Firmenpraesentation Prometall GmbH · PDF file1991 1992 1993 1994 1995 1996 1997 1998 1999...
41
LASERTEC FEINBLECHBEARBEITUNG GEHÄUSEBAU E r f o l g r e i c h e P r o d u k t e e n t s t e h e n d u r c h a u ß e r g e w ö h n l i c h e L e i s t u n g e n VERSION 6 | ©März2009
Transcript of Firmenpraesentation Prometall GmbH · PDF file1991 1992 1993 1994 1995 1996 1997 1998 1999...

LASERTECFEINBLECHBEARBEITUNG
GEHÄUSEBAU
E r f o l g r e i c h e P r o d u k t e e n t s t e h e n d u r c h a u ß e r g e w ö h n l i c h e L e i s t u n g e n
VERSION 6 | ©März2009
GmbH
BENZSTR. 14
84056 ROTTENBURG
GeschäftsführerPaul KARL und Cordula Wiesinger
Amtsgericht LandshutHRB 2919
Tel: 0 87 81 / 94 19 - 0
Fax: 0 87 81 / 94 19 -15
Email: [email protected]
internet: www.prometall-gmbh.de
ANSPRECHPARTNER
UNTERNEHMEN
TECHNIKEN
MASCHINEN
PRODUKTE
ZERTIFIZIERUNG
PRESSE
REFERENZEN
INHALTSVERZEICHNIS
UNTERNEHMEN
Hier werden Ihre Produkte gefertigt
präzise
sorgfältig
termingerecht
UNTERNEHMEN
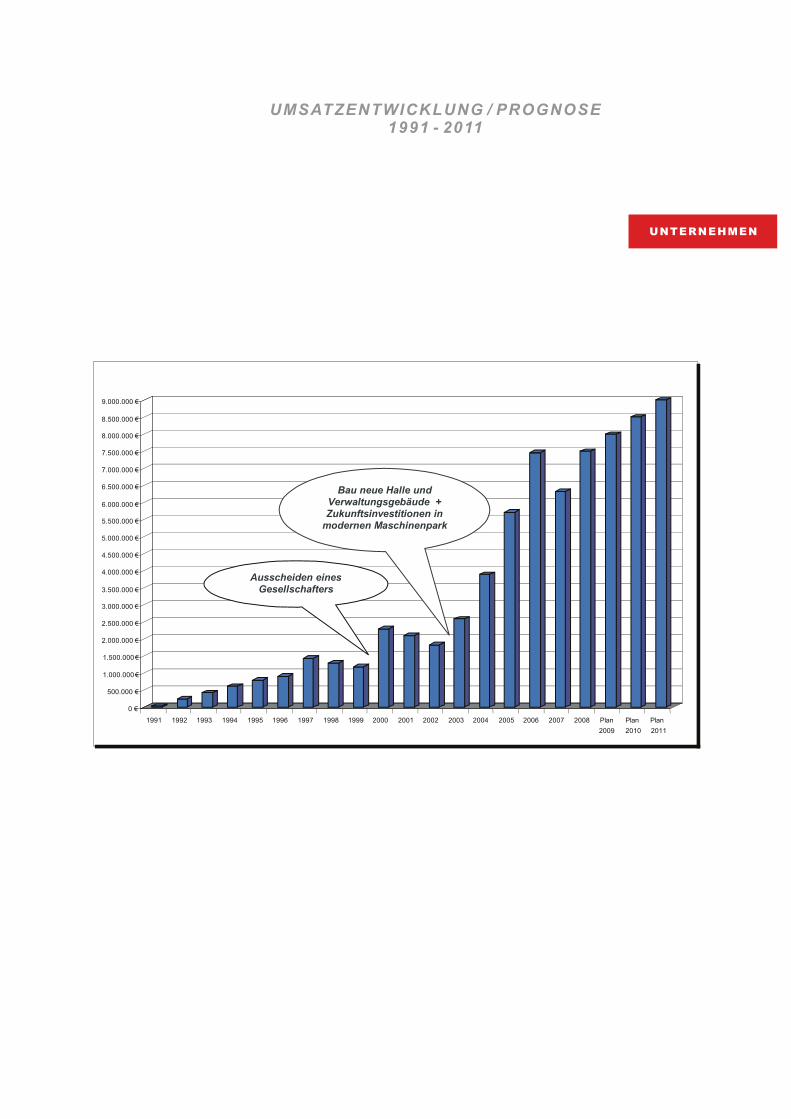
UMSATZENTWICKLUNG / PROGNOSE1991 - 2011
UNTERNEHMENUNTERNEHMEN
0 € 500.000 €
1.000.000 € 1.500.000 € 2.000.000 € 2.500.000 € 3.000.000 € 3.500.000 € 4.000.000 € 4.500.000 € 5.000.000 € 5.500.000 € 6.000.000 € 6.500.000 € 7.000.000 € 7.500.000 € 8.000.000 € 8.500.000 € 9.000.000 €
1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 Plan 2009
Plan 2010
Plan 2011
Bau neue Halle und Verwaltungsgebäude + Zukunftsinvestitionen in
modernen Maschinenpark
Ausscheiden eines Gesellschafters
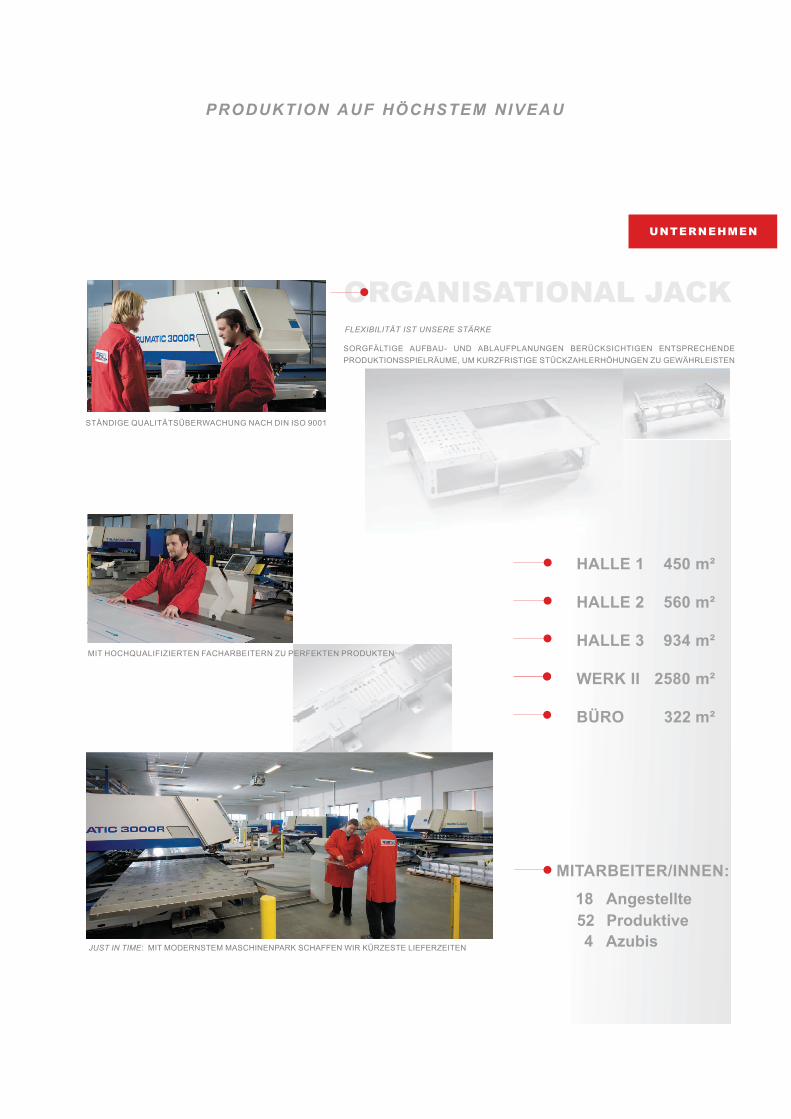
18 Angestellte
52 Produktive 4 Azubis
MITARBEITER/INNEN:
HALLE 1 450 m²
HALLE 2 560 m²
HALLE 3 934 m²
WERK II 2580 m²
BÜRO 322 m²
STÄNDIGE QUALITÄTSÜBERWACHUNG NACH DIN ISO 9001
MIT HOCHQUALIFIZIERTEN FACHARBEITERN ZU PERFEKTEN PRODUKTEN
JUST IN TIME: MIT MODERNSTEM MASCHINENPARK SCHAFFEN WIR KÜRZESTE LIEFERZEITEN
ORGANISATIONAL JACK
SORGFÄLTIGE AUFBAU- UND ABLAUFPLANUNGEN BERÜCKSICHTIGEN ENTSPRECHENDE
PRODUKTIONSSPIELRÄUME, UM KURZFRISTIGE STÜCKZAHLERHÖHUNGEN ZU GEWÄHRLEISTEN
FLEXIBILITÄT IST UNSERE STÄRKE
PRODUKTION AUF HÖCHSTEM NIVEAU
UNTERNEHMENUNTERNEHMEN
ANSPRECHPARTNER
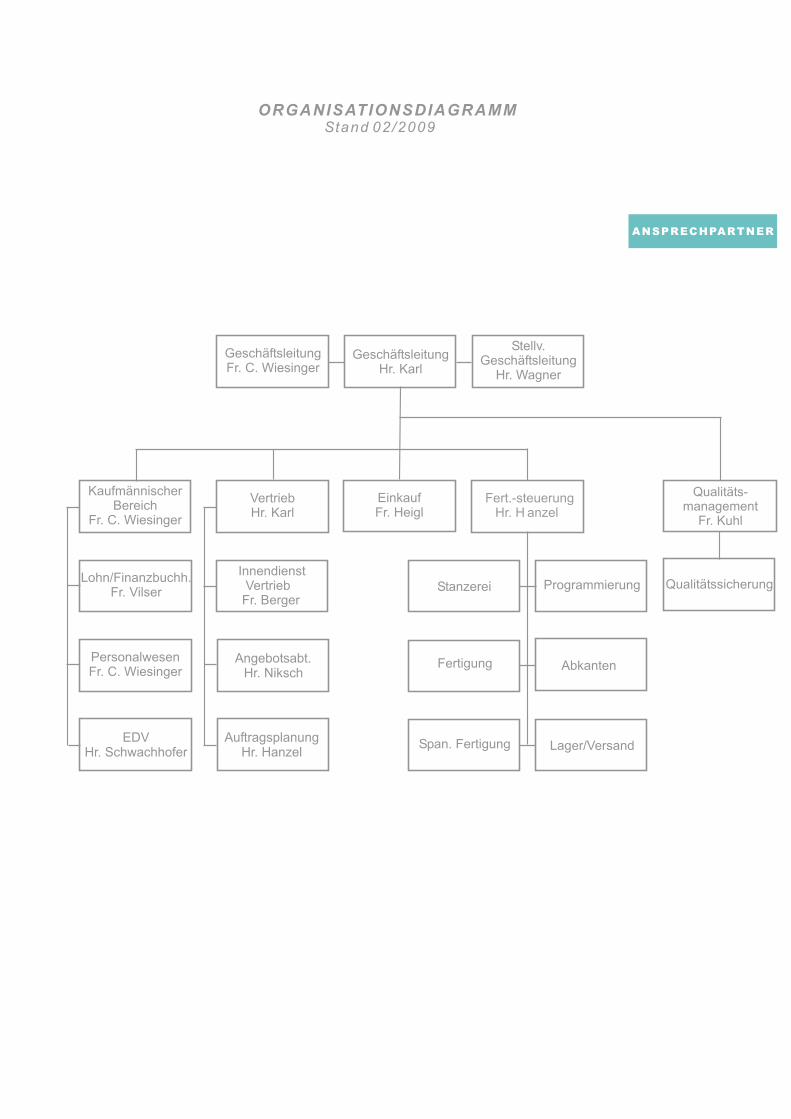
ORGANISATIONSDIAGRAMM Stand 02/2009
ANSPRECHPARTNER
GeschäftsleitungFr. C. Wiesinger
GeschäftsleitungHr. Karl
Stellv.Geschäftsleitung
Hr. Wagner
KaufmännischerBereich
Fr. C. Wiesinger
Lohn/Finanzbuchh.Fr. Vilser
Fert.-steuerungHr. H anzel
EinkaufFr. Heigl
VertriebHr. Karl
Innendienst Vertrieb Fr. Berger
Qualitäts-management
Fr. Kuhl
Stanzerei Programmierung Qualitätssicherung
PersonalwesenFr. C. Wiesinger
EDVHr. Schwachhofer
AuftragsplanungHr. Hanzel
Fertigung
Span. Fertigung Lager/Versand
Abkanten Angebotsabt.
Hr. Niksch
ANSPRECHPARTNER
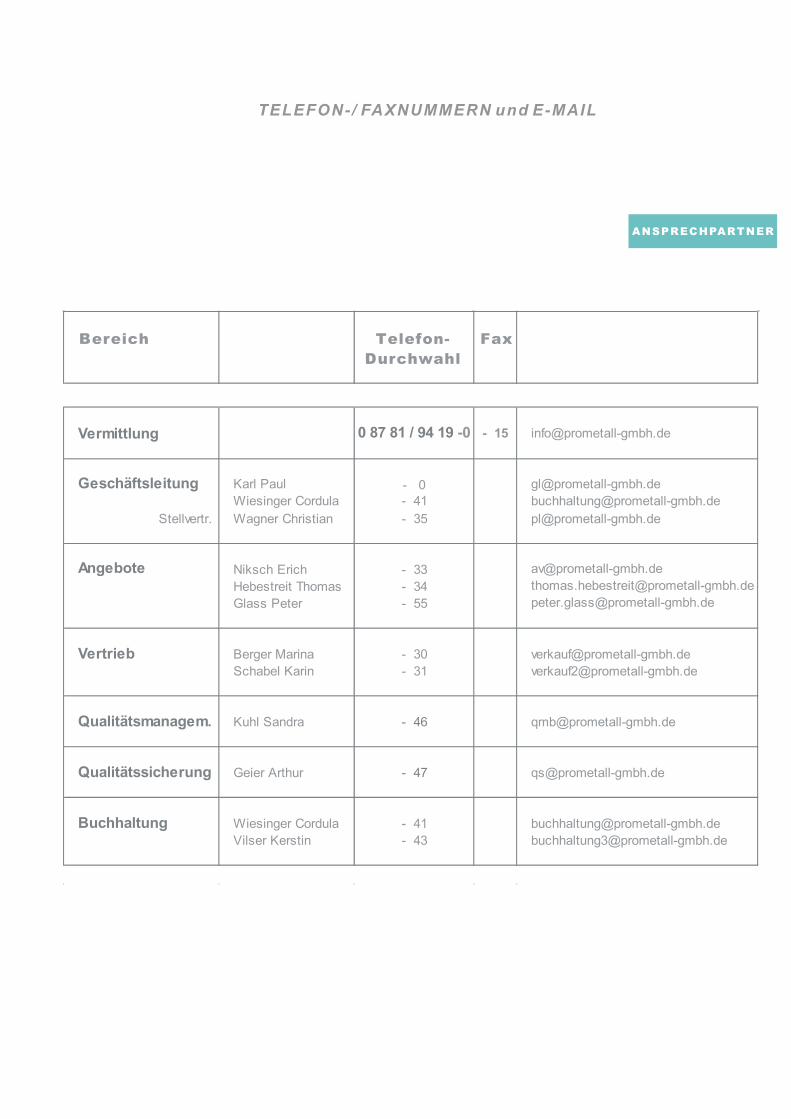
TELEFON-/ FAXNUMMERN und E-MAIL
Bereich Telefon- Fax
Durchwahl
Vermittlung 0 87 81 / 94 19 -0 - 15 [email protected]
Geschäftsleitung Karl Paul - 0 [email protected] Cordula - 41 [email protected]
Stellvertr. Wagner Christian - 35 [email protected]
Angebote Niksch Erich - 33 [email protected]
Hebestreit Thomas - 34 [email protected]
Glass Peter - 55 [email protected]
Vertrieb Berger Marina - 30 [email protected] Karin - 31 [email protected]
Qualitätsmanagem. Kuhl Sandra - 46 [email protected]
Qualitätssicherung Geier Arthur - 47 [email protected]
Buchhaltung Wiesinger Cordula - 41 [email protected] Kerstin - 43 [email protected]
TECHNIKEN
TECHNIKENAbkanten Fräsen Lasern Laserbeschriften Pressen Schweissen Stanzen Trowalisieren Montage Entgraten Messen Oberflächenbehandlung
Lasern
Equipment CNC Stanz- und Laserkombinationsanlage TC 3000L
TRUMATIC L 2530 Plus Co2 Laserschneidanlage
Pressen
Equipment Hydraulikpresse - OPI-125SC mit Ziehkissen
Hydraulikpresse - Dunkes 25 to
Hydraulikpresse - Schön 16 to
Excenterpresse - Weingarten 63 to
Excenterpresse - Weingarten 40 to
Excenterpresse - Schuler 40 to
Excenterpresse - EBU 35 to
Pneumatikpresse - Schmidt
Stanzen
Equipment Trumpf Trumatic TC 3000R
Trumpf Tru Punch 5000 FMC Großformat (fuer kratzerfreie Bearbeitung)
automatische Be- und Entladung
Trumpf Trumatic TC 5000 FMC
automatische Be- und Entladung
Trumpf Trumatic TC 5000 FMC (fuer kratzarme Bearbeitung)
automatische Be- und Entladung
CNC - Abkanten
Equipment Trumpf CNC-Abkantpresse V850SX
Trumpf CNC-Abkantpresse E35
Trumpfbiegemaschine V85S
Trumpfbiegemaschine V85SX
Abkanten bis zu einer Laenge von 2750 mm
CNC - Fräsen
Equipment CNC Fräszentren: Traub CSK 300
Datron M8
Datron M8 HSK
Datron M7
Datron M10 Power
TECHNIKENTECHNIKEN
TECHNIKENAbkanten Fräsen Lasern Laserbeschriften Pressen Schweissen Stanzen Trowalisieren Montage Entgraten Messen Oberflächenbehandlung
Schweißen
Equipment MIG / MAG
WIG
Bolzenschweißen: Fa. Soyer Typ TKS 800 CNC
Punktschweißen Fa. Lecco
E-Hand
Laserbeschriften
Equipment Haas Trumpf Vectormark Compakt
Verbindungstechnik
Equipment Pemserter 2000 Halbautomat mit autom. Zuführung
Pemserter Serie 4E
Haeger WT 824
Montage
auf Wunsch Montage von Baugruppen
Montage bis zu kompletten Endprodukten
Trowalisieren
Equipment Trowalisierungsanlage: Fa. Rösler
Entgraten
Equipment Schleifmaschine: Lissmac SBM-S

TECHNIKEN
TECHNIKENAbkanten Fräsen Lasern Laserbeschriften Pressen Schweissen Stanzen Trowalisieren Montage Entgraten Messen Oberflächenbehandlung
Oberflächenbehandlung
Verfahren Chromatieren
Eloxieren
Pulver-Lackieren
KTL-Beschichten
Versilbern
Elektropolieren
Vernickeln
Messen
Equipment Wenzel Smart CMM
Amada VQC 1220
MASCHINENPARK
MASCHINEN
Stanzen
Abkanten
Fräsen
Pressen
TRUMATIC 3000 R Stanzmaschine (1)
TRU PUNCH 5000 FMC GROßFORMAT
TRUMATIC 3000 L Stanz-Lasermaschine
TRUMATIC 5000 FMC Stanzmaschine
TRUMATIC L 2530 Plus Co2 Laserschneidanlage
TRUMA BEND V 850 SX Abkantpresse (1)
TRUMA BEND V 85 S Abkantpresse (2)
TRUMA BEND V 85 SX Abkantpresse (3)
TRUMA BEND E35
TRAUB CSK 300 Fräsmaschine (Bearbeitungszentrum)
DATRON M8 Hochgeschwindigkeitsmaschine
DATRON M8 HSK
DATRON M7 Hochgeschwindigkeitsmaschine
DATRON M10 POWER
TRUMPF VEKTORMARK T 2290
HYDRAULIK-PRESSE (Omera 125to)
HYDRAULIK-PRESSE (Schön 16to)
HYDRAULIK-PRESSE (Dunkes 25to)
HYDRAULIK-PRESSE (Hymag 120to)
EXZENTER-PRESSE (Weingarten 63to)
EXZENTER-PRESSE (Weingarten 40to)
EXZENTER-PRESSE (Schuler 40to)
EXZENTER-PRESSE (EBU 35to)
EDEL-PRESSE
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
(siehe Beschreibung)
MASCHINENPARK
MASCHINENMASCHINEN
PressenHAEGER 824 Window Touch Einpressautomat
PEMSERTER 2000 Einpressautomat
PEMSERTER 4 Einpressautomat
SOYER KTS-800 Bolzenschweißmaschine
LECCO-PPN 28 Punktschweißmaschine
LISSMAC SBM-S Schleifmaschine
WENZEL SMART CMM Messmaschine
AMADA VQC 1220
IXION-BT Ständerbohrmaschine
IXION 15 GL Gewindeschneidmaschine
RÖSLER Z 500 Turbo Gleitschleifanlage
SCHUBERT-Richtmaschine
Montageplätze
Avdel (Handnietgerät)
Avdel (Gewinde-Buchsen)
Kniehebelpresse
Rundmaschine
Schlagschere
Trennjäger
Drehmaschine
Equipmentweiteres
Schweißen
Entgraten
Messen

TRUMATIC L 2530 Plus
Sprint-Achse Plus
Der Laserstrahl - ein universelles Werkzeug
Die Laserbearbeitung
TRUMATIC 2530 Plussiehe TLF 3200 im Vergleich
(SEINE STÄRKE: DIE BEARBEITUNG UNTERSCHIEDLICHSTER MATERIALIEN IM FEIN- UND DICKBLECHBEREICH)
(MIT ABSTAND AM BESTEN)
Die innovative Sprint-Achse Plus bietet weitere Möglichkeiten und höhere Geschwindigkeiten beider Bearbeitung von Teilen mit überwiegend kleinen Konturen. Daraus ergibt sich eine nochmalsgesteigerte Produktivität.
MASCHINEN
Maximale Blechdicken in mm
20
18
16
14
12
10
8
6
4
2
0TLF 2000
Baustahl
TLF 2700 TLF 3200 TLF 4000
Aluminiumlegierung (N )2Edelstahl (N )2
SPRINT-LAS: diese Technik optimiert Bearbeitungsabläufe und erhöht die BearbeitungsgeschwindigkeitHI-LAS: Hochdruckschneiden für oxyd- und gratfreie Schnittkanten bei Edelstahl- und AluminiumlegierungenHI-LAS Plus:schnelles Hochdruckschneiden mit Stickstoff in dickem Aluminium und rostfreiem Stahl
Abstands- und Prozessregelung (APC)Die Bearbeitung mit der TRUMATIC L 2530 Plus ist nicht nur schnell, sondern auch hochwertig, dennAPC sorgt dafür, dass der Abstand zwischen Schneiddüse und Blech immer gleich bleibt, selbst wennSie unebene Bleche bearbeiten. Damit erzielen Sie stets beste Schneidergebnisse. Außerdem über-mittelt APC die Lage der Tafel an die Steuerung, so dass ein manuelles Verschieben nicht mehr nötigist. Kratzer haben dadurch keine Chance mehr.
Automatische Anpassung der FokuslageDer Regelmechanismus Auto-LAS Plus hält die Fokuslage des Lasers konstant und passt sie automa-tisch an Materialart und -dicke an. Das aufwendige Einstellen von Hand entfällt.
LEISTUNGSDATEN
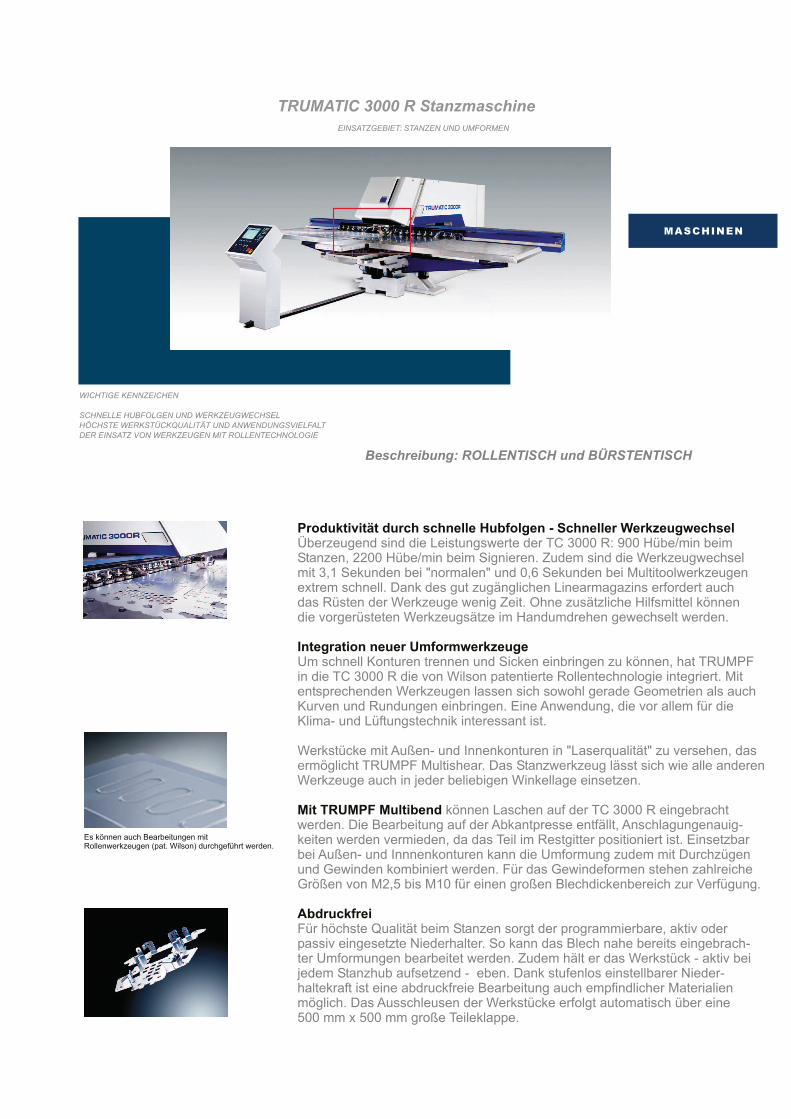
TRUMATIC 3000 R StanzmaschineEINSATZGEBIET: STANZEN UND UMFORMEN
WICHTIGE KENNZEICHEN
SCHNELLE HUBFOLGEN UND WERKZEUGWECHSELHÖCHSTE WERKSTÜCKQUALITÄT UND ANWENDUNGSVIELFALTDER EINSATZ VON WERKZEUGEN MIT ROLLENTECHNOLOGIE
Produktivität durch schnelle Hubfolgen - Schneller Werkzeugwechsel
Integration neuer Umformwerkzeuge
Mit TRUMPF Multibend
Abdruckfrei
Überzeugend sind die Leistungswerte der TC 3000 R: 900 Hübe/min beim Stanzen, 2200 Hübe/min beim Signieren. Zudem sind die Werkzeugwechsel mit 3,1 Sekunden bei "normalen" und 0,6 Sekunden bei Multitoolwerkzeugenextrem schnell. Dank des gut zugänglichen Linearmagazins erfordert auchdas Rüsten der Werkzeuge wenig Zeit. Ohne zusätzliche Hilfsmittel könnendie vorgerüsteten Werkzeugsätze im Handumdrehen gewechselt werden.
Um schnell Konturen trennen und Sicken einbringen zu können, hat TRUMPFin die TC 3000 R die von Wilson patentierte Rollentechnologie integriert. Mit entsprechenden Werkzeugen lassen sich sowohl gerade Geometrien als auch Kurven und Rundungen einbringen. Eine Anwendung, die vor allem für die Klima- und Lüftungstechnik interessant ist.
Werkstücke mit Außen- und Innenkonturen in "Laserqualität" zu versehen, das ermöglicht TRUMPF Multishear. Das Stanzwerkzeug lässt sich wie alle anderen Werkzeuge auch in jeder beliebigen Winkellage einsetzen.
können Laschen auf der TC 3000 R eingebracht werden. Die Bearbeitung auf der Abkantpresse entfällt, Anschlagungenauig-keiten werden vermieden, da das Teil im Restgitter positioniert ist. Einsetzbar bei Außen- und Innnenkonturen kann die Umformung zudem mit Durchzügen und Gewinden kombiniert werden. Für das Gewindeformen stehen zahlreiche Größen von M2,5 bis M10 für einen großen Blechdickenbereich zur Verfügung.
Für höchste Qualität beim Stanzen sorgt der programmierbare, aktiv oder passiv eingesetzte Niederhalter. So kann das Blech nahe bereits eingebrach-ter Umformungen bearbeitet werden. Zudem hält er das Werkstück - aktiv bei jedem Stanzhub aufsetzend - eben. Dank stufenlos einstellbarer Nieder-haltekraft ist eine abdruckfreie Bearbeitung auch empfindlicher Materialien möglich. Das Ausschleusen der Werkstücke erfolgt automatisch über eine 500 mm x 500 mm große Teileklappe.
Beschreibung: ROLLENTISCH und BÜRSTENTISCH
Es können auch Bearbeitungen mit Rollenwerkzeugen (pat. Wilson) durchgeführt werden.
MASCHINEN
¹ Die erzielbare Genauigkeit im Werkstück hängt u.a. von der Art des Werkstücks, seiner Vorbehandlung, Tafelgröße und der Lage im Arbeitsbereich ab. Nach VDI/DGQ3441. Meßlänge 1 m.
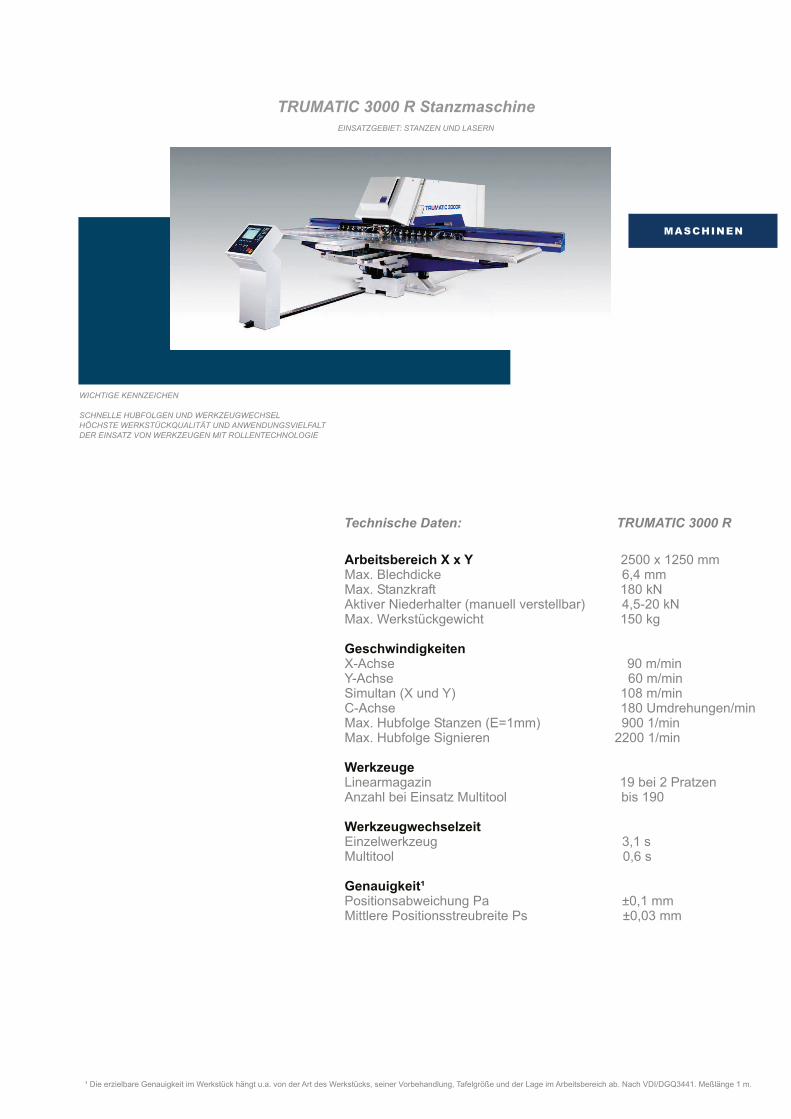
TRUMATIC 3000 R StanzmaschineEINSATZGEBIET: STANZEN UND LASERN
Arbeitsbereich X x Y
Geschwindigkeiten
Werkzeuge
Werkzeugwechselzeit
Genauigkeit¹
2500 x 1250 mmMax. Blechdicke 6,4 mmMax. Stanzkraft 180 kNAktiver Niederhalter (manuell verstellbar) 4,5-20 kNMax. Werkstückgewicht 150 kg
X-Achse 90 m/minY-Achse 60 m/minSimultan (X und Y) 108 m/minC-Achse 180 Umdrehungen/minMax. Hubfolge Stanzen (E=1mm) 900 1/minMax. Hubfolge Signieren 2200 1/min
Linearmagazin 19 bei 2 PratzenAnzahl bei Einsatz Multitool bis 190
Einzelwerkzeug 3,1 sMultitool 0,6 s
Positionsabweichung Pa ±0,1 mmMittlere Positionsstreubreite Ps ±0,03 mm
WICHTIGE KENNZEICHEN
SCHNELLE HUBFOLGEN UND WERKZEUGWECHSELHÖCHSTE WERKSTÜCKQUALITÄT UND ANWENDUNGSVIELFALTDER EINSATZ VON WERKZEUGEN MIT ROLLENTECHNOLOGIE
Technische Daten: TRUMATIC 3000 R
MASCHINEN

TRUMATIC 3000 L LaserpressEINSATZGEBIET: STANZEN UND LASERN
Arbeitsbereich X x Y
Geschwindigkeiten
Werkzeugwechselzeit
Genauigkeit¹
Laserdaten TCF 1
Bürstentisch
2500 x 1250 mmMax. Blechdicke 4,0 mmMax. Stanzkraft 165 kN
X-Achse 90 m/minY-Achse 60 m/minSimultan (X und Y) 108 m/minC-Achse Stanzen 60 Umdrehungen/minC-Achse Gewindeformen 180 Umdrehungen/min Max. Hubfolge Stanzen (E=1mm) 600 1/minMax. Hubfolge Signieren 2200 1/min
Einzelwerkzeug 3,1 sMultitool 0,6 s
Positionsabweichung Pa ±0,1 mmMittlere Positionsstreubreite Ps ±0,03 mm
Garantierte maximale Leistung 2000 WStrahlqualität³ K (M²) 0,9 (1,1)
Ergänzung der technischen Daten:mit höhenbeweglichen Spannpratzen[ ]
Technische Daten: TRUMATIC 3000 L
¹ Die erzielbare Genauigkeit im Werkstück hängt u.a. von der Art des Werkstücks, seiner Vorbehandlung, Tafelgröße und der Lage im Arbeitsbereich ab. Nach VDI/DGQ3441. Meßlänge 1 m.² Circa-Werte. Die genauen Daten können dem jeweils gültigen Aufstellungsplan entnommen werden.³ Gemäß ISO 11146, Abweichung ± 5%.
MASCHINEN

TRUMATIC 5000 ROTATION
MASCHINEN
Neuer Stanzkopf
ASC: Advanced Stripper Control
Schnelle Umformbearbeitung
Durch den deutlich optimierten Stanzkopf erreicht die TRUMATIC 5000 ROTATION eine Hubfolge von bis zu 1200 Hüben/min, bzw. 2800 Hüben/min beim Signieren. Gleichzeitig wurden die Beschleunigung unddie Drehzahl der C-Achse drastisch erhöht, was eine schnelle Konturbearbeitung und schnelles Gewinde-formen ermöglicht. Damit können die Werkzeuge bis zu 330 Umdrehungen/min in jede beliebige Winkel-lage gedreht werden.
Sie wollen Materialien mit empfindlicher Oberfläche abdruckfrei bearbeiten? Setzen Sie dazu den aktiven Niederhalter ein und passen Sie die Niederhalterkraft manuell je nach Bearbeitungssituation an. Mit derneuen Advanced Stripper Control (Option) kann die Niederhalterkraft sogar programmgesteuert von Hubzu Hub variiert werden.
Umformen mit nahezu Stanzgeschwindigkeit; - durch den geschlossenen hydraulischen Regelkreis der TRUMATIC 5000 ROTATION ist aus einem Ziel jetzt Realität geworden. Eine variable Umformanlagesorgt dafür, dass Umformungen mit einem minimalem Hubweg gefertigt werden.
Automatisierung der Be- und Entladung
TRUMALIFT SheetMaster 1305/1605:Automatisches Be- und EntladenSortierachse Y-400 (Option): Eine NC-Achsein Y-Richtung ermöglicht das versetzte Able-gen von Gutteilen auf dem EntladepodestTRUMAGRIP:Entnehmen von Restgittern und Reststreifen
MASCHINEN

VECTORMARK
VectorMark BeschriftungslaserMit den diodengepumpten Beschriftungslasern von TRUMPF lassen sich Produkte dauerhaft und flexibel markieren.
LaserbeschriftenHeute wird im industriellen Umfeld immer häufiger eine zuverlässigeRückverfolgung der Produkteigenschaften verlangt. Laserbeschriften ist einVerfahren, um Produkte dauerhaft zu kennzeichnen und deren Eigenschaften z.B. über Ident-Nummern und Herstellungscodes auch nach Jahren noch identifizieren zu können.
Die VectorMark Beschriftungslaser eignen sich für die Beschriftung unterschiedlichster Materialien und Geometrien. Selbst an schwer zugänglichen Stellen können Kunststoffe, Metalle und Keramiken extrem abriebfest undbeständig gekennzeichnet werden. Die einfache Programmierbarkeit des Lasersermöglicht es, Texte, Seriennummern, 2D- und Barcodes sowie Logos und Zeichnungen flexibel aufzubringen.
MASCHINEN

SBM-S: die wesentlichen Vorteile
Technische Daten SBM-S 1000
Materialdurchführung automatischDurchlassbreite 1000 mmBlechstärke max. 20 mmAntriebsleistung Schleifmittelmotor 4 x 3,0 kWDrehzahl 700 U/minSpannung 400 V/50 HzStromaufnahme Schleifmittelmotor 4 x 6,8 AStromaufnahme Vorschubmotor 1,3 ASchallleistungspegel 82 dB (A)Schutzart IP 54Vorschub stufenlos 0-10 m/min
Beidseitige Entgratung und Kantenverrundung von Stahl,Aluminium, Edelstahl etc. bis zu 20 mm Blechstärke,in nur einem Arbeitsgang
Bearbeitung von Innen- und Außenkonturen
Trockene Bearbeitung
MASCHINENMASCHINEN
LISSMAC SBM-SSCHLEIFMASCHINE

MASCHINEN
TRUMA BEND V 850 SX
Die TrumaBend V-Serie der 2. Generation
Modernes Antriebskonzept über vier Zylinder
Je zwei Zylinder an beiden Seiten der TrumaBend V-Serie übertragen schnell, exakt und gleichmäßig die Druckkräfte auf den Balken. Gleichzeitig führen die vier Zylinder zu deutlich mehr Genauigkeit.
Die stark vergrößerte Zylinderoberfläche begünstigt die Abkühlung des Hydrauliköls. Damit ist der Wärmeeinfluss auf den Maschinenrahmen fast ausgeschlossen.
Zusätzlich ist die Kontaktfläche vom Zylinder mit dem Maschinenrahmen minimiert, so dass auch hier kaum Wärme übertragen werden kann.
Ein weiterer Vorteil der Vierzylinder-Technologie ist die Bauweise der TrumaBend. Die Abdeckung des Druckbalkens fällt schmal aus. Der damit gewonnene große Biegefreiraum ist die Bedingung zur Bearbeitung steilerWinkel an ausladenden Blechen.
Bewährtes Hinteranschlagsystem
Der 6-Achs-Hinteranschlag erfüllt nahezu alle Wünsche bei komplizierten Abwicklungen. Sie sind sofort nach dem Maschinenstart betriebsbereit. Das Referenzieren der Achsen (suchen nach dem Nullpunkt) beim Start der Maschine entfällt.
Hinteranschlag
Vier Zylinder
Teilvielfalt mit System
Kühle Technik für hoheGenauigkeit

Die TrumaBend V-Serie besteht aus mehreren leistungsfähigen Abkantpressen. Ob durch Prägen oder Freibiegen - das wirtschaftliche Fertigen passgenauer Bauteile mit engen Radien und kleinen Schenkellängen ist die Stärke dieser Maschinen: ! ACB (Automatically Controlled Bending) ! Kurze Rüstzeiten durch Werkzeug-Schnellwechselsystem ! Extrem großer Kantfreiraum ! Intelligenter 6-Achsen-Hinteranschlag ! Sicherheit und Qualität durch lasergehärtete TRUMPF Biegewerkzeuge
TRUMA BEND V 85 S
A C BAutomatically Controlled Bending
Das Prinzip:
Im Oberwerkzeug sind zwei Tastscheiben mit unterschiedlichen Durchmessernintegriert.Die Tastscheiben zentrieren sich mit 4 Berührungspunkten während des Biege-prozesses an den Innenschenkeln der Biegung. Aus dem Abstand der Scheiben-mittelpunkte errechnet das System den tatsächlichen Winkel.Durch eine intelligente Sensorsignalverarbeitung erkennt das System den Ent-spannungspunkt und berechnet den Rückfederwinkel.Die Sensorelektronik kommuniziert mit der Steuerung, die automatisch nachbiegt, bis der programmierte Winkel erreicht ist.Während des gesamten Prozesses bleibt das Werkstück in der Maschine fixiert.
4 Punkt-Messung mit Tastscheiben:Unterschiedliche Winkel erzeugenunterschiedliche Abstände der Mittelpunkte
Laserdur
Technische Daten: TrumaBend V 85 S
Preßkraft 850 kNAbkantlänge 2550 mm
MASCHINEN
L

PEM SERTER® Serie 2000
Technische Daten: PEMSERTER® Serie 2000
Elektrischer Anschluss 220V/50 Hz Stempeldruck 2,7 bis 71,2 kNDrucksystem Luft über ÖlLuftanschluss 5,5 bis 8,6 bar 4,53 Liter/ZyklusAusladung ca. 610 mmHöhe 1,867 mmBreite 914 mmGewicht ca. 1360 kg
Vorteile
Bedienungsfreundliche menügeführte Steuerung
Werkzeugwechsel in weniger als 2 Minuten
Reduzierung der Stillstandzeiten bei Störungen durch Selbstdiagnose
Ausladung ca. 610 mm
Taktrate bis 2.500 Hübe/Stunde
Farbcodiertes Zuführsystem
Ferndiagnose über Modem möglich
Möglichkeit zur Vollautomatisierung durch Schnittstelle RS 232
MASCHINEN

DATRON M 8
Zubehör (Option)
Schnellfrequenzspindel 2 kW
Werkzeugwechsler: 15-fach
Spannungssysteme: manuell, pneumatisch, Vakuum
Elektronische Z-Korrektur mit XY-Antastung
High-Speed Werkzeuge
CAD/CAM- und 3D-Gravursoftware
Technische Daten: DATRON M8 S
Koordinantentisch Massiver Polymerbeton auf einem Stahlgestell, Portalaufbau mit doppelseitigem Y-Antrieb, PräzisionsführungenBearbeitungsraum (X x Y x Z) 1000 x 700 x 190 mmPortaldurchlass 190 mmAntriebssystem Digitale Servoantriebe; PräzisionskugelumlaufspindelSchmier- und Kühleinrichtung Minimalmengenschmierung, elektronisch dosierbarBearbeitungsspindel (Option) z.B. 2 kW-Schnellfrequenz- spindel, 7.000 - 60.000 U/min, mit pneum. SchaftspannungVorschub und Eilgang Vorschub bis zu 9,9 m/min und Eilgang bis zu 16 m/minGewicht ca. 800 kg
MASCHINEN
MASCHINEN
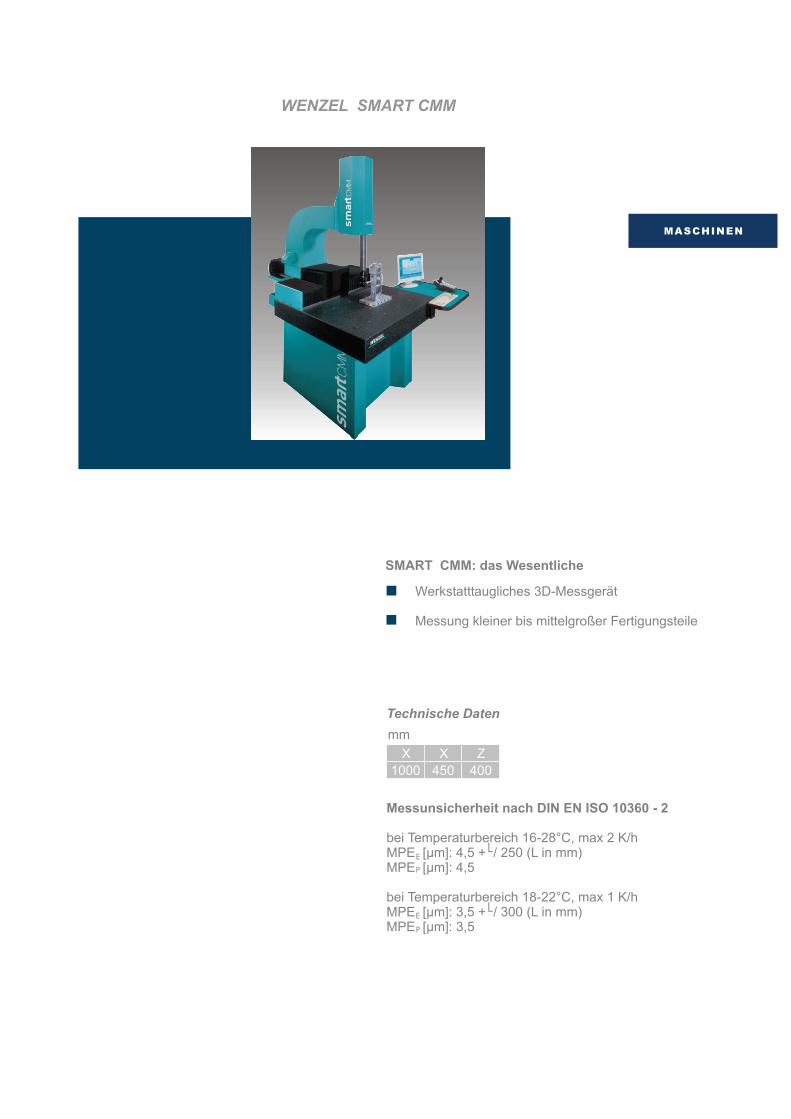
SMART CMM: das Wesentliche
Technische Daten
Werkstatttaugliches 3D-Messgerät
Messung kleiner bis mittelgroßer Fertigungsteile
Messunsicherheit nach DIN EN ISO 10360 - 2
bei Temperaturbereich 16-28°C, max 2 K/hMPE [µm]: 4,5 + / 250 (L in mm)MPE [µm]: 4,5
bei Temperaturbereich 18-22°C, max 1 K/hMPE [µm]: 3,5 + / 300 (L in mm)MPE [µm]: 3,5
MASCHINEN
WENZEL SMART CMM
X1000 450 400
X Z
E
E
P
P
L
L
mm

HAEGER Window Touch® 824
Untere HubbegrenzungIdeal für Einpressen in dünne Blechteile und andere diffizile Einpressarbeiten, wo die 100%ige Wiederholgenauigkeit ein entscheidendes Kriterium ist.
Werkzeugschutzsystem Verhindert durch einen Sicherheitsbereich unmittelbar über der Einpresshöhe, dass das Werkstück oder Werkzeug beim Einpressvorgang beschädigt wird. Erhöht die Sicherheit für den Bediener der Maschine und arbeitet zusätzlich zum patentierten Sicherheitssystem der Maschine.
Schnellverstellung für Hubbegrenzung Erleichtert das Einrichten des Festanschlages der Hubbegrenzung.
Modulares, automatisches Zuführsystem Das patentierte Zuführsystem erlaubt gegenüber dem manuellen Betrieb ein- bis zu dreimal schnelleres Setzen fast aller Befestigungstypen. Das modulare Werkzeugkonzept ermöglicht schnellstmöglichen Werkzeugwechsel.
Standardwerkzeuge und Spezialkonstruktionen Unübertroffene Auswahl von Werkzeugen, für Standard- und Sonderbefestiger. Haeger’s Konstruktions- abteilung entwickelt und produziert manuelle und automatische Werkzeuge für alle Befestigungstypen.
Unkomplizierte PLC-Steuerung Bewährte, zuverlässige Technologie. Einfache, rasche Fehlersuche und -behebung.
Vollhydraulisch Höchste Präzision. Volle Druckkraft über den gesamten Druckbereich der Maschine in jeder beliebigen Arbeitshöhe.
Patentiertes Bediener-Sicherheitssystem Das patentierte leitfähige/ nicht leitfähige Sicherheitssystem ist während des gesamten Einpressvor- gangs aktiv und setzt weder eine feste Werkzeuglänge, noch Einrichtung oder Anpassung durch den Bediener voraus.
Werkzeugschnellwechselsystem am unteren Werkzeughalter Wechsel manueller Werkzeuge in wenigen Sekunden.
A
B
C
D
E
F
G
H
I
Single Touch Part-Handling Technology
MASCHINEN
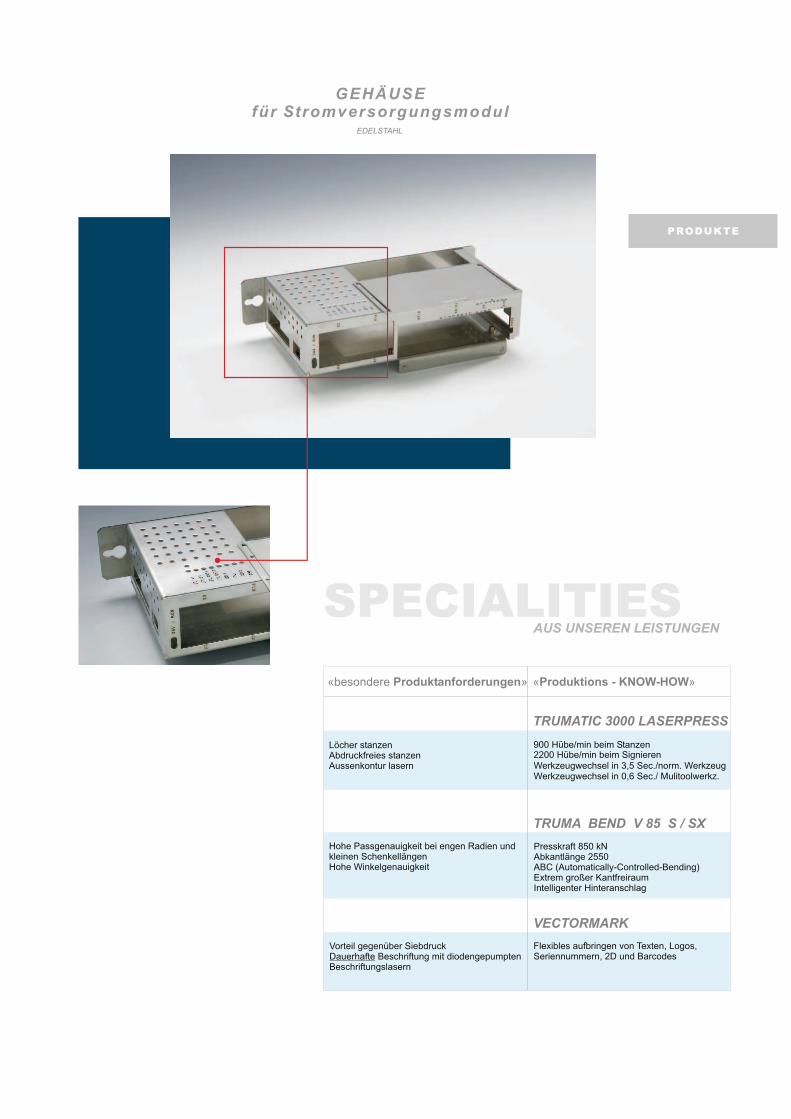
EDELSTAHL
TRUMA BEND V 85 S / SX
VECTORMARK
Löcher stanzenAbdruckfreies stanzenAussenkontur lasern
Hohe Passgenauigkeit bei engen Radien undkleinen SchenkellängenHohe Winkelgenauigkeit
Vorteil gegenüber SiebdruckDauerhafte Beschriftung mit diodengepumptenBeschriftungslasern
900 Hübe/min beim Stanzen
Presskraft 850 kNAbkantlänge 2550ABC (Automatically-Controlled-Bending)Extrem großer KantfreiraumIntelligenter Hinteranschlag
Flexibles aufbringen von Texten, Logos,Seriennummern, 2D und Barcodes
2200 Hübe/min beim SignierenWerkzeugwechsel in 3,5 Sec./norm. WerkzeugWerkzeugwechsel in 0,6 Sec./ Mulitoolwerkz.
TRUMATIC 3000 LASERPRESS
AUS UNSEREN LEISTUNGEN
GEHÄUSEfür Stromversorgungsmodul
SPECIALITIES
«besondere Produktanforderungen» «Produktions - KNOW-HOW»
PRODUKTE

ALUMINIUM
GEHÄUSE-OBERTEIL
Einpressbolzen innen
Sichtseite aussen abdruckfrei
EXTERN
Abdruckfreies Einbringen der Einpress-gewindebolzenPerfekte Sichtseite
Oberfläche blau-eloxiert Dauerhafte Laserbeschriftung
900 Hübe/min beim Stanzen
Ausgewählte hochspezialisierte Betriebe
2200 Hübe/min beim SignierenWerkzeugwechsel in 3,5 Sec./norm. WerkzeugWerkzeugwechsel in 0,6 Sec./Mulitoolwerkzeug
HAEGER WT 824
«besondere Produktanforderungen»
AUS UNSEREN LEISTUNGEN
«Produktions - KNOW-HOW»
SPECIALITIES
PRODUKTE

EDELSTAHL
Allseitiges OberflächenfinishGeschliffen Korn 240
Paßgenaue Schweißnähte
AUS UNSEREN LEISTUNGEN
WIG Schweißtechnik
GEHÄUSE-FRONTTEIL
SPECIALITIES
«besondere Produktanforderungen» «Produktions - KNOW-HOW»
PRODUKTE

Hochgeschwindigkeits-FräsenFräsen verzugsfrei
Oberflächenfinishmit Glasperlenstrahlen undanschließendem Eloxieren
Ausgewählte hochspezialisierte Betriebe
DATRON M8
EXTERN
AUS UNSEREN LEISTUNGEN
FRONTPLATTE
SPECIALITIES
«besondere Produktanforderungen» «Produktions - KNOW-HOW»
PRODUKTE
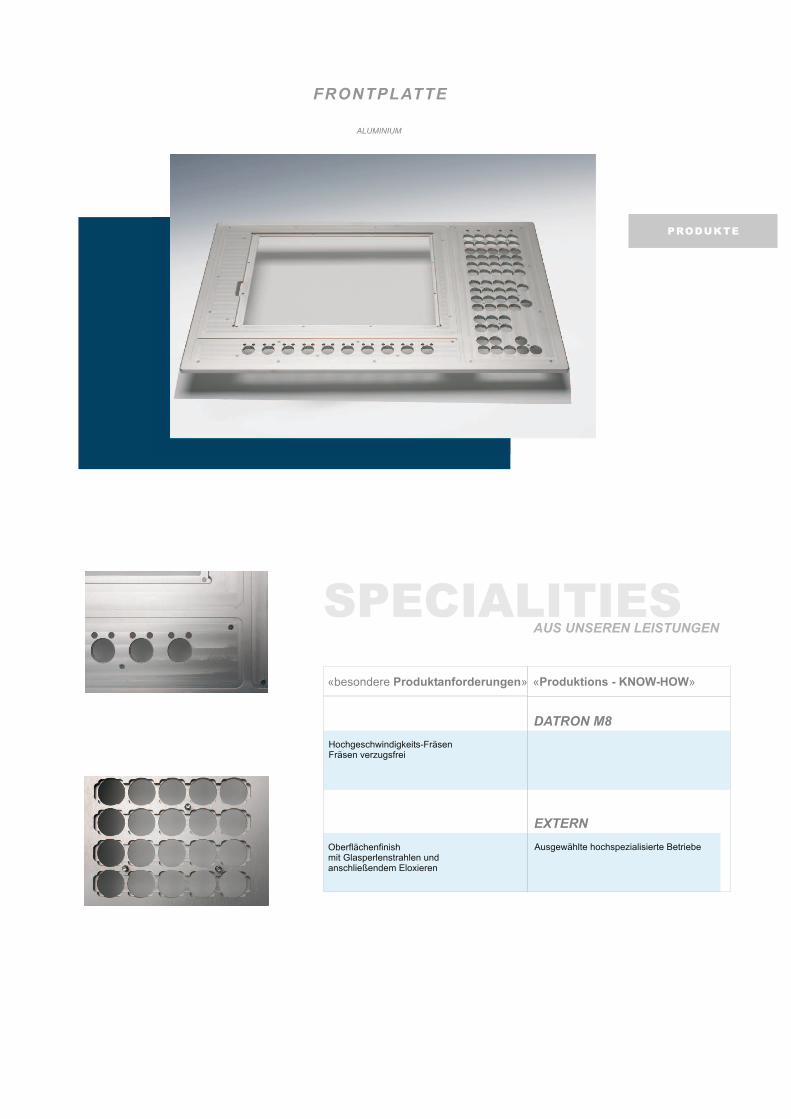
ALUMINIUM
Hochgeschwindigkeits-FräsenFräsen verzugsfrei
Oberflächenfinishmit Glasperlenstrahlen undanschließendem Eloxieren
Ausgewählte hochspezialisierte Betriebe
DATRON M8
EXTERN
AUS UNSEREN LEISTUNGENSPECIALITIES
«besondere Produktanforderungen» «Produktions - KNOW-HOW»
PRODUKTE
FRONTPLATTE

EDELSTAHL
TRUMA BEND V 85 S / SX
VECTORMARK
Bohrungen stanzenDurchbrüche stanzenAussenkontur lasern
Biegen:Aufwändige AußenkonturenHohe Paßgenauigkeit bei engen Radien undkleinen Schenkeln
Vorteil gegenüber SiebdruckDauerhafte Beschriftung mit diodengepumptenBeschriftungslasern
Stanzen und Lasern in einem Arbeitsgang
Flexibles aufbringen von Texten, Logos,Seriennummern, 2D und Barcodes
TRUMATIC 3000 LASERPRESS
AUS UNSEREN LEISTUNGEN
ABDECKUNG
SPECIALITIES
«besondere Produktanforderungen» «Produktions - KNOW-HOW»
PRODUKTE

AUS UNSEREN LEISTUNGEN
SCHALTSCHRANK
Unterseite Deckelbeachtenswert: eingearbeitete Dichtung
SPECIALITIES
Dicht verschweißt
Pulverbeschichtung
Aufgeschäumte Dichtung
WIG Schweißverfahren
«besondere Produktanforderungen» «Produktions - KNOW-HOW»
PRODUKTE
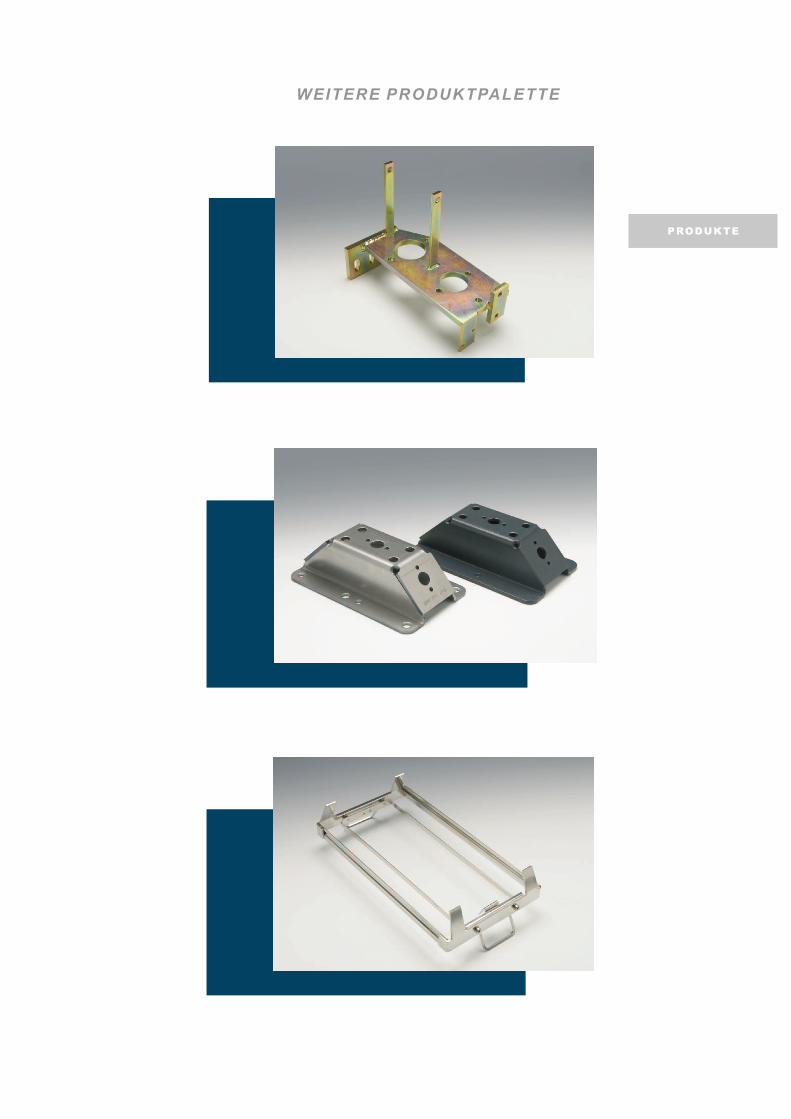
WEITERE PRODUKTPALETTE
PRODUKTE

WEITERE PRODUKTPALETTE
PRODUKTE

WEITERE PRODUKTPALETTE
PRODUKTE
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG
ZERTIFIZIERUNG

E r f o l g r e i c h e P r o d u k t e e n t s t e h e n d u r c h a u ß e r g e w ö h n l i c h e L e i s t u n g e n
Qualitätspolitik
Unsere Ziele sind:
· Die Qualität unserer Produkte mit unserem Qualitätsmanagementsystem ständigzu verbessern, indem wir unsere Schwachstellen erkennen, die Gründe dafüranalysieren, nachhaltig beseitigen und damit einen kontinuierlichenVerbesserungsprozess in unserem Unternehmen leben.
· Unseren Mitarbeitern durch angemessene Schulungen und eine durchTeamarbeit ausgerichtete Führung eigenverantwortliches Handeln zuermöglichen.
· Letztendlich die Leistungsfähigkeit und den wirtschaftlichen Erfolg unseresUnternehmens durch die Erfüllung der Kundenwünsche und dem Streben nachzufriedenen Mitarbeitern sicherzustellen.
Anspruch:
· Wir wollen ein kompetenter und vertrauensvoller Partner für unsereGeschäftspartner sein und damit eine langfristige Bindung erreichen.
· Wir wollen uns auch zukünftig durch unsere Flexibilität und unser schnellesReagieren auf Kundenanforderungen auszeichnen.
· Wir wollen in unserem Unternehmen qualifizierte, motivierte, gegenüber unsererQualitätsphilosophie aufgeschlossene und zufriedene Mitarbeiter, die Stolz auf ihrUnternehmen sind.
Wirtschaftlichkeit:
· Unser Qualitätsmanagementsystem wird nicht um seiner selbst willen praktiziert,sondern um betriebliche Abläufe zu optimieren und dadurch Reibungsverluste zuminimieren.
· Wir wollen alles tun, um eine qualitativ anspruchsvolle Leistung in einemangemessenen Preis-/Leistungsverhältnis liefern zu können.
Unser Grundsatz lautet:
Qualität schafft Vertrauen

Sehr geehrte Damen, sehr geehrte Herren,
wir bitten Sie um Verständnis, dass Ihnen PROMETALL in diesen Unterlagen entsprechende Referenzen vorenthält.
Gerne sind wir bereit, Ihnen unsere Kundenreferenzen nach einem ersten Geschäftsgespräch nachzureichen.
Mit freundlichem Gruß
REFERENZEN

Geschäftsleitung Hr. Karl
PROMETALL wünscht Ihnen eine gute Zeitund einen stetigen Aufwärtstrend in allen Ihren geschäftlichen Vorhaben.
E r f o l g r e i c h e P r o d u k t e e n t s t e h e n d u r c h a u ß e r g e w ö h n l i c h e L e i s t u n g e n



![DER EVANG~lISCHfN LANDESKIRCHE - Übersicht · Voss, Joachim Voss, Renate Wackwitz. Wächter Weiher Wendt Wenzel, Heinz Wenzel, Otto Wenzel, Winfrid ] . Dr. Gienke, Horst 2. Affeld,](https://static.fdokument.com/doc/165x107/5b9f688609d3f2fc778d702e/der-evanglischfn-landeskirche-uebersicht-voss-joachim-voss-renate-wackwitz.jpg)