Fertigungstechnik - TU Dresden
40
Fertigungstechnik Mehr Wirtschaftlichkeit in der Produktionstechnik durch ganzheitliche Lösungen Von Professor Knut Großmann, Institut für Werkzeugmaschinen und Steuerungstechnik / Technischen Universität Dresden Senkerodieren schwer bearbeitbarer Werkstoffe und komplizierter Geometrien im Werkzeug- und Formenbau Quelle: exeron Der wichtigste und beständigste Innovationstreiber der Technik ist der Zwang zur Verbesserung der Wirtschaftlichkeit. Das gilt besonders für die Produktionstechnik, die gerade unter diesem Gesichtspunkt heute untrennbar Automatisierung und Qualitätssicherung verbindet: Die mit den Mitteln der Automatisierung gesteigerte Produktivität und die in gesicherter Qualität erreichte Genauigkeit definieren den Nutzen, der bezogen auf den dafür notwendigen Aufwand die Wirtschaftlichkeit messen lässt. Ein Produkt ist nachhaltig jedoch nur dann gesamtwirtschaftlich erfolgreich, wenn alle daran Beteiligten ein positives Ergebnis erzielen, es sich also sowohl für die Kunden und Anwender, als auch für die Hersteller und Lieferanten "rechnet". Wenn sich der Maßstab für Wirtschaftlichkeit vom Hersteller bis zum Anwender und darüber hinaus gesamtwirtschaftlich ausdehnt, verlangt das in Konsequenz für die Wertung von Innovationspotential eine solche ganzheitliche Sicht auf den Produktprozess, was zudem ein eigenes Potential für nachhaltigen Gewinn an Wirtschaftlichkeit beinhaltet. Der hier verwendete Begriff "Produktprozess" soll die Gesamtheit aller an einem technischen Produkt orientierten Entwicklungs-, Herstellungs- und Anwendungsprozesse erfassen. Er erstreckt sich damit vom Entstehen der Produktidee über die Ausgestaltung der Informationen zum Produkt im Rahmen der Erzeugnisentwicklung, über die nach diesen Typinformationen erfolgende Herstellung und den Einsatz der Exemplare im technologischen Prozess, bis hin zum wieder Auflösen der das Produkt darstellenden Strukturen am Ende des Produktlebenszyklus. Höhere Wirtschaftlichkeit entsteht also im Produktprozess einerseits durch Aufwandssenkung, Entscheidungssicherheit und Zeitverkürzung, andererseits durch die Steigerung der Produktivität und Qualität der Produkte selbst. Bild 1: Ganzheitliche Sicht auf die Wirtschaftlichkeit in der Produktionstechnik
Transcript of Fertigungstechnik - TU Dresden

Fertigungstechnik
Mehr Wirtschaftlichkeit in der Produktionstechnik durch ganzheitliche Lösungen
Von Professor Knut Großmann, Institut für Werkzeugmaschinen und Steuerungstechnik / TechnischenUniversität Dresden
Senkerodieren schwer bearbeitbarer Werkstoffe und komplizierter Geometrien im Werkzeug und FormenbauQuelle: exeron
Der wichtigste und beständigste Innovationstreiber der Technik ist der Zwang zur Verbesserung der Wirtschaftlichkeit.Das gilt besonders für die Produktionstechnik, die gerade unter diesem Gesichtspunkt heute untrennbarAutomatisierung und Qualitätssicherung verbindet: Die mit den Mitteln der Automatisierung gesteigerte Produktivitätund die in gesicherter Qualität erreichte Genauigkeit definieren den Nutzen, der bezogen auf den dafür notwendigenAufwand die Wirtschaftlichkeit messen lässt. Ein Produkt ist nachhaltig jedoch nur dann gesamtwirtschaftlicherfolgreich, wenn alle daran Beteiligten ein positives Ergebnis erzielen, es sich also sowohl für die Kunden undAnwender, als auch für die Hersteller und Lieferanten "rechnet". Wenn sich der Maßstab für Wirtschaftlichkeit vom Hersteller bis zum Anwender und darüber hinausgesamtwirtschaftlich ausdehnt, verlangt das in Konsequenz für die Wertung von Innovationspotential eine solcheganzheitliche Sicht auf den Produktprozess, was zudem ein eigenes Potential für nachhaltigen Gewinn anWirtschaftlichkeit beinhaltet. Der hier verwendete Begriff "Produktprozess" soll die Gesamtheit aller an einem technischen Produkt orientiertenEntwicklungs, Herstellungs und Anwendungsprozesse erfassen. Er erstreckt sich damit vom Entstehen derProduktidee über die Ausgestaltung der Informationen zum Produkt im Rahmen der Erzeugnisentwicklung, über dienach diesen Typinformationen erfolgende Herstellung und den Einsatz der Exemplare im technologischen Prozess, bishin zum wieder Auflösen der das Produkt darstellenden Strukturen am Ende des Produktlebenszyklus.
Höhere Wirtschaftlichkeit entsteht also im Produktprozess einerseits durch Aufwandssenkung, Entscheidungssicherheitund Zeitverkürzung, andererseits durch die Steigerung der Produktivität und Qualität der Produkte selbst.
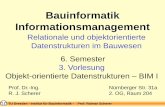
Bild 1: Ganzheitliche Sicht auf die Wirtschaftlichkeit in der Produktionstechnik

Bild 1 versucht diese komplexen Zusammenhänge vereinfacht darzustellen. Im Computerzeitalter stehen erstmals in der Geschichte der Produktionstechnik Mittel und Möglichkeiten derInformationsverarbeitung zur Verfügung, derart verflochtene Wirkungsmechanismen und Beziehungsketten adäquatabzubilden und trotz ihrer Komplexität zweckmäßig ganzheitlich zu behandeln.Eine entscheidende Voraussetzung für die effiziente und qualifizierte Beherrschung des Produktprozesses sind vordiesem Hintergrund ganzheitliche und durchgängige Lösungen für die Informationsbehandlung. Dabei sind nicht nurSpeicherung, Zugriff und Austausch von Informationen im Entwicklungsprozess und zur Fertigungsvorbereitunggemeint, sondern es geht auf Grundlage vielschichtiger und der jeweiligen Aufgabe im Produktprozess angepassterComputermodelle um die analysefähige Abbildung aller entscheidungsrelevanten Zusammenhänge. Eine methodischeund werkzeugseitige Basis dafür liefert die Simulation.
Bild 2: Charakteristik von Produktprozess und Aufgaben der Simulation
Bild 2 charakterisiert am Beispiel der Werkzeugmaschine Produktprozess und Grundaufgaben der Simulation.
Im Rahmen des Entwicklungsprozesses erfolgt die Simulation der Produkteigenschaften an der Werkzeugmaschinesind dies alle genauigkeits und produktivitätsbeeinflussenden Aussagen des geometrischkinematischen, statischen,thermischen und dynamischen Verhaltens für den eigenschaftsorientierten Systementwurf. Die dabei entstehendenund schrittweise detaillierten Modelle bilden die TypEigenschaften ab und liefern die Informationsbasis für dieSimulation der Herstellungsbedingungen zur Optimierung von Fertigung und Montage. Der so technisch und wirtschaftlich qualifizierbare Herstellungsprozess an der Werkzeugmaschine sind diesbeispielsweise funktionell analysierte Toleranzvorgaben, effiziente Prüfbedingungen für die Qualitätssicherung,Bewertungsmöglichkeiten von Bauabweichungen, angepasste Einstellwerte für die Vorinbetriebnahme liefert dannmit den gefertigten Exemplaren zugehörige und die Typinformationen ergänzende exemplarische Eigenschaften. Damitsind Voraussetzungen für die Simulation des Betriebsverhaltens der Maschine im Anwendungsprozess geschaffen. Aufder Grundlage der im Ergebnis des Entwicklungsprozesses vorliegenden Typmodelle kann aktualisiert durchparametrische Anpassung an exemplarische Eigenschaften eine modellbasierte Steuerungsfunktionalität entwickeltwerden, welche auf effiziente Weise die Steigerung von Qualität und Produktivität der Anwendungsprozesseermöglicht.
Veranschaulichen wir diese Möglichkeiten folgend etwas konkreter. Die rechnergestützte Geometriefestlegung (CAD) und Verhaltensberechnung (FEM) sind für Entwurf und Gestaltungvon WerkzeugmaschinenStrukturen heute nicht nur Stand der Technik, sondern praktizierter Alltag.Dabei wird im CAD zunehmend dreidimensional und parametrisch gearbeitet. Die Analyse des statischen, thermischenund lineardynamischen Verhaltens einzelner Gestellbauteile, kompakter Baugruppen oder der gesamten Gestell undAntriebsstruktur erfolgt durch Anwendung von FEMProgrammen. Die Einbeziehung von Verbindungsstellen, Lager und Führungseigenschaften ist prinzipiell ebenso möglich, wie dieIntegration der Vorschubantriebe und damit die Ermöglichung prozessgemäßer Relativbewegung der werkzeug undwerkstücktragenden Baugruppen, einschließlich der Realisierung prozesstypischer Belastungen. Damit sind wesentlicheVoraussetzungen für die "Virtuelle Werkzeugmaschine" geschaffen. Mit einer derart virtuellen Maschine kann mitvirtuellen Werkzeuge unter virtuellen Prozessbedingungen nicht nur die Bewertung und Optimierung einesMaschinenentwurfes vorgenommen werden bevor Maschine, Werkzeug und Prozess überhaupt real existieren; es ist

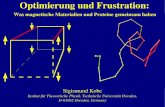
auf der Grundlage des prozessaktuell berechenbaren Verhaltens auch ein intelligentes Agieren der Maschine währendihres Betriebes möglich. Bild 3 veranschaulicht ein solches Konzept (vereinfacht) für eine strukturmodellbasierte Steuerungsfunktionalität zurVerbesserung der Maschinengenauigkeit durch Korrektur systematischer Fehler insbesondere unter dem Gesichtspunktder Durchgängigkeit vom Entwicklungs über den Herstellungs bis zum Anwendungsprozess. Die Modellinhalte entstehen im Entwicklungsprozess durch fortschreitende Detaillierung des Entwurfes und dienen inder jeweiligen Phase zur Bewertung und Optimierung der Systemeigenschaften bezüglich der vorliegendenAnforderungen, z.B. zu Bewegungsraum, Steifigkeit, Genauigkeit und Prozess. Die Modelle sind beispielsweise als geometrischkinematisches (GEO), elastisches (ELA) und thermisches (THE)Modell modular und funktionell entflochten, das heißt im Sinne der Softwaretechnologie objektorientiert. Funktionelle Gliederung, Abarbeitungsablauf, Datenstrukturen und Kommunikation der Modelle sind in Entwicklungsund Anwendungsprozeß weitgehend identisch. Die Vervielfältigung und Anpassung der das Typverhalten im Entwurfbeschreibenden Modelle erfolgt im Herstellungsprozess über die Ermittlung und Berücksichtigung exemplarischerParameter, die beispielsweise aus Abnahmemeßgrößen der Komponenten oder während der Montage gewonnenwerden. Nach Portierung und Integration der exemplarisch modifizierten Modelle in die Steuerung übernehmen sie dieprozessaktuelle Ermittlung der AntriebsSollwerte einschließlich der genauigkeitssteigernden Korrektur im Beispielsind dies die geometrisch, elastisch und thermisch bedingten Fehlerwirkungen auf Basis der aktuellen NCDatensowie ausgewählter Messgrößen.
Der hier am Beispiel umrissene Weg verdeutlicht eine charakteristische, zunehmend Bedeutung gewinnendeEntwicklungstendenz. Wissenschaftliche Ergebnisse und Informationstechnik ermöglichen zunehmend, technischeProdukte und technische Prozesse in ihren Eigenschaften mit hoher Aussagekraft im Computer abzubilden und mitdiesen Mitteln zielsicher die Gestaltung des technischen Produktes zu analysieren und zu optimieren. Auf der gleichenGrundlage, jedoch ergänzt mit zeitaktuellen, exemplarischen Zustandsinformationen, kann später derAnwendungsprozess optimal geführt und geregelt werden. Diese neue intelligente Funktionalität ermöglicht eine neueQualität von Transparenz und Sicherheit, senkt Aufwand, erhöht Präzision und bringt Wirtschaftlichkeit inganzheitlichen Lösungen. Gleichzeitig sind Wissenschaftler, Entwickler und Prozessgestalter gefordert, mit solidemfachlichen Können, mit Kreativität und Phantasie, sowie mit Verantwortung und Umsicht dieses Potential zuerschließen.
Bild 3: Konzept für strukturmodellbasierte Steuerungsfunktionalität
Oberflächenbeschichten / WerkstoffbundEin Gewinn der sich sehen lassen kann VTD ist Entwickler, Hersteller und Exporteur von HochvakuumBeschichtungssystemen:
• für funktionale und dekorative PVDHartstoffbeschichtungen; • für die Metallisierung von Kunststoff, Glas, Keramik und Metall; • für vakuumtechnische Sonderaufgaben;

Zum Angebotsprofil gehören Vakuumtechnologien, Lizenzen und Knowhow, Beschichtungsservice.
Tätigkeitsprofil:VTD spezialisierte sein Entwicklungs und Produktionsprofil auf technologie und kundenspezifischeBeschichtungsanlagen, welche in allen Bereichen der Wirtschaft einsetzbar sind.
PVD Beschichtungsanlage "TINA INLINE 4000" zur wirtschaftlichen Herstellung hochwertiger, dekorativer,
korrosions und verschleißbeständiger Oberflächen vorzugsweise auf Beschlägen und Armaturen (siehe weitereBilder).
VTD hat die Baureihe der BatchSysteme um eine MehrkammerDurchlaufanlage für die dekorativeHartstoffbeschichtung erweitert. Der wirtschaftliche Vorteil für den Anwender liegt in den niedrigeren Betriebskosten, einer hohen Produktivität und derumweltverträglichen Arbeitsweise.
Das Anlagenkonzept gestattet einen vollautomatischen Prozessablauf und die Integration in eine automatischeFertigungslinie, damit wird auch die sichere Reproduzierbarkeit der Beschichtungsresultate gewährleistet. Hohetechnologische Flexibilität wird durch die Kombination von zwei bewährten PVD Verfahren:
• Hohlkatodenbogenentladung • Vakuumbogenentladung
ermöglicht.
Bevorzugte Anwendungsgebiete eröffnen sich in den Bereichen Beschläge, Sanitärarmaturen und dekorativeAusstattungsteile. Galvanisch vorbehandelte Materialien wie Messing oder Zinkdruckguss können in dieser Anlagekorrosionsbeständig und verschleißfest beschichtet werden.
Die Möglichkeit der farbidentischen Beschichtung von ebenfalls galvanisierten Kunststoff und metallischen Substratensind weitere Vorzüge des Anlagenkonzeptes.

Die Schicht zeichnet sich durch sehr gute Haftung, hervorragende Gleichmäßigkeit sowie hohe Härte aus undgewährleistet eine hochwertige, strapazierfähige Oberfläche, die außerdem mit brillantem Glanz und attraktivenFarbnuancen überzeugen kann.
Beispielsweise veredelt diese Anlage pro Stunde 480 Türdrücker oder Teile von Sanitärarmaturen aus Metall odergeeignetem Kunststoff mit einer Zirkonnitrid Oberfläche.
Reichert GmbH Kunststofftechnik & MaschinenbauWirtschaftliches Spritzgießen
Schmelzespeicher Frontansicht außerhalb der Maschine
Das Unternehmen ist seit 1997 auf dem Markt mit der Entwicklung neuer, innovativer Verfahren und Fertigung vonSpezialmaschinen für die Kunststoffverarbeitung präsent, vorrangig dabei für das Spritzgießen polymerer Werkstoffe. Eine wesentliche Produktgruppe sind Maschinenbaugruppen und 2KPlattensysteme zur Erweiterung desEinsatzgebietes von Spritzgießmaschinen für MehrkomponentenSpritzgießverfahren. Damit werden insbesonderekleine und mittlere kunststoffverarbeitende Unternehmen angesprochen, bei denen, auch infolge der bisher dafürbenötigten sehr hohen Investitionskosten, diese Technologien nicht angewendet wurden.
Merkmal des SandwichSpritzgießVerfahrens ist es, zwei verschiedene KunststoffSchmelzen so in die WerkzeugKavität einzuspritzen, dass eine Komponente die Außenhaut und die andere das Kernmaterial bildet. Das Verfahren istsowohl für Spritzgussteile mit geringer Wandstärke (kleiner 1mm) als auch für stärkere Teile anwendbar. DasHautmaterial muss dabei immer zuerst eingespritzt werden. Je nach Einsatz der unterschiedlichen Haut undKernmaterialien ergeben sich vielfältige Kombinationen in der Anwendung und damit Kosteneinsparungen
• RegeneratEinsatz für das Kernmaterial, Neumaterial für die Hautkomponente • TreibmittelSchaumguß im Kern und dekorative Oberflächen mit der Hautkomponente • Faserverstärktes Material im Kern, ungefülltes Material für die Oberfläche • Elektrisch leitfähige Materialien im Kern • Dekorative Effekte mittels Marmorieren
Für die Anwendung des Verfahrens waren bisher MehrkomponentenSpritzgießmaschinen erforderlich.Mittels eines Extruders für die Hautkomponente und einem Kolbenspeicher für Haut und Kernschmelze ist es jetztmöglich dieses Verfahren auch auf StandardSpritzgießmaschinen durchzuführen. Auch in Spritzgießmaschinen ältererBauart kann der Schmelzespeicher eingebaut werden. Kennzeichnend für den neuentwickelten, patentierten Schmelzespeicher ist, dass in diesem zwei verschiedene, durchKolben getrennte, Schmelzen untergebracht sind. Beide Schmelzen werden aber nur mittels einem, auf diesewirkenden, Druck eingespritzt. Dieses Prinzip bewirkt, dass immer vom Extruder das Hautmaterial und von derSpritzgießmaschine das Kernmaterial erzeugt wird.

Schnitt durch ein KunststoffSandwichTeil
Die Baugruppe "Schmelzespeicher" besteht aus einem Steuerungsteil, dem Extruder für die Hautkomponente und demSpeicher selbst. Konzipiert ist der Schmelzespeicher für den Einbau zwischen der düsenseitigen Werkzeughälfte undder Werkzeugträgerplatte der Spritzgießmaschine. Auf dem Schmelzespeicher ist der Extruder für das Hautmaterialbefestigt, um kurze Fließwege dieser Schmelze zu erhalten. Im Steuerungsteil werden die FunktionenTemperaturregelung der Schmelzen im Speicher und im Extruder, der VerfahrensAblauf und der Austausch derSignale mit der Steuerung der Spritzgießmaschine zu Sicherheiten und zum MaschinenZyklus realisiert. Der Prototyp des Schmelzespeichers wurde unter Produktionsbedingungen auf der unternehmenseigenenSpritzgießmaschine erfolgreich getestet. Gegenwärtig werden weitere Baugrößen des Schmelzespeichers entwickelt. Neben dem Schmelzespeicher bietet das Unternehmen weitere Maschinenausrüstungen und Spezialmaschinen für dieMehrkomponentenSpritzgießverarbeitung an.
Schutzschichten aus SiliziumBasisverbindungen für den Chemischen Apparatebau ProblemstellungIn den vergangenen Jahren haben nichtoxidische Keramiken wegen ihrer ausgezeichneten tribologischen Eigenschaftenwachsende Bedeutung erlangt. So besteht heute in vielen Bereichen der Technik, z. B. im Chemianlagenbau, dieForderung nach verschleiß und korrosionsbeständigen Bauteilen. Andererseits ist die Herstellung und Verarbeitungdieser Teile aus keramischen Vollmaterialien kompliziert und teuer. Die Anwendung von dünnen amorphen Keramikschichten, die auf billigen Substratmaterialien wie z. B. Stahl mitausreichender Festigkeit abgeschieden werden, können eine Alternative sein, um die Prozesskosten zu minimieren.
Lösung Amorphe Keramiken auf SiBasis bilden eine Stoffklasse mit vielen für die Technik interessanten Eigenschaften. Siezeichnen sich vor allem durch große Härte und Verschleißfestigkeit, einen geringen Reibungskoeffizienten sowie hoheOxidations und Korrosionsbeständigkeit aus. Die OSTEC GmbH Meißen hat eine Technologie entwickelt, mit der esmöglich ist, derartige amorphe Schichten auf unterschiedlichste Substratmaterialien aufzubringen. Genutzt wird dabeidas z. B. in der Mikroelektronik verbreitete Verfahren der plasmaunterstützten Abscheidung aus der Gasphase(PECVD). Durch Variation unterschiedlicher Parameter wie beispielsweise die Zusammensetzung des gasförmigenPrecursorgasgemisches können die Schichtzusammensetzung und damit auch die Eigenschaften der Schichten gezieltbeeinflusst werden.
Vorteile Das PECVDVerfahren bietet gegenüber anderen, z. B. physikalischen Beschichtungsverfahren wesentliche Vorteile.Nichtplanare oder kompliziert geformte Bauteile werden gleichmäßig beschichtet. Die Deposition erfolgt mit hohenRaten sowie bei gegenüber anderen Verfahren deutlich niedrigeren Temperaturen (teilweise unter 100¡C). Die durchAnwendung des Plasmaverfahrens erzielte Absenkung der Beschichtungstemperatur erlaubt auch die Beschichtung vontemperaturempfindlichen Materialien, wie z. B. Kunststoffen oder Textilien. Bei der Beschichtung von Stählen werdenZeit und Kosten gespart, da unterhalb der Anlasstemperatur gearbeitet wird und somit ein nachfolgendes Härten nach

der Beschichtung nicht erforderlich ist.
Anwendungsmöglichkeiten
• Erhöhung der Oberflächenhärte • Verschleißschutz • Korrosionsschutz • Oxidationsschutz, auch bei hohen Temperaturen • IsolatorWirkung • Verbesserung der Biokompatibilität von medizinischen Implantaten
REMAbbildung einer porenfreien Beschichtung auf Stahl
Langzeitbeständige Ummantelung von Kunststoffprofilen durch Aufkleben von Dekorfolien Das PVCFenster hat heute einen Marktanteil in Deutschland von über 52%. Dies liegt nicht nur an demhervorragenden PreisLeistungsVerhältnis dieses Werkstoffes, sondern kann auch mit dem sehr gutenEigenschaftsprofil für diesen Anwendungsfall begründet werden. Der Trend zum KunststoffFenster geht weiterhinleicht nach oben. Durch die Ummantelung der PVCProfile mit farbigen und strukturierten Folien kann das KunststoffFenster vielen Kundenwünschen angepasst werden. Das Verfahren der Ummantelung hat neben der Coextrusion undLackierung mit über 20% die größte Bedeutung. Allerdings werden für die Herstellung von mit Folien ummanteltenPVCProfilen noch Lösungsmittel für die Vorbehandlung der Profiloberfläche eingesetzt, die dann vollständig in dieAtmosphäre entweichen. Das war der Ansatzpunkt für die Entwicklung eines ökologisch unbedenklichen Verfahrenszur Herstellung solcher oberflächenveredelter Fenster.
Systemfenster im Querschnitt (Quelle: VEKA AG)

Mit analytischen Untersuchungsmethoden wurden Verunreinigungen und Bearbeitungshilfsmittel auf der Oberflächedes PVCProfils detektiert, die nachweislich eine antiadhäsive Wirkung haben. Für deren Entfernung wurde einneuartiger Reiniger entwickelt, der diese Fremdstoffe von der Oberfläche löst und entfernt. Die Anwendung desReinigers allein reicht aber noch nicht als Voraussetzung zur Herstellung einer alterungsbeständigen Klebverbindungzwischen Folie und Profil aus. Eine optimale Profiloberfläche zum Kleben wird erst nach einer zusätzlichvorgenommenen Oberflächenaktivierung erreicht. Erst danach ist ein Idealzustand der PVCOberfläche erreicht, derauch für andere Veredelungsverfahren (Lackierung, Bedruckung etc.) Gültigkeit hat, wenn das Wirkprinzip auf derBenetzung eines Festkörpers mit einem formlosen Stoff basiert. Die gewonnenen Erkenntnisse wurden technologisch indas herkömmliche Ummantelungsverfahren eingearbeitet und umgesetzt. Der Nachweis und die Beständigkeit derQualität des neuen Verfahrens wurde durch umfangreiche Versuche nachgewiesen. Das entwickelte Verfahren istpatentrechtlich geschützt.
Seit einigen Monaten werden von der Firma Traverso Profili in Italien ummantelte PVCProfile vollständiglösungsmittelfrei hergestellt. Von den unterschiedlichen Produktionschargen wurden jeweils Proben entnommen undgeprüft. Diese Probekörper wiesen einwandfreie Qualitätsmerkmale auf, welches mit der konventionellenlösungsmittelhaltigen Methode nicht der Fall war. Insgesamt kann man sagen, dass nicht nur ein Teilproblem bei derVerklebung von Kunststoffen gelöst werden konnte, sondern eine ganzheitliche Problemlösung erfolgt ist, welche fürviele Bereiche der Kunststoffverklebung und Beschichtung Gültigkeit hat.
Der innovative Anteil dieser Arbeit besteht nun darin, dass aus komplizierten Zusammenhängen derOberflächentechnik unter Zuhilfenahme komplizierter analytischer Messmethoden und einer ingenieurmäßigenHerangehensweise eine sehr einfache Problemlösung erfolgt ist. Viele mittelständische Unternehmen können dieseErkenntnisse für die Umstellung ihrer Produktion von lösungsmittelhaltigen Systemen auf die ökologischunbedenkliche Vorbehandlungsmethode nutzen, da dies noch nicht für den angesprochenen Bereich derUmmantelungstechnik in ausreichender Weise erfolgt ist. Mit dieser Arbeit ist ein nicht zu unterschätzender Beitrag zurErhaltung und Weiterentwicklung des Produktionsstandortes Deutschland geleistet worden.
HighTechAusrüstungen für Oberflächlichkeit VON ARDENNE ANLAGENTECHNIK GMBH, Dresden, ein Markenbegriff für innovative Vakuumprozesstechnik
Die Bundesrepublik Deutschland hat gemeinsam mit anderen Industrieländern des Westens auf dem Umweltgipfel vonRio de Janeiro die internationale Verpflichtung übernommen, den CO2Ausstoß bis zum Jahr 2005 um 25 % desNiveaus von 1990 zu senken. Die Realisierung dieser Zielstellung ist eine große Herausforderung nicht nur fürWissenschaft, Wirtschaft und Politik, sondern für die gesamte Gesellschaft.
Das Dresdener Mittelstandsunternehmen VON ARDENNE ANLAGENTECHNIK GMBH, ein Abkömmling desehemaligen Forschungsinstituts Manfred von Ardenne, leistet seit längerem bedeutende Beiträge zu dieser Thematik,die auch international starke Beachtung gefunden haben. Durch Nutzung des InnovationspotentialsVakuumprozesstechnik (Plasma und Elektronenstrahltechnik als Kernkompetenz) werden die Oberflächen vonIndustriegütern, wie Flachglas, Kunststofffolie oder Maschinenteile, gezielten Veränderungen unterworfen. ImErgebnis werden neue Produkteigenschaften erzielt, die in vielen Bereichen der Gesellschaft bedeutende Einsparungenvon Energie und anderen Ressourcen ermöglichen. Die Wirkung dieser innovativen Technologien und innovativenProdukte potentiert sich insofern, als dass für die Herstellung dieser neuartigen Oberflächen selbst extrem wenig"Umwelt" verbraucht wird. In diesem Sinn handelt es sich um innovative Technik, die höchste gesellschaftlicheAufmerksamkeit verdient.
Bild 1

Bild 1 zeigt als erstes Beispiel eine InlinePVDBeschichtungsanlage für Architekturglas. Beschichtet werdenFloatglasscheiben im sogenannten Jumboformat (3,21 x 6,0 qm) mit hauchdünnen, für das menschliche Auge kaumwahrnehmbaren Schichtsystemen, die die Glasoberfläche für den Wärmeanteil des Sonnenspektrums (IRStrahlung)und natürlich auch für die RaumtemperaturStrahlung von Gebäuden nahezu undurchdringlich macht. Weiterverarbeitet zu IsolierVerbundglas, lässt sich auf diese Weise ein erhebliches Energiesparpotential für Raumheizung undKlimatisierung erschließen mit bedeutenden Auswirkungen auf den CO2Ausstoß (40 % des volkswirtschaftlichenEnergiebedarfs fließen landesweit in Raumheizung und Gebäudewirtschaft). Ähnliche Wirkungen auf denEnergiehaushalt von PKW lassen sich durch den Einsatz von optisch wirksamen Spezialfolien bei der Autoverglasungerzielen. Derart präparierte PKWFrontscheiben sind seit einiger Zeit bereits im Straßenverkehr zu beobachten, leichterkennbar an dem blauvioletten Farbschimmer, den man im Gegenlicht wahrnimmt. Die Herstellung dieser Folienerfolgt ebenfalls auf Ausrüstungen der VON ARDENNE ANLAGENTECHNIK GMBH, ab 4. Quartal 2000 inbedarfsdeckenden Mengen bei SOUTHWALL EUROPE GmbH, Großröhrsdorf (Bild 2), der europäischenNiederlassung eines amerikanischen Unternehmens aus Palo Alto (CA).
Bild 2
Eine andere innovative Anwendung der Vakuumprozesstechnik zeigt Bild 3. Es handelt sich um eine InlineEBPVDAnlage zur KeramikBeschichtung von Gasturbinenschaufeln, sowohl für Flugturbinen als auch für stationäreTurbinen. Durch diese Technik lassen sich Brennstoffeinsparungen bis 4% in Luftverkehr und Energiewirtschafterzielen, bei gleichzeitig wesentlich verlängerter Gebrauchsfähigkeit.
Bild 3
Das Dresdner Unternehmen beschäftigt gegenwärtig 182 Mitarbeiter und überschreitet in diesem Jahr erstmalig die 80Mio DM beim Jahresumsatz. 50 % der Produkte und Leistungen werden exportiert, insgesamt bisher in 24 Länder derErde. Die gesamte unternehmerische Tätigkeit ist auf industrielle Anwendungen der Vakuumprozesstechnik gerichtet.Neben den erwähnten Beispielen gehören ElektronenstrahlSchmelzreinigungsanlagen für reaktive und refraktäreMetalle, Metallband und WerkzeugBeschichtungsanlagen sowie Modulare Sputteranlagen für die Halbleiterindustriezum Lieferprogramm.
Die Unternehmensphilosophie orientiert auf extreme Kundennähe und langfristige stabile Partnerschaften zu solchenKunden, denen technische Innovation ein lebenswichtiges Anliegen ist. Gestützt auf ein in vielen "Projektschlachten"entstandenes und gefestigtes Know how und die Leistungskraft einer modernen Zulieferindustrie liegt die besondereStärke der VON ARDENNE ANLAGENTECHNIK GMBH in der Verknüpfung von Prozess und Anlagentechnik."Technologie und Werkzeug aus einer Hand" ist deshalb ein Slogan mit besonderer Anziehungskraft für viele Kundenaus aller Welt.
Dr. Peter Lenk/Geschäftsführer

Laserbearbeitung
Härten mit Diodenlaser Anwendungen für den Lohnauftrag Der HochleistungsDiodenlaser (HLDL) ist ein flexibles Werkzeug für Oberflächenhärteaufgaben. Die HLDLHärteanlage der ALOtec GmbH ist besonders geeignet zum Härten von:
• Kleinteilen • Einzelstücken bis Mittelserien • kleinen Funktionsflächen an kompliziert geformten größeren Bauteilen • Bauteilinnenflächen • Bauteilhinterschneidungen • verzugsgefährdeten Bauteilen • 3Dgekrümmten Oberflächen
Gesamtansicht DiodenlaserHärteanlage
Die technische Entwicklung des HLDL zu größeren Leistungsdichten ermöglicht heute deren Einsatz imOberflächenhärten über das Gebiet traditioneller Härteverfahren hinaus gehende Anwendungsbereiche.
Das Prinzip der Laserhärtung ist der Energieeintrag durch direkte Strahlung auf die Bauteiloberfläche. Der Laserstrahlerwärmt kurzzeitig eine lokal begrenzte dünne Oberflächenschicht mit einem Temperaturgradienten von mehr als 1000K/s. Während der kurzen Haltezeit des Energieeintrages homogenisiert die Kohlenstoffverteilung im Werkstoff. EineAustenitisierungsfront breitet sich unter der Werkstückoberfläche aus. Infolge der schnellen Wärmeableitung in dasBauteilinnere ergibt sich eine Selbstabschreckung, sobald der Wärmeeintrag beendet ist.
Die Vorteile des HLDL gegenüber anderen Laserart beim Härten sind:
• einfacher technischer Aufbau • höherer laseroptischer Wirkungsgrad von 35% • höhere Laserstrahlabsorption auf Stahloberflächen von ca. 25 70%
Durch das geringe Bauvolumen des Laserkopfes und der getrennt von der Maschine aufgestellten Steuerung undKühlung lässt sich eine sehr einfache Strahlführung für 3DAnwendungen bis hin zur Mehrstrahlanwendungrealisieren.
Bevorzugte Anwendungen des HLDL beim Oberflächenhärten sind:
• selektives Härten einzelner Werkstückoberflächen mit unbeeinflussten Bereichen in unmittelbarerNachbarschaft. Bereichsweise harte Oberfläche (Härtetiefe 0,1 1,5 mm)
• Härtespuren an Schnittkanten, Führungsbahnen, Nuten und Freiformflächen mit kontinuierlichenGeometrieübergängen
• gute Härtbarkeit an schwer zugänglichen Flächen wie gekröpften Nuten, Rillen und Innenflächen • Punkthärtungen an Noppen und in Sacklochbohrungen • Härtbarkeit dünner verzugsgefährdeter Bauteile durch punktuellen schnellen Temperatureintrag bei extrem
kurzer Verweildauer.

Härteanlage mit Diodenlaser Rofin DL 025
Für den Industrieeinsatz ist auf der Basis einer 4AchsCNCFräsmaschine eine HLDLHärteanlage mit folgendenMerkmalen entwickelt worden:
• geeignet für das JobShopHärten von Klein und Mittelserien • universelle Einsetzbarkeit • Ausstattung nach Kundenwunsch • einfache Bedienung der CNC
Eine bedeutende Verbesserung der Prozessfähigkeit und flexibilität für den Serieneinsatz bringen die zusätzlichenOptionen:
• ZOOMObjektiv zur flexiblen Strahlformung mit Integration in das CNCProgramm (Spurbreite von 1,2 bis12 mm stufenlos verstellbar)
• temperaturgeregeltes Härten mit einer Genauigkeit +/ 5K auf der Bauteiloberfläche, Ausgleich vonSchwankungen der Bauteilgeometrie und des Oberflächenzustand (Verschmutzung, Öl, Rost).
• Teachen der Bauteilgeometrie • Qualitätskontrolle während des Härteprozesses mit Dokumentation • CNCPostprozessor für effektive Programmerstellung auch für Kleinstserien mit Berechnung der
Bahnfeinkontur, Optimierung der Vorschubgeschwindigkeit und Berücksichtigung der Wärmeableitung anKanten und Krümmungen
• BlankHärten ohne Anlassfarben
Laserstrahlschweißen: Neue Chancen für den Leichtbau Laserstrahlschweißverfahren revolutionieren Fertigungsabläufe. Sie ermöglichen fertigungsgerechte Lösungen,beanspruchungsgerechtere Leichtbaukonstruktionen sowie automatisierte Produktionsabläufe und sind wesentlicherBestandteil moderner kosteneffizienter Produktionsstrategien.
Abb. 1: Laserstrahl geschweißtes Scheibenwischergestänge aus Aluminium; im Industrieeinsatz bei Fa. Erdrich
Umformtechnik

Getrieben von den Anforderungen, kostengünstiger, effektiver, schneller und zuverlässiger zu produzieren, steigt derindustrielle Bedarf nach schweißtechnisch sehr anspruchsvollen Lösungen. Diesen Herausforderungen stellt sich dasIWS durch die Entwicklung neuer Schweißverfahren, neuartiger Schweißtechnologien für schwer schweißbareWerkstoffe sowie beanspruchungsgerechter Fügestellendesigns.
Abb. 2: Laserstrahlsgeschweißte hochfeste MgLegierung
Neben der Weiterentwicklung der normalen Laserstrahlschweißverfahren und deren Anpassung an die besonderenAnforderungen beim Schweißen von Leichtmetalllegierungen (siehe z. B. Abb. 1 und Abb. 2) konzentrieren sich dieArbeiten insbesondere auf die Entwicklung und Industrieüberführung von Laserhybrid undLaserkombinationsschweißverfahren wie z. B.
• Laserinduktionsschweißen, • WIG oder MIGunterstütztes Laserstrahlschweißen • Plasmaunterstütztes Laserstrahlschweißen sowie • Hochleistungsdiodenlaser unterstütztes Laserstrahlschweißen.
Das Laserinduktionsschweißen ermöglicht erstmalig das prozesssichere und industrietaugliche Laserstrahlfügen vonmartensithärtenden Stählen (z. B. Vergütungsstähle, Werkzeugstähle, Ventilstähle, Federstähle, martensitische rost undsäurebeständige Stähle), von Automatenstählen, von verschiedenen Gusseisensorten sowie von Mischverbindungenzwischen Gusseisen und Vergütungsstählen. Beispiele für den Großserieneinsatz dieser neuen Technologien sind dasFügen von PKWAntriebswellen von drehmomentstarken PKWGetrieben. In Zusammenarbeit mit Systemanbieternentstehen prozessspezifische und auf die Kundenbelange zugeschnittene Laserinduktionsanlagen (siehe Abb. 3).
Abb. 3: MehrzweckLaserinduktionsschweißanlage
Die WIG, MIG und plasmaunterstützten Laserinduktionsschweißverfahren wurden entwickelt zum Erreichen vontechnologischen Vorteilen (z. B. Verbesserung der Spaltüberbrückbarkeit, Reduzierung der Anforderungen an dieNahtvorbereitung), zur Verbesserung der fügetechnischen Möglichkeiten zum Werkstoffleichtbau (z. B.Heißrissvermeidung an AlWerkstoffen, Verbesserung der mechanisch technologischen Eigenschaften der

Schweißnähte) und zur Schaffung neuer Freiräume für den Formleichtbau (z. B. belastungsangepasstesSchweißnahtdesign).
Das FraunhoferInstitut für Werkstoff und Strahltechnik, IWS Dresden betreibt anwendungsorientierte Forschung undEntwicklung auf den Gebieten der Laser und Oberflächentechnik. Ein wesentlicher Schwerpunkt dabei ist dasLaserstrahlfügen.
Leistungsangebot:
• Entwicklung und Optimierung von werkstoff und beanspruchungsgerechten Laserschweißtechnologien • Technologieentwicklung zum Laserstrahlschweißen schwer schweißbarer Werkstoffe • Machbarkeitsstudien • Anlagenkonzeptionen und Verfahrensintegration • Verfahrenstechnische Anlageninbetriebnahme und Anwenderschulung
Neue 3 DLaserbearbeitungsanlage im TGZ RiesaGroßenhain Das Technologiezentrum des Landkreises RiesaGroßenhain betreibt seit 1994 ein 3 DLaserapplikations unddemonstrationszentrum. Mit der im Juli dieses Jahres in Betrieb genommenen neuen 5AchsLaserbearbeitungsanlageerhält das Laserzentrum Anschluss an den modernsten Stand der Bearbeitungstechnologie, der insbesondere für dieAutomobilzulieferindustrie zur Anwendung kommt.
Auf einer leistungsfähigen Workstation wird eine per Datentransfer übermittelte 3 DCADDatei mit der 3 DSoftwareCATIA (VDASchnittstelle vorhanden) bearbeitet. Danach legt man die Bearbeitungstechnologie fest und kann am PCden Bearbeitungsvorgang simulieren. Der Vorteil ist, dass ein Großteil der möglichen Kollisionen zwischen demLaserbearbeitungskopf und dem zu bearbeitenden Werkstück ausgeschlossen werden kann. Nach Erstellen des NCProgrammes wird die Bearbeitung durchgeführt.
Die wichtigsten technischen Daten der Anlage sind:
CO2Laser: Leistung: 3000 W
Arbeitsbereich: x 3000 mm, y 1500 mm, z 500mm
CNCDrehachse: max. Durchmesser 500 mm
Bearbeitungsmöglichkeiten: Schneiden, Schweißen
Software: 3 DCATIA, VDASchnittstelle
Schneiden von Prototypenteilen für eine bekannte Automobilfirma in Süddeutschland auf der Basis von CATIADaten

Produktionstechnik auf neuen Wegen Das Hauptbetätigungsfeld der klassischen Produktionstechnik lag vor allem auf den Gebieten der Teilefertigungin der metallverarbeitenden Industrie. Daneben gab es weitere Disziplinen, die sich mit den sogenannten standaloneTechnologien, wie dem Schweißen oder Stoffeigenschaftsändern, beschäfigten.
Das Institut für Produktionstechnik der Technischen Universität Dresden vereint in den 8 Professuren (Bild 1) dasFachwissen zu allen Fertigungsverfahrenshauptgruppen der Produktionsautomatisierung, der Meßtechnik, Montage,Produktionsorganisation und Fabrikplanung. Mit diesem in Deutschland einmaligen Aufbau können durchgängigAufgaben von den naturwissenschaftlichen Grundlagen der Fertigungsverfahren, deren Rationalisierung bis zurUmsetzung in neu geplante Unternehmen bearbeitet werden. Besonderes Augenmerk wird dabei auf die komplexeBetrachtung der Prozesse und deren Verknüpfung gelegt. So können durch die Weiterentwicklung konventionellerVerfahren, der Entwicklung von Hochleistungsverfahren und Hybridtechniken neue überraschende Effekte erreichtwerden.
Neben den traditionellen Anwendungen in der metallverarbeitenden Industrie kommen immer stärker Aufgaben zur Beund Verarbeitung neuer Konstruktions und Funktionswerkstoffe aus den unterschiedlichsten Bereichen hinzu. Indiesem Transferbrief sind einige entsprechende Beispiele, wie das Ummanteln von Kunststoffprofilen, die Anwendungder Fertigungsmeßtechnik für medizinische Aufgabenstellungen oder die Anwendung von Methoden und Verfahren zurRekonstruktion von Kunst und Kulturgütern beschrieben.
Große Auswahl an Werkstoffen und eine hohe Produktivität beim Schneiden mit Laser Neue Entwicklungen auf dem Gebiet der Strahltechnologien wie das Wasserabrasivstrahlschneiden und dasLaserstrahlhochgeschwindigkeitsschneiden erschließen gegenwärtig weitere Anwendungsgebiete für Werkstoffe undMaterialdickenbereiche (unter 1 mm). So werden mit Hilfe des Wasserabrasivstrahlens neben Metallen, Kunststoffenund Keramiken ebenso eine Vielzahl von Verbundwerkstoffen geschnitten. Die Materialhöhe beträgt zwischen wenigerals 1 mm bis zu 100 mm. Bei dünnen Stahlblechen liegen die maximalen Vorschubgeschwindigkeiten bei 5 m/min.Mitte der 80er Jahre wurde durch Zugabe von Abrasivpartikeln aus dem Wasserstrahlschneiden dasWasserabrasivstrahlschneiden mit einer bis zu 20fach höheren Produktivität und einer größeren Bearbeitungsbreite. Das HochgeschwindigkeitsLaserstrahlschneiden erweitert das Bearbeitungsspektrum beim Laserschneideninsbesondere bei der Bearbeitung dünner Bleche (unter 1 mm). Der Einsatz von Linearmotoren gekoppelt mit schnellenSteuerungen ermöglicht Vorschubgeschwindigkeiten von über 22 m/min bei der Bearbeitung von 0,1 mm dickenEdelstahlblechen. Durch die hohen Geschwindigkeiten und Beschleunigungen führt ein konventionelles Prozessumfeldinsbesondere bei der Bearbeitung von dünnen Blechen durch den überproportionalen Anstieg der Hilfs und Rüstzeiten,zu einer Verschiebung der Zeitanteile Schneidprozess und Hilfsprozesse.

Abbildung 1: Wasserabrasivstrahlschneidanlage TC WS 2500
Das Zentrum Strahltechnologie befördert gemeinsam mit dem Lehrstuhl Oberflächentechnik und Schichttechnologieam Institut für Produktionstechnik, mit dem FraunhoferInstitut für Werkstoff und Strahltechnik (IWS) Dresden, mitder ALOtec GmbH und mit der SachsenbergGesellschaft e.V. "Verein der Freunde und Förderer der DresdnerBetriebswissenschaften Produktionstechnik" die Forschung, den Wissenstransfer und die Ausbildung auf dem Gebietder Strahltechnik. Ausgestattet ist das Zentrum mit den Maschinen der Trumpf Sachsen GmbH, dies beinhaltet dieWasserstrahlschneidanlage TC WS 2500 und die Hochgeschwindigkeitslaserstrahlschneidanlage TC HSL 2502.
In der Kooperation der genannten Einrichtungen werden folgende Forschungsschwerpunkte realisiert:
• Industrieberatung für Schneidtechnik (konventionelle Bearbeitung, Laserstrahlschneiden,Wasserabrasivstrahlschneiden)
• Verfahrensentwicklung Strahltechnik (Aktivelemente, Spann und Handhabungssysteme, Prozessabläufe,Technologie)
• Erarbeitung von Einsatzempfehlungen für Strahlbearbeitung, Machbarketsstudien • Entwicklung Fertigungsabläufe, Produktinnovationen mit Strahlschneiden und andern Bearbeitungsverfahren
Abbildung 2: Laserhochgeschwindigkeitsschneidanlage TC HSL 2502
Das Potential des Lasers als hochflexibles und universelles Werkzeug in der Materialbearbeitung wird bei weitem nichtausgeschöpft. Zielgerichtete und problemorientierte Informationen auf diesem Gebiet sind oft für dieinnovationsorientierten kleinen und mittelständischen Unternehmen (KMU) schwierig und kostenträchtig. Viele fühlensich den Anforderungen der Lasertechnik nicht gewachsen. Deshalb hat das BMBF mit der bundesweitenFördermaßnahme "Erprobungs und Beratungszentren zur Lasertechnik (EBZ)" günstige Rahmenbedingungen fürKMU zur Einstiegs und technischen Anfangsberatung in der Lasertechnik geschaffen. Eine große Anzahl von Firmen,die im FraunhoferInstitut für Werkstoff und Strahltechnik (IWS) Dresden eine Beratung zur Lasertechnik in Anspruchnahmen, regten an, auch andere Betriebe gezielt über derartige Möglichkeiten zu informieren.
Vom Schneiddienstleister zum Komplettanbieter Im Jahre 1995 als EinMannUnternehmen gegründet, entwickelte sich PreTec Schneidtechnologien schnell zu eineranerkannten Adresse für Laser und Wasserstrahlzuschnitte. Mit der Anschaffung einer CNCHochdruckwasserstrahlschneidanlage im September 1996 wurde der Firmensitz vom TechnologieZentrum Dresdennach DresdenZschachwitz in eine moderne Fertigungshalle verlegt. Die Erweiterung der technischen Basis erfolgtedurch die Inbetriebnahme einer Laserschneidanlage im August 1997. Zusammen mit der TU Dresden und der FlexiCon

GmbH wurde eine Software entwickelt, die eine Programmierung der beiden unterschiedlichen Schneidanlageninnerhalb eines Systems ermöglicht. Somit kann durch den Einsatz der beiden Verfahren HDWSchneiden undLaserstrahlschneiden ein breites Materialspektrum hinsichtlich Materialdicke und Werkstoff bearbeitet werden.
Für die Herstellung kompletter Baugruppen wurden die technischen Anlagen Anfang 1999 durch konventionelle undCNCgesteuerte Maschinen für die Dreh, Fräs, und Bohrbearbeitung erweitert. Auf der Grundlage der erfolgreichenwirtschaftlichen Entwicklung erfolgte im gleichen Jahr die Inbetriebnahme einer weiteren Laserschneid und einerweiteren Wasserstrahlschneidanlage. Die auf den vier Laser und Wasserstrahlschneidanlagen hergestellten ebenenZuschnitte können mit einer zu Anfang des Jahres 2000 in Betrieb genommenen CNCAbkantpresse durch Biegenweiter bearbeitet werden. Abgerundet werden die Fertigungsmöglichkeiten durch MIG/MAG /WIGSchweißmaschinenund eine FeinsprühElektrostatikFarbgebungsanlage. An fünf Programmierstationen werden pro Monat dieFertigungsunterlagen für über 1.000 verschiedene Teile erstellt. Heute beschäftigt PreTec über 25 Mitarbeiter undbildet auch einen Lehrling als Instandhaltungsmechaniker aus. Die Einführung und Umsetzung eines QualitätsmanagementSystems wurde durch die erfolgreiche Zertifizierung nachDIN ISO 9001 im April 2000 bestätigt. Durch interne und externe Audits wird die Einhaltung und Weiterentwicklungdieses Qualitätsstandards überwacht und garantiert.
Modelle, Formen, Werkzeuge
Neues DruckgussTechnologiezentrum In Dohna bei Dresden wurde mit dem Diecasting Technologies Center (DTC) ein modernesDienstleistungszentrum für die Entwicklung von Druckgussteilen eingerichtet. Angeboten werdenpraxisbezogene Leistungen von der Konstruktionsberatung über Teileentwicklung bis zur Vermietung desZentrums.
Moderner Druckguss geht oft an die Grenze des Machbaren. Für die Entwicklung komplexer, funktionsintegraler GroßDruckgussteile und die Optimierung von Konstruktion, Gießwerkzeug und Produktionsparametern fehlte bis heute eingeeignetes, produktionsnahes Technologiezentrum, weshalb Versuche unter unbefriedigenden Umständen aufProduktionsanlagen gefahren wurden.
Seit neuestem steht DruckgussAbnehmern und Entwicklern, Gießern und Formenbauern mit der DiecastingTechnologies Center GmbH (DTC) ein speziell für die Entwicklung von Druckguss in Aluminium und Magnesiumeingerichtetes Dienstleistungszentrum zur Verfügung. Kernstück ist eine moderne, vollautomatische Druckgießzellenach neuestem Stand der Technik rund um eine 2.500TonnenMaschine.
Angeboten werden praxisbezogene Leistungen von der Machbarkeitsstudie und der Konstruktionsberatung überGießprozesssimulation und Rapid Prototyping bis zur Bemusterung und Optimierung für die Serie. Alternativ kannauch die gesamte Einrichtung gemietet werden, um Versuche mit eigenem oder DTCPersonal durchzuführen.
Die gesamte Bandbreite an Verfahren vom normalen über VakuumDruckgießen bis zum Thixo bzw. SqueezeCastingist im DTC verfügbar. Darüber hinaus bestehen umfassende Möglichkeiten zur Qualitätskontrolle.
Das JointVentureUnternehmen der DGHGroup, des italienischen Druckgießmaschinenherstellers IDRA und desGießereiInstituts der TU Bergakademie Freiberg ist am Standort von Druckguss Heidenau und Heidenauer Formenund Werkzeugbau in Dohna angesiedelt.

Produktinnovationen mit neuen Technologien in Rekordzeiten Unternehmensprofil: Seit 1992 Entwicklung von mobilen Datenkommunikationslösungen
Schwerpunkt: Bereiche der mobilen Datenerfassung und Übertragung zu entfernt gelegenen Objekten bzw.Betriebsniederlassungen
Die Firma produziert:
• Zusatzmodule zu Handheldcomputern • Mobile Handheldcomputer NETZING MC • Abrechnungssystem für den Rettungsbereich • Datenfunklöungen in der Transportbranche
Das Unternehmen Schneider Funk und Datensysteme GmbH (Schneider GmbH) beschäftigt sich seit 1992 mir derEntwicklung von mobilen Datenkommunikationslösungen. Der Schwerpunkt der Entwicklung liegt dabei in denBereichen der mobilen Datenerfassung sowie deren Übertragung zu entfernt gelegenen Objekten bzw.Betriebsniederlassungen.
Das oberste Ziel eines innovativen Dienstleisters, wie der SFM Gesellschaft zur Schnellen Fertigung von ModellenmbH (SFMGmbH), besteht seit der Gründung im Jahre 1993 darin, den Kunden und Partnern max. möglicheUnterstützung mit den Prämissen:
Verkürzen der Entwicklungszeiten Verbessern der Produktqualitäten Kostensenkung in Produktionsvorbereitung und durchführung
zu geben. Wie kann es gelingen, durch geschicktes Verknüpfen der Kompetenzen beider Unternehmen, Synergieeffekte in neuenDimensionen zu erreichen?
Spitzenprodukt "NETZING MC XXX" im Team gestaltet In Realisierung der o. g. Zielstellungen wurden von SFM zahlreiche anspruchsvolle Projekte der effektiven Nutzungvon Rapid Technologien praktisch verwirklicht. Zu den aktuellen Aufgaben der SFMGmbH gehört dasMultifunktionssystem "NETZING MC XXX Ein Handheld mit System" vom Unternehmen Schneider GmbH.
NETZING MC XXX
Der NETZING MC ist ein industrieller Handheldcomputer und dient der Datenerfassung und Datenübertragung. Er istauf ein breites Anwendungsfeld zugeschnitten und in nahezu allen Bereichen der Industrie einsetzbar.
Die Geräte Der Vorteil des NETZING MC XXX gegenüber vergleichbarer Wettbewerberprodukte besteht in seiner modularenBauweise, bei der jeder Kunde je nach Anforderung und Aufgabenbereich die einzelnen Komponenten auchnachträglich integrieren lassen kann.
Module Dazu gehören:
NETZING MC 090 => mit Chipkartenleser mit SSDFormat NETZING MC 100 => Grundmodell mit Chipkartenleser

NETZING MC 200 => wie 100 mit Meldeempfänger (Pager) NETZING MC 300 => wie 100 mit GSMFunkmodul (Sprache / Daten) NETZING MC 400 => wie 100 mit Messtechnikschnittstelle NETZING MC 500 => wie 100 mit beliebigen Funkmodulen NETZING MC 600 => wie 100 mit zwei PCMCIASlots
Erweiterbar durch die Module:
NETZING MC X01 => Scanner NETZING MC X10 => Transponder NETZING MC X11 => Scanner und Transponder
Vom Design über den Prototyp bis zur SerieDie konstruktive Auslegung der tragenden mechanischen Bauteile für die elektronischen Baugruppen muss ergänzendzur äußeren harmonischen Gesamtgestaltung eine rationelle Montage bzw. Demontage ermöglichen. Gleichzeitig ist indieser frühen Phase der Produktgestaltung für die Kunststoffbauteile die spritzgießgerechte Konstruktion zugewährleisten.
Das gelang durch enge Zusammenarbeit zwischen
• ElektronikEntwickler • 3 DCADModellierer für die GehäuseKomponenten • WerkzeugKonstrukteur (Spritzgerechte Gestaltung) • Verantwortlichen für die Serienfertigung in folgenden Arbeitsschritten:
Virtuelle Optimierung der Montageprozesse, ausgehend vom komplexen 3 DDatenmodell Bau von Urmodellen mittels Stereolithographie Herstellen mehrerer Prototypen zur Funktionserprobung Konstruktion der Serienwerkzeuge
Knowhow und anerkannte Kompetenz durch Partnerkoorperation auf Basis von Vertrauen und FairnessAus dieser neuen Form des praktizierten "Simultaneous Engineering" über Unternehmensgrenzen hinweg resultierenmarkante Vorteile.
Nur mit einer solchen, nahezu "schlupffreien" Zusammenarbeit konnten die traditionellen Entwicklungsstufenmehrfach übersprungen werden.
Eine derartige Kooperationsform zwischen zwei Partnerunternehmen basiert auf einer hohen Qualität deswechselseitigen Vertrauens und gegenseitiger Fairness. Bei einer solchen Vorgehensweise wird und muß keindetaillierter Auftrag vom Auftraggeber an den Auftragnehmer übergeben werden. Ausgehend von dereindeutigen Gesamtzielstellung des Entwicklungsvorhabens werden die jeweiligen Teilaufgaben im Ergebnismarkanter Zwischenetappen in Arbeitsprotokollen spezifiziert.
Die gesamte Projektrealisierung erfolgt in einem solchen Zeitraster, wie es ohne Rapid Prototyping objektiv nichtmöglich ist.
Schon in der frühen Phase der Produktentwicklung wird der wesentliche Grundstein für eine höchstmöglicheProduktqualität gelegt.
Von der ersten Idee, vom Muster bis zur Serienreife (ca. 3 Monate, Tradition für Produkte dieser Komplexität 12 15Monate!).
SFMGmbH Unser know how, unsere Leistungen Kompetenzfelder SFMGmbH:
ErzeugnisEntwicklung von Kunststoffteilen Gestalten optimaler Prozessketten 3DCADModellierung Rapid Prototyping Bauprozesse (STL, LOH, SLS) Konstruktion von Muster und Servicewerkzeugen

Rapid Tooling Vakuum, Fein und Sandguss Klein und Grossserien
Damit wurden einmal mehr die anerkannten Kompetenzfelder der SFMGmbH bestmöglich zur Wirkung gebracht. Dasumfassende Knowhow und die gegebenen technischen Möglichkeiten der SFMGmbH können wie folgtcharakterisiert werden:
• Gestalten optimaler Prozessketten unter Beachtung der unterschiedlichsten Einflussfaktoren • 3DCADModellierung mit den problemabhängig bestgeeigneten Systemen zur Flächen und
Volumenmodellierung. • Rationelle Kommunikation beginnend vom effizienten Datenhandling bis zur individuellen Abstimmung • Schnelle Bauprozesse mit dem genauen STLVerfahren, dem kostengünstigen LOMProzess und
unterschiedlichen SelektivLaserSinter Anwendungen (extern) • Herstellen von Prototypen in unterschiedlichen Folgeprozessen für Teile aus Kunststoff mittels
Vakuumgießen, Stückzahlen 15 20 oder RIMVerfahren (Reaktion Injection Molding), Stückzahlen 20 mehrere 100
• für Teile aus Aluminium und Stahl: Feinguss und Sandguss.
Mit diesen anerkannten Tätigkeitsgebieten werden stabile Kundenbeziehungen realisiert, die zu einer kontinuierlichenUmsatzsteigerung (1998 ca. 25 %, 1999 ca. 75 %) führten. Auf der Basis dieser bewährten Kompetenzfelder wurde inÜbereinstimmung mit den wesentlichen Entwicklungstrends zum noch besseren Erfüllen der steigendenKundenanforderungen eine systematische Weiterentwicklung eingeleitet.
Auf die generellen Trends und aktuellen Kundenanforderungen bzgl. Prototypen in serienidentischen Materialien mitzunehmenden Stückzahlbereichen hat sich die SFMGmbH durch einige wirkungsvolle Maßnahmen bestmöglicheingestellt:
• Ausbau der Werkzeugkonstruktion für die Kunststofftechnik und das Druckgießen • Optimale Ausnutzung des Leistungsvermögens der schnellen Bauprozesse, insbesondere STL und LOM • Vielfältige Materialanwendungen entsprechend spezifischer Kundenanforderungen für das Vakuumgießen und
das RIMVerfahren • Verbinden der Schnelligkeit der Rapid Technologien mit Präzision der HSCBearbeitung für unterschiedliche
Materialien
Firmenportrait: Firma Havlat Die Firma Havlat, gegründet 1980, entwickelte sich vom Rationalisierungsmittelbau zu einem Fachbetrieb mit 4Schwerpunkten:
• Formenbau für technische Gummiformteile und Plastformteile • Werkzeugbau für Schnittwerkzeuge • Vorrichtungsbau für FräsmaschinenSpannvorrichtungen • Teilefertigung für Werkzeug und allgemeinen Maschinenbau
Werkzeugbaul
Wir sind in der Lage, Sie komplett mit prismatischen, rotationssymetrischen Teilen sowie Schweißbaugruppen zubeliefern.

Zertifiziert ist unsere Firma nach DIN EN ISO 9001.
Neben einen hochqualifizierten Mitarbeiterstamm von 55 Fachkräften sowie 29 Lehrlingen steht Ihnen ein modernerund allseitig ausgestatteter Maschinenpark zur Verfügung.
Dazu zählen unter CNCFräs und Drehtechnik auch Draht und Senkerodiertechnik, Rund,Profil undFlachschleiftechnik und Koordinationsschleiftechnik. Ständige Qualifizierungen und Schulungen unserer Mitarbeitergarantieren einen hohen Leistungsstand. Mit einem Neubau werden wir eine eigene Lernfabrik gründen, um die weitereMöglichkeit des Wachstums für unsere Firma zu sichern. Dadurch sollen qualifizierte Mitarbeiter zu Spezialisten aufeinzelnen Bearbeitungsgebieten geschult werden wie z.B. 5AchsFräsen, Draht u. Senkerodieren, RundProfilFlachschleifen, Meßtechnik usw. Dies wollen wir auch als Dienstleistung anderen Unternehmen anbieten.
Formenbau
Großes Interesse haben wir an Kunden, die einen zuverlässigen Partner für die Präzisionstechnik oder auch für dieMikromechanik suchen.
Wir würden uns freuen, bei gemeinsamen Aufgaben Ihr Partner zu sein.
Präzisionsteilefertigung

BECKMANNINSTITUT für Technologieentwicklung e.V. Partner für kleine und mittelständische Unternehmen in Forschung und Entwicklung Als Kompetenzzentrum für ausgewählte innovative Technologien, beispielsweise für moderne Bearbeitungsverfahrenoder Methoden des Rapid Engineering, unterstützt das BECKMANNINSTITUT für Technologieentwicklung e.V.kleine und mittelständische Unternehmen durch
• Konsultationen, Demonstrationen und betriebsspezifische Problemlösungen • die Konzeption von vorwettbewerblichen oder unternehmenspezifischen Forschungsvorhaben und deren
Realisierung • Überführung neuer Forschungsergebnisse in die industrielle Praxis • wissenschaftliche Veranstaltungen, Schulungen, Workshops und Praktika zur Vermittlung von technischem
Know How
Zur Zeit werden am Institut Forschungsarbeiten zum Rapid Prototyping durchgeführt, die beispielsweise auf dieVerbesserung der Oberflächenqualität der mittels unterschiedlichen Verfahren hergestellten Prototypen und auf denEinsatz neuer Materialien abzielen. In diesem Zusammenhang werden mehrere Verbundprojekte im nationalen und imeuropäischen Rahmen koordiniert und bearbeitet.
Ein weiterer Schwerpunkt der Arbeit besteht in der Durchführung von Weiterbildungslehrgängen, die modularaufgebaut sind und sowohl theoretisch als auch praktisch ausgerichtet die Bereiche Reverse Engineering / CAD /Datenprocessing / Rapid Prototyping / Brückenprozesse bzw. Folgetechnologien umfassen.
Beginnend im Jahre 1999 findet am Sitz des Instituts jährlich ein Kolloquium zum Thema "Rapid Prototyping in derMedizintechnik" statt. Die diesjährige wissenschaftliche Veranstaltung "RAPROMED 2000", die im November geplantist, soll wiederum Interessenten an einer Zusammenarbeit auf den Gebieten der Forschung und der Dienstleistungzusammenführen.
Die Kompetenzfelder des BECKMANNINSTITUTS für Technologieentwicklung e.V.
bestehen auf den Gebieten des Rapid Engineering und moederner Fertigungstechnologien
Umformen
Konventionelle Verfahren ganz aktuell! Die neuen Produktionsverfahren erfordern auch in Forschung & Entwicklung neue Schritte, damit dieWirtschaftlichkeit gegeben ist. Hierzu trägt die Umformtechnik einen großen Anteil bei. Durch die neuen Werkstoffe,sowohl in der Entwicklung als auch in der Produktion, werden immer neue und höhere Anforderungen an den Prozessgestellt. Die ehemals singulär durchgeführten Betrachtungen des Prozesses gehören der Vergangenheit an; wir müssenimmer mehr erkennen, dass diese Prozesse in der Herstellung der Produkte immer näher zusammenrücken und in derVerknüpfung zum gesamten Produkt führen. Deshalb hat sich der Lehrstuhl in die vier Hauptrichtungen Massiv undBlechformung, Fügen sowie Berechnung/Simulation gegliedert. Es werden zur Zeit in der Massivumformung sowohlWerkstofffragen, als auch die Formgebungsverfahren z.B. durch Walzen bearbeitet. In der nächsten Zeit wird immermehr die Thematik des "Near net shape" angesprochen werden und es werden Werkstoffe und Verfahren erarbeitet, diees ermöglichen, in einer Aufspannung zum Fertigteil zu gelangen.

Zum Leichtbau sei gesagt, dass hier in zunehmenden Maße Werkstoffanhäufungen, die nicht zur Festigkeit beitragen,wegen der Gewichts und Werkstoffersparnis in Zukunft nicht mehr mit den Produkten verkauft werden sollen; deshalbwird man verstärkt auf sog. Hohlwellen eingehen.
Bei der Blechbearbeitung werden die Grenzen in der Regel durch die zu erstellende Form gegeben. Die Formerstellunghängt unter anderem von der Umformbarkeit des Werkstoffes ab; hier ist die Berechnung ein heute nicht mehrwegzudenkendes Hilfsmittel. Es werden am Lehrstuhl für Umformtechnik in dieser Richtung mehrere Arbeitendurchgeführt, die sich sowohl mit dem Halbzeug, als auch mit dem Gesamtkomplex Maschine, Werkzeug undWerkstoff befassen. Nicht zuletzt geht auch die Tribologie, d.h. die Schmierung, mit in den Prozess ein. Immer neue Schmierstoffe werden entwickelt. Trockenschmierstoffe, organische Schichten und herkömmlicheSchmierstoffe werden je nach Anforderung des späteren Kunden genutzt und entwickelt. Hierzu werden umfangreicheUntersuchungen mittels Werkstoffanalyse und der Reibung durchgeführt.
Optischer Meßkopf zur visioplastischen Deformations und Spannungsanalyse mit Bilderverarbeitung

Streifenziehanlage
Nach der Einzelteilherstellung ist es erforderlich, dass die Komponenten zu einem System gefügt werden; außer derSchweißtechnik ist hier das umformtechnische Fügen als kaltes Verfahren von besonderer Bedeutung. Man ist in derLage, mit Clinchen, Stanznieten mit Halbhohlniet und Vollniet hervorragende Verbindungen zu erzielen, die u.a. imAutomobilbau auch unter Crashbelastung in zunehmenden Maße eingesetzt werden. Dies wird um so bedeutungsvoller,je mehr Werkstoffarten miteinander verbunden werden sollen, z.B. beim Einsatz von organisch beschichteten oderlackierten Blechen. In allen Punkten, die erwähnt wurden, werden aufschlussreiche Arbeiten sowohl in der Forschungals auch in der Industrie durchgeführt. Wir sind die Partner der Studenten und der Industrie. Wir lösen gemeinsamProbleme. Wir sind ein Sprungbrett für die zielgerechte Ausbildung für die Industrie.
Qualitätssicherung / Produktionsüberwachung
Drahtlose Überwachung von Produktionsanlagen Zielstellung und Entwicklung Ziel war die Entwicklung eines universell einsetzbaren mobilen Messdatenerfassungs, übertragungs, registrierungsund auswertesystems (MOMERAS) mittlerer bis hoher Abtastrate für maschinenbautechnisch abgekapselteSensoraufnehmer, die sehr rauen Umgebungsbedingungen und extremen dynamischen Bewegungsabläufen unterliegen.
Ein weiterer Schwerpunkt war die Weiterentwicklung zu einem drahtlosen Bussystem (Funkdatennetz) mitbidirektionalem Datentransfer, welches für industrielle Anwendungen eine ausgeprägte Mobilität und Variabilitätbietet.MOMERAS wurde zunächst für den Anwendungsfall an einer Rohrstoßbankanlage konzipiert, entwickelt und getestet. Es ist universell einsetzbar, unabhängig von der zu messenden physikalischen Prozessgröße. Danach wurde dieses Messsystem für den Anwendungsfall an einer Warmwalzanlage zu einem drahtlosen Bussystemmit drei Messkanälen zur messtechnischen Erfassung von drei Antriebsdrehmomenten weiterentwickelt und erfolgreichgetestet. Im Resultat kann man über die serielle PCSchnittstelle, die über einen Schnittstellenkonverter mit derDatenfunkmodemBasisstation (MiniTower) verbunden wird, schnell und mit geringem Aufwand bis zu 32 drahtloseMessketten zu den entsprechend örtlich verteilten intelligenten Messgrößenaufnehmern aufbauen. Die dezentral angeordneten mobilen Messgrößenaufnehmer bereiten die von den Basissensoren gelieferten Signaledigital auf und vernetzen sie busfähig.Es ist ein vollkommen schlüsselfertiges System für den Anwender zur automatischen Steuerung des Messablaufes undder Datenauswertung, wobei der aufwendige Verkabelungsaufwand für die Feldbusanbindung entfällt.Das somit errichtete lokale Funkdatennetz ist in Abhängigkeit von der gewählten Sendeleistung und den gegebenentopographischen Bedingungen für Übertragungsstrecken bis zu einigen Kilometern geeignet. Es wurden BZTzugelassene Funkmodems, die auf dem 70 cm Band arbeiten, verwendet. Die Entrichtung einer Übertragungsgebühr istnicht erforderlich. Insbesondere ermöglicht die EchtzeitÜbertragung von Einzelzeichen zeitkritische Anwendungen. In Verbindung mitdem AkkuBetrieb für die mobilen MesstechnikKomponenten bietet dieses komplexe Messsystem eine ausgeprägteMobilität und Variabilität.

Komponenten eines DrehmomentenMesssystems für ein DreiwalzenSchrägwalzwerk
Leistungsangebot:Umformtechnische Großversuchsanlagen für Forschung unter produktionsnahen Bedingungen:
• Universalschrägwalzwerk • DuoWarmwalzanlage • Pulverwalzwerk • 4WalzenTandemWalzmaschine • HochtemperaturSpezialofentechnik
Forschungsschwerpunkte:
• Weiterentwicklung des Asselwalzverfahrens • Modellierung des Schrägwalzprozesses mit Hilfe der FEM • Technologieentwicklungen für die Herstellung von Kupferrohr • Entwicklung von Technologien zur Umformung von hochschmelzenden Metallen durch Walzen • Walzverdichten von Sonderwerkstoffpulvern (FeNi, TiAl, WCu, Keramik) • Kalibrierungsentwicklung und erprobung für Stabstahl und Sonderprofile • Durchführung von Betriebsmessungen
Formänderungsanalyse an umgeformten Blechen Beim umformenden Herstellen von Blechteilen z.B. im Automobilbau müssen einerseits die Umformeigenschaften deseingesetzten Bleches bekannt sein und andererseits muß das Blechteil selbst und seine umformende Herstellung sogestaltet sein, daß Anforderungen an die Funktionalität, Qualität, Kosten, Produktivität und Produktionsprozeßstabilitäterfüllt werden. Neben der inzwischen schon üblichen theoretischen Analyse von Umformvorgängen z.B. durchnumerische FEMSimulation besteht die Notwendigkeit, auch den realen Umformvorgang experimentell zuanalysieren. Dazu werden die unverformten Bleche mit Linienrastern markiert und die Änderungen dieser Rastergemessen und ausgewertet.
Typische Anwendungsfälle:
• Erfassen des tatsächlichen Werkstoffflusses bei der Werkzeugerprobung, beim Fertigungsanlauf, beiveränderten Fertigungsbedingungen
• Analyse von Problem, Versagens und Schadensfällen • Ermitteln der Blechdickenverteilung • der Qualität umgeformter Teile • Verifizieren z.B. der FEMSimulation • Ermitteln von Blechumformeigenschaften (Grenzformänderungskurve)

Bildverarbeitungssystem mit 4KameraMesskopf zur visioplastischen Analyse von Umformvorgängen
Im Rahmen der Tätigkeit am UmformtechnikLehrstuhl der TU Dresden wurde die visioplastische Methodeinsbesondere auf dem Gebiet der Blechumformung wesentlich weiterentwickelt. Unter Nutzung aktuellerEntwicklungen in der Photogrammetrie und Bildverarbeitung wurden mehrere Prototypen solcher Meß undAuswertesysteme realisiert. Darauf aufbauend werden von der VISIOFORM GbR insbesondere für blechherstellendeund verarbeitende Unternehmen und entsprechende FuEEinrichtungen ein umfassendes Leistungsspektrum zurvisioplastischen Analyse von Umformvorgängen angeboten:
• Aufbringen der Markierungsraster auf die zu analysierenden Umformbleche • Materialprüfung: Bestimmen von BlechGrenzformänderungskurven • Analyse der Umformung von Blechteilen in einer oder mehreren Stufen • Wertung der Analyseergebnisse und umformtechnologische Beratung • Weiterentwicklung und neue Anwendungen dieser Umformanalysen nach Kundenanforderungen • Unterstützung und Beratung beim Kauf solcher Auswertesysteme und notwendigem Zubehör • Verkauf von Zubehör zum Berastern
Besondere Merkmale:
Neben der hohen Genauigkeit und Zuverlässigkeit der Analyse kommt unsere Kompetenz als FertigungstechnikIngenieure mit Spezialgebiet Umformtechnik unseren Kunden zugute. Daraus resultieren auch auf denFertigungstechniker zugeschnittene Ergebnisdarstellungen und gezielte Anwendungserweiterungen wie
• die Betrachtung der Umformung in der mittleren Blechfaser (je kleiner die Krümmungsradien und je dickerdas Blech, um so wichtiger) und
• die Möglichkeit der Aufnahme einer Folge von Stereobildern bei Blechprüfversuchen, um den Zustand vordem Werkstoffversagen optimal auswerten zu können.
Vorausgegangene FuEVorhaben wurden gefördert durch die DFG und die AiF (EFB)
Kooperationspartner: Institut für Produktionstechnik der TU Dresden
Rechenanlage im Mechanikzentrum der TU Braunschweig
FhG Institut für Werkzeugmaschinen und Umformtechnik Chemnitz
Innovative Verfahren zur Sicherung der Prozessfähigkeit In der Vergangenheit ging es in der Fertigungsmesstechnik hauptsächlich um die Schaffung von Grundlagen zurBeschreibung der Geometrie und der dazugehörenden Messverfahren, die zur Überwachung der Fertigung imSinne einer Postprozessmessung eingesetzt wurden.

Heute liegt der Schwerpunkt in der Nutzung der Fertigungsmesstechnik als Sensor für das Qualitätsmanagement mitdem Ziel einer optimalen Regelung der Qualität durch Inprozessmessung und Stichprobenprüfung. Parameter wie Prozessfähigkeit oder auf Messmittel angewandt Messmittelfähigkeit spielen im Qualitätsmanagementals QMElement eine zentrale Rolle. Beherrschte Prozesse scheinen die Rolle der Messtechnik zurückzudrängen. In derSerienproduktion benötigt man die Messtechnik zunächst zur Erstbemusterung beim Einfahren der Technologiesolange, bis die Produktion richtig läuft (d. h. der Prozess "fähig" wird) und später zur Beobachtung eben dieserProzessfähigkeit, um notfalls regelnd eingreifen zu können.
Neben der Koordinatenmesstechnik als klassischem Instrument zur Sicherung der Qualität in der Produktentwicklungund Fertigung (Foto) kommt den Prozessgrößen (Kräften, Momenten, Temperaturen) bei der Fertigung besondereBedeutung zu. Sie sind relativ einfach zu erfassen und liefern als indirekte oder parametrische Messverfahren für denProzess hervorragende Informationen. Spezielle Sensoren überwachen den Prozess und liefern Informationen, die zumSteuern bzw. Regeln genutzt werden können.
Neben Beratungsleistungen zur Lösung von Problemen der angewandten Qualitätssicherung werden Sensorkonzepteerstellt und in Zusammenarbeit mit dem Anwender realisiert. Anwendungsorientierte Probleme der Qualitätssicherungstehen heute im Mittelpunkt der Lehr und Forschungstätigkeit der Professur.
Fertigungstechnik einmal anders: "Wenn die Gelenke in die Jahre kommen" Die Fertigungsmesstechnik (FMT) mit ihrer breiten Palette von Messgeräten und verfahren zur Bestimmung vonMaß, Form und Lageabweichungen und der Oberfläche ist nicht nur vielseitig für alle geometrischen Größen derFertigungstechnik im Maschinen und Gerätebau sondern auch zur Bestimmung von geometrischen Abmessungen inder Medizintechnik einsetzbar.
Die Bedeutung von Implantaten zur Wiederherstellung von Körperfunktionen, die durch Krankheit, natürlicheAbnutzung oder Unfall verlorengegangen sind, nimmt stets zu. Die Grenzen, die der Anwendung von chirurgischenErsatzteilen bei dem heutigen Stand der Technik gesetzt sind, liegen einerseits in den Eigenschaften der Werkstoffe,andererseits in der anwendungsgerechten Konstruktion, Fertigung und Messtechnik begründet, die die physiologischenund biomedizinischen Anforderungen des Funktionsersatzes erfüllen müssen.

Die an der Professur für Fertigungsmeßtechnik und Qualitätssicherung vorhandene Gerätetechnik erfüllt dieunterschiedlichen Anforderungen, die je nach der Anwendung an diese Implantate gestellt werden, in umfassenderWeise.
Die universelle Koordinatenmesstechnik (ein, zwei und dreidimensionell) bietet die Möglichkeit, komplizierte Teilemesstechnisch zu erfassen und über unterschiedliche Schnittstellen auszuwerten. Mit Hilfe von Form undKonturmessgeräten können Verschleißerscheinungen an Gelenken erfaßt und ausgewertet werden.
Die vorhandene Oberflächenmesstechnik gestattet die Bestimmung der Mikrostruktur der Oberfläche, z. B. infolge vonAbnutzung oder Belastungsproben. Die Messwerterfassung am Objekt kann berührend mit Taster oder optischberührungslos erfolgen, wenn Meßkräfte gleich Null gefordert sind.
Formanalyse
3DDigitalisieren und Rekonstruktion von Kunst und Kulturgütern Etablierung rechnergestützter Methoden zur 3DFormerfassung und Rekonstruktion für Kunst undKulturgüter
Das 3DDigitalisieren wird immer dann angewendet, wenn ein physisches Objekt in eine rechnerinterne Form überführtwerden soll. Bei Objekten des Maschinen und Formenbaus gehört dieses Vorgehen seit mehreren Jahren zum Standder Technik.
CADModell einer Geigendecke in Parameterliniendarstellung
Für die Digitalisierung vorbereitetes Modell einer Geigendecke
Die innovativen Potentiale der 3DFormerfassung auch für Kunst und Kulturgüter, die überwiegend von Handwerkernin kleinen Unternehmen bearbeitet werden, zugänglich zu machen, ist Anliegen eines Forschungsprojektes derIndustriellen Gemeinschaftsforschung der AIF. Diese Aufgabenstellung wird zusammen mit der Gesellschaft zurFörderung angewandter Informatik Berlin bearbeitet.
Im Kunst und Kulturbereich dominieren bei der Präsentation, Archivierung und Rekonstruktion handwerklicheAktivitäten. Bei der Etablierung der rechnergestützten Prozeßkette (Digitalisierung, 3DModellierung, Rekonstruktion)muß der Spezifik im Kunst und Kulturbereich Rechnung getragen werden.
Diese Spezifik ergibt sich aus den recht deutlich unterschiedlichen Genauigkeitsforderungen (cmµmBereich), der3DDigitalisierung vor Ort, der Werkstoffvielfalt der Originale (Gips, Stein, Holz, Metall) und der großen

Formenvielfalt.
Einen Kernpunkt der Arbeiten bildet die effektive Überführung der Digitalisierpunkte in ein rechnerinternes 3DModell. Nach einer 3DModellierung der Objekte aus Digitalisierdaten kann sich eine Rekonstruktion mittels RapidPrototyping oder Fräsen gleichermaßen anschließen. Welche Methode im Einzelfall anzuwenden ist, hängt von denkonkreten Forderungen ab.
Eine virtuelle 3DPräsentation von Objekten ist z.B. für Dokumentations und Archivierungszwecke gleichermaßen aufder Basis der generierten 3DModelle mit wenig Aufwand möglich.
Im Ergebnis der Arbeiten entsteht ein Leitfaden für eine ReverseEngineeringCAMProzeßkette für den Kunst undKulturbereich.
Fabrikplanung /Prozesssimulation
CAFD Computer Aided Factory Design
Studie zur Werkserweiterung / Volkswagen AG
Virtuelles Fabrikmodell computerunterstützte Industriebauplanung
An Fabrikplanungsteams werden heute immer höhere Anforderungen gestellt:
• Kurzer Projektzeitraum für die Planung • Reduzierung des Planungs / Kostenbudgets • Neue Produktions und Steuerungsstrategien • Ausgangsdaten mit hohem Integrationsgrad • Entwicklung und Bewertung von Varianten • Hochwertige Visualisierung der Ergebnisse
CAFD Computer Aided Factory Design ist ein CADbasiertes Planungstool für den Entwurf, die Bewertung undVisualisierung alternativer Industriebaulösungen auf Grundlage vorliegender Flächen und Flusskonzepte für eineProduktionsstätte.
Planung Neubau / Jenoptik LOS GmbH, Gera
Durch primäre Bereitstellung der ProzessHauptparameter (Flächen, Struktur und Logistikkonzept), der Medienflüssesowie Bereitstellung von Investitions und Betriebkostenparametern (interaktiv oder durch Zugriff auf externeDatenbanken) wird ein ganzheitlicher Entwurf einschließlich Bewertung des Produktionssystems ermöglicht.

Umweltschutz geht alle an: Homepage zum ÖkoAudit an der TU Dresden Die Ausprägung eines fundierten Umweltbewußtseins in der Aus und Weiterbildung, die Gestaltung der täglichenArbeit aller Studenten und Mitarbeiter unter dem Aspekt der Ressourcenschonung und der Minimierung derUmweltbelastungen durch jeden Einzelnen das sind anspruchsvolle Ziele, die u.a. mit der Einführung einesUmweltmanagementsystems und der Umweltbetriebsprüfung an der TU Dresden forciert werden sollen.
Schon seit einigen Jahren gibt es Aktivitäten zur Vorbereitung des ÖkoAudits an der Alma mater, angeregt durch dieKommission Umwelt der TU Dresden und untersetzt durch eine 1998 gebildete Arbeitsgruppe "ÖkoAudit an der TUDresden". Im Frühjahr 1999 bereits konnten die Umweltleitlinien, d.h. die Schwerpunkte der zukünftigenUmweltpolitik an der TU Dresden, vom Rektoratskollegium bestätigt werden. Seit April 2000 fördert die DeutscheBundesstiftung Umwelt das Projekt:
"Multiplikatorwirkung und Implementierung des ÖkoAudits nach EMAS II in Hochschuleinrichtungen am Beispielder TU Dresden", das unter der Leitung von Frau Prof. Dr. E. Günther und Doz. Dr. Jürgen Fröhlich steht. In einerHomepage kann sich inzwischen jeder mit dem Vorhaben vertraut machen. Informationen zum Anliegen, zurVorstellung der Arbeitsgruppe und Ansprechpartner und zum Stand des Vorhabens sind hier zu finden. Die Rubrik"Diskussion" soll zum Dialog zwischen allen Beteiligten und Interessierten anregen.
TRUMPF: Simulation und Optimierung Modellbasierte Planung im betrieblichen Umfeld durch Nutzung von Technologien der Modellbildung,Simulation und Optimierung in den Bereichen:
• Fabrikplanung • Anlagenplanung • Logistikplanung • Fertigungsplanung • Disposition und • Fertigungssteuerung • Modellbasierte Prognoseapplikationen und Optimierungslösungen
Unsere Systeme sind weltweit in Anwendung und belegt durch Referenzen wie u.a.:
• Shell AG • AUDI AG • BAYER AG • SIEMENS AG • DANFOSS AG • DASA AG • MAN Roland AG

• Flughafen Frankfurt AG • Krupp Hoesch AG • Bergrohr GmbH • AE Goetze GmbH • Schock & Co GmbH • UPS
DUALIS GmbH ist ihr kompetenter Partner und KnowhowTräger, wenn es um die computergestützte Modellierung,Simulation und Optimierung von Prozessen geht. Wir sind ein innovatives Team, das 1990 unter der Leitung vonProfessor Krug gegründet wurde. Professor Krug ist mit über 20 Jahren Erfahrung auf dem Gebiet derComputersimulation als Fachmann in Industrie, Wirtschaft und Wissenschaft anerkannt.
Modellsysteme mit leistungsfähigen SoftwareWerkzeugen der Simulation und Optimierung und grafischen Bedienungkönnen bei der Produktionsplanung und steuerung und im BusinessProcessReengineering dynamischeProzessveränderungen punkt, zeit und zielgenau lösen.
Eine Vorgehensweise, die bei wirtschaftlichen Entscheidungen und Investitionen als unumgängliche Konsequenz stehtbzw. stehen sollte.
Ausgangspunkt ist der reale Planungsprozess, der in einem Simulator als Modell abgebildet wird.
Bild 1: Grafisch interaktive Bedienung
Die SoftwareLösung! ISSOP = Intelligentes System zur Simulation und Optimierung ISSOP ist ein integriertes System zur Modellierung, Simulation und Optimierung verschiedenster Prozesse derFertigung, Organisation und Logistik. Durch dynamische und statische Modellierung ist die Abbildung beliebigerProzesse möglich diese können simulativ analysiert und optimiert werden. ISSOP ist ein Werkzeug, das den gesamtenBereich der Modellerstellung und validierung und die Parameter für die Durchführung von Simulationsexperimenten,für eine optimale Prozessplanung und realisierung beinhaltet. Weiterhin können alle Auswertungen der Ergebnissegraphisch und tabellarisch über EXCEL durchgeführt werden. Durch die nutzerfreundliche Oberfläche ist dieHandhabung denkbar einfach und anwenderfreundlich.
Es existiert eine Schnittstelle DLL in C++ , die ISSOP als Optimierungssolver mit anderen ITSystemen zukoppelnvermag, wie z.B. PPSIMOPT mit SAP/R3, BAAN, SIMPEL++, AUTOMOD, ARENA, DOSIMIS, QUEST, TEMPO,PROLEIT u.a.. ISSOP enthält mehrere leistungsfähige mathematische Algorithmen, die aus der Genetik, Evolution, Stochastik,Schwellentheorie abgeleitet wurden.Mit Hilfe einer quasi parallen Arbeitsweise der Algorithmen gelingt es, sehr schnell die multikriteriellen Optima zu

finden. Dabei sind nur geringfügige Optimierungserfahrungen bei der Nutzung in der Praxis notwendig, da dieSteuerung der Algorithmen selbstlernend abläuft; also ohne Vorauswahl einer bestimmten Optimierungsstrategie.
ISSOP ermöglicht darüber hinaus den Einsatz sogenannter AddIns (Separate Programmmodule, die sich automatischin ISSOP integrieren lassen und spezifische Optimierungsmodelle für den Anwender beinhalten).
Bild 2: Mögliche Modellabbildung im Betrieb
Schwierige Werkstoffe / Komplizierte Geometrien
Senk und Drahterodieren komplizierter Geometrien und schwer bearbeitbarer Werkstoffe
Bei der funkererosiven Bearbeitung stehen insbesondere komplizierte Bearbeitungsaufgaben im Mittelpunkt desInteresses, bei denen die Anwendung konventioneller Fertigungsverfahren ausscheidet.
Es ist hierbei die Erzeugung komplizierter und besonders kleiner Formelemente möglich. Diese Möglichkeit stellt einwesentliches Potential für die weitere Entwicklung der Bearbeitungsmöglichkeiten in der Mikroproduktionstechnik dar.
Weiterhin haben die mechanischen Eigenschaften der Werkstoffe keinen Einfluß auf die Bearbeitbarkeit. Es ist somitdie Bearbeitung harter Werkstoffe möglich, solange eine genügende elektrische Leitfähigkeit gegeben ist.
Die Forschung am Lehrstuhl konzentriert sich auf die Bereiche Bearbeitung schwer erodierbarer Materialien(Hartmetall, elektrisch leitende Keramik), Technologische Optimierung bei der Senkerosion und die Minimierung dergeschädigten Randzone bei der senk und drahterosiven Bearbeitung, insbesondere bei der Bearbeitung von Hartmetall.

Auch die Untersuchung der elementaren Wirkvorgänge bei der Entladung zählen im Bereich der Grundlagenforschungzu den Forschungsaufgaben am Lehrstuhl.
Präzisionsbearbeitung durch Schleifen und Läppen Auf dem Gebiet der Schleifwerkzeuge in Verbindung mit den Schleifprozessen stellt sich die Aufgabe,Werkzeuge für bestimmte Anwendungsfälle zu entwickeln und zu optimieren. Besonders aufwendig gestaltet sichdiese Aufgabe, wenn neue Rezepturen, wie z.B. neue Schleifmittel und Bindungssysteme, zum Einsatz kommensollen.
Bild 1: Versuchsstand Blohm Profimat 307 zur Schleifwerkzeugbewertung
Es wurde eine Methode erarbeitet, mit der aufwandsminimiert auf der Grundlage schleiftechnologischerUntersuchungen (Bild 1) die technologische Leistungsfähigkeit von Schleifwerkzeugen anhand festzulegenderZielkriterien (z. B. Oberflächenrauheit, Energiebedarf, Verschleiß,...) beurteilt werden kann.
Abschließend können die ermittelten Daten als SchleifwerkzeugSoftware gespeichert und als Basis für diegrenzwertorientierte Auslegung von Schleifprozessen genutzt werden.
Einen weiteren Schwerpunkt der wissenschaftlichen Arbeit am Lehrstuhl stellt die Bearbeitung von schwerzerspanbaren Werkstoffen (z. B. TiO2, Si, Al2O3) durch Läppen und Feinschleifen dar. In gemeinsamenForschungsprojekten mit Industriepartnern werden vor allem auf dem Gebiet der SiBearbeitung (HLWafer undSolarzellen) sowohl Grundlagenforschung als auch Optimierungsaufgaben durchgeführt. Die Zielstellung dieserUntersuchungen liegt in der Verringerung der Schädigung der Oberflächenrandzone der Werkstücke in Verbindung mitder Erhöhung der Produktivität der Verfahren.
Handling / Montage / Verpackung
Anlagenoptimierung im Verpackungsmaschinenbau Analysis and optimization:
• Efficiency and weakpoint analysis • Machine and plant optimization • Design of plants
Plant simulation
• Simulation service • Simulation supported optimization and comparison • Development of simulation tools
Expert's opinion
• Project management service and advisory • Expert witness and opinions

• Studys and market surveys
Prof. Dr.Ing. habil. Hennig
Nahrungs und Genussmittel werden heute auf großen, hochproduktiven Anlagen nahezu ohne Mitwirkung desMenschen hergestellt und verpackt. So umfassen z. B. moderne Getränkeabfüllanlagen mehr als 100 wesentlicheAnlagenelemente und produzieren mehr als 2000 gefüllte, verschlossene und etikettierte Flaschen je Minute. DieProduktivität dieser Anlagen hat großen Einfluss auf die Kosten der Produktion und auf die ständige Lieferfähigkeit derHersteller.
Da die Anlagen immer umfangreicher und komplizierter und die Produktionschargen wegen der zunehmendenProduktvielfalt immer kleiner werden, besteht tendenziell die Gefahr, dass der Wirkungsgrad der Anlagen sinkt. Darausresultiert abnehmende Effizienz und eingeschränkte Produktbereitstellung beim Anwender der Anlagen. Durchkomplexe Optimierung der Herstellungs und Verpackungsanlagen kann diesem Trend entgegengewirkt und sogarbisher nicht genutztes Produktionspotential erschlossen werden.
Das Institut für Konstruktionstechnik und Anlagengestaltung (IKA) Dresden hat sich dieser Aufgabe erfolgreichangenommen. Das IKA Dresden wurde 1992 durch Prof. Dr.Ing. habil. Joachim Hennig gegründet. Der Firmensitzbefindet sich im Technologiezentrum Dresden. Mit der Erfahrung aus elf Jahren Industrieforschung im Nahrungsmittelund Verpackungsmaschinenbau und aus 20 Jahren Lehr und Forschungstätigkeit an der TU Dresden gelang es schnell,sich mit einem für Anlagenhersteller und anwender interessanten Leistungsangebot auf dem Dienstleistungsmarkt zuetablieren.
Schwerpunkte der Arbeit sind:
Analyse und Optimierung

• Produktivitäts und Schwachstellenanalyse • Anlagenoptimierung • Konzipierung von Anlagen
Anlagensimulation
• Simulationsdienstleistung • simulationsgestützte Optimierung und Variantenvergleiche • Entwicklung von Simulationssoftware
Expertisen
• beratende Projektbegleitung • Gerichts und Privatgutachten • Studien und Marktanalysen
Das IKA arbeitet für Kunden in Deutschland sowie für Unternehmen in Europa, den USA und Asien. Zu den großenProjektpartnern gehören u. a. Nestlé weltweit, die Deutsche Lebensmittelunion, Dr. Oetker Nahrungsmittel, KraftJacobs Suchard, KHS AG Deutschland und USA, sowie IWK Karlsruhe.
Neben der Projektarbeit für die Industrie auf den genannten Gebieten beteiligt sich das IKA Dresden aktiv anWeiterbildungsmaßnahmen im Bereich der Nahrungsmittel und Verpackungstechnik, insbesondere derAnlagengestaltung und optimierung, betreibt eine rege Publikationstätigkeit und unterstützt zahlreiche Universitätenund Hochschulen durch Forschungslizensen des Simulationssystems.
Die Montage das Tor zum Kunden Jedes komplexe Produkt enthält in der Montage das Aussehen und die letztendlichen Gebrauchseigenschaften, so wiesie dem Kunden verkauft werden.
Das bedeutet, dass die Montageprozesse nicht nur hinsichtlich Produktivität sondern auch Qualitätssicherung für die zumontierenden Produkte und Outfit der Erzeugnisse gestaltet werden müssen. Haben Produkte Mängel, die der Kundeerkennt oder diesen Nachteil bringen führt das zu empfindlichen Ansehensverlusten und zu finanziellen Schäden. DerMontage ist daher bei der Auswahl der Mitarbeiter, bei der Gestaltung der Arbeitsorganisation und beim Einsatz der

Technik besonders große Bedeutung beizumessen.
Die SITEC GmbH, ein 1991 gegründetes Unternehmen mit 92 Mitarbeitern einschließlich 5 Auszubildenden, besitzt infolge seiner Qualifikationsstruktur der Mitarbeiter (53 Ingenieure bzw. Dipl.Ingenieure und 8 promovierte Mitarbeiter)die über langjährige Erfahrungen auf dem Gebiet der Montagerationalisierung und der Konstruktion vonSondermaschinen verfügen, eine große Kompetenz bei der Gestaltung effektiver Montageanlagen. Als Produktionsund Dienstleistungsunternehmen werden für die Aufgabenstellungen des Kunden die jeweiligen optimalen Lösungenentwickelt. Das können mittels MTM gestaltete Arbeitsplätze, Hybrid Montageanlagen oder Montageautomaten sein.In jedem Fall wird die Qualitätssicherung in die technischen Anlagen integriert, um die letztliche Qualität des zumontierenden Produktes zu gewährleisten.
Bild 1: Montageanlage für Schiebegelenk
Dabei werden zwei Wege beschritten:
• Qualitätsüberwachung innerhalb der Montageanlagen (integrierte Qualitätssicherung) • Komplettprüfung von Produkten durch Funktionsprüfstände (externe Qualitätssicherung
In der im Bild 1 dargestellten Montageanlage werden Schiebgelenke für PKW mit einer Taktzeit von 3 Sekundenautomatisch montiert. Die Qualität des Schiebegelenkes wird dadurch bestimmt, dass 6 Kugeln gefügt sein müssen unddas bestimmte Schiebekräfte in mehreren Achsen einzuhalten sind. In diesen Automat wird die Qualitätssicherung direkt integriert, indem auf einer Station das fertig montierteSchiebegelenk gewogen wird, um festzustellen ob alle Kugeln vorhanden sind und auf einer weiteren Station dieVerschiebekräfte geprüft und dokumentiert werden. Darüber hinaus zeigen verschiedene Sensoren in der Anlage an, oballe Funktionen ausgeführt wurden.
Bild 2: Funktionsprüfstand für Fahrzeughydraulik
Eine externe Qualitätssicherung zeigt Bild 2. Dieser Prüfstand kann in HybridMontagesystemen eingebunden oderMontagebändern zugeordnet weden. Er dient der Funktionsprüfung hydraulischer Baugruppen und ist in der LageDrehmomente, Durchfluss und Leckage, Prüf und Systemdruck, Prüföltemperatur und Schaltwege zu prüfen.
Zur vollautomatischen Funktionsprüfung sowie der Messdatenerfassung und auswertung wurde ein neuartiges offenesSteuerungskonzept entwickelt. Dieses beinhalten die Steuerung und Überwachung des Prüfablaufes durch eine IPC inVerbindung mit einer SPS. Das Prüfprogramm besteht aus den Elementen Serienprüfung, Musterteilprüfung,Handschaltung, Parameter, Messdaten und Service.
Mit diesem System können die Ergebnisse des Montageprozesses 100%ig geprüft werden.

Durch diese Entwicklungen soll erreicht werden, dass auf hochproduktiven Montageanlagen hergestellte Produkte mitgarantiert einwandfreier Qualität durch das Tor zum Kunden das Herstellerwerk verlassen.
Gestaltung hybrider Montagesysteme mit Open Virtual Manufacturing Erhöhung der Wertschöpfung! Gruppenarbeit! Prozessmanagement! Eingliederung von Behinderten!Arbeitswelt / Entlohnungsmodelle! Simulation der ProduktProzessSystemEinheit!
Folgerungen aus der Entwicklung Die Effizienz der Arbeitsprozesse in der Montage wird markiert u.a. durch
• die gewachsene und sich selbstorganisierende Funktion des Menschen im Prozess mit seinen unerschöpflicheninnovativen Ressourcen seiner TechnikInteraktion,
• Schaffung integrierter und integrierender Prozesse mit hybrider und modularer Prägung, • Klassifizierung und Typisierung des Auftragsspektrums für durchgängige, produktbezogene Prozessketten!
Bild 1: Arbeitsbereich eines Montagesystems
Neugestaltung / Rationalisierung Wandlungsfähigkeit und Wertschöpfung fordern, die in der Montage vorhandenen Ressourcen an Zeit, Bildung,Technik, Strukturierung, Organisation, Motivation auszuschöpfen. Hierfür werden in der Planungs und Realisierungsphase mehr und mehr Werkzeuge genutzt, die ganzheitlich dieProduktion virtuell widerspiegeln. Solche Programmsysteme wie Open Virtual Manufacturing, AnySim/TiCon, IGRIPsind besonders für die Gestaltung hybrider Montagesystemen geeignet. Erfolgreiche und sich in verschiedenen Unternehmen bewährende Lösungen aus der eigenen Arbeit in Ausbildung undForschung enthalten u.a.:
• dynamische Strukturen, Produktionssegmentierung und spätest mögliche Produktvariantenbildung • Visualisierung der Prozesscharakteristik • Leitsysteme mit unmittelbarem Zugriff des Menschen sowie dezentraler Materialbereitstellung (bedarfs und
verbrauchsorientiert) • eine agierende Organisationsbasis mit flexiblem internen Zeitmanagement.
Sie führten letztlich zur Reduzierung von Flächen und Zeitvorgaben, der Anzahl von Arbeitsplätzen sowie Optimierungdes internen Materialflusses! (Bild 1)
Die Visualisierung der Verhaltensfunktionen und formen von Arbeitssystemen und Sondermaschinen der Montageerfordert den virtuellen Prototypen. Die 3DSimulation ist ein unverzichtbares Werkzeug für die Ergonomie,Mehrkörper, Roboter, FEM und Materialflusssimulation geworden. Auf der Basis eines durchgängigen Produkt,Prozess und Systemdatenmanagements werden effiziente Voraussetzungen für die Entwicklung, Erprobung und denRealbetrieb einer Montageanlage geschaffen. (Bild 2)

Bild 2: Simulation des Auftragens von Klebstoffen auf Bauteilflächen
Hexapod für Handlingprozesse Partner für kundenspezifische Fertigungs und Rationalisierungslösungen, Sondermaschinenbau
Entwicklungsschwerpunkte:
• niedrige Kosten • großer Bewegungsbereich • günstige Einsatzanpassung
Einsatzschwerpunkte:
• Schleifen von Gussrohlingen • Laserbearbeitung • Handlingprozesse
Ein Hexapod eröffnet eine neue Möglichkeit, um exakte Bewegungsabläufe, wie man sie aus demWerzeugmaschinenbau und der Industrierobotertechnik kennt, zu erzielen. Die sogenannten Parallelkinematiken bieteneinen relativ einfachen mechanischen Aufbau und die moderne Steuerungstechnik ermöglicht damit, kompliziertesteBahnen von Werkzeugen und Werkstücken in einem Arbeitsraum. Im Bild ist der Typ eines Hexapods dargestellt, der in Zusammenarbeit mit dem Institut für Werkzeugmaschinen derTU Dresden und gefördert vom Sächsischen Wirtschaftsministerium entstanden ist.
Eine Zielstellung war es dabei, eine an unterschiedliche technologische Aufgaben angepaßte Bewegungseinrichtung zuschaffen, die durch den konsequenten Einsatz von Standardbauteilen im LowCostBereich bleibt. Es wird auftechnologische Aufgaben außerhalb von Hochgenauigkeitsforderungen orientiert, die aber außer Verschiebungen auchWinkelbeweglichkeit erfordern und bisher von 5Achsmaschinen mit klassischen seriellen Aufbau oder Gelenkroboternausgeführt werden. Die Besonderheiten des Hexapoden ermöglichen es, innerhalb bestimmter Grenzen durch relativ einfacheVeränderungen in der Auslegung und der Anordnung der Stabachsen eine Anpassung an den gewünschten Arbeitsraumund die erwarteten Belastungen vorzunehmen. Zu erzielende hohe Steifigkeiten und hohe Verfahrgeschwindigkeitenbei ausreichender Positionier und Bahngenauigkeit lassen breiten Raum für Einsatzmöglichkeiten der dargestelltenHexapodStruktur.

Parameter:
Gelenkreis Boden D = 3000 mm Gelenkkreis Plattform d = 1200 mm Auskragung a = 600 mm Stabachslänge min. Lmin.= 1530 mm
Stabachslänge max. Lmax. = 2510 mm
Stabachslänge z=0 LN = 2000 mm
max. Geschwindigkeit Vmax. = >30 m/min
Arbeitsgenauigkeit 0,1 mm Der entwickelte Hexapod besteht aus zwei dreieckigen Plattformen, die durch sechs gleiche, längenveränderlicheStabachsen über Kardangelenke verbunden sind. Die Stabachsen sind elektromotorisch angetriebene Kugelgewindetriebe, die ohne zusätzliche Führungselementearbeiten. An die obere Plattform können Werkzeuge oder Werkstücke angebracht werden.
Auch Montage sowie Justier und Wartungszeiten sind relativ einfach und kostengünstig. Im Gegensatz dazu sind dieAnforderungen an die Antriebstechnik und Hard und Software der Steuerung hoch.
Basierend auf einer Programmierung nach kartesischen Koordinaten, muß die Steuerung die sechs StabachsenKoordinaten berechnen und über die Antriebe umsetzen.
Einsatzmöglichkeiten dieser HexapodKonfifiguration bieten sich in Handlingprozessen bei Beschickungs undEntsorgungsaufgaben. Montagen, Laserbearbeitung, Schleifbearbeitung, Entgraten von Gußrohlingen,Formbearbeitung von Holz und Kunststoffteilen kurz dort, wo komplizierte Bewegungsbahnen gefordert sind.Genauigkeiten im Bereich von 0,1 mm sind problemlos zu erreichen.
CIMTT an der TU Dresden
Neue Medien als Instrumentarium für den Technologietransfer Ausgehend von der wachsenden Bedeutung des Technologietransfers unterhält das CIMTT Zentrum fürProduktionstechnik und Organisation als Transfereinrichtung am Institut für Produktionstechnik eine Reihe vonAktivitäten zum Transfer des technologischen Wissens in den freien Markt. Es werden nutzerbezogene, aufbereiteteTransferAngebote erwartet, schnell und effektiv verfügbar. Das CIMTT orientiert dabei auf neue PräsentationsWerkzeuge und Medien. Die Schwerpunkte liegen hier bei der Entwicklung von multimedialen Lernumgebungen undim datenbankgestützten Transfer.
Multimediale Lernumgebungen Mit multimedialen Präsentationen und Lernumgebungen für das Studium und für den Wissenstransfer in KMU werdenzwei Ziele verfolgt:
• Sie dienen dem interaktiven Präsentieren, Lernen, Trainieren von Sachverhalten im Rahmen von Lehr undWeiterbildungsveranstaltungen, wobei herkömmliche Lehrveranstaltungen und Lehrmaterialien nicht ersetzt,sondern sinnvoll ergänzt werden.

• Sie unterstützen die Werbung für Einrichtungen, technologische Verfahren / Methoden, innovative Prozesseund Produkte. Der universitäre Forschungsprozess liefert neue, interessante Lösungen, die neben der Lehrezugleich auch in Technologieberatungen für Unternehmen genutzt werden können.
Wahlweise dienen zur Information das Internet und zur detaillierten Wissensvermittlung und zum Training die CDROM. Erfolgreich genutzte Beispiele sind "Produktionsplanung und steuerung (PPS) im Einsatz", "CAD/CAM","Automatisierte Modellfertigung", "Fabrikplanung Projektierungsmethodik", "Rapid Prototyping".
Datenbankgestützter Transfer OnlineTechnologieberatung Rapid Prototyping Die Nutzung von innovativen Fertigungstechnologien wie Rapid Prototyping führt zu einer Vermehrung derFertigungsalternativen. Es entstehen komplexe Entscheidungssituationen bei der Auswahl der jeweils geeignetstenProzesskette unter Berücksichtigung der Kriterien Qualität, Zeit, Kosten und Ökologie. Häufig anzutreffende Praxis istdie Entscheidungsfindung auf Basis von Erfahrungen und Intuition von Fachleuten. Bei sehr komplexen Sachverhaltenund großer Informationsfülle besteht bei dieser subjektiven Vorgehensweise jedoch die Gefahr darin, dass nicht immerdie beste Fertigungsalternative für den jeweiligen Anwendungsfall erkannt und ausgewählt wird. Zudem ist oftmals einunbefriedigender Kenntnisstand der potentiellen Anwender über Möglichkeiten und Grenzen der Verfahren zuverzeichnen. Ständige Neuentwicklungen und ein unterschiedlicher Industriereifegrad der angebotenen Anlagen undTechnologien erschweren die Auswahlentscheidung. Um diese Defizite zu überwinden, wurden Methoden zur Auswahlund vergleichenden Bewertung von Prozessketten in eine OnlineTechnologieberatung (Bild) integriert.
Soeben erschienen: CDROM "Transfer Direct" über die Forschung an der TU Dresden Sie möchten sich über die Forschung an der Technischen Universität Dresden informieren? Kein Problem, die neueForschungsCDROM "Transfer direct" weiß Rat. Soeben erschienen, bietet die silberne Scheibe noch mehrInformation zum Forschungsspektrum an der TU Dresden als ihre Vorgängerin. Multimedial aufbereitet und gut recherchierbar stellt die neue "Transfer direct" die aktuellen Forschungsprojekte vor,gibt einen Überblick Patente, wissenschaftliche Veröffentlichungen, Diplom und Promotionsarbeiten. Für potenzielleForschungspartner ebenso interessant die Angebote der Professuren in Sachen Weiterbildung und Beratung. PerMausklick abrufbar ist die technische Ausstattung der Institute und Professuren. Ganz Eilige finden den gewünschtenAnsprechpartner garantiert per Stichwortsuche, ein erster Kontakt ist per Mail blitzschnell hergestellt. Erstmals offerieren Unternehmen aus dem In und Ausland Jobs und Praktika, ein besonderer Service für Studierendeund Absolventen. Sie sind interessiert? Dann ordern Sie bitte Ihr persönliches Exemplar von "Transfer direct" unter folgenderMailadresse:
[email protected]dresden.de
Ihre Anfragen auf dem Postweg richten Sie bitte an folgende Adresse:
TU DresdenTUD Forschungsförderung/TransferEva WrickeD01062 Dresden

Impressum
Herausgeber: TU Dresden Forschungsförderung/Transfer TechnologieZentrumDresden GmbH BTI Beratungsgesellschaft für Technologietransfer und Innovationsförderung mbH
Redaktion: Dipl.Journ. Eva Wricke (TU Dresden) email: [email protected]dresden.de
Dr. Dietmar Herglotz (TechnologieZentrumDresden) email: [email protected]dd.de
Dipl.Ing. Ute Kedzierski (BTI mbH) email: kedzierski@btidresden.de
Anschrift: Dresdner Transferbrief c/o TechnologieZentrumDresden mbH Dr. Dietmar Herglotz Gostritzer Straße 6163 D01217 Dresden
Tel.: 0351 871 86 63 Fax: 0351 871 87 34 email: [email protected]dd.de
Gestaltung und Satz der gedruckten Ausgabe: progressmedia Verlag und Werbeagentur GmbH Liebigstraße 7 D01069 Dresden
Tel.: 0351 476 67 26 Fax: 0351 476 67 39 email: [email protected]