Fähigkeitsuntersuchungen beim Lotpastendruck · (meistens das erste Fiducial) Eine Änderung der...
41
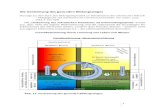
Fähigkeitsuntersuchungen beim Lotpastendruck Dr.-Ing. H. Wohlrabe Fakultät Elektrotechnik und Informationstechnik Institut für Aufbau- und Verbindungstechnik der Elektronik Ottobrunn, 12. Februar 2009
Transcript of Fähigkeitsuntersuchungen beim Lotpastendruck · (meistens das erste Fiducial) Eine Änderung der...

Fähigkeitsuntersuchungen beim Lotpastendruck
Dr.-Ing. H. Wohlrabe
Fakultät Elektrotechnik und Informationstechnik Institut für Aufbau- und Verbindungstechnik der Elektronik
Ottobrunn, 12. Februar 2009

Qualitätsmerkmale beim Lotpastendruck
Volumen der gedruckten Depots Schichtdicke der Depots Homogenität der Depots Genauigkeit der Position der gedruckten Depots Form der Depots Erreichbarer minimaler Pitch Auslaufen u.ä. der Depots nach dem Druck
Beeinflusst von: Paste, Drucker, Schablone, Umgebung, Reinigung, Substratoberfläche,….

Einflüsse auf die Genauigkeit der gedruckten Depots
Für ein Depot:
Genauigkeit des konkreten Pads auf dem Substrat
Genauigkeit der Schablone für das konkrete Depot
Genauigkeit der Positionierung der Schablone zum Substrat
Eigenschaften der Lotpaste Rakeleinflüsse (Richtung, Druck, Typ, ...) Umgebungsbedingungen (besonders die
Temperatur)
Der ganze Drucker: Summe aller Depots
(über die gesamte bedruckte Fläche)

Mögliche Auswirkung - Grabsteineffekt
Gelb - „potentieller“ Grabstein Rot – Grabstein aufgetreten !
Bestück- und Druckversätze sind potentielle Verursacher von Grabsteinen!
Weitere Quellen:TemperaturprofilKonstruktion (thermische Senken)Lotpasten, Oberflächen, … ??weitere zahlreiche Wechselwirkungen ??

Mögliche Spezifikationen fürLotpastendrucker
Genauigkeit des Drucks Genauigkeit der gedruckten Depots (in x- and y-Richtung ) über die volle Fläche des Substrates ⇒ Information über die Prozessfähigkeit typisch : 25..50 µm/3 sigma d.h. Cpk>1.0
mit Tu=-25..-50 µm und To=25..50 µm
Das ist die Größe, die den Kunden interessiert !!!

Genauigkeit des Drucks
Was hat der Druckerhersteller zu verantworten ??
• Positionierung der Maske zum Substrat • Umgebungsbedingungen (Temperatur) • Einflüsse der Rakelrichtung und weitere Einstellungen (z.B.
Rakeldruck) Was hat der Druckerhersteller nicht zu verantworten ?? • Ungenauigkeiten der Schablone (kritisch ist insbesondere die
Lage der Fiducials) • Ungenauigkeiten und Veränderungen der Substrate (Fiducials
und Schrumpfungen nach dem ersten Lötprozess)
Für eine objektive Beurteilung des Druckers sollten diese Einflüsse eliminiert werden !!

Mögliche Spezifikationen für Lotpastendrucker
Die Wiederholgenauigkeit
Die Genauigkeit der Positionierung der Maske zum Substrat (in x-, y- and Θ-Richtung)
⇒ Information über die Maschinenfähigkeit des Druckers typisch : 25 µm/6 sigma (x- and y-Richtung) 0,008°/6 sigma (rotation) d.h. Cmk>2.0
Die Rotation muss spezifiziert werden, sie ist sehr
bedeutend !!
Die Wiederholgenauigkeit ist eine notwendige, aber nicht hinreichende Eigenschaft des Druckers

Messung der Wiederholgenauigkeit von Druckern
Grundprinzip: Positionierung einer speziellen Maske (aus Stahl oder besser Glas) über ein hochgenaues Glassubstrat und Messung der Lagedifferenzen
Marke auf der Maske Messmarke auf dem Glassubstrat
Δx
ΔyBildausschnitt
Messung mit Hilfe der Bildverarbeitung Minimale Anzahl der Messmarken: ≈4 .. 8 Messzeit pro Marke: ≈1 s Messgenauigkeit: <1 µm
Anzahl der Positionierungen: Minimal 50

Messung der Genauigkeit der gedruckten Depots
Grundprinzip: Drucken von normalen Depots auf eine hochgenaue Glasplatte und deren Vermessung
Gedrucktes Depot Messmarkenauf dem Glasssubstrat
Δx
ΔyBildausschnitt
Empfohlene Form der Depots: Kreise Vermessung mit Hilfe der Bildverarbeitung Anzahl der Depots: ≈50 Messzeit: ≈1 s Messgenauigkeit: <5 µm

Berechnung der Versätze
∑∑==
Δ=ΔΔ=Δn
iiD
n
iiD y
nyx
nx
11
1 1
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅−+
⎥⎦
⎤⎢⎣
⎡⋅Δ−⋅Δ⋅−⋅Δ−⋅Δ
=ΔΘ
∑∑∑∑
∑∑∑∑∑∑
====
======2
1
2
11
2
1
2
111111
1
1
n
ii
n
ii
n
ii
n
ii
n
ii
n
ii
n
ii
n
iii
n
iii
n
ii
D
yxn
yx
xyyxn
xyyx
Gegeben: n Anzahl der vermessenen DepotsΔxi Δyi gemessene Depotversätzexi yi Koordinaten der Depots
Gesucht: Versätze Substrat-SchabloneΔxD ΔyD ΔΘD

Das Drehpunktproblem
Solllage
Drehpunkt 1 Drehpunkt 2
Istlage
Wenn systematische Versätze beim Drucken festgestellt werden, dann muss der Drucker korrigiert werden ! Insbesondere die Verdrehung (Substrat/Schablone) kann Probleme bereiten !!

Lage des Drehpunktes - Maske-Substrat
1. Die Lage des Drehpunktes hat auf das Streuungsverhalten der Maschine keinen Einfluss !
2. Es wird empfohlen, diesen Drehpunkt in die Substratmitte zu legen
Folgender Hauptvorteil: die Einstellparameter (x, y, Θ) sind voneinander unabhängig !!
Alle anderen Drehpunktlagen ziehen Abhängigkeiten nach sich !! z.B. : Lage des Drehpunktes im „Substratursprung“ (meistens das erste Fiducial) Eine Änderung der Verdrehung ändert auch die Mittelwerte in x- und y--Richtung
Forderung an die Maschinenhersteller, diesen Drehpunkt einstellbar gestalten !!
oder Bei Eingabe von Korrekturen ist dies geeignet umzurechnen!

Messbeispiel
0 100 200 300 400 500 600 700lfd. Num.
-100
-80
-60
-40
-20
0
20
40
Dev
iatio
n
All printsx-deviation
All printsy-deviation
Berechnete Fähigkeiten; Spezifikation
25 µm/3 sigma)
Cp Cpk x 0,80 0,78 y 0,46 0,00

Einflüsse der Genauigkeit der Schablone
0 20 40 60 80 100lfd. Num.
-40
-30
-20
-10
0
10
20
30x-
Dev
iatio
n [µ
m]
measurement 1x-Deviation
measurement 1y-Deviation
Das Drucken mit einer solchen Schablone und einem idealen Drucker ist ein unfähiger Druckprozess !!

Analyse der Ungenauigkeiten der Maske
0.0 50.0 100.0 150.0 200.0 250.0x-Koordinate [mm]
-35.0
-32.5
-30.0
-27.5
-25.0
-22.5
-20.0
-17.5
-15.0
-12.5
-10.0
-7.5
-5.0
Ver
sätz
e [µ
m]
measurement 1x-Deviation
measurement 1y-Deviation
Systematiken erkennbar !! Mögliche Ursache: Vorspannung der Schablone

Analyse der Einflüsse
0.0 10.0 20.0 30.0 40.0 50.0 60.0lfd. Num.
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
x-V
ersa
tz [
µm]
Gemessene WerteNach Eliminierung der Schablonen-und Temperatureinflüsse

Typisches Beispiel – Anfangszustand

Auswertung der ersten 8 Drucke
1 2 3 4 5 6 7 8cont. number of measurement
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60x-
offs
et [
µm]
Mean/Standard deviation
x-offset
y-offset

Endzustand 20 Drucke

Einfluss des Lotpastentyps
0.0 5.0 10.0 15.0 20.0lfd. Nummer Messung
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
y-Ve
rsat
z [µ
m]
Lotpaste 10.0 5.0 10.0 15.0 20.0
lfd. Nummer Messung
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
y-Ve
rsat
z [µ
m]
Lotpaste 1 Lotpaste 2
0 5 10 15 20lfd. Nummer Messung
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
y-V
ersa
tz [
µm]
Lotpaste 2
0 5 10 15 20lfd. Nummer Messung
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
y-V
ersa
tz [
µm]

Rolle der Verdrehung - Überlagerung der Einflüsse
Genauigkeit beim Lotpastendruck Statistische Beschreibung des Einflusses des Verdrehwinkels
zwischen Leiterplatte und Schablone
Gesucht: Verteilungsdichten der x/y-Versätze !

Genauigkeit beim Lotpastendruck
Berechnung der Versätze (für kleine Winkel)
ΔxDep , ΔyDep individuelle Versätze des DepotsxCo , yCo Koordinate der StrukturxRot, yRot Rotationspunkt Schablone -SubstratΔxP, ΔyP ΔΘP Versätze Schablone - Leiterplatte
Annahmen:ΔxP, ΔxP, ΔΘP normalverteilt xCo, yCo gleichverteilt
=Verteilung der Komponenten auf der Leiterplatte
Gesucht:Verteilung von ΔxDep und ΔyDep ?
( )( ) protcoPDep
protcoPDep
xxyyyyxx
θ
θ
Δ−+Δ≈Δ
Δ−−Δ≈Δ

protpcoPDep yyxx θθ Δ+Δ−Δ≈Δ
Verteilung der Versätze
normalverteilt
gleichverteilt Konstante
FaltungMultiplikation von
Zufallsgrößen=ΔXD1
Genauigkeit beim Lotpastendruck
ProtPcoPDep yYXX ΔΘ+ΔΘ−Δ=ΔAls Zufallsgröße:

Ermittlung der Verteilungsdichte des Lotpastendrucks
∫∞
∞−
−=+= dxxzfxfzfYXZ YXZ )()()(Faltung (Addition bzw. Subtraktion)
∫∞
∞−
=⋅= dxxzfxf
xzfYXZ YXZ )()(1)(Multiplikation
( )
( ) P
x
y
PSizepDX
pP
sizesizecoYCo
dey
xf
efyyyyf
p
pP
D
Size
D
p
pP
P
ΔΘΔΘ
=Δ
=ΔΘ⎪⎩
⎪⎨⎧ ≤≤
=
Θ
Θ
Θ
Θ
⎟⎟⎠
⎞⎜⎜⎝
⎛−
ΔΘΔ
−
ΘΔ
−ΔΘ−
ΘΔΘ
∫2
21
1
2
2
2
01
2
112
1
21)(
sonst0
01)(
σ
μ
σ
μ
σπ
σπ
nur numerisch oder mit Monte-Carlo-Simulation lösbar
Multiplikative Verknüpfung der Zufallsgrößen y-Koordinate YCo(gleichverteilt) und des Verdrehwinkels ΔΘp (normalverteilt)

Analyse der Simulationsergebnisse
Die Cauchy-Verteilung ist am besten angepasst, liefert aber keine technische Erklärung !
Es ergeben sich symmetrische, spitzgipflige und breit auslaufendeVerteilungen ! Maßstab dafür ist besonders der Excess (Wölbung) >0 !
-24 -14 -4 6 16 26 360
30
60
90
120
150
180 VerteilungCauchyNormal

Konsequenzen - Berechnung der Fähigkeitsindices
Tu
po
To
pu
Nichtnormalverteiltes Merkmal ⇒ Prozessmodell A2 DIN 55319Nutzung der Methoden M2 und M4 für die Prozessfähigkeit
),max(131
ou pppk uC −=
Methode M2 - Überschreitungsanteilmethode
Die Prozessfähigkeit wird durch eine Qualitätsfähigkeitskennzahl beschrieben, mit der die Fähigkeit eines Prozesses zum Ausdruck gebracht wird, ein bestimmtes Merkmalin gleichbleibender Weise innerhalb der vorgegebenen Toleranzgrenzen zu erzeugen.
⇒ Unser Ziel: geringste Fehlerquoten (z.B. 3,4 DPM) !

Auswirkungen auf Fähigkeitskoeffizienten
µ 3su 3so
99,865 % Punkt
0,135 % Punkt
Prozentanteilmethode M4
ou
uop ss
TTC33 +
−=
Berechnung der Ersatzstreuungen su, so
über die Quantile !⎟⎠⎞
⎜⎝⎛ −−
=o
o
u
u
sxT
sTx
Minpk
C3
;3

Vergleich der Methoden M2 und M4
3-sigma t-Verteilung
3-sigma Normalverteilung
4-sigma Normalverteilung
4-sigma t-Verteilung
Die Überschreitungsanteilmethode M2 berücksichtigt das starkeAuslaufen der Verteilung und damit die auftretenden Fehler am Rand !
Die Prozentanteilmethode M4 berücksichtigt vor allem die Form derVerteilung im 3-sigma Bereich !
Vorzug für die Überschreitungsanteilmethode M2 !
Vergleich Normalverteilung - t-Verteilung (f=1)

Auswirkungen auf Fähigkeitskoeffizienten
Nutzung der Überschreitungsanteilmethode M2 im Vergleich zur „klassischen“ Methode M1 bei gegebener Normalverteilung
Cpk Methode
M1
Sprechweise Fehlerquote p Nutzung der
Normalverteilung
Fehlerquote p (simulierte
Lotpastendepots)
Cpk (Methode M2 für die
Lotpastendepots) 1,0 3-sigma 1350 3700 0,89
1,33 4-sigma 32 216 1,17 1,5 6-sigma
(Motorola) 3,4 55 1,29
1,67 5 sigma 0,28 21 1,37
31 p
pk
uC −=
Die klassische Berechnung der Fähigkeitskoeffizienten (M1) funktioniert bei der Gesamtbeschreibung der geometrischen
Montagequalität nur teilweise und liefert insbesondere für das Ziel, kleinste Fehlerquoten zu erreichen, stark fehlerhafte Ergebnisse !

Schlussfolgerungen
Die Betrachtung des Druckprozesses ist nur ein kleiner Baustein in der gesamten Prozesses !
Ein Teil der Zufallsgrößen des gesamten betrachteten Prozesses überlagert sich nicht durch eine unabhängige Addition !⇒ Addition der Streuungen unzulässig !
Effekte aus Verdrehungen sind auch im Bestückprozess vorhanden ⇒„breit auslaufende“ Verteilungen auch hier !
Eine effektive Gesamtüberlagerung aller bzw. partiell ausgewählter Teile des Prozesses ist nur über eine Monte-Carlo-Simulation möglich !

Bestimmung der Gesamtfähigkeit durch Simulation
Wesentliche Einflüsse auf die geometrische MontagequalitätLeiterplatte
Schablonen
Komponenten
Lotpastendrucker
Bestücker
Alle Einflüsse müssen mit Daten gefüllt werden !
Zwei Gruppen
Geometriedaten: Bauelementegrößen, Padbreiten,
Strukturgrößen,
Prozessdaten: Bestückgenauigkeiten, Druckgenauigkeiten,
Genauigkeiten der Leiterplatte …

Einige Simulationsergebnisse
0
5
10
15
20
25
30
0 5 10sΘ in 1/1000°
sx, s
y sxsy
Abhängigkeit der Genauigkeit von gedruckten Depots von der Genauig-keit (Standardabweichung) des Verdrehwinkels Substrat-Maske)
Leiterplattengröße 400*300 mm2

Einige Simulationsergebnisse
0
0,5
1
1,5
2
2,5
0 5 10sΘ in 1/1000°
Cpk
SO=75SO=40
Prozessfähigkeit beim Drucken (0201)
Schlussfolgerung:
Max. Standard-abweichung der
Verdrehung
= 0,003 °

Einige Simulationsergebnisse
0,7
0,8
0,9
1
1,1
1,2
1,3
1,4
1,5
1,6
5 7 9 11 13 15Standardabweichung LP/Maske
Cpk
Pin-PadDepot-PadPin-Depot
Ermittlung der Endqualität in Abhängigkeit der Leiterplatten- und Schablonenqualität (Genauigkeit der Strukturlagen)

Analysen gedrucktes Volumen/Schichtdicke
Randbedingungen der Tests:
• Konstruktion eines Testboards mit >10000 Strukturenverschiedenster Art (Chips, TO, QFP, BGA,…)
• Druck des Testboards unter definierten Bedingungen(unmittelbar hintereinander, mit Reinigungen, mitverschiedenen Wartezeiten)
• Vermessung (AOI) der gedruckten Boards; Ermittlung von relativen Volumen, bedruckter Fläche und Höhe derStrukturen
• Statistische Auswertung mit einer Varianzanalyse

Beispielabhängigkeiten- Paste 1
Abhängigkeit Volumen - Chip-Typ bei Paste 1
0402 0603 0805 1210
Chip-Typ
Vol
umen
%
Abhängigkeit gedrucktes Volumen Orientierung Paste 1
H V
Orientierung
Volu
men
%
Abhängigkeit Volumen - Drucksystem Paste 1
System 1 System 2 System 3 System 4
Drucksystem
Vol
umen
%
Abhängigkeit Volumen fortlaufende Drucknummer
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Drucknummer
Vol
umen
%

Wechselwirkungen Pasten
Wechselwirkungen Drucksystem- Paste
Drucksystem
Vol
umen
%
System 1 System 2 System 3 System 4
PastePaste 1Paste 2
Wechselwirkungen Paste - fortlaufende Drucknummer
Drucknummer
Vol
umen
%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
PastePaste 1Paste 2

Vergleich Volumen/Fläche/Schichtdicke
Abhängigkeit Volumen - Chip-Typ bei Paste 1
0402 0603 0805 1210
Chip-Typ
Vol
umen
%
0402 0603 0805 1210
Chip-Typ
Are
a%
Abhängigkeiten Chip-Typ-gedruckte Fläche Paste 1
0402 0603 0805 1210
Abhängigkeiten Chip-Typ - Schichtdicke Paste 1
Chip-Typ
Hei
ght

Auswirkung von Reinigungen
Analyse Volumen und Wirkung der Reinigung
Druck nach Reinigung
Vol
umen
%
1 2
DrucksystemSystem 1System 2System 3System 4

Auswirkungen von Wartezeiten und Reinigungen
Analyse von Reinigung und Wartezeiten Paste 1
Druckzyklus
Vol
umen
%
Inidrucke 0 min 10 min 20 min 40 min 60 min
Druck nach Reinigung123
Verwertung:• Gezielte Änderung der Öffnungen der Schablonen• Optimierung des Druckregimes (Reinigung; Reaktion
auf Stillstandszeiten)

Vielen Dank für Ihre Aufmerksamkeit !








![„Beitrag zur numerischen und experimentellen Untersuchung ... · Huggenberger Extensometer nur Mittelwerte der Spannungen über die Messlänge erfasst werden können. ZICK [69]](https://static.fdokument.com/doc/165x107/5ebc896521766c03d41b05e3/abeitrag-zur-numerischen-und-experimentellen-untersuchung-huggenberger-extensometer.jpg)