
Glas in der Mikrotechnik - Startseite TU Ilmenau · Erarbeitet im Rahmen des Projektes...
65
Glas in der Mikrotechnik Autor/-in/-en: Ulrike Brokmann, Dagmar Hülsenberg TU Ilmenau, Fachgebiet Glas- und Keramiktechnologie Mike Stubenrauch, Martin Hoffmann TU Ilmenau, Fachgebiet Mikromechanische Systeme Layout: Ilona Hirt TU Ilmenau, Fachgebiet Mikromechanische Systeme Juni 2006
Transcript of Glas in der Mikrotechnik - Startseite TU Ilmenau · Erarbeitet im Rahmen des Projektes...
Glas in der Mikrotechnik
Autor/-in/-en:Ulrike Brokmann, Dagmar HülsenbergTU Ilmenau, Fachgebiet Glas- und KeramiktechnologieMike Stubenrauch, Martin HoffmannTU Ilmenau, Fachgebiet Mikromechanische Systeme
Layout: Ilona HirtTU Ilmenau, Fachgebiet Mikromechanische Systeme
Juni 2006

©Alle Rechte vorbehalten. Kein Teil des Werkes darf in irgendeiner Form (Druck, Fotokopie, Mikrofilm oder einem anderen Verfahren) ohne schriftliche Genehmigung des Herausgebers reproduziert oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.Diese Unterlagen wurden mit großer Sorgfalt erstellt und geprüft. Trotzdem können Fehler nicht vollkommen ausgeschlossen werden. Der Autor/ Die Autorin /Die Autoren kann/können für fehlerhafte Angaben und deren Folgen weder eine juristische Verantwortung noch irgendeine Haftung übernehmen.
Erarbeitet im Rahmen des Projektes „Microteaching – Modulare Lehr- und Lernangebote für eine zeitnahe, bedarfsgerechte und gezielte Weiterbildung“ im Rahmen des EU-Programms LEONARDO DA VINCI, Laufzeit 2004 - 2007
Gefördert aus Mitteln der EU
Koordinator des Teilprojektes in Thüringen:BWAW Bildungswerk für berufsbezogene Aus- und Weiterbildung Thüringen gGmbHPeter-Cornelius-Straße 12, 99096 Erfurt; Tel: 0361 601460; Fax: 0361 6014612; E-Mail: [email protected]
InhaltWerkstoffliche Grundlagen
Ausgewählte Oberflächenmodifizierungen
Mikrostrukturierung
Fügen
•Charakteristik des Glaszustandes•Struktur der Gläser•Herstellung•Ausgewählte Formgebungsverfahren•Spezifikationen
•Reinigung•Beschichtung•Ionenaustausch
•Nasschemisches Ätzen•Trockenätzverfahren•Mechanische Verfahren•Laserbearbeitung•Fotostrukturierung
•Thermisches Bonden•Mikrogalvanik
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Werkstoffliche Grundlagen
Charakteristik des Glaszustandes
Struktur der Gläser
Herstellung
Ausgewählte Formgebungsverfahren
Spezifikationen
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Charakteristik des Glaszustandes
Glas ist ein nichtkristalliner Festkörper obwohl seine Struktur der einer Flüssigkeit ähnelt. In einer vereinfachten Vorstellung bilden die Glasbildner (meist SiO2) ein regellos zusammenhängendes Netzwerk, in dessen Lücken die anderen Inhaltsstoffe (Netzwerkwandler) eingebaut sind.Die Glasherstellung ist dadurch gekennzeichnet, dass die kristalline Struktur eines Rohstoffs durch Eintrag von Energie zerstört wird. Unter der Glasbildung versteht man einen kinetisch kontrollierten Prozess, bei dem eine Schmelze, verbunden mit einer Zunahme der Viskosität, schnell abkühlt, ohne zu kristallisieren. Im Gegensatz zu kristallinen Stoffen, bei denen eine sprunghafte Änderung der Viskosität und auch aller anderen Eigenschaften bei der Schmelztemperatur eintritt, ist bei Gläsern der Übergang vom festen in den flüssigen Zustand (und umgekehrt) allmählich. Im Transformationsbereich liegen viskoses Fließen und spröd-elastisches Verhalten gleichberechtigt nebeneinander vor. Im Transformationsbereich ändern sich die Eigenschaften schneller als bei Temperaturen außerhalb dieses Bereiches.Die Herstellungsstufen von Glas lassen sich eindeutig Viskositätsbereichen zuordnen. Diese sind glasunabhängig. Jedoch die zugehörigen Temperaturen und Intervallbreiten ändern sich in Abhängigkeit von der Glaszusammensetzung.
Temperaturabhängigkeit des spezifischen Volumens beim Übergang einer Schmelze zu einem FestkörperViskositäts-Temperatur-Verlauf
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
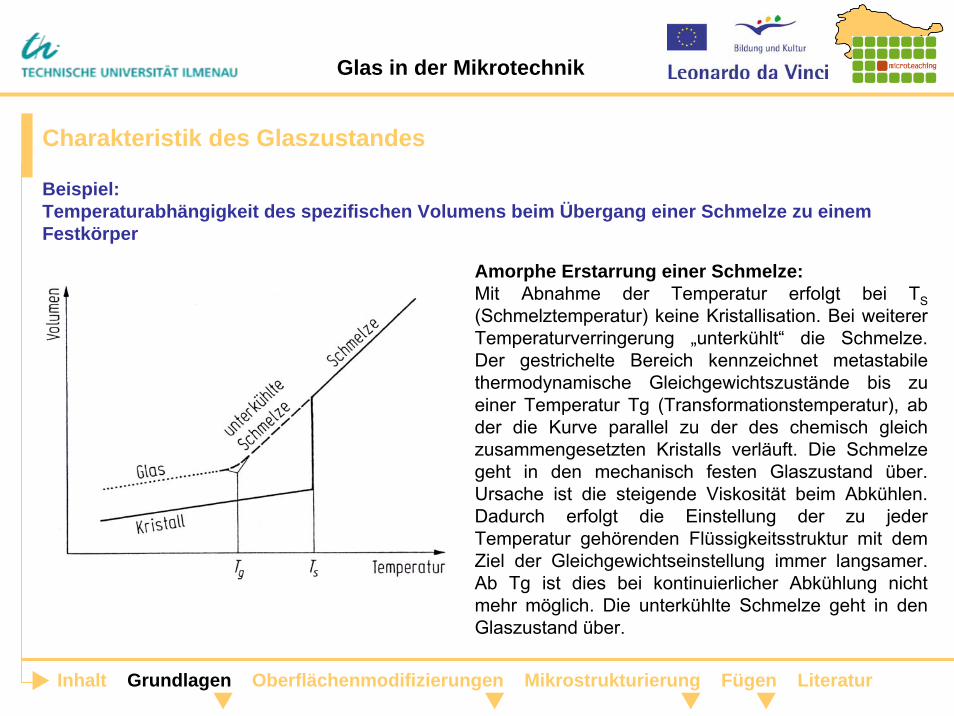
Amorphe Erstarrung einer Schmelze:Mit Abnahme der Temperatur erfolgt bei TS (Schmelztemperatur) keine Kristallisation. Bei weiterer Temperaturverringerung „unterkühlt“ die Schmelze. Der gestrichelte Bereich kennzeichnet metastabilethermodynamische Gleichgewichtszustände bis zu einer Temperatur Tg (Transformationstemperatur), ab der die Kurve parallel zu der des chemisch gleich zusammengesetzten Kristalls verläuft. Die Schmelze geht in den mechanisch festen Glaszustand über. Ursache ist die steigende Viskosität beim Abkühlen. Dadurch erfolgt die Einstellung der zu jeder Temperatur gehörenden Flüssigkeitsstruktur mit dem Ziel der Gleichgewichtseinstellung immer langsamer. Ab Tg ist dies bei kontinuierlicher Abkühlung nicht mehr möglich. Die unterkühlte Schmelze geht in den Glaszustand über.
Beispiel:Temperaturabhängigkeit des spezifischen Volumens beim Übergang einer Schmelze zu einem Festkörper
Charakteristik des Glaszustandes
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Charakteristik des Glaszustandes
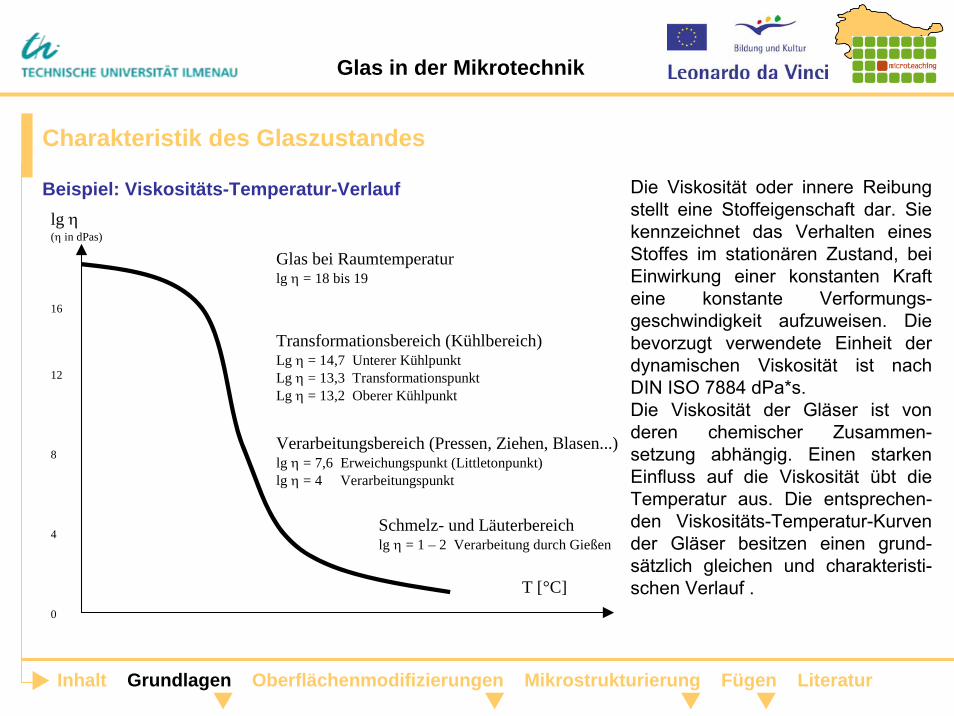
Beispiel: Viskositäts-Temperatur-Verlauflg η (η in dPas) 16 12 8 4 0
T [°C]
Glas bei Raumtemperatur lg η = 18 bis 19
Transformationsbereich (Kühlbereich) Lg η = 14,7 Unterer Kühlpunkt Lg η = 13,3 Transformationspunkt Lg η = 13,2 Oberer Kühlpunkt
Schmelz- und Läuterbereich lg η = 1 – 2 Verarbeitung durch Gießen
Verarbeitungsbereich (Pressen, Ziehen, Blasen...)lg η = 7,6 Erweichungspunkt (Littletonpunkt) lg η = 4 Verarbeitungspunkt
Die Viskosität oder innere Reibung stellt eine Stoffeigenschaft dar. Sie kennzeichnet das Verhalten eines Stoffes im stationären Zustand, bei Einwirkung einer konstanten Kraft eine konstante Verformungs-geschwindigkeit aufzuweisen. Die bevorzugt verwendete Einheit derdynamischen Viskosität ist nachDIN ISO 7884 dPa*s.Die Viskosität der Gläser ist von deren chemischer Zusammen-setzung abhängig. Einen starken Einfluss auf die Viskosität übt die Temperatur aus. Die entsprechen-den Viskositäts-Temperatur-Kurven der Gläser besitzen einen grund-sätzlich gleichen und charakteristi-schen Verlauf .
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Struktur der Gläser
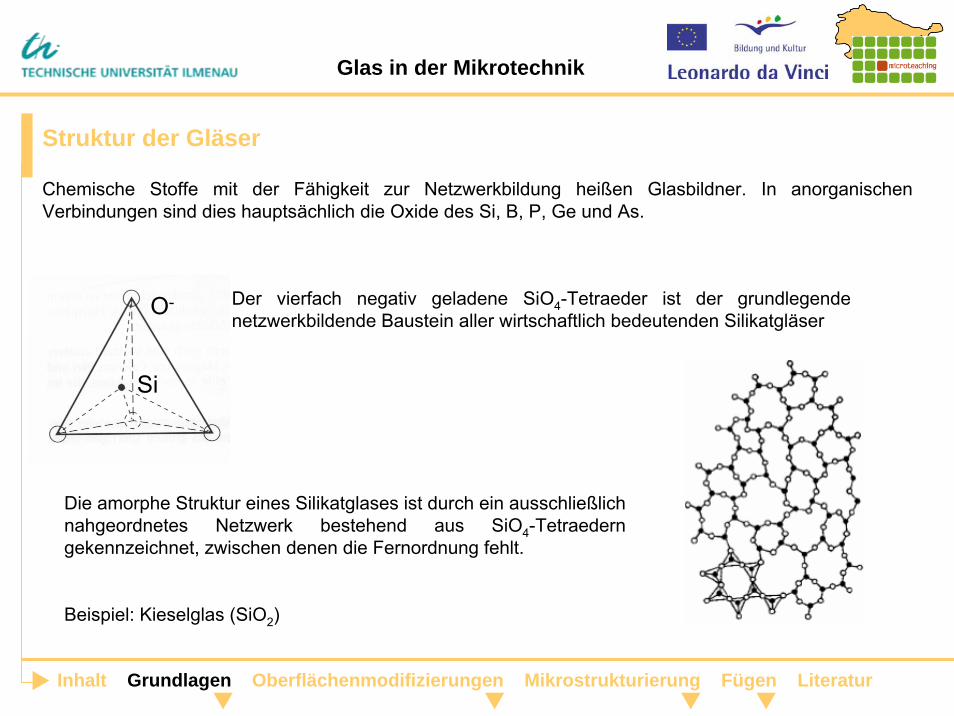
Chemische Stoffe mit der Fähigkeit zur Netzwerkbildung heißen Glasbildner. In anorganischen Verbindungen sind dies hauptsächlich die Oxide des Si, B, P, Ge und As.
Der vierfach negativ geladene SiO4-Tetraeder ist der grundlegende netzwerkbildende Baustein aller wirtschaftlich bedeutenden Silikatgläser
Si
O-
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Die amorphe Struktur eines Silikatglases ist durch ein ausschließlichnahgeordnetes Netzwerk bestehend aus SiO4-Tetraedern gekennzeichnet, zwischen denen die Fernordnung fehlt.
Beispiel: Kieselglas (SiO2)
Glas in der Mikrotechnik
Struktur der Gläser
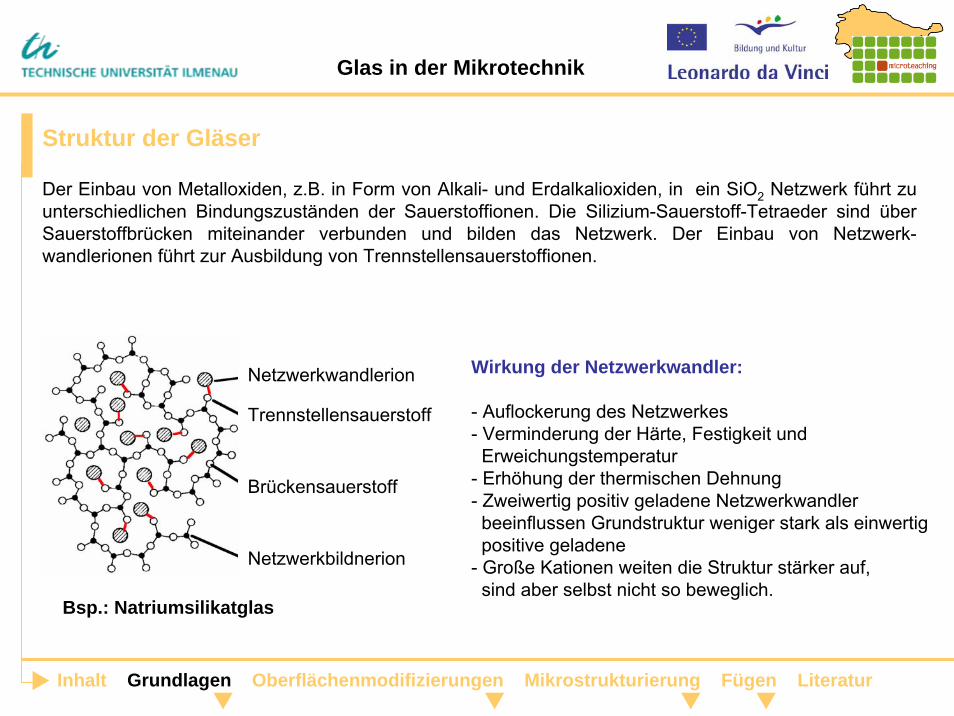
Wirkung der Netzwerkwandler:
- Auflockerung des Netzwerkes- Verminderung der Härte, Festigkeit und
Erweichungstemperatur- Erhöhung der thermischen Dehnung- Zweiwertig positiv geladene Netzwerkwandlerbeeinflussen Grundstruktur weniger stark als einwertigpositive geladene
- Große Kationen weiten die Struktur stärker auf, sind aber selbst nicht so beweglich.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Der Einbau von Metalloxiden, z.B. in Form von Alkali- und Erdalkalioxiden, in ein SiO2 Netzwerk führt zu unterschiedlichen Bindungszuständen der Sauerstoffionen. Die Silizium-Sauerstoff-Tetraeder sind über Sauerstoffbrücken miteinander verbunden und bilden das Netzwerk. Der Einbau von Netzwerk-wandlerionen führt zur Ausbildung von Trennstellensauerstoffionen.
Trennstellensauerstoff
Netzwerkwandlerion
Brückensauerstoff
Netzwerkbildnerion
Bsp.: Natriumsilikatglas
Glas in der Mikrotechnik
Struktur der Gläser
Glasarten:Die Einteilung der Gläser erfolgt u.a. nach dem chemischen Grundcharakter.
Oxidische Ein- und Mehrkomponentengläser (Kieselglas, Boratglas, Phosphatglas)
Nichtoxidische und nichtsilikatische Gläser (Fluoridglas, Chalkogenidglas)
Silikatgläser (Alkali-Erdalkali-Silikatglas, Borosilikatglas, Bleisilikatglas)
reines Silikatglas SiO2
Zweikomponenten-Glas: SiO2 + Alkali- oder ErdalkalioxidAlkalioxide: Li2O, Na2O, K2O,...Erdalkalioxide: MgO, CaO, BaO,...
Mehrkomponentenglas: Alkali-Erdalkali-SilikatglasAlkali- und Erdalkalioxide wie bei Zweikomponentenglaszusätzlich können noch enthalten sein: Al2O3, B2O3, PbO, ZnO, As2O3, TiO2, Sb2O3, ZrO2, FeO, La2O3, CeO2, CdO, u.s.w.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
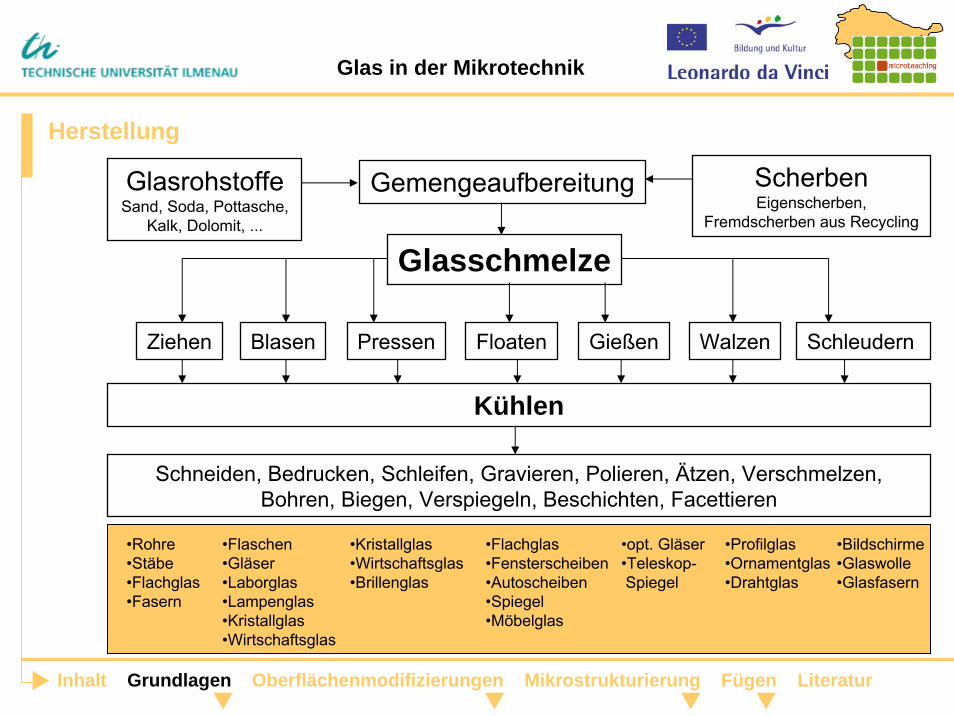
Glasschmelze
GlasrohstoffeSand, Soda, Pottasche,
Kalk, Dolomit, ...
ScherbenEigenscherben,
Fremdscherben aus Recycling
Gemengeaufbereitung
Ziehen Blasen Pressen Floaten Gießen Walzen Schleudern
Kühlen
Schneiden, Bedrucken, Schleifen, Gravieren, Polieren, Ätzen, Verschmelzen, Bohren, Biegen, Verspiegeln, Beschichten, Facettieren
•Rohre•Stäbe•Flachglas•Fasern
•Flaschen•Gläser•Laborglas•Lampenglas•Kristallglas•Wirtschaftsglas
•Kristallglas•Wirtschaftsglas•Brillenglas
•Flachglas•Fensterscheiben•Autoscheiben•Spiegel•Möbelglas
•opt. Gläser•Teleskop-Spiegel
•Profilglas•Ornamentglas•Drahtglas
•Bildschirme•Glaswolle•Glasfasern
Herstellung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Ausgewählte Formgebungsverfahren
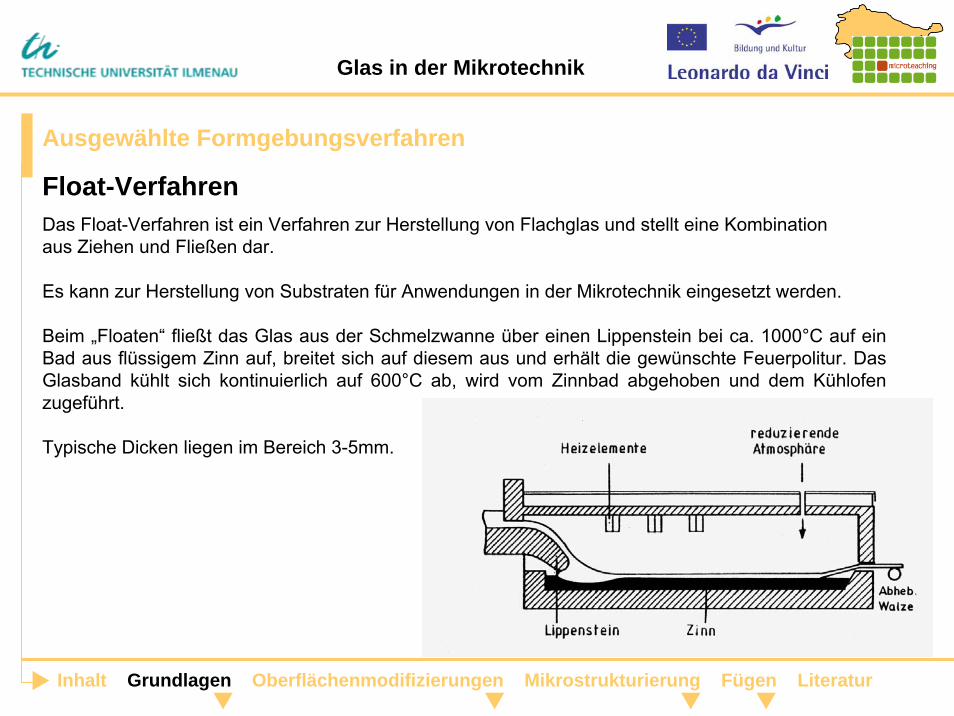
Float-VerfahrenDas Float-Verfahren ist ein Verfahren zur Herstellung von Flachglas und stellt eine Kombination aus Ziehen und Fließen dar.
Es kann zur Herstellung von Substraten für Anwendungen in der Mikrotechnik eingesetzt werden.
Beim „Floaten“ fließt das Glas aus der Schmelzwanne über einen Lippenstein bei ca. 1000°C auf ein Bad aus flüssigem Zinn auf, breitet sich auf diesem aus und erhält die gewünschte Feuerpolitur. Das Glasband kühlt sich kontinuierlich auf 600°C ab, wird vom Zinnbad abgehoben und dem Kühlofen zugeführt.
Typische Dicken liegen im Bereich 3-5mm.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Ausgewählte Formgebungsverfahren
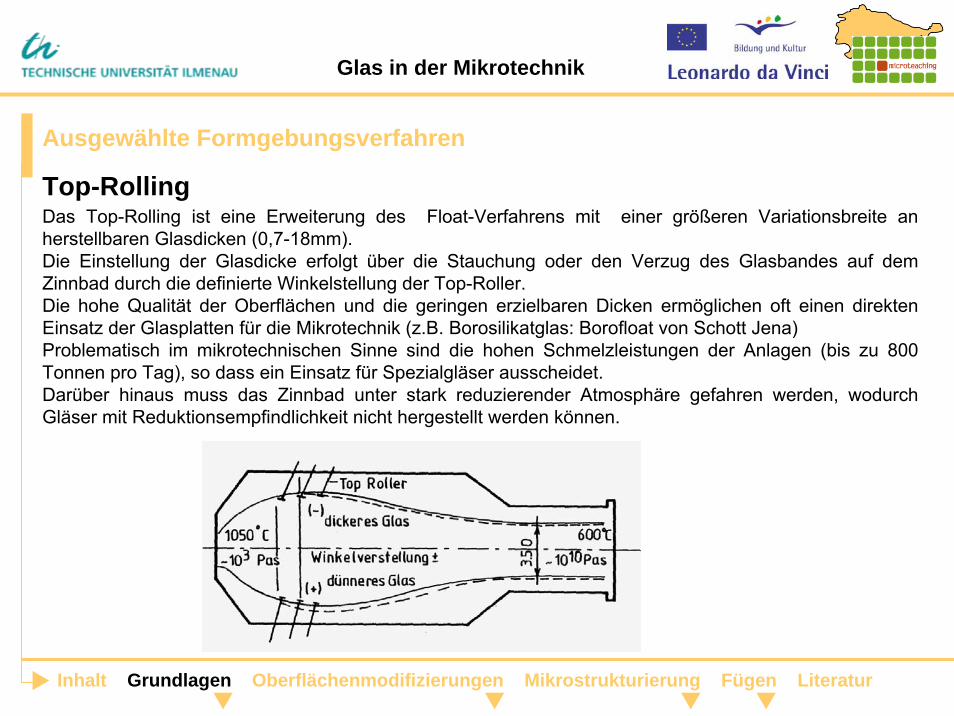
Top-RollingDas Top-Rolling ist eine Erweiterung des Float-Verfahrens mit einer größeren Variationsbreite an herstellbaren Glasdicken (0,7-18mm).Die Einstellung der Glasdicke erfolgt über die Stauchung oder den Verzug des Glasbandes auf dem Zinnbad durch die definierte Winkelstellung der Top-Roller.Die hohe Qualität der Oberflächen und die geringen erzielbaren Dicken ermöglichen oft einen direkten Einsatz der Glasplatten für die Mikrotechnik (z.B. Borosilikatglas: Borofloat von Schott Jena)Problematisch im mikrotechnischen Sinne sind die hohen Schmelzleistungen der Anlagen (bis zu 800 Tonnen pro Tag), so dass ein Einsatz für Spezialgläser ausscheidet.Darüber hinaus muss das Zinnbad unter stark reduzierender Atmosphäre gefahren werden, wodurch Gläser mit Reduktionsempfindlichkeit nicht hergestellt werden können.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Ausgewählte Formgebungsverfahren
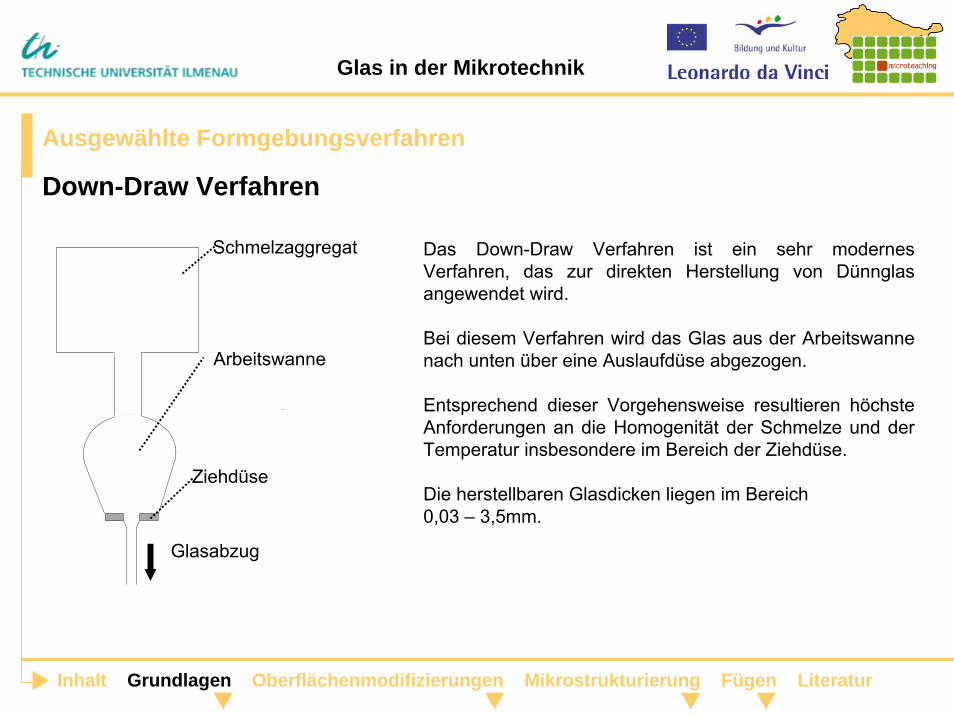
Down-Draw Verfahren
Das Down-Draw Verfahren ist ein sehr modernes Verfahren, das zur direkten Herstellung von Dünnglas angewendet wird.
Bei diesem Verfahren wird das Glas aus der Arbeitswanne nach unten über eine Auslaufdüse abgezogen.
Entsprechend dieser Vorgehensweise resultieren höchste Anforderungen an die Homogenität der Schmelze und der Temperatur insbesondere im Bereich der Ziehdüse.
Die herstellbaren Glasdicken liegen im Bereich 0,03 – 3,5mm.
Glasabzug
Schmelzaggregat
Arbeitswanne
Ziehdüse
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Ausgewählte Formgebungsverfahren
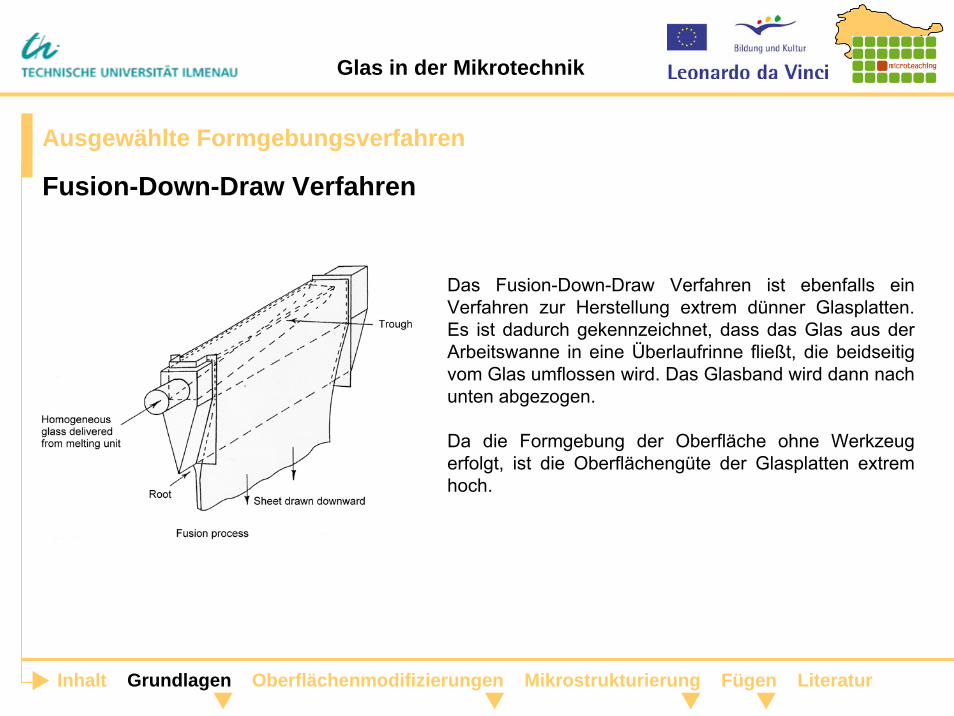
Fusion-Down-Draw Verfahren
Das Fusion-Down-Draw Verfahren ist ebenfalls ein Verfahren zur Herstellung extrem dünner Glasplatten. Es ist dadurch gekennzeichnet, dass das Glas aus der Arbeitswanne in eine Überlaufrinne fließt, die beidseitig vom Glas umflossen wird. Das Glasband wird dann nach unten abgezogen.
Da die Formgebung der Oberfläche ohne Werkzeug erfolgt, ist die Oberflächengüte der Glasplatten extrem hoch.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Ausgewählte Formgebungsverfahren
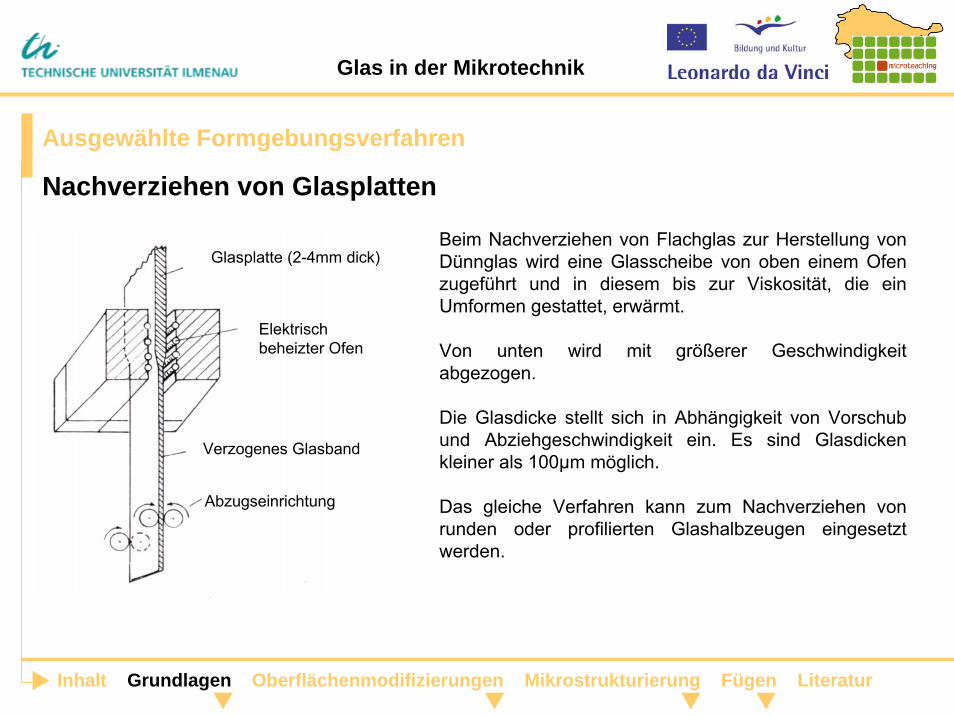
Nachverziehen von Glasplatten
Beim Nachverziehen von Flachglas zur Herstellung von Dünnglas wird eine Glasscheibe von oben einem Ofen zugeführt und in diesem bis zur Viskosität, die ein Umformen gestattet, erwärmt.
Von unten wird mit größerer Geschwindigkeit abgezogen.
Die Glasdicke stellt sich in Abhängigkeit von Vorschub und Abziehgeschwindigkeit ein. Es sind Glasdicken kleiner als 100µm möglich.
Das gleiche Verfahren kann zum Nachverziehen von runden oder profilierten Glashalbzeugen eingesetzt werden.
Glasplatte (2-4mm dick)
Elektrisch beheizter Ofen
Verzogenes Glasband
Abzugseinrichtung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Spezifikationen
Für die Mikrotechnik sind aus Sicht der Anpassung thermischer Ausdehnungskoeffizienten, Temperaturstabilität von Eigenschaften und verfügbarer Mikrostrukturierungstechniken Kieselglas, Borosilikatgläser und fotostrukturierbare Spezialgläser von Bedeutung.
Kieselglas ist ein Einkomponentenglas bestehend aus SiO2. Die technische Bedeutung beruht vor allem auf der geringen thermischen Dehnung, der hohen Temperaturbelastbarkeit (bis 1000°C) und der extremen UV-Durchlässigkeit.Borosilikatgläser zeichnen sich dadurch aus, dass sie einen gegenüber anderen Silikatgläsern erhöhten Anteil SiO2 sowie bis zu 13 Masse% B2O3 besitzen. Charakteristisch ist eine hohe Beständigkeit gegen chemische Einwirkungen und Temperaturunterschiede. Deshalb finden sie überwiegend Anwendung in Bereichen der chemischen und pharmazeutischen Industrie oder als „feuerfestes“ Geschirr. Die Variationsbreite der chemischen Zusammensetzung ist sehr groß. Maßgeblich eigenschaftsbestimmend ist, wie die für die Glasschmelze geeigneten Borverbindungen mit den anderen Metalloxiden kombiniert sind.Fotostrukturierbare Spezialgläser gehören zur Gruppe der dotierten Lithium-Aluminium-Silikatgläser. Sie zeichnen sich dadurch aus, dass sie infolge einer maskierten UV-Bestrahlung und anschließenden thermischen Behandlung basierend auf heterogener Keimbildung an den belichteten Bereichen partiell kristallisieren. Die kristallisierten Bereiche besitzen in verdünnter Flusssäure eine erhöhte Löslichkeit, sodass das Glas geometrisch mikrostrukturierbar ist. Kommerzielle einschlägige Gläser sind FOTURAN (Fa. Schott, Deutschland), PEG3 (Fa. Hoya, Japan) und FOTOFORM (Fa. Corning, USA, Produktion 1997 eingestellt). Am Fachgebiet für Glas- und Keramiktechnologie der TU Ilmenau wird zu Forschungszweckenmit einem eigens entwickelten fotostrukturierbaren Glas FS21 gearbeitet.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Spezifikationen
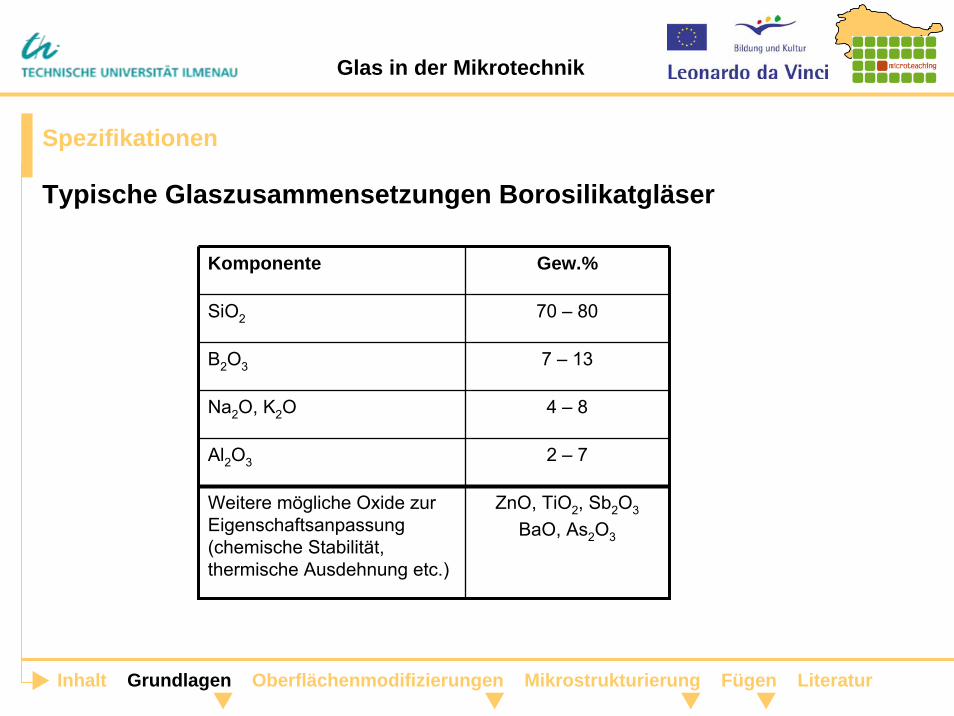
Typische Glaszusammensetzungen Borosilikatgläser
Komponente Gew.%
SiO2 70 – 80
B2O3 7 – 13
Na2O, K2O 4 – 8
Al2O3 2 – 7
Weitere mögliche Oxide zur Eigenschaftsanpassung (chemische Stabilität, thermische Ausdehnung etc.)
ZnO, TiO2, Sb2O3
BaO, As2O3
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Spezifikationen
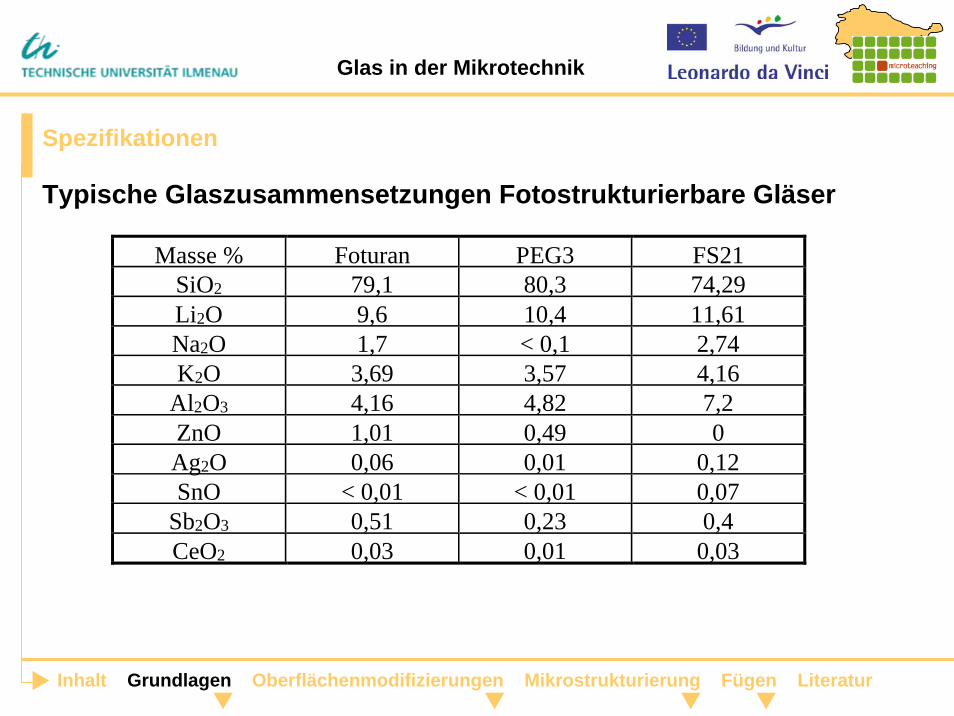
Typische Glaszusammensetzungen Fotostrukturierbare Gläser
Masse % Foturan PEG3 FS21 SiO2 79,1 80,3 74,29 Li2O 9,6 10,4 11,61 Na2O 1,7 < 0,1 2,74 K2O 3,69 3,57 4,16
Al2O3 4,16 4,82 7,2 ZnO 1,01 0,49 0 Ag2O 0,06 0,01 0,12 SnO < 0,01 < 0,01 0,07
Sb2O3 0,51 0,23 0,4 CeO2 0,03 0,01 0,03
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
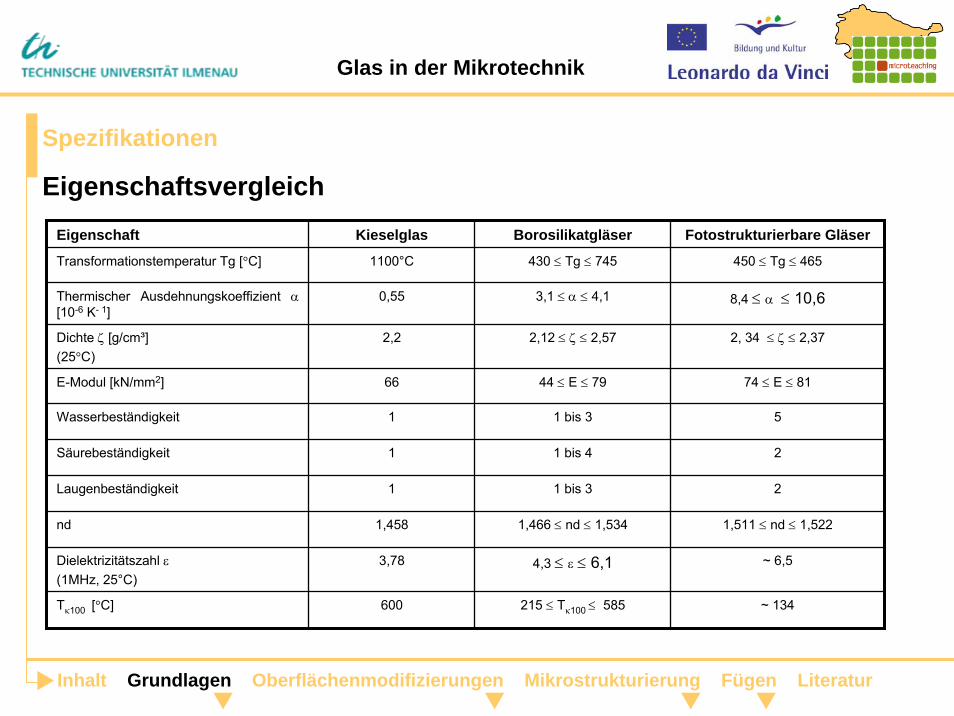
Eigenschaft Kieselglas Borosilikatgläser Fotostrukturierbare Gläser
Transformationstemperatur Tg [°C] 1100°C 430 ≤ Tg ≤ 745
3,1 ≤ α ≤ 4,1
2,12 ≤ ζ ≤ 2,57
44 ≤ E ≤ 79
1 bis 3
1 bis 4
1 bis 3
1,466 ≤ nd ≤ 1,534
4,3 ≤ ε ≤ 6,1
215 ≤ Tκ100 ≤ 585
450 ≤ Tg ≤ 465
Thermischer Ausdehnungskoeffizient α[10-6 K- 1]
0,55 8,4 ≤ α ≤ 10,6
Dichte ζ [g/cm³](25°C)
2,2 2, 34 ≤ ζ ≤ 2,37
E-Modul [kN/mm2] 66 74 ≤ E ≤ 81
Wasserbeständigkeit 1 5
Säurebeständigkeit 1 2
Laugenbeständigkeit 1 2
nd 1,458 1,511 ≤ nd ≤ 1,522
Dielektrizitätszahl ε(1MHz, 25°C)
3,78 ~ 6,5
Tκ100 [°C] 600 ~ 134
Spezifikationen
Eigenschaftsvergleich
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Ausgewählte Oberflächenmodifizierungen
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Reinigung
Beschichtung
Ionenaustausch
Glas in der Mikrotechnik
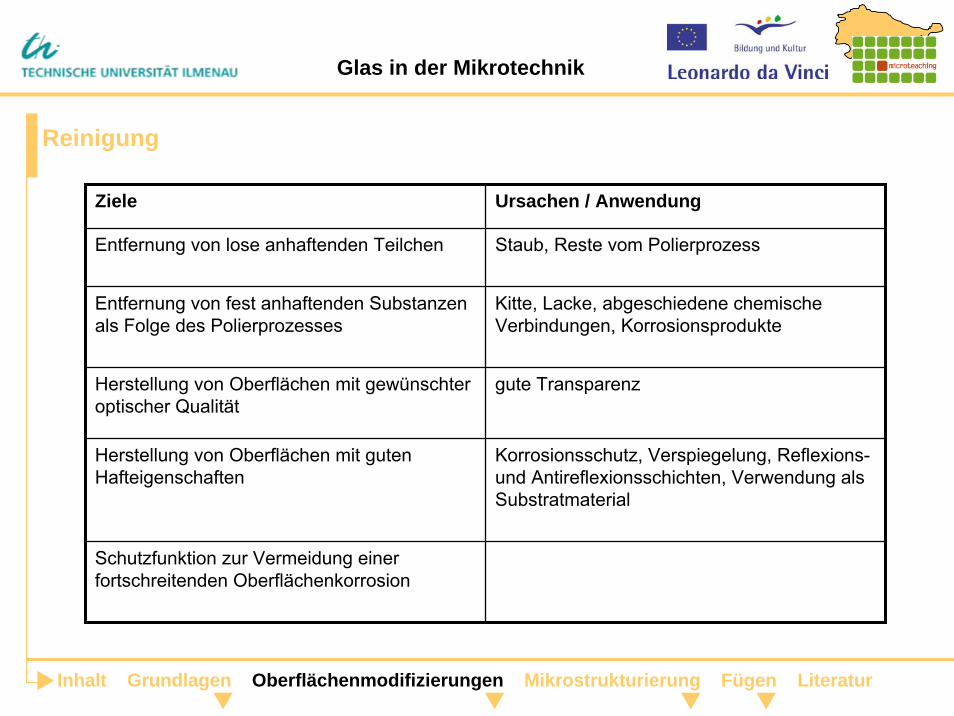
Reinigung
Ziele Ursachen / Anwendung
Entfernung von lose anhaftenden Teilchen Staub, Reste vom Polierprozess
Entfernung von fest anhaftenden Substanzen als Folge des Polierprozesses
Kitte, Lacke, abgeschiedene chemische Verbindungen, Korrosionsprodukte
Herstellung von Oberflächen mit gewünschter optischer Qualität
gute Transparenz
Herstellung von Oberflächen mit guten Hafteigenschaften
Korrosionsschutz, Verspiegelung, Reflexions-und Antireflexionsschichten, Verwendung als Substratmaterial
Schutzfunktion zur Vermeidung einer fortschreitenden Oberflächenkorrosion
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Reinigung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Problem: In der Regel unbekannte Zusammensetzung der Oberflächenverunreinigung
Möglichkeiten: 1. Chemische Auflösung der Verunreinigung ohne Glasangriff
2. gleichmäßige Auflösung der Glasoberfläche, Verunreinigungen werden mit weggeschwemmt
Glas in der Mikrotechnik
Reinigung
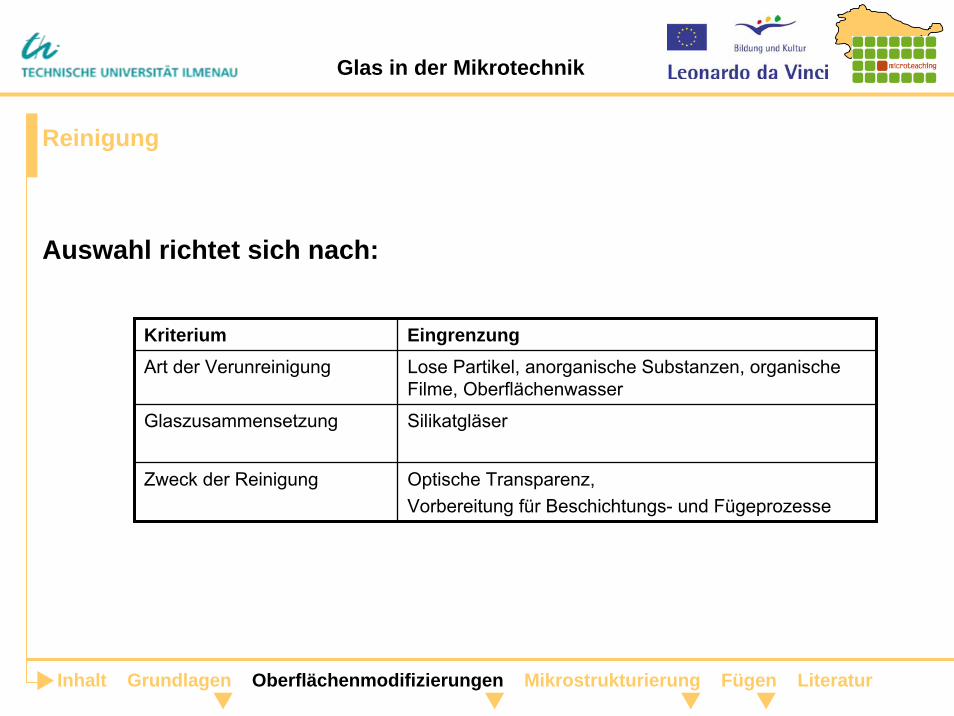
Auswahl richtet sich nach:
Kriterium EingrenzungArt der Verunreinigung Lose Partikel, anorganische Substanzen, organische
Filme, Oberflächenwasser
Glaszusammensetzung Silikatgläser
Zweck der Reinigung Optische Transparenz,Vorbereitung für Beschichtungs- und Fügeprozesse
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Reinigung
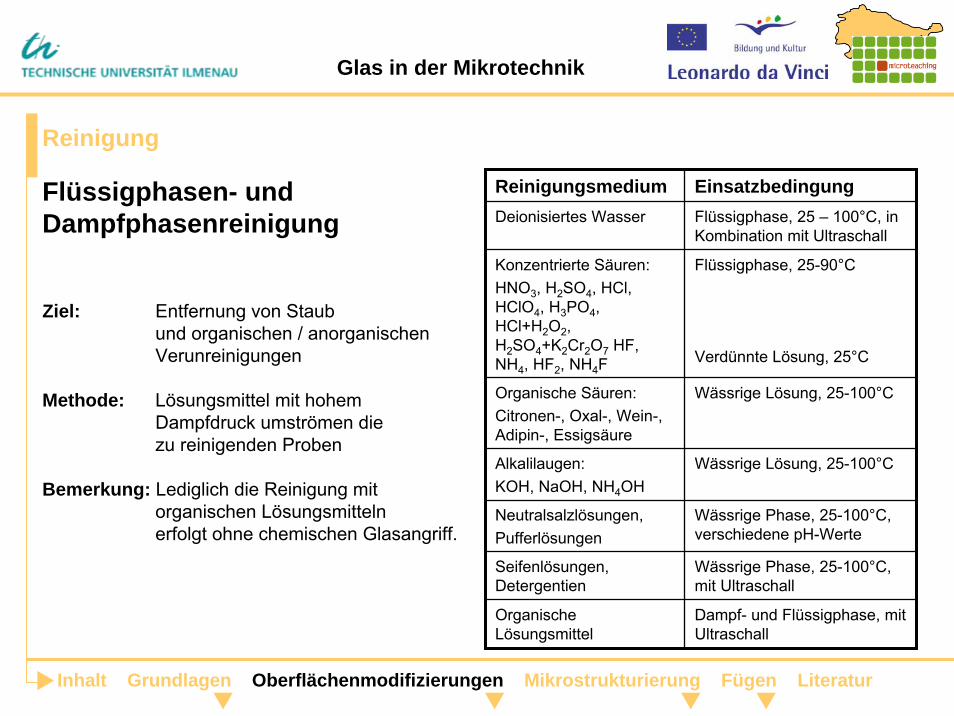
Flüssigphasen- undDampfphasenreinigung
Ziel: Entfernung von Staub und organischen / anorganischenVerunreinigungen
Methode: Lösungsmittel mit hohem Dampfdruck umströmen diezu reinigenden Proben
Bemerkung: Lediglich die Reinigung mitorganischen Lösungsmitteln erfolgt ohne chemischen Glasangriff.
Reinigungsmedium EinsatzbedingungDeionisiertes Wasser Flüssigphase, 25 – 100°C, in
Kombination mit Ultraschall
Konzentrierte Säuren:HNO3, H2SO4, HCl, HClO4, H3PO4, HCl+H2O2, H2SO4+K2Cr2O7 HF, NH4, HF2, NH4F
Flüssigphase, 25-90°C
Verdünnte Lösung, 25°C
Organische Säuren:Citronen-, Oxal-, Wein-, Adipin-, Essigsäure
Wässrige Lösung, 25-100°C
Alkalilaugen:KOH, NaOH, NH4OH
Wässrige Lösung, 25-100°C
Neutralsalzlösungen,Pufferlösungen
Wässrige Phase, 25-100°C, verschiedene pH-Werte
Seifenlösungen, Detergentien
Wässrige Phase, 25-100°C, mit Ultraschall
Organische Lösungsmittel
Dampf- und Flüssigphase, mit Ultraschall
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Grundtypen
Stoßdesorption von Oberflächenatomen /-molekülen
Chemische Reaktionen in Form der Oxidation von Kohlenwassererstoffen und Bildung gasförmiger Reaktionsprodukte anhaftender Festkörper
ThermodesorptionErwärmung der Oberfläche durch auftreffende Ionen
Oberflächenreaktionen infolge Rekonstruktion der Oberfläche unter Einfluss der Umgebung
Reinigung
Physikalisch-chemische Methoden
Methoden
Oberflächenpräparation durch Ionenbeschuß(Sputterverfahren)
Bestrahlung von Oberflächen(UV-, Röntgen, γ-Strahlung, Einsatz an Modellgläsern, bisher nur zu Forschungszwecken)
Reaktive Verfahren(Reaktives Plasmaätzen, Sauerstoffspezies zur Oxidation von Kohlenwasserstoffen, F-, Cl-haltigeRadikale zum Abtragen von SiO2, Si, Si3N etc.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Beschichtung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Ziel: Auftrag von Funktionsschichten (einige nm – einige µm Dicke)
Physikalische Methoden
Sputtern: Zerstäubung von Metallen, Legierungen oder Verbindungen durch Beschuss mit Argon-Ionen im Vakuum
Aufdampfen: Thermische Verdampfung von Reinstoffen im Hochvakuum
IonenunterstützteVerfahren: Aufdampfen in Kombination mit Energieeintrag durch ionisiertes
Argon
Glas in der Mikrotechnik
Beschichtung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Bedampfen
Prinzip - Verdampfen von Metallen und Metalloxiden im Hochvakuum
Verdampfungsquellen: - widerstands- oder induktionsbeheizte Tiegel- Elektronenstrahl-Verdampfer
- Kondensation auf der Glasoberfläche
Einsatzgebiete- optische Verspiegelungen- dichroitische Schichtsysteme
Limitierungen- Dampfdrücke der Reinstoffe (Elemente) variieren sehr stark- nicht geeignet für Legierungen (stark unterschiedliche Dampfdrücke!)
Glas in der Mikrotechnik
Beschichtung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Sputtern
Prinzip- Zerstäubung von Metallen, Legierungen oder Verbindungen durch
Beschuss mit Argon-Ionen im Vakuum; - Niederschlag des zerstäubten Materials auf dem Substrat
Einsatzgebiete- geeignet für die Beschichtung mit Oxiden, Nitriden u.a. Verbindungen- hohe Abscheidraten durch Einsatz von Magnetron-Quellen möglich- hohe Argonionen-Dichte durch zusätzliche Magnetfelder- Durchlauf-Beschichtung von plattenförmigen Substraten möglich- Multi-Target-Anlagen erlauben die Abscheidung von viellagigen Schichten
in Vakuumfolge, z. B. für schmalbandige optische Filter
Glas in der Mikrotechnik
Beschichtung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
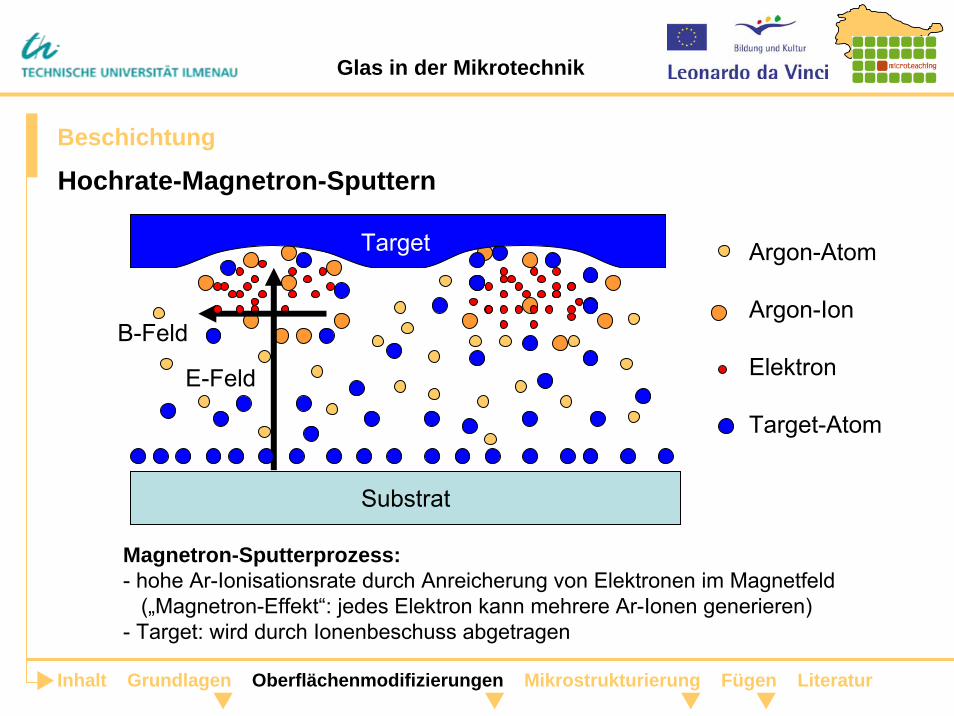
Hochrate-Magnetron-Sputtern
Substrat
E-Feld
B-Feld
Argon-Atom
Argon-Ion
Elektron
Target-Atom
Target
Magnetron-Sputterprozess:- hohe Ar-Ionisationsrate durch Anreicherung von Elektronen im Magnetfeld
(„Magnetron-Effekt“: jedes Elektron kann mehrere Ar-Ionen generieren)- Target: wird durch Ionenbeschuss abgetragen
Glas in der Mikrotechnik
Beschichtung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Chemische VerfahrenGasphasen-Abscheidung (Chemical Vapour Deposition, CVD)Prinzip- Abscheidung von Schichten aus gasförmigen Edukten- Reaktion durch thermische oder Plasma-Aktivierung nahe der Glasoberfläche- Vorzugsweise für funktionale Oberflächenschichten
Plasma-Impuls-CVD (PI-CVD, Schott-Patent, speziell für komplexe Geometrien)- 1) Einbringen einer definierten Menge gasförmiger Ausgangsstoffe in den Reaktor- 2) kurzzeitige Zünden eines Plasmas Abscheidung einer definierten Schicht- 3) Absaugen der Reaktionsprodukte- 4ff) ggf. Wiederholung für weitere Schichten / größere Schichtdicken- besonders geeignet für Hohlkörper
Glas in der Mikrotechnik
Ionenaustausch
Das Ziel von Ionenaustauschprozessen ist die Modifizierung von Glasoberflächen gegenüber dem Glasvolumen z.B. zur Oberflächenverfestigung oder zur Brechzahländerung in mikrostrukturierten Glasbauteilen für die Gradientenoptik oder Lichtwellenleiterintegration.Ionenaustauschprozesse resultieren aus der Reaktion eines Elektrolyten (Schmelzen, Pasten, Gase, wässrige Lösungen) mit einer oxidischenGlasoberfläche auf Basis von Diffusionsprozessen. Prozessbestimmend sind: Art, Konzentration und Beweglichkeit der am Diffusionsprozess beteiligten Ionen, Temperatur-/Zeitregime, Kontaktverhältnisse zwischen den Medien, den Diffusionsprozess unterstützende Maßnahmen (z.B. elektrische Feldunterstützung) sowie die Glasstruktur. Aufgrund des einfachen apparativen Aufwandes und der preiswerten Realisierbarkeit erfolgt der Ionenaustausch häufig über Salzschmelzen als Ionenaustausch ca. 30K unterhalb der Transformationstemperatur des Glases.
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Brechzahländerung
Festigkeitserhöhung
Erzeugung einer Oberflächendruckverspannung durch Eindiffusion von Alkaliionen mit großem Ionenradius. Die kleineren Ionen diffundierenentgegengesetzt in die Schmelze. Die druckverspannte Oberflächenschicht sollte etwas dicker als die Tiefe der zu schließenden Mikrorisse sein, d.h. 10 ... 20µm.
Änderung der Dichte in Abhängigkeit vom Ionenradius und der Polarisierbarkeit der interdiffundierenden Netzwerkwandlerionen.
Glas in der Mikrotechnik
Ionenaustausch
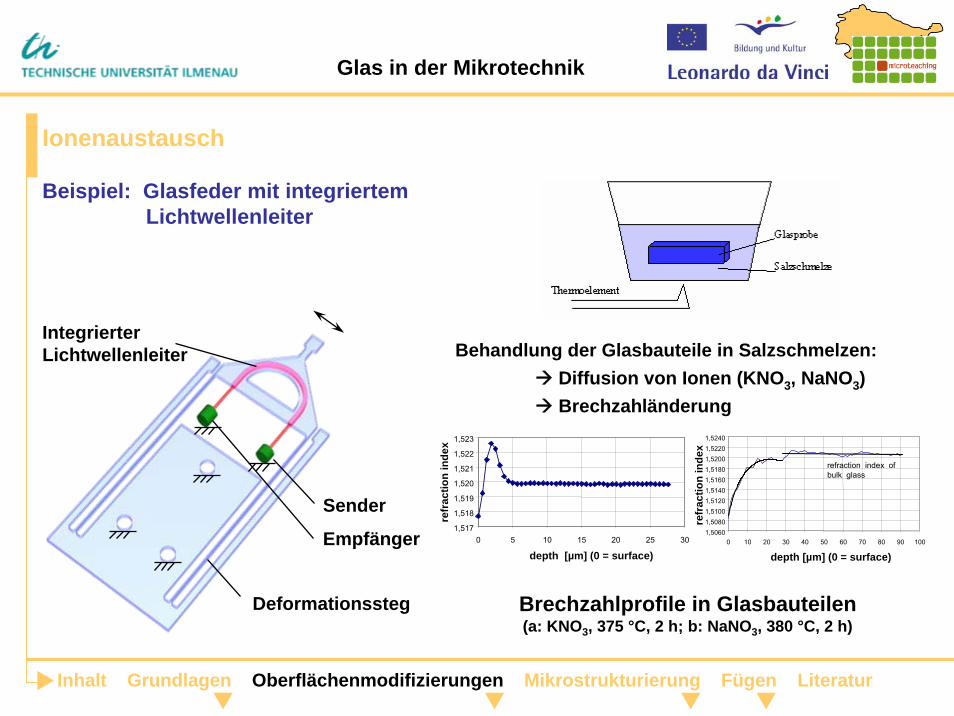
Behandlung der Glasbauteile in Salzschmelzen:Diffusion von Ionen (KNO3, NaNO3)Brechzahländerung
Sender
Empfänger
IntegrierterLichtwellenleiter
Deformationssteg
Beispiel: Glasfeder mit integriertem Lichtwellenleiter
Brechzahlprofile in Glasbauteilen(a: KNO3, 375 °C, 2 h; b: NaNO3, 380 °C, 2 h)
1,50601,50801,51001,51201,51401,51601,51801,52001,52201,5240
0 10 20 30 40 50 60 70 80 90 100
depth [µm] (0 = surface)
refr
actio
n in
dex
refraction index of bulk glass
1,517
1,518
1,519
1,520
1,521
1,522
1,523
0 5 10 15 20 25 30
depth [µm] (0 = surface)
refr
actio
n in
dex
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik

Mikrostrukturierung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Nasschemisches Ätzen
Trockenätzverfahren
Mechanische Verfahren
Fotostrukturierung
Laserbearbeitung
Glas in der Mikrotechnik
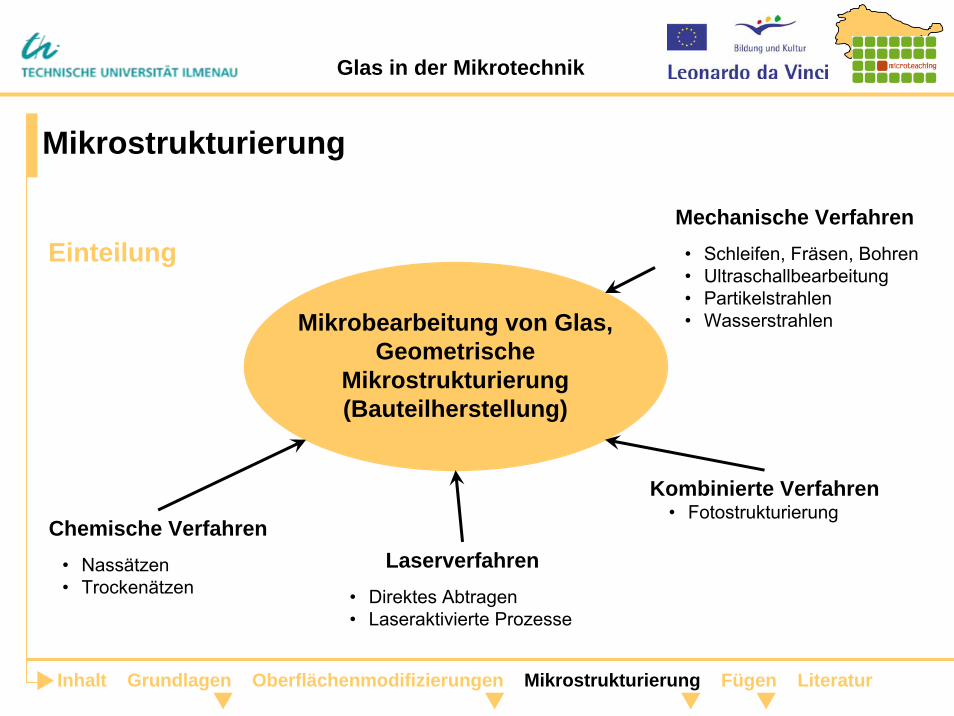
Einteilung
Mikrobearbeitung von Glas,Geometrische
Mikrostrukturierung(Bauteilherstellung)
Chemische Verfahren• Nassätzen• Trockenätzen
Laserverfahren• Direktes Abtragen• Laseraktivierte Prozesse
Mechanische Verfahren• Schleifen, Fräsen, Bohren• Ultraschallbearbeitung• Partikelstrahlen• Wasserstrahlen
Kombinierte Verfahren• Fotostrukturierung
Mikrostrukturierung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik

Nasschemisches Ätzen
Beim nasschemischen Ätzen von Glas erfolgt der Ätzabtrag, beginnend von der Oberfläche, in alle Richtungen gleichmäßig (isotrop), da es keine Kristallorientierungen mit unterschiedlichen Ätzraten gibt.
Glasbauteil
Beschichtung mit Metallschicht
Maskierte Belichtung
Resiststrukturierung: Entwickeln, Ätzen
Strukturübertragung in Metallschichtz.B. Reaktives Ionenätzen
Strukturübertragung in GlasIsotropes Glasätzen
Entfernen der Lackschicht
Entfernen der Metallschicht
Beschichtung mit Fotolack
ProzessschritteBeispiel: geätzte Näpfchen in Borosilikatglas
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Beispiel: geätzte Kanalkreuzung in Borosilikatglas
Glas in der Mikrotechnik
Nasschemisches Ätzen
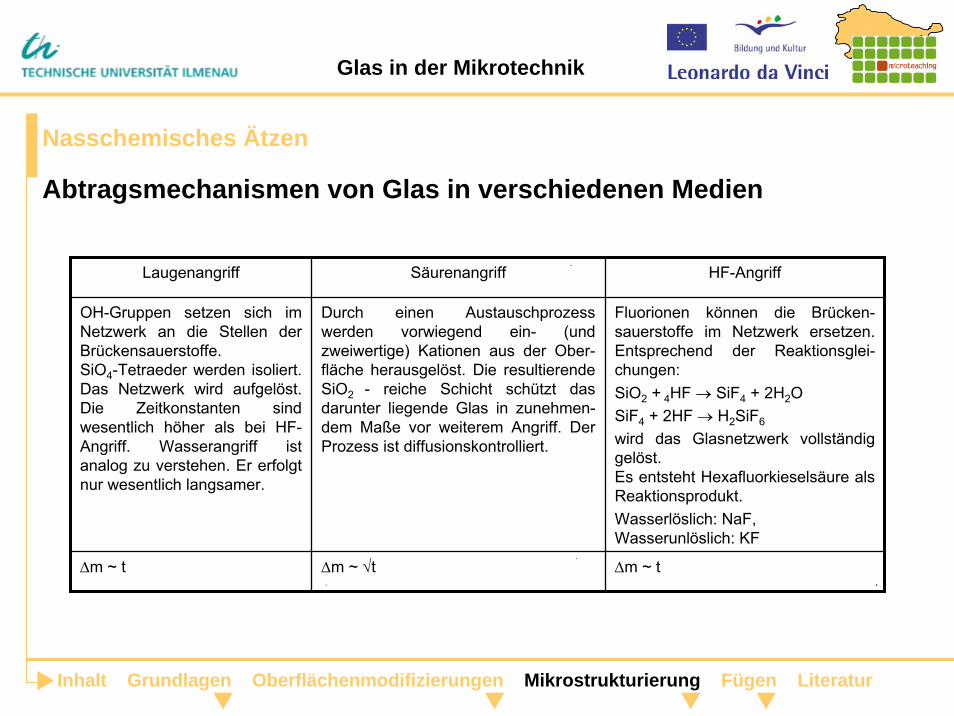
Abtragsmechanismen von Glas in verschiedenen Medien
Laugenangriff Säurenangriff HF-Angriff
OH-Gruppen setzen sich im Netzwerk an die Stellen der Brückensauerstoffe. SiO4-Tetraeder werden isoliert. Das Netzwerk wird aufgelöst. Die Zeitkonstanten sind wesentlich höher als bei HF-Angriff. Wasserangriff ist analog zu verstehen. Er erfolgt nur wesentlich langsamer.
Durch einen Austauschprozess werden vorwiegend ein- (und zweiwertige) Kationen aus der Ober-fläche herausgelöst. Die resultierende SiO2 - reiche Schicht schützt das darunter liegende Glas in zunehmen-dem Maße vor weiterem Angriff. Der Prozess ist diffusionskontrolliert.
Fluorionen können die Brücken-sauerstoffe im Netzwerk ersetzen. Entsprechend der Reaktionsglei-chungen:SiO2 + 4HF → SiF4 + 2H2OSiF4 + 2HF → H2SiF6
wird das Glasnetzwerk vollständig gelöst. Es entsteht Hexafluorkieselsäure als Reaktionsprodukt. Wasserlöslich: NaF, Wasserunlöslich: KF
Δm ~ t Δm ~ √t Δm ~ t
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Trockenchemisches Ätzen
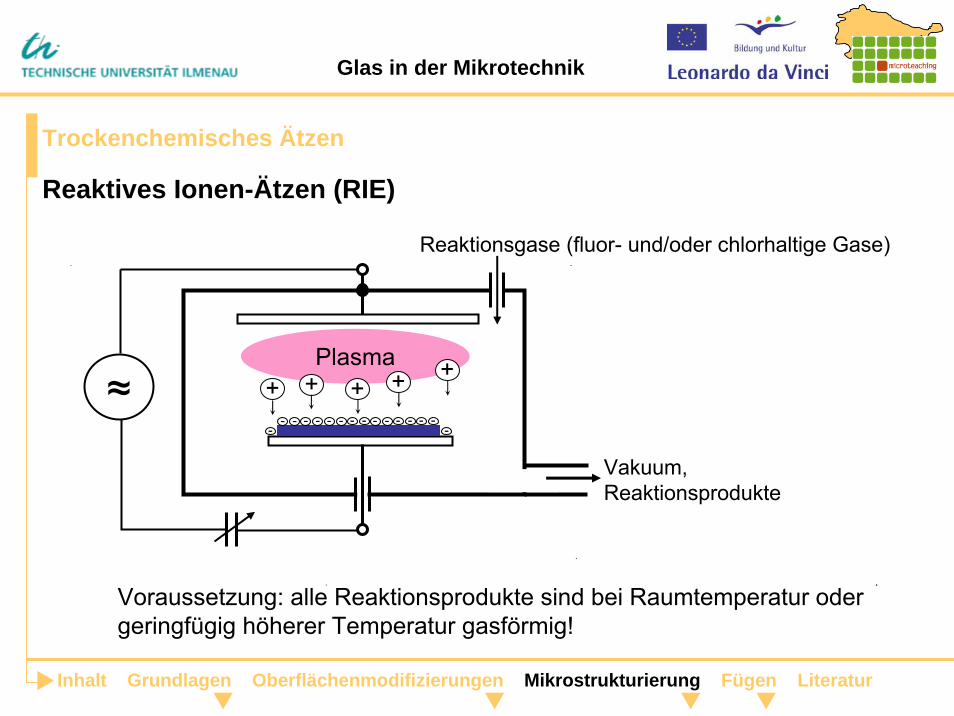
Reaktives Ionen-Ätzen (RIE)
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Vakuum,Reaktionsprodukte
≈
Reaktionsgase (fluor- und/oder chlorhaltige Gase)
Plasma
-- - - - - - - - - - - - - -
-
+ ++ + +
Voraussetzung: alle Reaktionsprodukte sind bei Raumtemperatur oder geringfügig höherer Temperatur gasförmig!
Glas in der Mikrotechnik
Trockenchemisches Ätzen
Abtragsmechanismenmittels Plasma-unterstützten chemischen Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Voraussetzungalle Glasbestandteile bilden flüchtige Reaktionsprodukte mit den eingesetzten Ätzgasen
unproblematische Glasbestandteile:- Silicium, Bor, Phosphor (bilden flüchtige Reaktionsprodukte mit fluorhaltigen Ätzgasen)
problematische Bestandteile in Gläsern:- Aluminium (erfordert chlorhaltige Ätzgase)- Alkali- und Erdalkali-Metalle (können nur duch Argon-Zusatz entfernt werden)
FAZITDas chemisch unterstützte Trockenätzen von Glas ist fast ausschließlich für Si-basierte Gläser ohne Aluminium- oder Erdalkali- bzw. Alkali-Metall-Zusatz anwendbar. Der Eintrag von konventionellen Gläsern in Anlagen für Halbleiterprozesse ist ausKontaminationsgründen nicht möglich.
Glas in der Mikrotechnik
Trockenchemisches Ätzen
Abtragsmechanismenmittels Plasma-unterstützten physikalischen Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
gemeinsames Prinzipmechanischer Abtrag durch Ionenbeschuss, zumeist Argon- oder Gallium-Ionen
Inverses Sputtern• Zerstäuben der Substratoberfläche statt des Targets• abgetragenes Material bleibt in der Prozesskammer zurück• geringe Selektivität zu Maskierungen (Fotolack, Metallen)
Ionenstrahl-Ätzen• Abtrag durch einen beschleunigten, gerichteten Argon-Ionenstrahl• ähnlich wie Inverses Sputtern, jedoch höhere Richtungsanisotropie
Fokussierte Ionenstrahlätzung (FIB – Focussed Ion Beam)• Abtrag durch einen mittels elektromagnetischer Optik fokussierten Gallium-Ionenstrahl
mit wenigen Mikrometern Durchmesser • nur für die lokal begrenzte Strukturierung (z.B. zu Analysezwecken)
Glas in der Mikrotechnik
Trockenchemisches Ätzen
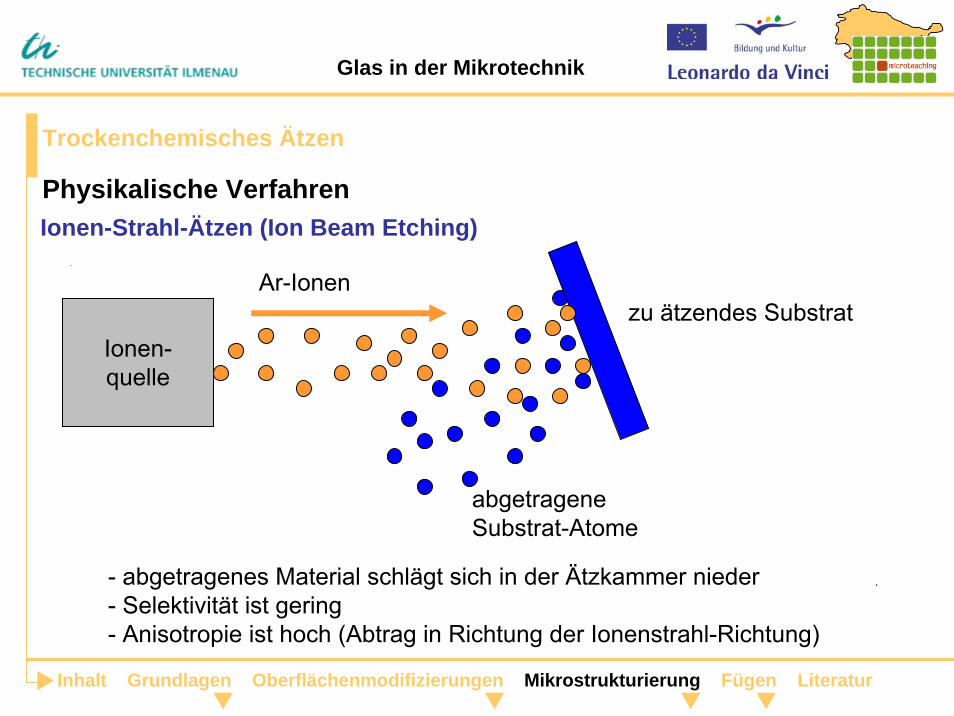
Physikalische Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Ionen-quelle
zu ätzendes Substrat
Ionen-Strahl-Ätzen (Ion Beam Etching)
abgetrageneSubstrat-Atome
- abgetragenes Material schlägt sich in der Ätzkammer nieder- Selektivität ist gering- Anisotropie ist hoch (Abtrag in Richtung der Ionenstrahl-Richtung)
Ar-Ionen
Glas in der Mikrotechnik
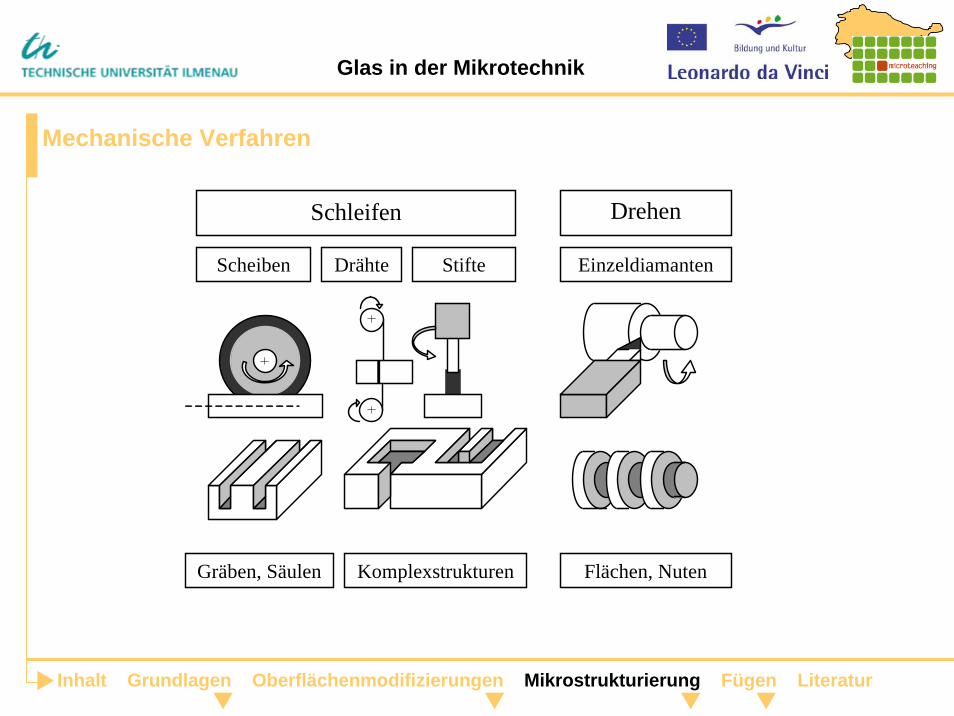
Schleifen Drehen
Scheiben Stifte Einzeldiamanten
Gräben, Säulen Komplexstrukturen Flächen, Nuten
Drähte
Mechanische Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Mechanische Verfahren
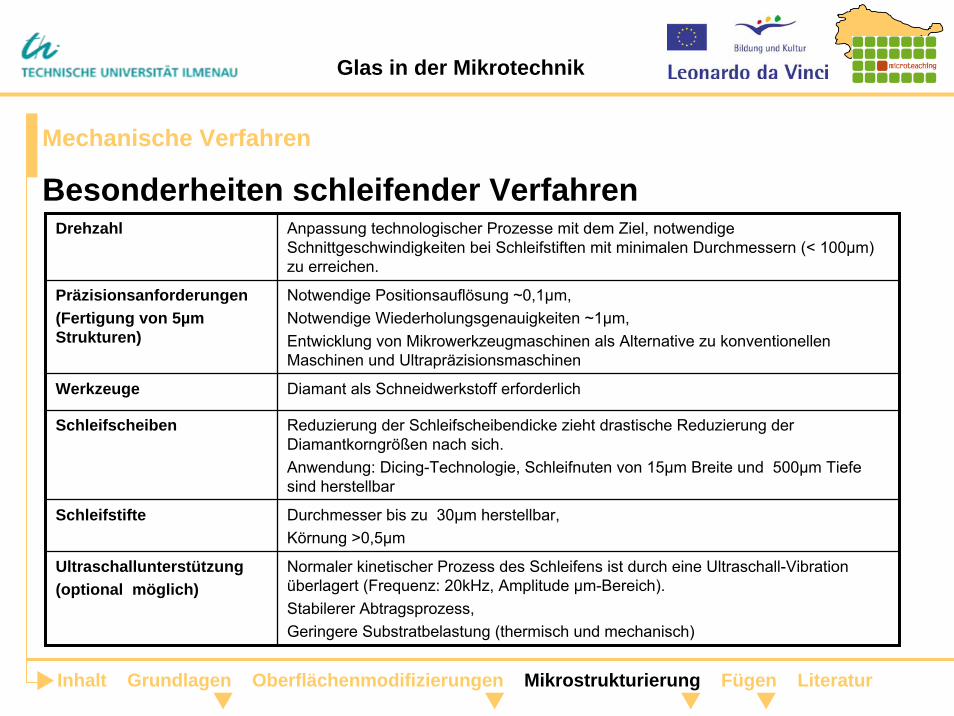
Besonderheiten schleifender VerfahrenDrehzahl Anpassung technologischer Prozesse mit dem Ziel, notwendige
Schnittgeschwindigkeiten bei Schleifstiften mit minimalen Durchmessern (< 100µm) zu erreichen.
Präzisionsanforderungen(Fertigung von 5µm Strukturen)
Notwendige Positionsauflösung ~0,1µm,Notwendige Wiederholungsgenauigkeiten ~1µm,Entwicklung von Mikrowerkzeugmaschinen als Alternative zu konventionellen Maschinen und Ultrapräzisionsmaschinen
Werkzeuge Diamant als Schneidwerkstoff erforderlich
Schleifscheiben Reduzierung der Schleifscheibendicke zieht drastische Reduzierung der Diamantkorngrößen nach sich. Anwendung: Dicing-Technologie, Schleifnuten von 15µm Breite und 500µm Tiefe sind herstellbar
Schleifstifte Durchmesser bis zu 30µm herstellbar,Körnung >0,5µm
Ultraschallunterstützung(optional möglich)
Normaler kinetischer Prozess des Schleifens ist durch eine Ultraschall-Vibration überlagert (Frequenz: 20kHz, Amplitude µm-Bereich).Stabilerer Abtragsprozess,Geringere Substratbelastung (thermisch und mechanisch)
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Mechanische Verfahren
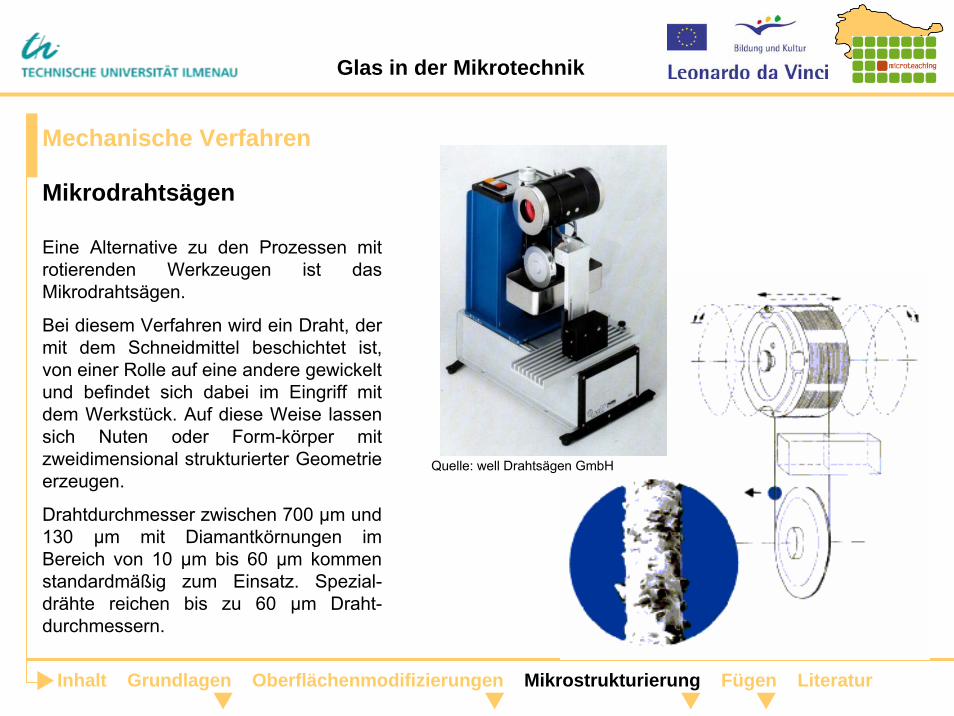
Eine Alternative zu den Prozessen mit rotierenden Werkzeugen ist das Mikrodrahtsägen.
Bei diesem Verfahren wird ein Draht, der mit dem Schneidmittel beschichtet ist, von einer Rolle auf eine andere gewickelt und befindet sich dabei im Eingriff mit dem Werkstück. Auf diese Weise lassen sich Nuten oder Form-körper mit zweidimensional strukturierter Geometrie erzeugen.
Drahtdurchmesser zwischen 700 µm und 130 µm mit Diamantkörnungen im Bereich von 10 µm bis 60 µm kommenstandardmäßig zum Einsatz. Spezial-drähte reichen bis zu 60 µm Draht-durchmessern.
Mikrodrahtsägen
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Quelle: well Drahtsägen GmbH
Glas in der Mikrotechnik
Bedingungen
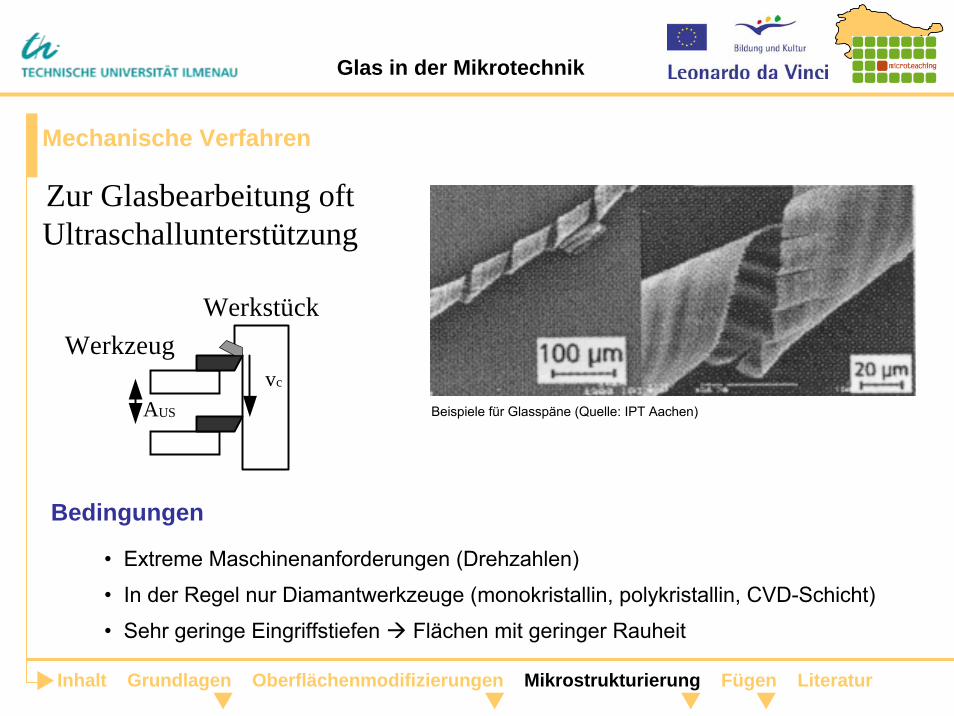
• Extreme Maschinenanforderungen (Drehzahlen)
• In der Regel nur Diamantwerkzeuge (monokristallin, polykristallin, CVD-Schicht)
• Sehr geringe Eingriffstiefen Flächen mit geringer Rauheit
vc
AUS
WerkstückWerkzeug
Zur Glasbearbeitung oft Ultraschallunterstützung
Beispiele für Glasspäne (Quelle: IPT Aachen)
Mechanische Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
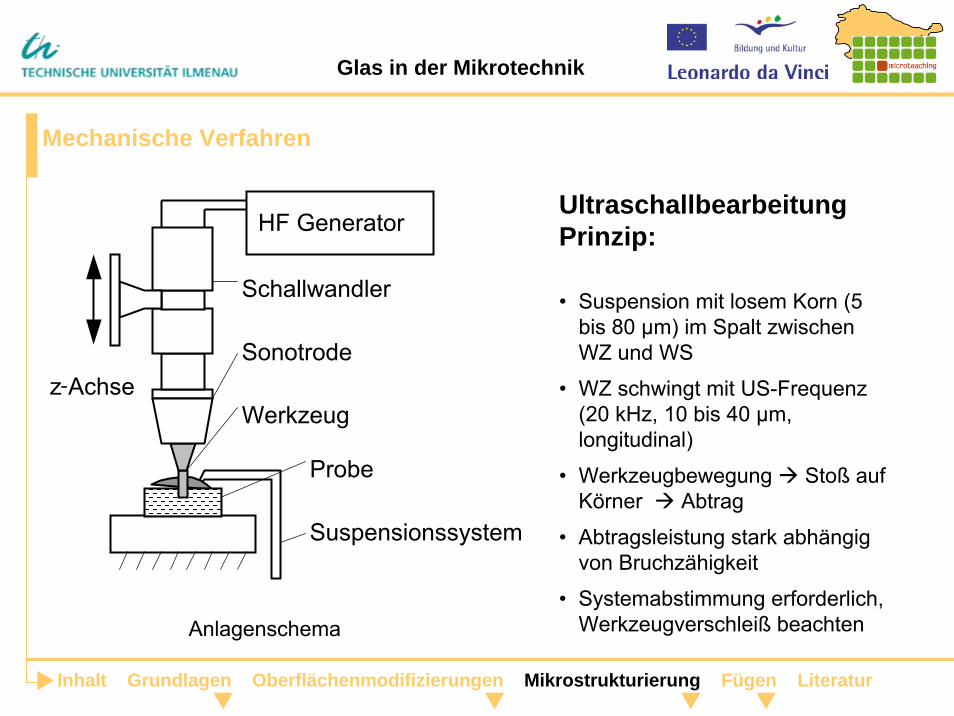
HF Generator
Schallwandler
Suspensionssystem
Probe
z-AchseWerkzeug
Sonotrode
UltraschallbearbeitungPrinzip:
• Suspension mit losem Korn (5 bis 80 µm) im Spalt zwischen WZ und WS
• WZ schwingt mit US-Frequenz (20 kHz, 10 bis 40 µm, longitudinal)
• Werkzeugbewegung Stoß auf Körner Abtrag
• Abtragsleistung stark abhängig von Bruchzähigkeit
• Systemabstimmung erforderlich, Werkzeugverschleiß beachtenAnlagenschema
Mechanische Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
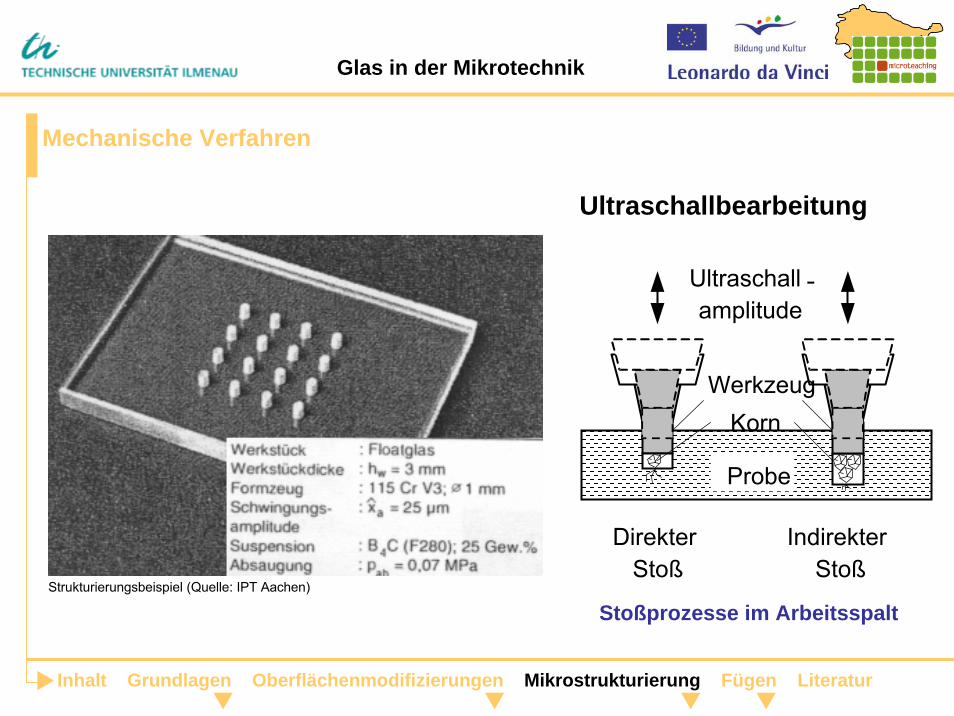
Direkter Stoß
Indirekter Stoß
KornWerkzeug
Probe
Ultraschall -amplitude
Strukturierungsbeispiel (Quelle: IPT Aachen)
Stoßprozesse im Arbeitsspalt
Ultraschallbearbeitung
Mechanische Verfahren
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
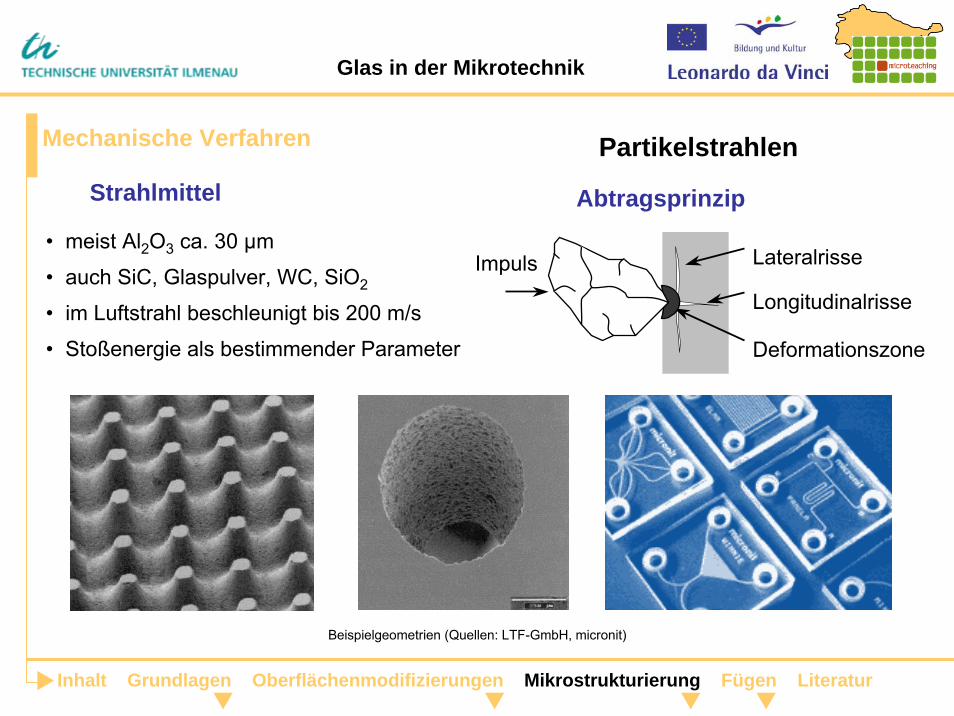
Strahlmittel
• meist Al2O3 ca. 30 µm
• auch SiC, Glaspulver, WC, SiO2
• im Luftstrahl beschleunigt bis 200 m/s
• Stoßenergie als bestimmender Parameter
Abtragsprinzip
Impuls Lateralrisse
Longitudinalrisse
Deformationszone
Beispielgeometrien (Quellen: LTF-GmbH, micronit)
Mechanische Verfahren Partikelstrahlen
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Mechanische Verfahren
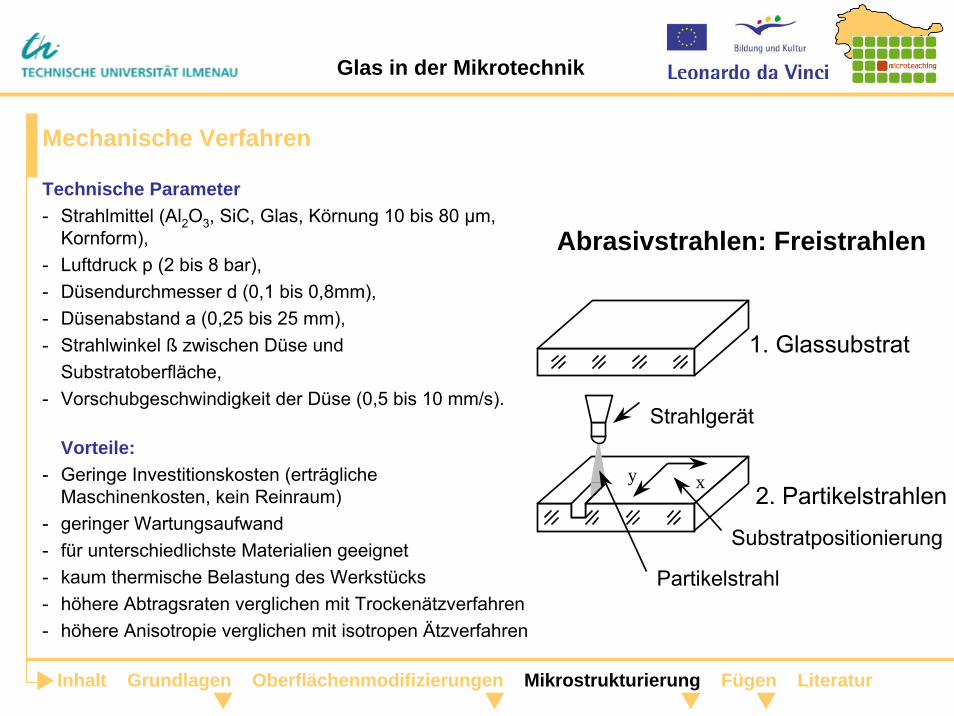
Technische Parameter- Strahlmittel (Al2O3, SiC, Glas, Körnung 10 bis 80 µm,
Kornform),- Luftdruck p (2 bis 8 bar),- Düsendurchmesser d (0,1 bis 0,8mm),- Düsenabstand a (0,25 bis 25 mm),- Strahlwinkel ß zwischen Düse und
Substratoberfläche,- Vorschubgeschwindigkeit der Düse (0,5 bis 10 mm/s).
Vorteile:- Geringe Investitionskosten (erträgliche
Maschinenkosten, kein Reinraum)- geringer Wartungsaufwand- für unterschiedlichste Materialien geeignet- kaum thermische Belastung des Werkstücks- höhere Abtragsraten verglichen mit Trockenätzverfahren - höhere Anisotropie verglichen mit isotropen Ätzverfahren
Abrasivstrahlen: Freistrahlen
1. Glassubstrat
2. Partikelstrahlenxy
Strahlgerät
Partikelstrahl
Substratpositionierung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
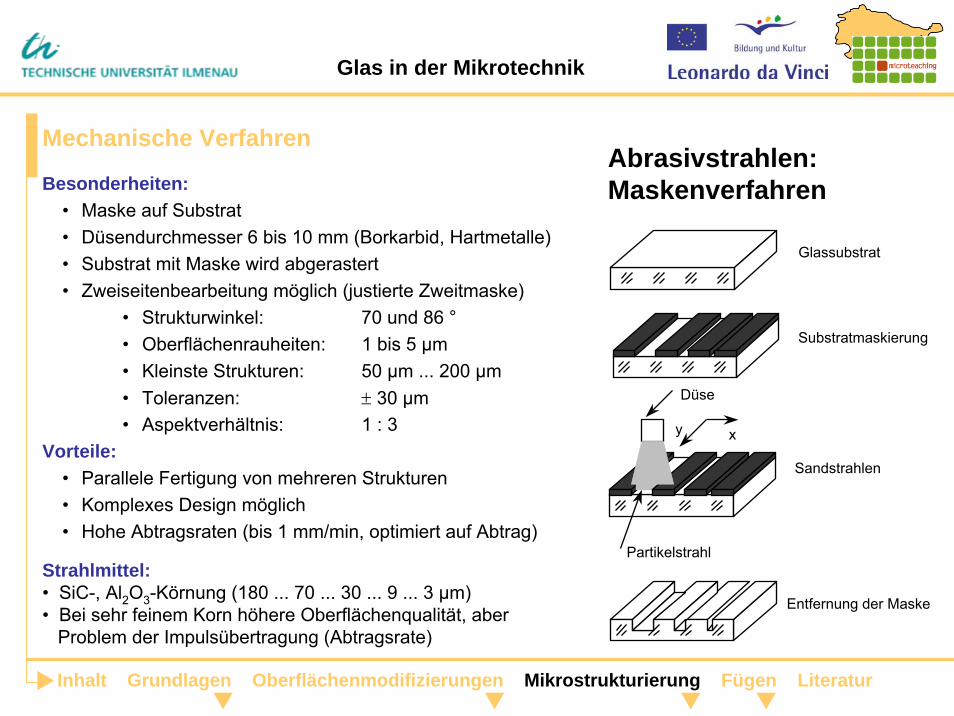
Mechanische VerfahrenAbrasivstrahlen: Maskenverfahren
Glassubstrat
Substratmaskierung
Entfernung der Maske
Sandstrahlen
xy
Partikelstrahl
Düse
Besonderheiten:• Maske auf Substrat • Düsendurchmesser 6 bis 10 mm (Borkarbid, Hartmetalle)• Substrat mit Maske wird abgerastert• Zweiseitenbearbeitung möglich (justierte Zweitmaske)
• Strukturwinkel: 70 und 86 °• Oberflächenrauheiten: 1 bis 5 µm • Kleinste Strukturen: 50 µm ... 200 µm• Toleranzen: ± 30 µm• Aspektverhältnis: 1 : 3
Vorteile:• Parallele Fertigung von mehreren Strukturen• Komplexes Design möglich• Hohe Abtragsraten (bis 1 mm/min, optimiert auf Abtrag)
Strahlmittel:• SiC-, Al2O3-Körnung (180 ... 70 ... 30 ... 9 ... 3 µm)• Bei sehr feinem Korn höhere Oberflächenqualität, aber
Problem der Impulsübertragung (Abtragsrate)
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
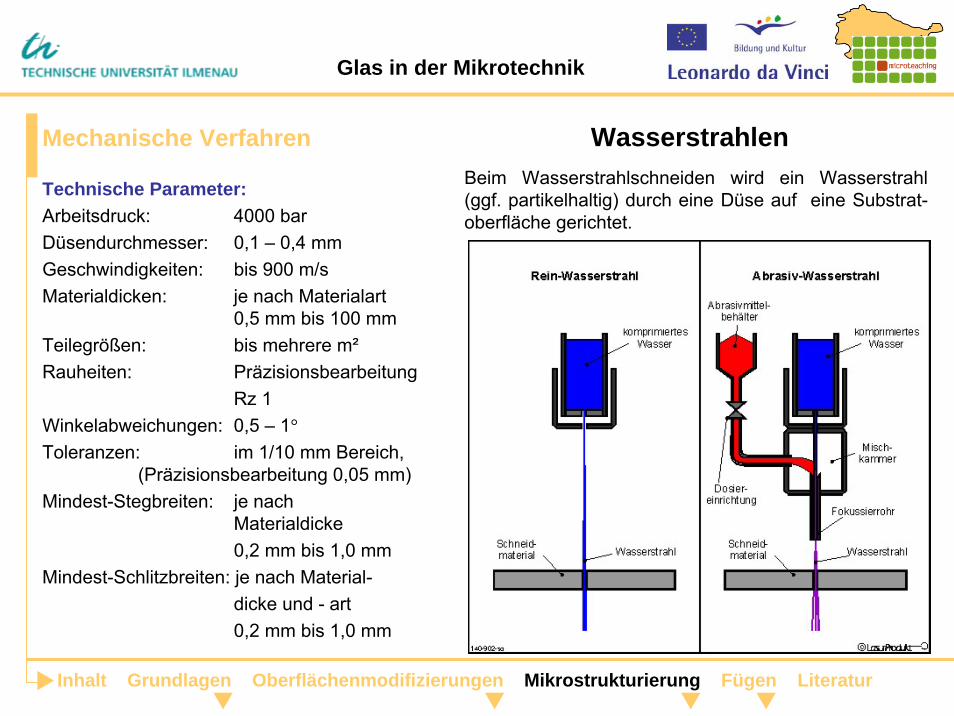
Mechanische Verfahren WasserstrahlenBeim Wasserstrahlschneiden wird ein Wasserstrahl (ggf. partikelhaltig) durch eine Düse auf eine Substrat-oberfläche gerichtet.
Technische Parameter:Arbeitsdruck: 4000 barDüsendurchmesser: 0,1 – 0,4 mmGeschwindigkeiten: bis 900 m/sMaterialdicken: je nach Materialart
0,5 mm bis 100 mmTeilegrößen: bis mehrere m²Rauheiten: Präzisionsbearbeitung
Rz 1Winkelabweichungen: 0,5 – 1°Toleranzen: im 1/10 mm Bereich,
(Präzisionsbearbeitung 0,05 mm)Mindest-Stegbreiten: je nach
Materialdicke 0,2 mm bis 1,0 mm
Mindest-Schlitzbreiten: je nach Material-dicke und - art0,2 mm bis 1,0 mm
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Mechanische Verfahren
Vorteile
Staubfreiheit, da die beim Schneiden entstehenden Abtragspartikel sofort vom Wasserstrahl gebunden und abtransportiert werden
keine mechanische und thermische Schädigung der Schneidkanten
kein Werkzeugverschleiß, außer Düsenverschleiß
gute Materialausnutzung, kleiner Schneidspalt
es lassen sich beliebige Konturen schneiden (sehr kleine Radien möglich), Schnitt kann an jeder beliebigen Stelle beginnen und enden
es kann sowohl in explosionsgefährdeter Umgebung als auch unter Wasser geschnitten werden
das Werkzeug braucht nicht gereinigt zu werden, daher auch zum Schneiden klebriger Stoffe geeignet
Es können auch Mehrlagensysteme und Verbundwerk-stoffe getrennt werden (z.B. Verbundglasscheiben)
Nachteile
hohe technologische Anforderungen an die Hochdruckteile der Anlage
hohe Investitionskosten für die Anlage
verfahrensbedingte Konizität der Schnittkante
Riefenbildung an der Schnittkante bei höheren Vorschubgeschwindigkeiten
Korrosionsgefahr für die Bauteile
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Wasserstrahlen
Glas in der Mikrotechnik
Beispiele
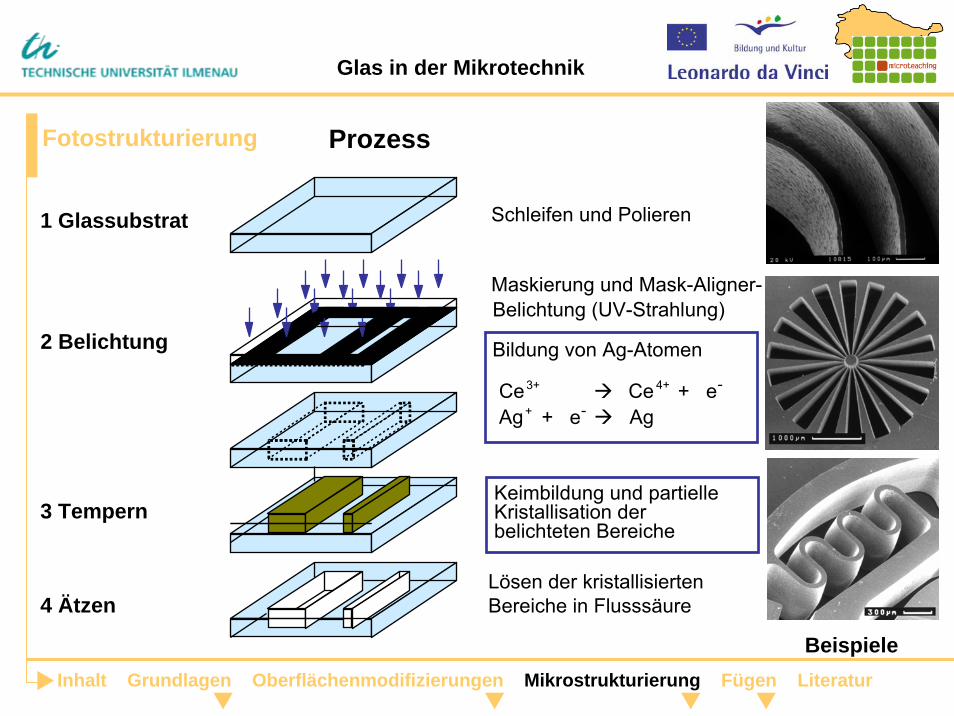
1 Glassubstrat Schleifen und Polieren
4 ÄtzenLösen der kristallisiertenBereiche in Flusssäure
2 Belichtung
Maskierung und Mask-Aligner-Belichtung (UV-Strahlung)
Ce3+ Ce4+ + e-
Ag+ + e- Ag
Bildung von Ag-Atomen
3 TempernKeimbildung und partielleKristallisation der belichteten Bereiche
Fotostrukturierung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Prozess
Glas in der Mikrotechnik
Fotostrukturierung
Technische Parameter
Material: fotostrukturierbares dotiertes Spezialglas, geschliffen und poliertSubstrate (üblich): ∅ 10cm (0,3 –2mm dick )
Masken: lose Masken: mechanisch gefertigte Metallmasken für Maskenöffnungen >500µm, strukturierte Chrom/Kieselglas-Masken für überwiegend geringe Maskenöffnungenfest anhaftende Masken: fotolithographisch strukturierte Schichten (UV-absorbierend)
Belichtung: paralleler Strahlengang, optimierte Belichtungsenergiedichte, abhängig von der Belichtungsquelle,UV-Strahlung: breitbandig emittierendeQuecksilberdampfhöchstdrucklampe, XeCl-Excimerlampe, UV-Laserstrahlung
Temperung: optimiertes Temperatur/Zeitregime einstufig oder zweistufig (450°C < T < 600°C)Unterlagen: Edelstahlplatten, Keramikplatten
NasschemischesÄtzen: verdünnte Flusssäure (5% < cHF < 10%), Ultraschallunterstützung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Fotostrukturierung
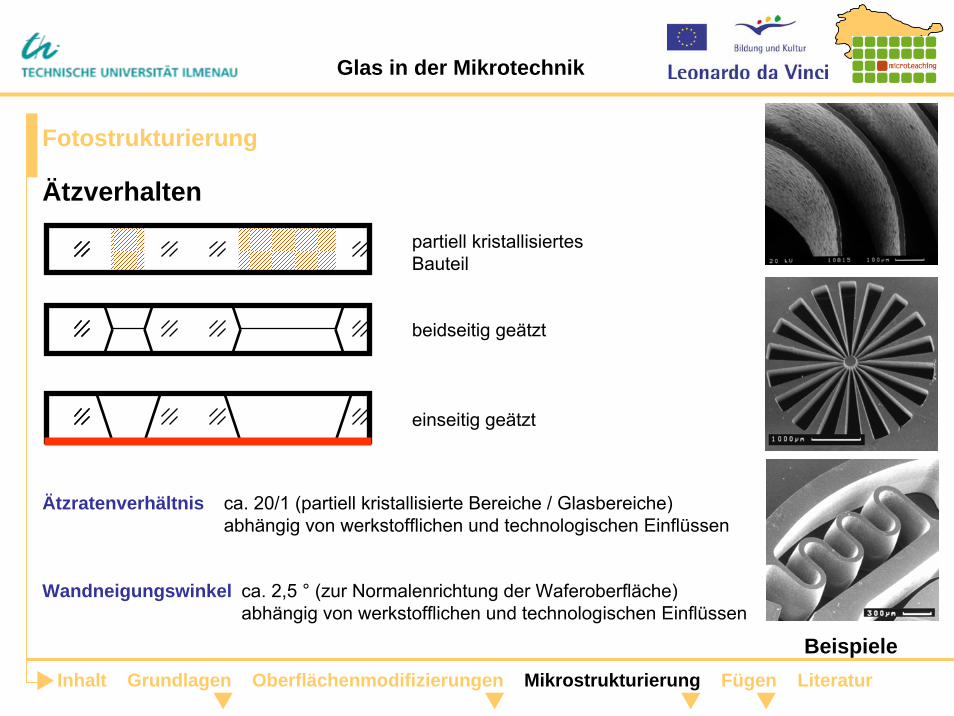
Ätzratenverhältnis
Wandneigungswinkel
ca. 20/1 (partiell kristallisierte Bereiche / Glasbereiche)abhängig von werkstofflichen und technologischen Einflüssen
ca. 2,5 ° (zur Normalenrichtung der Waferoberfläche)abhängig von werkstofflichen und technologischen Einflüssen
partiell kristallisiertes Bauteil
beidseitig geätzt
einseitig geätzt
Ätzverhalten
BeispieleInhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
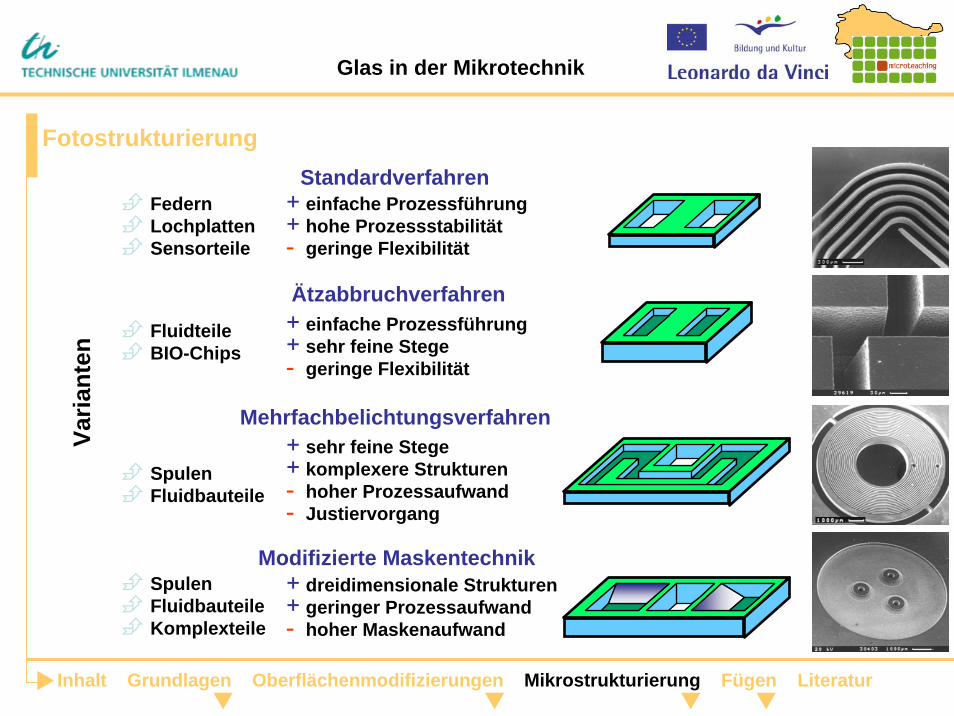
FotostrukturierungStandardverfahren
+ einfache Prozessführung+ hohe Prozessstabilität- geringe Flexibilität
FedernLochplattenSensorteile
Ätzabbruchverfahren+ einfache Prozessführung+ sehr feine Stege- geringe Flexibilität
FluidteileBIO-Chips
Mehrfachbelichtungsverfahren+ sehr feine Stege+ komplexere Strukturen- hoher Prozessaufwand - Justiervorgang
SpulenFluidbauteile
Modifizierte Maskentechnik+ dreidimensionale Strukturen+ geringer Prozessaufwand- hoher Maskenaufwand
SpulenFluidbauteileKomplexteile
Varia
nten
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
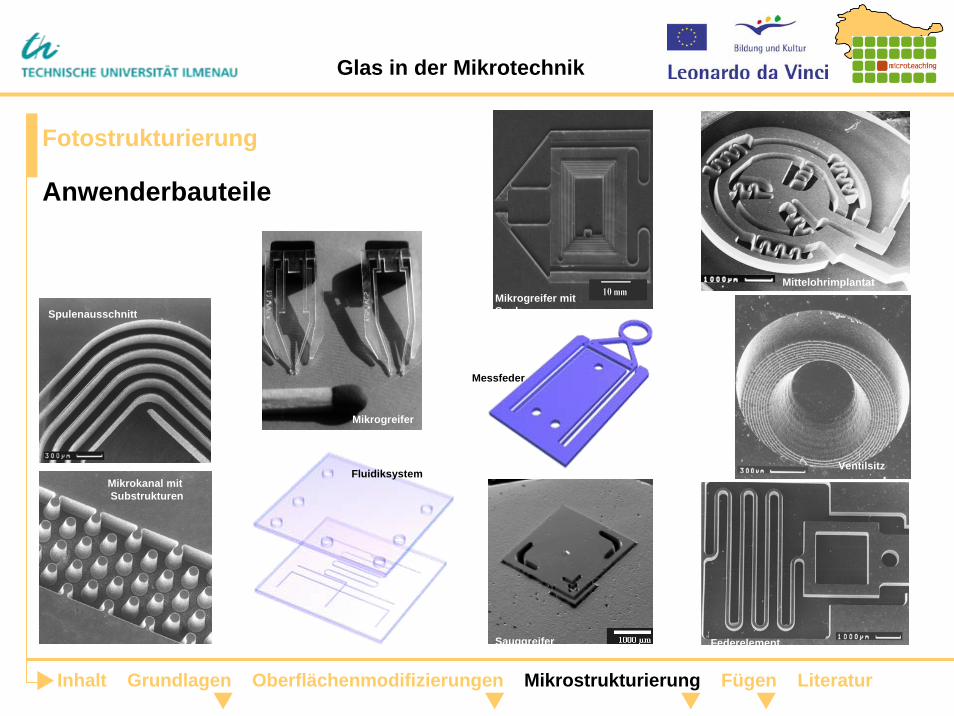
Fotostrukturierung
Anwenderbauteile
Sauggreifer Federelement
Ventilsitz
MittelohrimplantatMikrogreifer mitSpule
Mikrogreifer
Spulenausschnitt
Mikrokanal mitSubstrukturen
Fluidiksystem
Messfeder
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
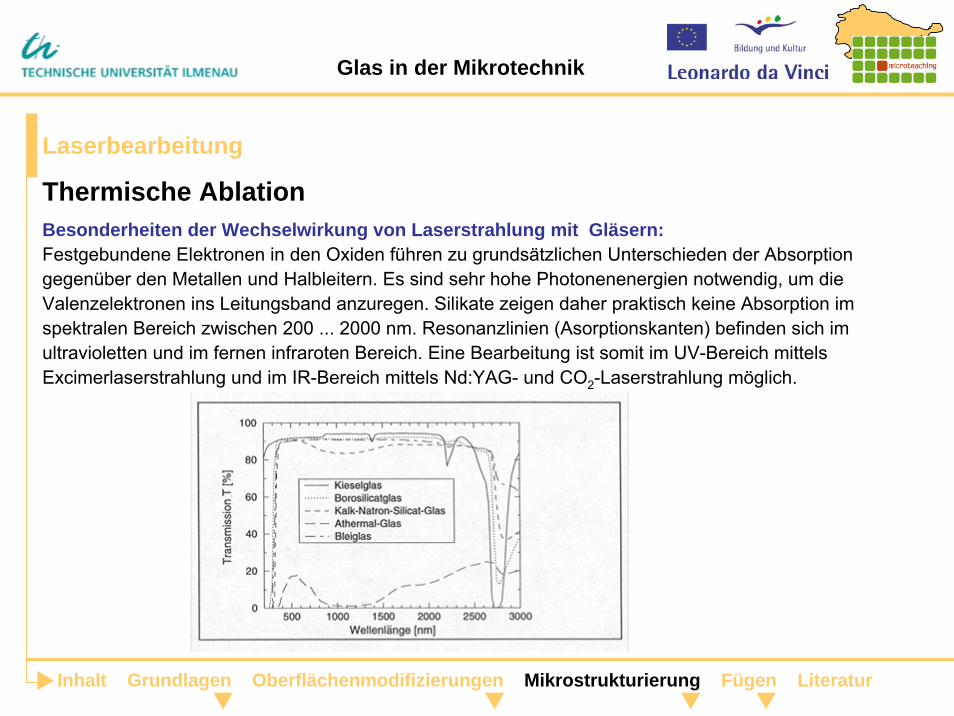
Laserbearbeitung
Besonderheiten der Wechselwirkung von Laserstrahlung mit Gläsern:Festgebundene Elektronen in den Oxiden führen zu grundsätzlichen Unterschieden der Absorptiongegenüber den Metallen und Halbleitern. Es sind sehr hohe Photonenenergien notwendig, um dieValenzelektronen ins Leitungsband anzuregen. Silikate zeigen daher praktisch keine Absorption im spektralen Bereich zwischen 200 ... 2000 nm. Resonanzlinien (Asorptionskanten) befinden sich im ultravioletten und im fernen infraroten Bereich. Eine Bearbeitung ist somit im UV-Bereich mittels Excimerlaserstrahlung und im IR-Bereich mittels Nd:YAG- und CO2-Laserstrahlung möglich.
Thermische Ablation
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Laserbearbeitung
Laser Abtragsraten Bemerkung
VUV F2-Excimerlaser (λ = 157nm) 150 nm/Puls - Hoher Anteil an fotochemischem Materialabtrag- geringer Anteil an Schmelzablagerungen- großer Aufwand für Strahlformung/-führung- kleine Pulsenergien, deshalb keine Maskenprojektion möglich
UV ArF-Excimerlaser (λ = 193nm)KrF-Excimerlaser (λ = 248nm)XeCl-Excimerlaser (λ = 308nm)
>50nm/Puls
< 6µm/Puls
- Erzeugung strukturgenauer Mikrostrukturen im Bereicheiniger 10µm mit λ = 193nm in Borosilikatglas
- mit steigender Laserwellenlänge Verschlechterung der Strukturgenauigkeit durch Mikrorisse und Muschelausbrüche
VIS Kupferdampflaser(λ = 511nm, λ = 578nm)Farbstofflaser (λ = 625nm)
400nm/Puls (Kalk-Natron-Silikatglas)
- Materialabtrag durch große Pulsspitzenleistungen beiultrakurzen Laserpulsen oder durch große mittlereLeistungen bei hohen Repetitionsraten erreicht
- hoher Anteil an fotochemischem Materialabtrag, deshalbgeringer Schmelzabtrag
- in Kieselglas und Borosilikatglas Strukturen mit ∅ > 200 µm und Aspektverhältnissen 1:50 möglich
- bisher nur zu Forschungszwecken eingesetzte Technik
NIR Nd:YAG-Laserstrahlung (λ = 1064nm)CO2-Laserstrahlung (λ = 10,6µm)
2 –3µm/Puls - fotothermischer Materialabtrag- erhebliche Schmelzablagerungen und Mikrorisse
beeinflussen Strukturgenauigkeiten
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
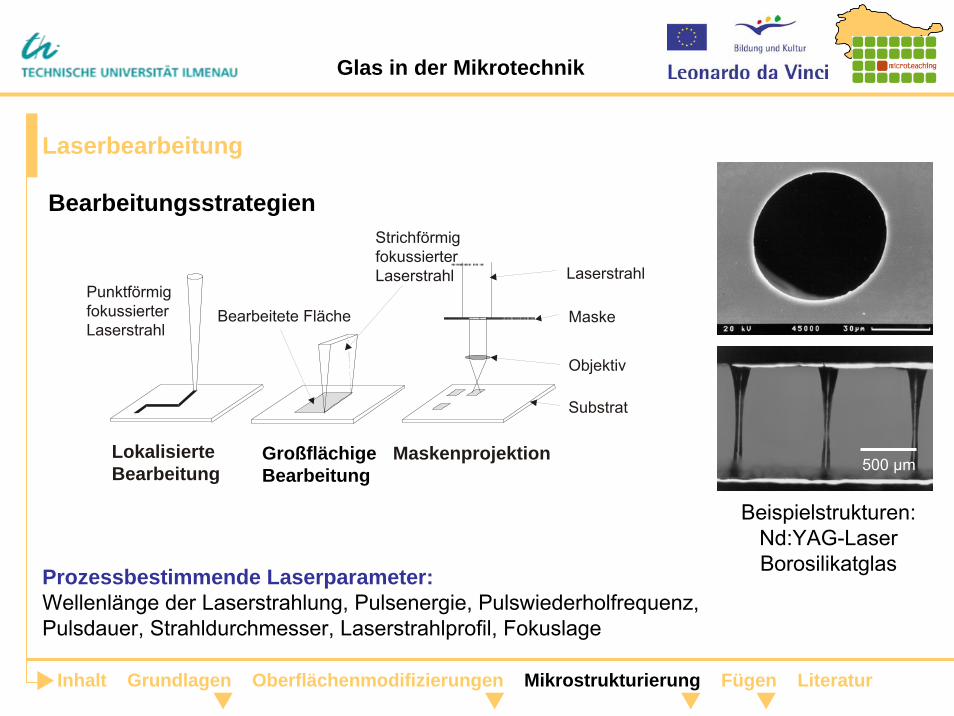
Beispielstrukturen:Nd:YAG-LaserBorosilikatglas
500 µm
Laserbearbeitung
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Bearbeitungsstrategien
Prozessbestimmende Laserparameter:Wellenlänge der Laserstrahlung, Pulsenergie, Pulswiederholfrequenz, Pulsdauer, Strahldurchmesser, Laserstrahlprofil, Fokuslage
PunktförmigfokussierterLaserstrahl
LokalisierteBearbeitung
Großflächige Bearbeitung
Maskenprojektion
Strichförmig fokussierter Laserstrahl
Bearbeitete Fläche
Laserstrahl
Maske
Objektiv
Substrat
Glas in der Mikrotechnik
Verfahren Minimale Details
Aspekt-verhältnis
Strukturie-rungsart
Bemerkungen
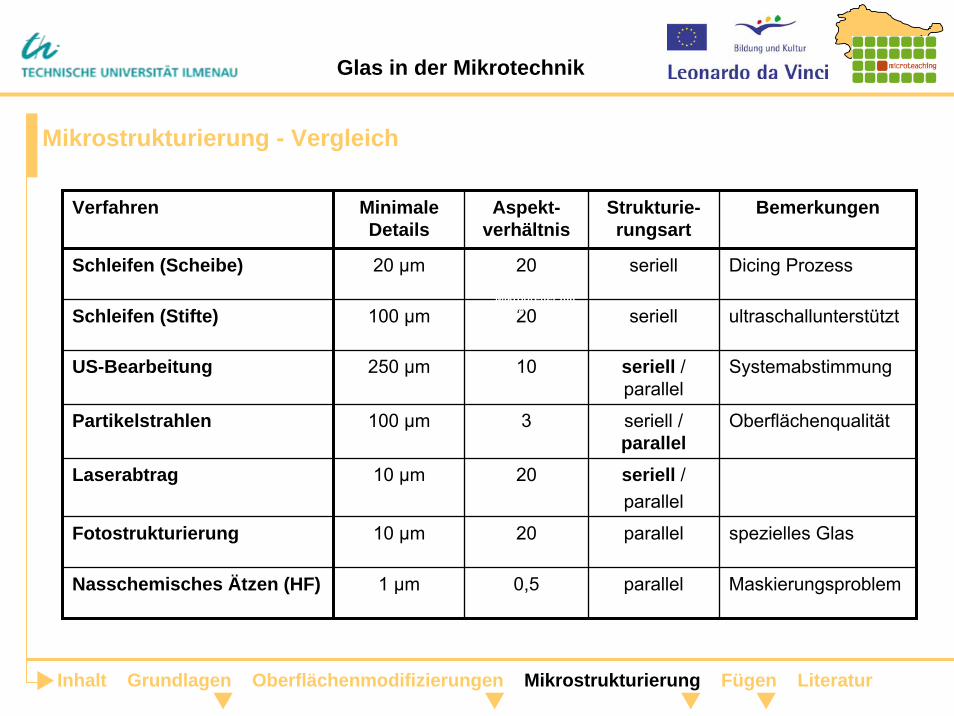
Schleifen (Scheibe) 20 µm 20
10
Partikelstrahlen 100 µm 3 seriell / parallel
Oberflächenqualität
20
20
0,5
seriell Dicing Prozess
Schleifen (Stifte) 100 µm seriell ultraschallunterstützt
US-Bearbeitung 250 µm seriell / parallel
Systemabstimmung
Laserabtrag 10 µm seriell /parallel
Fotostrukturierung 10 µm parallel spezielles Glas
Nasschemisches Ätzen (HF) 1 µm parallel Maskierungsproblem
20
Mikrostrukturierung - Vergleich
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Sauggreifer Federelement
Ventilsitz
MittelohrimplantatMikrogreifer mitSpule
Glas in der Mikrotechnik

Fügen
Mikrogreifer mitSpule
Mikrogreife
Spulenausschnitt
Thermisches BondenMikrogalvanik
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Sauggreifer Federelement
Ventilsitz
Mittelohrimplantat
Glas in der Mikrotechnik
Thermisches Bonden
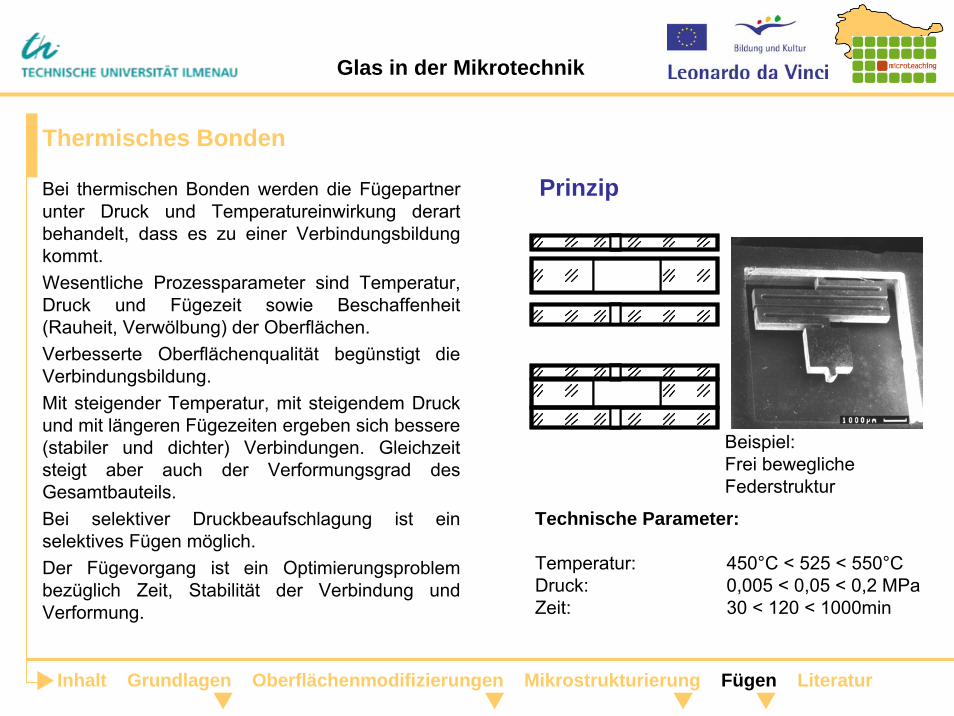
Bei thermischen Bonden werden die Fügepartnerunter Druck und Temperatureinwirkung derart behandelt, dass es zu einer Verbindungsbildung kommt. Wesentliche Prozessparameter sind Temperatur, Druck und Fügezeit sowie Beschaffenheit (Rauheit, Verwölbung) der Oberflächen.Verbesserte Oberflächenqualität begünstigt die Verbindungsbildung.Mit steigender Temperatur, mit steigendem Druck und mit längeren Fügezeiten ergeben sich bessere (stabiler und dichter) Verbindungen. Gleichzeit steigt aber auch der Verformungsgrad des Gesamtbauteils.Bei selektiver Druckbeaufschlagung ist ein selektives Fügen möglich.Der Fügevorgang ist ein Optimierungsproblem bezüglich Zeit, Stabilität der Verbindung und Verformung.
Beispiel: Frei beweglicheFederstruktur
Prinzip
Technische Parameter:
Temperatur: 450°C < 525 < 550°CDruck: 0,005 < 0,05 < 0,2 MPaZeit: 30 < 120 < 1000min
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik
Mikrogalvanik
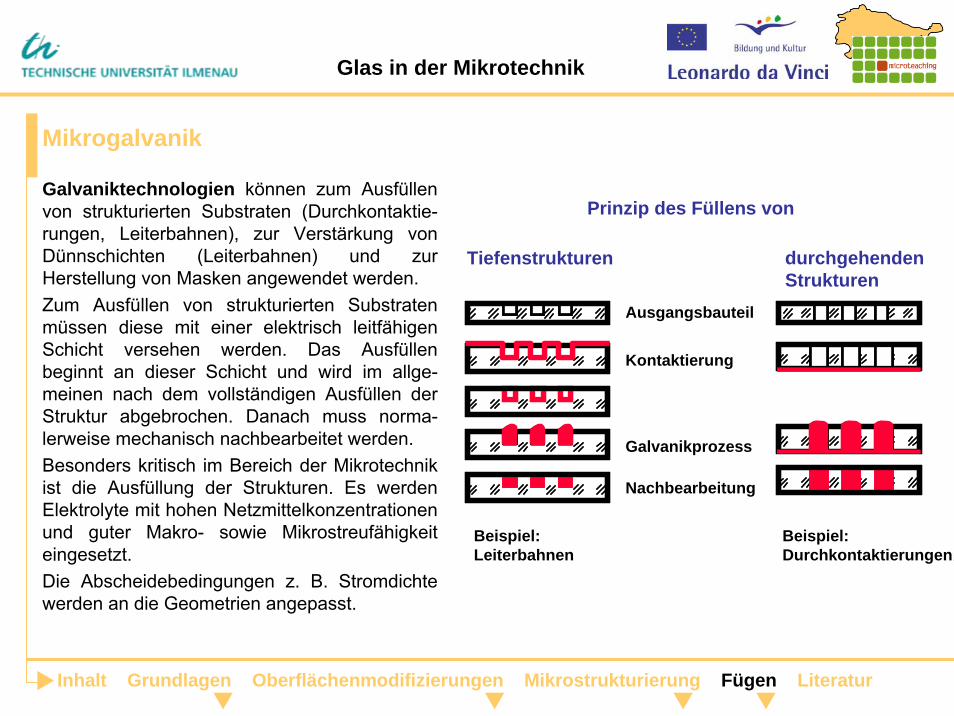
Galvaniktechnologien können zum Ausfüllen von strukturierten Substraten (Durchkontaktie-rungen, Leiterbahnen), zur Verstärkung von Dünnschichten (Leiterbahnen) und zur Herstellung von Masken angewendet werden.Zum Ausfüllen von strukturierten Substraten müssen diese mit einer elektrisch leitfähigen Schicht versehen werden. Das Ausfüllen beginnt an dieser Schicht und wird im allge-meinen nach dem vollständigen Ausfüllen der Struktur abgebrochen. Danach muss norma-lerweise mechanisch nachbearbeitet werden.Besonders kritisch im Bereich der Mikrotechnik ist die Ausfüllung der Strukturen. Es werden Elektrolyte mit hohen Netzmittelkonzentrationen und guter Makro- sowie Mikrostreufähigkeit eingesetzt.Die Abscheidebedingungen z. B. Stromdichte werden an die Geometrien angepasst.
durchgehendenStrukturen
Tiefenstrukturen
Ausgangsbauteil
Kontaktierung
Galvanikprozess
Nachbearbeitung
Beispiel:Leiterbahnen
Beispiel:Durchkontaktierungen
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Prinzip des Füllens von
Glas in der Mikrotechnik

Literatur• H. A. Schäfer: Allgemeine Technologie des Glases. Sonderdruck DGG, 1999 • H. H. Dunken: Physikalische Chemie der Glasoberfläche. VEB Verlag für Grundstoffindustrie Leipzig, 1981• H. K. Pulker: Coatings on Glass. ELSEVIER, 1999• A.P. Legrand: The Surface Proprties of Silicas. John Wiley & Sons Ltd., 1998• A. Harnisch: Beitrag zur Entwicklung von Herstellungstechnologien für komplexe Bauteile aus mikrostrukturiertem Glas. Dissertation TU
Ilmenau, Shaker Verlag, 1998• W. Vogel: Glaschemie. Springer-Verlag, 1992• H. Scholze: Glas-Natur, Struktur und Eigenschaften, Springer-Verlag, 1988• C. Buerhop: Glasbearbeitung mit Hochleistungslasern. Dissertation Universität Erlangen-Nürnberg, 1994 • G. Nölle: Technik der Glasherstellung. Deutscher Verlag für Grundstoffindustrie, 1997• H.Baumgart: Diffusionsmodifiziertes fotosensibles Glas - Gefügeuntersuchungen und Tiefenstrukturierung. Dissertationsschrift, Technische
Universität Karlsruhe, 1998• Anja Ehrhardt: Beitrag zur Entwicklung fotostrukturierbarer Gläsern und Glaskeramiken mit unterschiedlichen thermischen
Ausdehnungskoeffizienten. Technische Universität Ilmenau, Dissertationsschrift TU Ilmenau, 1999• U. Brokmann: Beitrag zur Mikrostrukturierung von fotostrukturierbarem Glas mittels UV-Laserstrahlung. Dissertation TU Ilmenau, 2005• S. Mrotzek: Kristallisation eines UV-strukturierbaren Glases im System Li2O-Al2O3-SiO2. Dissertation TU Ilmenau, 2005• M. Jacquorie: Mikrostrukturierung von Glas mittels Excimerlaserstrahlung für die Mikroreaktionstechnologie. Dissertation RWTH Aachen,
Shaker Verlag Aachen, 2001• S. Hecht-Mijic: Brechzahländerung durch Ionenaustausch in strukturierten Glasbauteilen. Dissertation TU Ilmenau, 2003• Salim, R.; Harnisch, A.; Wurmus , H.; Hülsenberg, D.: Microgrippers created in microstructurable glass. Microsystem Technologies 4 (1997) 1,
December 1997• Harnisch, A.; Hülsenberg, D.; Feindt, K.; Kallenbach, E.; Töpfer, H.; Mollenhauer, O.; Lösche, S.; Hartleb, M.: Anwendungen von
mikrostrukturierbaren Gläsern. S. 377 – 382 In: Kempter, K.; Haußelt, J.: Werkstoffwoche 98, Band 1, Symposium 1 Werkstoffe für die Informationstechnik, Symposium 12 Mikrosystemtechnik, Wiley-VCH 1999
• Hecht-Mijic, S.; Harnisch, A.; Hülsenberg, D.; Mollenhauer, O.: Optical waveguides based on refractive index decrease in glass parts of a photosensitive microstructurable glass. Summer School of Photosensitivity in Optical Waveguides and Glasses, Saint-Petersburg, Juni 2002, Proceedings pp. 91 – 93
• Brokmann, U.; Jacquorie, M.; Talkenberg, M.; Harnisch, A.; Kreutz, E.-W.; Hülsenberg, D.; Poprawe, R.: Exposure of photosensitive glasses with pulsed UV-Laser radiation. Microsystem Technologies 8 (2002) 2-3, pp. 102-104
Inhalt Grundlagen Oberflächenmodifizierungen Mikrostrukturierung Fügen Literatur
Glas in der Mikrotechnik










![ESI[tronic] 2.0 Online: Highlights ESI[tronic] 2.0 alle ...upm.bosch.com/News/2018_3/ESI_News_2018-3_de.pdf · Die zeitnahe Verfügbarkeit von Fahrzeugabdeckung für neues-te Fahrzeugmodelle](https://static.fdokument.com/doc/165x107/5c5e113b09d3f2ca618bb3cf/esitronic-20-online-highlights-esitronic-20-alle-upmboschcomnews20183esinews2018-3depdf.jpg)






