Entwicklung und Fertigung eines Funktionsmodells eines ... · PDF fileStuttgart: Motorbuch...
69
Westfälische Wilhelms- Universität Münster Schriftliche Hausarbeit, im Rahmen der ersten Staatsprüfung für das Lehramt für die Sekundarstufe I Entwicklung und Fertigung eines Funktionsmodells eines Otto-Viertaktmotors von Philipp Kranz Münster, den 17. Februar 2007 Themensteller Prof. Dr. Christian Hein Institut für Technik und ihre Didaktik
Transcript of Entwicklung und Fertigung eines Funktionsmodells eines ... · PDF fileStuttgart: Motorbuch...

Westfälische Wilhelms- Universität Münster
Schriftliche Hausarbeit, im Rahmen der ersten Staatsprüfung für das Lehramt für die Sekundarstufe I
Entwicklung und Fertigung eines Funktionsmodells eines Otto-Viertaktmotors
von
Philipp Kranz Münster, den 17. Februar 2007
Themensteller Prof. Dr. Christian Hein
Institut für Technik und ihre Didaktik

Westfälische Wilhelms-Universität Münster
1 Einleitung............................................................................................................ 2 1.1 Zielstellung der Arbeit ................................................................................. 2 1.2 Begründung der Themenwahl...................................................................... 3 1.3 Begründung der Methodenwahl................................................................... 5
2 Konstruktion und Fertigung des Modells ........................................................... 9 2.1 Projektvorstellung........................................................................................ 9
2.1.1 Motortyp............................................................................................. 9 2.1.2 Modellaufbau.................................................................................... 10
2.1.2.1 Motor .................................................................................... 10 2.1.2.1.1 Zylinderblock ................................................................. 11 2.1.2.1.2 Zylinderkopf................................................................... 12 2.1.2.1.3 Farbliche Gestaltung....................................................... 14 2.1.2.2 Lichteffekte und Beleuchtung .............................................. 15 2.1.2.3 Modellantrieb........................................................................ 16 2.1.2.4 Modellgestell ........................................................................ 16 2.1.2.5 Sicherheitsmaßnahmen......................................................... 17
2.2 Dokumentation........................................................................................... 17 2.2.1 Demontage des Motors..................................................................... 17
2.2.1.1 Demontage des Zylinderblockes .......................................... 19 2.2.1.2 Demontage des Zylinderkopfes ............................................ 23
2.2.2 Reinigen der Einzelteile ................................................................... 28 2.2.3 Schneiden und Fräsen....................................................................... 29
2.2.3.1 Festlegen der Schnitte am Zylinderblock ............................. 29 2.2.3.2 Schnitt des Zylinderblockes.................................................. 29 2.2.3.3 Montage zwecks weiterer Schnittfestlegungen .................... 32 2.2.3.4 Festlegen des Schnittes am Zylinderkopf............................. 32 2.2.3.5 Fräsen des Zylinderkopfes.................................................... 32 2.2.3.6 Schnitte der übrigen Bauteile ............................................... 34
2.2.4 Oberflächenbehandlung.................................................................... 35 2.2.5 Montage............................................................................................ 37 2.2.6 Elektronik zur Modellsteuerung....................................................... 40
2.2.6.1 Aufbau .................................................................................. 40 2.2.6.2 Fertigung............................................................................... 44
2.2.7 Modell-Antrieb................................................................................. 50 2.2.8 Modellgestell .................................................................................... 51 2.2.9 Endmontage...................................................................................... 52
3 Schluss .............................................................................................................. 53 4 Literaturverzeichnis .......................................................................................... 54 5 Internetquellenverzeichnis ................................................................................ 55
5.1 Internetquellen der Bilder .......................................................................... 55 5.2 Internetquellen des Plakates....................................................................... 55 5.3 Internetquellen der Plakatbilder................................................................. 55
6 Abbildungsverzeichnis...................................................................................... 57 7 Anhang.............................................................................................................. 65
7.1 Bestückungsplan ........................................................................................ 65 7.2 Ätzvorlage.................................................................................................. 66 7.3 Riemenscheibenmarkierungen................................................................... 67
8 Schlusserklärung............................................................................................... 68

2
1 Einleitung
1.1 Zielstellung der Arbeit
„Zu unserer Welt gehören Natur, Gesellschaft und Technik. Die Technik ist ein wichtiger Lebensbereich. […] Die Technik haben sich die Menschen selbst geschaffen, um ihr Leben zu gestalten. Sie beeinflusst ihre Lebensweise sehr stark. Ohne Technik ist das Leben in der Natur und in der Gesellschaft nicht vorstellbar. Technik ist sehr vielfältig.“ 1
Dieses Zitat macht deutlich, wie wichtig die Technik in unserer heutigen
Gesellschaft ist. Für unsere allgemeine Schulbildung ergibt sich daraus die
Konsequenz, dass Technik ein Gegenstand dieser Bildung sein muss, um eine
lückenlose Ausbildung unserer Schüler gewährleisten zu können. Diese Forderung
an die Schulen nach technischer Bildung macht es notwendig, schon die
Lehramtsstudenten des Faches Technik mit den notwendigen Kompetenzen
auszustatten. Daher sieht die Studienordnung für das Fach Technik und ihre
Didaktik an der Universität Münster die Bildung eines Grundverständnisses
technischer Begriffe, Arbeits- und Denkweisen und deren Struktur vor.2 Mit dieser
Examensarbeit soll ein Beitrag zu dieser angestrebten technischen Bildung der
Lehramtsstudenten im Fachbereich Technik und ihre Didaktik in dem Teilgebiet
der Maschinentechnik geleistet werden. Die Zielstellung dieser Arbeit besteht aus
zwei Teilen. Primär soll im Zuge dieser Arbeit ein Funktionsmodell eines Otto-
Viertakt-Motors konstruiert und angefertigt werden. Des Weiteren wird eine
Konstruktionsdokumentation dieses Vorganges erstellt. Das entstehende Modell
soll im Institut für Technik und ihre Didaktik ausgestellt werden und neben den
anderen Ausstellungsstücken, wie z.B. einem Wankelmotor, seinen Beitrag zur
technischen Bildung der dort verkehrenden Personen leisten. In dem Institut
verkehren nicht nur die Studenten des technischen Fachbereiches, sondern auch
Schulklassen und Fortbildungsteilnehmer. Diese Personengruppen werden in
dieser Arbeit als Betrachter bezeichnet. Das Modell soll so konstruiert werden,
dass es die Wirkungsabläufe und die Prozesse des Otto-Viertakt-Motors sichtbar 1Prof. Dr. E. Hartmann und Prof. Dr. C. Hein, Basiswissen Schule Technik, Berlin: Paetec Verlag
für Bildungsmedien, 2001, S.6.

3
macht, um so die Funktionsweise eines Motors dieser Bauart deutlich und
nachhaltig verständlich zu machen. Die in dieser Arbeit zusätzlich erstellte
Konstruktionsdokumentation hat zum Ziel die fertigungstechnischen
Arbeitsschritte des Modell-Entstehungsprozesses zu verdeutlichen. Sie dient somit
als eine Hilfestellung für das Anfertigen zukünftiger Motorenmodelle im
Fachbereich Technik und ihre Didaktik bzw. in anderen Einrichtungen, wie z.B.
den zukünftigen Schulen der angehenden Lehrer. Außerdem sollen durch die
Dokumentation der Konstruktion Details des Modells noch anschaulicher
dargestellt werden.
1.2 Begründung der Themenwahl
Das Thema des Verbrennungsmotors wurde als Gegenstand dieser Arbeit gewählt,
da es eine feste Stellung sowohl in der Studienordnung der Universitäten im Fach
Technik als auch in den Lehrplänen der Schulen des Landes Nordrhein-Westfalen
gefunden hat. In der aktuellen Studienordnung für das Fach Technik und ihre
Didaktik, werden im Bereich der Maschinentechnik Baugruppen, Elemente und
Systeme von Werkzeug- und Energiemaschinen und ihre Anwendungen als
Inhalte genannt. Außerdem sind Übungen zur Strukturanalyse und dem
Betriebsverhalten von Werkzeugmaschinen, Turbinen und Verbrennungsmotoren
vorgesehen.3 Der Bereich Werkzeuge und Maschinen, worunter auch der Aufbau
von Kraftmaschinen und die Energiewandlung dieser Kraftmaschinen fallen, wird
sowohl in den Richtlinien für das Fach Technik in den Jahrgangsstufen 7 und 8
der Hauptschule, als auch in dem Lehrplan für die Gesamtschule des Landes
Nordrhein-Westfalen aufgeführt.4 In den Richtlinien der Gesamtschule findet man
hierbei die Inhalte: Energieformen, ihre Wandlungsmöglichkeiten und die
zugehörigen Systeme.5 Das zeigt, dass die Thematik des Verbrennungsmotors
nicht nur an der Institution Universität, sondern auch an der Institution Schule
2Vgl. Westfälische Wilhelms-Universität Münster, http://www.uni-
muenster.de/imperia/md/content/fachbereich_physik/technik_didaktik/studienfuehrer _bachelor_ghr.pdf, S.8. Zugriffsdatum 27.11.2007.
3Vgl. Westfälische Wilhelms-Universität Münster, http://www.uni-muenster.de/imperia/md/content/fachbereich_physik/technik_didaktik/ studienfuehrer_bachelor_ghr.pdf, S. 11. Zugriffsdatum 27.11.06.
4Vgl. Der Kultusminister des Landes-Nordrhein-Westfalen, Richtlinien Technik-Lernbereich Arbeitslehre–Hauptschule. Frechen: Verlagsgesellschaft Ritterbach, 1989, S. 104-107.
5Vgl. Ministerium für Schule und Weiterbildung, Wissenschaft und Forschung des Landes Nordrhein–Westfalen. Sekundarstufe 1-Gesamtschule-Richtlinien und Lehrpläne - Arbeitslehre. Frechen: Verlagsgesellschaft Ritterbach, 1998, S.49.

4
manifestiert ist. Diese feste Stellung der Thematik in den Lehrplänen ist auch
verständlich, wenn man die wichtige Rolle des Automobils und somit des
Verbrennungsmotors in der Geschichte und der Gegenwart der Menschheit
betrachtet.
„Als verläßliches und erschwingliches Verkehrsmittel brachte das Auto persönliche Bewegungsfreiheit, setzte neue Maßstäbe für Entfernungen, Räume und Zeiten, schlug breite Brücken zwischen Ländern und Völkern, veränderte Werktage wie Wochenenden, Arbeits- und Freizeiten. Und auf jeden Fall müssen wir mit ihm, wie mit der gesamten Technik – so oder so - weiterhin leben.“6
Das Zitat verdeutlicht die positive Rolle, die das Auto mit seinen Fähigkeiten in
unserer Gesellschaft einnimmt. Doch diese Fähigkeiten hätte das Automobil nicht
ohne die Existenz seines Motors. Schon Walter Ostwald (1886-1958) sah die
Motoren als „[…] eine Grundlage unserer Zivilisation. […]“7 und war der
Meinung, „[…] Sie könnten eine Kultur tragen […]“.8 Die Betrachtung des
aktuellen Fahrzeugbestandes von 60,5 Millionen Fahrzeugen, alleine in
Deutschland lässt die Präsenz des Automobils in unserer Kultur erkennen und
bestätigt die Vorhersage Ostwalds.9 Nicht umsonst wird das Auto als „Der
Deutschen liebstes Kind“10 und Deutschland als „Autoland“11 bezeichnet. Im Jahr
2002 waren die deutschen Autos im Durchschnitt 7,2 Jahre alt, was sie zu den
modernsten Autos Europas machte. Sogar das Steigen der Treibstoffkosten
änderte nichts an der positiven Einstellung der Deutschen dem Auto gegenüber.12
Ohne die Entwicklung des Motors gäbe es das Automobil und viele für unsere
Kultur und Industrie wichtige technischen Errungenschaften nicht. Geschichtlich
betrachtet stammt der Terminus Motor von dem lateinischen Begriff motus ab, der
für Bewegung und Triebkraft steht. Der Begriff Motor wurde aber erst in der
Bismarckzeit verwendet.13 Alles begann jedoch bereits 1705 mit der Entwicklung
6Helmut Hütten, Motoren: Technik - Praxis – Geschichte, 6. völlig überarbeitete Auflage, Stuttgart: Motorbuch Verlag, 1982, S.8.
7Helmut Hütten, 1982, S. 17. 8Helmut Hütten, 1982, S. 17. 9Vgl. Kraftfahrt-Bundesamt, http://www.kraftfahrtbundesamt.de/, Zugriffsdatum 27.11.06. 10Katja Heydegger, http://www.goethe.de/ges/umw/thm/de48406.htm, Zugriffsdatum 27.11.06. 11Katja Heydegger, http://www.goethe.de/ges/umw/thm/de48406.htm, Zugriffsdatum 27.11.06. 12Vgl. Katja Heydegger, http://www.goethe.de/ges/umw/thm/de48406.htm, Zugriffsdatum
27.11.06. 13Vgl. Helmut Hütten, 1982, S.10.

5
einer Dampfmaschine von Thomas Newcomen.14 Er baute die erste
atmosphärische Dampfpumpe für den Bergbau. James Watt brachte dann
zwischen 1769 und 1800 seine Verbesserungen ein, welche für die Industrie sehr
nützlich waren aber noch nicht ausreichten, um ein Fahrzeug anzutreiben. Erst
dem Schweizer Ingenieur Nicolas Joseph Cugnot gelang es ein Fahrzeug, in einer
für den Personentransport geeigneten Größe, mit der mechanischen Kraft des
Dampfes zu bewegen.15 Der Gasmotor stellte dann den nächsten Schritt in der
Entwicklung der Motoren dar. Ab diesem Zeitpunkt konnten die Motoren als
Verbrennungsmotoren bezeichnet werden, da sie nun mit der potentiellen Energie
von Brennstoffen arbeiteten. Jedoch waren diese Motoren noch immer mit vielen
Problemen behaftet. Erst die Entwicklung des Viertakt-Arbeitsspieles, des
Deutschen Nikolaus August Otto (1832-1891) im Jahre 1862 veränderte die
Motorenwelt nachhaltig.16 Laut Helmut Hütten entstanden“[…] binnen 100 Jahren
weltweit über 500 Millionen Ottomotoren mit insgesamt etwa 25 Milliarden
Pferdestärken bzw. über 18 Mrd. Kilowatt.“17 Diese Etablierung des Otto-
Viertakt-Motors in der Motorenwelt und in unserer von der Erfindung des Motors
geprägten Kultur, prädestiniert die Bauart Otto-Viertakt-Motor für die Aufgabe,
das Themengebiet der Verbrennungsmotoren in dieser Arbeit in Form eines
Modells zu repräsentieren.
1.3 Begründung der Methodenwahl
Für die Darstellung des Otto-Viertakt-Motors wurde ein Original-Motor in ein
Modell umkonstruiert. Die Modellmethode wurde gewählt, da sie bei der
menschlichen Erkenntnisgewinnung hilfreich ist und somit als eine Lernhilfe zur
Erfassung der Thematik fungieren kann.18 Der vorliegende Original-Otto-Viertakt-
Motor kann in seiner ursprünglichen Form (s. Abb. 1) als eine Art Blackbox
bezeichnet werden. Dem unwissenden Betrachter sind nur die Eingangsgröße, die
potentielle Energie des Kraftstoffes, und die Ausgangsgröße, die
Bewegungsenergie des Schwungrades und somit des Fahrzeugantriebs, bekannt.
14Vgl. Hans-Joachim Braun, Die 101 wichtigsten Erfindungen der Weltgeschichte, München: C. H.
Beck Verlag, 2005, S.51. 15Vgl. Anthony Bird, Kleine Chronik des Automobils, Deutsche Übersetzung und Überarbeitung
von Helmut Dillenburger, Bielefeld: Delius, Klasing & Co Verlag, 1967. 16Vgl. Helmut Hütten, 1982, S.12-13. 17Helmut Hütten, 1982, S. 13.

6
Abb. 1: Der Motor vor Beginn des Projektes Der hier benutzte Begriff Blackbox stammt ursprünglich aus der Technik-Didaktik
von der Blackboxmethode ab, welche ihre Ziele wie folgt definiert:
„Mit der "Black-box"- Methode wird das Ziel verfolgt, aus den Beziehungen zwischen Ein- und Ausgangsgrößen auf die Funktion und von dieser auf die Struktur eines zu entwickelnden technischen Systems zu schließen.“19
Im Falle der vorliegenden Arbeit ist das zu entwickelnde System, der Otto-
Viertakt-Motor, bereits entwickelt und es gilt die Blackbox, welche die innere
Struktur des Motors und ihre Funktionen beinhaltet, für den Betrachter zu öffnen.
Dieses Öffnen kann durch ein Aufschneiden des Motors realisiert werden. Daher
wurde als Präsentationsmethode für den Otto-Viertakt-Motor eine Kombination
aus Schnitt- und Funktionsmodell gewählt. Unter einem Schnittmodell versteht
man ein Modell bei dem die Funktionszusammenhänge, der einzelnen
Bestandteile eines technischen Gebildes, durch einen oder mehrere
Öffnungsschnitte sichtbar gemacht werden. Der Schnitt kann hierbei an einem
Original oder einem verkleinerten Modell erfolgen.20 Im vorliegenden Fall wurde
ein Original dem Schnittmodell zugrunde gelegt. Ein Schnittmodell wird der
Kategorie des Demonstrationsobjektes zugeordnet, welches technische Gebilde in
ihrer Wirkungsweise und Erscheinungsform darstellt. Als Demonstrationsobjekt
weckt das Otto-Viertakt-Motor-Schnittmodell das Interesse beim Betrachter für
eine intensivere Auseinandersetzung mit der Funktionsweise des Otto-Viertakt-
18Vgl. Erwin Roth und August Steidle, Die Modellmethode im Werkstattunterricht, In:
Werkpädagogische Hefte, Band 1971/ 3, Ravensburg: Frech Verlag, 1971, S. 79. 19Bernd Hill, Der Methodenbaukasten, Ein Kompendium von Methoden zur Erkennung und
Lösung technischer Probleme, 2. erweiterte und überarbeitete Auflage, Aachen: Shaker Verlag, 2001, S. 36.
20Vgl. Winfried Schmayl, und Fritz Wilkening, Technikunterricht, 2. überarbeitete und erweiterte Auflage, Bad Heilbrunn: Julius Klinkhardt Verlag, 1995, S.171.

7
Motors und kann so durch seinen neugierweckenden Charakter als Motivation für
den weiteren Lernprozess dienen.21 Bei dem in dieser Arbeit konstruierten Modell
handelt es sich nicht um ein reines Schnittmodell, da dieses den für den Lerneffekt
wichtigen handelnden Umgang ausschließen würde. Es wurde eine Kombination
aus Schnittmodell und Funktionsmodell gewählt. Ein Funktionsmodell zeichnet
sich dadurch aus, dass es die wesentlichen Merkmale der
Wirkungszusammenhänge22 und den Bewegungsablauf eines technischen
Gebildes aufzeigt.23 Die Möglichkeit für den Betrachter das Modell per
Tasterdruck zu starten und somit die gesamte Viertakt-Motorenmechanik in
Bewegung zu versetzen (siehe Projektvorstellung), macht den lernenden
Betrachter zu einem aktiv Handelnden, der den Zustand des Lernobjektes Motor
nicht nur passiv betrachten, sondern auch aktiv beeinflussen kann. Dieser
handelnde Umgang wird in der Literatur als ein „[…] Lernprozess mit hoher
Lerneffektivität […]“24 eingestuft, was wiederum die Argumentation zur Wahl der
Kombination aus Schnittmodell und Funktionsmodell als Präsentationsmethode
bestärkt.25 Neben der Motivationssteigerungsfähigkeit des Schnittmodells und der
Ausnutzung der hohen Lerneffektivität des Funktionsmodells wird mit dem
Erstellen eines solchen Modells auch den unterschiedlichen Lerntypen Beachtung
geschenkt. Laut Hüholdt gibt es verschiedene Lerntypen: Den visuellen Lerntyp,
der nur lernt indem er das zu Lernende sieht, den auditiven Lerntyp der
Informationen besser aufnimmt, wenn er den Lerninhalt hört, den haptischen
Lerntyp, der mit Hilfe seines Tastsinns sich am besten Wissen aneignen kann, den
mediumsorientierten Lerntyp, der mit einem Medium, am besten Inhalte
erarbeiten kann und den einsicht- bzw. sinnanstrebenden Lerntyp, der nur lernt,
wenn er einen Sinn in der Lernaktion sieht. Diese verschiedenen Lerntypen
existieren nicht für sich alleine, sondern kommen in Mischtypen vor, die sich den
Umständen anpassen.26 In Bezug auf das Motorenmodell kann der visuelle
Lerntyp das Lernobjekt nicht nur zweidimensional, wie auf einem Bild, sondern
sogar dreidimensional aus verschiedenen Perspektiven betrachten. Der haptische
Lerntyp kann den Motor berühren und ertasten, soweit es die
21Vgl. Winfried Schmayl und Fritz Wilkening, 1995, S.169. 22Vgl. Winfried Schmayl und Fritz Wilkening, 1995, S.171. 23Vgl. Erwin Roth und August Steidle, 1971, S. 79. 24Winfried Schmayl und Fritz Wilkening, 1995, S.171. 25Vgl. Winfried Schmayl und Fritz Wilkening, 1995, S.172. 26Vgl. Jürgen Hüholdt, Wunderland des Lernens, Lerntechniken, Lernmethoden, Lernmedien,
Lernbiologie, Lernstrategie, Sprockhövel: Steinbeck-Druck GmbH, 1984, S.237.

8
Sicherheitsmaßnahmen (siehe Sicherheitsmaßnahmen) zulassen und seine taktilen
Lernsensoren stimulieren. Der mediumsorientierte Lerntyp findet in dem Modell
ein Medium, an dem er sich bilden kann. Daraus wird deutlich, dass sich die
Anwendung der Modellmethode auch aus dieser lernpsychologischen Perspektive,
für die Vermittlung des Lehrinhaltes Otto-Viertakt-Motor eignet, da sie sehr viele
Wahrnehmungsbereiche und somit Lerntypen abdeckt.
Die in dieser Arbeit erstellte Konstruktionsdokumentation hat die Aufgabe eine
Übersicht über die notwendigen fertigungstechnischen Schritte des
Entstehungsprozesses des Modells zu geben. Zum Darstellen des Konstruktions-
und Fertigungsprozesses wurde die Methode der Dokumentation gewählt, da die
Dokumentation eines Prozesses, in diesem Fall des Entstehungsprozesses des
Modells, laut Gaus „[…] das gezielte Wiederfinden und Nutzbarmachen von
Dokumenten und Informationen […]“27 ermöglicht, wie sich auch schon an der
wörtlichen Übersetzung der englischen Bezeichnung für Dokumentation,
information retrieval (Zurückgewinnen von Information), erkennen lässt.28 Diese
Möglichkeit des Wiederfindens und Nutzbarmachens ist eine Anforderung an die
zu wählende Darstellungsmethode des Konstruktions- und Fertigungsprozesses,
da den Lesern dieser Dokumentation die Möglichkeit gegeben werden soll,
fertigungstechnische Arbeitsschritte in ihr wieder zu finden, um diese bei der
Anfertigung eines eigenen Modells für sich nutzen zu können. Dabei wurde die
Form der Bilderdokumentation gewählt, um die Arbeitsschritte des
Fertigungsprozesses zu visualisieren und so für den Leser nachvollziehbar zu
machen, auch wenn dieser sich nicht am Standort des Modells befindet. Dieser
Vorteil der bildlichen Darstellung wird auch von Schmayl und Wilkening erwähnt
was die Wahl der Bilderdokumentation bestätigt.29 Das die visuelle Wahrnehmung
der Bilder wichtig für die Effektivität einer Dokumentation ist, wird außerdem
noch aus folgendem Zitat deutlich, welches diese Einleitung beschließen soll.
„Fast jedes denken, jede kognitive Kompetenz bedient sich visueller, d.h. geometrischer Stützen. Die intellektuelle Entwicklung ist eng verbunden mit den Fähigkeiten, visuell dargebotene Informationen aufzunehmen, zu analysieren, zu speichern, mit ihnen in der Vorstellung zu operieren u.a. .
27Wilhelm Gaus, Dokumentations- und Ordnungslehre, Lehrbuch für die Theorie und Praxis des
Information Retrieval, Berlin: Springer Verlag, 1983, S. 1. 28Vgl. Wilhelm Gaus, 1983, S. 1. 29Vgl. Winfried Schmayl und Fritz Wilkening, 1995, S. 172.

9
So sind visuell- geometrische Erfahrungen und ein entsprechendes Können von grundlegender Bedeutung für die kognitive Entwicklung des einzelnen Schülers.“30
2 Konstruktion und Fertigung des Modells
2.1 Projektvorstellung
2.1.1 Motortyp
Der Motor, der diesem Modell als Basis dient, ist ein wassergekühlter Reihen-
Vierzylinder-Otto-Viertakt-Motor des Herstellers Suzuki. Der Motor wurde in
seiner Bauart ab dem Baujahr 1984 in einer Modellreihe von Geländewagen des
Herstellers Suzuki verbaut, in der er als erstes im Modell SJ 413 (s. Abb. 2) zum
Einsatz kam. Ab dem Jahre 1988 wurde der Motor unter Modifikationen, wie dem
Umstellen der Benzin-Luftgemisch-Bildungseinheit von einem Vergaser auf eine
Einpunkt-Einspritzung, in dem Modell Samurai (s. Abb. 3) der Modellreihe
verwendet. Der Motor verfügt über eine oben liegende Nockenwelle mit
Zahnriemenantrieb und die Ventile des Zylinderkopfes sind in V-Form
angeordnet, was eine so genannte Querstromspülung, zwecks besserer
Zylinderfüllung, ermöglicht. Der Zylinderblock besteht aus einem Grauguss und
beinhaltet eine fünffach gelagerte Kurbelwelle.31 Mit seinen vier Zylindern, von
insgesamt 1324 cm³ Hubraum, entwickelt der Motor bei 6000 Umdrehungen pro
Minute eine Leistung von 47 Kilowatt, was 64 Pferdestärken entspricht. Sein
maximales Drehmoment von 100 Newtonmetern erreicht der Motor bei 3500
Umdrehungen pro Minute.32 Der verwendete Motor wurde gewählt, da er einen
relativ kleinen Hubraum hat und so Platz sparend ausgestellt werden kann. Er
wurde als ein Vertreter eines älteren Baujahres und somit einer älteren
Motorengeneration gewählt, da er zum einen als älterer Motor den
Anschaffungskostenfaktor niedrig hält und zum anderen noch nicht so viel
elektronische Steuerungstechnik beinhaltet, wie z.B. die Zündverteilung, die bei
diesem Motor über einen mechanischen Zündverteiler gesteuert wird. Diese
30Hendrik Radatz und Knut Rickmeyer, Handbuch für den Geometrieunterricht an Grundschulen,
Hannover: Schroedel Verlag GmbH, 1991, S. 7. 31Vgl. Peter Russek, Reparaturanleitung, Suzuki SJ 410, SJ 413, Samurai, Vitara, Band 1179, Zug:
Bucheli Verlag, S. 1. 32Vgl. Peter Russek, Band 1179, S. 161.

10
mechanischen Komponenten machen eine didaktische Aufbereitung durch
Öffnungsschnitte unkomplizierter und erleichtern es außerdem dem Betrachter die
Wirkungsabläufe des Motors besser nachzuvollziehen. Die Fahrzeuge, in denen
dieser Motor verbaut wurde, sind in verschiedenen Karosserievarianten wie
Cabriolet, Limousine und Wagon gebaut worden. Sie sind mit einem
vollsynchronisierten Schaltgetriebe und einem Verteilergetriebe, für den
zuschaltbaren Allradbetrieb, ausgestattet. Das Fahrgestell der Modellreihe besteht
bei allen Modellen aus einem Kastenrahmen mit Traversen und zwei mit
Blattfedern und hydraulischen Teleskop- Stossdämpfern ausgestatteten
Starrachsen.33
Abb. 2: Modell SJ 413 34 Abb. 3: Modell Samurai
2.1.2 Modellaufbau
2.1.2.1 Motor
Der Otto-Viertakt-Motor stellt die Basis des Modells dar. Er zeigt anhand der an ihm liegenden Öffnungsschnitte, die Funktionen seiner einzelnen Bauteile. Dabei wurden die Schnitte so gelegt, dass sie die Bauteile sichtbar machen, die es ermöglichen die potentielle Energie des Kraftstoffes in Bewegungsenergie zu verwandeln und so das Fahrzeug in Bewegung zu versetzen. Außerdem verdeutlicht das Modell durch seine elektromotorbetriebene Bewegung, die Wechselwirkung seiner einzelnen Bauteile. Für den Betrachter wird sichtbar, dass die entstehende Bewegungsenergie die Kurbelwelle und somit das Schwungrad und den Fahrzeugantrieb bewegt. Des weiteren sieht der Betrachter auch gleichzeitig, wie die Kurbelwelle die für die Schmierung notwendige Ölpumpe und die zahnriemengetriebenen Steuerräder bewegt, welche die oben liegende Nockenwelle zur Ventilsteuerung in Drehung versetzen. Zusätzlich verdeutlicht das Modell, dass die Nockenwelle ihre Drehbewegung mechanisch auf den 33Vgl. Peter Russek, Band 1179, S. 1-2. 34Anonymus 1. www.ajovalo.net/Historia/images/85SJ413a.jpg. Zugriffsdatum 16.02.07.

11
Verteilerläufer des Zündverteilers überträgt, welcher für die Zündverteilung und somit den Zündzeitpunkt in den einzelnen Zylindern zuständig ist. Außerdem zeigt das Modell, dass eine auf das untere Steuerrad aufgesetzte Riemenscheibe über einen Keilriemen die Wasserpumpe für die Kühlung des Motors und die Lichtmaschine bewegt. Auf die Lichtmaschine wurde aus perspektivischen Gründen an diesem Modell verzichtet, um einen freien Einblick in die geöffneten Zylinder zu gewährleisten. Des Weiteren wurde der Vergaser durch eine modernere Einpunkt-Einspritzung ersetzt, um den Aufbau eines solchen Einspritzsystems an diesem Modell zu verdeutlichen. Um dieses sich selbst steuernde System des Motors und seine mechanischen Zusammenhänge sichtbar zu machen wurden Schnitte an folgenden Stellen vorgenommen.
2.1.2.1.1 Zylinderblock
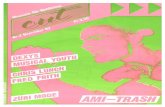
Ein Schnitt wurde direkt in die obere Hälfte der Ansaugseite des Zylinderblockes gelegt und legt mit einem Ausmaß von 286 mm x 100 mm (Breite x Höhe) die Verbrennungskammern mit ihren Kolben frei, um das Viertakt-Arbeitsspiel des Motors sichtbar zu machen. Außerdem wird durch diesen Schnitt die Pleuelstangenlagerung am Kolben sichtbar (s. Abb. 4).
Abb. 4: Schnitt durch die obere Hälfte der Ansaugseite des Zylinderblockes
Des Weiteren wurde eine Reihe von vier Schnitten, mit einem Ausmaß von jeweils 60 mm x 112 mm durch die untere Hälfte der Ansaugseite des Zylinderblockes gelegt. Diese Schnitte ermöglichen dem Betrachter das Beobachten der Kurbelwelle und der an ihr gelagerten Pleuelstangen während der Bewegung (s. Abb. 5)

12
Abb. 5: Schnitt durch die untere Hälfte der Ansaugseite des Zylinder- blockes
Die Wasserpumpe wurde ebenfalls durch einen Schnitt geöffnet, der ihre kühlwasserpumpende Flügelpumpe sichtbar macht (s. Abb. 6).
Abb. 6: Schnitt durch die Wasserpumpe
Die Ölwanne wurde mittig aufgetrennt, um einen Einblick in ihre Struktur und auf das Ansaugrohr der Ölpumpe realisieren zu können (s. Abb. 7). Zusätzlich ermöglicht es dieser Schnitt einen Blick von unten auf die Kurbelwellenmechanik und die im steuerradseitigen Außenflansch gelegene Ölpumpe zu werfen (s. Abb. 8).
Abb. 7: Schnitt durch die Ölwanne Abb. 8: Schnitt durch die Ölwanne mit Blick auf die Ölpumpe
2.1.2.1.2 Zylinderkopf
In den Zylinderkopf wurde eine 116 mm x 35 mm x 65 mm (Breite x Höhe x Tiefe) große Öffnung in die schwungradseitige untere Hälfte der Ansaugseite gefräst, um die Bewegungen der Ventile besser sehen zu können. Auf die Zylinderkopfabdeckung wurde gänzlich verzichtet, um die Steuermechanik der Ventile nicht zu verdecken (s. Abb. 9).

13
Abb. 9: Gefräste Öffnung im Zylinderkopf
Die Betrachtung der mechanischen Übertragung der Drehbewegung der Nockenwelle auf den Zündverteilerläufer wurde durch das Legen eines Schnittes durch das Verteilerantriebsgehäuse des Zündverteilers realisiert (s. Abb. 10).
Abb. 10: Schnitt durch das Verteilerantriebs- gehäuse
Außerdem wurde die Zündverteilerkappe aufgeschnitten, um das Prinzip der Spannungsübertragung des Zündverteilerläufers auf die Zündkontakte sichtbar zu machen (s. Abb. 11).
Abb. 11: Schnitt durch die Zündverteilerkappe
Die Ansaugbrücke wurde durch einen Schnitt auf die Hälfte reduziert, um den Blick durch die gefräste Öffnung am Zylinderkopf nicht zu behindern. Des Weiteren wurde die vordere und steuerräderseitige Wand der verbleibenden Ansaugbrücke abgetrennt, so dass die Form der Ansaugkrümmerkanäle besser zu erkennen ist (s. Abb. 12).

14
Abb. 12: Schnitt durch den Ansaugkrümmer
Die Einpunkt-Einspritzung erhielt einen Schnitt durch ihre vordere Hälfte, damit ihre Trichterform, die Einspritzdüse und die Drosselkappe zum Vorschein kommen (s. Abb. 13).
Abb. 13: Schnitt durch die Einpunkt- Einspritzung
2.1.2.1.3 Farbliche Gestaltung
Alle entstandenen Schnittkanten wurden in einem roten Farbton lackiert (s. Abb. 14), um die Öffnungspunkte des Modells zu verdeutlichen und Missverständnissen im Bezug auf die reale Form des Motors vorzubeugen. Dabei wurden lediglich die Schnittkanten der Zylinderbuchsen ausgelassen und nur klar lackiert, um die Struktur der Buchsen darstellen zu können (s. Abb. 15).
Abb. 14: Rot lackierte Abb. 15: Klar lackierte Zylinderbuchsen- Schnittkanten schnittkanten
Als Farbton für den Motorblock und den Zylinderkopf wurde ein Felgensilber- Farbton gewählt, der das Modell in seiner Erscheinung gegenüber dem originalen Farbton des Graugusses aufwertet. Das hat den Sinn die Aufmerksamkeit vorbeigehender Personen noch stärker auf das Modell zu lenken und somit die Neugier zur genaueren Betrachtung zu wecken. Außerdem wurden markante

15
mechanische Bauteile, wie das Schwungrad, die Steuerräder, das Ölpumpensystem inklusive Ölfilter, die Kipphebel der Ventile und die Gaszugaufnahme an der Einpunkt-Einspritzung in einem matten Goldton lackiert, um sie für das Auge von der Gesamterscheinung des Modells abzuheben (s. Abb. 16-17). Der Ansaugkrümmer und der Abgaskrümmer wurden in einem matten Hammerschlag-Grau lackiert, um sie von dem Motor optisch zu trennen. Die Einpunkt-Einspritzung wurde in einem silbernen Farbton lackiert, um sie von dem Ansaugkrümmer optisch hervorzuheben. Die Zündverteilerkappe wurde als Ort der elektrischen Zündung in einem mit Elektrizität zu assoziierendem Blau lackiert, das sich auch in den blauen LED´s (Light Emitting Diodes) der Zündungssimulation wieder findet. Für die Einspritzdüsenkappe der Einpunkt-Einspritzung wurde ein mit der Farbe des Kraftstoffes zu assoziierendes Gelb gewählt, welches sich auch in der gelben Einspritzungssimulations-LED wieder findet.
Abb. 16: Gold lackierte Bauteile Abb. 17: Der goldene Ölfilter
2.1.2.2 Lichteffekte und Beleuchtung
Die soeben erwähnten blauen LED´s dienen der Zündungssimulation an den Zündkerzen, welche dafür jeweils mit einer blauen LED bestückt wurden. Die Zündungssimulation dient der Darstellung des Zündzeitpunktes in den einzelnen Zylindern (s. Abb. 18). Außerdem wird jede einzelne Zündspannungsübertragung durch das Aufleuchten einer blauen LED in der Verteilerkappe kenntlich gemacht (s. Abb. 19).
Abb. 18: Simulation der Zündung Abb. 19: LED in der Verteiler- durch eine blaue LED kappe

16
Die gelbe LED am Kraftstoffaustrittspunkt der Einpunkt-Einspritzung soll den Kraftstoffeinspritzungsort und -zeitpunkt verdeutlichen und außerdem durch ihre blinkende Erscheinung die Benzin-Luftgemischbildung darstellen(s. Abb. 20). Für die Steuerung aller LED´s ist eine Grundplatine zuständig, welche außerdem noch für die Dauer der Einschaltphasen des Modells und für die Spannungsversorgung des Modellantriebes zuständig ist (s. Abb. 21).
Abb. 20: Kraftstoffeinspritzungs-LED Abb. 21: Steuerplatine
2.1.2.3 Modellantrieb
Der Antrieb der Motorenmechanik wird über einen elektrischen Getriebemotor realisiert. Die gewünschte Drehfrequenz des Modells, von 20 Umdrehungen pro Minute, wird erreicht, indem eine keilriemengeführte Übersetzung, bestehend aus zwei Riemenscheiben, die Drehzahl des Elektromotors von 40 Umdrehungen pro Minute auf die gewünschten 20 Umdrehungen pro Minute herunter reguliert (s. Abb. 22).
Abb. 22: Keilriemengeführte Übersetzung mit Elektromotor
2.1.2.4 Modellgestell
Der Elektromotor ist wie das Modell in einem aus Baustahl geschweißtem Gestell gelagert (s. Abb. 23). Dieses Gestell beherbergt außerdem den Taster zum Auslösen der Modellfunktion, welcher als Lockeffekt bei Nichtbetrieb des Modells rot leuchtet (s. Abb. 24).

17
Abb. 23: Das Gestell Abb. 24: Der Taster im Gestell
2.1.2.5 Sicherheitsmaßnahmen
Um ein sicheres Laufen des Modells gewährleisten zu können wurden Gefahrenbereiche, wie die Zylinderöffnungen, durch Plexiglasscheiben für den Betrachter unzugänglich gemacht. Auch diese Plexiglasscheiben finden ihren Halt an dem Gestell (s. Abb. 25).
Abb. 25: Der Plexiglasschutz
2.2 Dokumentation
Im Folgenden soll nun in Form einer Bilderdokumentation die Fertigung des Modells dargestellt werden. Dabei ist anzumerken das bei den Arbeiten am Motor die Reparaturanleitung. Suzuki SJ 410, SJ 413, Samurai, Vitara. Band 1179 des Bucheli Verlages zur Hilfe genommen wurde, wobei einige Arbeitsschritte übernommen und andere Arbeitschritte variiert wurden. Außerdem ist zu beachten, dass die nachfolgenden Arbeitsschritte auf den vorliegenden Motorentyp abgestimmt wurden. Es können Abweichungen bei den einzelnen Arbeitsschritten, bei der Anfertigung von Modellen anderer Motorentypen, auftreten.
2.2.1 Demontage des Motors
Das Öl des Motors wurde bereits abgelassen und der Zündverteiler, die Zylinderkopfhaube, der Ansaugkrümmer und der Abgaskrümmer wurden bereits demontiert. Es folgen die weiteren Arbeitsschritte. In einer mit Holzspänen gefüllten Auffangwanne wurde der Motor platziert, um das Restöl, das bei der

18
Demontage den Motor verlässt, aufzufangen (s. Abb. 26). Für das Abdrehen des Ölfilters gibt es spezielle Werkzeuge, wie z.B. das Spannband, welche aber auch durch eine Rohrzange ersetzt werden können.35
Abb. 26: Der Motor mit demontierten Ölfilter
Als Nächstes wurden die Schrauben der Ölwanne von innen nach außen über Kreuz gelöst (s. Abb. 27), dann konnte die Ölwanne mit Hilfe einer hölzernen Zulage und einem Hammer losgeschlagen und entfernt werden36 (s. Abb. 28).
Abb. 27: Lösen der Ölwannenschrauben Abb. 28: Abnehmen der Ölwanne
Die Demontage des Ölansaugsiebes (s. Abb. 29) und der Zahnriemenspannrolle (s. Abb. 30) erfolgte durch einfaches Lösen der Schrauben mit einer Knarre.37
Abb. 29: Ölansaugsieb Abb. 30: Zahnriemenspannrolle
Der Zahnriemen, welcher der Ventilsteuerung dient (s. Abb. 31), konnte dann von der Steuerseite (s. Abb. 32) des Motors abgenommen und anschließend sicher und ölfrei gelagert werden.38
35Vgl. Peter Russek, Band 1179, S. 16. 36Vgl. Peter Russek, Band 1179, S. 17. 37Vgl. Peter Russek, Band 1179, S. 17. 38Vgl. Peter Russek, Band 1179, S. 16.

19
Abb. 31: Zahnriemen zur Ventilsteuerung Abb. 32: Steuerseite des Motors ohne Zahnriemen
Als Nächstes wurde der Zylinderkopf demontiert. Dabei war zu beachten, dass die zehn Zylinderkopfschrauben von innen nach außen über Kreuz gelöst wurden39 (s. Abb. 33-35).
Abb. 33: Lösen der Abb. 34: Zylinderblock Abb. 35: Zylinderkopf Zylinderkopfschrauben
2.2.1.1 Demontage des Zylinderblockes
Danach wurde die Wasserpumpe (s. Abb. 36), welche neben ihrer pumpenden Funktion auch als Halterung für die Zahnriemenspannrolle dient, und das in ihr steckende Wasserpumpenrohr (s. Abb. 37) durch Lösen der Verschraubungen demontiert. Das Wasserpumperohr wurde nicht mehr für das Modell benötig, da es den Blick durch den geplanten Schnitt im Zylinderblock behindert hätte.
Abb. 36: Wasserpumpe Abb. 37: Wasserpumpenrohr
Um das Kurbelwellensteuerrad zu lösen wurde ein Holzklotz in das Kurbelwellengehäuse gesteckt, welcher so das Drehen der Kurbelwelle blockierte
39Vgl. Peter Russek, Band 1179, S. 17.

20
(s. Abb. 38). So konnte die Schraube des Kurbelwellensteuerrades mit einem Steckschlüssel gelöst werden40 (s. Abb. 39).
Abb. 38: Lösen der Schraube mit Holzklotz- Abb. 39: Bestandteile des Kurbelwellen- Block steuerrades
Der Holzklotz, zum sperren der Kurbelwelle, wurde dann auf die gegenüberliegende Seite im Kurbelwellengehäuse gesteckt, um die Kurbelwelle in die andere Drehrichtung zu blockieren. Daraufhin konnten auch die Schrauben des Schwungrades mit einem Steckschlüssel gelöst werden. Saßen die Schrauben zu fest, konnten diese durch vorsichtige Schläge mit einem Hammer auf den Steckschlüssel gelöst werden (s. Abb. 40). Im nächsten Schritt wurde das Schwungrad mit einer hölzernen Zulage und einem Hammer losgeschlagen (s. Abb. 41). Dabei wurde es aus Sicherheitsgründen gegen ein Herunterfallen gesichert.41
Abb. 40: Lösen der Schwungradschrauben Abb. 41: Losschlagen des Schwungrades
Danach wurden die Seitenflansche des Zylinderblockes demontiert, wobei an dem steuerradseitigen Seitenflansch erst die Halterung der Lichtmaschine gelöst werden musste (s. Abb. 42). Der steuerradseitige Seitenflansch beinhaltet die Zahnrad-Ölpumpe des Motors, welche mit einem Kreuzbit geöffnet werden konnte, um sie so zu reinigen (s. Abb. 43-46). Der schwungradseitige Seitenflansch wurde mit der Knarre gelöst und dann mit Hilfe eines Hammers vom Zylinderblock getrennt42 (s. Abb. 47-49).
40Vgl. Peter Russek, Band 1179, S. 16. 41Vgl. Peter Russek, Band 1179, S. 17. 42Vgl. Peter Russek, Band 1179, S. 18.

21
Abb. 42: Lösen des steuerradseitigen Abb. 43: Steuerradseitiger Seitenflansch Seitenflansches
Abb. 44: Öffnen der Ölpumpe Abb. 45: Die Zahnrad-Ölpumpe
Abb. 46: Einzelteile der Zahnrad-Ölpumpe Abb. 47: Lösen des Außenflansches
Abb. 48: Losschlagen Abb. 49: Schwungradseitiger des Außenflansches Außenflansch

22
Bevor die Kurbelwelle ausgebaut wurde, mussten ihre Bauteile der Position entsprechend markiert werden, um sie später wieder korrekt zusammensetzen zu können. Dabei wurden die Pleuellagerdeckel und Hauptlagerdeckel mit einem Körner punktartig markiert (s. Abb. 50). Nachdem Markieren wurden die Schrauben der Pleuellagerdeckel gelöst und die Kolben entnommen43 (s. Abb. 51-53).
Abb. 50: Markieren der Kurbel- Abb. 51: Lösen der Pleuellagerdeckel wellenbauteile
Abb. 52: Pleuellagerdeckel Abb. 53: Entnehmen der Kolben
Im nächsten Arbeitsschritt wurden die Dehnungsschrauben der Hauptlager der Kurbelwelle gelöst, diese können sehr fest sitzen und daher schwer zu lösen sein. Die Hauptlager wurden anschließend entfernt und die Kurbelwelle einschließlich der Anlaufscheiben entnommen (s. Abb. 54-57). Die ausgebauten Teile des Kurbelwellengehäuses wurden sorgfältig sortiert, um auch sie später wieder korrekt zusammensetzen zu können44 (s. Abb. 58).
Abb. 54: Lösen der Abb. 55: Hauptlager mit Abb. 56: Entnehmen der Kurbel Hauptlagerschrauben Schrauben welle
43Vgl. Peter Russek, Band 1179, S. 17. 44Vgl. Peter Russek, Band 1179, S. 18.

23
Abb. 57: Anlaufscheiben Abb. 58: Bauteile des Kurbelwellengehäuses
Die Motorhalterungen, die zuvor zum Einspannen in den Schraubstock hilfreich waren, aber auf die in der Endmontage verzichtet wurde, wurden demontiert, bis nur noch der rohe Zylinderblock übrig blieb (s. Abb. 59-60).
Abb. 59: Die Motorhalterungen Abb. 60: Der rohe Zylinderblock
2.2.1.2 Demontage des Zylinderkopfes
Abb. 61: Der Zylinderkopf
Bei der Demontage des Zylinderkopfes wurde wie folgt vorgegangen. Zum Lösen des Nockenwellensteuerrades wurde die Nockenwelle durch Einschieben eines metallischen Rundstabes blockiert und konnte so gegen ein Drehen gesichert werden.45 Zusätzlich wurde der Zylinderkopf mit einer Schraubzwinge und einer hölzernen Zulage gegen ein Verrutschen auf der Werkbank gesichert (s. Abb. 62-65).
45Vgl. Peter Russek, Band 1179, S. 16.

24
Abb. 62: Blockieren der Nocken- Abb. 63: Sichern des Zylinder- welle kopfes
Abb. 64: Lösen des Steuerrades Abb. 65: Das Steuerrad des Zylinderkopfes
Wenn das Blockieren der Nockenwelle mit dem Rundstab nicht ausreicht empfiehlt sich der Einsatz eines Schlagschraubers, der ein Blockieren der Nockenwelle überflüssig macht. Diese Methode sollte jedoch nicht bei noch zu verwendenden Motoren eingesetzt werden, da durch den Einsatz des Schlagschraubers die Feinmechanik der Nockenwelle nachhaltig geschädigt werden kann. Als Nächstes wurden die Kipphebel entlastet, um die Ventilfedern frei zu legen. Das erfolgte über ein Lösen der Kontermuttern der Ventileinstellschrauben und ein anschließendes Herausdrehen der Ventileinstellschrauben, bis diese den Kontakt zu den Ventilschäften verloren46 (s. Abb. 66-68).
Abb. 66: Lösen der Kontermuttern Abb. 67: Lösen der Ventileinstellschrauben
46Vgl. Peter Russek, Band 1179, S. 17.

25
Abb. 68: Gelöste Kipphebel
Dann wurden die Befestigungsschrauben der Kipphebelwelle über Kreuz gelöst und das innere Riemenschutzblech demontiert47(s. Abb. 69-70).
Abb. 69: Lösen der Befestigungsschrauben Abb. 70: Lösen des inneren Riemenschutz- der Kipphebelwelle bleches
Die Kipphebelwellen wurden mit Hilfe eines geeigneten Rundstabes herhausgetrieben. Die dadurch freigelegten Kipphebel und Federn wurden auf einem Karton zusammen mit der dann herausziehbaren Nockenwelle durch Einstechen, ihrer ursprünglichen Position entsprechend, angeordnet48 (s. Abb. 71-74).
Abb. 71: Heraustreiben der Abb. 72: Abb. 73: Herausziehen der Kipphebelwellen Kipphebelwelle Nockenwelle
47Vgl. Peter Russek, Band 1179, S. 17. 48Vgl. Peter Russek, Band 1179, S. 17-18.

26
Abb. 74: Sortierung der Einzelteile
Das daraufhin mögliche Demontieren der Ventile begann mit einem Zusammendrücken der Ventilfedern und somit einem Freilegen der Ventilkegelhälften, welche die Federn über den Ventilfederteller auf Spannung halten. Dazu wurde ein so genannter Ventilheber verwendet. (s. Abb. 75-76) Durch das Zusammendrücken wurden die Ventilkegelhälften entlastet und konnten mit einem Schraubenzieher entfernt werden. Bei diesem Arbeitsschritt wurde eine Schutzbrille getragen, da die Ventilfedern unter hoher Spannung standen und die Ventilkegelhälften im Unfall wie Geschosse durch den Raum fliegen konnten. Außerdem empfahl es sich ein Stück Pappe als Zulage auf dem Ventil anzusetzen, um dieses nicht zu beschädigen. Nach dem Entnehmen der Ventilkegelhälften war ein Herausnehmen der Ventile möglich. (s. Abb.77-81) Die Ventile und ihr Zubehör wurden vollständig entfernt und auf dem Karton bei den anderen Teilen des Zylinderkopfes angeordnet49 (s. Abb. 82-83).
Abb. 75: Selbstgebauter Ventilheber Abb.76: Original Ventilheber
Abb. 77: Zusammendrücken der Ventilfedern Abb. 78: Ventilheberposition
49Vgl. Peter Russek, Band 1179, S. 18.

27
Abb. 79: Entnahme der Ventilkegelhälften Abb. 80: Die Ventilkegelhälften
Abb. 81: Entnahme der Ventile Abb. 82: Sortierung der Zylinderkopfteile
Abb. 83: Ventil mit Zubehör
Im nächsten Arbeitsschritt wurden die Zündkerzen mit einem langen Steckschlüsselaufsatz entfernt. Die Ventilschaftdichtungen verblieben, da sie sehr stark an dem Zylinderkopf klebten und ein gewaltvolles Entfernen sie beschädigt hätte (s. Abb. 84-87).
Abb. 84: Die Ventilschaftdichtungen Abb. 85: Lösen der Zündkerzen

28
Abb. 86: Die Zündkerzen Abb. 87: Der rohe Zylinder- kopf
2.2.2 Reinigen der Einzelteile
Das Reinigen der größeren Teile wie Zylinderblock, Zylinderkopf, Ölwanne und Nockenwelle erfolgte in einer großen Industriewaschmaschine, um die groben Verunreinigungen zu entfernen (s. Abb. 88-89).
Abb. 88: Waschmaschinenkorb Abb. 89: Die Industriewaschmaschine
Die restlichen Verunreinigungen wurden dann später, genau wie die Verunreinigungen an den kleineren Bauteilen, mit einem so genannten Universalkaltreiniger und einem Pinsel entfernt. Der Universalkaltreiniger zeichnet sich durch sein gutes Lösevermögen für ölige, fettige, wachs- und teerhaltige Verschmutzungen aus und ist daher gut für das Reinigen der Motorenbauteile geeignet. Bei der Verwendung des Kaltreinigers sollten jedoch adäquate Handschuhe und eventuell eine Schutzbrille getragen werden, da er zu Hautirritationen führen kann und als gesundheitsschädlich eingestuft wird.50 Stärkere Verunreinigungen wie z.B. von Verbrennungsrückständen an den Ventilen, konnten mit einer Drahtbürste oder mit einem Drahtbürstenaufsatz an der Ständerbohrmaschine entfernt werden. An der Ständerbohrmaschine sollten bei diesen Arbeiten eine Schutzbrille und Lederhandschuhe getragen werden (s. Abb. 90-92).
50Vgl. Abteilung QM und SI, Sicherheitsdatenblatt, Hamburg: Biesterfeld Chemiedistributionen,
2002, S. 3.

29
Abb. 90: Universalkaltreinigerset Abb. 91: Ständerbohrmaschine mit Drahtbürstenaufsatz
Abb. 92: Entfernen von Verbrennungsrückständen
2.2.3 Schneiden und Fräsen
2.2.3.1 Festlegen der Schnitte am Zylinderblock
Beim Festlegen der Schnitte wurde darauf geachtet, dass möglichst viel sichtbar gemacht wurde und dabei eine höchstmögliche Stabilität erhalten blieb. Die zu entfernenden Teile wurden dabei mit einem X gekennzeichnet (s. Abb. 93-94).
Abb. 93: Zu entfernende Teile Abb.: 94: Schnittmarkierung
2.2.3.2 Schnitt des Zylinderblockes
Die Schnitte am Zylinderblock wurden primär mit einem Winkelschleifer mit verschieden Scheibenaufsätzen durchgeführt. Dabei waren viele kleine Arbeitsschritte mit unterschiedlich großen Trennscheiben notwendig, da das zu schneidende Objekt zum Teil sehr verwinkelt und somit unzugänglich war (s. Abb. 95-96). Dies machte es zum Teil erforderlich auf alternative Schnittgeräte,

30
wie z.B. die Säbelsäge oder den Plasmaschmelzschneider zurück zugreifen (s. Abb. 97-98). Bei der Benutzung dieser Geräte war es unerlässlich eine Schutzbrille und teilweise auch Sicherheitshandschuhe zu tragen.
Abb. 95: Winkelschleifer mit Trennscheibe Abb. 96: Kleiner Winkelschleifer
Abb. 97: Die Säbelsäge Abb. 98: Plasmaschmelzschneider
Während der einzelnen Arbeitsschritte war es hilfreich den Zylinderblock mit Hilfe von Schraubzwingen gegen ein Verrutschen zu sichern (s. Abb. 99-102).
Abb. 99: Sicherung mit Schraubzwingen Abb. 100: Schneiden mit dem Winkel- schleifer
Abb. 101: Schnitt der Zylinderbuchsen Abb. 102: Schnitt der
Zylinderbuchsen
Schwer zugängliche Stellen wie z.B. die Zylinderbuchsen konnten mit einem Plasmaschmelzschneider geschnitten werden (s. Abb. 103-106).

31
Abb. 103: Die schwer zugänglichen Abb. 104: Schneiden mit dem Plasma- Zylinderbuchsen schneidbrenner
Abb. 105: Eine geöffnete Zylinderbuchse Abb. 106: Der geöffnete Zylinderblock
Das anschließende Schleifen und Verfeinern der Schnittkanten, erfolgte mit einer Schruppscheibe am Winkelschleifer und einem Bandschleifgerät. Das Entgraten der scharfen Kante wurde dann später mit einer Feile vorgenommen (s. Abb. 107-108).
Abb. 107: Schleifen der Schnittkanten Abb. 108: Entgraten der Schnittkanten
Der bei den Schneid- und Schleifarbeiten entstehende Graugussstaub ist leicht entzündlich und sollte daher von offenen Feuer ferngehalten werden (s. Abb. 109).
Abb. 109: Leicht entzündlicher Grauguss- staub

32
2.2.3.3 Montage zwecks weiterer Schnittfestlegungen
Für den Schnitt, des Zylinderkopfes, wurde der Motor wieder zusammengesetzt, um das notwendige Ausmaß des Zylinderkopfschnittes besser einschätzen zu können (s. Abb. 110).
Abb. 110: Der offene Zylinderblock
2.2.3.4 Festlegen des Schnittes am Zylinderkopf
Für den Zylinderkopf wurde die Schnittöffnung so gewählt, dass durch sie später ein Beobachten der Ventile beim Öffnen und Schließen möglich ist (s. Abb. 111-112).
Abb. 111: Die Fräsmarkierung am Zylinderkopf Abb. 112: Fräsmarkierung von unten
2.2.3.5 Fräsen des Zylinderkopfes
Die Fräsung des Zylinderkopfes wurde an einer Universalfräse Modell FP3 vorgenommen. Dabei war es wichtig das zu bearbeitende Werkstück auf dem Frästisch mit Hilfe von Spannvorrichtungen gegen ein Verrutschen zu sichern. Außerdem musste die Schnittstelle während des Fräsens regelmäßig mit einer Bohremulsion als Schneidmittel, bestehend aus Öl und Wasser, übergossen werden, um ein optimales Fräsen gewährleisten zu können (s. Abb. 113-114).

33
Abb. 113: Fräsen des Zylinderkopfes Abb. 114: Hinzugeben des Schneid- mittels
Das Verfeinern und Anfasen der Schnittkanten wurde mit einer Feile vorgenommen (s. Abb. 115-116).
Abb. 115: Anfasen der Schnittkanten Abb. 116: Verfeinern der Schnittkanten
Danach wurde der Zylinderkopf erneut auf dem Zylinderblock montiert, um das Ergebnis der Fräsung zu überprüfen(s. Abb. 117).
Abb.117: Die fertigen Schnitte am Motor

34
2.2.3.6 Schnitte der übrigen Bauteile
Die Schnitte der übrigen Bauteile wurden zum größten Teil auch mit dem Winkelschleifer durchgeführt. Grobe Sägearbeiten, wie an dem Ansaugkrümmer und der Einpunkt-Einspritzung, wurden mit einer Metallbandsäge und einer Bügelsägemaschine durchgeführt. Die kleineren Schnitte am Zündverteiler wurden mit einem geeigneten Sägeblatt mit der Laubsäge geschnitten(s. Abb. 118-123).
Abb. 118: Schnitt der Wasserpumpe Abb. 119: Schnitt der Ölwanne
Abb. 120: Ansaugkrümmerschnitt an der Abb. 121: Schnitt an der Bügelsägemaschine Metallbandsäge
Abb. 122: Schnitt der Abb. 123: Schnitt des Zündverteiler- Einpunkt-Einspritzung gehäuses

35
2.2.4 Oberflächenbehandlung
Um die angestrebte optische Erscheinung des Modells realisieren zu können wurden Teile, die starke Unebenheiten oder Spuren von Korrosion aufwiesen, gesandstrahlt (s. Abb. 124). Dafür wurden die Laufflächen der Lager sorgfältig abgeklebt, um ein einwandfreies Laufen beweglicher Teile, wie z.B. der Nockenwelle, beizubehalten.
Abb. 124: Sandstrahlen der Ölwanne
Der nächste Arbeitsschritt war das Grundieren der einzelnen Teile. Vor dem Grundieren der Oberflächen, wurden die einzelnen Teile gründlich von Fett und Staub befreit und nicht zu lackierende Flächen mit einem Kreppband abgeklebt. Dann wurden sie mit einer grauen Grundierung behandelt, um ihre Oberfläche optimal auf das Lackieren vorzubereiten (s. Abb. 125-126).
Abb. 125: Abgeklebter und Abb. 126: Grundierter Motorblock entstaubter Motorblock
Nach leichtem Anschleifen der grundierten Oberflächen, wurden die Teile erneut entstaubt und anschließend in den vorgesehenen Farben lackiert. Nicht zu lackierende sichtbare Flächen, wie z.B. die Schnittkanten der Zylinderbuchsen wurden mit einem Polierfliess poliert und anschließend mit einem Klarlack lackiert, um ein Oxidieren zu verhindern. Die übrigen Schnittkanten wurden in Metallicrot lackiert, um sie als Schnittkanten zu markieren (s. Abb. 127-132).

36
Abb. 127: Lackierte Einzelteile Abb. 128: Lackierte Einzelteile
Abb. 129: Polieren der Zylinderbuchsen Abb. 130: Das Markieren der Schnittkanten
Abb. 131: Der Zylinderkopf mit seinem Zubehör fertig lackiert
Abb. 132: Der Zylinderblock mit seinem Zubehör fertig lackiert

37
2.2.5 Montage
Nach dem Abschließen der Oberflächenbehandlung wurde der Motor in der umgekehrten Reihenfolge der Demontage, unter Rücksichtnahme auf die fertige Oberfläche vorsichtig wieder zusammen gebaut. Die einzelnen Lager und beweglichen Teile wie z.B. die Nockenwellenlager wurden dabei mit Öl geschmiert, um ein widerstandsarmes Laufen der Motorenmechanik zu realisieren51 (s. Abb. 133).
Abb. 133: Ölen des Nockenwellenlagers
Um die optische Wirkung des Modells zu verbessern wurden die ursprünglichen Schrauben des Motors teilweise durch Edelstahlschrauben ersetzt. Schraubenformate die dabei nicht vorrätig in den Werkstatträumen der Universität vorhanden waren, wurden durch das Kürzen längerer Schrauben hergestellt. Um ein leichtes Eindrehen dieser abgesägten Schrauben zu ermöglichen wurden ihre Gewinde mit einem entsprechenden Gewindeschneider nachgeschnitten (s. Abb. 134-135).
Abb. 134: Absägen der zu langen Schrauben Abb. 135: Nachschneiden des Gewindes
51Vgl. Peter Russek, Band 1179, S. 19.

38
Außerdem wurden die Ventilfedern des Zylinderkopfes durch weichere Federn ersetzt, um den Bewegungswiderstand des Modells zu verringern (s. Abb. 136).
Abb. 136: Links die original Ventilfeder, rechts die eingewechselte Ventilfeder
Die den Vergaser ersetzende Einpunkt-Einspritzung wurde mittels einer Schraube an dem Ansaugkrümmer befestigt (s. Abb. 137).
Abb. 137: Befestigung der Einpunkt- Einspritzung
Um eine optimale Steuerung der Ventile zu erreichen, musste man bei der Montage des Zahnriemens die Steuerzeichen an den Steuerrädern der Nocken- und Kurbelwelle und dem Zündverteiler beachten. Demzufolge mussten beim Auflegen des Zahnriemens die Markierungen an den Steuerrädern beide zur Motorenoberseite zeigen und der Läufer des Zündverteilers musste sich unterhalb des dritten Zündkontaktes befinden, was über die Einstellvorrichtung am Zündverteiler reguliert wurde52 (s. Abb. 138-142).
Abb. 138: Steuerseite des Abb. 139: Steuerzeichen an Abb. 140: Steuerzeichen an dem Motors dem Nockenwellensteuerrad Kurbelwellensteuerrad
52Vgl. Peter Russek, Band 1179, S. 37-39.

39
Abb. 141: Läuferposition Abb. 142: Einstellvor- richtung Zündverteiler
Abb. 143: Das zusammengebaute Modell

40
8
512
7
43
6
2.2.6 Elektronik zur Modellsteuerung
2.2.6.1 Aufbau
Die Elektronik zur Modellsteuerung setzt sich aus verschiedenen Baugruppen zusammen. Neben den auf den ersten Blick erkennbaren Komponenten, wie dem Elektromotor und den verschiedenen LED´s zur Betriebssimulation des Motors, beinhaltet das elektronische System des Modells noch andere Elemente, die sein Funktionieren gewährleisten. Diese Elemente sind auf dem folgenden Schaltplan abgebildet, wobei der grüne Bereich an den Schaltplan des Präzisions-Zeitschalters der Firma Conrad angelehnt ist (s. Abb. 144)53.
53Vgl. Conrad Electronic GmbH, Präzisions-Zeitschalter Bedienungsanleitung, Version 02/98,
Hirschau, 1998, S.27.
Abb. 144: Schaltplan
Transformator
Halogenlampen
IC 1 NE555
2k2 10
k
100k
680R
2k
2
BC 547
10n2200µ
4k72k2
47µ
LED
Rel
100n 100n
1M4148
Starttaster
LED blau1k30
k
470R
BC 547
1k
30k
470R
BC 547
4x
230V∼ M
CNY 70 CNY 70
LED blau zentral
Tasterbeleuchtung
LED gelb
Stoptaster
Gleichrichter
500k

41
Zum Transformieren und Gleichrichten der Spannung dient die Einheit aus Transformator und Gleichrichter. Diese Einheit formt die Netzspannung von 230Volt Wechselspannung in 12Volt Gleichspannung um, wobei der Transformator die Netzspannung zuerst auf 12Volt Wechselspannung herunter transformiert, bevor der in die Schaltung integrierte Silizium Brückengleichrichter diese in 12Volt Gleichspannung umformt. Der hinter diese Einheit geschaltete Kondensator dient dem Glätten der Gleichspannung (siehe gelber Bereich des Schaltplans Abb. 144). Die 12Volt Gleichspannung versorgen das gesamte System, bis auf die Beleuchtungseinheit, die aus vier Halogenlampen besteht. Diese Beleuchtungseinheit soll potentielle Betrachter auf das Modell aufmerksam machen und arbeitet mit 12V Wechselspannung an den Halogenlampen. Ein Infrarot-Bewegungsmelder mit einer Reichweite von 12 Metern schaltet bei Bewegungen in einem Winkel von 180 Grad diese Halogenlampen, die das Modell von oben beleuchten, ein und aktiviert gleichzeitig für einen Zeitraum von 15 Sekunden die Energieversorgung des Modells. Vorerst allerdings nur die Beleuchtung des Tasters, was den vorbeigehenden potentiellen Betrachter auf die Funktion des Modells aufmerksam machen soll und die Aufforderung zur Betätigung des Tasters darstellt(s. Abb. 145-147).
Abb. 145: Bewegungsmelder Abb. 146: Halogenlampe
Abb. 147: Taster
Bei Betätigung dieses Tasters wird der in die Platine integrierte Präzisions-Zeitschalter aktiviert (siehe grüner Bereich des Schaltplans Abb. 144). Der Aufbau und die Bauteile dieses Präzisions-Zeitschalters stammen aus einem Bausatz der Firma Conrad.54 Die Schaltung ermöglicht es Geräte für einen bestimmten Zeitraum einzuschalten und dann automatisch wieder auszuschalten. 54Vgl. Conrad Electronic GmbH, 1998, S.27.

42
Es handelt sich bei der Schaltung um eine „ […] monostabile Kippstufe mit einer veränderlichen Impulsdauer […] “55. Wird der Starttaster des Modells gedrückt, wird das in die Schaltung integrierte Relais für die einstellbare Dauer eines Intervalls eingeschaltet und das elektronische System des Modells aktiviert. Danach schaltet sich das Relais wieder ab und das Modell wird deaktiviert. Ein Abbrechen des Intervalls ist jederzeit durch Betätigung des Stoptasters möglich, der sich auf der Platine befindet. Als zentrales Bauteil der Schaltung, dient der IC 1 NE 555, der als Monoflop verwendet wird56 (s. Abb. 148).
Abb. 148: Die Zeitschaltuhr
Bei Aktivierung der Zeitschaltuhr wird die gesamte Platine und somit das gesamte elektrische System des Modells eingeschaltet. Das bedeutet, dass der Elektromotor anfängt sich und die gesamte Mechanik des Modells in Bewegung zu versetzen, wie es in der Projektvorstellung im Unterpunkt Motor beschrieben ist. Diese Bewegung wiederum verursacht Eingangssignalveränderungen an den Opto Reflexkopplern in der Verteilerkappe und auf der Rückseite der Grundplatine. Bei den Opto Reflexkopplern handelt es sich um optoelektronische Reflexkoppler des Bautyps CNY 70, mit einer hohen Fotoempfindlichkeit. Die Opto Reflexkoppler arbeiten mit reflektierenden Infrarotwellen, die eine Wellenlänge von 950 Nanometern haben. Sie bestehen in ihrer kompakten Konstruktion aus einer Fotodiode als Infrarotwellensender und einem Fototransistor als Empfänger, welche beide in ein Gehäuse integriert sind, um reflektierende Objekte wahrnehmen zu können.57 Die Opto Reflexkoppler, die sich in der Zündverteilerkappe befinden, sind auf einer runden Platine platziert, welche in der Zündverteilerkappe mit Maschinenschrauben befestigt ist. Die dort vorhandenen Sensoren werden durch die Reflektion des sich drehenden Zündverteilerläufers zeitlich so aktiviert, dass ihre zugehörige blaue LED im Zylinder im Moment der Zündung aufleuchtet und so die Zündung simuliert. Das geschieht indem bei einer Reflektion an einem Opto Reflexkoppler in der Verteilerkappe der Fototransistor in dem Opto Reflexkoppler durchschaltet und so
55Conrad Electronic GmbH, 1998, S.8. 56Vgl. Conrad Electronic GmbH, 1998, S.7-9. 57Anonymus 2. Vgl.http://www2.produktinfo.conrad.com/datenblaetter/175000-199999/184241-
da-01-en-T_coupleur_opto_elect_cny_70.pdf. Zugriffsdatum 15.02.07.

43
die Basis des Schalttransistors der LED nicht mehr mit Spannung versorgt wird. Das hat ein Sperren des Schalttransistors zur Folge, wodurch die dem jeweiligen Opto Reflexkoppler zugeordnete LED mit Spannung versorgt wird und so aufleuchtet (siehe roter Bereich des Schaltplans und Abb. 149).
Abb. 149: Opto Reflexkoppler Schaltung der blauen LED´s
Bei den blauen LED´s handelt es sich um superhelle 5mm LED´s. Die blauen LED´s im Zylinder erhalten ihre Spannungsversorgung über den regulären Anschlusskontakt der Zündkerze und sind mit der zentralen blauen LED auf der runden Verteilerkappenplatine in Reihe geschaltet, welche so bei jeder einzelnen Zündungssimulation mit aufleuchtet (s. Abb. 150).
Abb. 150: Blaue LED im Zylinder
Der dementsprechende Signaleingang an dem Opto Reflexkoppler auf der Rückseite der Grundplatine wird durch eine Reflexionsunterbrechung des Infrarotstrahls verursacht. Der Opto Reflexkoppler, welcher die gelbe 10mm LED an der Einspritzdüse ansteuert, befindet sich auf der Rückseite der Grundplatine, welche mit Hilfe einer Gestellkonstruktion (s. Abb. 151) vor der großen Riemenscheibe platziert ist, um dem Opto Reflexkoppler eine Signalabnahme an den Markierungen der Riemenscheibe zu ermöglichen (s. Abb. 152). Diese Markierungen, auf der sich drehenden, metallisch glänzenden Riemenscheibe, bestehen aus einer aufgeklebten Folie mit dementsprechenden schwarzen Markierungen (s. Abb. 153 und Anhang). Diese schwarzen Markierungen verursachen eine Nicht-Reflexion der Infrarotwellen am Sensor, was in der angeschlossenen Transistorschaltung eine Spannungsversorgung der sich an der Einspritzdüse befindlichen gelben LED zur Folge hat. Diese umgekehrte Funktion der Opto Reflexkopplerschaltung wird über die Umpositionierung der gelben LED

44
in der Schaltung realisiert (siehe blauer Bereich des Schaltplans Abb. 144 und Abb. 154). Die Markierungen auf der Riemenscheibe wurden so platziert, dass die gelbe LED ein permanentes Blinken aufweist, was die benzinluftgemischbildende Funktion der Einpunkt-Einspritzung darstellen soll. Dieses Blinken wird nur in den kurzen Einspritzpausen durch fehlende Markierungen auf der Riemenscheibe unterbrochen.
Abb. 151: Grundplatinen- Abb. 152: Opto Reflexkoppler vor halterung dem großen Riemenrad
Abb. 153: Markierungen am Abb. 154: Riemenrad Schaltung der gelben LED
2.2.6.2 Fertigung
Die Platinen wurden im Institut der Technik und ihre Didaktik der Universität Münster angefertigt. Dabei wurde wie folgt vorgegangen. Die Schaltung wurde zunächst auf einem Steckbrett aufgebaut, um sie zu testen. (s. Abb. 155)
Abb. 155: Steckbrettaufbau

45
Nach Abschließen dieser Testphase wurde die Schaltung als Bestückungsplan, unter Verwendung der Zeichenoptionen des Programms Word, in Originalgröße gezeichnet(s. Abb. 156 und Anhang). Die äußere Form der Platinen ergab sich aus der Form der Schaltungen und dem Verwendungszweck, was im Falle der Platine für die Verteilerkappe zu einer runden Platine führte. Des Weiteren wurde Wert darauf gelegt die Platinen so klein wie möglich zu halten.
Abb. 156: Bestückungsplan
10k
NE 555
500 k
2k2
2k2 2k2
4k7
680R
10nF
100µF
100n
F 100n
F
470R
30
k 1k
2200µF
100k
BC 547 Rel

46
Nach dem Entfernen der gezeichneten Bauteile wurden die Zeichnungen durch ein Spiegeln in die fertigen Ätzvorlagen verwandelt und auf einer transparenten Folie ausgedruckt(s. Abb. 157 und Anhang).
Abb.157: Ätzvorlage
Leiterzüge

47
Diese Folie diente dann als Belichtungsmaske für die Platinenrohlinge. Zuerst wurde das Basismaterial der Platine vorbereitet, indem es mit Hilfe einer Hebelblechschere auf das gewünschte Maß bzw. die gewünschte Form zugeschnitten wurde (s. Abb. 158). Im nächsten Schritt wurde die Schutzfolie von der mit Fotolack beschichteten Kupferschicht entfernt (s. Abb. 159), um dann die Fotolackschicht des Basismaterials in einem Isel-UV- Belichtungsgerät mit ultravioletter Strahlung so lange zu belichten (s. Abb. 160), bis diese instabil wurde und mit Lauge entfernt werden konnte. Das geschah unter Verwendung der mit dem Ätzplan bedruckten Folie als Belichtungsmaske. Diese Belichtungsmaske diente zum Schutz für die Stellen des Fotolacks, welche die Kupferschicht später beim Ätzen schützten, um die Leiterbahnen mit ihren Lötaugen auf dem Basismaterial zu erhalten.
Abb. 158: Zuschnitt des Basismaterials Abb. 159: Entfernen der Schutzfolie
Abb. 160: Isel- UV- Belichtungsgerät
Das Ätzen in der Sprüh-Ätz-Anlage wurde in zwei Arbeitsgängen vollzogen. Dabei wurden die Platinen zuerst in ein warmes Natronlaugebad getaucht, um den vorher belichteten Fotolack abzulösen. Dieses Tauchen erfolgte so lange, bis die Umrisse der Leiterbahnen zu erkennen waren(s. Abb. 161-162).
Abb. 161: Sprüh-Ätz-Anlage Abb. 162: Natron- laugebad

48
Dann wurden die Platinen mit Wasser abgespült und anschließend im zweiten Bereich der Sprüh-Ätz-Anlage mit erwärmten Natriumpersulfat besprüht, bis sich das ungeschützte Kupfer vollständig gelöst hatte(s. Abb. 163).
Abb. 163: Besprühen mit Natriumpersulfat
Als Nächstes wurden die Platinen noch einmal mit Wasser abgespült und vorsichtig getrocknet.58 Im darauf folgendem Arbeitsschritt wurden die Lötaugen der Platinen an der Ständerbohrmaschine in den für die verschiedenen Bauteile benötigten Größen gebohrt (s. Abb. 164).
Abb. 164: Bohren der Lötaugen
Die verschiedenen Bauteile konnten dann durch die Lötaugen eingesteckt werden. Danach wurden die Beine der Bauteile auf der Rückseite der Platinen umgebogen. Diese umgebogenen Beine wurden mit einem Seitenschneider bis auf circa 2 mm an den Platinenunterseiten gekürzt, so dass dann die Bauteile mit der Unterstützung von Lötlack eingelötet werden konnten (s. Abb. 165-167).
Abb. 165: Die eingesteckten Bauteile Abb. 166: Die zu kürzenden Beine der Bauteile
58Vgl. Iselautomation, Isel-Sprüh-Ätzanlage, Eiterfeld: Iselautomation, 1999, S.8.

49
Abb. 167: Einlöten der Bauteile
Nachdem alle Bauteile auf die Platinen gelötet waren, wurden die Platinen unter Begrenzung des Stromes in ihren Funktionen getestet (s. Abb. 168).
Abb.168: Testen der Platinenfunktionen
Die Verbindung der Platinen mit den einzelnen elektrischen Bauteilen, wie dem Elektromotor, erfolgte über Kabel, wobei diese durch Eindrehen mit Hilfe einer Bohrmaschine in ihren Zugehörigkeitsverbänden strukturiert und zusätzlich mit Kabelschläuchen isoliert wurden (s. Abb. 169-171).
Abb. 169: Eindrehen der Kabel mit der Abb. 170: Eingedrehte Kabelverbände Bohrmaschine
Abb. 171: Kabelschläuche
Die Zündkerzen wurden mit blauen LED´s bestückt, indem die LED mit einem Bein in die Zündkerzenspitze eingelötet wurde und das andere Bein mit einem

50
Kabel verbunden wurde. Dieses Kabel wurde durch einen in das Zündkerzengewinde eingefrästen Spalt bis zur zentralen blauen LED in der Verteilerkappe verlegt (s. Abb.172-173).
Abb. 172: Fräsen des Zündkerzengewindes Abb. 173: Löten der LED-Verbindungen
2.2.7 Modell-Antrieb
Das Modell wird mit einem elektrischen Getriebemotor angetrieben, der sich mit einer Geschwindigkeit von 40 Umdrehungen pro Minute bei einem maximalen Drehmoment von 5 Nm dreht. Die gewünschte Drehfrequenz der Kurbelwelle des Modells von 20 Umdrehungen pro Minute wurde erreicht, indem eine keilriemengeführte Übersetzung, bestehend aus zwei Riemenscheiben, die Drehzahl herunter reguliert. Dabei hat die am Elektromotor befestigte Scheibe einen Durchmesser von 70 mm und die am Schwungrad befestigte, modellantreibende Scheibe einen Durchmesser von 140 mm (s. Abb. 173). Dadurch wird ein Übersetzungsverhältnis von 1:2 realisiert, was die Drehfrequenz des Modells auf den gewünschten Wert herunter reguliert. Die Riemenscheiben für diese Übersetzung wurden aus Aluminium an einer Drehbank angefertigt. Sie finden ihren Halt an dem Schwungrad und dem Elektromotor mit Hilfe von Schrauben. Die Kraftübertragung zwischen den beiden Riemenscheiben erfolgt über einen Keilriemen. Zum Spannen des Keilriemens dient eine schlitzförmige Spannvorrichtung in dem Gestell (s. Abb. 174-179).
Abb.173: Elektromotor Abb.174: Fertigung der Riemen- Abb.175: Riemenscheiben und Riemenscheiben scheiben mit Keilriemen

51
Abb. 176: Befestigung am Schwungrad Abb. 177: Befestigung am Elektromotor
Abb. 178: Elektromotor und Abb. 179: Spannvorrichtung für den Riemenscheibe am Gestell Elektromotor am Gestell
2.2.8 Modellgestell
Das Modell wird von einem Gestell aus 30 mm x 30 mm Vierkantrohr getragen. Dieses aus Baustahl bestehende Gestell wurde mit einem Elektroschweißgerät zusammengeschweißt und so konstruiert, dass es nicht nur ausreichenden Halt für das Motorenmodell bietet, sondern auch den modellantreibenden Elektromotor beherbergen kann, was über die bereits oben erwähnte verstellbare Halterung realisiert wurde. Auch der Taster zum Starten des Modells findet seinen Platz in einer der vorderen Abdeckkappen der Längsstreben des Gestelles. Des Weiteren findet die Grundplatine ihren Halt an einer Konstruktion, bestehend aus Gewindestangen und Plexiglas, die am Gestell befestigt ist. Weitere aus sicherheitstechnischen Gründen installierte Plexiglaselemente finden ebenso ihren Halt an dem Gestell. Das Gestell wurde Stück für Stück um das Modell herum konstruiert, um den verschiedenen Anforderungen bestmöglich gerecht zu werden (s. Abb. 180-183).

52
Abb. 180: Modell- Abb. 181: Halterung für den Elektromotor…… halterung
Abb. 182: Plexiglasschutz Abb. 183: Plexiglas- halterungen
2.2.9 Endmontage
Nach der Fertigstellung aller Einzelteile und Verbindungen wurden diese nochmals in ihrer Oberflächenqualität und Funktion überprüft und wenn nötig nachgebessert, bevor die finale Montage des Modells vollzogen wurde. Im letzten Arbeitsschritt erfolgte dann die Befestigung des gesamten Modellkonstruktes mittels adäquater Wanddübel an der Ausstellungswand im Institut der Technik und ihre Didaktik der Universität Münster, wo das Modell letztendlich seinen zukünftigen Platz neben einem erläuternden Plakat fand (s. Abb. 184).
Abb. 184: Das fertige Modell an seinem zukünftigen Platz

53
3 Schluss
Im Zuge dieser Examensarbeit entstand zum einen das Funktionsmodell eines
Otto-Viertakt-Motors, welches seinen Platz im Ausstellungsbereich des Instituts
für Technik und ihre Didaktik der Universität Münster findet und zum anderen
eine Dokumentation des Entstehungsprozesses dieses Modells. Diese
Dokumentation macht die für die Anfertigung notwendigen Arbeitsschritte
nachvollziehbar und kann somit als eine Anleitung zum Erstellen anderer Modelle
im Motorenbereich dienen.
Während des Erstellens dieser Examensarbeit bekam ich tiefe Einblicke in
Bereiche der Technik, die ich als gelernter Tischler in diesem Maße bis dahin
noch nicht gelernt hatte. Ich erhielt die Möglichkeit mich sehr intensiv mit dem
Aufbau und der Geschichte des Otto-Viertakt-Motors auseinander zusetzen und
außerdem gewann ich an Erfahrungen in der praktischen Fertigungstechnik,
speziell im Bereich Metall.
Durch das Demontieren und Montieren des Otto-Viertakt-Motors wurden mir
seine mechanischen Strukturen und Zusammenhänge noch deutlicher als zuvor in
den theoretischen Auseinandersetzungen mit diesem technischen System. Ich
halte das erstellte Funktionsmodell für einen guten Beitrag zur technischen
Bildung im Institut für Technik und ihre Didaktik. Um diesen Beitrag auch in den
Schulen leisten zu können, wo die technische Bildung immer eine wichtige Rolle
spielen wird, sollte meiner Meinung nach auch dort das Lehren am technischen
Modell neben den anderen Lehrmethoden seinen festen Platz finden.
Eine Weiterentwicklung des Modells wäre insofern möglich, dass man dem
Modell noch eine für den Betrachter geöffnete Einheit bestehend aus Kupplung
und Getriebe hinzufügt, um auch diese Komponenten eines Kraftfahrzeuges zu
verdeutlichen. Als weiteres Motorenmodell für den Ausstellungsbereich des
Instituts für Technik und ihre Didaktik würde sich meiner Meinung nach, neben
dem bereits vorhandenen Wankelmotor, noch ein Funktionsmodell eines
Zweitakt-Motors eignen, damit auch diese Motorenart in ihrer Funktionsweise den
dort verkehrenden Personen verständlich gemacht wird.

54
4 Literaturverzeichnis
Abteilung QM und SI. Sicherheitsdatenblatt. Hamburg: Biesterfeld Chemiedistributionen, 2002.
Bird, Anthony. Kleine Chronik des Automobils. Deutsche Übersetzung und Überarbeitung von Helmut Dillenburger. Bielefeld: Delius, Klasing & Co Verlag, 1967.
Braun, Hans-Joachim. Die 101 wichtigsten Erfindungen der Weltgeschichte. München: C. H. Beck Verlag, 2005.
Conrad Electronic GmbH. Präzisions-Zeitschalter Bedienungsanleitung. Version 02/98. Hirschau, 1998.
Gaus, Wilhelm. Dokumentations- und Ordnungslehre. Lehrbuch für die Theorie und Praxis des Information Retrieval. Berlin: Springer Verlag, 1983.
Prof. Dr. Hartmann, Elke, und Prof. Dr. Christian Hein. Basiswissen Schule Technik. Berlin: Paetec Verlag für Bildungsmedien, 2001.
Hill, Bernd. Der Methodenbaukasten. Ein Kompendium von Methoden zur Erkennung und Lösung technischer Probleme. 2. erweiterte und überarbeitete Auflage. Aachen: Shaker Verlag, 2001.
Hüholdt, Jürgen. Wunderland des Lernens. Lerntechniken, Lernmethoden, Lernmedien, Lernbiologie, Lernstrategie. Sprockhövel: Steinbeck-Druck GmbH, 1984.
Hütten, Helmut. Motoren. Technik - Praxis - Geschichte. 6. völlig überarbeitete Auflage. Stuttgart: Motorbuch Verlag, 1982.
Iselautomation. Isel-Sprüh-Ätzanlage. Eiterfeld: Iselautomation, 1999.
Der Kultusminister des Landes Nordrhein-Westfalen. Richtlinien Technik - Lernbereich Arbeitslehre – Hauptschule. Frechen: Verlagsgesellschaft Ritterbach, 1989.
Ministerium für Schule und Weiterbildung, Wissenschaft und Forschung des Landes Nordrhein–Westfalen. Sekundarstufe 1 - Gesamtschule - Richtlinien und Lehrpläne - Arbeitslehre. Frechen: Verlagsgesellschaft Ritterbach, 1998.
Roth, Erwin und August Steidle. Die Modellmethode im Werkstattunterricht. In: Werkpädagogische Hefte. Band 1971/ 3. Ravensburg: Frech Verlag, 1971.

55
Schmayl, Winfried, und Fritz Wilkening. Technikunterricht. 2. überarbeitete und erweiterte Auflage. Bad Heilbrunn: Julius Klinkhardt Verlag, 1995.
Russek, Peter. Reparaturanleitung. Suzuki SJ 410, SJ 413, Samurai, Vitara. Band 1179. Zug: Bucheli Verlag.
Radatz, Hendrik, und Knut Rickmeyer. Handbuch für den Geometrieunterricht an Grundschulen. Hannover: Schroedel Verlag GmbH, 1991.
5 Internetquellenverzeichnis
Anonymus 2. http://www2.produktinfo.conrad.com/datenblaetter/175000-199999/184241-da-01-en-T_coupleur_opto_elect_cny_70.pdf. (Zugriffsdatum 15.02.2007).
Heydegger, Katja. http://www.goethe.de/ges/umw/thm/de48406.htm. (Zugriffsdatum 27.11.06).
Kraftfahrt-Bundesamt. http://www.kraftfahrtbundesamt.de/. (Zugriffsdatum 27.11.06).
Westfälische Wilhelms-Universität Münster. http://www.uni-muenster.de/imperia/md/content/fachbereich_physik/technik _didaktik/studienfuehrer_bachelor_ghr.pdf. (Zugriffsdatum 27.11.2007).
5.1 Internetquellen der Bilder
Anonymus 1. http://www.ajovalo.net/Historia/images/85SJ413a.jpg. (Zugriffsdatum 16.02.2007).
5.2 Internetquellen des Plakates
Dipl. Ing Voß, Dietmar. http://www.loreley.de/otto-museum/lebenslauf.htm. (Zugriffsdatum 16.02.2007).
5.3 Internetquellen der Plakatbilder
Anonymus 3. http://de.wikipedia.org/wiki/Nikolaus_Otto. (Zugriffsdatum 16.02.2007).
Anonymus 4. http://www.chemienet.info/4mot1.jpg. (Zugriffsdatum 16.02.2007).

56
Anonymus 5. http://www.gleisbau-welt.de/grafix/bilder/motorkunde/viertaktmotor.jpg. (Zugriffsdatum 16.02.2007).
Anonymus 6. http://www.torpedo-emscher.de/wr/union/rakete/img/boxer_front.jpg. (Zugriffsdatum 16.02.2007).
Anonymus 7. http://www.7-forum.com/modelle/e32/pressestimmen/images/v12_46l.jpg. (Zugriffsdatum 16.02.2007).
Anonymus 8. http://www.edmunds.com/media/seo/500/2006.vw.golf.jpg. (Zugriffsdatum 16.02.2007).

57
6 Abbildungsverzeichnis
Abb. 1: Der Motor vor Beginn des Projektes
Abb. 2: Modell SJ 413
Abb. 3: Modell Samurai
Abb. 4: Schnitt durch die obere Hälfte der Ansaugseite des Zylinderblockes
Abb. 5: Schnitt durch die untere Hälfte der Ansaugseite des Zylinderblockes
Abb. 6: Schnitt durch die Wasserpumpe
Abb. 7: Schnitt durch die Ölwanne
Abb. 8: Schnitt durch die Ölwanne mit Blick auf die Ölpumpe
Abb. 9: Gefräste Öffnung im Zylinderkopf
Abb. 10: Schnitt durch das Verteilerantriebsgehäuse
Abb. 11: Schnitt durch die Zündverteilerkappe
Abb. 12: Schnitt durch den Ansaugkrümmer
Abb. 13: Schnitt durch die Einpunkt-Einspritzung
Abb. 14: Rot lackierte Schnittkanten
Abb. 15: Klar lackierte Zylinderbuchsenschnittkanten
Abb. 16: Gold lackierte Bauteile
Abb. 17: Der goldene Ölfilter
Abb. 18: Simulation der Zündung durch eine blaue LED
Abb. 19: LED in der Verteilerkappe
Abb. 20: Kraftstoffeinspritzungs-LED
Abb. 21: Steuerplatine
Abb. 22: Keilriemengeführte Übersetzung mit Elektromotor
Abb. 23: Das Gestell

58
Abb. 24: Der Taster im Gestell
Abb. 25: Der Plexiglasschutz
Abb. 26: Der Motor mit demontierten Ölfilter
Abb. 27: Lösen der Ölwannenschrauben
Abb. 28: Abnehmen der Ölwanne
Abb. 29: Ölansaugsieb
Abb. 30: Zahnriemenspannrolle
Abb. 31: Zahnriemen zur Ventilsteuerung
Abb. 32: Steuerseite des Motors ohne Zahnriemen
Abb. 33: Lösen der Zylinderkopfschrauben
Abb. 34: Zylinderblock
Abb. 35: Zylinderkopf
Abb. 36: Wasserpumpe
Abb. 37: Wasserpumpenrohr
Abb. 38: Lösen der Schraube mit Holzklotzblock
Abb. 39: Bestandteile des Kurbelwellensteuerrades
Abb. 40: Lösen der Schwungradschrauben
Abb. 41: Losschlagen des Schwungrades
Abb. 42: Lösen des steuerradseitigen Seitenflansches
Abb. 43: Steuerradseitiger Seitenflansch
Abb. 44: Öffnen der Ölpumpe
Abb. 45: Die Zahnrad-Ölpumpe
Abb. 46: Einzelteile der Zahnrad-Ölpumpe
Abb. 47: Lösen des Außenflansches

59
Abb. 48: Losschlagen des Außenflansches
Abb. 49: Schwungradseitiger Außenflansch
Abb. 50: Markieren der Kurbelwellenbauteile
Abb. 51: Lösen der Pleuellagerdeckel
Abb. 52: Pleuellagerdeckel
Abb. 53: Entnehmen der Kolben
Abb. 54: Lösen der Hauptlagerschrauben
Abb. 55: Hauptlager mit Schrauben
Abb. 56: Entnehmen der Kurbelwelle
Abb. 57: Anlaufscheiben
Abb. 58: Bauteile des Kurbelwellengehäuses
Abb. 59: Die Motorhalterungen
Abb. 60: Der rohe Zylinderblock
Abb. 61: Der Zylinderkopf
Abb. 62: Blockieren der Nockenwelle
Abb. 63: Sichern des Zylinderkopfes
Abb. 64: Lösen des Steuerrades
Abb. 65: Das Steuerrad des Zylinderkopfes
Abb. 66: Lösen der Kontermuttern
Abb. 67: Lösen der Ventileinstellschrauben
Abb. 68: Gelöste Kipphebel
Abb. 69: Lösen der Befestigungsschrauben der Kipphebelwelle
Abb. 70: Lösen des inneren Riemenschutzbleches
Abb. 71: Heraustreiben der Kipphebelwellen

60
Abb. 72: Kipphebelwelle
Abb. 73: Herausziehen der Nockenwelle
Abb. 74: Sortierung der Einzelteile
Abb. 75: Selbstgebauter Ventilheber
Abb.76: Original Ventilheber
Abb. 77: Zusammendrücken der Ventilfedern
Abb. 78: Ventilheberposition
Abb. 79: Entnahme der Ventilkegelhälften
Abb. 80: Die Ventilkegelhälften
Abb. 81: Entnahme der Ventile
Abb. 82: Sortierung der Zylinderkopfteile
Abb. 83: Ventil mit Zubehör
Abb. 84: Die Ventilschaftdichtungen
Abb. 85: Lösen der Zündkerzen
Abb. 86: Die Zündkerzen
Abb. 87: Der rohe Zylinderkopf
Abb. 88: Waschmaschinenkorb
Abb. 89: Die Industriewaschmaschine
Abb. 90: Universalkaltreinigerset
Abb. 91: Ständerbohrmaschine mit Drahtbürstenaufsatz
Abb. 92: Entfernen von Verbrennungsrückständen
Abb. 93: Zu entfernende Teile
Abb.: 94: Schnittmarkierung
Abb. 95: Winkelschleifer mit Trennscheibe

61
Abb. 96: Kleiner Winkelschleifer
Abb. 97: Die Säbelsäge
Abb. 98: Plasmaschmelzschneider
Abb. 99: Sicherung mit Schraubzwingen
Abb. 100: Schneiden mit dem Winkelschleifer
Abb. 101: Schnitt der Zylinderbuchsen
Abb. 102: Schnitt der Zylinderbuchsen
Abb. 103: Die schwer zugänglichen Zylinderbuchsen
Abb. 104: Schneiden mit dem Plasmaschneidbrenner
Abb. 105: Eine geöffnete Zylinderbuchse
Abb. 106: Der geöffnete Zylinderblock
Abb. 107: Schleifen der Schnittkanten
Abb. 108: Entgraten der Schnittkanten
Abb. 109: Leicht entzündlicher Graugussstaub
Abb. 110: Der offene Zylinderblock
Abb. 111: Die Fräsmarkierung am Zylinderkopf
Abb. 112: Fräsmarkierung von unten
Abb. 113: Fräsen des Zylinderkopfes
Abb. 114: Hinzugeben des Schneidmittels
Abb. 115: Anfasen der Schnittkanten
Abb. 116: Verfeinern der Schnittkanten
Abb.117: Die fertigen Schnitte am Motor
Abb. 118: Schnitt der Wasserpumpe
Abb. 119: Schnitt der Ölwanne

62
Abb. 120: Ansaugkrümmerschnitt an der Bügelsägemaschine
Abb. 121: Schnitt an der Metallbandsäge
Abb. 122: Schnitt der Einpunkt-Einspritzung
Abb. 123: Schnitt des Zündverteilergehäuses
Abb. 124: Sandstrahlen der Ölwanne
Abb. 125: Abgeklebter und entstaubter Motorblock
Abb. 126: Grundierter Motorblock
Abb. 127: Lackierte Einzelteile
Abb. 128: Lackierte Einzelteile
Abb. 129: Polieren der Zylinderbuchsen
Abb. 130: Das Markieren der Schnittkanten
Abb. 131: Der Zylinderkopf mit seinem Zubehör fertig lackiert
Abb. 132: Der Zylinderblock mit seinem Zubehör fertig lackiert
Abb. 133: Ölen des Nockenwellenlagers
Abb. 134: Absägen der zu langen Schrauben
Abb. 135: Nachschneiden des Gewindes
Abb. 136: Links die original Ventilfeder, rechts die eingewechselte Ventilfeder
Abb. 137: Befestigung der Einpunkt-Einspritzung
Abb. 138: Steuerseite des Motors
Abb. 139: Steuerzeichen an dem Nockenwellensteuerrad
Abb. 140: Steuerzeichen an dem Kurbelwellensteuerrad
Abb. 141: Steuerzeichen am Zündverteiler
Abb. 142: Einstellvorrichtung Zündverteiler
Abb. 143: Das zusammengebaute Modell

63
Abb. 144: Schaltplan
Abb. 145: Bewegungsmelder
Abb. 146: Halogenlampe
Abb. 147: Taster
Abb. 148: Die Zeitschaltuhr
Abb. 149: Opto Reflexkoppler Schaltung der blauen LED´s
Abb. 150: Blaue LED im Zylinder
Abb. 151: Grundplatinenhalterung
Abb. 152: Opto Reflexkoppler vor dem großen Riemenrad
Abb. 153: Markierungen am Riemenrad
Abb. 154: Schaltung der gelben LED
Abb. 155: Steckbrettaufbau
Abb. 156: Bestückungsplan
Abb.157: Ätzvorlage
Abb. 158: Zuschnitt des Basismaterials
Abb. 159: Entfernen der Schutzfolie
Abb. 160: Isel-UV-Belichtungsgerät
Abb. 161: Sprüh-Ätz-Anlage
Abb. 162: Natronlaugebad
Abb. 163: Besprühen mit Natriumpersulfat
Abb. 164: Bohren der Lötaugen
Abb. 165: Die eingesteckten Bauteile
Abb. 166: Die zu kürzenden Beine der Bauteile
Abb. 167: Einlöten der Bauteile

64
Abb.168: Testen der Platinenfunktionen
Abb. 169: Eindrehen der Kabel mit der Bohrmaschine
Abb. 170: Eingedrehte Kabelverbände
Abb. 171: Kabelschläuche
Abb. 172: Fräsen des Zündkerzengewindes
Abb. 173: Löten der LED-Verbindungen
Abb.173: Elektromotor und Riemenscheiben
Abb.174: Fertigung der Riemenscheiben
Abb.175: Riemenscheiben mit Keilriemen
Abb. 176: Befestigung am Schwungrad
Abb. 177: Befestigung am Elektromotor
Abb. 178: Elektromotor und Riemenscheibe am Gestell
Abb. 179: Spannvorrichtung für den Elektromotor am Gestell
Abb. 180: Modellhalterung
Abb. 181: Halterung für den Elektromotor
Abb. 182: Plexiglasschutz
Abb. 183: Plexiglashalterungen
Abb. 184: Das fertige Modell an seinem zukünftigen Platz

65
7 Anhang
7.1 Bestückungsplan
10k
NE 555
500 k
2k2
2k2 2k2
4k7
680R
10nF
100µF
100n
F 100n
F
470R
30
k 1k
2200µF
100k
BC 547 Rel

66
7.2 Ätzvorlage
Leiterzüge

67
7.3 Riemenscheibenmarkierungen

68
8 Schlusserklärung
„Ich versichere, dass ich die schriftliche Hausarbeit selbstständig verfasst und
keine anderen als die angegebenen Quellen und Hilfsmittel benutzt habe. Alle
Stellen der Arbeit, die anderen Werken dem Wortlaut oder Sinn nach entnommen
wurden, habe ich in jedem Fall unter Angabe der Quelle als Entlehnung kenntlich
gemacht. Das gleiche gilt auch für die beigegebenen Zeichnungen, Kartenskizzen
und Darstellungen.“
Münster, den 17. Februar 2007____________________________
(Philipp Kranz)