
Einführung in die Schraubtechnik - tc-tuningen.de · TASCHENBUCH SCHRAUBTECHNIK5 2.2 Zusammenspiel...
26
Einführung in die Schraubtechnik
Transcript of Einführung in die Schraubtechnik - tc-tuningen.de · TASCHENBUCH SCHRAUBTECHNIK5 2.2 Zusammenspiel...

Einführung in die Schraubtechnik
Nytt_omsl_8648_04.indd 1 06-05-20 12.35.59
T A S C H E N B U C H S C H R A U B T E C H N I K 3
Taschenbuch Schraubtechnik
Kapitel Seite
1. Warum Schraubverbindungen . . . . . . . . . . . . . . 4
2. Die Schraubverbindung . . . . . . . . . . . . . . . . . . . . 4
2.1 Die Schraube . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Zusammenspiel der Kräfte . . . . . . . . . . . . . . . . . . 5
3. Klemmkraft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4. Effekt der Schmierung . . . . . . . . . . . . . . . . . . . . . 7
5. Klassifizierung der Schraubenqualität . . . . . . . . . 8
6. Harte und weiche Schraubverbindungen . . . . . . 10
7. Drehmoment und Drehwinkel . . . . . . . . . . . . . . . 11
8. Prüf- und Messverfahren . . . . . . . . . . . . . . . . . . 12
9. Der Schraubprozess . . . . . . . . . . . . . . . . . . . . . . 14
10. Mittelwertversatz . . . . . . . . . . . . . . . . . . . . . . . . 14
11. Messstandards . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12. Zertifizierung . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
13. Fehlerquellen beim Schrauben . . . . . . . . . . . . . . 17
13.1 Beschädigte Gewinde . . . . . . . . . . . . . . . . . . . . . 17
13.2 Fehlende Verbindungskomponenten . . . . . . . . . 17
13.3 Setzerscheinungen . . . . . . . . . . . . . . . . . . . . . . . . 17
13.4 Falsches Drehmoment
(bei selbstsichernden Schrauben) . . . . . . . . . . . 17
14. Werkzeugarten . . . . . . . . . . . . . . . . . . . . . . . . . . 18
14.1 Schlagschrauber . . . . . . . . . . . . . . . . . . . . . . . . . 18
14.2 Impulsschrauber . . . . . . . . . . . . . . . . . . . . . . . . . 19
14.3 Druckluft-Drehschrauber . . . . . . . . . . . . . . . . . . 20
14.4 Elektroschrauber . . . . . . . . . . . . . . . . . . . . . . . . . 22
Tightning 8648 04 6-01-26 18.42 Sida 3
Wissenswertes über dieSchraubtechnik
Dieses Taschenbuch gibt einen Überblick über die wichtigsten Begriffe der Schraubtechnik: Was sind die Vorteile einer Schraub-verbindung, welche Kräfte halten sie zusammen, wie kann mandiese Kräfte beeinflussen, welche Schraubenarten gibt es? Wasbesagen Drehmoment und Drehwinkel? Welche Fehler treten beimVerschrauben häufig auf – und wie kann man sie messen und ver-meiden? Das Taschenbuch schließt mit Tipps zur Auswahl dergeeigneten Werkzeuge für unterschiedliche Anwendungen, denMöglichkeiten der Überwachung des Anziehprozesses und derDokumentation der Daten sowie der Einbindung des Schraub-systems in die Qualitätssicherung.
1. Warum Schraubverbindungen?Wer Teile oder Komponenten miteinander verbinden will, kann siekleben, nieten, schweißen oder löten. Diese Verfahren haben –neben unbestrittenen Vorteilen – einen gewichtigen Nachteil: Dieverbundenen Teile lassen sich nicht ohne Weiteres wieder lösen.Anders ist es bei einer Schraubverbindung: Man benötigt nur einGewinde und eine Schraube oder ein Loch mit Schraube undMutter, um zwei Teile aneinander zu fügen – und bei Bedarf wiederzu lösen. Das Konzept ist so einfach wie die Ausführung, und auchdie Kosten sind sehr gering.
2. Die SchraubverbindungEine Schraubverbindung besteht aus einer Schraube und einerMutter – oder einem Gewinde – sowie mindestens zwei Bauteilen,die sie zusammenhalten soll.
2.1 Die SchraubeEine Schraube besteht aus Schaft und Kopf. Der Schaft ist entwederauf einem Teil oder seiner gesamten Länge von der Spitze bis zumKopf mit einem Gewinde versehen. Lange Schrauben haben übli-cherweise nur auf einem Teil des Schafts ein Gewinde. Bis zumKopf durchgehende Gewinde sind in der Regel nicht erforderlich;hierdurch würde die Schraube nur teurer und büßte an Zugfestigkeit ein.
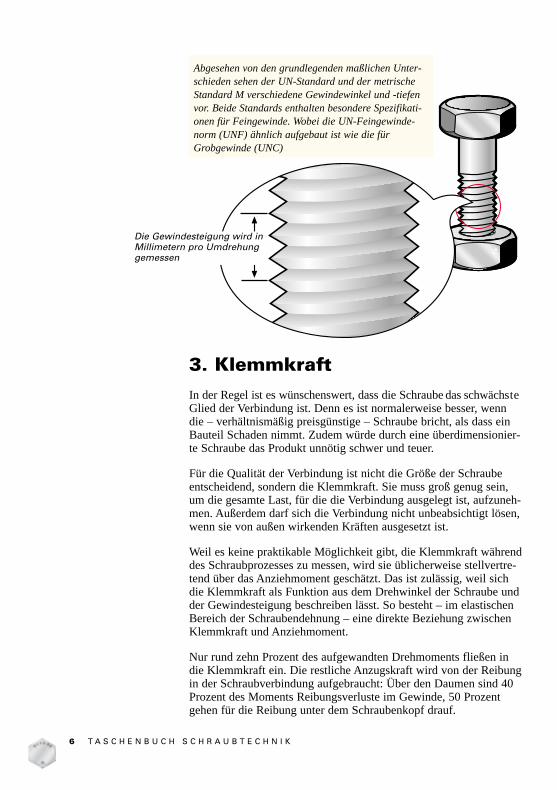
Gewindegrößen und ihre Formen wurden ebenso standardisiert wiedie Gewindesteigung, auch Schraubengang genannt. Das ist derAbstand zwischen aufeinander folgenden Gewindegängen. Er wirdin Mitteleuropa in Millimetern je Umdrehung gemessen (M =metrisches ISO-Gewinde). Die angelsächsischen Lände verwendenden so genannten UN-Standard (Unified Standard). UNF entsprichtdem ISO-Feingewinde, UNC dem ISO-Grobgewinde.
4 T A S C H E N B U C H S C H R A U B T E C H N I K
Tightning 8648 04 6-01-26 18.42 Sida 4
T A S C H E N B U C H S C H R A U B T E C H N I K 5
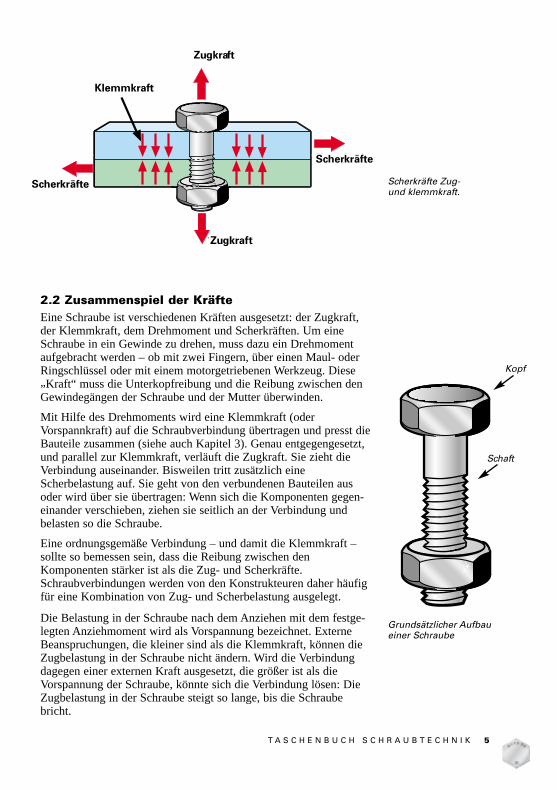
2.2 Zusammenspiel der KräfteEine Schraube ist verschiedenen Kräften ausgesetzt: der Zugkraft,der Klemmkraft, dem Drehmoment und Scherkräften. Um eineSchraube in ein Gewinde zu drehen, muss dazu ein Drehmomentaufgebracht werden – ob mit zwei Fingern, über einen Maul- oderRingschlüssel oder mit einem motorgetriebenen Werkzeug. Diese
”Kraft“ muss die Unterkopfreibung und die Reibung zwischen denGewindegängen der Schraube und der Mutter überwinden.
Mit Hilfe des Drehmoments wird eine Klemmkraft (oderVorspannkraft) auf die Schraubverbindung übertragen und presst dieBauteile zusammen (siehe auch Kapitel 3). Genau entgegengesetzt,und parallel zur Klemmkraft, verläuft die Zugkraft. Sie zieht dieVerbindung auseinander. Bisweilen tritt zusätzlich eineScherbelastung auf. Sie geht von den verbundenen Bauteilen ausoder wird über sie übertragen: Wenn sich die Komponenten gegen-einander verschieben, ziehen sie seitlich an der Verbindung undbelasten so die Schraube.
Eine ordnungsgemäße Verbindung – und damit die Klemmkraft –sollte so bemessen sein, dass die Reibung zwischen denKomponenten stärker ist als die Zug- und Scherkräfte.Schraubverbindungen werden von den Konstrukteuren daher häufigfür eine Kombination von Zug- und Scherbelastung ausgelegt.
Die Belastung in der Schraube nach dem Anziehen mit dem festge-legten Anziehmoment wird als Vorspannung bezeichnet. ExterneBeanspruchungen, die kleiner sind als die Klemmkraft, können dieZugbelastung in der Schraube nicht ändern. Wird die Verbindungdagegen einer externen Kraft ausgesetzt, die größer ist als dieVorspannung der Schraube, könnte sich die Verbindung lösen: DieZugbelastung in der Schraube steigt so lange, bis die Schraubebricht.
Grundsätzlicher Aufbaueiner Schraube
Scherkräfte Zug-und klemmkraft.
Zugkraft
Scherkräfte
Scherkräfte
Klemmkraft
Zugkraft
Schaft
Kopf
Tightning 8648 04 6-01-26 18.42 Sida 5
6 T A S C H E N B U C H S C H R A U B T E C H N I K
3. KlemmkraftIn der Regel ist es wünschenswert, dass die Schraube das schwächsteGlied der Verbindung ist. Denn es ist normalerweise besser, wenndie – verhältnismäßig preisgünstige – Schraube bricht, als dass einBauteil Schaden nimmt. Zudem würde durch eine überdimensionier-te Schraube das Produkt unnötig schwer und teuer.
Für die Qualität der Verbindung ist nicht die Größe der Schraubeentscheidend, sondern die Klemmkraft. Sie muss groß genug sein,um die gesamte Last, für die die Verbindung ausgelegt ist, aufzuneh-men. Außerdem darf sich die Verbindung nicht unbeabsichtigt lösen,wenn sie von außen wirkenden Kräften ausgesetzt ist.
Weil es keine praktikable Möglichkeit gibt, die Klemmkraft währenddes Schraubprozesses zu messen, wird sie üblicherweise stellvertre-tend über das Anziehmoment geschätzt. Das ist zulässig, weil sichdie Klemmkraft als Funktion aus dem Drehwinkel der Schraube undder Gewindesteigung beschreiben lässt. So besteht – im elastischenBereich der Schraubendehnung – eine direkte Beziehung zwischenKlemmkraft und Anziehmoment.
Nur rund zehn Prozent des aufgewandten Drehmoments fließen indie Klemmkraft ein. Die restliche Anzugskraft wird von der Reibungin der Schraubverbindung aufgebraucht: Über den Daumen sind 40Prozent des Moments Reibungsverluste im Gewinde, 50 Prozentgehen für die Reibung unter dem Schraubenkopf drauf.
Abgesehen von den grundlegenden maßlichen Unter-schieden sehen der UN-Standard und der metrischeStandard M verschiedene Gewindewinkel und -tiefenvor. Beide Standards enthalten besondere Spezifikati-onen für Feingewinde. Wobei die UN-Feingewinde-norm (UNF) ähnlich aufgebaut ist wie die fürGrobgewinde (UNC)
Die Gewindesteigung wird inMillimetern pro Umdrehunggemessen
Tightning 8648 04 6-01-26 18.42 Sida 6
T A S C H E N B U C H S C H R A U B T E C H N I K 7
4. Effekt der Schmierung
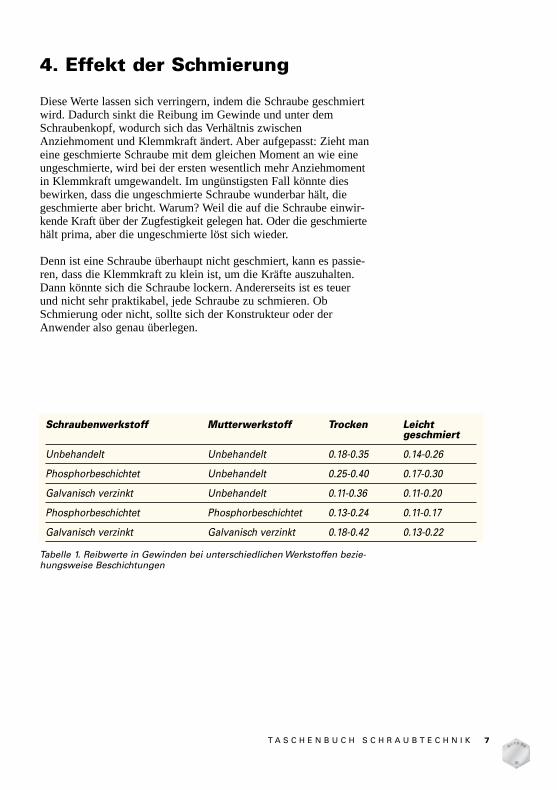
Diese Werte lassen sich verringern, indem die Schraube geschmiertwird. Dadurch sinkt die Reibung im Gewinde und unter demSchraubenkopf, wodurch sich das Verhältnis zwischenAnziehmoment und Klemmkraft ändert. Aber aufgepasst: Zieht maneine geschmierte Schraube mit dem gleichen Moment an wie eineungeschmierte, wird bei der ersten wesentlich mehr Anziehmomentin Klemmkraft umgewandelt. Im ungünstigsten Fall könnte diesbewirken, dass die ungeschmierte Schraube wunderbar hält, diegeschmierte aber bricht. Warum? Weil die auf die Schraube einwir-kende Kraft über der Zugfestigkeit gelegen hat. Oder die geschmiertehält prima, aber die ungeschmierte löst sich wieder.
Denn ist eine Schraube überhaupt nicht geschmiert, kann es passie-ren, dass die Klemmkraft zu klein ist, um die Kräfte auszuhalten.Dann könnte sich die Schraube lockern. Andererseits ist es teuerund nicht sehr praktikabel, jede Schraube zu schmieren. ObSchmierung oder nicht, sollte sich der Konstrukteur oder derAnwender also genau überlegen.
Schraubenwerkstoff Mutterwerkstoff Trocken Leicht geschmiert
Unbehandelt Unbehandelt 0.18-0.35 0.14-0.26
Phosphorbeschichtet Unbehandelt 0.25-0.40 0.17-0.30
Galvanisch verzinkt Unbehandelt 0.11-0.36 0.11-0.20
Phosphorbeschichtet Phosphorbeschichtet 0.13-0.24 0.11-0.17
Galvanisch verzinkt Galvanisch verzinkt 0.18-0.42 0.13-0.22
Tabelle 1. Reibwerte in Gewinden bei unterschiedlichen Werkstoffen bezie-hungsweise Beschichtungen
Tightning 8648 04 6-01-26 18.42 Sida 7
8 T A S C H E N B U C H S C H R A U B T E C H N I K
5. Klassifizierung der Schraubenqualität
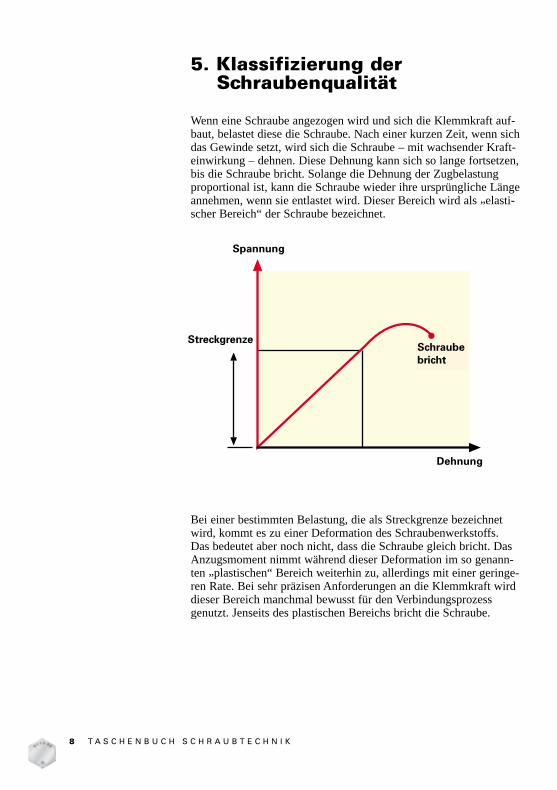
Wenn eine Schraube angezogen wird und sich die Klemmkraft auf-baut, belastet diese die Schraube. Nach einer kurzen Zeit, wenn sichdas Gewinde setzt, wird sich die Schraube – mit wachsender Kraft-einwirkung – dehnen. Diese Dehnung kann sich so lange fortsetzen,bis die Schraube bricht. Solange die Dehnung der Zugbelastungproportional ist, kann die Schraube wieder ihre ursprüngliche Längeannehmen, wenn sie entlastet wird. Dieser Bereich wird als ”elasti-scher Bereich“ der Schraube bezeichnet.
Bei einer bestimmten Belastung, die als Streckgrenze bezeichnetwird, kommt es zu einer Deformation des Schraubenwerkstoffs.Das bedeutet aber noch nicht, dass die Schraube gleich bricht. DasAnzugsmoment nimmt während dieser Deformation im so genann-ten ”plastischen“ Bereich weiterhin zu, allerdings mit einer geringe-ren Rate. Bei sehr präzisen Anforderungen an die Klemmkraft wirddieser Bereich manchmal bewusst für den Verbindungsprozessgenutzt. Jenseits des plastischen Bereichs bricht die Schraube.
Dehnung
Schraube
bricht
Streckgrenze
Spannung
Tightning 8648 04 6-01-26 18.42 Sida 8
T A S C H E N B U C H S C H R A U B T E C H N I K 9
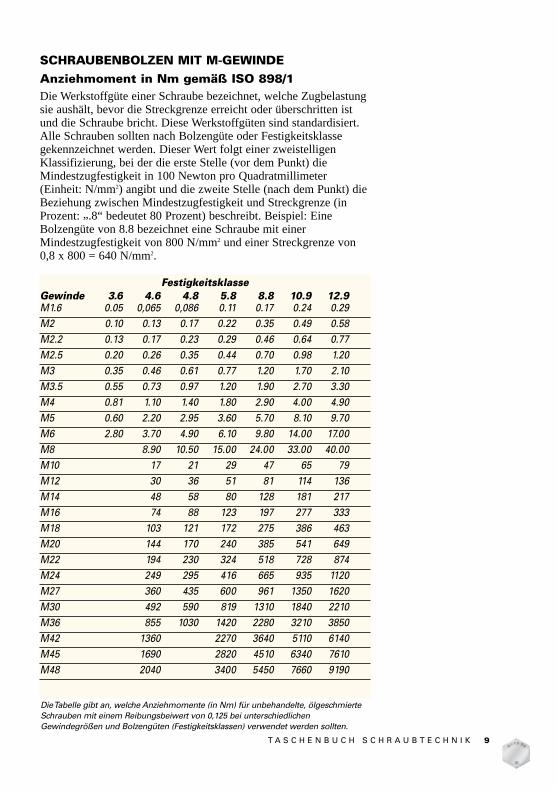
SCHRAUBENBOLZEN MIT M-GEWINDE Anziehmoment in Nm gemäß ISO 898/1Die Werkstoffgüte einer Schraube bezeichnet, welche Zugbelastungsie aushält, bevor die Streckgrenze erreicht oder überschritten istund die Schraube bricht. Diese Werkstoffgüten sind standardisiert. Alle Schrauben sollten nach Bolzengüte oder Festigkeitsklassegekennzeichnet werden. Dieser Wert folgt einer zweistelligenKlassifizierung, bei der die erste Stelle (vor dem Punkt) dieMindestzugfestigkeit in 100 Newton pro Quadratmillimeter(Einheit: N/mm2) angibt und die zweite Stelle (nach dem Punkt) dieBeziehung zwischen Mindestzugfestigkeit und Streckgrenze (inProzent: ”.8“ bedeutet 80 Prozent) beschreibt. Beispiel: EineBolzengüte von 8.8 bezeichnet eine Schraube mit einerMindestzugfestigkeit von 800 N/mm2 und einer Streckgrenze von0,8 x 800 = 640 N/mm2.
Festigkeitsklasse Gewinde 3.6 4.6 4.8 5.8 8.8 10.9 12.9M1.6 0.05 0,065 0,086 0.11 0.17 0.24 0.29M2 0.10 0.13 0.17 0.22 0.35 0.49 0.58M2.2 0.13 0.17 0.23 0.29 0.46 0.64 0.77M2.5 0.20 0.26 0.35 0.44 0.70 0.98 1.20M3 0.35 0.46 0.61 0.77 1.20 1.70 2.10M3.5 0.55 0.73 0.97 1.20 1.90 2.70 3.30M4 0.81 1.10 1.40 1.80 2.90 4.00 4.90M5 0.60 2.20 2.95 3.60 5.70 8.10 9.70M6 2.80 3.70 4.90 6.10 9.80 14.00 17.00M8 8.90 10.50 15.00 24.00 33.00 40.00M10 17 21 29 47 65 79M12 30 36 51 81 114 136M14 48 58 80 128 181 217M16 74 88 123 197 277 333M18 103 121 172 275 386 463M20 144 170 240 385 541 649M22 194 230 324 518 728 874M24 249 295 416 665 935 1120M27 360 435 600 961 1350 1620M30 492 590 819 1310 1840 2210M36 855 1030 1420 2280 3210 3850M42 1360 2270 3640 5110 6140M45 1690 2820 4510 6340 7610M48 2040 3400 5450 7660 9190
Die Tabelle gibt an, welche Anziehmomente (in Nm) für unbehandelte, ölgeschmierteSchrauben mit einem Reibungsbeiwert von 0,125 bei unterschiedlichenGewindegrößen und Bolzengüten (Festigkeitsklassen) verwendet werden sollten.
Tightning 8648 04 6-01-26 18.42 Sida 9
1 0 T A S C H E N B U C H S C H R A U B T E C H N I K
6. Harte und weicheSchraubverbindungen
Schraubverbindungen unterscheiden sich nicht nur in der Größe derSchrauben. Die befestigungstechnisch wichtigste Eigenschaft einerVerbindung ist ihre ”Härte“. In Zahlen lässt sich dies über den Drehwinkeldefinieren, der erforderlich ist, um das empfohlene Drehmoment für diebetreffende Verbindung zu erreichen, und zwar gemessen ab derKopfauflage der Schraube. Dieser Punkt beschreibt den so genannten
”Fügezustand“, das ist ein spaltloses blockartiges Anliegen der zu verbin-denden Teile. Zeichnet man (oder der Computer) eine Kurve, die auf der x-Achse den Drehwinkel angibt und auf der y-Achse das Anziehmoment, sosteigt im Moment der Kopfauflage der Graph dieser Funktion desAnziehmoments steil an. Denn zum Eindrehen der Schraube ist nur einerelativ geringe Kraft erforderlich, die Kurve verläuft recht flach – dasDrehmoment steigt kaum an. Sobald der Kopf aber auf dem Bauteil aufliegt,ist eine deutlich größere Kraft zum Festziehen nötig. In der Kurve wird diesdurch einen Knick deutlich.
Von diesem Knick bis zum Erreichen des Soll-Drehmoments kannunterschiedlich viel Zeit vergehen und können unterschiedlich vieleUmdrehungen nötig sein – selbst bei gleichem Schraubendurchmesser. Einekurze Schraube, mit der Metallkomponenten verbunden werden, erreicht dasfestgelegte Moment in einem sehr kleinen Anziehwinkel. Liegt dieserWinkel unter 30°, spricht man von einem harten Schraubfall. EineVerbindung mit einer langen Schraube, die weiche Komponenten, wieDichtungen oder Unterlegscheiben, zusammendrücken muss, erfordert dage-gen ein Anziehen über einen wesentlich größeren Anziehwinkel, bevor dieVerbindung das festgelegte Moment erreicht hat. Dies können mitunter meh-rere Umdrehungen von Schraube oder Mutter sein. Oberhalb von 720°, alsozwei vollen Umdrehungen, wird diese Art der Verbindung als weicherSchraubfall bezeichnet. Beide Schraubfälle weisen im Anziehprozess einvöllig unterschiedliches Verhalten auf.
Beispiel für eineSchraubenkennzeichnung
Tightning 8648 04 6-01-26 18.42 Sida 10
T A S C H E N B U C H S C H R A U B T E C H N I K 1 1
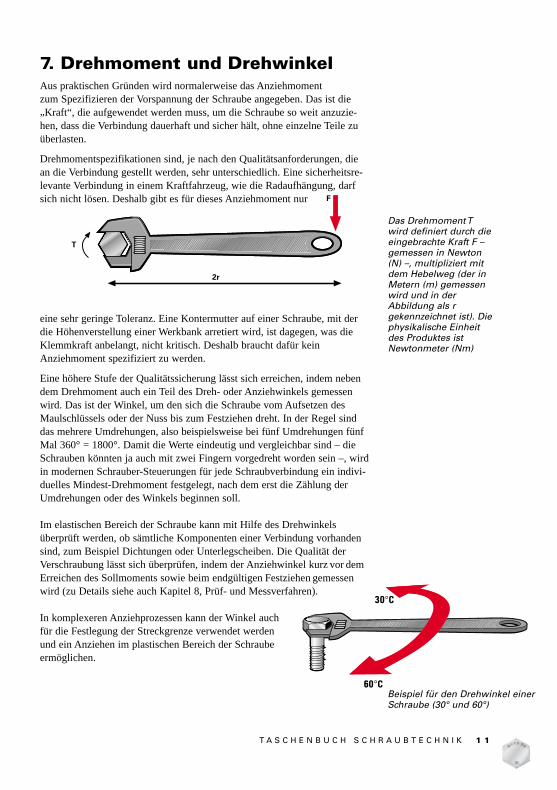
7. Drehmoment und DrehwinkelAus praktischen Gründen wird normalerweise das Anziehmoment zum Spezifizieren der Vorspannung der Schraube angegeben. Das ist die
”Kraft“, die aufgewendet werden muss, um die Schraube so weit anzuzie-hen, dass die Verbindung dauerhaft und sicher hält, ohne einzelne Teile zuüberlasten.
Drehmomentspezifikationen sind, je nach den Qualitätsanforderungen, diean die Verbindung gestellt werden, sehr unterschiedlich. Eine sicherheitsre-levante Verbindung in einem Kraftfahrzeug, wie die Radaufhängung, darfsich nicht lösen. Deshalb gibt es für dieses Anziehmoment nur
eine sehr geringe Toleranz. Eine Kontermutter auf einer Schraube, mit derdie Höhenverstellung einer Werkbank arretiert wird, ist dagegen, was dieKlemmkraft anbelangt, nicht kritisch. Deshalb braucht dafür keinAnziehmoment spezifiziert zu werden.
Eine höhere Stufe der Qualitätssicherung lässt sich erreichen, indem nebendem Drehmoment auch ein Teil des Dreh- oder Anziehwinkels gemessenwird. Das ist der Winkel, um den sich die Schraube vom Aufsetzen desMaulschlüssels oder der Nuss bis zum Festziehen dreht. In der Regel sinddas mehrere Umdrehungen, also beispielsweise bei fünf Umdrehungen fünfMal 360° = 1800°. Damit die Werte eindeutig und vergleichbar sind – dieSchrauben könnten ja auch mit zwei Fingern vorgedreht worden sein –, wirdin modernen Schrauber-Steuerungen für jede Schraubverbindung ein indivi-duelles Mindest-Drehmoment festgelegt, nach dem erst die Zählung derUmdrehungen oder des Winkels beginnen soll.
Im elastischen Bereich der Schraube kann mit Hilfe des Drehwinkelsüberprüft werden, ob sämtliche Komponenten einer Verbindung vorhandensind, zum Beispiel Dichtungen oder Unterlegscheiben. Die Qualität derVerschraubung lässt sich überprüfen, indem der Anziehwinkel kurz vor demErreichen des Sollmoments sowie beim endgültigen Festziehen gemessenwird (zu Details siehe auch Kapitel 8, Prüf- und Messverfahren).
In komplexeren Anziehprozessen kann der Winkel auchfür die Festlegung der Streckgrenze verwendet werdenund ein Anziehen im plastischen Bereich der Schraubeermöglichen.
60°C
30°C
Das Drehmoment Twird definiert durch dieeingebrachte Kraft F –gemessen in Newton(N) –, multipliziert mitdem Hebelweg (der inMetern (m) gemessenwird und in derAbbildung als rgekennzeichnet ist). Diephysikalische Einheitdes Produktes istNewtonmeter (Nm)
Beispiel für den Drehwinkel einerSchraube (30° und 60°)
Tightning 8648 04 6-01-26 18.42 Sida 11
1 2 T A S C H E N B U C H S C H R A U B T E C H N I K
8. Prüf- und Messverfahren
Wenn die Anziehmomentwerte für eine Schraubverbindung vorge-geben sind, stellt sich die Frage: Wie lässt sich überprüfen, ob dieVerbindung mit dem korrekten Moment angezogen wurde?
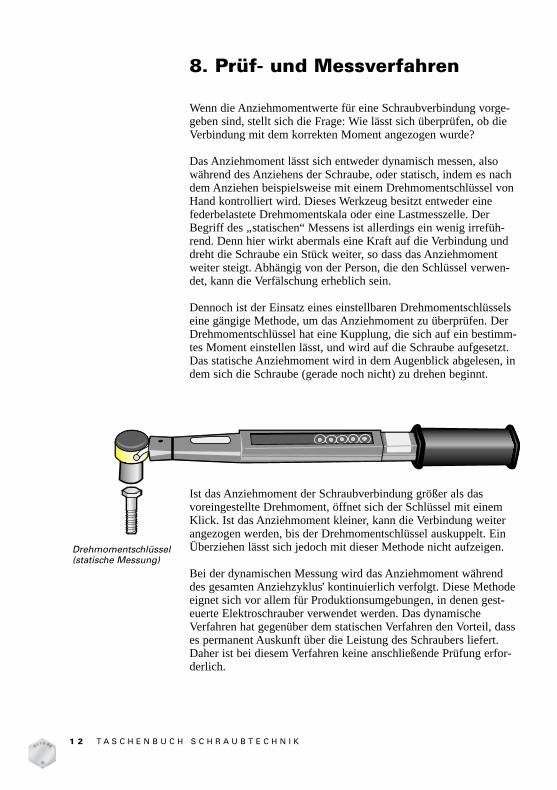
Das Anziehmoment lässt sich entweder dynamisch messen, alsowährend des Anziehens der Schraube, oder statisch, indem es nachdem Anziehen beispielsweise mit einem Drehmomentschlüssel vonHand kontrolliert wird. Dieses Werkzeug besitzt entweder einefederbelastete Drehmomentskala oder eine Lastmesszelle. DerBegriff des ”statischen“ Messens ist allerdings ein wenig irrefüh-rend. Denn hier wirkt abermals eine Kraft auf die Verbindung unddreht die Schraube ein Stück weiter, so dass das Anziehmomentweiter steigt. Abhängig von der Person, die den Schlüssel verwen-det, kann die Verfälschung erheblich sein.
Dennoch ist der Einsatz eines einstellbaren Drehmomentschlüsselseine gängige Methode, um das Anziehmoment zu überprüfen. DerDrehmomentschlüssel hat eine Kupplung, die sich auf ein bestimm-tes Moment einstellen lässt, und wird auf die Schraube aufgesetzt.Das statische Anziehmoment wird in dem Augenblick abgelesen, indem sich die Schraube (gerade noch nicht) zu drehen beginnt.
Ist das Anziehmoment der Schraubverbindung größer als dasvoreingestellte Drehmoment, öffnet sich der Schlüssel mit einemKlick. Ist das Anziehmoment kleiner, kann die Verbindung weiterangezogen werden, bis der Drehmomentschlüssel auskuppelt. EinÜberziehen lässt sich jedoch mit dieser Methode nicht aufzeigen.
Bei der dynamischen Messung wird das Anziehmoment währenddes gesamten Anziehzyklus’ kontinuierlich verfolgt. Diese Methodeeignet sich vor allem für Produktionsumgebungen, in denen gest-euerte Elektroschrauber verwendet werden. Das dynamischeVerfahren hat gegenüber dem statischen Verfahren den Vorteil, dasses permanent Auskunft über die Leistung des Schraubers liefert.Daher ist bei diesem Verfahren keine anschließende Prüfung erfor-derlich.
Drehmomentschlüssel(statische Messung)
Tightning 8648 04 6-01-26 18.42 Sida 12
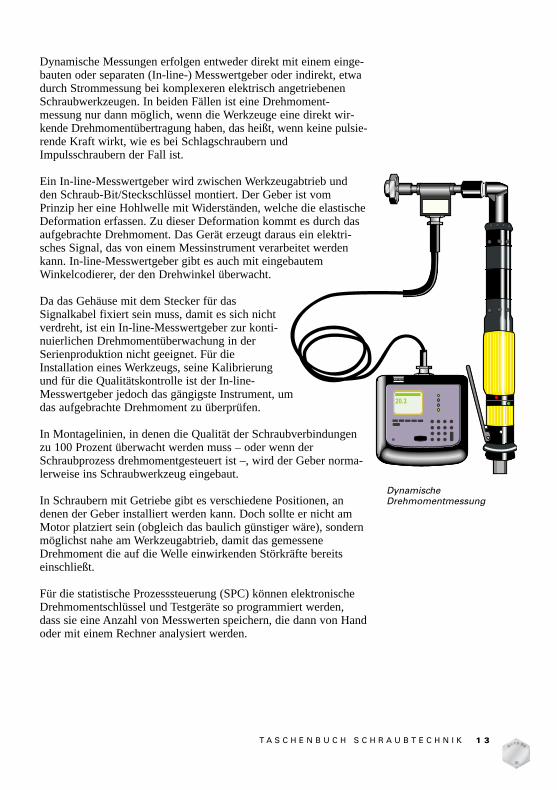
Dynamische Messungen erfolgen entweder direkt mit einem einge-bauten oder separaten (In-line-) Messwertgeber oder indirekt, etwadurch Strommessung bei komplexeren elektrisch angetriebenenSchraubwerkzeugen. In beiden Fällen ist eine Drehmoment-messung nur dann möglich, wenn die Werkzeuge eine direkt wir-kende Drehmomentübertragung haben, das heißt, wenn keine pulsie-rende Kraft wirkt, wie es bei Schlagschraubern undImpulsschraubern der Fall ist.
Ein In-line-Messwertgeber wird zwischen Werkzeugabtrieb undden Schraub-Bit/Steckschlüssel montiert. Der Geber ist vomPrinzip her eine Hohlwelle mit Widerständen, welche die elastischeDeformation erfassen. Zu dieser Deformation kommt es durch dasaufgebrachte Drehmoment. Das Gerät erzeugt daraus ein elektri-sches Signal, das von einem Messinstrument verarbeitet werdenkann. In-line-Messwertgeber gibt es auch mit eingebautemWinkelcodierer, der den Drehwinkel überwacht.
Da das Gehäuse mit dem Stecker für dasSignalkabel fixiert sein muss, damit es sich nichtverdreht, ist ein In-line-Messwertgeber zur konti-nuierlichen Drehmomentüberwachung in derSerienproduktion nicht geeignet. Für dieInstallation eines Werkzeugs, seine Kalibrierungund für die Qualitätskontrolle ist der In-line-Messwertgeber jedoch das gängigste Instrument, um das aufgebrachte Drehmoment zu überprüfen.
In Montagelinien, in denen die Qualität der Schraubverbindungenzu 100 Prozent überwacht werden muss – oder wenn derSchraubprozess drehmomentgesteuert ist –, wird der Geber norma-lerweise ins Schraubwerkzeug eingebaut.
In Schraubern mit Getriebe gibt es verschiedene Positionen, andenen der Geber installiert werden kann. Doch sollte er nicht amMotor platziert sein (obgleich das baulich günstiger wäre), sondernmöglichst nahe am Werkzeugabtrieb, damit das gemesseneDrehmoment die auf die Welle einwirkenden Störkräfte bereitseinschließt.
Für die statistische Prozesssteuerung (SPC) können elektronischeDrehmomentschlüssel und Testgeräte so programmiert werden,dass sie eine Anzahl von Messwerten speichern, die dann von Handoder mit einem Rechner analysiert werden.
T A S C H E N B U C H S C H R A U B T E C H N I K 1 3
DynamischeDrehmomentmessung
Tightning 8648 04 6-01-26 18.42 Sida 13

1 4 T A S C H E N B U C H S C H R A U B T E C H N I K
Ins Schraubwerkzeug können auch Winkelcodierer integriert sein,um den Drehwinkel während des Schraubvorgangs aufzuzeichnenoder um eine verbesserte Schraubkontrolle (siehe auch Kapitel 7,„Streckgrenze“) zu ermöglichen.
9. Der SchraubprozessDer Schraubprozess hat einen wesentlichen Einfluss auf die Qualitätder Schraubverbindung. Eine von Hand angezogeneSchraubverbindung verhält sich völlig anders als eine, die miteinem Kraftwerkzeug oder gar elektronisch gesteuertemTensorschrauber angezogen wurde.
Ferner übt die Art des Schraubers einen wesentlichen Einfluss aufdas Anziehergebnis aus. Direkt angetriebene Werkzeuge, wie Klein-oder Drehschrauber, haben eine maximale Leistung, die vom Motorund dem Übersetzungsverhältnis bestimmt wird. Heutzutage sinddirekt angetriebene Schrauber üblicherweise mit einer Vorrichtung(zum Beispiel einer Kupplung) ausgestattet, die denSchraubvorgang bei einem bestimmten Anziehmoment abschaltet(Abschaltschrauber).
Die Schrauber können aber auch als Würgeschrauber ausgelegt sein.Bei ihnen ist das endgültige Anziehmoment erreicht, wenn dieMotorkraft des Schraubers nicht mehr ausreicht, die Schraube wei-terzudrehen. Das heißt, der Schrauber kann den Widerstand nichtüberwinden, den die Reib- und Zugkräfte erzeugen.
Schlagschrauber und Impulsschrauber wandeln die Motorkraft inDrehmoment, indem während des Schraubvorgangs eine schlagendeEnergie intermittierend zu- und abgeschaltet wird. Nach diesemPrinzip lassen sich sehr leistungsfähige Werkzeuge mit günstigemLeistungsgewicht und geringer Größe realisieren. Vor allem hatdann der Werker kaum ein Reaktionsmoment zu verkraften. Auchdiese Schrauber sind mit Abschaltmechanismen erhältlich. Was dieÜberwachung des Anziehmoments anbelangt, eignen sich diese bei-den Schraubergattungen jedoch nicht ohne Weiteres für eine dyna-mische Messung, weshalb wir in diesem Zusammenhang nichtnäher auf sie eingehen wollen.
10. MittelwertversatzDer wichtigste Grund für den Einsatz kraftgetriebener Schraub-
Winkelschrauber mit eingebautem Drehmoment-Messwertgeber
Tightning 8648 04 6-01-26 18.42 Sida 14
T A S C H E N B U C H S C H R A U B T E C H N I K 1 5
werkzeuge ist die Verkürzung der Prozesszeiten. Motorisch angetrie-bene Schrauber drehen viel schneller als es ein Werker könnte undkönnen auch genauer abschalten. Ein Hauptaugenmerk liegt daherzunächst auf einer möglichst hohen Drehzahl des Werkzeugs.
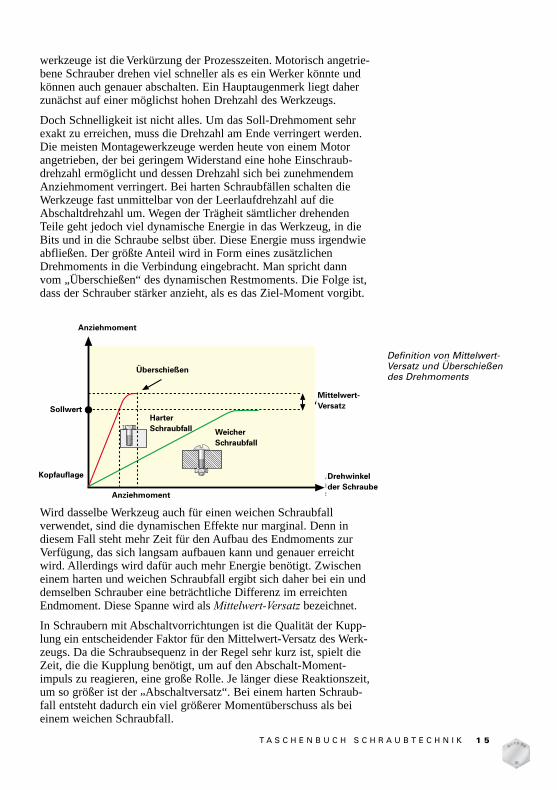
Doch Schnelligkeit ist nicht alles. Um das Soll-Drehmoment sehrexakt zu erreichen, muss die Drehzahl am Ende verringert werden.Die meisten Montagewerkzeuge werden heute von einem Motorangetrieben, der bei geringem Widerstand eine hohe Einschraub-drehzahl ermöglicht und dessen Drehzahl sich bei zunehmendemAnziehmoment verringert. Bei harten Schraubfällen schalten dieWerkzeuge fast unmittelbar von der Leerlaufdrehzahl auf dieAbschaltdrehzahl um. Wegen der Trägheit sämtlicher drehendenTeile geht jedoch viel dynamische Energie in das Werkzeug, in dieBits und in die Schraube selbst über. Diese Energie muss irgendwieabfließen. Der größte Anteil wird in Form eines zusätzlichenDrehmoments in die Verbindung eingebracht. Man spricht dannvom ”Überschießen“ des dynamischen Restmoments. Die Folge ist,dass der Schrauber stärker anzieht, als es das Ziel-Moment vorgibt.
Wird dasselbe Werkzeug auch für einen weichen Schraubfallverwendet, sind die dynamischen Effekte nur marginal. Denn indiesem Fall steht mehr Zeit für den Aufbau des Endmoments zurVerfügung, das sich langsam aufbauen kann und genauer erreichtwird. Allerdings wird dafür auch mehr Energie benötigt. Zwischeneinem harten und weichen Schraubfall ergibt sich daher bei ein unddemselben Schrauber eine beträchtliche Differenz im erreichtenEndmoment. Diese Spanne wird als Mittelwert-Versatz bezeichnet.
In Schraubern mit Abschaltvorrichtungen ist die Qualität der Kupp-lung ein entscheidender Faktor für den Mittelwert-Versatz des Werk-zeugs. Da die Schraubsequenz in der Regel sehr kurz ist, spielt dieZeit, die die Kupplung benötigt, um auf den Abschalt-Moment-impuls zu reagieren, eine große Rolle. Je länger diese Reaktionszeit,um so größer ist der ”Abschaltversatz“. Bei einem harten Schraub-fall entsteht dadurch ein viel größerer Momentüberschuss als beieinem weichen Schraubfall.
Definition von Mittelwert-Versatz und Überschießendes Drehmoments
Anziehmoment
Anziehmoment
Drehwinkel
der Schraube
Mittelwert-
Versatz
Harter
SchraubfallWeicher
Schraubfall
Überschießen
Sollwert
Kopfauflage
Tightning 8648 04 6-01-26 18.42 Sida 15
1 6 T A S C H E N B U C H S C H R A U B T E C H N I K
11. Messstandards
Durch die Härte des Schraubfalls bedingte Variationen desAnziehresultats haben es erforderlich gemacht, Messstandards fest-zulegen. Nur so sind verschiedene Werkzeuge vergleichbar, wenn esum die Erfüllung von Qualitätsvorgaben beim Drehmoment geht.
Der übliche, derzeit verwendete Standard ist die DIN EN ISO 5393:
”Drehende Werkzeuge für Schraubverbindungen – Funktionsprü-fungen“. Der Standard und die Prinzipien für die Bewertung derErgebnisse sind im Taschenbuch ”Statistische Analyseverfahren fürSchraubwerkzeuge“ (siehe Anhang) von Atlas Copco Tools nähererläutert.
12. Zertifizierung
Die ISO 5393 dient Herstellern und Anwendern von Montagewerk-zeugen dazu, deren Leistung zu bewerten. Auf der Grundlage dieserNorm haben viele Automobilhersteller eigene Qualitätsstandardserstellt. Die Programme kategorisieren und klassifizieren die aufdem Markt vorhandenen Schraubwerkzeuge. Normalerweise mussdie Leistungsfähigkeit eines Schraubers sowohl im fabrikneuenZustand als auch nach einer bestimmten Einsatzdauer überprüftwerden, bevor er für die Verwendung an den Montagelinien welt-weit freigegeben wird.
Die Automobilhersteller nutzen zum Teil sehr umfassende Zertifi-zierungsprogramme. Als Beispiel sei das Programm der Ford MotorCo. angeführt. Es teilt im Prinzip sämtliche Verbindungen in einemFahrzeug hinsichtlich der Anforderungen an die Drehmoment-wiederholgenauigkeit in Werkzeugklassen ein. Die Werkzeuge wer-den gemäß diesen Anforderungen in jeder Klasse nach ISO 5393hinsichtlich ihrer Drehmomenttoleranz getestet. Für die Zertifi-zierung muss jedes Werkzeug die Genauigkeitsanforderungensowohl im neuen Zustand als auch nach 250 000 Zyklen und – fürdie Präferenzzertifizierung – nach 500 000 Zyklen ohne größereReparaturen und mit demselben Toleranzwert erfüllen. Mit
”Zyklus“ ist jeder einzelne Anziehvorgang und nicht ”eineVerschraubung“ gemeint. Denn es gibt Schraubstrategien, bei deneneine Schraube erst ein Stück weit angezogen, dann wieder gelöst,dann wieder angezogen wird. In diesem Fall wären das zwei Zyklenbei einer Verschraubung.
Andere Fahrzeughersteller haben ähnliche Programme. Die meistenvon ihnen verwenden ISO 5393 als Prüfverfahren. Es werden aberauch andere Normen zu Grunde gelegt.
Die Prüfungen der Werkzeugleistung werden in erster Linie vomFahrzeughersteller entwickelt, doch der Werkzeughersteller kann indie praktischen Tests einbezogen werden.
Tightning 8648 04 6-01-26 18.42 Sida 16
T A S C H E N B U C H S C H R A U B T E C H N I K 1 7
13. Fehlerquellen beim Schrauben
Durch die Überwachung des Anziehmoments soll sichergestelltwerden, dass die richtige Klemmkraft erreicht wurde. DasAnziehmoment allein bietet jedoch keine hundertprozentigeGarantie dafür, dass die Klemmkraft für die Last, für die dieVerbindung konzipiert wurde, ausreicht. Es gibt eine Reihe vonFehlern, die auftreten und zu einer falschen Vorspannung in derSchraube führen können, auch wenn das Anziehmoment korrekterreicht wurde: zum Beispiel beschädigte Gewinde, fehlendeKomponenten oder Setzerscheinungen der Schraube.
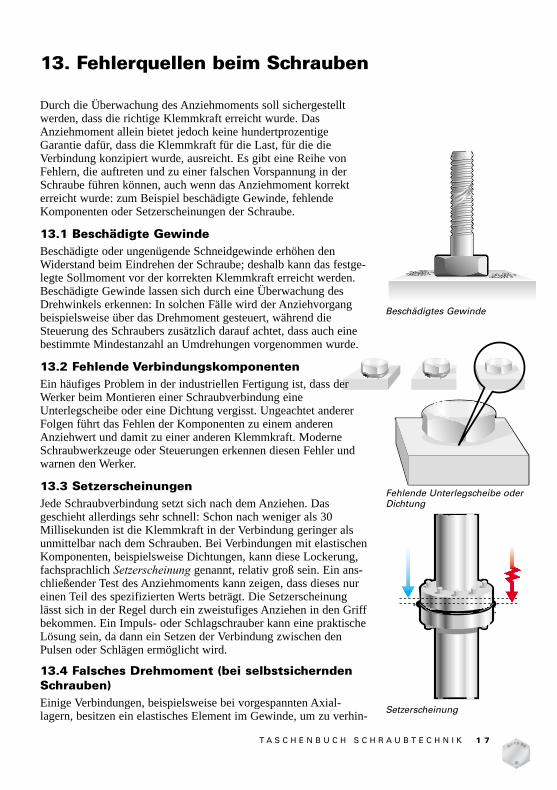
13.1 Beschädigte GewindeBeschädigte oder ungenügende Schneidgewinde erhöhen denWiderstand beim Eindrehen der Schraube; deshalb kann das festge-legte Sollmoment vor der korrekten Klemmkraft erreicht werden.Beschädigte Gewinde lassen sich durch eine Überwachung desDrehwinkels erkennen: In solchen Fälle wird der Anziehvorgangbeispielsweise über das Drehmoment gesteuert, während dieSteuerung des Schraubers zusätzlich darauf achtet, dass auch einebestimmte Mindestanzahl an Umdrehungen vorgenommen wurde.
13.2 Fehlende VerbindungskomponentenEin häufiges Problem in der industriellen Fertigung ist, dass derWerker beim Montieren einer Schraubverbindung eineUnterlegscheibe oder eine Dichtung vergisst. Ungeachtet andererFolgen führt das Fehlen der Komponenten zu einem anderenAnziehwert und damit zu einer anderen Klemmkraft. ModerneSchraubwerkzeuge oder Steuerungen erkennen diesen Fehler undwarnen den Werker.
13.3 SetzerscheinungenJede Schraubverbindung setzt sich nach dem Anziehen. Dasgeschieht allerdings sehr schnell: Schon nach weniger als 30Millisekunden ist die Klemmkraft in der Verbindung geringer alsunmittelbar nach dem Schrauben. Bei Verbindungen mit elastischenKomponenten, beispielsweise Dichtungen, kann diese Lockerung,fachsprachlich Setzerscheinung genannt, relativ groß sein. Ein ans-chließender Test des Anziehmoments kann zeigen, dass dieses nureinen Teil des spezifizierten Werts beträgt. Die Setzerscheinunglässt sich in der Regel durch ein zweistufiges Anziehen in den Griffbekommen. Ein Impuls- oder Schlagschrauber kann eine praktischeLösung sein, da dann ein Setzen der Verbindung zwischen denPulsen oder Schlägen ermöglicht wird.
13.4 Falsches Drehmoment (bei selbstsicherndenSchrauben)Einige Verbindungen, beispielsweise bei vorgespannten Axial-lagern, besitzen ein elastisches Element im Gewinde, um zu verhin-
Beschädigtes Gewinde
Fehlende Unterlegscheibe oderDichtung
Setzerscheinung
Tightning 8648 04 6-01-26 18.42 Sida 17
1 8 T A S C H E N B U C H S C H R A U B T E C H N I K
dern, dass sich die Verbindung lockert. Bei solchen Verbindungenkann der Verschleiß im Laufe der Zeit die Vorspannung senken, diedie nötige Reibung zwischen Bolzen und Mutter herstellen soll.Spezielle Reibungs- (oder Selbstsicherungs-)Elemente sollen dasverhindern. Allerdings erhöhen sie auch den Widerstand beimEindrehen und Anziehen der Schraube. Ein Werkzeug, das mitDrehmomentsteuerung arbeitet, könnte zu früh abschalten, da dieKontrollvorrichtung den Unterschied zwischen dem Einschraub-oder Selbstsicherungsmoment und dem vorgesehenenAnziehmoment nicht erkennen kann.
Die Lösung ist entweder eine Vorrichtung, die mechanisch erkennt,wann das Festziehmoment beginnt, oder eine, die denSchraubprozess elektronisch analysiert.
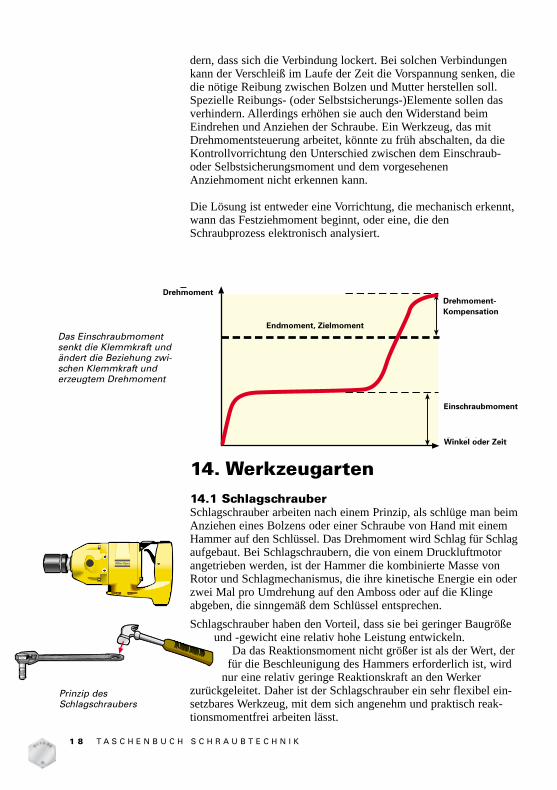
14. Werkzeugarten14.1 Schlagschrauber Schlagschrauber arbeiten nach einem Prinzip, als schlüge man beimAnziehen eines Bolzens oder einer Schraube von Hand mit einemHammer auf den Schlüssel. Das Drehmoment wird Schlag für Schlagaufgebaut. Bei Schlagschraubern, die von einem Druckluftmotorangetrieben werden, ist der Hammer die kombinierte Masse vonRotor und Schlagmechanismus, die ihre kinetische Energie ein oderzwei Mal pro Umdrehung auf den Amboss oder auf die Klingeabgeben, die sinngemäß dem Schlüssel entsprechen.
Schlagschrauber haben den Vorteil, dass sie bei geringer Baugrößeund -gewicht eine relativ hohe Leistung entwickeln.
Da das Reaktionsmoment nicht größer ist als der Wert, derfür die Beschleunigung des Hammers erforderlich ist, wird
nur eine relativ geringe Reaktionskraft an den Werkerzurückgeleitet. Daher ist der Schlagschrauber ein sehr flexibel ein-setzbares Werkzeug, mit dem sich angenehm und praktisch reak-tionsmomentfrei arbeiten lässt.
Prinzip desSchlagschraubers
Das Einschraubmomentsenkt die Klemmkraft undändert die Beziehung zwi-schen Klemmkraft underzeugtem Drehmoment
Endmoment, Zielmoment
DrehmomentDrehmoment-
Kompensation
Einschraubmoment
Winkel oder Zeit
Tightning 8648 04 6-01-26 18.42 Sida 18
T A S C H E N B U C H S C H R A U B T E C H N I K 1 9
Die Nachteile sind das vergleichsweise laute Prozessgeräusch unddie Schwierigkeit, das aufgebrachte Drehmoment zu messen und zukontrollieren. Schlagschrauber werden daher vorwiegend zumLösen rostiger und festgefahrener Bolzen eingesetzt, etwa beiWartungsarbeiten in Werken der Prozessindustrie, Raffinerien oderAnlagen der Schwerindustrie. Natürlich kann man mit ihnen auchSchrauben an kleinen Vorrichtungen und Maschinen lösen. Schlag-schrauber eignen sich ferner zum Anziehen von Schrauben bei allenAnwendungen, die keine besondere Präzision erfordern.
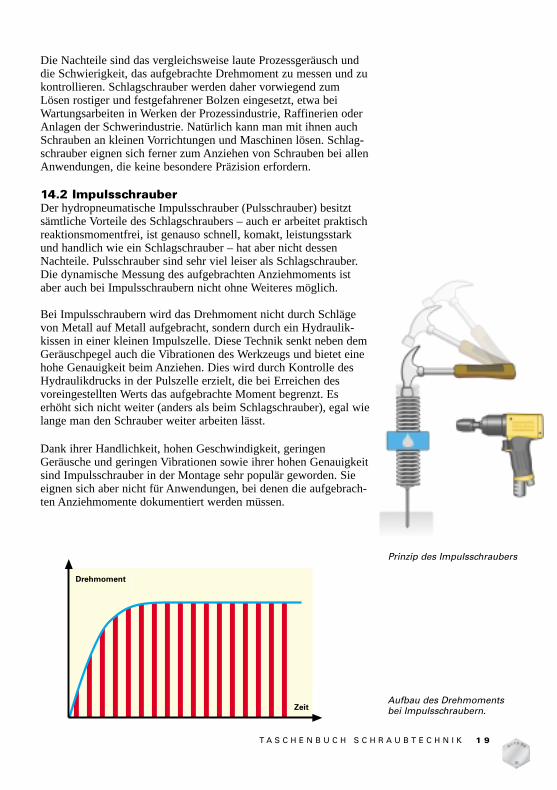
14.2 Impulsschrauber Der hydropneumatische Impulsschrauber (Pulsschrauber) besitztsämtliche Vorteile des Schlagschraubers – auch er arbeitet praktischreaktionsmomentfrei, ist genauso schnell, komakt, leistungsstarkund handlich wie ein Schlagschrauber – hat aber nicht dessenNachteile. Pulsschrauber sind sehr viel leiser als Schlagschrauber.Die dynamische Messung des aufgebrachten Anziehmoments istaber auch bei Impulsschraubern nicht ohne Weiteres möglich.
Bei Impulsschraubern wird das Drehmoment nicht durch Schlägevon Metall auf Metall aufgebracht, sondern durch ein Hydraulik-kissen in einer kleinen Impulszelle. Diese Technik senkt neben demGeräuschpegel auch die Vibrationen des Werkzeugs und bietet einehohe Genauigkeit beim Anziehen. Dies wird durch Kontrolle desHydraulikdrucks in der Pulszelle erzielt, die bei Erreichen desvoreingestellten Werts das aufgebrachte Moment begrenzt. Eserhöht sich nicht weiter (anders als beim Schlagschrauber), egal wielange man den Schrauber weiter arbeiten lässt.
Dank ihrer Handlichkeit, hohen Geschwindigkeit, geringenGeräusche und geringen Vibrationen sowie ihrer hohen Genauigkeitsind Impulsschrauber in der Montage sehr populär geworden. Sieeignen sich aber nicht für Anwendungen, bei denen die aufgebrach-ten Anziehmomente dokumentiert werden müssen.
Prinzip des Impulsschraubers
Aufbau des Drehmomentsbei Impulsschraubern.
Drehmoment
Zeit
Tightning 8648 04 6-01-26 18.42 Sida 19
2 0 T A S C H E N B U C H S C H R A U B T E C H N I K
14.3 Druckluft-DrehschrauberDirektangetriebene Druckluftwerkzeuge zum Anziehen vonSchrauben reichen von ganz kleinen Drehschraubern fürSchraubengrößen bis zu M 6 (1/4 Zoll) bis hin zu Werkzeugen miteinem hohen Anziehmoment von mehreren tausend Newtonmetern.Das Drehmoment wird aufgebaut, indem die Kraft eines schnellenDruckluftmotors über ein Getriebe auf einen Abtrieb übertragenwird, der mit geringer Drehzahl läuft und ein hohes Moment auf-bringen kann. Normalerweise werden Planetengetriebe eingesetzt.
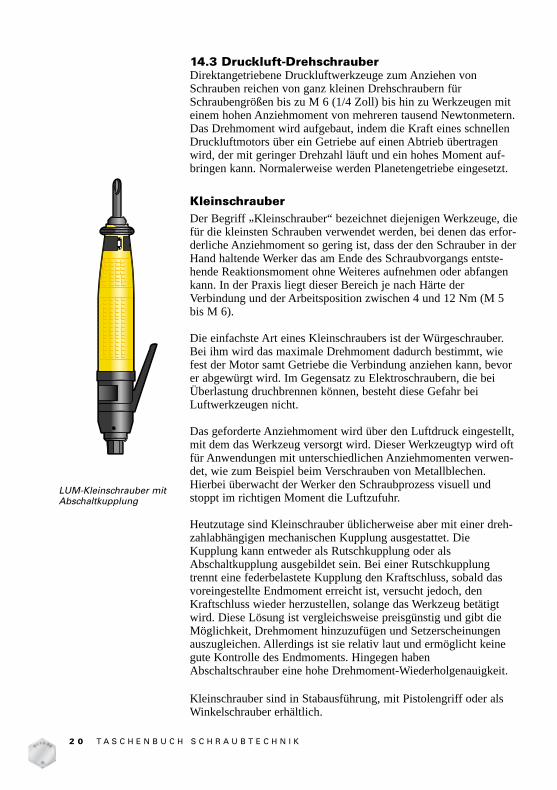
KleinschrauberDer Begriff ”Kleinschrauber“ bezeichnet diejenigen Werkzeuge, diefür die kleinsten Schrauben verwendet werden, bei denen das erfor-derliche Anziehmoment so gering ist, dass der den Schrauber in derHand haltende Werker das am Ende des Schraubvorgangs entste-hende Reaktionsmoment ohne Weiteres aufnehmen oder abfangenkann. In der Praxis liegt dieser Bereich je nach Härte derVerbindung und der Arbeitsposition zwischen 4 und 12 Nm (M 5bis M 6).
Die einfachste Art eines Kleinschraubers ist der Würgeschrauber.Bei ihm wird das maximale Drehmoment dadurch bestimmt, wiefest der Motor samt Getriebe die Verbindung anziehen kann, bevorer abgewürgt wird. Im Gegensatz zu Elektroschraubern, die beiÜberlastung druchbrennen können, besteht diese Gefahr beiLuftwerkzeugen nicht.
Das geforderte Anziehmoment wird über den Luftdruck eingestellt,mit dem das Werkzeug versorgt wird. Dieser Werkzeugtyp wird oftfür Anwendungen mit unterschiedlichen Anziehmomenten verwen-det, wie zum Beispiel beim Verschrauben von Metallblechen.Hierbei überwacht der Werker den Schraubprozess visuell undstoppt im richtigen Moment die Luftzufuhr.
Heutzutage sind Kleinschrauber üblicherweise aber mit einer dreh-zahlabhängigen mechanischen Kupplung ausgestattet. DieKupplung kann entweder als Rutschkupplung oder alsAbschaltkupplung ausgebildet sein. Bei einer Rutschkupplungtrennt eine federbelastete Kupplung den Kraftschluss, sobald dasvoreingestellte Endmoment erreicht ist, versucht jedoch, denKraftschluss wieder herzustellen, solange das Werkzeug betätigtwird. Diese Lösung ist vergleichsweise preisgünstig und gibt dieMöglichkeit, Drehmoment hinzuzufügen und Setzerscheinungenauszugleichen. Allerdings ist sie relativ laut und ermöglicht keinegute Kontrolle des Endmoments. Hingegen habenAbschaltschrauber eine hohe Drehmoment-Wiederholgenauigkeit.
Kleinschrauber sind in Stabausführung, mit Pistolengriff oder alsWinkelschrauber erhältlich.
LUM-Kleinschrauber mitAbschaltkupplung
Tightning 8648 04 6-01-26 18.42 Sida 20
T A S C H E N B U C H S C H R A U B T E C H N I K 2 1
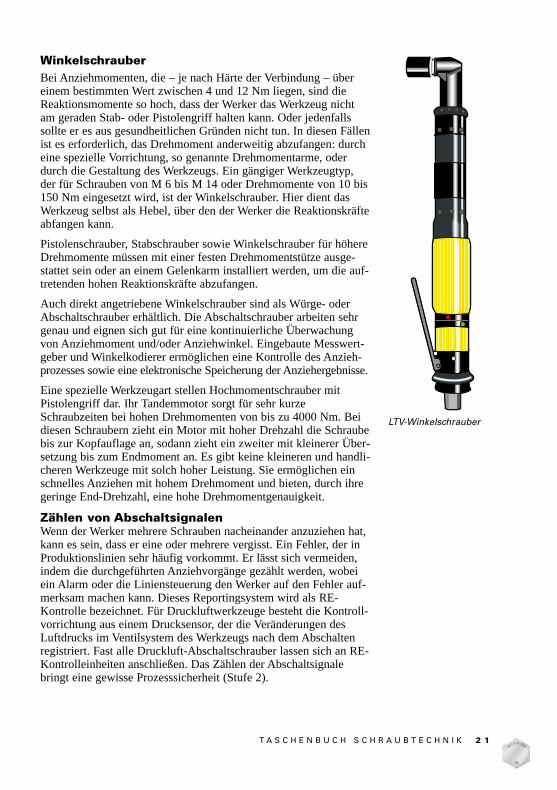
Winkelschrauber Bei Anziehmomenten, die – je nach Härte der Verbindung – übereinem bestimmten Wert zwischen 4 und 12 Nm liegen, sind dieReaktionsmomente so hoch, dass der Werker das Werkzeug nichtam geraden Stab- oder Pistolengriff halten kann. Oder jedenfallssollte er es aus gesundheitlichen Gründen nicht tun. In diesen Fällenist es erforderlich, das Drehmoment anderweitig abzufangen: durcheine spezielle Vorrichtung, so genannte Drehmomentarme, oderdurch die Gestaltung des Werkzeugs. Ein gängiger Werkzeugtyp,der für Schrauben von M 6 bis M 14 oder Drehmomente von 10 bis150 Nm eingesetzt wird, ist der Winkelschrauber. Hier dient dasWerkzeug selbst als Hebel, über den der Werker die Reaktionskräfteabfangen kann.
Pistolenschrauber, Stabschrauber sowie Winkelschrauber für höhereDrehmomente müssen mit einer festen Drehmomentstütze ausge-stattet sein oder an einem Gelenkarm installiert werden, um die auf-tretenden hohen Reaktionskräfte abzufangen.
Auch direkt angetriebene Winkelschrauber sind als Würge- oderAbschaltschrauber erhältlich. Die Abschaltschrauber arbeiten sehrgenau und eignen sich gut für eine kontinuierliche Überwachungvon Anziehmoment und/oder Anziehwinkel. Eingebaute Messwert-geber und Winkelkodierer ermöglichen eine Kontrolle des Anzieh-prozesses sowie eine elektronische Speicherung der Anziehergebnisse.
Eine spezielle Werkzeugart stellen Hochmomentschrauber mitPistolengriff dar. Ihr Tandemmotor sorgt für sehr kurzeSchraubzeiten bei hohen Drehmomenten von bis zu 4000 Nm. Beidiesen Schraubern zieht ein Motor mit hoher Drehzahl die Schraubebis zur Kopfauflage an, sodann zieht ein zweiter mit kleinerer Über-setzung bis zum Endmoment an. Es gibt keine kleineren und handli-cheren Werkzeuge mit solch hoher Leistung. Sie ermöglichen einschnelles Anziehen mit hohem Drehmoment und bieten, durch ihregeringe End-Drehzahl, eine hohe Drehmomentgenauigkeit.
Zählen von AbschaltsignalenWenn der Werker mehrere Schrauben nacheinander anzuziehen hat,kann es sein, dass er eine oder mehrere vergisst. Ein Fehler, der inProduktionslinien sehr häufig vorkommt. Er lässt sich vermeiden,indem die durchgeführten Anziehvorgänge gezählt werden, wobeiein Alarm oder die Liniensteuerung den Werker auf den Fehler auf-merksam machen kann. Dieses Reportingsystem wird als RE-Kontrolle bezeichnet. Für Druckluftwerkzeuge besteht die Kontroll-vorrichtung aus einem Drucksensor, der die Veränderungen desLuftdrucks im Ventilsystem des Werkzeugs nach dem Abschaltenregistriert. Fast alle Druckluft-Abschaltschrauber lassen sich an RE-Kontrolleinheiten anschließen. Das Zählen der Abschaltsignalebringt eine gewisse Prozesssicherheit (Stufe 2).
LTV-Winkelschrauber
Tightning 8648 04 6-01-26 18.43 Sida 21
2 2 T A S C H E N B U C H S C H R A U B T E C H N I K
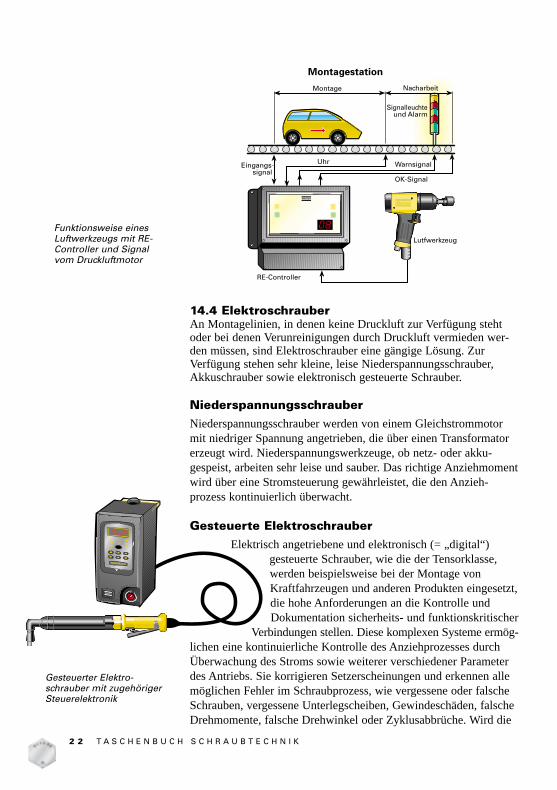
14.4 ElektroschrauberAn Montagelinien, in denen keine Druckluft zur Verfügung stehtoder bei denen Verunreinigungen durch Druckluft vermieden wer-den müssen, sind Elektroschrauber eine gängige Lösung. ZurVerfügung stehen sehr kleine, leise Niederspannungsschrauber,Akkuschrauber sowie elektronisch gesteuerte Schrauber.
NiederspannungsschrauberNiederspannungsschrauber werden von einem Gleichstrommotormit niedriger Spannung angetrieben, die über einen Transformatorerzeugt wird. Niederspannungswerkzeuge, ob netz- oder akku-gespeist, arbeiten sehr leise und sauber. Das richtige Anziehmomentwird über eine Stromsteuerung gewährleistet, die den Anzieh-prozess kontinuierlich überwacht.
Gesteuerte ElektroschrauberElektrisch angetriebene und elektronisch (= „digital“)
gesteuerte Schrauber, wie die der Tensorklasse,werden beispielsweise bei der Montage vonKraftfahrzeugen und anderen Produkten eingesetzt,die hohe Anforderungen an die Kontrolle undDokumentation sicherheits- und funktionskritischer
Verbindungen stellen. Diese komplexen Systeme ermög-lichen eine kontinuierliche Kontrolle des Anziehprozesses durchÜberwachung des Stroms sowie weiterer verschiedener Parameterdes Antriebs. Sie korrigieren Setzerscheinungen und erkennen allemöglichen Fehler im Schraubprozess, wie vergessene oder falscheSchrauben, vergessene Unterlegscheiben, Gewindeschäden, falscheDrehmomente, falsche Drehwinkel oder Zyklusabbrüche. Wird die
Montagestation
Montage Nacharbeit
Signalleuchteund Alarm
signal
Uhr Warnsignal
OK-Signal
RE-Controller
Lutfwerkzeug
Eingangs-
Funktionsweise einesLuftwerkzeugs mit RE-Controller und Signalvom Druckluftmotor
Gesteuerter Elektro-schrauber mit zugehörigerSteuerelektronik
Tightning 8648 04 6-01-26 18.43 Sida 22
T A S C H E N B U C H S C H R A U B T E C H N I K 2 3
Steuereinheit vom Schrau-ber getrennt untergebracht,lassen sich heute sehr ergo-nomische Werkzeuge kon-struieren, die Druckluft-schraubern im Leistungsge-wicht kaum noch nachstehen.
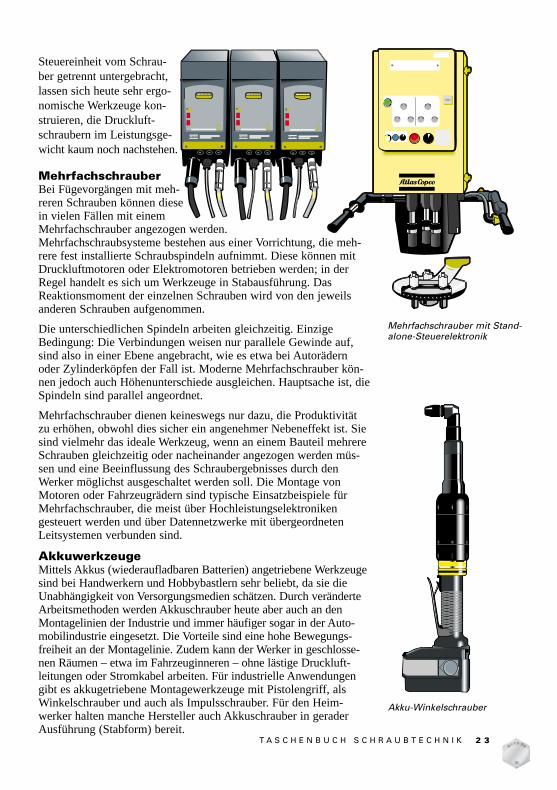
MehrfachschrauberBei Fügevorgängen mit meh-reren Schrauben können diesein vielen Fällen mit einemMehrfachschrauber angezogen werden.Mehrfachschraubsysteme bestehen aus einer Vorrichtung, die meh-rere fest installierte Schraubspindeln aufnimmt. Diese können mitDruckluftmotoren oder Elektromotoren betrieben werden; in derRegel handelt es sich um Werkzeuge in Stabausführung. DasReaktionsmoment der einzelnen Schrauben wird von den jeweilsanderen Schrauben aufgenommen.
Die unterschiedlichen Spindeln arbeiten gleichzeitig. EinzigeBedingung: Die Verbindungen weisen nur parallele Gewinde auf,sind also in einer Ebene angebracht, wie es etwa bei Autorädernoder Zylinderköpfen der Fall ist. Moderne Mehrfachschrauber kön-nen jedoch auch Höhenunterschiede ausgleichen. Hauptsache ist, dieSpindeln sind parallel angeordnet.
Mehrfachschrauber dienen keineswegs nur dazu, die Produktivitätzu erhöhen, obwohl dies sicher ein angenehmer Nebeneffekt ist. Siesind vielmehr das ideale Werkzeug, wenn an einem Bauteil mehrereSchrauben gleichzeitig oder nacheinander angezogen werden müs-sen und eine Beeinflussung des Schraubergebnisses durch denWerker möglichst ausgeschaltet werden soll. Die Montage vonMotoren oder Fahrzeugrädern sind typische Einsatzbeispiele fürMehrfachschrauber, die meist über Hochleistungselektroniken gesteuert werden und über Datennetzwerke mit übergeordnetenLeitsystemen verbunden sind.
AkkuwerkzeugeMittels Akkus (wiederaufladbaren Batterien) angetriebene Werkzeugesind bei Handwerkern und Hobbybastlern sehr beliebt, da sie die Unabhängigkeit von Versorgungsmedien schätzen. Durch veränderteArbeitsmethoden werden Akkuschrauber heute aber auch an denMontagelinien der Industrie und immer häufiger sogar in der Auto-mobilindustrie eingesetzt. Die Vorteile sind eine hohe Bewegungs-freiheit an der Montagelinie. Zudem kann der Werker in geschlosse-nen Räumen – etwa im Fahrzeuginneren – ohne lästige Druckluft-leitungen oder Stromkabel arbeiten. Für industrielle Anwendungengibt es akkugetriebene Montagewerkzeuge mit Pistolengriff, alsWinkelschrauber und auch als Impulsschrauber. Für den Heim-werker halten manche Hersteller auch Akkuschrauber in geraderAusführung (Stabform) bereit.
Mehrfachschrauber mit Stand-alone-Steuerelektronik
Akku-Winkelschrauber
Tightning 8648 04 6-01-26 18.43 Sida 23
2 4 T A S C H E N B U C H S C H R A U B T E C H N I K
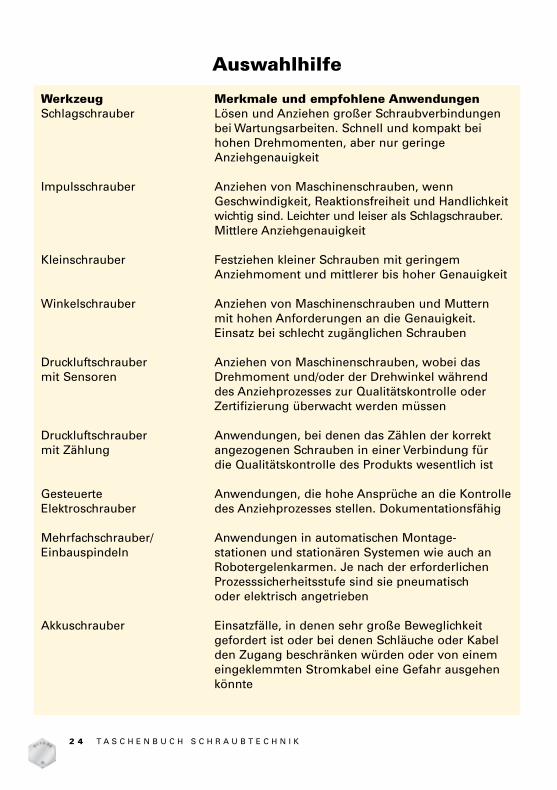
Werkzeug Merkmale und empfohlene AnwendungenSchlagschrauber Lösen und Anziehen großer Schraubverbindungen
bei Wartungsarbeiten. Schnell und kompakt bei hohen Drehmomenten, aber nur geringe Anziehgenauigkeit
Impulsschrauber Anziehen von Maschinenschrauben, wenn Geschwindigkeit, Reaktionsfreiheit und Handlichkeitwichtig sind. Leichter und leiser als Schlagschrauber.Mittlere Anziehgenauigkeit
Kleinschrauber Festziehen kleiner Schrauben mit geringem Anziehmoment und mittlerer bis hoher Genauigkeit
Winkelschrauber Anziehen von Maschinenschrauben und Muttern mit hohen Anforderungen an die Genauigkeit. Einsatz bei schlecht zugänglichen Schrauben
Druckluftschrauber Anziehen von Maschinenschrauben, wobei das mit Sensoren Drehmoment und/oder der Drehwinkel während
des Anziehprozesses zur Qualitätskontrolle oder Zertifizierung überwacht werden müssen
Druckluftschrauber Anwendungen, bei denen das Zählen der korrekt mit Zählung angezogenen Schrauben in einer Verbindung für
die Qualitätskontrolle des Produkts wesentlich ist
Gesteuerte Anwendungen, die hohe Ansprüche an die KontrolleElektroschrauber des Anziehprozesses stellen. Dokumentationsfähig
Mehrfachschrauber/ Anwendungen in automatischen Montage- Einbauspindeln stationen und stationären Systemen wie auch an
Robotergelenkarmen. Je nach der erforderlichen Prozesssicherheitsstufe sind sie pneumatisch oder elektrisch angetrieben
Akkuschrauber Einsatzfälle, in denen sehr große Beweglichkeit gefordert ist oder bei denen Schläuche oder Kabel den Zugang beschränken würden oder von einem eingeklemmten Stromkabel eine Gefahr ausgehen könnte
Auswahlhilfe
Tightning 8648 04 6-01-26 18.43 Sida 24

T A S C H E N B U C H S C H R A U B T E C H N I K 2 5
Tightning 8648 04 6-01-26 18.43 Sida 25
2 6 T A S C H E N B U C H S C H R A U B T E C H N I K
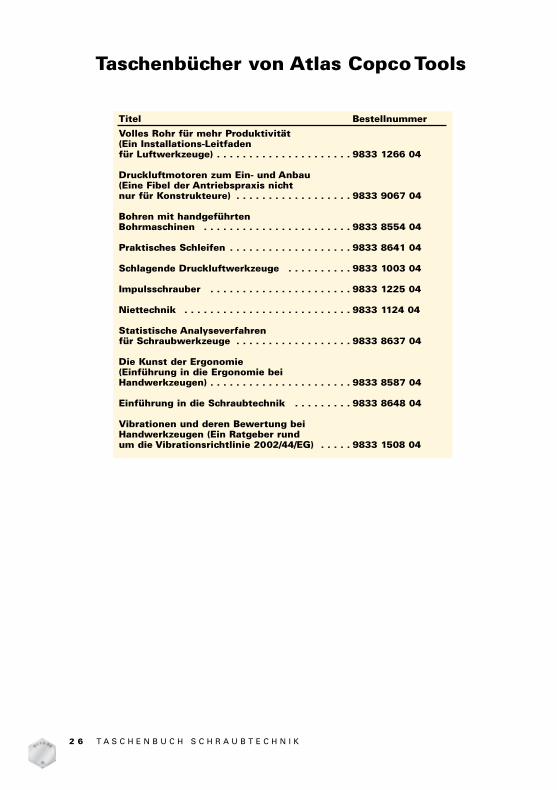
Titel Bestellnummer
Volles Rohr für mehr Produktivität(Ein Installations-Leitfaden für Luftwerkzeuge) . . . . . . . . . . . . . . . . . . . . . 9833 1266 04
Druckluftmotoren zum Ein- und Anbau (Eine Fibel der Antriebspraxis nicht nur für Konstrukteure) . . . . . . . . . . . . . . . . . . 9833 9067 04
Bohren mit handgeführten Bohrmaschinen . . . . . . . . . . . . . . . . . . . . . . . 9833 8554 04
Praktisches Schleifen . . . . . . . . . . . . . . . . . . . 9833 8641 04
Schlagende Druckluftwerkzeuge . . . . . . . . . . 9833 1003 04
Impulsschrauber . . . . . . . . . . . . . . . . . . . . . . 9833 1225 04
Niettechnik . . . . . . . . . . . . . . . . . . . . . . . . . . 9833 1124 04
Statistische Analyseverfahren für Schraubwerkzeuge . . . . . . . . . . . . . . . . . . 9833 8637 04
Die Kunst der Ergonomie(Einführung in die Ergonomie bei Handwerkzeugen) . . . . . . . . . . . . . . . . . . . . . . 9833 8587 04
Einführung in die Schraubtechnik . . . . . . . . . 9833 8648 04
Vibrationen und deren Bewertung bei Handwerkzeugen (Ein Ratgeber rund um die Vibrationsrichtlinie 2002/44/EG) . . . . . 9833 1508 04
Taschenbücher von Atlas Copco Tools
Tightning 8648 04 6-01-26 18.43 Sida 26
www.atlascopco.com 9833
864
8 04
Rec
ycce
lfäh
iges
Pap
ier.
TR
Try
ck 2
006:
1. In
Sch
wed
en g
edru
ckt.
Erweitern Sie Ihr Wissen und erhöhen Sie
Ihre Produktivität
Atlas Copco Tools bietet ein großes Sortiment an technischer Literatur und Handbüchern, u. a. das Buch „Ergonomie bei Handwerkzeugen”, Produkt- und Kundendienstvideos, technische Informationsblätter und Ersatzteillisten.
Atlas Copco Tools Central Europe GmbH Langemarckstraße 35 D-45141 Essen Tel. +49-(0)201-2177-0 Fax +49-(0)201-2177-100 [email protected]
Atlas Copco Tools Schweiz Büetigenstraße 80 CH-2557 Studen/Biel Tel. +41-(0)32-3741414 Fax +41-(0)32-3741630 [email protected]
Atlas Copco Tools Österreich Csokorgasse 11 A-1111 Wien Tel. +43-(0)1-76012-310 Fax +43-(0)1-76012-319 [email protected]
Nytt_omsl_8648_04.indd 2 06-05-20 12.35.59















![Verfahren zur Herstellung einer Schraubverbindung · B25B 23/14 (2006.01) ... B. in dem Taschenbuch Schraubtechnik der Atlas ... Bestellnummer 9833 8648 04 beschrieben. [0016] ...](https://static.fdokument.com/doc/165x107/5b8a6b5d7f8b9a82418c21f4/verfahren-zur-herstellung-einer-b25b-2314-200601-b-in-dem-taschenbuch.jpg)


