
Flexible Fertigungs- Systeme - tuhh.de · FFS.5 21.10.2016 PD Dr.-Ing. habil. Jörg Wollnack 2...
66
FFS.1 PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016 Flexible Fertigungs- Systeme
Transcript of Flexible Fertigungs- Systeme - tuhh.de · FFS.5 21.10.2016 PD Dr.-Ing. habil. Jörg Wollnack 2...
FFS.1
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Flexible
Fertigungs-
Systeme
FFS.2
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Vorlesungsinhalte I
1. Flexible Fertigungssysteme
2. Verkette Fertigungsstrukturen
3. Zuverlässigkeit und Verfügbarkeit von komplexen Fertigungs-
systemen
FFS.3
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
• FFS stellen ein Konzept zu automatischer, ungetakteter,
richtungsfreier und damit hochflexibler Fertigung einer
definierten Gruppe ähnlicher Teile dar.
• Werkstücke dieser Gruppe können in wahlfreier, ohne durch
Umrüsten unterbrochene Folge automatisch abgearbeitet
werden.
Besonderheiten flexibler Fertigungssysteme
Rall
FFS.4
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
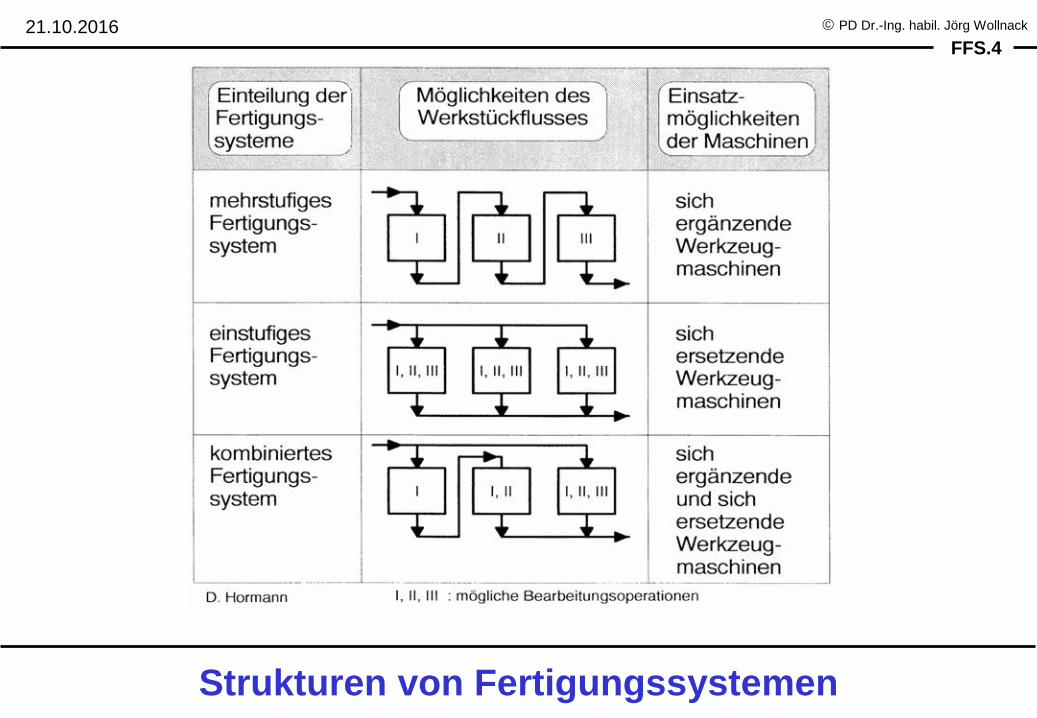
Strukturen von Fertigungssystemen
FFS.5
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
2 -2148 - 6
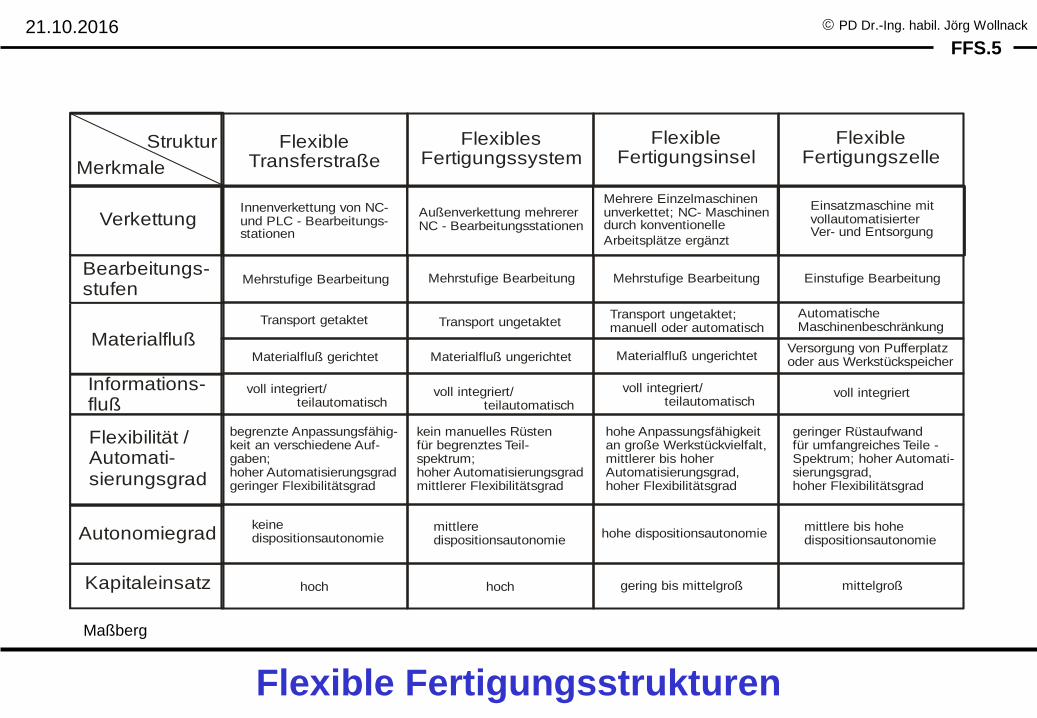
Flexible Fertigungsstrukturen
TUHHPROF.DR.-ING. K.RALL
Merkmale
Autonomiegrad
Struktur
Verkettung
Bearbeitungs-stufen
Materialfluß
Informations-fluß
Flexibilität /Automati-sierungsgrad
Kapitaleinsatz
FlexibleTransferstraße
FlexiblesFertigungssystem
FlexibleFertigungsinsel
FlexibleFertigungszelle
Innenverkettung von NC-und PLC - Bearbeitungs-stationen
Mehrstufige Bearbeitung
Transport getaktet
Materialfluß gerichtet
voll integriert/ teilautomatisch
begrenzte Anpassungsfähig-keit an verschiedene Auf-gaben;hoher Automatisierungsgradgeringer Flexibilitätsgrad
keinedispositionsautonomie
hoch
Außenverkettung mehrererNC - Bearbeitungsstationen
Mehrstufige BearbeitungMehrstufige Bearbeitung
Transport ungetaktet;manuell oder automatischTransport ungetaktet
Materialfluß ungerichtet
voll integriert/ teilautomatisch
kein manuelles Rüstenfür begrenztes Teil-spektrum;hoher Automatisierungsgradmittlerer Flexibilitätsgrad
mittleredispositionsautonomie
hoch
Mehrere Einzelmaschinenunverkettet; NC- Maschinendurch konventionelle
Arbeitsplätze ergänzt
Materialfluß ungerichtet
voll integriert/ teilautomatisch
hohe Anpassungsfähigkeitan große Werkstückvielfalt,mittlerer bis hoherAutomatisierungsgrad,hoher Flexibilitätsgrad
hohe dispositionsautonomie
gering bis mittelgroß
Einsatzmaschine mitvollautomatisierterVer- und Entsorgung
Einstufige Bearbeitung
AutomatischeMaschinenbeschränkung
Versorgung von Pufferplatzoder aus Werkstückspeicher
voll integriert
geringer Rüstaufwandfür umfangreiches Teile -Spektrum; hoher Automati-sierungsgrad,hoher Flexibilitätsgrad
mittlere bis hohedispositionsautonomie
mittelgroß
Maßberg
Flexible Fertigungsstrukturen
Maßberg
FFS.6
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
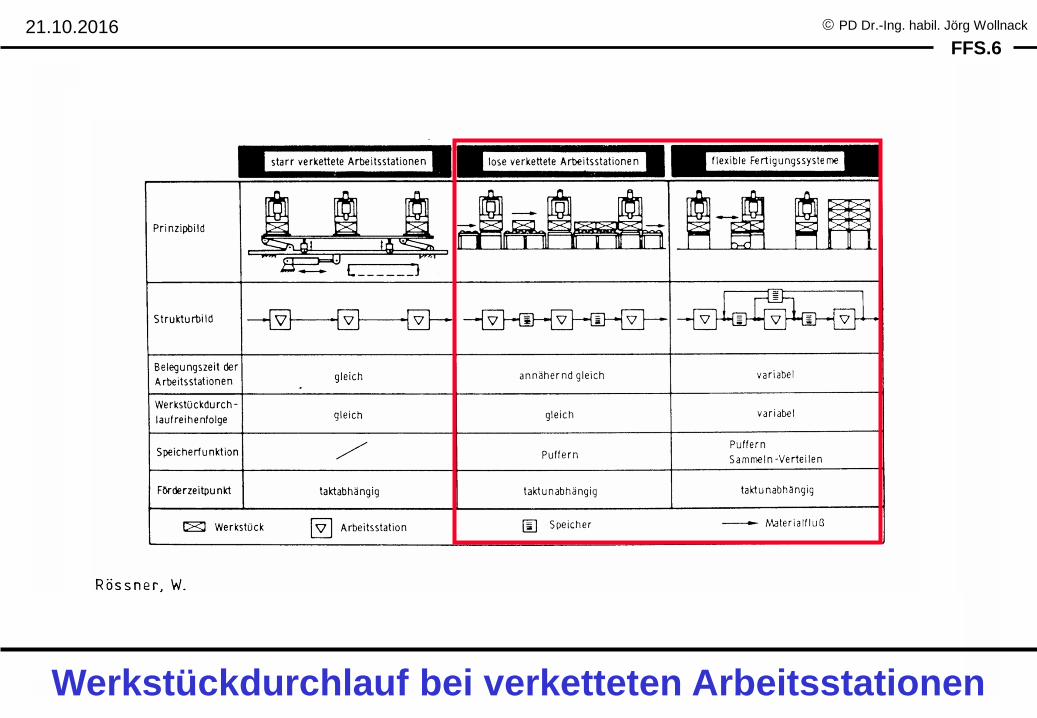
Werkstückdurchlauf bei verketteten Arbeitsstationen
FFS.7
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Rall
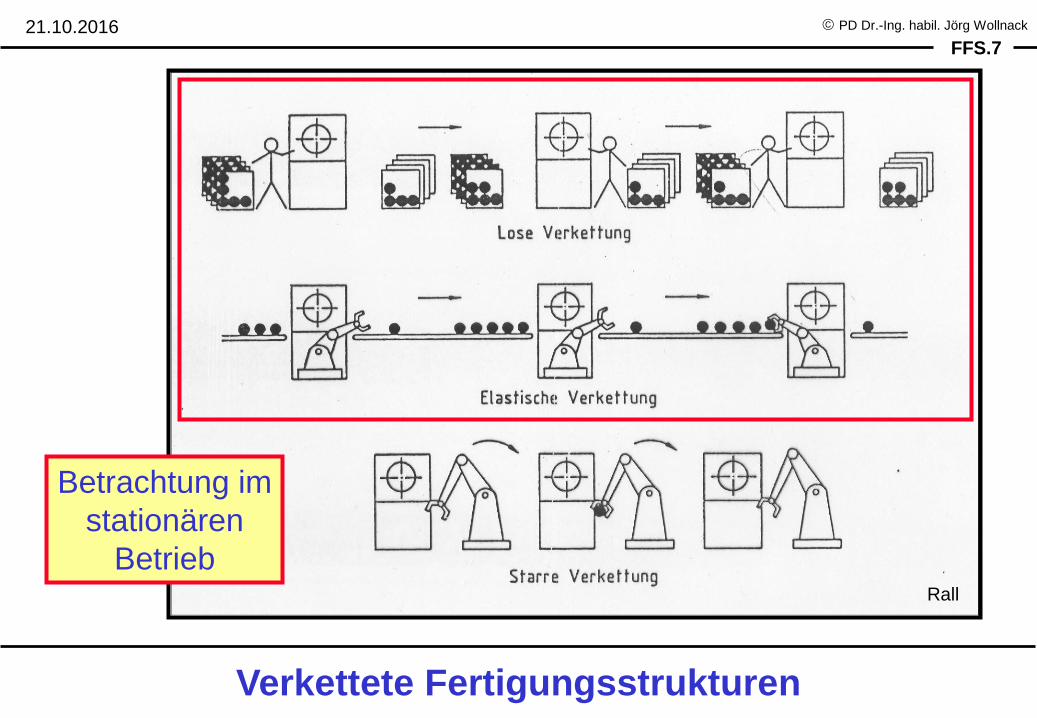
Verkettete Fertigungsstrukturen
Betrachtung im
stationären
Betrieb
FFS.8
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Regeln für flexibel verkettete Strukturen I
Die Ausbringungsmenge A des Systems kann im stationären
Betrieb nicht besser sein, als die Ausbringungsmenge der
schlechtesten Station: Min mA A
Es liegen M flexibel verkettete Strukturen Sm
mit der der Ausbringungsmenge Am
und den Taktzeiten tm vor.
{1,..., } ,m M M
FFS.9
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
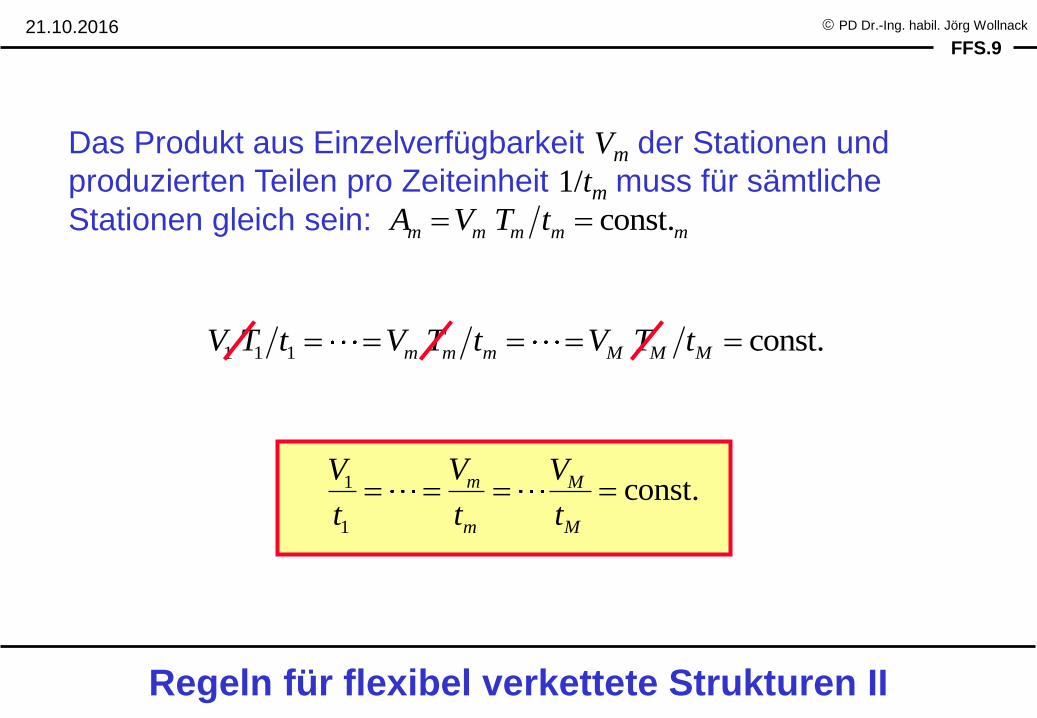
Das Produkt aus Einzelverfügbarkeit Vm der Stationen und
produzierten Teilen pro Zeiteinheit 1/tm muss für sämtliche
Stationen gleich sein: const.m m m m mA V T t
1 1 1 const.m m m M M MV T t V T t V T t
1
1
const.m M
m M
VV V
t t t
Regeln für flexibel verkettete Strukturen II
FFS.10
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
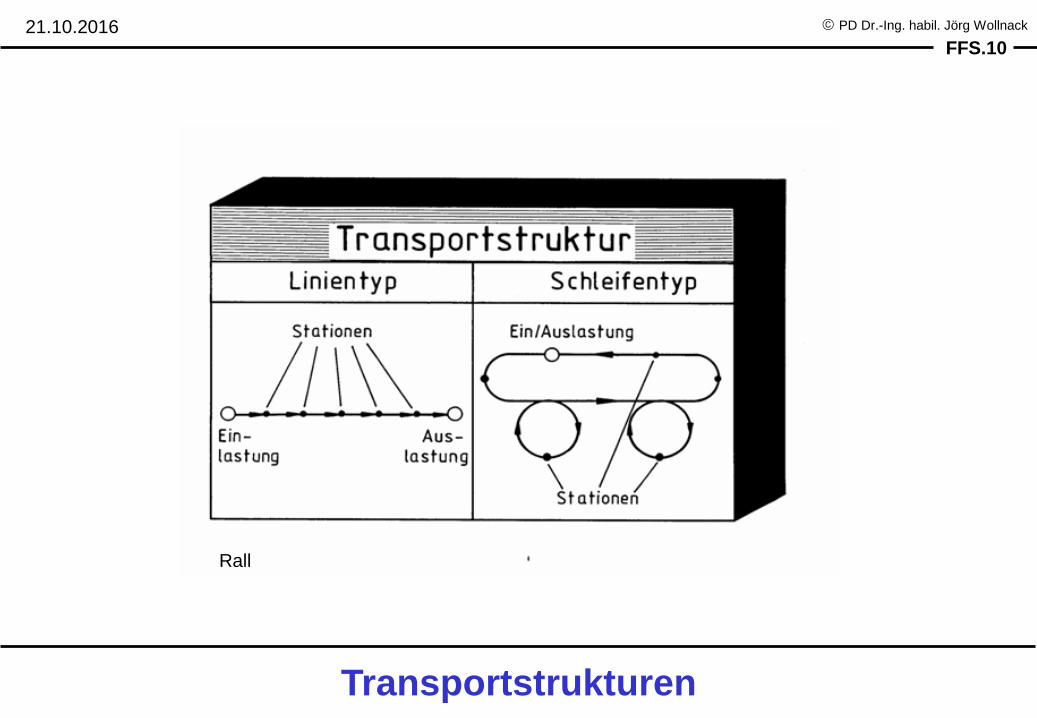
Transportstrukturen
Rall
FFS.11
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
VDI – Richtlinie 2860
Handhaben ist das Schaffen definierter Veränderungen
oder vorübergehende Aufrechterhalten einer vor-
gegebenen räumlichen Anordnung von geometrisch
bestimmten Körpern in einem Bezugskoordinaten-
system.
Es wird in folgende Funktionen eingeteilt:
- Speichern,
- Mengen verändern,
- Bewegen,
- Sichern und
- Kontrollieren.
FFS.12
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
2 - 0368 - 4
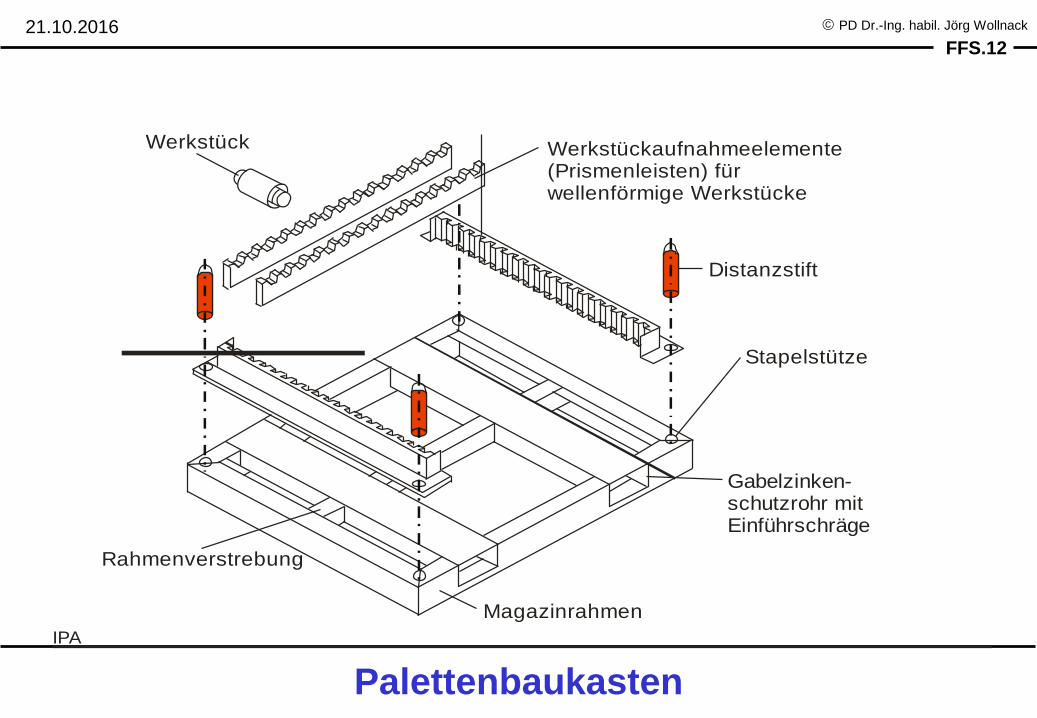
Palettenbaukasten
TUHHPROF.DR.-ING. K.RALL
IPA
Werkstückaufnahmeelemente(Prismenleisten) für wellenförmige Werkstücke
Distanzstift
Stapelstütze
Gabelzinken-schutzrohr mitEinführschräge
Magazinrahmen
Rahmenverstrebung
Werkstück
Palettenbaukasten
FFS.13
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
2 - 0462 - 1
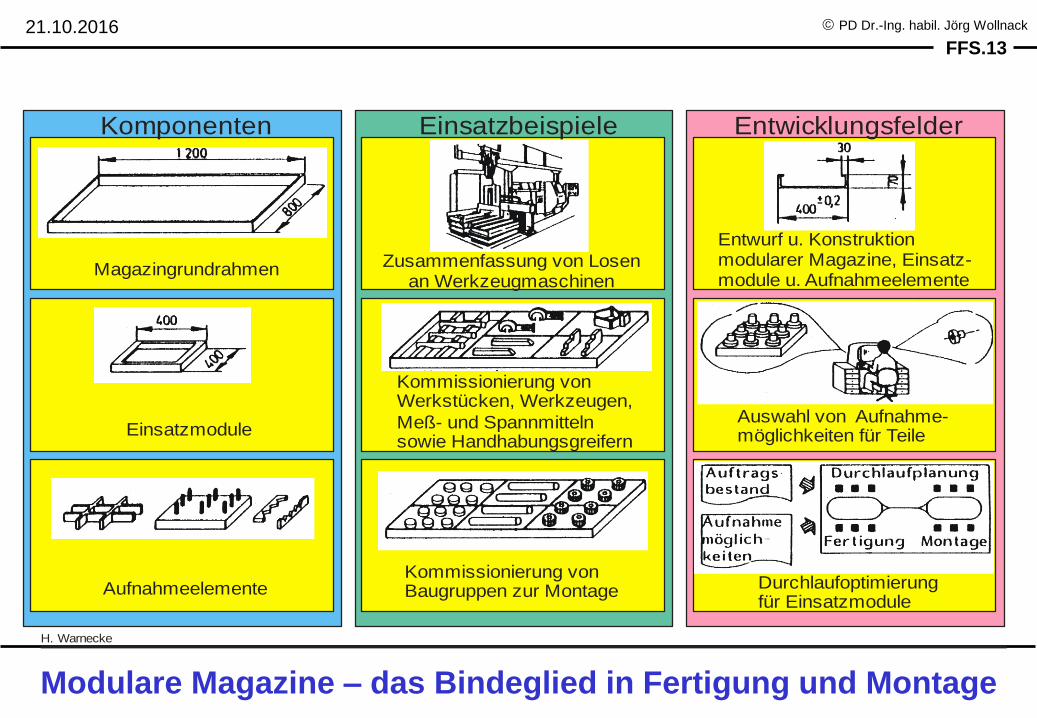
Modulare Magazine - das Bindeglied in Fertigung und Montage
TUHHPROF.DR.-ING. K.RALL
H. Warnecke
Komponenten Einsatzbeispiele Entwicklungsfelder
Magazingrundrahmen
Einsatzmodule
Aufnahmeelemente
Zusammenfassung von Losen an Werkzeugmaschinen
Kommissionierung vonWerkstücken, Werkzeugen,
Meß- und Spannmittelnsowie Handhabungsgreifern
Kommissionierung vonBaugruppen zur Montage
Entwurf u. Konstruktionmodularer Magazine, Einsatz-module u. Aufnahmeelemente
Auswahl von Aufnahme-möglichkeiten für Teile
Durchlaufoptimierungfür Einsatzmodule
Modulare Magazine – das Bindeglied in Fertigung und Montage
FFS.14
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
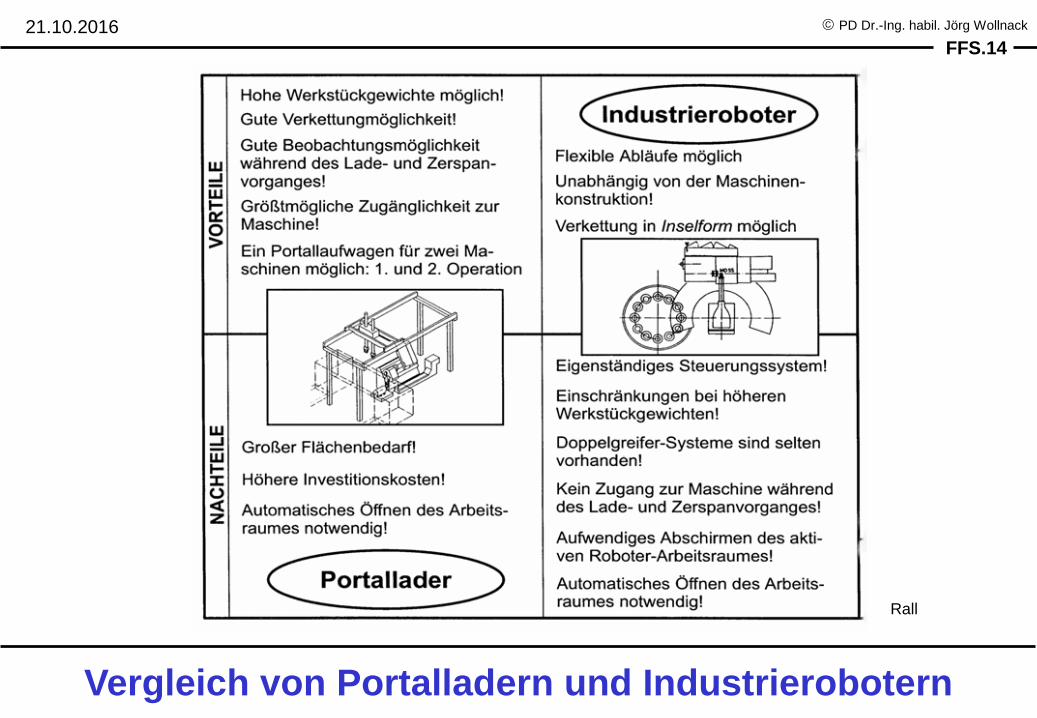
Vergleich von Portalladern und Industrierobotern
Rall
FFS.15
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
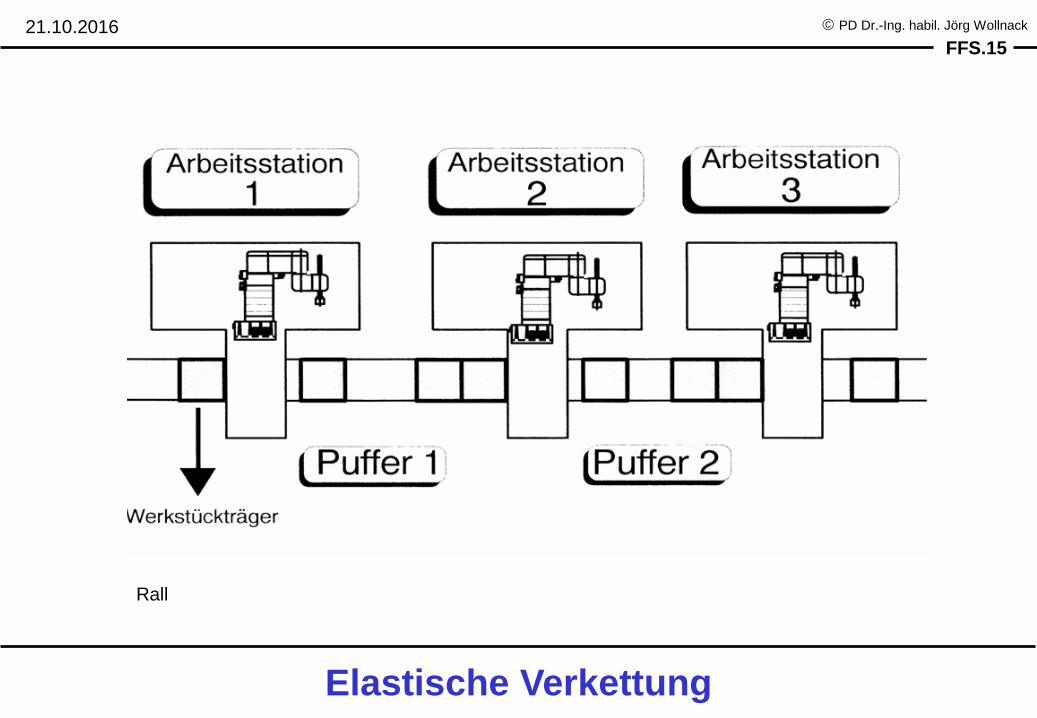
Elastische Verkettung
Rall
FFS.16
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
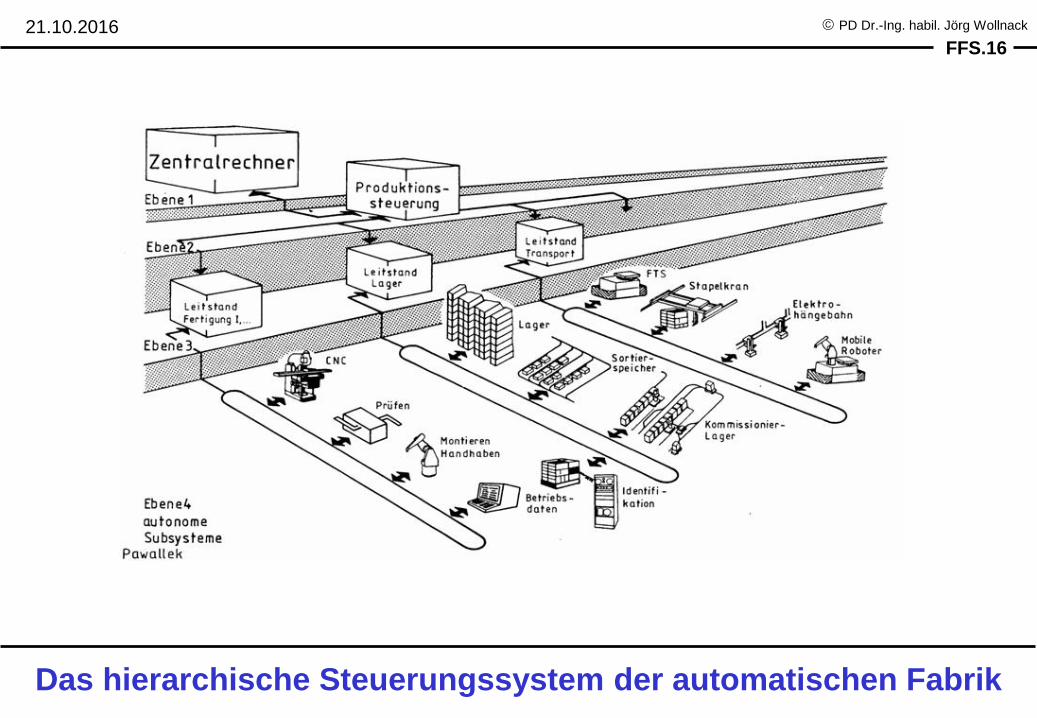
Das hierarchische Steuerungssystem der automatischen Fabrik
FFS.17
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Optimierung der Produktion nach vorgegebenen
Kriterien
stetige Verbesserung der Ablaufplanung
Steuern der Bearbeitungsvorgänge
Steuern des Materialflusses
dynamisches Bereitstellen, Koordinieren + Zuweisen
von Material, Werkzeugen, Maschinen, Transport-,
Spann- und Prüfmitteln.
2 – 2871 - 0
Aufgaben einer FFS-Steuerung
Rall
FFS.18
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
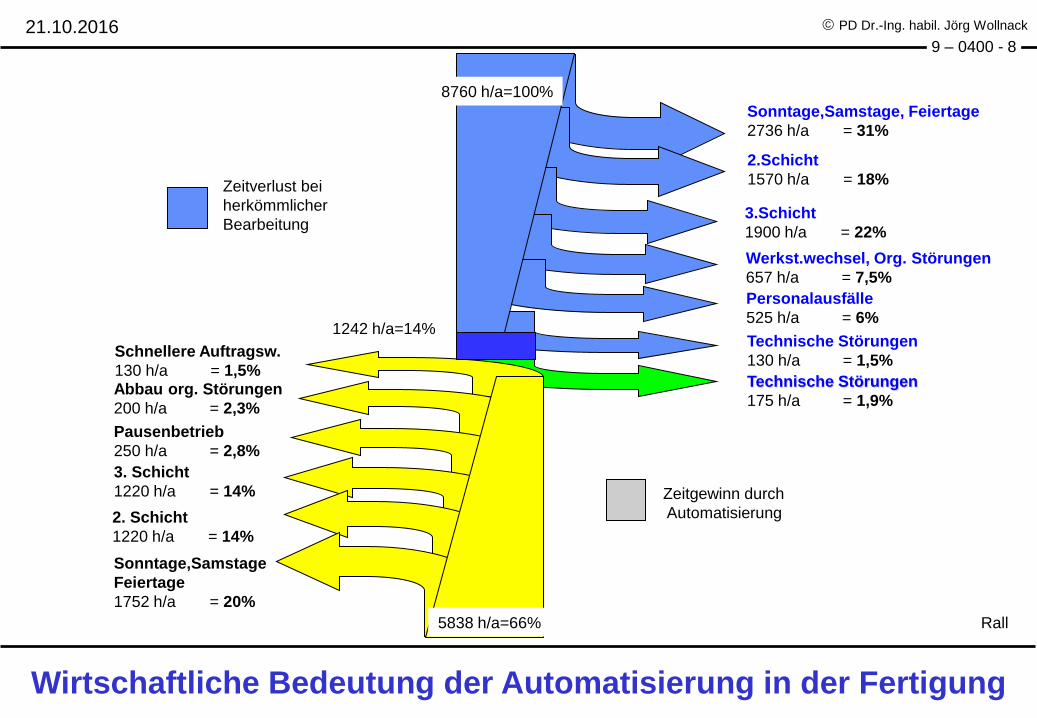
2.Schicht
1570 h/a = 18%
3.Schicht
1900 h/a = 22%
Werkst.wechsel, Org. Störungen
657 h/a = 7,5%
Personalausfälle
525 h/a = 6%
Technische Störungen
130 h/a = 1,5%
8760 h/a=100%
Zeitverlust bei
herkömmlicher
Bearbeitung
1242 h/a=14%
Schnellere Auftragsw.
130 h/a = 1,5% Abbau org. Störungen
200 h/a = 2,3%
Pausenbetrieb
250 h/a = 2,8%
3. Schicht
1220 h/a = 14%
2. Schicht
1220 h/a = 14%
Zeitgewinn durch
Automatisierung
5838 h/a=66%
Sonntage,Samstage, Feiertage
2736 h/a = 31%
Sonntage,Samstage
Feiertage
1752 h/a = 20%
Technische Störungen
175 h/a = 1,9%
9 – 0400 - 8
Wirtschaftliche Bedeutung der Automatisierung in der Fertigung
Rall
Wirtschaftliche Bedeutung der Automatisierung in der Fertigung
FFS.19
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
9 - 1348 - 7TUHHPROF.DR.-ING. K.RALL
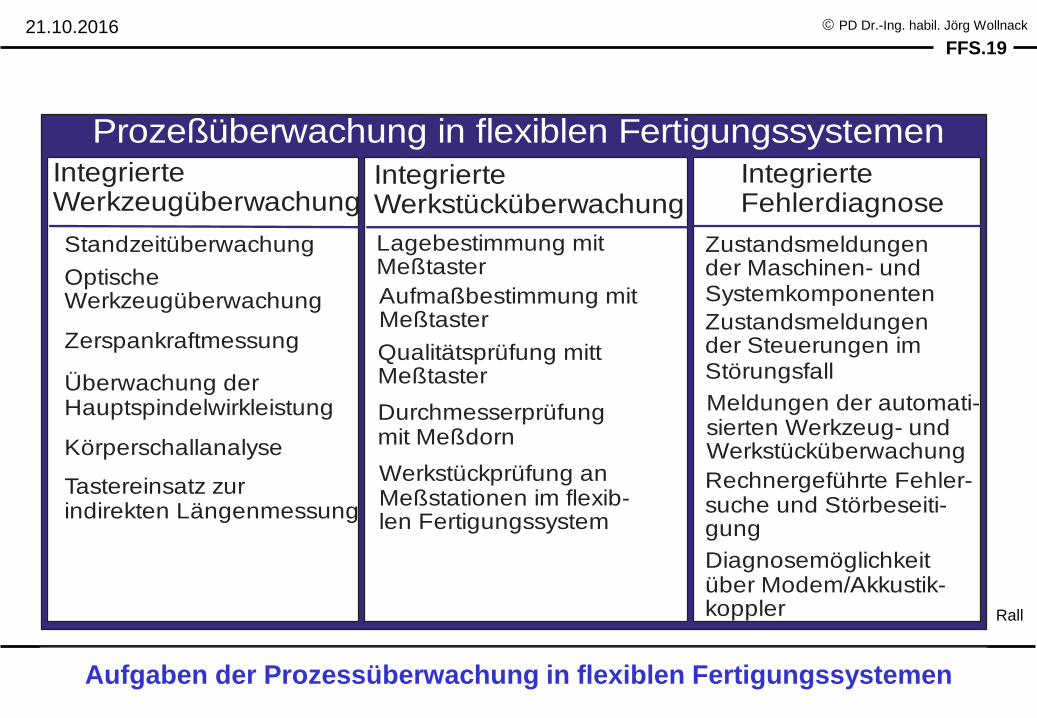
Aufgaben der Prozeßüberwachung in flexiblen Fertigungssystemen
Prozeßüberwachung in flexiblen FertigungssystemenIntegrierte Werkzeugüberwachung
Integrierte Werkstücküberwachung
Integrierte Fehlerdiagnose
Standzeitüberwachung
Zerspankraftmessung
Überwachung derHauptspindelwirkleistung
Körperschallanalyse
Tastereinsatz zurindirekten Längenmessung
Lagebestimmung mitMeßtaster
Aufmaßbestimmung mitMeßtaster
Qualitätsprüfung mitt Meßtaster
Durchmesserprüfungmit Meßdorn
Werkstückprüfung anMeßstationen im flexib-len Fertigungssystem
Zustandsmeldungen der Maschinen- und Systemkomponenten
Zustandsmeldungen der Steuerungen im Störungsfall
Meldungen der automati-sierten Werkzeug- und Werkstücküberwachung
Rechnergeführte Fehler-suche und Störbeseiti-gung
Diagnosemöglichkeit über Modem/Akkustik-koppler
OptischeWerkzeugüberwachung
Aufgaben der Prozessüberwachung in flexiblen Fertigungssystemen
Rall
FFS.20
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Repetitorium
Zeichnen und Bennen Sie die drei wichtigen Fertigungssystem-strukturen.
Welche Regel gilt es bei flexible verketten Fertigungsstrukturen einzuhalten?
FFS.21
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
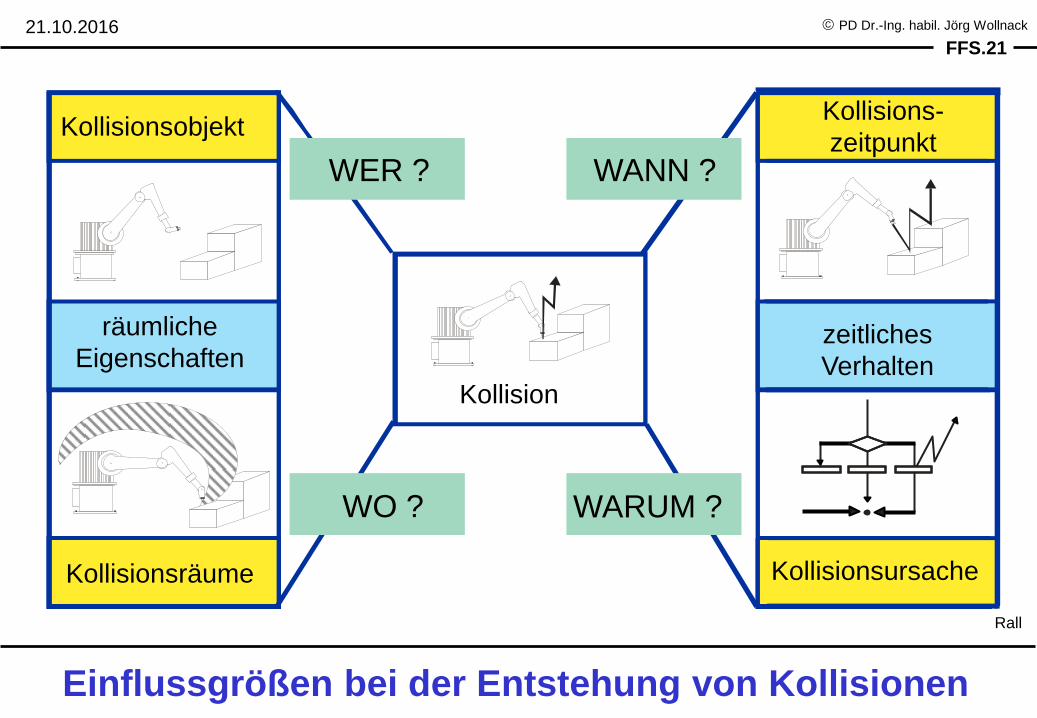
Einflussgrößen bei der Entstehung von Kollisionen
Kollisionsobjekt
räumliche
Eigenschaften
WARUM ? WO ?
WANN ? WER ?
Kollision
zeitliches
Verhalten
Kollisionsursache Kollisionsräume
Kollisions-
zeitpunkt
Rall

FFS.22
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Graphic visual
Visual assessment
Methods of the collision control
COLLISION CONTROL
OFFLINE ONLINE
CAD-Functions
Boolean Intersection
Mathematical
Algorithms
Direct
Robot external
sensor data
Indirect
Robot internal
sensor data
CAD
Model
CAD Model
Mathematical
Model
Real
environment
Simple mathe-
matical model
Mathematical
Model ...
Selected
points
Description of environment
Description of robots
Rall
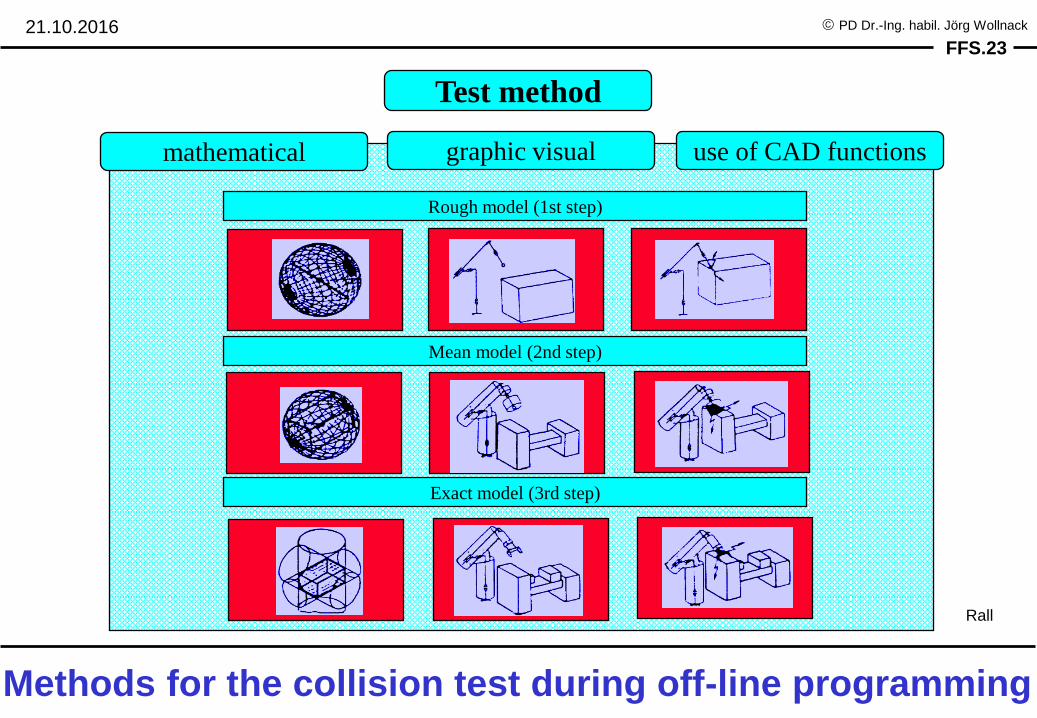
FFS.23
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Exact model (3rd step)
Mean model (2nd step)
Methods for the collision test during off-line programming
Test method
mathematical graphic visual use of CAD functions
Rough model (1st step)
Rall
FFS.24
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
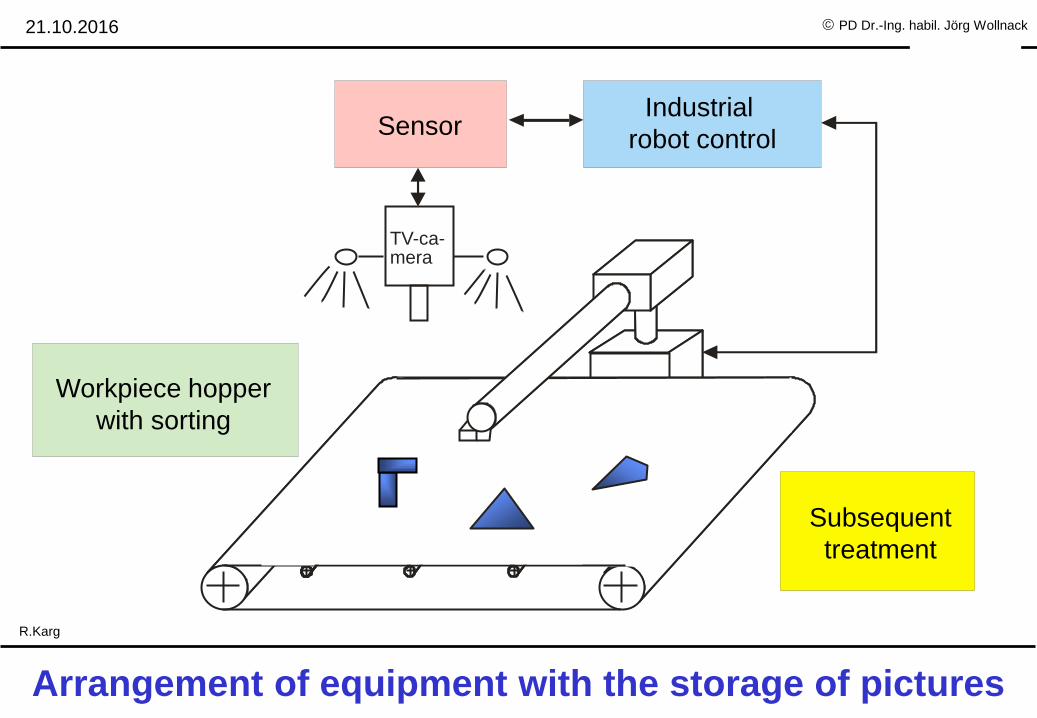
Arrangement of equipment with the storage of pictures
R.Karg
TV-ca- mera
Sensor Industrial
robot control
Workpiece hopper
with sorting
Subsequent
treatment
FFS.25
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Werkstücküberwachung
1. Werkstückidentifikation
2. Bestimmung von Position und Orientierung
3. Qualitätsprüfung
4. Kontrolle der Aufspannung
FFS.26
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
- System für Späneentsorgung, Trennung und Trocknung
- System zur Reinigung von Werkstücken (und Paletten)
- Meß- und Kontrolleinrichtungen
- Kühlmittelanlagen
- .....
- .....
Zusatzsysteme für F F S
Rall
FFS.27
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
2- 3475 - 7TUHHPROF.DR.-ING. K.RALL
Späneentsorgung in FFS
-
Aufgaben:
Späne müssen schnellstens aus Arbeitsraum entfernt werden, da der größteTeil der zugeführten Energie in ihnen enthalten ist;
- unterschiedliche Späne müssen voneinander getrennt werden;
- Rückgewinnung des teuren Kühlschmiermittels.
- Halleninfrastruktur: unter Flur verlegte Spänekanäle
Achtung: Im Flugzeugbau werden teilweise bis zu 95% des Rohteilvolumens zerspant!
Späne
FFS.28
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
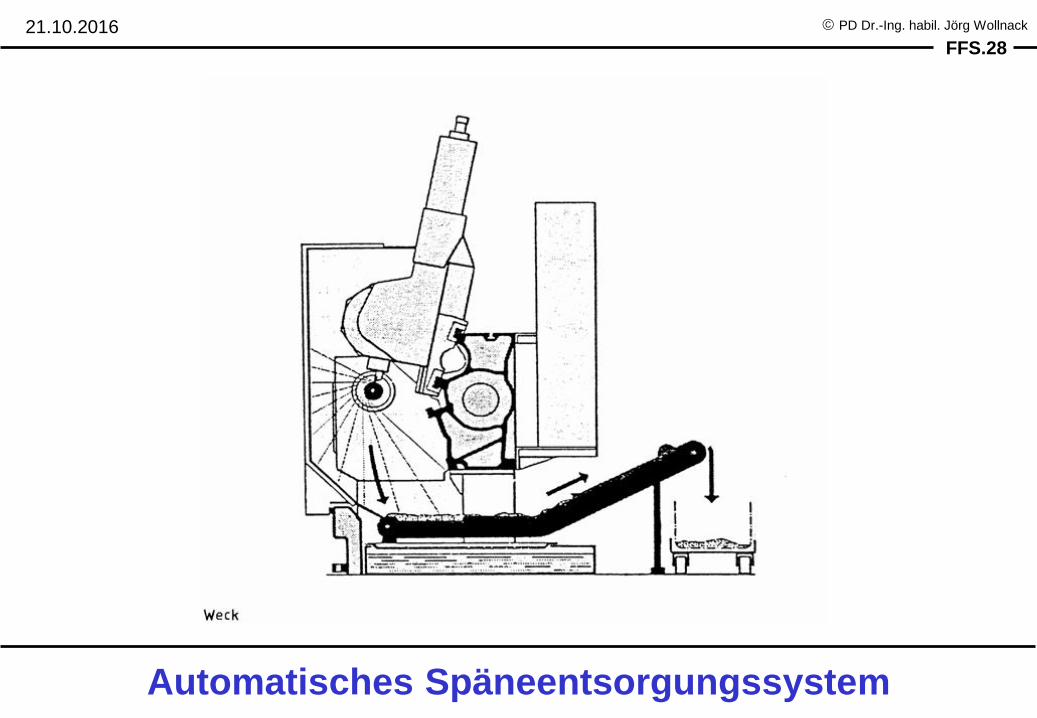
Automatisches Späneentsorgungssystem
FFS.29
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
2- 3474 - 7TUHHPROF.DR.-ING. K.RALL
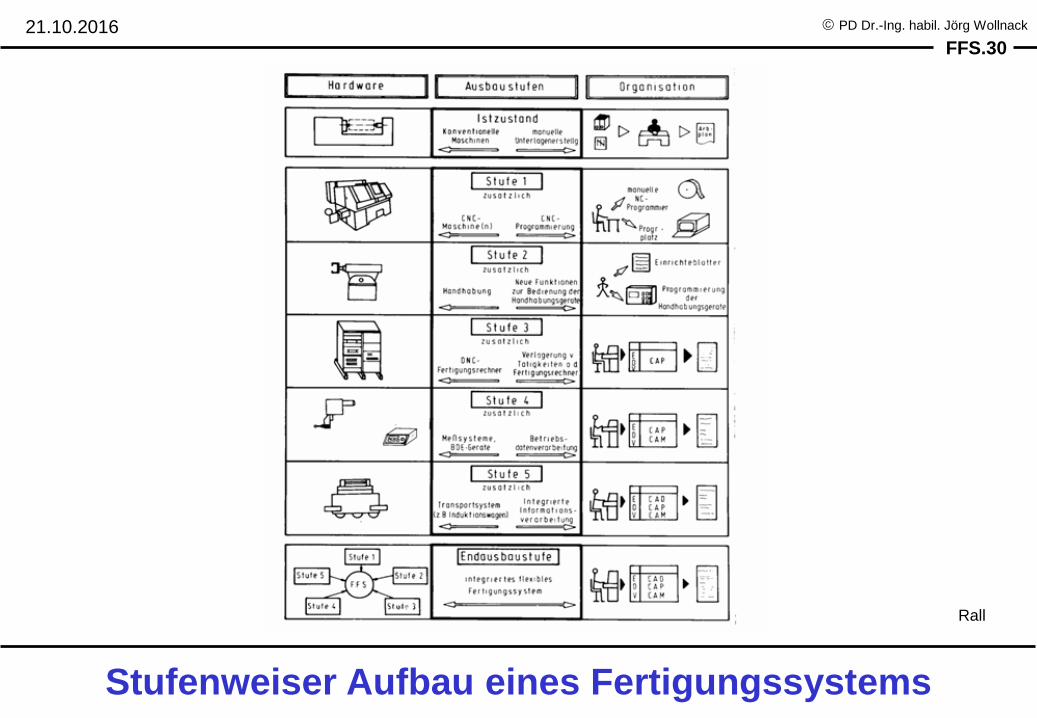
Stufenweiser Aufbau von FFS
FFS modular aus Baukastensystem aufbauen
Investitionen fallen zeitlich versetzt an
- neue, teure Technologie auch für kleine Unternehmen finanzierbar, dadurch kein Abkoppeln vom technischen Fortschritt;
- keine personelle Überforderung;
- kommunikativer Know how-Aufbau.
Stufenweiser Aufbau eines Fertigungssystems
Rall
FFS.30
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Stufenweiser Aufbau eines Fertigungssystems
Rall
FFS.31
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
2- 2905 - 1TUHHPROF.DR.-ING. K.RALL
Merkmale flexibler Fertigung
Die Aufgabe des Bedieners wurde anspruchsvoller
(wenige psychische und physische Belastung, dafür
mehr Wartung, Überwachung, Störungsbeseitigung).
Die Fertigung erfolgt bedarfsgerecht ( kleine Scheinlose,
keine Bring-, sondern Holschuld).
FFS erlauben chaotische Fertigung (Stückzahlflexibilität,
Losgröße 1).
FFS realisieren Integration von Information und
Materialfluß.
Rall
Merkmale flexibler Fertigung
FFS.32
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Zuverlässigkeit
Beschaffenheit einer Einheit bezüglich ihrer Eignung, während
oder nach vorgegebenen Zeitspannen unter den Anwendungs-
bedingungen seine Funktion zu erfüllen.
Funktionsfähigkeit
Eignung einer Einheit, die geforderte Funktion unter den Anwen-
dungsbedingungen zu erfüllen.
Störung
Fehlende, fehlerhafte oder unvollständige Erfüllung der Funktion
durch die Einheit
In Anlehnung an DIN 40041
Zuverlässigkeitsbegriffe I

FFS.33
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Versagen
Entstehen einer Störung unter den zugelassenen Betriebs- und
Umweltbedingungen
Ausfall
Beendigung der Funktionsfähigkeit einer Einheit im Rahmen der
zugelassenen Beanspruchungen
Vollausfall: Ausfall sämtlicher Funktionen der Einheit
Teilausfall: Ausfall nicht sämtlicher Funktionen
in Anlehnung an DIN 40041
Zuverlässigkeitsbegriffe II
FFS.34
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
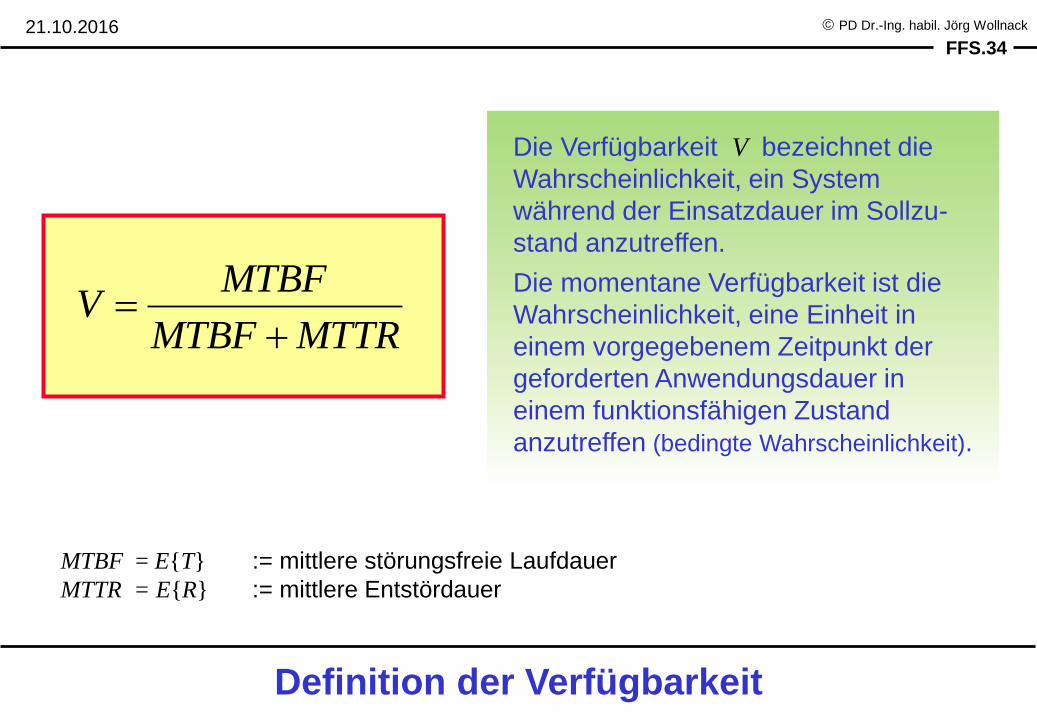
MTBF = E{T} := mittlere störungsfreie Laufdauer
MTTR = E{R} := mittlere Entstördauer
Definition der Verfügbarkeit
Die Verfügbarkeit V bezeichnet die
Wahrscheinlichkeit, ein System
während der Einsatzdauer im Sollzu-
stand anzutreffen.
Die momentane Verfügbarkeit ist die
Wahrscheinlichkeit, eine Einheit in
einem vorgegebenem Zeitpunkt der
geforderten Anwendungsdauer in
einem funktionsfähigen Zustand
anzutreffen (bedingte Wahrscheinlichkeit).
MTBFV
MTBF MTTR
FFS.35
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
S
B
1i
i
T
NT
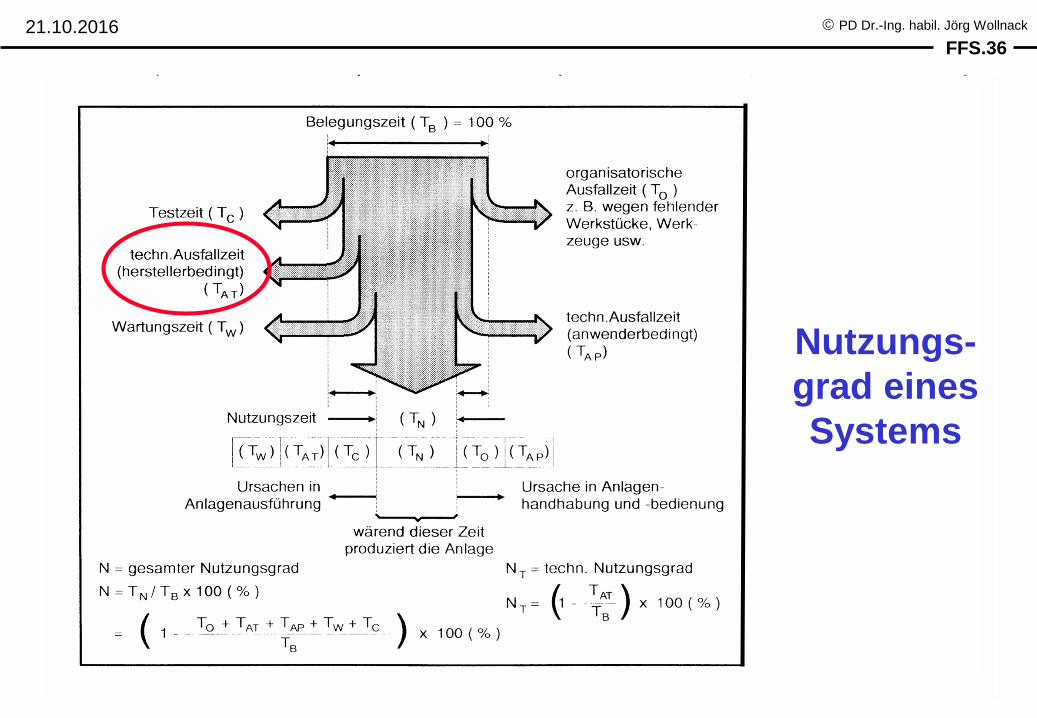
Nutzungsgrad eines Systems
TSi := i-te Stillstandsdauer
TB := Betriebsdauer
FFS.36
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Nutzungs-
grad eines
Systems
FFS.37
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Annahme: Ein System oder Element kann sich nur in zwei
zueinander dualen Zuständen z = 1 „arbeitend“ oder z = 0
„ausgefallen“ befinden. Damit gilt . 0z z
Die zufällige Zeit von der Inbetriebnahme bis zum Ausfall ist
die Lebenszeit des Systems.
Die Lebenszeit habe eine Verteilungsfunktion F(t) = P(T < t) ,
die die Fehlerwahrscheinlichkeit definiert. Für deren
Dichtefunktion gilt: d
( ) ( ) ( )d
Ff t t p t
t
Überlebenswahrscheinlichkeit 1
FFS.38
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Technische Systeme werden zu einem bestimmten Zeitpunkt,
den man willkürlich zu null (t = 0) setzen kann, in Betrieb
genommen.
Überlebenswahrscheinlichkeit 2
Damit besteht der Zusammenhang: 0
( ) ( ) d
t
F t f t t
Hieraus folgt, dass und ist. (0 ) 0F
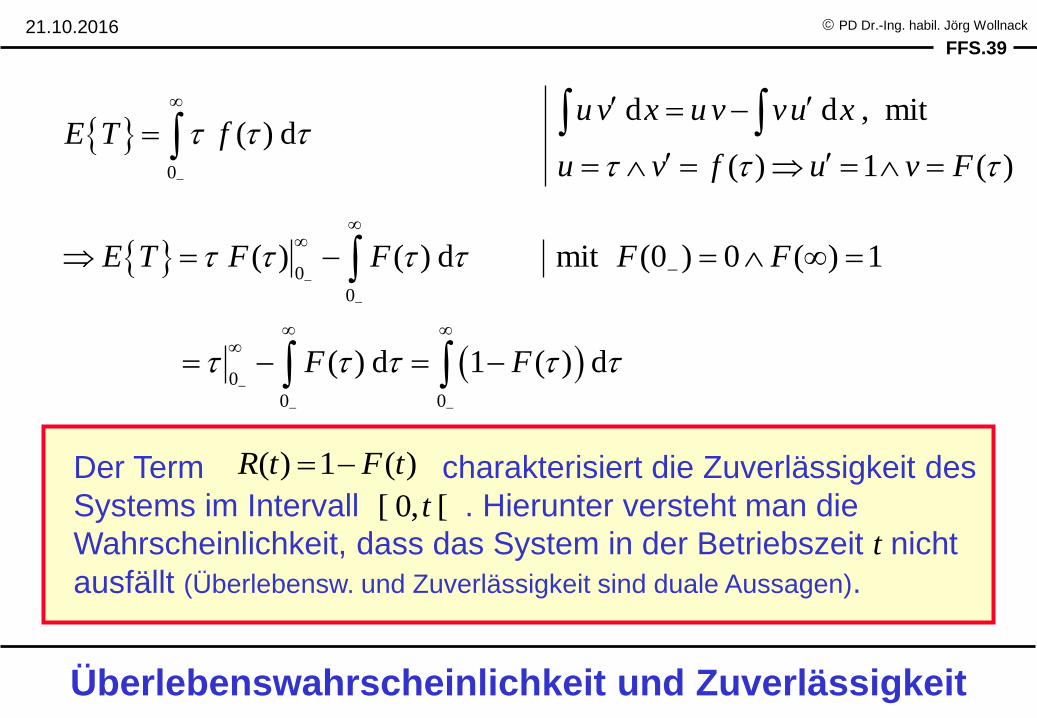
Für die mittlere Lebenszeit gilt somit: 0
( ) dE T f
( ) 1F
FFS.39
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
0
d d , mit( ) d
( ) 1 ( )
u v x u v vu xE T f
u v f u v F
0
0
( ) ( ) d mit (0 ) 0 ( ) 1E T F F F F
0
0 0
( ) d 1 ( ) dF F
Der Term charakterisiert die Zuverlässigkeit des
Systems im Intervall . Hierunter versteht man die
Wahrscheinlichkeit, dass das System in der Betriebszeit t nicht
ausfällt (Überlebensw. und Zuverlässigkeit sind duale Aussagen).
( ) 1 ( )R t F t
[ 0, [t
Überlebenswahrscheinlichkeit und Zuverlässigkeit
FFS.40
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
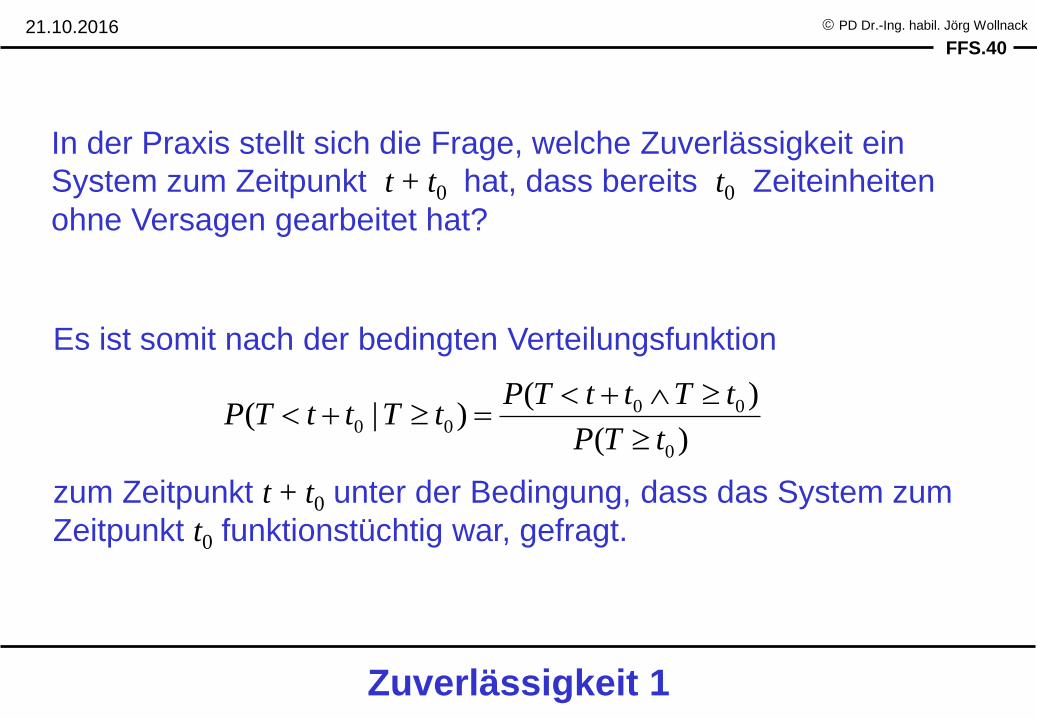
In der Praxis stellt sich die Frage, welche Zuverlässigkeit ein
System zum Zeitpunkt t + t0 hat, dass bereits t0 Zeiteinheiten
ohne Versagen gearbeitet hat?
Es ist somit nach der bedingten Verteilungsfunktion
zum Zeitpunkt t + t0 unter der Bedingung, dass das System zum
Zeitpunkt t0 funktionstüchtig war, gefragt.
0 00 0
0
( )( | )
( )
P T t t T tP T t t T t
P T t
Zuverlässigkeit 1
FFS.41
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Zuverlässigkeit 2
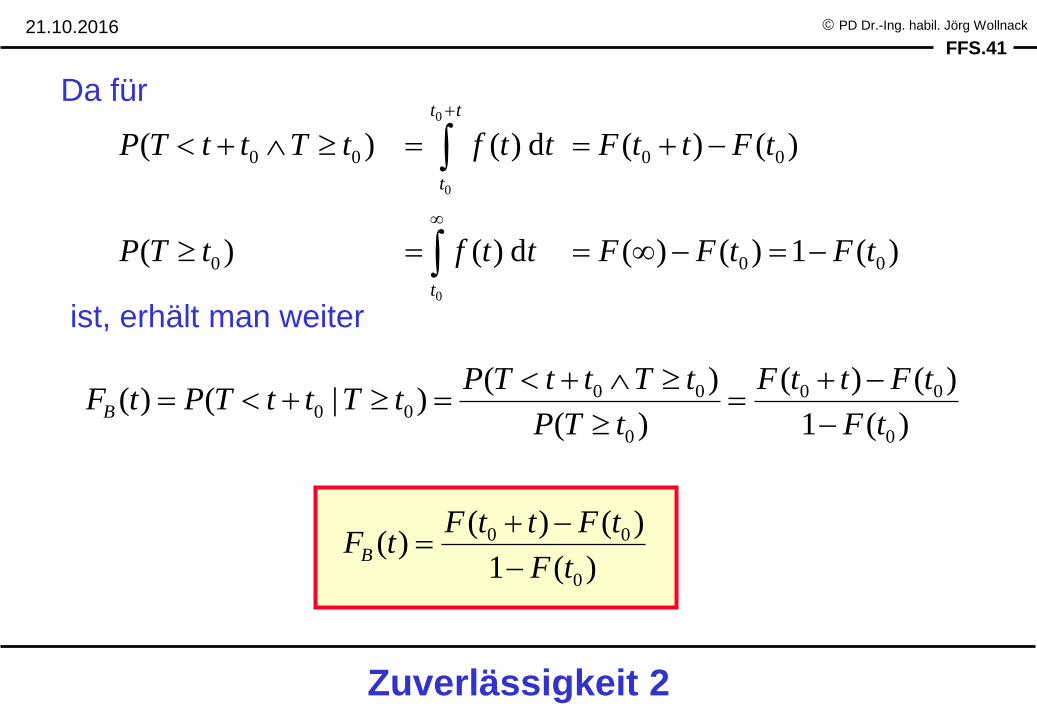
Da für 0
0
0
0 0 0 0
0 0 0
( ) ( ) d ( ) ( )
( ) ( ) d ( ) ( ) 1 ( )
t t
t
t
P T t t T t f t t F t t F t
P T t f t t F F t F t
ist, erhält man weiter
0 0 0 00 0
0 0
( ) ( ) ( )( ) ( | )
( ) 1 ( )B
P T t t T t F t t F tF t P T t t T t
P T t F t
0 0
0
( ) ( )( )
1 ( )B
F t t F tF t
F t
FFS.42
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
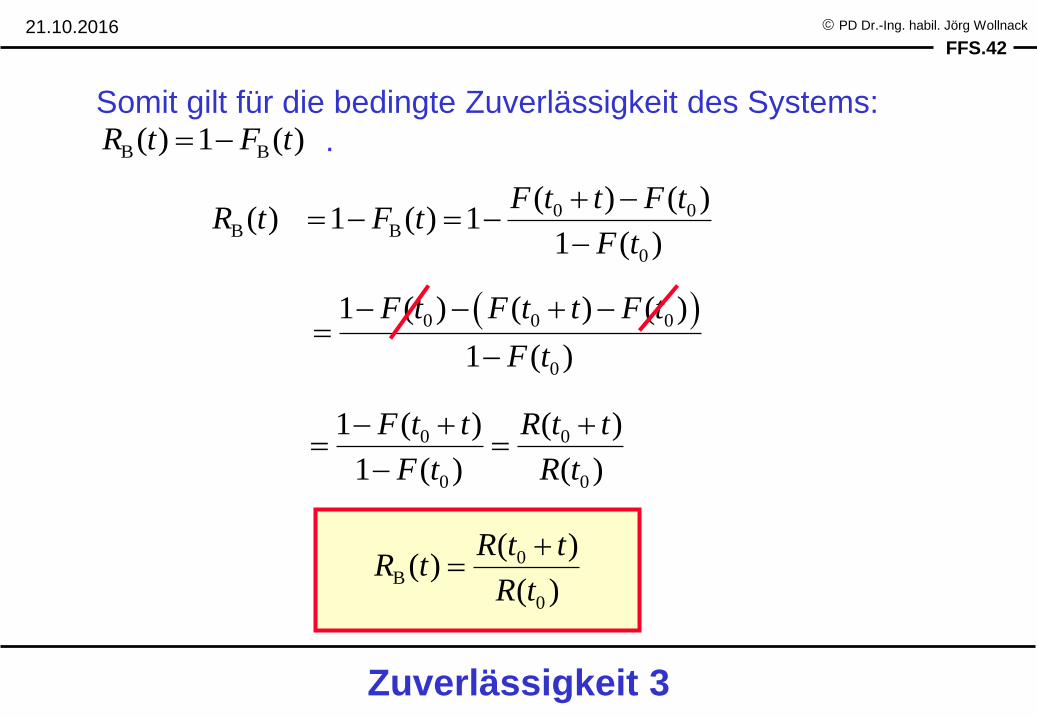
0B
0
( )( )
( )
R t tR t
R t
Somit gilt für die bedingte Zuverlässigkeit des Systems:
. B B( ) 1 ( )R t F t
0 0B B
0
( ) ( )( ) 1 ( ) 1
1 ( )
F t t F tR t F t
F t
0 0 0
0
1 ( ) ( ) ( )
1 ( )
F t F t t F t
F t
0 0
0 0
1 ( ) ( )
1 ( ) ( )
F t t R t t
F t R t
Zuverlässigkeit 3
FFS.43
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Die Ausfallrate eines Systems steht in einem Zusammen-
hang zur bedingten Zuverlässigkeit des Systems.
Ausfallrate 1
B( )R t
( )t
0 0[ , ]t t t 0tFragen wir nach der Wahrscheinlichkeit, dass das System im
Intervall versagt, wenn es bereits das Alter
erreicht hat, so erhalten wir 0 0
0
( ) ( )
( )
R t R t t
R t
Beziehen wir diese Größe auf das Zeitintervall , so erhalten
wir ferner 0 0
0 0
0 0
( ) ( )
( ) ( )
( ) ( )
R t R t t
R t R t t tt
R t R t
t
FFS.44
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Ausfallrate 2
Lassen wir gegen null streben, so erhalten wir t
0 0 0 0
00
0 00 0 0
( ) ( ) ( ) ( )
( )lim lim : ( )
( ) ( ) ( )t t
R t R t t R t t R t
R tt tt
R t R t R t
Die Lösung der DGL definiert den
Zusammenhang zwischen der Ausfallrate und Zuverlässigkeit.
( )( )
( )
R tt
R t
FFS.45
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
d( ) ( ) ( )
d
k xk xe
R t t R t k ex
Typus der Funktion
0
( )d
( )
t
t
x x
R t e
Annahme:
0
( )dd d
( ) Kettenregeld d
t
t
x x
R t et t
0
0
( )d Hauptsatz derd( ) ( )d
Integral- und Diff.-R.d
t
t
x x t
t
R t e x xt
0
( )d
( ) ( ) ( ) ( )
t
t
x x
R t e t t R t
Ausfallrate 3
FFS.46
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
0
( )d
( )
t
t
x x
R t e
( )( )
( )
R tt
R t
Ausfallrate 4
Aufgrund dieses Zusammenhangs sind Zu-
verlässigkeit und Ausfallrate gleichwertige
Begriffe. Die Konstanz der Ausfallrate ist eine
charakteristische Eigenschaft der e-Funktion.
Systeme mit exponentiell verteilter Lebens-
zeit „altern“ nicht. Ihr Versagen wird durch
Umwelt- und Funktionsbeanspruchungen
hervorgerufen.
Dies sollte der Bereich der normalen
Nutzung eines Systems sein.
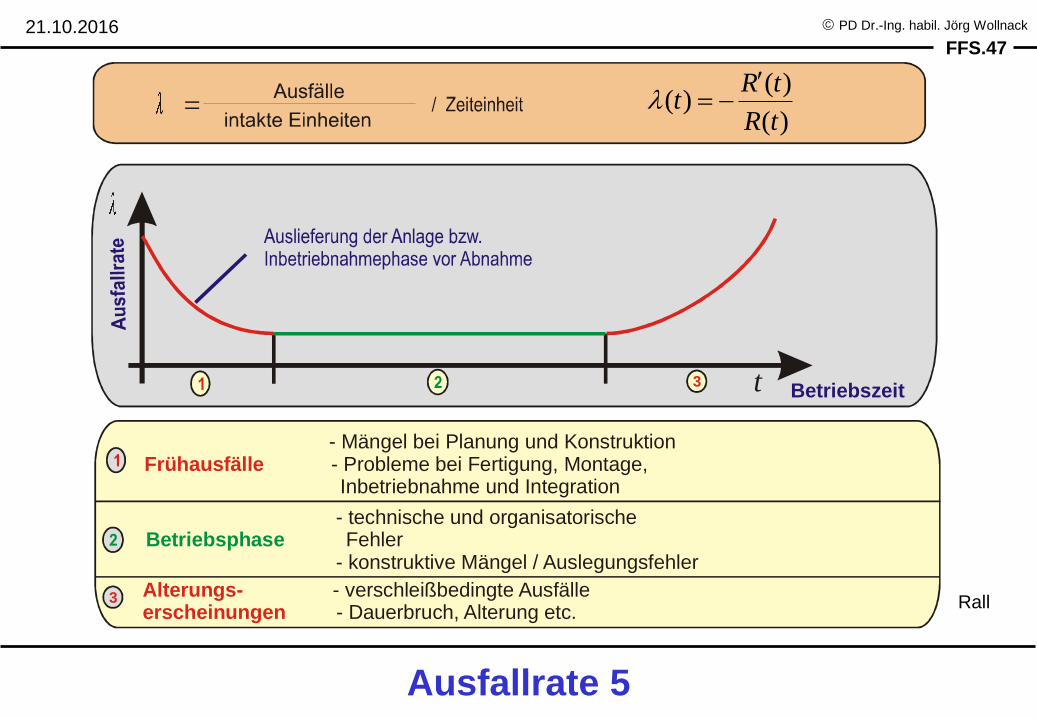
FFS.47
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
3Betriebszeit
- Mängel bei Planung und Konstruktion - Probleme bei Fertigung, Montage, Inbetriebnahme und IntegrationFrühausfälle
=
- technische und organisatorische Fehler
- konstruktive Mängel / AuslegungsfehlerBetriebsphase
3 Alterungs-erscheinungen
- verschleißbedingte Ausfälle - Dauerbruch, Alterung etc.
t
( )( )
( )
R tt
R t
Rall
Ausfallrate 5
FFS.48
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Systeme bestehen aus Subsystemen, Baugruppen oder
Bauelementen. Es wird näherungsweise angenommen, dass die
Fehlerereignisse statistisch unabhängig sind.
Bei komplexen Systemen hat sich in der Praxis bewährt, die
Systemgrenzen so zu wählen, dass man die Analyse auf Basis
von Subsystemen oder Baugruppen vollziehen kann
(Wahl geeigneter Systemgrenzen).
Zuverlässigkeitsanalyse I
FFS.49
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Hinsichtlich der Zuverlässigkeitsbetrachtungen unterscheidet
man serielle und parallele Systeme:
Serielle Systeme haben die Eigenschaft, dass das Versagen nur
eines Systems zum Ausfall des Gesamtsystems führt.
Parallele Systeme müssen die relevanten Funktionen
wechselseitig vollständig erfüllen, so dass erst beim Ausfall
sämtlicher Systeme das Gesamtsystem versagt.
Technische Parallelschaltungen sind nicht auch zwangs-
läufig Parallelschaltungen im Sinne der Zuverlässigkeits-
theorie.
Zuverlässigkeitsanalyse II
FFS.50
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
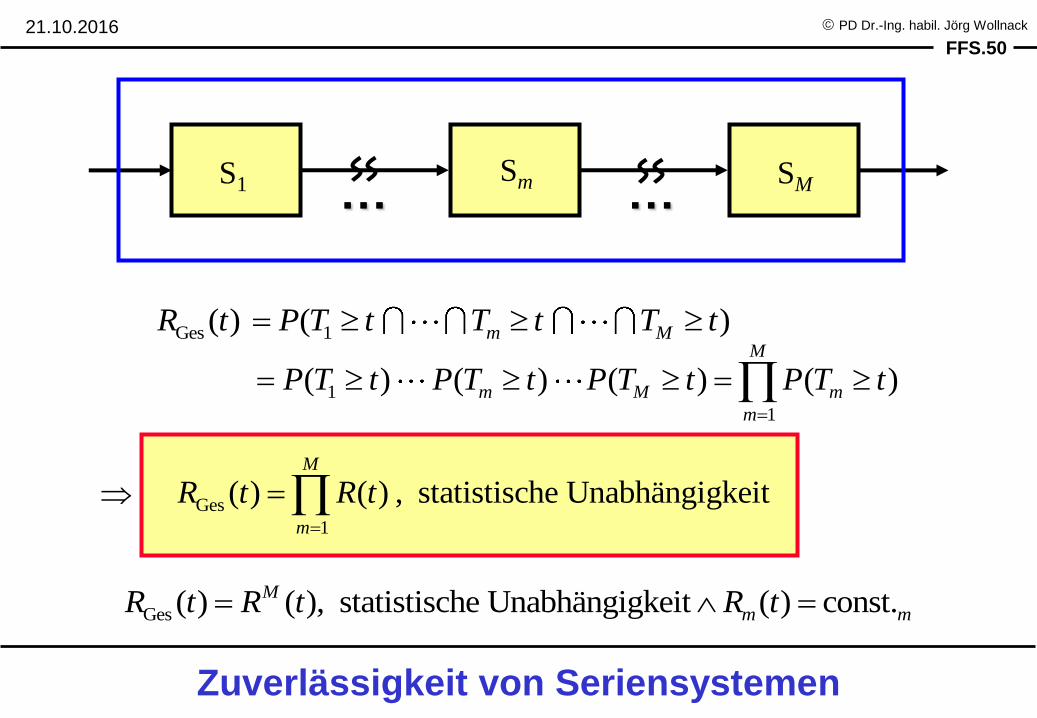
Ges 1( ) ( )m MR t P T t T t T t
S1 Sm SM … …
1
1
( ) ( ) ( ) ( )M
m M m
m
P T t P T t P T t P T t
Ges
1
( ) ( ) , statistische UnabhängigkeitM
m
R t R t
Ges ( ) ( ), statistische Unabhängigkeit ( ) const.M
m mR t R t R t
Zuverlässigkeit von Seriensystemen
FFS.51
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
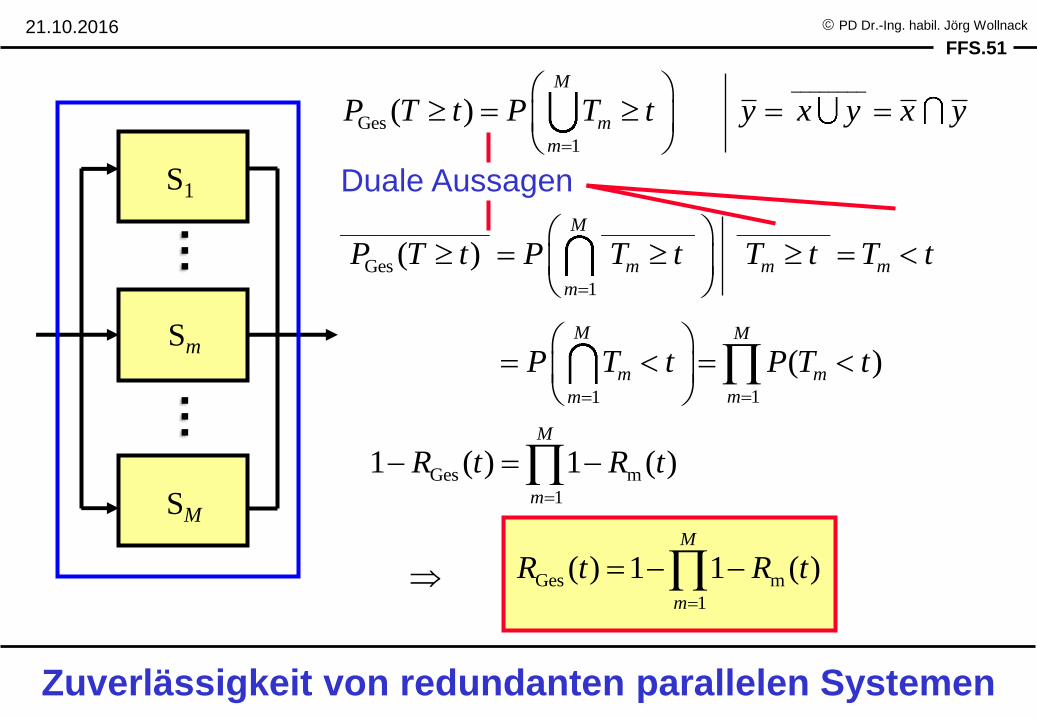
S1
Sm
SM
…
…
Ges m
1
1 ( ) 1 ( )M
m
R t R t
________
Ges
1
( )M
m
m
P T t P T t y x y x y
________________ __________ __________
Ges
1
( )M
m m m
m
P T t P T t T t T t
11
( )M M
m m
mm
P T t P T t
Ges m
1
( ) 1 1 ( )M
m
R t R t
Zuverlässigkeit von redundanten parallelen Systemen
Duale Aussagen
FFS.52
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Kalte Reserve: Die Reserveelemente sind keinen (signifikanten)
Beanspruchungen ausgesetzt. Infolgedessen verändern sich
ihre statistischen Eigenschaften nicht. Bei mechanischen und
elektrischen System sind periodische Probeläufe zum Erhalt der
Funktionalität sinnvoll (Korrosion, Schmierung, Formierung Elektrolytkonden-
satoren usw.).
Warme Reserve: Die Reserveelemente sind nur geringen
Beanspruchungen ausgesetzt. Das Versagen dieser ist möglich,
jedoch ist die Zuverlässigkeit höher als die der genutzten
Elemente.
Heiße Reserve: Die Reserveelemente sind den gleichen
Beanspruchungen ausgesetzt und haben deshalb zu den
Arbeitselementen äquivalente Zuverlässigkeiten.
Reservierung
FFS.53
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Optimale Reservierung
Die Betrachtung der reinen Zuverlässigkeitsaspekte ist zwar
naheliegend, jedoch reicht dies in der Praxis meist nicht aus.
Letztlich liegt hier ein Optimierungsproblem, bei dem neben der
Zuverlässigkeit noch andere Größen (Kosten, Volumen, Masse usw.)
mit einzubeziehen sind, vor.
Mit Hilfe eines Gütekriteriums lassen sich dann die Standard-
aufgaben der Theorie der optimalen Reservierung beschreiben.
Minimierungs- und Optimierungsprobleme sind äquivalent.
FFS.54
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
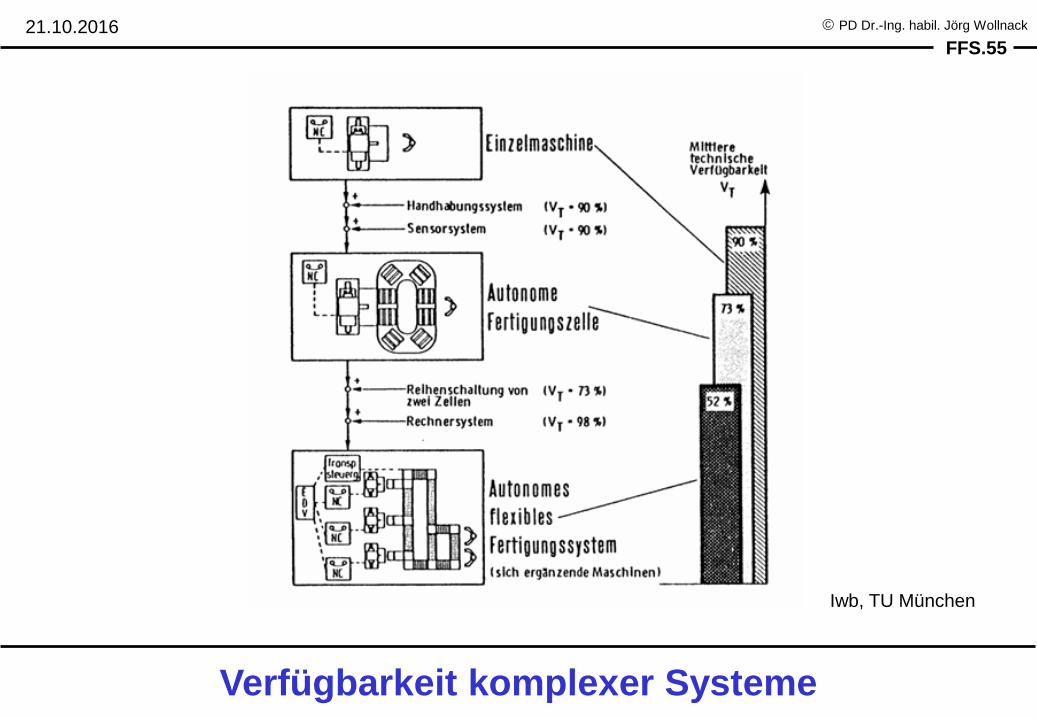
Die Elemente komplexer Systeme wirken überwiegend
seriell, weshalb diese zumeist eine geringere Zuverlässig-
keit aufweisen als einfache Systeme.
Deshalb so komplex wie nötig und so einfach wie möglich.
Dies wirkt sich in der Regel auch positiv auf die Kosten aus.
Komplexe Systeme
FFS.55
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Verfügbarkeit komplexer Systeme
Iwb, TU München
FFS.56
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
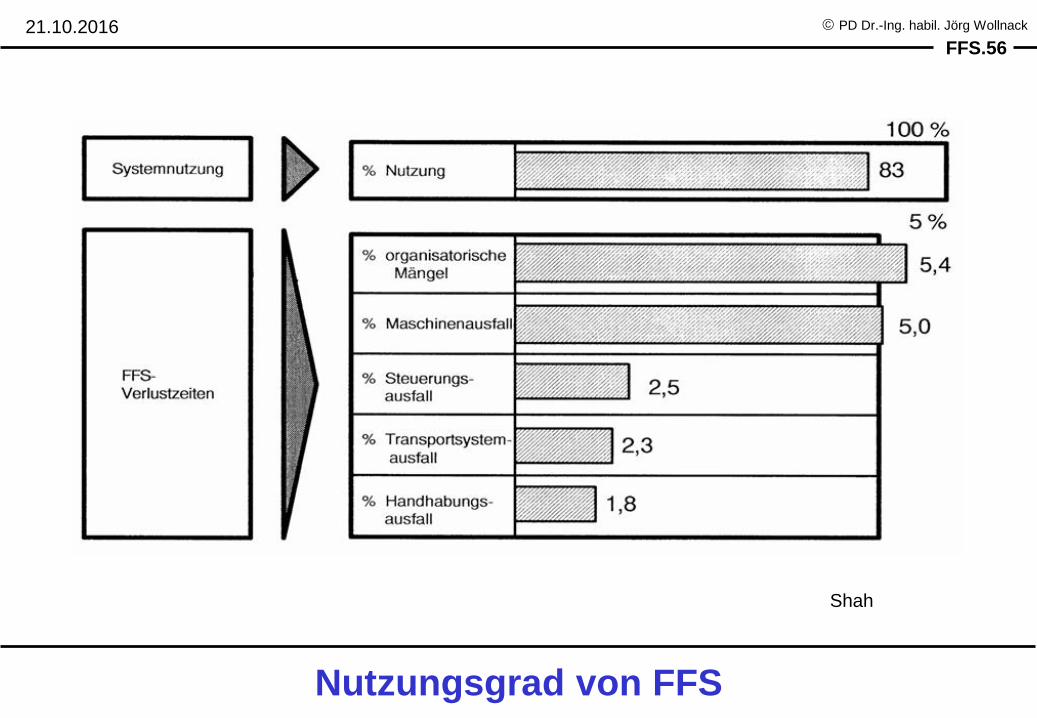
Nutzungsgrad von FFS
Shah
FFS.57
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
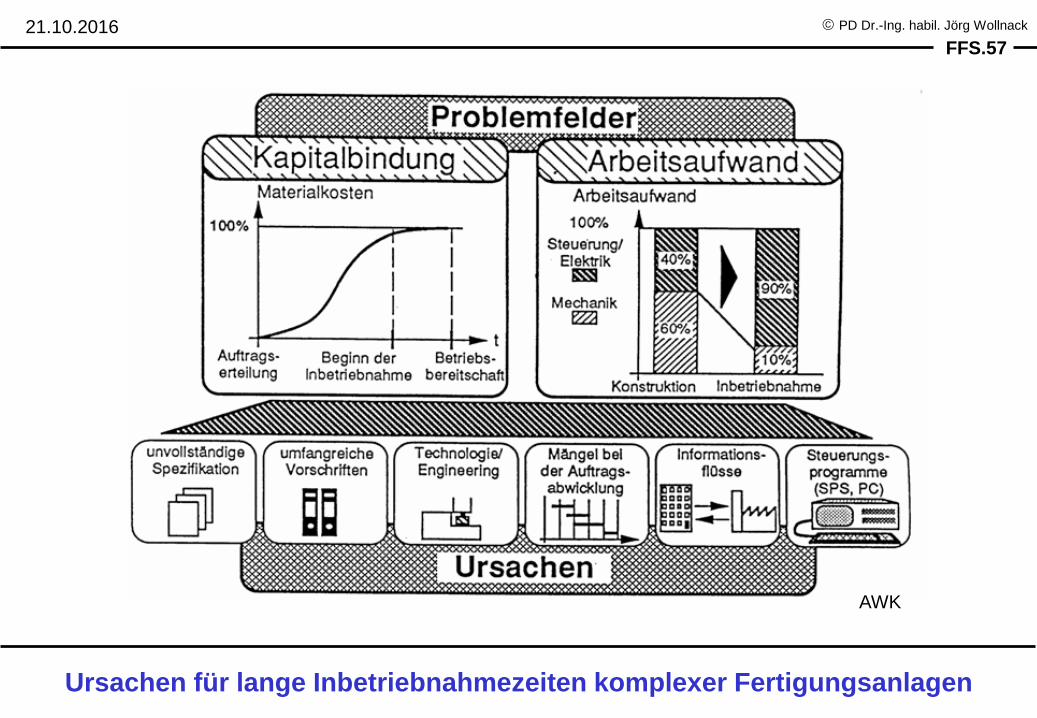
Ursachen für lange Inbetriebnahmezeiten komplexer Fertigungsanlagen
AWK
FFS.58
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
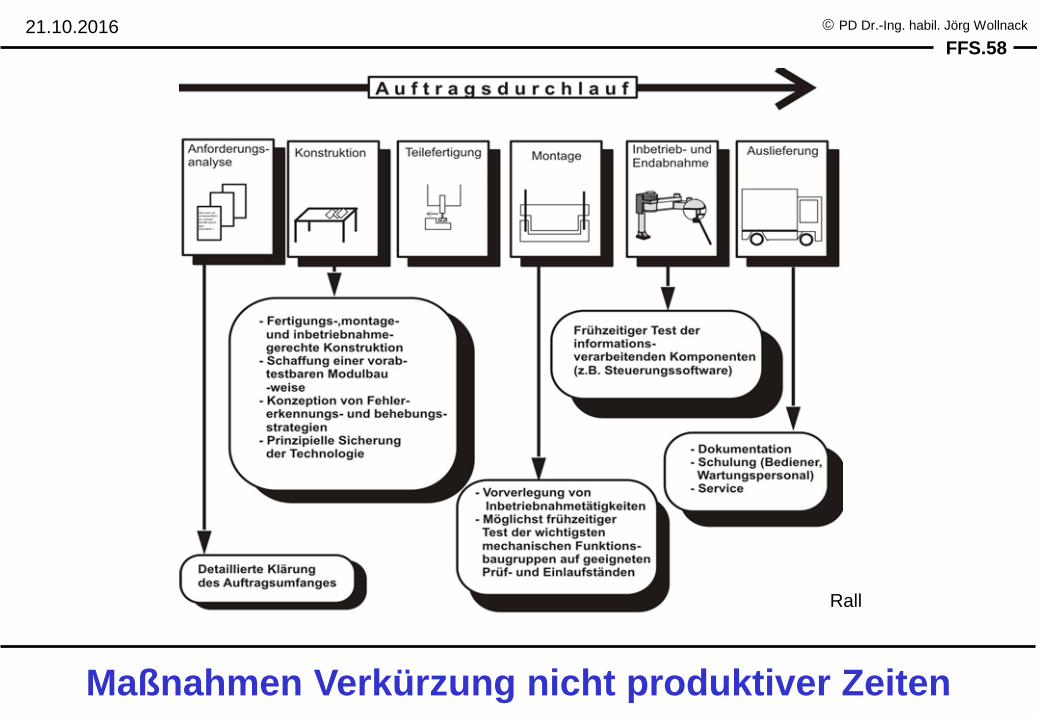
Maßnahmen Verkürzung nicht produktiver Zeiten
Rall
FFS.59
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
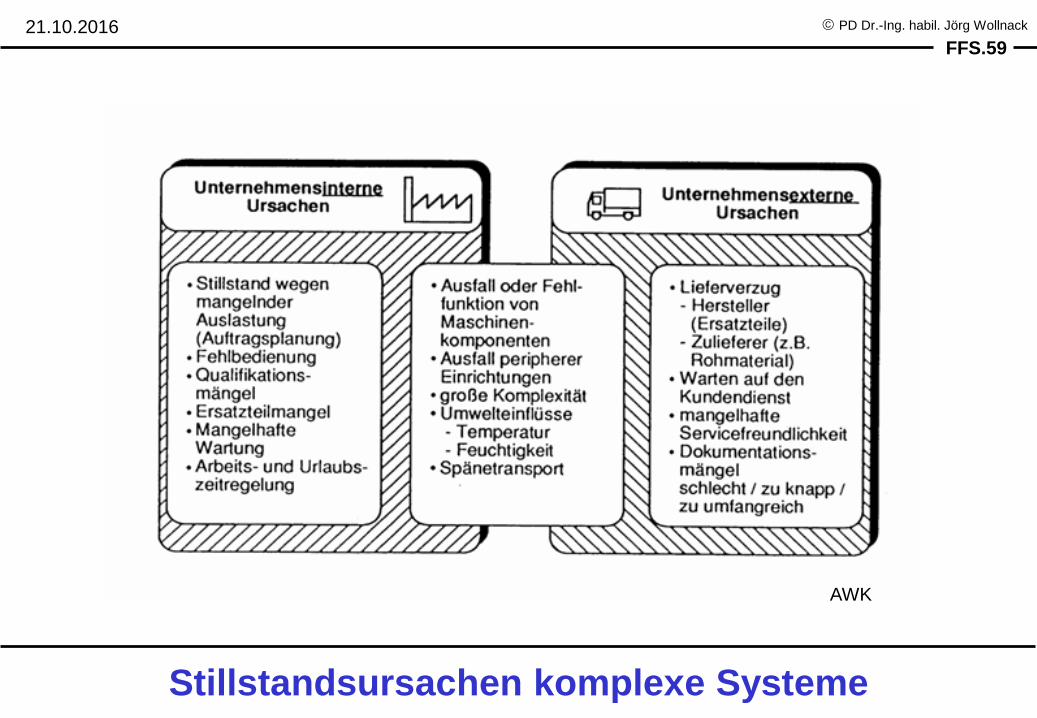
Stillstandsursachen komplexe Systeme
AWK
FFS.60
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
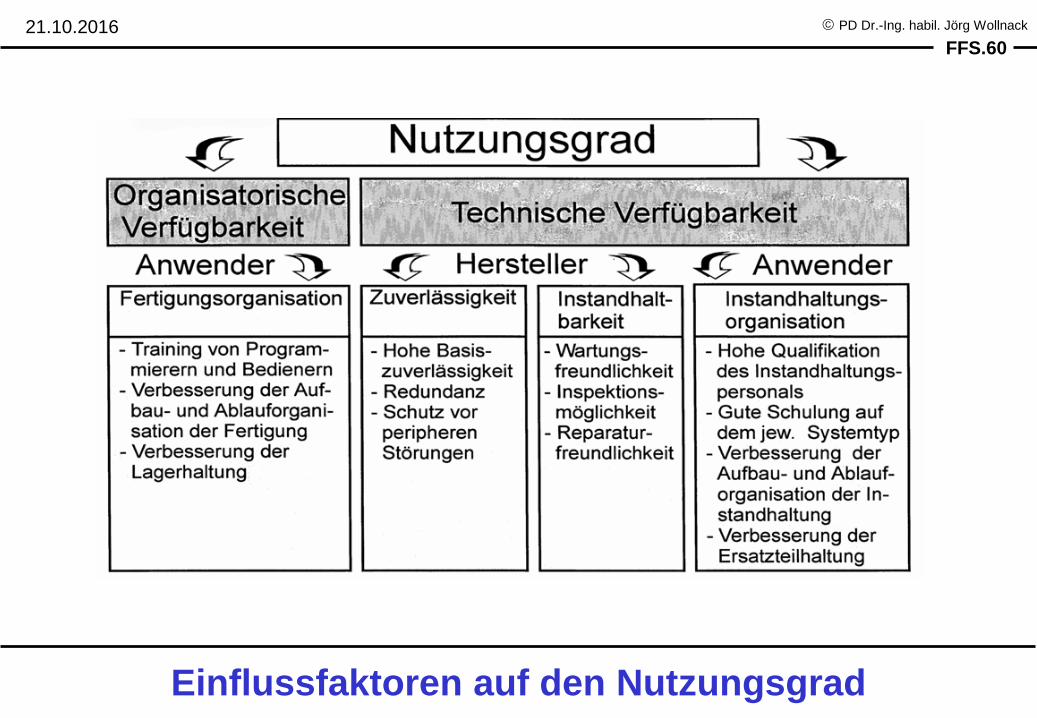
Einflussfaktoren auf den Nutzungsgrad
FFS.61
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
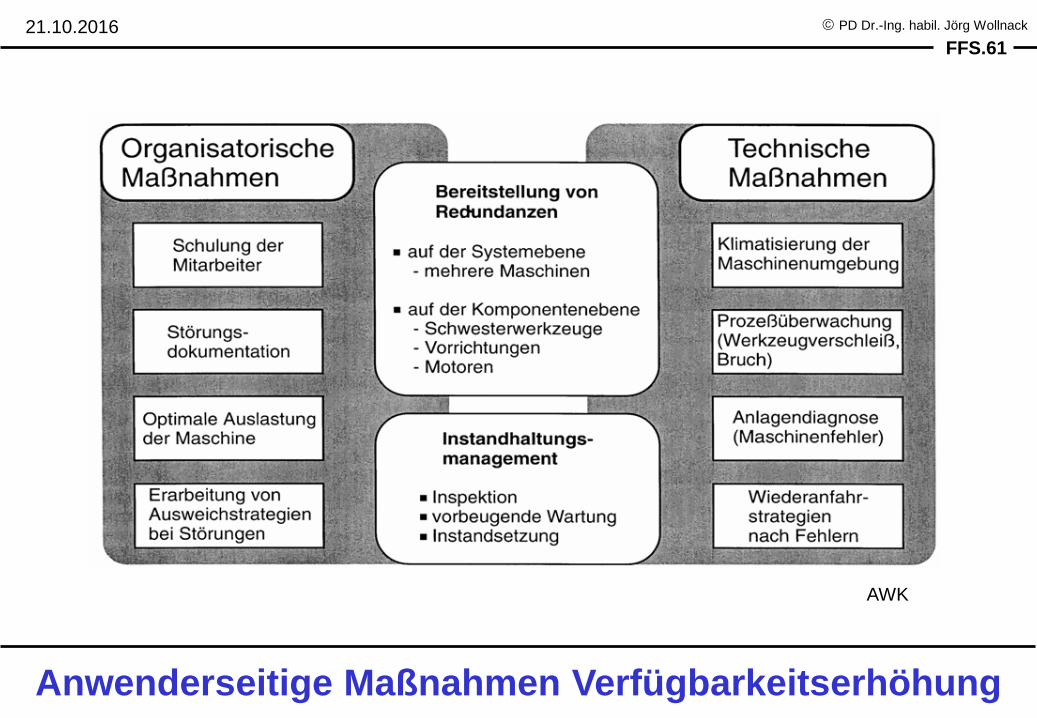
Anwenderseitige Maßnahmen Verfügbarkeitserhöhung
AWK
FFS.62
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
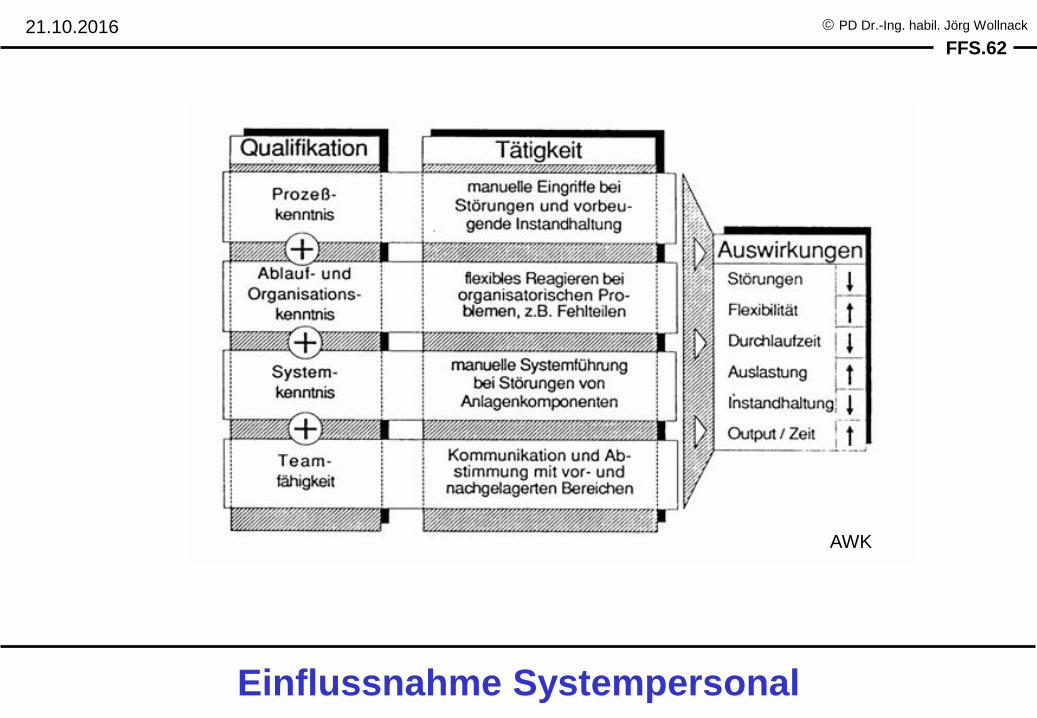
AWK
Einflussnahme Systempersonal
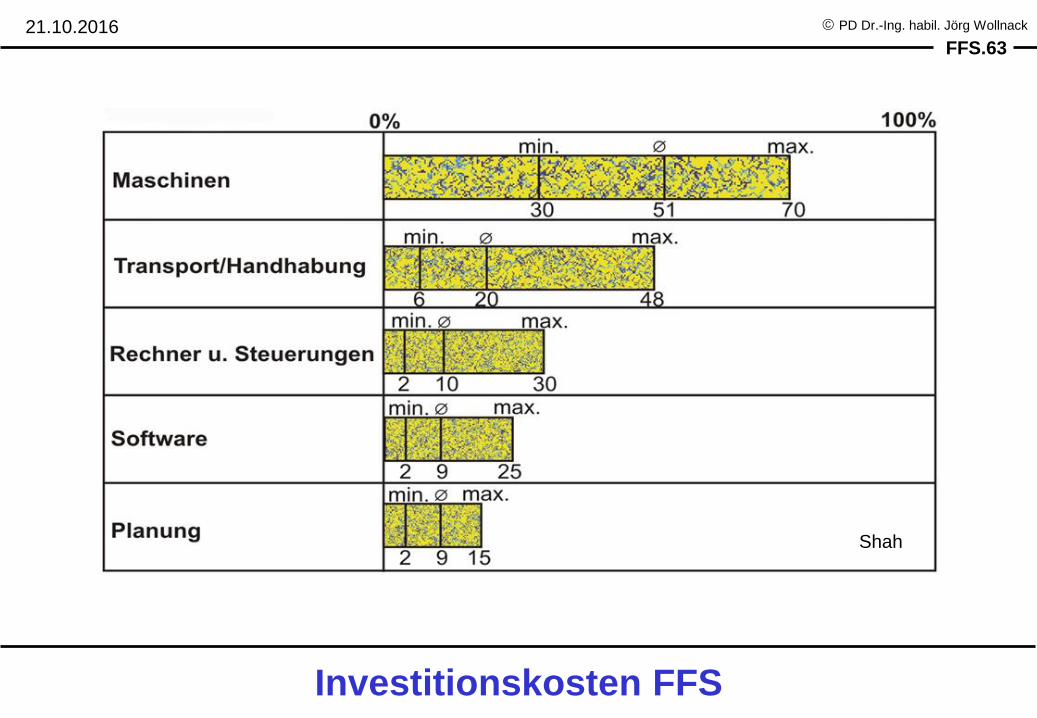
FFS.63
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Investitionskosten FFS
Shah
FFS.64
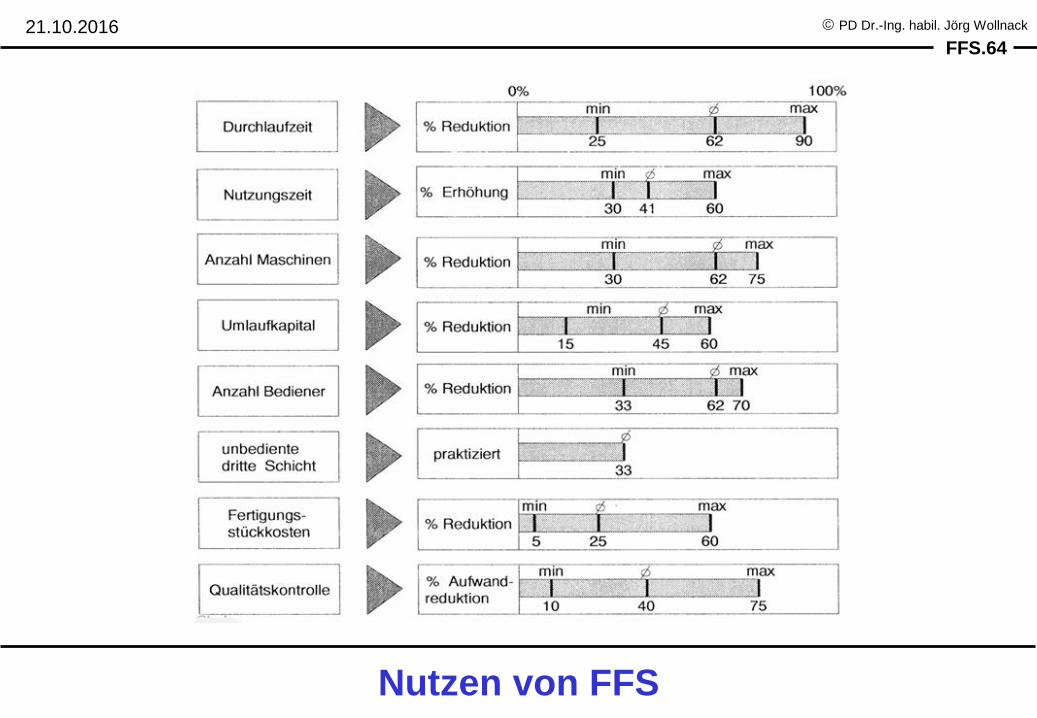
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Nutzen von FFS
FFS.65
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
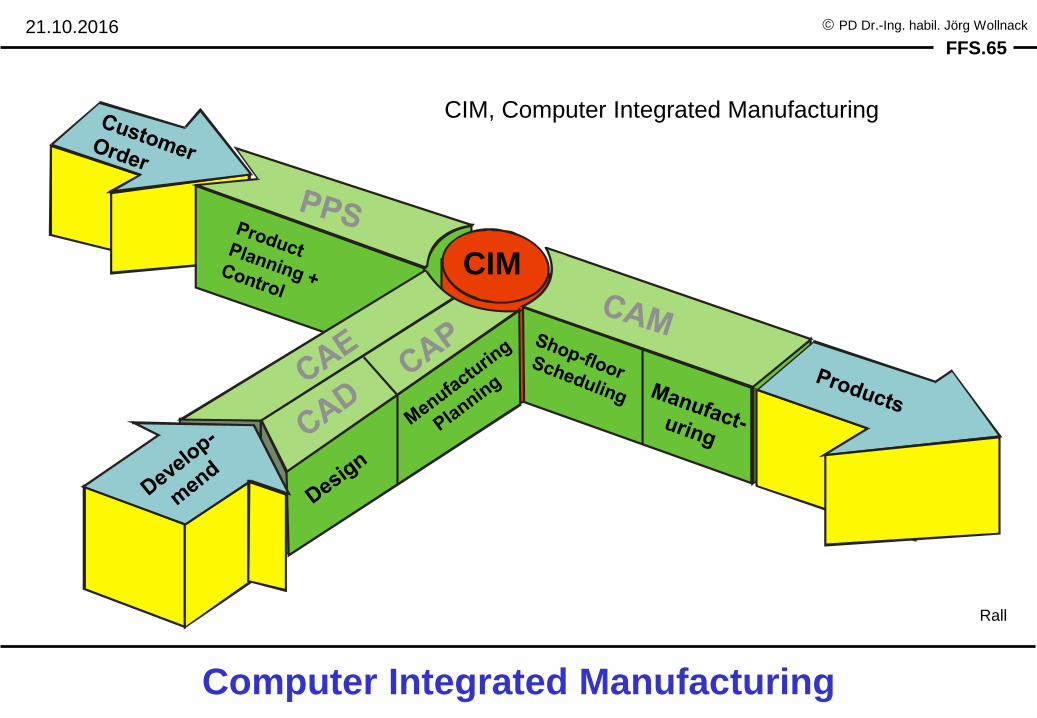
Computer Integrated Manufacturing
CIM
CIM, Computer Integrated Manufacturing
Rall
FFS.66
PD Dr.-Ing. habil. Jörg Wollnack 21.10.2016
Repetitorium
Zeichnen und Bennen Sie die drei wichtigen Fertigungssystem-strukturen.
Welche Regel gilt es bei flexible verketten Fertigungsstrukturen einzuhalten?
Zeichnen Sie die typische Ausfallratenkurve eines Fertigungs-systems, benennen Sie die Bereiche und beschriften Sie die Achsen.
Wie werden serielle und parallele Systeme bei Zuverlässigkeits-betrachtungen charakterisiert?
Berechnen Sie die Zuverlässigkeit eines Serien- und Parallel-system bestehend aus zwei Komponenten. Welche Voraus-setzungen müssen erfüllt sein?
Erläutern Sie die drei Reserveprinzipien.
In welchem Sinne sind komplexe Systeme unter dem Aspekt der Zuverlässigkeit zu betrachten.


















