Einfache Bohrerüberwachung Seite 26 Seite 30 Seite 40 ... · Fräsen und Schleifen von komplexen...
96
Einfache Bohrerüberwachung Seite 26 · Werkzeugauswahl optimiert Seite 30 · Energiezuführung Seite 40 Automatisierungsbranche im Jahr 2003 „Es kann höchstens mit einem leichten Wachstum gerechnet werden“ Anton S. Huber, Vorstand Siemens A&D, Seite 20 17. Februar 2003 Ausgabe 8 e 4,50 Industrie Das Magazin www.maschinenmarkt.de B 04654 MM Maschinenmarkt 8/2003 www.maschinenmarkt.de
Transcript of Einfache Bohrerüberwachung Seite 26 Seite 30 Seite 40 ... · Fräsen und Schleifen von komplexen...

Einfache Bohrerüberwachung Seite 26 · Werkzeugauswahl optimiert Seite 30 · Energiezuführung Seite 40
Automatisierungsbranche im Jahr 2003„Es kann höchstens mit einem leichten
Wachstum gerechnet werden“Anton S. Huber, Vorstand Siemens A&D, Seite 20
17. Februar 2003 Ausgabe 8 € 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
B 04654
MM
M
aschinenmarkt
8/2003w
ww
.maschinenm
arkt.de


TOP-EXPORTMÄRKTE 2003
Totgesagte leben länger
MM Das IndustrieMagazin · 8/2003 3
Totgesagte leben länger: Das gilt offenbar nicht nur fürabgetakelte Schlagerstars oder alternde Hollywood-Diven, sondern auch für Exportmärkte: für Russland bei-spielsweise oder Nordafrika und damit für Märkte, dieman bereits weitgehend „abgeschrieben“ hatte. Innenpo-litisch mag der Stern Wladimir Putins und seiner Parteizwar sinken, schenkt man der Presse Glauben, wirt-schaftlich geht es mit dem einstigen Reich der roten Za-ren aber wieder aufwärts. Russland sei kalkulierbarer ge-worden, stellte kürzlich Dr. Werner Priemer, Vorsitzender
des VDMA-Außenwirtschaftsaussschusses,fest und auch nach der jüngsten Poten-
zial-analyse der Kölner Bundesagenturfür Außenwirtschaft (bfai) „Top-Export-märkte 2003“ (siehe unseren Bericht ab
Seite 18) reiht sich Russland wiederin die Riege der attraktivsten Ex-
portmärkte der Welt ein. Vorallem für Deutschlands Ma-schinenbauer, vom Inlands-
geschäft derzeit alles andereals verwöhnt, eröffnen sichinteressante Absatzchancen. Um15 bis 18%, so die bfai-Analyse,will Russland in diesem Jahrseine Maschineneinfuhren stei-gern.
Und noch eine andere Re-gion, die von den Landkarten
westlicher Wirtschaftsstrategen fast schon verschwundenwar, feiert ihr Comeback auf der weltwirtschaftlichenBühne: Afrika. Der Norden des Kontinents, die Magh-reb-Region, rückt mehr und mehr ins Blickfeld der Ex-porteure, wobei sich Algerien als neuer Wachstumspolherauskristallisieren dürfte – ein Land, das nach Jahren,die geprägt waren von Terrorismus und politischer Insta-bilität, aus seiner Lethargie befreit hat. Um rund 17%werden die Importe Algeriens in diesem Jahr zunehmen,wovon vor allem Maschinenbau und Elektroindustrieprofitieren könnten. Ob sie das tatsächlich tun, liegt na-türlich bei den Unternehmen selbst. „Die Potenziale sindda“, stellt bfai-Direktor Dr. Gerd Herx fest. Jetzt kommtes darauf an, dass sich die deutschen Exporteure auf die-sen Märkten durchsetzen.
Russland und Nordafrika gewin-nen für die exportierende Wirt-schaft zunehmend an AttraktivitätJürgen Schreier
AKTUELLESEDITORIAL

4 MM Das IndustrieMagazin · 8/2003
PRODUKTION
SPANENDE FERTIGUNGBohrerbruchkontrolle mit Kühlschmierstoffstrahl alsTastmedium 26Karusselldreh-Bearbeitungszentrum fertigt komplexeWerkstücke komplett in einer Aufspannung 28
WERKZEUGESchnittdatenbank ermittelt geeignetes Fräswerkzeug undoptimiert die Schnittparameter 30
AUTOMATION
ELEKTRISCHE AUSRÜSTUNGDer Leistungsbedarf von Schützen wurde enorm redu-ziert; um Schütze eingeschaltet zu halten, sind nur noch4% der herkömmlichen Leistung notwendig 34
KONSTRUKTION
ROHRLEITUNGENUm festzustellen, welche Dichtungsmaterialien die An-forderungen nach der neuen TA Luft erfüllen, wurdenverschiedenste Dichtungsmaterialien miteinander ver-glichen 36
KONSTRUKTIONSELEMENTERobo Triflex gilt als flexible Energiezuführungskette fürmehrdimensionale und schwierige Einsatzfälle 40
AKTUELLES
LEITARTIKELJürgen Schreier: Totgesagte leben länger 3
MÄRKTEIgus setzt auf den Systemgedanken 8Citigroup will Moeller übernehmen 8Prinzip Hoffnung bestimmt den Markt für Elektrowerkzeuge 9Studer setzt auf neues Corporate Design 10Learntec bleibt Leitmesse beim E-Learning 10Kundenbindung im Web 124. Cadenas-Industrieforum in Augsburg 12Axa präsentiert neue Bearbeitungszentren 13Harte Schichten gegen Reibung 14
TOP-EXPORTMÄRKTE 2003Westeuropa „schwächelt“. Die Wachstumsmärkte liegenheute in Osteuropa, Asien und Nordafrika. 18
AUTOMATISIERUNGSBRANCHEAnton Huber, Vorstandsmitglied bei Siemens A&D, hältden wirtschaftlichen Wendepunkt für gekommen 20
FRÄSMASCHINENMarktübersicht von Fräsmaschinen mit Verfahrwegen inder X-Achse größer als 2000 mm 22
Titelbild: Bett-, Fahrständer- und Portalfräsmaschinen/Collage Bayerlein
RatingDas Geschäftsmo-
dell ist Gegen-stand des Rating-
prozesses in derPraxis. Gut über die
Geschäftsabläufe infor-miert braucht der Geschäftsführer keinen
Fragenkatalog der Bank zu fürchten.Seite 46
MarktübersichtDurchblick trotz Vielfalt –die Marktübersicht vonFräsmaschinen mit Ver-fahrwegen in der X-Achsegrößer als 2000 mmmacht es möglich.Seite 22
MotivationDie Mitarbeiterinformation fällt nicht selten demTagesgeschäft zum Opfer. Keine Zeit, kein Geld,kein Personal und schon steht das Thema aufder Agenda wieder ganz unten – ein Fehler!Seite 42
AutomatisierungsbrancheAnton S. Huber, Mitglied des Vor-standes der Siemens A&D: „Im Jahr
2003 kann höchstens mit einem leich-ten Wachstum gerechnet werden.“
Seite 20
17. Februar 2003

WISSEN
MOTIVATIONEs gilt als hinlänglich bekannt, dass die Mitarbeiterinfor-mation wichtig für den unternehmerischen Erfolg ist.Trotzdem fällt sie oft dem Tagesgeschäft zum Opfer 42
MANAGEMENT
RATINGBei der Kreditvergabe hat die Bank einen umfassendenFragenkatalog parat, um das unternehmerische Ge-schäftsmodell auf Herz und Nieren zu prüfen 46
NEUE PRODUKTE UND VERFAHREN
Spanende Fertigung; Werkzeuge; Elektrische Ausrüstung;Pumpen, Armaturen, Rohrleitungen und Kompressoren;Konstruktionselemente 52
SERVICE
MM-ONLINE, F IRMENVERZEICHNIS 6
FIRMENSCHRIFTEN 65
TERMINE 66
GEBRAUCHTMASCHINENBÖRSE 67
BÜCHER 92
IMPRESSUM, VORSCHAU 93
INDUSTRIEBAROMETER 94
MM Das IndustrieMagazin · 8/2003 5
ProduktionszentrumDas Drehen, Bohren,Fräsen und Schleifen von
komplexen Werk-stücken in einer Auf-spannung ermöglichtein Karussell-Bearbei-
tungszentrum. Seite 28
KonstruktionselementeIm Maschinen- und Anlagen-
bau kommt es häufig vor,dass Energie an unwegbare
Positionen gebracht werdenmuss. Darüber hinaus unter-
liegen Zuführungen oftgroßen dynamischenBelastungen. Mit der
EnergiezuführungsketteBauart Robo Triflex wird
dieses Problem gelöst. Seite 40
AUS DEM INHALT

UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
SERVICEUNTERNEHMENSERVICE MM-ONLINE
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 8/2003
AABB. . . . . . . . . . . . . . . . . . . . . . . . 10AIS . . . . . . . . . . . . . . . . . . . . . . . . . 9Akademie Fresenius. . . . . . . . . . . . 66Alki . . . . . . . . . . . . . . . . . . . . . . . . 61Asic-Robotics . . . . . . . . . . . . . . . . 15Auerbach . . . . . . . . . . . . . . . . . . . 22Axa . . . . . . . . . . . . . . . . . . . . . . . . 13
BBader . . . . . . . . . . . . . . . . . . . . . . 65Baumer. . . . . . . . . . . . . . . . . . . . . 53Blum-Novotest . . . . . . . . . . . . . . . 17BLZ. . . . . . . . . . . . . . . . . . . . . . . . 66Bokö . . . . . . . . . . . . . . . . . . . . . . . 22Bosch . . . . . . . . . . . . . . . . . . . . . . . 9Braun . . . . . . . . . . . . . . . . . . . . . . 22Bremenports . . . . . . . . . . . . . . . . . 66BFAI . . . . . . . . . . . . . . . . . . . . . . . 18
CC + M . . . . . . . . . . . . . . . . . . . . . . 63Cadenas . . . . . . . . . . . . . . . . . . . . 12Chiron-Werke . . . . . . . . . . . . . . . . 22Claas. . . . . . . . . . . . . . . . . . . . . . . 10
DDanobat-Bimatec . . . . . . . . . . . . . 22Deckel Maho . . . . . . . . . . . . . . . . 22Depo . . . . . . . . . . . . . . . . . . . . . . 22Dirak. . . . . . . . . . . . . . . . . . . . . . . 53Donau-Werkzeugmaschinen . . . . . 52DS Technologie Werkzeugmaschinen-bau. . . . . . . . . . . . . . . . . . . . . . . . 22
EEckelmann . . . . . . . . . . . . . . . . . . 16E-T-A. . . . . . . . . . . . . . . . . . . . . . . 15ETS . . . . . . . . . . . . . . . . . . . . . . . . 16
FFachagentur Nachwachsende Roh-stoffe . . . . . . . . . . . . . . . . . . . . . . 66Farnell. . . . . . . . . . . . . . . . . . . . . . 10Fooke . . . . . . . . . . . . . . . . . . . . . . 22Fraunhofer-Institut für ChemischeTechnologie . . . . . . . . . . . . . . . . . 66Fraunhofer-Institut für Werkstoff- undStrahltechnik. . . . . . . . . . . . . . . . . 14
GGFT . . . . . . . . . . . . . . . . . . . . . . . 66
HHaas & Krüger . . . . . . . . . . . . . . . 22Heyligenstaedt . . . . . . . . . . . . . . . 22
IIberimex . . . . . . . . . . . . . . . . . . . . 22IBM. . . . . . . . . . . . . . . . . . . . . . . . 14Igus . . . . . . . . . . . . . . . . . . . . . 8, 40IIR. . . . . . . . . . . . . . . . . . . . . . . . . 66Intertrade . . . . . . . . . . . . . . . . 17International Tunnelling Association . . . . . . . . . . . . . . . . . . 66
KKaltwasser. . . . . . . . . . . . . . . . . . . 42Kekeisen . . . . . . . . . . . . . . . . . . . . 22Klopp . . . . . . . . . . . . . . . . . . . . . . 22Knuth . . . . . . . . . . . . . . . . . . . . . . 22Krauss Maffei . . . . . . . . . . . . . . . . 14KSB. . . . . . . . . . . . . . . . . . . . . . . . 59
LLeipziger Messe . . . . . . . . . . . . . . 15
MMatec . . . . . . . . . . . . . . . . . . . . . . 22Mecof . . . . . . . . . . . . . . . . . . . . . . 22Messer Griesheim . . . . . . . . . . . . . 61Microsoft . . . . . . . . . . . . . . . . . . . 15MKU. . . . . . . . . . . . . . . . . . . . . . . 53Moeller . . . . . . . . . . . . . . . . . . . 8, 34
NNorddeutsche Seekabelwerke . . . . 57Nordmann . . . . . . . . . . . . . . . . . . 26
PPfeifer . . . . . . . . . . . . . . . . . . . . . . 65Portatec . . . . . . . . . . . . . . . . . . . . 22Pressol . . . . . . . . . . . . . . . . . . . . . 63Prototyp-Werke. . . . . . . . . . . . . . . 30
RRemmert. . . . . . . . . . . . . . . . . . . . 17Roll . . . . . . . . . . . . . . . . . . . . . . . . 16
SSahlberg . . . . . . . . . . . . . . . . . . . . 65Saint-Gobain. . . . . . . . . . . . . . 55, 59Sandvik. . . . . . . . . . . . . . . . . . . . . 17SCA . . . . . . . . . . . . . . . . . . . . . . . 63Scheld . . . . . . . . . . . . . . . . . . . . . 61Schmalz . . . . . . . . . . . . . . . . . . . . 57Schuler . . . . . . . . . . . . . . . . . . . . . 15Schütte . . . . . . . . . . . . . . . . . . . . . 52Seco . . . . . . . . . . . . . . . . . . . . . . . 55SGL. . . . . . . . . . . . . . . . . . . . . 16, 36SHW . . . . . . . . . . . . . . . . . . . . . . . 22Siemens . . . . . . . . . . . . . . . . . . . . 20SLV . . . . . . . . . . . . . . . . . . . . . . . . 15Softline . . . . . . . . . . . . . . . . . . . . . . 9Stama . . . . . . . . . . . . . . . . . . . . . . 22Strojimport . . . . . . . . . . . . . . . . . . 22Studer. . . . . . . . . . . . . . . . . . . . . . 10
TTajmac-ZPS. . . . . . . . . . . . . . . . . . 28TCW . . . . . . . . . . . . . . . . . . . . . . . 66Thyssen Krupp . . . . . . . . . . . . . . . 17TWT . . . . . . . . . . . . . . . . . . . . . . . 66
UUnion Werkzeugmaschinen. . . . . . 22
VVanderlande Industries . . . . . . . . . 10VDI . . . . . . . . . . . . . . . . . . . . . 15, 66VDMA. . . . . . . . . . . . . . . . . . . . . . 16
WWaldrich . . . . . . . . . . . . . . . . . . . . 22Wika . . . . . . . . . . . . . . . . . . . . . . . 65Wilo . . . . . . . . . . . . . . . . . . . . . . . 59Wollschläger . . . . . . . . . . . . . . . . . . 8Wuppertal Institut für Klima, Umwelt,Energie . . . . . . . . . . . . . . . . . . . . . . 9
YYamazaki Mazak . . . . . . . . . . . 22, 52
ZZimm . . . . . . . . . . . . . . . . . . . . . . 57Zimmermann . . . . . . . . . . . . . . . . 22
MM-SEMINARE: ANGEBOTE ZUR BERUFLICHEN UND
PERSÖNLICHEN WEITERBILDUNG
Lebenslanges Lernen ist mehr als ein Schlagwort, es istdie Grundvoraussetzung für beruflichen Erfolg. Mitpraxisnahen Seminaren von erfahrenen Trainern unter-stützt der MM die Weiterbildungsaktivitäten Ihres Unter-nehmens. „Der Betriebsleiter und seine Führungs-aufgaben“ oder „Kostenverantwortung der betrieb-lichen Führungskraft“ sind nur zwei Beispiele aus demAngebot der MM-Seminare. Einzelheiten zu den Veran-staltungen, beispielsweise Veranstaltungsort, Termineoder die genauen Seminarinhalte, finden Sie unterwww.maschinenmarkt.de – Karriere – MM-Seminar.Dort können Sie auch weitergehende Informationen an-fordern oder sich online zu einem der Seminare an-melden.


8 MM Das IndustrieMagazin · 8/2003
Köln (rk) – Von der einzelnenKomponente bis zum einbauferti-gen System kann der Kunde bei derIgus GmbH, Köln, alles rund umdie Energiekette bekommen. „Da-bei geht der Trend eindeutig zumSystemgedanken“, sagt Geschäfts-führer Frank Blase. „Zwar ist dasSystemgeschäft derzeit noch klein,bietet aber große Wachstumschan-cen.“ Und so erwartet Blase zu-künftig solide zweistellige Zu-wachsraten im GeschäftsbereichEnergieketten, der rund zwei Drit-tel vom Gesamtumsatz des Unter-nehmens ausmacht. Der Rest ent-fällt auf Gleitlager.
Bei Igus heißt das Komplettsys-tem Ready-Chains. „Diese Idee ha-
Bonn (rs) – Citigroup Venture Capital Equity Partners (CVC) will dieMoeller-Gruppe übernehmen. Die Gesellschafter des Automatisierungs-technikspezialisten haben mit der Venture-Capital-Sparte des Bankkon-zerns eine Grundsatzvereinbarung über den Verkauf des Unternehmensgetroffen. Grundsätzlich wurde vereinbart, 100% der von der FamilieMoeller gehaltenen Anteile an CVC zu veräußern.
Der Investor beabsichtigt, im Zuge der Übernahme dem Unterneh-men frisches Kapital zuzuführen. Die geplante Transaktion wird auchvon den finanzierenden Banken der Moeller-Gruppe begrüßt. „Die Fa-milie Moeller freut sich, mit Citigroup Venture Capital einen führendenund finanzstarken Investor gefunden zu haben, der einen langfristigenstrategischen Fokus auf Wertorientierung im Portfolio legt. Damit wirdein wichtiger Schritt zur Sicherung des Unternehmens in der Zukunftgetan“, sagte Gert Moeller, zuletzt Vorsitzender der Moeller-Stiftung.
„Sowohl das Unternehmen Moeller als auch unsere Kun-den und unsere Mitarbeiter werden vom industriellenKnow-how sowie der zusätzlichen Finanzkraft unsererneuen Gesellschafter profitieren“, so Theo Kubat, Chefder Moeller Holding GmbH & Co. KG.
VC-Sparte von Citigroupwill Moeller übernehmen
Bild: Kroh
Troisdorf (js) – Am 17. Januar hat die Bochumer Woll-schläger-Gruppe ihre neue Niederlassung in Troisdorf(Rhein-Sieg-Kreis) eingeweiht. Mit mehr als 400 Be-schäftigten zählt das Unternehmen zu den führendenHandelshäusern für Werkzeuge, Maschinen, CNC-Tech-nik, Arbeitsschutzausrüstungen sowie Schweiß- undSchneidtechnik mit insgesamt zwölf Filialen im gesam-ten Bundesgebiet.
Bild
: Wol
lschl
äger
Bei den Nabelschnüren der Automation setzt Igus auf den Systemgedanken
die konfektionierten Leitungenmit Steckern, elektrische Kompo-nenten, maschinenspezifische An-bauteile und Transportvorrich-tungen. „Wir liefern etwa 60 Auf-träge pro Woche aus und jeder Auf-trag ist quasi ein neues Produkt“,erläutert Rössel. „Somit sind wirein Massen-Einzelfertiger“, er-gänzt Geschäftsführer Blase.
Aus dieser Vielfalt ergibt sich,dass Igus zur Zeit über 40 000 Ein-zelkomponenten, 634 Leitungenund rund 2500 Elektrokomponen-ten auf Lager hat und somit auchzum Logistik-Dienstleister gewor-
den ist. Folge: Die Kunden kön-nen ihren Lagerbestand reduzie-ren. Weiterer Kundennutzenliegt in den verkürzten Durch-
laufzeiten, weil die Konfek-tionierung eingespart wird,und in den geringeren Pro-
zesskosten für die Bestellung,da alles aus einer Hand kommt.
ENERGIEKETTEN
AUTOMATISIERUNGSTECHNIK
WEITERE MASCHE IM NETZ
AKTUELLES MÄRKTE
ben wir jetzt erweitert“, führt derzuständige Produktmanager,Dipl.-Ing. Rainer Rössel aus. Sowerden die Energieketten jetzt inden vier Paketen Basic, Standard,Premium und Projekt angeboten.Umfasst die einfache Ausführungdie Energiekette mit eingeleg-ten Leitungen und Schläu-chen, so gehören zumKomplettpaket dann
„Bei Energiekettengeht der Trend zuanschlussfertigen
Systemen“,
sagt Igus-Geschäfts-führer Frank Blase.
Theo Kubat, Vorsitzender der Geschäftsführungder Moeller Holding GmbH & Co. KG versprichtsich von der Übernahme durch die CitigroupVenture Capital für sein Unternehmen zusätzlicheFinanzkraft.

Das Wuppertal-Institut warnt vor einerFehlentwicklung. Zwar sollen die CO
2-
Emissionen neu zugelassener Pkw nachdem Willen des Bundesumweltministeri-ums bis 2010 von 185 auf 120 g/km sin-ken, doch konterkariert die zunehmendeAusstattung der Fahrzeuge mit Klimaan-lagen diese Pläne. Klimasysteme erhöhenden Kraftstoffkonsum, so dass die durchmoderne Motorentechnik angestrebteVerbrauchsminderung wieder fast zuHälfte aufgezehrt wird.
Adress Plus 9 will zum „Schottenpreis“professionelles Kundenmanagement(CRM) bieten. Die netzwerkfähige Soft-ware kann nahrlos in bestehende Office-Umgebungen ein- und an Warenwirt-schaftssysteme angebunden werden. PerMausklick liefert das Programm alle fürden Geschäftskontakt wichtigen Datenwie Kundenhistorie, Gesprächsnotizenoder Abschlüsse. Adress Plus 9 ist bei derSoftline AG (www-softline.de) ab 379Euro erhältlich.
Exzenterpressen arbeiten zwar sehrwirtschaftlich, doch verhindert die festdefinierte Auf- und Abbewegung desStößels eine Anpassung an unterschiedli-che Fertigungsaufgaben. Das ändert sichnun mit dem von Dr. Markus Schaprian,Universität Hannover, entwickelten An-trieb, der mit dem Otto-von-Guericke-Preis 2002 (3. Platz) ausgezeichnet wur-de. Schaprian setzt auf einen einfachenPressenantrieb, dem ein Paar unrunderZahnräder vorgeschaltet ist. Die verän-derliche Übersetzung ermöglicht un-gleichmäßige Stößelgeschwindigkeitenwährend eines Arbeitstakts, wie sie zurHerstellung von Stanz-, Blech- undSchmiedeteilen notwendig sind.
Die Advanced Infodata SystemsGmbH, Ulm, hat ihr Telematiksystem Fedis auf das mobile Endgerät AIS-2840portiert. Kombiniert mit dem T-Mobile-MDA gewährleistet Fedis Spediteurenjetzt auch unterwegs eine sichere Dispo-sition und Abwicklung von Aufträgen imStückgut- und Ladungsverkehr. AlsOrientierungshilfen stehen eine europa-weite Orts- und Straßensuche sowie eineTurn-by-Turn-Navigation zur Verfügung.In dem mit allen gängigen PDA-Funktio-nen ausgestatteten Gerät ist ein Mobilte-lefon integriert.
MM Das IndustrieMagazin · 8/2003 9
Leinfelden (rk) –Langfristig soll derMarkt für Elektro-werkzeuge wiederwachsen, doch zurZeit ist davon nochnichts zu spüren. „Imvergangenen Jahr ver-zeichnete der Welt-markt wertmäßig ei-nen Rückgang um1%. Währungsbe-reinigt erreichte er einVolumen von 7,7Mrd. Euro“, teilteUwe Raschke, Vorstandsvorsitzender desGeschäftsbereichs Elektrowerkzeuge derRobert Bosch GmbH, auf der Pressekon-ferenz in Leinfelden mit. Die gesunkenenDurchschnittspreise haben in der Mengejedoch zu einem zweiprozentigen Anstiegauf 117 Mio. Geräte geführt.
Der größte Einzelmarkt ist nach wievor Nordamerika: Dort konnte gegenü-ber 2001 wert- und mengenmäßig einZuwachs um 1% auf 3,1 Mrd. Euro und48 Mio. Maschinen erzielt werden. Eben-falls zugelegt hat Asien mit einem Plusvon 2% auf 1 Mrd. Euro. Das europäischeMarktvolumen für Elektrowerkzeugeverringerte sich hingegen um 2% und er-reichte währungsbereinigt 2,9 Mrd. Euro.In Stückzahlen wurde ein moderatesWachstum auf 42 Mio. Geräte verbucht.„Ausschlaggebend für den wertmäßigenRückgang ist vor allem die konjunkturel-le Situation in Deutschland, im besonde-
Prinzip Hoffnung bestimmt den Markt für Elektrowerkzeuge
TICKERTECHNIK
ROBERT BOSCH
ren die schwache Nachfrage nach Bau-leistungen und Konsumgütern“, erklärtEric Lüscher, Leiter Verkauf Europa. „Derdeutsche Markt war katastrophal wienie“, ergänzt Raschke. In Zahlen bedeu-tet dies einen Einbruch um 8% auf einUmsatzvolumen von 580 Mio. Euro, unddas, obwohl 2% mehr Elektrowerkzeugeverkauft wurden.
Diese Rückgänge beeinflussten auchden Umsatzverlauf bei Bosch. So erzielteder Geschäftsbereich Elektrowerkzeuge2002 einen Umsatz von 2,7 Mrd. Euro.„Dies ist ein Minus von 1% gegenüberdem Vorjahr bei einem Auslandsanteilvon 89%“, so Uwe Raschke. Der Ausblickfällt dennoch optimistisch aus: „In denkommenden Jahren erwarten wir eineinsgesamt positive Entwicklung für denglobalen Elektrowerkzeugmarkt. Wir ge-hen wertmäßig von einem durchschnitt-lichen jährlichen Wachstum von 3 bis 4%
aus. Im laufenden Jahr wirdder Weltmarkt im Wert etwastagnieren. Mengenmäßigrechnen wir mit einer Zu-nahme von rund 2%.“ InEuropa sieht RaschkeWachstumsimpulse vor al-lem in den osteuropäischenMärkten, während sichWesteuropa eher moderatentwickeln wird. FürDeutschland geht man fürEnde 2003 von einer Trend-wende im Elektrowerkzeug-markt aus.
Bild
er: B
osch

10 MM Das IndustrieMagazin · 8/2003
FIRMEN
Vanderlande Industries, einer dergrößten Anbieter von Materialflusslösun-gen für die Distribution, Flughäfen undExpress-Paket-Systeme, gibt die Umfir-mierung seiner IT-Tochter Gambit GmbHin Vanderlande Industries Logistics Soft-ware GmbH bekannt. Zugleich wurdeRüdiger Kreimeyer in die Geschäftsfüh-rung des Unternehmens berufen. Mitdiesem Schritt dokumentiert Vanderlan-de-Gruppe Kompetenz auf dem GebietWarehousing & Distribution, in dem ITmittlerweile zu einem projektentschei-denden Faktor geworden ist.
Farnell Electronic Components bautseine Position im Katakog-Distributions-markt für Elektronik durch die Übernah-me des Merkelbach-Vertriebs aus. Nachder Insolvenz der in Essen ansässigenRobert Merkelbach GmbH hat dasUnternehmen alle Markenrechte, Tele-fon- und Faxnummern sowie die kom-plette Außendienst- und Back-Office-Mannschaft von Merkelbach nebst Kun-denkartei erworben. Auch sämtliche E-Commerce-Beziehungen und -Datengingen auf Farnell über.
Die ABB Gebäudetechnik AG, Mann-heim, hat einen Auftrag für das Zellstoff-werk Stendal in Sachsen-Anhalt erhalten.Innerhalb eines Konsortiums mit der Fer-ro Montagetechnik und Integral über-nimmt ABB die kaufmännische Konsorti-alführung und führt ab Febarur 2003 imZellstoffwerk die Generalmontage derElektrotechnik sowie der Mess-, Steuer-und Regelungstechnik aus. Für dasMannheimer Unternehmen liegt dasAuftragsvolumen bei 16 Mio. Euro.
Claas Guss vom Feuerteufel heimge-sucht: Im Nortofer Gusswerk des Biele-felder Unternehmens ist am 7. Februarein Großbrand ausgebrochen, der sei-nen Ausgang wahrscheinlich in derHandformerei nahm. Dank des Einsatzesder Nortofer Feuerwehr, verstärkt umWehren der Nachbargemeinden, konn-ten allerdings große Teile des Werks –mit Ausnahme der Handformerei – ge-rettet werden oder trugen nur leichteSchäden davon. Momentan wird ge-prüft, ob und welche Fertigungen in diedrei anderen Werke von Claas Guss ver-legt werden müssen, um die Lieferver-pflichtungen erfüllen zu können.
TICKER
Learntec stellt ihre Rolle als Leitmesse erneut unter Beweis
E-LEARNING
Karlsruhe (uh) – Der Trubel um die elektronische Wissensvermittlung aus dem visionärenBlickwinkel hat sich etwas gelegt. Branchenkenner sprechen von einer Konsolidierungs-phase, und das ist gut so. In den vergangenen Jahren lag der Fokus des E-Learning vorallem auf den technischen Neuentwicklungen. Jetzt steht der Mensch als Lernender undAnwender im Vordergrund. Von den Software-Anbietern wurde erkannt, dass Inhalt undKontext der Lernprogramme auf die inviduellen Bedürfnisse der Nutzer im Unterneh-men abgestimmt werden müssen. Schlagworte wie Blended Learning, das heißt, dieKombination von verschiedenen Lehrmethoden und -maßnahmen, oder unterneh-mensübergreifende Lernmodelle machen die Runde. Im Kern unangefochten bleibt dieBedeutung der elektronischen Wissensvermittlung.
Auf der Learntec – Europäischer Kongress und Fachmesse für Bildungs- und Informa-tionstechnologie vom 4. bis 7. Februar in Karlsruhe gaben 307 Aussteller (10% Steige-rung gegenüber 2002) einen Überblick über die neuesten Angebote des E-Learning, derInhalte, der Methoden und der vorausgesetzten Hardware. Insgesamt zählte die 11.Learntec über 9000 Fachbesucher aus über 45 Staaten. Die nächste Learntec findet vom10. bis 13. Februar kommenden Jahres wiederum im Kongresszentrum Karlsruhe statt.
Studer also wie eh und je als Unterneh-men eigenständig bleiben.
Mit dem Start dieses neuen Marken-auftritts präsentierte Studer zugleich ei-nige Neuentwicklungen wie die Univer-sal-Rundschleifmaschine S 33, die Innen-rundschleifmaschine S 120 und dieInnenrundschleifmaschine S 151, die be-reits im letzten Jahr auf der IMTS in Chi-cago vorgestellt wurde und nun auch aufdem europäischen Markt eingeführtwird. Alle Maschinen präsentierten sichim neuen Gewand: An Stelle geradliniger,rechteckiger Fenster gewähren nun Fens-ter mit geschwungenen Linien den Blickin den Arbeitsraum der neuen Rund-schleifmaschinen – und natürlich mussteauch hier das Rot dem Blau weichen.
Neues Corporate Design in BlauSTUDER AG
Thun (bk) – Die Fritz Studer AG präsen-tiert sich im neuen Gewand. Augenfäl-ligstes Merkmal des neuen Corporate De-sign ist der Farbwechsel von Rot auf Blauund der Verzicht auf die Symbole fürWerkstück und Vorschubbewegung derSchleifscheibe im neuen Firmenlogo.„Deutlicher als bisher visualisieren wirmit diesem Wechsel von Rot auf Blauunsere Zugehörigkeit zur Schleifring-Gruppe“, erläutert Dr.-Ing. Heinz-JürgenProkop, Vorsitzender Geschäftsführer,über das neue Erscheinungsbild in Schleifring-Blau, das für die Kompetenzin Sachen Schleifen der Gruppe insge-samt und – das vor allem – für jedes ein-zelne Mitglied steht. Trotz dieser Desi-gnanpassung ans „Gruppenbild“ wird


Konzepte aus Mainfrankenfür den deutschen Mittelstand
KUNDENBINDUNG IM WEB
Würzburg (wl) – Die Aufmerksam-keit von Kunden gewinnen und ansich binden: Vor diesem Pro-blem stehen Internetanbieterinsbesondere aus dem mittel-ständischen industriellenBereich. Bei Gestaltungund Funktionalität desInternet-Auftritts müssenFehler jeder Art vermieden wer-den, denn der Wettbewerber ist imInternet „nur einen Click entfernt“.
Erfahrungsaustausch zwischenMarktteilnehmern und Dienstleisternhilft allen Beteiligten. Mit der Veran-staltung „Kundenbindung über dasWeb“ am 4. Februar hat die Vogel Me-dien Gruppe in Würzburg eine derar-tige Plattform geschaffen, die über denStandort Mainfranken hinaus Wirkungzeigen wird. Beispielhaft herausgegrif-fen seien Lösungsvorschläge der FirmaEmpolis: Kundenbindung kann durchintelligenten Umgang mit dem Wissenüber den Kunden – über seine Interes-
4. Cadenas-Industrieforumstieß auf reges Interesse
TEILEMANAGEMENT
sen und Bedürfnisse – wesentlich ge-steigert werden. Produktinformatio-nen müssen kurzfristig und in ver-ständlicher Form verfügbar sein. DieVeranstaltungsreihe wird mit Unter-stützung der IHK Würzburg/Schwein-furt und des Technologie- und Grün-derzentrum am 26. März mit einer Ta-gung über bezahlte Inhalte im WorldWide Web fortgesetzt.
Bild: Lothar Schmidt
Prof. Dr. Rainer Thome, UniversitätWürzburg, brachte am 4. Februar den Tagungsteilnehmern das Thema„Kundenattrahierung“ näher.
AKTUELLES MÄRKTE
12 MM Das IndustrieMagazin · 8/2003
Augsburg (dk) – Konstrukteure, Produktentwickler und auch Einkäufer auf derganzen Welt wissen sie bereits seit Jahren zu schätzen – die Internet-Plattform„Part Solutions“ von Cadenas. In Augsburg fand dazu am 5. Februar das 4. Indus-trie Forum „Part Point“ statt. „Wir haben 1999 mit dieser jährlichen Veranstaltungangefangen, bei der jeweils der Anwender und Kunde von Cadenas im Mittel-punkt steht“, so Jürgen Heimbach, Geschäftsführer und Cadenas-Mitbegründer.Immerhin hat es das Industrie Forum mittlerweile auf fast 300 Teilnehmer ge-bracht. Das Forum spiegelte die Aktualität von elektronischen Produktkatalogenund Teilemanagement wider und glänzte mit praxisbezogenen Beiträgen. „Ich
glaube, wir können mittlerweile über150 000 Part-Solutions-Kunden imWeb nachweisen. Die CD-ROM-Ver-
sion nutzen etwa 35 000 Kunden“,konstatiert Heimbach. Cadenas-Kunden
rund um den Globuas kön-nen mittlerweile auf einAngebot von über10 000 Zulieferern zu-greifen.
Jürgen Heimbach,Geschäftsführer Cadenas in
Augsburg: „Mit Part Solu-tions sorgen wir für ein welt-weites Teilemanage-ment mit einem An-gebot von mehr als
10 000 Zulieferern.“
Bild: Kuhn

MM Das IndustrieMagazin · 8/2003 13
Schöppingen (bk) – Viele Wege führenzum Ziel, wenn es darum geht, Werk-stücke möglichst schnell und wirt-schaftlich zu fertigen. Neben kurzenFertigungszeiten lassen sich mit multi-talentierten Werkzeugmaschinen, diemehrere Fertigungsverfahren integrie-ren, sowie mit verstellbaren Werkzeu-gen die Kosten drücken. Kein Wunderalso, wenn Anwender zunehmendWerkzeugmaschinen ordern, die mehrbeherrschen müssen, als nur eines derklassischen Fertigungsverfahren, damitWerkstücke in einer Aufspannungmöglichst komplett gefertigt werdenkönnen. Diesen Anforderungen hatsich die Axa Entwicklungs- und Ma-schinenbaugesellschaft gestellt unddem neuen vertikalen Bearbeitungs-zentrum mit Schwenkkopf VHC 50 Tdas Drehen „beigebracht“. Dafür ent-wickelten Axa-Ingenieure zwei CNC-gesteuerte Planschieberköpfe fürs Dre-hen und Ausspindeln im Durchmesser-bereich bis 300 mm sowie fürs Bearbei-ten größerer Drehdurchmesser einenschnell drehenden NC-Rundtisch, der,angetrieben von einem Torque-Motormit einem Drehmoment von 2000 Nm,mit bis zu 200 Touren dreht.
Ausgerüstet mit diesen drei neuenEntwicklungen kann nun mit dem Be-arbeitungszentrum zusätzlich zu denüblichen Fräs- und Bohrarbeiten aucheffizient gedreht werden. Das reduziertdie Rüstzeiten und steigert die Ferti-gungsqualität, weil Mehrfachaufspan-nungen entfallen. „Die durch diese Ver-fahrensintegration höheren Investitio-nen werden durch Verkürzung derDurchlaufzeiten und der geringerenHerstellkosten rasch amortisiert“, soAxa-Geschäftsführer Ralf Schiller.
Die als gesteuerte U-Achse ausgeleg-ten Planschieberköpfe lassen in punctoDrehbearbeitung kaum Wünsche of-fen. So können Passungen und Kon-turzüge über Drehzyklen und Interpo-lation der Achse ohne fest eingestellteSpindelwerkzeuge flexibel bearbeitetwerden, sowohl horizontal und vertikalals auch schräg zu den Koordinaten-achsen – mit Drehzahlen bis 1000 Tou-ren und Vorschubkräften bis 4000 N.Aus einem Pick-up-Magazin werdendie Planschieberköpfe automatisch inden Schwenkkopf eingewechselt. Kom-biniert mit dem schnell laufendenDrehtisch können beispielsweise Plan-scheiben und Rundtischgehäuse in ei-
ner Aufspannung gefräst,gebohrt und gedrehtwerden. Bezüglich Posi-tioniergenauigkeit undSteifigkeit steht derDrehtisch dem konven-tionellen Rundtisch ver-gleichbarer Größe innichts nach. Eine hy-draulische Klemmung
mit einem Haltmomentvon 8000 Nm sorgt auch bei schwererDrehbearbeitung für höchste Ferti-gungsgenauigkeit.
Das „Fräs-Bohr-Dreh-Produktions-zentrum“ VHC50 Twird erstmals aufder Axa-Hausaus-stellung in Schöp-pingen vom 13. bis15. März 2003 derÖffentlichkeit prä-sentiert.
AXA-HAUSAUSSTELLUNG
Talentierte Maschinen
AKTUELLESMÄRKTE
Effizient Dre-hen auf Bear-beitungszen-
tren – CNC-Planschieberund Torque-Motor-ange-
triebenerDrehtisch ma-chen es mög-
lich.
Bild
: Axa

in einer Vakuumkammer den Koh-lenstoff der Graphitelektroden. DasPlasma wird von Magnetfeldern ge-lenkt, die kleinste Partikel, die sichin der Bogenladung bilden und dieGlattheit der Schicht mindern, aus-sortieren.
Harte Schichten gegen ReibungGLATTE PLATTE
14 MM Das IndustrieMagazin · 8/2003
Bild
: Fra
unho
fer
IWS
AKTUELLES MÄRKTE
München (js) – Die Krauss-Maffei KunststofftechnikGmbH, übernimmt von der Kuhne AnlagentechnikGmbH, St. Augustin, das Know-how zur Herstellungfaserverstärkter Kunststoffrohre. Diese so genann-ten RTP-Rohre wurden speziell für die Öl- und Gasin-dustrie entwickelt, halten Drücken bis zu 600 barstand und haben gegenüber herkömmlichen Rohreneinen enormen Gewichtsvorteil.
Bild
: Kra
uss-
Maf
fei
RTP-ROHRE
Elektrische Entladung, aus derextrem harte Kohlenstoffschich-ten abgeschieden werden.
Dresden (jk) – Um Schutzschichtenauf Festplatten abzuscheiden, wirdin der Regel das Magnetronsput-tern angewandt. Diese Dünn-schichttechnik reicht jedoch nichtaus, um 2 bis 3 nm dicke Kohlen-stoffschichten in hoher Güte zu er-zeugen, behaupten Wissenschaftleram Dresdner Nanotechnologie-Kompetenzzentrum „Ultradünnefunktionale Schichten“, die ge-meinsam mit dem Computerher-steller IBM ein Verfahren für solcheextrem harten diamantähnlichenKohlenstoffschichten entwickelthaben
Bei diesem Verfahren scheidet ei-ne gefilterte Pulbogenquelle amor-phen Kohlenstoff ab. Ein elektri-scher Lichtbogen verdampft dazu

MM Das IndustrieMagazin · 8/2003 15
AKTUELLESPERSONEN
Jürgen Baier ist seit Februar neuer Country Ma-nager von Microsoft Business Solutions Deutsch-land. Baier übernimmt die Position von LarsDamsgaard Andersen, der das Unternehmen En-de Januar verließ. Lars Andersen gehört zu den dreiGründern von Navision Software in Deutschland
und war seit mehr als zwölf Jahren in seiner Funktion am Auf-bau des Deutschland-Geschäftes beteiligt.
Prof. Dr.-Ing. Hermann Thier scheidet zum 1. Mai nach erfolg-reicher Tätigkeit als Vorsitzender der Geschäftsführung der GSIGesellschaft für Schweißtechnik International mbH sowie als Lei-ter der Schweißtechnischen Lehr- und Versuchsanstalt Duisburg,wo er seit 1975 arbeitete, aus und geht in den Ruhestand. ZumNachfolger wurde vom Gesellschafterausschuss der GSI Dr.-Ing.Steffen Keitel berufen.
Prof. Dr.-Ing. Manfred Curbach vom Lehrstuhl für Massivbauder TU Dresden wurde einstimmig zum neuen Vorsitzenden derVDI-Gesellschaft Bautechnik gewählt. Die dreijährige Amtszeitbegann zum 1. Januar. Damit löste er Prof. Dr.-Ing. E. h. Man-fred Nußbaumer M. Sc. ab, der das Ehrenamt sechs Jahre innehatte und deshalb nicht wieder wählbar war.
Mit Wirkung vom 1. Januar hat der Aufsichtsratder Schuler AG, Göppingen, Dr.-Ing. Bernd Sentzum Vorstand für den Geschäftsbereich AdvancedTechnologies bestellt. Sent studierte Maschinen-bau an der RWTH Aachen und promovierte dortam Forschungsinstitut für Rationalisierung. Zu-
letzt war er Geschäftsführer der Winkhaus Technik GmbH & Co.KG, Telgte.
Horst-Werner Hildebrand begann im Januar seine Tätigkeit alsBereichsleiter bei der Leipziger Messe. Hildebrand kennt dasMessewesen aus Veranstalter-, Hersteller- und Agentursicht. Sei-ne berufliche Laufbahn begann 1985 bei der Messe Berlin undführte 1994 zu ABB in die Messeabteilung. Nach fünf Jahren warer in einer Agentur für Markeninszenierungen zuständig. Unterseinen jetzigen Aufgabenbereich fallen unter anderem die Bau-messen.
Klaus Balzer hat die neu geschaffene Position desArea-Managers bei E-T-A Elektrotechnische Ap-parate GmbH, Altdorf, übernommen. Damit ist erverantwortlich für sämtliche Vertriebsaktivitätenin Deutschland. Zuletzt war der studierte Diplom-Ingenieur für Verfahrenstechnik für den Vertrieb
von Technischen Gasen bei der Linde AG Gas und Engineeringzuständig.
Michael Leonhardt wurde von der Asic Robotics AG als SalesManager für Deutschland gewonnen. Das Aufgabengebiet um-fasst, den deutschen Markt aktiv zu bearbeiten sowie neue Kun-denbeziehungen aufzubauen. Das schweizerische Unternehmenstrebt mit dem neuen Repräsentanzbüro in Waiblingen an, dieBedürfnisse seiner Kunden in der Bundesrepublik besser abzu-decken.

16 MM Das IndustrieMagazin · 8/2003
KURZ NOTIERT
Das Projekt Best-Zeit „FlexibleArbeitszeiten – Stabile Unter-nehmensentwicklung“ ist vomnordrhein-westfälischen Minis-terium für Wirtschaft und Ar-beit bis Ende Januar 2004 ver-längert worden. Aufgrund derguten Resonanz und der hohenNachfrage wird der Schwer-punkt der Projektarbeit in die-sem Jahr in der Durchführungvon Gastvorträgen und -work-shops bei Verbänden und ande-ren Einrichtungen liegen. Wei-tere Informationen: www.best-zeit.de
Die deutsche Gebäudearmatu-renindustrie konnte im Jahr2002 umsatzmäßig um 1% zule-gen. Allerdings steht hinter die-ser Gesamtentwicklung ein
unterschiedlicher Verlauf vonInlands- und Auslandsgeschäft.Während der Inlandsumsatz um6% zurückging, nahm der Aus-landsumsatz der Branche um10% zu, womit Schwäche amBinnenmarkt mehr als ausge-glichen werden konnte. Von derMarktschwäche im Inland seiendie Hersteller von Sanitärarma-turen am stärksten betroffengewesen, so der FachverbandArmaturen im VDMA.
Die Karl Roll GmbH & Co. KG,Hersteller von industriellen Tei-le-Reinigungssystemen, kannauf ein erfolgreiches Jahr 2002zurückblicken. Die konsequenteWeiterentwicklung der Stan-dard-Reinigungssysteme unddie Neuentwicklung von Teile-reinigungsanlagen für die Klein-serienfertigung bescherten den
Unternehmen ein Plus beimAuftragseingang von 18%gegenüber 2001. Auch für daslaufende Jahr rechnet Roll mitlebhafter Ordertätigkeit.
Die SGL Carbon Group, Wies-baden, erhöht mit sofortigerWirkung für sämtliche Neuge-schäfte die Preise ihres Haupt-produkts Graphitelektroden inunterschiedlichen Regionen derWelt. Gestiegene Rohstoffpreiseund eine höhere Nachfrage wer-den als Begründung angeführt.In Europa beträgt die Erhöhung100 Euro/t, in Südamerika 200Dollar/t und in den USA 5Cent/pound.
Die Eckelmann AG, Wiesbaden,hat ihr Qualitätsmanagement-system im Januar nach ISO9001:2000 zertifizieren lassen.
Die Auditoren beurteilten dieUmsetzung der QM-Anforde-rungen als vollständig und ohneAbweichung gegenüber dieserüberarbeiteten und weiterent-wickelten Norm. Die erste Zerti-fizierung war im Jahr 1996 er-folgt.
Handicapped Network ist alszentrale Online-Plattform fürbehinderte Menschen „live“ ge-gangen. Der Startschuss fielbeim Opening des E-Learning-Spezialisten ets GmbH auf derKarlsruher Learntec 2003. Mitdem Portal (www.handicap-ped-network.de) werden Be-hinderte deutschlandweit einfa-cher in den beruflichen Alltagintegriert. Die Schirmherschaftder Initiative hat HermannHaack, der Beauftragte derBundesregierung für Belange
AKTUELLES MÄRKTE

MM Das IndustrieMagazin · 8/2003 17
von Menschen mit Behinde-rung, übernommen.
Intertrade, in Wallenhorst beiOsnabrück ansässiger Auto-ID-Distributor, hat erneut sein Lie-ferprogramm erweitert, Hinzu-gekommen sind Scanner undhandliche Terminals des japa-nischen Herstellers Opticon.Außerdem wurde das Produkt-portfolio um Drucker von Zebraerweitert. Diese Produktliniereicht von kleinen portablenDruckern über Tischdrucker bishin zu Hochleistungs-Industrie-druckern.
Sandvik konzentriert sich mehrund mehr auf hochwertige, wei-ter veredelte Produkte. EineKonsequenz daraus ist die Ver-änderung der Organisations-struktur des GeschäftsbereichsSandvik Specialty Steels, der seitdem 1. Januar 2003 nun SandvikMaterials Technology heißt.Präsident dieses Geschäftsbe-reichs wird Peter Gossas, derzeitVorstandsvorsitzender vonSandvik Steel. Dieser Geschäfts-bereich entfällt im Rahmen derReorganisation. Sandvik Mate-rials Technology umfasst fünfProduktbereiche: Rohr, Band,Draht, Kanthal und Process Sys-tems.
Thyssen-Krupp Nirosta, Her-steller von rostfreiem Edelstahl,und die Avesta-Polarit Oyi Abphaben einen Vertrag geschlos-sen, wonach das finnischeUnternehmen das Quartoblech-geschäft von Thyssen-Krupp Ni-rosta übernimmt – und zwar mitWirkung vom 1. Februar. DasVolumen beträgt 40 000 t Quar-toblech im Jahr, was einen Um-satz von 95 Mio. Euro repräsen-tiert. Die Lohnfertigung in denWerken Siegen und Altena vonThyssen-Krupp VDM wird wei-ter aufrechterhalten.
Blum-Novotest, Ravensburg,ist seit kurzem auch in Taiwanpräsent. Mit der Eröffung des
Büros verfolgt der bekannteHersteller von Produktions-mess- und -prüftechnik für dieWerkzeugmaschinen-, Automo-bil- und Luftfahrtindustrie dieAbsicht, seine Produkte weltweitdurch schnelle und kostengüns-tigen Service zu unterstützen.Das neue Büro, das sich in Tai-chung befindet, wird als Außen-stelle der japanischen Niederlas-
sung von Blum-Novotest inNagoya geführt.
Remmert, Logistikexperte inLöhne, baut mit der Gründungder neuen ServicegesellschaftRemmert Automation GmbHseine Dienstleistungspalette aus.Außer einer internationalen 24-Stunden-Hotline für lagerlogis-tische Lösungen bietet das neue
Unternehmen auch Vor-Ort-Service, Wartung und Kunden-dienst für alle mechanischenund elektrischen Komponentender Remmert-Lagertechnik an.Derzeit werden 350 Lager-undHandlingysteme betreut. DieFirmenchefs Stephan und Mat-thias Remmert versprechen sichdavon einen erhöhten Kunden-nutzen.
AKTUELLESMÄRKTE

18 MM Das IndustrieMagazin · 8/2003
AKTUELLES TOP-EXPORTMÄRKTE 2003
Krise hin, Krise her: Zumin-dest die deutsche Export-wirtschaft braucht den Kopf
nicht hängen zu lassen. Ein realesWachstum der Ausfuhren um 4,5%sagt die Bundesregierung für das Jahr2003 voraus – eine Prognose, dieauch von der jüngsten Exportpoten-zial-Analyse der Bundesagentur fürAußenwirtschaft (bfai) gestütztwird. Im Rahmen dieser Untersu-chung wurden die 50 bfai-Korres-pondenten in aller Welt über die zuerwartenden Importsteigerungsra-ten in ihren Standortländern befragt.Dabei wurde deutlich, dass sich allefünf Kernbranchen der deutschenExportwirtschaft (Chemie, Maschi-nenbau, Automobilindustrie, Infor-mations- und Kommunikations-technik, Elektroindustrie) teilweisesehr aufnahmefähigen Importmärk-ten gegenübersehen.
Allerdings befinden sich dieseWachstumsmärkte nicht mehr vorder Haustür. Aus dem von Wachs-tumsschwäche gekennzeichnetenWesteuropa, das nach wie vor fast61% der deutschen Ausfuhren auf-nimmt, kommen derzeit kaum nen-nenswerte Nachfrageimpulse –
Kunststoffe lukrative Geschäfte ver-spricht. Auch mit China hat man ei-nen weiteren Trumpf im Ärmel.Dort sollen die Einfuhren zweistelligwachsen, ebenso in Vietnam, im frü-heren Jugoslawien, Malaysia und derTürkei.
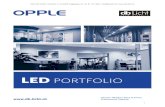
Ebenfalls keinen Grund Trübsalzu blasen haben die Hersteller vonMaschinen und Fahrzeugen, diemehr als ein Drittel der deutschenExporte repräsentieren. Das Export-potenzial im Maschinenbau nimmtnach bfai-Erkenntnissen weltweitum 2,6% zu, das im Automobilbausogar um 4,3%. Sehr hohe Zuwachs-raten bei Maschinenimporten sagendie bfai-Korrespondenten für Alge-rien, Ex-Jugoslawien, Iran, Russlandsowie Thailand voraus (siehe Gra-fik), wärend in Westeuropa die Bran-chenimporte lediglich um 1% zule-
Das Gute liegt so fernJÜRGEN SCHREIER
0
5
10
15
20
25
30
35
Algerien Serbien undMontenegro
Iran Russland Thailand
33 3230
16,515
Maschinenbau:Top Exportmärkte2003*)
*) geschätztesImportplus in %
Algerien: einZielmarkt mit er-staunlichen Pers-pektiven.
Im Kampf um die attraktivsten Exportmärkte hat die deutsche Industrie nach wie vor guteKarten. Doch liegen diese Märkte nicht mehr vor der Haustür. Die Musik spielt heute inOsteuropa, Nahost und Asien. Auch der Norden Afrikas ist schwer im Kommen.
gleichgültig welche Branche manauch betrachtet. Die Musik spieltfolglich woanders. „Die Wachstums-chancen liegen weniger in den tradi-tionellen Märkten Westeuropas oderden USA, gefragt sind vielmehr Neu-engagements in weiterhin expan-dierenden Märkten in Osteuropa,Asien, Afrika sowie dem Nahen undMittleren Osten“, wie bfai-Direk-tor Dr. Gerd Herx bei der Prä-sentation der bfai-Jahres-prognose „Top-Exportmärk-te 2003“ in Köln betonte.
Osteuropa, Asien, Afrikaund speziell der Nahe Ostenbieten dabei die besten Chancen fürExporteure. Erneut kräftig steigensollen in diesem Jahr die Einfuhrender VR China. In einigen Branchen-märkten – wie im ehemaligen Jugo-slawien (jetzt Republik Serbien undMontenegro), Iran oder Korea – darfmit Importzuwächsen von bis zu50% gerechnet werden. Zum Wachs-tumsspitzenreiter in der Region Afri-ka/Nahost wird sich Algerien entwi-ckeln, das nach Einschätzung vonHerx „aus seiner jahrelangen Lethar-gie erwacht ist“. Doch nicht nur Al-gerien, sondern der gesamte Magh-reb bietet exportorientierten Unter-nehmen aus dem Maschinenbauoder der Elektroindustrie interes-sante Betätigungsfelder.
Branchenbezogen die besten Kar-ten im weltweiten Poker um die at-traktivsten Exportmärkte hat lautbfai-Analyse die Chemieindustrie.So werden die weltweiten Branchen-importe in diesem Jahr um 5,3% zu-legen. Besonders hoffnungsvoll bli-cken die Produzenten dabei nachAmerika, wo der Markt für Pharma-zeutika, Kosmetika, Seifen und
Dr. Gerd Herx, Direktor der Bundes-agentur für Außenwirtschaft (bfai),Köln:
„Das Potenzial ist da. Jetzt kommt esdarauf an, dass sich die deutschen Ex-porteure auf wichtigen Märktendurchsetzen.“
Bild
:Sch
reie
r
Bild
:bfa
i

MM Das IndustrieMagazin · 8/2003 19
gen werden. Die Länder auf demamerikanischen Kontinent dürftenebenfalls wieder mehr Maschinenordern – allen voran Chile, Brasilienund Mexiko.
Für die von Absatzproblemen amBinnenmarkt geplagte Automobil-branche dürfte sich der Export er-neut als Stütze des Geschäfts erwei-sen. Mit Ausfuhrerfolgen kann vorallem in Asien (China, Südkorea undVietnam) gerechnet werden. „DerWTO-Beitritt Chinas und die höhe-re Kaufkraft verheißen für die nähe-re Zukunft satte Zuwachsraten“,freut sich Herx.
Während sich die Informations-und Kommunikationstechnik auf ei-ne eher verhaltene Entwicklung derweltweiten Importe (plus 2%) ein-stellen muss, soll es mit der deut-schen Elektroindustrie wieder auf-wärts gehen. Ein Plus von 3,3% beiden Branchenausfuhren scheint lautbfai durchaus realistisch. Die Dere-gulierung der Energie- und Tele-kom-Märkte in vielen Ländern derWelt, der fortgesetzte Automatisie-rungsbedarf und die fortschreitendeVerbreitung der Mikroelektronik si-chern ein künftiges Wachstum desSektors. Die aussichtsreichstenMärkte sind in Asien, Osteuropa undNahost zu finden. Lediglich der ja-panische Markt schwächelt weitervor sich hin.
„Wie hoch die tatsächlich reali-sierten Wachstumsraten der deut-schen Exporteure in den einzelnenBranchen letzten Endes sein werden,hängt sehr stark von den spezifischenMarktstrukturen sowie von politi-schen und regionalen Entwicklun-gen ab. Angesichts des Irakkonfliktsist eine Prognose heute sehr schwie-rig“, meint bfai-Direktor Herx.Trotzdem sei das Potenzial da, soHerx. „Jetzt kommt es darauf an,dass sich die deutschen Exporteureauf wichtigen Märkten durchset-zen.“ MM
P Die bfai im Web
P ixpos – das deutsche Außenwirt-schaftsportal
www.maschinenmarkt.de

20 MM Das IndustrieMagazin · 8/2003
AKTUELLES AUTOMATISIERUNG
bereits Gegenwart. Und wir sindsehr zuversichtlich, auf dem richti-gen Weg zu sein. Denken Sie nur andie so genannten Hybrid-Branchen,in denen entsprechend den Pro-duktionsschritten sowohl Prozess-automatisierung als auch Ferti-gungsautomatisierung zum Einsatzkommen. Mit der Plattform TotallyIntegrated Automation, mit Profi-bus und mit unserem Simatic-IT-Framework für die MES-Ebeneschaffen wir die horizontale undvertikale Integration über alle Ebe-nen der Produktion.
MM: Was ist aus den Siemens-Akti-vitäten in den USA geworden, bei-spielsweise dem Moore-Aufkauf vordrei Jahren?Huber: Die Akquisitionen von Applied Automation, Vickers undMoore waren und sind ein starkesBekenntnis zum US-Markt. A&Dmacht rund ein Fünftel seines Um-satzes in den Vereinigten Staaten.Und wir arbeiten im Rahmen derSiemens-top+-Initiative mit Hoch-druck an Wachstum und weitererOptimierung unseres dortigen Ge-schäfts.
MM: Wie sieht die Zusammenarbeitzwischen Siemens und Moore aus?Haben sich die versprochenen Vor-teile eingestellt? Huber: Bei dem Kauf von Mooreging es im Wesentlichen darum,uns auf dem Gebiet der Prozessin-dustrie regional zu verstärken.Schon zu dieser Zeit stand für dieMoore-Produkte und -Systeme einTechnologiewechsel an. Wir habenmit dem Kauf diesen Wechsel be-
schleunigt und das bisherige Moore-Angebot über eine gezielteMigrationsstrategie mit Siemens-Produkten und -Systemen weiter-entwickelt. Das ist zur vollen Zu-friedenheit unserer Kunden gelun-gen.
MM: Wie sehen Sie sich im Ver-gleich zu ihren Konkurrenten Ho-neywell, Allen-Bradley, ABB? Huber: Auf dem Weltmarkt fürAutomatisierungstechnik habenderzeit alle Hersteller Probleme, dieeinen mehr, die anderen weniger.Wir sind mit dem abgelaufenen Ge-schäftsjahr 2001/2002 natürlichauch nicht ganz zufrieden. Vor demHintergrund der wirtschaftlichenGesamtsituation glauben wir aber,dass wir uns ganz passabel geschla-gen haben. Es war zwar schwieriger,als wir – und wahrscheinlich vieleandere auch – erwartet oder be-fürchtet hatten. Unser Bereich hattegegenüber dem Geschäftsjahr 2001einen Rückgang beim Auftragsein-gang zu verzeichnen, ebenso beimUmsatz und beim Gewinn. Damitkonnten wir unser hohes Ergebnis-niveau vom Vorjahr nicht halten.Aber mit einer EBIT-Marge von 8,4% zählen wir weiterhin zu denstabilen Ergebnisbringern bei Sie-mens. Außerdem haben wir unse-ren Weltmarktanteil in der Auto-matisierungstechnik im Geschäfts-jahr 2002 weiter erhöhen können.Nach unseren Berechnungen ist derWeltmarkt um 6% geschrumpft,während unser Umsatz nur um 3%zurückgegangen ist.Ich glaube, dass wir unseren Markt-anteil besonders wegen unseres ein-maligen Angebots ausbauen konn-ten, das auf Basis unserer PlattformTotally Integrated Automation In-novation und langfristige Investi-tionssicherheit zur Steigerung des
Am WendepunktWir befragten Anton S. Huber, Mitglied des Bereichsvorstandes der Siemens Automation & Drives (A&D) zu wirtschaftlichen Entwicklungen inder Automatisierungsbranche und im eigenen Unternehmen.
MM: Wie sehen Sie die Lage der„Automatisierer“ für dieses Jahrund insbesondere für den BereichA&D bei Siemens?Huber: Ich glaube, dass die kon-junkturelle Entwicklung im Bereichder elektrischen Automation imLauf des Jahres 2002 die Talsohleerreicht hat. Die Prognose für dieProduktionsentwicklung der Ab-nehmerbranchen in der Automati-sierungstechnik macht deutlich,dass nun zwar der Wendepunktdurchschritten ist, im Jahr 2003aber höchstens mit einem leichtenWachstum gerechnet werden kann.Besonders die für die Automationwichtigen Abnehmerregionen EU,USA sowie Mittel- und Osteuropazeigen wenig konjunkturellenSchwung. Einzig Südostasien zeigtsich weiter verbessert. Mittelfristighat die Automation jedoch guteChancen, zur gewohnten Dynamikzurückzukehren und wieder zu ei-ner der Wachstumskräfte der Kon-
junktur zu werden.
MM: Wie sieht die Entwick-lung in der Automatisie-
rungsbranche aus? Wird es inZukunft nur eine Plattform
für die Prozessindustrie unddie Fabrikautomation
geben ?Huber: Was Sie alsZukunft beschrei-ben, ist bei uns
Anton S. Huber:„Die Prognose fürdie Produktions-entwicklung derAbnehmerbran-chen in der Auto-matisierungstech-nik macht deutlich,dass nun zwar derWendepunktdurchschritten ist,im Jahr 2003 aberhöchstens mit ei-nem leichtenWachstumgerech-net wer-denkann.“
Bild: Schäfer

MM Das IndustrieMagazin · 8/2003 21
Kundennutzens verbindet. Geradein schwierigen Zeiten werden dieseWerte von unseren Kunden be-sonders geschätzt.
MM: Nutzen Sie die aktuelleSchwäche Ihrer Konkurrenten, umauf deren Territorium Umsätze da-zuzugewinnen?Huber: Uns interessieren eigentlichweniger die vermeintlichen Schwä-chen oder Stärken unserer Wettbe-werber. Wir interessieren uns vorallem für die Bedürfnisse unsererKunden und wie wir diese erfüllen.Dafür stecken wir jährlich rund 6%vom Umsatz in Forschung undEntwicklung. Das bringt uns dasVertrauen der Kunden, und damitgewinnen wir Marktanteile.
MM: Die Steuerung S7 spielt aufdem deutschen Markt eine großeRolle, in Europa ist sie wichtig, aberin den USA spielt sie fast gar keine
Rolle. Wie wollen Sie dem als globa-ler Anbieter entgegnen?Huber: Wir haben in den letztenJahren gerade in den USA deutlicheFortschritte machen können. So istes uns gelungen, bei den Herstel-lern der Automobilindustrie mehrals einen Fuß in die Tür zu bekom-men. Auf diesem Weg der Markter-schließung über die Branchen wer-
den wir konsequent weitergehen.Und mit unserem einmaligen An-gebot auf einer gemeinsamen Platt-form für Fertigungs- und Prozess-automatisierung wird uns das auchgelingen. Wir sind ein höchst at-traktiver Partner besonders für alleso genannten Hybrid-Branchen wieNahrungs- und Genussmittel oderauch Chemie und Pharma. MM
AKTUELLESAUTOMATISIERUNG
Im Unternehmensbereich Halb-leiter hat Anton S. Huber (Jahr-gang 1951) 1979 seine Lauf-bahn bei Siemens begonnen. Erübernahm 1989 in den USA ei-ne leitende Funktion bei der Ak-quisition von Bendix Electronicsdurch Siemens. 1991 wurde erPräsident und CEO von SiemensAutomotive LP. 1996 übernahmer die Leitung des A&D-Ge-schäftsgebiets Prozessautoma-tisierung und Instrumente. SeitNovember 1998 leitet er die In-tegration des von Siemens er-worbenen Westinghouse-Ge-schäfts mit konventionellenKraftwerken. Seit Oktober 1999ist Huber Mitglied des Bereichs-vorstands und verantwortlichfür Prozessautomatisierung undFertigung sowie für die Ge-schäftsentwicklung in Asien/Pa-zifik und Afrika sowie im Nahenund Mittleren Osten.
VITA
Anton S. Huber





YX
ZHydrodistanzsensorKühlschmier-stoff-Messstrahl
10 b
is 5
00 m
m
26 MM Das IndustrieMagazin · 8/2003
PRODUKTION SPANENDE FERTIGUNG
Das Problem ist bekannt: Klei-ne Bohrer sind schwierigerauf Bruch zu überwachen als
Bohrer mit großen Durchmessern.Das liegt teilweise an ihrer Kürze,ihrer Verbiegungsgefahr beim An-tasten oder deren Einsatz in engenAutomaten, die den Einbau vonSchwenkdrahttastern oder Licht-schranken nicht ermöglichen. DieWirkleistungsmessung versagt,wenn der Antriebsmotor zu groß ist.Der Körperschallsensor kommt teil-weise nicht nah genug ans Werkzeugheran.
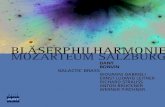
Um diese Überwachungslücke zuschließen, wurden zwei verschiedeneSensoren entwickelt, die jeweils miteinem Kühlschmierstoffstrahl dieBohrerspitze abtasten. Das erste Ver-fahren erzeugt einen Emulsions-strahl und verwendet diesen als Weg-
geber (Bild 1). Dieser so genannte„Hydrodistanzsensor“ (HDS) zeigtden Abstand bis zum Auftreffpunktdes Strahls an. Die Methode funk-tioniert im Extremfall auch mit Boh-rern, die einen Durchmesser von nur0,03 mm haben. Der Hydrodistanz-sensor benötigt allerdings wasser-mischbaren Kühlschmierstoff (inder Regel Emulsion), weil er dessenelektrische Leitfähigkeit nutzt.
Auch mit Schneidöl funktioniertdas zweite Verfahren, das ebenso ei-nen dünnen Kühlschmierstoffstrahlnutzt, diesen allerdings zu einerStrahlschranke aufbaut (Bild 2). Deraus einer Düse mit 1 bis 4 mmDurchmesser schießende Strahltrifft auf einen Staudrucksensor, derden Auftreffdruck des Strahls alsMesswert an einen Tool-Monitorüberträgt. Die Spitze des zu prüfen-den Bohrers kreuzt diesen Flüssig-keitsstrahl in Bearbeitungszentren
wie bei einer Lichtschranke. Es mussallerdings nicht auf das Ablaufenoder Wegschleudern von Kühl-schmierstoff gewartet werden, dasaus oder vom Bohrer läuft. Kühl-schmierstoffdunst oder von ande-ren Teilen herabtropfender Kühl-schmierstoff stört ebenso nicht – bei-des wird vom harten Prüfstrahl weg-geschossen. Der Bohrer darf denStrahl zügig kreuzen, weil der Stau-drucksensor sofort reagiert. Wennder Strahl in unmittelbarer Nähe amWerkstück vorbeifliegt, kann dasWerkzeug während der Abarbeitungseines NC-Programms mit nurminimalem Zeitbedarf auch „zwi-schendurch“ auf Bruch geprüft wer-den.
Während in Bearbeitungszentrenoder CNC-Drehmaschinen dieStrahlschranke erst zur Werkzeug-prüfung vom Bohrer gekreuzt wird,befindet sich in Mehrspindel-Dreh-automaten oder Rundtaktautoma-ten das Werkzeug in der Regel per-manent im Strahl. Dann wird derBruch über den Anstieg des Stau-drucks bei fehlender Bohrerspitzeerkannt. Falls das Werkzeug eine Be-wegung relativ zum Strahl machtund damit auch im intakten Zustandden Strahl im Rhythmus der Teile-fertigung unterbricht beziehungs-weise durchlässt, wird vom Tool-Monitor genau der Zeitverlauf der
Es geht auch
KLAUS NORDMANN
Dr.-Ing. Klaus Nordmann ist geschäftsfüh-render Gesellschafter der NordmannGmbH & Co. KG in 50354 Hürth, Tel. (0 22 33) 96 88-0, [email protected]
einfachKühlschmierstoffstrahl als Tastmedium zur Bohrerbruchkontrolle
Bild 1: Mögliche Anordnungen desHydrodistanzsensorsHDS zur Werkzeug-bruchkontrolle.
Bild 2: Der Hydrodistanzsensor prüft mit einem Emulsionsstrahl „ganz nebenbei“beim Weitertakten der Revolverscheibe die Bohrerspitze auf Vorhandensein.

MM Das IndustrieMagazin · 8/2003 27
Staudruckkurve ausgewertet, umschon beim Rückzug des Bohrers ausdem Werkstück den Bruchalarm er-zeugen zu können, so dass das denabgebrochenen Bohrer enthaltendeWerkstück nicht weitertaktet.
Der in Bild 3 gezeigte Staudruck-sensor SDS als Gabelschranke über-nimmt in einem Rundtaktautoma-ten „Multistar“ die Bohrerbruch-kontrolle von Bohrern mit 0,45 mmDurchmesser. Wegen der geforder-ten Präzision werden die Bohrer ineiner Bohrbuchse unmittelbar ober-halb des Werkstückes geführt. Kon-ventionelle Bohrerbruchkontrollenhaben deshalb Schwierigkeiten, dasWerkzeug zwecks akustischer odertaktiler Abtastung zu erreichen. Der2 mm dicke Ölstrahl erreicht dasWerkzeug mühelos, der dahinterlie-gende Staudruckfühler registriertden Druckunterschied mit und oh-ne Bohrer(spitze).
PRODUKTIONSPANENDE FERTIGUNG
Bild 3: Anordnung von Strahldüse und Staudrucksensoran einem Bohrer mit einem Durch-
messer von 0,45 mm ineinem Rundtaktauto-
maten.
P Sensoren und Geräte zur Werkzeugüberwachung
www.maschinenmarkt.de
Trockenbearbei-ter werden ein-wenden, dass die-se Methoden inihren Maschinenleider nicht an-wendbar sind.Macht nichts,denn der Stau-drucksensor kannin der Ausfüh-rung als Gabel-schranke auchmit Druckluft betrieben werden. Al-ternativ bieten sich für Bearbei-tungszentren auch Laser- oderUltraschall-Distanzsensoren an, sodass nun für die meisten Fälle einejeweils optimale Lösung gefundenwird. MM
FAZIT
P Ein Kühlschmierstoff- oder Schneidölstrahl tastet dieBohrerspitze ab
PAuch Bohrer mit Durchmessernunter 1 mm werden sicherkontrolliert
P Die Werkzeugbruchkontrollefunktioniert auch mit Druckluft

28 MM Das IndustrieMagazin · 8/2003
PRODUKTION SPANENDE FERTIGUNG
Die Kombination von Ferti-gungsverfahren ist ein probates
Mittel zur Senkung von Fertigungs-kosten und Durchlaufzeiten, wieauch die jüngste Entwicklung
des tschechischenWerkzeugmaschi-nenherstellers Taj-mac-ZPS in Zlinnachvollziehenlässt: Das Bearbei-tungszentrumTurnmill 1250kombiniert Karus-seldrehen, Fräsen,Ausbohren undSchleifen zur Kom-plettfertigung vonkomplexen großen
Werkstücken. Es ist für die Hochge-schwindigkeitsbearbeitung ebensoausgerüstet wie zum Hochleistungs-fräsen und -drehen. Für die erfor-derliche statische und dynamischeSteifigkeit und hohe Dynamik sor-gen Guss-Grundgestell, Linearwälz-führungen, leistungsfähige Antriebeund die Gantry-Bauweise mit ver-fahrbaren Querbalken (X-Achse),Schlitten (Y-Achse) und Schieber(Z-Achse). Die Konstruktionslösung„Box-in-Box“ sorgt für die erforder-liche Steifigkeit der gesamten Bau-gruppen. Im Schieberunterteil ist dieSpanneinrichtung für den automati-schen Wechsel der Werkzeugköpfeund der Motor für angetriebeneWerkzeuge integriert. Das Spannsys-tem zieht die Werkzeuge mit einerKraft von mindestens 150 kN ein.Die Hirth-Verzahnung sorgt fürhohe Wiederholgenauigkeit.
Der in das Grundgestell integrier-te Rundtisch mit selbstzentrie-
render Vierbacken-spanneinrichtungwird beim Drehenvom Hauptmotor
über ein zwei-stufiges Pla-netengetrie-
be angetrie-ben. Gleichzei-
tig ist der Rundtisch mit einem ausrückbaren
Nebenantrieb (C-Achse)ausgerüstet. In der Grundaus-
führung hat die Maschine vier ge-steuerte Achsen. Eine weitere Achse(B-Achse) bringt der Einsatz voneinstellbaren Winkelfräsköpfen, dieum die X-Z-Ebene drehbar sind. Imhinteren Teil des Bearbeitungszen-trums ist das Magazin für zehnWerkzeugköpfe (Vertikalköpfe, Ho-
rizontalköpfe, stufenlos einstellbareKöpfe) und das Kettenmagazin mit45 Werkzeugen angeordnet.
Hinsichtlich der Bearbeitungs-möglichkeiten bleiben kaum Wün-sche offen. So können alle Fräsarbei-ten durchgeführt werden, wie sie aufüblichen Vertikal- und Horizontal-Bearbeitungszentren möglich sind,mit einer maximalen Drehzahl von6500 min–1. Die Antriebsleistung be-trägt 38/48,3 kW. Der Mindest-durchmesser fürs Fräsen im Innereneines Werkstücks ist 500 mm. DieDrehbearbeitung umfasst Innen-und Außendrehen, das Plandrehenmit konstanter Schnittgeschwindig-keit sowie das Drehen von Innen-und Außengewinden. Der Drehzahl-bereich umfasst 2 bis 630 min–1, dieAntriebsleistung beträgt 60/84 kW.Geschliffen werden können Zylin-der- und Kegelflächen sowie Stirn-flächen, die zur Fläche des Rund-tisches senkrecht verlaufen. MM
Leistungsfähiger AlleskönnerKarusselldreh-Bearbeitungszentrum bohrt, fräst und schleift komplexe große Werkstücke
P Tajmac-ZPS-Homepage
www.maschinenmarkt.de
FAZIT
P Das Bearbeitungszentrum eignet sich für die Einzel- undSerienfertigung
P Werkzeuge sowie Fräs- undSchleifköpfe werdenautomatisch gewechselt
P Hochgeschwindigkeitsbear-beitung ist ebenso möglichwie Hochleistungsfräsen und -drehen
Bild 3: Alle üblichen Fräsarbeiten kön-nen auf dem Karussell-Bearbeitungs-zentrum ausgeführt werden.
Bild
er: T
ajm
ac-Z
PS
Bild 1: Drehen, Aufbohren, Fräsen und
Schleifen von großen Werkstückenin einer Aufspannung – das Bear-
beitungszentrum Turnmill1250 macht’s mög-
lich.
Bild 2: Die Werkzeug-köpfe zum Aus-bohren undFräsen werdenautomatischgewechselt.


30 MM Das IndustrieMagazin · 8/2003
PRODUKTION WERKZEUGE
Der wichtigste Anwendungs-bereich für die Hartbearbei-tung ist derzeit der Werk-
zeug- und Formenbau. Auf HSC-Bearbeitungszentren werden leis-tungsfähige Fräswerkzeuge mit opti-mierten Frässtrategien eingesetzt.Prozesssicherheit, kurze Bearbei-tungszeit und niedrige Bearbei-
tungskostenbeim Schruppensowie höchst-mögliche Bau-teilqualität undWerkzeugstand-zeit beim Schlich-ten sind gefor-dert. Technischwerden an diemeist komplexen
Bauteile und damit auch an dieWerkzeuge und Formen erheblicheAnforderungen gestellt. Außerdemführt die zunehmende Varianten-
vielfalt der Produkte bei gleichzeitigimmer kürzer werdenden Produkt-zykluszeiten zu einem enormenDruck auf möglichst kurze Durch-laufzeiten bei kleiner Losgröße.
Im Herstellprozess der Werkzeu-ge und Formen nimmt die mechani-sche Bearbeitung einen großen Zeit-und Kostenanteil in Anspruch. Ar-beitsgänge wie Härten verzögern denDurchlauf zum Teil erheblich. Des-halb wird bei kleineren Formen zu-nehmend die komplette Form ausdem gehärteten Block gefräst.
Ein gravierender Zeitfaktor stelltimmer wieder die mechanischeNachbearbeitung der gefrästenForm dar. Je kleiner die Zeilenab-stände beim Fertigschlichten, je prä-ziser die Maschine, je besser dieRundlaufgenauigkeit und die
Wuchtgüte von Werkzeug und Auf-nahme – desto besser die Oberflä-chenqualität und geringer die Nach-arbeit.
Kleinere Zeilenabstände bedeutenzunächst eine drastische Verlänge-rung der Fräszeit. Das ist nicht ak-zeptabel! Die Lösung des Problemsheißt Hochgeschwindigkeitsfräsenmit wesentlich höheren Drehzahlenund Vorschüben. Damit kann trotzenger Zeilenabstände die Fräszeit fürdas Schlichten sogar noch verkürztwerden.
Schnittaufteilungwird automatisch ermittelt
Schruppen und Schlichten stellenunterschiedliche Anforderungen anWerkzeuge. Beim Schruppen wirdder Fall betrachtet, dass in einem ge-
Werkzeugauswahlper MausklickSchnittdatenbank ermittelt geeignetes Fräswerkzeugund optimiert die Schnittparameter
JOSEF GIEßLER
Josef Gießler ist Leiter der Abteilung Ent-wicklung der Prototyp-Werke GmbH in77732 Zell-Harmersbach, Tel. (0 78 35) 77-0, pwz.info@ prototyp.de
FAZIT
P Die Schnittdatenbank liefert eineRankingliste geeigneter Werk-zeuge
P berechnet Schnittaufteilung undStandzeit
P ermittelt Zeit und Kosten fürsFräsen
Bild 1: Sortiertnach Wirtschaft-lichkeit listet dieSchnittdatenbankdie ermitteltenWerkzeuge auf.
Bild 2: Nach der Berechnung der Schnittaufteilung werden die Schnittwerte an-gezeigt.

MM Das IndustrieMagazin · 8/2003 31
härteten Block aus dem Vollen ge-schruppt wird. Dies ist eine großeHerausforderung, die nur mit quali-tativ hochwertigen Werkzeugen zumachen ist. Zunächst ist es von Be-deutung, das wirtschaftlichste Werk-zeug auszuwählen. Nützlich ist dabeieine Schnittdatenbank. Damit kannder Anwender in kürzester Zeit sei-ne Bearbeitung selbst optimieren.Ein Beispiel: Schruppen von Werk-zeugstahl 1.2344 mit einer Härte von55 HRC. Eine tiefe Kavität soll mit ei-nem torischen Fräser mit einemDurchmesser von 8 mm erzeugt wer-den. Die radiale Zustellung soll zu-nächst 8 mm betragen. Die Schnitt-datenbank schlägt direkt eine Werk-zeugliste vor (Bild 1), wobei dieseVorschläge nach Wirtschaftlichkeitsortiert sind. Das erste Werkzeugund damit die wirtschaftlichste Lö-sung ist ein Sechsschneider mit gro-ßem Eckenradius R2. Dieses Werk-zeug wird ausgewählt. In einem
Zwischenschritt wird nun die erfor-derliche Schnittaufteilung berechnet(läuft im Hintergrund), in diesemFall eine maximale Schnitttiefe ap
von etwas mehr als 1,0 mm. Für die-se Einsatzverhältnisse werden zu-nächst Schnittwerte angezeigt (Bild2). Bei größerer axialer Schnitttiefeap wird in diesem Beispiel die Span-raumbegrenzung aktiv (Bild 3). Die-ses Werkzeug wird bei größeren Tie-fen den Span nicht mehr aufnehmenkönnen und somit versagen, obwohldie mechanische Belastungsgrenzenoch längst nicht erreicht ist. Es be-steht auch die Möglichkeit, für ver-schiedene Schnitttiefen eine Wirt-schaftlichkeitsberechnung durchzu-führen. Dazu wird beispielsweise daserste Werkzeug dreimal ausgewähltund danach werden unterschiedli-che ap-Werte eingegeben, zum Bei-spiel 1,0, 0,75 und 0,5 mm. DieSchnittdatenbank ermittelt Zeit undKosten für das Fräsen einer 12 mm
tiefen, 100 mm langen und 8 mmbreiten Nut (Bild 4). GrößereSchnitttiefen sind etwas wirtschaft-licher, allerdings bewegt man sichdichter an der Leistungsgrenze desWerkzeuges (bezüglich Spanraum).Abblasen der Späne mit Druckluftoder MMS-Düse ist dann zu emp-fehlen. In den meisten Fällen ist es
PRODUKTIONWERKZEUGE
Bild 3: Bei größe-rer axialer Span-tiefe als vorgege-ben wird dieSpanraumbe-grenzung aktiv.

Bild 4: Die Schnitt-datenbank ermittelt Zeit und Kosten für das Fräsen.
32 MM Das IndustrieMagazin · 8/2003
PRODUKTION WERKZEUGE
günstiger, auf einen kleinen Wirtschaftlichkeitsvorteil zu ver-zichten und statt dessen eine höhere Prozesssicherheit zu haben.Die Schnitttiefe ap = 0,5 mm wird deshalb oft bevorzugt.
Als Alternative zum Sechsschneider wäre es auch denkbar, einWerkzeug mit kleinerer Zähnezahl, beispielsweise einen vier-schneidigen Fräser, einzusetzen. Dieses Werkzeug erscheint inder Liste an zweiter Stelle der Rangliste. Das Ergebnis bezüglichZeit und Kosten ist vergleichbar. Dabei ist dann allerdings nichtmehr der Spanraum der kritische Faktor, sondern die mechani-sche Belastung des Werkzeuges. Bei Bauteilen mit extremen Um-schlingungen muss deshalb in kritischen Zonen der Vorschubangepasst werden.
Beim Schlichten erreichen beschichtete FräserStandwege von über 600 m
Beim Schlichten kommt es primär auf Standweg und die Bau-teilqualität an. Bauteilqualität wird, abgesehen von den Rand-bedingungen, durch kleine Schnitttiefen bei hohen Drehzahlenund Vorschüben erzielt. Die Werkzeugentwicklung konzen-trierte sich in den vergangenen zwei Jahren im Wesentlichen dar-auf, bei hohen Schnittgeschwindigkeiten die geforderte Stand-zeit zu erreichen. Deshalb entwickelte Prototyp das Fräserpro-gramm Ultra HSC aus einer extrem verschleißfesten Hartme-tallsorte, mit einer angepassten Geometrie und einer neuenTiAlN-Beschichtung. Ein Leistungsvergleich von HSC-Fräs-werkzeugen aller namhaften Hersteller, darunter auch japani-sche Hersteller, durchgeführt an der TH-Darmstadt, ermitteltedie Unterschiede. Bearbeitet wurde ein Werkstück aus 1.2379mit einer Härte von 58HRC, ae = ap= 0,2 mm, 3D-Kontur, vc =200 m/min und fz = 0,12 mm. Die rot dargestellte Säule zeigt das Ergebnis mit den neu entwickelten Fräswerkzeugen. Kein anderes der untersuchten Fräswerkzeuge war in der Lage, denStandweg des Ultra-HSC-Fräsers von über 600 m zu erreichen,das entspricht einer Standzeit von etwa sechs Stunden. Mit solchen Fräsern lassen sich auch größere Bauteile ohne Werk-zeugwechsel schlichten.Die Schnittparameterund Standzeitinforma-tionen werden auch vonder Schnittdatenbank ge-liefert. MM
P Schnittdatenbank
P Prototyp im Internet
www.maschinenmarkt.de
Bilder: Prototyp


34 MM Das IndustrieMagazin · 8/2003
AUTOMATION ELEKTRISCHE AUSRÜSTUNG
Strom sollte durch den freienWettbewerb auf den Strom-markt preiswerter werden.
Obwohl dies nun doch nicht der Fallist, lässt sich mit neuen energiespa-renden Schützen für große Schalt-
leistungen trotz-dem sparen.Dank des elektro-nisch unterstütz-ten Schützantrie-bes wurde näm-lich der Leis-tungsbedarf die-ser Schützeenorm reduziert.Zum Einschaltenbenötigen sie nurnoch einen
Bruchteil der sonst üblichen An-triebsleistung. Um die Schütze an-schließend eingeschaltet zu halten,werden sogar nur noch 4% der her-kömmlichen Leistung benötigt. Man
glaubt es kaum, dass ein dreiphasi-ges Schütz mit einer Schaltleistungbis 1000 A Wechselspannung (DIL M1000) die gleiche Halteleistung be-nötigt, die beispielsweise ein Hilfs-schütz (DIL R) aufnimmt. Darübergibt es noch ein einphasiges Doppel-schütz bis 2000 A Wechselspannung(DIL H 2000) mit zwei leistungs-armen Antrieben. Dabei ist be-sonders das Verhältnis der Leis-tungsfähigkeit zum Bauvolumenbeeindruckend.
In diesem Fall ist es gar nicht daswichtigste Argument, Stromkostenzu sparen. Viel wichtiger ist, dassdurch die Leistungsreduzierung nurBruchteile der herkömmlichenSchaltschrankerwärmung entste-hen. So verlängert sich die Lebens-dauer aller Geräte im Schaltschrank.Besonders günstig ist der kühlereSchaltschrank für elektronische Pro-dukte, deren Bauteile temperatur-empfindlich sind. Aber damit nochnicht genug. Um ein Schütz einzu-schalten, sehen die Normen in denallermeisten Fällen einen Steuer-spannungstransformator zur
Stromversorgung vor. Durch dieenorme Leistungsreduzierung kanndieser Trafo, unter Berücksichtigungdes maximalen Einschaltstromes,ebenfalls kleiner und preiswerterausgewählt werden. Der zukunftwei-sende Antrieb bietet interessanteAnschlussmöglichkeiten, wenn dieSchütze von Elektroniksteuerungenoder von schwachen Hilfskontaktenangesteuert werden. Die klassischeAnsteuerung ist aus Bild 1 ersicht-lich. Eine Ansteuerung durch geringbelastete Kontakte zeigt Bild 2. EineAnsteuerung direkt aus der SPS zeigtBild 3. In diesen häufigen Anwen-dungsfällen verzichtet man jetzt auffrüher übliche Koppelrelais.
Aber diese Schütze sind nicht nurEnergiesparer, sondern der elektro-nisch unterstützte Antrieb hat in ers-ter Linie positive Auswirkungen aufdie Lebensdauer der Schütze. Weildie „intelligente“ Elektronik immernur die jeweils zum Schalten undHalten benötigte Energie, entspre-chend der Zugkraftkurve, zur Verfü-gung stellt, werden für die Lebens-dauer ungünstige Überenergien ver-mieden. Diese überschüssigen Energien haben sich früher im Kon-taktprellen und damit in einem hö-heren Kontaktabbrand ausgewirkt.Dies führt bei großen Antrieben mithoher Schalthäufigkeit zu einerdeutlichen Senkung der Kosten überdie Lebensdauer der Anlage.
Bei den größten Schützen der Rei-he (1000 A, 400 V Wechselspannung,
TreffsicherEnergiesparende Schütze haben lange Lebensdauer
WOLFGANG ESSER
Dipl.-Ing. Wolfgang Esser ist Leiter Pro-duktsupport Industrieschaltgeräte der Division Industrieautomation bei derMoeller GmbH in 53105 Bonn, Tel. (02 28)6 02 23 15, [email protected]
FAZIT
P Der Leistungsbedarf von Schüt-zen wurde enorm reduziert
P Um Schütze eingeschaltet zuhalten, sind nur noch 4% derherkömmlichen Leistung not-wendig
P Die Lebensdauer der Schützeerhöht sich beträchtlich
L1N(–)
(+)
A10
A11
A2
A1
A3
A4
Not-Aus
L1N(–)
(+)
A10
A11
A2
A1
A3
A4
Not-Aus
24 VGND
L1N(–)
(+)
maximaleLeistungs-kapazität6 nF
A10
A11
A2
A1
A3
A4
Not-Aus
Bild 1: Bei der klassischen Ansteuerung werden die Relais-anschlüsse wie bisher gewohntan Spannung gelegt.
Bild 2: Wenig belastbare Befehlsgeber wie Leiterplatten-relais und Befehlsgeräte könnendirekt angeschlossen werden. Bild 3: Anschlussbelegung bei
Ansteuerung direkt aus der SPS.

MM Das IndustrieMagazin · 8/2003 35
dreiphasig) schalten die Kontaktejetzt nicht mehr in der sie umgeben-den Luft, sondern die Schütze sindmit Vakuum-Schaltröhren ausge-stattet. Durch die Vermeidung einesLichtbogens und durch den Einsatzeines anderen Kontaktmaterials alsbei Luftschützen wird der Kontakt-abbrand ebenfalls enorm reduziertund die Lebensdauer erhöht sich.Gleichzeitig wird durch eine ge-schlossene Röhre die Abgabe vonVerbrennungsrückständen an dieUmgebung vermieden. Ein dreipha-
siges Schütz besitzt drei getrennteVakuumröhren. Dadurch sindÜberschläge zwischen den Phasen,beispielsweise bei schweren Kurz-schlüssen, ausgeschlossen.
Durch die weiten Spannungsbe-reiche der Schütze reduzieren sichdie spannungsabhängigen Varian-ten, was die weltweite Logistik er-leichtert. Es handelt sich dabei nichtum ein einzelnes Schütz, sondernum eine komplette Reihe mit durch-gängigen Merkmalen und Zusatz-ausrüstungen. Die Schütze verfügen
über Hauptstromanschlüsse, diewirklich bei der Verarbeitung keineWünsche mehr offen lassen, egal obman Stromschienen, Kabel oderBand-Verdrahtung einsetzt. MM
AUTOMATIONELEKTRISCHE AUSRÜSTUNG
P Moeller
P Weitere Komponenten zum Schalten, Schützen und Steuern
P Große Schütze mit kleinem Verbrauch
www.maschinenmarkt.de

36 MM Das IndustrieMagazin · 8/2003
KONSTRUKTION ARMATUREN
Die ständigen Verschärfungenvon Umweltvorschriftenstellen sowohl für Anlagen-
betreiber als auch für Dichtungsher-steller eine enorme Herausforde-rung dar. Am 1. Oktober 2002 ist dieneue technische Anleitung zur Rein-haltung der Luft in Kraft getretenund hat die aus dem Jahre 1986 stam-mende TA Luft abgelöst. Um festzu-stellen, welche Dichtungsmateria-lien die Anforderungen nach derneuen TA Luft erfüllen, wurden beider SGL Technologies GmbH, Mei-tingen, verschiedenste Dichtungs-materialien miteinander verglichen.
Die umfangreichen Untersu-chungen haben gezeigt, dass ein neu-es Dreikomponenten-Dichtungs-konzept diesbezüglich die besten Ei-genschaften aufweist. Mit dieser In-novation gelang es, die Vorteile derMaterialien PTFE, Graphit undEdelstahl in einem Dichtsystem zuvereinen und dabei gleichzeitigNachteile der jeweiligen Materialienzu eliminieren.
Ob kautschukgebundene Faser-materialien, PTFE, Graphit mitMetallverstärkung (mit oder ohneBördel), Spiraldichtungen, Kamm-profildichtungen oder andereMetall-Weichstoffdichtungen – je-der Dichtungstyp hat seine speziel-len Schwachpunkte. Elastomerge-bundene Fasermaterialien neigenzur Versprödung und zeigen, insbe-
Untersuchungen und Vergleichstatische Dichtsysteme nach TA Luft
MARTIN REINTHALER
Martin Reinthaler ist zuständig für Ver-trieb/Anwendungstechnik Expanded Gra-phite in der SGL Technologies GmbH,86405 Meitingen, Tel. (0 82 71) 83-18 [email protected]
sondere bei erhöhten Temperaturen,ein sich deutlich verschlechterndesDichtverhalten. PTFE zeigt im All-gemeinen eine sehr gute Dichtigkeit,solange ausreichend Flächenpres-sung vorhanden ist. Die hoheKriechneigung von PTFE kann je-doch gerade bei erhöhten Tempera-turen zum Verlust von Flächenpres-sung und somit zu Undichtigkeitenführen. Expandierter Graphit mitMetallverstärkung wiederum besitzt
einen hohen Kriechwiderstandsowie eine sehr gute Kom-pressibilität und Rück-federung. Jedoch wer-
den die TA Luft-Leckageanforderungen im
Allgemeinen erst bei hohenFlächenpressungen erreicht. Nur
wenige als kleberfreier Verbund her-gestellte Graphitflachdichtungenmit Innenbördel können diese Le-ckageanforderungen bei 30 MPa ent-sprechen. Spiral- und Kammprofil-dichtungen können diese Anforde-rungen erfüllen. Außerdem habendiese Dichtungen eindeutige Schwä-chen beim Kompressibilitäts- undRückfederungsverhalten.
Hintergrund zur TA Luft und VDI 2440/2200
Die neu entwickelte Dreikomponen-ten-Dichtungsplatte Sigraflex MFbesteht aus einem edelstahlverstärk-ten Graphitkern und Decklagen auseinem Edelstahl-PTFE-Verbund. Si-graflex MF ist eine eingetrageneMarke der SGL Carbon Group. ImZusammenspiel mit einem Innen-bördel setzt dieses neue Dichtungs-system in puncto Dichtheit einenneuen Maßstab in der Technik. Zu-sätzlich weist es eine hohe Stabilitätsowie eine exzellente Kompressibi-lität und Rückfederung auf. Die zu-sätzliche FDA-Konformität, Aus-blassicherheit und Antihaftverhal-ten sowie gute Medienbeständigkeitrunden das Leistungsprofil ab.
Die neue TA Luft empfiehltFlanschverbindungen nur zu ver-wenden, wenn sie verfahrenstech-nisch, sicherheitstechnisch oder fürdie Instandhaltung notwendig sind.Für diesen Fall sind technisch dichteFlanschverbindungen entsprechend
Leckratenauf der Spur
Die neu entwickelte 3-komponenten-Dichtungsplatte
unter dem Namen SigraflexMF besteht aus einem edel-
stahlverstärkten Graphitkernund Decklagen aus einem
Edelstahl-PTFE-Verbund.
Bild: SGL Technologies

MM Das IndustrieMagazin · 8/2003 37
der Richtlinie VDI 2440 (AusgabeNovember 2000) zu verwenden.Dementsprechend sollen nur hoch-wertige Dichtsysteme zur Anwen-dung kommen, die nachweislich fol-gende Anforderungen erfüllen:c Die konstruktive Ausführung desDichtungssystems lässt die Funktionunter den Betriebsbedingungen aufDauer erwarten.c Für Dichtungsauswahl und Aus-legung der Flanschverbindungensind Dichtungskennwerte nachDIN 28090-1 oder DIN EN 1591-2zu Grunde zu legen.c Die Einhaltung der spezifischenLeckagerate von 10–4 barl/sm wirddurch erstmalige Prüfung nachge-wiesen. Hierbei wird ein Prüfverfah-ren mit Helium-Massenspektrome-ter bei einer Prüfdruckdifferenz von1 bar und einer Flächenpressung von30 MPa angewandt. Vor der Lecka-gemessung wird die Dichtung beimaximaler Betriebstemperatur immontierten Zustand an Luft gelagert(VDI 2200).
Andere validierte Prüfverfahren,zum Beispiel Druckabfallmethodenach DIN 28090-2 oder Spülgasme-thode, sind zulässig. Hierbei ist aufdie oben genannte Einheit für die Le-ckagerate umzurechnen. Der Nach-weis wird an einem für das Dichtsys-tem repräsentativen Prüfling durchden Hersteller erbracht. Er doku-mentiert die Prüfbedingungen undPrüfergebnisse und stellt diese aufAnforderung zur Verfügung. Weilaus der Richtlinie VDI 2440 keine de-taillierteren Prüfanforderungen alsdie beschriebenen zu entnehmensind, sollen das Prüfprozedere, diemechanischen Dichtungsanforde-rungen sowie die Frage nach der Aus-blassicherheit in der RichtlinieVDI 2200 beschrieben werden.
Vertreter von Großchemie, Prüf-instituten und Dichtungsherstellerfordern zudem eine detaillierte Be-schreibung folgender Prüfbedin-gungen zur Leckagemessung: c Geometrie des Prüfflansches,Dichtung, Flanschrauigkeit,c Anzugsverfahren, Auslagerungs-zeiten und Auslagerungstemperatur,c Abweichung der Eckdaten (1 bar,30 MPa, He)
c Begutachtung des Flansches nachder Leckagemessung.
Als Hinweis sei zu beachten, dassdie VDI 2200 in Ihrer endgültigenFassung noch nicht vorliegt. Allederzeitigen Aussagen sind unter Vor-behalt zu betrachten.
Dichtheitsuntersuchungennach TA Luft
Den prinzipiellen Aufbau der Prüf-apparatur zeigt Bild 1. Der Ver-suchsablauf: Auf den abgedichtetenBehälter um den Flansch wird amHeliumgasanschluss ein Helium-druck von 0,1 bar angelegt. DerFlansch verfügt über eine Rauigkeitvon R
z< 6,3 µm. Die aufgebrachte
Kraft auf der Dichtung entspricht ei-ner Flächenpressung von 30 MPa aufDichtungsabmessung DN 40/PN 40.Der Flanschinnenraum wird vor je-der Messung evakuiert und mit He-lium gespült, um eine reine Helium-atmosphäre im Flansch zu erreichen.Das Heliummassenspektrometerevakuiert die Umgebung um denFlansch. Die auftretende Heliumle-ckage wird über ein Massenspektro-meter gemessen, das vor jeder Prü-fung intern kalibriert ist. Zur Kon-trolle wird mit Hilfe eines Testlecksanschließend am Prüfbehälter dieLeckrate vor jeder Messung über-prüft. Der Heliumpartialdruck wirdauf der Massenspektrometerseite als0 bar angenommen. Die Partial-
druckdifferenz zwischen Flanschin-nenraum und Massenspektrometerbeträgt somit 1,1 bar.
Interpretation derUntersuchungsergebnisse
Eine Untersuchung verschiedenerDichtungsmaterialien ergab dienachfolgenden Ergebnisse (Bild 2).Aufgrund der Vielzahl der unter-suchten Materia-lien, der Schwan-kung der einzel-nen Materialienuntereinandersowie den nochnicht feststehen-den Prüfbedin-gungen werdennur die gemesse-nen Leckage-bandbreiten an-gegeben. Aufgrund dieser Messun-gen und unter Berücksichtigung derAnforderungen bezüglich Ausblassi-cherheit beim BGV (UVV) geht manbei SGL davon aus, dass folgendeDichtungstypen die Anforderungennach TA Luft/VDI 2440 erfüllen kön-nen:c Hochwertige Sigraflex Graphit-flachdichtungen als kleberfreier Ver-bund mit Innenbördel,c Kammprofildichtungen mitPTFE- oder Graphitauflage,c Spiraldichtungen mit PTFE- oderGraphitauflage sowie
KONSTRUKTIONARMATUREN
FAZIT
P Sigraflex MF ist eine Kombina-tion aus PTFE, Graphit und Edel-stahl und setzt in der Flansch-dichtungstechnik Maßstäbe
P Sigraflex-Graphitabdichtungenals kleberfreier Verbund mitInnenbördel können die TA-Luft-Leckageanforderungen erfüllen
FlanschDN 40PN 40
Heliumgas-anschluss
Heliummassen-spektrometer
10–2
mbar l/sm
10–3
10–4
10–5
10–6
10–7
Leck
rate
Flachdich-tungenaus PTFE
Metall-dichtungmit PTFE-Auflageoder-einlage
Graphitflachdichtungen mitSpiessblech, Klettblech oderStreckblech Verstärkung, mitund ohne Innenbördel
SigraflexMF mitInnenbördel
Metalldich-tung mitGraphit-auflagebzw.-einlage
Sigraflex Graphitflach-dichtungen als KlebefreierVerbund mit Innenbördel
Bild 1: Schematischer Aufbau der Prüfapparatur zur Dichtungs-prüfung
Bild 2: Übersicht über die Gasdurchlässigkeit unterschiedlicher Dichtungen.

38 MM Das IndustrieMagazin · 8/2003
KONSTRUKTION ARMATUREN
c Metalldichtungen mit PTFE- oderGraphitauflage.
Wie der Leckagevergleich zeigt,werden die marktüblichen Graphit-flachdichtungen mit Metalleinlagenwie Spießblech, Klettblech oderStreckblech die TA-Luft-Leckagean-forderungen nicht erfüllen können.Hochwertige Sigraflex-Graphit-flachdichtungen mit Innenbördel,hergestellt als kleberfreier Verbund,sind jedoch in der Lage, die TA-Luft-Anforderungen zu erfüllen.
Der Vergleich verdeutlicht insbesondere auch die überragendenDichtungseigenschaften diesesDichtsystems. Faserdichtungenwurden in diesem Vergleich nicht explizit untersucht.
Bei diesem Material handelt essich um ein bewährtes und vielfacheingesetztes Dichtungsmaterial. Si-graflex Hochdruck ist eine mehrla-gige, hochfeste Dichtungsplatte, dieals kleberfreier Verbund aus 0,5 mmdicken Lagen hochwertiger Graphit-folien und 0,05 mm dicken Edel-stahlfolien besteht. Eine sehr hohemechanische Festigkeit, gute Hand-habung und hohe Zuverlässigkeitzeichnen dieses Material aus.
Untersuchungsergebnisse der UniDortmund haben gezeigt, dass Si-graflex Hochdruck mit Innenbördeldie Leckageanforderungen der neu-en TA Luft erfüllt. Durchgeführtwurde die Untersuchung an einemFlansch DN 80/PN 40 mit einer Rau-tiefe R
Z, 6,3 µm bei einem Heli-
uminnendruck von 5, 8 und 12 barund einer Flächenpressung von30 MPa. Die Berechnung der Heli-umleckrate nach Kapillarmodell für1 bar Druckdifferenz ergab folgendesErgebnis: 0,83 3 10
–4mbarl/ms. An-
merkung: Die SGL arbeitet an einemweiteren TA Luft tauglichen Flach-dichtungssystem, das auf die be-währte Technik, kleberfreier Ver-bund mit Edelstahlfolie, setzt, aller-dings unter Kostengesichtspunktenoptimiert wird. Die Erfüllung der TALuft Leckageanforderungen wurdeebenfalls durch die Materialprüf-
anstalt Stuttgart bestätigt (Bilder 3und 4).
Beim Dichtungskonzept SigraflexMF handelt es sich um eine hoch-wertige 3-Komponenten-Dich-tungsplatte, bestehend aus flexiblemGraphit, Edelstahl und PTFE (Bild5). Mit dieser Entwicklung ist es SGLgelungen, die dichtungstechnischenVorteile der drei verwendeten Mate-rialien in einem Produkt zu vereinen.So weist Sigraflex MF dank des ver-wendeten expandierten Graphits ei-ne hohe Kompressibilität und Rück-federung auf und ist in der Lage, sichFlanschunebenheiten gut anzupas-sen. Die Edelstahlverstärkungenführen zu einer hohen mechani-schen Festigkeit und die PTFE-Decklagen steuern ihre exzellenteDichtheit zum Verbund bei. Zudemverhindert die PTFE-Schicht jegli-ches Ankleben der Dichtung amFlansch. Der Kern dieser neuenDichtungsplatte besteht aus einemkleberfreien Verbund aus flexiblenGraphitfolien mit Edelstahlverstär-kungen. Die beiden Edelstahldeckla-gen sind zusätzlich mit einer dün-nen, homogenen PTFE-Schicht ver-sehen, die gleichzeitig die Außen-haut der Dichtungsplatte darstellt.
Dieses innovative Flachdich-tungssystem, entwickelt für den Ein-satz in Kombination mit einem Edel-
Bild 3: SigraflexHochdruck ist einemehrlagige, hoch-feste Dichtungsplat-te, die als kleber-freier Verbund aus0,5 mm dicken La-gen Graphitfolienund 0,05 mm di-cken Edelstahlfolienbesteht.

MM Das IndustrieMagazin · 8/2003 39
stahlinnenbördel, markiert einenneuen Meilenstein bei der Erzielungniedrigster Leckageraten. Schon beiniedrigen Flächenpressungen wer-den selbst höchste Dichtheitsanfor-derungen erfüllt. Gleichzeitig bietetdas System eine hohe Ausblassicher-heit und genügt auch den lebens-mittelrechtlichen Anforderungeneuropäischer und amerikanischerStandards. Darüber hinaus kann die-ses Flachdichtungssystem als gut-mütig und fehlertolerant bezeichnetwerden. Die Sigraflex-MF-Dichtun-gen werden angewendet
c bei maximalen Anforderungen andie Dichtheit und Betriebssicherheit(TA Luft, VDI 2440), insbesonderebei toxischen, brennbaren, umwelt-gefährdenden oder teuren Medien(Gasversorgung oder Chemie),c für Flanschverbindungen, die nurgeringe Flächenpressungen ertragenoder erreichen,c von tiefsten Temperaturen bis zu300 °C,c bei hohen Anforderungen an dieProzesshygiene (FDA, GMP), zumBeispiel Pharma- und Lebensmittel-industrie,
c in Altanlagen aufgrund des gutenAusgleichs- und Anpassungsvermö-gens undc für Anwendungen, die beispiels-weise ein Ankleben der Dichtung amFlansch unter keinen Umständendulden können. MM
KONSTRUKTIONARMATUREN
12 8 5 bar 1Differenzdruck
1,44
0,83
2,15
3,08
10–4 mbar l/ms
Leck
rate
Flächenpressung:30 MPa Heliumbei RaumtemperaturDN80/PN40
TA-LuftLeckage-grenze
Edelstahl-Innenbördel
PTFE (50 µm)
Edelstahlfolie(50 µm)Spiessblech-vertärkteGraphitplatte(V20011Z2)
Flansch
Flansch
P
Bild 4: Untersuchung der Leck-raten an einer Sigraflex-MF-Flachdichtung. Man sieht, dieTA Luft wird eingehalten.
Bild 5: Der Kern der Sigraflex-Dich-tungsplatte besteht aus einem kleber-freien Verbund aus flexiblen Graphit-folien mit Edelstahlverstärkungen.Die beiden Edelstahldecklagen sindzusätzlich mit einer dünnen, homo-genen PTFE-Schicht versehen.
P SGL Technologies GmbH
P SIGRAFLEX Foils & Sheets for High Temperature Technology
P SGL Carbon Group
www.maschinenmarkt.de
Bild
er: S
GL
Tech
nolo
gies

40 MM Das IndustrieMagazin · 8/2003
KONSTRUKTION KONSTRUKTIONSELEMENTE
Robo Triflex wurde als eine indrei Dimensionen arbeiten-de, flexible Energiezuführung
für Roboter und für Einsatzfälle kon-zipiert und entwickelt, wo dreidi-mensionale Arbeitswege in häufi-gem Wechsel zu überwinden sind.Diese Führung schützt die gesamteBefüllung (Kabel und Leitun-gen) vor Verschleiß oder so-gar Zerstörung und führtsie in einem definiertenBiegeradius.
Die für die schwierigenEinsatzbedingungen benö-tigte Eigenstabilität setztsich bei diesem modular auf-gebauten System aus mehrerenkonstruktiven Kniffen zusammen.Eine in das Kettenglied integrierte
mittlere Lage und„Druckknöpfe“aus zäh elasti-schem Werkstoffbilden dafür dieBasis. Auf Stahl-seile kann dabeiverzichtet wer-den. Wenn dieApplikation es er-fordert, kann eineSeele als zusätz-licher Stabilisatoreingesetzt wer-
den. Diese besteht dann aus Glasfa-serstäben und ersetzt – wo nötig – Fe-dern, Aufhängungen oder Galgen.
In der Typenvariante als geschlos-senes System mit ganzem Ketten-glied-Körper bedient sich Robo Tri-
flex eines ebenso einfachen wie ef-fektiven konstruktiven Tricks. Dieeinzelnen Glieder mit Bolzen undBohrungen werden wechselweisemontiert. Damit wird die erforderli-che Stabilität bei gleichzeitiger Be-wegungsfreiheit in drei Dimensio-nen erreicht. Ein Durchhang könntefatale Folgen haben. Schließlichmuss die Energieführung mit zumTeil hohem Eigengewicht konse-quent aus dem Schwenk- und Ar-beitsbereich der Maschine oder An-lage gehalten werden, andererseitssoll sie aber allen Bewegungenschnell und präzise folgen.
Besonders schnell kann die Lei-tungsbefüllung ausgeführt werden.In geteilte und sich überlappendenSeitenteilen können die Leitungeneinfach eingedrückt werden. Ein
Herausspringen der Leitung auch beikomplexen Bewegungen im automa-tisierten Einsatz ist nahezu ausge-schlossen. Der Innenbereich der Ro-bo Triflex ist glattflächig und damitkabelschonend gespritzt. Breite Auf-lageflächen erhöhen die Lebensdau-er der Leitungen zusätzlich. Durcheine bereits integrierte Innenauftei-lung können Pneumatikschläucheund Elektrokabel separat geführtwerden. Des Weiteren ist das separa-te Führen dünnerer Versorgungslei-tungen im zweiten Fach der Innen-aufteilung möglich. Ein eventuellesVerdrillen mit einer Schweißleitungist dadurch ausgeschlossen. Leitun-gen können sogar ungeschnitten,ohne Abschlagen der Steckverbinderoder Medienkupplungen eingelegtwerden. Damit ist auch die Verwen-
Äußerst flexibelEnergiezuführung für mehrdimensionaleAnwendungen und schwierige Einsatzfälle
MICHAEL BLASS
Michael Blass ist Vertriebsleiter Deutsch-land der Igus GmbH in 51147 Köln. Weite-re Informationen: Tel. (0 22 03) 96 49-0, [email protected]
FAZIT
P Fertigungs- und Transferstraßenverlangen eine sichere und zu-verlässige Energiezuführung
P Die Energiezuführung muss fle-xibel, stabil, sicher und leichtmontier- oder erweiterbar sein
P Robo Triflex ist auch fürschwierigste Situationen anRobotern geeignet
Robo-Triflex-Energie-zuführungen sind flexibel,stabil und lassen sich je nach Situation den Gegeben-heiten anpassen.

MM Das IndustrieMagazin · 8/2003 41
dung vorkonfektionierter Leitungs-pakete schnell und einfach möglich.
Robo Triflex ist, wie von allenIgus-Energiezuführungen bekannt,modular aufgebaut. Schnell und ein-fach lässt sich deshalb die Energie-zuführung an jeder „beliebigen“Stelle längen oder kürzen, so dass ei-ne Änderung des Bewegungspro-gramms des Roboters ohne unnötiglangen Stillstand realisierbar ist. Einweiterer Pfiff ist die Kombinations-möglichkeit von zwei- und dreidi-mensional beweglichen Energiezu-führungsgliedern. So können Berei-che ganz oder wechselweise gewolltversteift werden. Die Beweglichkeitkann so bedarfsgerecht gesteuertwerden. Diese technische Option er-laubt eine flexiblere Anpassung derLeitungsführung beispielsweise beiStörkanten.
Wirtschaftlichkeit gilt wohl für al-le Industriebereiche. In besonderemMaße aber dort, wo Serienproduk-tion und Dynamik dominieren. Dortsind auch die klassischen Einsatzfel-der von Robo Triflex zu finden.
Als Beispiel soll ein Einsatzort wiedie Produktionsstraße bei einemAutomobilhersteller genannt wer-den. In den so genannten GlazingCell werden die Fensterscheiben indie Autos eingesetzt. Besondere An-forderung: Extreme Drehbewegung,denn die Scheiben werden in waage-rechter Position unter der Dosierdü-
se um 360 ° gedreht, um den visko-sen Klebstoff für die Scheiben aufzu-tragen. Anschließend erfolgt mit ei-ner Beschleunigung von 5 m/s2 undeiner Geschwindigkeit von 10 m/sdie Drehbewegung zum Fahrzeug.Dabei galt es den so genannten „Peit-scheneffekt“, das Aufprallen derEnergieführung auf Störkanten, zuvermeiden. Bei 1400 Fahrzeugen proTag wäre die Lebensdauer des Sys-tems sonst nicht kostendeckendgewesen.
Die Lösung lag in der Kombina-tion von zwei- und dreidimensionalbeweglichen Kettengliedern und derSeele aus Hochtechnologie-Werk-stoffen. Überzeugend waren für dasKundenunternehmen neben dentechnischen Lösungen natürlichauch Einsparungsmöglichkeiten, diedurch Robo Triflex deutlich wurden.Dabei stand das schnelle und ein-fache Einlegen beziehungsweiseWechseln der Leitungen durch denfedernden Steg im Vordergrund. Da-zu kam die schnelle Montage oderDemontage einzelner Kettenglieder.Zur Zeit sind in beiden Anlagen achtSysteme im Einsatz. Insgesamt über100 000 Fahrzeuge wurden ohnesystembedingten Ausfall pünktlichproduziert. MM
KONSTRUKTIONKONSTRUKTIONSELEMENTE
Einsatz der Robo-Triflex-Energiezu-führungen in einerflexiblen Ferti-gungslinie zum Bearbeiten undHeizelement-schweißen vonKunststoff-Kraft-stofftanks. Für solche Fertigungs-linien sind die Robo-Triflex-Pro-dukte besondersgeeignet.
P Igus Energiezuführungen
www.maschinenmarkt.de

42 MM Das IndustrieMagazin · 8/2003
WISSEN MOTIVATION
Jede Führungskraft im Unterneh-men hat sich schon einmal darü-ber geärgert, dass die Mitarbeiter
nicht genug mitdenken. Aber hat siesich auch gefragt, ob die Mitarbeitergenug Informationen haben, ummitdenken und selbstständig han-deln zu können? Theoretisch wissenviele Manager, wie wichtig Mitarbei-terinformation für den unternehme-rischen Erfolg ist. In der Praxis fälltsie jedoch immer wieder dem Tages-geschäft zum Opfer. Keine Zeit, keinGeld, kein Personal – und schonsteht das ThemaMitarbeiterinfor-mation auf derAgenda wieder ganzunten. Dabei solltees eigentlich mitVorrang behandeltwerden. Denn einegut funktionierendeinterne Kommuni-kation ist ausschlaggebend für dieMotivation und die Identifikationder Mitarbeiter – und damit für denErfolg des gesamten Unternehmens.Schließlich sind die Mitarbeiter daswichtigste Kapital eines Unterneh-mens.
Das zentrale Instrument der Mit-arbeiterinformation ist nach wie vordie Mitarbeiterzeitschrift oder -zei-tung. Rund 2000 bis 3000 Publika-tionen dieser Art gibt es derzeit inDeutschland. Ihre Stärke liegt vor al-lem darin, dass sie alle Mitarbeitererreicht. Als gedrucktes Mediumkann sie überall – sowohl am Ar-
beitsplatz als auch zu Hause oder unterwegs – gelesen werden.Ziel der Mitarbeiterzeitung ist es,Orientierung zu geben über Vorgän-ge und Veränderungen in der Firmasowie ein „Wir-Gefühl“ zu schaffen.So wie Kundenmagazine dazu die-nen, eine intensive Kundenbindungzu erzeugen, wollen auch Mitarbei-ter vom Arbeitgeber umworben undmit Nachrichten aus der eigenen Fir-ma versorgt werden. Die Motivationder Mitarbeiter und ihre Bindung andas Unternehmen hängen in erheb-
lichem Maße davon ab, wie sich dieEinzelnen über die Ziele und Strate-gien des Arbeitgebers informiertfühlen.
Während viele kleinere Unter-nehmen noch zögern, produzierendie meisten Großunternehmenlängst eine oder gar mehrere Mitar-beiterzeitungen. Laut einer Umfragedes Forums Corporate Publishingverfügen heute 90% der Top-500-Unternehmen in Deutschland, Ös-terreich und der Schweiz über einenoder mehrere Titel. Die meisten die-ser Unternehmen können dabei be-reits auf jahrzehntelange Erfahrun-gen zurückblicken. Doch mit derklassischen Werkszeitung geben sichdie Mitarbeiter heute längst nichtmehr zufrieden. Die Ansprüche anInhalt und Optik sind gewachsen.Schließlich hat Deutschland dendichtesten Medienmarkt der Welt.Bei Mitarbeiterzeitschriften mussdaher die gleiche Messlatte angelegtwerden wie bei Magazinen, die imZeitschriftenhandel zu kaufen sind.Sie müssen sich an den heutigenLesegewohnheiten ihrer Zielgruppeorientieren. Das bedeutet: ein mo-dernes und professionelles Layoutund journalistisch aufbereitete In-halte.
Bedürfnisse der Mitarbeiter im Mittelpunkt
Zur Umsetzung einer qualitativhochwertigen Mitarbeiterpublika-tion sind jedoch nicht zwingendMillionenetats notwendig. Dies zeigtdie ständig wachsende Zahl kleiner
BestensinformiertGut informierte und motivierte Mitarbeiter sind ausschlaggebend für den Unternehmenserfolg
TANJA JOSCHE
Tanja Josche ist PR-Beraterin bei der Agen-tur Kaltwasser in Nürnberg und Expertinfür Unternehmenspublikationen. Tel.(09 11) 53 06 30, [email protected]
FAZIT
P Motivation der Mitarbeiter istvon Information abhängig
P Klares Konzept und Orientie-rung an den Zielgruppen
P Keine Hofberichterstattung
Inhalte für ein Mitarbeitermagazinc Editorial: direkte Ansprache des Mitarbeiters durch die Geschäfts-leitungc Informationen über Unternehmenspolitik und -philosophie, Strate-gie, neue Standorte, Produktpalette, Markt, Branche und Mitbewerberc Personalien: Vorstellung von neuen Mitarbeitern, Porträts wichtigerPersonen/Abteilungen, Jubilarec Leserforum: Leserbriefe, Meckerecke, private Kleinanzeigenc Interaktions-Möglichkeiten: Leserumfrage, Quiz oder Gewinnspielc Lesespaß: Schmunzel- oder Witzeecke, Reportagen außerhalb desBetriebsalltags

MM Das IndustrieMagazin · 8/2003 43
WISSENMOTIVATION
und mittelständischer Unternehmen, die Mitarbeiterzeitschrif-ten herausgeben. Viel wichtiger sind ein klares Konzept und dieOrientierung an den Bedürfnissen der Zielgruppe. Nur wer die-se genau kennt, kann Inhalte und Layout der Publikation so ge-stalten, dass sie gerne gelesen wird. Legen die Mitarbeiter bei-spielsweise mehr Wert auf eine schnelle und umfassende Infor-mation als auf ästhetische Aspekte, so ist ein 30-seitiges, foto-reiches Hochglanzmagazin sicher fehl am Platz. Ein Newsletter,der auf zwei bis acht Seiten übersichtlich die wichtigsten Neuig-keiten bietet, würde den Erwartungen der Mitarbeiter besser ge-recht. Durch den geringen Bildanteil ist die Gestaltung einesNewsletters außerdem weniger aufwändig als die einer Zeitungoder Zeitschrift. Und er ist aktueller: Wichtige Ereignisse lassensich bei Bedarf auch kurzfristig noch integrieren. Je nach Be-dürfnis der Leser kann ein solcher Newsletter auch als PDF perE-Mail verschickt oder zum Herunterladen ins Internet gestelltwerden. In jedem Fall hängt die Entscheidung für eine Publika-tionsart aber von den Gewohnheiten der Mitarbeiter ab. Sie soll-ten daher im Vorfeld genau analysiert werden.
Schönfärberei macht unglaubwürdig
Mitarbeiterzeitschriften haben häufig mit dem Vorurteil„schlecht gemachte Hofberichterstattung“ zu kämpfen. Gele-gentlich zu Recht, denn Qualität ist nicht unbedingt die Regel.Das Hauptproblem vieler Zeitungen und Zeitschriften sind re-daktionelle und journalistische Mängel. Häufig wird nur einsei-tig über die Entwicklung und Perspektiven des Unternehmensberichtet, nämlich aus der Sicht der Geschäftsleitung. Eine Mit-arbeiterzeitung sollte keinesfalls als Sprachrohr des Manage-ments dienen. Denn Schönfärberei würde bewirken, dass dasMedium von den Mitarbeitern nicht ernst genommen würde.Sie macht unglaubwürdig. Die Leser erwarten zwar keine nega-tive Einstellung zum Unternehmen, aber doch ein hohes Maßan Objektivität und sogar ein Stück kritischer Distanz. Dahersollten auch kontroverse Themen im Blatt aufgegriffen werden– selbstverständlich mit entsprechenden Lösungsansätzen. Ent-scheidend ist darüber hinaus, das Medium dialogorientiert zugestalten. Das heißt, auch Mitarbeiter, die nicht zum Redak-tionsteam gehören, sollten zu Wort kommen. Sie müssen dieMöglichkeit haben, auf Themen zu reagieren – beispielsweise inForm von Leserbriefen oder im Rahmen einer Meckerecke.
Generell erwartet der Leser von einer Mitarbeiterzeitung nichtnur Information, sondern auch Unterhaltung und Nutzwert.Daher muss ein solches Medium dem Leser Informationen über„sein“ Unternehmen und dessen wirtschaftliche Lage bieten, der„Spaßfaktor“ und der persönliche Nutzwert dürfen aber keines-falls fehlen. So finden sich denn auch im Serviceteil von Mitar-beiterzeitungen häufig Tipps aus den Bereichen Einkaufen undSparen, Gesundheit und Fitness, Reise und Freizeit.

44 MM Das IndustrieMagazin · 8/2003
WISSEN MOTIVATION
Um den ständig wachsenden Ansprüchen an Inhalt und Op-tik gerecht zu werden, legen immer mehr Unternehmen die Re-alisierung ihrer Magazine in professionelle Hände. Vor allem dersensible Bereich der Textgestaltung wird häufig an externe Zu-lieferer delegiert. Denn nur wenn die Berichterstattung mög-lichst neutral gehalten und journalistisch aufbereitet ist, gelingtes dem Unternehmen, Glaubwürdigkeit zu vermitteln.
Der Trend: Verzahnung mit anderen Medien
Neben Printpublikationen setzen Unternehmen in der internenKommunikation immer häufiger auf elektronische Medien wieE-Mail, Intranet oder Business-TV. Im Hinblick auf Aktualitätund Schnelligkeit sind diese Medien unschlagbar. Außerdem bie-ten E-Mail und Intranet die Möglichkeit zum informellen Dia-log – demokratisch und über alle Hierarchieebenen hinweg.Allerdings ist bei einem Intranet die Eigeninitiative des Mitar-beiters gefragt. Informationen müssen aktiv recherchiert wer-den. Tut der Mitarbeiter dies nicht, besteht die Gefahr, dass ihnwichtige Unternehmens-News nicht erreichen. Deshalb ist eswichtig, in der internen Kommunikation nicht ausschließlichauf das Medium Intranet zu setzen. Vielmehr gilt es, die einzel-nen Medien miteinander zu verzahnen. So kann der Internet-auftritt die Printpublikation um aktuelle Meldungen oder ver-tiefende Hintergrundinformationen ergänzen. Die gedrucktenMagazine fungieren dann als „Appetizer“ für das Web-Angebot:Sie geben den Impuls, sich zusätzlich zu informieren.
Doch nicht in jedem Fall sind Informationen in gedruckterund elektronischer Form das geeignete Medium. Größere Ver-änderungen wie Umstrukturierungen und Neuausrichtungenmit Konsequenzen für die Mitarbeiter lassen sich nicht über dieEinbahnstraße purer Informationsmedien vermitteln. Sie müs-sen zusätzlich in persönlichen Gesprächen diskutiert werden,um Unklarheiten zu beseitigen und Akzeptanz zu schaffen. Da-her gilt es, alle Kommu-nikationsbereiche – ge-druckt, elektronisch undpersönlich – miteinanderzu verzahnen. Die Mitar-beiterzeitung ist ein geeig-netes Medium, um Mitar-beiterkommunikation zufördern, aber sie ist ebennicht das einzige. MM
Akzeptanzfaktoren für Mitarbeitermedienc Nutzwert der Inhalte: Können die Mitarbeiter mit denInformationen etwas anfangen?c Betroffenheit der Zielgruppe: Sind die Erwartungen derMitarbeiter bekannt? Wurden Themenwahl, Sprache undLayout auf die Zielgruppe abgestimmt?c Feedback: Können Fragen gestellt und Meinungen ein-gebracht werden?
PInformationsbroschüre „Corporate Publishing” zumDownload
PDie Agentur Kaltwasser im Internet
PInformationen und Literaturtippszum Thema Interne Kommunikation
www.maschinenmarkt.de


MANAGEMENT RATING
Das Geschäftsmodell istGegenstand des Ratingpro-zesses in der Praxis. Bei der
Aufstellung eines Geschäftsmodells,das wie in der Tabelle aufgebaut seinkönnte, sollte sich das Unternehmenunter anderem auf Fragen zurMarktmacht und zum Marketingeinstellen:c Gibt es im Markt einen Markt-führer? Was zeichnet ihn aus? Wa-rum ist er Marktführer? In welchenBereichen ist er dominant? Wo kannman ihn angreifen, das heißt, wozeigt er Schwächen? Gibt es Bereiche,die das Unternehmen besser machenkann?
c Wer sind die wichtigsten Wettbe-werber? Welche Qualitäten habensie? Was kann getan werden, um bes-ser, schneller, effizienter zu sein?c Wie kundenorientiert arbeitendie Wettbewerber im Vergleich zuuns?c Wo sind die Wettbewerber be-sonders stark: Vertrieb, Verkauf,Werbung?
Produktportfolio aufZukunftsfähigkeit prüfen
Wenige Unternehmen sind nur aufeinem Geschäftsfeld tätig. Nach ei-ner Definition der Geschäftsfelderund deren Werthaltigkeit sollten dieentsprechenden Schlussfolgerungendaraus gezogen werden, nachdemman sich folgende Kriterien zu eigengemacht hat: Eigenständige, kun-denbezogene Marktaufgabe, klar ab-grenzbare Versorgungsobjekte undProduktgruppen, eindeutig be-stimmbarer Kreis von Wettbewer-bern und unterschiedliche Chancen-und Risikoposition.
Das Produktportfolio, also dieGesamtheit der Produkte bezie-
hungsweise Leistungen einesUnternehmens, muss unter
dem Gesichtspunkt der Zu-kunftsfähigkeit ständig
überprüft werden.Welche Rolle
spielen zum Beispiel die Dienstleis-tungen heute und in der Zukunft inHinsicht auf den Cashflow desUnternehmens?
Das Produktportfolio einesUnternehmens besteht aus jungenund älteren Produkten, deren Bei-trag zum Cashflow der Firma imZeitablauf variiert. Sie werden nachfolgenden Kriterien unterteilt: JungeProdukte (Questionmarks), einge-führte, erfolgreiche Produkte(Stars), erfolgreiche, jedoch nichtmehr steigerungsfähige Produkte(Cash Cows), auslaufende Produkte(Poor Dogs).
Beim Posten Entwicklung undTechnologie wird Folgendes abge-fragt: Hier ist gemeint, dass Firmender produktionstechnischen SparteKosten und Definitionen für F(or-schung) + E(ntwicklung) definierenund auflisten sollten. Die Kunden-struktur muss unter dem Gesichts-punkt der heutigen und zukünftigenUmsatz- und Ertragserzielunguntersucht werden. Dabei spielt dieKundenrentabilität und vor allemdie Kundenpotentialausschöpfungeine wichtige Rolle.
Eine wichtige Kennzahl im Zu-sammenhang mit der Kundenstruk-tur stellt die Kundenkonzentrationdar. Diese wird mit Hilfe einer ABC-Analyse nach den Größen Umsatzbeziehungsweise Deckungsbeitraganalysiert. Merkmale: Pareto-Prin-zip oder 80 : 20-Struktur.
Die Kundenorientierung gilt alseiner der wichtigsten Erfolgsfakto-ren für die Zukunftssicherung ei-nes Unternehmens. Die wichtig-sten zu erfassenden Kriterien indiesem Zusammenhang sind:
Kundenkommunikation, Be-schwerdeverhalten und Mund-zu-
Dipl.-Kaufmann, Dipl.-Betriebswirt (FH)Helwig Frank leitet eine Unternehmens-und Wirtschaftsberatung in 91227 Lein-burg bei Nürnberg, Tel. (0 91 20) 69 63, Fax(0 91 20) 64 98, [email protected] Groß ist Unternehmensberater in89407 Dillingen an der Donau, Tel. (0 90 71)7 16 67, Fax (0 90 71) 72 61 67, [email protected]
Das GeschäftsmodellBei den Bankverhandlungen ist es von ausschlaggebender Wichtigkeit Perspektiven für die im Unternehmen produzierten Güter aufzuzeigen
HELWIG FRANK UND ERWIN GROß
46 MM Das IndustrieMagazin · 8/2003
Von der Präsenta-tion eines überzeu-genden Geschäfts-modells hängt dasRating maßgeblichab.

MM Das IndustrieMagazin · 8/2003 47
Mund-Propaganda. Marktfor-schung ist nicht immer gleichzuset-zen mit externen Befragungen. Die-se können durchaus vom eigenenUnternehmen durchgeführt werdenund sollten folgende Kriterien um-fassen: Messung des Zufriedenheits-grades des Kunden und Erkennungneuer Kundenbedürfnisse, Quali-tätsüberprüfung von Produkten undDienstleistungen und Adressberich-tigungen (Erweiterung der Kunden-profile nach Alter und Positionen,Gewohnheiten und Erwartungen).
Bohrende Fragen zumGeschäftsmodell
Der Service-Bereich kann als Kern-stück des Unternehmens angesehenwerden. Kundenservice kann auf di-verse Art und Weise umgesetzt wer-den. Zum Beispiel durch eine Tele-fon-Hotline für Beratung oder durchspeziellen Garantieservice oder son-stige Angebote an zusätzlichenDienstleistungen.
Beschwerden sind immer ein Zei-chen von Kundenunzufriedenheitund damit eine wichtige Informa-tionsquelle für die Firma. Untersu-chungen haben ergeben, dass sichnur 4% aller unzufriedenen Kundenbeschweren, aber auf jede eingegan-gene Reklamation zusätzlich 24 un-zufriedene Kunden kommen. Weite-re Untersuchungen zeigen, dass etwa82% der Kunden wieder beim glei-chen Unternehmen kaufen würden,
wenn die Beschwerde schnell besei-tigt wird.
Unter dem Überbegriff Manage-ment und Organisation werden Fra-gen zur Strategie des Unternehmensgestellt. Dabei spielt die Vision einewichtige Rolle. Vision ist ein Bild ei-ner möglichen Zukunft, das Zieleumfasst, die ein Unternehmen in derZukunft erreichen möchte.
Die Fragen zu diesem Punktkönnten sein:c Gibt es im Unternehmen eine
Unternehmensvision?c Wie wurde dieser Visionsansatz
entwickelt?c Welche Ziele werden mit dieser
Unternehmensvision verfolgt?c Wird diese Vision schriftlich fest-
gehalten?c Wird diese Vision den Mitarbei-
tern mitgeteilt?c Wird diese Vision von Führungs-
kräften vorgelebt?c Erfolgt die Kommunikation auch
nach außen?Der Ausgangspunkt einer strate-
gischen Planung liegt in der Er-kenntnis, dass selbst das, was in derVergangenheit richtig war, nicht dasOptimale für zukünftiges Handelnsein muss. Veränderungen des Um-feldes (zum Beispiel verändertesKundenverhalten, allgemeine Kon-junkturlage oder neue Produkte) so-wie Veränderungen im eigenenUnternehmen (zum Beispiel Kosten-entwicklungen) können neue Vorge-
hensweisen für die Zukunft erfor-derlich machen. Ausgangspunkte füreine strategische Planung könnensein: Bestimmung der wichtigstenKonkurrenzunternehmen, Defini-tion der Arbeitsgebiete des eigenenUnternehmens, Abschätzung derVeränderungen des Umfeldes des ei-genen Unternehmens, die den Wett-bewerbsrahmen beeinflussen, Kon-kurrenzanalyse und Unternehmens-analyse.
Unter der Wahrnehmung vonFührungsaufgaben versteht man dieSumme aller Aufgabenstellungender Geschäfts- und Unternehmens-leitung, die neben Führungsaufga-ben auch Fachaufgaben beinhaltet.Hauptaufgaben sind die Planung,die Organisation, die Kontrolle unddie Mitarbeiterführung.
Jeder Punkt wird auf Herz und Nieren geprüft
Beim Punkt Managementkompe-tenz und Berufserfahrung stehen diesogenannten Schlüsselqualifikatio-nen im Mittelpunkt, die für die Ein-stellung von Führungskräften vonentscheidenderBedeutung sind.Sie bestehen vorallem in der Fä-higkeit, komplexeProbleme zustrukturieren,Denken in ver-netzten Zu-sammenhängen,Kreativität, Intui-tion, Kritik-, Kon-fliktfähigkeit-und -bereitschaft,Zweideutigkeitstoleranz, soziale In-telligenz, Zukunftsorientierung,Verantwortungsbewusstsein, Kom-munikations- und Begeisterungsfä-higkeit, Lernbereitschaft, Verständ-nis, Offenheit, Sensibilität, Einarbei-tungsfähigkeit in neue Probleme, Teamfähigkeit, persönliche Betrof-fenheit, keine Berührungsängste,Anpassungsfähigkeit, Belastungsfä-higkeit und Kenntnisse von Fremd-sprachen.
Wenn die traditionelle Finanzie-rung über die Bank angestrebt wird,stehen Unternehmer und Gesell-
MANAGEMENTRATING
FAZIT
Das Geschäftsmodell besteht aus
c Branchen und Märkten
c Wettbewerbssituation
c Produkten und Leistungen
c Entwicklung und Technologie
c Kunden und Lieferanten
c Management und Organisation
Geschäftsmodell
c Wettbewerbssituation
c Produkte und Leistungen
c Entwicklung und Technologie
c Kunden und Lieferanten
Das Geschäftsmodell besteht aus: Branchen und Märkte (Gesamtwirtschaft-liches Umfeld, Beschaffungsmärkte, Beschäftigungssituation, Zukunftsfähigkeitder Branche, Marktpotenzial, Markttrends)
c Management und Organisationc Strategie c Schlüsselpersonenc Führung c Produktions-und Leistungsprozessec Kompetenz und Erfahrung c Informations- und Produktionstechnikc Unternehmensorganisation c Effizienzc Personal c Marketingc Personalstruktur c Vertrieb

48 MM Das IndustrieMagazin · 8/2003
schafter für die Bank als Gläubigerim Vordergrund. Deren finanzielleund persönliche Kompetenz be-stimmt weitgehend die Kreditwür-digkeit. Die Banken ziehen sich ten-denziell aus der Kreditfinanzierungzurück und suchen nach eigenkapi-talähnlichen Finanzierungsformen –gerade auch für den Mittelstand.
Unter dem Punkt Personalqualifi-kation werden folgende Kriterien ab-gefragt: Bewertung der fachlichenKompetenz von neu eingestelltenMitarbeitern, Bewertung von Mitar-beitern die schon länger im Betriebsind, Aus- und Weiterbildung dervorhandenen Mitarbeiter, die Leis-tungsorientierung mit Leistungs-beurteilung innerhalb von Leis-tungsmerkmalen eventuell auchnach Leistungspunkten bewertetund Gestaltungsmöglichkeiten leis-tungsorientierter Vergütungen. Beider Frage nach der Mitarbeiterre-krutierung interessiert einen Analys-ten, wie das Unternehmen und mitwelchen Mitteln seinen Personalbe-darf sowohl mit externen als auchmit internen Mitteln deckt.
Bei der Personalstruktur und Be-triebszugehörigkeit sind folgendeFaktoren maßgebend, die wiederumzu einer Bewertung führen, wie:Branche, Alter des Betriebs, Stand-
ort, Unternehmensimage, Personal-politik, Aufgaben und Tätigkeitsbe-reiche, Kennzahlen zum Personalbe-stand, Betriebsklima und Fluktua-tion.
Ein überzeugendes Modellverbessert die Einstufung
Bei Schlüsselpersonen sind Frage-stellungen angebracht, die auf fol-gende Kriterien eingehen:c Sind Abhängigkeiten und damitverbundene Gefahren von Schlüs-selpersonen vorhanden?c Um welche Schlüsselpositionenhandelt es sich?c Sind ausreichend bemessene ver-tragliche Bindungen von Schlüssel-personen vorhanden?c Gibt es in diesem ZusammenhangMitarbeiter- und Erfolgsbeteiligun-gen?c Sind in den Verträgen der Schlüs-selpersonen Wettbewerbsverboteenthalten?c Stehen Schlüsselpersonen even-tuell nach ihrem Ausscheiden als Be-rater zur Verfügung?c Welche Ausweichmöglichkeitenstehen dem Unternehmen bei un-vorhergesehenen Ausfällen vonSchlüsselpersonen zur Verfügungund welche Vorbeugemaßnahmenwurden getroffen?
Beim Punkt Produktions- undLeistungsprozesse sind folgendeHinweise zur Beantwortung ange-bracht: c Welchen Umfang hat das Qua-litätsmanagement?c Wie sind die Ablaufprozesse ge-plant, strukturiert, gesteuert undkontrolliert?Zur Informations- und Produk-tionstechnik zählt die Beurteilungder verschiedenen Betriebsmittelwie zum Beispiel Gebäude, Maschi-nen und Werkzeuge, aber auch derenBedienbarkeit. Ebenfalls umfasstdiese Beurteilung die gesamte vor-handene Informationstechnik, ausder man auf die Geschwindigkeitund die Prozessorientierung derLeistungsprozesse Rückschlüsse zie-hen kann.
Zur Effizienz des Unternehmens:Innerhalb der Produktivität lassensich durch BewertungskriterienRückschlüsse ziehen auf die Arbeits-produktivität, die Sachanlagenpro-duktivität und die Materialproduk-tivität. Untersucht werden mussauch die Fehlerquote und die damitverbundenen Fehlerverhütungs-oder -beseitigungskosten. Hier sollauch auf die Kontrolle dieses nichtunwesentlichen Faktors hingewiesenwerden, dessen Kontrollwirkungs-
MANAGEMENT RATING

MM Das IndustrieMagazin · 8/2003 49
grad messbar ist. Zum Marketing:Von der Konkurrenz lernen, dieKonkurrenz überholen; aus dieserGrundidee heraus entstand der Be-griff des Benchmarking. Das ist einmethodisches Hilfsmittel anhand re-levanter Schlüsselkriterien (Bench-marks) mit dem jeweils Klassenbes-ten sich zu messen und so konkreteAnsatzpunkte und Leistungsziele fürdie eigene Weiterentwicklung undVerbesserung zu erhalten. Auslöserkönnen sein: Qualitätsmanage-mentmaßnahmen, Kostensen-kungsprogramme, Führungswech-sel, Überprüfung der gegenwärtigenStrategie, Konkurrenzdruck undUnternehmenskrisen. Marketingund Vertrieb sollten überprüfbar ge-macht werden, weil sie einen zu-künftigen Erfolgsfaktor darstellen,der unter dem Motto läuft: Kunden-wünsche erkennen und schneller alsje zuvor zu erfüllen, heißt gewinnen.Hier kann durchaus mit Outsour-cing gearbeitet werden, indem exter-nen Firmen die Mitarbeiterschu-lung, die Verkaufsförderung oder die klassischen Werbemaßnahmenübertragen werden.
Auf jeden abgefragten Punktgut vorbereitet sein
Zum Vertrieb: Wenn es im Unter-nehmen keine Vertriebsabteilunggibt, so werden trotzdem im Rahmeneines Ratings Fragen des Vertriebgestellt. Jedes Unternehmen hatgrundsätzlich vier Vertriebsoptio-nen:c Mit bestehenden Produkten oderDienstleistungen in bestehendenMärkten operieren.c Mit bestehenden Produkten oderDienstleistungen in neue Märkteexpandieren.c Neue Produkte oder Dienstleis-tungen für bestehende Märkte ent-wickeln.c Mit neuen Produkten oderDienstleistungen in neue Märkte gehen. MM
c Definition Geschäftsmodell
c Inhalte des Geschäftsmodells
www.maschinenmarkt.de



XX MM Das IndustrieMagazin · 8/2003
MARKTSPIEGEL PRODUKTE
CNC-Vertikaldrehmaschinemit Umkehrspindel
Speziell für die Großserienferti-gung geeignet ist die Vertikal-drehmaschine mit Gegenspindel IVS-200. Den Angaben zufolge zeichnet sich die Maschinedurch hohe Geschwindigkeit und Genauigkeit sowie durch einenäußerst kompakten Aufbau aus. Sie sei speziell dafür ausgelegt,heißt es weiter, Zerspanungszeiten und Nebenzeiten zu minimie-ren, bei geringem Arbeitsaufwand für die Fertigung von mittel-großen bis großen Losgrößen. Die Spindel mit einer Antriebsleis-tung von 26 kW erreicht eine maximale Drehzahl von 7000 min–1.Der Verfahrweg in der X-Achse beträgt 320 mm (beim Werkstück-transport auf 560 mm erweiterbar), in der Z-Achse 280 mm.c Yamazaki Mazak GmbH, Tel. (0 71 61) 67 50, www.mazak.de
CNC-Bohr- und Fräszentrumist auch für Pendelbetrieb ausgelegtAuch für die Anforderungen im Werkzeug- und Modellbau ausge-legt ist das für Pendelbetrieb geeignete CNC-Bohr- und Fräszen-trum Danusys 2910. Im Vergleich zum Vorgängermodell ist dieMaschine dynamisch steifer, verfügtüber leistungsstärkere Antriebsmo-toren und eine Motorspindel miteiner maximalen Drehzahl von15 000 min–1 und einem Drehmo-ment von 115 Nm. Zwei Werkzeug-magazine nehmen jeweils 16 Werk-zeuge auf. Die Verfahrwege in X-, Y- und Z-Achse betragen 2900,1000 und 700 mm. Wahlweise wird das Bohr- und Fräszentrumvon einer Mitsubishi-CNC 625M oder einer Heidenhain CNCiTNC530 gesteuert.c Donau-Werkzeugmaschinen GmbH & Co. KG,Tel. (0 73 05) 1 71-0, www.donau-wzm.de
Vertikal-Mehrspindeldrehautomatmit bis zu acht Spindeleinheiten
Modular aufgebaut ist der Vertikal-Futterautomat SV 160, der in der Basisversion mit drei Werkstück-Spin-deleinheiten ausgerüstet ist und bis aufacht Spindeleinheiten aus- oder nach-gerüstet werden kann. Der Linearan-trieb (X-Achse) für das Verfahren derWerkstück-Spindeleinheiten ermög-
licht es, dass alle Spindeleinheiten programmgesteuert jede ge-wünschte Arbeitsposition anfahren können, ohne auf eine be-stimmte Schaltposition festgelegt zu sein. Neben Drehen, Bohrenoder Fräsen sowie dem Fertigen von beliebigen Innen- undAußenkonturen sollen weitere Fertigungsverfahren integriert wer-den, beispielsweise das Polieren, Schleifen oder auch das Lasern. c Alfred H.Schütte Vertriebsgesellschaft mbH,Tel. (02 21) 83 99-0, www.schuette.de

MM Das IndustrieMagazin · 8/2003 XX
Weiterentwickelte Bus- und Schleppleitungen MKU hat sein Kabel- und Leitungsprogramm um weiterentwi-ckelte Bus- und Schleppleitungen ausgeweitet. Dabei werden Bus-leitungen für den Profibus, Interbus sowie den Asi-Bus gefertigt.Nach Angaben des Herstellers wird das Programm ständig vergrö-
Hebelverschluss mit Auslöseknopf
Der vorgestellte flächenbündige Hebelverschluss solleine schnelle und kostengünstige Montage ermög-lichen. Durch den vormontierten Befestigungsbügelwird der Hebelverschluss in geöffneter Stellung durchdie Montageöffnung geführt und verschraubt. Befin-det sich der Hebel in seiner geschlossenen Position,ist es nicht möglich, diese Befestigung zu lösen.Schließt man den Hebel, klappt dieser in seine Mulde und wird fest arretiert. Die Zunge greift während des Schließ-vorgangs hinter den Rahmen und verschließt die Tür. Ein Dau-mendruck auf den Auslöseknopf genügt und durch das Heraus-schwingen des Hebels entriegelt die Zunge die Tür automatisch.
c Dirak GmbH & Co. KG, Tel. (0 23 33) 8 37-0, www.dirak.de
Stellantrieb vereint Getriebemotor mit Absolut-Positionserfassungseinheit
Diese dezentrale Stellantriebslösung vereint einenelektronisch-kommmutierten DC-Getriebemotormit einer Absolut-Positionserfassungseinheit, zuge-höriger Regelelektronik, Leistungsendstufe und Profibus-Interface zu einem Antriebssystem. DerGleichstrommotor, mit einem maximalen Eingangs-
strom von 10 A und einer Betriebsspannung von 24 VDC , hat eine Lebensdauer von bis zu 30 000 Betriebsstunden und lässt sichmit Planeten- und Schneckengetrieben in verschiedenen Unter-setzungen kombinieren. Der Drehgeber zur Positionserfassunghat eine Auflösung von 4096 Schritten pro Umdrehung.c Baumer Electric GmbH, Tel. (0 60 31) 60 07-0, www.baumerelectric.com
ßert. Bei den Schleppleitungen vervollständigen Motor- und Steu-erleitungen das Sortiment. Ein Test, bei dem die Schleppleitungenfünf Millionen Biegezyklen ausgesetzt wurden, bestätigten denhohen Qualitätsstandard, so der Hersteller. c Metrofunk Kabel-Union GmbH, Tel. (0 30) 79 01 86-0, www.metrofunk.de
MARKTSPIEGELPRODUKTE


MARKTSPIEGEL
MM Das IndustrieMagazin · 8/2003 XX
Eckfräser mit gedrallten Schneidenfür Schnitttiefen bis 11 mm
Vielseitig einsetzbar sind die Eckfräser mit axial ge-drallten Schneiden der Wendeplatten, die ei-nen extrem positiven Spanwinkel ergebenund nach Angaben des Herstellers für einenaußergewöhnlich leichten und leisenSchnitt sorgen. Die Fräser gibt es in zweiAusführungen: mit Durchmessern von 20bis 100 mm für Schnitttiefen bis 11 mm so-wie mit Durchmessern von 10 bis 40 mm
für Schnitttiefen bis 5 mm. Die Fräserkörper sind aus durchgehär-tetem Material gefertigt. Als Vorzüge nennt der Hersteller hoheZerspanleistung, geringe Vibrationsneigung, hohe Vorschübe so-wie lange Standzeiten.c Seco Tools GmbH, Tel. (02 11) 24 01-0, www.secotools.de
Vorrichtung vereinfacht das Bohrenvon zylindrischen Werkstücken
Wenn es darum geht, mit Ständer- oder Tischbohr-maschinen in zylindrischen Werkstücken Querbohrungen
zu fertigen, leistet die Bohrhilfe gute Dienste. Die Bohrvorrichtung besteht aus einem Bohrer zumAnbohren, auf dem frei drehbar ein Prisma gelagertist. Das Prisma wird beim Bohren durch eine Federauf das Werkstück gedrückt, bevor der Bohrer zum Eingriff kommt, und schafft so die korrekteBohrposition. Die Bohrvorrichtung gibt es standard-mäßig mit kugelgelagertem Prisma. Eine Ausführungfür kleine Bohrdurchmesser kommt ohne Kugellageraus.c Ralf Henne, Tel. (02 11) 9 89 61 07, www.ralfhenne.de
Schleifscheibe mit hoher Kornhaftungsteigert die Zerspanleistung um 40%Eine Steigerung der Zerspanleistung bis zu40% bei gleichzeitig höhere Standzeit sollsich mit den Schleifscheiben „Neptune X10Technology“ erreichen lassen, weil im Ver-gleich zu herkömmlichen die Scheiben dieKornhaftung in der Kunstharzbindung er-höht wurde. Bei der Bearbeitung von Ventil-sitzen in Werkstücken aus verschiedenen Legie-rungen konnte den Angaben zufolge die Standzeit im Vergleich zuherkömmlichen Schleifscheiben um 38% gesteigert werden. BeiGrauguss waren es sogar 40%. Ähnliche Werte erreichte man beimSchleifen von Chromlegierungen, gehärteten und geschmiedetenStahl. Die Schleifscheiben haben Durchmesser von 200 bis 1050 mm und Korngrößen von 36 bis 220.c Saint-Gobain Abrasives GmbH,Tel. (0 22 36) 89 96-0, www.saint-gobain.com
PRODUKTE


MARKTSPIEGEL
MM Das IndustrieMagazin · 8/2003 XX
Blechsauggreifer in neuer Bauformfür den sicheren Materialtransport
Schmalz bietet eine Reihe neu entwickelterFlach- und Faltenbalgsauger sowohl inrunder als auch in ovaler Form an. Da-bei handelt es sich nach Herstelleranga-
ben, um robuste Blechsauggreifer, die vorallem in der automatisierten Blechverarbei-
tung ihren Platz finden sollen. Dort werden mit diesen Blechsaug-greifern Blechtafeln oder Platinen an die jeweiligen Bearbeitungs-maschinen, Scheren, Laseranlagen oder Stanznibbelmaschinen,gebracht und nach der Bearbeitung wieder entnommen. Die läng-liche Ausführung ist beispielsweise auch für den Transport vonRohren oder Profilen geeignet. Das Lieferprogramm bietet für je-den speziellen Anwendungsfall immer eine mögliche Lösung an.c J. Schmalz GmbH, Tel. (0 74 43) 24 03-0, www.schmalz.de
Spindelhubgetriebe als diekleinen Helfer nach allen RichtungenDort, wo Lasten gehoben, abgesenkt, gezogen oder gedrückt wer-den müssen, eignen sich besonders Spindelhubgetriebe. Sie stem-
men Lasten von 25 kg bis 100 t und lassen sich fastspielerisch wie aus dem Baukasten kom-
binieren und montieren. Dazu bietetder Hersteller Zimm eine Reihe von
Systemkomponenten, mit denen sichLösungsvarianten in ungeahnter Zahl
erstellen lassen. Darunter befinden sich Kupplungen,Verbindungswellen, Gabel- und Gelenkköpfe, Federdruckbrem-sen, Drehstrommotoren, Motorflansche, Faltenbälge und vielesmehr – und, wie der Lieferant betont, alles passgenau und just intime lieferbar.c Zimm Maschinenelemente GmbH, Tel. (00 43-55 77) 8 06-0, www.zimm-austria.com
Zahnriemen hält auch höchstenGeschwindigkeiten standDer Trend zu immer höheren Geschwin-digkeiten und zunehmender Positionier-genauigkeit bestimmt die Entwicklung derZahnriemen. Darauf antwortet die Nord-deutsche Seekabelwerke mit Hochleis-tungszahnriemen, den so genannten Seca-flex, die zunehmend in Spezialausführun-gen hergestellt und den besonderen kun-denspezifischen Bedingungen angepasst werden. Als Beispiel gel-ten die Zugträgervarianten, die Produktion unterschiedlicher Rie-menstärken sowie die Kombination verschiedener PUR-Ausfüh-rungen. Zu den Besonderheiten zählen auch Zahnriemen mitStahllitzen oder Kevlarzugträgern, die es als Meterware oder inendlos verbundener Ausführung gibt.c Norddeutsche Seekabelwerke GmbH,Tel. (0 47 31) 82-12 10, www.nsw.com
PRODUKTE


MARKTSPIEGEL
MM Das IndustrieMagazin · 8/2003 XX
Absperrklappe mit 3,5 m Durchmesserhat eine Anti-Flatter-Vorrichtung
Die KSB-Gruppe baut zur Zeit diegrößten jemals in der Firmengeschichtehergestellten zentrischen Absperrklap-pen mit einem Innendurchmesser von3500 mm. Die Armaturen sind be-stimmt für die größte Kühlanlage derWelt in Ras Laffan, Katar. Stündlichwerden etwa 300 000 m3 Wasser durch
die Absperrklappen strömen. Alle Armaturen sind mit elektri-schen Stellantrieben ausgestattet. Elastomer-Ringbälge kleiden dieGehäuse von innen vollständig aus. Ab Nennweite 1000 verhindertein patentiertes Anti-Flatter-System das Flattern und Schwingender Klappenscheibe bei turbulenter Strömung.c KSB AG, Tel. (0 62 33) 86-37 02, www.ksb.de
Inline-Trockenläuferpumpemit elektronischer Regelung
Mit dem neuen Elektronik-Inline-Programm Wilo-IL-E (Einzelpumpe) und Wilo-DL-E (Doppel-pumpe) erweitert der Hersteller den Leistungs-bereich der elektronisch geregelten Trocken-läuferpumpen auf bis zu 7,5 kW. Die Pumpenpassen ihre Drehzahl automatisch an den Bedarf
der Nutzer an und sorgen so für noch mehr Energie-Effizienz. Wie die Basis-Baureihen verfügen auch dieelektronisch geregelten Inline-Pumpen über eine op-timierte Hydraulik und somit einen hohen Wir-
kungsgrad. Die Pumpenreihe kann sowohl in Heizungs- undBrauchwasser- als auch in Kalt- und Kühlwassersystemen einge-setzt werden. Ein roter Knopf vereinfacht die Eingabe der wich-tigsten Basisdaten.c Wilo AG, Tel. (02 31) 41 02-0, www.wilo.de
Universal-Kralle nach DIN EN 12056für Innendrücke bis 10 barDie Längskraftschlüssigkeit, wie sie in derDIN EN 12056 für Entwässerungsanla-gen gefordert wird, erfüllt die PAM-Glo-bal-Universal-Kralle, die es in den Nenn-weiten von DN 40 bis DN 150 gibt. DieKralle ist für einen maximalen Rohrin-nendruck von 10 bar (bis DN 125) aus-gelegt. Weitere Vorteile: nur eine Bauartfür Rapid- und CV-SML-Verbindungen, hohe Quersteifigkeit und Stabilität, Abwinkelungen bis 3° ohneBeeinträchtigung der Funktionssicherheit möglich, und Vormon-tage ermöglicht Montagezeitersparnis. Die neue Kralle passt auchauf die meisten vom DIBt zugelassenen weiteren SML-Verbindun-gen. c Saint-Gobain Hes GmbH, Tel. (0 22 03) 97 84-1 07, www.saint-gobain-hes.de
PRODUKTE






MM Das IndustrieMagazin · 8/2003 65
OEM-Anwendungen
Eine neue Wika-Broschüre „IntelligenteDrucksensorik für individuelle OEM-An-wendungen“ zeigt das OEM-Produktpro-gramm. Dazu zählen drei wesentliche Sen-sortechnologien für elektronische Druck-sensorik. Der Leser hat aufgrund der Dar-stellung die Möglichkeit, diese drei Tech-nologien auf einen Blick miteinander zuvergleichen. c Wika Alexander Wiegand GmbH & Co. KG,Tel. (0 93 72) 1 32-0, www.wika.de
Technik von A bis Z
Auf über 1000 Seiten präsentiert die Sahlberg GmbH den überar-beiteten und im Umfang erweiterten „Technischen Katalog“ mitüber 18 000 technischen Artikeln. Der Katalog richtet sich mit sei-nem Angebot an Industrie und Handwerk. Das Sortiment reicht
von Halbzeugen und Profilen über Gummiund Kunststoff, elastische Lagerungen bishin zu Kleb- sowie Dichtstoffen. In einemeigenen Kapitel sind die Fertigungsleistun-gen und das Serviceangebot zusammenge-fasst. Der technische Anhang bietet Aus-wahlhilfen sowie physikalische und chemi-sche Informationen. c Wilhelm Sahlberg GmbH & Co.,Tel. (0 89) 9 91 35-2 13, www.sahlberg.de
Seil- und Hebetechnik
Unter dem Titel „Pfeifer-Complett 2003“ erschien der neue Fach-katalog für den Bereich Seil- und Hebetechnik. Es werden darineinige Neuheiten und Entwicklungen im Bereich des Hebens, Be-wegens und Sicherns von Lasten vorgestellt. Auf über 200 Seitenbefindet sich das praxiserprobte Pfeifer-Sortiment an Transport-und Hebegeräten, Lastaufnahme- und Anschlagmitteln, Ladungs-sicherung, das Renfroe-Gesamtprogramm sowie Prüfservice undFachseminare. Der Fachkatalog ist kostenlos erhältlich.c Pfeifer Seil- und Hebetechnik GmbH,Tel. (0 83 31) 9 37-3 23, www.pfeifer.de
Pulverbeschichtung leicht gemachtDie vor 15 Jahren gegründete Firma Bader Pulverbeschichtungentwickelte einen umfangreichen Ratgeber, der über die Parame-ter zur erfolgreichen Aufbringung der Farbbeschichtung auf ZinkAuskunft gibt. Anhand der beigefügten Checkliste kann derMetallbauer Fehler vermeiden und zusammen mit dem Beschich-tungsbetrieb die richtige Behandlung auswählen. Es wird zusätz-lich auf die zu beschichtenden Produkte informiert.c Bader Pulverbeschichtung GmbH,Tel. (0 73 61) 3 12 90, www.bader-pulver.de
SERVICEFIRMENSCHRIFTEN

66 MM Das IndustrieMagazin · 8/2003
MESSEN · KONGRESSE · SEMINARE
SERVICE TERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de — Veranstaltungen — TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
Gefahrenanalyse und Risikobeurteilung im Rahmen der CE-Kenn-zeichnung
GFT GmbH,Tel. (0 78 36) 95 97 70,Fax (0 78 36) 95 97 79
Oberwolfach,19. 2. und 21. 3.,750 Euro
Erlangen,26. 2.,430 Euro
Bremenports GmbH,Tel. (04 21) 3 61-8 94 02,Fax (04 21) 3 61-49 79
Bremen,5. 3.,kostenfrei
IV. Fresenius Fach-tagung: Umweltrecht für Umweltbeauftragte
Die Akademie FreseniusGmbH,Tel. (02 31) 7 58 96-48,Fax (02 31) 7 58 96-53
Mainz,11. und 12. 3.,1095 Euro zzgl. MwSt.
VDI Gesellschaft Förder-technik Materialfluss Logistik,Tel. (02 11) 62 14-2 90,Fax (02 11) 62 14-1 71
Heidelberg,11. und 12. 3.,490 Euro
Nürnberg,26. und 27. 3.,1150 Euro
32. Jahrestagung der GUS – Umwelteinflüsse erfassen, simulieren, bewerten
GUS Gesellschaft für Umweltsimulation e. V.,Tel. (07 21) 46 40-3 91,Fax (07 21) 46 40-3 45
Pfinztal bei Karlsruhe,26. bis 28. 3.,320 Euro
8. Symposium Nachwachsende Roh-stoffe für die Chemie
Tübingen,26. und 27. 3.,150 Euro
TCW Transfer-Centrum GmbH & Co. KG,Tel. (0 89) 36 05 23-0,Fax (0 89) 36 10 23 20
München,7. bis 11. 4.,3750 Euro zzgl. MwSt.
ITA World Tunneling Congress 2003 – (Re)Claiming the underground space
NL-Amsterdam,12. bis 17. 4.,keine Angabe
TWT Technologie- und Wissenstransfer AG,Tel. (0 89) 12 66 33-81,Fax (0 89) 12 66 33-99
Oberflächen-bearbeitung mit dem Laser
TLI 2003: 5. Forum Transport – Logistik – Internet
12. Heidelberger Flur-förderzeug-Tagung – Betreiber und Hersteller im Dialog
Schnell lernende Unternehmen – Quantensprünge im Wettbewerb
blz Bayerisches Laser-zentrum gGmbH,Tel. (0 91 31) 9 77 90-0,Fax (0 91 31) 9 77 90-11
ITA International Tunnelling Association,Tel. (00 31 1 82) 53 92 33,Fax (00 31 1 82) 53 75 10
Fachkongress: Risiko-management in Projek-ten – Projektrisiken frühzeitig erkennen und sicher beherrschen: Produktentwicklung – strategische Projekte – IT/eBusiness-Projekte – Internationale Projekt-arbeit
Intensivseminar: Erfolgreiches Vertriebscontrolling
Hamburg,29. und 30. 4.,1395 Eurozzgl. MwSt.
FNR e. V.,Tel. (0 38 43) 69 30-1 17,Fax (0 38 43) 69 30-1 02
Ifme – eine Division der IIR Deutschland GmbH,Tel. (0 61 96) 5 85-11 09,Fax (0 61 96) 5 85-11 50



























SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
Verantwortlich für Leitartikel: Ken Fouhy; Aktuelles: Ulrike Gloger, Ursula Hofmann, Josef-Martin Kraus, Rüdiger Kroh, Dietmar Kuhn, Bernhard Kuttkat, Reinhold Schäfer, JürgenSchreier, Rolf Tillert; Werkzeuge, Spanende Fertigung: Bernhard Kuttkat; Elektrische Ausrü-stungen: Reinhold Schäfer; Pumpen, Armaturen, Rohrleitungen: Winfried Schröder; Konstruk-tionselemente: Dietmar Kuhn; MM-Wissen: Ursula Hofmann; Marktspiegel: Dietmar Kuhn,Bernhard Kuttkat, Reinhold Schäfer, Winfried Schröder; Termine: Claudia Krampert; Personen,Firmenschriften: Gabriele Hain; Bücher: Margit Wegner; Schlussredaktion: Udo Schnell; alleMax-Planck-Straße 7/9, 97082 Würzburg.
MM 9 erscheint am 24.2.2003 mit folgenden Themen:
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme 52 Ausgaben MM, das Industrie-Magazin zum günstigen Vorzugspreis von 15,60 € monat-lich. Das heißt: 18% Ersparnis im Vergleich zum Einzelbezug.Das Abonnement kann jederzeit gekündigt werden.
Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
E-Mail www-Adresse Anzahl der Mitarbeiter
Datum Unterschrift MM 8-2003
Wissen auf Probe. Kostenfrei. Faxorder (09 31) 418-2022h Ja, ich möchte MM, das IndustrieMagazin testen!h Ich interessiere mich für die Themen-Specials
h MM Logistik h MM Plastics h MM Facility Management
Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61, Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Bernd Maienschein (bm), Tel. -21 95, Reinhold Schäfer (rs), Tel. -20 36, Jürgen Schreier (js), Tel. 22 76, -Winfried Schröder (ws), Tel. -23 83, Rolf Tillert (rt),Tel. -25 64MM-Online: Holger Harfst, Tel. -27 15Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, MargitWegner, Tel. -24 85, Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Dieter Dehn, Bruno Feser, Michael Scheidler, ManfredWernerProduktion: Karin GrimmVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke, VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88. MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V. VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Hermann Bohle (hb), Brüssel, Dr. Hans Dieball (hd), Neuss, LotharHandge (lh), Velbert, Ulrich W. Schamari, Frankfurt, F. Paul Schwakenberg (fs), Bonn, Martin Stübs (ms), München.
Verlag:Anschrift: Vogel Industrie Medien GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Geschäftsführung: Gerrit Klein,-29 85, Fax 20 20, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]: Elisabeth Sollfrank, Tel. -26 33, Fax -20 22, [email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 064MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94, [email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62, Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informations-gemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung der AuflagenwahrheitBezugspreis: Einzelheft 4,50 €, Abonnement Inland jährlich 197,60 €, Abonnement Ausland jährlich 252,20 € + (EG-Staaten ggf. 7% Umsatzsteuer). Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- und Ausland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Soll-te die Fachzeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert wer-den können, besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugs-gelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 301 427 700; Herstellung: R. KrauthDruck: Vogel Druck und Medienservice GmbH & Co. KG, Leibnizstraße 5, 97204 Höchberg.Erfüllungsort und Gerichtsstand: WürzburgUnverlangte Manuskripte werden nur zurückgesandt, wenn Rückporto beiliegt. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn aufjedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336München 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:National:Renate Wenzel, Tel. -23 39, Fax -28 57, [email protected]: Thomas Emmerich, Tel. -25 45, Fax -26 40, [email protected] Reitzig, Tel. -25 76, Fax -20 22, [email protected]
EDA
LeichtmetallgussGDM-Vorsitzender Hans-Dieter
Honsel: „Konjunkturbedingthat sich 2002 die stürmi-
sche Aufwärtsentwick-lung der letzten Jahre
etwas beruhigt.“
LeichtbauVor allem bei großenund langen Wellenmacht sich die Ermitt-lung des minimalenWellengewichts be-zahlt.
Themen:P LOGISTIK
P INSTANDHALTUNG
P ARBEITSSCHUTZ
P MESSTECHNIK
P ANTRIEBSTECHNIK
P IT-BUSINESS
P MANAGEMENT
NachtexpressBei einem Landtechnikher-steller ist ein zuverlässigerErsatzteilservice besonderswichtig. Ein Nachtexpressstellt die prompte Ersatz-teillieferung sicher.

94 MM Das IndustrieMagazin · 8/2003
Der Auftragseingang der deut-schen Industrieunternehmen erhöh-te sich im November 2002 gegen-
über dem Vormonat preis- und saisonbedingtum 1,7% nach 1,1% im Oktober.
Wie das Statistische Bundesamt mit-teilt, wurden im Jahr 2002 3,5%weniger Güter im Güterverkehr
befördert als im Vorjahr; dabei legte dieFrachtbeförderung der Luftfahrt mit 5,5% am deutlichsten zu.
Im Januar bis November 2002 habensich die Rohöleinfuhren gegenüberdem gleichen Vorjahreszeitraum um
0,1% von 95,5 auf 95,6 Mio. t erhöht.
TRENDS
INDUSTRIE BAROMETER
NETASQ Central Europe jetzt mit Sitz in MünchenNETASQ, ein führender europäischer Her-steller von Firewall- und VPN-Techniken hateine Niederlassung in München eröffnet.Nach dem erfolgreichen Markteintritt 1998in Frankreich baut NETASQ mit Sitz inVilleneuve d’Ascq/Frankreich, seine Präsenzin Europa zügig aus. So wurden dieses Jahr bereits Niederlassungen in Belgien undItalien gegründet.„Nach unseren ersten erfolgreichen Schrit-ten im deutschen Markt ist der Aufbau einereigenständigen Vertretung für die deutsch-sprachigen Länder nur ein Beleg unsererkonsequenten Expansionsstrategie“, erklärtKris van den Bergh, Vice President Inter-national Development. Gerade der deutscheMarkt böte sehr viel Potenzial für anspruchs-volle Security-Lösungen. „Den hohen Anfor-
derungen des Marktes könneaber nur entsprochen wer-den, wenn die Nähe zumKunden und Vertriebspartnergesucht und gepflegt wird“,führt van den Bergh aus.
Weitere Informationen: [email protected]
Elektronische Messgeräte
Auftragseingang der Industrie in Deutschland
Bild
: N
ETA
SQ
Signal-generatoren
4,7%
Mobilfunk-Messgeräte
13,1%
Labor-Strom-versorgungsgeräte
7,1%
VXI-Messgeräte2,1%
Kommunikations-messgeräte
23,4%
Mikrowellen-Messgeräte
11,1%
Logik-Messgeräte 2,1%
AnzeigendeMessgeräte
8,3%
Universal-, Zeit- und Frequenzmessgeräte
0,4%
Analysatoren6,3%
Oszilloskope 21,3%
MM-GrafikMM
Zeit 1995=100
Industrieinsgesamt
Verände-runggegenVorjahr%
2001 Okt.Nov.Dez.
2002
Juli p)
Jan.Febr.MärzAprilMaiJuni
123,6123,4120,9
125,5
123,0123,0137,4125,6127,3130,4
– 8,6– 8,6– 5,5
– 0,1
– 4,3– 5,9– 2,8+ 0,7+ 0,7+ 1,5
115,5111,8102,7
118,3
113,0114,6124,8118,3116,5121,5
– 9,7– 10,4– 8,0
+ 1,4
– 7,5– 4,4– 2,9+ 1,7– 1,0– 0,7
135,7140,4147,6
141,0
138,4135,3155,4140,3147,8148,6
– 9,7– 8,8– 4,4
– 0,2
– 2,4– 7,5– 2,9+ 0,1+ 2,8– 1,9
110,3104,7
92,6
99,4
104,8109,5119,3102,6
96,3101,1
– 0,7– 2,1– 2,3
– 4,6
– 2,3– 4,1– 1,3+ 0,5– 2,5– 2,2
1995=100
Vorleistungsgüterinsgesamt
Verände-runggegenVorjahr% 1995=100
Investitionsgüterinsgesamt
Verände-runggegenVorjahr% 1995=100
Konsumgüterinsgesamt
Verände-runggegenVorjahr%
Der starke Rückgang des deutschen Marktes für elektronische Messgeräte hat sichdeutlich verlangsamt, so der Fachverband Automation im ZVEI. Die Unternehmenhoffen, dass es ab 2003 wieder einen Aufwärtstrend geben wird.
Weitere Informationen: www.zvei.org Quelle: ZVEI
Die Zahlen sprechen für sich: Der Auftragseingang der deutschen Industrie schwä-chelte im ersten Halbjahr 2002 deutlich. Lediglich im zweiten Quartal ergaben sichleichte positive Veränderungen zum Vorjahr.
Weitere Informationen: www.bundesbank.de Quelle: Deutsche Bundesbank
Auftragseingang Deutschland, 1. Hbj. 2002 nach ProduktgruppenGesamtvolumen 119,7 Mio. Euro
nicht abgeschlossen92 %
8 %abgeschlossen
eine Umfrage, September 2002
Kris van den Bergh, Vice President International Development NETASQ.
Riester-Rente – ein Flop?
Nur 8% der Berufstätigen haben eine so genann-te Riester-Rente abgeschlossen. Der Grund: Büro-kratische Hindernisse und mangelnde Informatio-nen. Lediglich ein gutes Drittel glaubt, Anspruchauf die staatlich geförderte Riester-Rente zu ha-ben. Weitere Informationen: www.bdb.de
Von 100 Berufstätigen haben eine Riester-Rente
Quelle: Bundesverband deutscher Banken
nicht abgeschlossen92 %
8 %abgeschlossen
eine Umfrage, September 2002