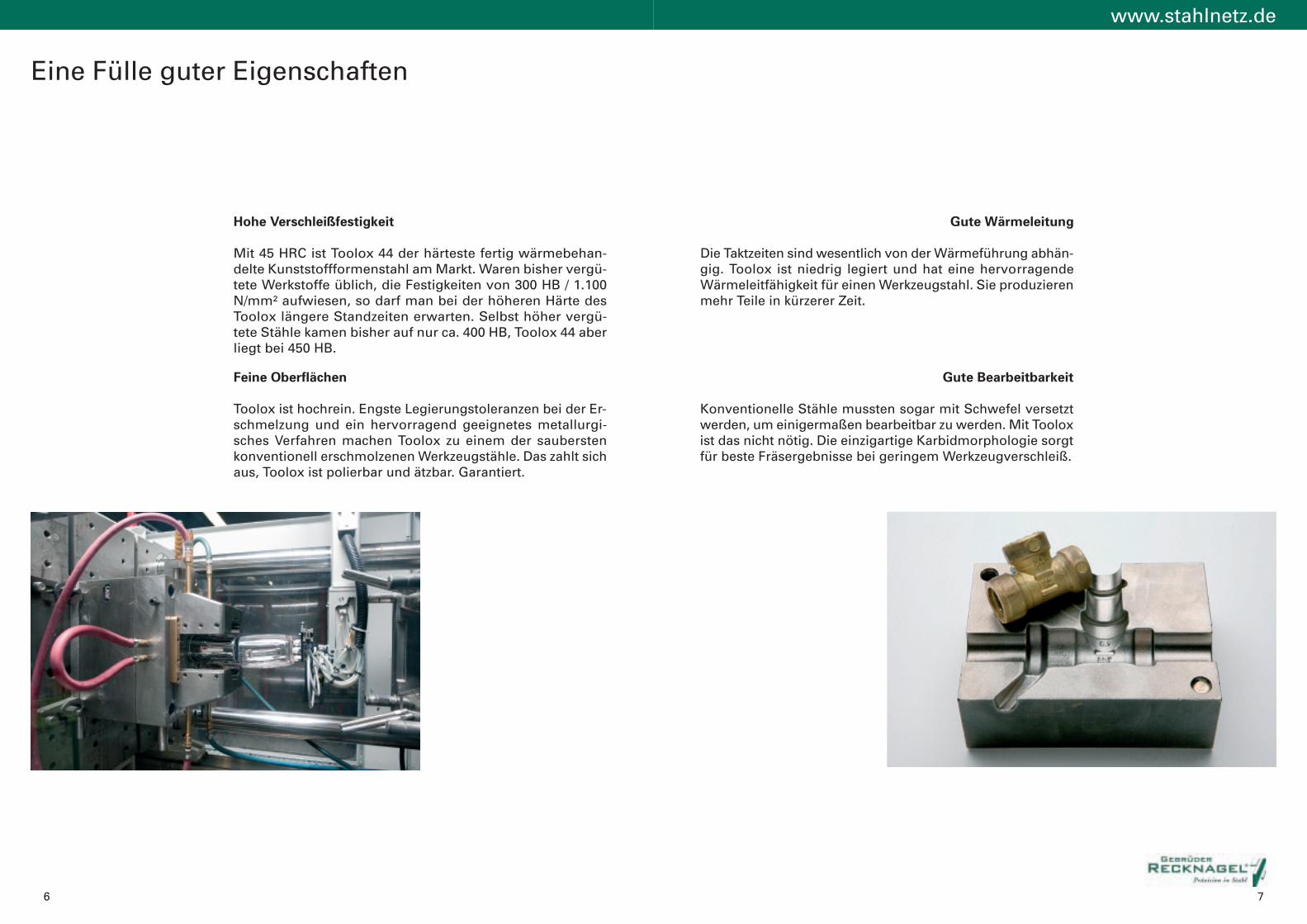
Gute Wärmeleitung
Die Taktzeiten sind wesentlich von der Wärmeführung abhän-gig. Toolox ist niedrig legiert und hat eine hervorragendeWärmeleitfähigkeit für einen Werkzeugstahl. Sie produzierenmehr Teile in kürzerer Zeit.
Gute Bearbeitbarkeit
Konventionelle Stähle mussten sogar mit Schwefel versetztwerden, um einigermaßen bearbeitbar zu werden. Mit Tooloxist das nicht nötig. Die einzigartige Karbidmorphologie sorgtfür beste Fräsergebnisse bei geringem Werkzeugverschleiß.
Eine Fülle guter Eigenschaften

98
www.stahlnetz.de
Immer wieder stellten Kunden uns die Frage: „Reichen denn45 HRC auch für mein Biegewerkzeug aus?“ Und es wurdeein Erfolgsmodell.
Große Werkzeuge ohne Segmentierung
Bisher galt die Regel: Lange und flache Werkzeuge müssensegmentiert werden, sonst hat man Verzug und Maßände-rung nicht im Griff. Diese Regel gilt nicht mehr, denn die Wär-mebehandlung ist schon erledigt. Und der Werkstoff istzudem so verzugsarm, dass genaueste Toleranzen möglichwerden. Einfach schneller fertig.
Welche Druckfestigkeit braucht mein Umformvorgang?
Genau diese Frage sollten Sie sich stellen. Die Antwort eröff-net Ihnen manchmal neue Möglichkeiten. Vielfach werdennicht allzu dicke Bleche umgeformt, kleine Radien oder Prä-gungen sind vermieden, das Blech hat geringere oder mitt-lere Festigkeit. Dann sollten Sie an Toolox 44 denken.
Wie verhält es sich mit dem Verschleiß?
Bei der Blechumformung steht häufig Adhäsivverschleiß imVordergrund. Dem begegnet man vor allem mit glatten, po-lierten Oberflächen. Ideal bei Toolox, dem polierbaren Werk-zeugstahl.
Auch Abrasivverschleiß spielt mitunter eine Rolle. Hier em-pfiehlt es sich, Toolox zu beschichten. PVD-Beschichtungensind problemlos möglich, die Anlasstemperatur im Werk laggarantiert bei mindestens 590°C. Und solche Beschichtungenhelfen natürlich auch gegen Adhäsivverschleiß.
Auch das Nitrieren kommt in Frage – aus gleichem Grunde,es ergibt sich eine Oberflächenhärte von bis zu 900 HV beieiner Nitriertiefe von bis zu 0,5 mm.
Blechumformung – ein erstaunliches Ergebnis

1110
www.stahlnetz.de
Präzisionsteile sind Ergebnis einer sorgfältigen Bearbeitung,und der Auswahl des richtigen Stahles mit geringsten Eigen-spannungen: Toolox.
Wenn Präzision zählt
Für die Geradheit und Ebenheit von schlanken Maschinen-bauteilen ist es ausschlaggebend, dass der verwendete Werk-stoff geringste Eigenspannungen in sich trägt. Toolox wirdbereits im Werk bei mindestens 590°C angelassen, das wirktwie eine hervorragende Wärmebehandlung zum Spannungs-armglühen. Die weitere Verarbeitung erfolgt nur noch kalt,ohne Brennschneiden oder Kaltverformung, mit optimalenZerspanungsparametern und geeigneten Werkzeugen. Im Er-gebnis haben Sie ein völlig problemloses Material.
Maschinenteile – wenn Präzision zählt
1312
www.stahlnetz.de
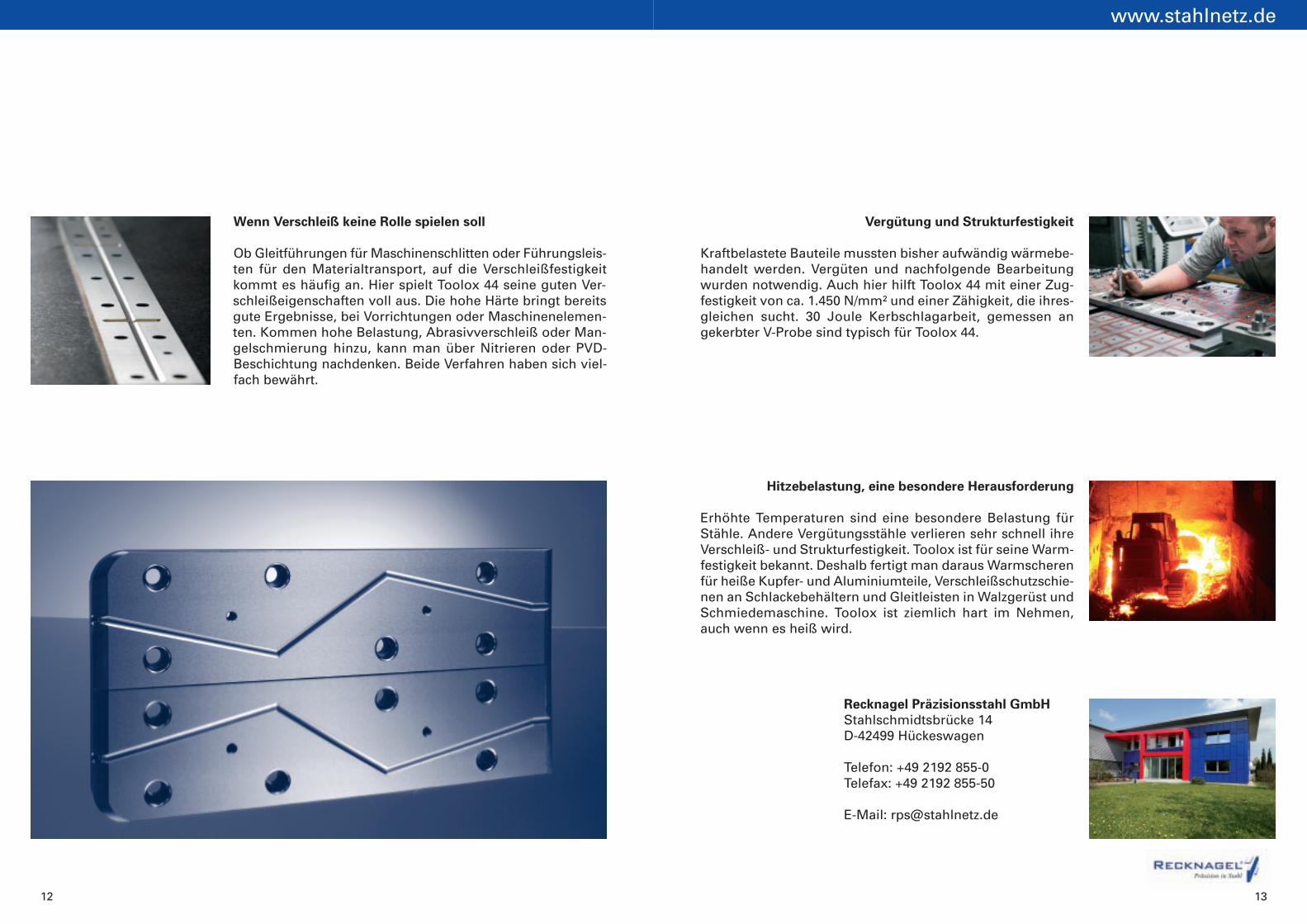
Wenn Verschleiß keine Rolle spielen soll
Ob Gleitführungen für Maschinenschlitten oder Führungsleis-ten für den Materialtransport, auf die Verschleißfestigkeitkommt es häufig an. Hier spielt Toolox 44 seine guten Ver-schleißeigenschaften voll aus. Die hohe Härte bringt bereitsgute Ergebnisse, bei Vorrichtungen oder Maschinenelemen-ten. Kommen hohe Belastung, Abrasivverschleiß oder Man-gelschmierung hinzu, kann man über Nitrieren oder PVD-Beschichtung nachdenken. Beide Verfahren haben sich viel-fach bewährt.
Vergütung und Strukturfestigkeit
Kraftbelastete Bauteile mussten bisher aufwändig wärmebe-handelt werden. Vergüten und nachfolgende Bearbeitungwurden notwendig. Auch hier hilft Toolox 44 mit einer Zug-festigkeit von ca. 1.450 N/mm² und einer Zähigkeit, die ihres-gleichen sucht. 30 Joule Kerbschlagarbeit, gemessen angekerbter V-Probe sind typisch für Toolox 44.
Hitzebelastung, eine besondere Herausforderung
Erhöhte Temperaturen sind eine besondere Belastung fürStähle. Andere Vergütungsstähle verlieren sehr schnell ihreVerschleiß- und Strukturfestigkeit. Toolox ist für seine Warm-festigkeit bekannt. Deshalb fertigt man daraus Warmscherenfür heiße Kupfer- und Aluminiumteile, Verschleißschutzschie-nen an Schlackebehältern und Gleitleisten in Walzgerüst undSchmiedemaschine. Toolox ist ziemlich hart im Nehmen,auch wenn es heiß wird.
Recknagel Präzisionsstahl GmbHStahlschmidtsbrücke 14D-42499 Hückeswagen
Telefon: +49 2192 855-0Telefax: +49 2192 855-50
E-Mail: [email protected]
1514
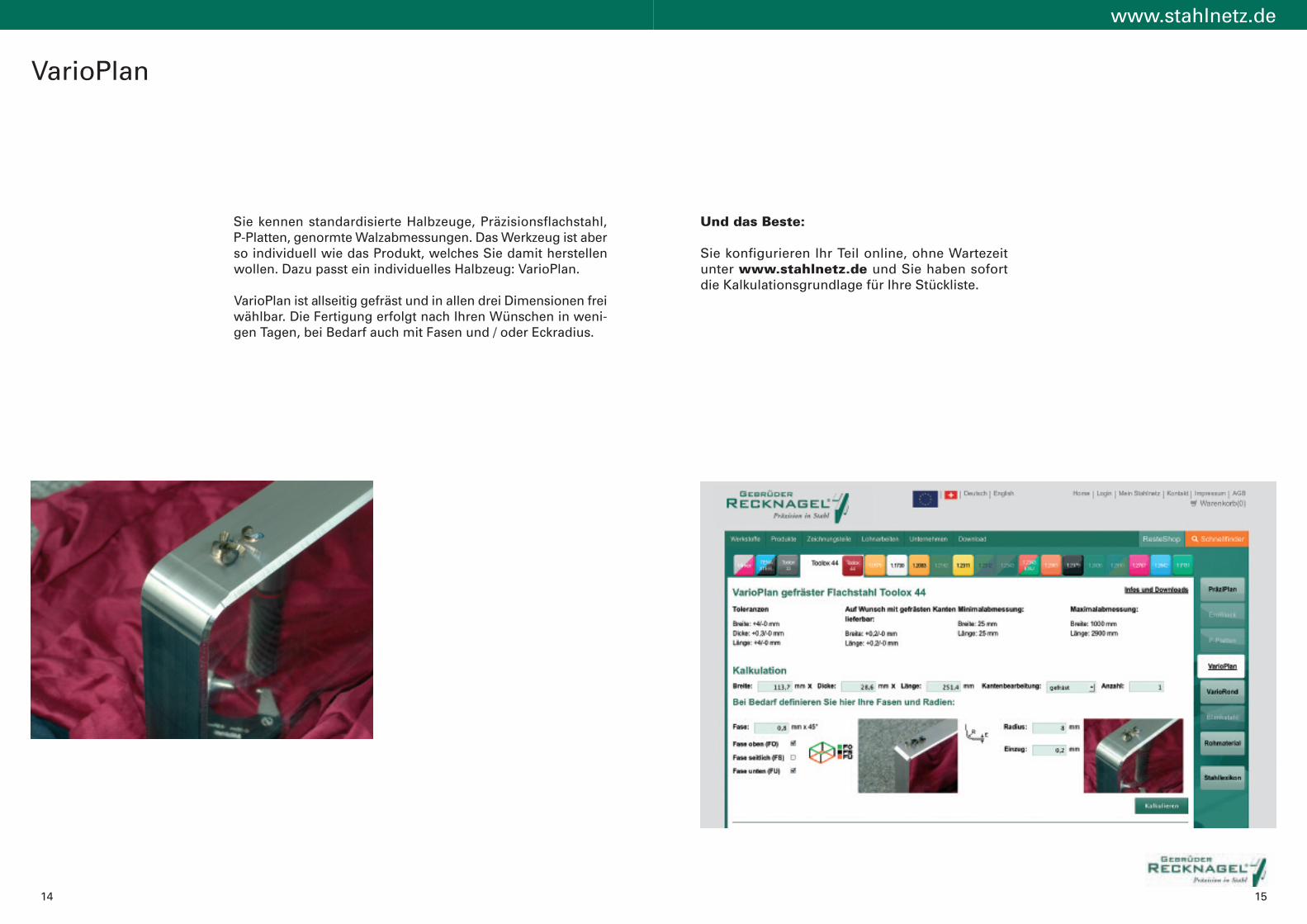
Und das Beste:
Sie konfigurieren Ihr Teil online, ohne Wartezeitunter www.stahlnetz.de und Sie haben sofortdie Kalkulationsgrundlage für Ihre Stückliste.
Sie kennen standardisierte Halbzeuge, Präzisionsflachstahl,P-Platten, genormte Walzabmessungen. Das Werkzeug ist aberso individuell wie das Produkt, welches Sie damit herstellenwollen. Dazu passt ein individuelles Halbzeug: VarioPlan.
VarioPlan ist allseitig gefräst und in allen drei Dimensionen freiwählbar. Die Fertigung erfolgt nach Ihren Wünschen in weni-gen Tagen, bei Bedarf auch mit Fasen und / oder Eckradius.
www.stahlnetz.de
VarioPlan
1716
PräziPlan Präzisionsflachstahl nach DIN 59350• bietet optimale Qualität zum fairen Preis• präzises Halbzeug für präzise Teile• optimaler Eigenspannungszustand durch sorgfältiges und schonendes Richten• erfüllt hohe Anforderungen an Ebenheit und Toleranz• in breiter Abmessungspalette ab Lager verfügbar• fairer Preis für beste Qualität
Wir führen eine breite Werkstoffpalette in unzähligen Abmessungen. Nutzen Sieunser großes Lager. In der Ebenheit übertreffen wir die Norm regelmäßig. Dies wirderreicht durch mehrfaches, sorgfältiges Richten der Werkstücke in altem handwerk-lichem Verfahren.
Seit mehr als vierzig Jahren fertigen wir PräziPlan Präzisionsflachstahl als eines derersten Unternehmen in Deutschland. Nutzen Sie unsere Erfahrung! PräziPlanSonderabmessungen fertigen wir für Sie kurzfristig und preiswert. Definieren Sie IhreSonderabmessung in unserem Online-Konfigurator.
PräziPlan Präzisionsflachstahl von Recknagel heißt: alle Längsseiten winklig fein-bearbeitet, die Dicke immer geschliffen, alle Seiten entkohlungsfrei bearbeitet, opti-male Geradheit, sichere Werkstoffauswahl.
Warum sollten Sie weniger verlangen?
www.stahlnetz.de
Toolox® 44
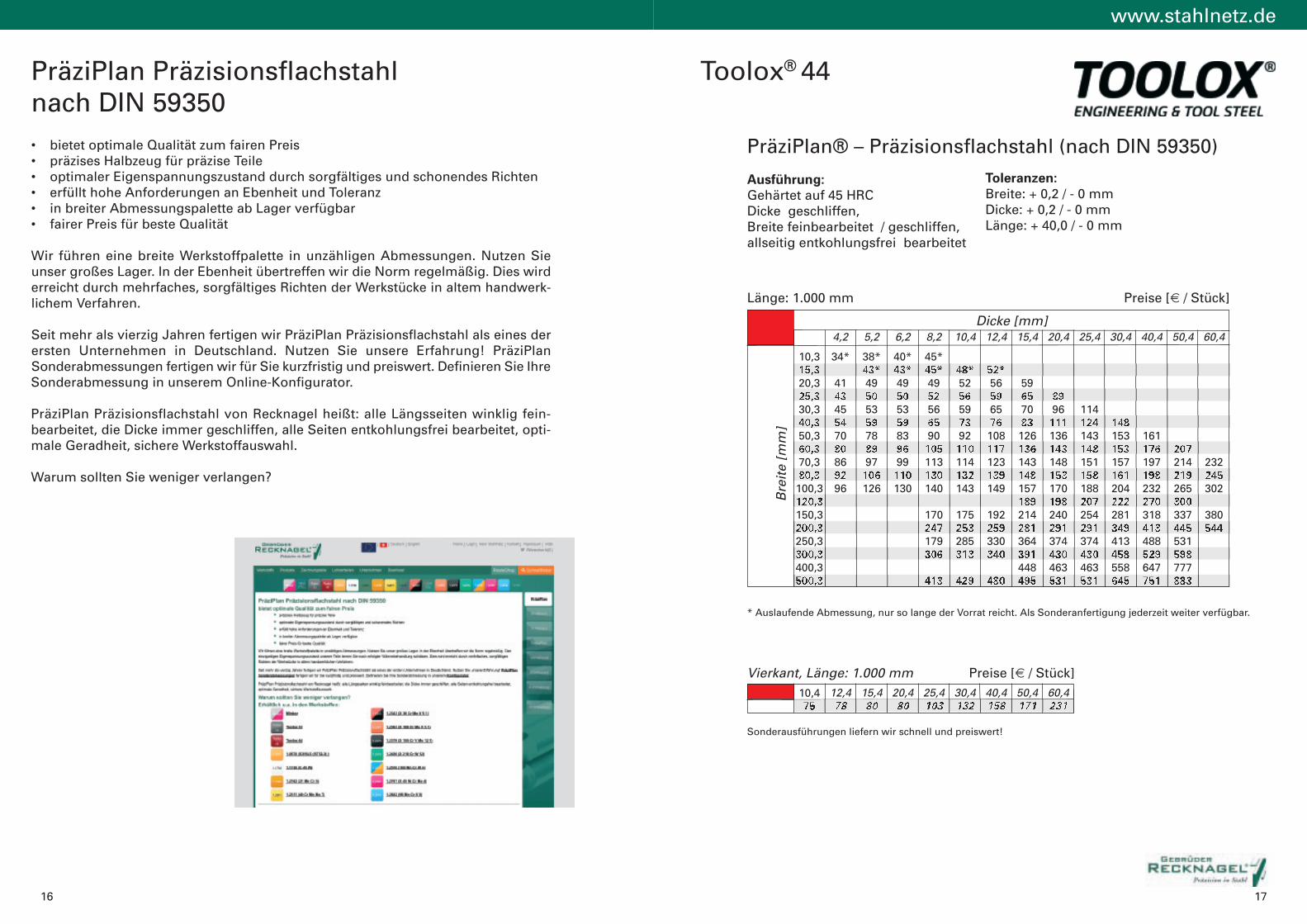
PräziPlan® – Präzisionsflachstahl (nach DIN 59350)
Ausführung:Gehärtet auf 45 HRC Dicke geschliffen, Breite feinbearbeitet / geschliffen, allseitig entkohlungsfrei bearbeitet
Toleranzen:Breite: + 0,2 / - 0 mmDicke: + 0,2 / - 0 mmLänge: + 40,0 / - 0 mm
10,315,320,325,330,340,350,360,370,380,3100,3120,3150,3200,3250,3300,3400,3500,3
4,2
34*
414345547080869296
5,2
38*43*49505359788997106126
6,2
40*43*49505359839699110130
8,2
45*45*4952566590105113130140
170247179306
413
10,4
48*5256597392110114132143
175253285313
429
12,4
52*56596576108117123139149
192259330340
480
15,4
59657083126136143148157189214281364391448495
20,4
8996111136143148153170198240291374430463531
25,4
114124143148151158188207254291374430463531
30,4
148153153157161204222281349413458558645
40,4
161176197198232270318413488529647751
50,4
207214219265300337445531598777883
60,4
232245302
380544
Dicke [mm]
Länge: 1.000 mm Preise [€ / Stück]
* Auslaufende Abmessung, nur so lange der Vorrat reicht. Als Sonderanfertigung jederzeit weiter verfügbar.
Sonderausführungen liefern wir schnell und preiswert!
Bre
ite
[mm
]
Preise [€ / Stück]10,475
12,478
15,480
20,480
25,4103
30,4132
40,4158
50,4171
60,4231
Vierkant, Länge: 1.000 mm
1918
www.stahlnetz.de
Härte
Kerbschlagarbeit
Ultraschallprüfung
Ätzen
Dimensionen
Lieferzustand
Wärmebehandlung
Nitrieren/Beschichten
Prüfung
Toleranzen
Oberflächen-beschaffenheit
HBW410 - 475
Prüftemperatur Kerbschlagarbeit, Charpy-V Kerbschlagarbeit für Schmiedestücke,20 °C in Querrichtung; min J Charpy-V Dickenrichtung; min J
≤ 130 mm > 130 mm18 11
Ultraschallprüfung gem.:EN 10 160 (Grobblech)EN 10228-3 (Schmiedeblöcke)mit Extraanforderungen gem. SSAB Standard V6.
Toolox 44 erfüllt die Anforderungen gemäß NADCA 207-2006.
Toolox 44 wird in Blechdicken 5 – 130 und als Schmiedestück in Dicken von 150 - 300 mm geliefert.
Gehärtet und angelassen bei mind. 590 °C.
Toolox 44 ist für weitere Wärmebehandlung nicht vorgesehen. Wenn dieser Werkstoff,nach der Lieferung von SSAB, weiterer Wärmebehandlung über 590 °C unterzogen wird,sind die Eigenschaften nicht mehr garantiert.
Nitrieren oder Beschichten ist bei Temperaturen unter 590 ºC möglich.
Prüfung gemäß EN 10 025 und EN ISO 6506-1.Härtegeprüft an abgefräster Oberfläche 0,5 - 2 mm unter der Blechoberfläche.
Blech; Stärke, Breite, Länge und Ebenheit gem. „Abmessungsprogramm undToleranzenfür Grobblech aus Werkzeugstahl von SSAB”.Schmiedeblöcke; gem. DIN 7527.
Bei der Lieferung von SSAB Oxelösund AB erfüllt das Blech folgende Anforderungen: – Zunderfrei – Kein Reparaturschweißen – Oberflächenfehler tiefer als die bestellte, nominelle Walzdicke sind nicht erlaubt.Schmiedestücke gemäß DIN 7527.
Spezifikation
DatenblattToolox® 44, gehärtet auf 45 HRC
Toolox® 44
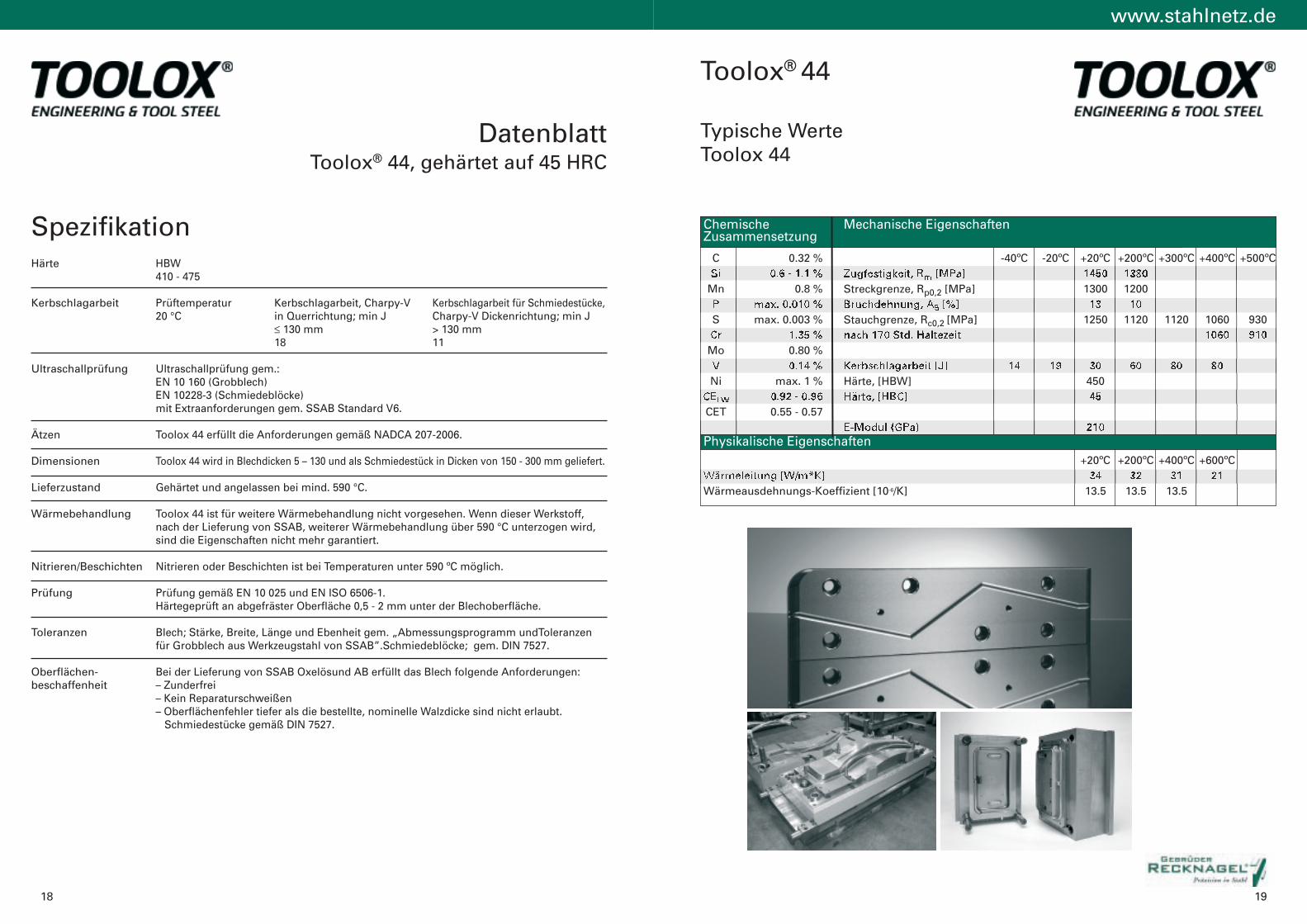
CSiMnPSCrMoVNi
CEIIWCET
0.32 %0.6 - 1.1 %
0.8 %max. 0.010 %max. 0.003 %
1.35 %0.80 %0.14 %
max. 1 %0.92 - 0.960.55 - 0.57
Zugfestigkeit, Rm [MPa]Streckgrenze, Rp0,2 [MPa]Bruchdehnung, A5 [%]Stauchgrenze, Rc0,2 [MPa]nach 170 Std. Haltezeit
Kerbschlagarbeit [J]Härte, [HBW]Härte, [HBC]
E-Modul (GPa)
-40ºC
14
-20ºC
19
+20ºC14501300131250
3045045
210
+200ºC13801200101120
60
+300ºC
1120
80
+500ºC
930910
+400ºC
10601060
80
+20ºC3413.5
Wärmeleitung [W/m*K]Wärmeausdehnungs-Koeffizient [10-6/K]
+200ºC3213.5
+400ºC3113.5
+600ºC21
Typische WerteToolox 44
ChemischeZusammensetzung
Mechanische Eigenschaften
Physikalische Eigenschaften
2120
www.stahlnetz.de
Härte
Kerbschlagarbeit
Ultraschallprüfung
Ätzen
Dimensionen
Lieferzustand
Wärmebehandlung
Nitrieren/Beschichten
Prüfung
Toleranzen
Oberflächen-beschaffenheit
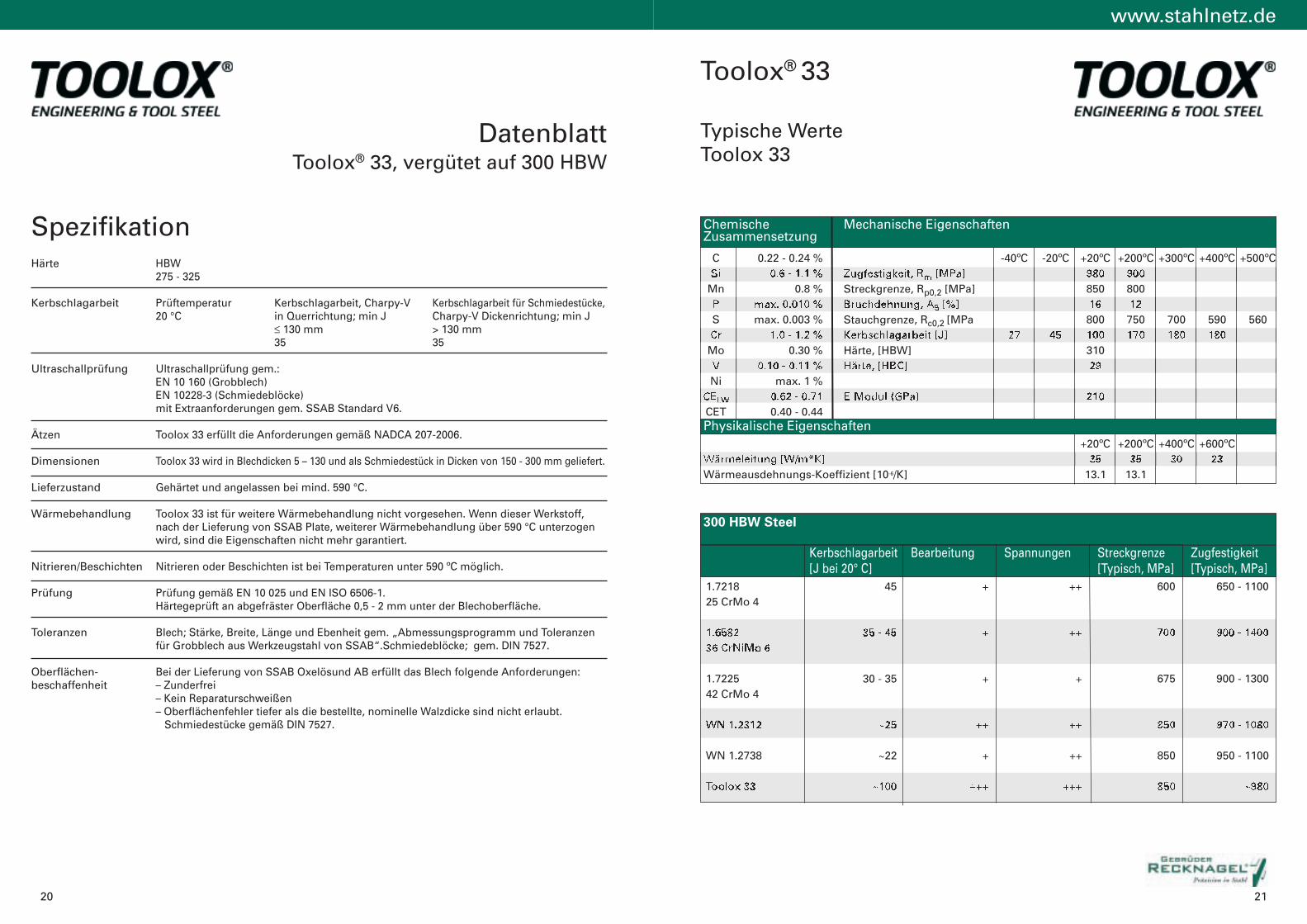
HBW275 - 325
Prüftemperatur Kerbschlagarbeit, Charpy-V Kerbschlagarbeit für Schmiedestücke,20 °C in Querrichtung; min J Charpy-V Dickenrichtung; min J
≤ 130 mm > 130 mm35 35
Ultraschallprüfung gem.:EN 10 160 (Grobblech)EN 10228-3 (Schmiedeblöcke)mit Extraanforderungen gem. SSAB Standard V6.
Toolox 33 erfüllt die Anforderungen gemäß NADCA 207-2006.
Toolox 33 wird in Blechdicken 5 – 130 und als Schmiedestück in Dicken von 150 - 300 mm geliefert.
Gehärtet und angelassen bei mind. 590 °C.
Toolox 33 ist für weitere Wärmebehandlung nicht vorgesehen. Wenn dieser Werkstoff,nach der Lieferung von SSAB Plate, weiterer Wärmebehandlung über 590 °C unterzogenwird, sind die Eigenschaften nicht mehr garantiert.
Nitrieren oder Beschichten ist bei Temperaturen unter 590 ºC möglich.
Prüfung gemäß EN 10 025 und EN ISO 6506-1.Härtegeprüft an abgefräster Oberfläche 0,5 - 2 mm unter der Blechoberfläche.
Blech; Stärke, Breite, Länge und Ebenheit gem. „Abmessungsprogramm und Toleranzenfür Grobblech aus Werkzeugstahl von SSAB“.Schmiedeblöcke; gem. DIN 7527.
Bei der Lieferung von SSAB Oxelösund AB erfüllt das Blech folgende Anforderungen: – Zunderfrei – Kein Reparaturschweißen – Oberflächenfehler tiefer als die bestellte, nominelle Walzdicke sind nicht erlaubt. Schmiedestücke gemäß DIN 7527.
Spezifikation
DatenblattToolox® 33, vergütet auf 300 HBW
Toolox® 33
CSiMnPSCrMoVNi
CEIIWCET
0.22 - 0.24 %0.6 - 1.1 %
0.8 %max. 0.010 %max. 0.003 %
1.0 - 1.2 %0.30 %
0.10 - 0.11 %max. 1 %0.62 - 0.710.40 - 0.44
Zugfestigkeit, Rm [MPa]Streckgrenze, Rp0,2 [MPa]Bruchdehnung, A5 [%]Stauchgrenze, Rc0,2 [MPaKerbschlagarbeit [J]Härte, [HBW]Härte, [HBC]
E-Modul (GPa)
-40ºC
27
-20ºC
45
+20ºC9808501680010031029
210
+200ºC90080012750170
+300ºC
700180
+500ºC
560
+400ºC
590180
+20ºC3513.1
Wärmeleitung [W/m*K]Wärmeausdehnungs-Koeffizient [10-6/K]
+200ºC3513.1
+400ºC30
+600ºC23
Typische WerteToolox 33
ChemischeZusammensetzung
Mechanische Eigenschaften
Physikalische Eigenschaften
1.721825 CrMo 4
1.658236 CrNiMo 6
1.722542 CrMo 4
WN 1.2312
WN 1.2738
Toolox 33
45
35 - 45
30 - 35
~25
~22
~100
+
+
+
++
+
+++
++
++
+
++
++
+++
600
700
675
850
850
850
650 - 1100
900 - 1400
900 - 1300
970 - 1080
950 - 1100
~980
300 HBW Steel
Kerbschlagarbeit [J bei 20° C]
Bearbeitung Spannungen Streckgrenze[Typisch, MPa]
Zugfestigkeit[Typisch, MPa]
2322
www.stahlnetz.de
Polieren von Toolox®
Feinschliff mit einem groben Schleifmittel(z.B. Korngröße 120). Alle Spuren der Ver-arbeitung oder des Erodierens werdenhierbei komplett abgeschliffen. Vorzugs-weise sollte hierbei die flache Seite desSchleifmittels zum Einsatz kommen. Vari-ieren Sie die Schleifrichtung in X-Form,um eine absolut � flache Oberfläche zu er-zielen und Ihre Arbeit effizienter zu gestal-ten und gleichzeitig Zeit zu sparen.
Feinschliff wie in Schritt 1, jedoch miteiner feineren Korngröße wie z.B. 320.Alle nach dem vorherigen Schliff nochverbliebenen Spuren werden hierbeikomplett beseitigt.
Grobpolierung mit Diamantpaste aufeinem Stück Messing. Korngröße 45 μm.Diese Grobpolierung wird durchgeführtbis alle verbliebenen Spuren und Kratzerdes vorangegangenen Arbeitsschritts(Schritt 2) gänzlich beseitigt sind.
Vorgehensweise wie in Schritt 3, jedochmit 15 μm�Diamantpaste bis alle nachSchritt 3 noch vorhandenen Spuren ver-schwunden sind.
In diesem Schritt gehen Sie vor wie inSchritt 4, verwenden jetzt aber eine Dia-mantpaste mit 7 μm. Auch dieser Schrittwird fortgesetzt, bis alle aus Schritt 4 ver-bliebenen Spuren entfernt sind.
Polieren von Toolox
1.
2.
3.
4.
5.
Polieren Sie mit Diamantpaste (7 μm) aufeinem Faser- oder Plastikelement. FahrenSie fort bis die letzten aus Schritt 5 nochverbliebenen Unebenheiten beseitigt sind.
Gehen Sie jetzt vor wie in Schritt 6, ver-wenden Sie jedoch anstelle von 7 μm-Paste eine Diamantpaste mit lediglich3μm. Fahren Sie fort bis die letzten ausSchritt 6 verbliebenen Nuancen von Un-ebenheiten beseitigt sind. (Wir wählenhier das Wort „Nuance“, da bis jetzt dieOberfläche bereits so eben und fein ist,dass man eigentlich von keinerlei für dasbloße Auge noch erkennbare Kratzersprechen kann.)
Polierung mit 3 μm Diamantpaste aufeinem Stück Filz bis alle aus dem voran-gegangenen Schritt noch vorhandenenNuancen entfernt sind.
Als abschließenden Schritt polieren Siejetzt mit Diamantpaste der Korngröße3μm und Watte. Dieses ist Handarbeit undhierbei wird der endgültige Glanz erzielt.Fahren Sie fort bis die gesamte Oberflä-che einen einheitlichen Glanz aufweist.
6.
7.
8.
9.
Empfohlene Vorgehensweise zum Schweißen
Schweißen von Toolox®
Wärmen Sie beide Seiten der Schweiß-fuge vor, und zwar etwa 100 - 150 mm aufjeder Seite. Die Vorwärmtemperatur solltein der Mitte der Blechdicke erreicht wer-den. Behalten Sie die Vorwärmtemperaturwährend des gesamten Schweißvor-gangs bei, insbesondere beim Heft-schweißen. Vorwärmtemperatur: *170-200 °C für Toolox 33 *225-275 °C für Toolox 44
Verwenden Sie möglichst weiche Elektro-den oder rostfreie Elektroden. Die Elektro-den müssen trocken sein. Der maximalzulässige Wasserstoffgehalt beträgt5 ml/100 g Schweißgut. Um eine optimaleTexturbildungsqualität zu erzielen, solltedas Schweißen unter Anwendung desWIG-Verfahrens mit einem Zusatzdrahtmit derselben chemischen Zusammenset-zung wie der Grundwerkstoff durchge-führt werden. Die einfachste Methodebesteht dann darin, eine Stange voneinem übrig gebliebenen Teil des Grund-werkstoffs abzusägen.
Schweißen Sie mit einer Wärmezufuhr,die einen �∆t8/5 Wert zwischen 10 und 20sergibt.
Beim Schweißen: Zwischenlagentemperatur von mindestens: *170 °C für Toolox 33 *225 °C für Toolox 44
1.
2.
3.
4.
Führen Sie eine Wärmebehandlung nachdem Schweißen im Bereich von etwa100 – 150 mm ab jeder Seite der Schweiß-naht durch. Die Durchwärmzeit sollte5 min/mm Blechdicke oder mindestens60 Minuten betragen. Normalerweise isteine Durchwärmzeit von 2 Stunden aus-reichend. Der Beginn der Durchwärmzeitist der Zeitpunkt, zu dem die Temperaturim gesamten Anlassvolumen erreicht ist.
* Die Wärmebehandlung nach demSchweißen sollte mit einer Temperaturvon 150-200°C durchgeführt werden, fallsnur geringe Anforderungen hinsichtlichder Formstabilität gestellt werden.
* Die Wärmebehandlung nach demSchweißen sollte mit einer Temperaturvon 560-580°C durchgeführt werden, fallshohe Anforderungen hinsichtlich derFormstabilität gestellt werden und derEinfluss der Schweißnaht auf das Textur-bildungsergebnis minimiert werden soll.
Nach der Wärmebehandlung nach demSchweißen sollte die geschweißte Kom-ponente im Freien auf Zimmertemperaturabkühlen.
5.
6.
Geschweißtes und texturiertes Toolox.
Anwendungsberatung:
Dipl.-Ing. Lutz RecknagelE-Mail: [email protected]
Hauptvertriebspartner, Lager, Halbzeugherstellungfür Deutschland, Österreich und Schweiz:
Gebrüder Recknagel Präzisionsstahl GmbHMetzelser Straße 23D-98547 Christes
Telefon: +49 36 844 / 480 0Fax: +49 36 844 / 480 55WebShop: www.stahlnetz.de Information: www.toolox.de
E-Mail: [email protected]
www.stahlnetz.de








![Sicherheitsschilder gemäß EN ISO · PDF fileDeutschland DIN EN ISO 7010 10/2012 Finnland SFS-EN ISO 7010:2012 13/08/2012 ... Polypropylen-Platte (B-7527) X %UHLWHV 6SHNWUXP DQ (LQVDW]P¸JOLFKNHLWHQ](https://static.fdokument.com/doc/165x107/5a9e49777f8b9a75458d0ab7/sicherheitsschilder-gem-en-iso-din-en-iso-7010-102012-finnland-sfs-en-iso-70102012.jpg)









